Classement




Contenu populaire
Contenu avec la plus haute réputation dans 01/02/2022 Dans tous les contenus
-
Je voulais dire à chaque rallumage de l'imprimante. La sauvegarde est faite depuis l'écran dans la fonction Adjust Z. Mais cette valeur n'est pas vue dans un M503. J'ai le firmware de Guilouz avec l'écran d'origine. Il y a peut-être un souci de ce côté-là. Depuis un moment, le filament ne colle plus au plateau et je cherche pourquoi.2 points
-
c est pas donné2 points
-
Non, non… C'est entièrement de ma faute => je m'ai trompé (je n'avais pas chaussé mes lunettes)2 points
-

From the album: J'apprends
Premier essai d'impression articulée. PLA multicolore de GiantArm - 200°C - plateau 60°C C'est un make de https://www.thingiverse.com/thing:47274482 points -
Spiderman test pour faire une version à 180%. 12 cm. Zéro support 0 infil 0.2 de HT de couche réalisé à 120mm et 60 pour les couches ext en 2h03. Flsun d'origine, seul les fanduck sont remplacé. Imprimé dans un caisson.


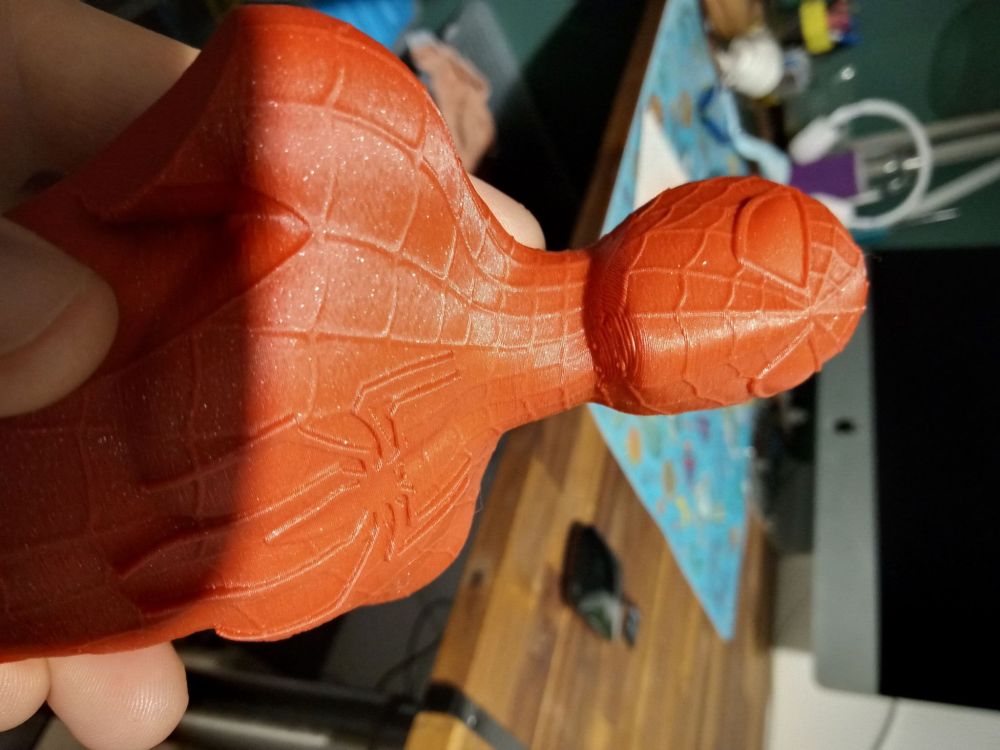 2 points
2 points -
Salut Voici un premier retour sur ce filament Je suis donc partir directement avec une petite pièce de test avec les paramètres "Generic PLA" de PrusaSlicer. J'ai ajusté la température de la buse à 210°C (Milieu haut de la page 195°C-220°C mentionnée sur la bobine). Température plateau 60°C standard 1ère impression d'un logo 850mmx20mm ep 1.6mm + 1.4mm Bon résultat avec juste un peu de "stringing" J'ai relancé un test à 205°C et là beaucoup mieux Dans les 2 cas les dimensions étaient correctes y compris les épaisseurs J'ai lancé l'impression d'une pièce que j'avais déjà imprimée avec du PLA Prusament avec les mêmes paramètres pour comparer. Je trouve le résultat très bien Pour terminer j'ai imprimé un support de tel portable pliable format carte de crédit. Modèle récupéré sur le net et imprimé en "Print in place" Aucun souci pour désolidariser les pièces et le support de plie et se déplie sans pb. Juste un petit trou au niveau du T Conclusion je vais sans doute adopter ce filament relativement bon marché (pour le moment) pour mes prototypes Et si je demandais à mon pote qu'il me donne la bobine Voilà c'est tout pour aujourd'hui @+ JC EDIT 2 petites remarques que j'ai oublié de préciser 1/ Bobine livrée dans un sachet non refermable (ZIP). Il faut en prévoir un de rechange pour le stockage de la bobine 2/ Le "Trancanage" de la bobine n'est pas super comparé à d'autres marques. Je vous laisse deviner/chercher ce que ça veut dire. Perso j'ai appris ce mot sur le forum





 2 points
2 points -
Je découvre cette version ! Merci ! Je met la photo ici pour les suivants.
 2 points
2 points -
j'ai mon mari qui ronfle ce qui couvre largement le bruit de l'imprimante...2 points
-
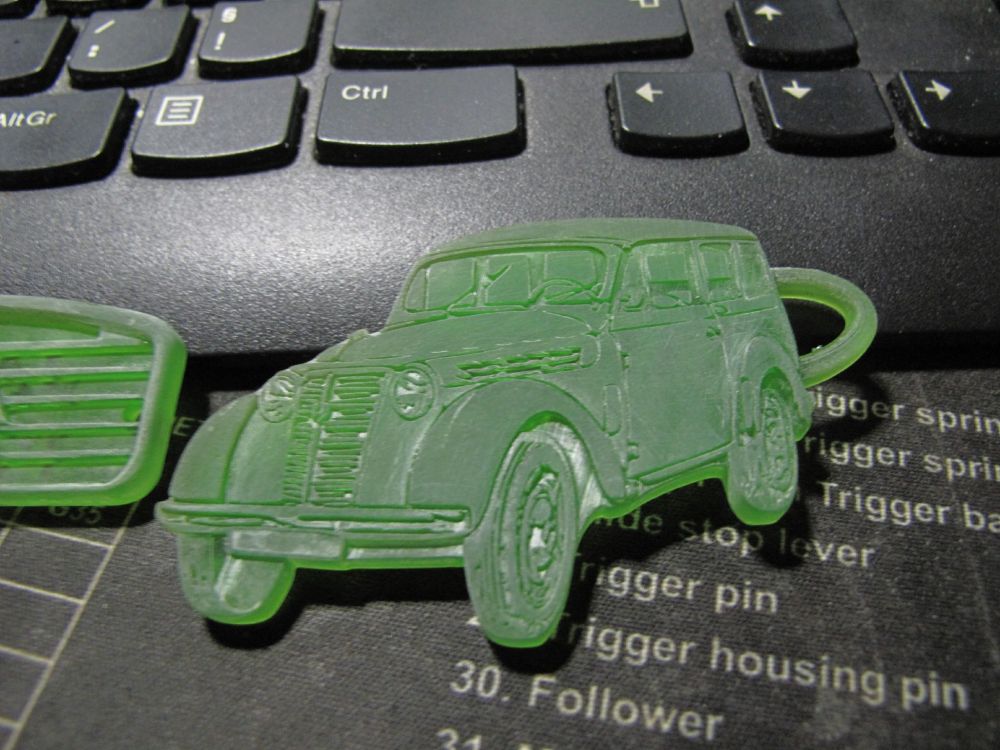
Oui. Du filler de base de chez Leclerc 6€. Attention il faut pas en abuser sinon du perd beaucoup de detail. Mais ça fonctionne très bien et ça se peint à merveille. Je repasse les reliefs creux avec la pointe d'un cure dent presque à plat. Bon courage à toi Zip EDIT: Voici le rendu final !

 2 points
2 points -
Coucou ! Voici quelques photos de mon projet en cours. Et oui, encore un ... Le STL (payant) vient du Patreon d'Eastman sur le net. Imprimé avec le petg bleu nuit de chez Arianeplast en 0.12. Mais je suis pas très satisfait de l'impression. (Filament pas encore bien apprivoisé). Du coup pas mal de post traitement. Voici où j en suis: Je devrais pas être trop loin de la fin dans la semaine. Et oui c est pas tout les jours lundi... (jour de congé) Wonderwoman... si je devais choisir une idole de fiction féminine c est clairement elle. Surtout depuis Gal Gadot . Longue vie à ce forum ! Longue vie aux femmes ! Longue vie à la mienne ! Zip



 1 point
1 point -
la même pour moi, gros problème d'accroche et de warping même parfois... ça me rend fou1 point
-
Pareil pour moi et j'ai le firmware de @Guilouz avec un PEI. Le filament ne colle pas malgré un nivellement fait tous les deux prints1 point
-
@Fizz_Mechanic Je crois qu'il peut avoir 2 ou 3 problèmes qui pourraient causer ca. 1- Ton endstop z est "branlant", soit parce qu'il est mal attaché à la potence, soit l'interrupteur en lui-meme est défectueux; 2- Ton chariot X est mal ajusté sur son rail et a un jeu; 3- ta vis z est mal assujettis dans le coupleur moteur, et dans la vis du rail X.1 point
-
Alors ça ça m’étonnerais , perso j’y crois pas une seule seconde du vrai hiwin 3 rails de 550mm avec 3 chariots c’est à peu près 600 euros1 point
-
Par un terminal comme octo ou pronterface, tu lances un G33 P5 V3 et tu regardes le résultat de la déviation standard "std dev." qui doit diminuer à chaque itération et se stabiliser entre 0.08 et 0.010. Je suis en train de voir si je peux pas améliorer le firmware d'origine avec mes paraètres et l'écran Stock.1 point
-
oh my god !! des easter eggs que de souvenirs1 point
-
Voilà le fichier, en deux formats parce que je ne l'avais jamais ouvert jusqu'à présent, et je trouve que la pièce est posée dans une drôle de position Tu pourras rectifier éventuellement. Merci à toi et bon amusement avec ta CR6 Threading fixture.STLThreading fixture.3mf1 point
-
Salut, Tu le refais à chaque impression? C'est pas normal à moins que tu changes de type de filament à chaque fois..Je ne fais que 4 opérations en tout pour qu'elle soit OP quand je change de firmware: 2 pour la machine (calibration fine+ZOffSet) et 2 pour le filament (PID Buse+ Nivellement du lit à température de travail). Il y a aussi les deux indispensables aprés tout ça (eStep + flux du filament) que je réutilise/réinjecte quand je teste des nouveautés/modifications (firmwares). La mémorisation est faite avec un M500 ou par menu (peut-être qu'il n'y a pas cette fonction sur l'écran STOCK) Remarque: Je ne suis plus Stock depuis le 2ème jour. Changement d'écran mais toujours la même base mécanique. Je vais essayé de recharger le firmware Stock avec son écran pour voir cette histoire de ZOffSet. @+ Edit: effectivement il ne modifie pas le ZoffSet (M851 Z-xxx) mais la hauteur Delta (M665 Hxxx). De plus il fait une pauvre calibration Delta (G33 P3) et enchaine avec un nivellement ABL. Mouaipp!! Drole d'idée!! Je reviens vite à mon firmware car j'ai cru que je lui avais injecté un tranquilisant1 point
-
Merci, c'est plus clair en regardant ce site. si je résume, il faut donc un fil, que l'on soude aux 4 drivers , raccordé à un seul pin1 point
-
Ceci répond-t-il à ta question : https://www.3dprima.com/3dprima/3d-print-guide ?1 point
-
non, juste une deuxième compil après la première (sans fermer vscode).1 point
-
tu as essayé de recompiler ? parfois il vas un peu trop vite et ne s'aperçoit pas qu'il a téléchargé des trucs, au deuxième passage il est plus compréhensif1 point
-
En plus de la gestion de l'instruction "Pause" il faut vérifier que les instructions pour "décharger" et "charger" le filament sont correctement interprétées par ton imprimante. En fonction du firmware et de la version les instructions peuvent être différentes On avait eu une discussion sur un sujet similaire (pause de l'impression pour insérer un écrou) dans un autre post @+ JC EDIT Et si tu rajoutes le modèle de ton imprimante dans ton profil, les connaisseurs pourront rapidement confirmer1 point
-
montre nous plutôt l'onglet terminal il y a des choses intéressantes normalement1 point
-
@denon33 Si tu veux vérifier si ton imprimante accepte le changement de filament, exécute ce petit bout de Gcode sur ton imprimante.... Si celle-ci passe tout droit après la deuxième couche, c'est que ton firmware n'accepte pas le M600 Test M600.gcode1 point
-
Je n'en ai jamais cassé, mais au cas où, normalement il y a un pin de rechange livré avec tu peux aussi prendre du clone de qualité (Triangle Labs) qui est pas mal du tout : Trianglelab – capteur tactile 3D 2021 v3, nivellement de lit automatique BL, capteur tactile automatique pour anet A8 tevo reprap mk8 i3, livraison gratuite | AliExpress.1 point
-
~!PB7 C'est l'éditeur du forum qui a du faire des misères à @fran6p J'ai vraiment du mal à comprendre les concepteurs de cartes qui changent le comportement de tout et n'importe quoi à chaque version de leurs cartes (sur la skr 1.4 c'est ^Pin - bon le pin n'est pas le même ok, mais pas la logique de gestion, c'est pas sympa)1 point
-
Le second (pulldown => ~ (sur mon clavier AZERTY NF ( ALTGR + n )))1 point
-
Avec l'inconvénient c'est qu'il n'y a pas de prise pour le débrancher ! PS : je n'avais jamais pensé à classer un bon ronfleur dans les avantages, mais c'est un point de vue ... ça couvre le bruit ambiant !1 point
-
Super, merci pour ce premier retour d'expérience et impatient de voir la suite !1 point
-
C'est exactement ce que je me suis dit, puis j'ai essayé de compiler cette version : il n'y a pas de message rouge que des jaunes (mais plus) UnicodeDecodeError: 'charmap' codec can't decode byte 0x90 in position 79486: character maps to <undefined>: File "C:\users\jean-luc.rdo\.platformio\penv\lib\site-packages\platformio\builder\main.py", line 179: env.SConscript(item, exports="env") File "C:\Users\JEAN-LUC.RDO\.platformio\packages\tool-scons\scons-local-4.3.0\SCons\Script\SConscript.py", line 597: return _SConscript(self.fs, *files, **subst_kw) File "C:\Users\JEAN-LUC.RDO\.platformio\packages\tool-scons\scons-local-4.3.0\SCons\Script\SConscript.py", line 285: exec(compile(scriptdata, scriptname, 'exec'), call_stack[-1].globals) File "S:\Marlin2\Octopus1\Firmware\Marlin-bugfix-2.0.9.2.x\buildroot\share\PlatformIO\scripts\common-dependencies.py", line 253: compute_build_signature(env) File "S:\Marlin2\Octopus1\Firmware\Marlin-bugfix-2.0.9.2.x\buildroot\share\PlatformIO\scripts\signature.py", line 83: defines = extract_defines(header) File "S:\Marlin2\Octopus1\Firmware\Marlin-bugfix-2.0.9.2.x\buildroot\share\PlatformIO\scripts\signature.py", line 15: f = open(filepath).read().split("\n") File "C:\Users\JEAN-LUC.RDO\.platformio\python3\lib\encodings\cp1252.py", line 23: return codecs.charmap_decode(input,self.errors,decoding_table)[0] ============================================================================================================================ [FAILED] Took 2.25 seconds ============================================================================================================================ Environment Status Duration ------------------ -------- ------------ BIGTREE_OCTOPUS_V1 FAILED 00:00:02.2501 point
-
Concernant Pyhton, la lecture du sujet suivant l'indique en préambule ainsi que le programme Git @David590 Le message en jaune (avertissement) de ta copie écran n'est pas vraiment utile, ce qu'il aurait fallu c'est le premier message en rouge (erreur).1 point
-
Je rejoins @PierreG sur le fait que les fabricants ont déjà du pas mal réfléchir au sujet qui doit être très complexe et surtout affaire de compromis. Par exemple, l'idéal serait : une buse dure (surtout pour filaments chargés) donc acier au tungstène (Creality en fait la promotion ) mais buse difficile à usiner une buse en matériaux dont la conductivité thermique est le plus élevée possible (argent de mémoire) mais cela va à l'encontre de la caractéristique ci dessus.. Pour la géométrie ce doit être pareil. Après, je vois deux méthodes : partir d'une buse type en alliage cuivre par exemple et faire une seule modification à la fois comme tu proposes et essayer pour voir si il y une différence afin de trouver, à la fin, la la buse idéale. Sacré boulot ! L'autre méthode, c'est la modélisation avec un logiciel de mécanique des fluides mais sacré boulot là aussi ! Je pense toutefois que les fabricants ont du (un peu) passer par là. Si qq un veut se lancer, il y a des versions libres de logiciel (Code_saturne par exemple voir Wiki) pour faire de la modélisation en mécanique des fluides !1 point
-
Je pense qu'il faut installer python 3.x (j'ai la 2.7 et ... exactement les mêmes erreurs) windows - UnicodeDecodeError: 'charmap' codec can't decode byte X in position Y: character maps to <undefined> - Stack Overflow1 point
-
vu que c'est makerbase qui montre la méthode, il y a des chances que ce soit bon ... mais attention ils se sont trompés dans les noms des pins (c'est dans les commentaires de la vidéo) Sinon pour passer en hardware_serial (que je n'ai pas encore essayé sur la nano v2 mais qui marche très bien sur la micro (celle de la flsun qqs pro) il faut mettre les jumpers de chaque driver comme indiqué ci-dessous ( | indique un jumper positionné et : pas de jumper - après le commentaire) #define X_SLAVE_ADDRESS 3 // | | : #define Y_SLAVE_ADDRESS 2 // : | : #define Z_SLAVE_ADDRESS 1 // | : : #define E0_SLAVE_ADDRESS 0 // : : : et un seul fil relie step de E1 aux pins uart des 4 drivers1 point
-
Bonjour. Ne pas confondre vitesse et précipitation. La vitesse est une chose, je suis actuellement à 0km/h assis sur ma chaise, mais je me déplace à 1600km/h autour de l'axe de rotation de la terre, et 100000km/h autour du soleil. Il ne me faut pas tellement d'effort pour arriver à ce résultat. Pour une machine c'est pareil, la vitesse n'est que rarement le point limitant, ce sont les accélérations / décélérations qui sont problématique. Faisons un parallèle avec un vélo. Lorsqu'il faut passer de 0 à 10km/h, on doit exercer un effort sur les pédales. Tenir le 10km/h en régime stabilisé ne demande pas autant d'effort que pour lancer le mouvement, on ne fait que compenser les pertes en friction (mécanique, chaine, roulements, pneus, air). Pour la période transitoire (accélération), plus on veut atteindre la Vmax rapidement, plus il faudra des cuisses, autrement dit des Watts (ou des chevaux pour les anciens). Continuons le parallèle, admettons une personne capable d'atteindre 25km/h en champ libre sur son vélo. Demandons lui de le faire dans un ring de 6x6 mètres. Vous voyez où je veux en venir ? Il n'y a pas vraiment de vitesse maximale sur des imprimantes aussi petites. On peut au mieux ne faire qu'accélérer sur la moitié de la diagonale et de décélérer sur l'autre moitié. La Vmax se trouvera au milieu du plateau, mais ça n'a aucune signification. Pourquoi la diagonale ? Par Pythagore ! Le déplacement diagonale permet deux choses. Une distance plus grande de déplacement, et un déplacement plus rapide que la vitesse des moteurs eux-mêmes (c'est pour ça que l'infill est imprimé en diagonal, ca va plus vite et ça réparti l'effort sur les deux moteurs ). Un déplacement circulaire est contre-productif. La tête se déplace en ligne continue certes, mais pas les moteurs qui ne font que des aller-retour, et doivent accélérer / décélérer en permanence en retenant les masses en mouvement. Ce sont d'ailleurs les mouvements les plus lents sur une imprimantes, avec d'autres raisons (découpage en segments et bufferisation). Si on avait un plateau avec une diagonale suffisamment grande, la prochaine limite serait soit la puissance des moteurs pour compenser les frictions (roulements, courroies, frottement de la buse, cables à trainer), soit les moteurs qui sauteront des pas car trop d'impulsions/secondes, soit plus probablement le débit maximum que la hotend pourrait fondre de filament. Dans la pratique, c'est souvent cette dernière limite qui est atteinte, car on peut la toucher sans forcément aller vite, buse plus large, couches épaisses, largeurs d'extrusion épaisse... Bonne journée.1 point
-
Par sécurité et si tu as un driver 'libre' je brancherais l'uart en mode 1 fil sur un des pin du driver libre le module wifi est normalement en 3.3 v et le module driver - il me semble - est en 5v ce qui peut poser de petits problèmes de type fumée sans feu en mode 1 fil il faut bien mettre les cavaliers sous les drivers pour indiquer les adresses des différents drivers et les reporter dans marlin.1 point
-
C'est un mode propre au TMC qui permet de moduler/lisser le fonctionnement des moteur pas à pas à basse vitesse et donc de réduire le bruit de fonctionnement des moteur. Ils appelle ça le mode "StealthChop" mais il a une limite de fonctionnement qui est fixé à 100 mm/s pour les axes XYZ et 30 pour le E. Donc cela donne des imprimante silencieuses quand on imprime en-dessous de 100mm/s. Le fonctionnement normal est le mode "SpreadCycle" donc au-dessus de 100mm/s(XYZ) et 30mm/s(E). En plus de ces deux modes, il y en a un troisième qui se fait par logiciel et qui est sans retour. regardes sur YT les vidéos sur le sujet. Autre fonctionnalités des TMC, c'est que l'on peut les faire fonctionner en mode automatique (STANDALONE) ou en mode commandé (UART) qui permet d'agir sur les paramètres en temps réels par le menu ou par des commandes GCodes. Voili,1 point
-
Bon j'ai quelques remarques: Je trouve ton jerk est un peu trop haut un (10XYZ+5E) M205 X10.00 Y10.00 Z10.00 E5.00 La compensation du décalage en Z est trop haute de ne sert à rien donc soit M420 S0 soit M420 S1 Z10 (compensation jusqu'à 10mm). Tu devrais augmenter la valeur de préchauffage du lit pour le PLA à 70°C (M145 S0 H220 B70 F0) pour avoir une meilleur adhésion. Je remarque que ton Z_Offset n'a pas bougé M851 Z-16.2, tu as effectué un réglage de la hauteur pour tes premières couches soient bien? Par contre, je trouve que le courant des steppers est haut. Un 950 sur XYZ et 900 sur E sera suffisant. (M906 X950 Y950 Z950/ M906 T0 E900) Je vois aussi que le mode silence est activé M569 S1 sur les quatres steppers. Si tu as trop de bruit de rétraction sur le E, désactives-le (M569 S0 T0 E) et testes-le sur une impression pour comparer. Sinon tu peux aussi augmenter la limite haute du mode silence (la vitesse du rétraction standard devrait être 30-40mm/s) car elle est aussi à 30 donc l'extrudeur n'arrete pas de basculer entre le deux modes(StealthChop/SpreadCycles). Je l'ai mis à 50 Tes longueurs de chargement/déchargement du filament (M603 L350.00 U300.00) ne sont pas un peu courtes? Voilà pour le principal. @+1 point
-
J'espère également Le Bltouch est malheureusement assez «sensible» à l'inversion de polarité de son alimentation (ce qui a peut-être été le cas +5V=>GND). Le youtubeur TeachingTech dans sa page de dépannage le précise dans un cartouche : https://teachingtechyt.github.io/troubleshooting.html#bltouch A part vérifier et revérifier les branchements, je n'ai pas d'autre idée.1 point
-
Ca dépend aussi de la résine et avec quoi tu nettoie. Perso j'ai pas essayée le résine à l'eau, j'ai essayée l'iso et le résinaway. Pour le résinaway faut laisser longtemps, je mettais 15 min et fallait encore frotter, j'ai laissée tomber. Avec l'iso je laisse 2 min pour la résine translucide standard anycubic et je sèche au compresseur, avec la résine eSun faut laisser plus longtemps j'ai essayée 4 min, il n'y a plus de résine mais la pièce est encore collante même après passage à la soufflette du compresseur contrairement à l'anycubic, je vais voir pour laisser un peu plus dans le wash... et oui faut que la pièce soit bien sèche ou ca peut faire des traces blanches ou une mauvaise polymérisation et rendre la pièce cassante.1 point
-
ça s'use probablement plus qu'une vitre, mais à part celui que j'ai explosé lors du premier réglage de la voron, tous les autres marchent toujours très bien que ce soit côté lisse ou côté texturé, pas de trace d'usure. Je n'ai jamais imprimé autre chose que de l'abs sur ces surfaces mais beaucoup Inconvénients : * plus long à trouver qu'un plaque de verre (et plus cher aussi) * ne redresse pas le bed contrairement à une plaque de verre * peut être massacré en cas de réglage totalement foireux Avantages * Surface de la pièce très propre avec le côté texturé (avec le côté lisse aussi, mais j'aime beaucoup le côté texturé, ça donne un aspect fini) * Adhésion parfaite * souple et amovible, donc décollage facile des pièces * plaque métallique : capteurs à induction ok1 point
-
Hello, En poussant plus loin, je verrai bien une buse cylindrique au lieu de conique, comme ça on a une fonction fer à repasser en plus. Je pense que tout est question de compromis. Un "B" large permet de bien aplanir le trait déposé (surtout si on utilise une largeur d'extrusion > au diamètre de l'orifice de sortie), ainsi que la jonction avec les traits voisins. Ce qui va inévitablement laisser les marques de passage (repasse par dessus un endroit déjà imprimé). Un "B" étroit laissera moins de trace de "repassage", mais la largeur d'extrusion devra impérativement être <= au diamètre "B". Le filament sort comprimé, il pousse sur les côtés comme si on écrasait un tube de dentifrice en bouchant le trou. Avec un "B" large, ça canalise les fuites qui se retrouvent bloquées par un trait voisin. Un "B" étroit à toutes les chances de laisser ces fuites déborder. Dans un monde parfait, ça n'aurait pas d'importance. Il faut donc se pencher sur les imperfections et leurs conséquences en fonction de la forme de la buse. Les imperfections peuvent être par exemple : un défaut de parallélisme, un défaut de E-step ou de flow, une expansion / réduction du volume de la matière extrudée en refroidissant... Bonne cogitation.1 point
-
Essai d'impression avec 10° dans la pièce, j'ai mis 2 plaques chauffantes de 7W (les trucs pour terrarium) collé sur le couvercle. Après une bonne heure à laisser chauffer, j'ai un peu plus de 19° dans l'imprimante et 18° pour la résine, j'ai lancée l'impression et remis l'isolation, plus qu'a attendre le résultat. Bon la fixation des plaques c'est du bidouillage, c'est moche et pas trop pratique quant on soulève le couvercle avec les câbles qui font chier mais je ne sais pas si je vais faire un truc plus propre car j'imprime pas tant que ça avec cette température dans la pièce normalement j'y met le chauffage car j'y bosse en même temps.... Edit Impression fini et réussi, 25° dans l'imprimante pendant l'impression
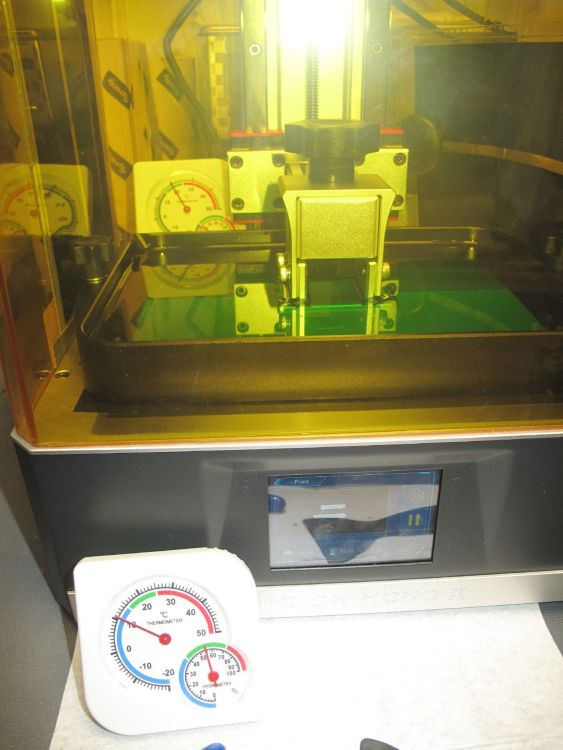
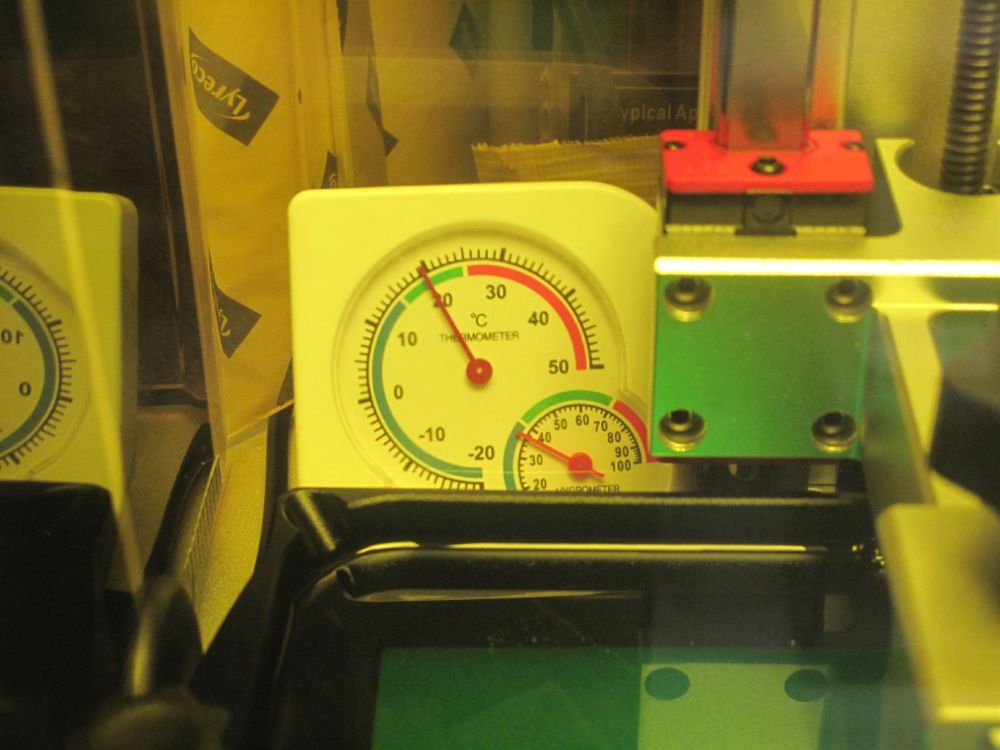
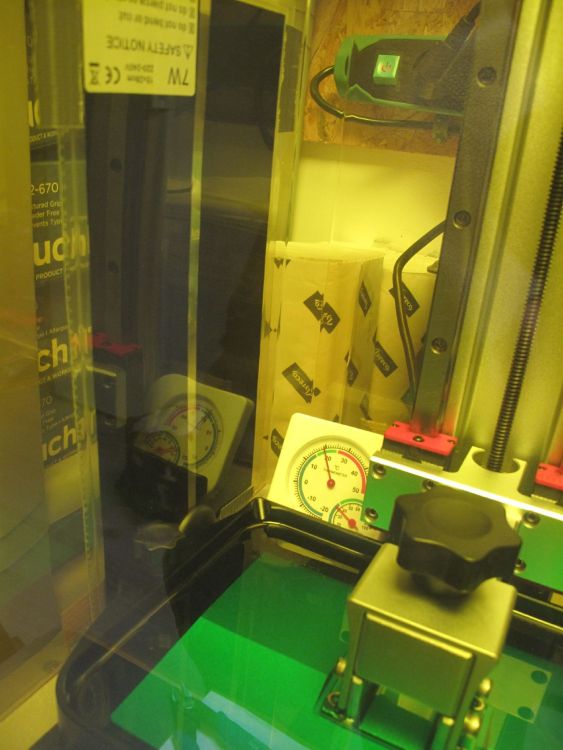

 1 point
1 point -
Chose promise, chose due ! C'était top ! Bon par contre il va falloir prendre des cours de cadrage... Zip1 point
-
Mercredi prochain ...1 point
-
Coucou ! L'heure du premier tir approche ! Les conditions sont favorables, et j'ai pleins de petits assistants ce week-end ! Nous procèderons au tir cet après midi, la météo étant favorable, très peu de vent. Le tir aura lieu dans les dunes d'entrainement au tir de la base aérienne de Lann-Bihoué juste à coté de chez nous. Un des ailerons ne tiens pas très bien, je vais y remédier avant le tir. J'ai juste très peur de l'atterrissage, n'ayant pas équipé la fusé de parachute, j'espère que les dégâts n'empêcheront pas plusieurs tirs. On vous met ça en vidéo pour ce soir ^^ A plus, Zip

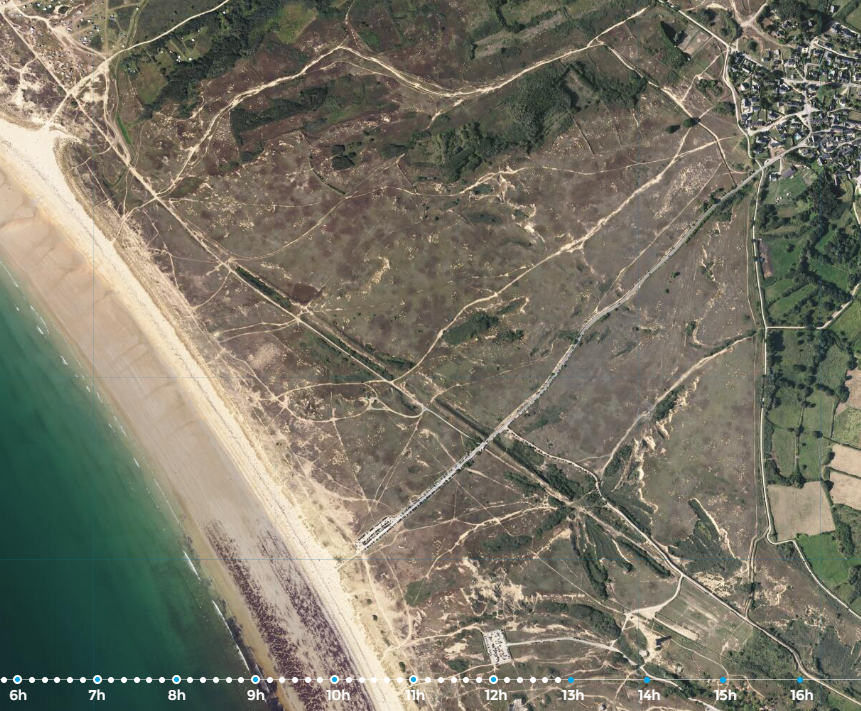
 1 point
1 point -
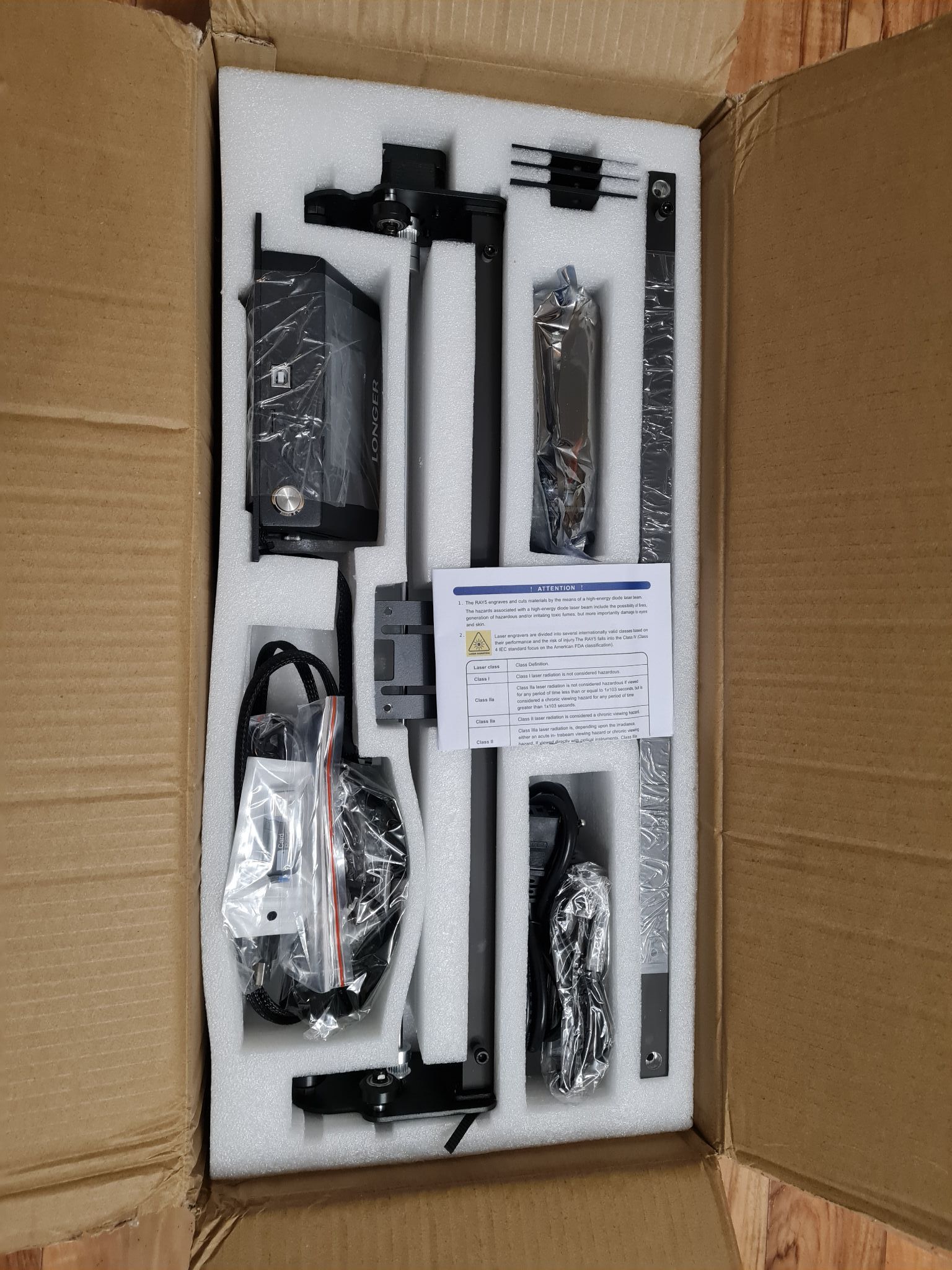
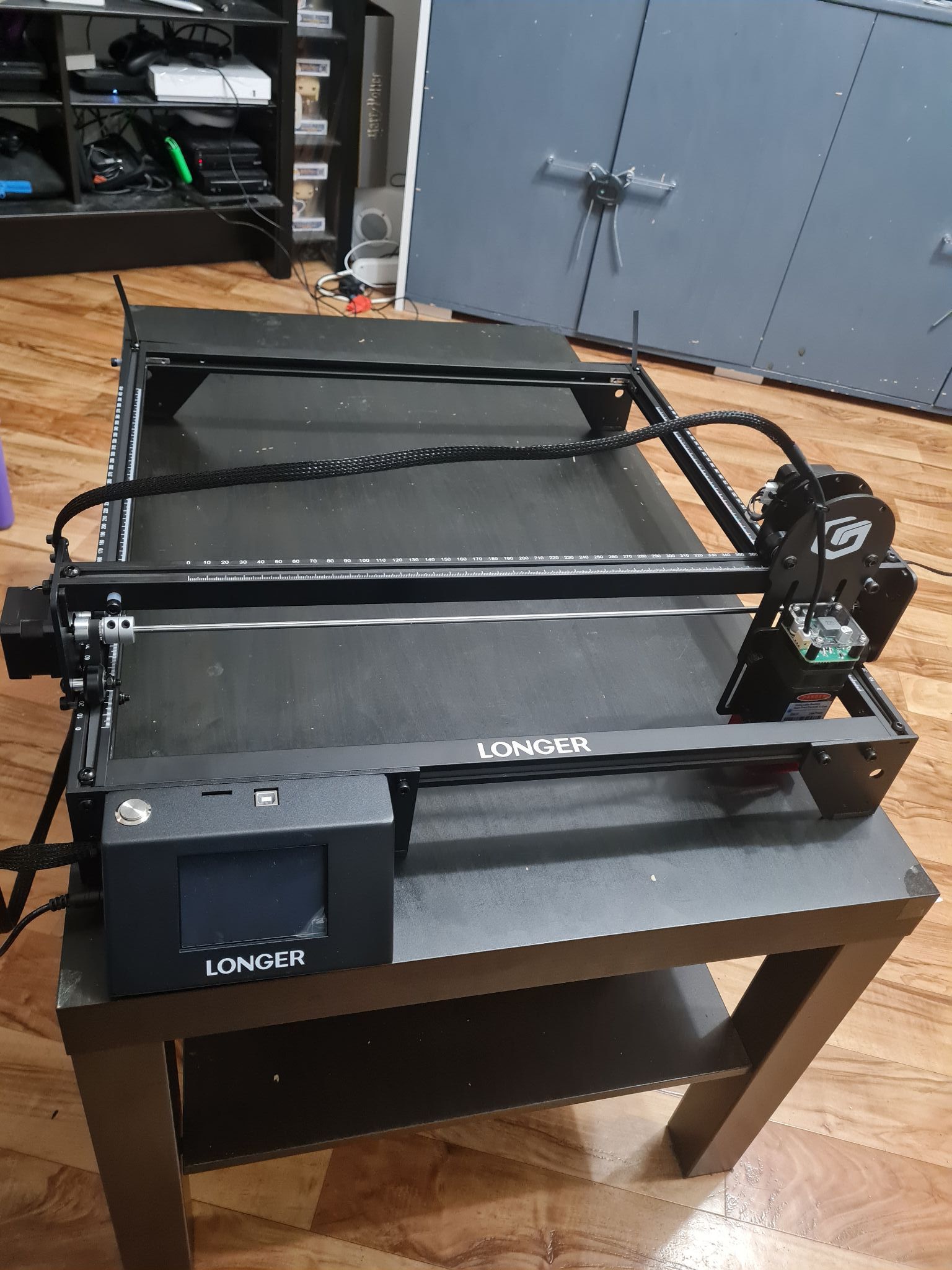
Bonjour à tous, Je viens de recevoir la bête, je testerais ça ce week-end et ferais un retour sur l'utilisation. Merci encore à @LesImprimantes3D.fr et @longer pour le concours. Montage effectué, on testera ce week-end au calme C'est très grand en encombrement


 1 point
1 point -
@Savate tu ne nous en dit pas assez. Est-ce que tu as suivi la toto's procédure ? Si tes pneus fitent, laisse Trudeur tomber. Sans trop m'avancer tu dois avoir un Rasp pourri...1 point
-
Bonjour, En fait, c'est très simple, il suffit de décommenter* tout ou partie de ces 4 lignes du fichier "configuration_adv.h" : #define MARLIN_BRICKOUT #define MARLIN_INVADERS #define MARLIN_SNAKE #define GAMES_EASTER_EGG La première ligne c'est pour activer le break-out. la deuxième pour activer Space Invaders la troisième pour activer Snake et la quatrième c'est pour avoir un menu spécial jeux. Il faut savoir que les jeux se trouveront dans le menu "information imprimante" sur l'écran de contrôle. - C'est en cherchant afin d'activer une fonction dans le firmware que je suis tombé sur ces 4 lignes, j'ai trouvé ça bizarre et je me suis empressé de savoir si c'était fonctionnel ou pas et ça fonctionne, mais ça n'a aucune utilité, juste que ça me rappelle de vieux souvenirs . A+ * décommenter : ôter les 2 slachs "//" devant une instruction, fonction, définition,... afin de la rendre active. (ça c'est pour les débutant en programmation)1 point