Classement



Contenu populaire
Contenu avec la plus haute réputation dans 20/03/2022 Dans tous les contenus
-
tant qu'il n'y a que des dégâts matériels, on peut se permettre d'être un peu légers ça se recycle très bien le carbone, y en a partout ! (bon, ils ont pas fait trop d'effort pour nous préserver de l'effet de serre sur ce coup-là, mais on va pas les accabler ) Ceci dit, ayons une pensée pour les employés qui vont devoir travailler comme des ramoneurs (mouillés !) dans les prochains jours, ils méritent nos encouragements3 points
-
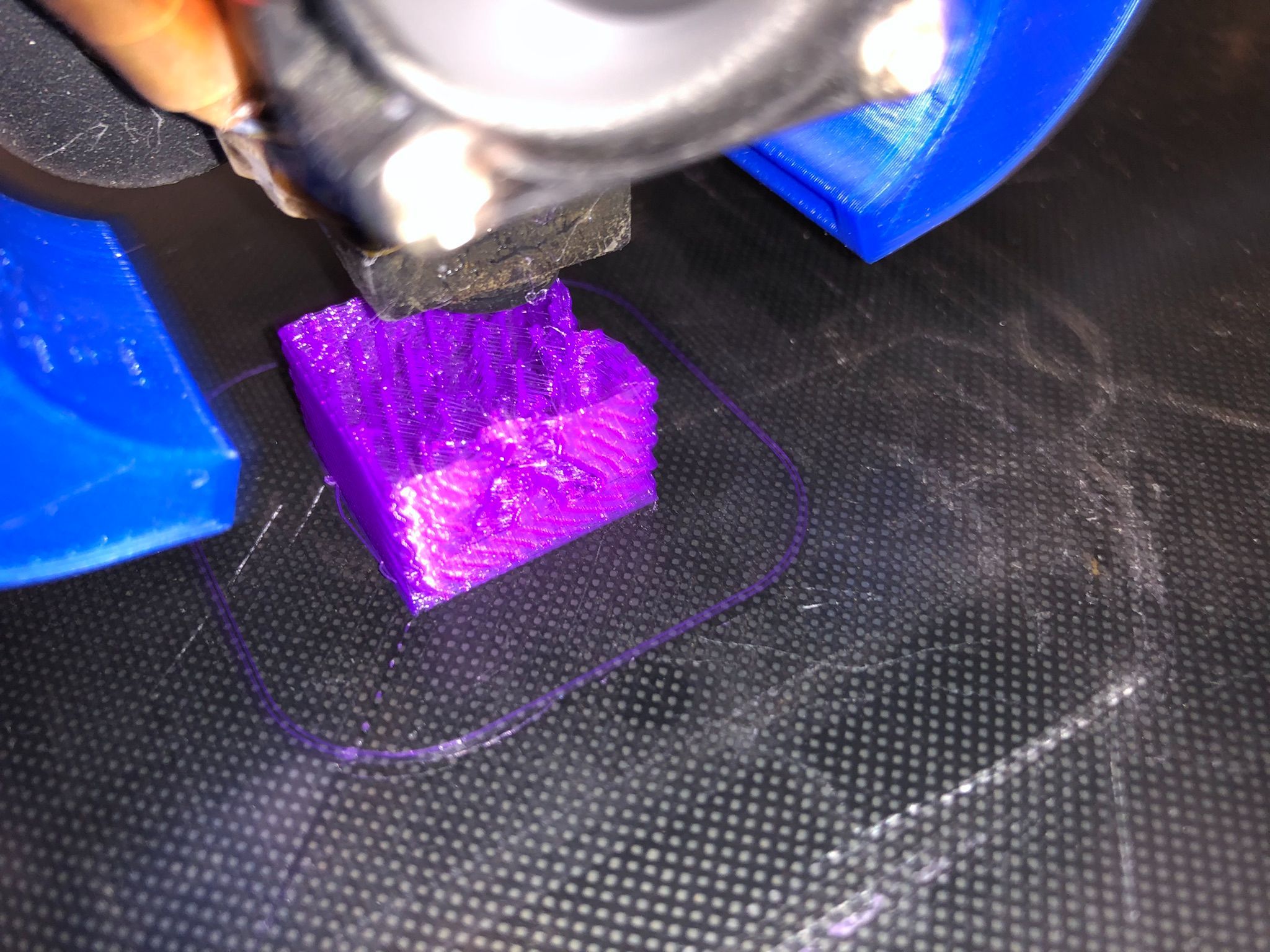
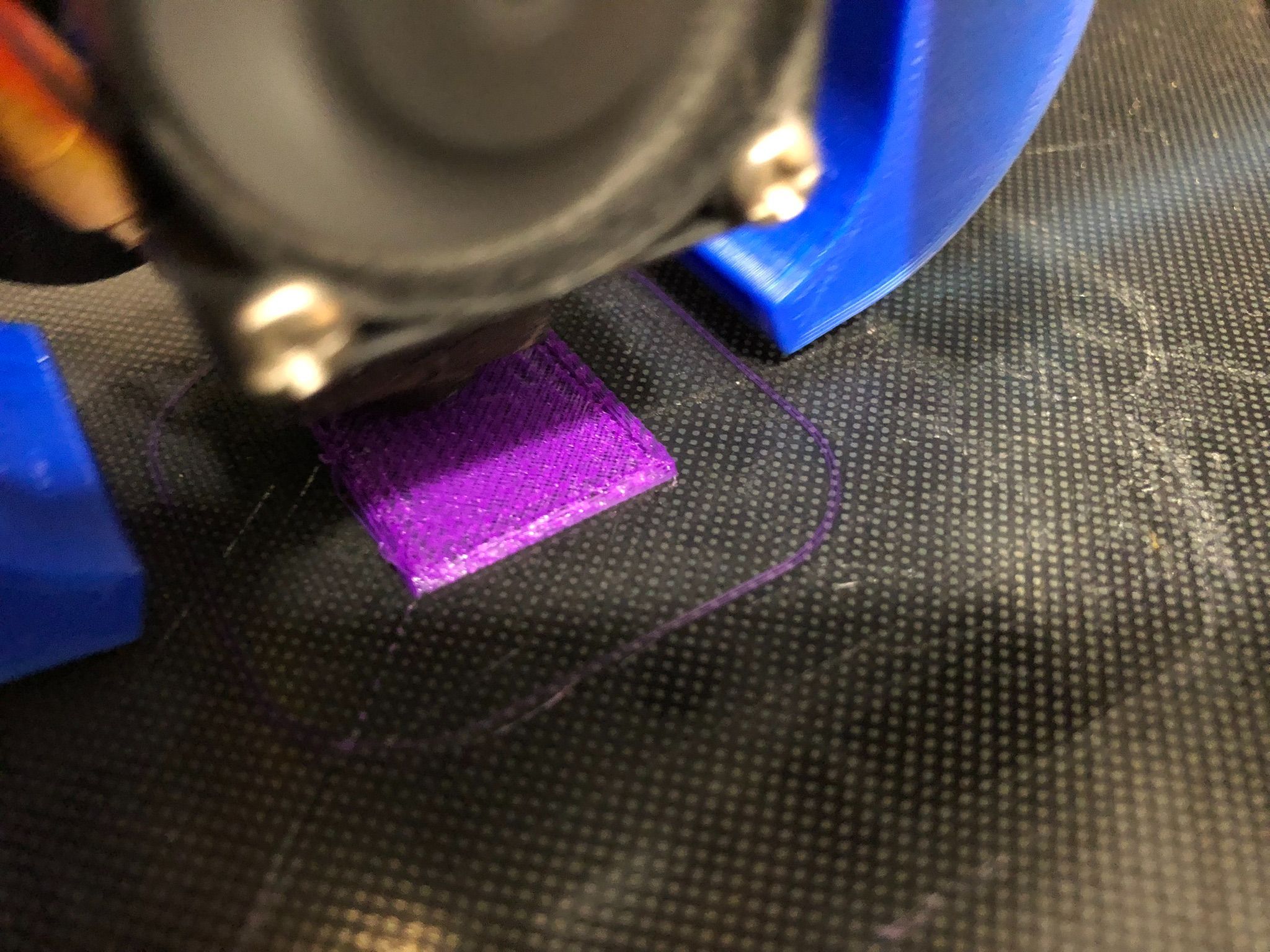
On leur avait pas dit que pour sécher les filaments, il valait mieux éviter des températures trop hautes Désolé, pas pu m'en empêcher

 3 points
3 points -
@Kalamiit, @PPAC, ben alors ? fils qui ne collent pas entre eux...ptit problème de sous extrusion potentiel sur une Ender 3 qui arrive d'un coup ? un petit levier d'extrudeur fissuré non ?2 points
-
Principalement Cura (par habitudes), sinon en fonction de l'imprimante: Ideamaker ou Kiri-Moto pour la CR30/3DPrintMill (et l'Artist-D (IDEX)), Superslicer avec la CR10V2 (Klipper) et également Prusalicer pour lequel j'ai des profils (CR10, CR10V2, CR6-SE) Chacun a ses avantages / inconvénients mais dans l'ensemble tous sont capables de sortir du Gcode correct sans forcément devoir aller fouiller / modifier de nombreux paramètres. Le seul que j'éviterai, d'abord parce qu'il est payant et ensuite parce qu'il n'est apparemment plus «maintenu» c'est S3D ( notre chef adoré, @Motard Geeka du mal à s'en passer ). Repetier, que je n'ai jamais utilisé, est peut-être encore utilisable ?2 points
-
oui c est vrai @julmar et @Toutha eux ils ont jamais de probleme c est injuste vraiment trop injuste Les vieux comprendront2 points
-
il aurait mieux valu faire 4h a 40/45°, 50° ton filament risque de légèrement fondre et se coller2 points
-
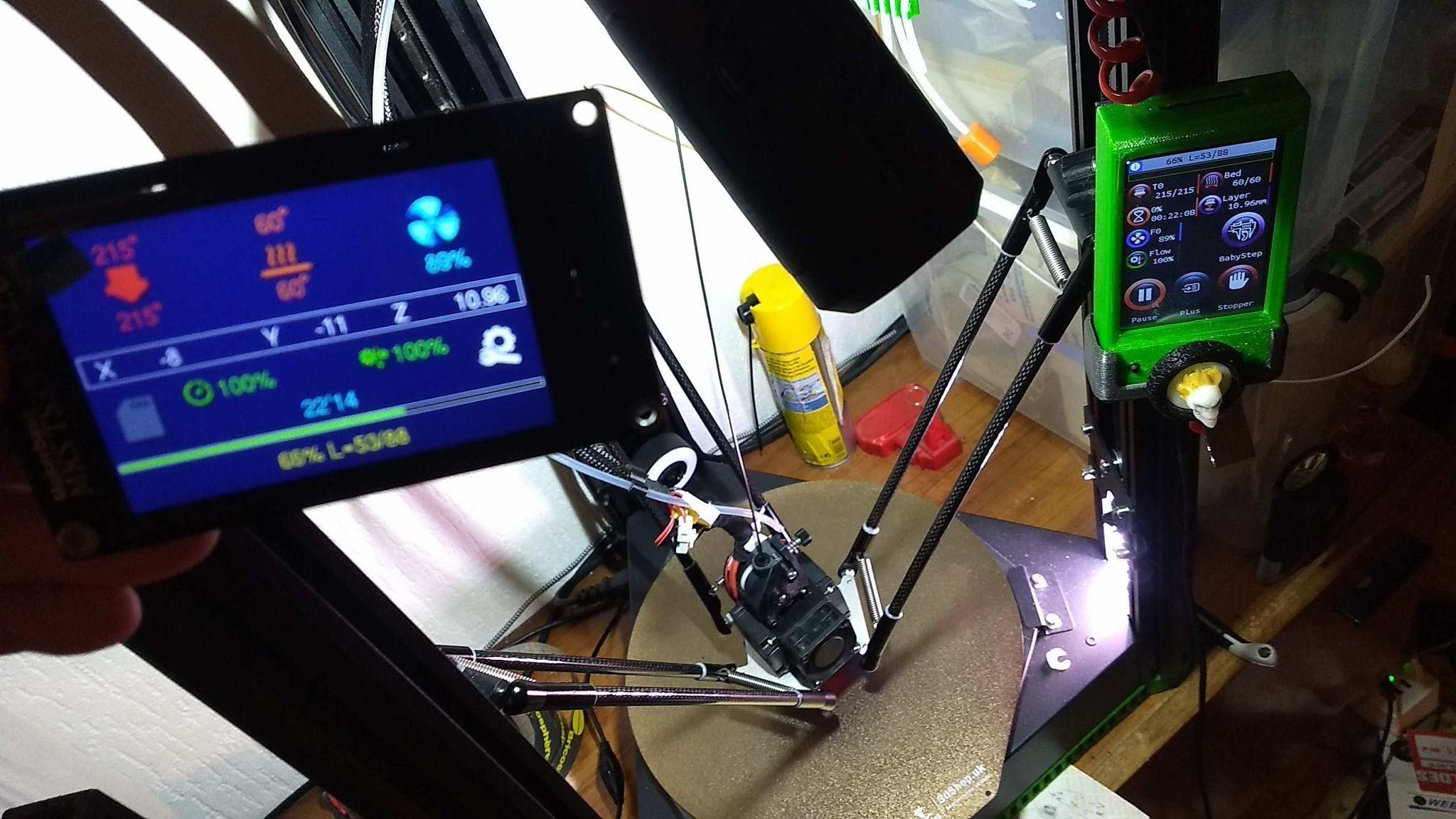
Du coup, je comprend que les updates nécessaires sont en 2 familles : les octoprinteristes et les SDistes (ou USBistes). Je suis SDiste avec ecran propriétaire d'origine et je n'ai pas à refaire de G33, G29 et Z0 à chaque fois... Mais merci à tous pour le partage d'infos, c'est très instructif.2 points
-
Hello, Reprise de la définition d'Octroprint Octoprint Octopi Octo4a Octoprint est un logiciel open source qui permet de contrôler et surveiller le fonctionnement d’une imprimante 3D et de gérer les tâches d’impression depuis un navigateur web. Il doit être installé sur un ordinateur/mini ordinateur/téléphone connecté à l'imprimante. Généralement il est installé sur un Raspberry Pi. Il peut être installé de plusieurs manières dont voici lez 3 principales En installant la distribution Octopi Octopi est une image système incluant le système d'exploitation (Raspberry PI OS), Octoprint, Mjpeg-streamer, HAproxy et bien d'autres logiciels. Tout étant installé, la mise en œuvre est facilitée en évitant de multiples installations «manuelles» parfois sources de problèmes. Lien vers le tuto pour installer Octopi En installant l'application Octo4a Octo4a est une application qui permet de faire tourner Octoprint sur un simple téléphone capable de gérer le transfert de données et la charge du téléphone en même temps via la fonction OTG En l'installant sur un système d'exploitation déjà en place. Méthode d'installation d'Octoprint sur une distribution Debian, un tuto qui n'est plus à jour est disponible. Quelques explications de @fran6p sur des méthodes alternatives d'installation. Pour en savoir plus sur Octoprint : https://octoprint.org/2 points
-
Juste pour la blague ( après traduction en chinois ) 也可以下载没标CN的,是英文的 Sinon pour le Z-Offset peut être via une connexion USB et Pronterface avec le Gcode https://marlinfw.org/docs/gcode/M851.html ? ( et en chinois simplifié et après je sort ! cela donne ) 或者,Z-Offset 可以通过 USB 连接和带有 Gcode https://marlinfw.org/docs/gcode/M851.html 的 Pronterface? (Edit : mes excuses aux admins je ne savais pas que depuis que le site a était spammé avec des message en chinois, q'un message en chinois demande une modération/validation ) (mais c'est très jolie se rouge/rose )2 points
-
Euh c'est pas très claire j'ai rien compris a ce que tu demande peux tu être plus claire ? Désolé mais compliqué a comprendre ce que tu nous dit la.2 points
-
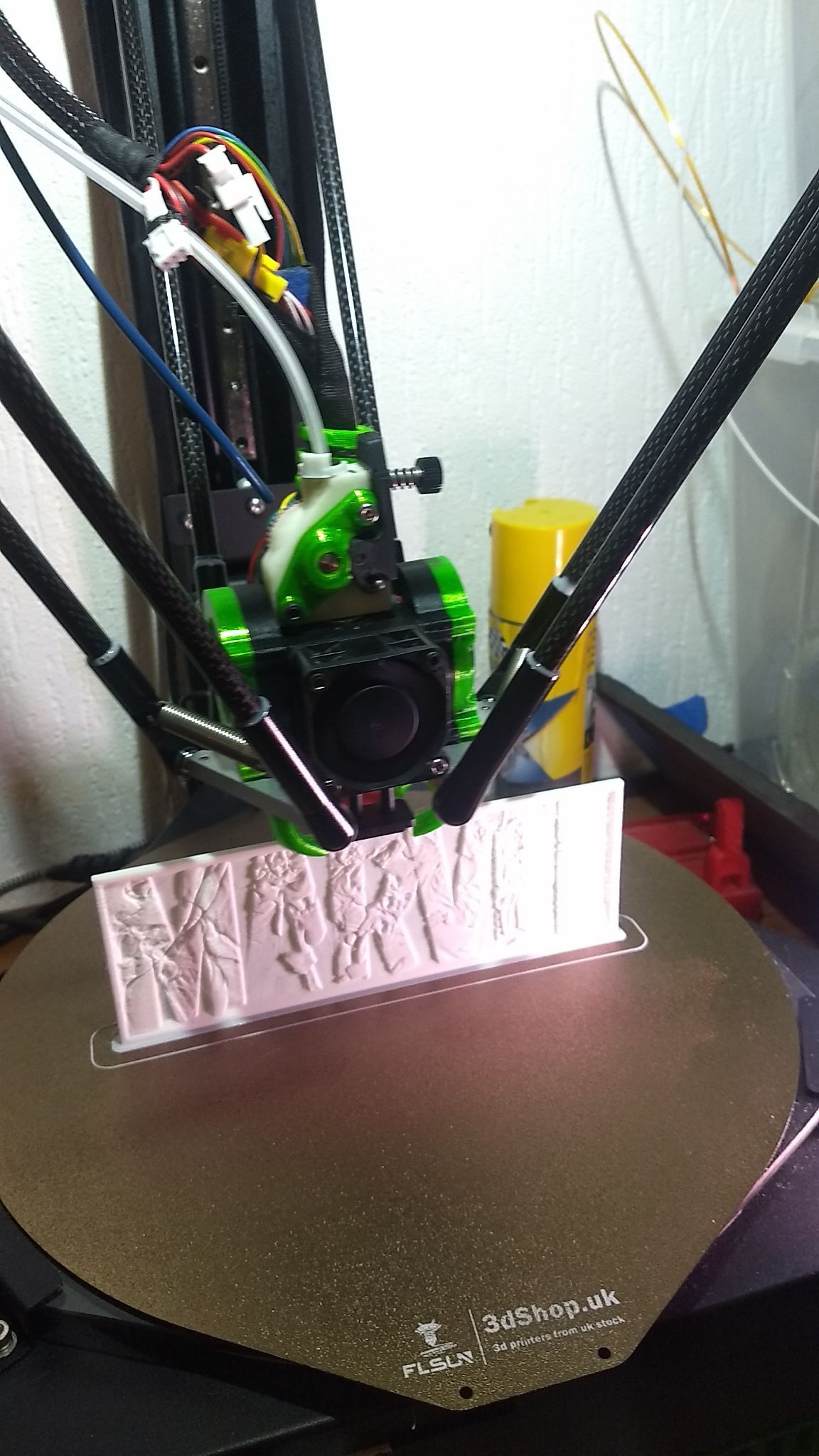
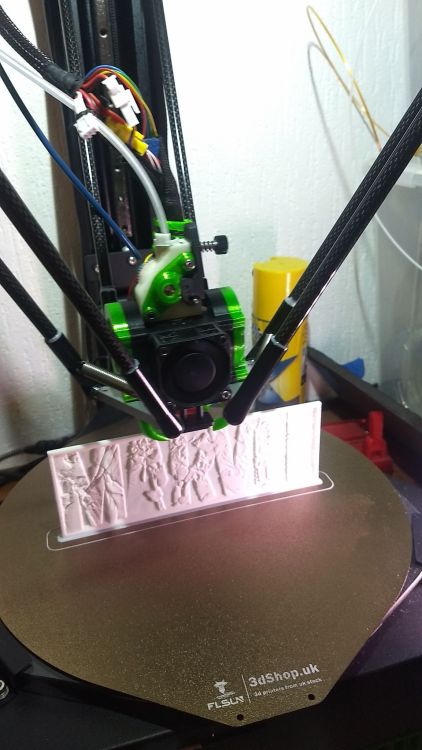
Oooooh OUIIII!! Mais bon! Si je te dis que c'est à cause de l'écran tu vas me prendre pour un "jambon" lol. Voici une explication sur le forum FB des Deltas FLSun. Faut lire tous les commentaires et tu comprendras pourquoi. Pb screen. Si je te dis que je viens d'imprimer avec du PLA Eryone une litho (H230/B70) et ensuite du PETG BasicFil (H245/B80) sans modifier le Z, tu me crois? Je travaille toujour sur mon extrudeur

 2 points
2 points -
Bien ta démonstration, certainement valide avec une masse permanente (comme les 660 tonnes du building). C'est oublier un peu vite qu'une bobine, ça se vide au fur et a mesure de l'impression et donc la masse varie. Alors soit ta démonstration est valide pour le début de l'impression, soit pour la fin, ou même entre les deux... mais jamais tout le temps Ceci dit, d'origine, le montage de la bobine sur ma CR6 est latéral, clipsé sur le pied gauche, cela ne te dérange pas j'espère ?2 points
-
De 10 milinutes ! c'est une échelle qui mesure le nombre de milimètres grattés en une minute, c'et une échelle miligrade ( je crois que c'est Kevin Celcius qui l'a inventée).2 points
-
1 point
-
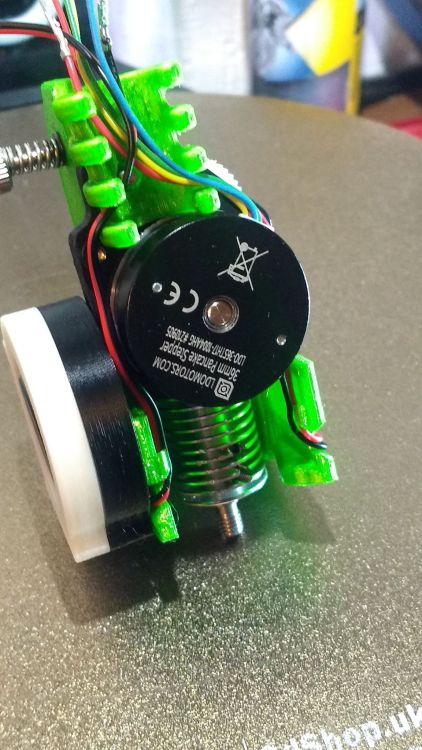
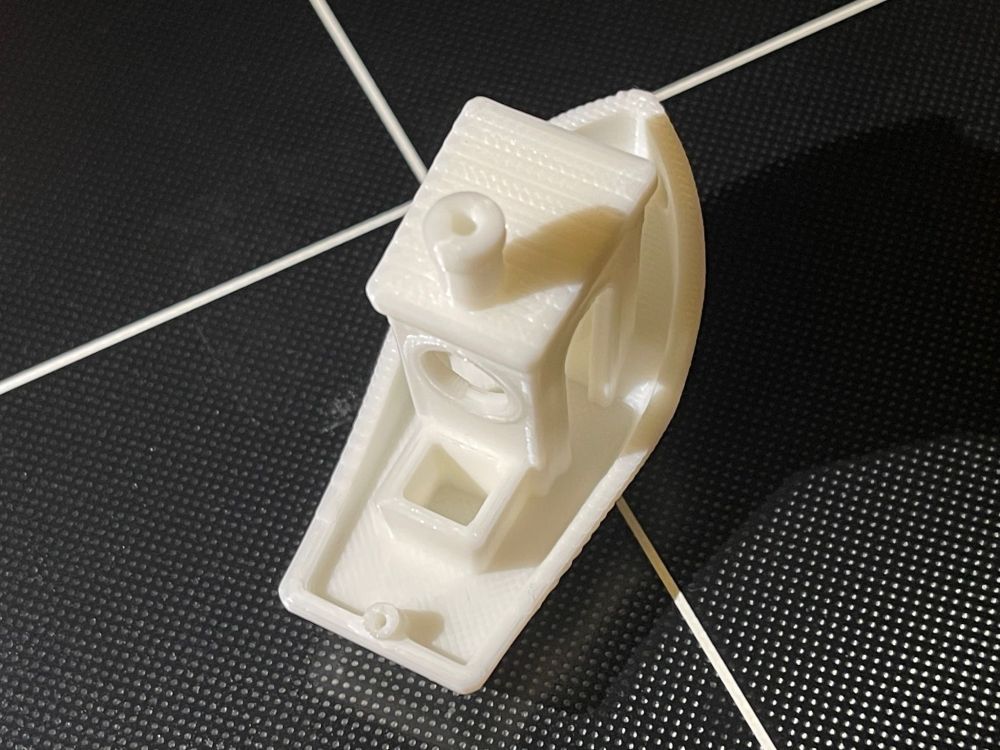
Contre écrou entre le bloc de chauffe alu et le radiateur rouge serré contre le radiateur. il y a largement la place de passer une clé plate pour un écrou M2. Je ne pensais pas le mettre dans le bloc de chauffe . Désolé si j'ai mal expliqué1 point
-
J'espere que tu nous en feras une video car le systeme de swap a l air de bonne qualité1 point
-
Fais en priorité ce que conseille @PPAC puis, accessoirement, tu peux te passer de la "jupe" (adhérence : jupe) et la remplacer par une bordure. La jupe n'est pas utile, vu que tu as déjà une ligne de purge à gauche du plateau.1 point
-
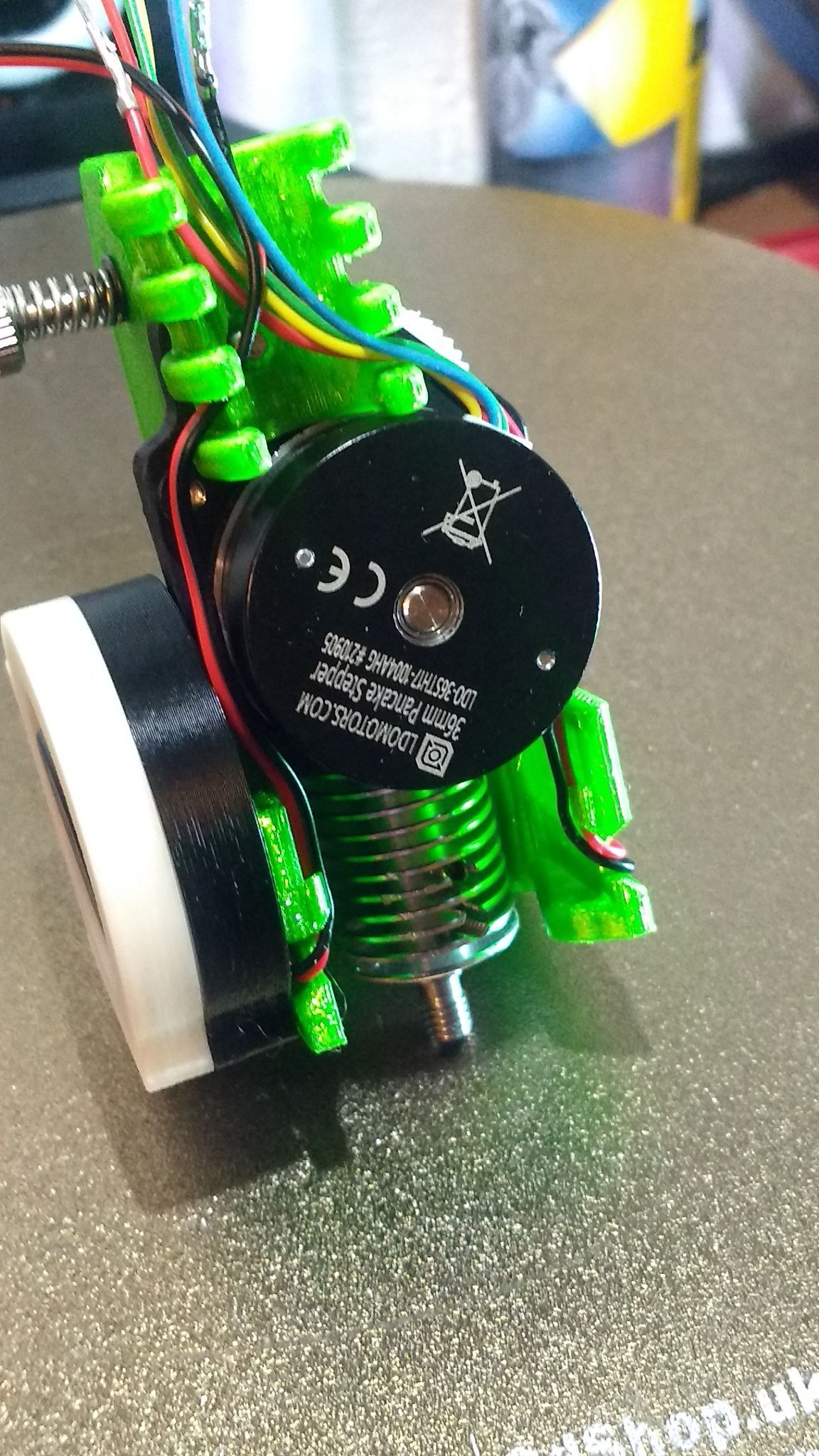
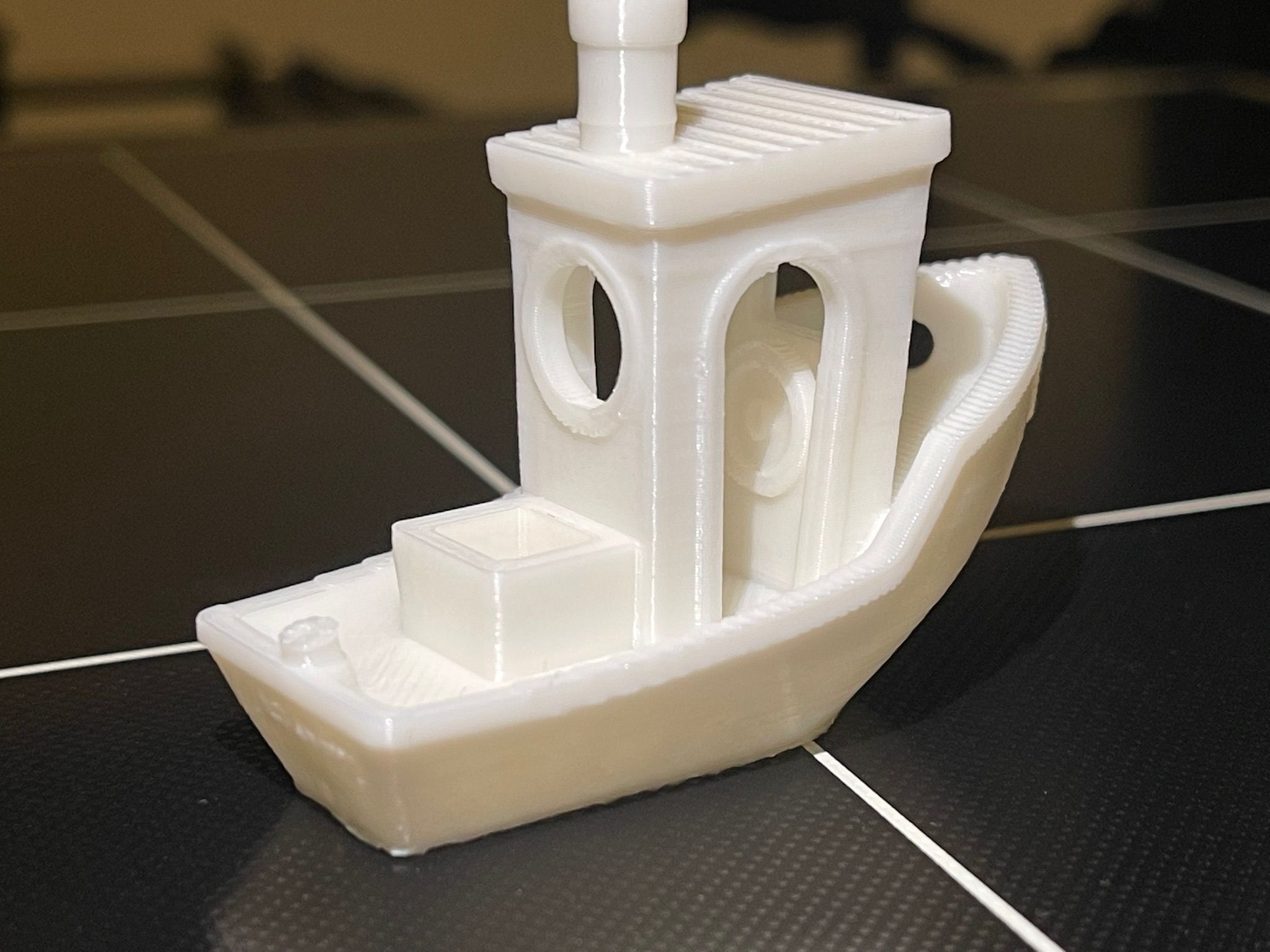
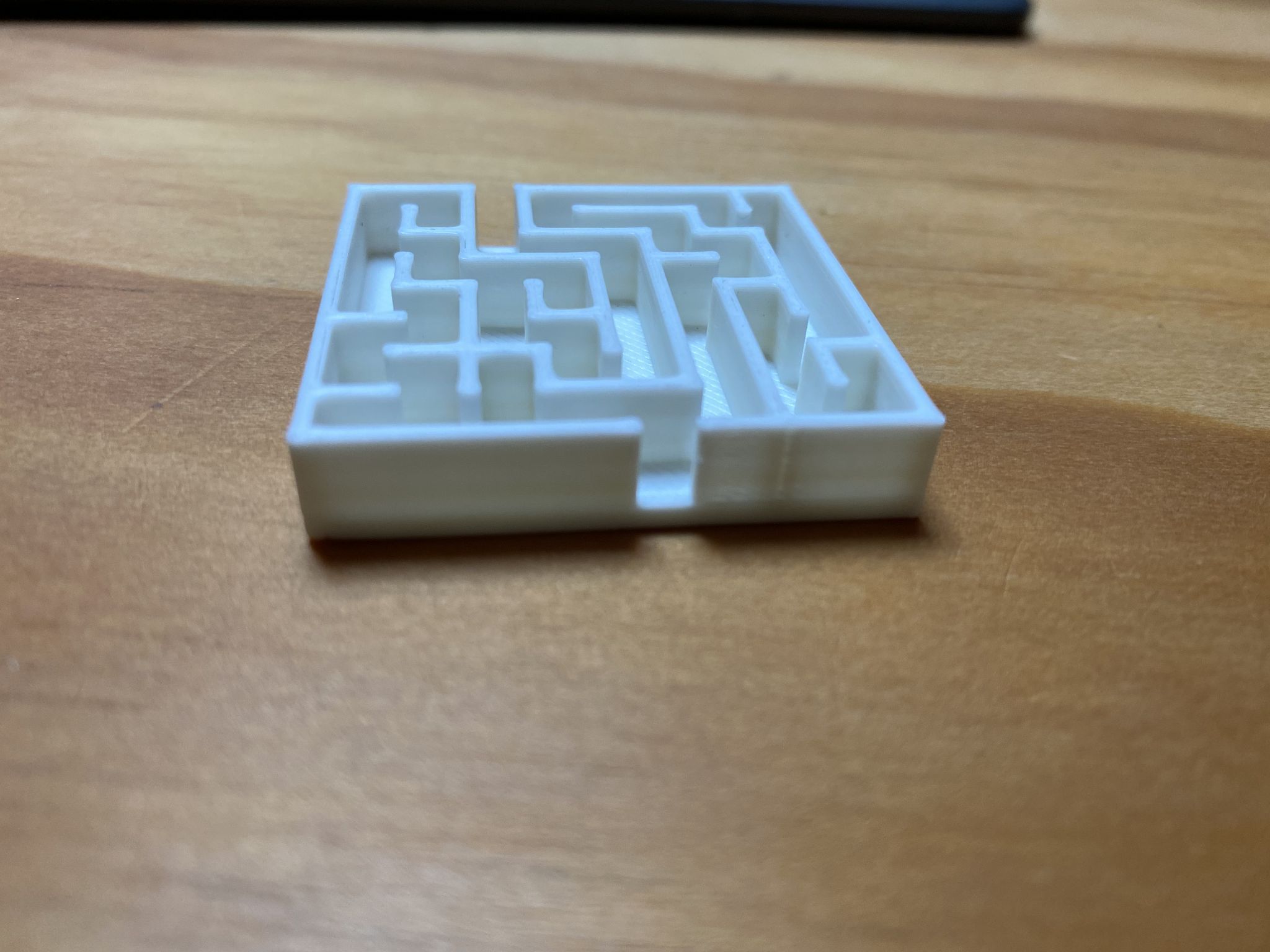
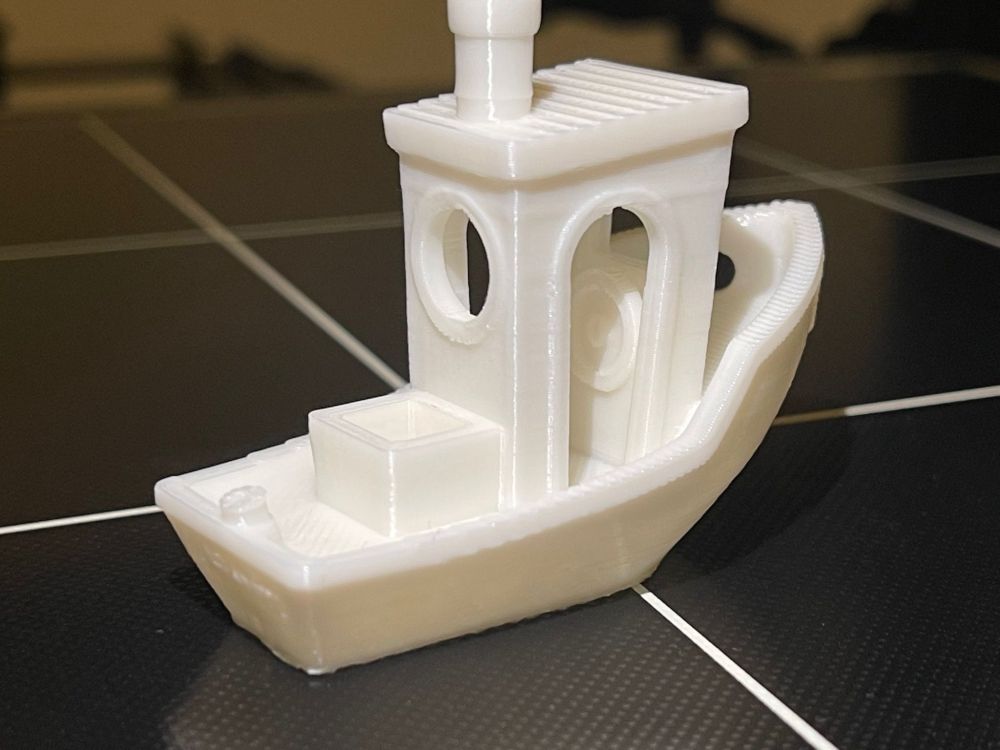
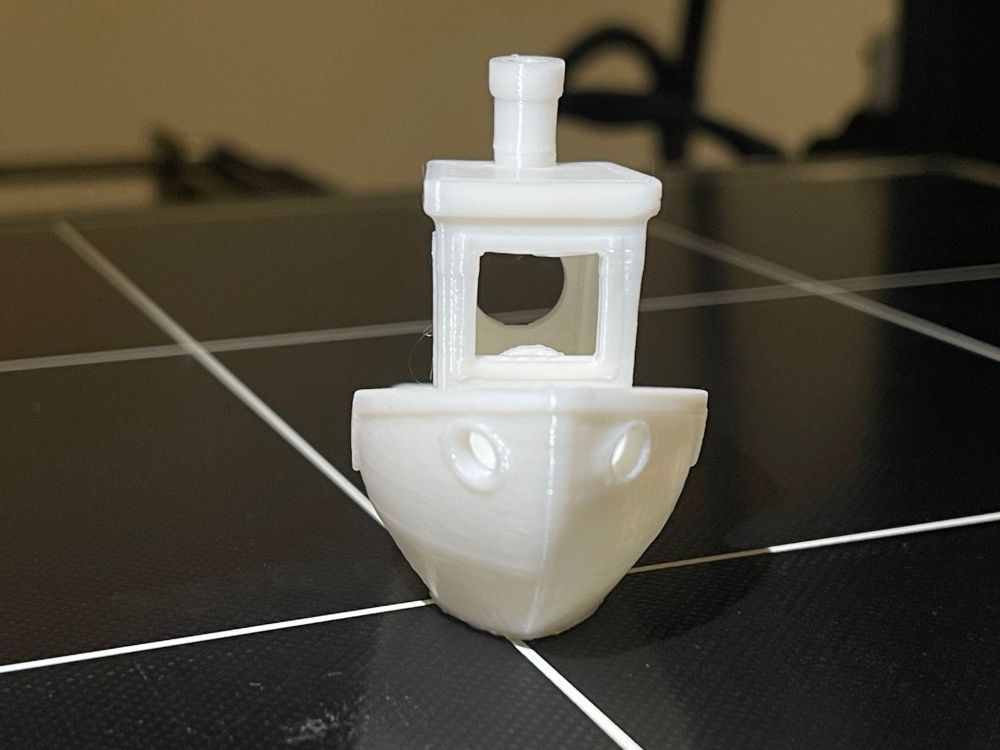
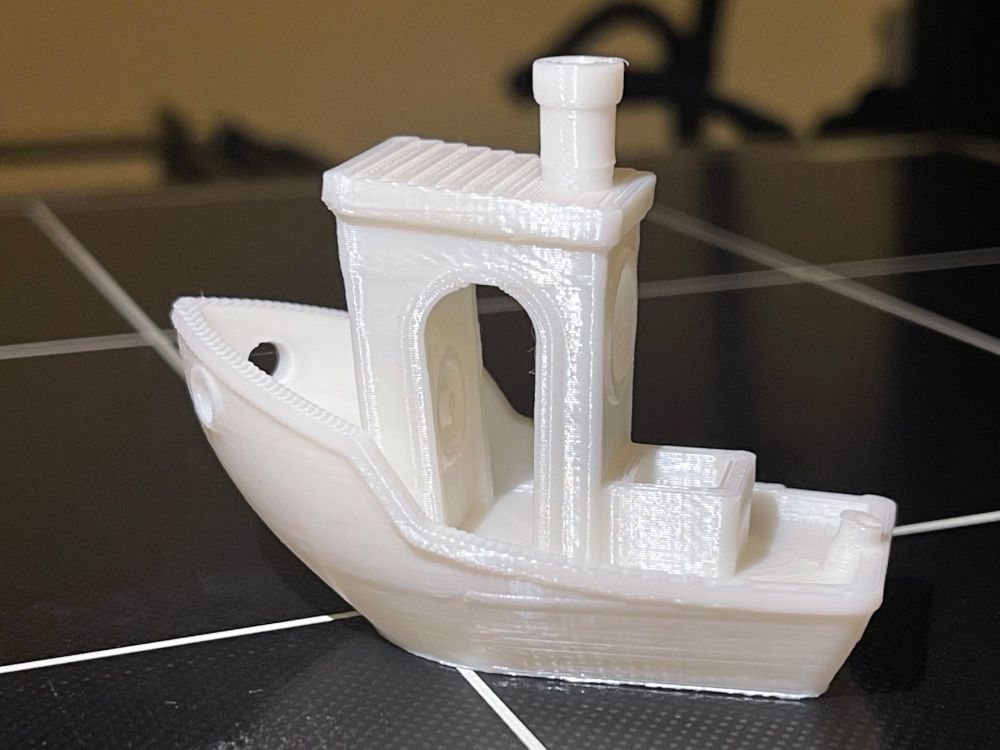
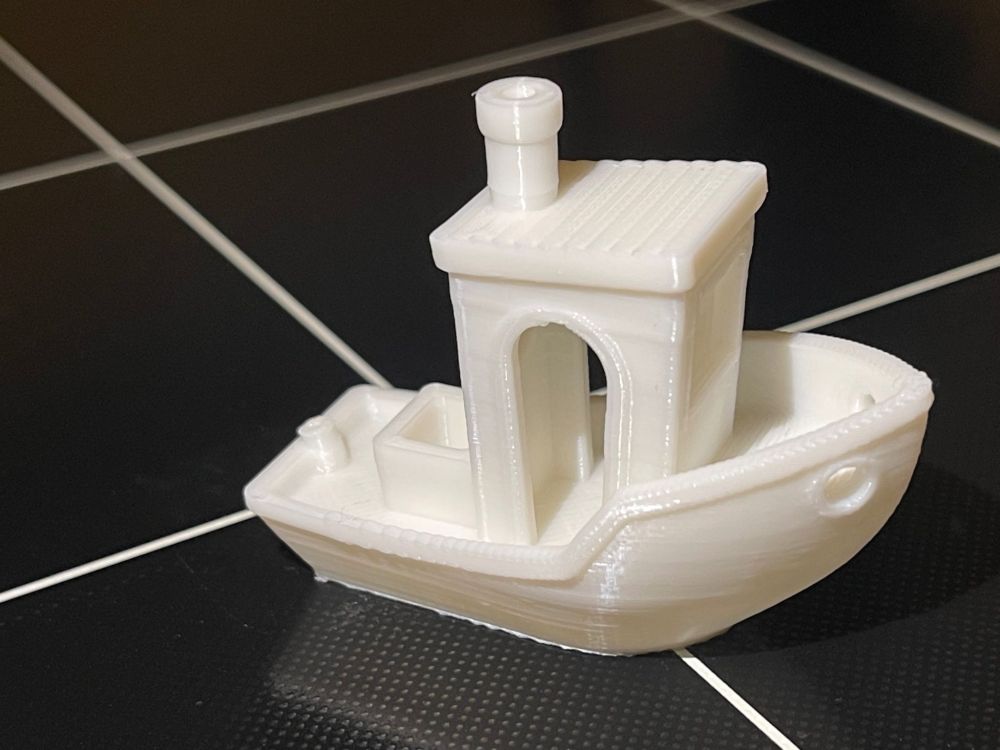
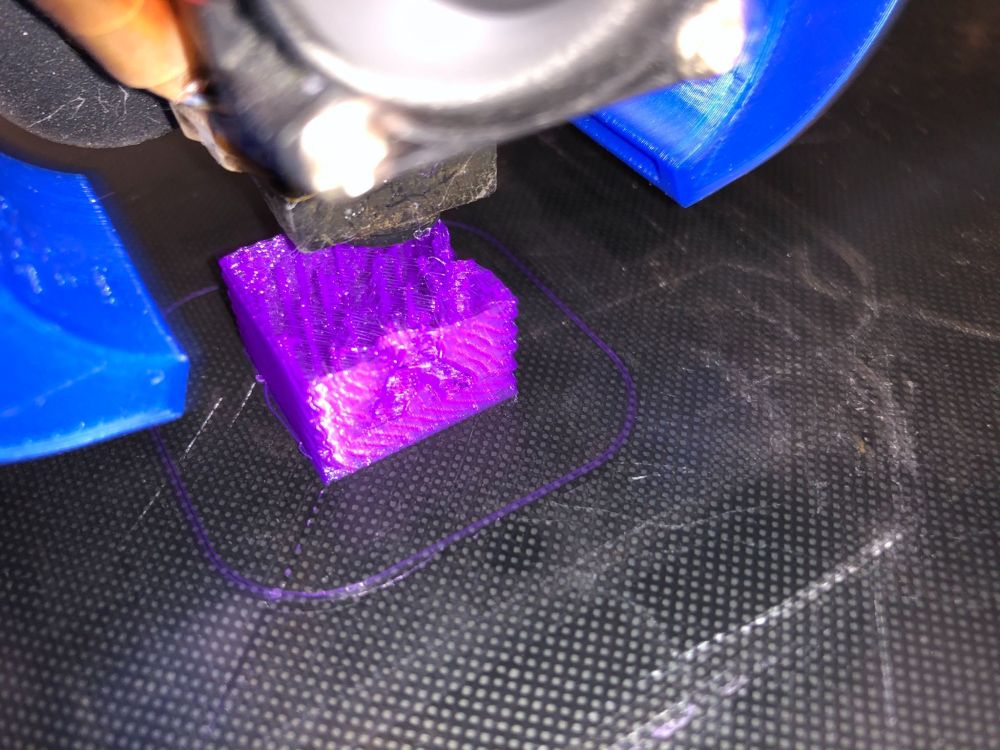
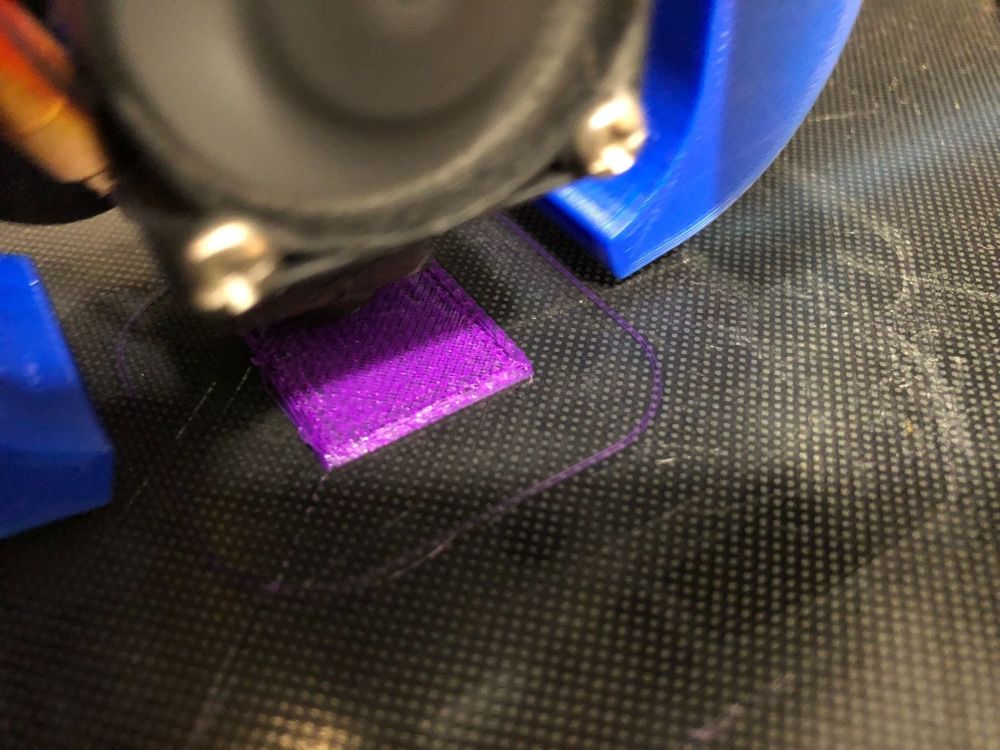
@fran6p Effectivement cela fait un petit moment que j’ai pas eu d’imprimante, la dernière était là geetech pro b mais elle m’a tellement rendu fou sur de grand print à la fin que j’ai laissé tombé les gros print. Après entre des soucis personnels, le Covid et j’en passe c’était un peux la merde… j’ai laisser aussi un peux de temps pour voir les nouvelles évolutions et avoir une bonne printer, et comme je voulais repartir sur une imprimante récente et surtout de grand volume, les admins on gentillement pensé à moi, du coup je me remets à jours le système de purge est top effectivement !! Le pied d’éléphant à la base est sûrement dû au raft qui était inutile d’ailleurs sur le cube…mais je l’ai pas sous les yeux la, et j’ai oublié de le retirer sur le Benchy aussi que je viens de faire… d’ailleurs le Benchy sort plutôt pas mal aussi hormis quel petits défauts leger, à voir si cela viens de mes réglages ou du trancheur, c’est le Benchy qui était fournit sur la sd, mais il est quand même plutôt bien réussi dans l’ensemble. Il faudrais que je refasse ma garde robe en filament, car j’ai que du PLA gris et blanc et une bobine de TPU noir, prochain print sera un grand cobra, et le teste du TPU de Sainsmart. Place aux photos dont une du raft du benchy qui lui a aussi fait un petit bourrelet lors du retrait… imprimé à 195° :

 1 point
1 point -
parfait, il ne nous reste plus qu'à l'analyser Et... il y a toujours une première fois, pas de panique Oui, file va ! canaillou1 point
-
Pour le moment, je viens de tester avec le firmware de @pommeverte. Il semblerait que le débit d'extrudeur est plutôt faible. J''ai utilisé le même slicer sans rien changer dans mes réglages (Cura 8.4). L'imprimante fonctionne malgré que le fil n'active pas le capteur de fin de fil. Dans mon cas, il s'agit d'un boitier ou le fil passe à travers et appuie sur un capteur de fin de course. Jouer avec en faisant passer un fil dedans pendant un print ne change rien. Voici ce que j'ai remarqué pour le moment. Je n'ai pas encore testé la double extrusion, je préfère procéder par étape. (car je n'ai jamais imprimé avec deux extrudeurs, ca va me demander un peu de temps pour apprendre à le faire.) Pour le reste, pas de bruit suce-pet, ni lèche cul. Elle semble même moins bruyante qu'avec la MKS Gen L. J'ai du passer en mode LCD12864 plutôt qu'en Touch Mode, car en lançant l'impression, les températures ne changeaient pas, malgré que ça chauffait. Mais rien ne démarrait. Très pratique le fichier en .bin
 1 point
1 point -
Le problème (si c'en est un ) des trancheurs inclus dans Repetier c'est que ce sont des versions très anciennes (en tout cas pour Cura (la 15.0.6 (ne pas se fier à la numérotation, car la dernière version d'Ultimaker Cura est la 4.13.1))) mais elles font le job mais de nombreuses fonctionnalités des versions récentes sont absentes. Il y a longtemps que tu n'as pas utilisé d'imprimante (je plaisante ), la majorité d'entre elles utilisent une ligne de purge pour préparer l'impression (voir la section Gcode de démarrage du trancheur où elle se trouve (souvent pas loin après le G28)). On peut s'en passer si on utilise une jupe autour de la pièce: ça sert à la fois à bien remplir la buse de filament et à vérifier le dépôt de la première couche. Pas mal, le cube. Pas vu mais c'est difficile avec le filament blanc de problème particulier (les coins semblent bien formés, pas de ghosting dans l'affichage du X/Y, peut-être un léger pied d'éléphant à la base ?).1 point
-
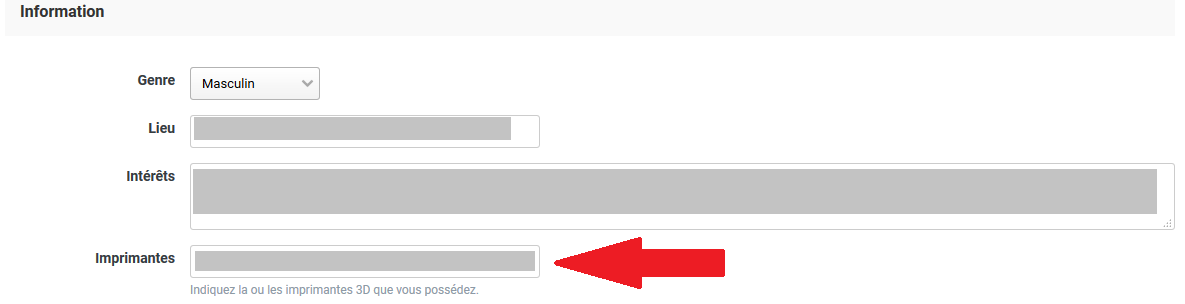
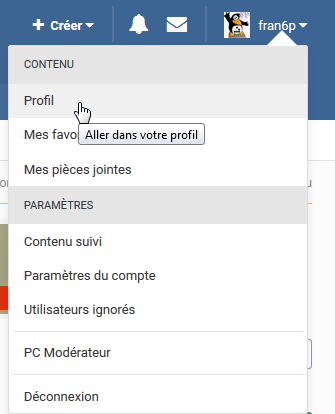
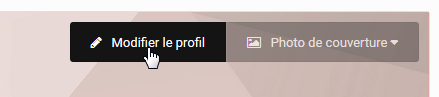
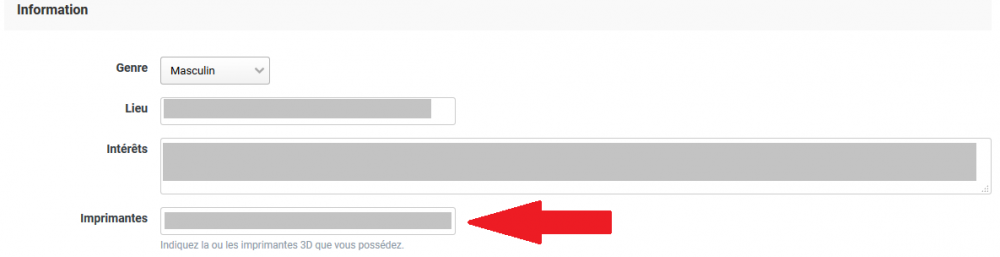
Micro-contrôleur Gigadrive (GD), le mieux serait de récupérer le firmware sur le site de Creality (celui de la section Ender3 Pro, daté du 16/01/2021, pour ta carte v4.2.2 sans Bltouch). A savoir: les firmwares Creality pour les cartes 32bits ne peuvent être reflashés plusieurs fois avec le même, il faut modifier le nom avant le .bin pour qu'il le reconnaisse comme nouveau firmware. Désolé si j'ai pu paraître abrupte dans mon propos précédent Tu n'es pas le premier (ni probablement pas le dernier) à vouloir installer un nouveau firmware sur une machine neuve. @Kalamiita bien résumé. PS: N'oublie pas d'ajouter le modèle de ton imprimante dans ton profil (l'aide n'en sera que facilitée ) En haut à droite de la page, tu accèdes à ton profil en cliquant sur ton pseudo: Tu choisis la ligne "profil", puis l'option "Modifier le profil": Tu effectues toutes les modifications que tu veux mais surtout la ligne "Imprimantes" que tu complètes: Et tu n'oublies pas de valider en cliquant sur "Enregistrer": Pour ton écran, vérifie qu'il est bien connecté (prise bien enfoncée) car là cela ressemble à des parasites. Pas de matériels proches qui émettraient des «radiations» ?

 1 point
1 point -
Ce n'est pas ce qu'on t'a demandé, c'est pas pas grave, il faudra juste plus de temps pour te répondre... je cite : Comme ceci :1 point
-
Salutation ! Des photos histoire d'avoir une idée ? Généralement c'est une histoire de jonction entre la buse et le tube PTFE a revoir dans le heatbreak. et là il faut lire et relire et appliquer a la lettre la titis procédure ... (et c'est la même idée pour un heatbreak full métal un serrage a revoir, ou une bavure a limer pour avoir des jonction bien hermétique )1 point
-
j'ai une ender 5 pro et je suis épaté par son fonctionement. Je suis pas un pro de l'impression 3D, mais je vais me permettre de donner mes conseils. Quand j'ai recus la mienne, occasion comgrow (retour clients), soi disant tésté et réparé. En faisant coulisser les chariots x et y je sentais des points dur, j'ai tout démonté et remonté en veillant que sa coulisse librement (sans jeux) avant méme de la brancher. est tu sur de pas avoir de problémes à ce niveaux ? avant de faire le niveaux du plateaux, il faut faire celui du chassis, verifier que tout est d'equerre et que les regles des chariots sont de niveaux et ensuite faire le niveaux du bed. moi j'utilise des cales pour que toute l'imprimante soit de niveaux, ensuite je fait le niveaux du bed et j'affine avec le CRtouch pour avoir +- la méme valeur partout ( c'est a +- 0.5) ensuite, avant d'utiliser cura, je te conseille d'utiliser le slicer creality fournit avec l'imprimante, il est tres simple d'utilisation, prereglé pour la render 5 et pour mon cas sa fonctionnais nickel, j'ai commencé à toucher cura et je le trouve quand méme plus compliqué apres il y a ton filament, depuis combien de temps est il exposé a l'air libre ? c'est bien celui fournit avec l'imprimante ? mes premiers test je les ai fait avec le filament fournit et le slicer creality. J'ai un peu tatonné avec le support. mais le resultat final étais nickel a partir de la, étant confiant sur son fonctionement, j'ai put me permettre de bidouiller, CR touch, double axe Z, 3D pad, fil PLA+, ASA, à chaque fois j'ai eu des problémes à résoudre pour avoir une impression correcte, mais cela à été relativement facile quand tu est sur que ton imprimante fonctionne correctement1 point
-
https://convertio.co/fr/heic-jpg/ Un bras de levier de l'extrudeur en plastique fendu ? un mode volumique (une histoire de "mm3" a désactiver ) activé sur l'imprimante ? A tu fait le tour de (surtout la titi procédure )

 1 point
1 point -
Donc si le filament venait à se coincer, la bobine chuterait du haut du portique ? Ballot comme système Pour les autres imprimantes qui elles utilisent un axe porteur pour la bobine, tu pourrais répondre à ma question ou seules les Artillery te concernent ?1 point
-
Cura n'a pas vraiment changé sur ce plan. Y'a 30 millions de réglages et c'est pénible à utiliser. Je l'ai utilisé avec la SWX2 pour tester l'imprimante avec le profil constructeur histoire de montrer ce qu'un utilisateur lambda pourrait faire avec son imprimante fraichement reçue et installée, puis j'ai vite migré sur Superslicer.1 point
-
 oh des les fans un bon point ils ne se remplissent pas par l'arrière ...1 point
oh des les fans un bon point ils ne se remplissent pas par l'arrière ...1 point -
-
Salut @Stef67, Une SKR Mini E3 utilise des drivers TMC 2209, ces drivers intègrent une fonction de limitation de courant. Sur le TMC 2209, il est possible de régler la limitation de courant de deux façons différentes : - Par UART : La valeur de limitation est transmise par liaison série entre le Processeur de la carte mère et le Driver --> Paramètrage à partir du Firmware - Par un Potentiomètre : Ajustement de la tension Vref en fonction de Rsense pour définir la valeur de limitation --> Réglage du Potentiomètre à l'aide d'un tournevis + voltmètre ---> Sauf qu'il n'y a pas de Potentiomètres sur la SKR Mini E3 , donc pas de Vref, on ne l'utilise pas. Il faut donc régler la limitation du courant à partir du Firmware pour qu'elle soit transmise par UART, c'est dans le Code Klipper que tu as joins à ton message. Sur le tableau Excel que tu as joins, il faut te servir uniquement du résultat de la case "Irms (A)" pour le paramétrage de la limitation de courant de tes moteurs. Tu remarqueras que le résultat de la case "Vref rms (V)" est le même comme la résistance est de 0.110 Ohms. Voir simplification du calcul de @stef_ladefense pour comprendre. J'ai modifié ton code que tu as joins pour le stepper x : [tmc2209 stepper_x] uart_pin: PC11 tx_pin: PC10 uart_adress: 0 run_current: 1.060 sense_resistor: 0.110 stealthchop_threshold: 999999 Détails : Modification de "run_current" Courant RMS en Ampère = 1.5A x 0.707 = 1.060A Ajout de "sense_resistor: 0.110" Résistance Rsense avec marquage 0R11 sur la SKR Mini E3 V2, qui représente 0.110 Ohms Je laisserai les moteurs Z à 1.060A comme ils n'ont pas besoin d'un énorme couple, leurs accélérations et vitesses max étant faibles. Si tu as des soucis de ce coté là, ne dépasse pas 1.590A par sécurité. EDIT : Tu vois que les autres utilisateurs de CR10 utilisent des valeurs comprises entre 0.550 et 0.700 Ampères RMS, la vraie question est de savoir si tes moteurs font vraiment 1.5 Ampères MAX ?1 point
-
Il y'a peu un membre a fait une demande sur ce choix et l'a commandé, un post récent est visible dans la section creality du forum1 point
-
Je remet l'information que j'ai donné à @stephane Breakin et @P_tite_tete. En fonctionalités et plus intégré à Marlin, le Mks-TS35R. Maintenant si tu n'utilises pas Octoprint ou un autre programme pour gérer tes impressions alors un écran de la famille BTT-TFT est aussi compatible et évolutif en fonctionnalités. Reste le problème du cablage: - 2 nappes pour le TS35 ou refaire un cablage 10/9 fils pour avoir plus de flexibilité(c'est ce que je dois faire). - 2 nappes + 1 cable serie(5fils) BTT-TFT pour le double affichage TOUCH de BTT + Marlin LCD. - 1 cable série BTT-TFT comme l'écran d'origine donc un seul affichage "TOUCH". Bref, t'as le choix selon ton utilisation. J'utilise les deux mais c'est pour des XP
 1 point
1 point -
Bonjour @Jeff78s vérifie et démonte l'extrudeur tu peux avoir une fissure dans le logement du roulement. Regarde l'état de la roue dentée et le serrage de son blocage. le pire c'est souvent les prémisses d'un colmatage sournois du tube PTFE à changer tous les 10Kg environ de filaments imprimés. (le problème mixage PLA et PETG qui provoque des adhérences dans le PTFE)1 point
-
Bah non, c'est une piste valable et pas que pour les Ender, j'ai bien un soucis similaire (mais beaucoup moins marqué...) donc tu viens de me donner une idée1 point
-
1 point
-
Quid du fait que le cylindre qui soutient la bobine, généralement ne remplit pas le diamètre interne de la bobine ? Dans ce cas, la bobine tourne avec un faux-rond, créant des à coups (des vibrations supplémentaires donc). @chrislertu aurais une formule mathématique décrivant ce phénomène ? Comment compenser le plus simplement ce «problème» (qui n'en est peut-être pas un)?1 point
-
Salutation ! J'allez proposer de regarder aussi les prix de https://www.arianeplast.com/ (car il y a des bobines de 8 Kg et si tu n'a pas peur des bouchage de buse plus fréquent, des filament recyclé qui peuvent etre a ~10€ le Kg par lot de 10 Kg ) mais il semble qu'ils se remettent d'un incendie de leur locaux ...1 point
-
1 point
-
Des étuis pour y ranger ses frites, belges évidemment , un pour chaque main (pas facile de les manger en ce cas mais avec un peu d'astuces ça doit pouvoir se faire )1 point
-
Pat Je te crois j'attends mon ecran qui vient juste d'avoir un numero de départ de chez aliexpress alors que je l ai commandé le 1 mars l'un d entre vous connait un moyen d etre livré rapidement (meme si un peu plus cher ) je ne l ai pas trouvé chez AMAZON on ne parle pas de Jambon ( ça donne faim) et puis surtout pas entre Buell'iste1 point
-
Salut, Si tu ne rencontres pas ce problème sur tes autres imprimantes, as-tu vérifié que leurs paramètres sont identiques ? sont-elles équipées de la même façon ? Ventilation ?1 point
-
Tu fais une marque sur le filament avant l'extrudeur à 120mm de l'entrée de celui-ci, tu demandes une extrusion de 100mm puis tu mesures ce qu'il reste de tes 120mm de départ. S'il reste 20mm, c'est correct, ton extrudeur est bien réglé. Si c'est différent de 20mm, tu fais une règle de trois pour savoir de combien tu dois compenser les steps/mm dans ton firmware (ou ton slicer).1 point
-
... que l'on a pas les droits d'accès1 point
-
vu que tu as une Voron, pourquoi ne pas imprimer tes pièces en ABS (en plus pour imprimer du pla avec une Voron il faut faire une journée portes ouvertes ...) ? Elles seront plus solides et durables qu'en pla, l'abs n'est pas le matériau le plus cher et sa masse volumique fera que ton atelier sera moins lourd Filament 3D ABS Standard 1.75mm - SOVB 3D ABS+ - 3DSupplies.com Filaments 3D ABS 1.75mm Pour imprimante 3D FDM (grossiste3d.com) eSUN ABS+ Black - 3DJake France Filament eSUN ABS+ 1.75mm 1Kg - Noir impression 3D (vosiden3d.fr)1 point
-
non non, il ne faut pas sélectionner tous les éléments ! c'est l'erreur la plus souvent commise, si on sélectionne tout ça sélectionne les pièces percées et les étapes précédentes sans les perçages, et le fichier final est une combinaison de tout ça, donc les perçages n'y sont plus. Si l'objet est un Body, il faut sélectionner soit uniquement le Body, soit sa dernière fonction. Si c'est un objets booléen il faut sélectionner que la dernière opération. Dans tous les cas, une sélection de l'objet 3D sur l'écran doit fonctionner également (si ce qui est affiché est correct) S'il y a plusieurs objets à exporter (un assemblage), le plus simple est de les sélectionner à l'écran en maintenant la touche Ctrl puis de faire l'export1 point
-
1 point
-
Hum ... Je suppose que si les deux vis sont celle qui relie le bloque de chauffe au radiateur cela pourrais expliquer que la buse frotte le plateau ... (il y aurai alors un possible jeu de la buse+bloc de chauffe et le heatbreak qui "glisse" dans le radiateur de refroidissement ...) Mais comme j'ai jamais joué avec se genre de tête je parle sans savoir.1 point
-
Allez moi je mise sur un paquet: - bed sale y'a pleins de résidus (nettoyage a chaque print alcool isopropylique et nettoyage en profondeur liquide vaisselle + eau tiède et on rince bien et ne jamasi mettre les doigts dessus. - refaire le réglage buse/bed - réduire la vitesse de la première couche 20mm/s c'est bien pour la 1ère - température d'impression ? ton PLA donne l'impression d'être assez fluide1 point
-
Bonjour à tous, Je vous présente ma dernière réalisation avec Blender : Cavern Man... Pour ceux que cela intéresse je vous présente ici la façon dont j'ai réalisé ce personnage... Étape suivante l'impression résine...
 1 point
1 point -
En bref, tu nettoie au WD40, tu séches bien tes rails avec de l'IPA et tu huiles avec de la 3en1 ou tu graisses avec de la "Lub40".1 point