Classement


Contenu populaire
Contenu avec la plus haute réputation dans 25/03/2022 Dans tous les contenus
-
Quoi qu'il en soit j'ai un Genius et j'ai une très bonne connaissance des Artillery tout le monde te le dira et a 250°c ton PTFE lache en moins de 4H d'impression c'est absolument pas prévue pour supporter cette température, il faut un heatbreak bimetal pur imprimer sans soucis a ce niveau. Maintenant tu as pas envie de démonter fait comme tu veux mais c'est certainement pas a l'odeur que tu déterminera son état . Donc il est peut être pas mort la mais sa va vite arrivé.2 points
-
@PPACtu chauffe, mais je vais devoir te demander d'être plus précis!2 points
-
Alors perso du PETG j'en imprime pas mal sur ma Genius, impression entre 230 et 240°c maxi de chez maxi, Ventilation jamais plus de 30% (je fait moins que c'est possible de s'en passer un max), quelques soit mon filament je dépasse jamais les 2mm de Retraction a 3mm ou plus a tu de trè grand jusque d'avoir un bouchon qui ce formera dans le Heatbreak et sont PTFE. 2 questions tu as une X1 ou une X2 ? si c'est une X2 il manque quelques chose dans ton Start Gcode tu n'active pas l'auto nivellement, sinon si X1 et pas de Bltouch alors c'est logique. L'autre question as tu change ton heatbrek pour un Bimetal ? si tu ne l'as pas fait alors ton PTFE est HS il support mal de dépasser 230°c alors a 255°c je t'en parle même pas.2 points
-
Normal @PPAC m'a piqué mon idée . Donc je traine pour ce schmilblick.2 points
-
Ça traîne! J'ai comme l'impression que personne n'est prêt pour poster le schmilblik suivant!2 points
-
Un rapport avec un interrupteur ?2 points
-
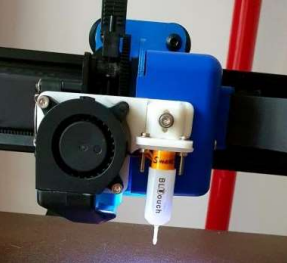
Salut à tous, Voici un petit tuto que certain m'ont demande, sur le remplacement des 3Dtouch Artillery d'origine par un vrai BLTouch ou un 3Dtouch de bonne qualité comme ceux de TriangleLab. Vous trouvez le Tuto en PDF complet et ici un présentation rapide. Au préalable il vous faudra imprimer un support pour BLTouch compatible X1, X2, Genius, Genius pro comme celui de Waggster. Voici le lien pour le support remixer par @Galactic et compatible avec les X2 et Genius Pro Support X2/Genius Pro Acheter un vrai BLTouch et de préférence en V3 ou supérieur ou 3Dtouch de qualité qui clone cette version. Il faudra Relier les 2 masses GND du BLTouch pour obtenir une système a 4 fils comme sur le 3Dtouch Artillery d'origine et suivre le câblage indiqué dans la procédure, soyez attentif au câblage. Puis il ne sou restera plus qu'a indique a Marlin les nouveau Offset X et Y utiliser, les information sont indiquer dans le tuto. Surtout important pour finir refaite un auto bed leveling complet et un ajustement du Z-offset. Si vous avez des questions hésitez pas à les poser. P.S : Je tiens aussi a remercié @Duro qui a réalisé cette installation sur sa Artillery X2 en suivant mes conseils certaines des photos du Tuto sont les siennes. Tuto Install BLT X2.pdf -------------------------------------------------------------------------------------------- Petit Tips Réparation 3Dtouch Artillery a 0€ vue ce jours lors d'un échange sur Facebook et ça fonctionne. Si la pin du 3DTouch Artillery c'est casser ou est tomber, l'on peut ouvrir le 2Dtouch et coller un morceau de cure-dent de 16mm dans le cylindre qui reçoit la pin et a l'aimant sur le dessus. Il s'agit d'un réparation provisoire et de fortune mais fonctionnel. Preuve en Image :


 1 point
1 point -
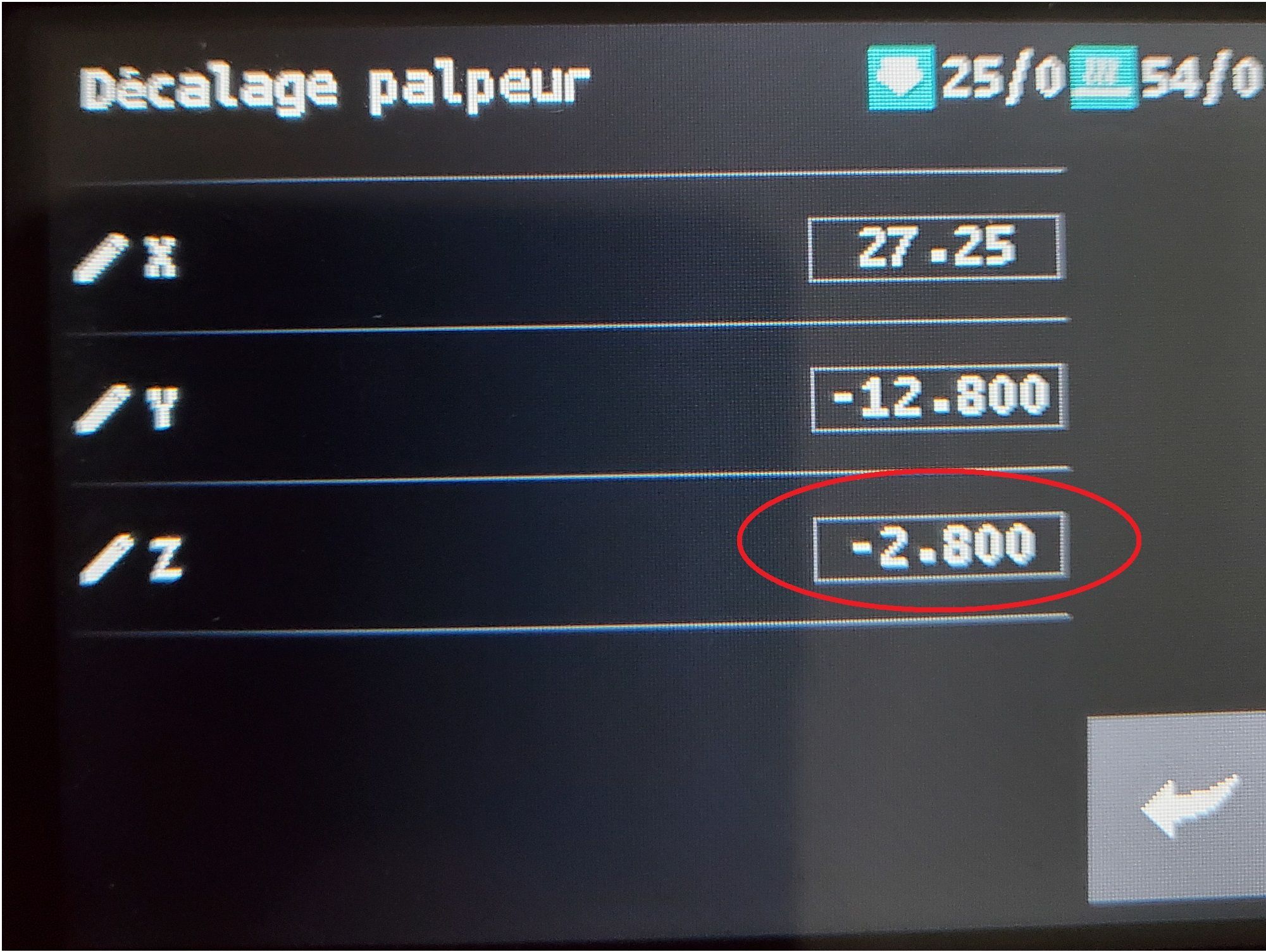
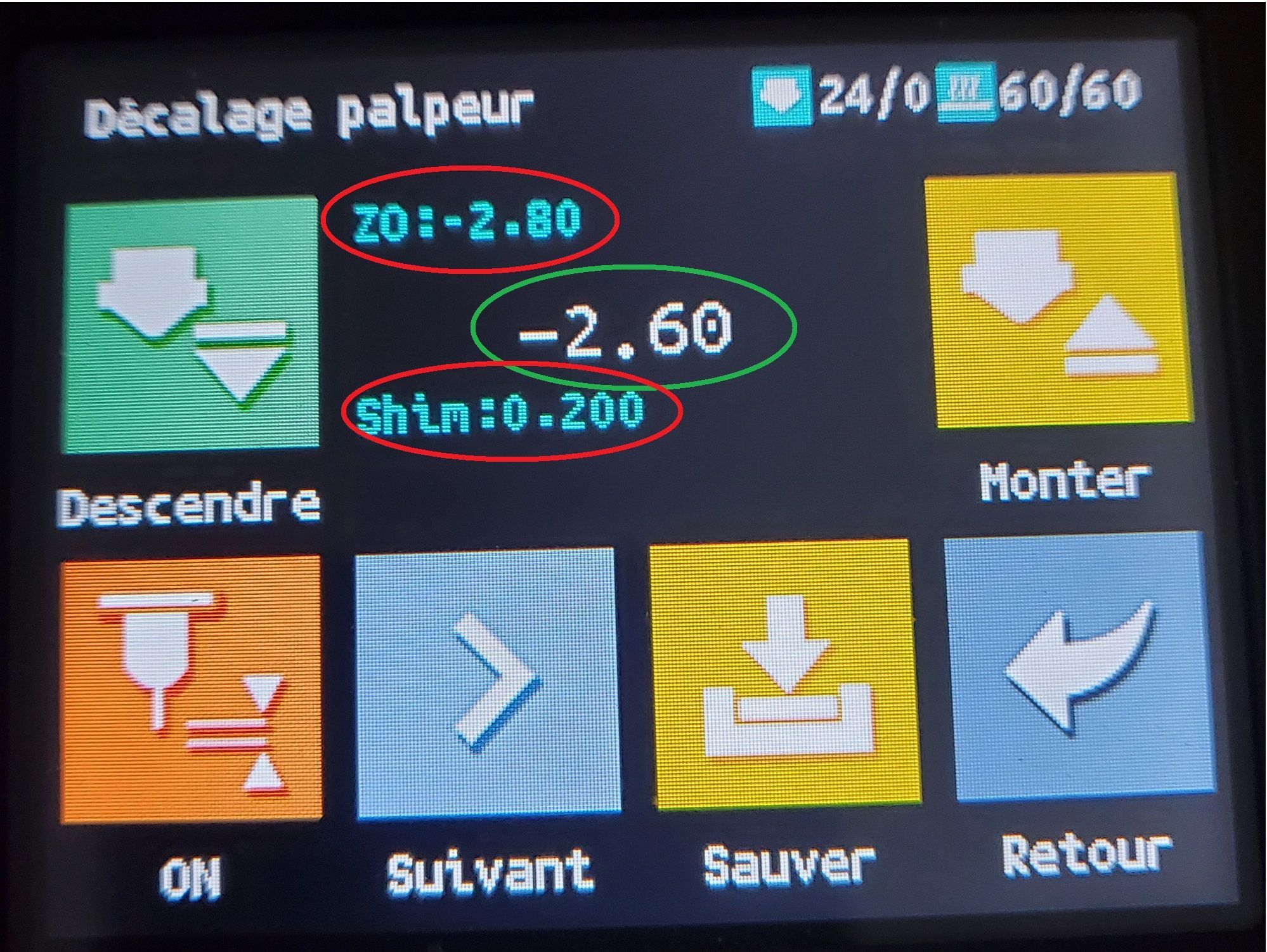
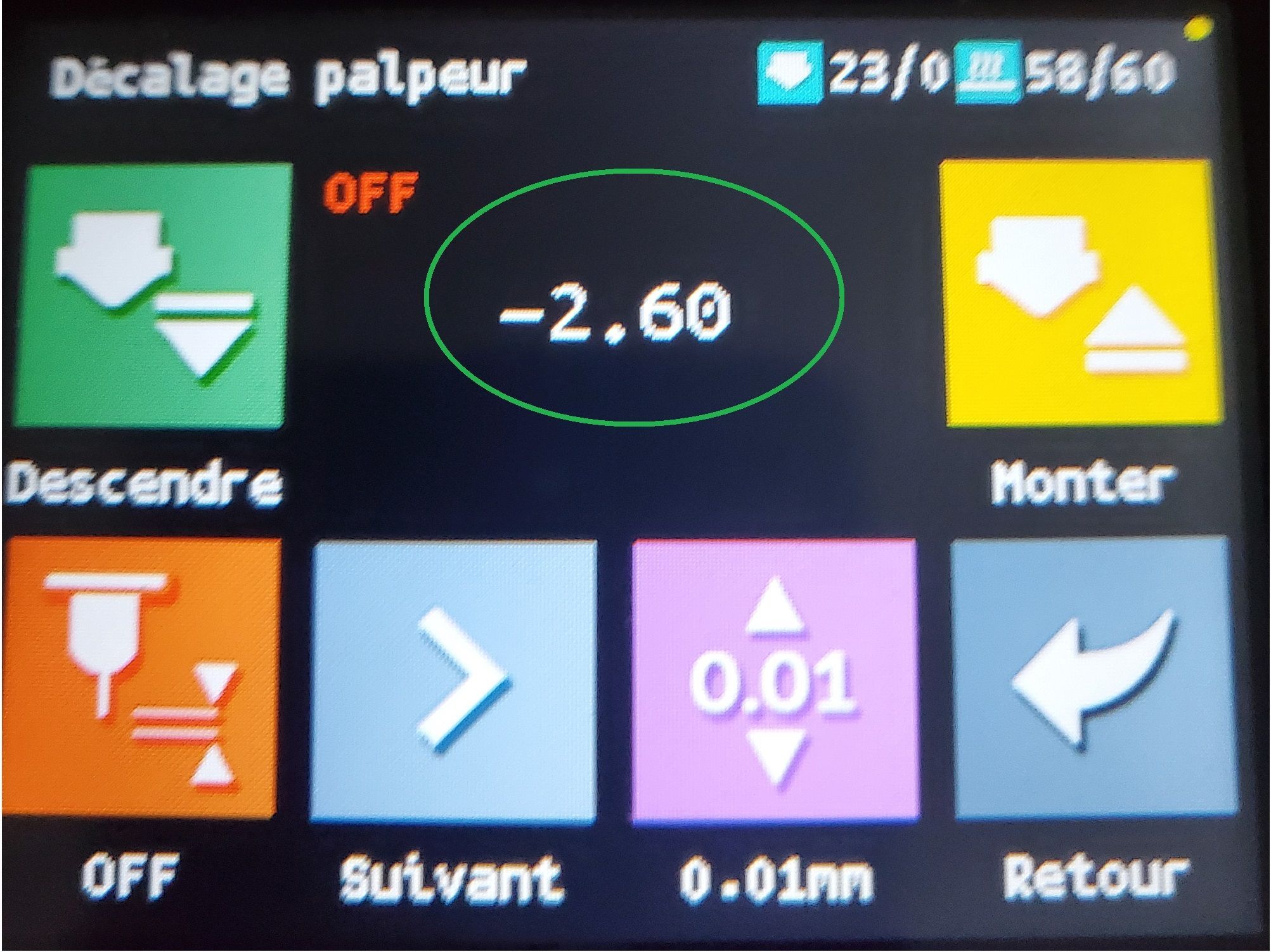
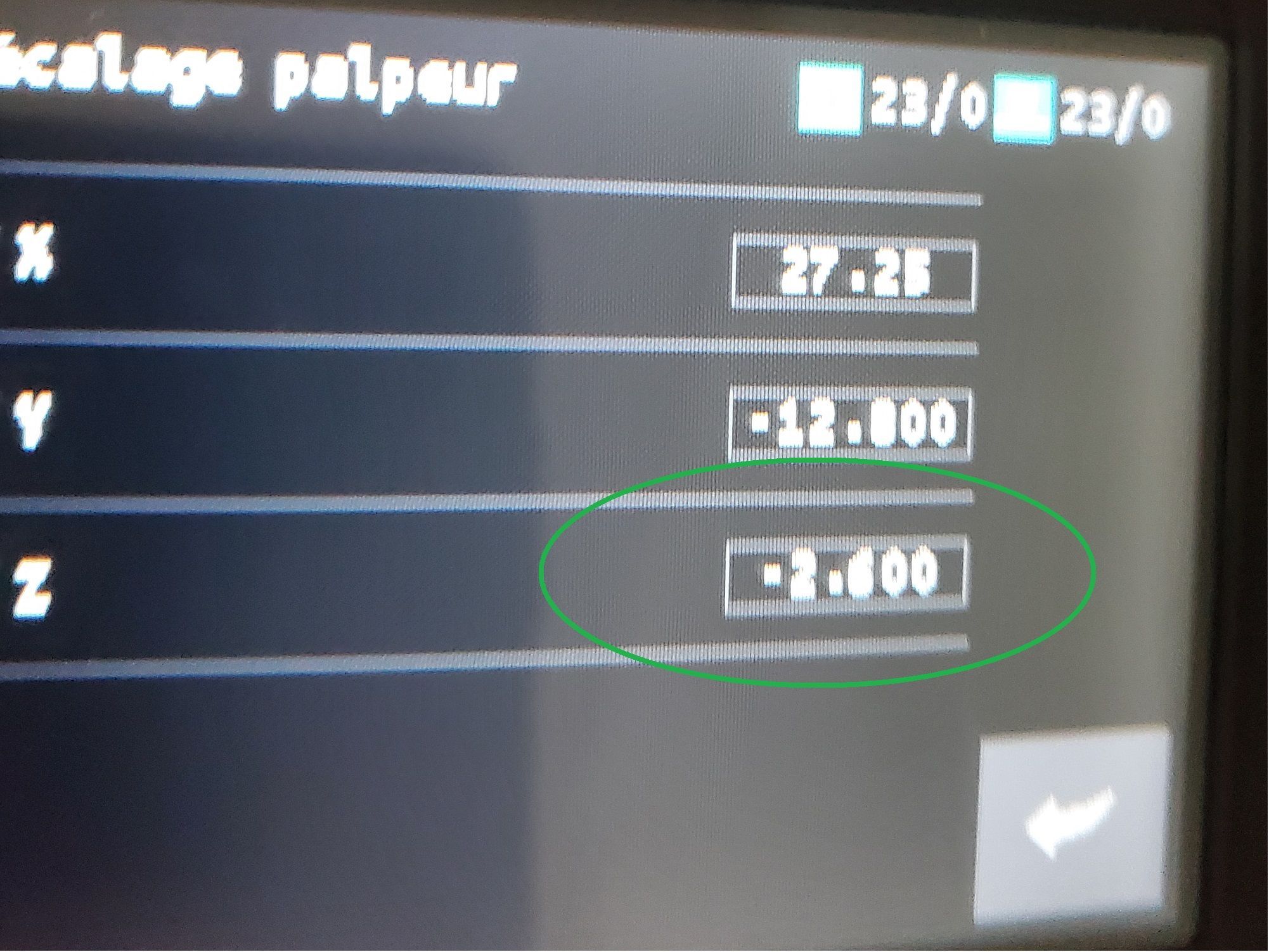
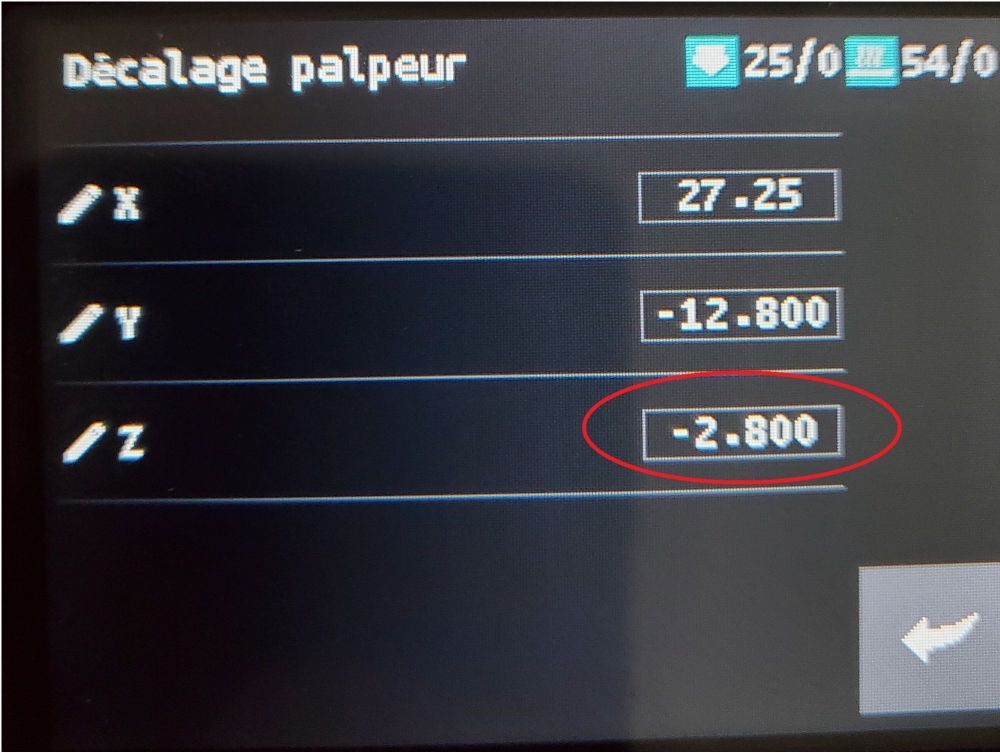
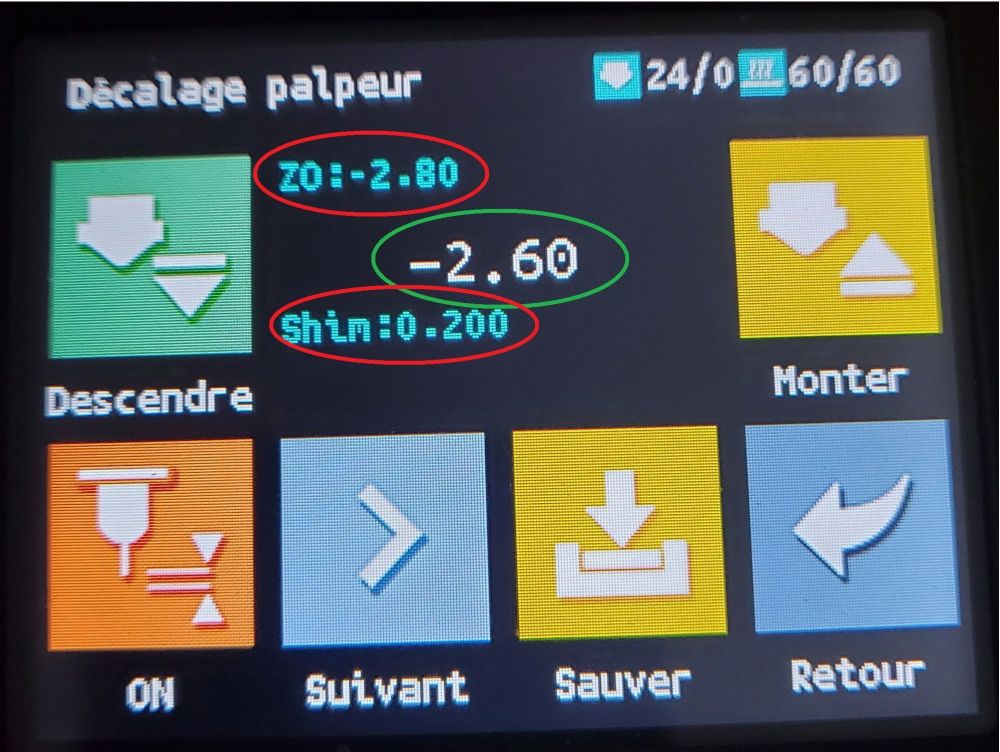
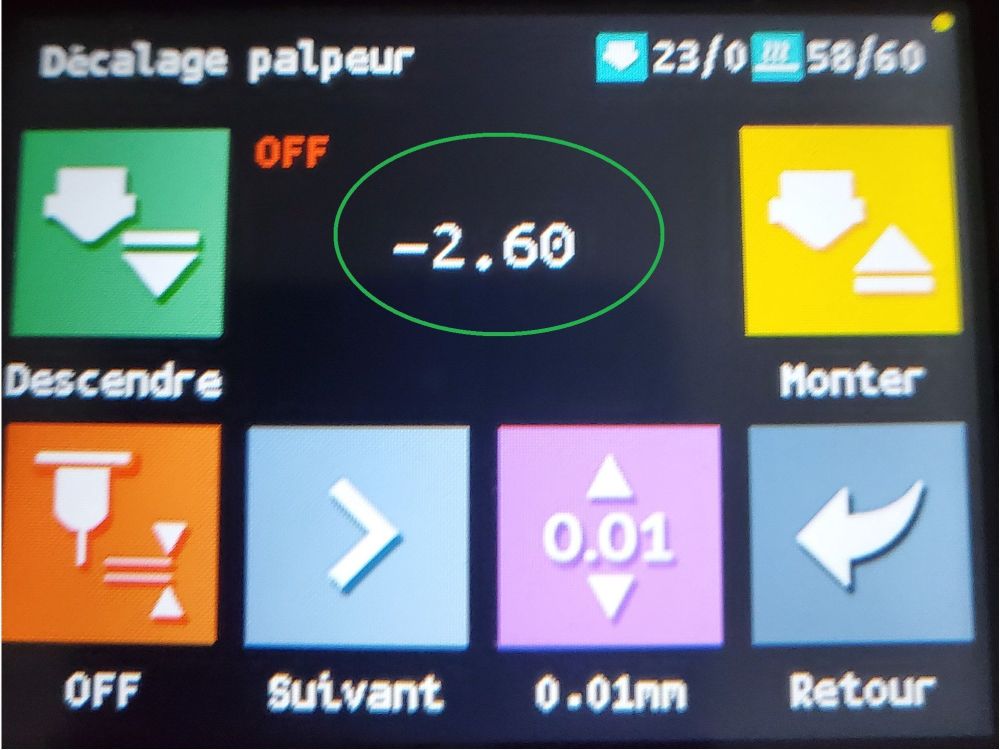
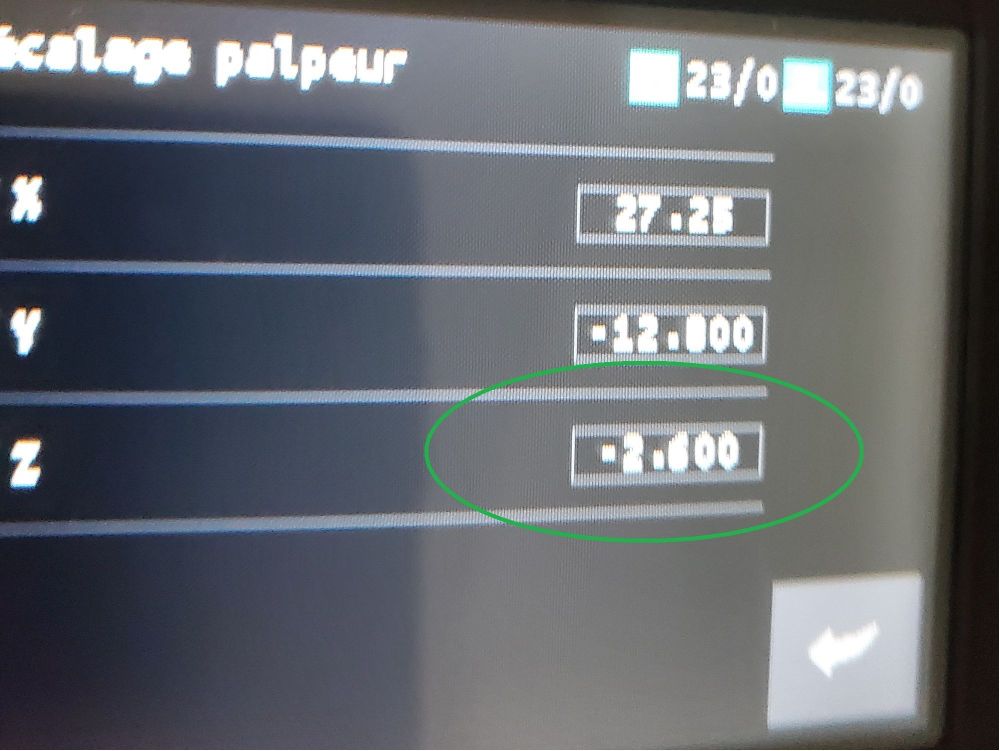
Hello! Je vois régulièrement passer des messages concernant les difficultés de certains à régler leur Z-Offset via le menu de calibration de celui-ci. Voici donc un petit explicatif du pourquoi du comment... Exemple: (désolé si l'arborescence des menus n'est pas exacte.. je fais ça de tête) Sur mon imprimante, le Z-Offset se situe à exactement -2.60 mm. Lorsque l'on rentre dans le menu: Déplacement => ABL => Z-Offset. Nous arrivons sur cette fenêtre avec la dernière valeur du Z-Offset affichée. L'on clique alors sur la touche afin de démarrer le réglage. C'est là que les problèmes commencent... En effet, lors du réglage du Z-Offset, l'on peut voir que le firmware (en l’occurrence celui de @MrMagounetpour moi) est configuré avec un "Shim" de 0.2mm. Ce "Shim" correspond à l'épaisseur de la cale utilisée pour régler le Z-Offset et est automatiquement ajoutée(ou plutôt soustraite car il s'agit de valeurs négative) à la valeur mesurée lors du réglage. Dans cet exemple, je règle mon Z-Offset sans cale directement en désactivant les moteurs et en faisant se toucher le plateau et la buse. Mais du coup, après sauvegarde, j’obtiens un Z-Offset de -2.80mm qui envoie directement la buse dans le plateau à la première impression. Au final, pour bien paramétrer le Z-Offset il y a plusieurs solutions. 1) Corriger manuellement la valeur après réglage dans le menu Option => Réglages => Machine sous Z dans les valeurs décalage palpeur. Si vous avez utilisé une cale il faut ajouter la valeur du "Shim" (0.2mmm) puis soustraire celle de votre cale. Dans cet exemple: -2.8mm + 0.2mm - 0mm=-2.6mm) 2) Régler le Z-Offset à la volée lors d'un print à l'aide de la fonction "Baby Steps". 3) Utiliser une cale de 0.2mm Ce qui est dommage, c'est l’impossibilité de définir la valeur du "Shim" via le menu de l'imprimante, Cette valeurs étant définie par le firmware il faut obligatoirement passer par une re compilation de celui-ci en y intégrant la valeur désirée. Edit: je vois que le sujet avait déjà été abordé (Hihi, j'aurai plutôt du faire cette recherche avant) par @MrMagounet lui même ! 4) En fait, cette valeur vient du Firmware de l'écran et non du firmware de l'imprimante. Elle peut donc être modifiée simplement en éditant le fichier config.ini du firmware BTT.
 1 point
1 point -
Ho non j'ai fait une grossière erreur ! c'est un cache pour une prise ... cisgenre ? unisex ? femelle ? peut être en plus une prise USB ... prise RJ45 ... prise TV ? une version "mix" avec la proposition de @Titouvol "un terre hup" qq chose je sais pu quoi ...1 point
-
@PPAC Bon, je viens de rentrer.. et après mesure exacte, j'ai 8.x8.6cm! Cependant, je confirme que ce n'est pas un "cache prise" électrique Mâle 2 Pôles + Terre. Plus d'indices je peux pas.. Et vu que j'ai deux versions (toujours avec cette pièce de base) il y a deux réponses possible!1 point
-
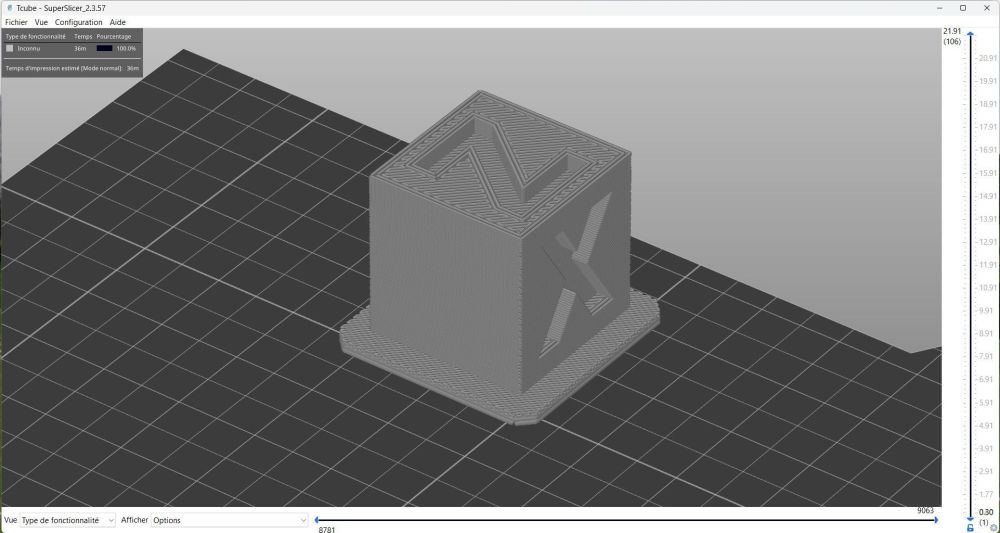
C'est pas "presque" : C'EST un radeau Si tu veux t'en débarrasser retravaille le modèle, par exemple dans Cura on peut abaisser une partie sous le plateau virtuel et Cura ne slice que la partie au-dessus... Donc tu abaisses le cube jusqu'à ce que le radeau soit en dessous du plateau et tu slices, tu auras un gcode sans radeau.
 1 point
1 point -
Je pensais que ça sentirait au moins le cramé Je suis encore loin des 4 heures donc j’ai de la marge Plus sérieusement, j’ai bien compris le souci qui me tombera dessus dans pas longtemps. Je te remercie pour cette info car je ne savais pas Dès que j’aurai compris mon soucis de boule autour de la buse, je vérifie mes températures d’impression à la baisse et je verrais pour changer le TPFE ou le heartbreak, en conséquence. En ce qui concerne mon problème de boule de matière autour de la buse lorsque ça commence à imprimer ma pièce, est-ce que vous avez une idée ?1 point
-
Un profil PETG ne sera jamais identique a un profil PLA, ces 2 matière non rien a voir en comportement. Pour le PETG, il faut très peux de ventilation 0% sur les 4 a 6 premières couches et 30% Maxi sur les suivantes, si la pièce l'exige mettre une bordure ne fait pas de mal, impression demande une monter entre 230 et 240°c suivant filament etc. tu peux nous faire voir ce que cela donne de ton côte ?1 point
-
Salutation ! Jolie défit ! Par contre depuis que tu a fait l'édition, je n'ai pas d'images ( car d'un compte google et donc a tout les coup, il n'y a que toi (quand connecté ) qui les vois ... )
 1 point
1 point -
Salut, Il me semble que le bon diamètre est PC4-M8*1.25. https://www.ebay.com/itm/New-10pcs-PC4-M8-1-25-Pneumatic-tube-Quick-insert-connector-/122542707922 Edit: le M6 est trop petit ou trop grand ???1 point
-
Je ne sais pas pour le PETG mais sur le PLA cela peut provenir d'une humidité trop important dans le filament.1 point
-
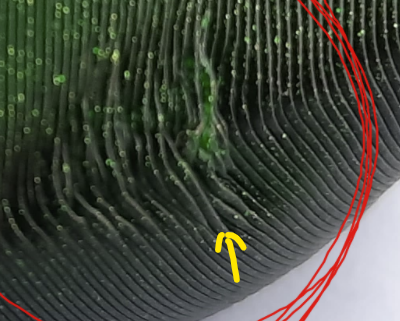
En fait, pour les couches inférieures, c'est même pire, l'angle du porte-à-faux étant encore plus important. C'est le phénomène de curling qui provoque cet effet. Les premières couches arrivent à se superposer à peu près correctement, mais en rebiquant toujours un peu plus. La buse va repasser ce curling et l'aplatir lors de la couche suivante, mais qui va re-curler dans la foulée. A angle constant, le curling peut s'accumuler d'une couche à l'autre. Passé un certain stade, le curling est trop important et la buse ne peut plus l'aplatir, elle va passer autour. Ainsi de temps en temps, un périmètre repassera devant la partie qui rebique, comme ici : Baisser la hauteur de couche est une solution, mais du coup ça annule l'intérêt d'augmenter la largeur d'extrusion pour accélérer les impressions... Une ventilation améliorée ou température plus basse sont d'autres pistes.
 1 point
1 point -
Top merci encore. Il se trouve qu'aux infos du jour sur le site j'ai vu ceci : Nouvelles gammes FDM et MSLA chez Anycubic Le fabricant asiatique Anycubic va dévoiler deux nouvelles séries d’imprimantes 3D, ce dimanche 27 mars. Il s’agit d’une part de la gamme Kobra, trois FDM connues sous le nom de Kobra, Kobra Plus et Kobra Max. On devine que le principal argument des versions supérieures est le volume d’impression plus important, mais on s’attend aussi à un équipement plus complet et des fonctionnalités supplémentaires. Les FDM sont équipées du Anycubic LeviQ, un système de nivellement automatique du lit d’impression. Parmi les informations déjà dévoilées, sachez que la Kobra Max offre un volume maximal de 400 x 400 x 450 mm et nous pouvons vous annoncer qu’un test sera bientôt diffusé sur le site et le forum pour découvrir ce que vaut cette nouvelle imprimante 3D Anycubic Kobra Max. Du coup je vais voir dimanche ce qu'Anycubic propose. Peut-être un direct drive.... Sinon je pense partir sur la Sidewinder X2.1 point
-
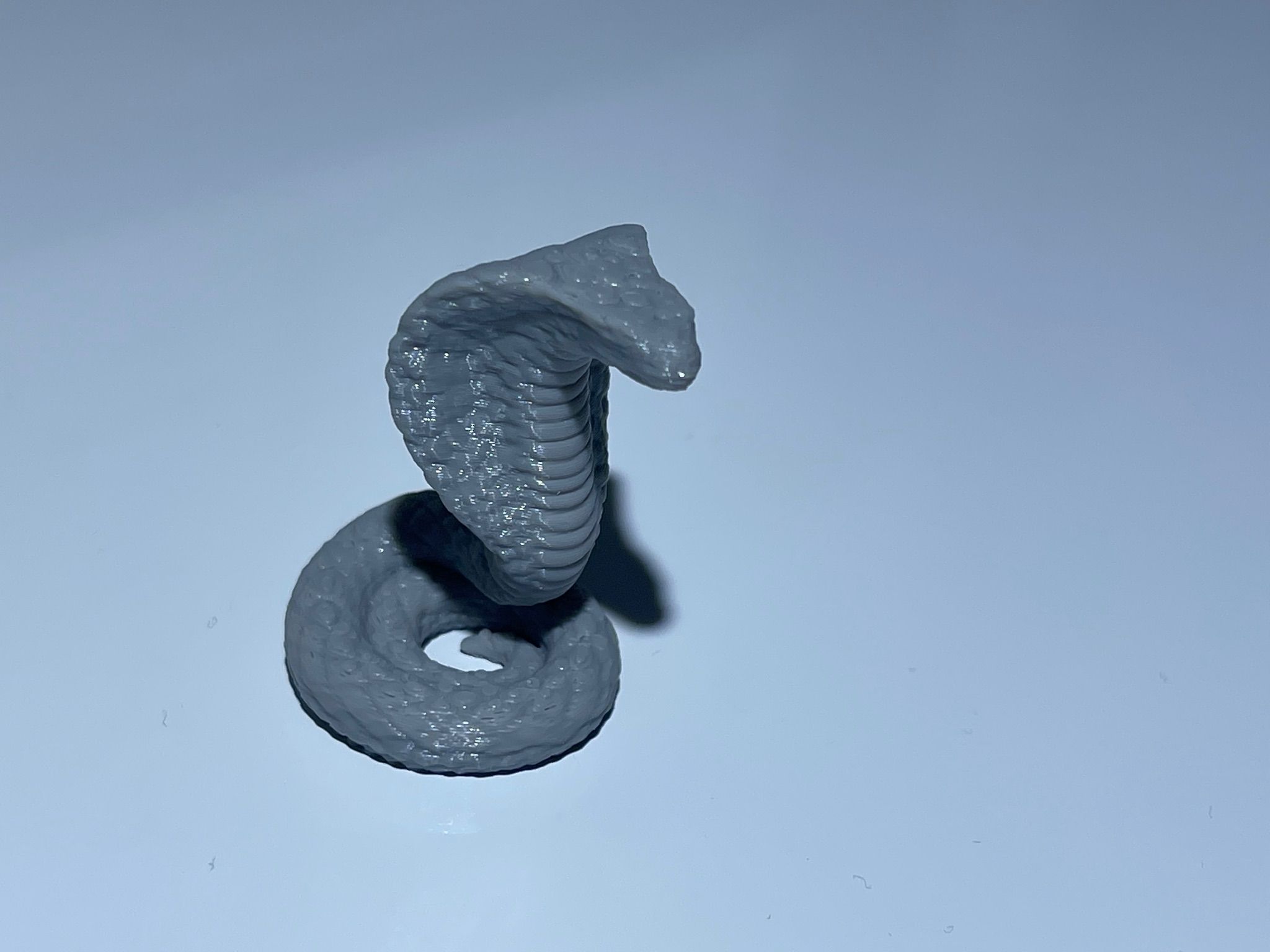
Beau Cobra, il est presque vivant, Je n'aimerai pas me trouver en face de lui Il faut vraiment que j'en imprime un. Le fichier originel est tout petit (14 mm de haut), tu l'a agrandi de combien ?1 point
-
J'ajouterai que 1.9 ou 3mm de rétractation c'est beaucoup.. Perso je ne dépasse pas les 1,2 mm sur la X2. Tu peux aussi essayé de désactivé le Z-Hop (levage de la buse lors des déplacement) chez moi ça ne donnai rien de bon avec le PETG.1 point
-
Salut Il y a un retour d'expérience d'un utilisateur d'une Prusa MINI+ ORIGINALE Il doit y avoir plein d'autres posts de ce type sur le forum ou sur d'autres (ex Forum PrusaPrinters) pour argumenter ou non sur l’intérêt d'acheter une Prusa ORIGINALE. MINI ou I3 J'ai aussi fait le choix perso d'acheter une imprimante Plug and Play et passer mon temps à modéliser et imprimer au lieu de bidouiller ou modifier ma machine. J’assouvis mon besoin de bricoler sur d'autres projets. Après un an d'utilisation je dois reconnaître que ma Prusa MINI+ ORIGINALE a clairement atteint cet objectif. Si je devais changer ou acheter une autre imprimante je ferais le même type de choix. Pas forcement une Prusa mais en tout cas pas de clone ou autre machine à bidouiller @+ JC1 point
-
J'imprime sans soucis du PETG à 240° buse, 75° plateau. Mais je ne te vois pas parler de la ventilation or le PETG n'aime pas ça. Donc, pas de ventilation sur, au moins, les 10 ère couches, et pas plus de 50% de ventilation en fin d'impression. Le Z-offset, une fois ton plateau nivelé correctement, c'est l'espace entre le "home de la buse" (qui se positionne à zéro contre le plateau lors du palpage pour le "home") et le plateau : donc l'espace qu'il faut lui laisser pour imprimer la première couche (pour que le filament puisse sortir avec la largeur de couche prévue).1 point
-
Un piaf! gerardm ?1 point
-
Youpi j'ai gagné ! J'ai rien a proposer ! Alors je triche (car je ne suis pas l'auteur du model, un remix, que @gerardm m'a fait, très gentiment, il y a quelque temps. ) je pense que je fait simple ( car photo trop complète ... bien que je dois encore faire la post-impression / bricolage / peinture et forcement je traîne des pieds a le faire ... alors peut être que c'est pas si simple ) j'attend le nom de ce type de "bestiole" et la devises associé spécifiquement a celle là !
 1 point
1 point -
Oui il est plutôt bien réussi. yes j’ai utilisé un support qui est venu au bout de la tête, un petit support.1 point
-
Ce cobra est bien réussi. Tu l'as imprimé avec supports ?1 point
-
Quand j'étais étudiant en Industrial Design, on utilisait beaucoup de feuilles de polystyrène et PS-choc pour faire des thermoformages (ça n'existait pas encore les imprimantes 3d ! ). Les PS et PSC extrudés étaient peu inflammables parce qu'il y a un additif. L'odeur était nettement présente mais c'était moins pire que celle du perchlore-ethylène qu'on utilisait pour assembler le PS... Pour reconnaitre les matières plastiques on utilisait le test (destructif) du briquet : une flamme sur un échantillon. Le PS, dégage une fumée noire en volute qui forme des sorte de boulles et des rejets de petits fils noir... Sans plus. Le polyétylène par contre s'allume comme une bougie et l'acétate de cellulose, c'est un feu d'artifice Et, non, il ne m'est pas poussé des branchies Sinon, on utilisait ça pour faire des maquettes ou des prototypes mais on savait que ça vieillissait mal et résistait très mal au froid (et je ne parle même pas du gel !), puis ça jaunissait très vite aussi (mais on le peignait la plupart du temps...). Maintenant, il faut voir s'il y a des additifs qui ont amélioré les choses. Je ne pourrai pas le dire mais en général, on ne peut pas considérablement modifier les caractéristiques du polymère de base. ET... pourquoi pas de l'ASA plutôt ?1 point
-
un lien avec les "Chevaliers qui disent NI" du film des Monty Python, "Sacré Graal !" ... une histoire de jardinet ... ? Un genre de délimitation / de frontière pour faire des beaux carrés ou rectangles ? A moins que ce ne soit en rapport avec de l'eau ?1 point
-
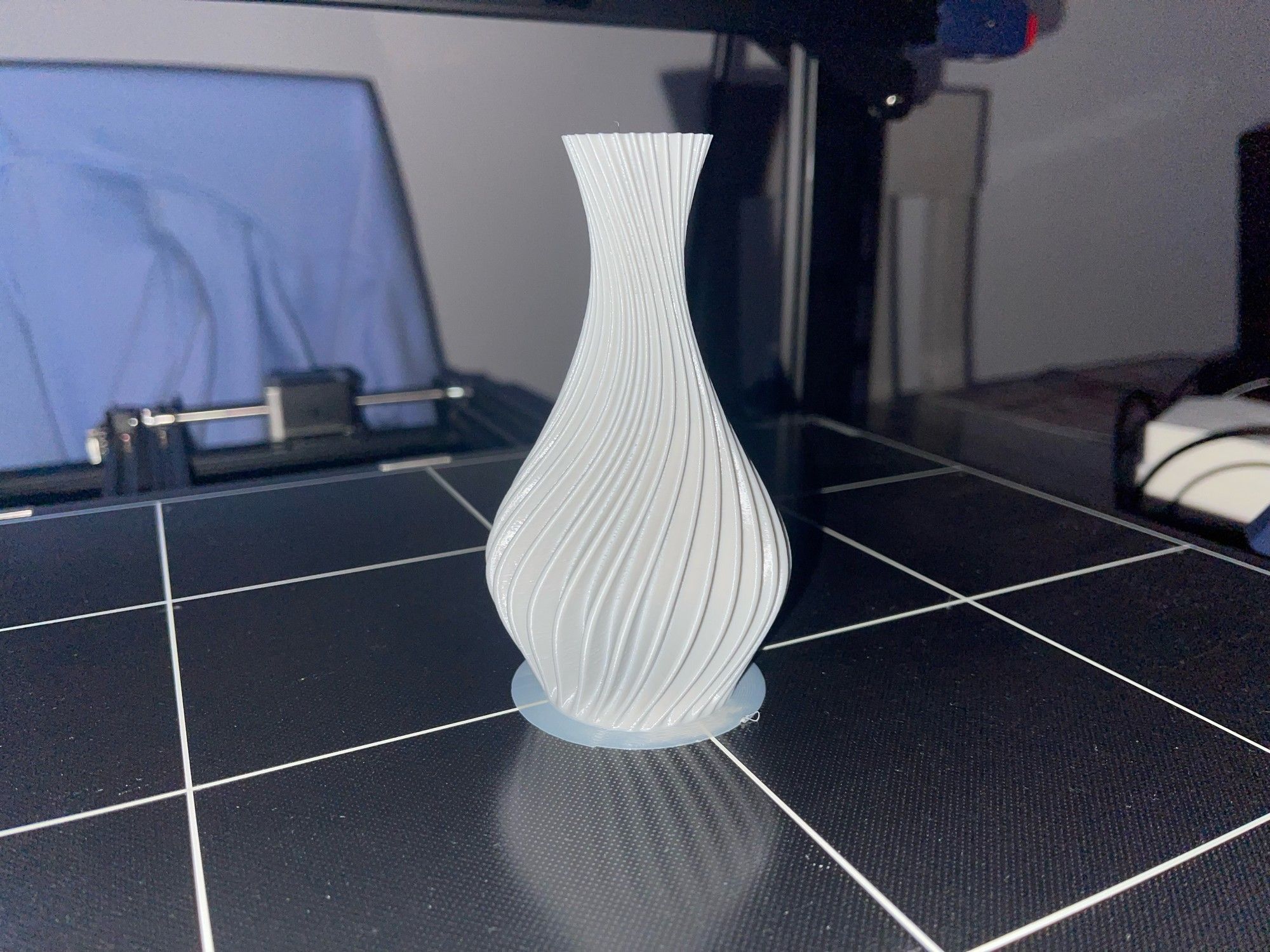
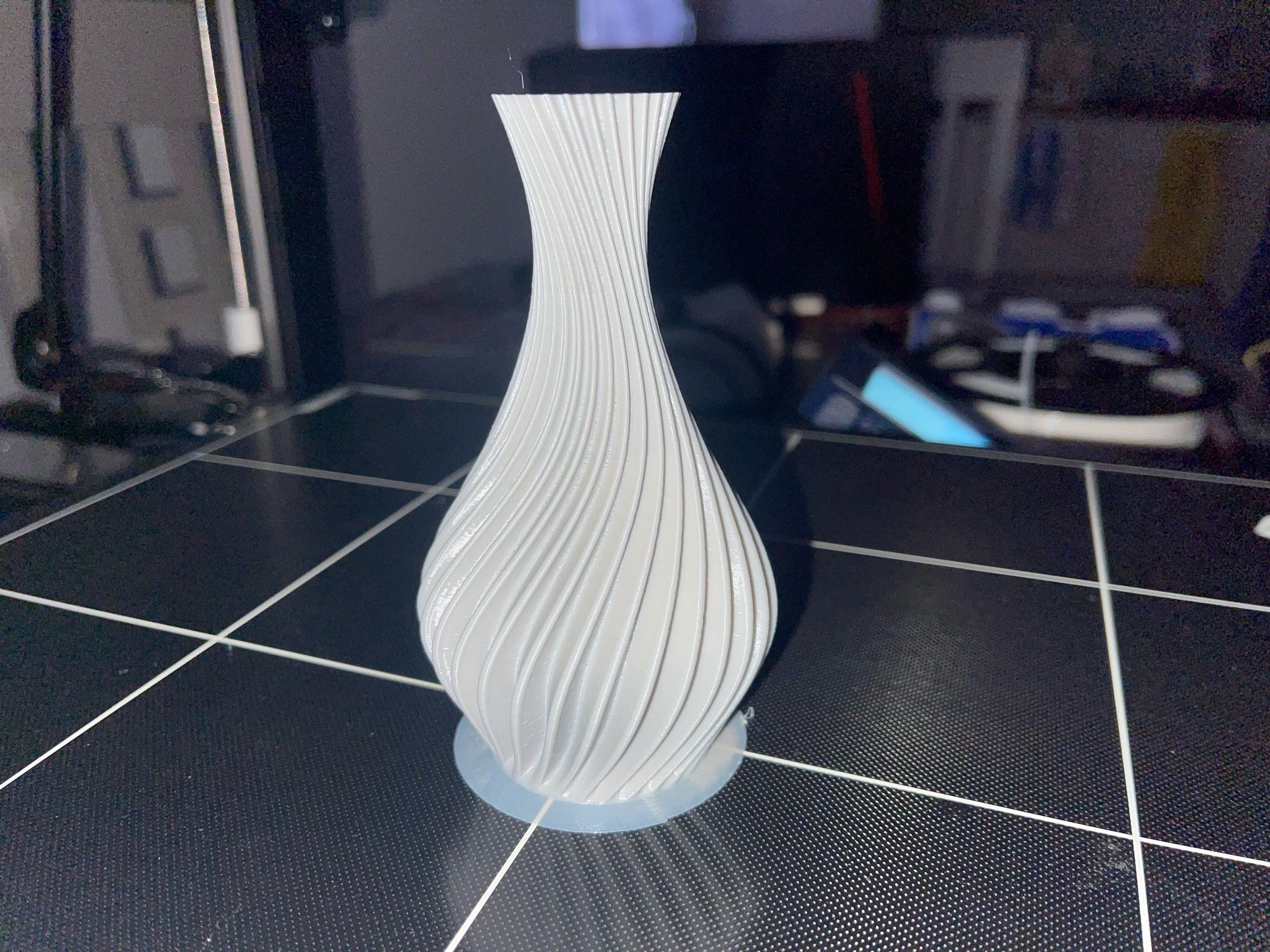
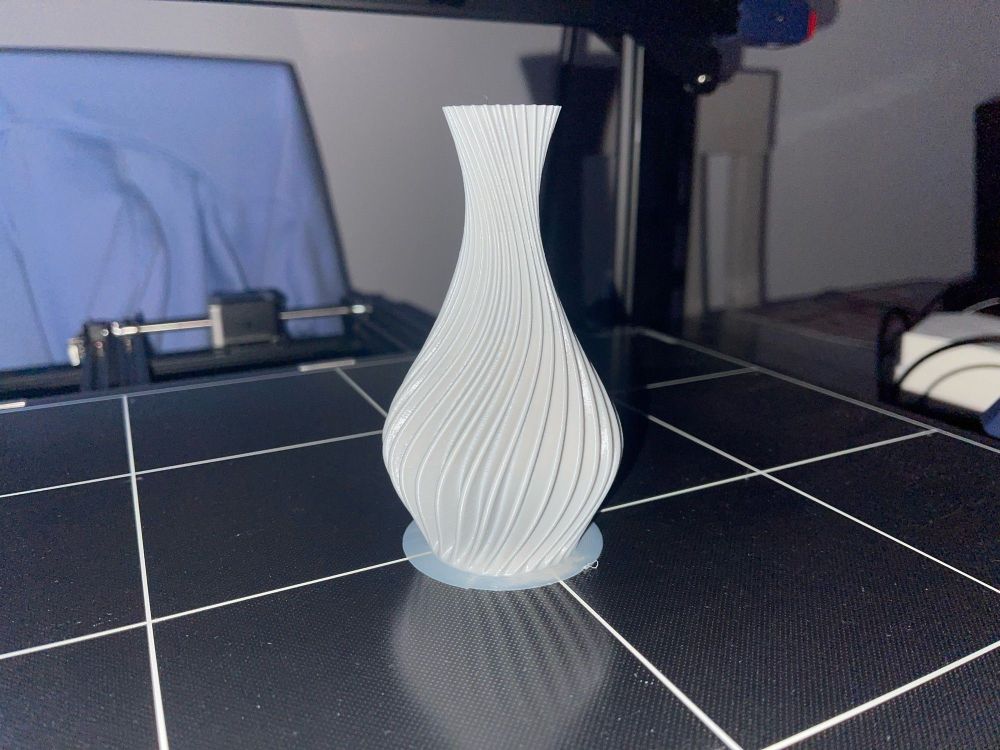
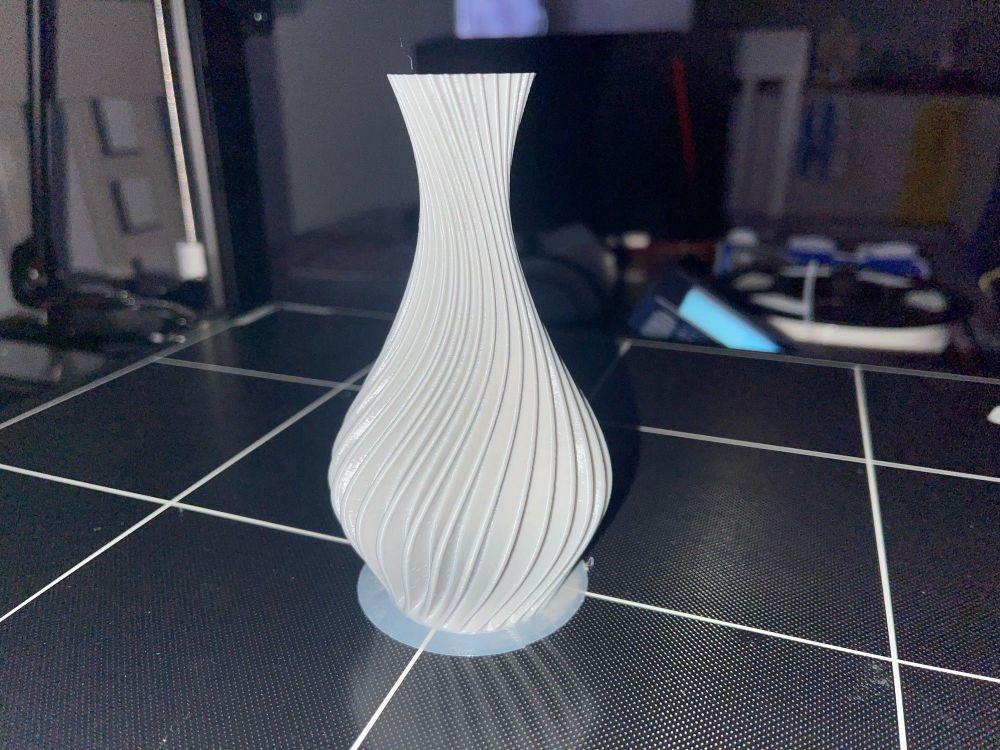
Un jolie petit vase imprimé en PLA gris cette fois On termine ce soir avec un petit cobra de la carte sd prochaine étape le TPU





 1 point
1 point -
J'ai acheté une bobine il y a longtemps.. C'est vrai que les impressions était jolie en plus, on distinguai à peine les couches. Mais il me semble aussi me souvenir que ça ne sentait pas terrible lors des impressions.1 point
-
Une autre explication peut-être ...
 1 point
1 point -
Ça «ressemble» fortement au «Spaghetti Detective» non ? Greffon Octoprint >>> ici <<< Quelques benchies de ma collection :

 1 point
1 point -
Salutation ! Bonne question ( et je ne sais pas car j'ai jamais utilisé ...) Mais je me dit que c'est car il doit être peux disponible moins résistant aux UV et un peux plus difficile a imprimer https://www.simplify3d.com/support/materials-guide/properties-table/1 point
-
Salutations ! Qui teste avec un genre de monstre spaghetti ? https://www.thingiverse.com/thing:4798053 ou un Benchy foireux ? https://www.thingiverse.com/thing:2895502 Mais de toute façons, il faut nourrie les IA ( Quand elles aurons pris le pouvoir, ce sera un plus d'avoir participé )
 1 point
1 point -
Hello, Reprise de la définition d'Octroprint Octoprint Octopi Octo4a Octoprint est un logiciel open source qui permet de contrôler et surveiller le fonctionnement d’une imprimante 3D et de gérer les tâches d’impression depuis un navigateur web. Il doit être installé sur un ordinateur/mini ordinateur/téléphone connecté à l'imprimante. Généralement il est installé sur un Raspberry Pi. Il peut être installé de plusieurs manières dont voici lez 3 principales En installant la distribution Octopi Octopi est une image système incluant le système d'exploitation (Raspberry PI OS), Octoprint, Mjpeg-streamer, HAproxy et bien d'autres logiciels. Tout étant installé, la mise en œuvre est facilitée en évitant de multiples installations «manuelles» parfois sources de problèmes. Lien vers le tuto pour installer Octopi En installant l'application Octo4a Octo4a est une application qui permet de faire tourner Octoprint sur un simple téléphone capable de gérer le transfert de données et la charge du téléphone en même temps via la fonction OTG En l'installant sur un système d'exploitation déjà en place. Méthode d'installation d'Octoprint sur une distribution Debian, un tuto qui n'est plus à jour est disponible. Quelques explications de @fran6p sur des méthodes alternatives d'installation. Pour en savoir plus sur Octoprint : https://octoprint.org/1 point
-
Une Prusa originale ne peut s'acheter QUE chez Prusa, ainsi tu auras la garantie et le SAV Prusa (reconnu pour son sérieux). Si tu achètes une machine (dite Prusa améliorée) tu auras la garantie et le SAV de celui qui l'a bidouillée, c'est très différent et nettement plus hasardeux.1 point
-
Pour moi cette phrase résume tout. Si l'imprimante de secours veut dire ne pas avoir d'interruption de service, alors n'importe laquelle fera le job, du moment que les deux ne soient pas en panne en même temps. Si c'est pour avoir une imprimante qui fonctionne correctement sortie du carton, alors acheter une imprimante neuve et commencer par devoir l'upgrader ne me semble pas une solution viable.1 point
-
Salut, Grillé... Une autre réponse1 point
-
Hello, Ni une arnaque, ni une bonne affaire. Tu as ce que tu payes. Quand tu achètes des œufs, t'as les œufs de poules en batterie et les œufs de poules en plein air. Ce sont tous les deux des œufs, mais pas le même prix, pas la même saveur, et pas la même éthique non plus. C'est exactement pareil. Quand tu calcules plus loin que le coût de la machine "brute", ça parait vraiment moins cher. Mais si tu comptes bien chaque détails, la qualité du matériel, les pièces en spare, le kilo de filament fourni, les haribo, la réduc sur le shop etc... L'écart qui reste paye largement le SAV 24/7. Je ne parle même pas du soutien à ceux qui se cassent la tête pour sortir ces produits largement copiés (bon, ceux qui copient se cassent la tête aussi à sourcer les pièces, ils méritent bien un p'ti quelque chose). D'ailleurs bizarrement, il est très difficile de trouver une Prusa originale d'occasion ça ne reste pas longtemps sur le marché. Alors que les clones y'en a un paquet, et pas toujours déclarés comme clone... Tu parles d'une imprimante de secours : Si tu compte la revendre par la suite, une originale décote très peu. Pourquoi pas la MINI ? Tu as une Prusa originale pour la moitié du prix. Bon les œufs de poule se transforment en œufs de caille.1 point
-
C'est top ! Super lexique bravo1 point
-
Salut @Titi78 Je viens de mettre à jour la mise en forme du sommaire Dorénavant, il ressemble à ça C'est mieux ?1 point
-
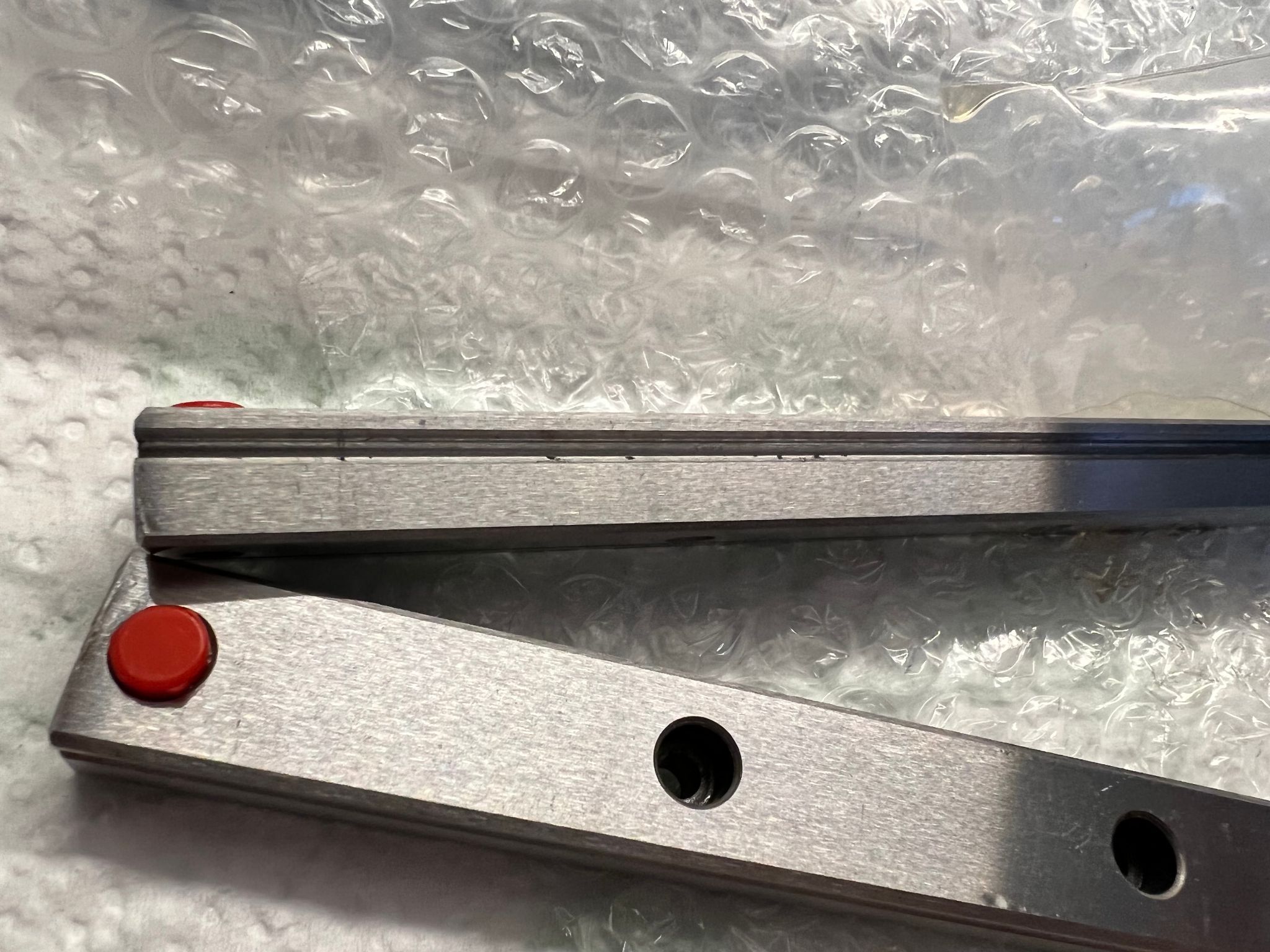
allez je partage Reçu plus tot que prévu (ca c'est le bon point) la suite arrive les rails sont de qualités FLSUN cela vous donne une idée je posterai une video demain c'est édifiant @julmar qui etait la @P_tite_tete tu vois il n'y a pas que FLSUN @Motard Geek Je dois avoir la poisse @foxies c est pas pour tout de suite le Klipper

 0 points
0 points -
@MrMagounetC'est à dire ? Mon z offset rechange tout seul, aujourd'hui je me suis retrouvé avec 0,5 cm entre la buse et le plateau alors que tout était nickel hier.0 points
-
pour une grille de VMC ?0 points