Classement



Contenu populaire
Contenu avec la plus haute réputation dans 04/05/2022 dans Messages
-
Mouais... ça devient lourd là....3 points
-
ET au niveau ventilation qu'as-tu paramétré ? Un peu plus chaud permet aussi d'avoir des couches plus collées mais tu es dans la tranche donc j'y toucherai en dernier recours Je valide pour le flow + vitesse d'impression, bien lire les données du fabricant3 points
-
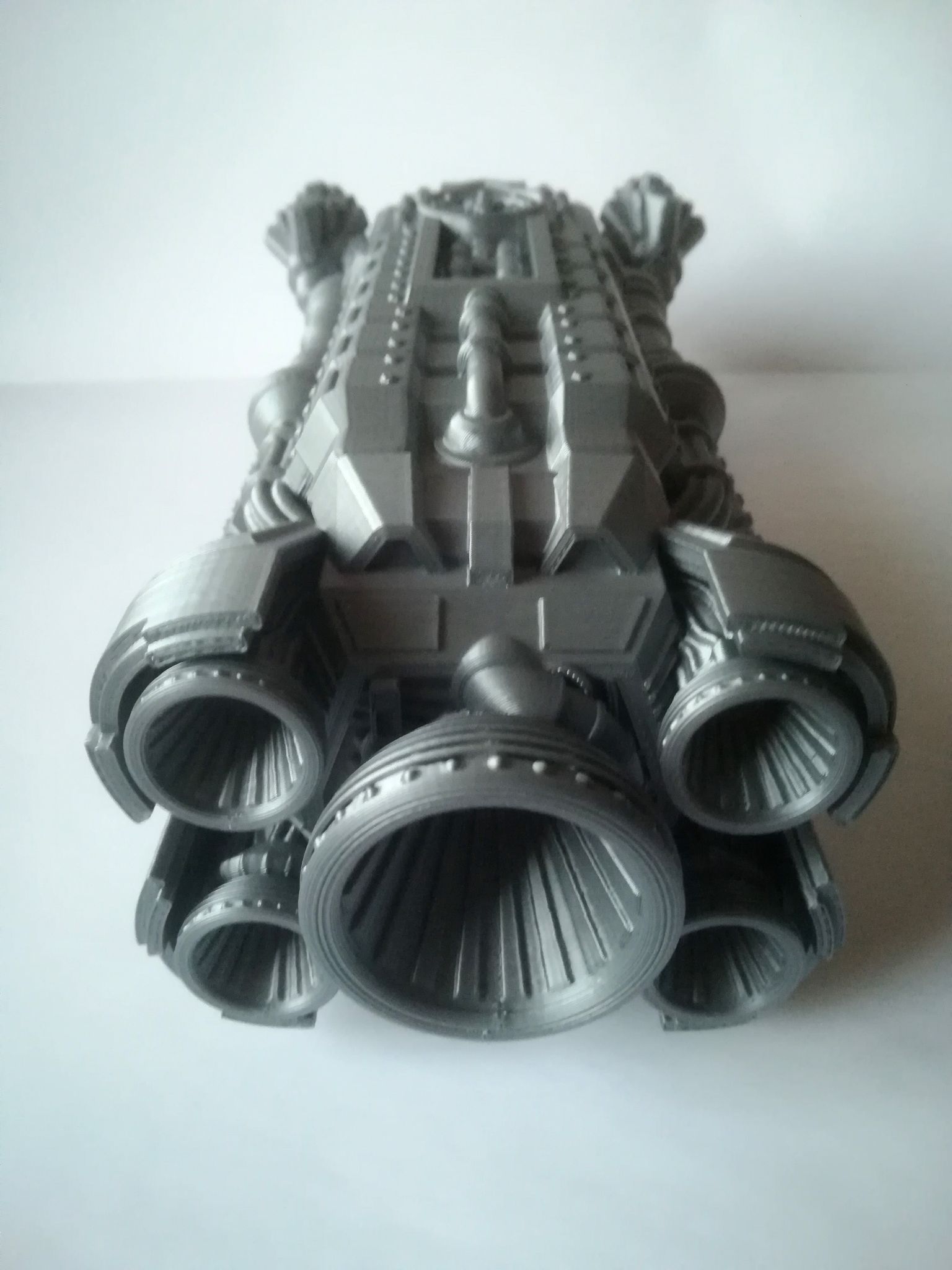
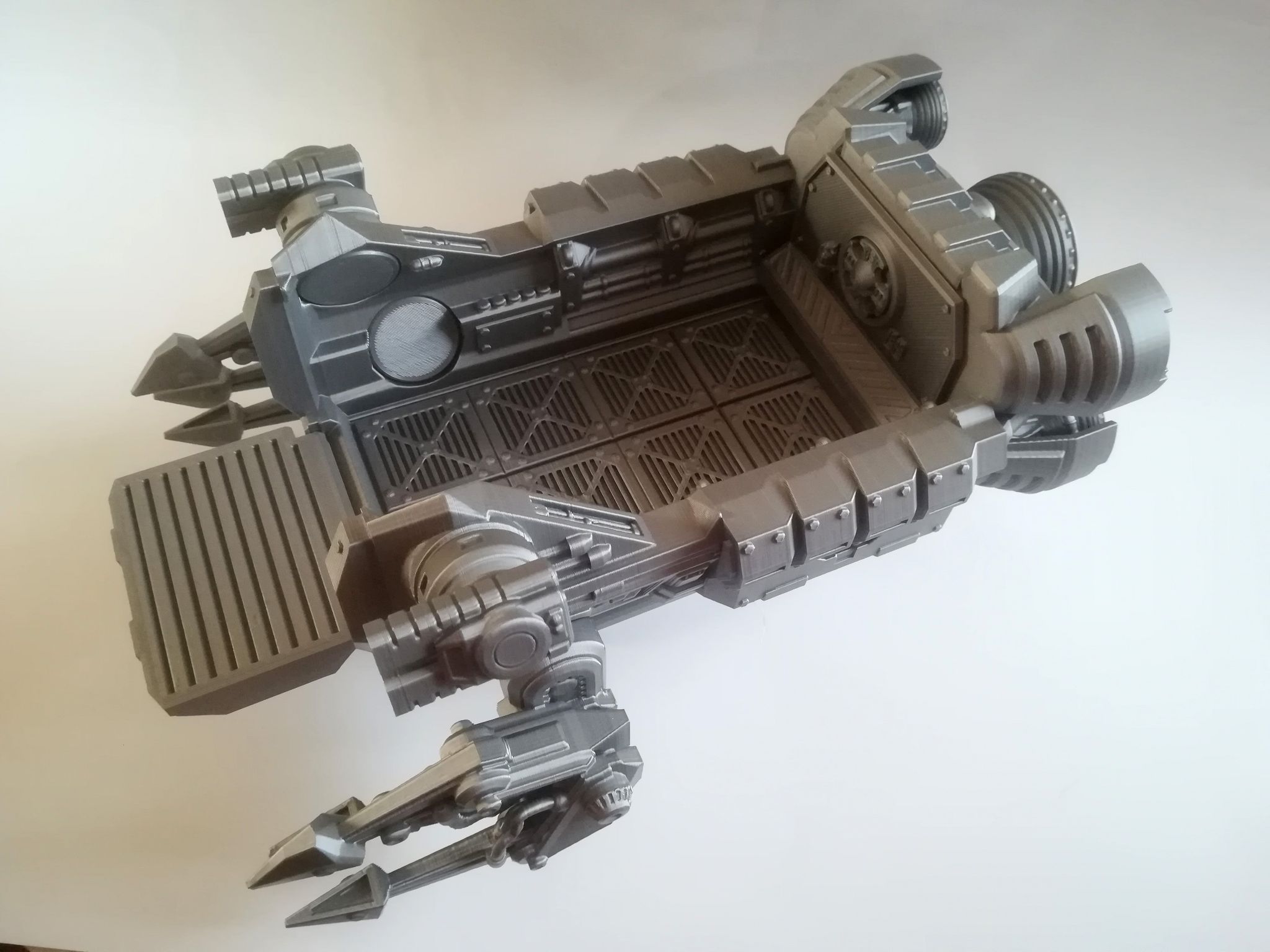
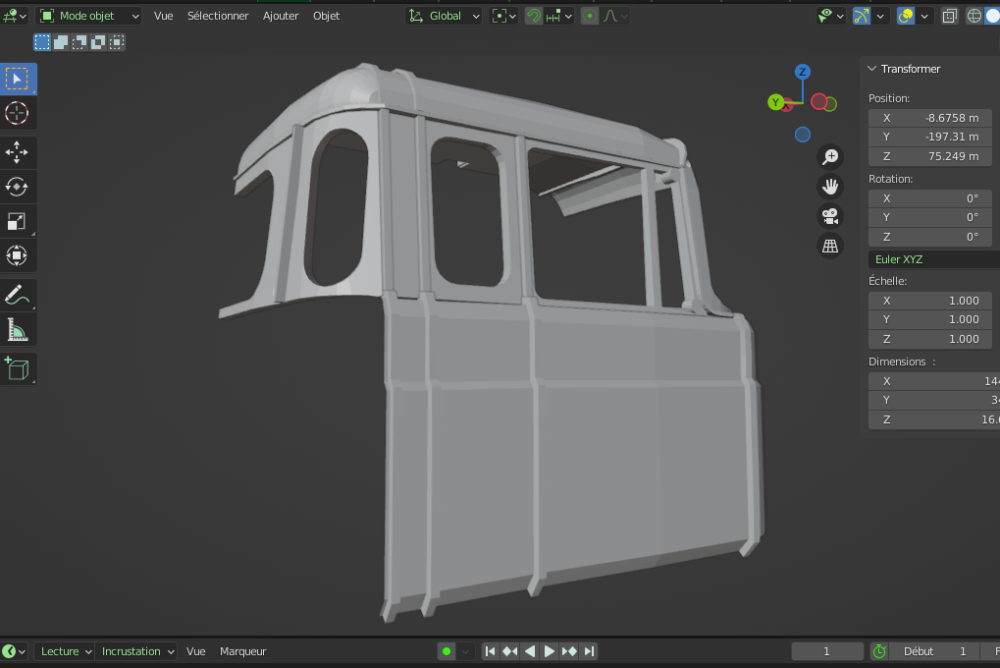
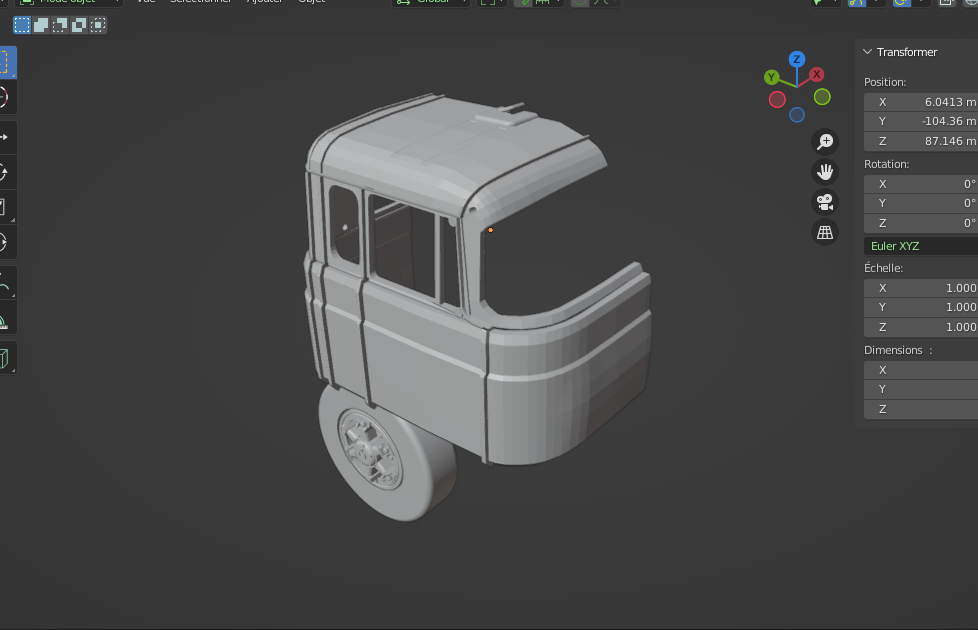
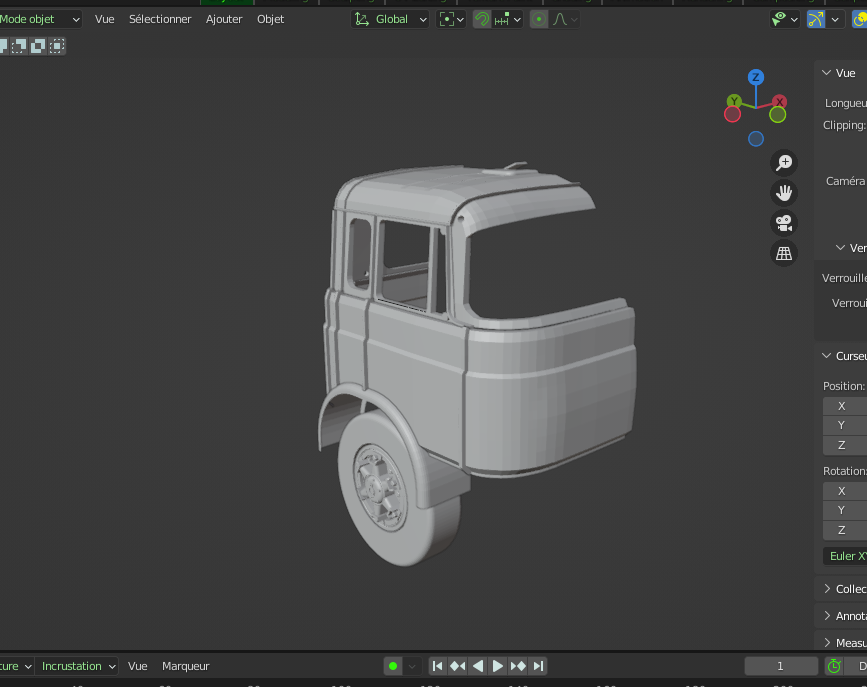
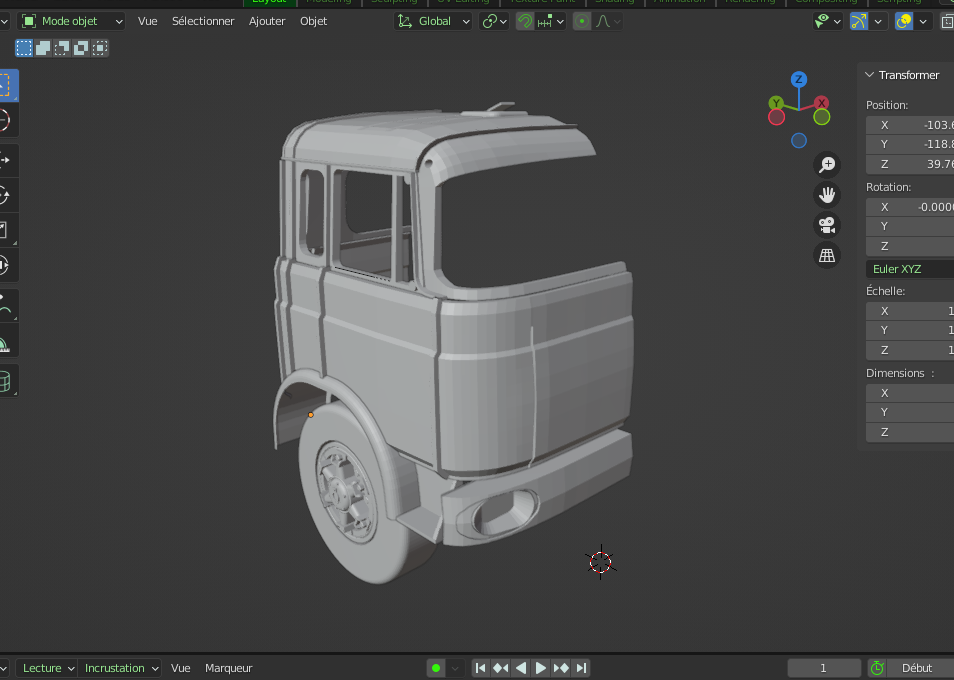
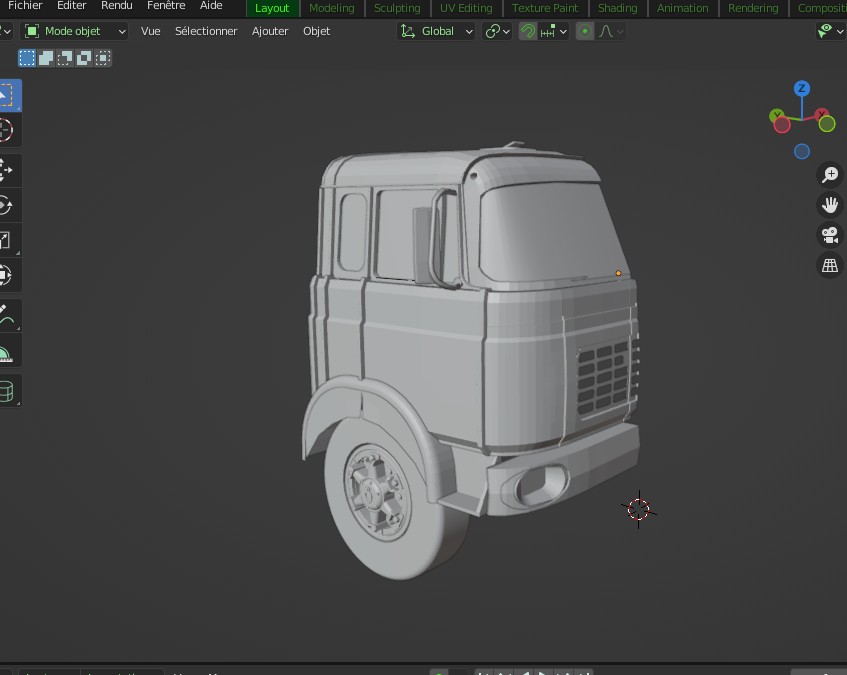
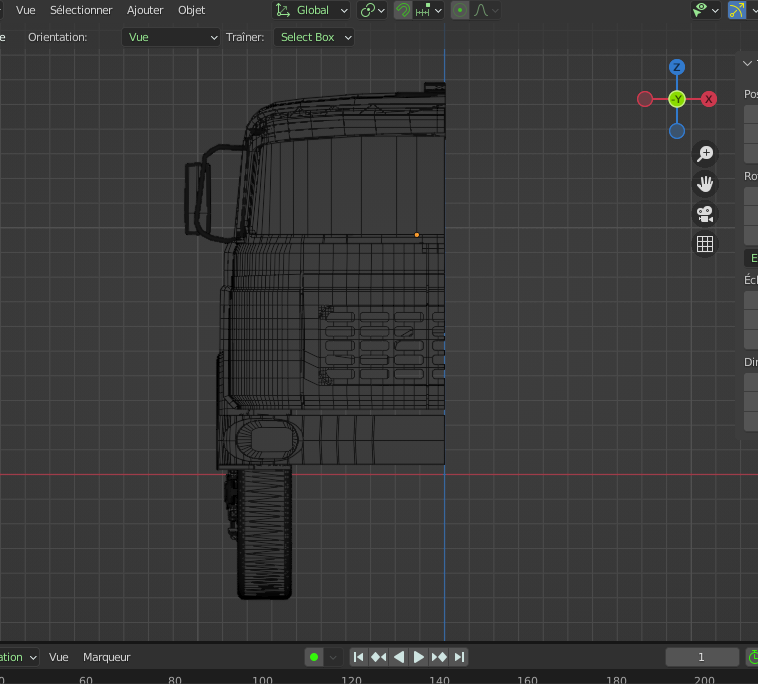
Bonjour à tous, Encore et toujours allergique à imprimer ce que d'autres ont modélisé, je vous fais part de mon petit dernier tout chaud sorti de l'esprit créatif de ma fidèle souris. Ce coup-ci, malheureusement aucun plan d'usine, aucun blueprint récupéré sur le net, seulement une mine de photos pour les volumes et proportions.... C'était le moyen d'essayer la nouvelle version de BLENDER, la 3.1.2 qui, il faut bien le dire, ne change absolument rien pour moi, étant donné que je reste dans des fonctions de base qui étaient déjà présentes dans la 2.90... Voila, je vous donnerai des nouvelles sur l'avancement de cette cabine, qui comme les autres sera radiocommandée et est au 1/14 ....







 2 points
2 points -
Tout le mérite en revient à @Savate ... C'est lui qui a parlé de couteau ! Je n'ai fait qu'extrapoler ... A lui donc de relancer ! (Qui a dit : "t'as juste rien à proposer !" ???) Ce qui n'est pas totalement faux, pour ne pas dire totalement vrai .2 points
-
Et nous avons un gagnant ! Ceci est un affuteur diamanté. Je le glisse dans le schmilblick et le couteau dans le biseau. Ainsi j'ai toujours le même angle d'affûtage et le système permet d'affûter les 2 cotés de la lame. Je ne pouvais pas me connecter dans la journée, ce qui a permis à un esprit bien affûté de trouver et à des esprits beaucoup moins affûtés bien plus mal tournés de montrer l'ampleur des dégâts... A toi la main @Titouvol
 2 points
2 points -
Merci @Ironblue Je me permets de préciser que nous avons une rubrique "bon plan" avec notamment de l'ASA à prix cassé. Pour qui veut tester, c'est parfait: https://www.filament-abs.fr/produit/bon-plan-asa-optimus-300gr/ Il y a 300gr dans l'URL mais en fait, on peut trouver des bobines de 150gr à 900gr, de 50gr en 50gr (quand il y a du stock)2 points
-
Qu neni, je parlai de l'idée de @Titouvol. Z'avez l'esprit mal tourné...2 points
-
Bonjour à tous, C'est le moment de profiter des produits chez Hotends.FR: Buse NitroMAX/Nitro MagnetMK10 Capteur TouchMI MiniXtruder etc...... -15 % sur toute la boutique avec le code SFD2022 du 04 au 05/05 Bonne journée !2 points
-
Le truc qui va dans la fente à section rectangle est un parallélépipède doit ? Si oui je constate que ça ne m'aide pas du tout à trouver ce qui va dans la fente biseautée... Peut-on mettre du sel par les fentes rectangulaires et du poivre par les fentes biseautées ? Le schmilblick servirait alors d'appareil pour réaliser la futilité de l'existence Le schmilblick sert-il a contraindre un angle fixe entre deux pièces ? (Oui il m'arrive de poser des questions intelligentes parfois) Le schmilblick nécessite-t-il d'autres pièces en plus ce celles qui passent par les fentes ? (par exemple : il s'utiliserait par paires) Ce forum est-il bien le lieu adapté pour nous faire trouver ce qui rentre dans une fente ?2 points
-
Bonjour, je pense que la vitesse d'impression est trop rapide... ton filament n'a pas le temps de coller à la couche précédente. Si ta vitesse est adaptée, le flex, TPU ou autre a une solidité bien plus grande que l'ABS...
 2 points
2 points -
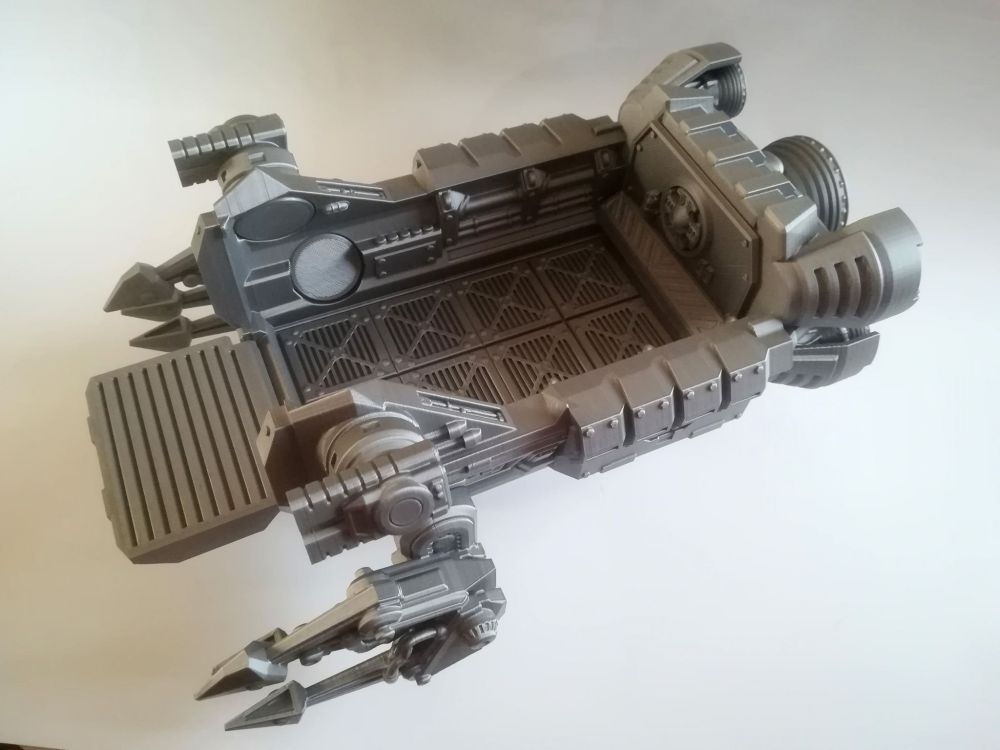
@ Kerr_Haggan Merci, j’ai presque fini l’impression de ce qu’il me faut pour SPACE HULK. Mais la tache est importante mais pas impossible ! (plus de 700 h) mais le résultat est bleffant. Ne pas oublier un temps d’au moins un mois de peinture. Si tu es tenace et si tu adhère à club de jeu je te le conseil. Ne pas oublier le volume de rangement de tout le matos imprimé. 30 x 80 x 80 cm. Tranche deux : Les Torpilles d’abordage (pas indispensable pour jouer à SPACE HULK) : les fichiers des torpilles disponible ici : https://dragons.rest/collections/sci-fi/products/sci-fi-boarding-ships Un modèle de 5 places (totale de 333g et 41h d’impression). Torpille assemblée Parce que, une c'est bien, mais deux c'est mieux! Un modèle de 8 places (totale de 364g et 43h d’impression).









 2 points
2 points -
Voici une de mes activités qui n'a rien à voir avec l'impression 3d, mais qui m'a peut être donné envie d'aller voir plus loin ce qui se faisait........ : la réalisation de maquettes en papier Voici une yama mt01 qui m'a pris un certains nombre d'heures (proche des 200) on imprime le modèle sur du papier 260g imprimante jet encre classique, une bonne cutting map, un bon cutter de précision , colle blanche, loupe sur pied et beaucoup de patience....... quelques autres réalisations...... une carte qui se déplie quand on l'ouvre...... C'est aussi très sympa mais aussi chronophage que l'impression 3d


 2 points
2 points -
Tu peux éventuellement laisser un creux dans le cylindre puis y insérer une tige metalique après par exemple. Sinon a part l'impression a l'horizontale je vois pas..1 point
-
Moi oublier un fichier joint, c'est pas mon genre oups, la boulette : firmwareV2-ABL_RC.bin Maintenant, oui Pour être précis, il est activé mais non effectif puisqu'il est à 0. Ainsi, si vous voulez le régler, vous en aurez la possibilité via l'extension de Cura (Linear advance settings) par exemple. OK1 point
-
@Papa Schultz 67 @Idealnight Voici les commandes à réaliser avec Pronterface c'est l'application idéale pour se connecter au port USB de la TLD3 via un ordinateur. Le lien de l'application Pronterface ici Les commandes dans l'ordre : Faire un repère (ou une marque au cutter si le filament est noir) sur le filament sur une longueur de 120mm (distance à mesurer à l'entrée de l'extrudeur) le relevé de E steps est de 91 à l'origine valeur relevée dans le menu Setting ! M83 (extrusion relative) G1 F50 (vitesse de l'extrusion) M104 T1 S210 G1 E100 F50 (l'extrudeur est à 210° avant de lancer cette commande) L'extrudeur avance 100 mm de filament exemple de calcul il reste 23 mm au lieu de 20mm donc pas assez de pas pour l'extrudeur 120 -23 = 97 mm règle de trois 100/97 = 1.030 1.030 X 91 = 93.73 (93.73 c'est la nouvelle valeur de E Step à saisir en ligne de commande) M92 E93.73 M500 (pour enregistrer cette valeur dans l'Eprom !) Ce paramètre pour tous les axes est enregistré avec M500 et chargé avec M501. M502 réinitialise les pas par unité pour tous les axes ... Nota : les valeurs E step sont communes à E1 et E2 bien vérifier que cette valeur est enregistrée dans E Steps dans le menu..1 point
-
Salut @Titeuf49fr, Suite à des tests sur une Ender 3 V2, j'ai constaté des soucis au niveau du palpage du plateau lorsqu'on utilise l'UBL. C'est probablement dû à ma méconnaissance de ce principe de correction. Je te propose donc une nouvelle version du firmware qui utilise la correction ABL, largement plus répandue. La mise en oeuvre est différente de l'UBL (différente de la video de JSTech). Pour appliquer la correction ABL, tu as 2 solutions: 1- palper ton plateau à chaque début d'impression (long et probablement inutile): après le G28 de ton GCode de démarrage tu tapes G29 2- tu palpes ton plateau et tu enregistres le résultat (préférable et à refaire en cas de nivellement suspect): avant d'imprimer, tu envoies: G28 puis G29. Tu sauvegardes le nivellement avec la commande M500. Cette manip peut également s'automatiser en imprimant ce fichier: SauveMatrice.gcode . Ensuite, dans le Gcode de démarrage, après la ligne G28, tu tapes M420 S1. Si tu veux que le nivellement s'estompe après 2mm de haut, tu tapes M420 S1 Z2 NOTA: au passage, j'ai mis le linear advance à 0 pour t'éviter d'ajouter un M900 K0 dans le Gcode de démarrage1 point
-
Ok @Mael20 il suffit d'aller dans le menu setting et de décocher l'option Eco Mode et le problème est réglé. a+1 point
-
Salutation et bienvenu sur le forum. (Créer un nouveau sujet aurais surement permis d'avoir plus d'avis.) Je n'ai pas de Tenlog. Mais peut être simplement faut t'il désactiver une histoire de "mode eco" dans un des menu ?1 point
-
Bonjour a tous Grace a vos conseil j ai réussi a faire le test du bateau merci encore


 1 point
1 point -
hello pour le règlage des roues du Y il y a des excentriques à règler avec la clé fournie bien sure on peut règler l'extrudeur avec M92 E... puis M500 as-tu imprimer les 2 pièces démo de la clé USB? ça devrait fonctionner. pour les impressions à partir d'un slicer as-tu chargé le bon profil pour cette imprimante. tu peux aussi voir le site https://docarti.fr/ si c'est pas déjà fait1 point
-
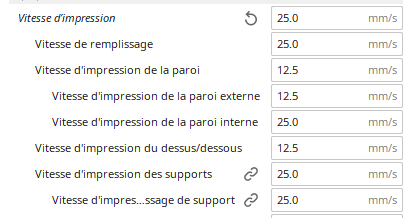
Perso pour de l'ABS j'utilise des couches de 0,1mm voire 0,06mm (plus les couches sont fines et moins ça délamine) et les réglages suivants C'est lent hein ? Mais en général les vitesses indiquées sur les bobines sont des vitesses "vraiment maximum", il vaut mieux viser très en dessous si on cherche à optimiser la qualité et surtout l'absence de délamination Pour la température, je mets le milieu de la plage indiquée sur la bobine (ça change d'une référence d'ABS à l'autre : la bobine que j'ai actuellement indique 220-250°C, je mets 235°C - un peu plus pour la première couche pour améliorer l'adhésion au plateau) et strictement aucune ventilation Plateau autour de 100° à 110° quand j'étais sur une vitre dépolie mais maintenant que j'imprime sur du PEI je suis descendu à 85° c'est amplement suffisant (sinon avec de la colle bâton sur la vitre, le 70° va pas trop mal... mais ça ne vaut pas le PEI) Bien entendu le caisson est fermé étanche (atmosphère mesurée entre 32° et 40° selon les endroits où je mets la sonde) Le résultat est top... mais les impressions sont trèèèèès longues 54h pour la dernière c'est mon record Ah oui tiens... j'ai lu quelque part qu'il peut être intéressant de faire croire à CURA que tu utilises des buses de taille légèrement inférieure à la réalité (Ø 0,38mm au lieu de Ø 0,4mm), ceci a pour effet de faire un micro-chevauchement en lisière des couches de même niveau et réduit la délamination... J'ai retenu l'idée mais j'ai pas encore essayé. Je pense aussi que si on fait ça il faudra compenser la quantité d'ABS fournie pour assurer le vrai débit nécessaire pour une buse de 0,4 donc mettre un débit autour de 105% Mais là faudrait faire des essais
 1 point
1 point -
y'a plusieurs sujets là dessus sur le fofo. Mais oui tu fais une marque a 120mm entrée de l'extrudeur (en débranchant le PTFE de l'extrudeur et retirant le filament de labuse). Penses a mettre en chauffe quand même sinon l'extrudeur refusera de tourner. Puis tu demandes de pousser 100mm et tu mesures il doit te rester 20mm à l'entrée de l'extrudeur. Si ce n'est pas le cas alors tu prends la valeur step actuelle de la machine et par rapport a ton résultat t'appliques un calcul (je ne le fais plus depuis longtemps donc pas retenu désolé ^^). Si tu dois changer la valeur refais le test et ne pas oublier d'enregistrer le nouveau step en mémoire1 point
-
Si tu imprimes à partir du PC et pronter face pense à desactiver toutes les mises en veille de l'ordi. Afin de ne pas bloquer l'impression. Tu es en direct drive, sous Cura, Retraction vers 1 à 1.5 mm, pas plus de deux mm.1 point
-
J'ouvre une autre piste, un PLA qui a prit l'humidité ? (passage au four max 40/45° pendant 2/3h1 point
-
Le M106 fait bien tourner le ventilateur de côté. Le renommage du bios avec "_b" n'a rien fait de plus. J'ai donc voulu essayer d'imprimer à partir du PC en exploitant le port micro-usb. J'ai pu faire la calibration du plateau à l'aide de Pronterface. La version "maison" de Cura (Creality Print) n'arrivait pas à dialoguer avec l'imprimante (je n'avais qu'un message régulier "recv time xx:xx:xx" avec une heure incorrecte, mais un retour de température à 0°, et les commandes que j'entrais ne réagissaient pas. J'ai même eu droit à un message d'erreur en Kanji). J'ai par contre exporté le gcode, que j'ai pu envoyer directement à l'imprimante via Pronterface, et l'impression a réussi. J'en conclus donc pour le moment que la partie "lecture de carte SD" est HS probablement suite à défaut d'alimentation qui a tué soit l'écran, soit la partie de la carte-mère qui gère l'écran. Je ne sais donc toujours pas si c'est l'écran ou la carte-mère (ou les 2 ?) qui est défectueux, mais je suis en mesure d'imprimer grâce à vous. J'attends de faire un peu plus d'impressions pour voir si la carte mère "finit de mourir" (auquel cas je changerai la carte-mère), ou non (auquel cas je changerai l'écran), en utilisant Pronterface pour l'impression. Merci infiniment pour votre temps, votre aide et vos éclaircissements.1 point
-
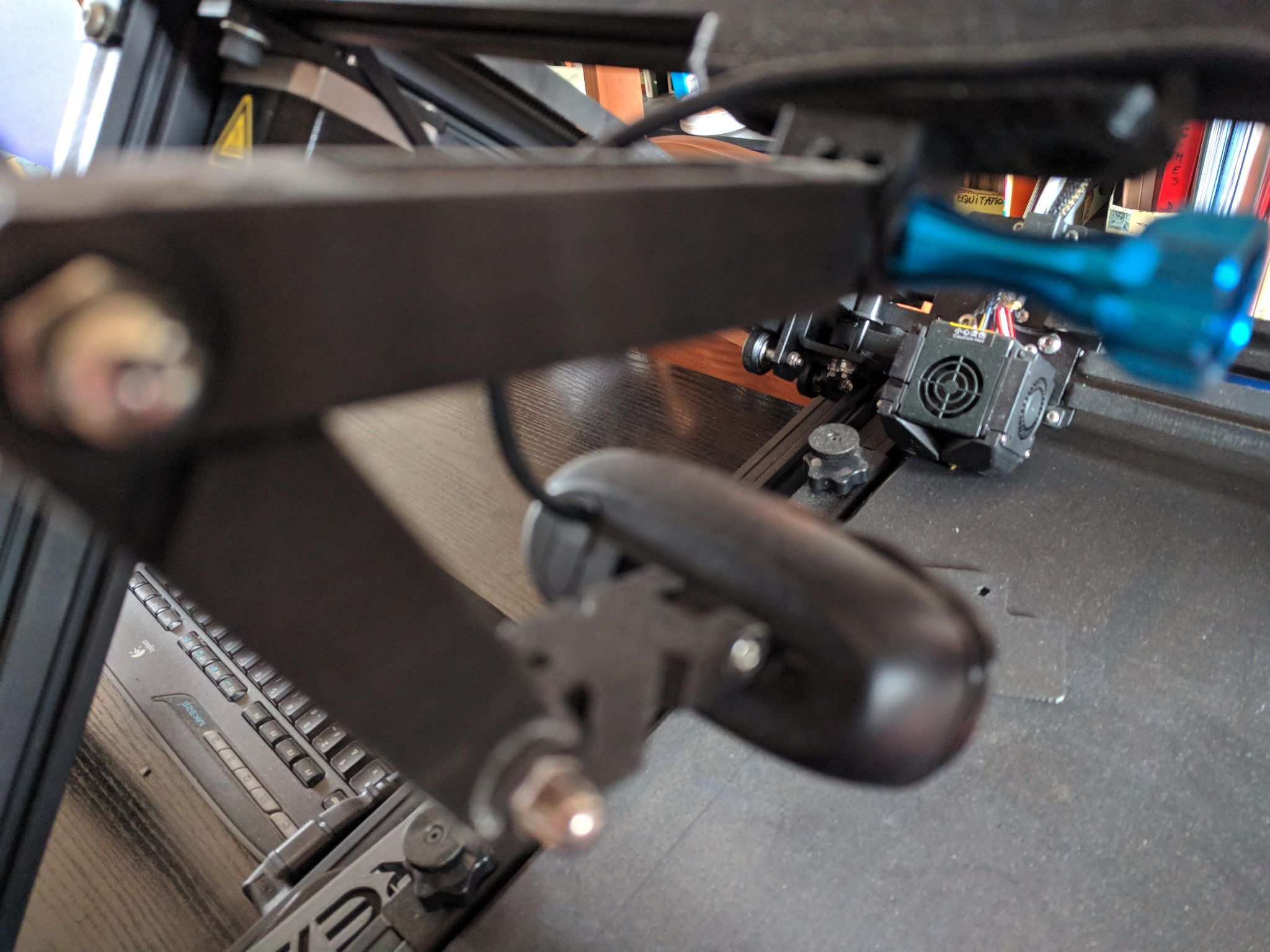
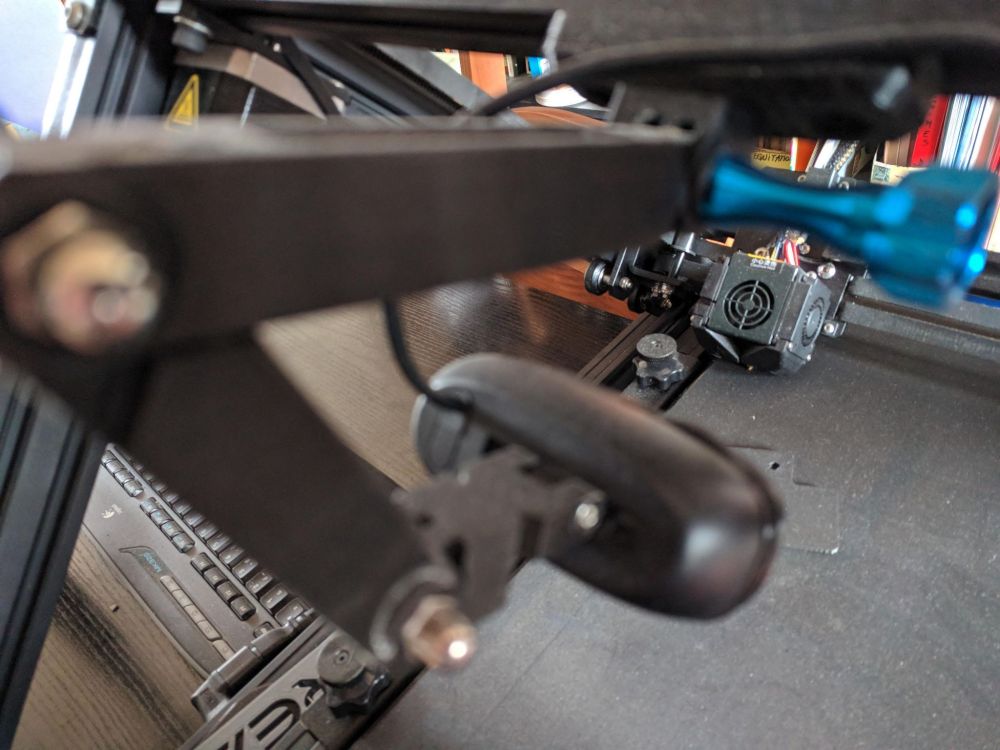
Pour mes Logitech C270, j'avais utilisé des modèles trouvés sur Thingiverse et des bras genre GoPro (une foultitude de modèles existent), c'est assez efficace. La seule «contrainte» est de démonter la coque originelle et de la remplacer. Exemple pour la CR30 : La CR10 V2 : Pour les Papalook, c'est le même principe mais je n'ai pas de photos actuellement (pour la Ender3 S1, j'ai fait un support qui se «clipse» du côté du tendeur de l'axe X, les vues sont prises de côté).
 1 point
1 point -
Concernant le ventilateur PWM sur k-fan1, celui qui refroidit le filament en cours d'impression, c'est normal. Il souffle en gros sur le bas de la buse. La vitesse de ventilation est réglable (PWM), normalement vois dans CURA on le met à 0 pour la première couche (Adhérence de celle-ci ) Pour le PLA on le met à pleine vitesse progressivement vers la 5ième -6 couches. Dans CURA le réglage c'est de 0 à 100%, si tu as accès à ce ventilateur dans le menu control, c'est de 0 à 255. Tu dois avoir un gcode pour l'activer, l'arrêter avec pronterface. M106 (active 100%), M107 (off), si tu fais M106 S128 il doit être à 50% PS si tu fais du PETG v max de ce dernier de 20 à 30% ( ou équivalent 100%=255)1 point
-
Je la sens bien!1 point
-
@Idealnight, vu ce que tout le monde me dit ce n'est pas normal d'avoir que 3 ressorts sur le plateau, ce que je trouve logique aussi, mais pas de chance pour moi, l'imprimante m'as été livrée tel quel, le plateau déjà monté et aucun ressort de fournis dans les sachets, donc sur le coup, vu que c'était du coté de l'alimentation de la plaque je me suis pas trop inquiété et me suis dit que c'etait normal . Donc, pas le choix quitte a racheté des ressorts j'ai donc pris le kit que tu peut voir avec le lien un peut plus haut qui et est fournis avec des ressort plus (rigide), les fameux plots en silicone ainsi que de nouvelle molette et j'ai profité tant que j'y était, j'ai acheté le CR-touch (pas indispensable mais au moins je l'aurai déjà) donc voilà pour les nouvelles, réception du matos demain et montage surement vendredi, donc je vous redit quoi après Et un grand merci a vous pour votre aide c'est sympa1 point
-
Le capot ne les filtre pas ?? ( Edit : "tube fluorescent" et non "néon", mes excuses pour l'erreur. ) Si le capot joue bien sont rôle pour filtrer les UV. Mais comme j'avais mi cette lampe juste a coté, faisceaux de lumière directement orienté vers l'imprimante pour bien voir et que j'avais pris mon temps avant de remettre le capot après une impression ( le temps, tranquillement d'enlever le plateau, détacher l'impression du plateau et remettre le plateau ... tien c'est bizarre, il y a un reflet de surface pas habituel, sur le dessus du réservoirs de résine, un peux comme quand on chauffe du lait et que de la peau commence a apparaître ), j'ai obtenus une belle pellicule de résine en cours de durcissement.


 1 point
1 point -
Un conseil il y'a une méthode pour régler les step de l'extrudeur car c'est propre a chaque machine si tu veux une bonne précision. Je te conseille de faire la procédure de réglage via le test de calcul des 100mm bien connu1 point
-
Le filament était bloqué, pour faire simple, il ne se déroulait pas comme prévu1 point
-
Merci beaucoup pour votre réponse je vais essayer et je vous redis tout Merci beaucoup !! Je vais essayer de baisser alors, je vous tien au courant. Merci beaucoup pour votre réponse je vais essayer de changer quelque paramètre1 point
-
Bien vu @hyoti, il faut bien entendu avoir les 4 ressorts aux 4 angles sinon tu as un angle non réglable. Ne rachète pas de nouveau ressort, testes avec les 4 ressorts d'origine et si tu veux changer je réfléchirai plutôt a choisir des plots silicone bien mieux que des ressorts1 point
-
Et ce n'est absolument pas normal d'utiliser que 3 ressorts : tu dois en avoir un à chaque angle. C'est probablement la cause de tes soucis.1 point
-
Salutation ! Je n'ai encore jamais imprimé ce filament, quand je regarde les informations sur https://www.formfutura.com/shop/product/python-flex-2835?category=464 Il semble qu'il faut augmenter le débit et que la vitesse utilisé se trouve trop élevé pour cette température d'impression. Pense bien a protéger de l'humidité ta bobine. Tiens nous au jus !1 point
-
Bonsoir @heretic Sur ta photo ci-après, on ne voit pas le ressort ? soit il n'ya en pas dans ce coin ou il est ultracompressé (bon cela peut-être aussi l'angle de la prise de vue) Les ressorts d'origine sur les ender 3 (3, pro et v2) sont très moyens comme qualité et ne supportent d'être trop compressés (déformation inélastique) et pas assez serrés ils n'appuient pas beaucoup. repars en position intermédiaire quitte à monter ou baisser la position du Z-endstop. Tu trouves chez les fournisseurs 3D ou AMZ des ressorts jaune orange qui ont une gamme élastique plus importante et qui permettent un réglage plus aisé des quatre coins.
 1 point
1 point -
@Motard Geek c'est fait avec plaisir. Je pense encore mettre des informations sur le "Wash & Cure 2.0", le trancheur fournis sur la clé USB "Photon WorkShop V2.1.29RC14", Des trucs et astuces glanés sur le groupe Facebook Anycubic Photon Ultra Support Group ( Comme le fait qu'il faut bien éteindre et rallumer la machine entre chaque impressions pour éviter de se retrouver avec certains bugs aléatoire d'impression si on les enchaînes. Que la clé fournis n'est pas de très bonne qualité et peut créer des problèmes lors d'une impression, Machine non compatible avec les clés USB 3.0 ... ) un résumé de ce que j'ai appris en SLA ( mes erreurs de débutant : Comme, ne pas mettre une lampe a néon tube fluorescent a coté de la machine, car un néon tube fluorescent émet des UV ( Edit : merci @stef_ladefense pour la correction ) ... ) et quand j'aurais fini mes 1kg de résine "Anycubic Translucent UV resin" Green , des photos de ce que donne la "Anycubic DLP Craftsman Resin" Grey. Mais par peur d'introduire des poussières ou de l’abîmer, je ne vais pas ouvrir la Photon Ultra. Donc il n'y aura pas, pour le moment, de photos des composants a l'intérieur. ( Car je n'ai pas un environnement sans poussières et il y a une sorte de filtre anti-poussières sur les aérations : )
 1 point
1 point -
a vérifier mais donne une idée du truc https://www.tomshardware.com/news/artec-sues-creality-cr-scan-lizard1 point
-
Le lien que tu avais mis dans ton premier post sur KickS https://www.kickstarter.com/projects/3dprintmill/creality-cr-scan-lizard-capturing-fine-details-of-view
 1 point
1 point -
donc montage du E3D Revo Voron et c'est top !1 point
-
Merci pour toutes ces infos. J'avoue être débutant et ne pas tout comprendre, surtout les termes, mais à force de tutos ça avance. Dommage qu'il n'y ai plus grand monde avec des A10M et 20M.1 point
-
Produit a vitre a éviter a tout prix... J'ai également un PEI lisse et texturé et cela n'a aucunement besoin d'artifice tel qu'un radeau, colle ou autre... Si ça ne colle pas c'est que le problème est ailleurs (entre la chaise et la machine ^^), donc bien contrôler le réglage buse/bed, réglage de l'extrudeur, le nettoyage au liquide vaisselle et alcool isopro comme préconisé par @Savate...1 point
-
En tous cas bravo Je ne sais pas pour la rapidité d'impression et la solidité mais la qualité semble être là @+ JC1 point
-
si la tête n'a pas de jeu, le plateau n'a pas de jeu et le portique des X est correctement réglé (jeu et horizontalité) : ce n'est pas possible1 point
-
Oh oui, un petit kamasoutra ... Par devant, par dessus, par dessous, par derrière, etc ...1 point
-
Bonjour, @hcl28 @fran6p @PPAC @mich0111 voici une idée pour surveiller les impressions à moindre cout avec une Webcam à petit prix ! J'ai acheté chez ACTION une Webcam de marque Trust résolution 640x480 avec un câble de 1.70m en USB comportant un potentiomètre pour régler l'éclairage dans une enclosure. (la caméra comporte 6 Leds d'éclairage) C'est largement suffisant pour surveiller à distance l'impression en cours; le focus est réglable. Livré avec un pied adaptable sur une surface plane ou la possibilité d'accroche avec le pied transformable. L'essai est concluant c'est du plug en play. (conclusion ce n'est pas adapté pour Octolapse bien entendu !) le lien qui explique tout la Webcam TRUST à j'oubliai le prix 3.49€ a+1 point
-
À partir du moment ou tu installe un écran Touch, ce n'est plus une Ender 3 Pro que tu as, mais une Ender 3 V2 avec BLTouch.1 point
-
Bon on fera des tests, me doutait que se ne serait pas aussi simple sur celle-ci ^^. La réglage de l'extrudeur n'est pas un problème, la rotation des moteurs c'est plus problématique lol1 point
-
Effectivement, ce sujet REDDIT parle de ces fameuses lettres RC. Du coup, voici un firmware basé sur ce microcontrôleur. Attention, la valeur des pas/mm de l'extrudeur est probablement fausse. Il faudra bien veiller à vérifier le sens de rotation des moteurs et calibrer l'extrudeur. firmwareV1_V4.2.2RC.bin EDIT: j'ai utilisé les sources de Jyers. Le S-Curve Acceleration n'était pas activé, par contre le Linear advanced (ou Linear Pressure Control) l'était et sa valeur était de 0.22. Dans un 1er temps, il faudrait peut-être ajouter un M900 K0 dans le Gcode de démarrage (ou utiliser l'extension dans Cura) pour ne pas prendre en compte ce paramètre. Lorsque le firmware sera complètement validé, je fournirai les fichiers de configuration1 point