Classement




Contenu populaire
Contenu avec la plus haute réputation dans 07/05/2022 dans Messages
-
J'ai essayé mais ça ne fonctionne pas avec des cartes ⩾ 32 Go. C'est en dehors des spécifications de la «norme» SD.2 points
-
Le sujet a déjà été abordé oui, et si on fait ça, on va louper des ventes qui pourraient potentiellement intéresser des membres actifs2 points
-
6 ans après2 points
-
C'est une version plus sexy que les fichier Marlin ?2 points
-
Je suis assez d'accord pour laisser la section Ventes ouverte. De plus dans ce cas on peut "vérifier" la réputation du vendeur sur le site du boncoin Pour en revenir aux pièces proposées aucune ne m'intéresse @+ JC1 point
-
bonjour j'espère que vous allez la recevoir bientôt !! je suis curieux de lire vos commentaires ce qui m'intrigue le plus c'est leur système de fixation du plateau avec ces 4 tiges comme le dit @Curlybis et surtout les 4vis avec ressort pour régler le plateau avec la vis central pour accrocher le plateau a la potence tu est bon pour refaire le réglage du plateau à chaque utilisation ... quand pensez vous ?1 point
-
@Superpat Je n'ai plus les fichiers de la version 2.0.9.1, mais je t'envoi la totalité du répertoire avec les fichiers requis pour compiler Marlin 2.0.9.3 pour ta Ender 3. Ce que tu cherches est dans le fichier configuration.h, à la ligne 1360. P.S. En revisitant tes posts précédents, je crois que ton BLTouch est branché sur le ZEndstop. Dans les fichiers que je joins, je prends pour acquis que le BLTouch est raccordé au ports 5 broche. Si tu veux garder ta config matérielle actuelle, commente la ligne 1059 du fichier configuration.h. SuperPat.zip1 point
-
J'ai également reçu le mail! On n'a jamais été aussi proche du but! En espérant recevoir une machine parfaitement fonctionnelle et qu'il n'y ait pas de problème dû à la précipitation de la fabrication et de l'expédition. Lorsque j'ai réceptionné ma Phenom, c'était comme ça:
 1 point
1 point -
pour bien faire il faudrait faire une mesure avec un palmer ( précision 0.004mm) le problème de faire l'ajustement directement dans le vat est que tu n'as pas de jeu pour faire glisser le vat pour voir si tu ne coince pas trop le vat . à mes débuts on prenait une feuille a4 de 80g on la coinçait sous le plateau de façon à ce qu'elle glisse un peu (comme sur les fdm) et puis on ajustait le temps d'exposition des premières couches pour compenser la hauteur plus ou moins bâtarde de la première couche . maintenant on est dans l'ultra précision et dans le plug and play . dommage! c'est toujours bien d'apprendre de ses propres expériences et de ses échecs.1 point
-
Salutation Pour avoir une idée des temps d'exposition a utiliser https://www.elegoo.com/blogs/3d-printer-user-guide/elegoo-printers-resin-setting-sheet Peut tu préciser si tu a quelque chose qui adhère au plateau (et que finalement c'est les supports qui ne jouent pas bien leur rôle car insuffisant ou trop fin ) ? Edit : Sinon avec UVToos https://github.com/sn4k3/UVtools/releases tu peux normalement ouvrir les fichiers d'impression fournis pour y retrouver les paramètres d'impressions.1 point
-
sur le site d'elegoo le fep qui est vendu pour une saturn serait de 0.15mm d'épaisseur donc le carton de calibration devrait être de 0.20 mm d'épaisseur environ.1 point
-
Effectivement et mon correcteur ne connaît qu’elle1 point
-
Les cartes fournis sont souvent de mauvaise qualité, en changer. Sinon tu n'avais pas un fichier de test d'impression déjà tranché fournis sur la caret SD ? là si tu fait de la gravure sur le plateau avec la buse, ...c'est pas top ... et je serais d'avis ( due aux dégâts buse et plateau ) de demander un échange au SAV. Mais si c'est pas un problème de "gravure" alors on va commencer par via l’écran de l'imprimante vérifier si un "Home", un "Leveling" et des demande de déplacements sont cohérent. ( coordonné X, Y , Z affiché et réel bien cohérente avec se qui a était demandé comme déplacement après un Home ) Edit : cherche sur le forum X2 et CRTouch ex https://www.google.com/search?q=site%3Awww.lesimprimantes3d.fr%2Fforum+X2+CRTouch , car il semble que se soit souvent un problème sur ses machines. Sinon, oui, tu semble avoir une distance buse < > plateau bien trop faible pour la couche initial. Une histoire de Z offset a ajuster. Pour illustrer une belle couche initial1 point
-
Alors surtout ne pas perforer les cartes SD (même si parfois ça démange ) il paraît qu'elles marchent moins bien après. Bienvenue à toi.1 point
-
Bonjour, Surtout pas malheureux ! Le G28 permet à ta machine de savoir où est ta buse. Pour cela, elle va faire un auto-home des 3 axes X, Y et Z. Si tu ne le fais pas, c'est la position de ta buse à l'allumage de la machine qui sera prise pour X=Y=Z=0 ce qui n'est très probablement pas le cas. Si X et Y vont "seulement" décaler ta pièce sur le plateau (avec fort risque de débordement), pour le Z cela va te faire imprimer dans le vide car on est très généralement pas à Z=0 au démarrage (c'est même déconseiller d'éteindre une machine avec Z=0 pour ne pas risquer de rayer le bed). Par contre le G28 réinitialise le mesh du levelling : donc après un G28, soit on fait un G29 pour refaire le levelling, soit on rappelle celui stocké dans l'EEPROM avec un M420 S ou M420 S1.1 point
-
Bonsoir @ydemenage Dur dur, mais j’espère que cela ira mieux. J'ai trouvé ici quelques info concernant l'impression avec une SATURN Peut être à regarder en attendant de retourner dans le garage. A bientôt du Sud Est Re, un autre bien expliqué pour la forme:1 point
-
J'y songerait aller un peu plus de rouge mod fait : Pin Mod GE5C EGLM IGUS remplacement de toutes les poulies par des gates noir x/y/z/tendeurz installation des backers et enfin pris le temps de monté tous les skirt il me reste a faire du cable management en bas, car c'est la guerre voila voila J'ai reçus des pcb pour que ca soit plus propre derrier le stealthburner, mais je fait faire comme tout le monde le Canbus (on m'a trop chauffer)1 point
-
Je viens de faire l'essai et ça fonctionne : M23 NomDuFichier puis M24. Il faut respecter le libellé exact du nom du fichier et de l'extension qui apparait lorsque tu interroges le contenu de la carte avec le bouton SD1 point
-
Je signe et persiste que c'est sur que t'as un problème mécanique, le coupleur comme le dit @pommeverte, du jeu dans la tête d'impression (comme je te l'ai dis je démonterai le cache vérifierai les vis et contrôlerai que la tête soit bien droite), du jeu dans le bed ou un excentrique quelconque. La partie mécanique vient avant celle logicielle et pour cette dernière à mon avis c'est tout bon pour toi1 point
-
bin perso je préfère ce genre de collier1 point
-
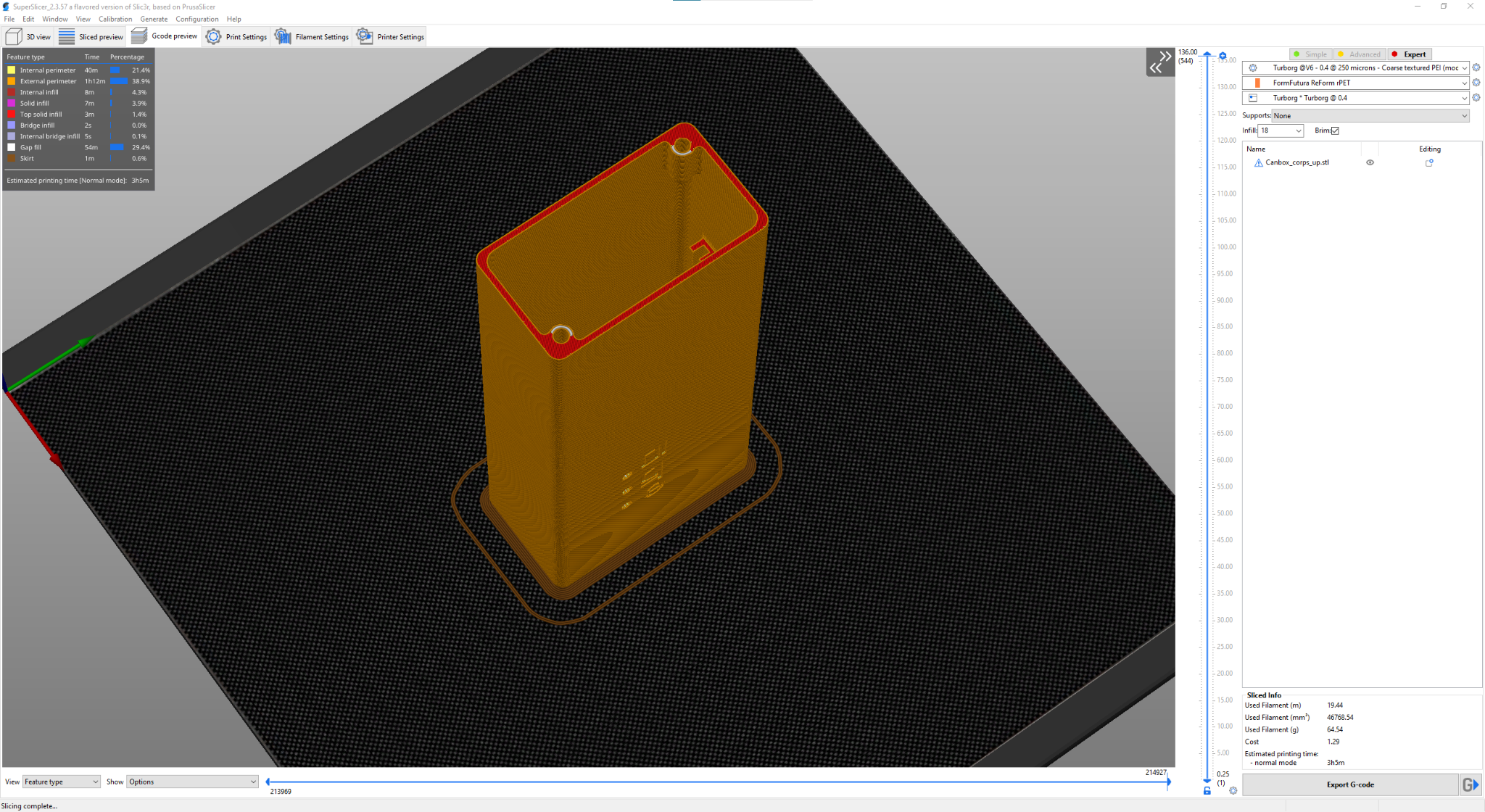
Hello ! La quantité de filament utilisée va dépendre de la taille de l'objet (normal), et aussi du nombre de périmètres, de couches solides, et du taux de remplissage. Comme tu vois, sous SuperSlicer avec mes réglages (250 microns/couche, 2-3 périmètres, couches de remplissage solide sur 1mm, 18% de remplissage "à motif"), on est environ à 20m de filament. Ça ne représente qu'environ 6% d'une bobine de 1kg (plus ou moins 330m). Environ 7% avec 23m, en utilisant l'estimation de Cura que tu as fournie. Ça me semble tout à fait dans les clous, il n'y a pas à s'inquiéter.
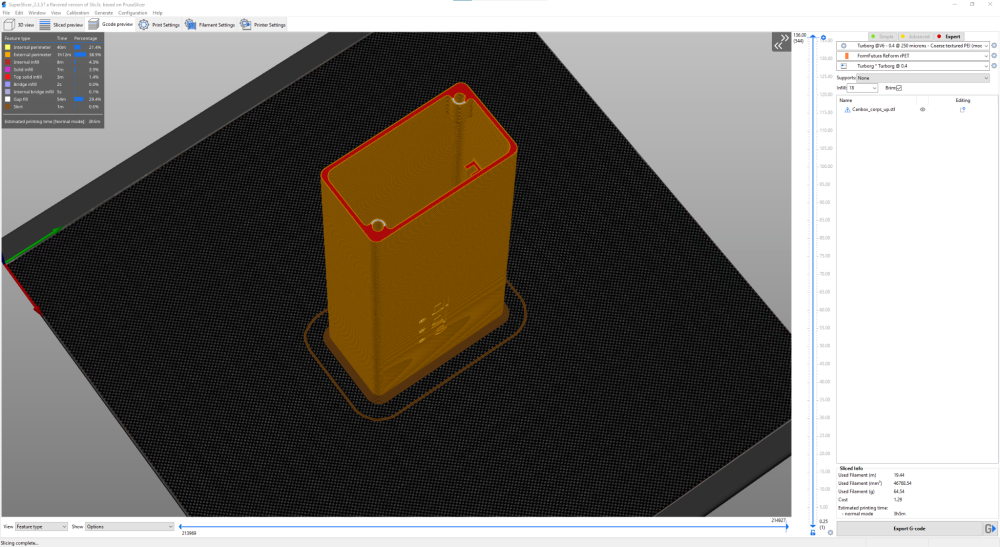 1 point
1 point -
Preuve que ton post est dynamique.1 point
-
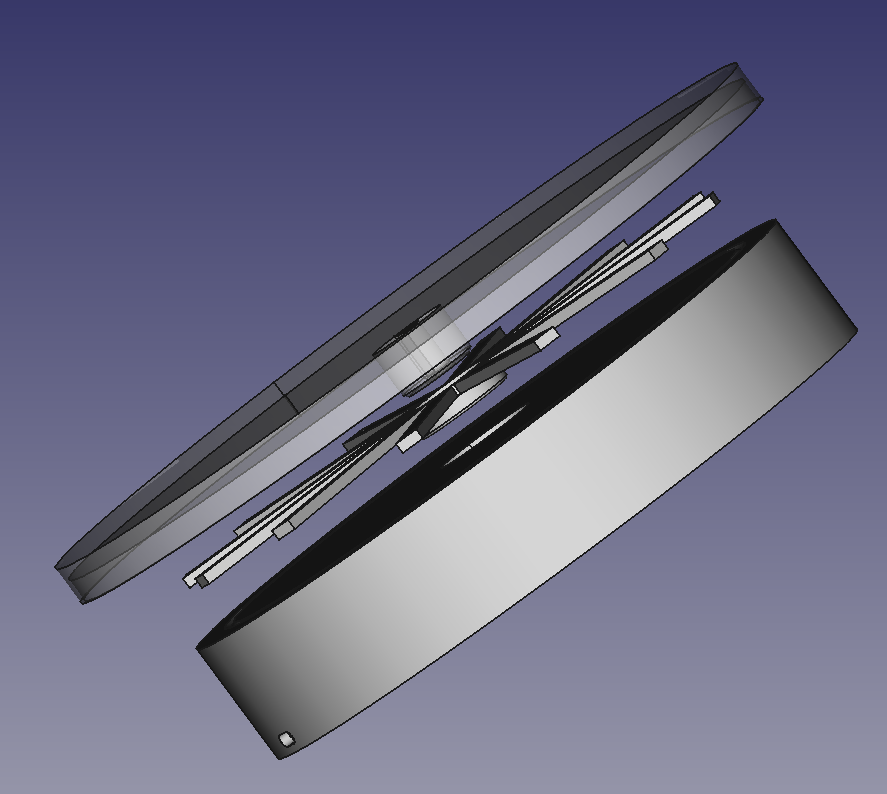
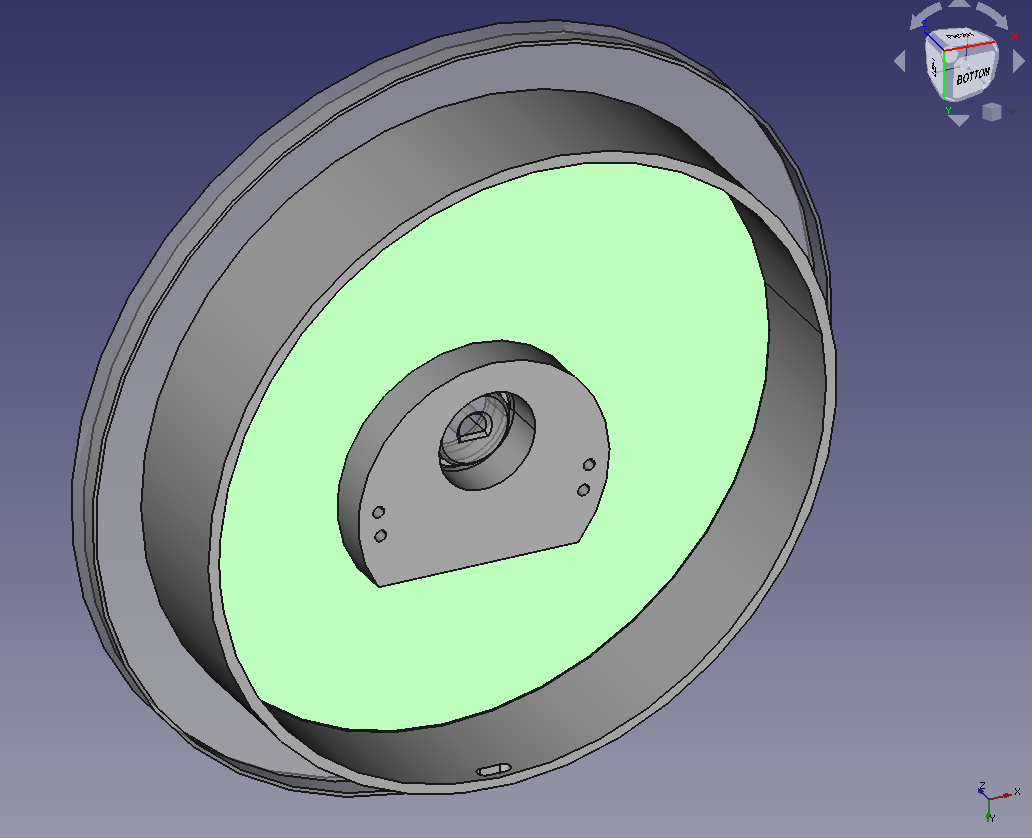
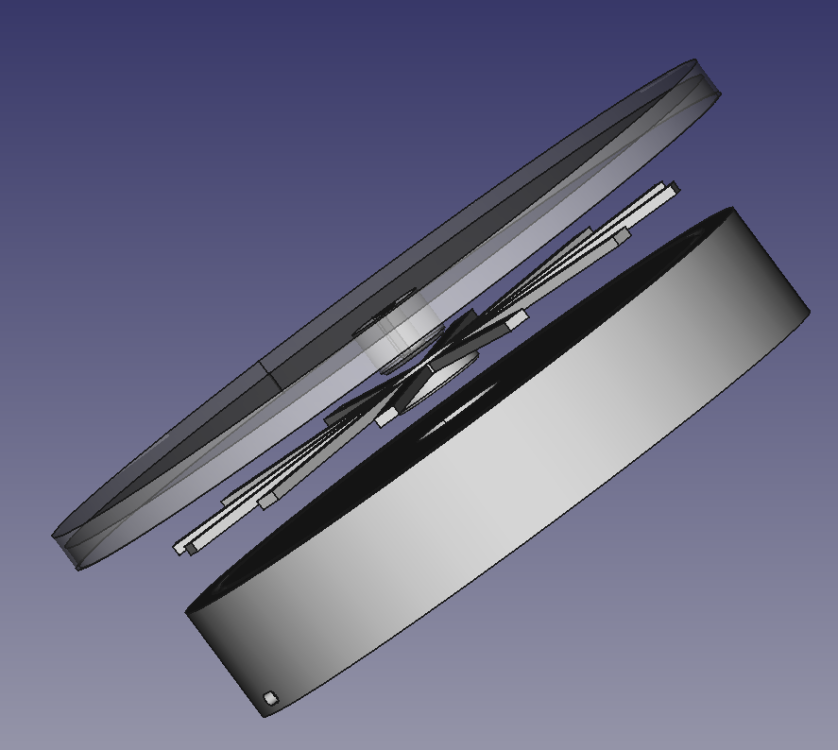
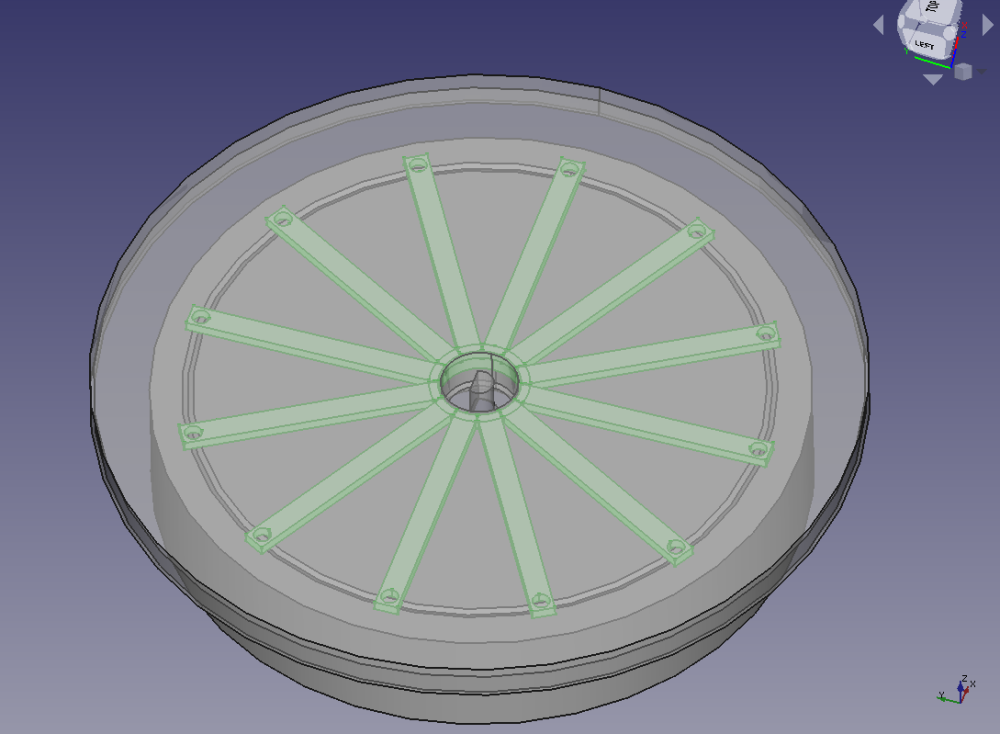
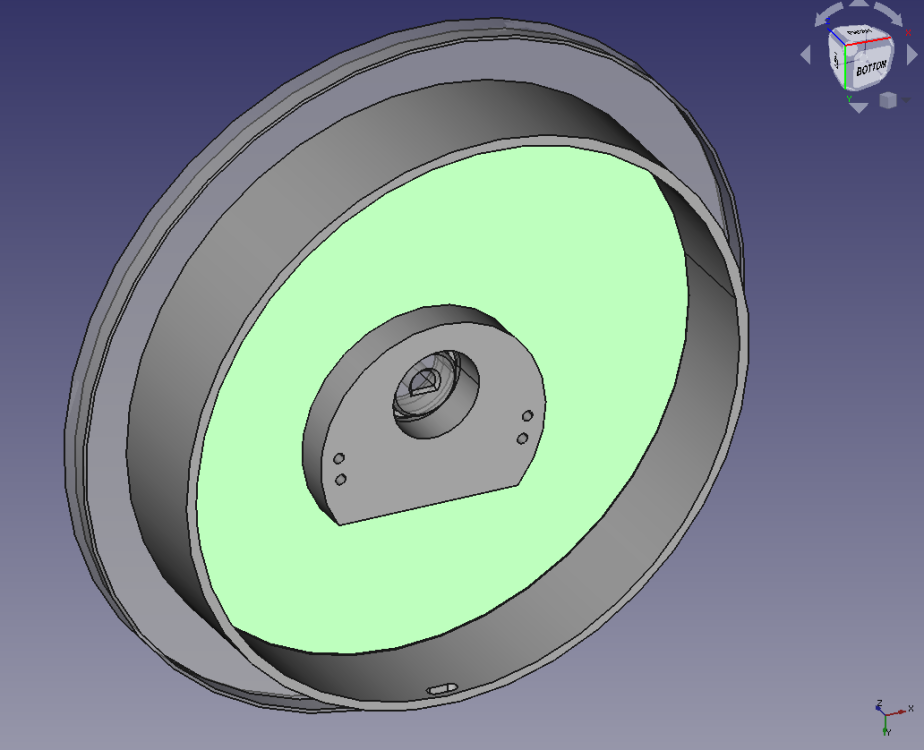
J'ai réalisé sous Freecad un plateau tournant basique pour mes modèles réduits. La conception se devait d'être simple et économique donc pas de moteur avec réducteur, d'arduino, de batterie Lithium-ion. J'ai retenu un moteur de plateau tournant pour four à micro-onde et ai conçu une roulement à bille basique pour rendre la rotation fluide. Le tout est recouvert d'un miroir rond. J'ai utilisé un modèle de 20 cm de diamètre pour le prototype. Un modèle plus grand, de 30cm de diamètre sera plus adapté aux miniatures à l’échelle 1/18. J'en ai profité pour me former à l'approche paramétrique de la conception Freecad de telle sorte que ce plateau peut très facilement être adapté pour les modèles réduits plus petits (1/43) comme plus grand (1/12). Place aux images du prototype 01 rotonde-720p.m4v




 1 point
1 point -
Je n'utilise pas CURA mais IDEAMAKER. Mais il y a surement les mêmes fonctions dans les deux. Et notamment les fonctions qui s'appelle dans Ideamaker Cabotage (en mm) et Essuyage (en mm). La première donne une distance qui ordonne à l'extrudeur d'arrêter d'extruder avant la fin du parcours. Par exemple si je mets 2mm, l'extrusion s'arrête 2mm avant la fin du parcours (pour éviter les bavures et autre stringing) et on compte sur le reste de filament qui va sortir pour finir le parcours. Mais ça peut être contre productif si ton filament et ton imprimante sont trés réactif sur la rétractation, car l'extrusion peut se stopper quasi instantanément et du coup tu n'imprime plus sur les fameux 2mm. La seconde option (essuyage) c'est que l'on demande à la buse de continuer son parcours en fin de périmètre sur une certaine distance. Par exemple, si je mets 1mm, la buse va faire son périmètre complet puis 1mm de plus en repassant sur son début de périmètre. Comme l'extrusion est terminé ça ne sert qu'à essuyer la buse avant de partir ailleurs. Les deux options peuvent être combinées. Ca peut être trés puissant pour améliorer la qualité d'impression, mais suivant le filament que tu utilise et ton imprimante ça nécessite beaucoup de réglage pour est positif. Un mauvais réglage peut être négatif en terme de qualité. Peut-être que par défaut ou par erreur ces paramètres ne sont pas bien réglés dans ton CURA... Je dis ça car on dirait que tes parcours en sont pas complets !1 point