Classement




Contenu populaire
Contenu avec la plus haute réputation dans 10/06/2022 Dans tous les contenus
-
Je me demande combien de millisecondes cela va prendre a @Savate pour trouver ( en même temps j'ai tellement vendu la mèche ) environ 55kg.
 6 points
6 points -
Il ne sera pas le seul Livrée sur mon lieu de travail. L'arrivée à la maison ne se fera vraiment que demain matin.


 3 points
3 points -
ENFIN, C'EST FAIT. Après une année d'attente et de réflexion, je viens de passer commande de la Mega 8K avec le Cure Mega UV. Maintenant qu'elle est facilement trouvable et surtout que je suis allé la voir fonctionner chez des collègues qui lui ont déjà mis 800 heures d'impression dans le bac sans le moindre soucis, je me suis enfin décidé. Je l'ai commandée chez 3DPartnerShop en Pologne.3 points
-
Bonjour, @fran6p @Savate @Motard Geek Voici le TP de la journée afin un ouvrage intéressant une petite maison pour les oiseaux. Nichoir sympa ! La découpe est réalisée dans du contreplaqué de 5 mm. (pas évident à découper je voudrai éviter des coupes charbonnées ) Les premières observation pour obtenir des découpes de qualité dans du CP de 5mm. (avec un laser de 10W) Faire un calibrage de découpe pour couper proprement. les paramètres Vitesse 250 puissance 100% 4 passes, report de découpe de +0.12mm (le trait de scie pour avoir un minium de jeux dans les assemblages découpés) -Premier défaut à gauche la découpe est propre et net, à l'extrême droite c'est la cata bois brûlé La raison le contre plaqué est bombé et relève d'un coté ! -Vérification de la distance focale réduite de 5mm au lieu de 7 mm distance proposée par le constructeur ... - Vérification du plan // par rapport au portique et à la sole supportant le contre plaqué écart de 0.65° -Remède j'ai placé une petite cale de 1mm pour corriger l'erreur de plan (résultat écart de 0.05° c'est tolérable) Nouveau test de découpe c'est parfait; mais il faut bien plaquer les angles qui rebiquent afin que le panneau de bois soit au contact de la sole ! Nota : j'utilise des barres en plomb pour aplatir les angles qui relèvent (c'est la bonne solution en attendant des aimants puissants pour assurer ce maintient) La découpe du contre plaqué de 2.5mm est un jeu d'enfant aucun soucis c'est parfait. J'ai remarqué une dispersion de coupe dans du CP de 5mm la densité est très variable avec parfois des adhérences de coupes inexpliquées je suis bien content de l'enclosure avec l'aspirateur de fumées c'est très efficace. Voilà mon retour d'expérience j'apprends beaucoup c'est l'essentiel et c'est amusant en plus çà occupe. a+ Les prochains travaux inclure un éclairage LED interne dans l'enclosure avec un câblage soigné et fixation adaptée de la caméra.
 3 points
3 points -
Ce matin, en partant au travail, je croise un camion DPD. J'appelle mon père pour le prévenir et il part direction chez moi. Il y a passé plus d'une heure, rien. Il y est retourné en début d'après midi, toujours rien... Peu de temps après, je reçois un appel du transporteur me demande où c'est situé là où j'habite. Il me dit cash que ca l'emmerde parce que ça lui fait faire un détour ( mais what?) Du coup, je lui demande où il va après et il me répond le nom de la commune d'à coté de là ou je bosse. Il est ok pour venir me la livrer au boulot. En plus, j'ai un chariot pour la sortir, c'est parfait. Au fait, c'était pas du tout un camion DPD ... Fin d'après midi, mon père vient avec son camion (un poil plus petit) et hop, c'est chargé! Mais père pas dispo ce soir pour décharger, donc, ça sera demain matin! L'essentiel, c'est qu'elle est là! Je suis plus à un jour près pour la déballer


 2 points
2 points -
Juste un petit ajout : L'ABS supporte mal les UV (donc dans la voiture ce n'est pas formidable) 2 solutions : * Le peindre * Utiliser de l'ASA (qui - en plus - est censé être plus simple à imprimer que l'ABS)2 points
-
grillé par @jcjames_13009 J'en connais un qui va s'amuser ce weekend2 points
-
Tu n'as plus qu'à éditer ton profil maintenant Bon courage pour le montage !
 2 points
2 points -
C'était facile en effet J'aurais même pas la place de la stocker2 points
-
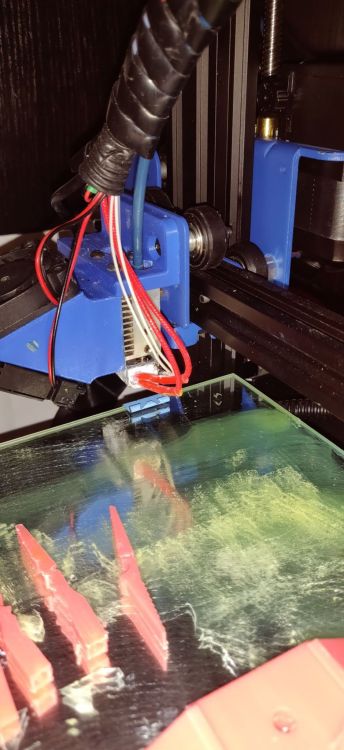
Si je vois la photo dans le bon sens, change la position de tes clips (pinces) qui fixe ta plaque sur le plateau, ta ligne de purge va passer dessus et la buse et la tête n'aimeront pas et positionne les parties chromées de la pince vers l'arrière, tu diminues ta surface imprimable.1 point
-
Perso, pour le PLA je prends de la colle à tube PVC .... ça colle immédiatement et le collage est très solide... Pour l'ABS, je récupère les chutes d'ABS que je mélange à de l'acétone très pâteux pour les assemblages et un autre assez liquide pour faire adhérer mes prints au plateau !1 point
-
Salut Colis prêt également Il y a donc 6 séries de 4 boites 26 portes téléphone (Il en manque 2 sur la photo) J'emballe ça correctement et je le dépose dans le week-end ou début de semaine @+ JC
 1 point
1 point -
Notre hebdo de l'#impression3D est en ligne avec de beaux projets Kickstarter, 2 cas d'usage avec Decathlon et Dassault Systèmes, une offre d'emploi chez Iconic et du #DIY ! https://www.lesimprimantes3d.fr/semaine-impression-3d-335-20220610/1 point
-
Tu as raison @jcjames_13009, c'est totalement anormal, inadmissible et insupportable. Je m'en vais de ce pas, appeler Bill Nelson afin qu'il s'explique. Plus sérieusement, j'ai du mal à comprendre comment on en arrive à nommer un Directeur de la NASA qui a 78 ans.1 point
-
Quoi il y a quelque chose ici que le grand professeur @divers ne connaît pas1 point
-
Mais ... J'ai pas le permis! Bon, j'ai quand même l'autorisation interne de la boite ^^1 point
-
Il va surtout te falloir une plus grande imprimante...1 point
-
Si en plus il faut le permis chariot élévateur pour faire de l'impression 3D comment voulez-vous que ça se démocratise Bon week-end à toi aussi @+ JC1 point
-
Je vous remercie tous les deux surtout pour la table des matériaux je vais me pencher sur le PETG qui a l'air pas mal si il fait 80°c dans ma voiture a nimes ça va chauffer pour vous aussi Merci1 point
-
Pour information la NASA existe, ce n'est pas de la SF (enfin il paraît ) Oui je m'envole et je sors ->1 point
-
Salut le sudiste C'est sur que le PLA ne tient pas à la chaleur. Il a une température de transition vitreuse de 60°C. Température à partir de laquelle il commence à se déformer sous l’effet de contraintes mécaniques, voire juste sous l’effet de son propre poids L'ABS lui supporte de plus fortes températures (température de transition vitreuse de 105°C) et est plus adapté au Sud de la France. En revanche il est plus contraignant à imprimer Température buse et plateau. Ta machine risque d'être un peu juste (Pas sur à 100% je ne la connais pas) Enceinte autour de l'imprimante pour maintenir la température et éviter les courants d'air Aération et extraction des émanations toxiques lors de l'impression Autre solution intermédiaire le PETG (température de transition vitreuse de 80°C) qui reste facile à imprimer et qui ne nécessite rien de plsu que pour imprimer du PLA. Perso c'est ce que j'utilise pour l'extérieur Tu trouveras ici un tableau comparatif des différents matériaux imprimables @+ JC1 point
-
Un petit retour sur ce PLA. Je le trouve super. Facile à imprimer avec un très beau rendu. J'ai imprimé le logo de la NASA pour ma fille fan de SF. Il me reste à tester le transparent Du coup je vais être obligé d'en recommander @+ JC
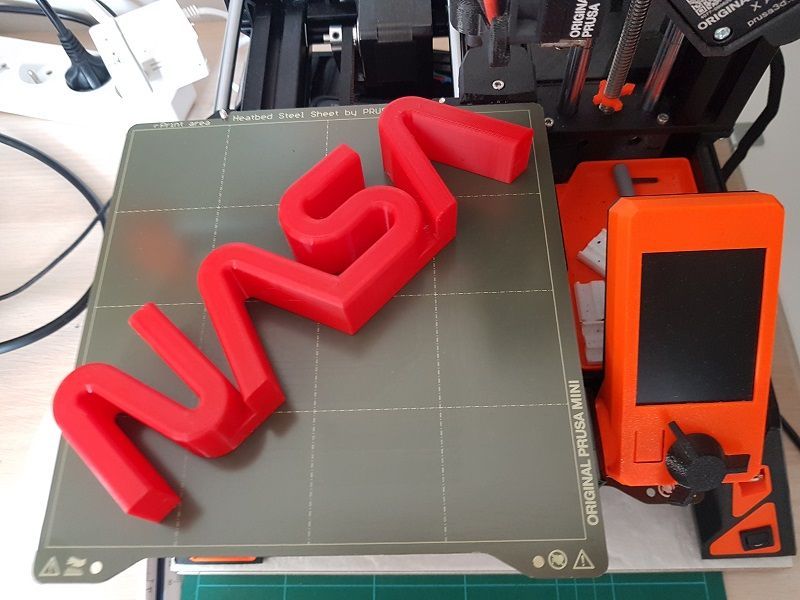 1 point
1 point -
Toutafé Pas vraiment le temps de m'en occuper (il faudrait faire une remontée de bug sur le Github d'Octoprint en détaillant le plus possible mais honnêtement ça me gonfle car il faut le faire uniquement en langue anglaise). Le pack linguistique allemand, lui, ne possède pas ce phénomène et c'est la seule langue en plus de l'anglais que l'autrice Foosel tolère dans les sources d'Octoprint Bien que comprenant l'allemand, il y a bien longtemps que je ne le pratique plus, de toute façon je préfère le français ou au pire l'anglais.1 point
-
Si vraiment çe ne tourne pas sous 10 tu peux mettre une machine virtuelle en xp ou en 71 point
-
Vendredi soir le meilleur moment pour inviter des amis à boire l'apéro... après l'effort bien sûr1 point
-
Oui ! gagné ! ( mais comment a tu fait pour trouver ) Là oui j'ai un beau Week-end en perspective ! . Merci ! j’espère que toi aussi tu a de quoi t’amuser Heureusement j'ai eu "beaucoup" de temps pour préparer une place ... Mais là, j'ai un étage a monter ( via un escalier sans ascenseur ) .... (Je savais que j'aurais du prendre un abonnement a la salle de gym ... pour y trouver des costaux ...)

 1 point
1 point -
Bonjour, Dans Control > Temperature > Hotend la température que tu mets est celle de préchauffage (celle avec laquelle tu veux imprimer) Ta consigne. Même chose pour le BED. La température max est définie en dur dans le firmware pour la EV2 elle est normalementà 275°C (configuration.h) Il y a une marge de 15°C, donc dans control température hotend tu ne dois pas pouvoir mettre plus de 260°C. De toute façon c'est beaucoup pour le PTFE. Il y a aussi une autre sécurité (mais je ne connais pas bien son fonctionnement), avec une analyse de la courbe de chauffe, par exemple si la température ne monte pas assez vite par rapport à la puissance delivrée au corps de chauffe, mise en sécurité (sonde de temp mal positionnée,...) Comme tu as changé ta tête peut-être compléte avec corps de chauffe et sonde prémontés. Tu devrais refaire un PID. pour cela control >temperature >PID >Hotend > tu devrais avoir un "autotune " avant de le lancer tu choisis la température (mettons 200°C PLA plus pour le PETG) que tu mettes 200 ou 220 ce n'est pas sur que cela change grand chose, perso je fais à 200°C. Faire un store après. Au besoin tu notes les valeurs des coefficients Kx déjà présentes (pour pouvoir les remettre le cas échéant ou voir les différences éventuelles)1 point
-
La carte de la CR10-V2 et V3 est une carte 8 bits. Le processus de flashage du firmware sur celle-ci ne se fait pas en déposant un fichier binaire (.bin) sur la carte SD mais via raccord USB imprimante / ordinateur, afin d'écrire le fichier .hex contenant le firmware.1 point
-
La sonde Juno est enfin revenue de Jupiter Bon week-end en perspective @+ JC1 point
-
Normalement, l'arrivée est prévue aujourd'hui. Je serai au boulot... J'espère que le livreur prendra en compte la note sur le portail et attendra l'arrivée de mes parents pour ouvrir ...1 point
-
Salut Pour tes prochains changement de matière tu peux appliquer ce que @divers avait écrit Perso j'applique cette méthode et je n'ai pratiquement jamais eu de bouchage @+ JC1 point
-
Ca me rappelle un vieux pb lors d'une mission APOLLO de la NASA où il fallait faire rentrer un truc carré dans un rond ou le contraire...1 point
-
Bonjour @bp006 70°C comme température de plateau, pour du PLA c'est trop haut. vise 50-55°C, voir 60°C vraiment au max, tu es au-dessus à 70° de la température de changement de phase du PLA (certain l'appelle recristalisation). Tu risques d'avoir des problèmes d'adhérence et surtout de déformation de piècee. 70°C pour le bed c'est la gamme pour le PETG. Pour le Thermal runaway, regarde si le PID du chauffage de la buse est bon. Selon le firmware que tu as, tu devrais trouver dans le menu control, "temperature", vers le bas PID hotend, PID auto met pas plus de 220°C. Pour le PLA c'est trop, mais si tu fais du PETG!!!. En gros si les coefficients ne sont pas bons, tu risques lors de la montée en température de dépasser ta consigne et d'atteindre la TEMp de sécurité (thermal runaway)1 point
-
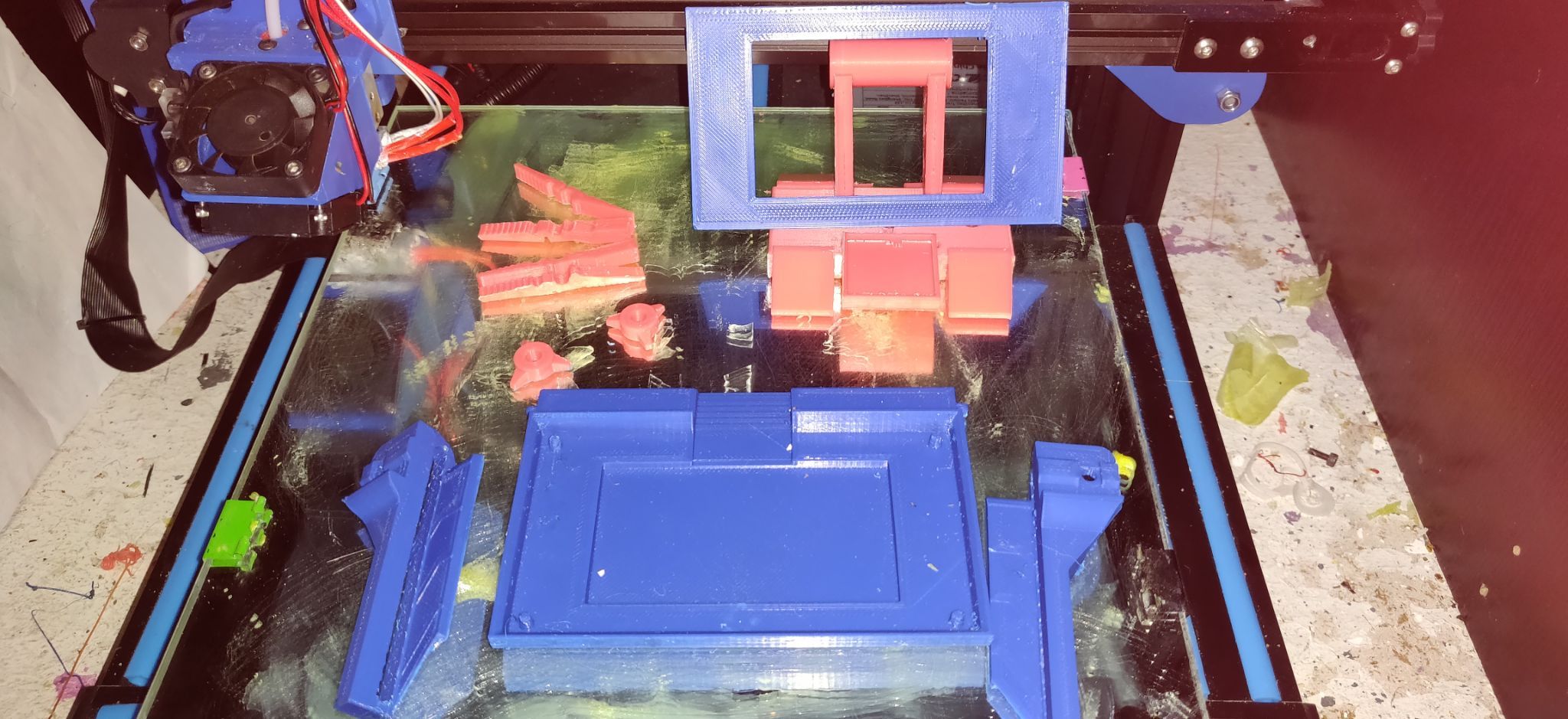
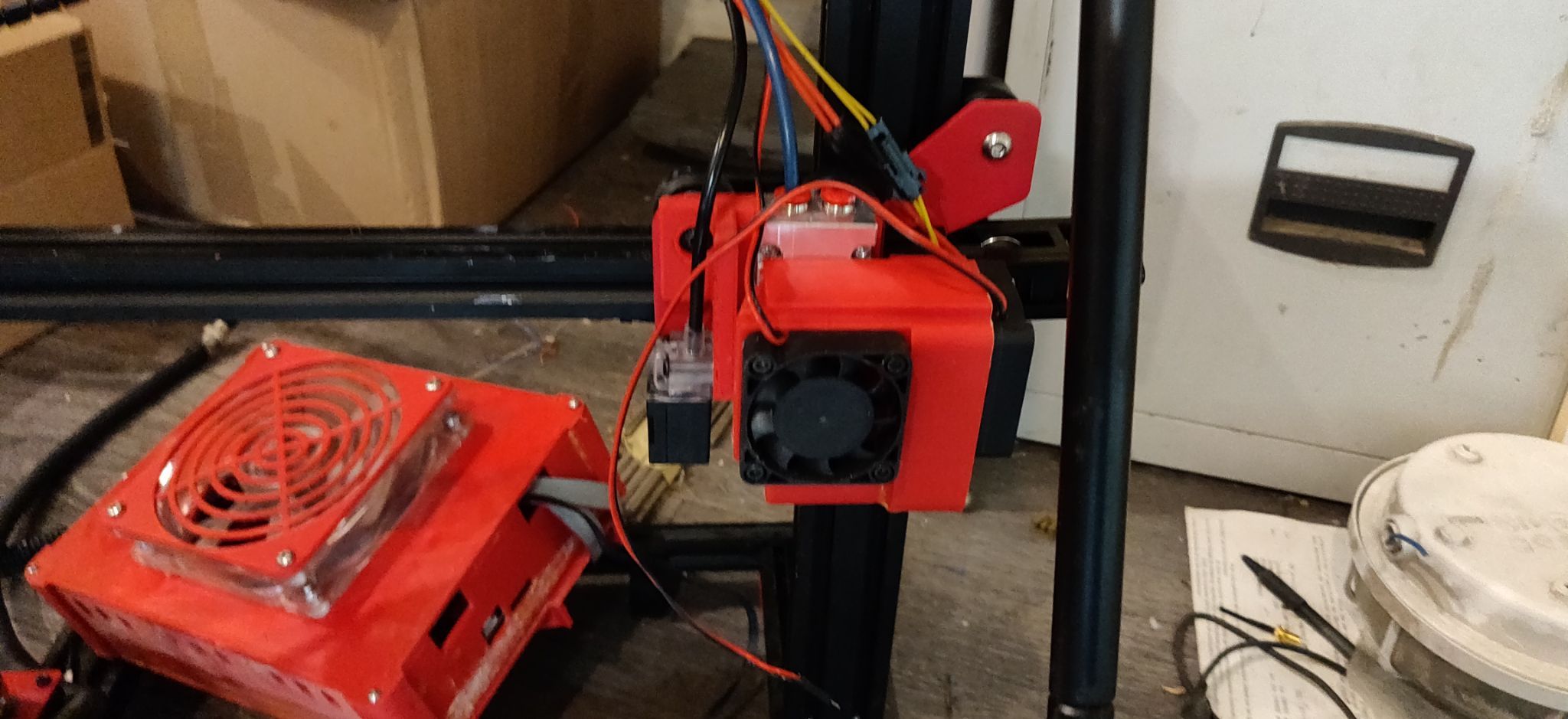
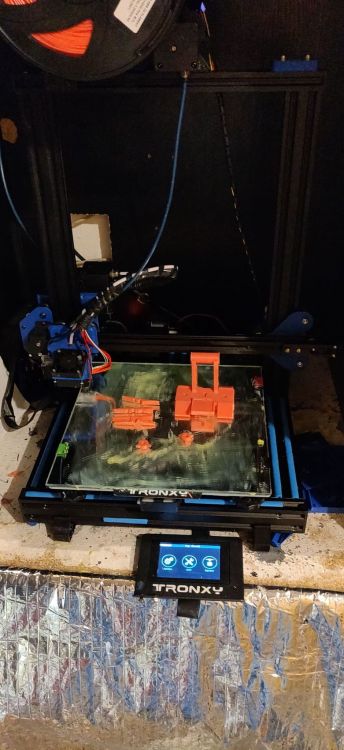
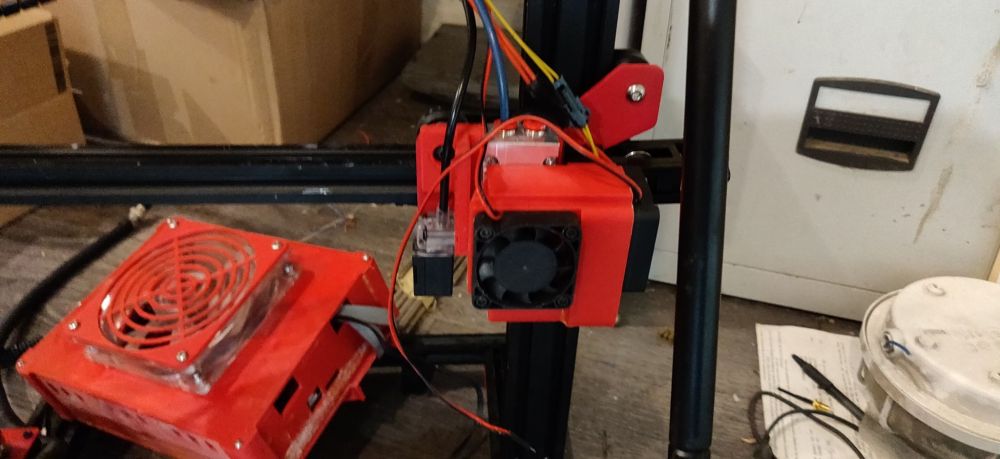
Voici mes dernières réalisations avec mes imprimantes tronxy. On commence par la plus petite, la XY-2 PRO avec un Cyclop (clone E3D) Les pièces bleues sont pour la customisation et le passage avec le cyclop. Je ferai un post à part pour les détails Les pièces roses sont pour ma station de soudure (j'ai pas de clamps pour maintenir les pièces) Maintenant, celles faites avec ma X5SA (pas la 2E). Pour info, ces pièces sont pour une imprimante que je reconstruis sur une base méca de U20, avec une SKR 1.4 turbo, BTT TFT 35, double Mosfet, hotend magic dragon. Idem, je ferai un post pour tous les détails à part. Les premières pièces ont été slicé avec Cura 4.13 (support de hot end+ventilo, la boite pour la skr et accessoires). La boite de l'alimentation a été slicé avec Cura 5.0 et les paramètres stock.




 1 point
1 point -
Pour tous ceux qui fabriquent leur firmware, la dernière version stable à utiliser désormais est la v2.1 (ou pour ceux qui voudraient rester sur la branche 2.0.x, la v2.0.9.4). Pour ceux encore en version 1.0.x, la 1.0.2-3 est également disponible (une nouvelle version pour la branche 1.1.x ne devrait pas tarder) Plus d'infos => ici, ou là1 point
-
Merci @jcjames_13009. Je ne suis pas contre le retravailler pour que ce soit un peu plus propre, mais j'aurai préféré le retour de l'intéressé @artemis pour savoir si ça fonctionne bien ou pas. Je n'utilise pas prusa slicer, donc je ne sais même pas si les paramètres dans le fichiers ini sont bons1 point
-
Salut Je verrais bien ça dans la section des TUTOs -> https://www.lesimprimantes3d.fr/forum/138-tutoriels/ Z'en pensez quoi ? @+ JC1 point
-
Un peu de lecture en ce lundi de pentecôte avec le test de l'#imprimante3D Sovol3d SV04 IDEX réalisé par @mich0111 https://www.lesimprimantes3d.fr/test-sovol-sv04-20220606/1 point
-
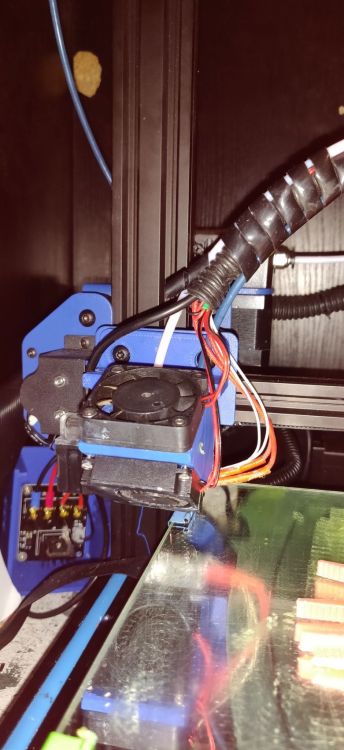
Salut ALL666, j'ai rencontré le même soucis au changement de mon extrudeur par un BGMWIND+HeatBreak Bimétal. Tout se passait bien en PETG, mais bouchons sytématique avec du PLA. C'est étonnant que tu n'es pas de PTFE, dans le mien il ne fait que quelques millimètre mais il y en a un. Et notre montage est similaire. Sinon je pense qu'il te manque une lubrification, et bonne nouvelle ca coûte rien d'essayer.1 point
-
Si tout est bien monté et que le filament est sec et que le refroidissement de la tête d'impression est d'origine mais que ça ce bouche je ne sais pas comment t'aider. J'ai juste entendu parlé qu'une tête full métal c'est pas top pour du pla mais comme je n'en ai pas je ne peux pas vérifier la véracité de ces dires1 point
-
Un petit récap des membres et de leur astuces pour coller du PLA : Celles qui ne fonctionnent pas : - colle néoprène : migreur - mastic colle en cartouche : migreur - colle PVC : Trob, migreur - colle maquette de Sader : migreur - colle Revell Contacta Professional : ScotchE67 Celles qui fonctionnent : - super glue & Loctite 454 (Cyanoacrylate) : delirium07, Nebraan, J-Max.fr, ScotchE67, J-Max.fr, utile izateur, Dumnac, Rioma, macandnews, frbtlil62, Marc3D - colle polyuréthane : J-Max.fr, Shinichi - colle epoxy : utile izateur, TheSchemer, Vincent - jus d'ABS : Nebraan - colle 21 (Cyanoacrylate) : nothing_fr - colle scotch : nicephore - colle vinylique : gisclace, migreur - colle SiKaflex : azbloc - colle chaude : migreur, nono30, ScotchE67, BastienX8 - dichlorométhane : rio31, marcolelectro, Ironblue - fer à souder : BastienX8 - colle liquide Siléa (Leclerc): ScotchE67 - colle PVC : Yo', macandnews - stylo 3d : marcolelectro - colle plastique rigide de Sader : Shadow3S, Keryn - bâtonnets de PLA + pistolet à colle : Tircown - colle 3DOGlue : ixi, Hervé-34, Titi78, Ironblue, Stefbull, juanpa, macandnews, Idealnight - soudage par friction : 4sStylZ - colle Bison Kit (Action) : Wolfmaniac Mis à jour le 12/04/20211 point
-
Dernier Bruit à la mi-Juin, le Père Josef aurait indiqué que la pénurie mondiale de composants reculerait les premières livraisons de XL en décembre. S'il n'y a pas de guerre mondiale d'ici là, il y a des chances que je les reçoive pour Noël, Merci Papa Noel Prusa (bon, je ne rêve pas, il faudra faire un virement pour qu'elles arrivent sous le sapin).0 points