Classement




Contenu populaire
Contenu avec la plus haute réputation dans 14/06/2022 Dans tous les contenus
-
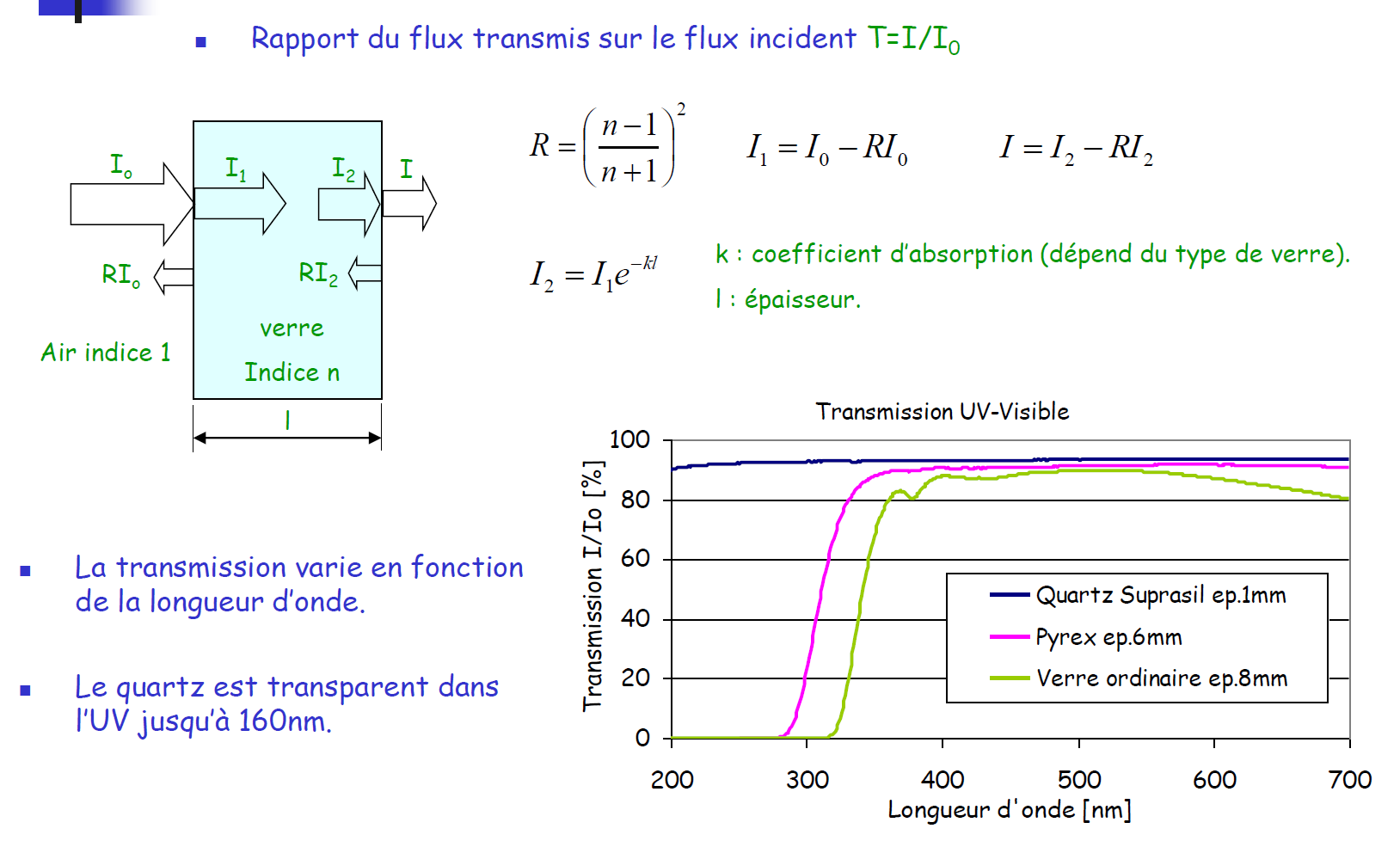
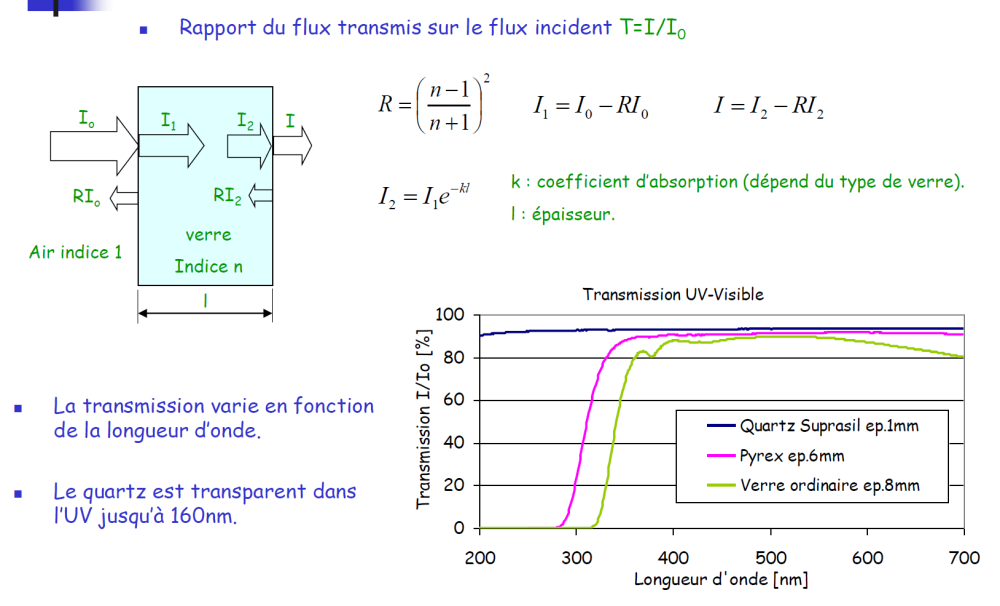
Avec un peu de chance, tu as mal occulté une fenêtre ! La résine elegoo est à 405 nm, le verre est encore transparent à cette longueur d'onde. C'est mieux qu'une fuite diffuse autour de l'écran ou une source inconnue dans ta pièce.!!! Cela se forme pendant l'impression ou au repos ? Stage_verre_3.pdf
 3 points
3 points -
Est-ce que c'est ça que l'on appelle une impression "à l'échelle" ? oui je sors par le toit ->3 points
-
Salut, dans ce cas, tu peux simplement décaler en Z tes lignes de purge : G1 X0.1 Y20 Z0.4 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.4 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.4 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.4 F1500.0 E30 ; Draw the second line2 points
-
C'était pourtant clairement indiqué dans le post de @Motard Geek: Oubli des lunettes ?2 points
-
Non, mais de la documentation, oui Gcode | Marlin Firmware (marlinfw.org)2 points
-
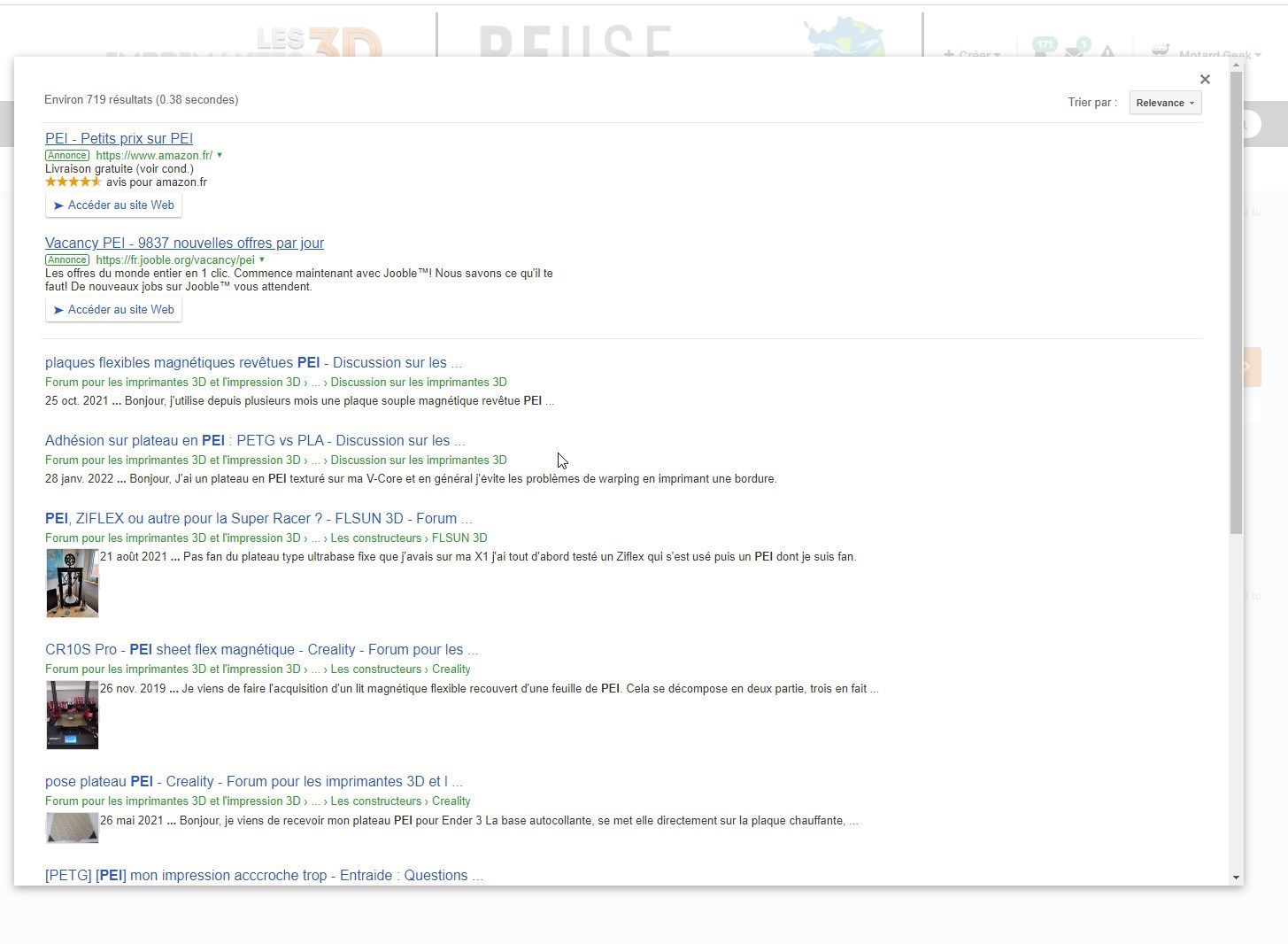
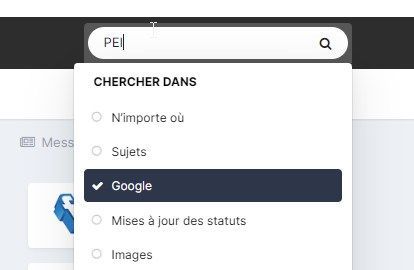
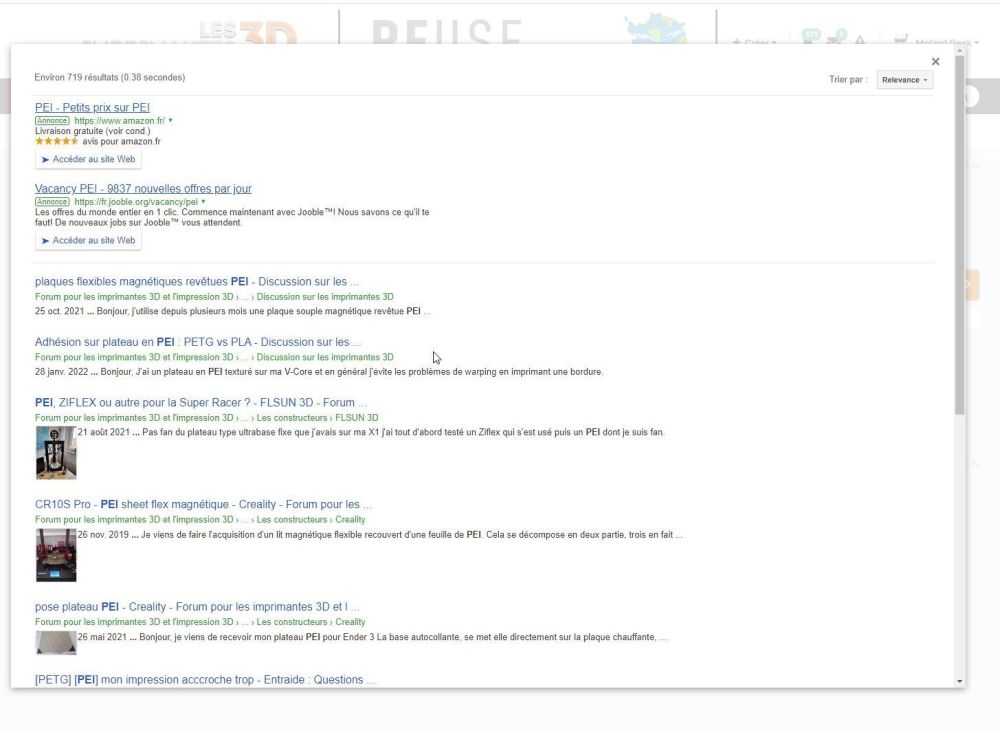
On nous a souvent reproché le manque d'efficacité du moteur de recherche sur le forum. En effet, ce dernier nécessite de mettre minimum 4 caractères pour effectuer une recherche pertinente. C'est une contrainte de notre base de données et une migration serait plus compliquée et couteuse que d'utiliser ce nouveau plugin. Du coup, vous avez désormais la possibilité de rechercher via Google directement sur le forum et sans taper "site:lesimprimantes3d.fr/forum"
 1 point
1 point -
Je vois du filament fondu et noir entre ta buse et le corps de chauffe. Je miserai plus sur un bouchage et du coup je ferais la titi's procédures afin d'écarter ce point.1 point
-
Je ne suis pas sûr que le concentrique soit adapté à la forme de ta pièce, plutôt à prendre si tu as une cylindrique avec trou rond par exemple. On n'aperçoit ces lignes lorsqu'il fait le tour par exemple des fenêtres carrés de ta pièce, il fait un côté puis l'autre et il reprend, souvent c'est là qu'on voit la différence de lignes. Dans ce cas de figure je trouve qu'en mettant ces lignes perpendiculaires au bord de la pièce, c'est mieux (d'où) le 90,0 ou 0 ,90. Maintenant Cura 5.0 à l'air de nettement gérer mieux l'état de surface avec le repassage (étirage) J'ai été surpris par l'augmentation de la qualité de surface sur une petite pièce que j'avais déjà faite précedement.1 point
-
Tu pourrais également faire ta ligne de purge à l'avant du plateau (de gauche à droite) en intervertissant les valeurs X et Y1 point
-
Pour mesurer ma tension artérielle, j'utilise un autre appareil (désolé, pas pu m'en empêcher) OK, je =>1 point
-
Pour tes marques obliques tu peux essayer dans ordre monotone de mettre 90,0 , je suppose que tu dois avoir 45°. Essaies, tu auras sûrement, peut-être encore des marques, mais pas dans le même sens !!!1 point
-
Il faudrait que tu remplaces les 2 X0.1 par X20 (20 pour 20mm) les X0.4 par X20.4 et X5 de la dernière ligne X25 Cela devrait le faire, fais un test ! Attention si tu fais un objet large, vérifie que tu ne repasses pas sur la ligne de purge1 point
-
Les nuits de pleine lune sont dangeureuses Tu as des bandes LED non capotées (surtout les bleu ),qui peuvent émettre un peu Après tu as les lampes à fluorescence pour aquarium et terrarium qui émettent des UV, pour celles à lumière blanc froid, je ne connais pas la fin du spectre d'émission. @PPAC quelques indications sur les spectres. https://www.energie-environnement.ch/definitions/1369-spectre-lumineux-des-lampes-d-eclairage Après il reste les lampes inactiniques et à ressortir le vieux labo photo https://fr.wikipedia.org/wiki/Lampe_inactinique1 point
-
Je vais aller acheter des plaques de plomb, et mettre aussi de gros annuaires téléphoniques complets. ou bien je n'ouvre la porte de l'imprimante que les nuits sans lune1 point
-
il manque les infos pour des feuilles de journal scotchées sur les vitres et des courbes en fonction du nombre de feuilles (et de la qualité du journal - des feuilles, pas du contenu ) et du nombre de photos sur chaque feuille ...1 point
-
Je ne sais si tout le monde connait tous les Gcodes sur le bout des doigts... Mais si tu veux avancer dans l'impression 3D, il faudra t'y mettre (ce n'est pas compliqué !) C'est un logiciel qui permet d’envoyer des commandes à l'imprimante, soit par une interface graphique, soit par commande Gcode. Pronterface dialogue avec l'imprimante par interface série sur port USB. Il faut donc un PC (ou un MAC, ou Android ?) relié à l'imprimante.1 point
-
Le soucis ici c'est que le Speaker est sur l'ecran tft MKS qui lui est totalement indépendant de marlin et donc n'est pas commander par marlin comme ici. On a peu de possibilité avec le firmware MKS, celui BTT pour l'écran permet quelques petites choses mais pas supporté avec les TFT GD32F305.1 point
-
Normal, le compteur a démarré après la mise à jour. J'ai répondu sans lire le message de Jcjames qui dit la même chose (vaut mieux deux fois que pas du tout)1 point
-
Un heatbreak dans lequel le PTFE ne va pas jusqu'à la buse. Par conséquent pas de problème de température et une jonction buse/heatbreak "parfaite"1 point
-
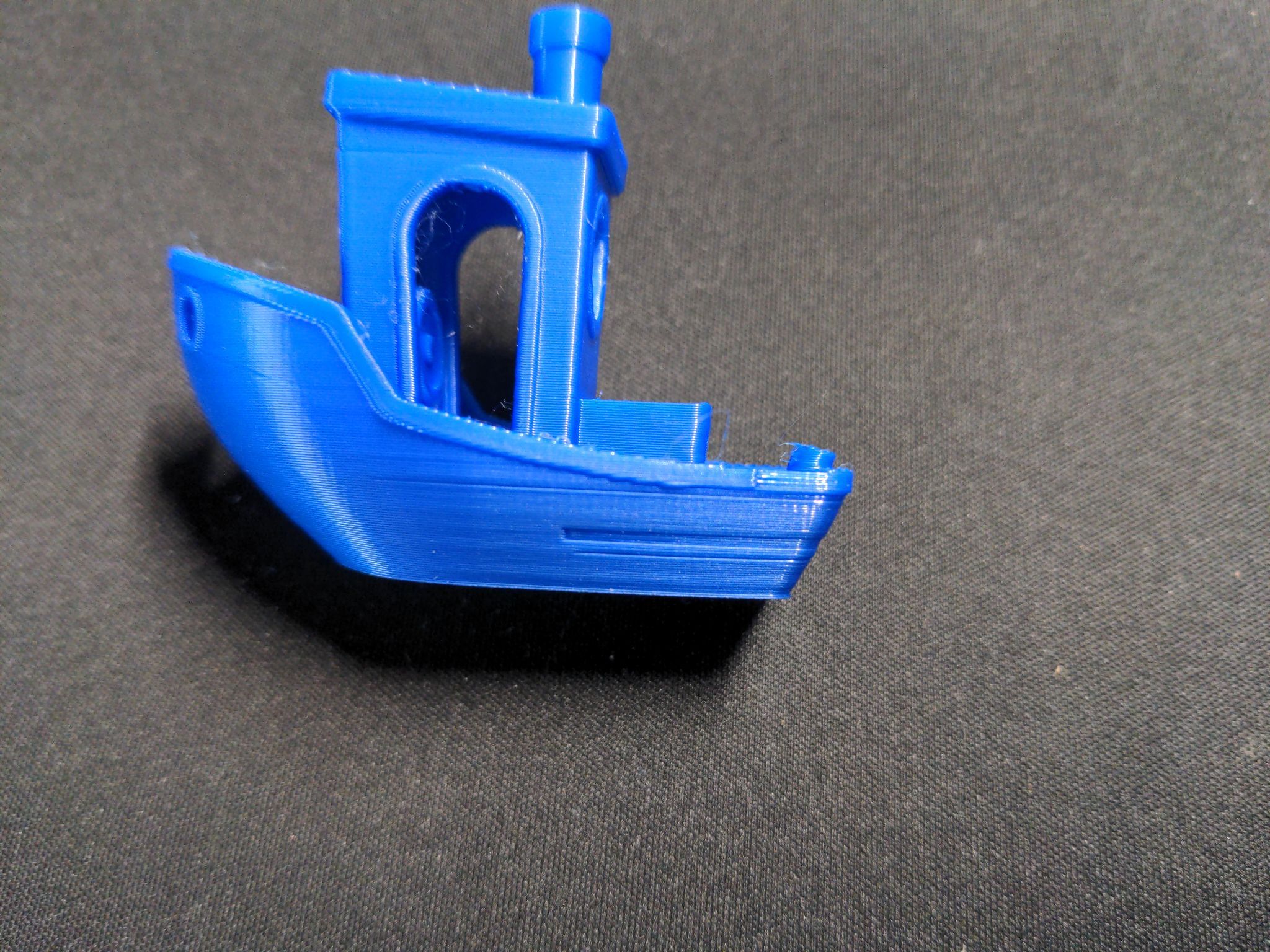
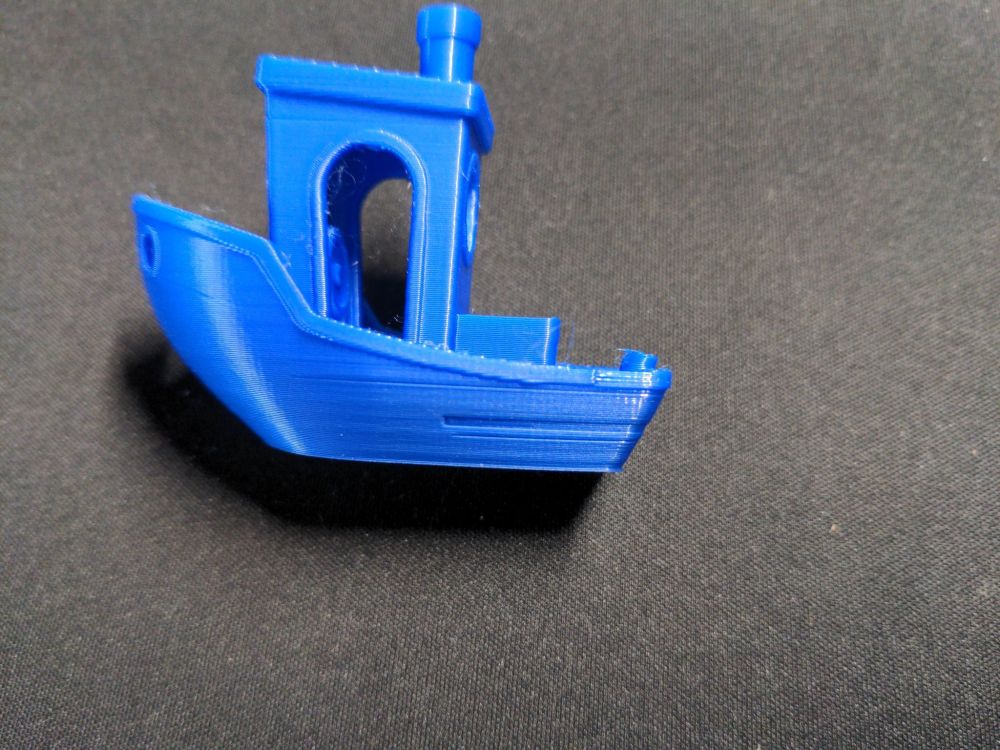
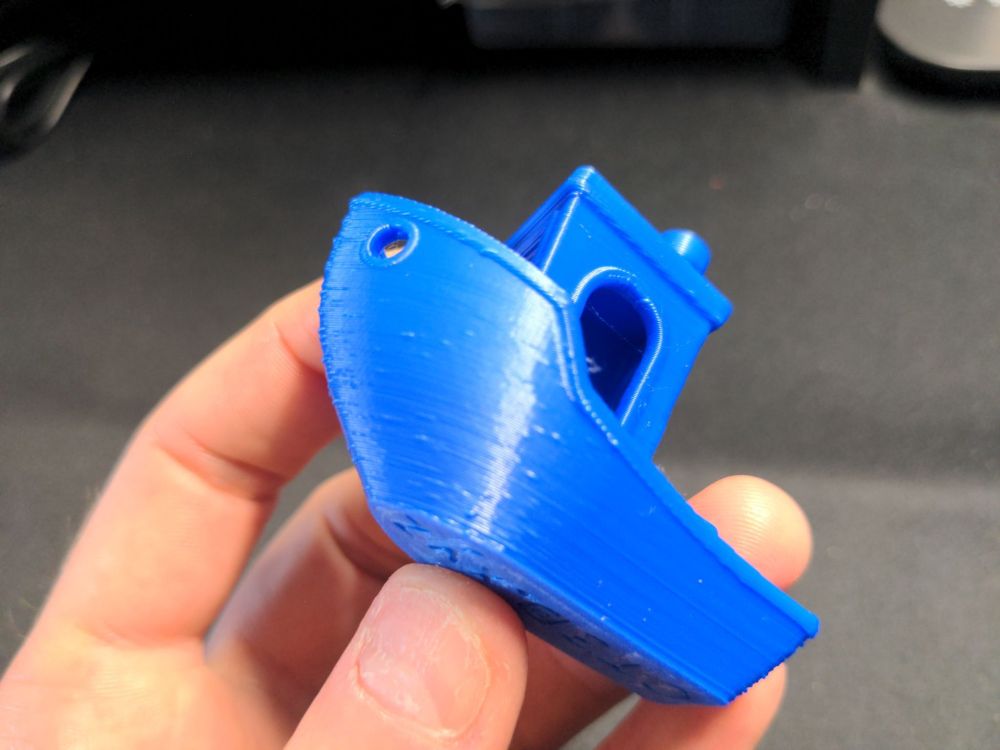
Salut tout le monde. Aujourd’hui je ne viens pas avec des questions mais une solution qui peut être intéressante à partager suite à un problème que j’ai rencontré avec ma KP3S fraîchement débarquée. J’ai assez bien galéré avant de trouver donc si ça peut aider, ce sera cool. J’avais un souci de marquage sur la coque extérieur de toutes les pièces slicées avec Super Slicer. Toujours exactement au même endroit peu importe la forme de la pièce et peu importe la position sur le plateau (même si je décalais la pièce en hauteur) et ayant toujours exactement la même apparence. En sachant que le reste de la pièce était franchement très clean !! Surtout pour une machine achetée 161€. Après avoir passé en revenu tous les classiques : - calibration de l’extrudeuse (5,5 mm manquant sur 100, j’ai d’ailleurs cru que ça pourrait être ça le problème) - vérification de la tension des courroies - vérification des déplacements sur X/Y/Z - Changement de micro SD - travail sur les rétractions - etc... Pas moyen de résoudre le problème. Pour tenter d’avancer sur la question, je pars sur Cura en faisant l’hypothèse d’un problème de slicer. Et là, quand j’ai vu la tronche de la pièce, ça a fait tilt très vite car j’avais déjà croisé ce problème je ne sais plus où sur le net : Perles, bourrelets, boursouflures, boutons = sans doute un problème de résolution !! Et bien après changement de valeur dans Cura : - Résolution maximum : 0.1 → 0.5 - Résolution du déplacement 0.025 -> 0.075 Voilà le résultat : Du coup, est-ce que ce ne serait pas la même avec Super Slicer ? Et bâ si justement !! Après passage de la résolution de Super Slicer (de 0.01 à 0.02), voilà l’avant/après : Donc si vous avez des marquages vilains localisés toujours au même endroit peu importe la pièce imprimée ayant toujours le même aspect et qui n’ont pas d’explications mécaniques, pensez à checkez ce paramètre de résolution. Ca vous évitera des heures d’enquêtes pénibles… Ca ne se traduit pas de la même manière sur Super Slicer que sur Cura, mais c'est la même source !! PS : Par contre, je ne suis pas sûr d'être dans la bonne section du coup vu que ce n'est pas vraiment du question/réponse, il faudra me dire...

 1 point
1 point -
Bonjour, est-ce que par hasard tu aurais un lissage de la couche supérieure ? Cela pourrait expliquer que ton problème apparaisse au niveau de la couche supérieure du fond, non ?1 point
-
Salut @Feez, Mon ami Kévin t'aura probablement donner sont avis . Je vais te donner le mien cela t'éclairera un peu je l'espère. Pour faire très simple, la Genius Pro et la X2 ne sont pas similaire sur certain point mais identique en tous point sauf la taille du plateau, donc tous les avantage et tous les Défaut de l'une sont aussi présent sur l'autre. Pour ce qui est donc du choix elle ce fera sur la taille du plateau et ton besoin donc. La chauffe tu bed est pas homogène sur ces machines il est vrai tu peux facilement avoir 12 à 16 °c d'écart entre le centre et les bord voir plus parfois, c'est un des gros point noir des Artillery. Après un conseil commence a te faire la main sur la machines d'origine, puis après voir quels évolution sont nécessaires en fonction de tes besoins. pour ma part avec mon expérience des Machines Artillery, les modifications que je ferais serait pour sur le heatbreak par un bimetal, le 3Dtouch Artillery pour un bon modèle Trianglelab ou BLtouch officiel, voir Touchmi et un PEI sur le plateau.1 point
-
C'est pas parce qu'il n'y a que 3 caractèrs ? Avec "Mini" ça marche https://www.lesimprimantes3d.fr/forum/search/?q=Mini&quick=1 @+ JC1 point
-
Les supports custom sont une solution mais je tenterai d'abord les arborescents sous cura en auto1 point
-
hello j'ai ouvert la tête et je me suis rendu compte que j'avais pas mal de pla au niveau de l'entraiment (je suis en directe drive) comme de la limaille de pla ensuite plus bas un défaut d' étanchéité de la buse du caramel au niveau de la résistance chauffante j'ai suivie la (titi procédure) et remis tous cela en ordre affaire a suivre1 point
-
c-a-d ? si tu veux de l'aide, il faut bien détailler. Là je ne sais pas si par exemple tu a fait la titi's procédure ? distance et vitesse de rétraction, la bobine se déroule t'elle bien , pas de noeud ? l'entré de l'extrudeur accroche t'il bobine neuve ? quelle température et que matière imprimé ... si c'est du PLA si tu plie le filament avec un angle de 45° il casse net ? entend tu des crépitement au niveau de la buse quand cela extrude ? a tu un extrudeur en plastique ? a tu ajusté le la pression du bras de l'extrudeur ? si tu pousse le filament a la main cela passe ? a tu un beau boudin extrudé ? ... en gros si tu ne prend pas le temps de dire exactement ce que tu a fait, testé ... on ne peux pas vraiment aider.1 point
-
Bonjour, j'ai vu ce fil tardivement ! Mais il reste un peu de temps , @molusk77 j'ai lancé aujourd'hui quelques Flexi-Rex et aussi une série de tes supports de smartphone. Je vais essayer d'en imprimer au moins une dizaine de chaque pour un envoi au plus tard samedi prochain.
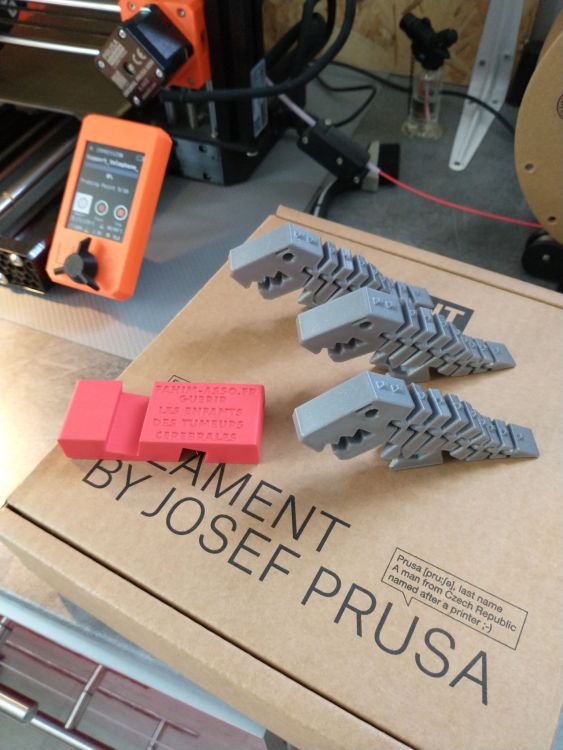 1 point
1 point -
Salut Pas de chance Je t'aurais bien encore imprimé quelques trucs, mais je ne suis pas là la semaine et ça va pas arriver à temps Petite volume d'impression mais belle machine et beau cadeau @+ JC PS : Je poste le colis demain matin1 point
-
salut a tous et merci pour toute ses info donc si j'ai bien compris idéalement on règle le plateau avec une cale de 0.2 puis en lance un auto level et on fini par regler le z offset avec aussi une cale de 0.2 et la normalement tout et nickel merci a tous et surtout a @MrMagounet pour sont firmware et tout le suivi derrière pour aider tt le monde1 point
-
Bonjour, J'avais un problème identique que j'ai résolu (?) ... malheureusement je ne sais pas comment. Après avoir essayé encore et encore de régler Z0 et Z-Offset (ce qui devrait être simple), au lancement de l'impression, parfois la buse se plaçait bien trop haut et parfois elle labourait le bed. Je suis passé sur le firmware Marlin 2.0.9.1 de MrMagounet et le problème persistait. En attendant je ne sais quoi, j'ai quand même presque tout réglé (steps par mm, PID, et encore ABL, Z0, ...) et, va savoir pourquoi, ça c'est mis à imprimer correctement ! J'ai exposé le tout ici Sidewinder X2 - Rien ne va !. Peut-être que certains y trouveront des idées à tester. Il reste que cette imprimante n'est pas bien finie Matériel ? Logiciel ? Je ne sais pas qui il faut accuser.1 point
-
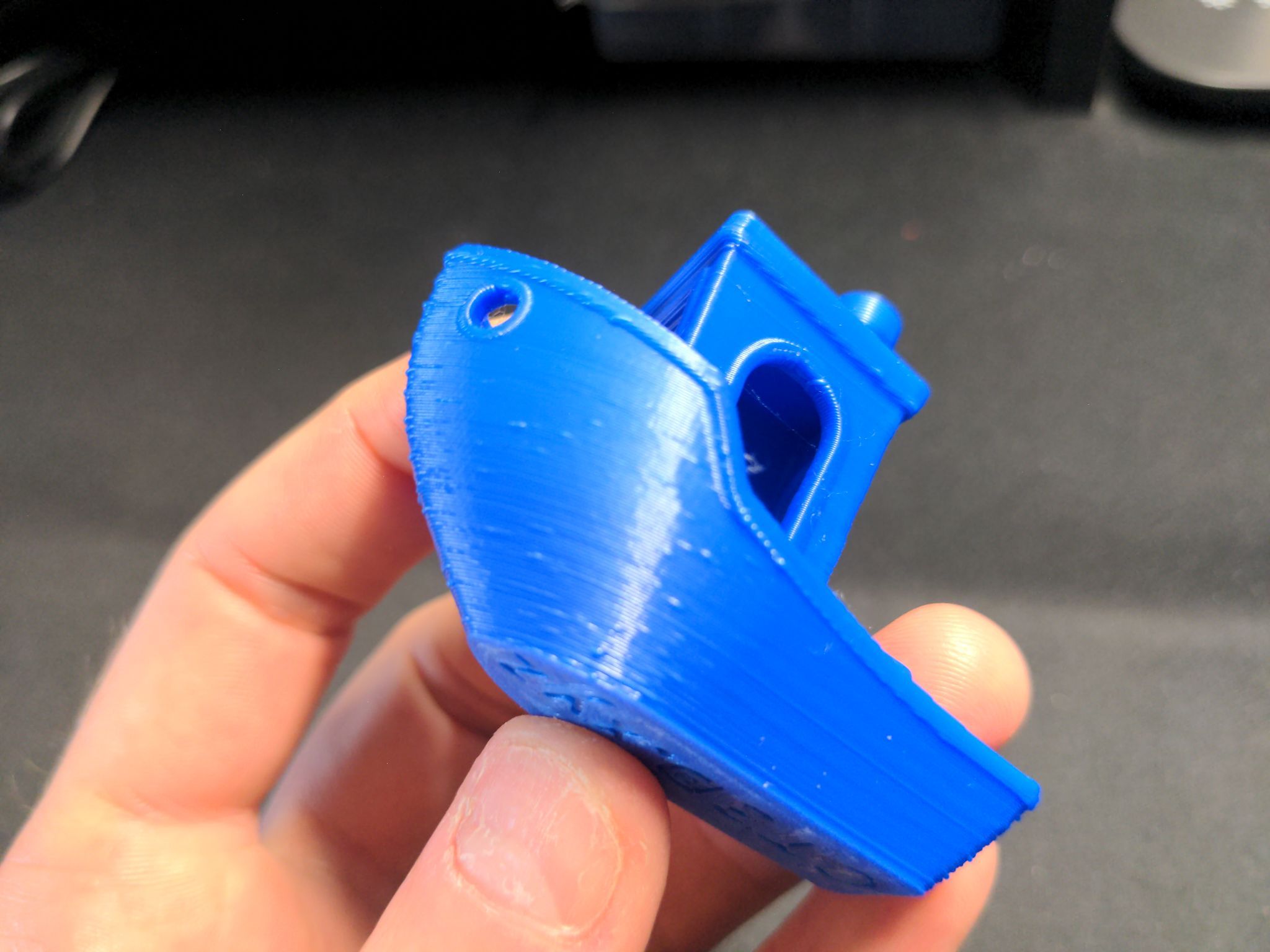
je dois avoir une source d'UV dans la pièce où j'ai mis l'imprimante ou alors j'ai mal occulté les fenêtres car je me retrouve avec des trucs louche dans le bac ... ( je croise les doigts que ce soit juste cela et pas une histoire de problème d’écrans ... ) dans le coin avant gauche et dans le coins arrière droit du VAT, j'ai récupéré deux "membranes" (mes excuses pour le flou artistique )
 0 points
0 points