Classement




Contenu populaire
Contenu avec la plus haute réputation dans 07/08/2022 Dans tous les contenus
-
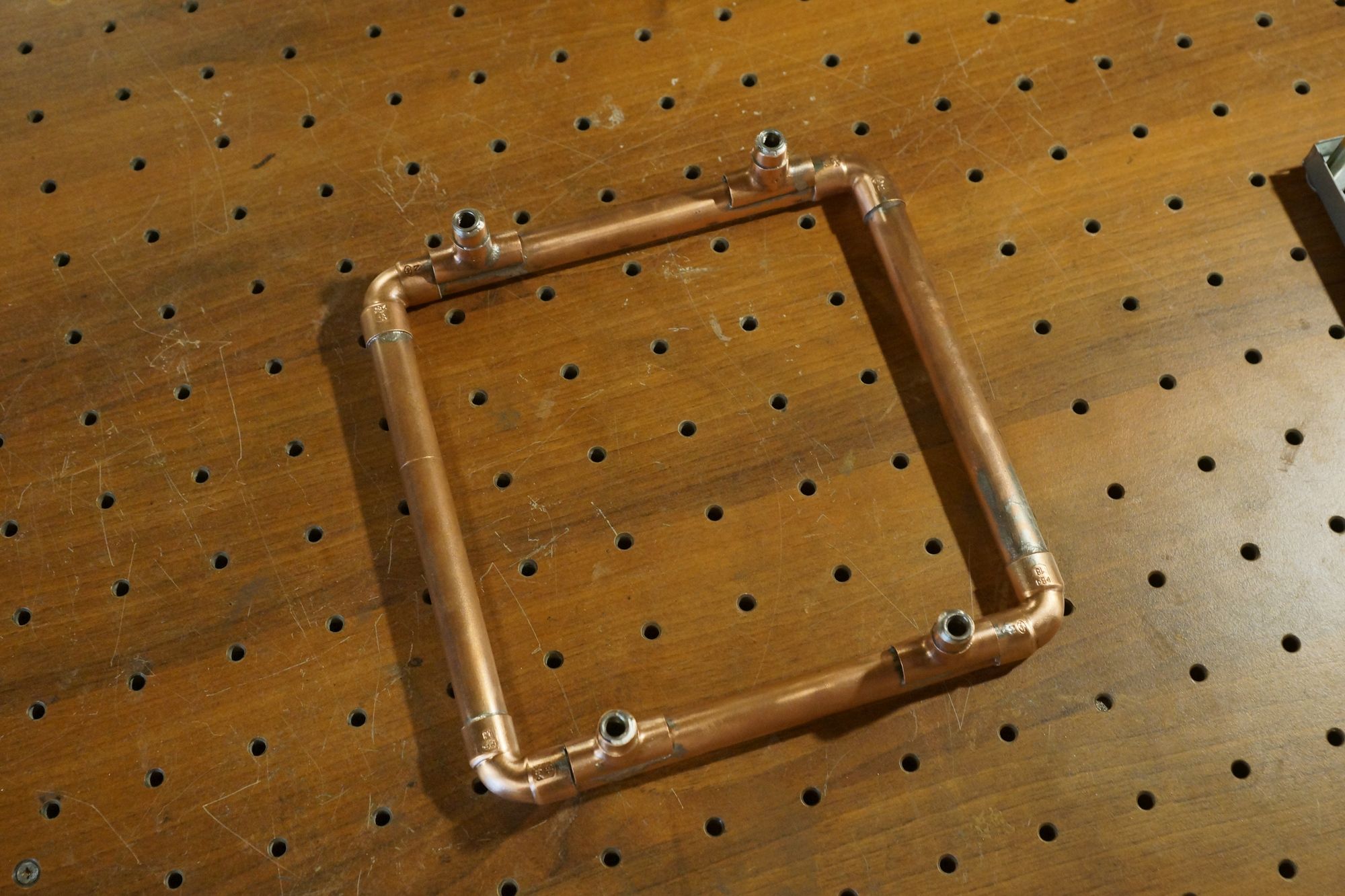
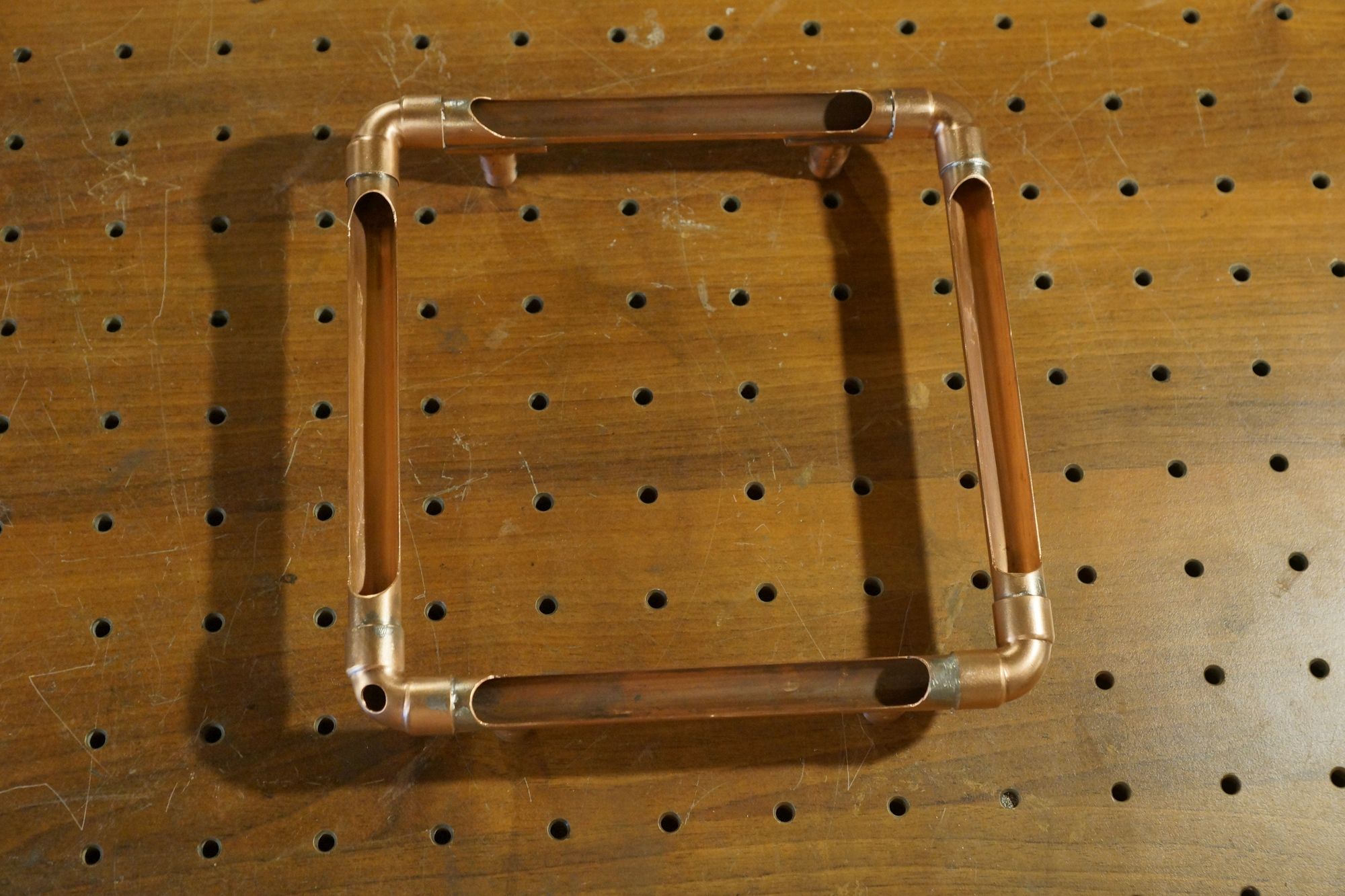
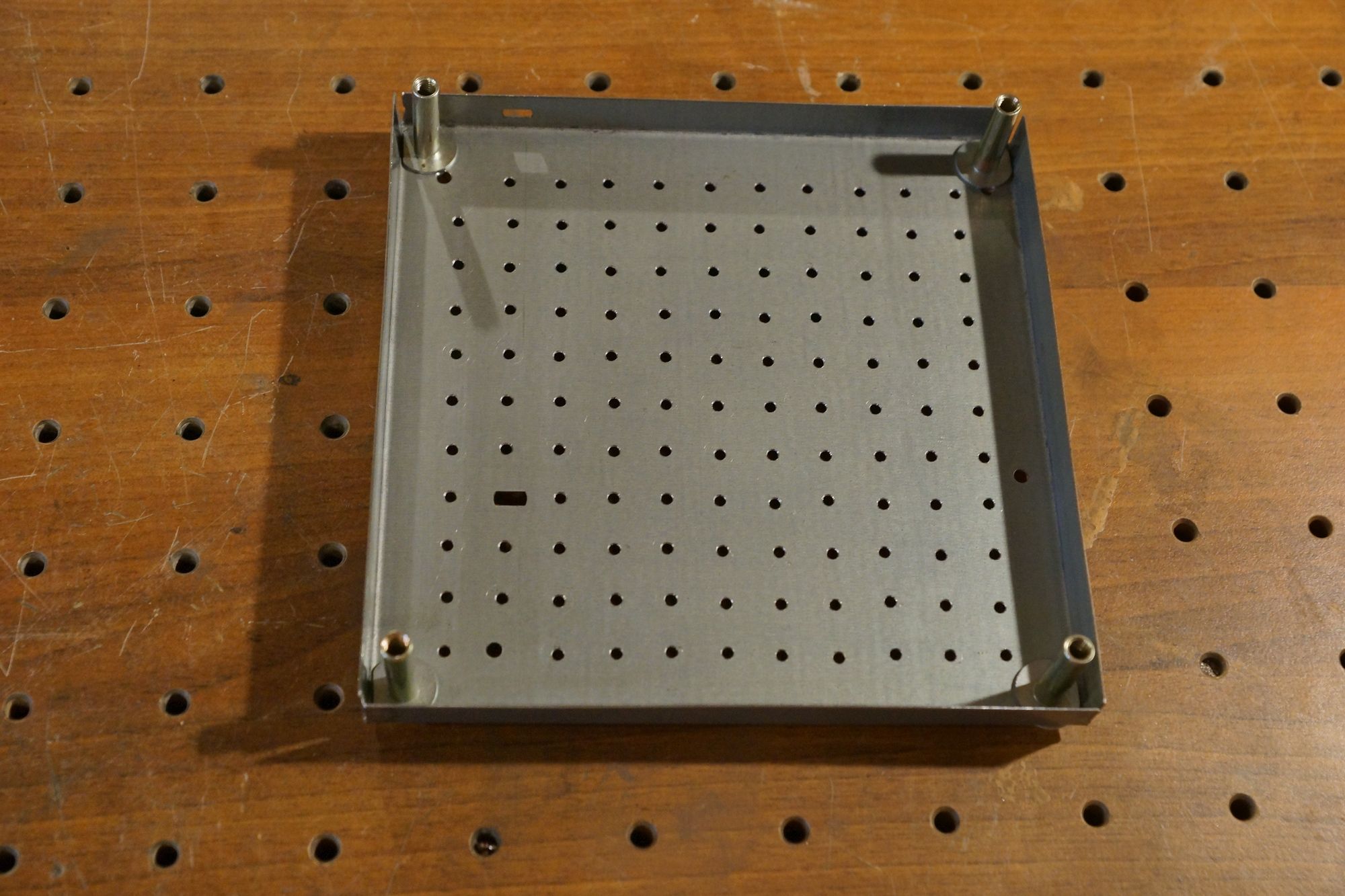
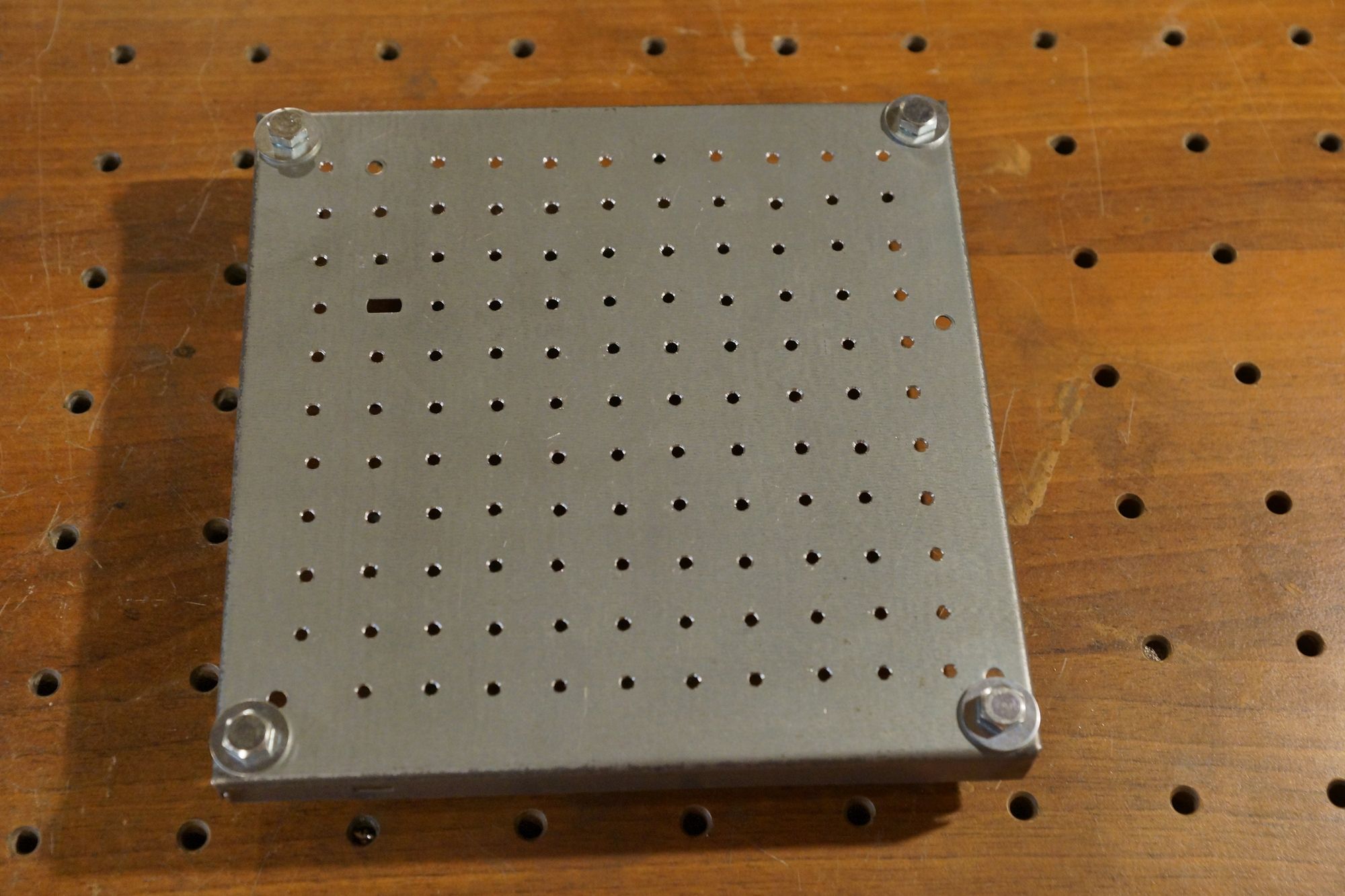
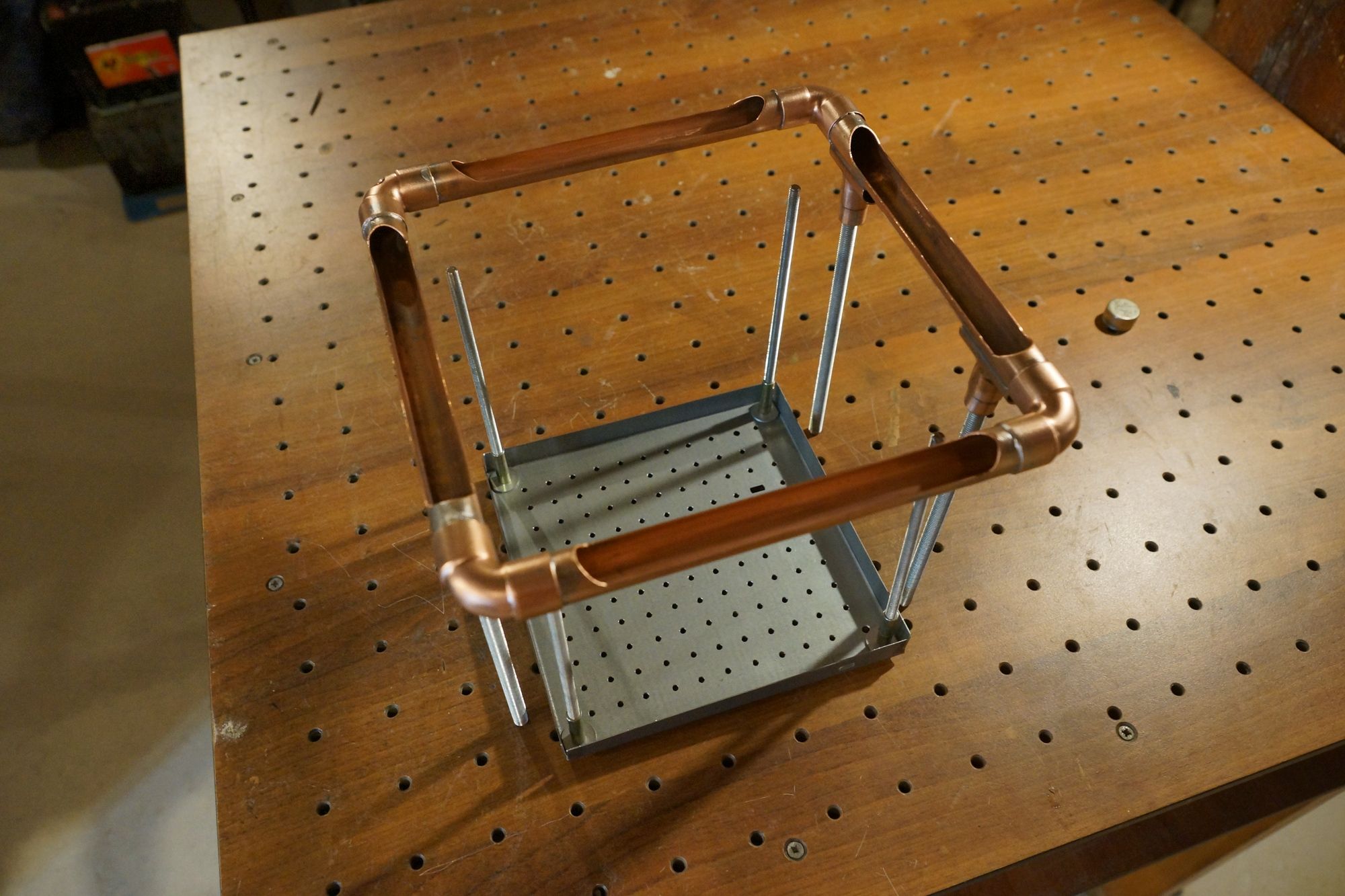
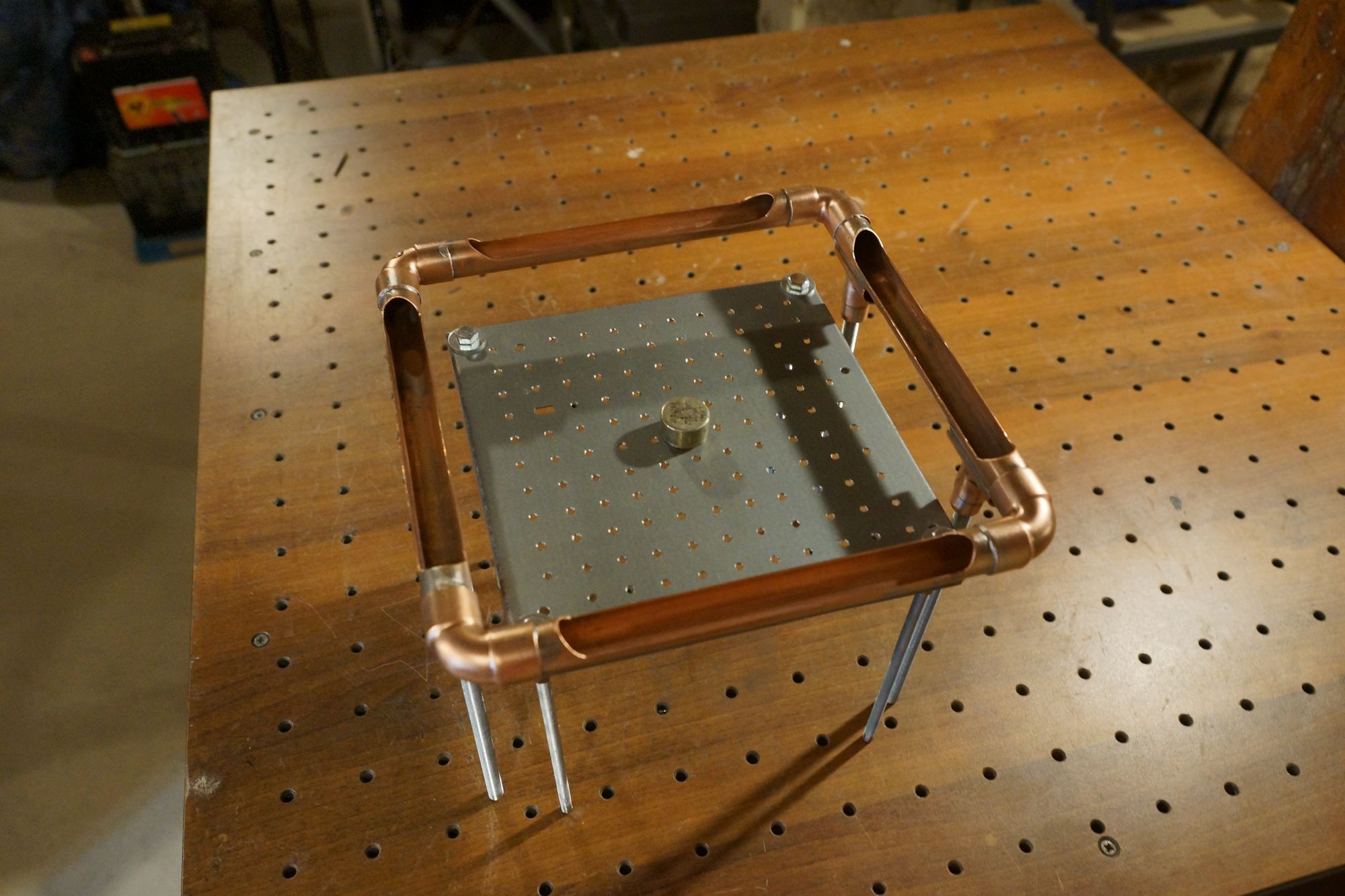
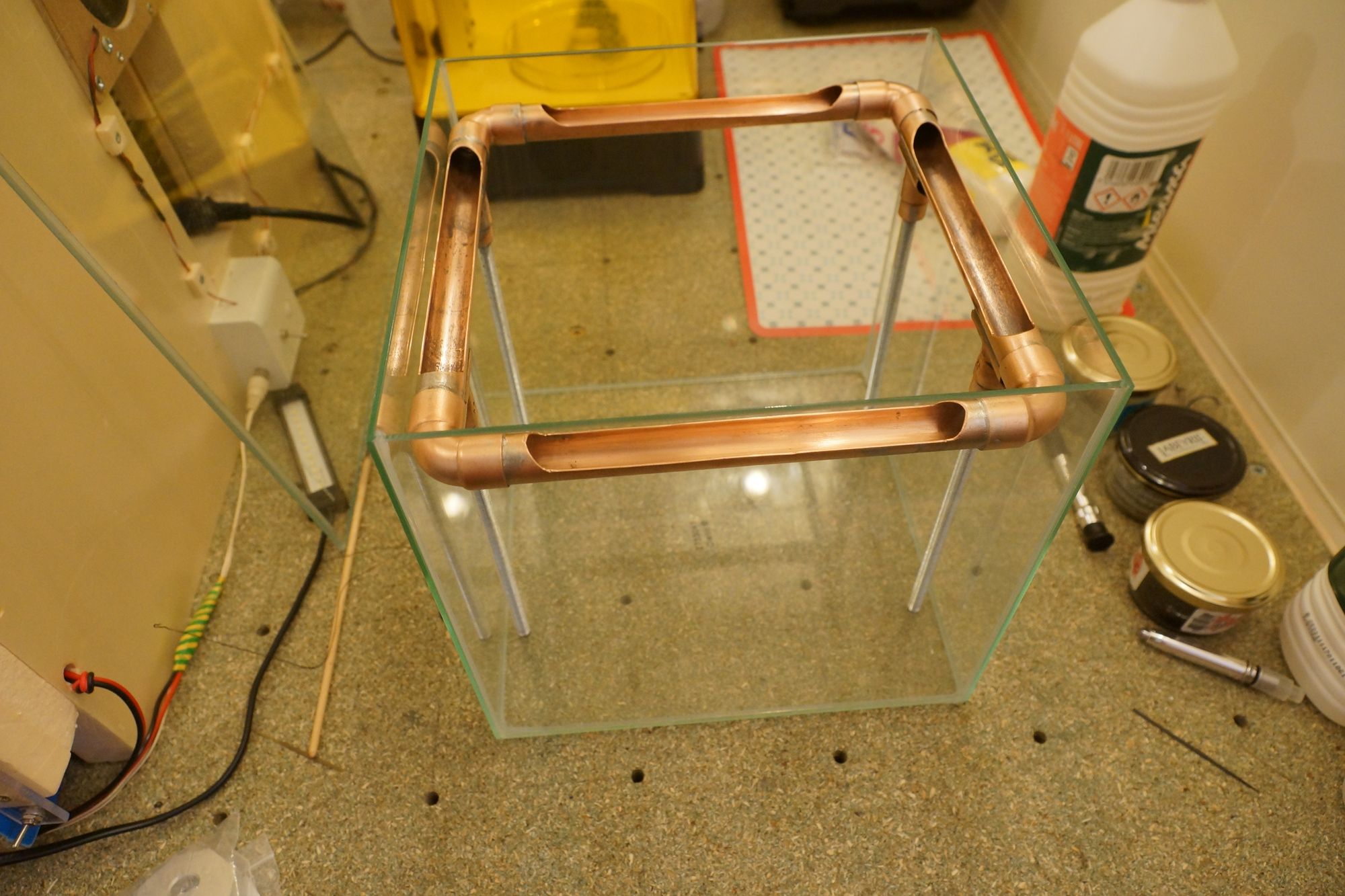
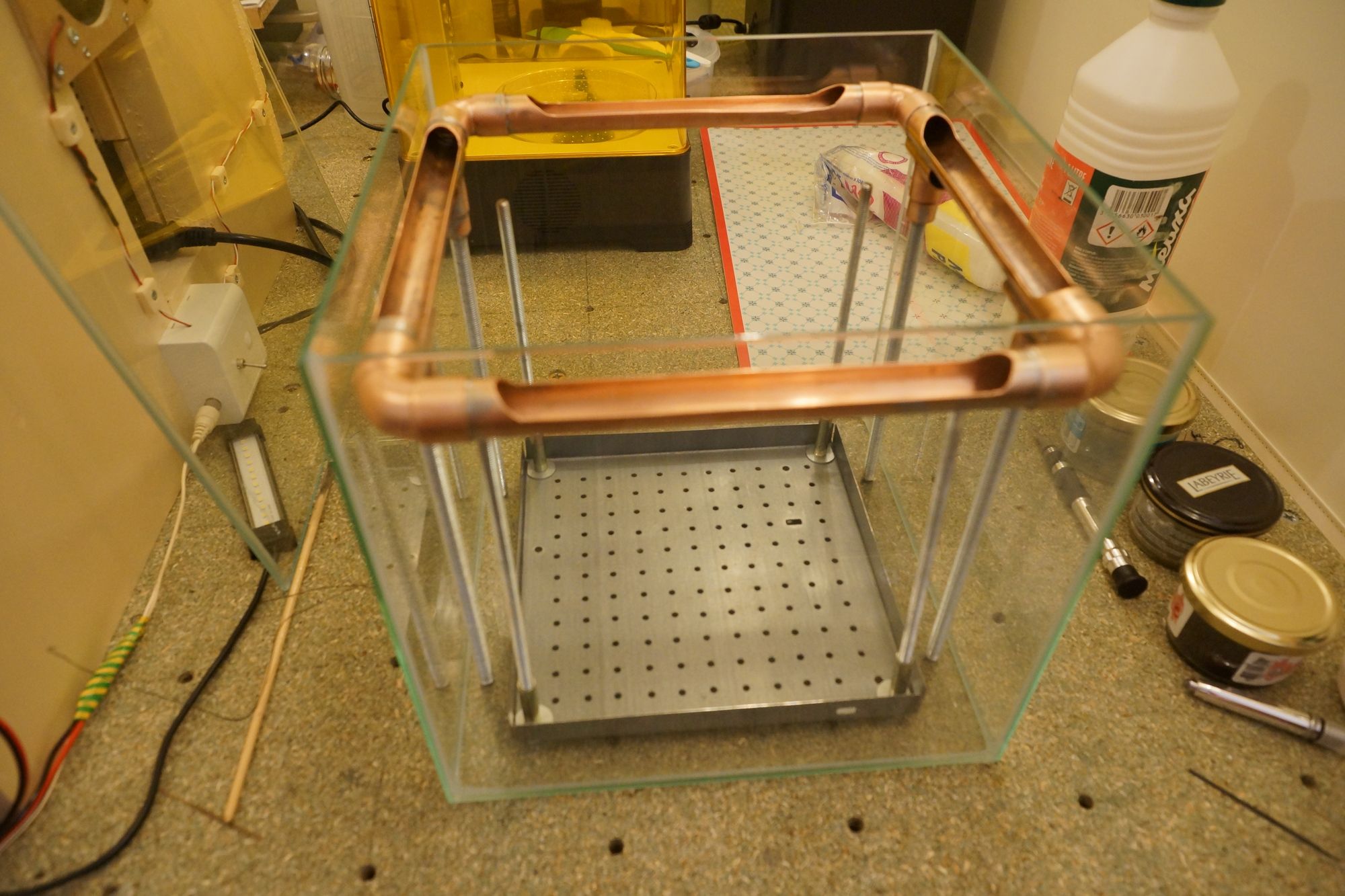
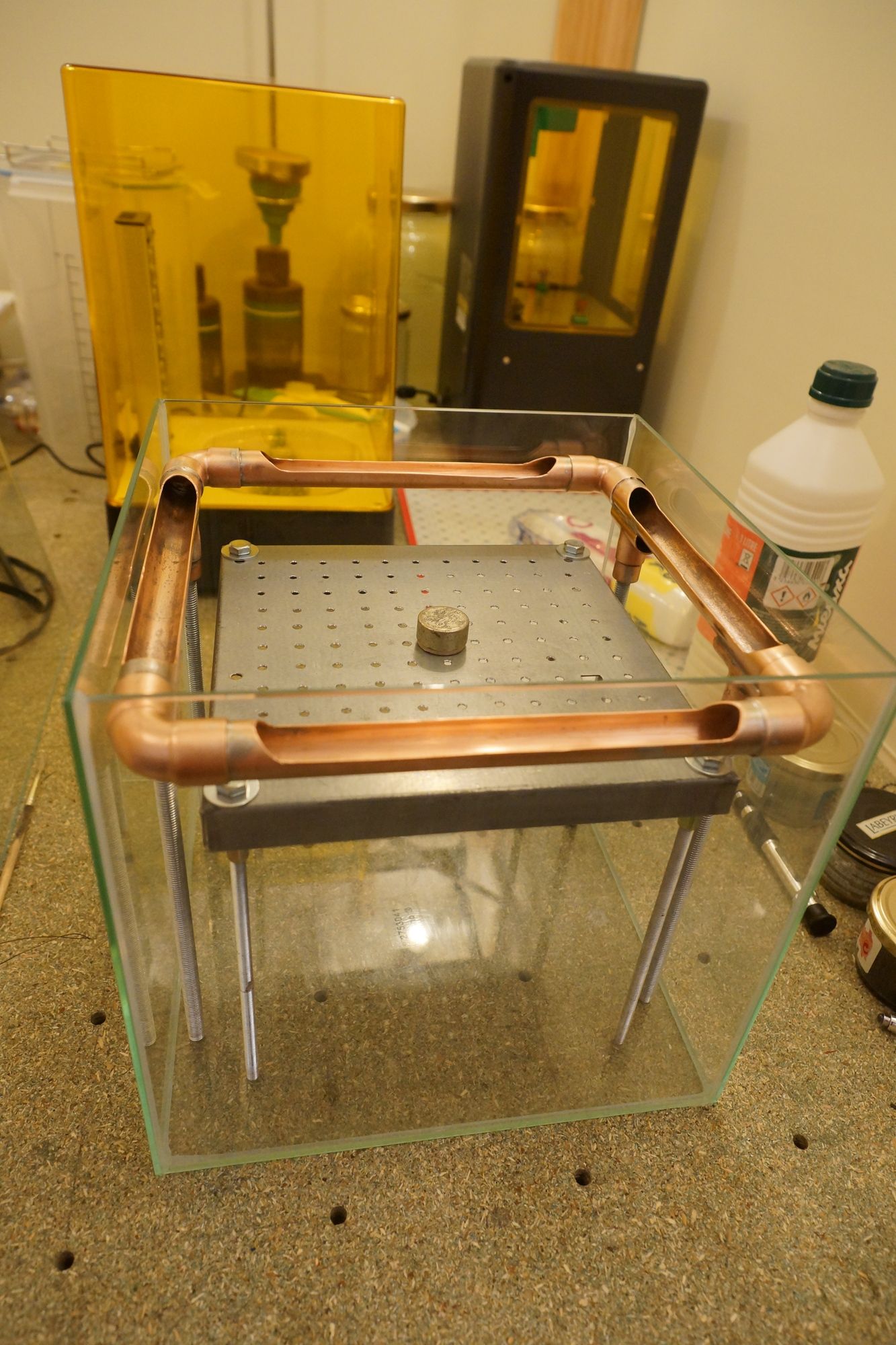
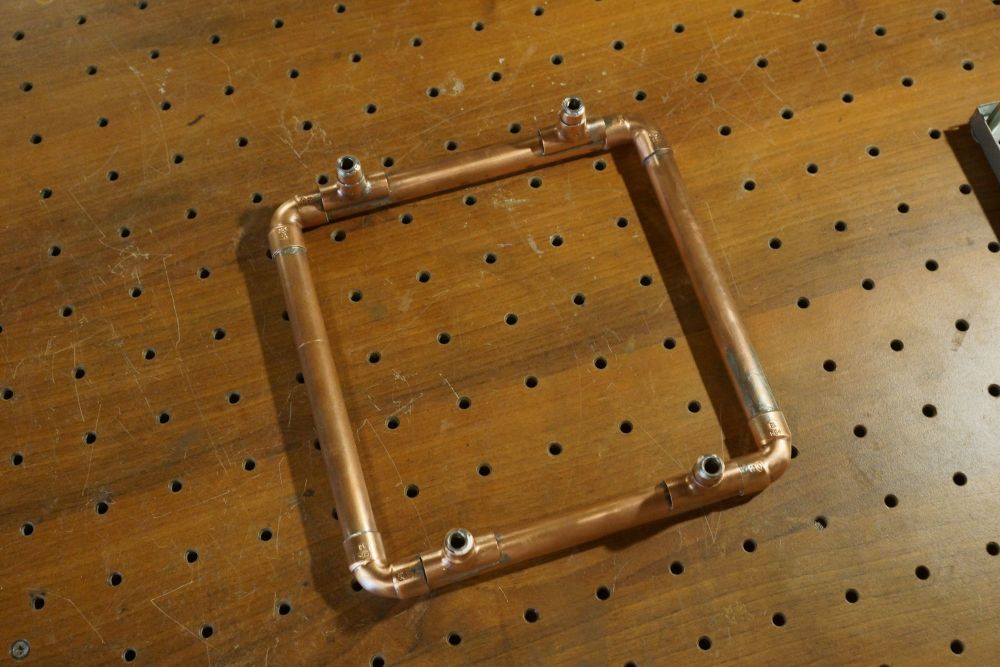
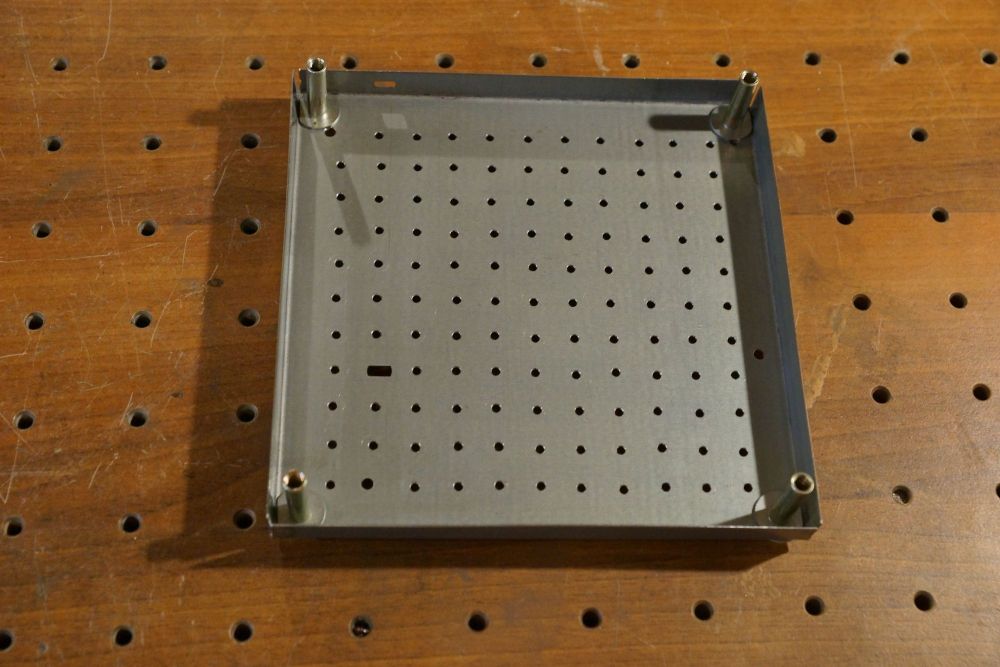
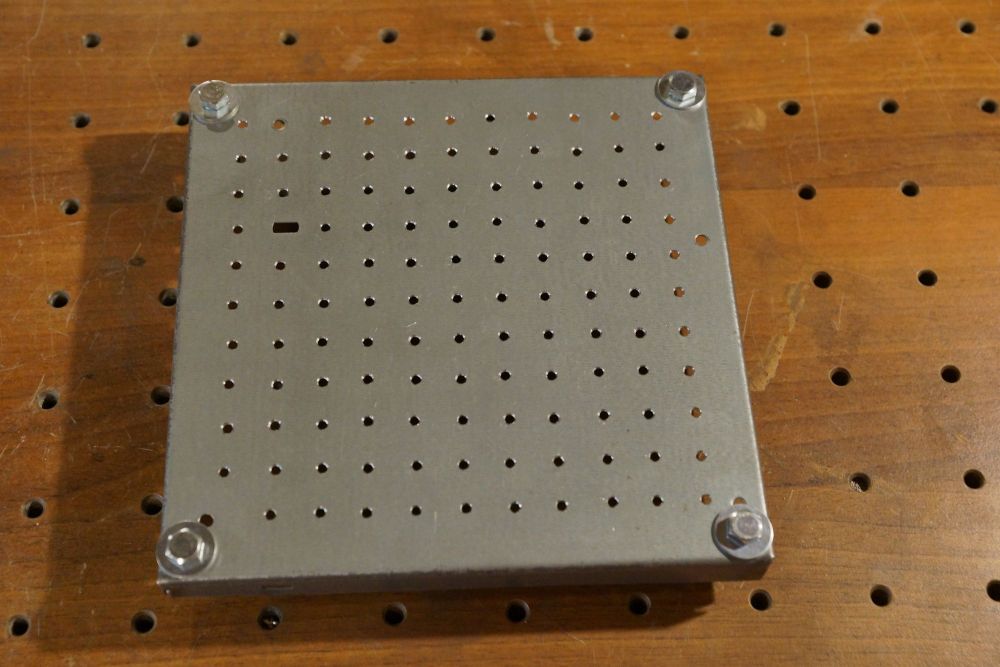
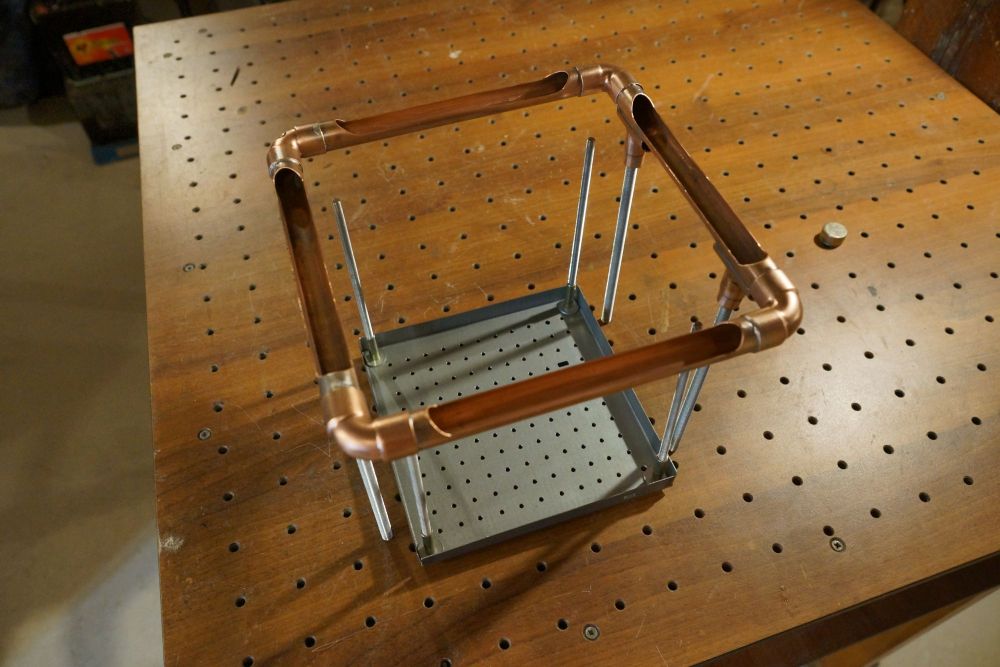
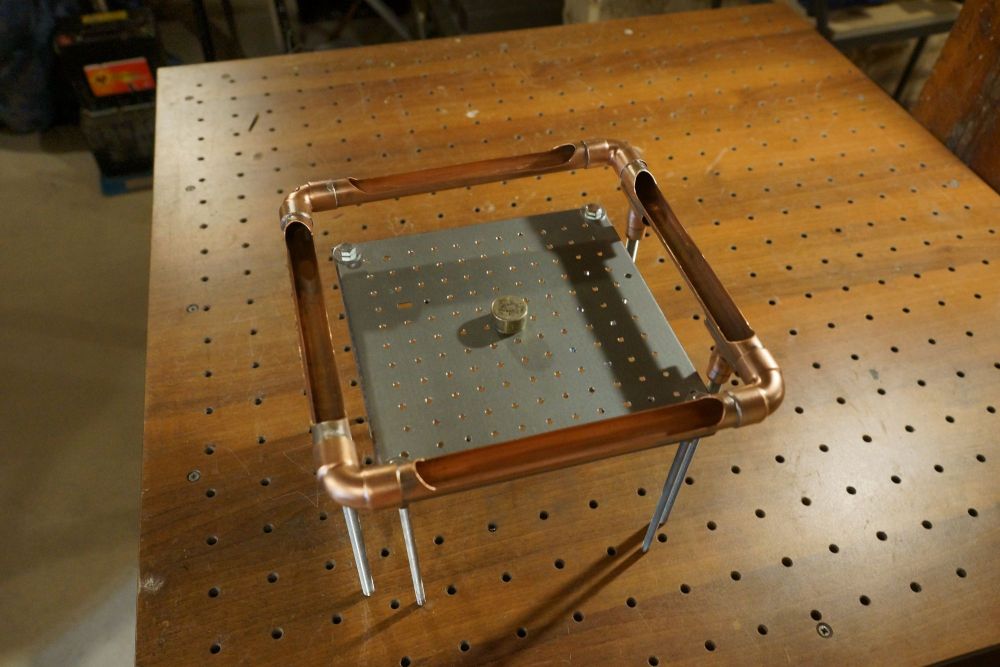
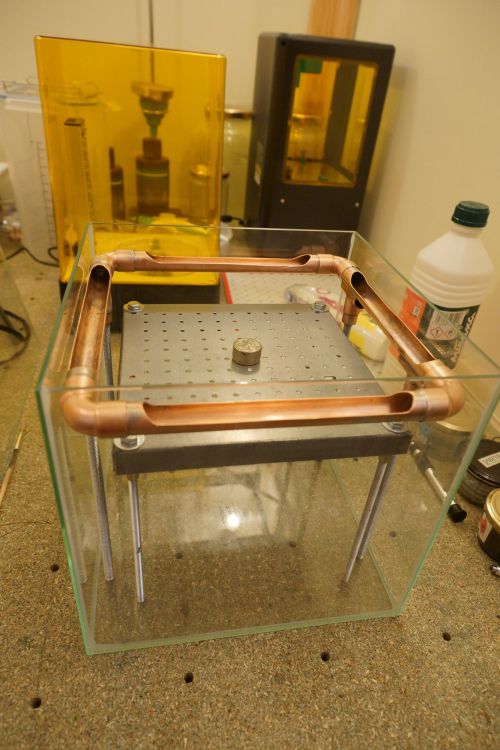
Bonjour, J'ai réussi à faire en sorte de pouvoir lisser de façon homogène des pièces avec de la vapeur d'acétone. En plus, sans chauffage ni ventilateur ce qui est plus simple et plus sûr. J'avais constaté que la vapeur d'acétone est plus dense que l'air... Conséquence : lorsque l'on fait de l'acétone smoothing à froid, dans un récipient fermé, la vapeur d'acétone à tendance à rester au fond. Il faut alors retourner la pièce régulièrement, mais il est difficile d'avoir un lissage homogène. Pour que la pièce soit entièrement lisse il faut d'exposer longtemps ce qui se fait au détriment des détails. Mon idée est donc de placer dans la chambre d'acétone smoothing (un aquarium en verre avec un couvercle) l'acétone liquide uniquement en partie haute. Je fabrique donc une sorte de "cadre" avec des tubes de cuivre et des raccords de plomberie. Le cuivre et la brasure à l’étain permettent de fabriquer facilement quelque chose qui soit étanche et résistant à l'acétone : La découpe des ouvertures sur les tubes est un peu délicate. J'ai utilisé une disqueuse avec un disque fin, un support en V et des cales en bois pour bloquer le tube. Il y a beaucoup de finition à la lime et au papier de verre ensuite. Les manchons taraudés M8 permettent de fixer en hauteur le cadre avec des tiges filetés, tout en le réglant bien de niveau. Avec différents jeux de tiges filetés M8 (ou des vis longues) on pourra choisir facilement la hauteur. Ces manchons sont en acier bichromaté mais ça se soude à l'étain dans le cuivre, il faut insister un peu, et avant la soudure passer les manchons au gros papier de verre pour faciliter l'accroche de la brasure. Pour que les soudures soient réussies la préparation est importante : il faut bien poncer au papier de verre puis nettoyer avec un chiffon et de l'acétone ; avant de souder, il faut étaler de la pâte décapante sur les parties à souder. Attention, le cuivre conduit très bien la chaleur et vu que le cadre est petit il y a un risque de dessouder une autre partie en faisant la soudure suivante... la solution c'est de "protéger" les angles déjà soudés en plaçant autour un chiffon bien humide. Voici le dessus du cadre : A noter le trou dans un des coudes ; il sert à pouvoir vidanger le cadre dans un bocal. J'ai aussi créé un support pour les pièces. En effet, après smoothing, les pièces en ABS sont collantes il ne faut pas les toucher. De plus, ne connaissant pas l'efficacité de mon système j'aimerais un support qui permet de fixer les pièces pour les mettre soit debout soit tête en bas. J'ai utilisé une chute de tôle, dont les bords ont été pliés pour obtenir de la rigidité, avec une série de perçages diamètre 3, et un manchon M6 à chaque coin pour y fixer des tiges filetés : Voilà ce que ça donne avec les tiges filetés : En position "tête en bas", un aimant permet de retirer facilement le support. Voilà ce que ça donne dans l'aquarium utilisé en chambre de smoothing : L'aquarium est refermé de façon presque étanche par une plaque de verre en guise de couvercle. Maintenant le test. J'ai imprimé deux grandes figurines en ABS, j'ai rempli le cadre avec de l'acétone liquide, fixé les figurine sur le support placé dans la chambre. Le ruban de masquage bleu (scotch de peintre trouvable en magasin de bricolage) sous les figurines est important, il permet d'éviter que les figurines collent à la tôle. Le smoothing met du temps à se produire... Il est utile de remplir le cadre d'acétone puis de fermer l'aquarium et d'attendre une grosse demi-heure pour qu'il se vaporise. Le résultat est intéressant, le smoothing est homogène sur toute la hauteur des figurines : Je n'ai même pas eu besoin de faire un passage tête en bas A noter qu'à la fin du smoothing, la pièce paraît encore un peu "non lissée" - après avoir retiré la pièce de la chambre, il faut attendre le séchage complet pour apprécier le résultat Je suis très content du résultat, et la bonne nouvelle c'est que le dispositif reste simple. Je réfléchissait en effet à fabriquer une machine de smoothing mais ce n'est pas la peine. A bientôt













 4 points
4 points -
https://www.anycubic.com/pages/share-your-3d-printed-pet-life Salut les gars, Le concours du thème des animaux de compagnie d'août 2022 appelle à votre participation !!! En l'honneur de la Journée internationale du chat et de la Journée nationale du chien en août, nous vous invitons à participer à notre concours « vie d'animaux imprimés en 3D » ! Ça pourrait être des accessoires/jouets/prothèses etc. Aucune limite sur ce que vous pouvez faire, tant que cela concerne les animaux de compagnie. Thème concours : Partagez votre vie d'animal de compagnie imprimée en 3D Date : 5 août - 25 août 2022 Comment y participer Obtenez/Conception de fichiers STL. Voici quelques exemples de modèles au cas où vous en auriez besoin : https://linktr.ee/anycubic3dprinter Imprimez quelque chose pour vos animaux de compagnie, capturez des photos/vidéos de votre animal de compagnie et ce que vous imprimez. Publiez les photos/vidéos dans le groupe avec le hashtag #Anycubic3DPFunWithPets Prix : 1er prix, 1 unité d'imprimante Anycubic Mega X 3D *1 gagnant 2ème prix, 2 kg Anycubic PLA/Resin * 2 gagnants 3ème prix, 1kg Anicube PLA/Resine *3 gagnants Veuillez noter que nous sélectionnerons au hasard 6 gagnants comme gagnants final parmi les 10 meilleures entrées aimées en fonction des critères de jugement ci-dessous : Popularité / nombre de mentions J'aime, 40 % Qualité d'impression, 30 % Originalité du modèle 3D 20% Photographie et vidéo montrant votre travail avec l'imprimante Anycubic, 10 % (Tout le monde peut entrer car cela ne représente que 10 % des critères de jugement) Un lien plus détaillé de la ligne directrice sera mis à jour le 8 août. PS : le concours n'est en aucun cas sponsorisé, approuvé, administré par ou associé à Facebook. Et les gagnants seront annoncés le 31 août dans notre groupe d'utilisateurs. #3dprinitng #Anycube #InternationalCatDay #3ddesign #cadeau #3dmodels #concours — avec @Matt German et Laura Geng.2 points
-
Quand j'ai lu le titre, je me suis demandé si la Gendarmerie avait ouvert un club échangiste à tendance SM... Maintenant que j'ai lu l'article, me voila rassuré.2 points
-
Salutation ! En même temps si tu n'expliques pas avec des mots le problème, c'est dire "je n'ai pas pris le temps de me mettre à la place de ceux qui pourrais aider ... je les laisse se débrouiller et passer du temps à me demander ce que j’aurais pu expliquer dès le début" ... des photos oui mais avec un contexte, ce que tu as testé, c'est mieux. Donc là peut être vérifié que le BLTouch truque se trouve bien fixé et bien a la verticale. (car c'est le gros problème des X2) Aussi comment nettoies-tu ton plateau ? IPA ? ...2 points
-
Je viens de decouvrir https://www.ameede.com/ qui as quelques projet sympa pour cnc en laser2 points
-
Salut, Dans le dernier export HTML de tes paramètres, la fonction "supprimer tous les trous" n'est pas activée. En la cochant, tu pourras combler certains trous. En contre-partie, le temps d'impression sera plus long . Pour info, mon "Pourcentage de chevauchement de la couche extérieure" est à 30%. Pour la largeur de ligne, Simplify3D calcule ce paramètre à 120% du diamètre de buse, soit 0.48 pour une buse de Ø0.4. Si tu joues sur ce paramètre (entre 100% et 120%), tu pourrais peut-être avoir un meilleur remplissage des parois étroites. La simulation t'aidera à affiner ce paramètre. PS: désolé, je fais un peu tâche avec mon message de quelques lignes dans ce roman-fleuve2 points
-
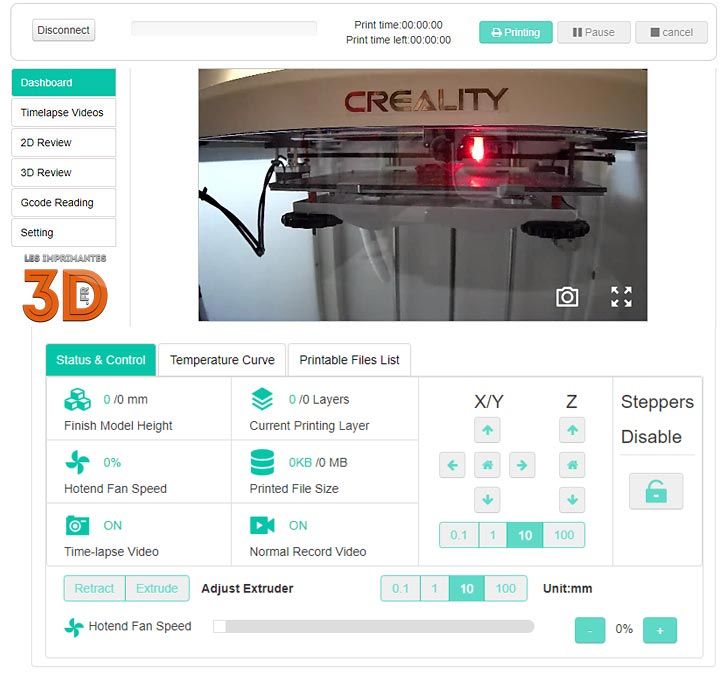
Salut à tous, C'est juste avant les vacances qu'est arrivée une Mintion Beagle, caméra prête à l'emploi pour réaliser les timelapses automatiques d'une impression 3D. Acheter chez Atome3D Acheter chez Amazon L'appareil est livré avec plusieurs câbles : 1 câble USB C pour l'alimentation en énergie 1 câble USB B "imprimante" puisque la majorité de nos machines disposent de cette connectique 'carrée' comme nos imprimantes jet d'encre 1 câble micro USB pour les imprimantes qui seraient équipées de ce port Cela vous aura peut-être mis la puce à l'oreille avec le nom du produit, la caméra ressemble à un chien, jugez plutôt : Le contenu du carton Specs techniques Mintion Beagle : Résolution d'image : jusqu'à 1080p (FullHD) Compression : H.264 et H.265 Fréquence d'images : jusqu'à 25 fps A noter que (pour l'instant du moins) la Beagle de Mintion n'est compatible qu'avec les imprimantes 3D qui sont animées par un firmware Marlin. La théorie du timelapse automatique La réalité (pour l'instant) Les fichiers vidéos sont bien enregistrées sur la carte MicroSD livrée avec la Beagle. La création automatique de timelapse n'est pas.. automatique, a priori un problème avec le dernier firmware de Mintion. L'interface ressemble comme deux gouttes d'eau à OctoPrint Nullement l'idée de discréditer le constructeur mais la caméra Beagle ne fonctionne pas comme un charme dès sa sortie de boite. Un test complet avec retour d'expérience sera publié sur le site mais en attendant, faites-vous une idée de cet accessoire en regardant une fiche produit chez Atome3D par exemple. A la rentrée, vous saurez si cela vaut le coup de dépenser 70€ dans une caméra spéciale imprimante 3D !


 1 point
1 point -
Salut Je viens de voir ça sur le Github de Prusa3D -> https://github.com/prusa3d/Prusa-Firmware-Buddy/releases/tag/v4.4.0-beta2 Cette version intègre entre autre le support du Wifi via un module ESP-01 (Promis de longue date), des fonctionnalités pour la mise en réseau de nos MINI et quelques améliorations de l'interface utilisateur et de l'autotest Attention c'est une version BETA donc avec des bugs dont certains sont déjà connus... Je vais peut être attendre une version RC (Un peu plus stable que la BETA) pour tester tout ça A suivre donc... JC EDIT: Il y a un fil à ce sujet sur le forum d'en face -> https://forum.prusa3d.com/forum/hardware-firmware-and-software-help/prusa-mini-mini-wifi-troubleshooting/1 point
-
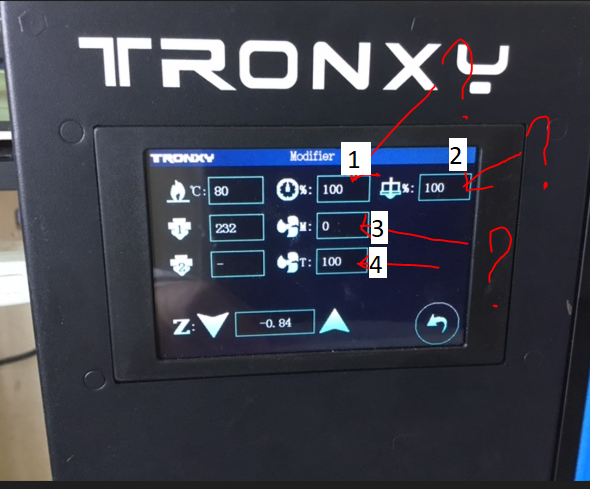
Aller, j'y connais rien aux TronXY, mais j'me lance : vitesse (en % des paramètres définis dans le fichier Gcode) débit (en % des paramètres définis dans le fichier Gcode) ventilateur du filament en sortie de buse (M pour material?) ventilateur du ??? radiateur de la tête? (T pour throat) Bon, OK, j'ai un peu triché, j'ai trouvé ce document
 1 point
1 point -
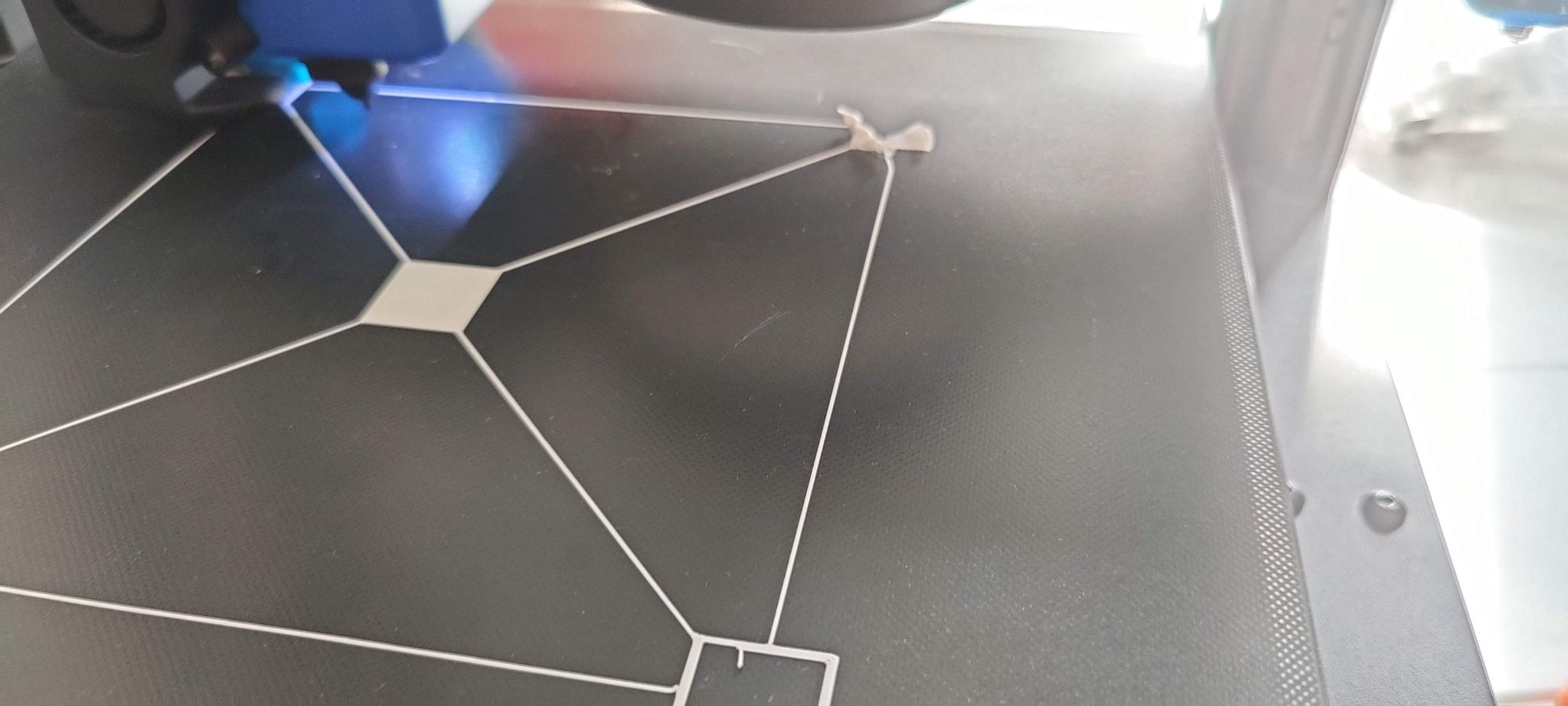
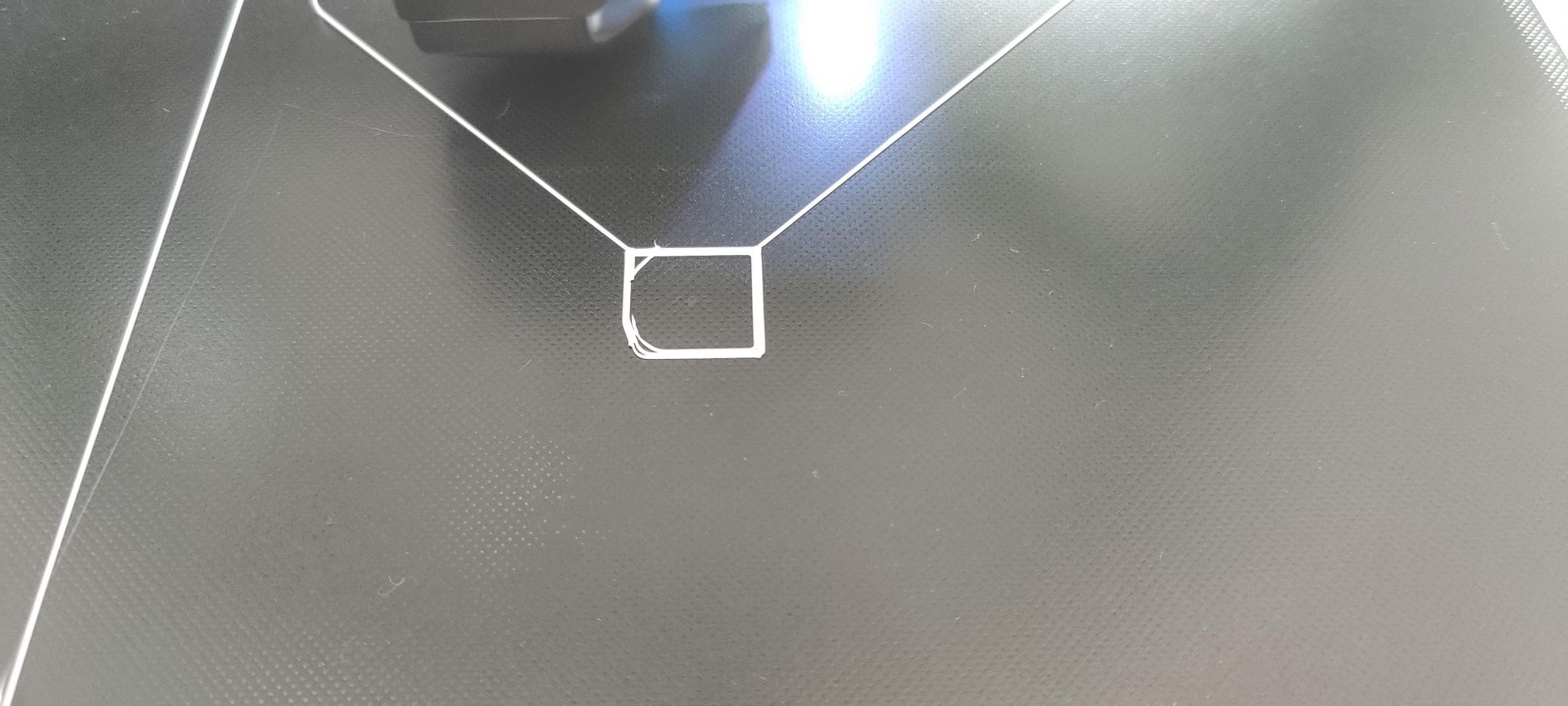
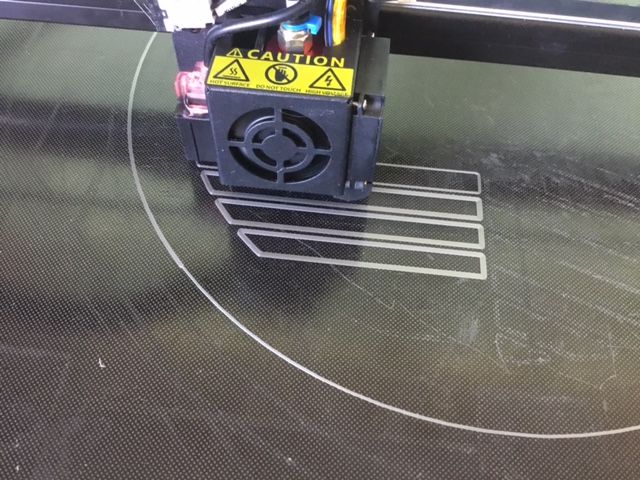
Alors déjà que je fais dans le roman-fleuve, là pour le coup je vais devoir payer une taxe pour encombrement du data-center... Pourtant je soigne particulièrement ce point essentiel et j'y passe énormément de temps. Je commence par le réglage du Z et la feuille gratte bien tout en coulissant, plus serrée elle ne passerait plus. Ensuite je fais un niveau manuel, pareil, en y revenant plusieurs fois pour bien égaliser la pression, ensuite je contrôle à l'auto-lovelling et ce parfois jusqu'à 10 fois de suite en taquinant les ressorts pour n'avoir plus qu'un écart minimum, entre 0.5 et 0.6 je ne peux faire mieux... Ensuite je lance l'impression et je règle la pression avec la commande ultrafine du tableau de commande, et je surveille sur les 3 tours de jupe avec la loupe et au toucher, si cela ne me convient pas je n'hésite pas à annuler et repartir de zéro. Et lorsque j'écrase un poil plus ça ne marche pas, la couche n'est plus régulière... Je vais tester ça sur la prochaine... Pour le moment j'en ai une en cours d'impression (à33%) et tout se passe très bien, avec juste quelques menus affinages de la précédente... En revanche j'ai toujours une question qui me taraude... je ne comprends pas à quoi correspondent ces commandes sur le tableau. Quelque soit le GCode que je lance avec la carte SD, ce sont toujours les mêmes valeurs qui s'affichent... alors pour la température de la buse et du plateau je les corrige, sans même savoir si ça sert à quelque chose car je ne sais même pas si elles reflètent ce qui est en cours ou si c'est bien le GCode qui décide et qui a la main... les 4 autres je ne sais à quoi elles correspondent vraiment... et le Z me sert énormément à régler le départ aux petits oignons... Rassure-toi j'en dis plus encore, c'est peut être pour ça que je les noie dans un flot, ça les dilue et on les remarque moins... ...
 1 point
1 point -
Sage décision JC, sauf si tu as le gout de l'aventure et du risque non contrôlé.1 point
-
Bonjour @Davwin, Avant de modifier une bécane, il est préférable de l'utiliser en version originale afin de commencer à la maitriser et de trouver ses faiblesses (si elle en a) et ses qualités. Il est tant alors de songer à l'améliorer pas à pas pour (en cas de problème) en déterminer facilement la cause.1 point
-
Hello @Daniel U10, désolé je n'étais pas dispo ce we. Tu vas enfin pourvoir changer ton pseudo en: "@Daniel XSSA-500 pro qui en a chié mais qui a enfin réussi à sortir une p@%#$n de pièce PETG de ce tas de ..." Au moins c'est clair mais...si je peux me permettre, c'est un poil long et pas sur que les modo l'autorisent Donc si on analyse tes photos pour une première couche à 110%, j'ai l'impression que ta première couche n'est pas assez écrasée. revoir un peu ton Z-offset en faisant gratter un peu plus la feuille de papier au moment du réglage. tu peux travailler le haut/bas en rajoutant une ligne supplémentaire autour du remplissage (passer à 2). Tu peux aussi tester l'option "ordre monotone" qui améliore l'aspect (pas encore testé et ça prend plus de temps). @pommeverte, j'ai l'impression que depuis la version 5.0 et son nouveau moteur de découpage, la fonction "remplir les trous" n'existe plus comme avant puisque normalement cela est compensé par la largeur variable des lignes dans une même couche ce qui doit supprimer les trous.
 1 point
1 point -
il faut cocher la case 'supports' dans Cura ou dans le trancheur que tu utilises. Nos imprimantes ne savent pas (encore) imprimer dans le vide1 point
-
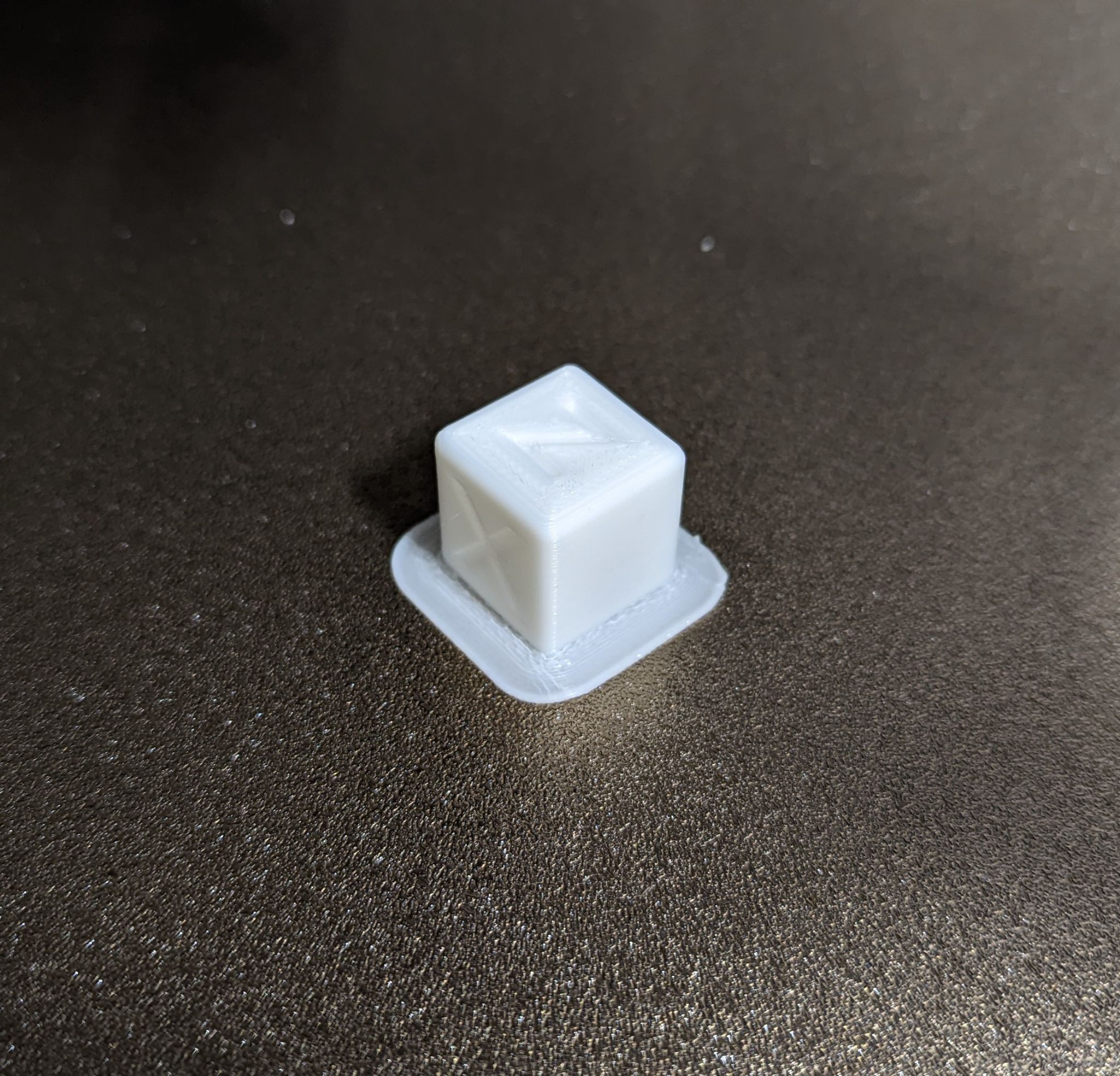
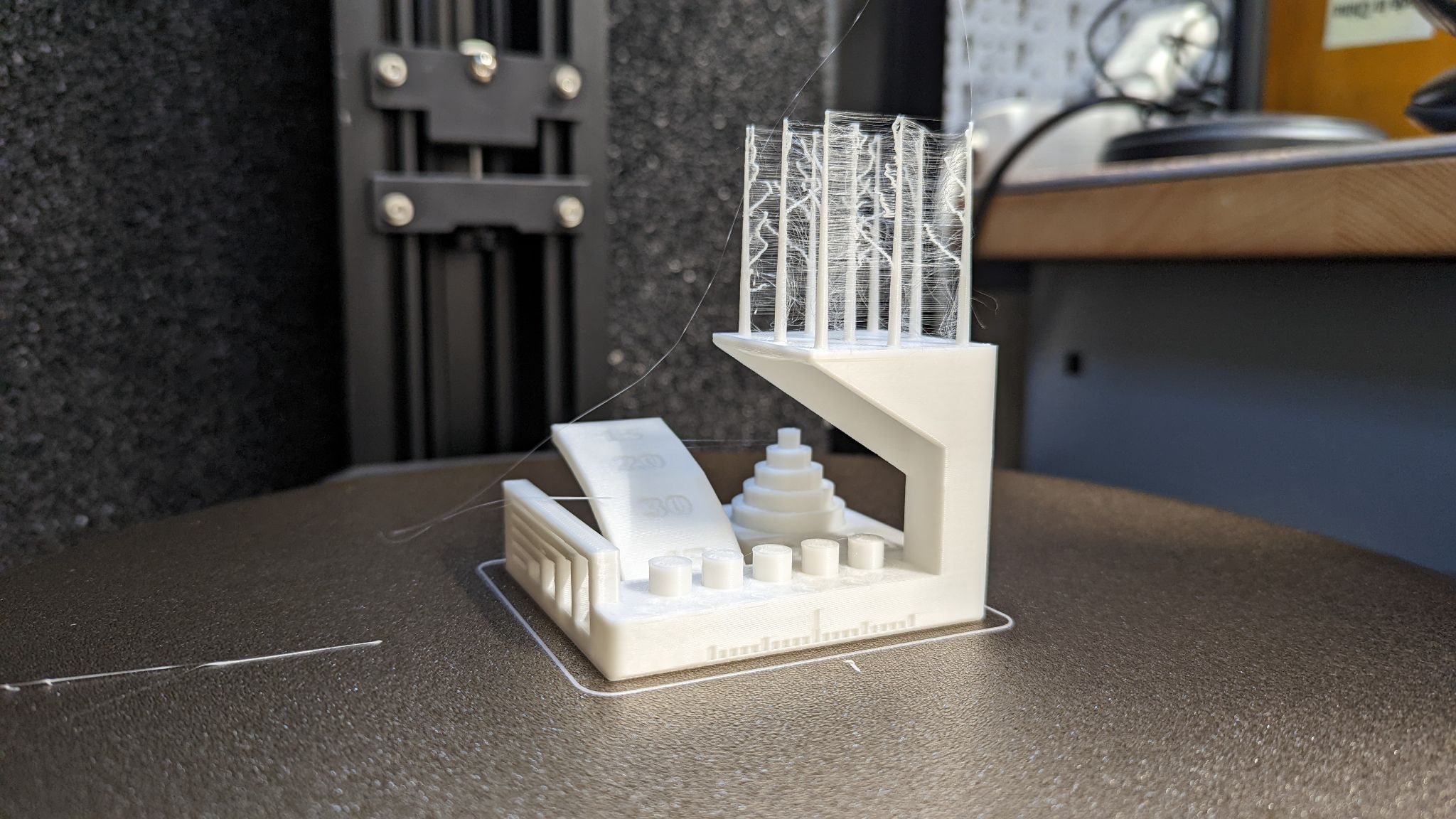
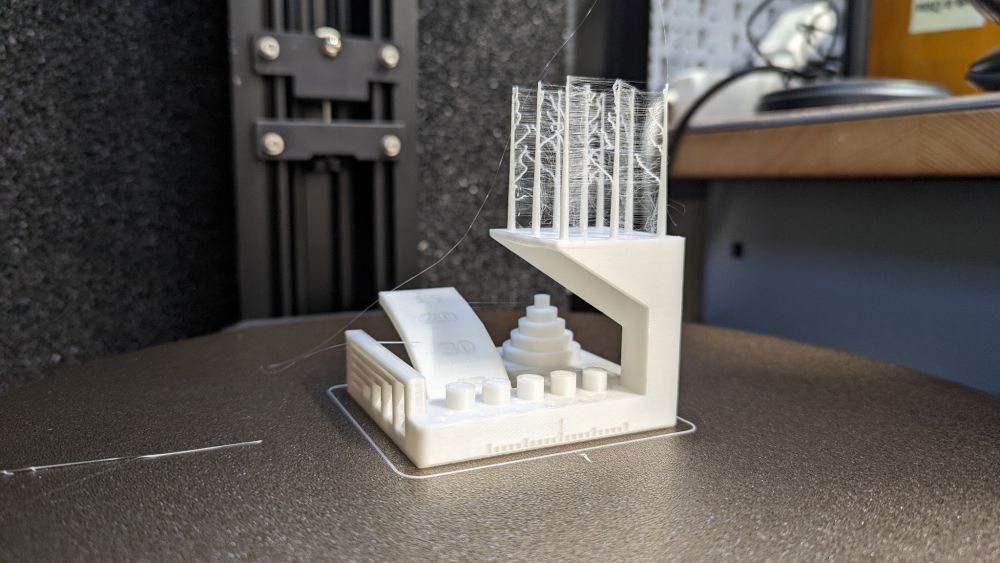
Avant d'attaquer le tranchage, j'ai lancé un des prints présents sur le stockage de l'écran, un benchy sorti en moins de 15 minutes à 250 microns ! C'est toujours difficile de prendre des photos de prints, surtout en blanc, avec les LED qui font apparaitre toutes les couches mais... c'est très propre, surtout à cette vitesse ! Ensuite, j'ai installé le profil pour Cura 5.0 fourni sur la clef USB (encore une fois avec une doc d'installation précise) dans Cura 5.1.0. Il semblerait d'ailleurs que ce profil ait été fait par @Guilouz J'ai commencé par un cube de calibration sans toucher aux réglages : Le cube est clean mais j'aurais dû désactiver le brim qui, bizarrement, était de plus en plus écrasé à l'approche de l'objet, j'ai même cru que ma première couche n'était plus bonne Ensuite, j'ai fait le KKS Tortur Test sans brim mais avec une ligne de skirt et en mettant l'initial layer flow à 100% au lieu de 120% et l'initial layer line width à 105% au lieu de 100, je préfère ainsi pour l'accroche de la première couche : Il faut aussi penser à désactiver le jerk dans Cura puisque c'est géré par Klipper (sinon ça fait une erreur dans la console à chaque commande M205) : C'est sorti en 90 minutes ! Dans l'ensemble c'est très bon mais j'ai vu mieux en terme de pontage. Rien à dire sur l'overhang et les pointes des pics qui sont propres malgré la vitesse. Par contre, ce stringing (totalement absent sur le Benchy) Avant d'attaquer la suite, j'ai déjà fait un test d'extrusion. Il sort 99mm pour 100mm demandé, c'est très bien Je n'ai pas fait de PID car les courbes sont bonnes. J'aimerais par contre modifier le script de démarrage pour faire le homing avant la chauffe et surtout décaler la buse sur le bord du lit avant celle-ci. Actuellement la buse chauffe au milieu du plateau et le plastique qui peu suinter peut tomber au milieu du plateau... Chiant d'avoir à surveiller ça quand on lance un print dans une pièce à côté (pas trop loin hein en cas de départ de feu) EDIT : voila mon nouveau Start G-code : Avant : G21 G90 M82 M107 T0 M140 S{material_bed_temperature} M104 S{material_print_temperature} T0 M190 S{material_bed_temperature} M109 S{material_print_temperature} T0 G28 G1 F3000 Z1 G1 X-150 Y0 Z0.4 G92 E0 G3 X0 Y-130 I150 Z0.3 E30 F2000 G92 E0 Après : G21 G90 M82 M107 T0 M140 S{material_bed_temperature_layer_0} M104 S100 T0 G28 BED_MESH_PROFILE LOAD=default G1 F3000 Z370 G1 F3000 X-150 M190 S{material_bed_temperature_layer_0} M109 S{material_print_temperature_layer_0} T0 G1 F3000 Z1 G1 Y0 Z0.4 G92 E0 G3 X0 Y-130 I150 Z0.3 E30 F2000 G92 E0 G1 E-0.8 F1800 J'ai juste ajouté un déplacement de la buse au niveau du point de départ du prime avant la chauffe et un petit retract en fin de prime EDIT : comme me l'a fait remarquer @Guilouz, y'avait pas le chargement du mesh dans le G-Code de démarrage. Je l'ai donc ajouté même si visiblement c'est plus clean via une macro directement dans Klipper



 1 point
1 point -
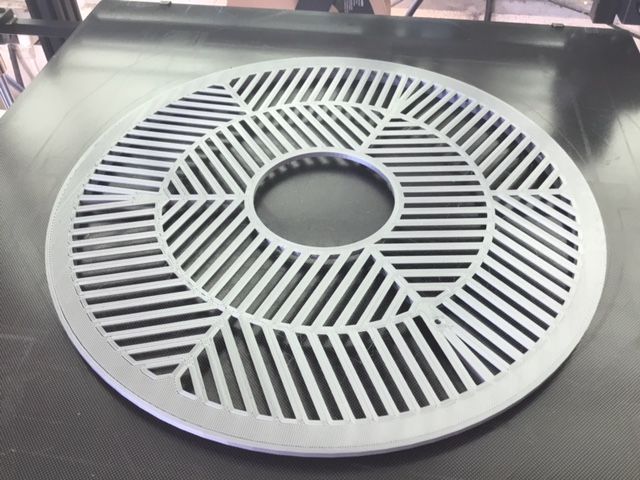
salut @pommeverte, t'inquiète, la pomme ça ne tâche pas... et merci pour ces bons tuyaux je vais explorer ça, d'ailleurs je savais bien qu'il y avait une commande pour les trous, je l’utilisais sur Prusa-Slicer, mais là je l'ai zappée. et là aussi j'ai suivi ton avis, j'ai réussi à faire plus court... désolé il faut quand même que je rajoute quelque chose... , je viens de trouver la commande dans Cura 5.1.0 "boucher tous les trous" (voir copie d'écran...) or si c'est bien celle dont tu parles, c'est la cata, il n'y a effectivement plus de trous... mais strictement plus du tout... la pièce n'est plus qu'une coquille pleine, les vides entre les bandes sont comblés et même le trou central qui sert à la positionner... bref c'est un fromage qui n'a plus aucune utilité... ça me donne ça... au lieu de ça...

 1 point
1 point -
Un peu de lecture pour ce dimanche avec notre #hebdo de l'#impression3D : scan 3D, nouveautés Creality, mécanique, caméra Mintion Beagle et un peu d'humour (d'ailleurs n'hésitez pas à partager vos meilleurs memes 3D en commentaires) https://www.lesimprimantes3d.fr/semaine-impression-3d-343-20220807/1 point
-
Tous les déplacements ? Elle est bizarre ta machine ... Pour l'extrudeur comme c'est un direct drive : il faut demander une extrusion LENTE pour que le test ne soit pas faussé par la buse et des glissements de la roue de l'extrudeur (je n'ai pas une vision bionique, donc je n'arrive pas vraiment à voir si la roue d'entrainement saute un pas de temps en temps ou pas à l'œil nu )1 point
-
Salutation ! Si je ne me trompe pas tu est en direct drive ? et donc il faut extruder a une vitesse très faible sinon cela peut sauter des pas ou glisser dans l'extrudeur. et aussi si tu a mal ajusté le serrage de l'entrainement du filament de l'extrudeur ... En gros bien vérifier que tu chauffe dans chaque cas a la même température et que tu extrude a la même vitesse genre "G1 E100 F120" cf https://marlinfw.org/docs/gcode/G000-G001.html F120 = 120 mm/min donc 2mm/s. Sinon en dernier recours il faut démonter la buse ( comme cela tu réduit les risque de freins non lié a l'extrudeur ) et désactiver le protection d’extrusion a froid M302: Cold Extrude pour faire tes tests ... ( mais ne pas oublier de remettre ensuite la protection quand tu remonte la buse ... et forcement pour avoir une bon montage il faut le faire de préférence a chaud donc bien porter des gants et utiliser les bon outils... )1 point
-
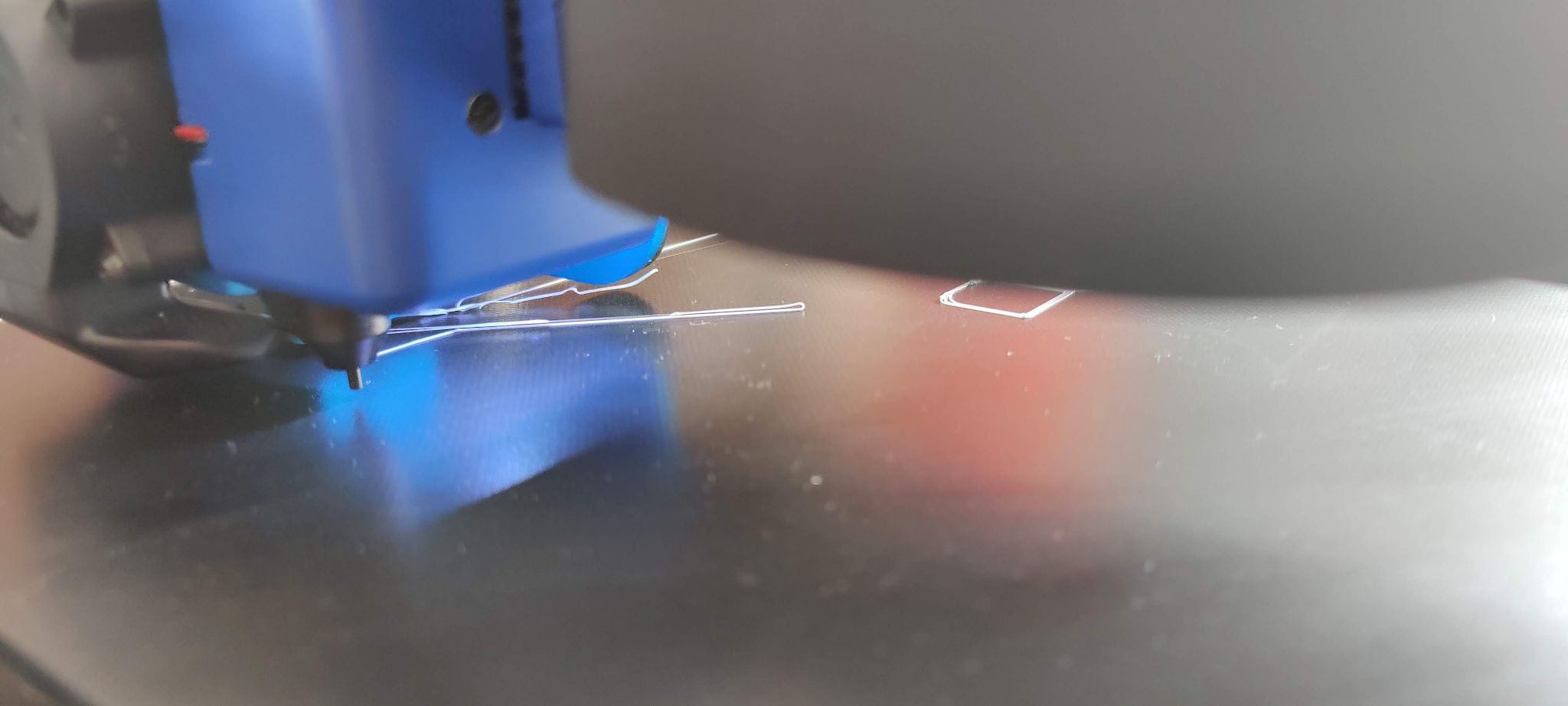
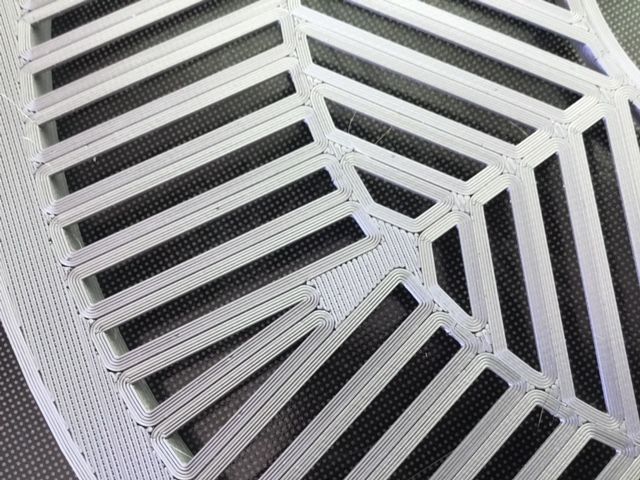
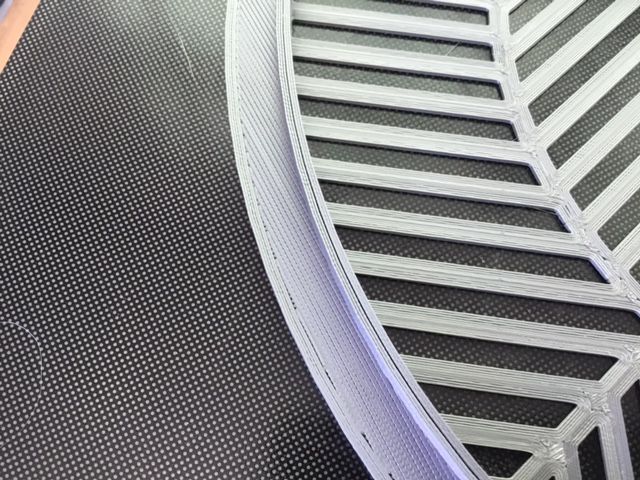
Et le silence qui suit c'est encore du Mozart... Et voilà le travail, la photo, parle d'elle même, hormis quelques poiluchons dérisoires qui s'évaporent au premier souffle, c'est nickel chrome, je suis en admiration devant le résultat. Alors bien sûr tout est perfectible... mais ce n'est plus que de l'ajustement par petites touches qui se règleront avec l'expérience au fil du temps, mais la base est excellente et laisse entrevoir toutes les potentialités de la bécane... Et je me rends compte que je vais devoir aussi tenir compte des mesures précises de l'objet, voire de rectifier mes dessins pour que la corrélation se fasse au mieux avec les paramètres... par exemple, je peux jouer sur la largeur de ligne ou le chevauchement, mais je peux aussi modifier légèrement l'espace entre les barres pour que celles-ci soient un poil plus étroites de manière à resserrer un peu les lignes pour supprimer le petit espace résiduel... sinon il m'a semble voir aussi une commande pour rajouter une liaison et combler les vides... Tout ça relève du domaine de l'exploration, mais au moins je pars sur du concret, l'objet apparaît enfin pour de bon et l'analyse fine du résultat est enfin possible, le stade du "le fera-le fera pas" est enfin dépassé, ne reste à gérer que le détail... et de la galère on passe enfin au plaisir de faire... je dis souvent "enfin" mais c'est vraiment pour traduire le ressenti... ouf!... Alors un grand merci @Yellow T-pot et @fred5976 pour toute l'aide apportée et le soutien amical dans les moments de déprime... Si ce retour peut servir à d'autres c'est aussi le but, d'ici peu je ferai un petit fil résumé pour ne pas avoir à relire tous les détails et digressions diverses, je me garderai bien de conseils directs sur l'impression, je ne m'en sens pas encore vraiment compétent, mais juste un avis sur les considérations liées directement à ce qui concerne la machine elle même car j'en ai appris beaucoup et ça n'est pas dans le manuel marketing de l'outil magique... ça n'est magique qu'après de pénibles efforts que l'on pourrait largement s'épargner en grande partie. Allez, je vais enfin pouvoir m'attaquer aux pièces plus sérieuses, après que j'aurai refait la série des masques qui vont me permettre d'ajuster les paramètres aux petits oignons... Je me sens comme l'oiseau qui sort du nid pour prendre son envol... à presque 70 ans ça me rajeunit...


 1 point
1 point -
Bonjour @Lydie creosoleil tu n'a pas eu des roulement à la place ? Sur les première version de Sidewinder X2 il y avais bien ces 2 barres pour le dérouleur mais depuis Artillery3D l'a remplacé par 4 roulements à bille sans ces barres. L'avantage c'est que y a des roulements (perso avec mes barres j'ai racheté des roulement que j'ai rajouté car les barres sont fixes et freine un peu trop le déroulement^^) Le désavantage c'est que le dérouleur est "branlant"(ça bouge pas mal) sur ces version étant donné qu'il n'y a pas ces barres qui stabilise les 2 parties ensemble. Donc si tu a eu des roulement c'est que t'es sur une version plus récente que mes X2 avec les barres fixe. à plush1 point
-
Salut @Guillaume3D regarde j'ai un projet intéressant pour une extrudeuse de filament en PET Extrudeuse de filament PET1 point
-
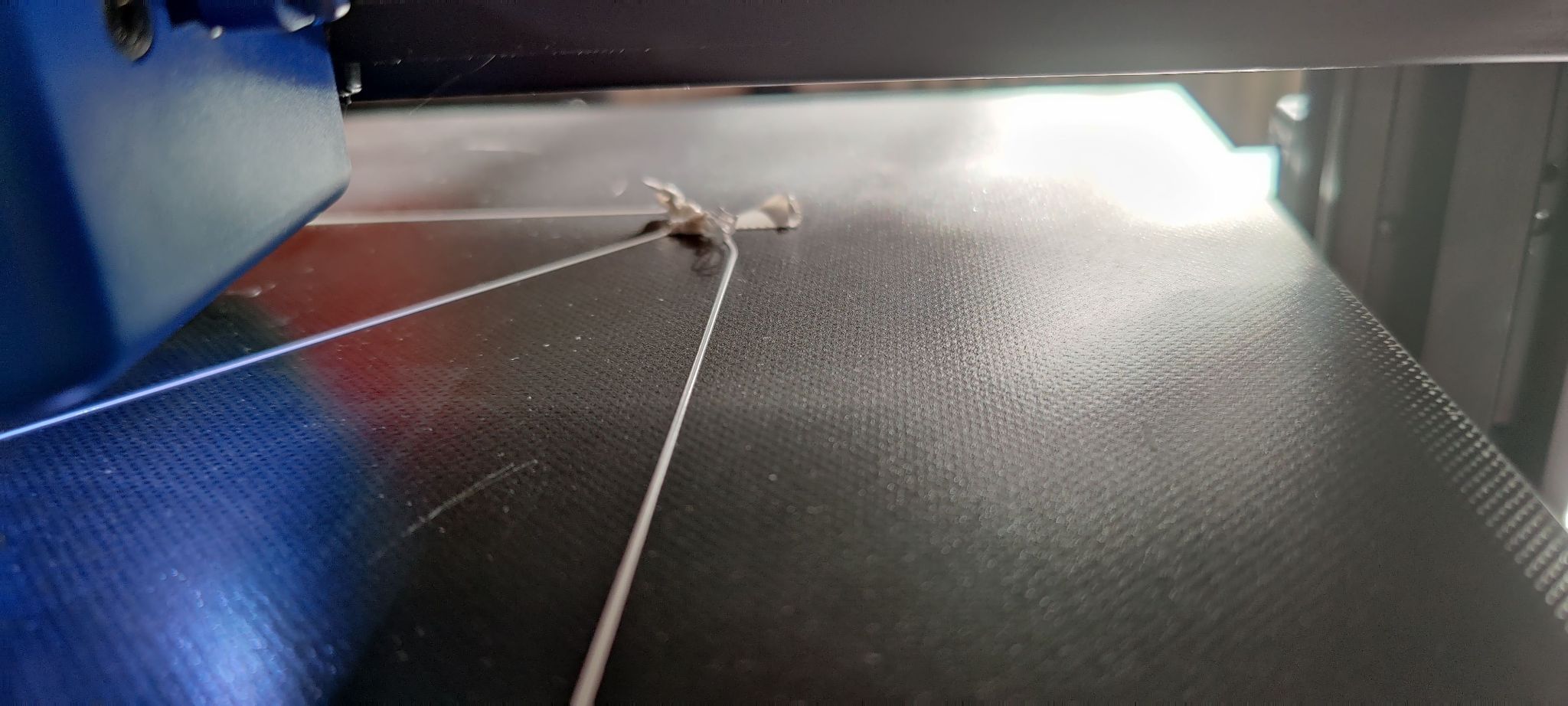
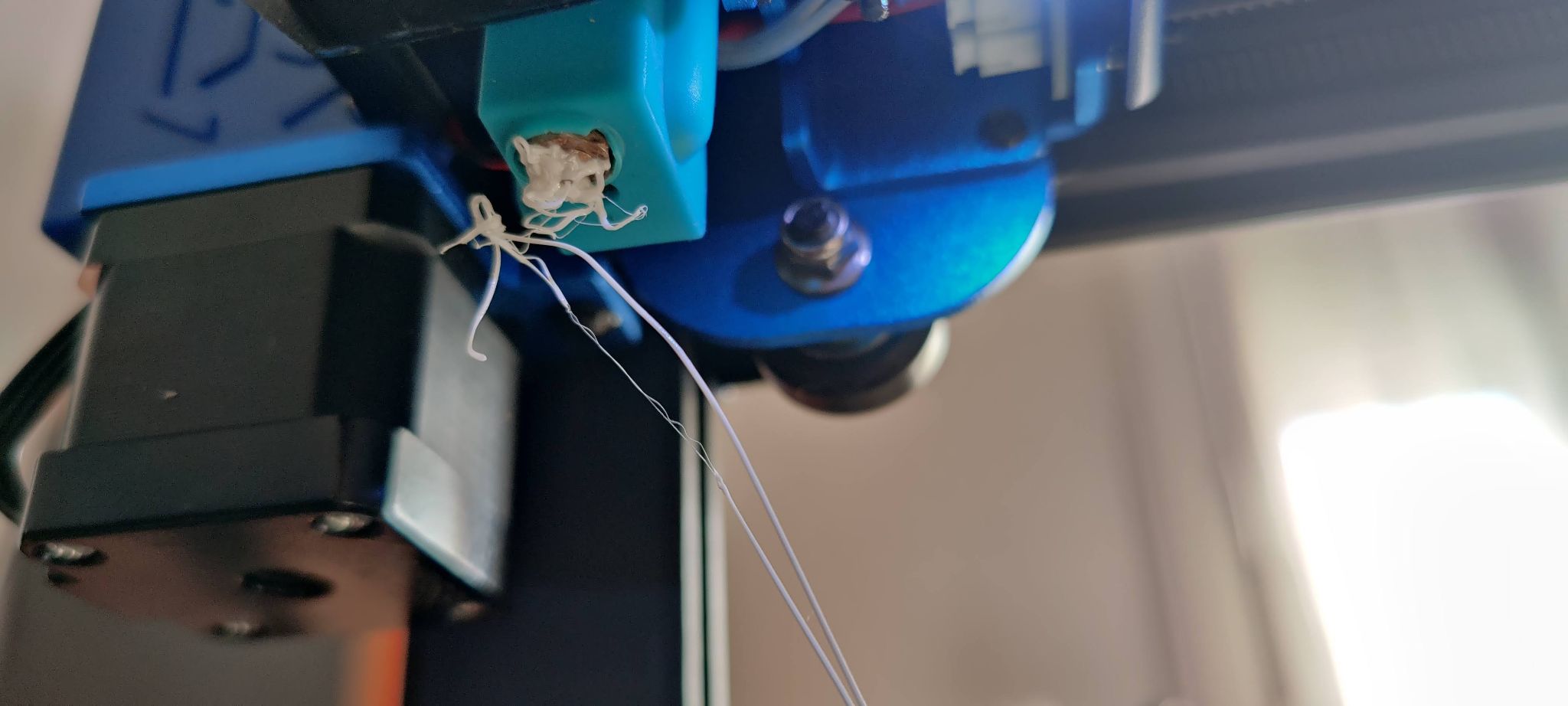
c'est vrai que c'est curieux de voir l’écran de "l'imprimante fixe" hors indicateurs de températures. voici le résultat que j'ai obtenu avec une rétraction à 0.8...... (dingue comme la caméra montre toutes les poussières sur l'imprimante. on croirait qu' il y a une couche de merde dessus ) 20220726_200141_h264.mp41 point
-
d'après cette discussion, oui. Il suffit juste de recâbler le connecteur du BLtouch avec le connecteur du merdouille-touch (sur le BLtouch les 2 masses ne font plus qu'1 sur le connecteur de la X2). je pense qu'il est question du décalage du BLtouch par rapport à la buse. Dans ce cas, il suffit de mettre à jour les paramètres du gcode M851 (décalage X,Y,Z du BLtouch / buse), soit en envoyant le gcode via un ordinateur connecté en USB soit en le spécifiant dans le Gcode de démarrage du trancheur, avant le G28.1 point
-
https://3axis.co/ pour des objets à réaliser en decoupe laser.1 point
-
@pool62 Voici la version 1.31 avec la température du bed corrigé avec la température maxi à 110° pour l'ABS. Le calcul des steps pour l'axe Y est également corrigé afin de prendre en calcul la valeur deux chiffres après la virgule (exemple 80,24 par défaut le calcul restait à 80,20 avant le correctif) Attention je ne peux pas me substituer à TENLOG, je fais juste cela pour l'entraide du Forum j'ai un peu de connaissances sur le firmware Marlin c'est tout; je n'ai pas la compétence de corriger les bugs de l'écran DWING hélas Bon il suffit de faire un essai avec la version 1.31 pourquoi pas ! je ne peux pas simuler les défauts car j'ai des écrans TJC Un clic sur le petit cœur en bas de la page me fera plaisir ! a+ Marlin_131_opto.ino.hex1 point
-
On avance sur le sujet ! Je pense que je suis pas mal avec une température de 215° / 60° plateau. Régler correctement l'extrudeur à bien fait avancer les choses, mais il faut que je continue à peaufiner les réglages. Le remplissage n'est pas bon. J'ai essayé de changer de motif, reduire la vitesse, augmenter le débit, mais peu d'effet à chaque fois... Des idées ? Sinon mon extrudeur est toujours bouillant pendant mes impressions, et je ne trouve pas ça normal.
 0 points
0 points -
Bonjour à tous les "lazeristes" ici une base de fichiers : https://www.cnczone.com/forums/misc.php?do=showattachments&t=19346 https://www.cnczone.com/forums/misc.php?do=showattachments&t=5276 Bonne recherche et découpe0 points