
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 22/08/2022 dans Messages
-
On ne va tout de même pas financer nos concurrents, aussi bons et sympathiques soient-ils Le code promo fonctionne mais sur ce site: https://www.filament-abs.fr5 points
-
Et moi je proteste catégoriquement sur ce point … 95% des objets que j’imprime (et conçois) ne sont pas dans le commerce ou s’ils le sont ne sont pas conformes/adaptés à mon utilisation ou permettent le recyclage d’éléments déjà en la possession. Je n’imprime donc que majoritairement des choses utiles et fonctionnelles. Bien souvent l’impression 3D repond a un projet 100% personnalisé et adapté que je ne trouve pas dans le commerce justement, tout comme la réparation de choses qui sans l’impression 3D iraient directement à la poubelle (électroménager notamment bien souvent pour une peau ré petite pièce usée ou cassée). Quand à la solidité, tout dépend de l’utilisation et du matériau, même s’il est vrai que le procédé FDM implique nécessairement une faiblesse mécanique dans le sens des couches comparé par exemple au moulage et l’injection (mais le moulé nécessite une matrice ou un moule qui n’est pas possible vu les coûts pour un seul exemplaire). Par ailleurs, en réfléchissant au sens d’impression et au besoin de résistance mécanique lors de la conception on peut obtenir des choses très résistantes. Cest donc bien plus qu’un simple hobby me concernant et avant tout un outils du quotidien. Maintenant si la FDM ne t’est pas plus utile que ça libre à toi d’imprimer des figurines ou des objets « inutiles », ce qui est le cas de certains et pas d’autres, chacun son besoin et son choix de type d’impression.3 points
-
Bonjour, J'ai tenté de commander une bobine ArianePlast en 2.3kg filament 1.75mm noir, et d'appliquer le code promo. Celui-ci ne fonctionne pas / plus. Merci pour votre aide3 points
-
Oui pour des couvercles de pots de confiture Tiens je vais m'inspirer de ton idée @+ JC
 2 points
2 points -
La semaine passée, la pompe des toilettes potable Handy Potty rend l'âme.. Je démonde la chasse, et ( comme d'hab pour le caoutchouc ) un joint avec une forme particuliere avait fortement rétrécie. Je prends contact avec la société qui me propose le systeme complet ( 50 euro + FDT ) , mais impossible d'acheter le joint séparé. 20 minutes de modélisation et 30 minutes d'impréssion TPU plus tard la pompe fonctionnait de nouveau pour 5 eurocent.. Par contre, je prendrais plus de plaisir à placer le STL gratos sur Thingiverse que de le faire payer, simplement en guise de pied de nez au fabricant2 points
-
Rooooh mais tu n'arrêtes plus tu es resté tellement longtemps avec juste ta K8200, et là la liste dans ton profil s'allonge de manière exponentielle.2 points
-
Comme beaucoup de nouveaux L'esprit du partage se perd, ma bonne dame2 points
-
C'est malheureusement vrai, il suffit de voir chaque vidéo de promotion d'une imprimante 3D, où bien même les tests des influenceurs, c'est en général quasiment toujours (sauf quelques exceptions) les figurines qui sont mise en avant. Et pourtant je suis persuadé que bien des gens s'ils en avaient connaissance pourraient réaliser des économies non négligeables, mais ce n'est selon mon humble avis pas dans l'intérêt des industriels qui ont vocation à encourager la consommation (vive la capitalisation !).2 points
-
Quand j'étais en IUT génie méca à Toulouse, on organisait les 4H de Ponsan : course de Solex. Les bestioles montaient à 110km/h ... mais le bruit n'avait rien à voir avec un carton sur les rayons de roue...2 points
-
Aller au boulot les imprimeurs du Forum @LesImprimantes3D.fr peut-être une info à relayer dans les news du blog non ? @+ JC2 points
-
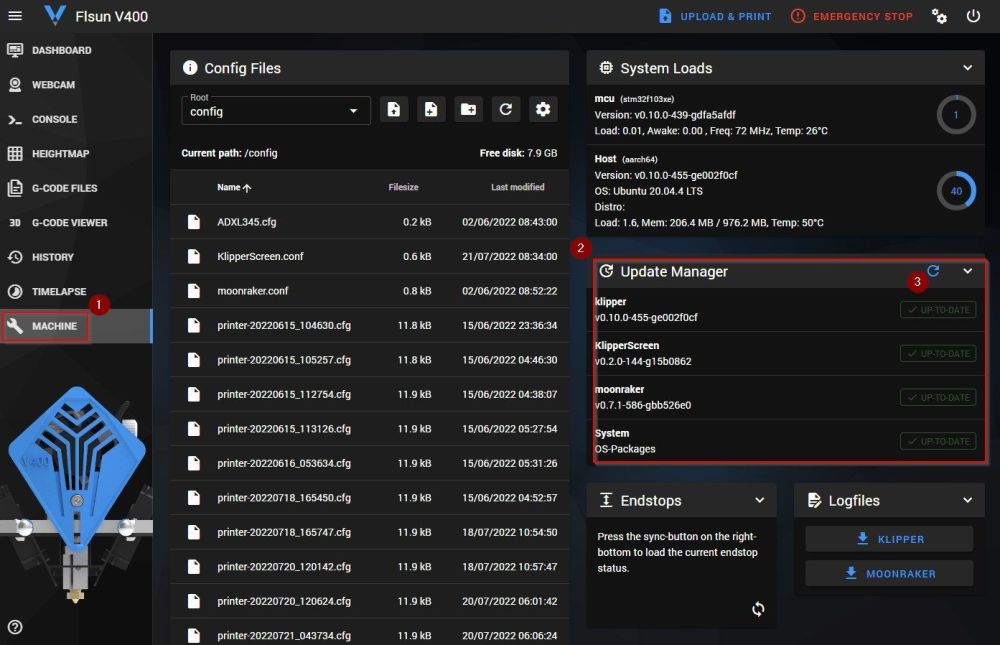
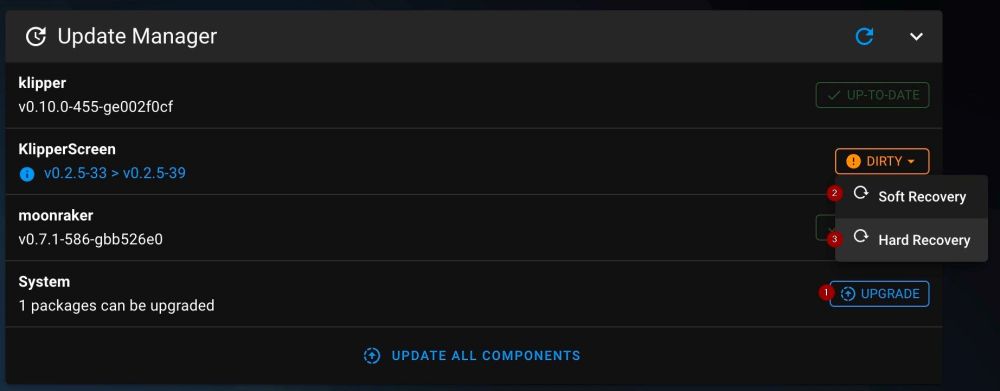
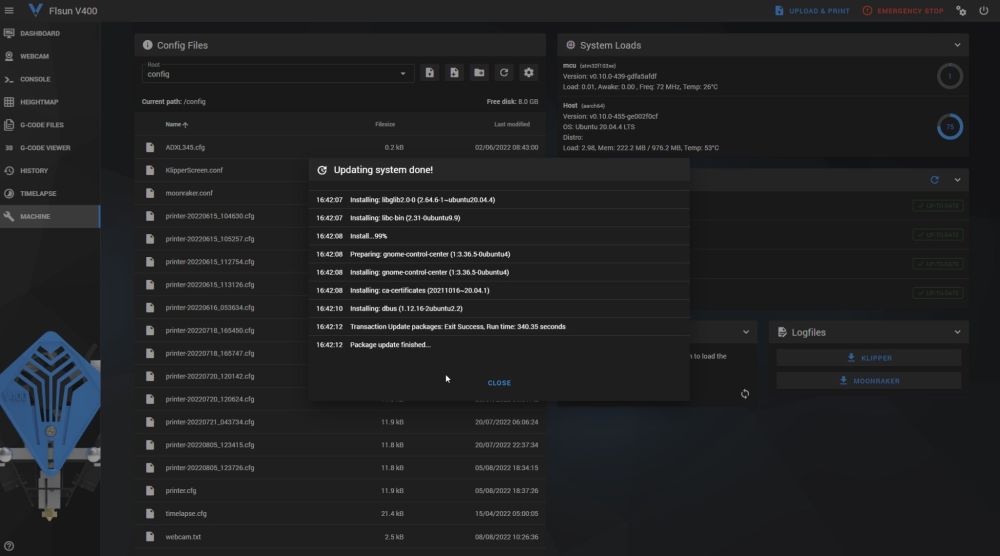
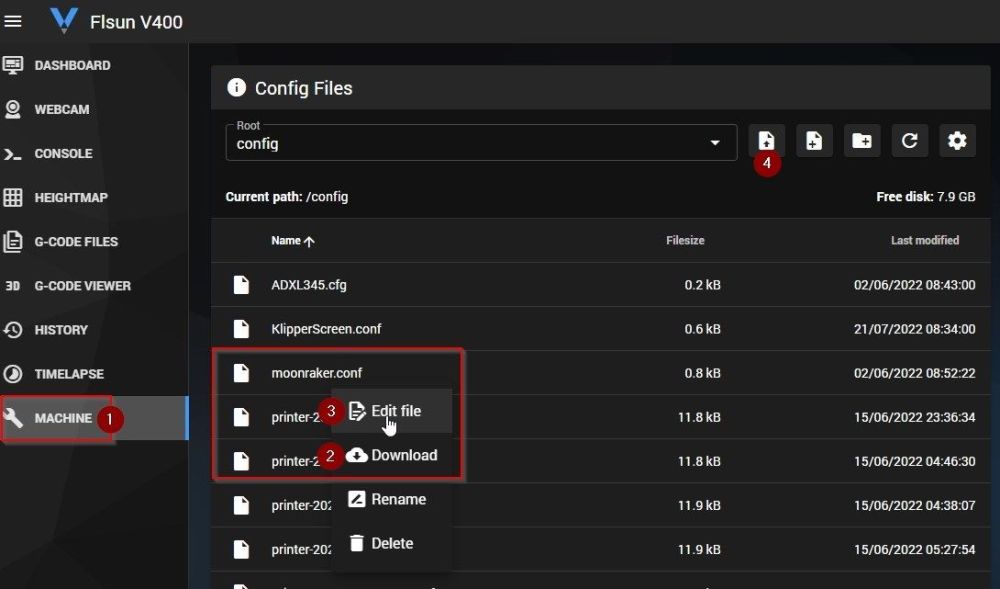
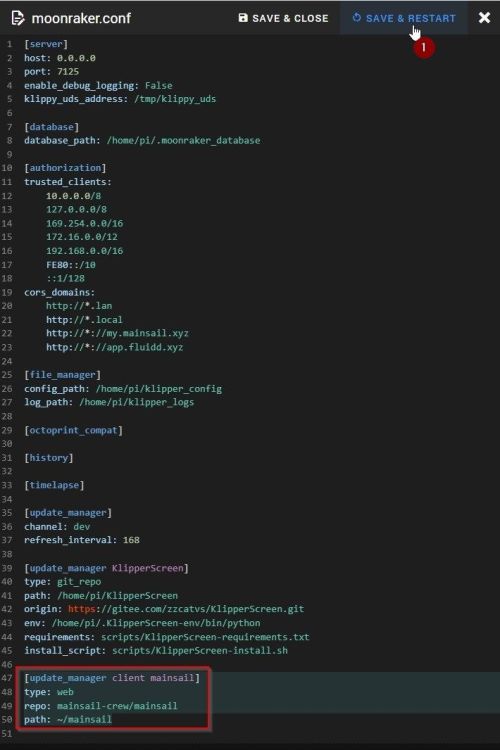
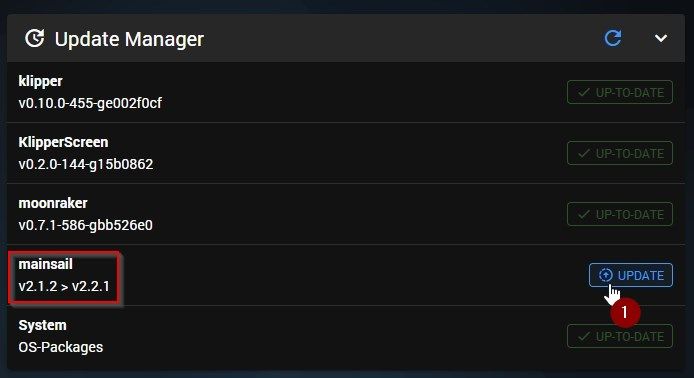
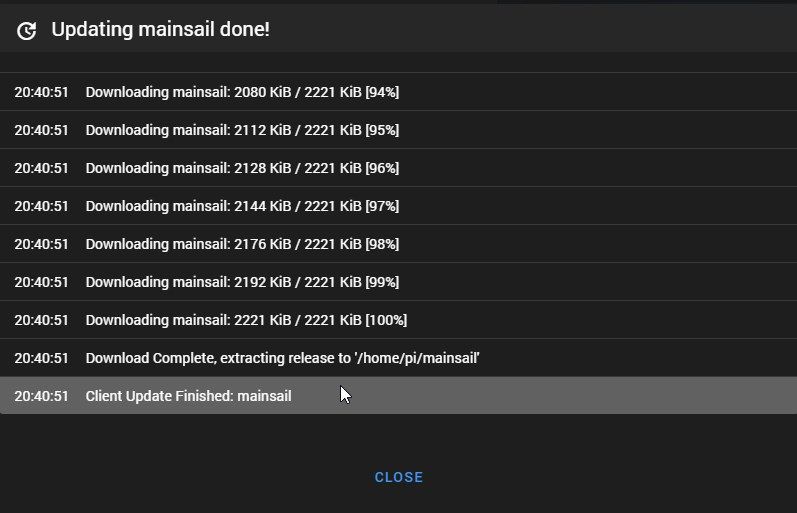
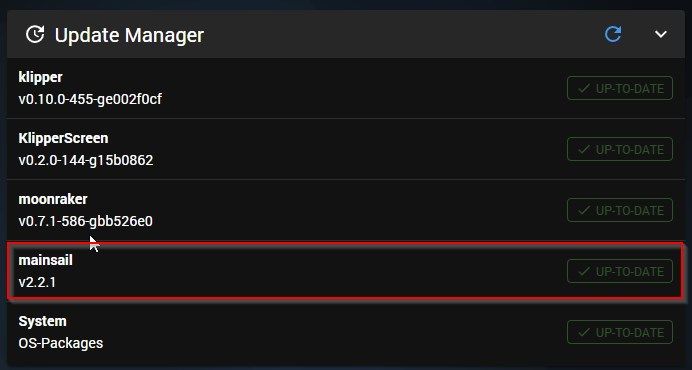
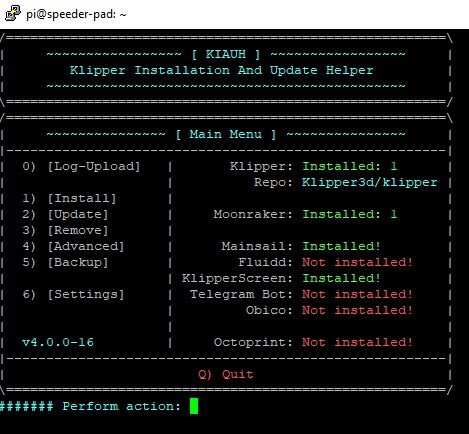
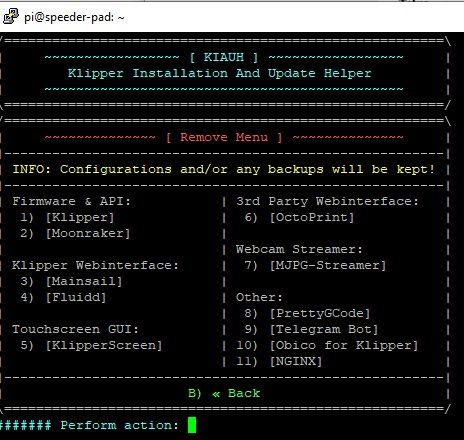
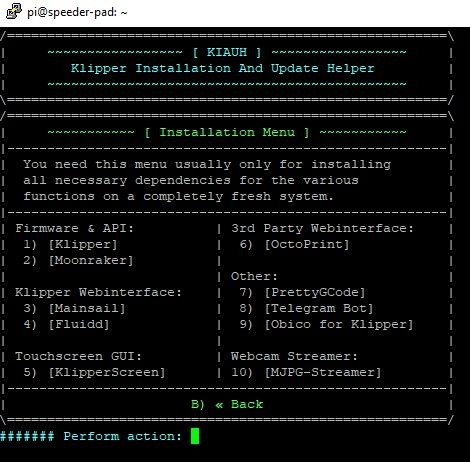
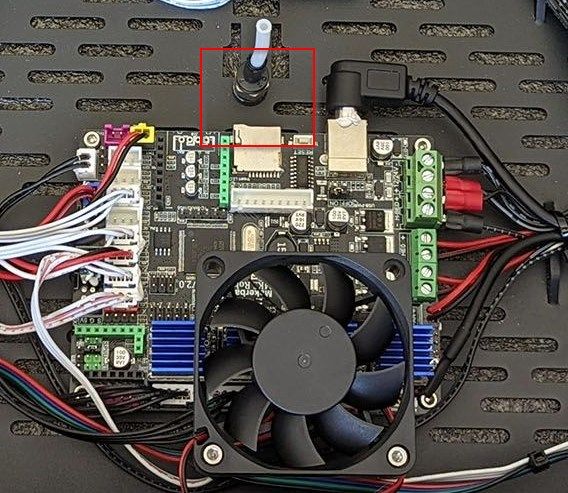
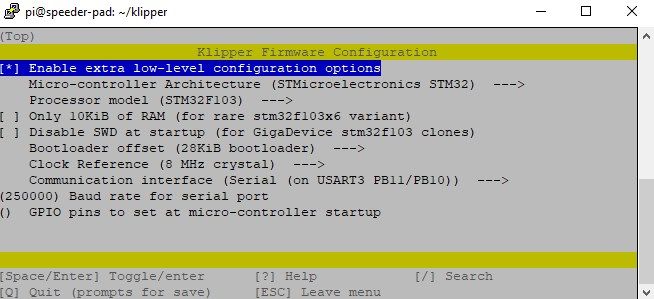
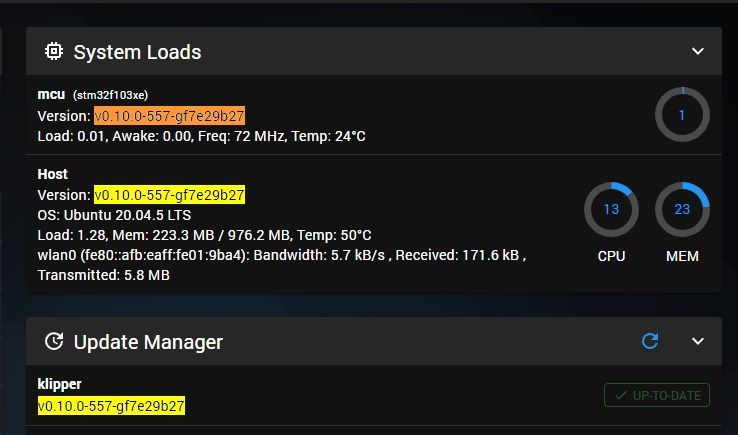
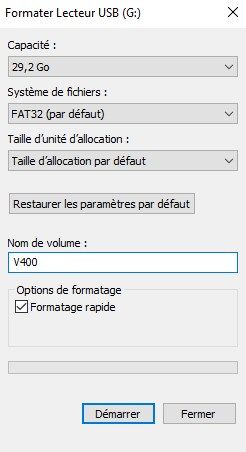
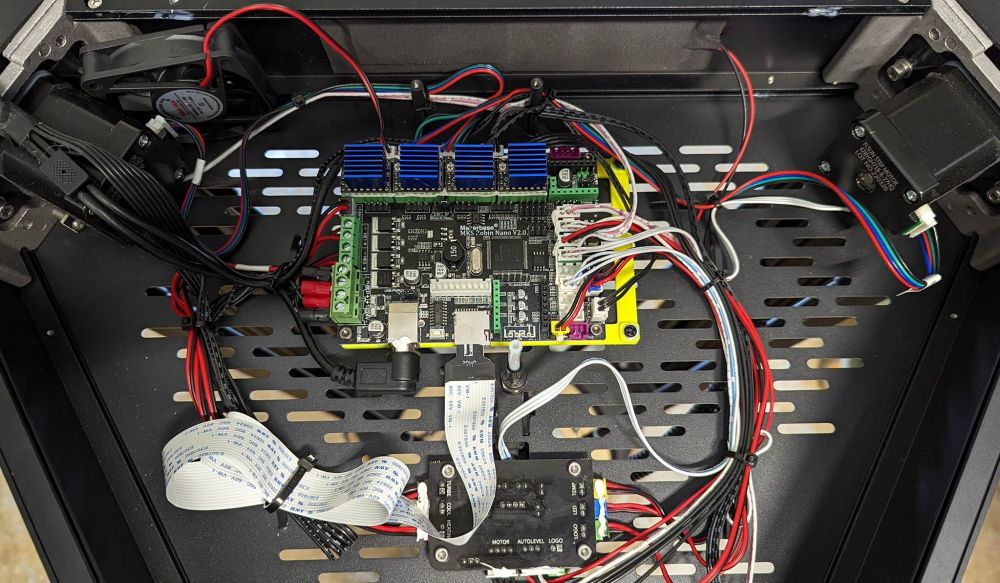
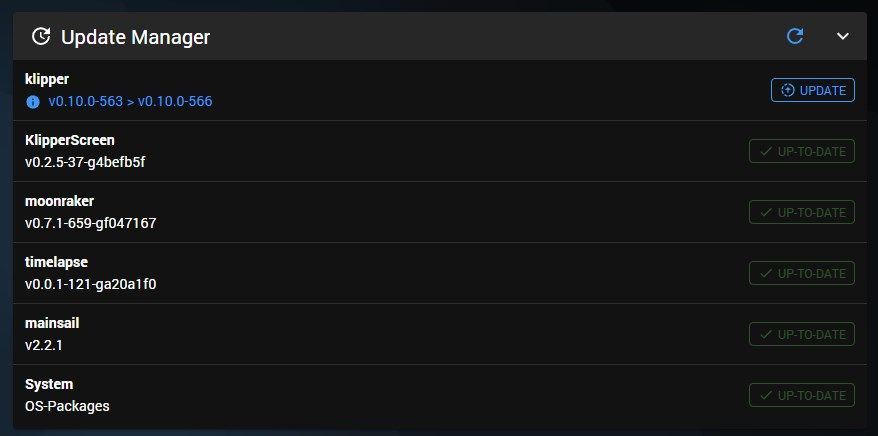
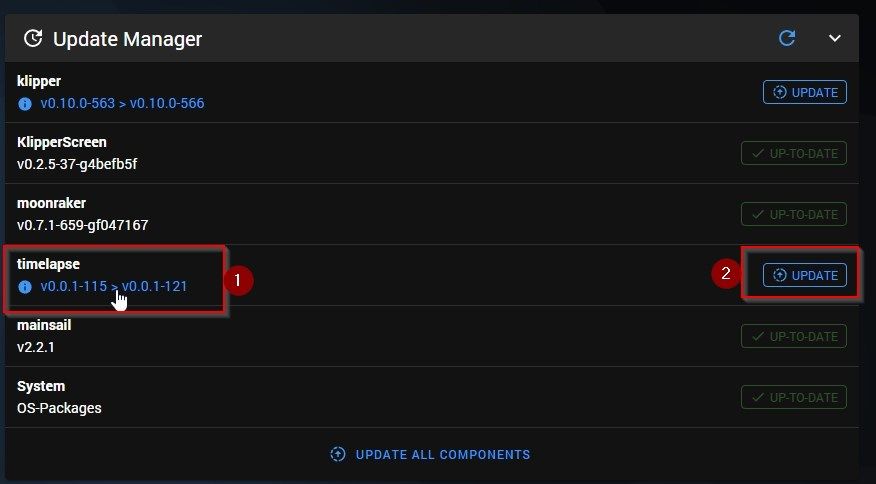
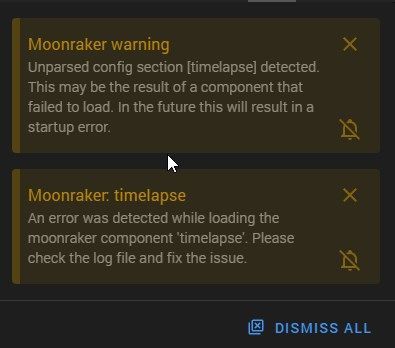
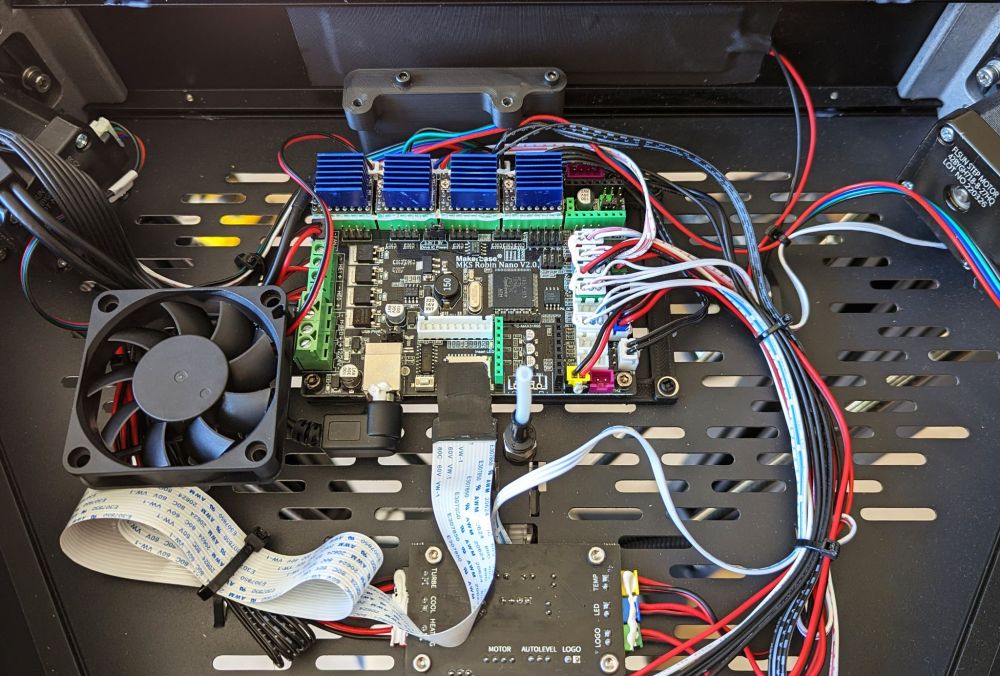
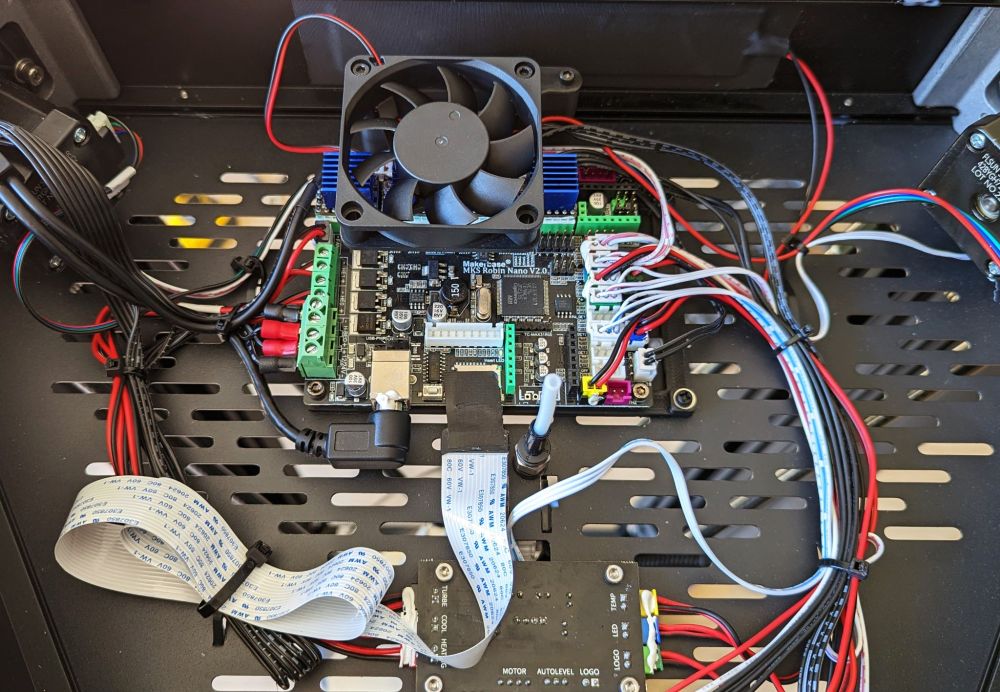
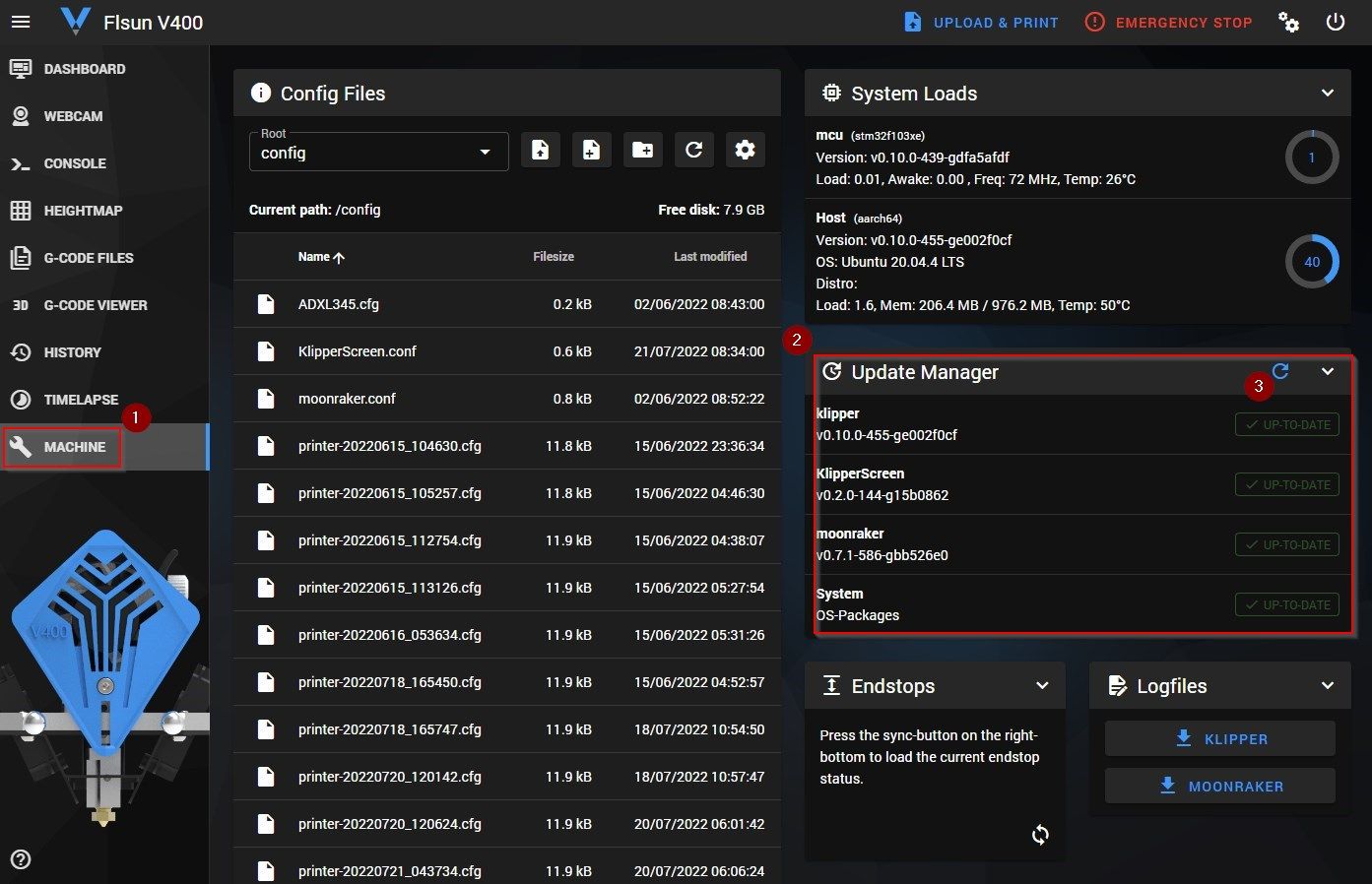
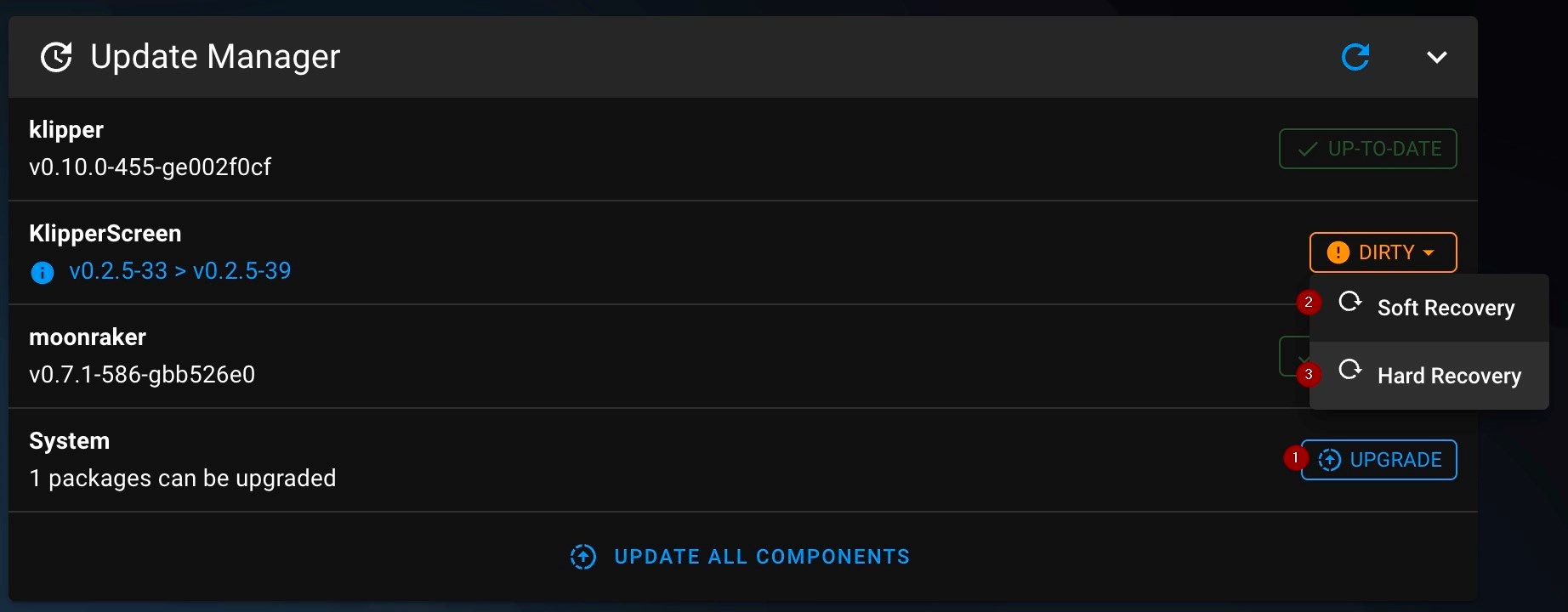
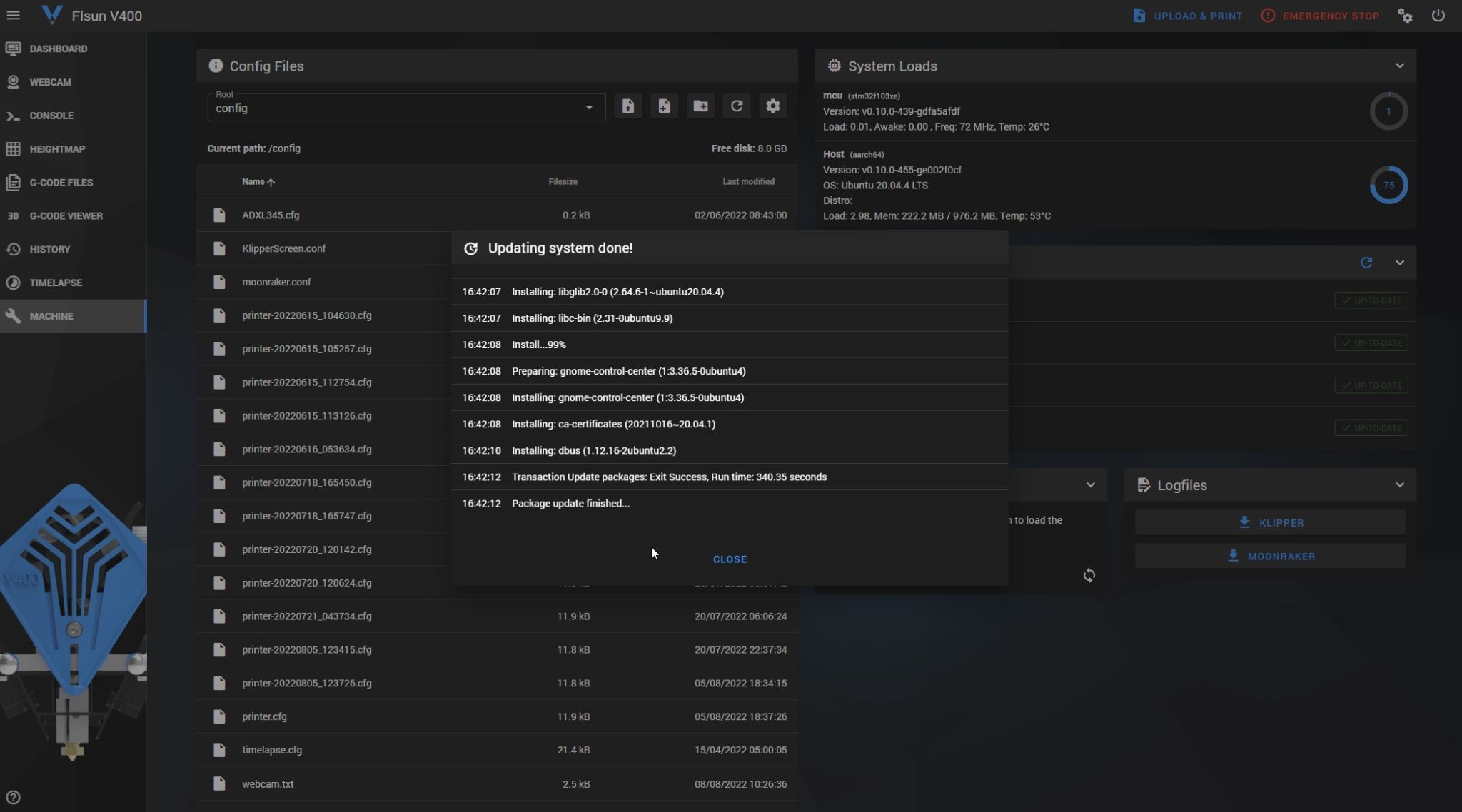
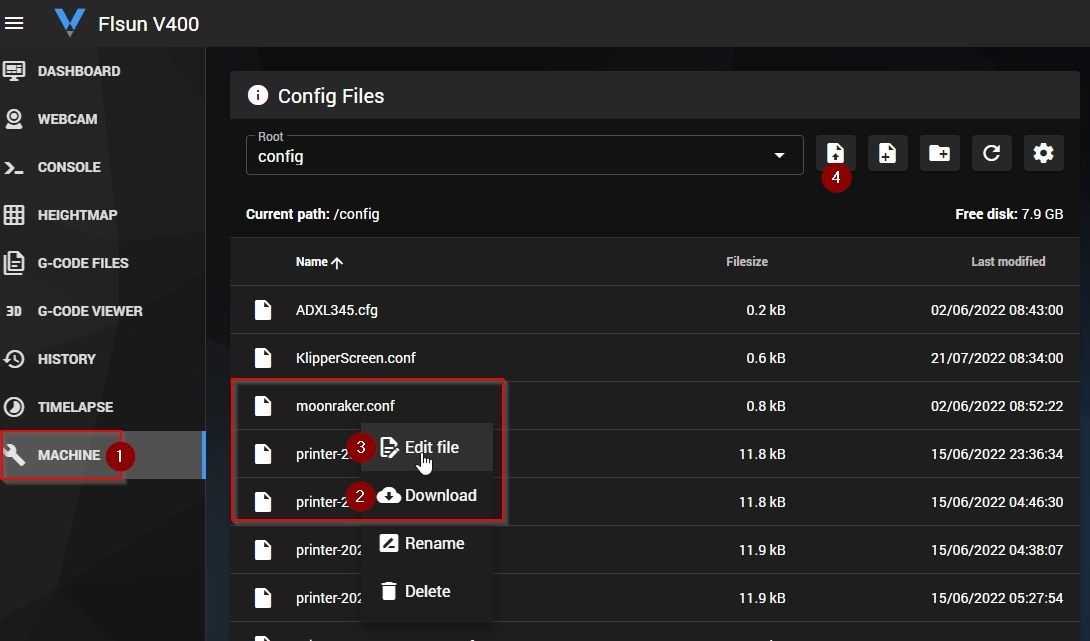
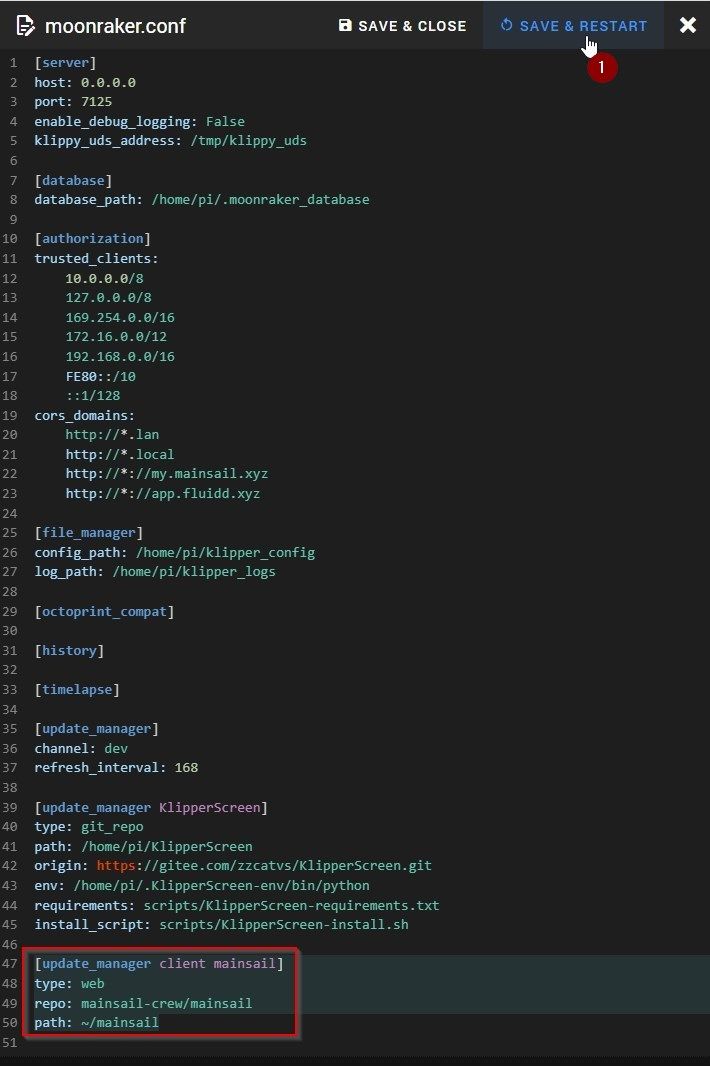
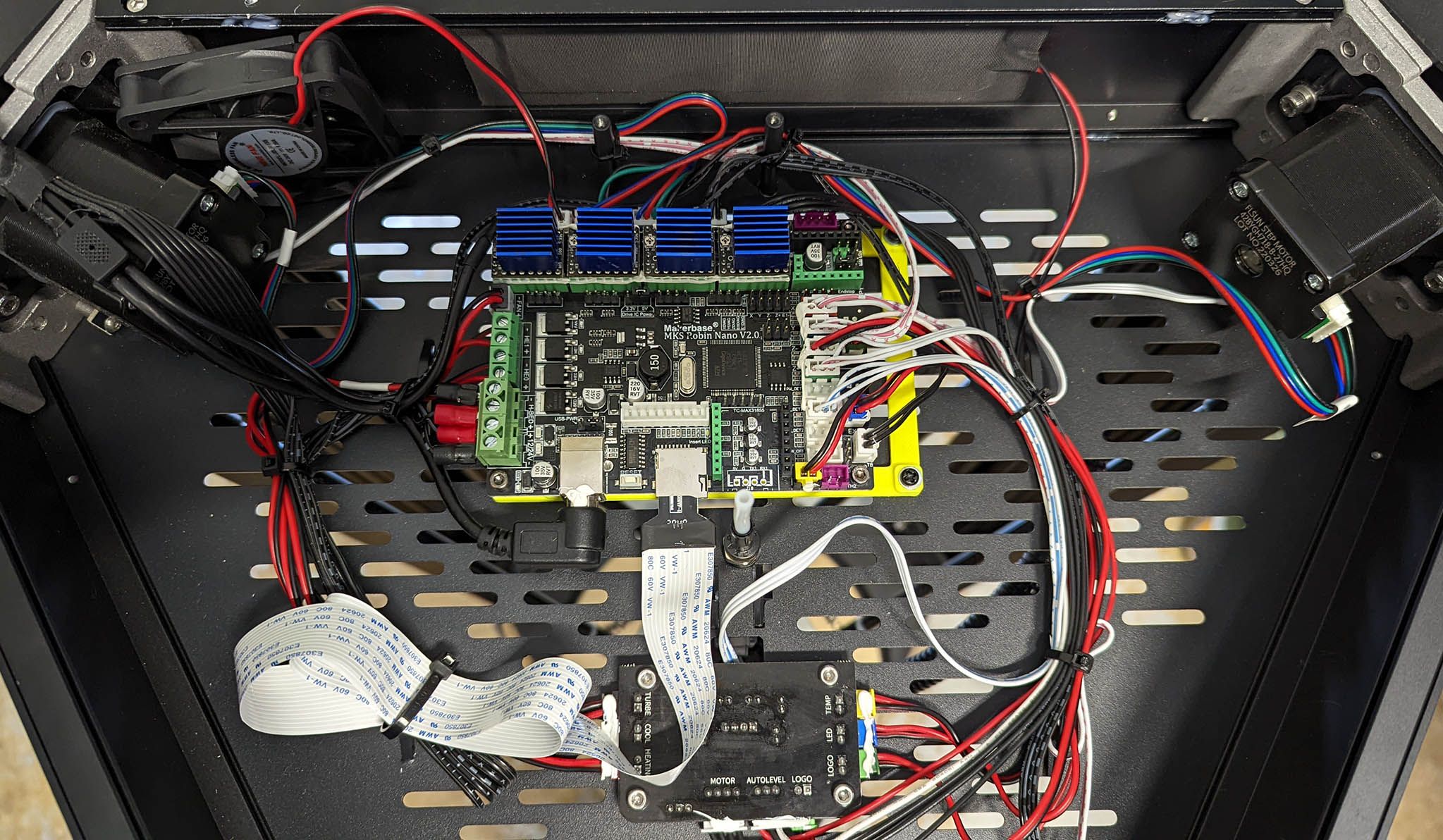
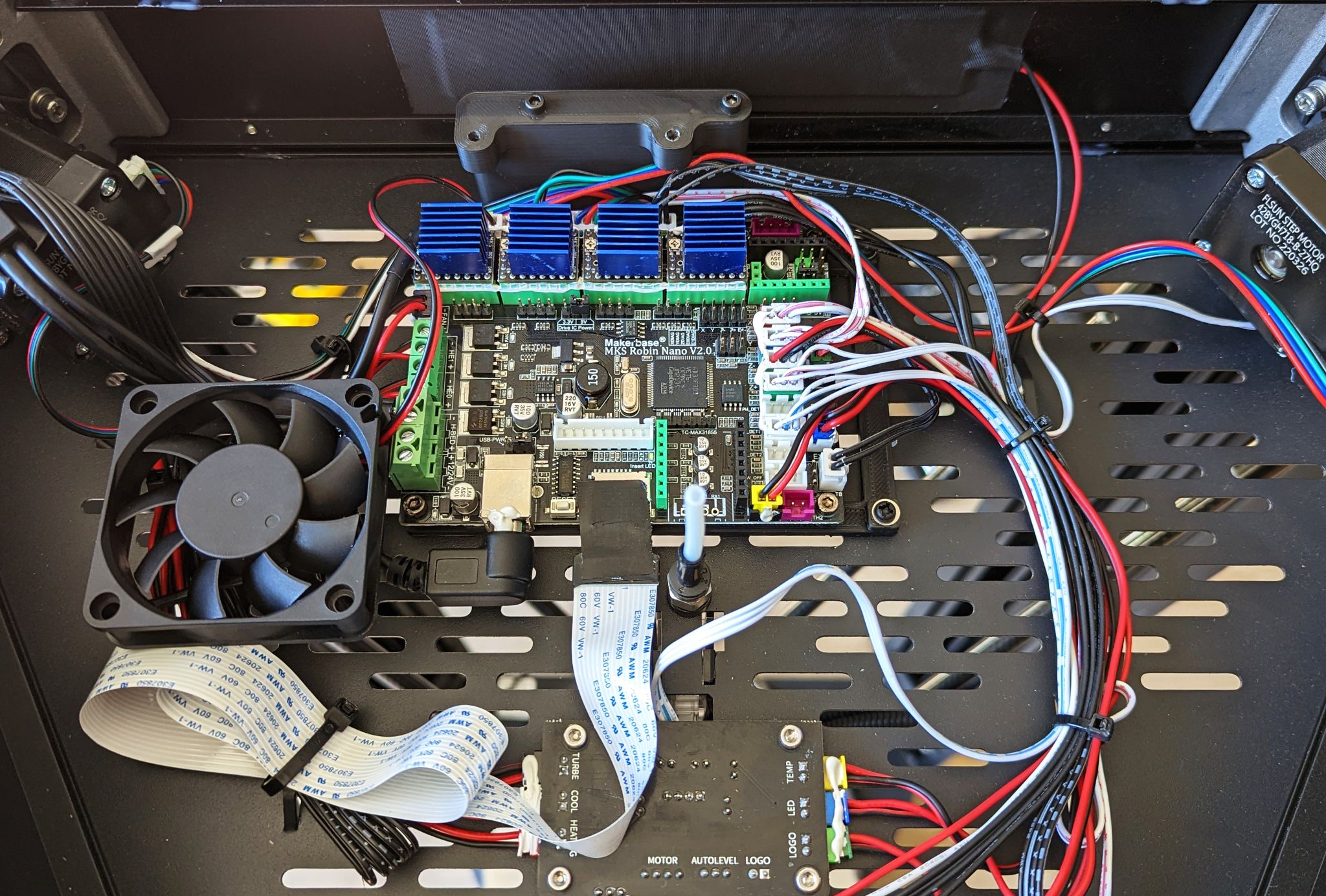
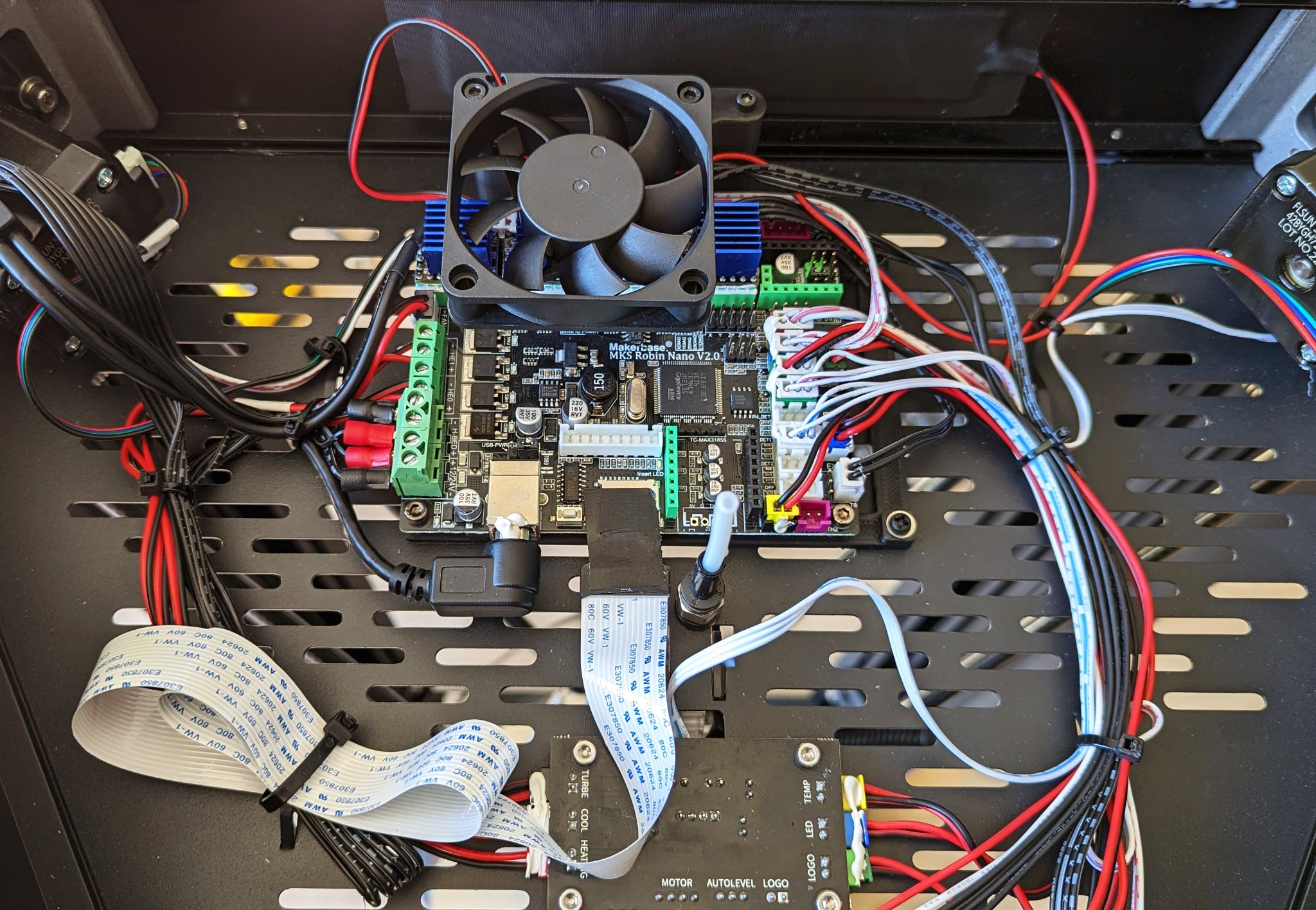
Les revendeurs de V400 En France : • Atome3D • Octogone3D (-10% avec le code Li3D) En Chine : • Site officiel FLSun3D • Tomtop • Banggood Préambule Ce topic pourrait effrayer les néophytes mais soyez rassurés, ce rien de ce qui suit n'est indispensable à la V400 qui tourne déjà très bien sortie du carton Si la doc d'installation et de mise en route de la V400 est très bien, comme je le disais dans mon "live test", la partie Klipper est très peu abordée. Étant donné que j'ai terminé mes tests full stock, je vais commencer à "bidouiller" un peu côté software (niveau hard y'a pas d'urgence). Dans ce topic, je vais essayer de détailler le processus de mise à jour des différentes briques logicielles. Le gestionnaire des mises à jour On a accès à presque tout depuis l'interface web. En effet, on ne peut pas mettre à jour cette dernière... Il faut se rendre dans l'onglet "MACHINE" (1) et regarder du côté de "UPDATE MANAGER" (2) : Ici tout est à jour. Il me semble que les mises à jour sont recherchées régulièrement où à minima à chaque démarrage de la machine. Quoi qu'il en soit, on peut forcer la vérification avec le bouton (3). Ensuite, en face de chaque brique, si ce n'est pas "UP-TO-DATE", un menu déroulant apparait. Il permet de faire différents types de MAJ : Si tout va bien, il suffit de cliquer sur "UPGRADE" (1). Quand c'est "DIRTY", mieux vaut faire un "Hard Recovery" (3). Klipper C'est le firmware, le cœur de l'imprimante 3D. Les mises à jour ne se font pas depuis le dépôt officiel mais un dépôt appartement visiblement à FLSun : https://gitee.com/leexxiangyang/klipper et souvent inaccessible... On verra plus tard si c'est intéressant de repasser sur le repository officiel. En attendant, la mise à jour se fait simplement avec le bouton prévu à cet effet. EDIT : avec le firmware FLSun la calibration delta est très limitée, les valeurs angle (dans [stepper]) et radius (dans [printer] ne sont pas prises en compte (pour plus de détails je vous invite à lire la documentation officielle). Du coup, je suis repassé sur le dépôt officiel. Pour se faire, il faut passer par kiauh.sh. Installation de kiauh Sur ma machine, kiauh n'était pas installé. Il faut l'installer en SSH avec l'utilisateur pi. Il est préférable de donner les droits root à ce dernier pour l'installation des dépendances... Une fois connecté en SSH, tapez les commandes suivantes : cd ~ git clone https://github.com/th33xitus/kiauh.git Ensuite, vous pouvez lancer le script avec la commande suivante : ./kiauh/kiauh.sh Le menu suivant s'affiche : Réinstallation de Moonraker et Klipper Il faut entrer dans le menu 3) [Remove] (en tapant 3 puis [ENTER]) : Dans ce menu, il faut supprimer Moonraker PUIS Klipper en tapant 2 et quand c'est fini 3. On revient au menu principal en tapant B (comme back) et on rentre ensuite dans le menu 1) [Install] : Ici, cette fois-ci, on installe d'abord Klipper (1)) puis Moonraker (2)). Quand c'est terminé, on peut sortir en tapant B puis Q (comme quit). On peut désormais constater que Klipper a été mis à jour sur l'interface web (1) : Cependant, la version ne correspond plus à celle installée sur la carte mère de l'imprimante 3D (2). Mise à jour de Klipper sur la carte mère Il faut donc flasher cette dernière et c'est impossible en DFU avec la MKS Robin Nano V2.0. Il faut donc passer par une carte SD. Malheureusement, le slot n'est pas accessible sans dévisser la carte à cause du pneufit : Du coup, il faut imprimer un support qui décale la carte mère. Il est aussi préférable d'y installer une rallonge micro SD pour faire sortir le port micro SD afin de ne pas avoir à ouvrir le capot à chaque mise à jour ! Voilà à quoi ressemble la modif chez moi : Pour fixer le "mount" au châssis j'ai utilisé des vis nylon afin d'éviter les court-jus avec la carte mère. Pour la carte mère, j'aurais pu réutiliser les vis M3 d'origine mais j'ai préféré en mettre des plus longues. EDIT : j'ai rajouté un support pour décaler le fan des drivers : Les plus perspicaces remarquerons que mon module micro SD est un peu gros... c'est parce que je me suis loupé et j'ai commandé un micro SD vers micro Pour compiler et installer le binaire du firmware à mettre sur la carte SD j'ai suivi la procédure de @Guilouz (que j'ai complété et illustrée) : Pour le formatage sous Windows 10 j'ai utilisé les paramètres suivants sur une carte micro SD de 32Go : Voilà, après tout ça, tout devrait être à jour et cohérent ! Et si vous souhaitez une configuration optimisée et plus adéquate que celle de FLSun qui utilise des paramètres non recommandés dans la doc officielle (comme hold_current), prenez celle de Guilouz et les macros qui vont avec ! KlipperScreen Comme son nom l'indique, KlipperScreen correspond à l'interface de l'écran. Encore une fois, les sources ne pointent pas vers le dépôt officiel mais un dépôt personnalisé qui n'appartient pas au même utilisateur que Klipper : https://gitee.com/zzcatvs/KlipperScreen Le problème de ce repository, c'est qu'il ne colle pas au mises à jour officielles... En effet, j'ai reçu la machine avec la dernière version 0.2.0 alors que la version d'origine est en 0.2.5. Heureusement, @Guilouz nous sauve avec un fork du dépôt officiel offrant des optimisations et améliorations de la version FLSUN Tout est expliqué et documenté sur son GitHub : https://github.com/Guilouz/KlipperScreen-Flsun-V400 Bien que cette procédure soit faisable sans root, j'imagine qu'on sort du cadre du SAV à minima et peut-être même de la garantie dans le pire des cas. Cependant, cette manipulation est entièrement réversible et c'est aussi expliqué chez Guilouz moonraker Il s'agit d'un serveur web en Python qui met à disposition des API pour que les différentes interfaces (KlipperScreen ou l'interface web par exemple) puissent interagir avec le firmware Klipper. Les sources sont hébergées sur le même dépôt Gitee que Klipper Screen : https://gitee.com/zzcatvs/moonraker Comme pour Klipper, on verra plus tard si c'est intéressant de repasser sur le repository officiel. En attendant, la mise à jour se fait simplement avec le bouton prévu à cet effet. System C'est pour mettre à jour Ubuntu. Ca se fait très simplement mais je trouve ça risqué : En effet, si un paquet dont dépend une des différentes briques sur lesquelles repose Klipper est mise à jour, cela pourrait provoquer un dysfonctionnement. Par exemple Python pour moonraker Et ce d'autant plus que les dépôts utilisés par FLSun sont loin d'être à jour ! mainsail mainsail c'est l'interface web. Par défaut il n'y a rien pour la mettre à jour simplement... On peut utiliser kiauth (en root) qui permet même d'installer fluidd (une autre interface web). Cependant, @Guilouz m'a montré comment ajouter la mise à jour à l'update manager de mainsail. Il faut ajouter le bloc de configuration suivant au fichier moonraker.conf : [update_manager client mainsail] type: web repo: mainsail-crew/mainsail path: ~/mainsail Pour se faire, toujours dans l'onglet "MACHINE" (1) en faisant un clique droit dessus, vous pouvez soit télécharger le fichier (2), le modifier avec votre éditeur préféré et le renvoyer via l'interface web (4), ou tout simplement utiliser l'éditeur en ligne (3) qui est très pratique et dispose même d'une coloration syntaxique : Une fois la configuration insérée, il faut faire "SAVE & RESTART" (1). Une fois que le système a redémarré, on peut procéder à l'update de mainsail : Normalement, après tout ça, tout devrait être à jour ! timelapse Pour le module timelapse c'est comme pour mainsail, il faut ajouter le bloc de configuration suivant au fichier moonraker.conf : [update_manager timelapse] type: git_repo primary_branch: main path: ~/moonraker-timelapse origin: https://github.com/mainsail-crew/moonraker-timelapse.git managed_services: klipper moonraker Une fois la configuration insérée, il faut encore une fois faire "SAVE & RESTART". Une fois que le système a redémarré, on peut procéder à l'update du module : Après coup, il doit être à jour : Si vous avez un message d'erreur genre "unparsed config section [timelapse] detected. This may be the result of a component that failed to load. In the future this will result in a startup error." + "An error was detected while loading the moonraker component 'timelapse'. Please check the log file and fix the issus." : Accompagné d'un log de ce genre : Il suffit à priori de réinstaller le module en SSH : cd ~/ bash ~/moonraker-timelapse/install.sh





 1 point
1 point -
Bonjour à tous, C'est parti je me lance la fabrication d'une Voron 2.4, 300mm x 300mm x 280mm. Cette machine je la trouve superbe en tout point, j'espère la terminée et vous montrer mes résultats. Photo de Daniel H. | Eraser-FX-#9461 J'expliquerait petit à petit les grandes étapes de fabrication de cette grosse bête, afin d'apporter plus de documentation pour la commu FR. Ce n'est pas un tuto complet juste une aide pour trouver les bon liens et vous décrire mes étapes de montages. Je suis débutant chez Voron, j'ai donc un bon point de vue à donner pour expliquer les que j'ai trouvé compliqué. J'espère que les pros de la commu FR du discord vont venir me corriger si je marque des conneries . Pour les achats il faut jongler avec ces listes: Liste générale selon le constructeur Liste selon Github FR Liste specifique selon votre configuration de taille selon le constructeur Liens important pour le montage : Votre bible pour le montage Vidéo de Nero 3dp très instructives avec plein d'astuces en ENG Github Voron Github Voron FR Nouvelle documentation Voron MAJ LE 23/08/21 La communauté discord : Discord Officiel Voron multilingue. Discord non Officiel mais totalement Français. (mon Pseudo discord : noisettemolle#7459 ) Toute la Commande est passé j'attends des colis du monde entier... compté 1 mois pour tout avoir. Pour les pièces 3D, je suis passé par le PIF (des membres de la communauté Voron proposent leurs services d'impressions 3D des pièces des Voron en haute qualité et en ABS+ pour un prix très raisonnable pas de surprise à craindre). Merci à Stephan1 point
-
Je rebondis sur le dernier commentaire, oui des impressions à suggérer?1 point
-
Toutafé Exact. C'est d'ailleurs ce que je ferais dans un premier temps et si problèmes rencontrés alors augmentation (qui refuserait une augmentation en ces temps difficiles ?).1 point
-
En même temps on est en train de faire des spéculations sur un schéma qui pourrait être dessiné par ma fille de 4 ans . Je suis sûr que si l’auteur du schéma et de l’idée pouvait lire nos messages il se roulerait par terre . Let’s wait and see !1 point
-
non, c'est un firmware compilé à partir des sources de TinyMachine version DW7.4.6.1 point
-
@methylene67 Je vais essayer de rassembler le plus d'infos sous 1 à 2 jours1 point
-
71% du Imax avec des TMC (Vréf=Inom) si la résistance Rsense est bien de 110mΩ donc Imax=1.5A => 1,065 et pour le 2A => 1,41 ). De nombreuses cartes Creality utilisent des Rsense de 150mΩ, la calcul dans ce cas est : Imax x (170/130) x 0,71 (ou diviser par racine carrée de 2). Pour un moteur d'Imax 1,5A, Vréf=1,5 x (170/130) x 0,71 => 1,39 (pour un 2 A => 1,85)1 point
-
C'est une solution. Une FDM peut imprimer cul par dessus tête, ce qu'une imprimante résine ne peut pas ou alors bonjour le «footware» (troisième composant de la trilogie: hardware, software et foutoir) . Par contre la première couche doit être parfaite1 point
-
en effet cela n'est pas du tout conseillé . soit tu imprimes directement ta surface plane à l'horizontale sans support mais tu vas avoir un effet patte d'éléphant sur tes premières couches , soit tu inclines ta surface plane de 35 voir 45° avec des supports . tes pixels faisant 35µ environs , je mettrai 45° . tu vas perdre en temps d'impression mais le résultat sera meilleurs . la pointe des supports étant la zone la plus faible , tu peux mettre une boule plutôt qu'une pointe ,mais là il faudra légèrement poncer ta surface . tu peux aussi panacher les supports ,avec des gros aux endroits les plus critiques et des plus fins là où ils sont nécessaire pour éviter le fluage l'impression résine est assez simple quand tu as compris le truc, mais l'apprentissage peut être rebutant1 point
-
Superbe initiative, j'avais loupé ce post, il est vrai que je n'étais pas trop présent ces derniers mois.1 point
-
Oula effectivement ... vraiment navré ... je devais pas vraiment être bien réveillé ce matin ... J'ai du m'emmêler les pinceaux avec mes onglets ... Merci pour votre réponse décalée et sans animosité. Encore désolé1 point
-
Alors... je suis un peu d'accord avec tous les arguments J'arrive à modéliser mes petites pièces, et je les créé avec un logiciel que j'ai programmé moi-même... ...alors évidemment, il manque des fonctions, et souvent c'est quand j'ai besoin de faire une pièce que ça me pousse à programmer la fonction manquante et à y passer parfois beaucoup de temps. Une fois le nez dans le code, dans ma "lancée" je fait des fonctions complètes avec plein de paramètres, et parfois je ne réalise pas la pièce car finalement j'en ai plus besoin ou j'ai bricolé un truc plus simple entretemps Quelle perte de temps... mais en fait non... le plus intéressant, c'est le plaisir de réussir à programmer la fonction manquante, puis éventuellement de réussir à fabriquer l'objet. C'est souvent comme ça avec les passe-temps, on met en avant l'argument "économique" du faire soit-même ou de la pièce impossible à faire mais en réalité on s'amuse surtout à réussir des petits défis que sont la modélisation et l'impression . Car après, l'objet imprimé, même s'il est "utile" on l'oublie un peu... (genre je ne vais pas admirer tous les jours mes ruptures de charge de condensats) Après, ce que je voulais dire, c'est que l'impression 3D m'a permis plus de choses, mais que si je ne l'avait pas, je me serais débrouillé autrement. Les possibilités nouvelles combinés à la plus grande facilité (par rapport à l'usinage) font aussi qu'on peut faire des pièces que sinon on aurait acheté tout fait ou adapté d'une autre façon. Parfois, je fait des choses réellement "utiles" en impression 3D (genre une pièce sur mesure pour un besoin concret qui auraient été faites nettement moins bien autrement voir pas du tout) Parfois aussi, je cherche un pretexte pour utiliser mon imprimante 3D alors que ce n'est pas vraiment nécessaire Il y a aussi, dans les pièces "inutiles" ou décoratives, le plaisir de l'avoir fait soi-même. Il existe des tas de figurines toutes faites dans le commerce avec non seulement une belle peinture mais en plus des vêtements en tissu, pourtant les gens font eux-même des figurines. Même sans savoir modéliser, on peu choisir la couleur, la matière, l'échelle, ce qui permet d'avoir un objet unique. Dans un cadre plus professionnel des paramètres plus sérieux entrent en ligne de compte (prix, caractéristiques mécaniques sur le long terme, responsabilité juridique, ...) et parfois le résultat de l'analyse est décevant, comme le fait que du matériel à usage puisse apparaître comme meilleur choix pour une application particulière. Un de mes clients qui gère la logistique de pièces détachées pour l'électroménager avait investit dans deux imprimantes 3D professionnelles, pour refaire à la demande des pièces qui ne sont plus disponibles, histoire de permettre à leurs clients de "sauver" un appareil ancien. Pour l'entreprise en question ce projet était une vraie fierté. Il y avait aussi l’espoir de révolutionner le secteur en ayant moins de stock pour les anciennes pièces et de ne plus être obligé de garder des lignes de fabrication longtemps après la fin d'un modèle. Malheureusement, la conclusion était que c'est beaucoup trop cher et en plus moins solide. Dommage, parfois les belles idées restent utopiques. Une réparation faite par un passionné est intéressante car le passionné ne compte pas : - le temps passé à modéliser sa pièce (si elle ne l'est pas déjà) - le temps passé à la fabriquer (avec en plus le cout de l'énergie et des consommables), - le post-traitement éventuel (temps + consommables) - le temps à prendre soin de son imprimante, la place qu'elle occupe versus sa "productivité" Un industriel chez qui tout les aspects sont calculés au plus juste n'a pas la même vision des choses. C'était pareil pour le dépannage d'appareils électroniques : j'étais fier d'avoir réussi à réparer plusieurs appareils en ayant juste à remplacer un petit composant pas cher... mais je n'ai pas compté la main d'oeuvre pour démonter l'appareil, trouver la panne, chercher où acheter la pièce, démonter encore plus pour remplacer la pièce, tout remonter. Même au SMIC horaire, avec les charges, passer une journée ou un week-end pour réparer un appareil coûte plus cher que l'appareil lui-même. A moins que ce soit un appareil très cher, mais il y a le risque de l'endommager encore plus en ratant la réparation... C'est intéressant quand c'est un passe-temps et qu'on a du temps libre. A bientôt1 point
-
Parce qu'il y a des droits d'auteur et des règles, et surtout que j'ai un très grand respect pour ce Monsieur de la BD, donc je ne mettrai pas de dessin. Mais attention, Monsieur @Daniel U10, vous allez nous faire passer pour des "Pervers Pépère". (RIP-M. Gotlib)1 point
-
«Charité bien ordonnée commence par soi-même» dit un proverbe Serait-ce le retour de l'eugénisme ? Qui décide de limiter l'accroissement de la population ? Le passé, pas si lointain a montré à quelles dérives cela pouvait mener Le point Godwin risque d'arriver bientôt1 point
-
pour du plus sexy il y a des sites plus spécialisée... mais oui je le trouve aussi bien plus intéressant, moins blablateux et plus directement fonctionnel, on n'a pas l'impression de perdre son temps comme chez beaucoup de youtubeurs... oui j'ai eu exactement ce même problème, comme si la machine n'en faisait qu'à sa tête sans tenir compte des instructions du GC, j'avais lâché l'affaire provisoirement pour y revenir plus tard car ça n'était pas primordial... en découvrant ton fil j'ai donc suivi très attentivement le lien que tu as ouvert, vérifié mes paramètres machine et modifié les GC de début et fin... je le testerai d'ici qulques jours car là je suis en cours de modif, je profite du remplacement de heatbreack, je donnerai les explications quand je reprendrai mon fil dès que ce sera prêt. Bref tout ça confirme que c'est vraiment une bonne machine, la seule chose qui coince en fait c'est Tronxy qui ne donne pas les bonnes infos et qui se plante hélas assez souvent à ce qu'il semble... si je comprends tout, ils vendent en fait des versions bêta mal ficelées de leur bidouillage en mélangeant les paramètres de différentes bécanes sans même donner les moyens de les corriger soi-même, il faut en passer par la débrouille entre nous et donc compter sur les compétences de quelques uns... un grand merci au passage pour ces quelques uns dont tu fais partie... perso, livré à moi même en rase campagne je n'aurais jamais rien pu sortir de cette machine... alors que je sens enfin que la solution commence à se dessiner à l'horizon... Autre chose, je confirme que d'un filament à l'autre même intra spécifique (PLA, PETG, mon expérience se limite à ceux là) il y a de très grosses différences d'une marque à l'autre... je commence à bien maîtriser le PLA, mais je viens de merder grave avec une bobine de chez Overture qui va finir ses jours à la poubelle... une daube de chez daube, tous les autres marchent sans problème sauf celui là, essayé sur la même pièce et avec le même Gcode, et aucune variation (temp, vitesse débit etc.) ne permet d'améliorer l'impression... d'ailleurs on le sent déjà au toucher, et le fil est très cassant. Du coup je me demande si une part des problèmes que j'ai eu avec le PTEG ne trouveraient pas ici une partie d'explication, pas toutes naturellement, mais sans doute une bonne part car c'était justement de l'Overture qui présente très bien, jolie bobine très bien emballée, mais à côté du simple SUNLU à l'emballage souvent minable, la différence de qualité est flagrante... enfin pour moi et sur ma machine bien sûr, mais quand même... Je n'ai pas encore assez de recul avec le PETG pour asseoir mon jugement, mais sur le PLA c'est radical donc plus jamais d'Overture... pour moi c'est définitif... "Fermeture"... là encore je confirme qu'on veut toujours aller trop vite au début... je me suis bien corrigé de ce défaut... quand aux parties fines, comme je l'ai dit plus haut, il y a des sites très spécialisés... et même s'ils font bonne impression et qu'on distingue bien les reliefs, ça n'est pas de la 3D...1 point
-
Salut @F14Claude, Tu devrais trouver ton bonheur dans ces 2 vidéos (1 et 2) et peut-être un complément ici.1 point
-
Oui, je le peux (P. Dac / F! Blanche, «Le Sâr Rabindranath Duval») Exemple: D'autres seront disponibles dans le test du blog dont la parution ne devrait plus tarder
.jpg.db7e24446f2387fd760b2cbbb2017321.jpg) 1 point
1 point -
J'adorais le bruit que faisait un morceau de carton tenu par une pince quand les rayons de la roue de mon vélo le rencontrait C'était à l'époque un moyen simple d'imiter le bruit du moteur d'un Solex (qui dépassait rarement les 30 km/h sauf ceux modifiés pour les courses, eux pouvant aller un poil plus vite avec le gros inconvénient de serrages moteurs…).1 point
-
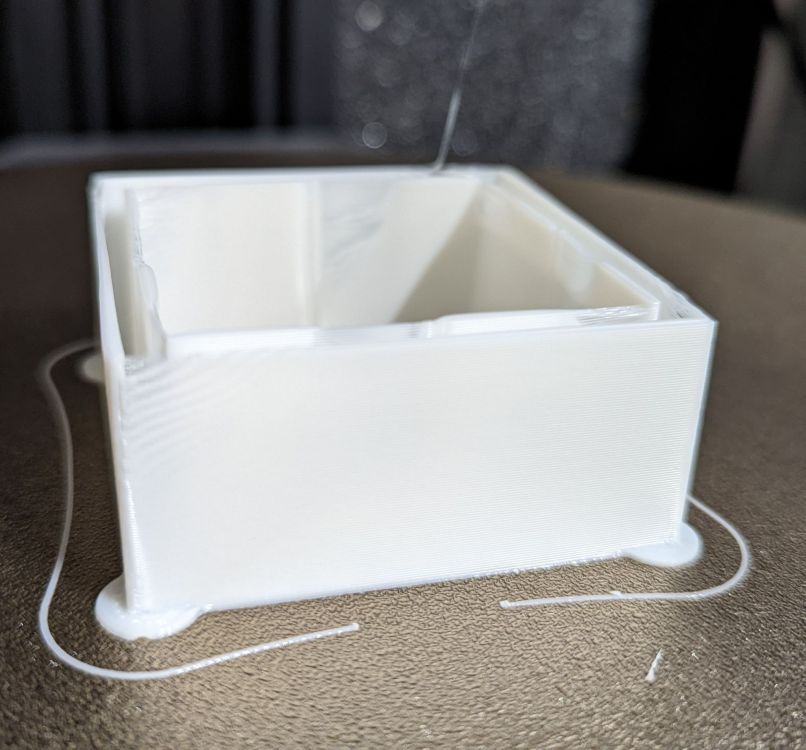
Salut, Heureusement que tu as mis la photo en effet, car moi je compte 7 couches plus larges. Pour moi, c'est trop chaud. Le plateau déforme facilement les premières couches avec du PLA. Il faut améliorer la ventilation. On voit nettement le passage de la zone pleine vers la zone creuse. La fine paroi se rétracte, la pièce semble globalement comme aspirée de l'intérieur. Je crois qu'on aperçoit même la structure du remplissage (je dirais cubique ici). Ne pas oublier qu'un tel cube de calibration reste une toute petite pièce, qui mettra en évidence les problèmes de refroidissement, que certain compenseront à tort via les step/mm pour obtenir 20.00mm. 20mm c'est de toute façon trop petit pour calibrer quoique ce soit précisément.1 point
-
Alors, plutôt lit rond ou lit carré !? https://www.lesimprimantes3d.fr/semaine-impression-3d-345-20220820/1 point
-
On se prépare plutôt pour une invasion de zombies.... J'aime pas jeter des trucs qui peuvent avoir encore pleins de potentiel, j'ai plus de gros bac en stock mais je peux encore avoir un ou deux petits, je sais pas encore quoi en faire ni ou je vais les mettre pour pas que la maison ressemble à une déchetterie mais je vais pas les laisser au boulot pour qu'il soit détruit... En plus ils sont étanche on peux y planquer des trucs, armes (à l'abris de l'humidité), cadavres (pas d'odeur mais faut plus jamais l'ouvrir...)... une fois enterrer ça fait une bonne planque1 point
-
Ils ont mis le Turbo plus un compresseur volumétrique chez Prusa cette semaine, pour passer de la Beta 1 à la RC1.1 point
-
Avec tout tes conteneurs de récup, on a l'impression d'être dans un film de SF. A quel moment un humanoïde hybride sort d'un bac ?1 point
-
Belle bécane et beaux résultats. Bon le prix est beau aussi1 point
-
L'avenir fait toujours peur, mais heureusement qu'il y a des fous pour innover, il est vrai avec une grosse part de plantages et de cul de sacs, mais c'est le jeu.1 point
-
Y-a-t'il des objets qui se vendent mieux que d'autres ? Malheureusement, je ne pourrais pas imprimer avant septembre mais je vais malgré tout y réfléchir.1 point
-
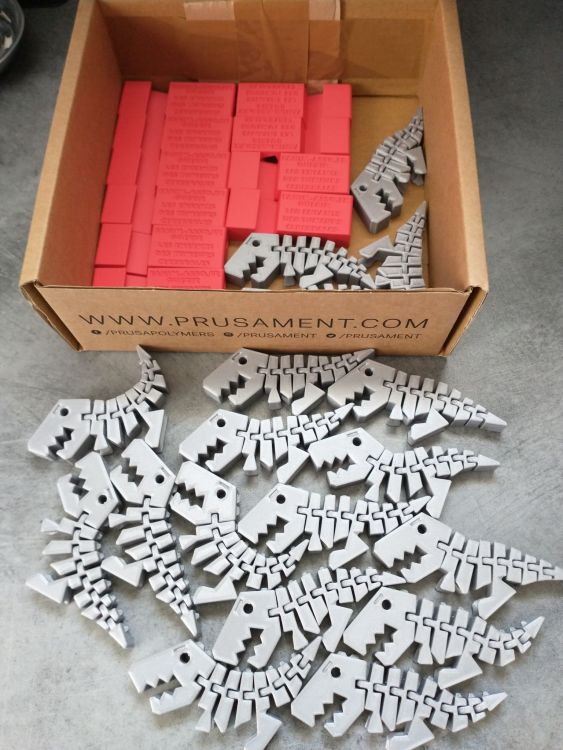
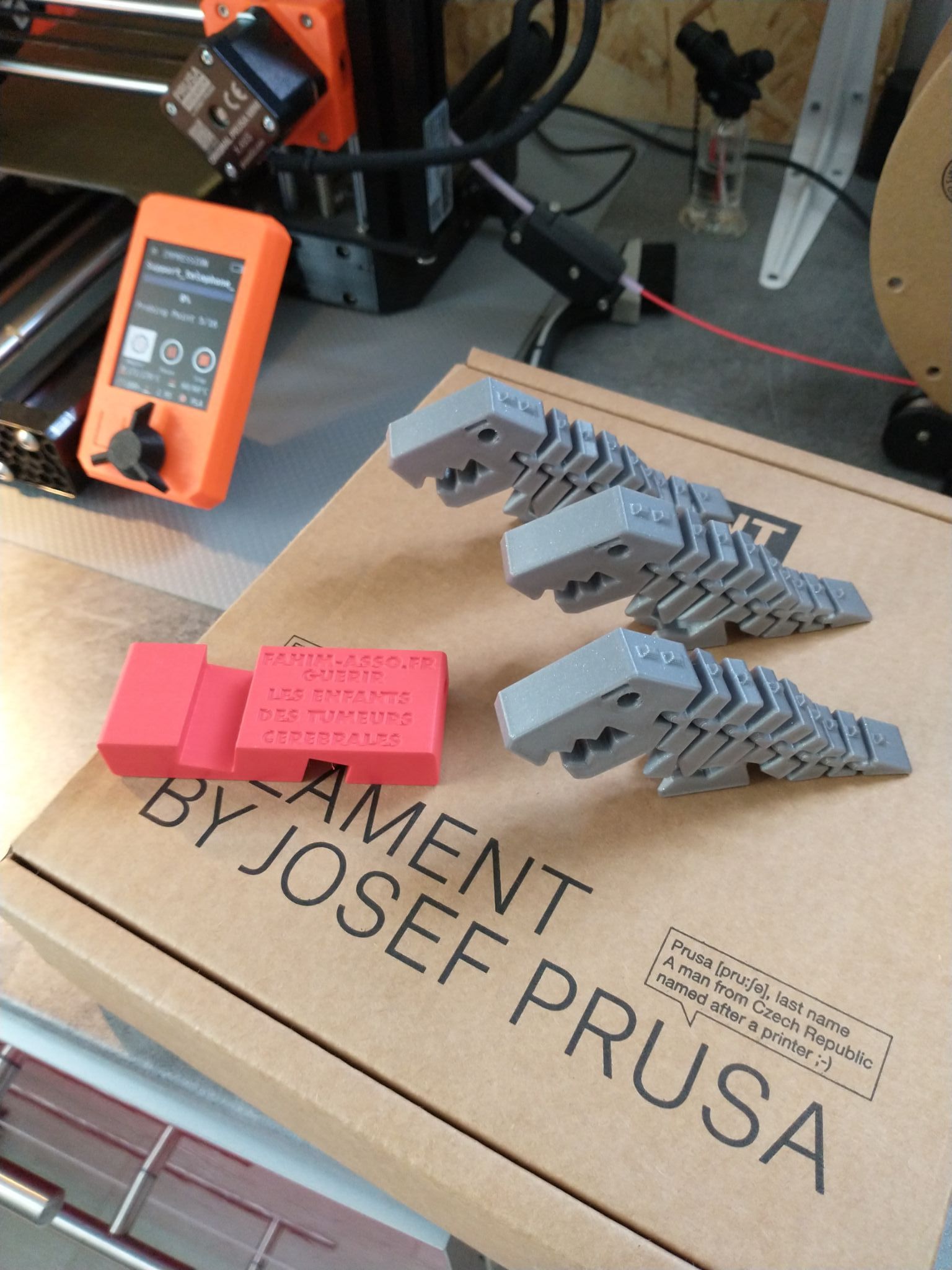
Bonjour à tous, J'espère que vous vous portez bien malgré la chaleur étouffante. 4 évènements de l'association vont arriver : - 4 septembre : une participation au forum des associations de la ville de L'Haÿ-les-roses (94) - 10 septembre : une vente caritative par des bénévoles au centre commercial Carrefour de Saint-André-les-vergers (10), - 3-4 décembre : la vente de noël à L'Haÿ-les-roses (94) (et dans d'autres endroits en cours de négociation), et tout le mois de septembre : "Septembre en or" contre les cancers pédiatriques dont font parties les tumeurs cérébrales. Si vous avez donc des impressions à nous envoyer, ce sera avec un grand plaisir. Vous pouvez aussi dédier une impression (même de grande taille, peinte, format "jouet" ...) à un enfant malade par exemple (au lieu d'une vente dans un évènement), car nous remettrons des impressions à des enfants en septembre (Necker et Institut Gustave Roussy en IdF). Merci à tous et encore un immense merci à tous les précédents contributeurs pour cette belle réussite de juin 2022.1 point
-
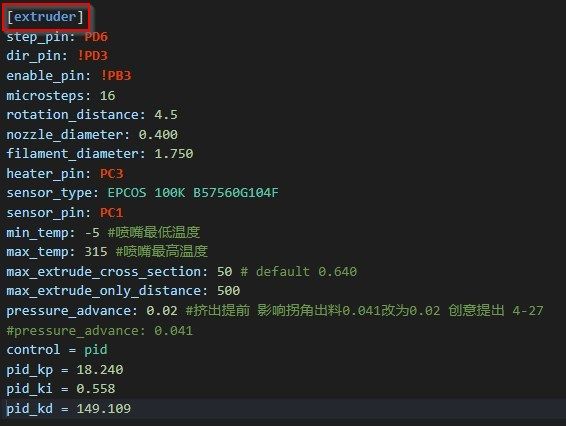
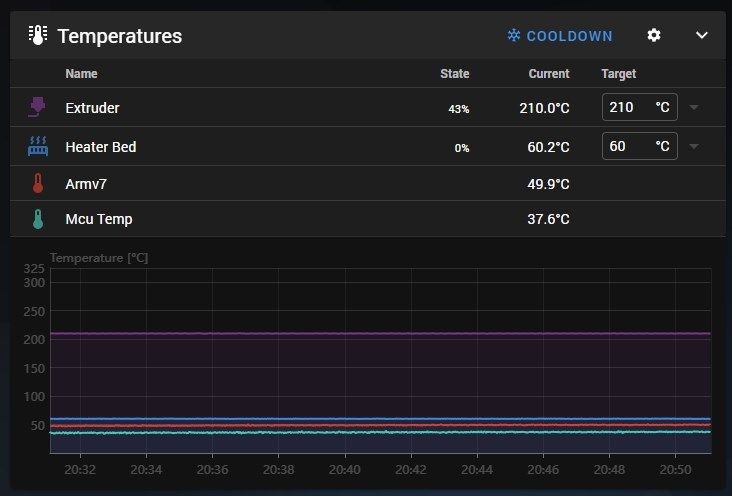
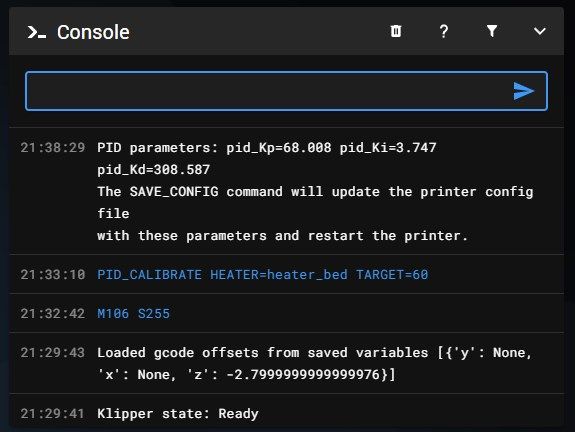
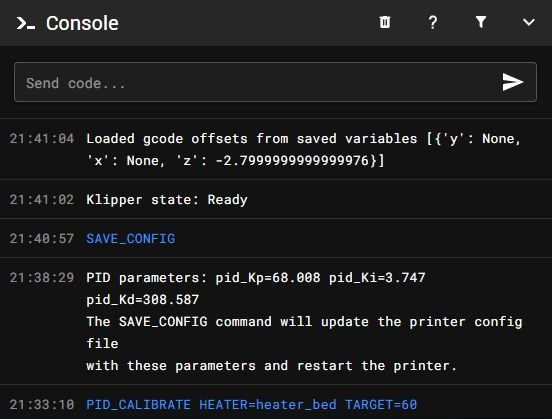
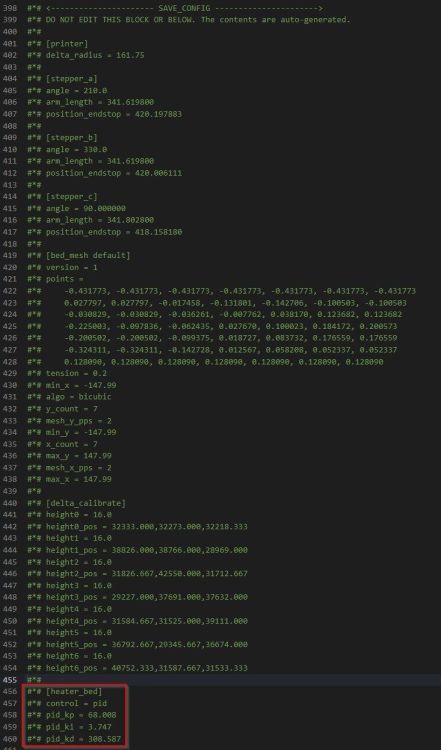
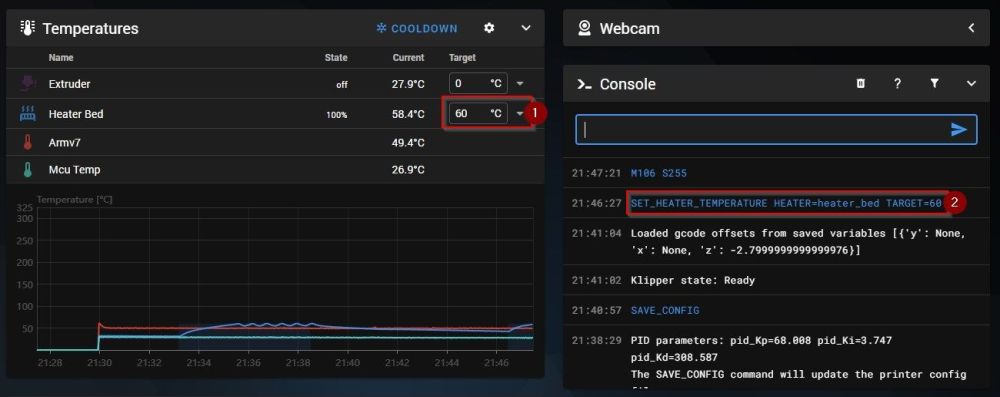
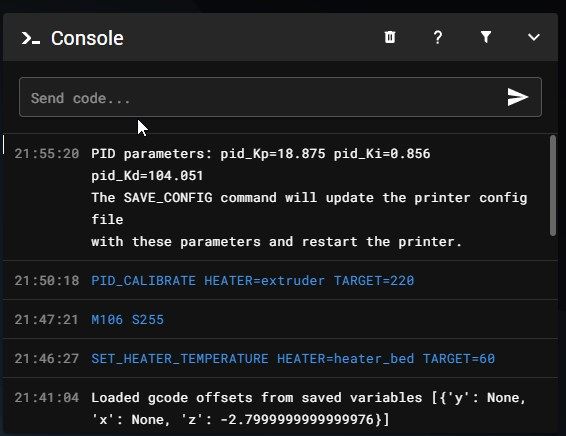
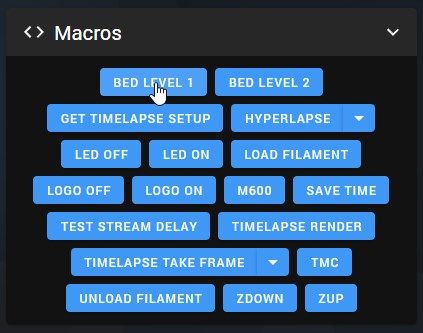
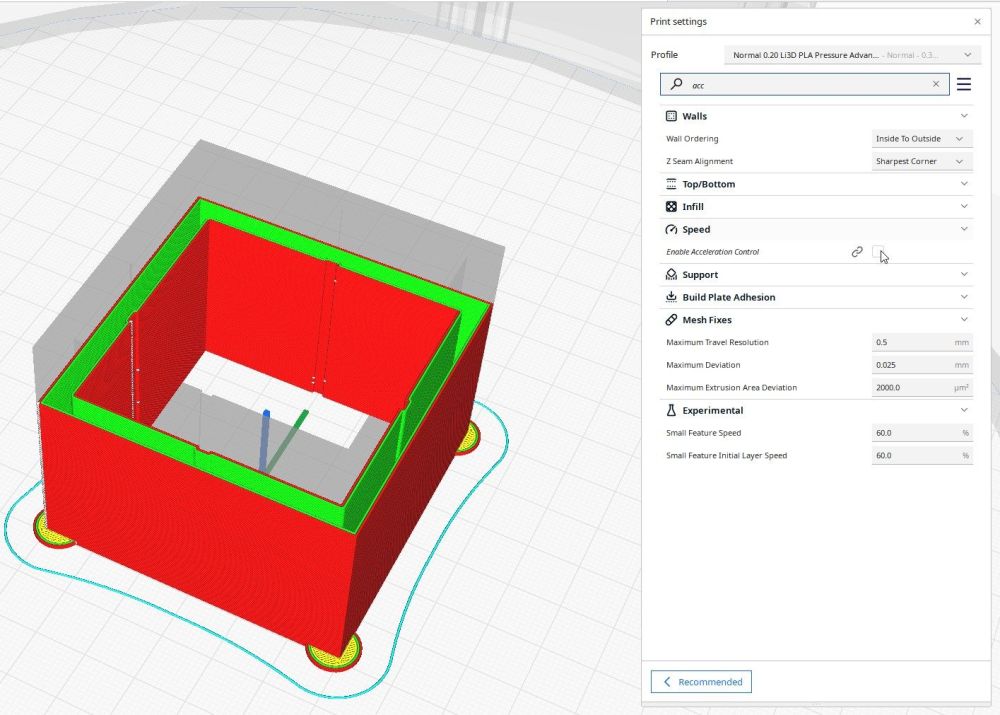
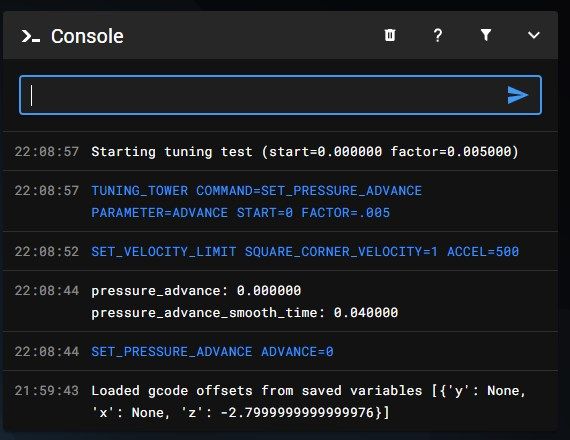
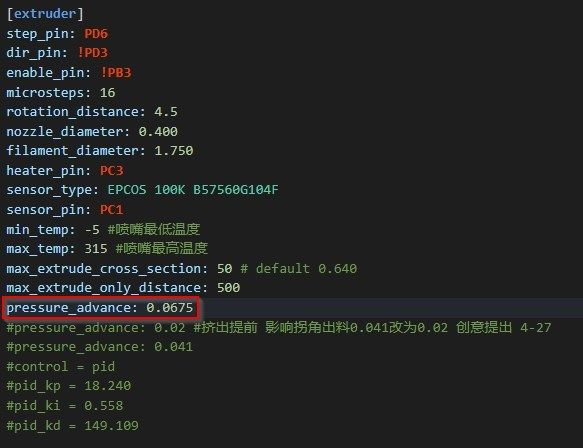
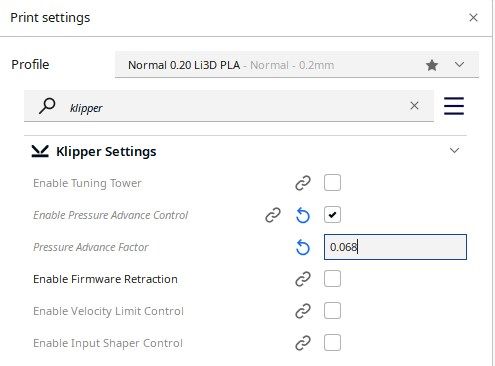
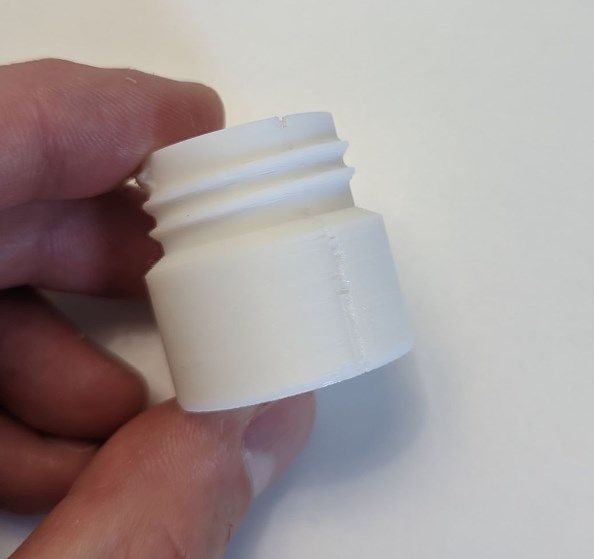
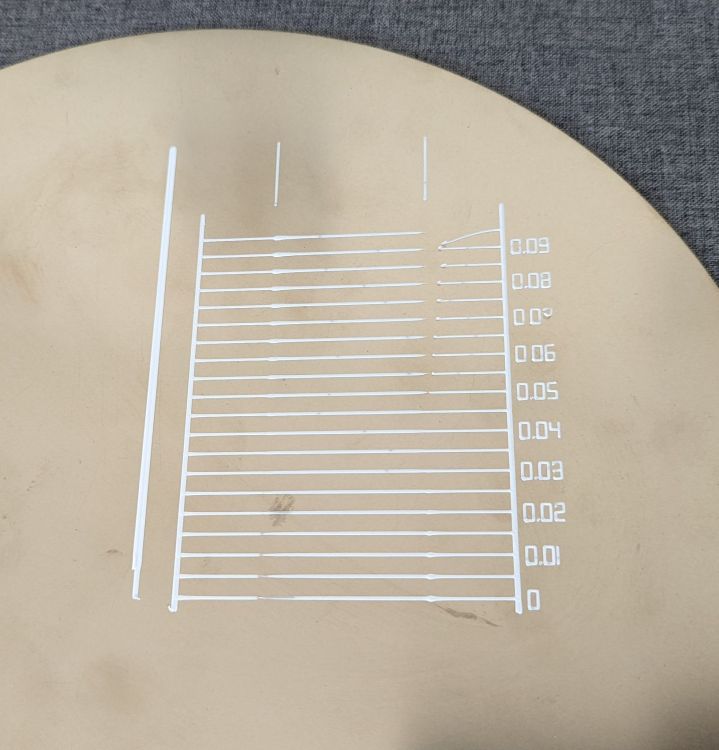
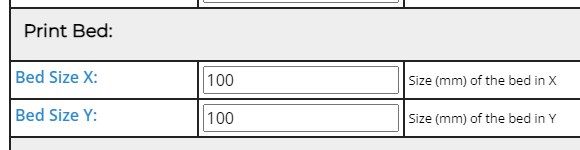
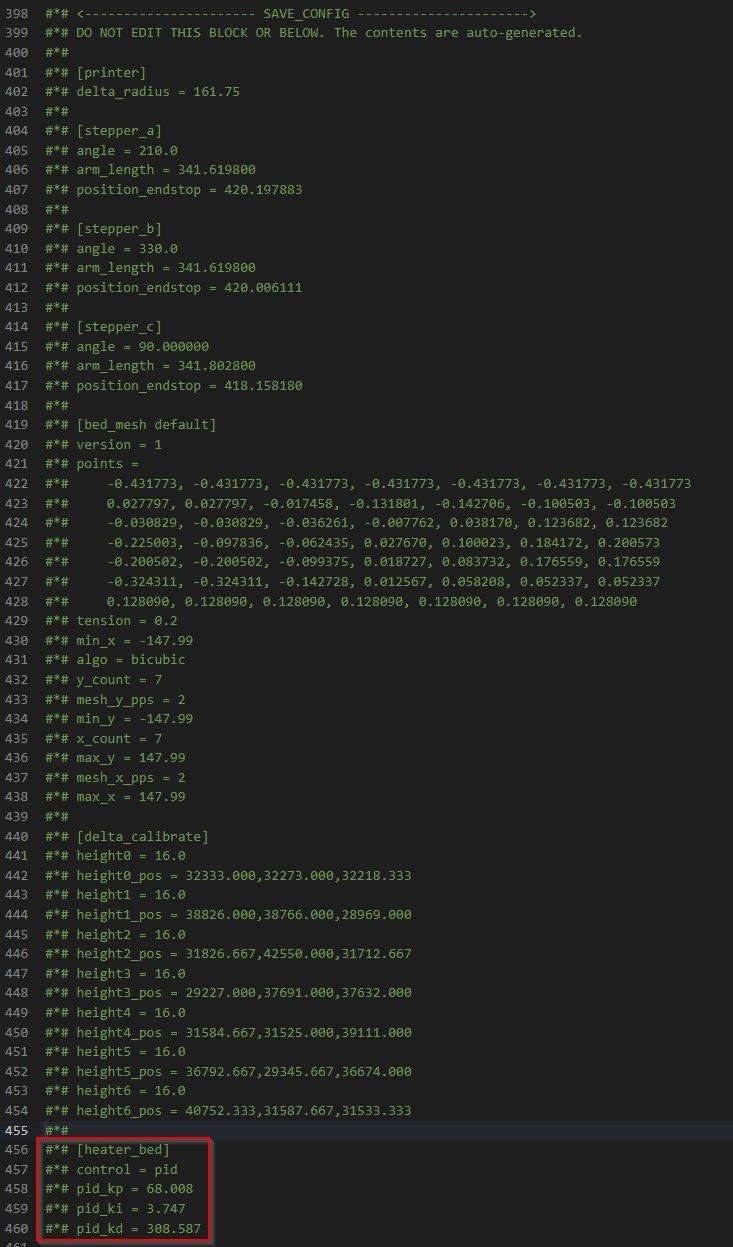
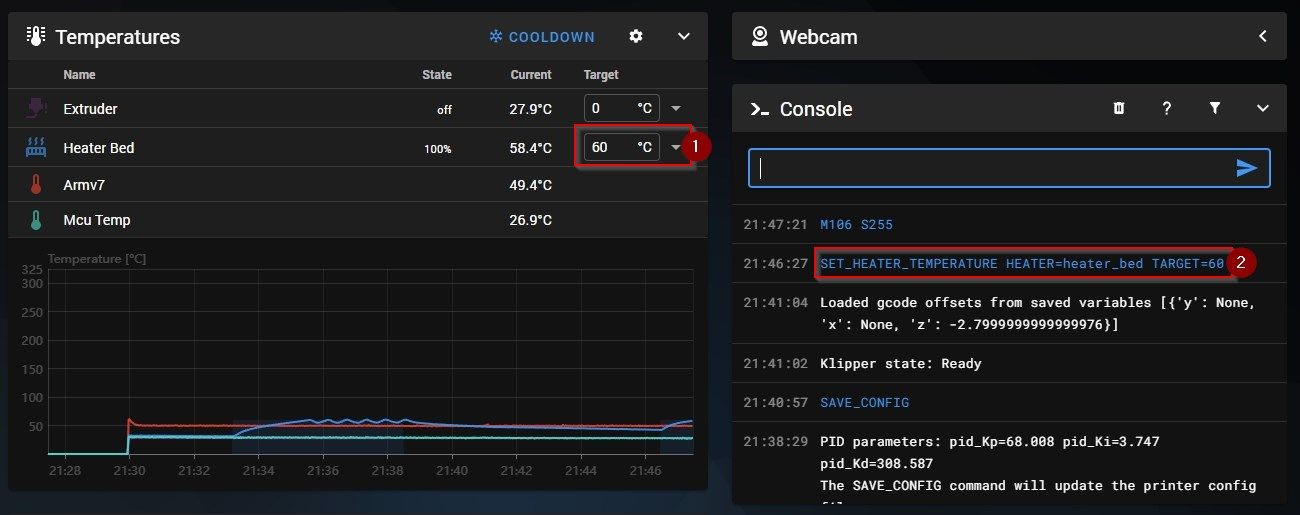
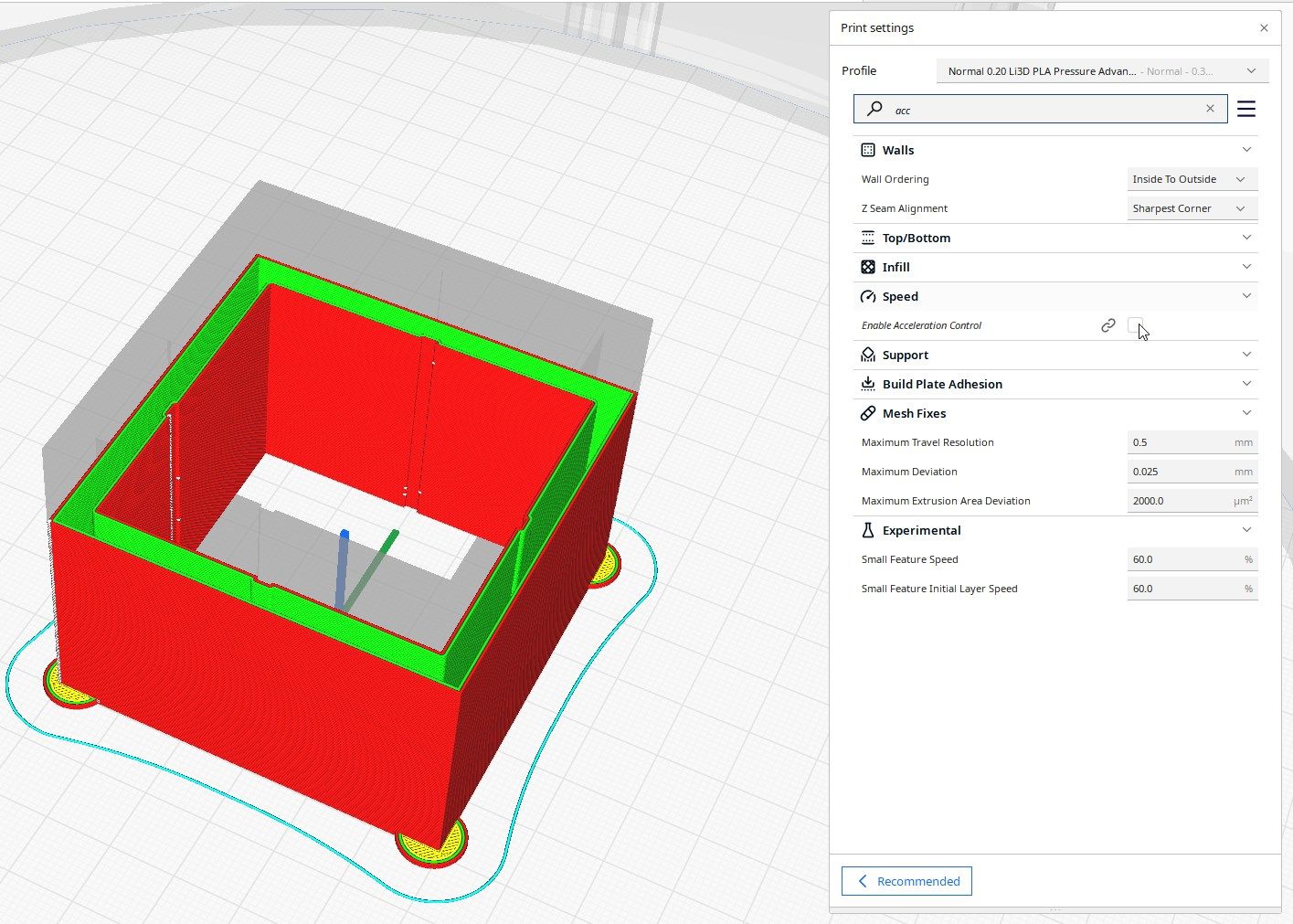
Pour aller plus loin La V400 est une très bonne machine sortie du carton. Cependant, on peut améliorer la qualité des impressions en faisant quelques réglages et calibrations qui sont propres à chaque machine et à leur environnement. J'ai donc refait les PID et le Pressure Advance (équivalent du Linear Advance sous Marlin) pour limiter le suitement de la buse. Réglages PID La procédure ne diffère que peu de Marlin et est même encore plus simple Pour le lit Je commence par le lit puisqu'il doit être chaud pour faire la buse Je déplace d'ailleurs cette dernière à quelques centimètres (~5) du lit et j'active les ventilateurs de la buse avec la commande suivante pour coller aux conditions réelles d'impression : M106 S255 Ensuite, on peut lancer la calibration avec la commande suivante : PID_CALIBRATE HEATER=heater_bed TARGET=60 Vous pouvez vérifier le nom de l'extrudeur dans le fichier printer.cfg : Un fois que c'est terminé, les nouveaux PID sont affichés dans la console: Vous pouvez les mettre à la main dans le fichier printer.cfg (à la place des anciens) ou tout simplement taper la commande suivante (qui fait redémarrer Klipper) : SAVE_CONFIG Attention, les anciens paramètres seront commentés et les nouveaux insérés à la fin du fichier printer.cfg : Pour la hotend Je laisse la buse à quelques centimètres (~5) du lit chauffé à la température que j'utilise le plus, soit 60° (réglage via le widget (1) ou la commande (2) que vous pouvez voir sur la capture ci-dessus). J'active également les ventilateurs de la buse avec la même commande que pour le lit ("M106 S255"), toujours pour rester dans un context cohérent à mon utilisation : Une fois que les prérequis sont bons, on peut lancer le avec la calibration avec la commande suivante avec la température que vous utilisez le plus : PID_CALIBRATE HEATER=extruder TARGET=220 Vous pouvez aussi vérifier le nom de l'extrudeur dans le fichier printer.cfg : Encore une fois, quand c'est terminé, les nouveaux PID sont affichés dans la console: Ici aussi, vous pouvez les mettre à la main dans le fichier printer.cfg (à la place des anciens) ou tout simplement taper la commande suivante (qui fait redémarrer Klipper) pour les insérer automatiquement à la fin du fichier (comme pour le lit, en commentant les ancienns valeurs) : SAVE_CONFIG Voilà à quoi doivent ressembler les courbes de températures avec des PID bien réglés : Pressure Advance Pour définir mon facteur d'avance de pression de chacun de mes filaments, j'ai tout simplement suivi la procédure officielle de Klipper. Il faut commencer par trancher cet objet à une vitesse supérieure à 100mm/s (le profil Cura par défaut convient), avec un remplissage à 0%, une épaisseur de couche à ~75% du diamètre de la buse (soit 0,3mm dans notre cas de figure) et la gestion de l'accélération désactivée : Je vous mets mon gcode si ça peut aider : flsun_v400_pressure_advance.gcode Avant de lancer l'impression, il faut exécuter les commandes suivantes dans le terminal : SET_PRESSURE_ADVANCE ADVANCE=0 SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY=1 ACCEL=500 TUNING_TOWER COMMAND=SET_PRESSURE_ADVANCE PARAMETER=ADVANCE START=0 FACTOR=.005 N'hésitez pas à interrompre le job quand les coin commencent à bien sous-extruder : Grâce à l'eclairage LED de la tête, on voit très bien le boursouflage en bas d'arête qui disparait juste avant que la sous-extrusion commence (quand le facteur est trop élevée). Pour définir le facteur, il faut donc mesurer cette distance : Je me suis pris une légère marge de sécurité en retenant 13.5mm. On utilise cette valeur dans la formule ci-dessous : On reprend les valeurs <start> et <factor> de la commande exécutée précédemment, ce qui donne : Mon facteur d'avance de pression est donc de 0.0675. Il faut donc l'ajouter dans le fichier printer.cfg, en supprimant ou commentant la valeur du constructeur juste en dessous : Ce facteur sera chargé à chaque impression. S'il devrait convenir à bon nombre de PLA (bien qu'il soit clairement mieux de le calculer pour chaque bobine), il peut ne pas convenir pour du PETG, TPU ou tout autre filament. On peut donc écraser sa valeur dans le gCode de l'objet à imprimer avec le code de démarrage suivant : SET_PRESSURE_ADVANCE ADVANCE=<factor> Sous Cura le code de démarrage étant défini au niveau de la machine ce n'est clairement pas pratique... Heureusement, il existe 2 plugins pour Cura (qui ne sont pas sur le market) : KlipperSettingsPlugin et Cura Pressure Advance Setting Plugin. Le second n'ayant pas bougé depuis 2 ans, j'ai pris le premier qui, d'après la page GitHub, donne accès à d'autres paramètres Klipper (Tuning Tower, Firmware Retraction, Velocity Limit Control et Input Shaper Control). Je l'ai installé en suivant la doc, toujours sur la page GitHub. On a ensuite accès au paramètres de Pressure Advance : Après tranchage, on peut voir que le paramètre est correctement ajouté : Mais attention, le mieux est parfois l'ennemi du bien. En combinaison avec la retraction sur un print de plusieurs objets, j'ai eu de la sous-extrusion en fin de couche : Du coup, j'ai fait quelques tests unitaires et remesuré le cube pour arriver à une valeur de 0,032 avec ce PLA blanc : De gauche à droite, 0,07, 0,05 et 0,025 de facteur pressure advance (avec 0,6mm de rétraction et 0,2mm de wipe). Pour être certain que c'est "parfait", j'ai imprimé ce motif de test : J'étais donc pas mal Attention, le générateur n'est pas prévu pour les lits ronds. J'ai dû mettre ces paramètres pour que ça passe sur le lit de la V400 : Pour aller encore plus loin Vous pouvez automatiser ces tâches avec des macros affichées sur le dashboard de l'interface web : Je ne m'y suis pas encore collé sachant qu'on ne fait pas ces réglages tous les 4 prints




 1 point
1 point -
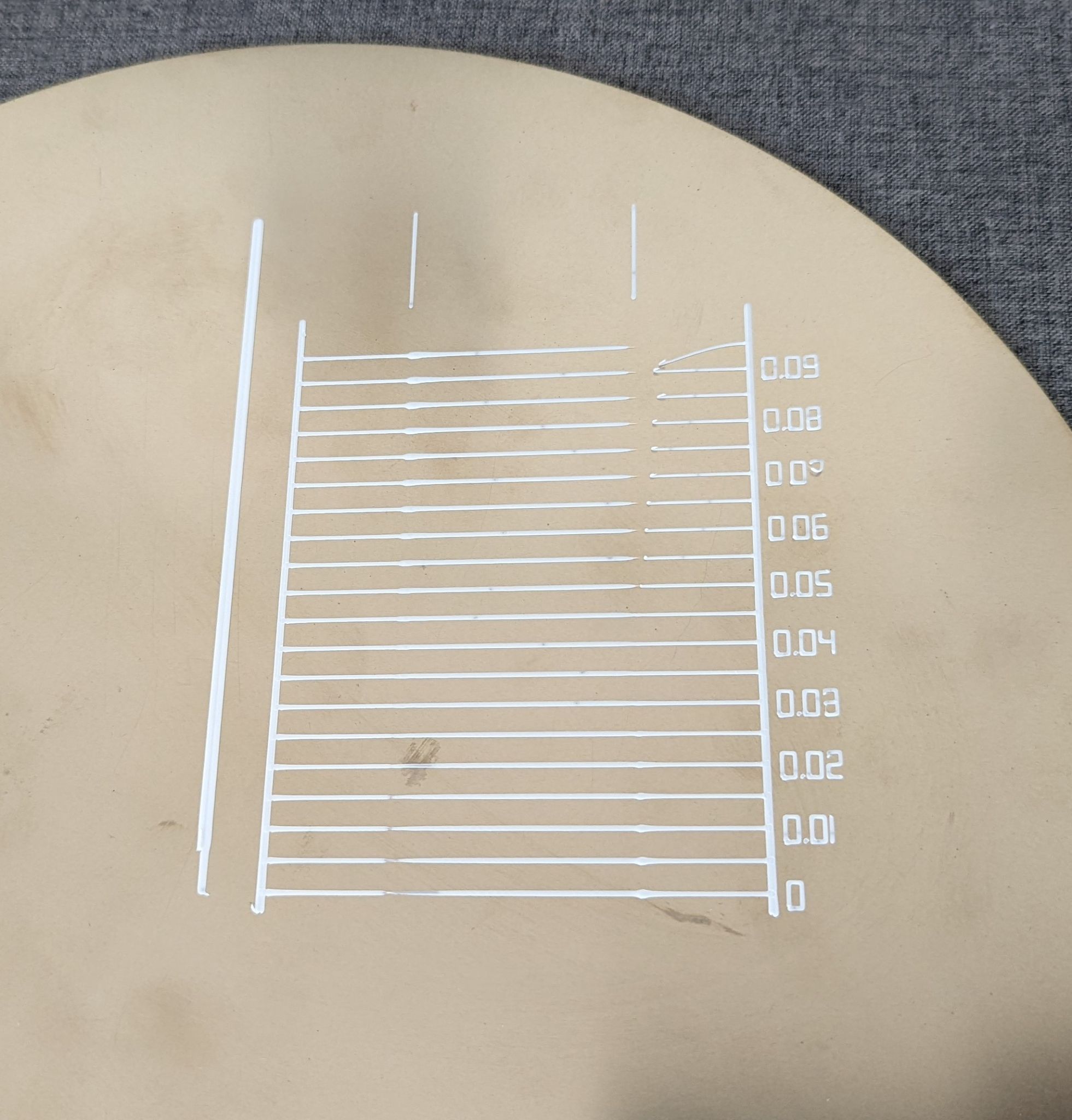
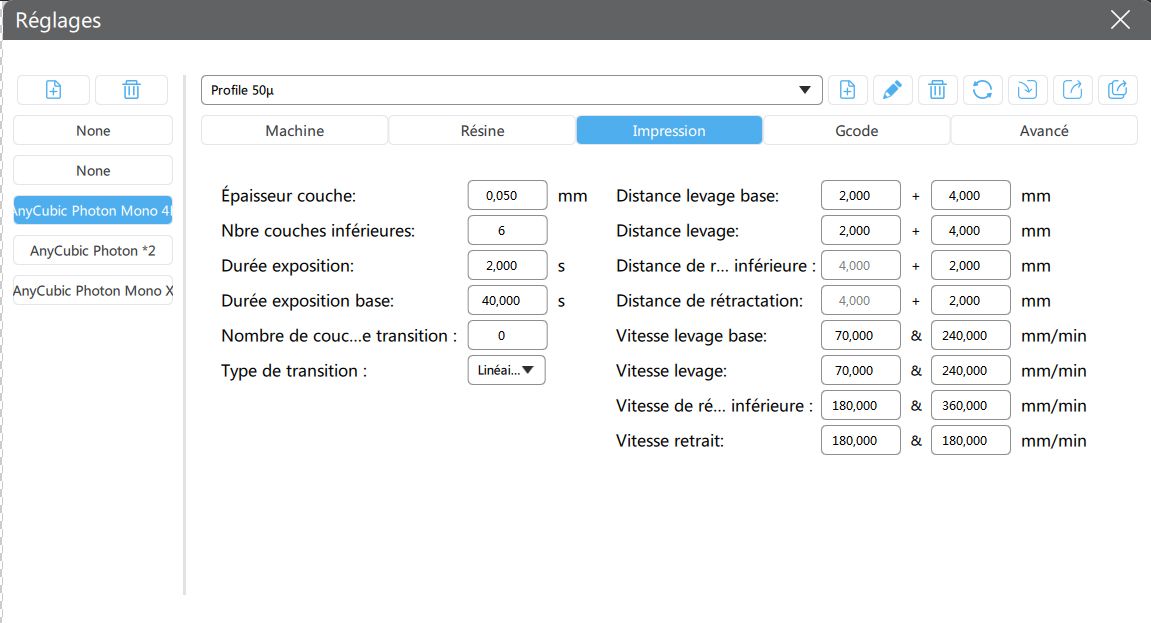
bonsoir je pense qu'il faut revenir aux fondamentaux j'ai la même imprimante que toi : la mono 4 k et je n'ai aucun souci d'impression ( je n'imprime qu'avec des supports) si ce n'est le temps d'impression entre ce que m'indique chitubox et l'imprimante ( le double en temps réel .... ? je cherche encore le pourquoi) première chose a vérifier : la tension du fep ( entre 350 HZ et 500 Hz) deuxièmement la distance de levage ou de rétraction : entre 6 à 8 mm je te mets mes réglages qui fonctionnent parfaitement avec une puissance d'UVS entre 80 à 100% suivant la résine j’espère que cela pourra t'aider tient nous informer pour que l'on puisse voir ce qu'il en est . un like ou un @ devant mon pseudo me permettra plus facilement de suivre la conversation
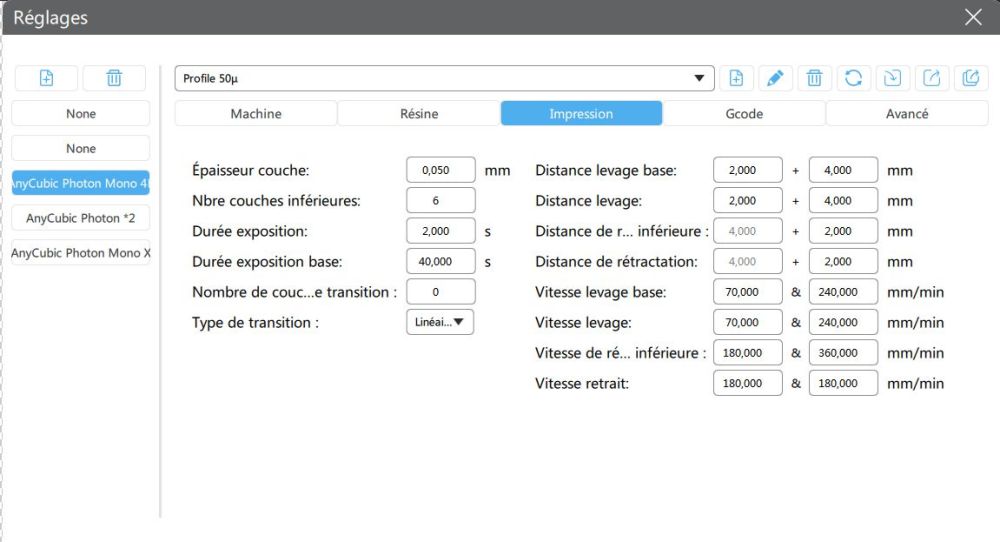 1 point
1 point -
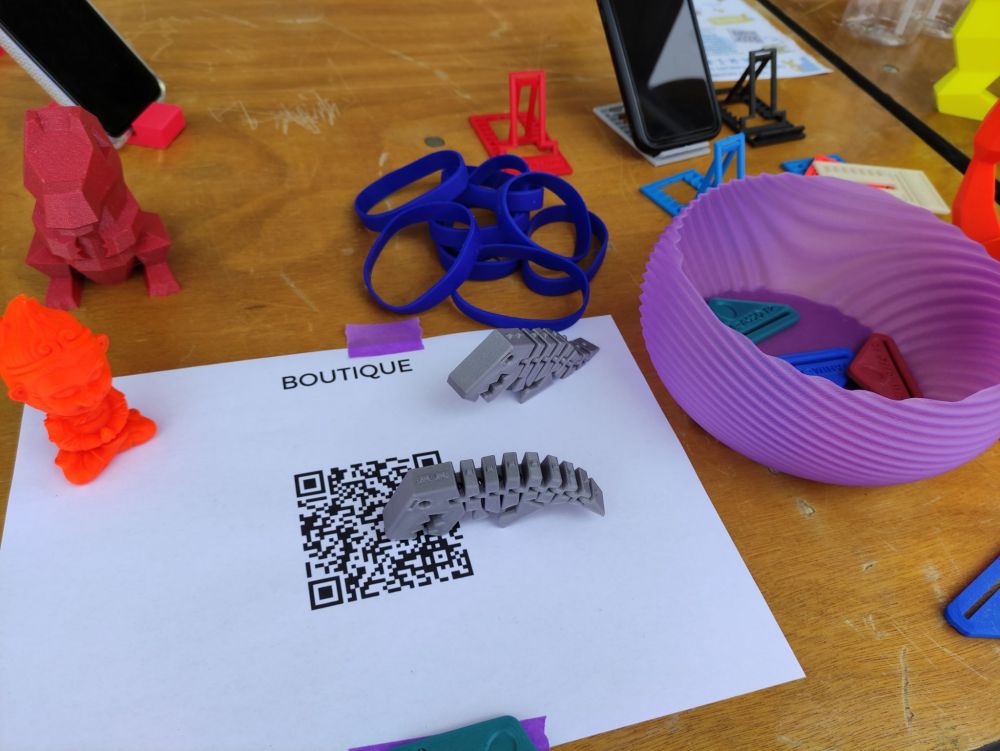
Nous avons récolté près de 1400€ de dons et des ventes d'objets 3D ou de tshirts et autres. Les objets 3D ont attiré l'attention et vraiment beaucoup plu. Il reste encore des objets mais nous avons d'autres évènements à venir. Merci pour tout. Prochain défi chacun réalise une partie d'une grande oeuvre en 3D (c'est l'idée que j'ai eu pour faire une tombola d'un grand objet 3D). A vos idées chers makers1 point
-
Super accueil. Merci encore de vos actions.

 1 point
1 point -
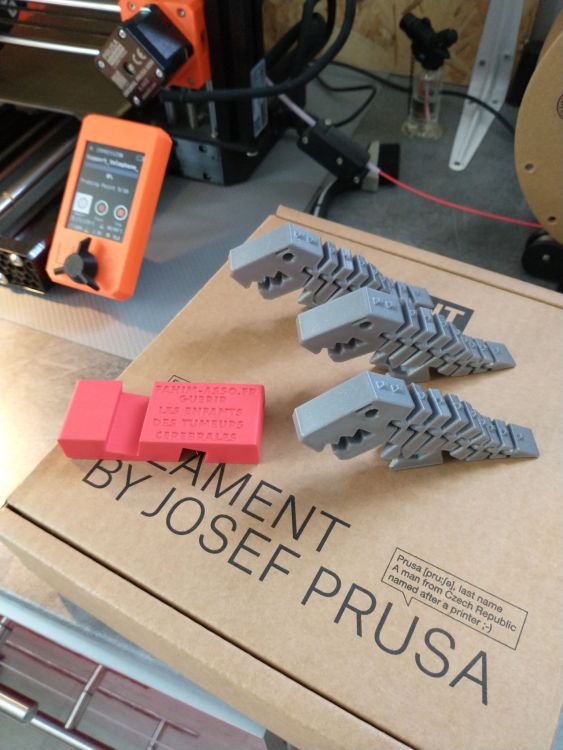
@molusk77 colis préparé et posté ce matin . Je suis aussi fan de ces Flexi-Rex, j'étais content de voir qu'ils étaient compatibles avec ton "besoin".
 1 point
1 point -
Bonjour, j'ai vu ce fil tardivement ! Mais il reste un peu de temps , @molusk77 j'ai lancé aujourd'hui quelques Flexi-Rex et aussi une série de tes supports de smartphone. Je vais essayer d'en imprimer au moins une dizaine de chaque pour un envoi au plus tard samedi prochain.
 1 point
1 point -
Avec plaisir Nous ferons aussi des dons de ces impressions à Necker-Enfants malades et à Gustave Roussy en cancérologie pédiatrique d'ici la fin du mois. Malheureusement ma Sidewinder X2 m'a lâché vendredi, un gros problème d'extrusion et je dois changer le bloc de chauffe. J'attends les pièces pour pouvoir reprendre car les résultats de la Snapmaker original ne sont pas extraordinaires, juste acceptables. En passant, une grande entreprise nous a remis au titre de don une MakerBot Replicator Mini que je vais tenter de refaire fonctionner en vue de la donner à une école qui s'occupe d'enfants avec handicap type EREA (Les établissements régionaux d'enseignement adapté)1 point
-
Salut Colis prêt également Il y a donc 6 séries de 4 boites 26 portes téléphone (Il en manque 2 sur la photo) J'emballe ça correctement et je le dépose dans le week-end ou début de semaine @+ JC
 1 point
1 point -
Pour ma part le colis est prêt a l'envoie des que je passe devant le relais colis je le dépose. Il y aura 3 porte savon complet de 3 couleurs différentes, et un 20ene de pousse dentifrice.1 point
-
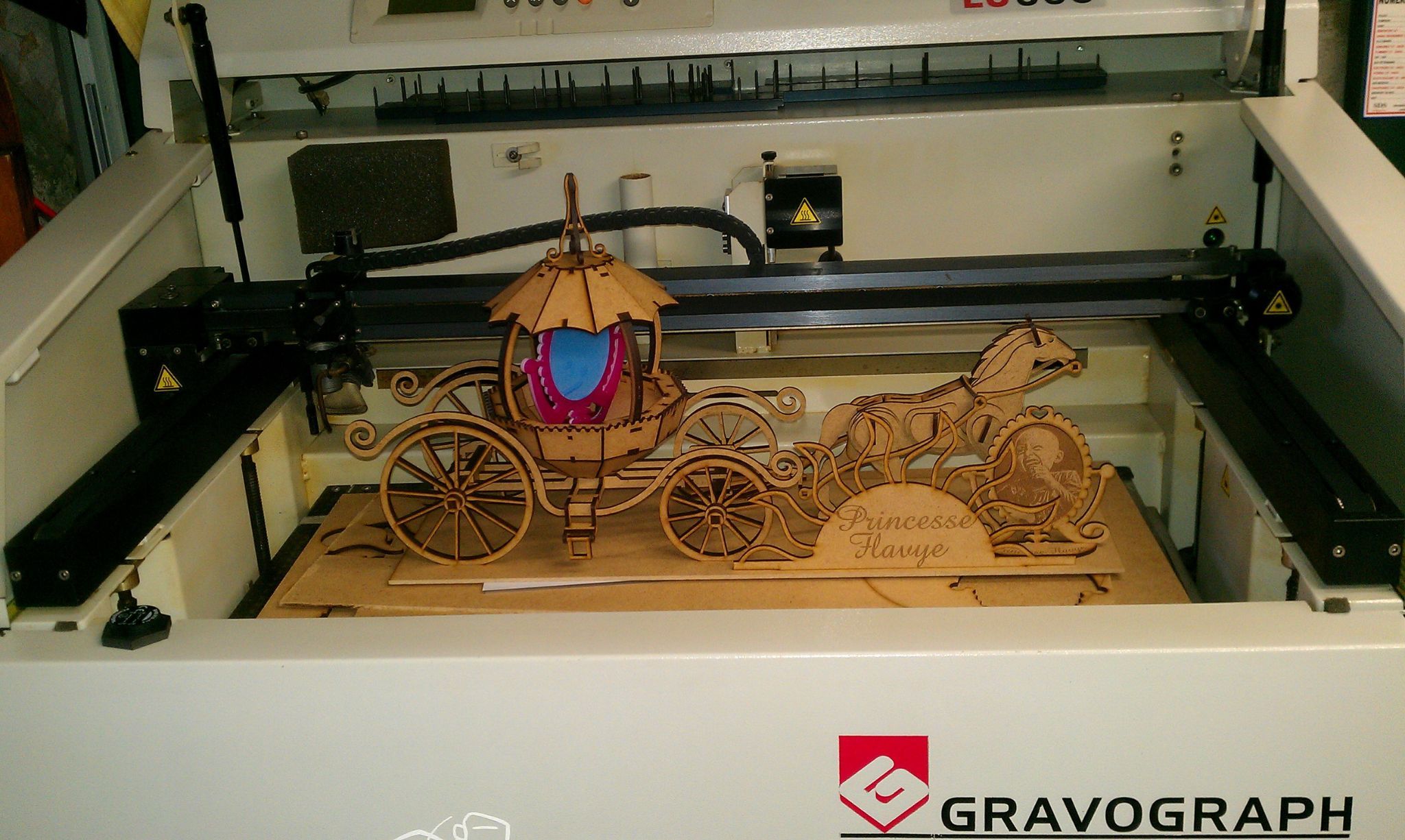
Bonjour @molusk77, Il est difficile de vivre un tel moment, beaucoup de courage. Je vais être bientôt à la retraite et comme @MrMagounet je veux bien aussi aider pour imprimer des objets en résine. Peut être créer une base de fichiers .stl (libre de droit) ou toutes les personnes voulant participer puissent y puiser pour les imprimer. Bravo encore Juste pour vous montrer ce que l'on peut faire aussi avec un laser. Réalisation pour une petite princesse partie trop tôt. https://fr-fr.facebook.com/groups/lepetitsoleildeseillans/https://fr-fr.facebook.com/groups/lepetitsoleildeseillans/
 1 point
1 point -
Salut @klem1 Je vais suivre tout ça très attentivement, merci pour ton partage d'expérience. Je compte m'en monter une, dans la même config que toi en plus. Je me suis déjà pas mal renseigné, fait un BOM, pour l'instant j'attends d'avoir le budget. Ce que je redoute le plus, c'est la partie software pour laquelle je n'ai absolument aucune compétence. Je compte monter un extrudeur orbiter dessus, c'est d'après ce que j'ai compris la meilleure solution pour allier légèreté de la tête et débit énorme. Depuis que j'ai découvert l'existence de cette machine, elle m'obsède...1 point
-
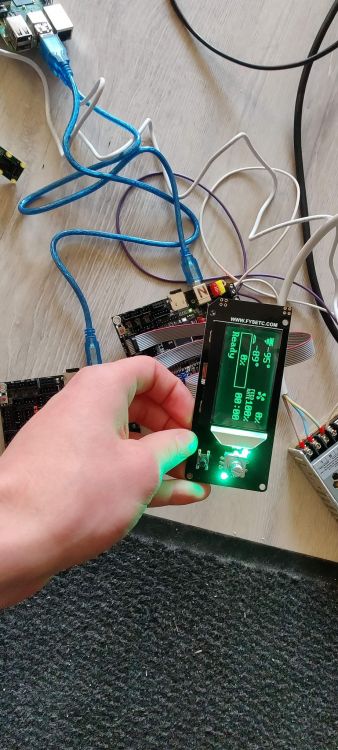
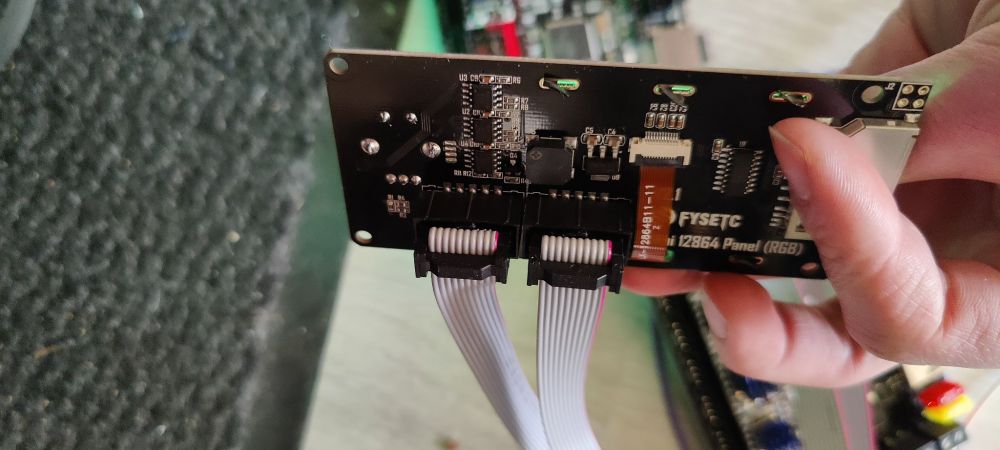
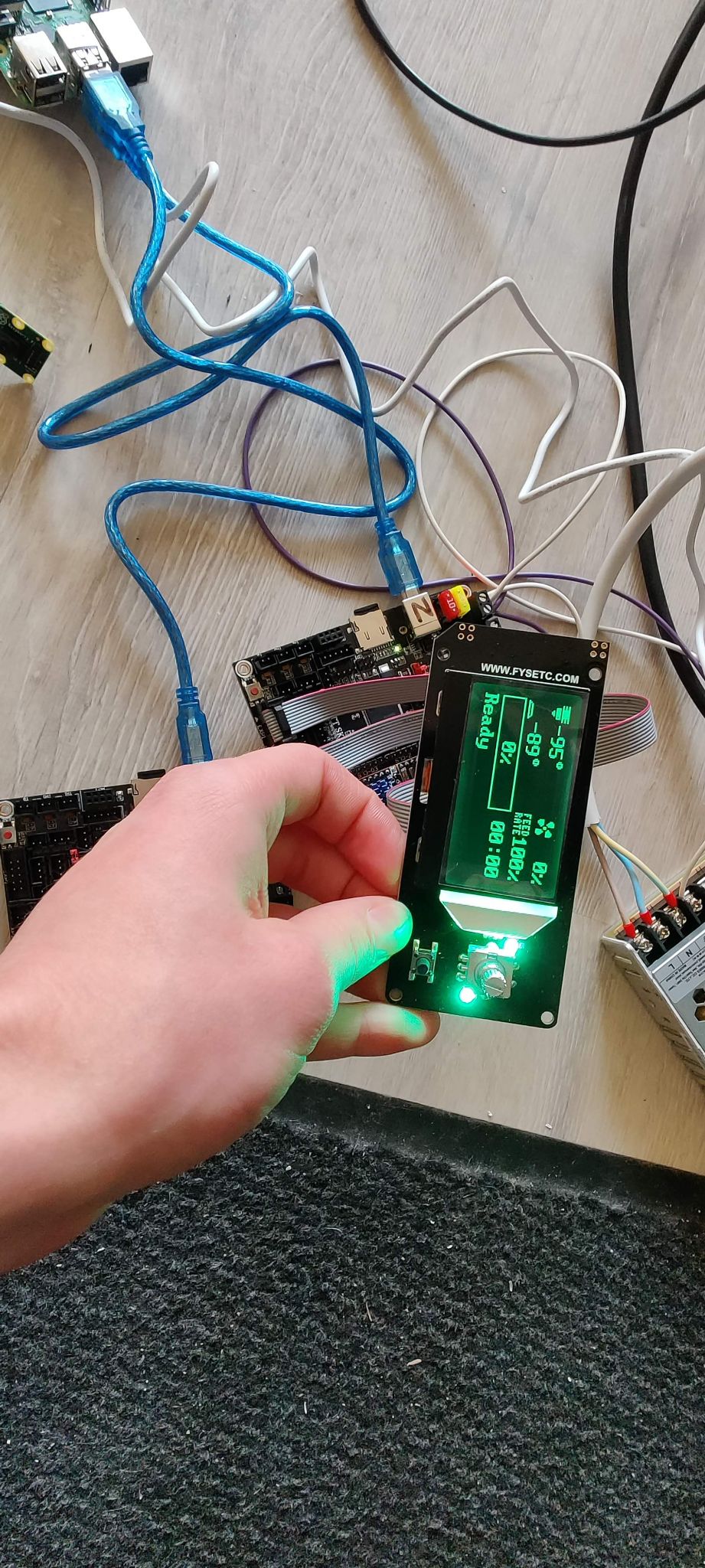
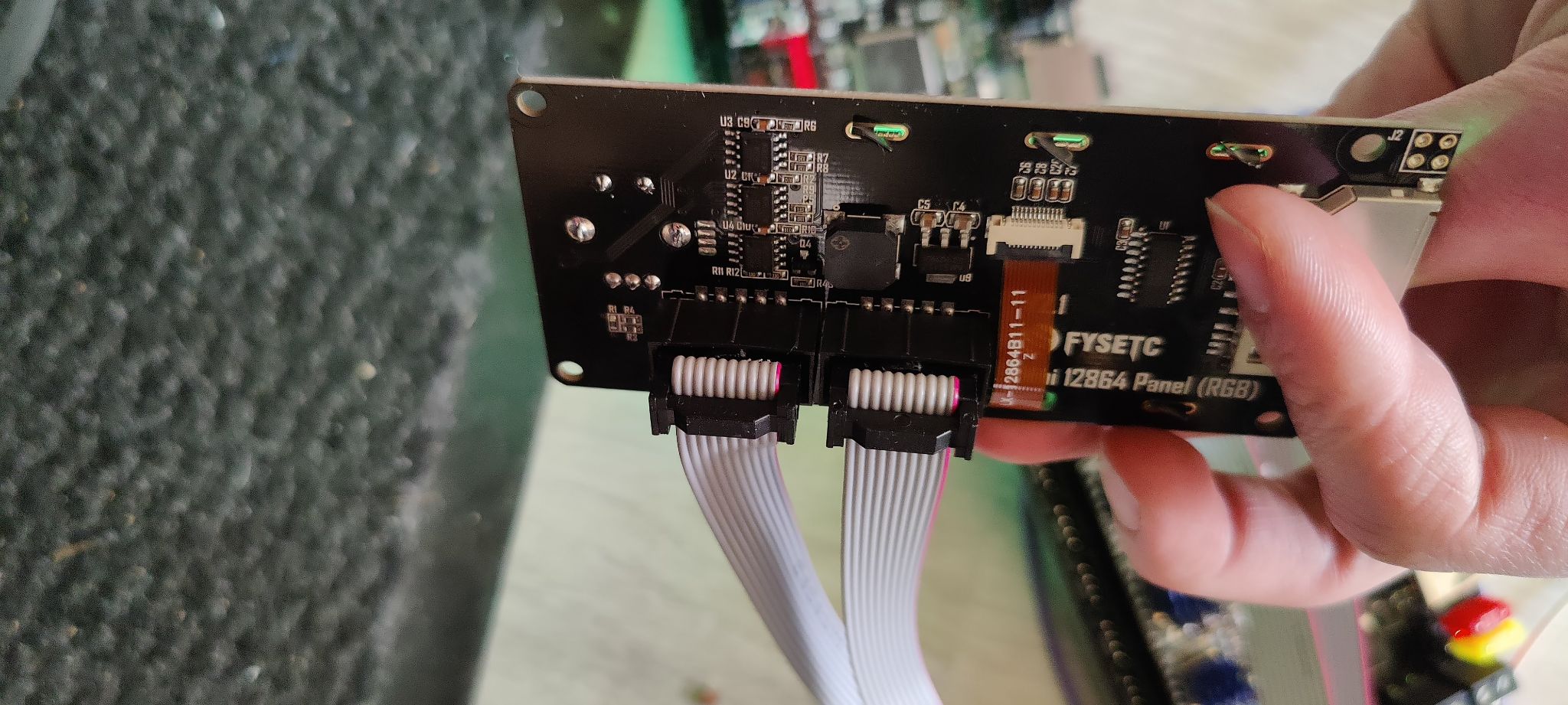
Montage de l'écran MINI12864. Pour cela il faut décommenter les lignes dans le printer.cfg. ce qui nous donne quelque chose dans ce genre: par contre un membre du discord ma fait part qu'il y'avais souvent des problème de pin avec les nappes. J'ai comparé les pins de l'écran par rapport au SKR et effectivement c'était inversé, j'ai du limer et couper le détrompeur des nappes pour pouvoir le brancher à l'envers. Une fois effectuée j'ai reboot le système et tadaaa ça fonctionne.

.thumb.png.bbf3782fb11bbb5093d3e3ca37a7bc63.png) 1 point
1 point






























.png.105d090332e0072a6971a7a1fd617c08.png)