Classement




Contenu populaire
Contenu avec la plus haute réputation dans 29/08/2022 dans Messages
-
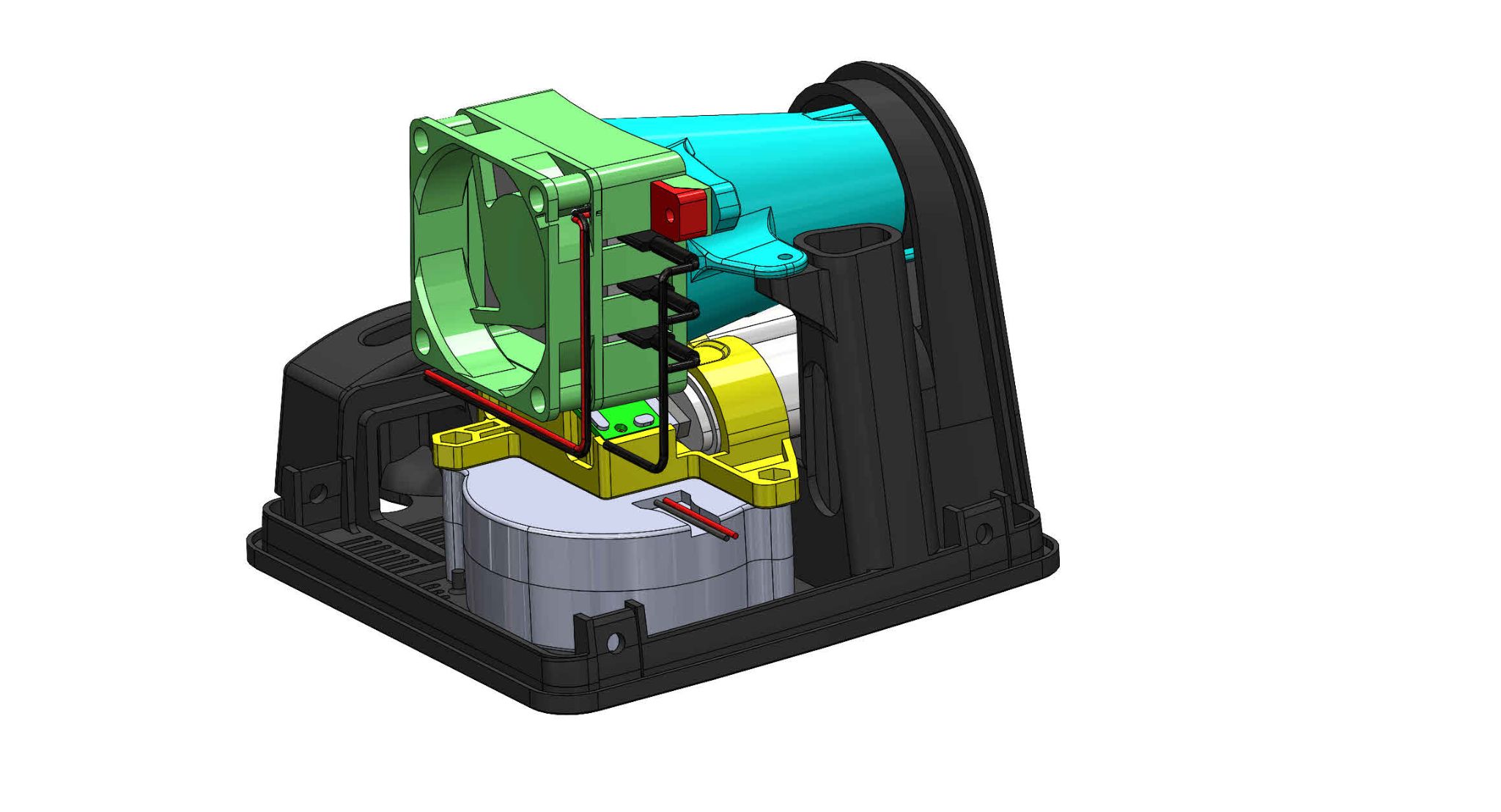
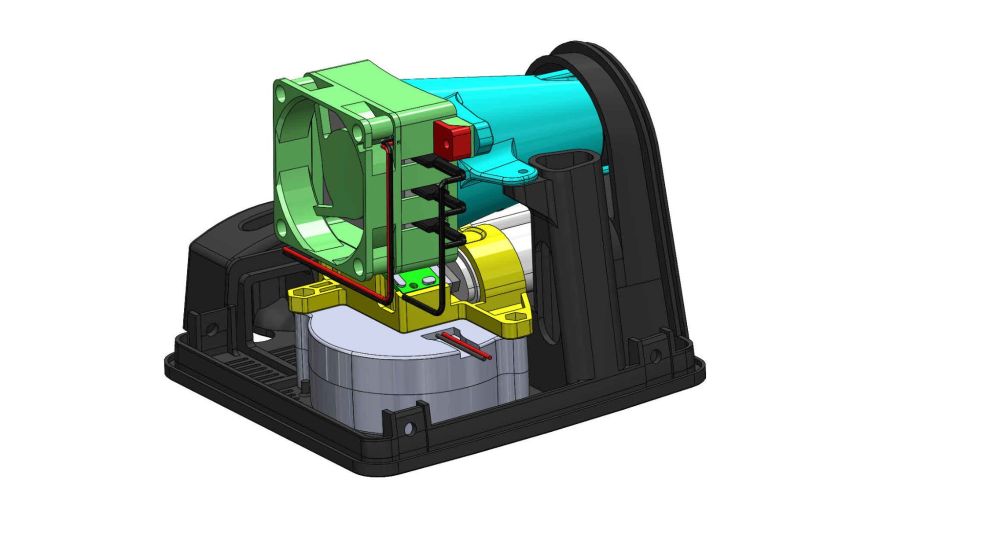
Bien vu @fran6p, J'avais passé une info sur cette étude, il y a plus d'une année. Maintenant qu'elle est vraiment en prod, il y en a dans des EHPAD, des MAS et d'autres endroits, je peux vous montrer l'intérieur des boitiers. Dans chaque boitier: il y a dans la partie basse deux clés USB ( en blanc) diffusant de micro-gouttelettes d'huiles essentielles avec un ventilateur (en gris) qui permet de propulser ces parfums. Dans la partie haute, il y a un un ventilateur avec une cartouche chauffante (en vert) et un cône (en bleu) qui concentre le flux et lui donne un mouvement rotatif pour mieux le concentrer, donc on peut envoyer un flux à différentes pressions et températures. Il y a aussi le support rotulant qui est imprimé que je n'ai pas montré. Toutes ces pièces sont en ABS et imprimées sans support (même le capot visible sur les précédentes images). Cela prouve que dans des ensembles de pièces en séries et dans des domaines assez sensibles, il est possible d'utiliser des pièces imprimées. Une image de l'appareil en fonctionnement avec ses cinq boitiers interconnectés avec la vision 3D. Cela permet au patient d'avoir une immersion complète dans le monde extérieur. L'analyse du comportement du patient durant l'immersion permet au praticien avoir un bon aperçu des capacités sensorielles du patient durant un moment ludique. L'équipe réalise régulièrement de nouveaux films puis intègre les fonctions des cinq boitiers syncro avec les images (un gros boulot). Sur cette photo c'est la version 1 des boitiers. L'anneau qui supporte les boitiers fait 1,3 m de diamètre et il est réglable en inclinaison. Allez, au suivant pour un nouveau Schmilblic
 4 points
4 points -
Allons-y: 1) si ce n'est pas accessibles aux particuliers, inutile d'en parler ici... 2) Ok pour la rectifieuse : bonne technologie mais encore faudra-t-il le faire avec un plateau à la température d'impression... Comment ? ce n'est pas non plus accessible aux particuliers ? alors même réponse... 3) tu m'expliques ton cas extrême ? (si ça se joue sur moins d'1/100mm, OSEF) Perso, j'utilise un BL-Touch : ce n'est pas parce que j'en ai un que je ne règle pas les 4 coins. Au contraire, j'y mets un point d'honneur et c'est beaucoup plus concret car j'ai une valeur mesurée et une assistance sous Octoprint (grâce à un plugin) qui me dit même de combien je dois tourner la molette de réglage. C'est quand même bien plus concret que le ressenti de frottement d'une feuille de papier (surtout pour un débutant). Çà m'a aussi permis de voir que mon plateau n'est pas plat : il est légèrement concave pour une valeur maxi de 7/100mm ... qui sera compensée par le mesh ! Après, on reparlera dans 10 ou 20 ans de l'usure de mes 2 axes Z, mais je pense que l'électronique aura rendu l'âme avant. Donc j’imprime sur un plateau, probablement mieux réglé que le tien avec ce "gadget" que je conseille même si un réglage manuel pourrait suffire. Certes il y a des évolutions plus importantes à apporter sur une machine de base (un double axe Z par exemple ou un heatbreak full metal si on veut monter en température), mais pour le prix cet outil vaut la peine. Mais comme tu n'en as pas, je comprends que tu le critiques... Maintenant que j'ai étayé ma position, explique nous la tienne et en particulier l'usure des axes Z (de combien et en combien de temps). Dis moi aussi où trouver un plateau complètement plan (ne t'arrête pas au prix). @Krl : désolé, mais il y a ici des gens qui viennent chercher des conseils et qui débutent. Je ne peux pas laisser dire des âneries d'ultracrépidariens...3 points
-
@molusk77 L'adresse c'est bien celle-là ? Ca part en mondial relay demain. Les impressions du week-end : 11 flexi cat (rescale à 75%) 11 flexi rex 14 support téléphone format carte bleue (je les ai tous ouvert, ils fonctionnent tous) 21 porte-clé fahim association (rescale à 22%). Filaments utilisés : échantillons G3D (marbre/pierre, bronze et argent) sakata 3D870 gris clair sakata 3D870 noir sakata 3D rouge mat Prusament jet black Prusamant royal blue G3D, dark grey Sakata 3D870 blanc G3D transparent J'ai fait tous mes fonds de bobine, voir photo ci-jointe. En te souhaitant bonne vente avec ma modeste contribution.

 2 points
2 points -
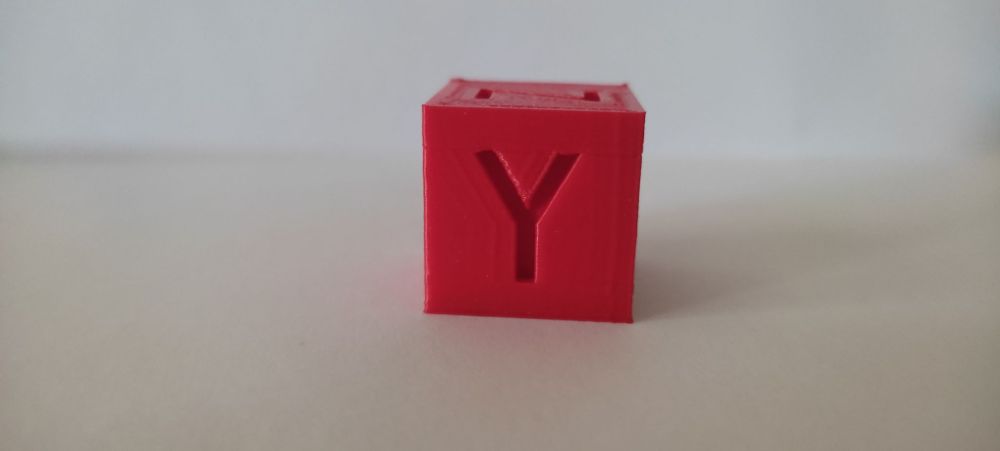
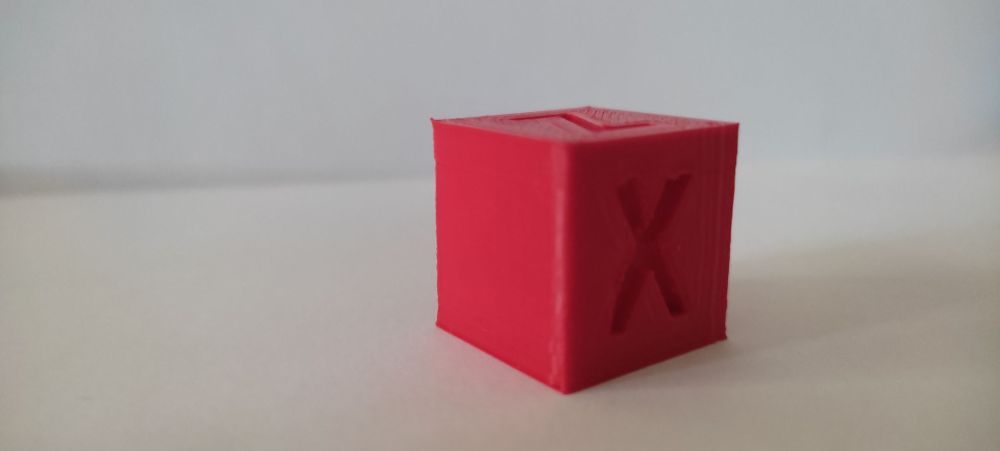
Bon ben voilà, un autre converti ! Je viens de tout configurer, je suis parti du site de Klipper, tout y est très bien expliqué. Non pas que je n'ai pas confiance en @fran6p mais j'aime bien aussi apprendre par moi-même La première impression est en cours pour le cube de calibration Je rejoins ce qu'à pu dire @fran6p ci et là : Klipper est plus facile à utiliser au quotidien que Marlin si on doit souvent changer la configuration. Et le retour à Marlin est simple comme bonjour ... on change le port USB de connexion sous Octoprint, on désactive Klipper, on recharge le firmware Marlin et zhou ! J'ai par contre été dérouté par le calibrage du Z-Offset car on ne doit pas tenir compte de l'épaisseur de la cale que l'on utilise car ils partent du principe que l'on utilise une feuille de papier. De plus on le fait à froid, là aussi tout est pris en compte. On peut affiner en calculant l'expansion thermique. Personnellement je n'y ai pas touché. Idem sur le calibrage de l'extrudeur la méthode de calcul n'est pas la même que sur marlin j'ai sur le coup été un peu perdu. Mais quand on lit posément la doc, tout va bien. Je n'ai pas encore fait le calibrage des moteurs des axes, j'attends la fin de l'impression. Les Macro c'est top ! Je n'ai pas pour le moment pas plus d'idées que cela pour les utiliser. j'ai fait comme @fran6p, créé des macros pour les codes de démarrage et d'arrêt d'impression sous Cura. 50% d'impression mon cube est tout beau ^^ [Edit] Fin de l'impression bon il était tout beau à travers la caméra le cube En vrai il est un peu moche : Bon on verra le résultat après calibration des pas des moteurs, du débit et du fameux pressure advance.


 2 points
2 points -
chez BTT (sur Ali) il y a ça qui serait l'équivalent d'un 3B mais que je n'ai jamais essayé Bigtreetech Pi4b Adapter Btt Cb1 Core Board Skr Mini E3 V3.0 Octopus Pro Klipper 3d Printer Parts Vs Raspberry Pi 4/3b For Voron - AliExpress la savate étant un sport de combat ou une pantoufle, les deux sont valables Moralité on peut utiliser le féminin, mais il ne faut pas . (et je ne peux pas changer j'avais fais un premier tri en éliminant pantoufle et babouche, mais ça ne changera pas grand chose au problème )2 points
-
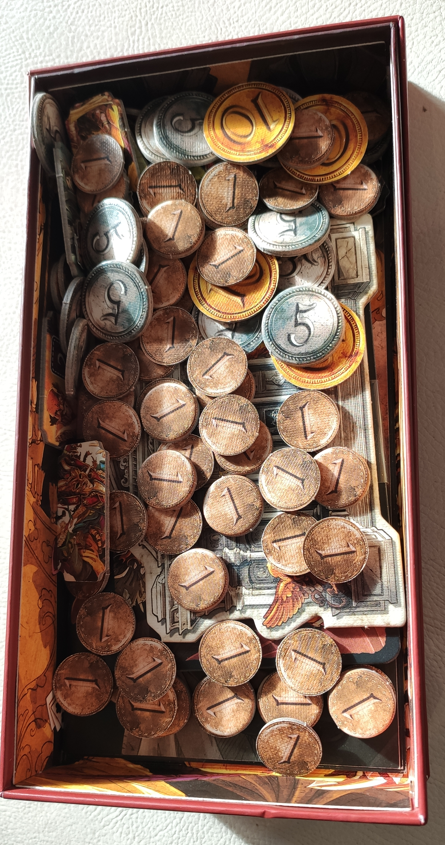
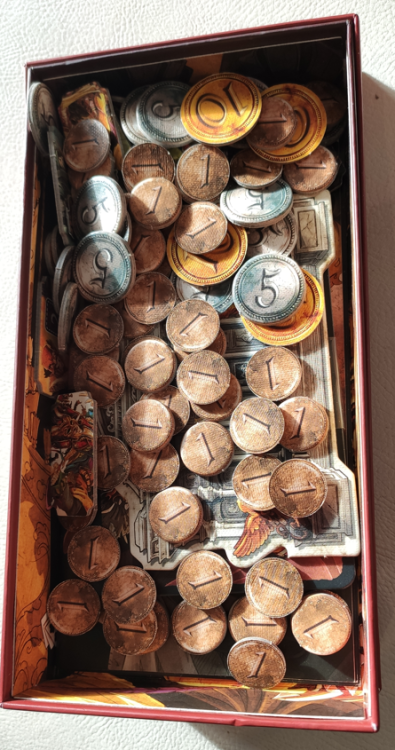
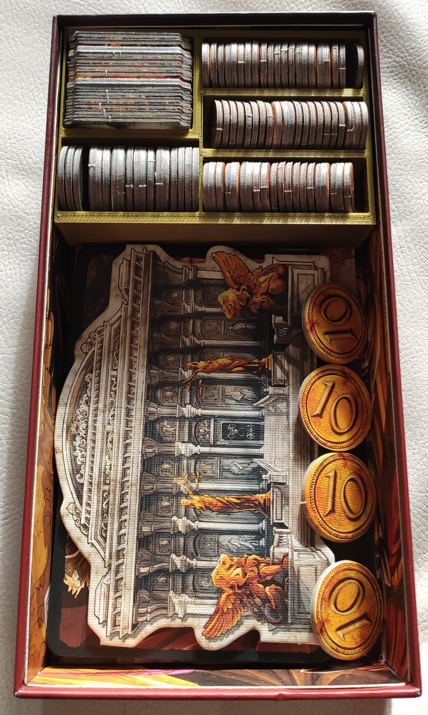
Va falloir aussi voir pour ton niveau en modélisation. Car faire des boites de rangement n'est pas très compliqué, par contre les jetons ou autre pions (si on ne parle pas d'un simple cylindre), sans parler de figurines. +1 pour la Kobra. Petit exemple de rangement pour un jeu : Avant Pendant Après Y'avait pas la place de faire une zone pour les 4 jetons de 10 ... mais pour 4 je me suis dit qu'ils pouvaient continuer à se promener.
 2 points
2 points -
Question bête ... mais je ne peux résister ... tu es archéologue de profession ? Un déterrage de 5 ans ... belle perf ... Ca sent le moteur de recherche à plein nez ! ;-) Désolé, je n'ai pas pu résister !2 points
-
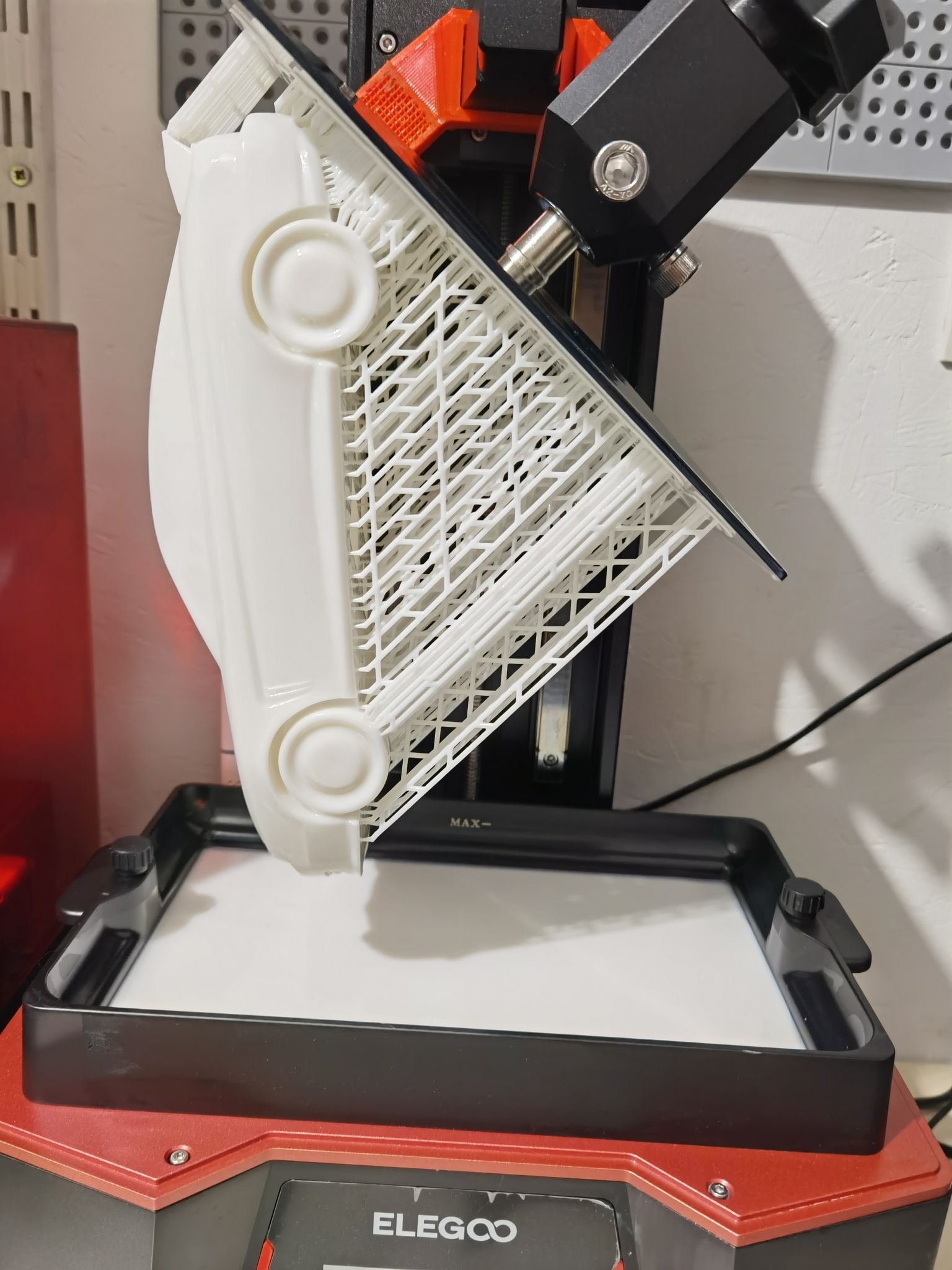
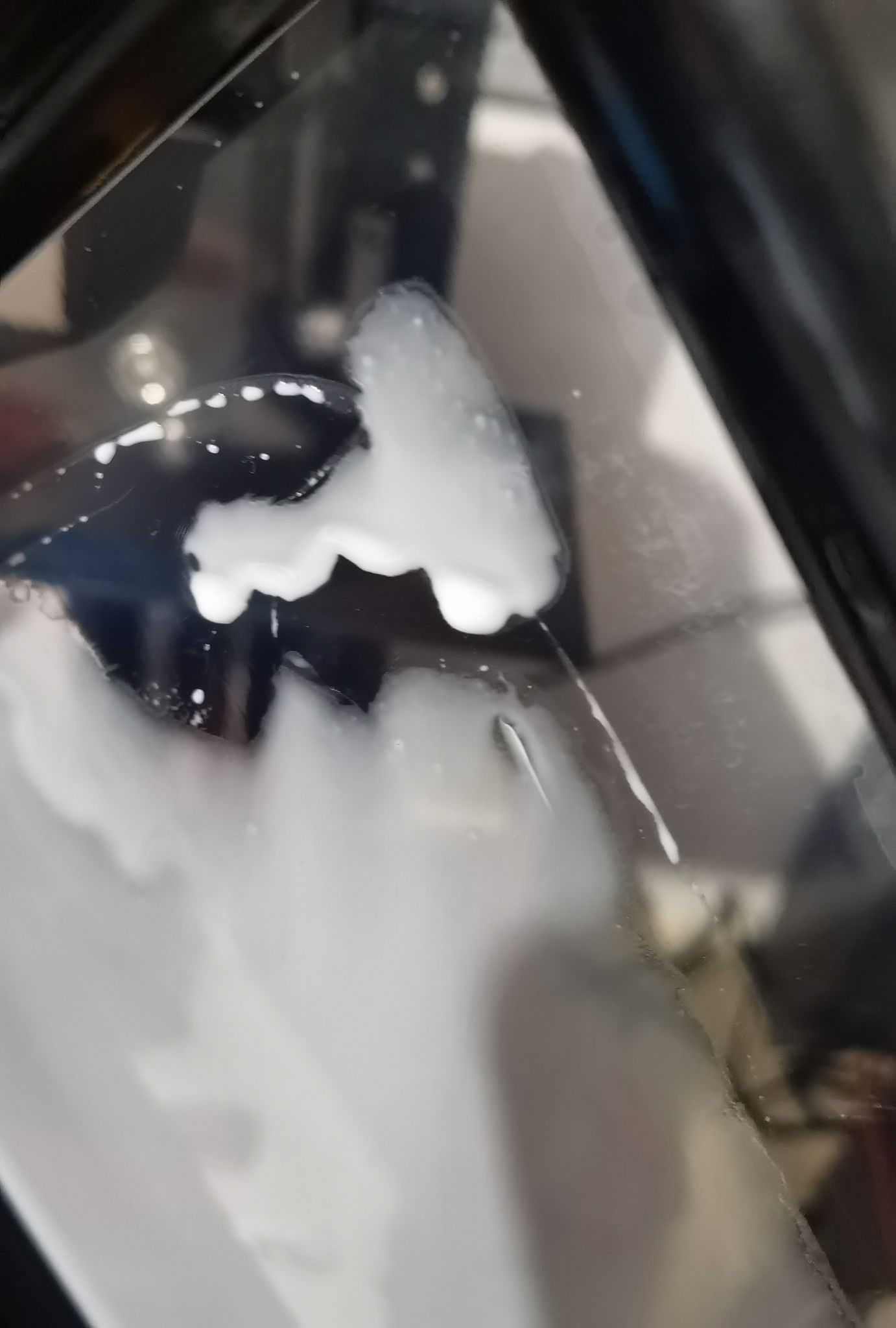
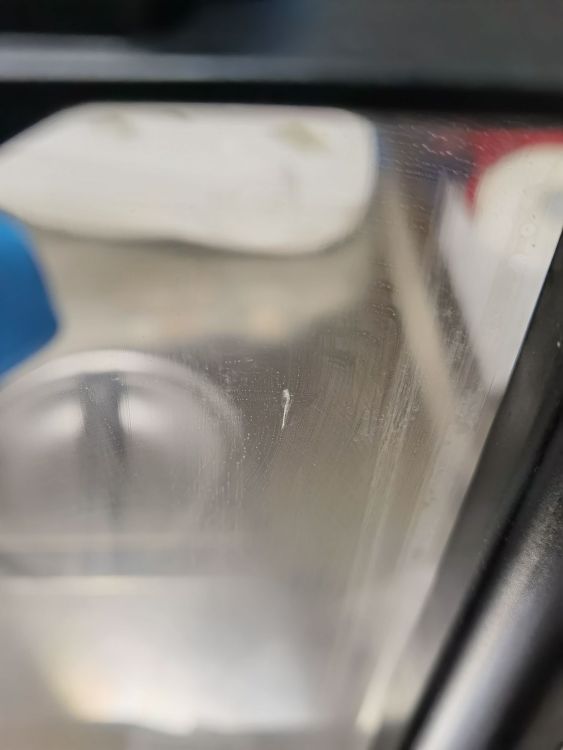
Absolument pas et ce n'est pas jouer sur les mots. Le phénomène est bien différent et trop de gens n'en font justement pas la différence. La succion, c'est une dépression qui se forme à l'intérieur d'une pièce creuse, ce qui fait que la résine est aspirée de l'extérieur vers l’intérieur de celle-ci, d'où l'utilisation du terme succion et la conséquence est du "blooming" (résine gluante sur les bord de pièces) voir déformation de la pièce. Ici, c'est juste collé! Pas d'aspiration de quoi que ce soit. Pas de terme connu non plus puisque c'est simplement le fonctionnement normal de l'impression. La résine polymérise entre le plateau (ou la pièce) et le fep, colle au tout et comme le FEP a un plus faible coefficient d'adhérence, c'est lui qui lâche et la résine s'en décroche. Et comme j'en ai justement marre de lire cette connerie à tout bout de champs, je me permets de rectifier, pour que ça rentre un peu et qu'on finisse bien par tous parler de la même chose. Sur facebook, je laisse tomber parce que c'est peine perdue, mais ici, on est moins nombreux et certainement plus instruits alors profitons pour aller dans ce sens. Suite des aventures: L'impression s'est bien terminée et globalement très bien passée. Vraiment sur le cul du résultat. C'est simple, on ne voit pas les couches ou très peu sur l'avant et l'arrière. Je ne sais pas si la résine y est pour quelque chose. Résine Sunlu. Alors, elle me dérange parce que, même après UV, la pièce reste un peu collante. Elle ne parait pas sèche comme avec la Anycubic. Je vais attendre quelque jours avant de peindre. Mais à coté de ça, j'ai jamais vu une impression aussi lisse. On dirait un savon! Du coup, j'ai repéré très vite un défaut et j'ai tout de suite compris d'où il venait: La cicatrice au dessus du phare, c'est à cause d'une déformation du FEP, aucun doute! Certainement en raison de ma boulette à faire tomber le plateau dans le bac... Alors, on vide le bac. Sans surprise: Je suis vraiment chanceux qu'il n'ait pas percé car on n'en est pas loin! Du coup, pas de prise de risque, changement de FEP et ... Mais ?!?! On n'a pas de FEP de rechange fournis avec ???? Bon, alors, système D en attendant d'en commander et je vais éviter d'imprimer dans cette zone. Les bulles en dessous, c'est le film de protection d'origine de l'écran que je n'ai pas enlevé. Je n'ai pas constaté de gène occasionné. Au fait, je n'ai mis que de la résine blanche dans mon bac. Voyez la gueule du sopalin après nettoyage du bac et du plateau ... La peinture noire qui se barre ...




 2 points
2 points -
oui, c'est ce que j'ai fait ici1 point
-
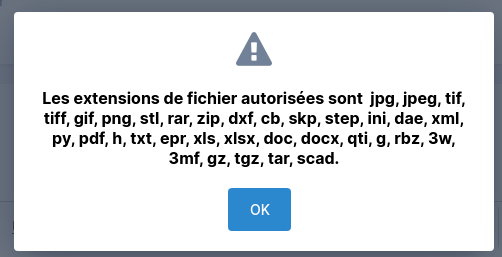
Sans doute une fausse manipulation d’un admin, je ne vois pas en quoi un Gcode serait un soucis. Sinon tu peux toujours contourner en le zipant ou le copier directement dans un texte à révéler (ce qui évite d’avoir 1000 lignes de code comme j’ai déjà vu, bonjour la lisibilité). Sinon mon petit Poulet, c’est quoi un fichier .G par curiosité ? C’est pour donner du plaisir ? Bon allez je sors .1 point
-
Ha oui c'est nouveau ... Mais il semble que dans le lot il y a les fichiers d'extension ".g" qui sont acceptés .... M300_mario.g Edit : et peut être faudrait il ajouter ".html" ( pour les exports HTML de Ultimaker Cura ) voir aussi ".curaprofile" , ".curapackage"
 1 point
1 point -
Avant les imbéciles ils gueulaient et râlaient dans leur coin mais ils ne gênaient personne parce que seul leur entourage les entendaient. Maintenant avec internet ils peuvent se faire entendre plus largement et malheureusement plus de monde les écoutes .. (youtubeurs, influenceurs etc. ...) Société de consommation : tout, tout de suite ! Plus de réflexion comme le dit @Fran6P J'avoue il m'arrive aussi de tomber dans le panneau !1 point
-
Salut, C'est une valeur (-2.04) donnée pour exemple? parce que si c'est bien ce que tu veux modifier, ta buse va se retrouver dans ton plateau. Pour mémoire, on ne met JAMAIS de M500 dans un Gcode de démarrage, seulement dans un fichier que tu imprimes à l'occasion. Si je résume ton problème, la matrice qui vient d'être palpée ne permet d'imprimer correctement mais avec une autre matrice tu n'as plus de problèmes? On est en plein dedans avec ce sujet1 point
-
@RFN_31, c'était un terme très en vogue durant les deux années passées bien que datant du XIXème siècle. En psychologie, c'est l'effet Dunning-Kruger. Aujourd'hui avec les réseaux sociaux, tout le monde est spécialiste C’est le problème d’internet, une énorme source d’information, et une population qui se croit intelligente parce qu’elle a accès à ces informations. Le problème c’est qu’elle est souvent incapable de trier, analyser et en faire une synthèse. En plus de ça, la spontanéité des outils disponibles pour communiquer a retiré tout sens de la réflexion. Au moins quand on écrivait sur du papier, on réfléchissait, on faisait un brouillon. Désormais les lecteurs ne font qu’exprimer une pulsion qui ne représente qu’un réflexe (pas une réflexion) dénué de tout prise de recul. «Parler pour ne rien dire et ne rien dire pour parler sont les deux principes majeurs et rigoureux de tous ceux qui feraient mieux de la fermer avant de l'ouvrir.» P. DAC
 1 point
1 point -
@fran6t: Ici, il ne risque plus de donner de mauvais conseil, donc oui je vais lâcher : on va le laisser répondre, car il ne pourra s'empêcher de chercher à avoir le dernier mot mais je pense que le dernier mot, c'est en fait celui que tu m'as fait découvrir : Ultracrépidarien1 point
-
Le très vite est très relatif... Je t'ai demandé de quantifier cette usure par rapport au vieillissement de la machine. (Personnellement, je n'ai vu personne sur ce forum qui a dû changer ses tiges filetées pour usure, alors que les BL-Touch sont très utilisés...). Avec le poids que nous avons sur le bras horizontal, une vis (ou 2) en acier et un palier laiton lubrifié, quelle est ton estimation de l'usure ? As-tu un seul retour d'une usure prématurée constatée ? Vu tes connaissances, ne crois-tu pas que le palier laiton s'usera en premier ? Et s'il s'usait, cela changerait quoi ? Il changerait uniformément l'altitude Z qui serait corrigé par l'offset Z... Et comme déjà dit dans une autre discussion, il faut surtout recommander une bonne lubrification. Et le BL Touch gadget ? Tu n'as pas répondu à l'usage que j'en fait ... Et le fait que j'aurai nié l'usure : tu pourrais me citer, stp ... ou préfères-tu diffamer ? J'attends aussi tes adresses pour trouver des plateaux de planéité professionnelle... Et tu n'as toujours pas expliqué ton cas limite où le BL-Touch dégrade la précision... Bref tu pérores mais sans rien prouver et tu te disperses (maintenant on est à l'huile à utiliser) plutôt que de répondre aux questions... Ultracrépidarien ? [Edit] et merci à celui qui a déplacé le sujet : c'est effectivement beaucoup mieux dans les bla-bla...1 point
-
Bonjour @Bentamago Je n'ai pas cassé le bras de l'extrudeur, mais j'en ai mis un en métal au bout de 4 mois avec un kit Capricorn et des ressorts jaunes. Je suppose que lorsqu'on débute on peut avoir tendance à trop serrer le ressort ce qui fatiguerait le bras plus vite. Je l'ai compris le jour où j'ai imprimé une pièce tortueuse avec plein de rétraction à forte cadence, hop des claquements moteurs extrudeur. (trop de pression sur le filament) Sur la ender3 v2 c'est un plateau de verre de 4mm dépaisseur avec un revétement carbure de silicium. pas de soucis d'adhérence pour le PLA, PETG et TPU (sur 18 mois) si plateau propre (de temps en temps nettoyage eau savonneuse (produit vaisselle basic) rinçage eu petit coup d'alcool isopropylique (IPA) et pour ce dernier entre chaque impression. Le mien me paraît relativement plan (mesure Bltouch 3x3 reste facilement dans la gamme moins 0.04mm et plus 0.05 mm.1 point
-
Où as-tu lu que je niais l'usure ? Arrête de te tourner des films et réponds aux questions qu'on t'a posé avant de changer de sujet. Tu as de bonnes connaissances (parfois) mais tu as aussi des idées préconçues qui nuisent fortement un raisonnement objectif, quel gâchis surtout quand tu t'enferres à vouloir avoir raison contre vent et marée ! Dès qu'on te presse un peu, tu te réfugie derrière des lapalissades... Peut-être que mes questions te déranges, mais elles ont surtout pour objectifs de te forcer à réfléchir.1 point
-
octoprint c'est tout sauf une usine à gaz, c'est du confort d'utilisation (et puis actuellement, une usine à gaz ça peut rapporter gros )1 point
-
Re, Ci-joint le stl du cube Hilbert pour référence. Je vais voir si je trouve le stl du TD3PDE quelquepart. A+ Hilbert.zip1 point
-
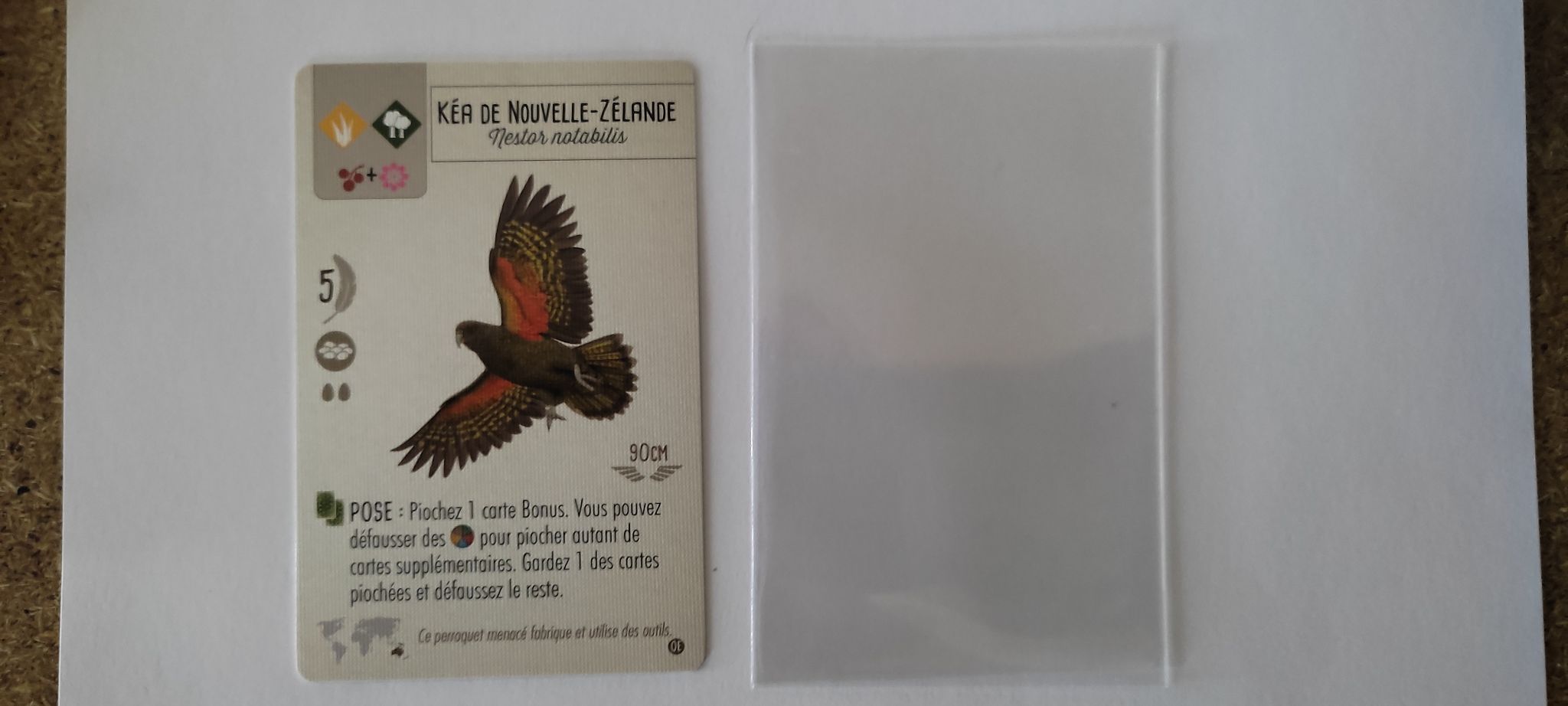
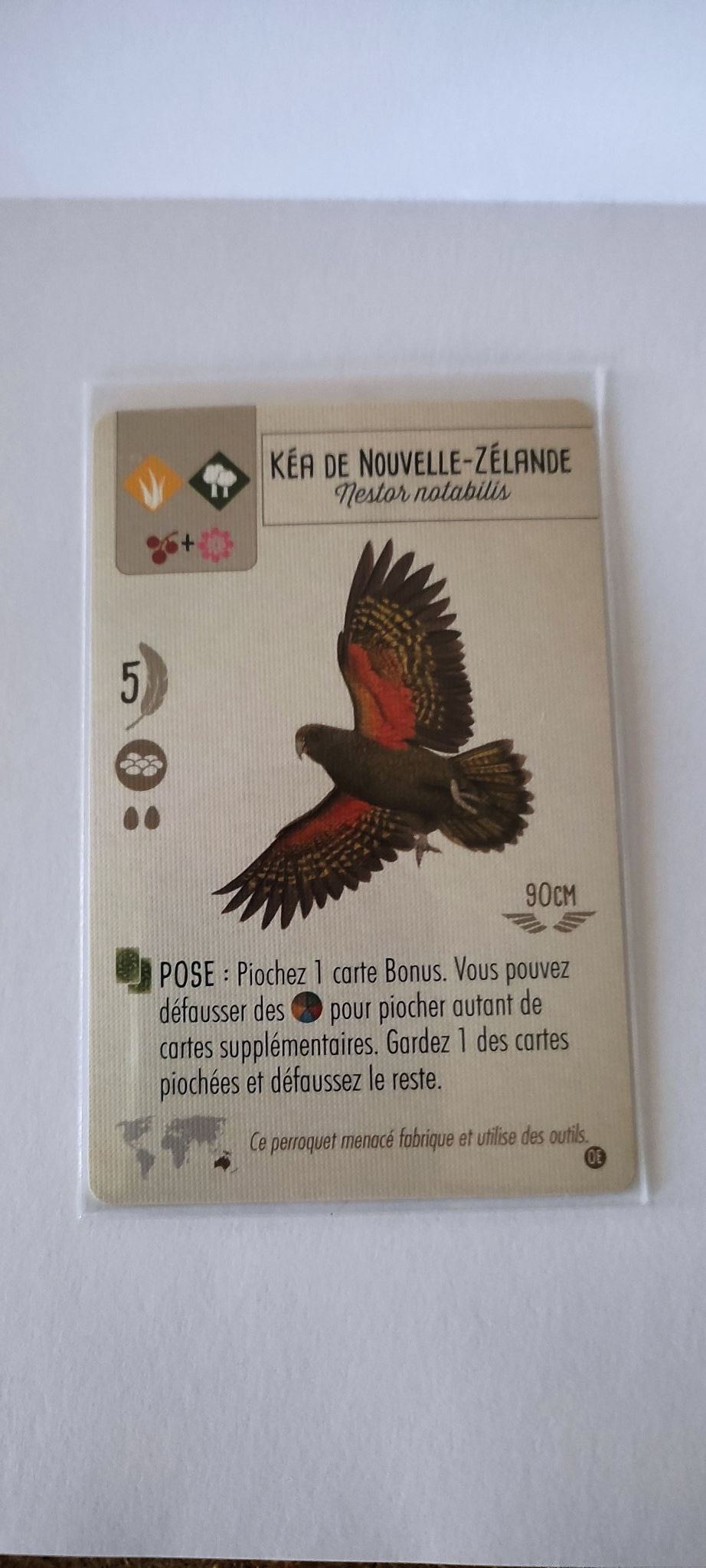
oupps pardon : ce sont des pochettes plastique pour protéger les cartes. Par exemple la marque que j'utilise le plus : Paladin Sleeves – Premium Card Protection Evidemment cela modifie les dimensions des cartes mais augmente considérablement la hauteur une fois les cartes entassées et non comprimées. Un exemple :

 1 point
1 point -
En général, les Européens produisent moins, mais plus longtemps. ET SURTOUT assurent les P.R. plus longtemps (lois européennes). Le problème vient également des consommateurs, qui veulent tout, rapidement et pas cher, donc c'est ce qu'on leur livre. Le matériel de qualité existe, il a une durée de vie importante, il est réparable, MAIS il est beaucoup beaucoup plus cher donc pas à la portée du consommateur frénétique.1 point
-
Pour avoir expérimenté 2 stylos, je conseille ceux qui permettent de régler la vitesse d'extrusion.1 point
-
C'est vrai que l'implantation des broches sur les SBC autres que les RPi est problématique. Le plus pénible est la gestion de l'équivalent de la bibliothèque RPI.gpio, soit inexistante, soit à fortement modifier pour que les extensions Octoprint puissent fonctionner (et encore si / quand c'est possible ). L'intérêt de la carte BTT, si elle fonctionne, est de pouvoir remplacer la carte BTT CB1 par le module officiel CM4 des Raspberry quand ce sera disponible à des prix redevenus «normaux» (j'en ai vu passer quelques uns sur rpilocator.com. vite disparus). Par contre, si l'on souhaite utiliser les connecteurs CSI / DSI (camera / affichage), ça ne fonctionne que si une CM4 est installée pas avec la CB11 point
-
La calibration delta étant très limitée sur le firmware FLSun, je suis aussi passé en firmware Klipper officiel. J'ai MAJ le premier post avec la procédure détaillée qui va bien1 point
-
Hello, Tu en trouves sur thingiverse, par exemple : https://www.thingiverse.com/thing:533814 a+1 point
-
Alors maintenant on part sur l'usure de la buse ? Ou comment déplacer le sujet... Ok aucun intérêt de discuter avec toi : tu parlais de l'usure de l'axe Z et maintenant tu es sur la buse... Donc continue à soliloquer ! Ta réponse est sans aucun intérêt à part te convaincre toi-même. Le seul truc parfaitement correct et qu'un système s'use quand on l'utilise : jusque là tu as juste. Fin du HS pour moi1 point
-
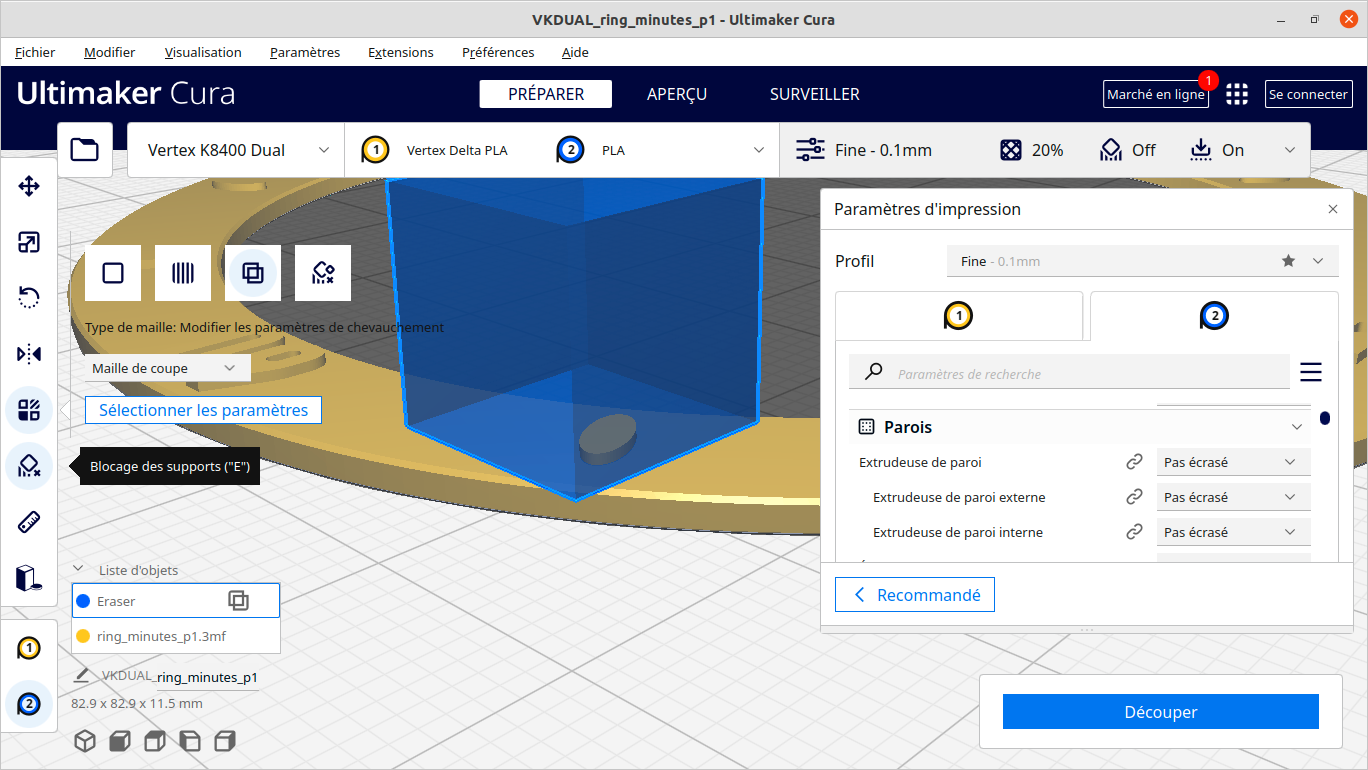
Bonjour, Oui j'avais vu que c'était plus simple avec plusieurs fichiers mais ce que je voulais savoir c'était comment faire avec un seul fichier et la méthode des blocages de supports est parfaite dans ce cas! Merci beaucoup de l'aide ça à fonctionner!1 point
-
je suis effectivement passé par une fonction de recherche plutôt que créer un nouveau fil était-ce le bon choix ...1 point
-
Oui octoprint est un complément indispensable (pour moi) à une imprimante 3d qui passe de gros machin pataud avec carte SD à imprimante réseau (wifi ou ethernet) avec serveur web intégré plus à peu prés douze millions (non je n'exagère pas ) de plugins divers et variés. cela permet de gérer les impressions, de préchauffer, de lancer des commandes de calibrage, de faire le café, de visualiser la caméra, d'utiliser klipper, ... L'essayer c'est l'adopter, je ne peux plus concevoir d'utiliser une imprimante 3d sans octoprint. Pour le faire tourner il y a plusieurs solutions raspberry pi 3b+ ou 4 ou pi zero 2w (qui est l'équivalent nain d'un 3b+) bon le seul problème c'est que c'est compliqué à trouver depuis quelques temps ... mais ça peut aussi tourner sur un tél android, un vieux pc (mais c'est moins petit), ... aaargh démasqué non je me suis juste isolé du monde pendant quelques jours parce que j'étais trop positif1 point
-
Je ne savais qu'il s'était fait opéré au mois d'Aout.1 point
-
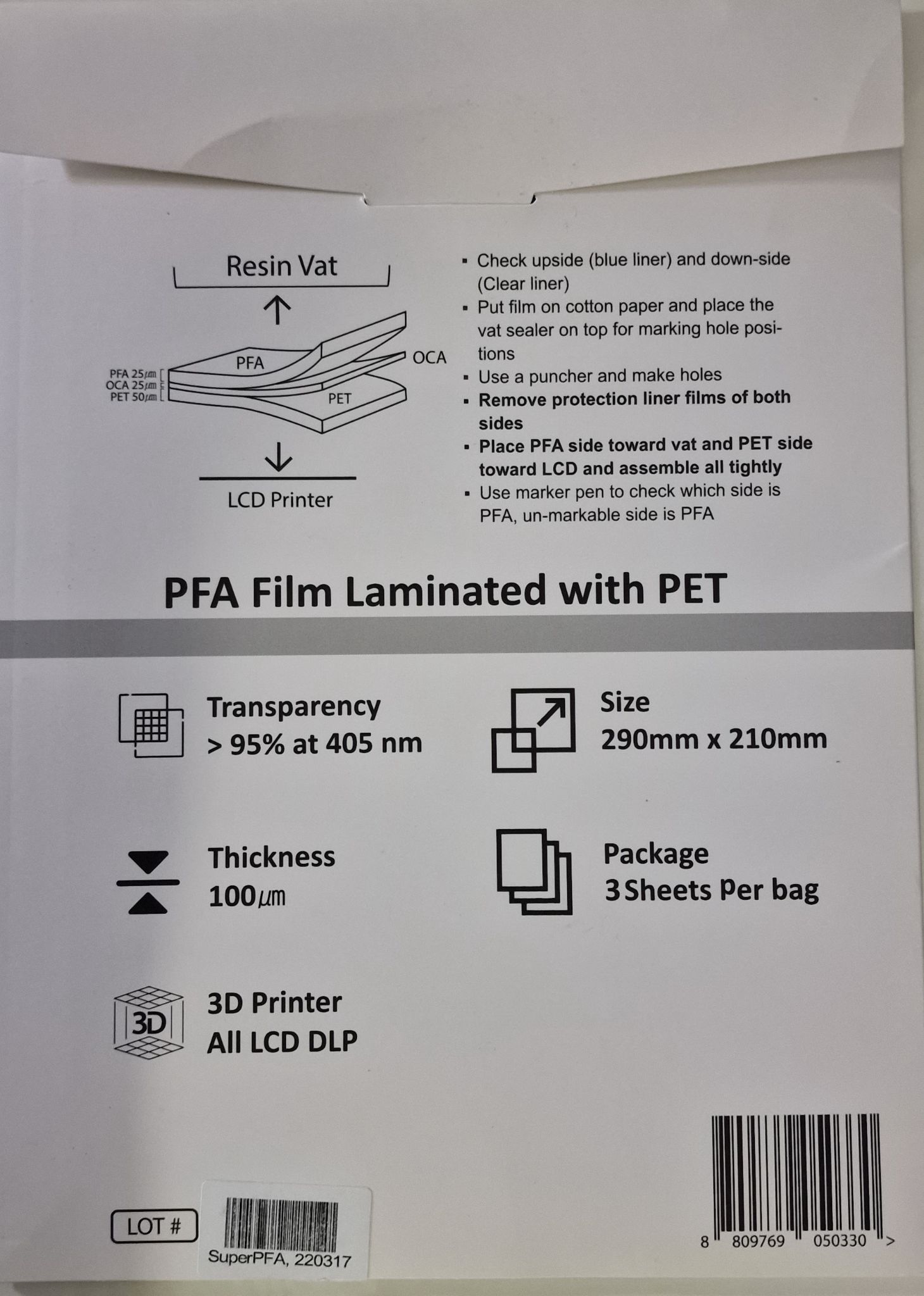
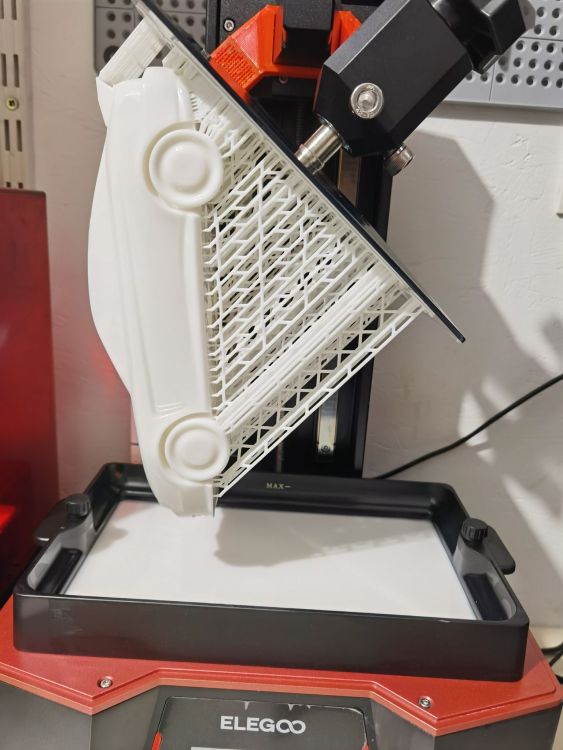
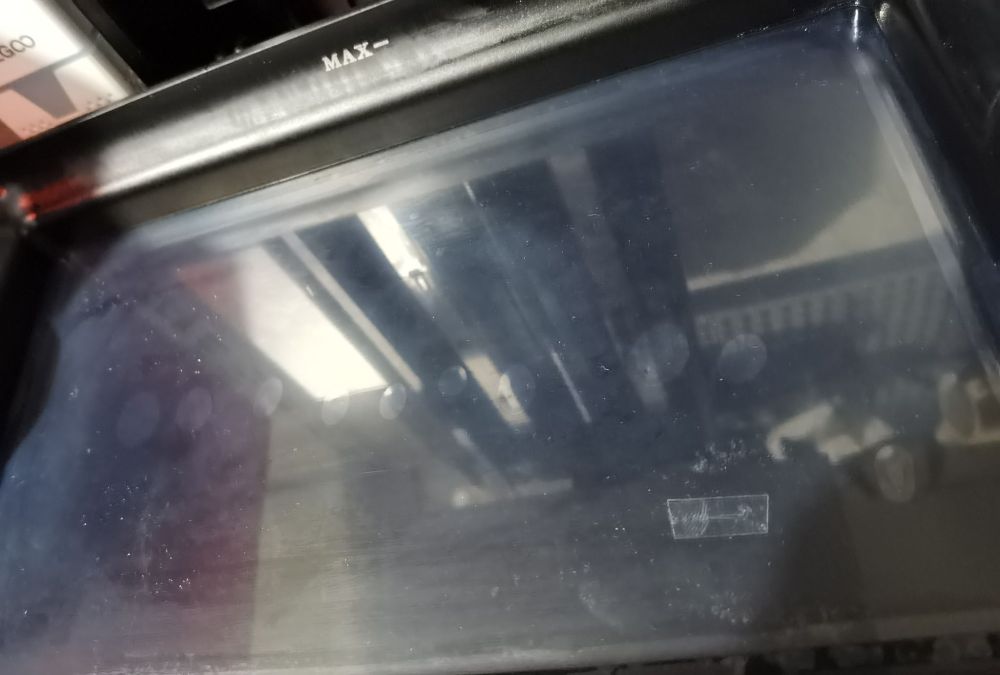
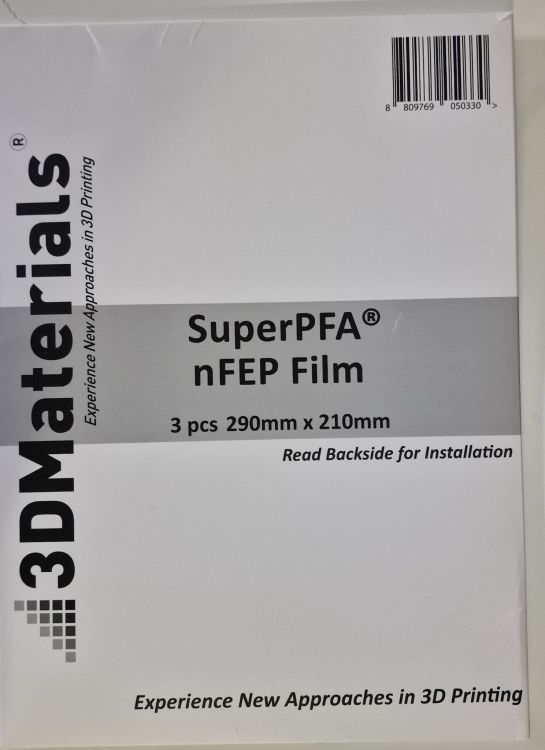
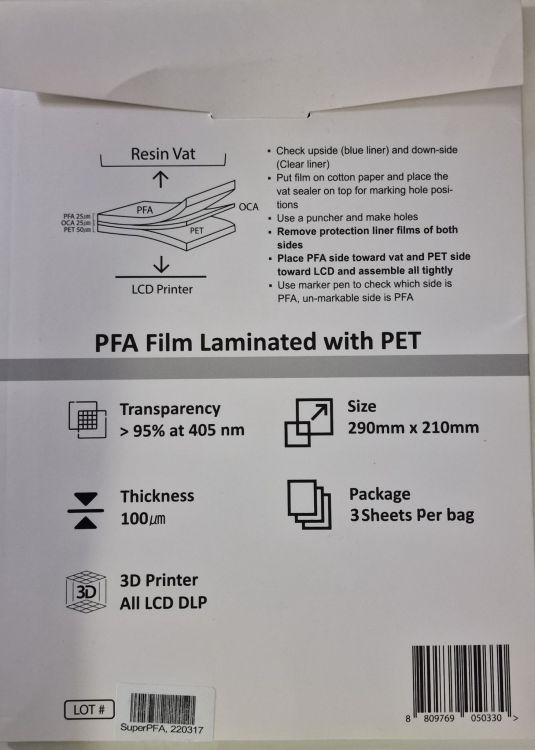
Bonsoir, Malgré ce défaut (oscillation) l'impression est vraiment impeccable. Concernant les 'FEP', lors de cet achat j'avais contacté ELEGOO sur la disponibilité d'en avoir avec l'imprimante, réponse eb juin: "Sorry for the late reply due to the Dragon Boat Festival. There is no multi-language for the time being, the fep film will be officially released, and it will be available later" Donc je me suis mis en quête pour trouver des FEP aux normes pour cette imprimante. J'ai trouvé ceci : Je ne sais pas si ce sont les "bons", mais je peux vous dépanner en vous en envoyant 'un' afin d'éviter une catastrophe
 1 point
1 point -
merci pour votre savoir ! un peu d'humilité ne nuit pas.1 point
-
En tous cas le Problème de ce topique n'est pas une question de plateau.... mais bien d'extrusion donc bon ( vos ancêtres ont surement des choses à régler mais peut-être pas ici ^^ sans vouloir vous offenser ) C'est un problème récurant, en tout cas chez moi avec ma CR10 et ENder 3... Et c'est 100% des fois un défaut d'extrusion: soit ça patine sur le fil, soit le moteur claque, soit il y a un bourrage en cours... Pour ton cas je pencherais plus sur une sur-extrusion compenser de manière cyclique par un patinage au niveau de l'entrainement, du à un ressort (vraiment bas de gamme d'origine..) qui c'est détendu avec le temps. Ce qui fait osciller l'arriver du fil dans la buse et créer ses vagues. Les problèmes de nivellement ne créer pas de vagues mais des plutôt des Zones. A moins d'imprimer sur de la tôle onduler Bonne soirée les croquants et Soyeux Heureux1 point
-
Bonsoir, Heu je reçois la mienne début de semaine et la j'ai les boulles quand même C'est abusé que ça bouge comme cela, c'est pas normal1 point
-
merci pour cette précision , mais le phénomène reste identique , alors comment appeler cela ? ventoulisation ? ou que sais- je ? et en l’occurrence ce n'est pas de l'air mais de la résine que l'on souhaite faire circuler sans contraintes sans vouloir polémiquer sur les mots employés , je pense que la structure en sois disant alu n'est pas très performante . cela me fait penser à un étau acheté made in china dans les année 80 qui s'est explosé rien quand le serrant à vide . les alliages chinois ne sont pas toujours ce que l'on croit1 point
-
Elle est possiblement de meilleur Facture mais n'a pas de carte mère silencieuse si je ne me trompe... A voir si tu as besoin d'une machine silencieuse ... Bande de Bourrins !!! moi je ne l'ai jamais cassé ... en revanche au bout de 5ans le ressort est inutile . j'ai donc effectivement acheter la version métallique j'ai rapidement remplacé le revêtement (collé sur a v1 ) par un plaque en verre 4mm que j'ai rayé au papier ponce 600 increvable !!! (un petit coup de laque pour le PLA quand même)1 point
-
Globalement non sauf le filament flexible qui de toute façon n’est pas le plus simple à imprimer avec une ender 3 v1 stock qui est en Bowden. Par contre peut-être envisager sur le long terme l’installation d’un BL touch les plateaux Creality sont rarement plats (même si on peut amplement s’en passer), et une feuille Acier avec revêtement PEI. Et à tres court ou moyen terme un extruder métallique qui t’évitera le même problème qu’à tout le monde c’est à dire la casse du levier .1 point
-
Non le type de filament influe pas vraiment sur le temps de print (sauf que on parle de machine ultra rapide ou les filament comme l'abs ne nécessitant pas trop de ventilation on un avantage). La Ender 3 V2 oui pourquoi, tu as aussi la Ender 3 V2 Neo qui a été présente et va arriver (elle intègre un CRtouch en plus par exemple), si tu veux une surface plus grande tu as aussi la Creality Ender 3 Max et surtout la Max Neo qui arrivé aussi. Sinon une autre marque et modèle la Anycubic Kobra, peut être un bon choix de modèle.1 point
-
Salutation ! Pour compléter Pour imprimer en dual ou multi couleur, le plus pratique c'est plusieurs fichiers ( un par couleur de model). Mais (plus rare) il existe aussi des fichiers avec des volumes bien distincts (qui ne se superposent pas) et qui peuvent alors être "séparé" en plusieurs objet ( exemple de fichier https://www.thingiverse.com/thing:1453824 et comment faire sous Ultimaker Cura ou sous Repetier Host https://manuals.whadda.com/article.php?id=137 ) Aussi, ne pas oublier un simple changement de filament (plutôt que d'utiliser une double extrusion qui demande de faire une tours de purge ou un bouclier pour éviter les mélanges des couleurs par suintage ) . Car là, comme tu a un objet "simple" , bien orienté et que le texte et en relief, tu peut utiliser un script de post traitement pour effectuer un changement de filament a une hauteur de couche. Enfin selon le trancheur il y a des notions de modificateurs ( sous Ultimaker Cura, les "blocage de supports" peuvent être affecté d'un "modificateur de paramètre de chevauchement" en "maille de coupe" ) pour définir des zones d'un model affecté l'autre extrudeur. Mais c'est pas forcement des plus facile ... ... En gros pour l’utilisation des modificateurs avec les blocage de supports (mais ici ils ne montrent pas l'affectation de l'extrudeur au "cube" ) il faut regarder

 1 point
1 point -
Effectivement, un moteur ne s'use pas si l'on ne s'en sert pas, La Palice n'aurait pas dit mieux. Ce type de propos, tel quel, aurait plus sa place dans le sujet dédié aux ultracrépidariens (peut-être devrais-je modifier son titre en «Le club des ultracrépidariens ou de l'importance de se méfier de l'effet Dunning-Kruger») ou alors développe et étaye ton argumentation avec des références pour nous permettre, nous, pauvres ignares, de progresser dans la connaissance. Tu connais bien mal l'Éducation Nationale ou alors il y a vraiment très longtemps que tu l'as pratiqué, là c'est un sujet que je connais même si je suis retraité de cette institution C'est sûr qu'avec le plateau réduit de ton imprimante, tu n'en as pas besoin mais qualifier ce matériel de «gadget» est un poil outrancier, même une «bête» Prusa en est équipée.1 point
-
En 45 ans (argument d'autorité invoqué ), l'électronique et l'informatique ont fortement évolué, y compris les systèmes d'auto-nivellement Les imprimantes 3D aussi d'ailleurs, l'Anet A8 n'étant pas parmi les imprimantes les plus fiables (une des moins chère, peut-être ?1 point
-
Petite déco achetée sur le web, ça fonctionne vraiment pendant environ 15 minutes. PETG Sakata rubis, PLA Sakata 3D870 gris Prusament PLA Royal Blue Prusament PLA Jet Black Prusament PLA Oh My Gold
 1 point
1 point -
Les produits Européens, Français font-ils mieux ? C'est une vraie question, pas du sarcasme ou de l'ironie Obsolescence et capitalisme effréné sont les deux mamelles qui gouvernent le monde actuellement0 points
-
cela voulais être une remarque sympathique , mais comme je vois que cela a été mal interprété . et comme je dis que des conneries le mieux est d'en rester là . Bonjour chez vous0 points