Classement




Contenu populaire
Contenu avec la plus haute réputation dans 11/09/2022 Dans tous les contenus
-
Si nous avez envie de fabriquer une imprimante résine, je vous propose les éléments de base de la Prusa SL1 (car je l'ai upgradé en SL1+) Donc il y a: Écran d'impression Ensemble des LED UV avec le diffuseur Plateforme d'impression Ensemble du réservoir de résine en Alu Film FEP (10pcs) Alimentation interne 24V Il faut ajouter un Z et une carte mère pour gérer l'ensemble. LE BUT N'EST PAS DE REVENDRE LES PIÈCES SUR EBAY, donc merci de me décrire votre projet.4 points
-
et pas toujours de haut niveau l'humour...normal ici c'est pas le Pérou !3 points
-
Salut a vous, Bon j'ai craque j'ai pre-commande hier soir. Maintenant je suis devore par l'impatience. Cdt SoM3 points
-
Je crois qu’on s’est tous fait avoir par le coup de l’onglet ou même de la page hein .3 points
-
Pas si rouillé que ça (l'important est que ça fonctionne) : Il n'y a pas de «pneus neige» ou «été» sur mon Laser bien qu'il y ait des bandes de roulement sur les galets de guidage, bandes de roulement «toute saison»
 2 points
2 points -
Avec l'indice je dirais une fonction "pneus neige" ... ( Et zut ... j'ai oublié de faire ma punition ... A exécuter dans une invite de commande linux ... for (( I=1 ; I < 101 ; I=$I+1 )) ;do echo "je ne dois plus faire de HS au risque sinon de subir les foudres des modérateurs ($I)" ; done oui mon bash est rouillé ... il doit y avoir moyen de le faire plus simplement ... donc je me fait tout petit )2 points
-
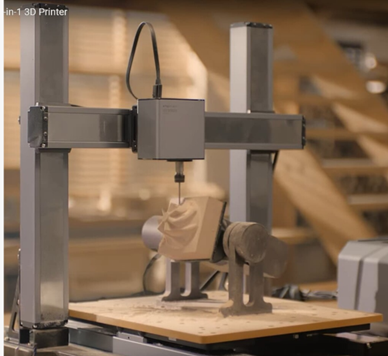
quelques infos supplémentaires: 1) sur le forum Artisan ->https://forum.snapmaker.com/t/5-axis-module-and-other-observations/26982 et 2) une version 5ème axe pour Prusa en action, c'est bluffant !:
 2 points
2 points -
Que de classe ! être l'auteur du premier message dans la section (nouvellement créé) https://www.lesimprimantes3d.fr/forum/160-dons/ ... chapeau !2 points
-
Salut, C'est tout à fait possible, je m'en occupe d'ici la fin du weekend2 points
-
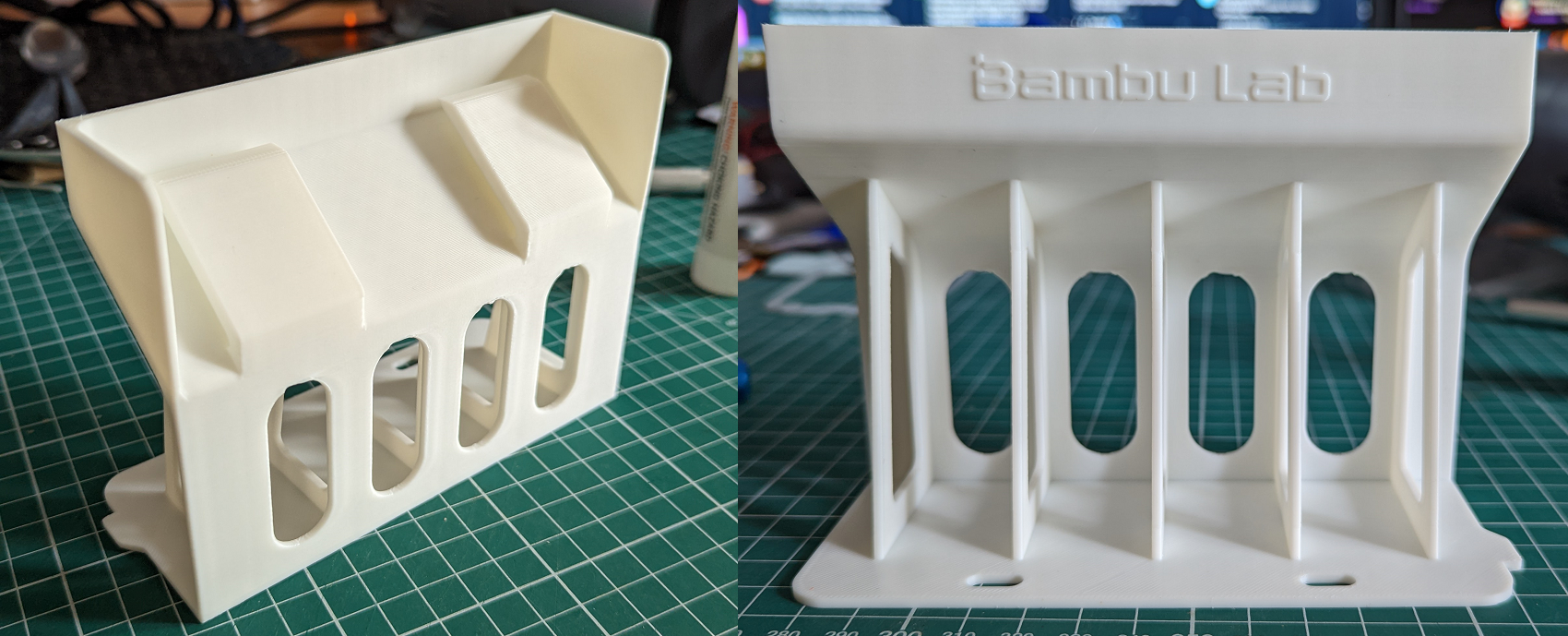
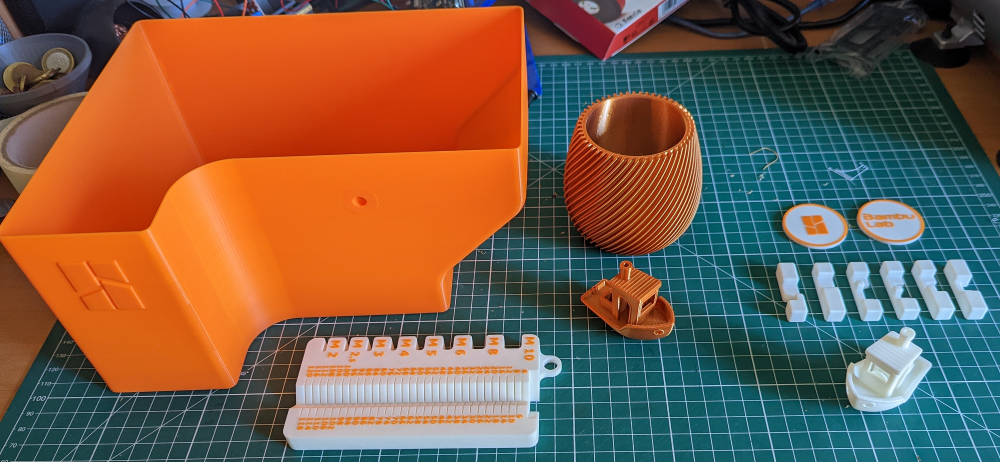
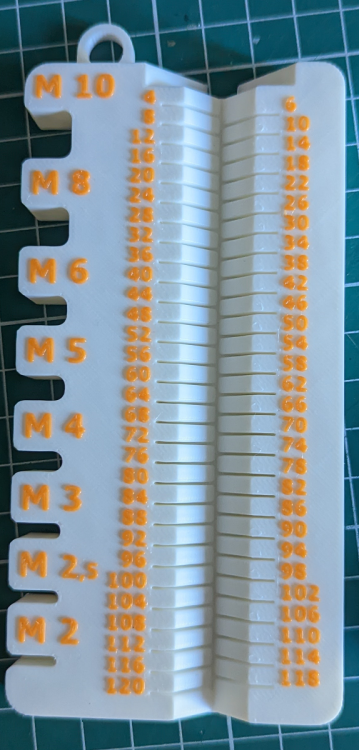
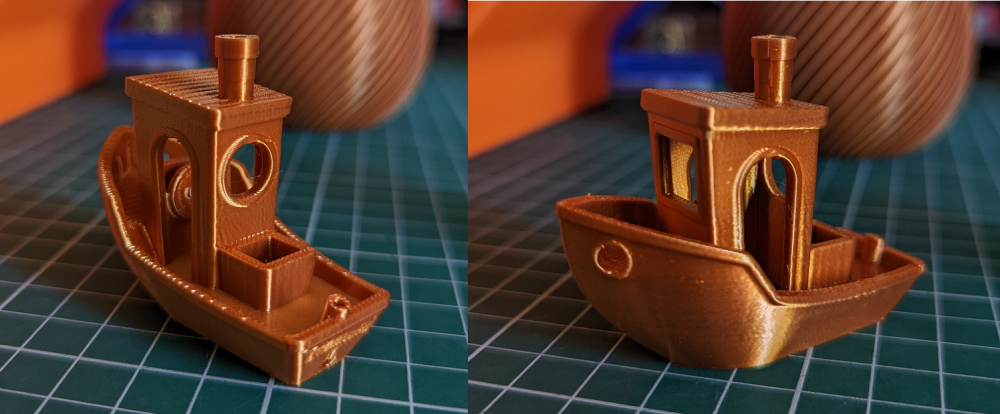
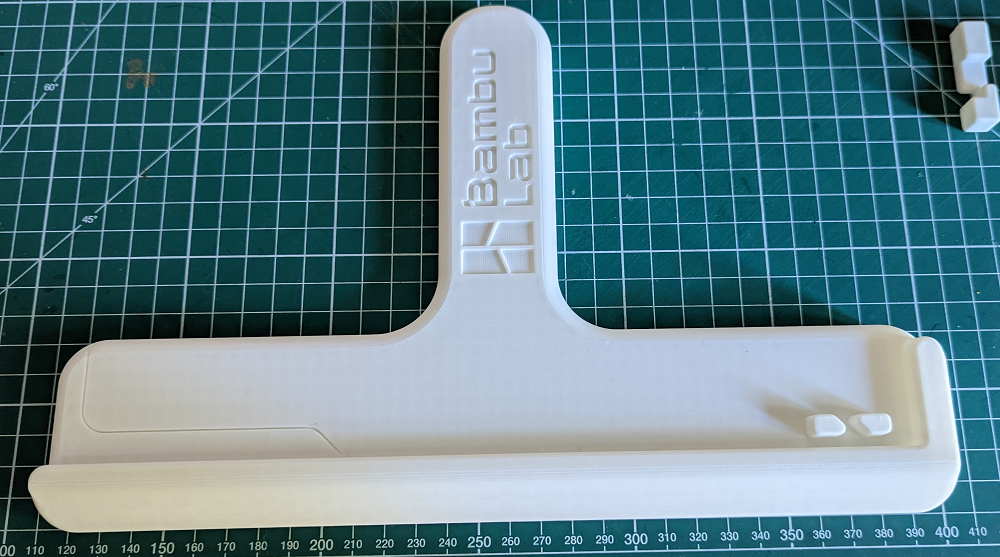
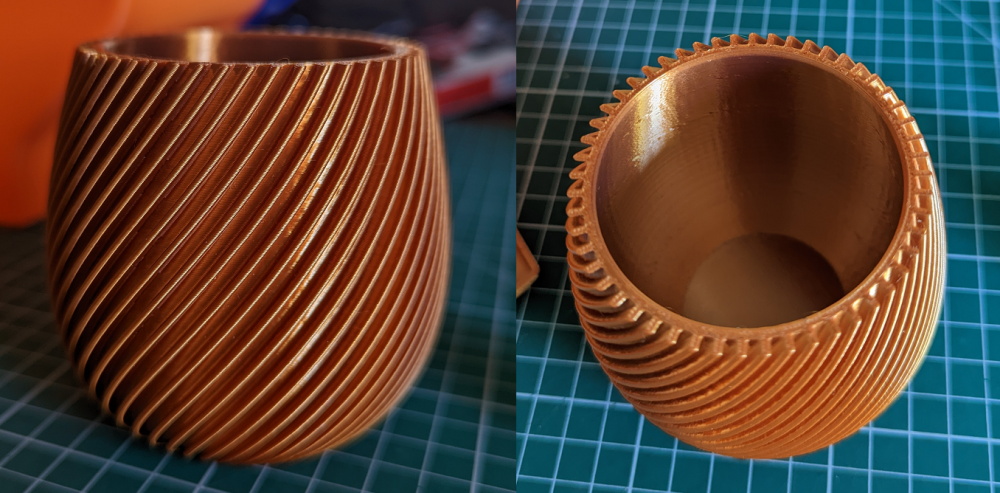
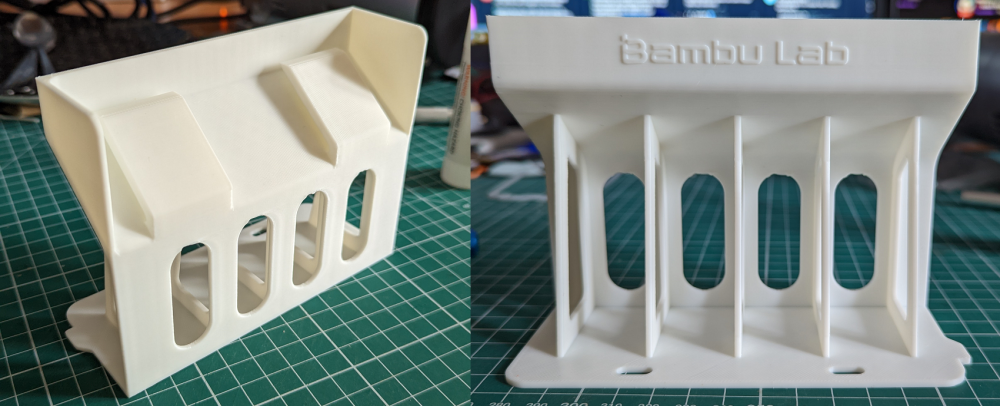
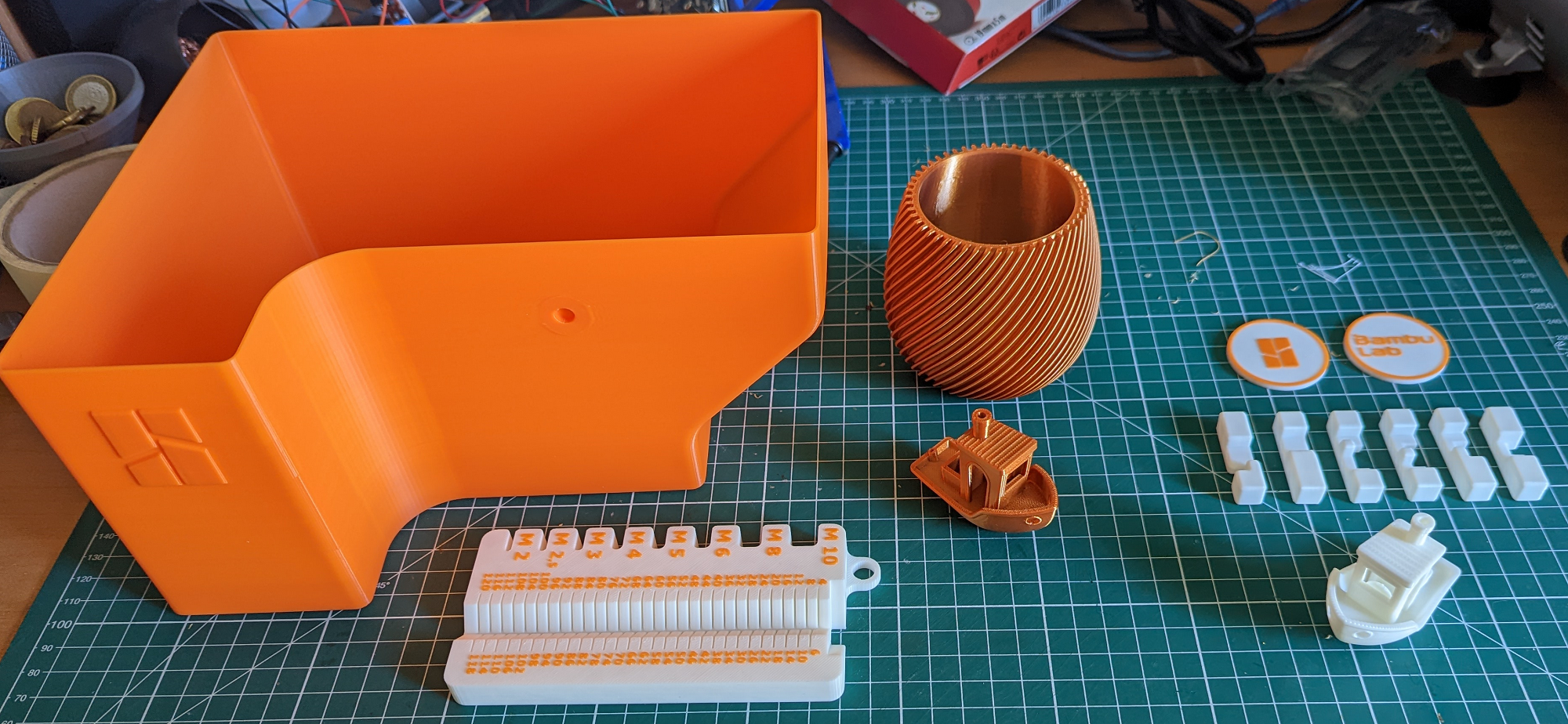
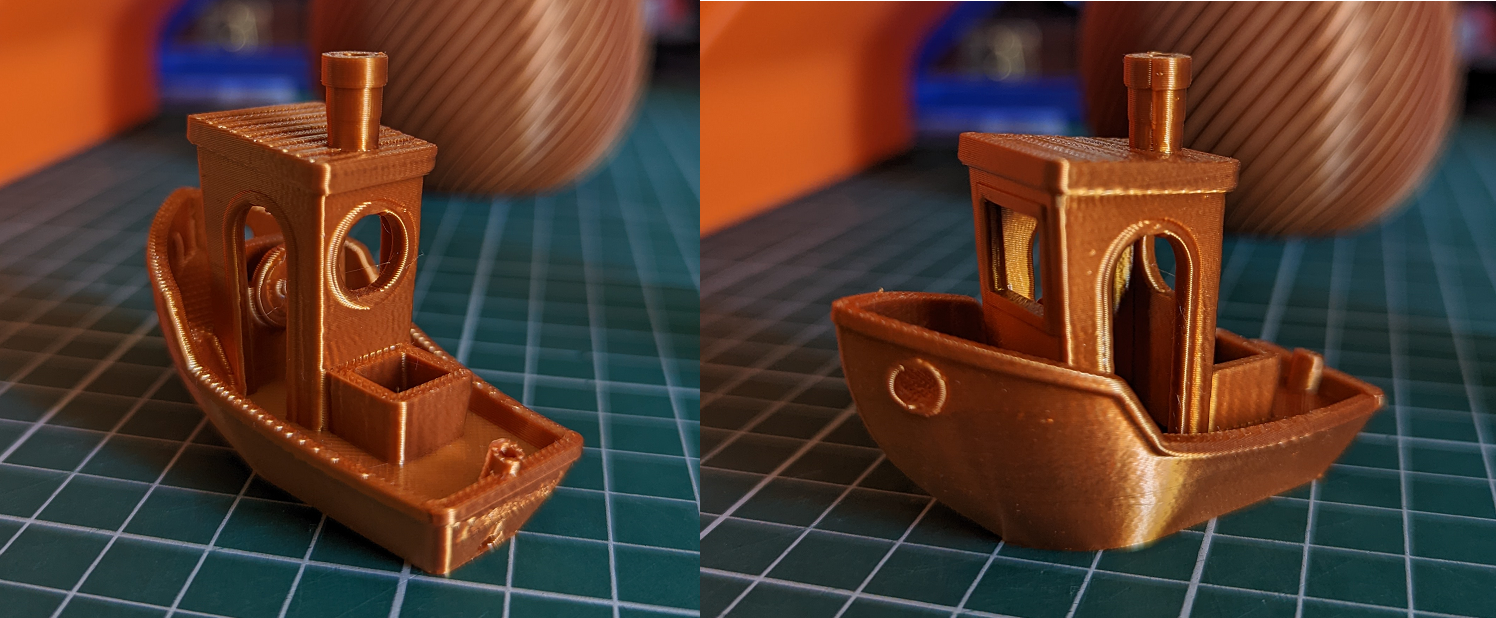
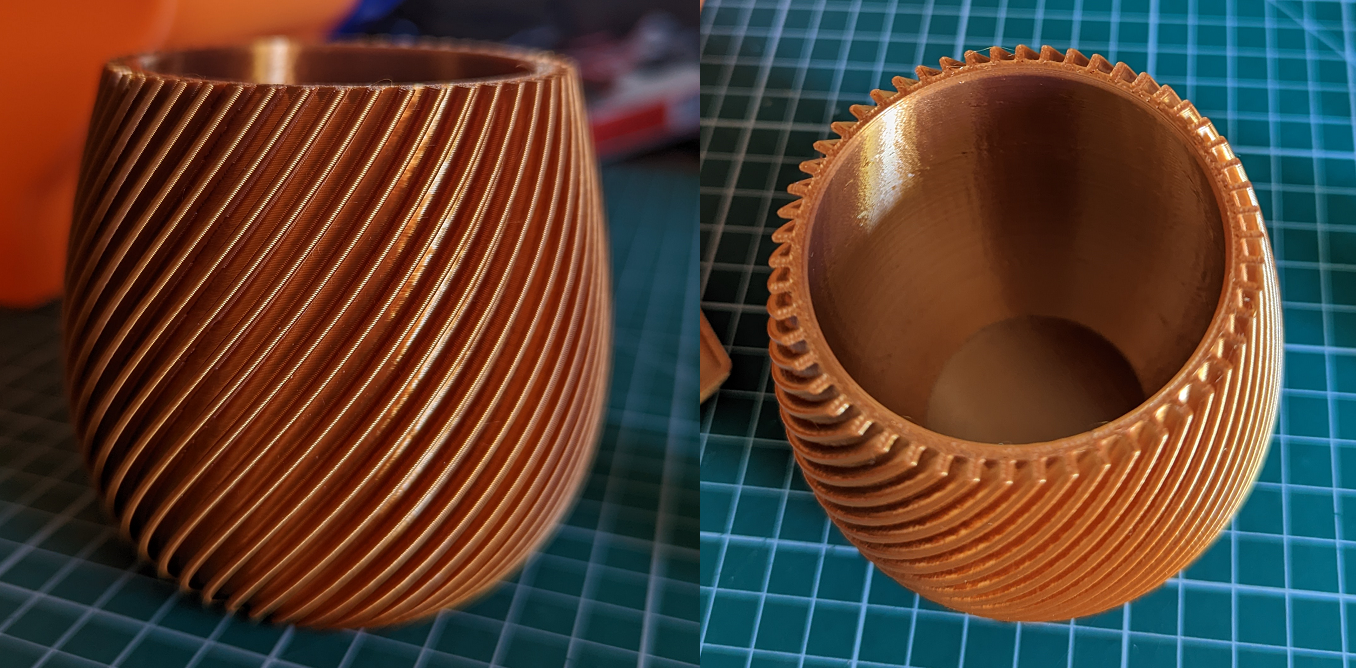
En espérant pour toi que tu la reçoives vite, je ne sais pas à quel point ils veulent accélérer leur production pour suivre les précommandes, mais du toute façon le temps de transport sera incompressible. De mon côté j'ai continué à faire des impressions, que ce soit des impressions avec des fichiers pré-slicés ou des fichiers que j'ai slicé. Tout a été fait en PLA, le orange et le blanc correspondent aux bobines livrées avec la machine. Le premier benchy (le blanc) est celui qui est présent dans la machine. J'ai eu des soucis d'adhésion au plateau à cette vitesse, j'ai du recommencer l'impression. Je trouve ça dommage d'avoir ce genre de problème avec un fichier pré-slicé, pourtant j'avais respecté la consigne de la colle sur le plateau. Pour que ça accroche (et que ce benchy sorte), j'ai du augmenter la température du plateau à 50°C (de base c'est 35°C) et épaissir un peu la couche de colle. Ensuite j'ai imprimé un outil pour aider à coller les feuilles adhésives sur le plateau, imprimé en 2h14 : Avec leur filament j'ai aussi imprimé ce gros bac qui recueille les morceaux de filament purgés de la machine (au début et à la fin des impressions). L'impression du bac a pris 3h41 en tout, en sachant qu'ils ont ajouté le support du moteur Arachne dans la dernière version de Bambu Studio. Le rendu est bon, sauf ce problème sur l'image ci-dessous. Ci-dessous un outil de mesure de vis, il y en a un déjà slicé mais j'ai voulu tester de peindre le modèle moi-même. Résultat 1h34 plus tard très satisfaisant, les chiffres sont bien nets. Changement de filament (ou plutôt sélection d'un autre filament) pour tester du filament PLA silk Amazon. Sur leur wiki ils insistent sur le fait qu'il ne faut pas imprimer trop vite le PLA silk, donc le benchy a été imprimé à maximum 100 mm/s et le vase à 150mm/s. Le benchy a pris une quarantaine de minutes et le vase environ 3h40 (en sachant que je n'avais pas la version de Bambu Studio avec Arachne, maintenant ça prend 2h40). Ce que j'ai pu voir après ces premières impressions : ça chauffe vite, environ 35 secondes pour arriver à 220°C les routines de calibration/vérification prennent 7 minutes si elles sont toutes effectuées au delà de l'impression multicolore, le simple fait d'avoir plusieurs bobines chargées dans l'AMS simplifie beaucoup la vie. Plus besoin de faire chauffer, de retirer le filament puis de le remettre, il suffit juste de sélectionner le filament à imprimer (si votre imprimante est reliée en réseau et allumée). Au début de l'impression l'imprimante chargera le filament choisi (car elle avait déchargé le précédent à la fin de l'impression) pour le plateau j'ai un avis mitigé, d'un côté il est bien (poignée qui sort un peu devant, bien aimanté), mais de l'autre j'ai peur d'abimer la feuille autocollante dessus donc je n'ose pas le plier pour décoller les pièces (j'ai vu plusieurs personnes se retrouver avec des bulles sur le plateau au bout de quelques impressions). Il y a deux encoches pour bien le placer, malheureusement elles ne sont pas assez hautes donc il faut faire attention à bien placer le plateau la lumière intérieure aurait besoin d'être plus puissante, c'est tout juste suffisant pour bien y voir avec la caméra

 1 point
1 point -
Belle initiative, je ne sais pas le montant total mais ça doit être non négligeable connaissant les tarifs/qualité Prusa. L’axe Z et la carte mère sont disponibles sur le site Prusa ? J’aurais bien été intéressé (un jour je passerai à la résine) mais n’ayant actuellement pas trop le temps je ne voudrais pas prendre tes pièces pour qu’elles fassent la belle aux bois dormants pendant de nombreux mois. La SL1 est une belle petite bécane de ce que j’ai vu. Par contre quelle différence par rapport à la SL1 + ? La taille d’impression/écran. @PPAC c’était un concours facile à gagner pour accueillir une envahisseuse de plus (comme disais ce cher @Savate).1 point
-
https://openbuildspartstore.com/xtreme-mini-v-wheel-kit/ ou en conservant le roulement : https://openbuildspartstore.com/xtreme-mini-v-wheel/ Tres belle CNC au passage j’aime bien le système d’aspiration .1 point
-
Le plus rapide c’était d'ouvrir Excel écrire la phrase et copier coller en sélectionnant 100 lignes . Mais je te l’avoue c’est bien moins marrant qu’un fichier .bat qui lance une invite de commande .1 point
-
Il y a ça sur Ali Ça a l'air d'être le même que sur la SR
 1 point
1 point -
oups ça n'a pas collé la bonne image, donc j'ai mis ça : START_PRINT T_BED=[first_layer_bed_temperature] T_EXTRUDER=[first_layer_temperature] il y a du mieux, je n'ai plus d'erreur en chargeant le fichier depuis prusaslicer vers l'imprimante et plus d'erreur non plus lorsque je veux démarrer l'impression. En premier il chauffe le bed puis en second la buse ensuite ça coince. On verra bien à force de lire en long en large et en travers je ne sais plus trop où j'en suis. Ah oui et la macro que j'utilise est la suivante (elle n'a pas changé mais j'ai tellement tenter des trucs qu'au final j'ai dû tourner en rond) [gcode_macro START_PRINT] #variable_T_BED: 60 #variable_T_EXTRUDER: 200 #variable_STANDBY_T_EXTRUDER: 170 gcode: {% set T_BED = params.T_BED|default(60)|float %} {% set T_EXTRUDER = params.T_EXTRUDER|default(200)|float %} {% set STANDBY_T_EXTRUDER = params.STANDBY_T_EXTRUDER|default(170)|float %} M117 Homing # Use absolute coordinates G90 # Reset Pressure Advance to 0, will be adjusted later in gcode based on material settings from cura #M900 K0 # Reset the G-Code Z offset (adjust Z offset if needed) SET_GCODE_OFFSET Z=0.0 # Home the printer G28 # Move the nozzle near the bed G1 X15 Y20 Z5 F6000 # Move the nozzle very close to the bed G1 Z0.15 F300 M117 Waiting for temperature # Start bed and extruder heating and continue M104 S{STANDBY_T_EXTRUDER} M140 S{T_BED} {% if printer.heater_bed.temperature < params.T_BED|float*0.85 %} M190 S{params.T_BED|float*0.85} # wait till 0.85 of bed temp is reached, then continue {% endif %} M140 S{T_BED} M104 S170 M190 S{T_BED} M109 S{T_EXTRUDER} # Prime line PURGE M117 Printing... Donc en même que je rédige ces lignes, j'ai lancé une impression. Et oh miracle ça fonctionne.1 point
-
Salutation ! Cela fait un beau "giveaway" ! ( qui demande juste de faire un petit paragraphe du genre "c'est pas pour revendre sur ebay mais sur leboncoin pour compléter ma collection de cartons et faire une magnifique sculpture abstraite qui fait aussi lampe UV ) Merci ! Y a t'il les cartons d’emballage ? (son-t-ils en bonnes états ... ? ) Je me permets de compléter, même si je ne suis pas intéressé. Écran d'impression = ? https://www.prusa3d.com/fr/produit/sl1-print-display-assembly/ Ensemble des LED UV avec le diffuseur = ? ne semble plus disponible via le site de prusa ... ( donc c'est un collector !!! ? ) Plateforme d'impression = ? https://www.prusa3d.com/fr/produit/assembled-print-platform/ ( actuellement indisponible ) Ensemble du réservoir de résine en Alu = ? https://www.prusa3d.com/fr/produit/assembled-resin-tank/ Film FEP (10pcs) = ? https://www.prusa3d.com/fr/produit/fep-film-3-pcs-sl1/ Alimentation interne 24V = ? ne semble plus disponible via le site de prusa ... ( donc c'est un collector !!! ? ) je suppose, a venir chercher en mains propres ou frais de port a prévoir ?1 point
-
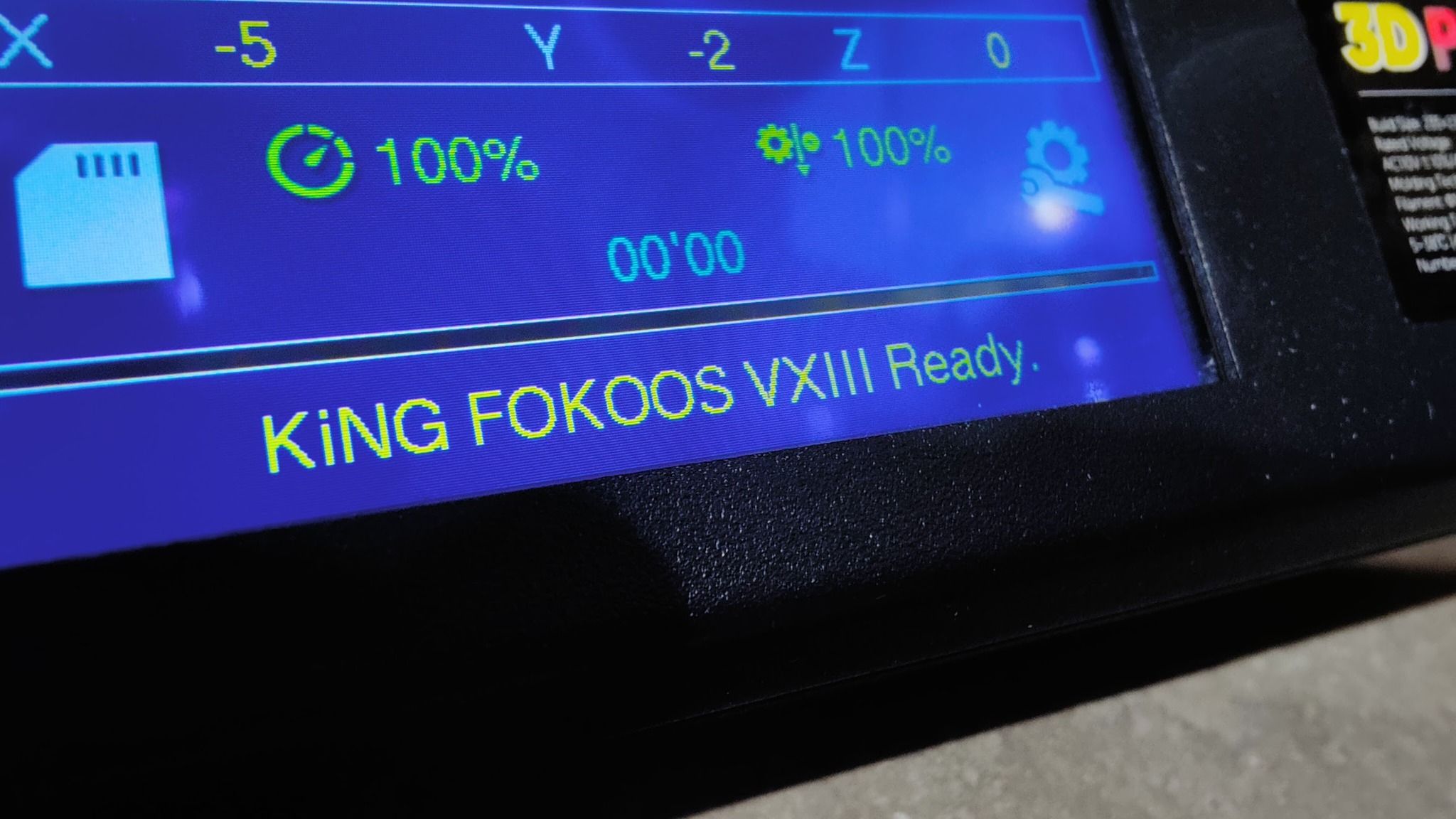
Salutation ! Je test depuis plusieurs semaines le Firmware Marlin custom de Mike King pour la Odin-5 F3, dont je suis pleinement satisfait ( version XII manual mesh ) et Mike King propose depuis hier une nouvelle version XIII ( que je n'ai pas encore testé ) basé sur un Marlin 2.1.1 Sont message sur le groupe Facebook https://www.facebook.com/groups/fokoos/posts/6170216322995758/ Lien vers le firmware et ses sources sur le google drive de Mike King https://tinyurl.com/2srs3sw7 Lien vers le replay du live la vidéo de présentation et d'installation de ce firmware https://www.facebook.com/637725551/videos/776461430139420 Détail sur le firmware de Mike King (version XIII ) G-code de démarrage proposé par Mike King G-code de fin (pour Ultimaker Cura sauf si l'on "{machine_depth}" par le bon mot clé de remplacement pour le trancheur utilisé ou par une valeur ... ) proposé par Mike King
 1 point
1 point -
Salutation il faut noter que la syntaxe et mots clé de remplacement ne sont pas les même pour Prusa Slicer ( https://help.prusa3d.com/article/macros_1775#variables-placeholders ) . J'ai mis ce gcode dans prusa slicer et lors du tranchage, il m'indique une erreur là cela ressemble a la syntaxe et mots clé de remplacement a utiliser sous Ultimaker Cura ( http://files.fieldofview.com/cura/Replacement_Patterns.html ) . Donc tu cherche a remplacer dans le g-code de démarrage sous Prusa Slicer {material_bed_temperature_layer_0} par sont équivalent pour Prusa Slicer qui il me semble est {first_layer_bed_temperature[0]} ou [first_layer_bed_temperature] {material_print_temperature_layer_0} par {first_layer_temperature[0]} ou [first_layer_temperature] {material_standby_temperature} par ? Pour le reste, comme je n'ai pas encore joué avec Klipper, je ne sais pas.1 point
-
Bonjour, Dans la rubrique Vente, est-il possible d'ajouter "donner" comme: préfix obligatoire ou d'ajouter une rubrique: Don Et si je n'abuse pas de transférer nom offre, déposée dans bon plan dans ce nouvel emplacement, merci.1 point
-
Merci à toi @PPACj'ai commander et changer la carte mère et maintenant cela fonctionne correctement bonne journée léo1 point
-
Hola compañero ! Bienvenue sur le forum! Au delà des réponses à tes questions tu trouveras ici la bonne humeur ,la convivialité et aussi une bonne dose d'humour ! Tiens d'ailleurs, à propos de tes compétences en maths (et là je dirai en géométrie) t'es sûr que c'est un cube avec ces dimensions ? Hasta luego ...1 point
-
bonjour tu peux utiliser freecad ( il y a une version mac) en suivant ce tuto , tu devrais t'en sortir1 point
-
Hello @Motard Geek, peut on envisager la création d'une rubrique Snapmaker dans le dossier constructeurs ? Il y a déjà quelques propriétaires de 2.0 sur le forum et peut-être quelques Artisans à venir si tout va bien Ce n'est pas à la minute bien sur.1 point
-
La couleur de l'impression n'est pas uniforme et l'on distingue des rayures, mais c'est parfaitement lisse. Demain je passe une couche d'apprêt et je verrais si je peux poursuivre ou s'il faut peaufiner le ponçage.1 point
-
Bonjour, Petit avancé qui m'a demandé un peu de travail même si ce n'est pas très visible. J'ai donc mastiqué et poncé le bateau avec différents grains de papier de verre jusqu'au 1200. Je ne sais pas quel PLA a utilisé l'imprimeur, mais j'ai l'impression qu'il n'est pas de très bonne qualité et très tendre. Même mon PLA pas cher Grossiste 3D à l'air plus dur ! Prochaine étape, une ou deux couches d'apprêt avant la peinture et le vernis. A suivre....1 point
-
Merci à tous pour votre participation ! C'est un diplome de secours qui me "garantit" de me trouver un travail, je n'ai pas envie de travailler toute ma vie pour un industriel, même si les cours de ma formation sont intéressants et qu'ils me plaisent beaucoup (j'essayerais de faire un tour à l'armée à un moment ou un autre ).1 point
-
Pour revenir au sujet, avec une prévision de C.A. de 107 milliards $, on comprend mieux le nombre d'entreprises dans ce secteur d'activité et la recherche galopante dans de nouvelles techno. Toutes les activités industrielles ont le même schéma sur le long terme. Nous sommes actuellement au meilleur moment du développement (beaucoup de nouveauté, de jeunes sociétés et de très grosses, ça part dans tous les sens), c'est fabuleux. Puis arrivera l’ère du regroupement dans les techno très au point et rentables (déjà beaucoup moins marrant pour nous les petits). Les rachats succéderont aux rachats, les progrès seront principalement sur les couts de production et sur la fiabilité. Au final, il ne restera que quelques super-entreprises qui se partageront le marché avec chacun une spécialité. (franchement lus drôle du tout) C'est ce que nous avons vécu avec : L'automobile, l'informatique, la vidéo, les jeux électroniques, etc.1 point
-
Excuses acceptées. Comme Bart, tu me fera cent lignes «je ne dois plus faire de HS au risque sinon de subir les foudres des modérateurs» pour ta pénitence Tu peux utiliser un crayon, un stylo, un feutre. un programme informatique, … Ma mansuétude me perdra
 1 point
1 point -
Un autre petit print en dual color, PLA Sakata rouge mat et et Sakata blanc 3D870 Imprimé en 3 parties. 32 cm de haut en tout.
 1 point
1 point -
1 point
-
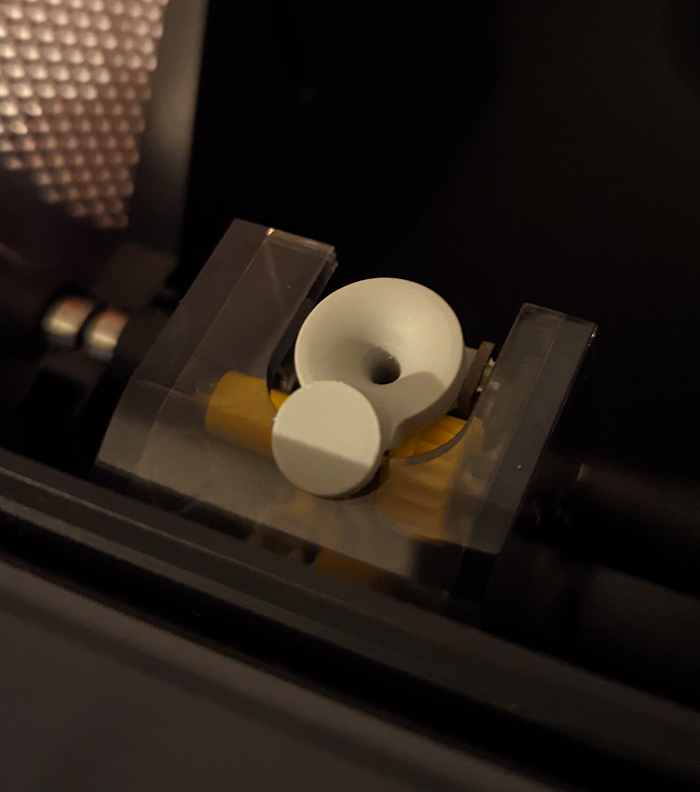
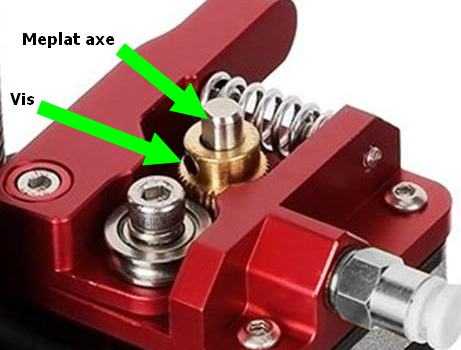
Il y a bien une vis de la roue crantée de l'extrudeur serrée contre le meplat de l'axe moteur ?
 1 point
1 point -
Super, c'est un début prometteur. J'attends ton retour sur la matière intercalaire W et G C'est un vrai produit innovant, ça tranche par rapport aux bécanes ou les fabricants changent une bricole et en font un "nouveau modèle".1 point
-
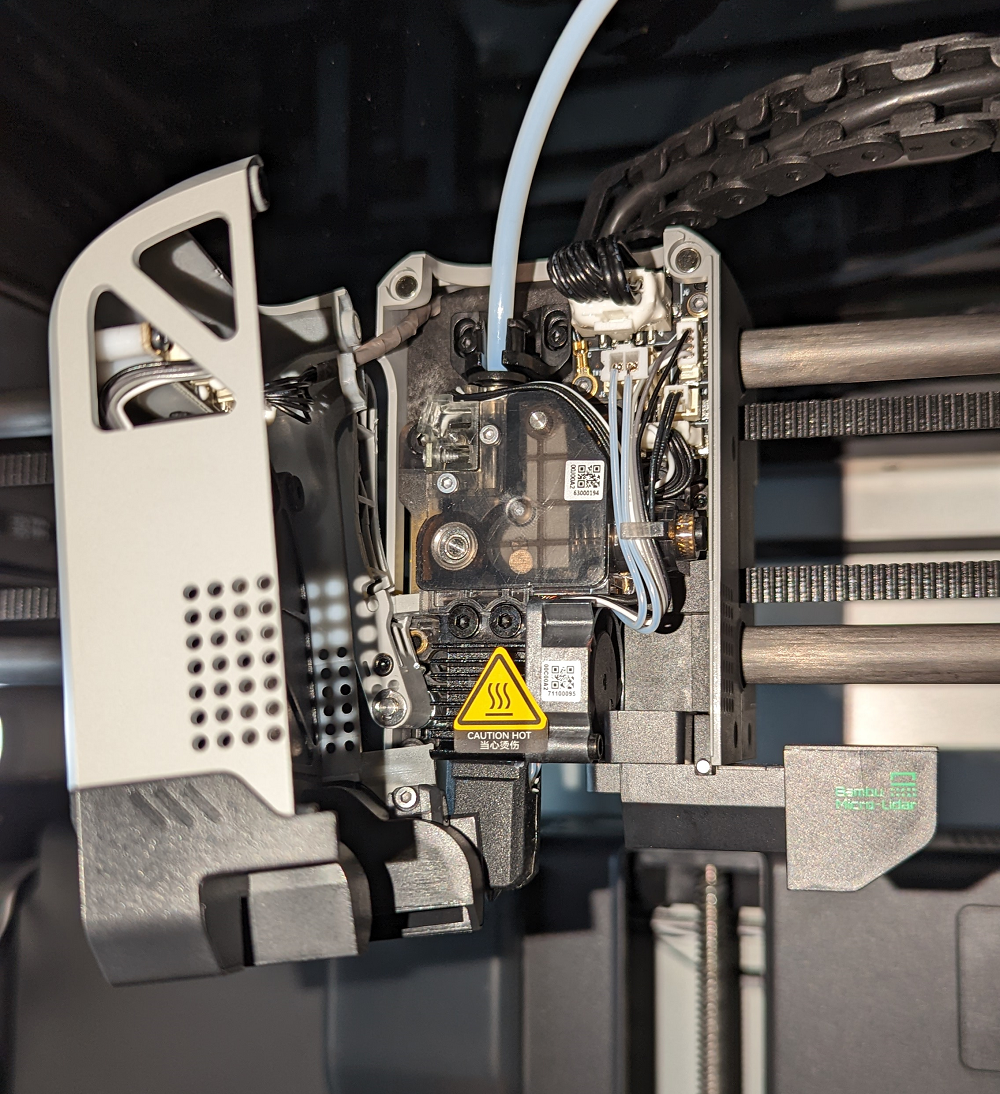
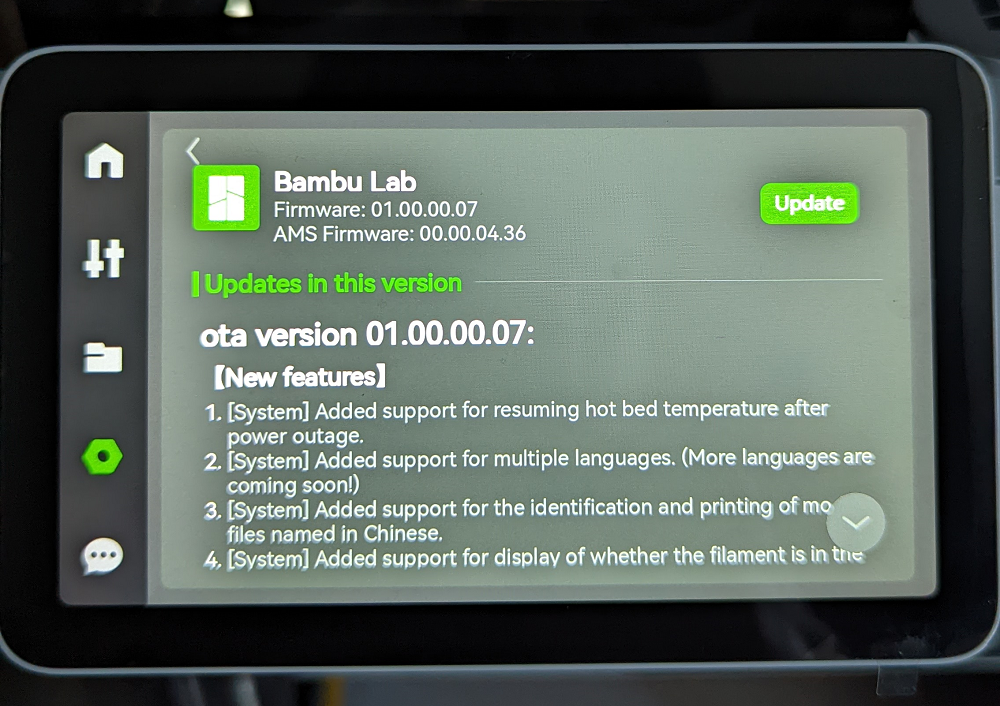
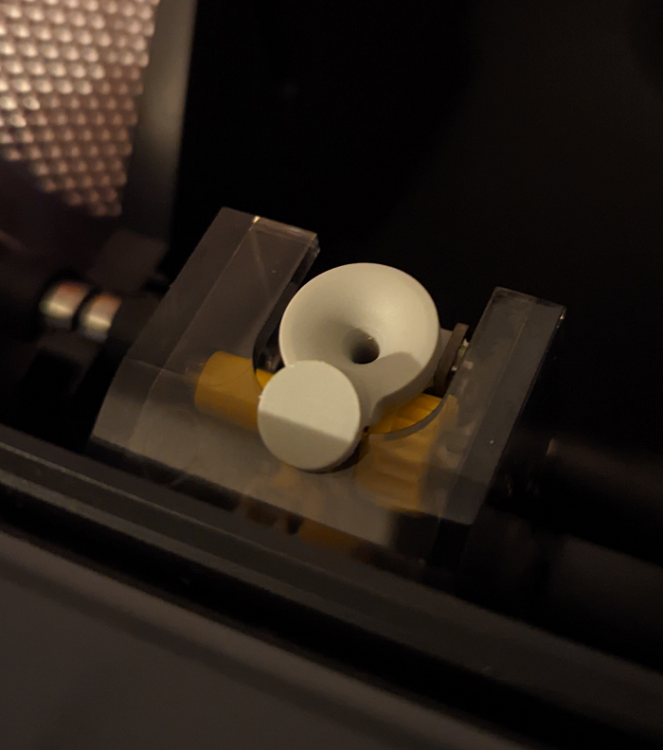
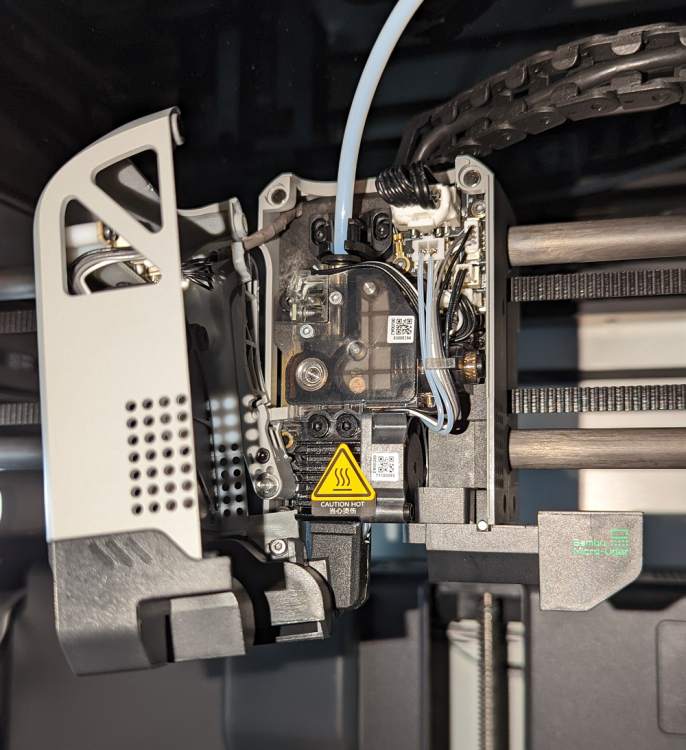
J'ai eu des infos à propos des petits problèmes lors du déballage, ils ont répondu aujourd'hui (message envoyé mercredi) et m'ont demandé mon numéro kickstarter pour voir d'où venait le problème lié à l'AMS (ça peut les aider pour la production). Sinon, ils me proposent un bon d'achat de 25€ en dédommagement, je m'attendais à tout sauf à ça Maintenant, place à la mise en route ! Après avoir tout branché, la configuration commence avec le choix de la langue, la connexion au réseau Wifi (2.4GHz uniquement) puis ensuite la liaison entre le compte BambuLab et l'imprimante (ce compte n'est pas juste un collecteur de données personnelles, il a l'air assez utile). Ensuite la calibration commence avec toute une série de tests des différents axes, le nivellement automatique, le tests des différents capteurs, etc. Cette opération prend environ 5 minutes où l'imprimante "chante". Une fois terminé les dernières protections sous le plateau peuvent être retirées. Ensuite, direction la mise à jour de l'imprimante. Tout se fait via l'écran principal, avec en prime une liste des corrections affichée directement sur l'écran. La mise à jour de l'AMS se passe également par cet écran. Sur l'image on voit également les 5 onglets principaux qui permettent la navigation dans les menus : Le premier affiche les informations principales (allumage de la lumière, état réseau, température, filaments chargés dans l'AMS). Le second permet de piloter tous les axes, les températures, de charger/décharger les filaments de l'AMS, de faire la calibration et de gérer la détection de spaghettis/la vérification de la première couche Le troisième affiche les fichiers à imprimer, notamment ceux inclus dans l'imprimante (un benchy, un vase, un T-Rex, des accessoires imprimables, un vase, etc.) et aussi ce qui se trouve dans l'éventuelle carte SD (qui s'insère sur le côté de l'écran) Le quatrième concerne les informations du compte connecté et de l'imprimante. On peut exporter les logs sur une carte SD, changer la langue, le nom de l'imprimante, le temps de veille de l'écran, les paramètres réseau, etc. Le dernier est utile pour le dépannage, il regroupe les différents messages que l'imprimante affiche pour prévenir l'utilisateur (elle m'a averti que la calibration lors de la première impression était différente de celle initiale, que ma carte SD était trop petite, etc.) Ensuite place au chargement de l'AMS et j'ai dû aller regarder le manuel en ligne parce que ce n'est pas très intuitif. Il faut pousser le petit morceau gris vers l'arrière de l'AMS pour insérer le filament. Ensuite le filament est déroulé puis enroulé pour être prêt à être utilisé. Comme c'était une de leur bobine, l'AMS a lu la puce RFID et a automatiquement marqué que c'était du filament blanc dans le slot 1, sinon la couleur est éditable depuis les menus où on choisit le matériau et la couleur Avant de lancer l'impression, j'ai retiré la protection (simplement aimantée) qui cache la tête d'impression, voici ce qu'on voit : Première impression ! Pour la première impression je voulais lancer un fichier directement dans l'imprimante pour vérifier que tout allait bien, seul problème j'avais toujours mon ventilateur qui n'était pas fixé. Je voulais l'imprimer sur la Prusa que j'utilise au boulot, mais il me fallait plus de 8h donc j'ai abandonné. J'ai donc lancé l'impression du support via leur slicer Bambu Studio. Je le détaillerai plus tard mais pour résumer, on importe le modèle, on slice (j'ai laissé les paramètres par défaut de leur filament sauf le ventilateur non fixé que j'ai désactivé et scotché sur le côté pour qu'il ne bouge pas) et depuis l'application on l'envoie le fichier slicé sur l'imprimante. Le fichier est envoyé sur leur cloud puis ensuite renvoyé à l'imprimante (c'est ce que j'ai compris) qui commence l'impression. Première fois que je lance une impression à distance et quel bonheur, d'habitude je devais aller chercher la carte SD au sous-sol, créer mon fichier et redescendre au sous-sol pour lancer l'impression. J'ai du relancer l'impression car j'ai eu un soucis d'adhésion, le plateau était trop éloigné de la buse malgré la calibration. J'ai relancé une calibration entière avant de retenter, et tout s'est bien passé cette fois. En cours d'impression, clairement elle n'est pas silencieuse, mais je ne m'attendais pas à une imprimante silencieuse à ces vitesses d'impression. 2h30 plus tard, l'impression est terminée et clairement, c'est pas mal ! À part le haut des trous oblongs qui ne sont pas nets, tout s'est très bien passé, les surfaces sont bien lisses (certaines personnes ont des problèmes avec les surfaces supérieures donc je m'y attendais) et les lettres imprimées sont bien nettes. Il faudra cependant que je réimprime un jour cette pièce en PETG ou ABS pour qu'elle puisse résister à la chaleur. Pour refixer le ventilateur, ils voulaient m'envoyer leur double-face qu'ils utilisent, mais j'ai acheté du double-face épais que j'ai triplé pour qu'il soit assez épais. Si ça ne tient pas je leur demanderai de l'envoyer. Pour la suite je continue les impressions avec différents filaments et avec plusieurs couleurs, et surtout avec un ventilateur auxiliaire pour exploiter toutes les capacités de la machine.
 1 point
1 point -
Le PVA tu peux aussi le mettre juste aux interfaces pour information. Le seul problème c’est que ce dernier étant très sensible à l’humidité, tu ne peux le conserver très longtemps, et si tu ne le mets qu’aux interfaces ben du coup tu en consommes peu, et vu le prix au Kg .1 point
-
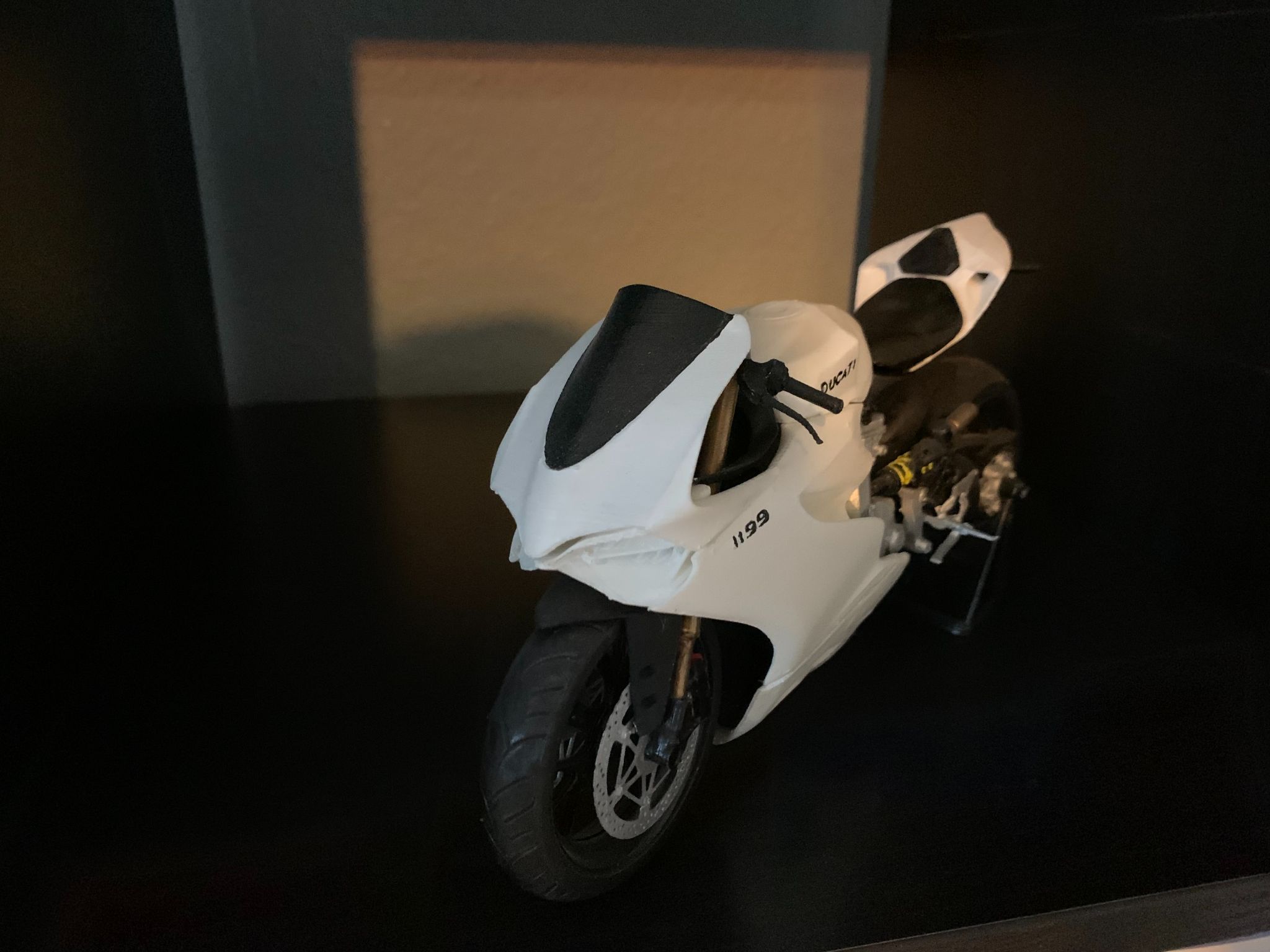
Ici : https://cults3d.com/fr/modèle-3d/jeu/ducati-1199-superbike-wolfgang3d ou Ici : https://www.thingiverse.com/thing:3874095/files D'origine elle est plus grande. Assez technique à imprimer, il y a beaucoup de parties fines (j'avais été grave embêté avec le curling sur certaines pièces, mais cela venait aussi du rescale que j'avais fait). Et bon courage pour l'assemblage, ça se fait mais faut réfléchir . J'ai tout coller à la loctite. Pour la partie guidon j'avais utilisé un pic en bois genre cure-dent en perçant le guidon (tu comprendras quand tu y seras), du coup la fourche avant tourne ! J'avais pris beaucoup de plaisir sur ce projet pour être honnête.1 point
-
Pas de post-traitement, juste de la peinture action pas cher . Fichiers gratuit super bien fait que j'avais trouvé sur la toile, je l'ai rescale bien plus petite que d'origine, elle fait 22 cm de long (que du PLA).

 1 point
1 point -
Salut, @Marcus, tu confonds Jerk et junction deviation. Si dans ton M503 (ou M501 que je prefere car tu as plus de details) tu vois des valeurs pour X et Y tu as du jerk. Si tu vois une valeur unique avec J devant tu es en junction deviation. Junction deviation est plus recent et a ete introduit avec Marlin 2.0 Des infos en anglais Sur ma cubique je suis a 0.1 et sur ma CR10 S5 a 0.05 Voici un site super qui te permet de generer le Gcode pour tester tout plein de parametres. Teaching Tech 3D Printer Calibration Dans ton cas tu pourras le changer avec M205 J0.xx une fois la bonne valeur determinee avec le site cite plus haut. Ne pas oublier le M500 apres. Cdt Laurent1 point
-
Bon et bien je m'abstiendrais à l'avenir de vouloir faire de l'humour. bonne continuation.0 points











.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)