Classement




Contenu populaire
Contenu avec la plus haute réputation dans 12/09/2022 Dans tous les contenus
-
Durant l’impression d’une grosse pièce (45 heures au total) la MK3S détecte une fin de bobine aléatoire. Je fais un changement de fil, ok tout repart normalement sauf que cela se reproduit toutes les 5 à 15 minutes sans raison (il me restait une dizaine d’heures d’impression). Trois causes possibles : mécanique, électrique, informatique. - Informatique : je suis incapable d’y remédier donc pour l’instant je l’écarte. - Électrique : je sors le détecteur de son logement, je ne vois rien et coté coffret rien. (L’imprimante est en pause). - Mécanique : je place un morceau de plastique dans le détecteur avec un élastique pour le maintenir. Je relance l’impression, plus aucune détection de fin de bobine durant les 10 heures restantes, donc c'est mécanique. Sur la Prusa, lorsque le fil est introduit, il vient déplacer une bille qui déplace un poussoir qui vient faire barrière au détecteur IR (petite mécanique normalement fiable). Je fais un test avec un petit morceau de fil, je vois bien le poussoir bouger, mais je constate que l’alésage pour le guidage du fil dans le boitier de la bille est oblong et si je lâche le fil il se décale, voila la cause de la panne aléatoire. Une pièce de 10 x 10 mm en PETG qui s’est usée. Sur les autres Prusa rien, pas d’usure, la seule différence est que je viens de passer cinq bobines de Prusament PLA marbre grey dans lequel il y a de petites incrustations d’une matière noire qui ne fond pas lors de l’impression (c’est le but) Je pense qu’elle est plus abrasive et a usé le passage. Je viens d’aller voir sur le site de Prusa la pièce située au-dessus vient d’être modifiée, elle a un guidage beaucoup plus long qui doit permettre de limiter l’usure de la pièce inférieure (elle n’est pas encore dans la liste des pièces imprimable, c’est toujours l’ancienne version). C'est en cherchant la cause des problèmes que l'on peut facilement y remédier et souvent à moindre cout.
.jpg.d3ba8b34e85273a9dafb2831de81254b.jpg)
 5 points
5 points -
Plus qu'un test, c'est un véritable guide d'utilisation du graveur laser Sculpfun S9 que nous a livré @fran6p https://www.lesimprimantes3d.fr/test-sculpfun-s9-20220912/3 points
-
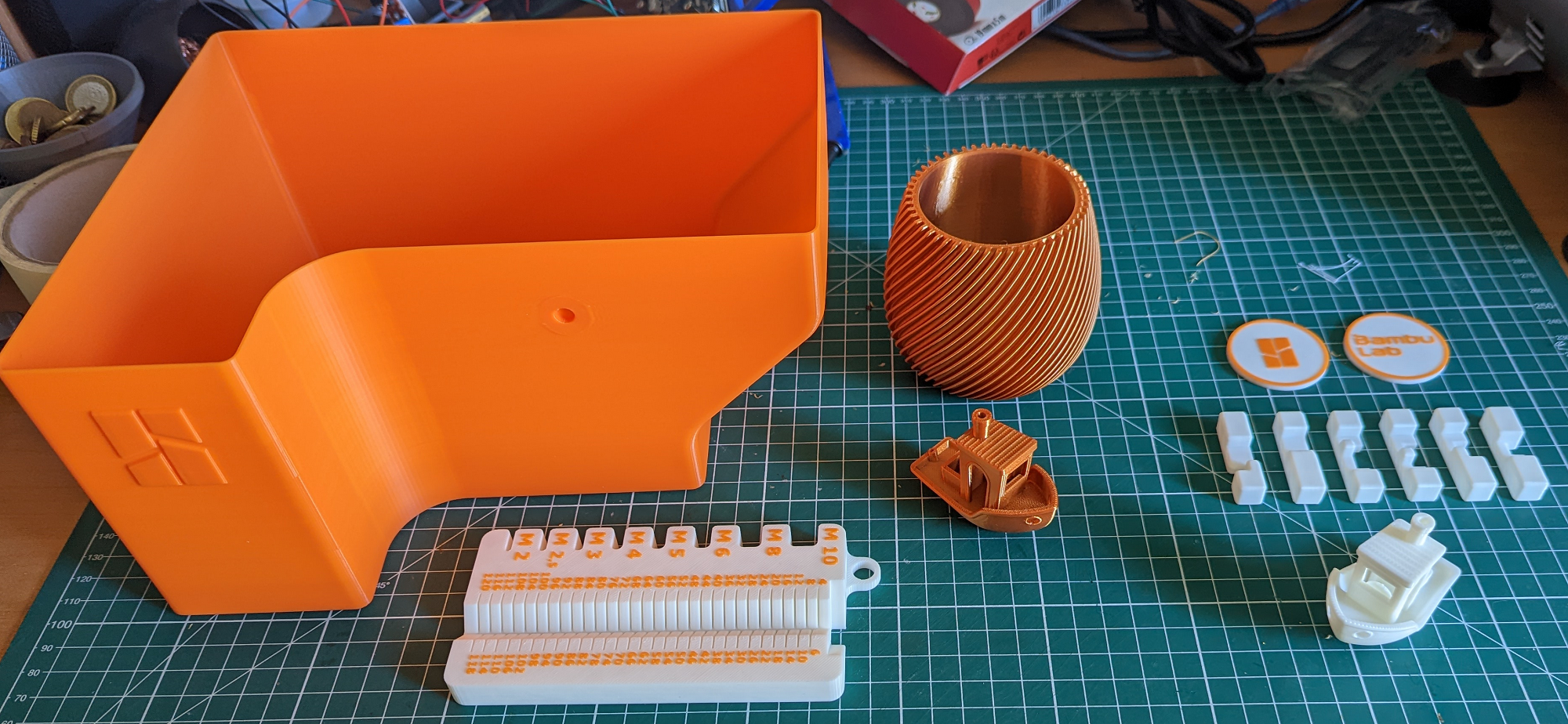
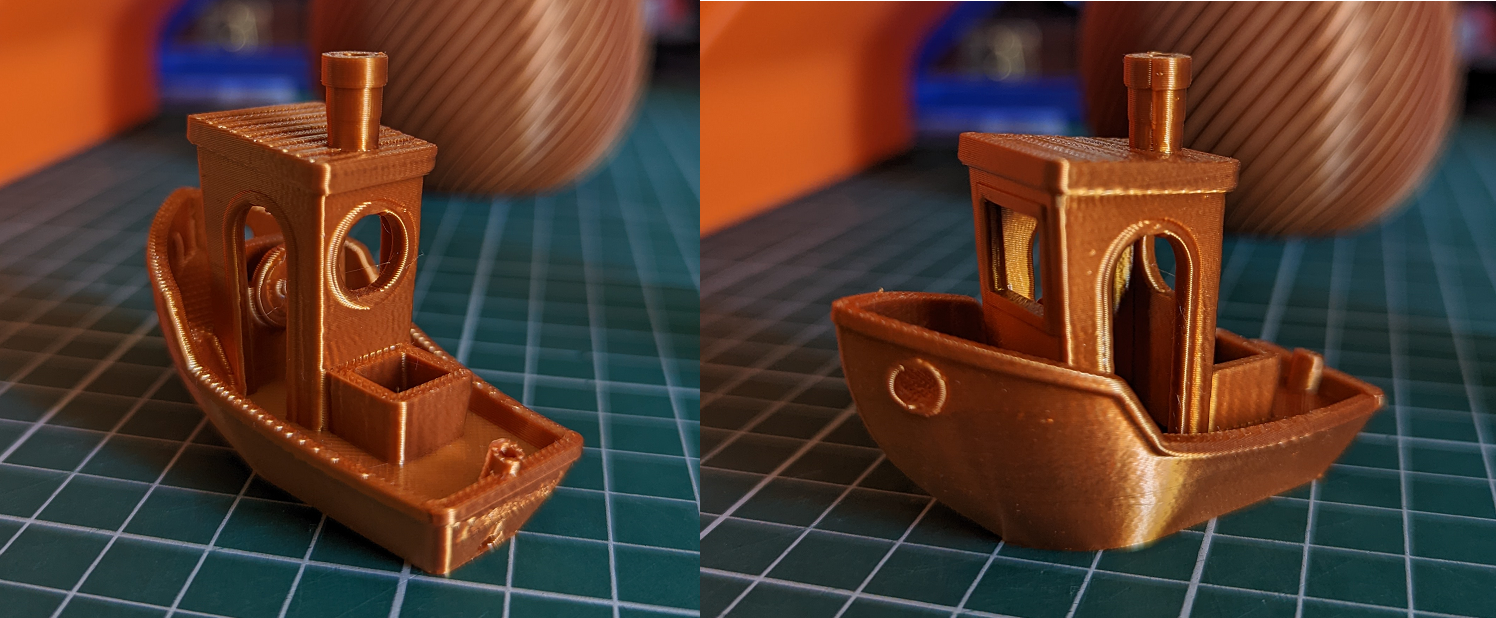
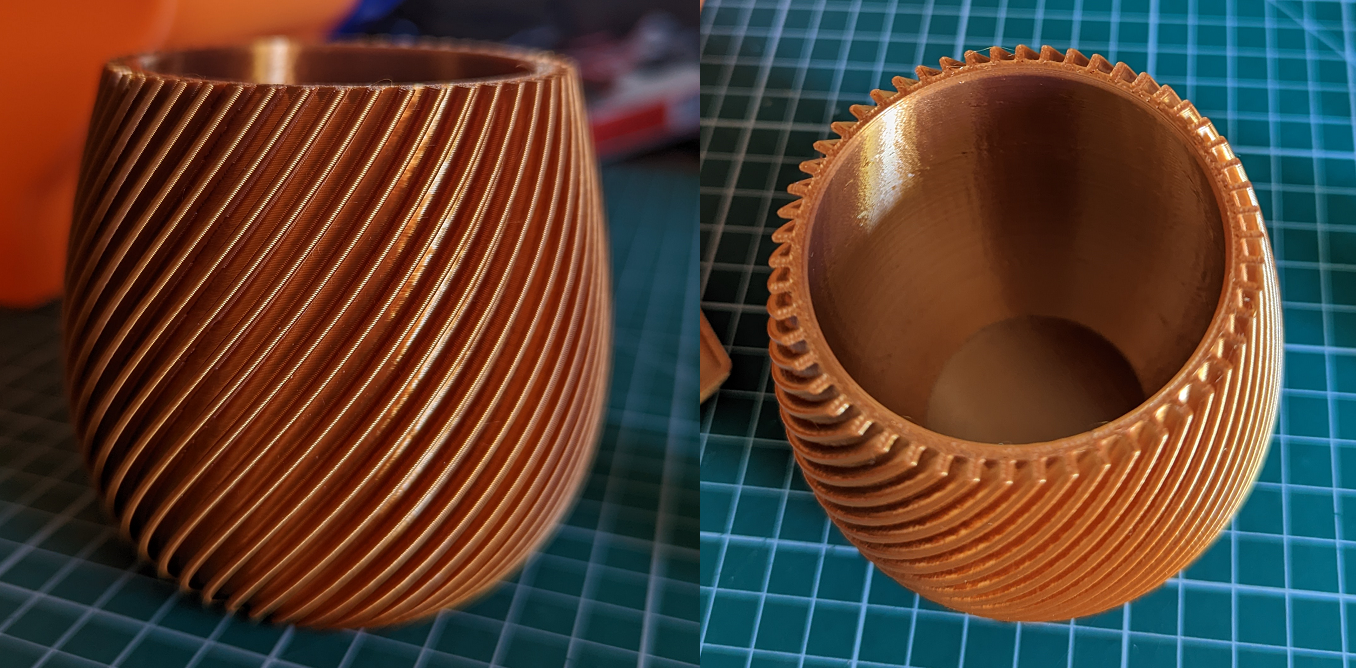
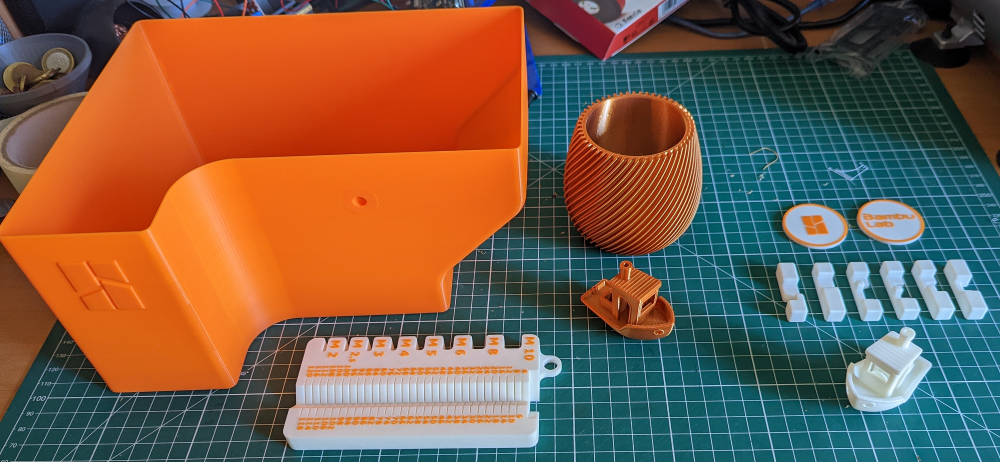
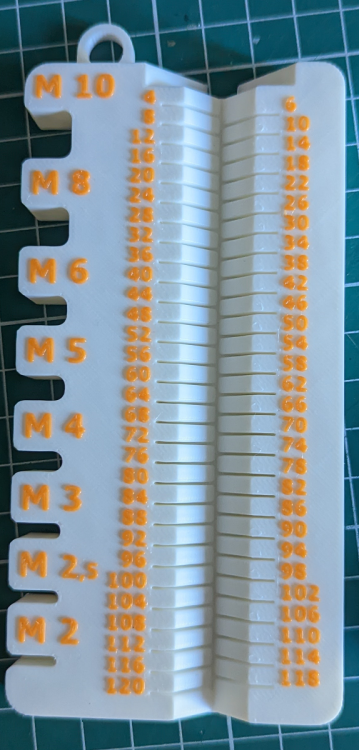
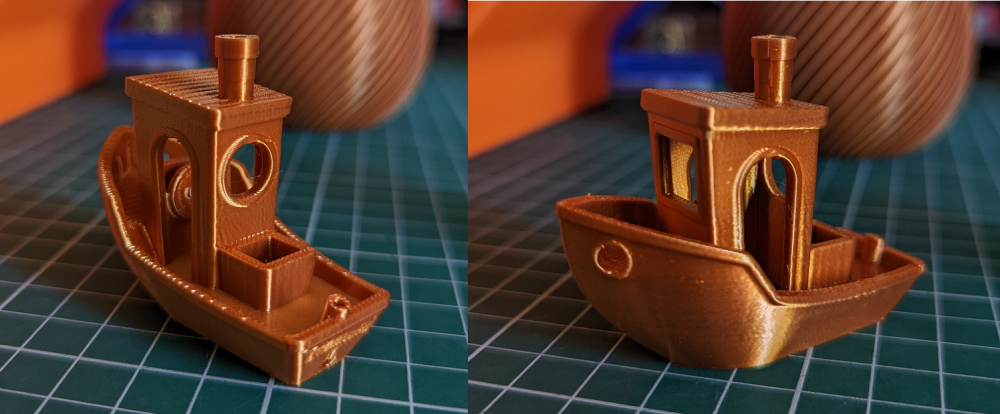
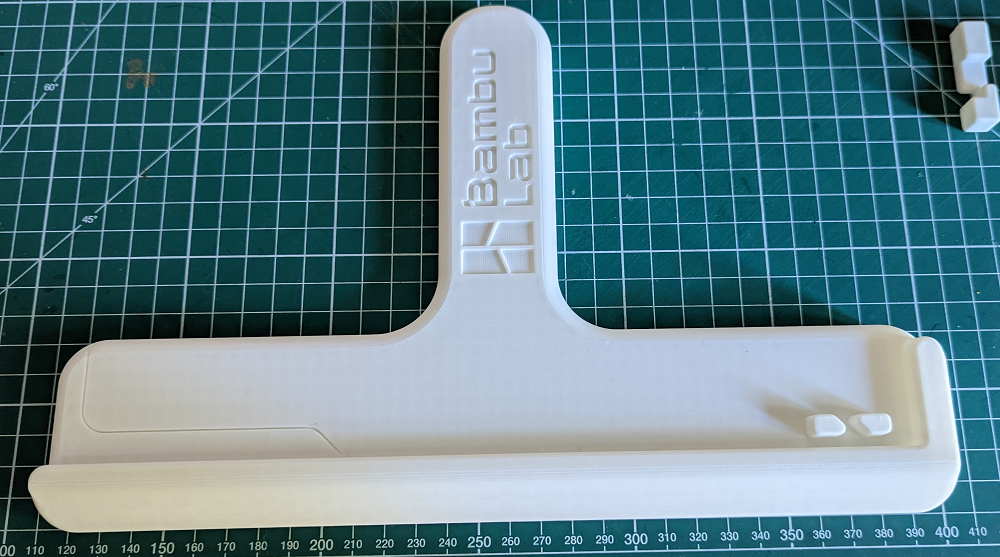
En espérant pour toi que tu la reçoives vite, je ne sais pas à quel point ils veulent accélérer leur production pour suivre les précommandes, mais du toute façon le temps de transport sera incompressible. De mon côté j'ai continué à faire des impressions, que ce soit des impressions avec des fichiers pré-slicés ou des fichiers que j'ai slicé. Tout a été fait en PLA, le orange et le blanc correspondent aux bobines livrées avec la machine. Le premier benchy (le blanc) est celui qui est présent dans la machine. J'ai eu des soucis d'adhésion au plateau à cette vitesse, j'ai du recommencer l'impression. Je trouve ça dommage d'avoir ce genre de problème avec un fichier pré-slicé, pourtant j'avais respecté la consigne de la colle sur le plateau. Pour que ça accroche (et que ce benchy sorte), j'ai du augmenter la température du plateau à 50°C (de base c'est 35°C) et épaissir un peu la couche de colle. Ensuite j'ai imprimé un outil pour aider à coller les feuilles adhésives sur le plateau, imprimé en 2h14 : Avec leur filament j'ai aussi imprimé ce gros bac qui recueille les morceaux de filament purgés de la machine (au début et à la fin des impressions). L'impression du bac a pris 3h41 en tout, en sachant qu'ils ont ajouté le support du moteur Arachne dans la dernière version de Bambu Studio. Le rendu est bon, sauf ce problème sur l'image ci-dessous. Ci-dessous un outil de mesure de vis, il y en a un déjà slicé mais j'ai voulu tester de peindre le modèle moi-même. Résultat 1h34 plus tard très satisfaisant, les chiffres sont bien nets. Changement de filament (ou plutôt sélection d'un autre filament) pour tester du filament PLA silk Amazon. Sur leur wiki ils insistent sur le fait qu'il ne faut pas imprimer trop vite le PLA silk, donc le benchy a été imprimé à maximum 100 mm/s et le vase à 150mm/s. Le benchy a pris une quarantaine de minutes et le vase environ 3h40 (en sachant que je n'avais pas la version de Bambu Studio avec Arachne, maintenant ça prend 2h40). Ce que j'ai pu voir après ces premières impressions : ça chauffe vite, environ 35 secondes pour arriver à 220°C les routines de calibration/vérification prennent 7 minutes si elles sont toutes effectuées au delà de l'impression multicolore, le simple fait d'avoir plusieurs bobines chargées dans l'AMS simplifie beaucoup la vie. Plus besoin de faire chauffer, de retirer le filament puis de le remettre, il suffit juste de sélectionner le filament à imprimer (si votre imprimante est reliée en réseau et allumée). Au début de l'impression l'imprimante chargera le filament choisi (car elle avait déchargé le précédent à la fin de l'impression) pour le plateau j'ai un avis mitigé, d'un côté il est bien (poignée qui sort un peu devant, bien aimanté), mais de l'autre j'ai peur d'abimer la feuille autocollante dessus donc je n'ose pas le plier pour décoller les pièces (j'ai vu plusieurs personnes se retrouver avec des bulles sur le plateau au bout de quelques impressions). Il y a deux encoches pour bien le placer, malheureusement elles ne sont pas assez hautes donc il faut faire attention à bien placer le plateau la lumière intérieure aurait besoin d'être plus puissante, c'est tout juste suffisant pour bien y voir avec la caméra

 3 points
3 points -
...et comme ça te laisse une main de libre, tu te dis, pourquoi ne pas pratiquer l'impression résine pour combattre tout ça ! c'est malin. Pour te simplifier la vie sur ce forum: 1) pour faire référence à un membre du forum, il suffit d'utiliser @ + les premiers caractères du pseudo dans ta réponse et une liste de choix va apparaître, reste à sélectionner le pseudo. 2) Pour récupérer une citation dans un message, il suffit de la sélectionner avec le pointeur de la souris, une indication "Citer" va apparaître sur sa droite, tu cliques et c'est recopié dans ton message. Elle est belle la vie ! Bienvenue chez les fous (des imprimantes 3D, laser et autres bestioles du même genre...)3 points
-
Si nous avez envie de fabriquer une imprimante résine, je vous propose les éléments de base de la Prusa SL1 (car je l'ai upgradé en SL1+) Donc il y a: Écran d'impression Ensemble des LED UV avec le diffuseur Plateforme d'impression Ensemble du réservoir de résine en Alu Film FEP (10pcs) Alimentation interne 24V Il faut ajouter un Z et une carte mère pour gérer l'ensemble. LE BUT N'EST PAS DE REVENDRE LES PIÈCES SUR EBAY, donc merci de me décrire votre projet.2 points
-
c'est surement parce que tu as décommenté cette ligne: #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN et que tu as branché le 3Dtouch sur le connecteur 5 broches de la carte. Il te suffit de commenter cette ligne, et tout devrait fonctionner. Si tu décommentes la ligne suivante du fichier configuration_adv.h: //#define PINS_DEBUGGING tu pourras faire un test automatique en envoyant M43 S: Servo probe test . using index: 0, deploy angle: 10, stow angle: 90 . Probe Z_MIN_PIN: 19 . Z_MIN_ENDSTOP_INVERTING: false . Check for BLTOUCH = BLTouch Classic 1.2, 1.3, Smart 1.0, 2.0, 2.2, 3.0, 3.1 detected. ** Please trigger probe within 30 sec ** tu as 30s pour enfoncer la touche avec le doigt . Pulse width: 30ms or more = BLTouch V3.1 detected. exemple: M851 X-44 Y-4 Z02 points
-
Je ne comprend pas pourquoi tu n'as pas conçu un mécanisme auto-centreur de filament, avec des galets à gorge, sur roulements. C'est vrai quoi, pour une fois qu'il y a quelque chose à faire pour améliorer une Prusa, tu pourrais faire un effort et la bidouiller un peu. Ce que j'ai toujours apprécié avec cette imprimante, c'est que lors de ces rares pannes, on ne perd pas l'impression en cours. Evidemment ça arrive toujours à la fin de grosses impressions. J'avais eu le coup du fil de retour de vitesse du ventilateur qui s'était coupé, à 9min de la fin sur une impression de 8h. La machine s'est mise en pause pour le reste de la nuit. Au petit matin, après avoir constaté la panne, j'ai simplement désactivé le check du ventilo, puis terminé l'impression comme si de rien n'était. Quelques centaines de grammes de filament économisés et surtout pas de perte de temps !2 points
-
Bonjour, Le ratio du flux est réglé immédiatement (pas à la prochaine couche). Pourrais-tu faire une essai avec un taux de 75% pour forcer l'effet et voir l'état de surface que cela donne ?2 points
-
Le plus rapide c’était d'ouvrir Excel écrire la phrase et copier coller en sélectionnant 100 lignes . Mais je te l’avoue c’est bien moins marrant qu’un fichier .bat qui lance une invite de commande .2 points
-
Salutation ! Pour plus de détails, il faut regarder, sur la chaine Youtube de VOG ( https://www.youtube.com/c/VegOilGuy ) la vidéo "Lost Resin Metal Casting on the Anycubic D2 DLP 3D printer plus WhamBam Giveaway - by VOG" Pour le giveaway ( qui se termine le 9/10/2022 (11pm (UTC)) ) 1er prix 100$ en bon d'achat sur le site de https://whambam3d.com/ 2eme prix 50$ en bon d'achat sur le site de https://whambam3d.com/ 3eme prix un "Whambam Splat Mat" https://whambam3d.com/collections/slap-mats/products/slap-mat ) https://youtu.be/FaglQGpRgqk?t=427 (de ce que j'ai compris) il faut s'abonner à la chaîne de VOG, et faire un commentaire qui contient "whambam me" sur la vidéo. https://youtu.be/FaglQGpRgqk?t=376 le code promo "VOG2022" permet d'avoir -15% (jusqu'à fin septembre 2022) puis -10% (jusqu'à fin 2022) sur des commandes sur https://whambam3d.com/ ( Aux USA donc en $ (prévoir des frais de change de votre banque / Paypal ) et ne livre pas partout dans le monde... )1 point
-
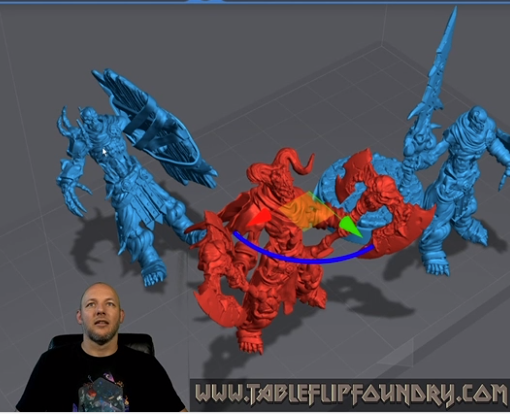
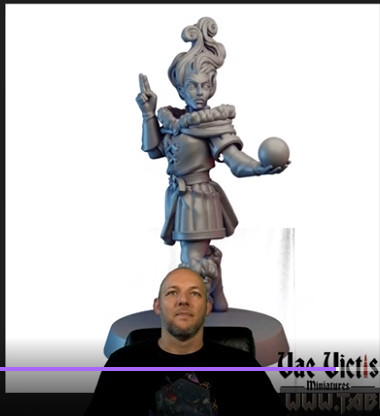
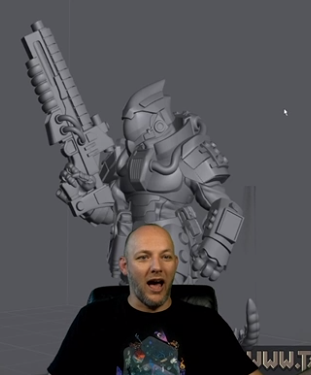
Salutation ! Pour une durée de 2 semaines TableFlip Foundry, pour fêter plus de 1000 utilisateurs sur leur Discord https://discord.gg/tableflipfoundry propose, dans un salon sur leur Discord ( visible après avoir accepté les conditions du giveaway ( ne pas distribuer, ne pas revendre, ... )) une sélection de modèles 3D de figurines gratuites a télécharger. Edit https://discord.com/channels/854702263214145556/871549872602488842/1018747806346919936 Le lien vers la vidéo du live stream Twitch de présentation du giveaway ( elle dure ~2h17 ... et on y voit les modèles 3D et pages des artistes qui ont offert des modèles qui seront en téléchargement ... ) https://www.twitch.tv/videos/1586701721 En principe, chaque modèle 3D en giveaway devrait être pré supporté pour l'impression résine ( car TableFlip Foundry fait de la mise en support des miniatures pour l'impression 3D résine UV... ) Voici la liste des créateurs qui on participé au giveaway https://discord.com/channels/854702263214145556/910210614130012211/1018332650257268756 Le message de Ty Mansfield (TableFlip Foundry) au sujet de la date de disponibilité du giveaway https://discord.com/channels/854702263214145556/871549872602488842/1018330093979963523 Et donc si j'ai bien compris on devrais y retrouver ( mais pas que )












 1 point
1 point -
Bonsoir @Flávio267 Y-a t'il un rapport avec la terre du milieu !!! pour les pieds. Tu es bienvenu. Je sors >>>>1 point
-
Problème connu, pour corriger ça il faut faire un formatage complet de la SD (et non un formatage rapide).1 point
-
Salut, il te suffit de décaler l'origine avec un M206 Y5 pour décaler la zone vers l'avant de 5mm par exemple. Pour que ce soit systématique, tu peux placer cette commande dans le gcode de démarrage de ton trancheur favori , après la ligne G28 ou créer un fichier texte contenant ces lignes: M502 M501 M206 Y5 M500 tu enregistres le fichier sous le nom DecOrigine.gcode par exemple, et tu l'imprimes. Bien sûr, ceci n'est valable que si le firmware accepte le Gcode M500 qui enregistre les valeurs dans l'eeprom (mémoire) c'est bizarre, tu n'es pas censé venir en butée puisque les axes s'arrêtent lorsque les détecteurs de fins de course commutent. C'est peut-être la décélération qui, amplifiée par la structure, te donne l'impression d'un choc . Sinon, la vitesse de prise d'origine se modifie en compilant le firmware (voir ici).1 point
-
si tu parles de ce fichier: SauveMatrice.gcode comme je l'explique dans le message, il lance le palpage du plateau et sauvegarde le résultat dans l'eeprom (mémoire) pour que tu n'aies qu'à le rappeler au début de l'impression avec un M420 S1. Tu as au moins 3 solutions: dans le firmware, ce sont les pas/mm des moteurs définis à la ligne: #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 93 } à l'écran, dans un menu SETUP probablement , où tu trouveras Xsteps/m,... en envoyant le Gcode M92 Xxx.xx Yyy.yy Zzz.zz Eee.ee PS: tu peux changer la langue des menus en modifiant ces lignes dans le fichier configuration.h: #define LCD_LANGUAGE en #define DISPLAY_CHARSET_HD44780 JAPANESE par #define LCD_LANGUAGE fr #define DISPLAY_CHARSET_HD44780 WESTERN pour les avoir en français PS2: si tu ne l'as pas déjà fait, je te conseille trèèèèèèèèèèèèès fortement de calibrer ton extrudeur en suivant ce tuto par exemple. Pour le réglage des pas/mm des autres moteurs, tu as ces 2 pièces à imprimer par exemple1 point
-
non, bien sûr : voir ce message pour les explications1 point
-
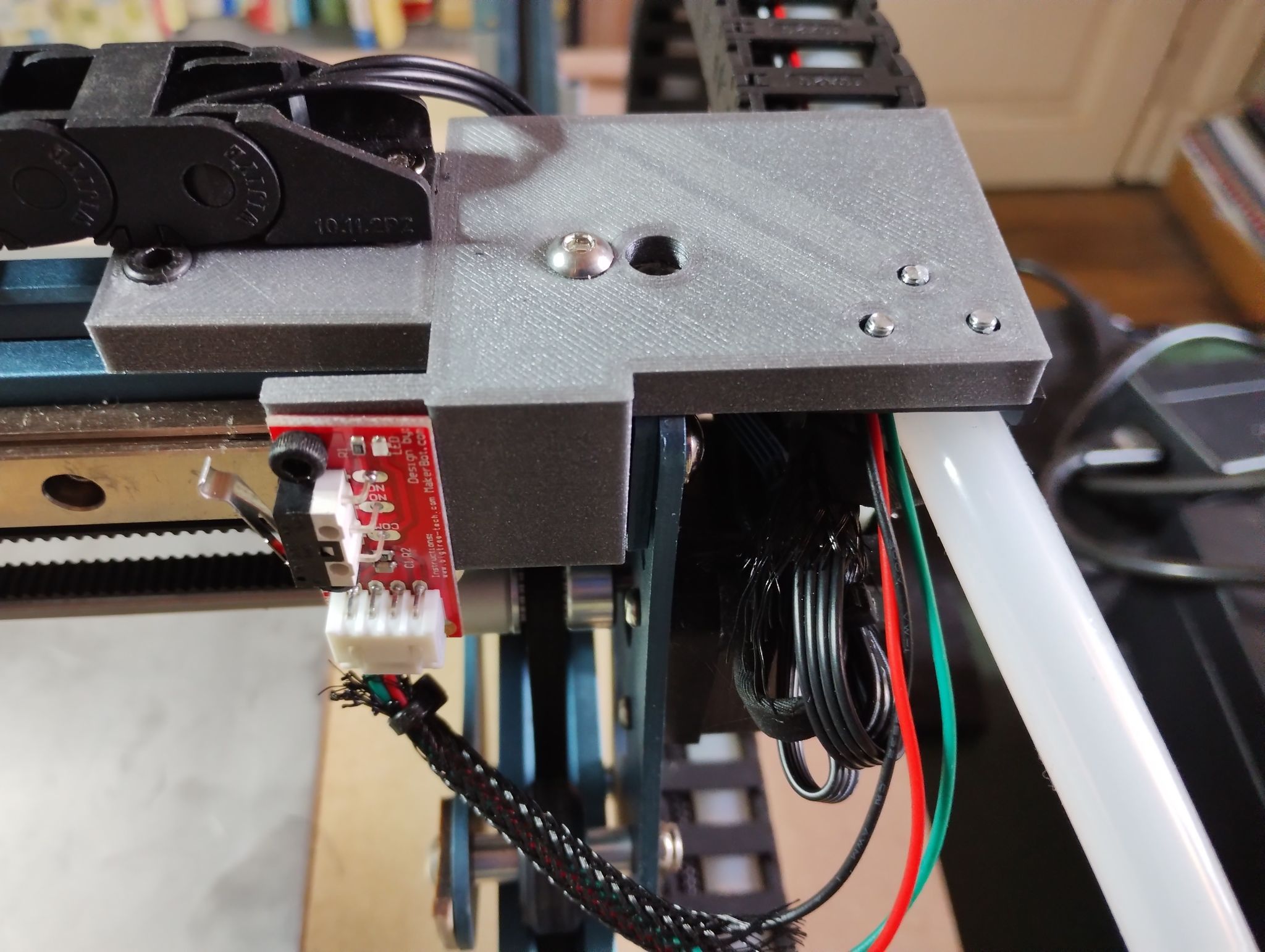
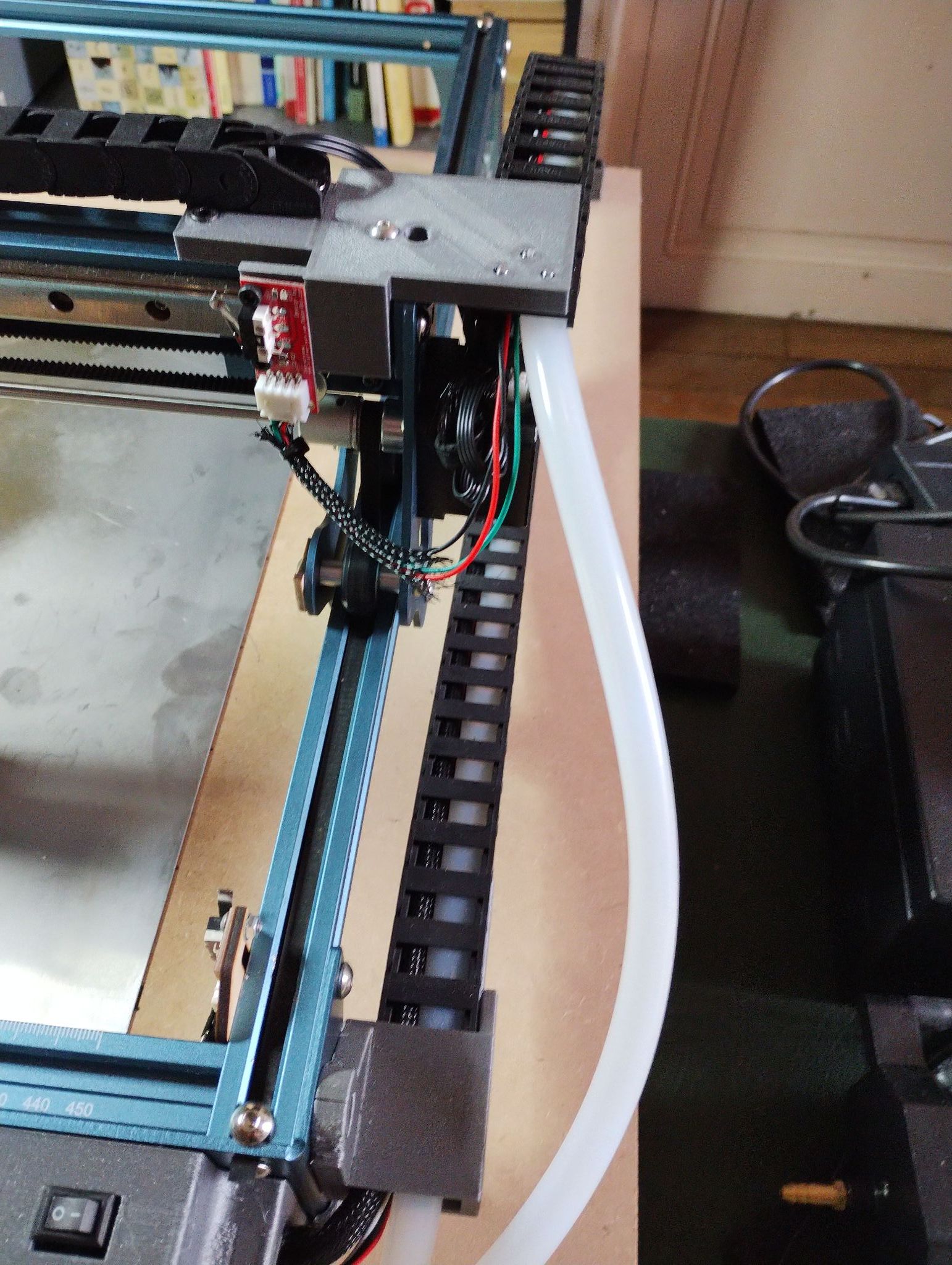
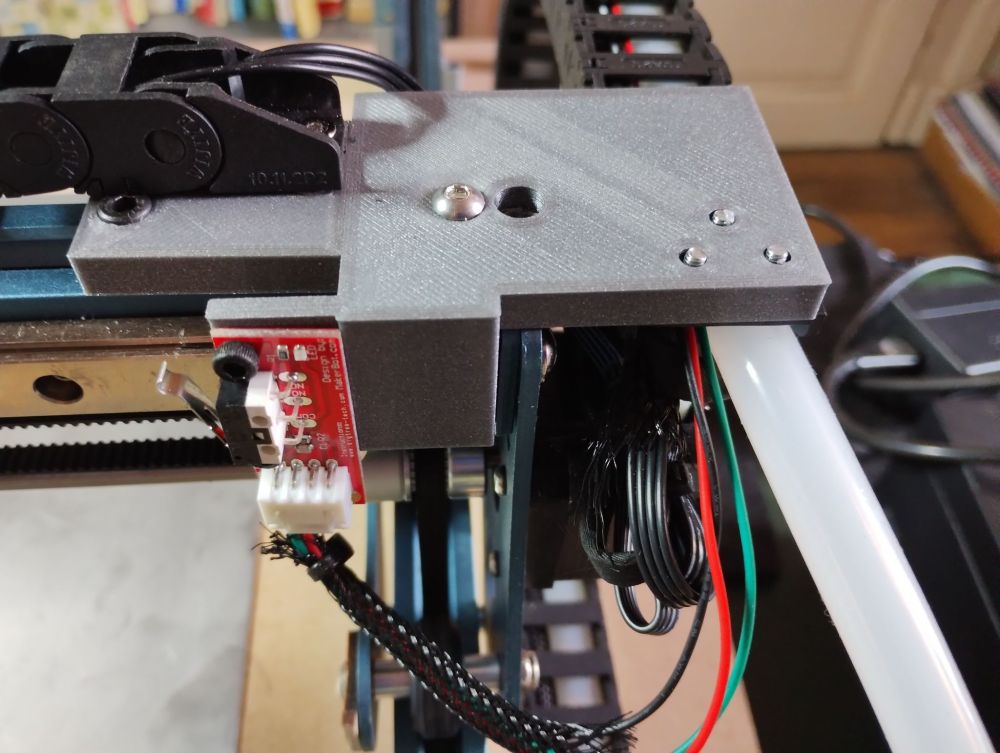
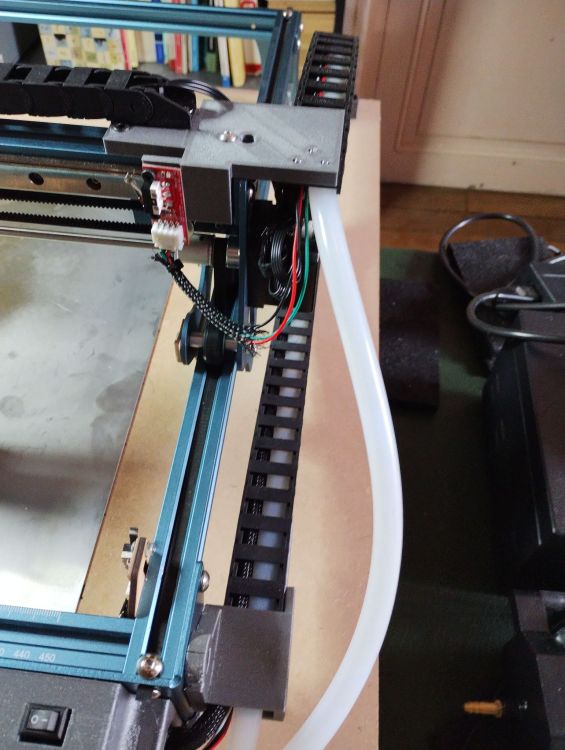
We've got a winner C'est effectivement une pièce faite scrupuleusement en appliquant cette méthode avec Openscad. Mon laser Sculpfun S9 est dépourvu d'interrupteurs de fin de course et comme @Yo'je n'aime pas voir les câbles trainer (bien qu'ils ne risquent pas d'emporter la pièce comme avec une imprimante 3D). En photo sur le S9 :

 1 point
1 point -
Salut, Après t'avoir aidé, tu n'utilises pas ton propre firmware? Quel est exactement le problème qui t’empêche de l'utiliser? Ce serait plus confortable pour toi, non? Tu peux fournir tes fichiers de config si besoin. Sinon, pour définir le décalage X,Y,Z du bltouch par rapport à la buse, tu as juste à envoyer un M851 avec les valeurs de décalage.1 point
-
Un nouveau velus ! Au poil ! Bienvenue !1 point
-
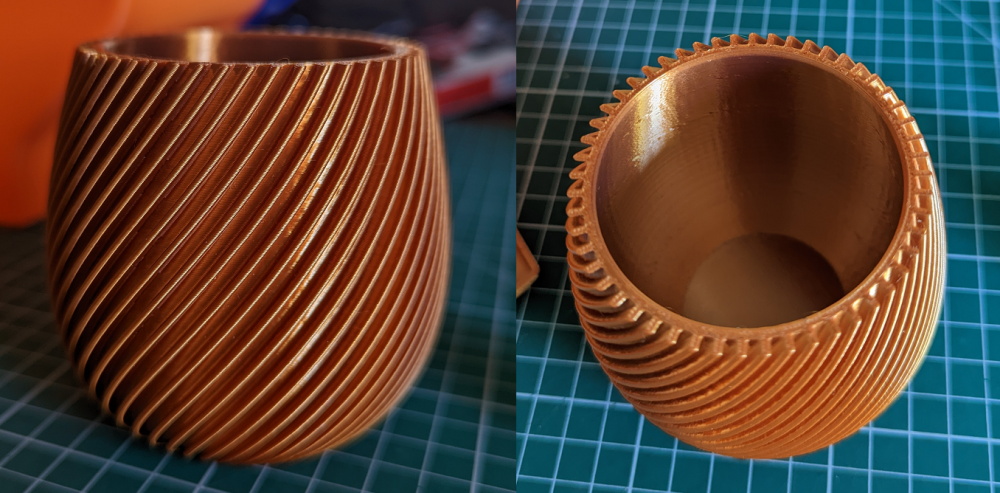
3.500 heures de bons et loyaux services. Ce n'est pas celle qui a le plus tournée, il y en a une qui affiche 4.350 heures (à la brave machine). Comme je l'ai mise sur mon établi, j'ai voulu lui faire une révision générale (j'ai toutes les pièces de maintenance en stock par sécurité). Les arbres de Ø 8 mm ne sont pas rayés, les paliers n'ont pas perdu de bille et sont très propres, les écrous en POM du "Z" ont le même jeu que les neufs, par principe j'ai légèrement retendu les courroies, Au final je suis même un peu déçu de ne pas avoir fièrement remis au top cette bécane, elle n'en a pas besoin. J'en ai profité pour changer les supports des paliers du plateau (vendu dans le kit S+) les cavaliers Ø 2,6mm ne posaient pas de problème, mais il est vrai que les pièces en tôle répartissent mieux les contraintes sur le palier.
 1 point
1 point -
Bon alors @akoirium ... ca a donné quoi ? Pole et podium ?1 point
-
Perso je tenterais directement dans le slicer, au cas ou un bug ferait que le changement direct sur l'imprimante ne soit pas pris en compte.1 point
-
Une question bête ... le diamètre de la buse renseigné dans le slicer est bien le même que celui de la buse installée sur la machine ? Ca arrive de mélanger les buses dans la boite et de monter une autre taille par inadvertance. Ou d'oublier de rechanger de profile après avoir imprimé avec une buse plus grosse (ou plus petite). Mais je pencherais aussi pour un débit trop important. Comme l'a dit @RFN_31 : vas y carrément ! Slice avec un débit franchement inférieur et vois le résultat.1 point
-
Bienvenue Mais si tu veux que nous oyions, il serait préférable de nous y inviter par "oyez"1 point
-
Bienvenue à toi et bonne découverte avec l'impression 3D. Tu m'as appris un truc mdr, je faisais toujours "citer" en bas du message et j'enlevais ce qui ne concernait pas la citation. Comme quoi après plus de 3 ans sur le forum je découvre encore des choses sur ses fonctions !1 point
-
Belle initiative, je ne sais pas le montant total mais ça doit être non négligeable connaissant les tarifs/qualité Prusa. L’axe Z et la carte mère sont disponibles sur le site Prusa ? J’aurais bien été intéressé (un jour je passerai à la résine) mais n’ayant actuellement pas trop le temps je ne voudrais pas prendre tes pièces pour qu’elles fassent la belle aux bois dormants pendant de nombreux mois. La SL1 est une belle petite bécane de ce que j’ai vu. Par contre quelle différence par rapport à la SL1 + ? La taille d’impression/écran. @PPAC c’était un concours facile à gagner pour accueillir une envahisseuse de plus (comme disais ce cher @Savate).1 point
-
Pas si rouillé que ça (l'important est que ça fonctionne) : Il n'y a pas de «pneus neige» ou «été» sur mon Laser bien qu'il y ait des bandes de roulement sur les galets de guidage, bandes de roulement «toute saison»
 1 point
1 point -
Avec l'indice je dirais une fonction "pneus neige" ... ( Et zut ... j'ai oublié de faire ma punition ... A exécuter dans une invite de commande linux ... for (( I=1 ; I < 101 ; I=$I+1 )) ;do echo "je ne dois plus faire de HS au risque sinon de subir les foudres des modérateurs ($I)" ; done oui mon bash est rouillé ... il doit y avoir moyen de le faire plus simplement ... donc je me fait tout petit )1 point
-
Salut @OlivierK, En plus de la réponse de @methylene67, tu trouveras également des infos ici. Comme tu l'as deviné, ça tourne autour de la chauffe de la buse: soit c'est la thermistance, soit la cartouche de chauffe, soit le réglage du PID soit une ventilation trop zélée qui perturbe la régulation1 point
-
Pour revenir au sujet, avec une prévision de C.A. de 107 milliards $, on comprend mieux le nombre d'entreprises dans ce secteur d'activité et la recherche galopante dans de nouvelles techno. Toutes les activités industrielles ont le même schéma sur le long terme. Nous sommes actuellement au meilleur moment du développement (beaucoup de nouveauté, de jeunes sociétés et de très grosses, ça part dans tous les sens), c'est fabuleux. Puis arrivera l’ère du regroupement dans les techno très au point et rentables (déjà beaucoup moins marrant pour nous les petits). Les rachats succéderont aux rachats, les progrès seront principalement sur les couts de production et sur la fiabilité. Au final, il ne restera que quelques super-entreprises qui se partageront le marché avec chacun une spécialité. (franchement lus drôle du tout) C'est ce que nous avons vécu avec : L'automobile, l'informatique, la vidéo, les jeux électroniques, etc.1 point
-
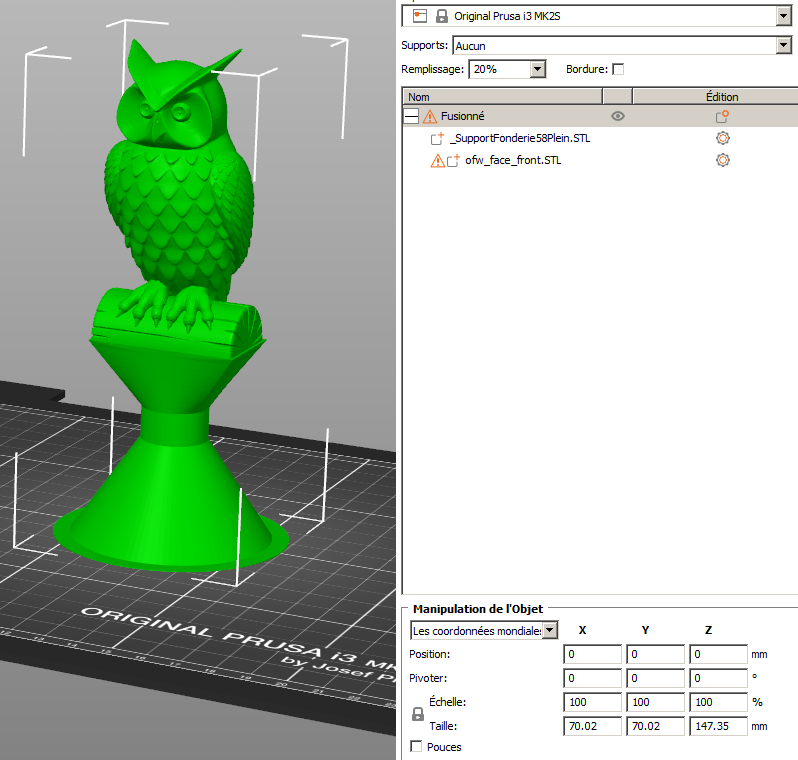
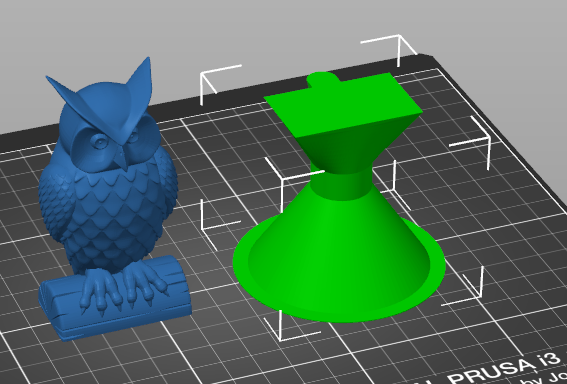
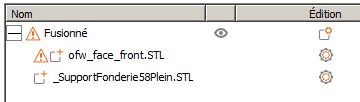
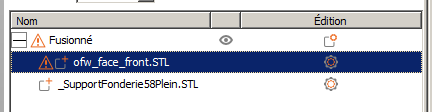
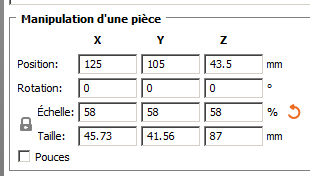
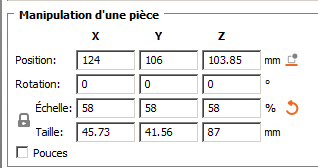
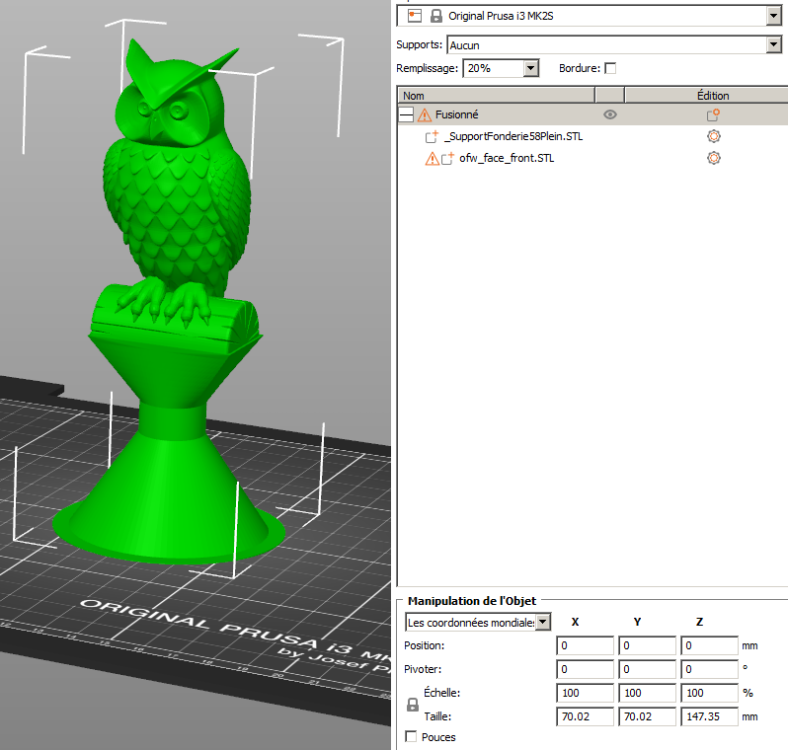
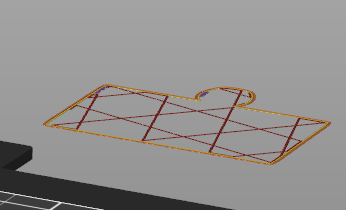
Bonjour, PrusaSlicer permet non seulement d'importer des pièces au format STL pour les imprimer mais aussi quelques opérations basiques de modélisation : - création de formes simples (boîtes, cylindre, ...) - fusion de formes - découpage d'une pièce Ca peut être extrêmement pratique. Ces fonctions sont utiles pour ajouter : - un brim "épais" intégré à la pièce - une languette pour faciliter le décollage d'une pièce - un brim renforcé localisé à un endroit précis (par exemple un disque sur un angle ou une partie de petite taille qui risque de se décoller) - un support unique fait à la main J'utilise notamment ces fonctions pour fusionner une pièce modélisée avec mon logiciel maison et un fichier STL tout fait (typiquement une figurine). En effet, j'ai du mal à traiter l'inclusion d'un STL existant dans un de mes modèles... informatiquement, un STL c'est juste un gros tas de triangles, les calculs sont complexes, surtout lorsque le STL comporte des erreurs. Malheureusement, les formes importées dans PrusaSlicer sont "collées au bed" et on ne peut pas modifier le position selon Z... Plusieurs utilisateurs se plaignent de cette limitation... mais en fait c'est possible de passer outre, j'ai trouvé comment faire. Voici un exemple : Sur le plateau on aperçoit deux pièces, je voudrais les fusionner de telle sorte que la figurine soit "posée" sur l'autre pièce : C'est contre-intuitif mais il faut d'abord fusionner les deux pièces, même si elles ne sont pas bien positionnées l'une par rapport à l'autre. Car il est possible de modifier la position des pièces même quand elles sont fusionnées, et l'intérêt est que PrusaSlicer "colle au bed" uniquement le résultat de la fusion ; on peut donc modifier la position en Z des pièces l'une par rapport à l'autre. Ensuite, il faut aller dans l'arborescence à droite : Cliquer sur le nom de la figurine (ici, ofw_face_front.STL) En bas à droite, on peut alors modifier la position de la pièce, y compris en Z : Il faut entrer les bonnes valeurs, à calculer en fonction de la hauteur désirée : (note : j'ai aussi déplacé l'autre pièce pour qu'elle soit centrée en X/Y sur la figurine) Voilà le résultat : Important : après la génération du GCODE (sliçage), penser à parcourir les couches, en regardant ce qu'il se passe au niveau du "raccord" pour vérifier que la fusion est bonne : Sans cette précaution, l'impression peut rater ou avoir un défaut d'aspect et/ou de solidité important au niveau du raccord. A bientôt
 1 point
1 point -
Update, Après avoir échangé avec Chitubox qui m'a renvoyé vers Anycubic, j'ai réussi à obtenir une réponse ! La mono 4K ne peut générer de RERF customisable, néanmoins, ils m'ont envoyé des mises à jour du firmware et une matrice RERF pseudo modifiable (en gros, une incrémentation de 0.25s par modèle et la possibilité de choisir la valeur de départ en modifiant le temps d'expo direct lors du print, si j'ai bien compris). Je vous mets le fichier avec les mises à jour, le RERF et la notice d'explications pour ceux que ça intéresse ! 1662686280ef8173e1e257f6a5.zip Pour la mise à jour du firmware, il suffit juste de copier les fichiers sur la clé usb de la machine et le lancer comme un print.1 point
-
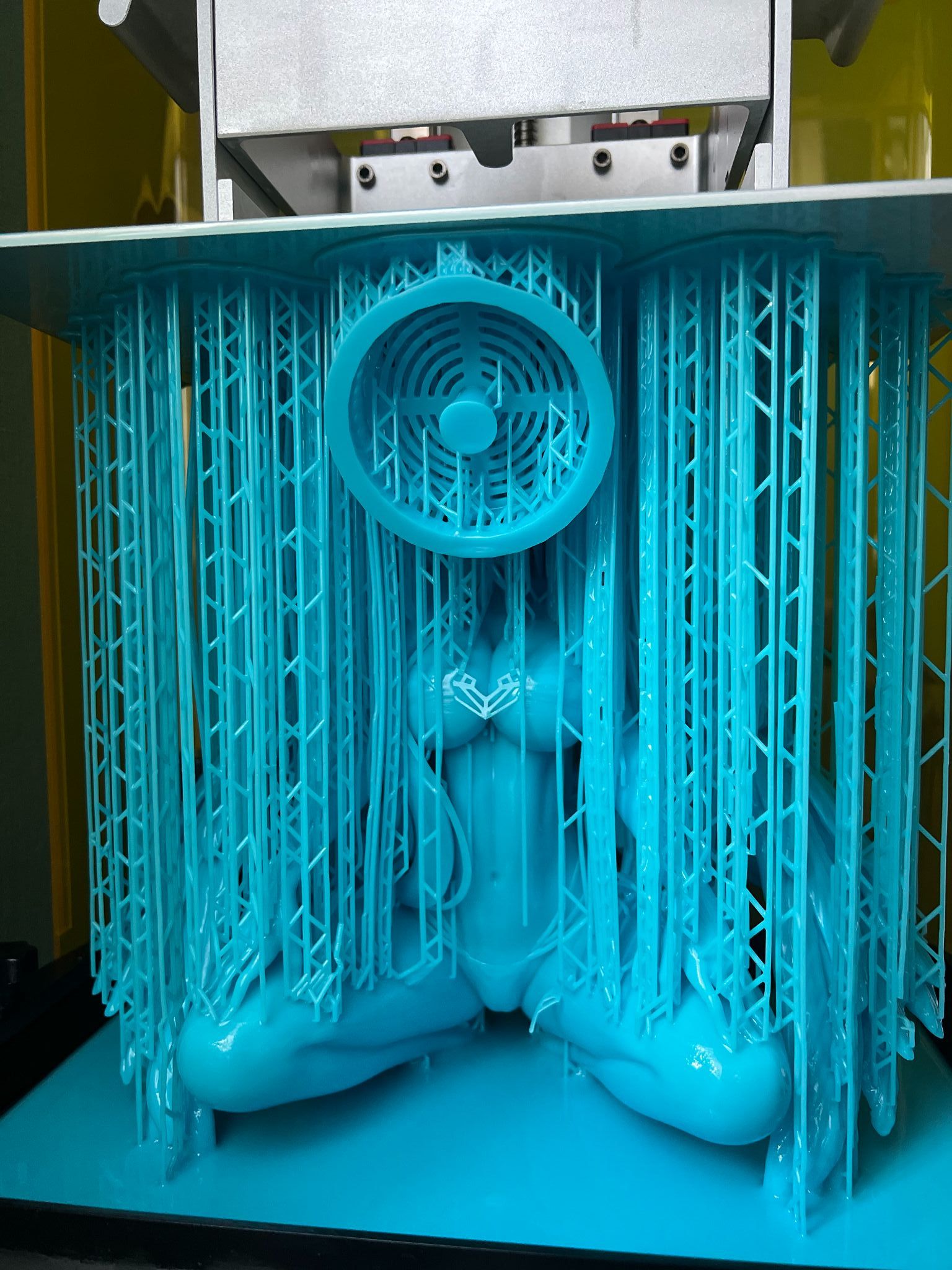
Salut à tous petit retour sur les impressions avec un grand plateau, j'ai modifié certain paramètre tel que l 'exposure off 2S avant, je ne le mettais pas, mais d'après mes recherches ça sert à stabiliser la résine dans le bac une fois le plateau descendu, et franchement ça marche pas mal du tout. J'ai reçu mon Nfep ou PFA, je le changerai d'ici peu, je vais encore faire 2/3 impressions avec les paramètres actuels pour iris sur ça marche vraiment. En temps normal le milieu de la figurine serait déjà déformé, mais la ça tient. 26H pour cette figurine, j'ai envie de chialer lol, elle fait toute la surface d'impression de ma M3 MAX quasiment 30 CM de haut. Mes supports sont trop fins 1.3 mn j'aurai dû les passer à 1.5 mn vu la taille de la figurine. 0.5 mn de pointe ça tient plutôt bien.
 1 point
1 point