Classement




Contenu populaire
Contenu avec la plus haute réputation dans 16/11/2022 Dans tous les contenus
-
Concernant la calibration des axes, il ne faut pas tomber dans le piège mille fois répété sur internet se basant sur l'impression d'une pièce témoin. A méditer : https://www.premium-forum.fr/viewtopic.php?f=12&t=1914 extrait : par Jacques » Sam Mai 18, 2019 2:29 pm Avec bien du retard je vais me permettre de dire quelques chose sur ce topic La première vidéo est truffée d'erreurs, une vis avec un pas de 8mm n'existe pas...0,8 je veux bien et ca fait bien 0,1mm pour 400 pas D'autre part une courroie crantée se nomme timming belt, l'idée est bien cette notion de précision. Ce type de courroie ne s'étire pas car elle a des fibres en Kevlar qui évitent l'étirement. Les crans sont exactement espacés de 2mm, ce qui donne un mouvement directement lié au nombre de dents par révolution de la poulie. Sachant que ces courroies sont en principe fermées (pas de bout), on comprend alors que le pas est forcément bien calibré lors de la fabrication. Élongation impossible, pas calibré à la fabrication, il n'est alors possible d'avoir un décalage que lors d'un tout petit déplacement et cette erreur dépend alors de la tension de la courroie. Comme cette tension est variable, tenter de rattraper cette valeur aura une incidence très importante sur les longs déplacement qui seront eux complètement faux. Par ailleurs, toute intervention sur la courroie rendra le réglage des petits déplacement différent. Donc, dans l'industrie, la valeur utilisée est celle du rapport direct entre poulie et pas par tour du moteur sans aucune correction si ce n'est l'éventuel jeu de renversement de marche (passage du mouvement droit à gauche). On parle alors d'un décalage mais fixe (x pas) surtout utilisés avec des accouplements mécaniques (jeu de fonctionnement). Dans le cas du Z nous avons un accouplement mécanique mais sans jeu dans la mesure ou le poids de l'axe repose toujours sur le haut du filetage. Pour l'extrudeur par contre c'est différent car en entraînant le fil avec un galet, un glissement reste possible, de même que les dents qui entrent dans la matière peut réduire d'autant le diamètre de la poulie. la mesure précise étant difficile, le réglage se fait par la mesure du fil qui passe lorsque l'on demande 10cm d'extrusion et on ajuste le pas en conséquence. Par contre le flow de matière par pas dépend aussi du véritable diamètre du fil, de la matière et des éventuelles bulle d'air à l'intérieur. Un réglage parfait dépend alors du fil et sera variable suivant celui-ci. Notez que le flow de l'extrudeur mal calculé donnera des pièces plus ou moins petites/grandes de l'ordre de +/- 0,2mm. Cependant cette valeur d'erreur reste fixe quelque soit la taille de la pièce. Ce sera par contre très remarquable sur un trou de 2mm qui ne mesurera qu'1mm sur l'objet imprimé. Le réglage précis du flow aura une importance certaine sur les articulations qui restent "collés" après l'impression de même pour les supports difficiles à retirer. Ce réglage a donc une certaine importance pour celui qui fait des pièces complexes avec des mouvements et emboîtements. La vidéo du réglage de l'extrudeur est parfaite si ce n'est la seconde partie ou l'on voit que l'on indique le diamètre mesuré du fil au trancheur. Dans ce cas chaque g-code sera lié au fil utilisé (marque, moment de fabrication et machine de fabrication,...). Ce qui revient à dire un fastidieux travail pour chaque impression et qu'un g-code ne servira que pour une seule impression ! Dernier point, si vous changez le rapport X,Y,Z, vous deviendrez incompatible avec les autres imprimantes. Vos STL risquent de ne pas produire la pièce qu'un autre aura dessiné et qui fonctionne très bien chez lui. Une poulie 20 dents entraine la courroie de 40mm par tour et sur 2 tours de 80mm, c'est une constante qui est précise et vérifiable par mesure et ca donne très exactement 80 pas moteur pour 1mm de déplacement. Par contre, en plus de l'effet tension de la courroie sur moins d'un tour moteur, la géométrie de fabrication du moteur peut induire un mouvement angulaire avec une marge d'erreur. Ce problème peut avoir une incidence sur la précision de positionnement lors de petits déplacements mais en aucun cas sur une révolution complète. On retrouve sur ce sujet https://www.premium-forum.fr/viewtopic.php?f=13&t=1868 une courbe moteur sur 1 tour et une erreur maximum de +/- 0,08mm sur 40mm de course. De ce fait, imprimer un cube de 20mm peut entrainer un écart ponctuel max de 0,1mm. Cet écart n'est pas corrigeable par le firmware car il correspond à un défaut physique du moteur. Par contre sur 40mm l'erreur repasse systématiquement à 0. Sur un cube de 40 ou 80mm, l'erreur moteur sera de 0mm Ce qu'il faut retenir : Si vous ajoutez 3% au step moteur de base, vous aurez globalement une pièce 3% plus grande même si sur une petite pièce ca semble compenser un autre problème.3 points
-
non deux Je ne participerais pas à cause du thème, mais je te soutiens toi3 points
-
la version 3.1 ou 95 ? je sors par la fenêtre ->2 points
-
Quasi sûr que ce sont les mêmes, je regarderai la référence exacte à l'occasion2 points
-
Et un pouce de plus . Soyons solidaires Et en plus le modèle de @PPAC est . Bonne chance JM2 points
-
Découvrez l'impression3D bicolore pas chère grâce à la Geeetech Mizar M, avec 2 extrudeurs mais 1 seule buse ! https://www.lesimprimantes3d.fr/geeetech-mizar-m-presentation-20221116/1 point
-
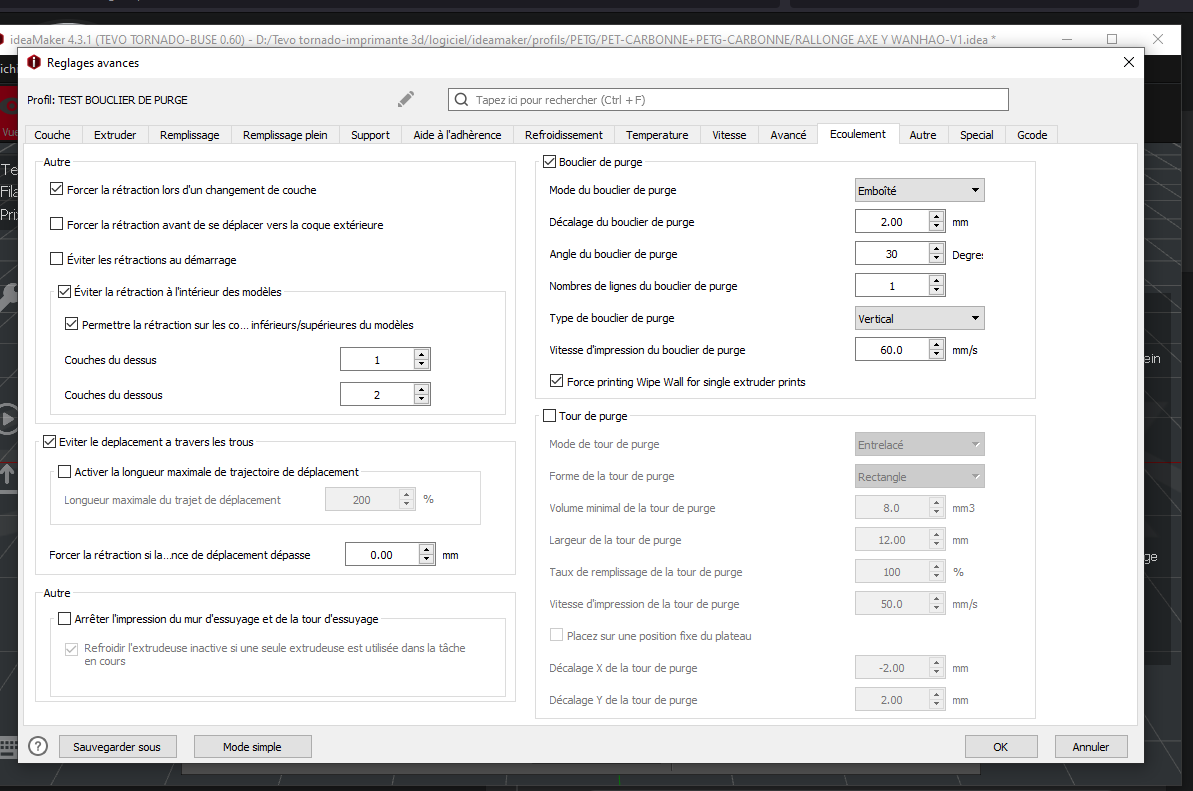
Bonjour a tous,pour infos on peut maintenant sur version 4.3.1 mettre un mur thermique autour de la pièce pour mieux imprimer des matières difficiles ci-joint paramètres

 1 point
1 point -
Bonjour, Il faut aussi éviter les accents dans le noms des fichiers (ex: "é"), un peu comme sous windows mais bon... ++ Clément1 point
-
je pense que la question qui en découle est plutôt pourquoi veux-tu régler ces axes ? Pour corriger quel genre de problème ? Quelles sont les dimensions de référence utilisés et elles sont mesurées comment ?1 point
-
oui ils tapent un peu (je n'ai pas de photos, je vais essayer d'en faire dès qu'elles sont au repos) mais il manque les embases de ton tophat (ça le relève un peu et ça le fait tenir correctement ) Par contre la gaine est plus fine et ne force pas sur la tête (enfin pas trop) avec les entretoises la force est moins transmise au chariot c'est la plaque qui se déforme un peu. Pour les entretoises imprime les à plat, elle seront - beaucoup - plus solides.1 point
-
Si je dis pas de bêtise ce sont bien des 4010 de type turbine qui équipe la V400, mais je ne saurais te dire si ils sont 100% standard comme sur la SR. @Motard Geeksera plus apte a te répondre1 point
-
Je ne vois pas comment tu vois que le plateau penche vers l'arrière.1 point
-
Supports arborescents que la communauté réclame depuis des lustres à Prusa, toujours pas intégrés dans PrusaSlicer pour les FDM. Ca m'a fait sourire de voir qu'eux aussi en auraient besoin. D'ailleurs le premier timelapse montre bien que le plateau est penché en arrière, et pas qu'un peu. Je me demande s'il est possible d'ajuster mécaniquement l'inclinaison globale du bed. Oui c'est compensé par la calibration, mais la base n'est pas d'équerre. Si le CoreXY est bien réglé, le plan XY sera d'équerre, mais pas le plan ZY dans le cas de ce timelapse, pour le plan ZX c'est plus difficile à dire car il y a probablement une butée de réglage des tiges trap. Si vous imprimez l'empire state comme ça, une fois posé sur une table vous aurez la tour de Pise.1 point
-
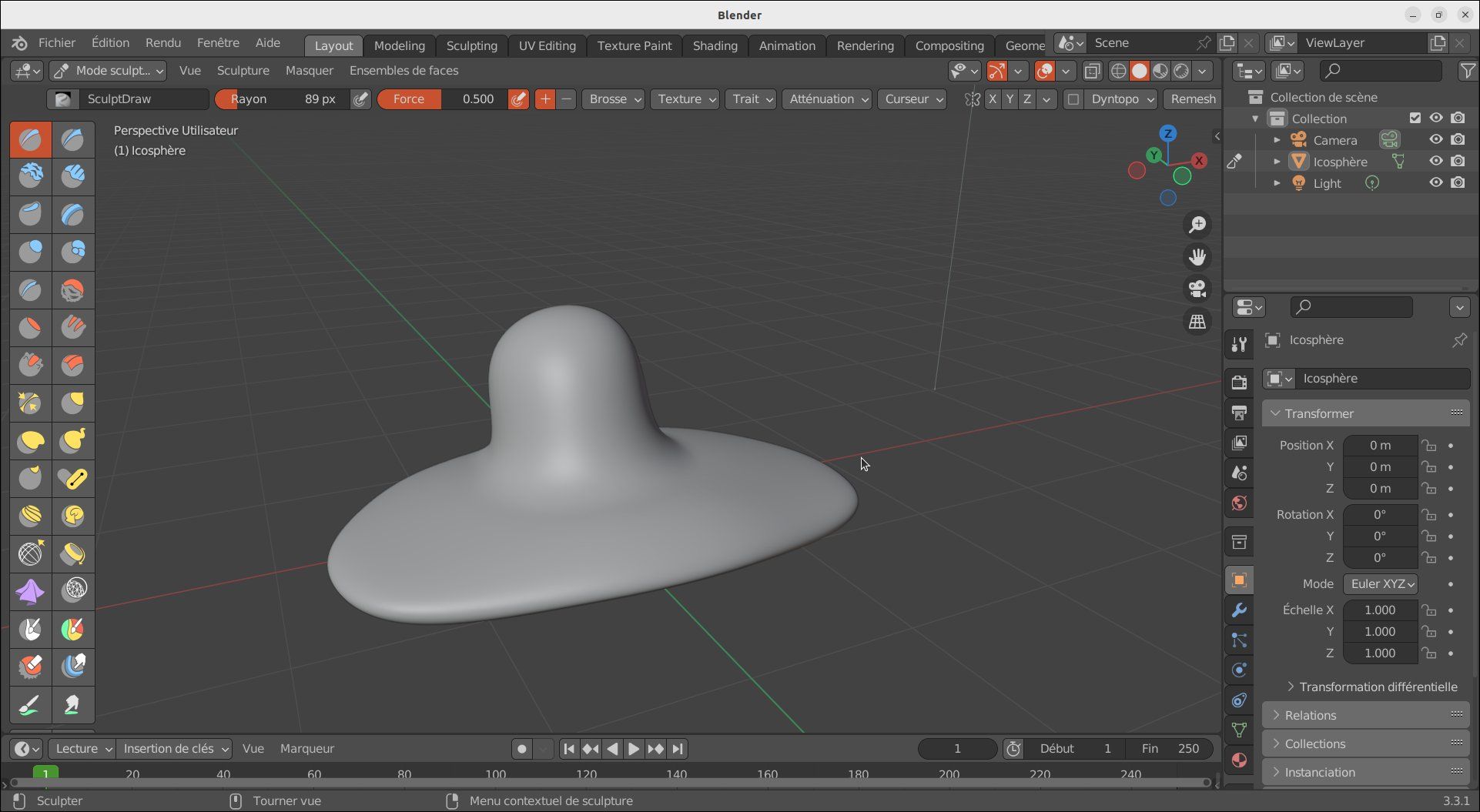
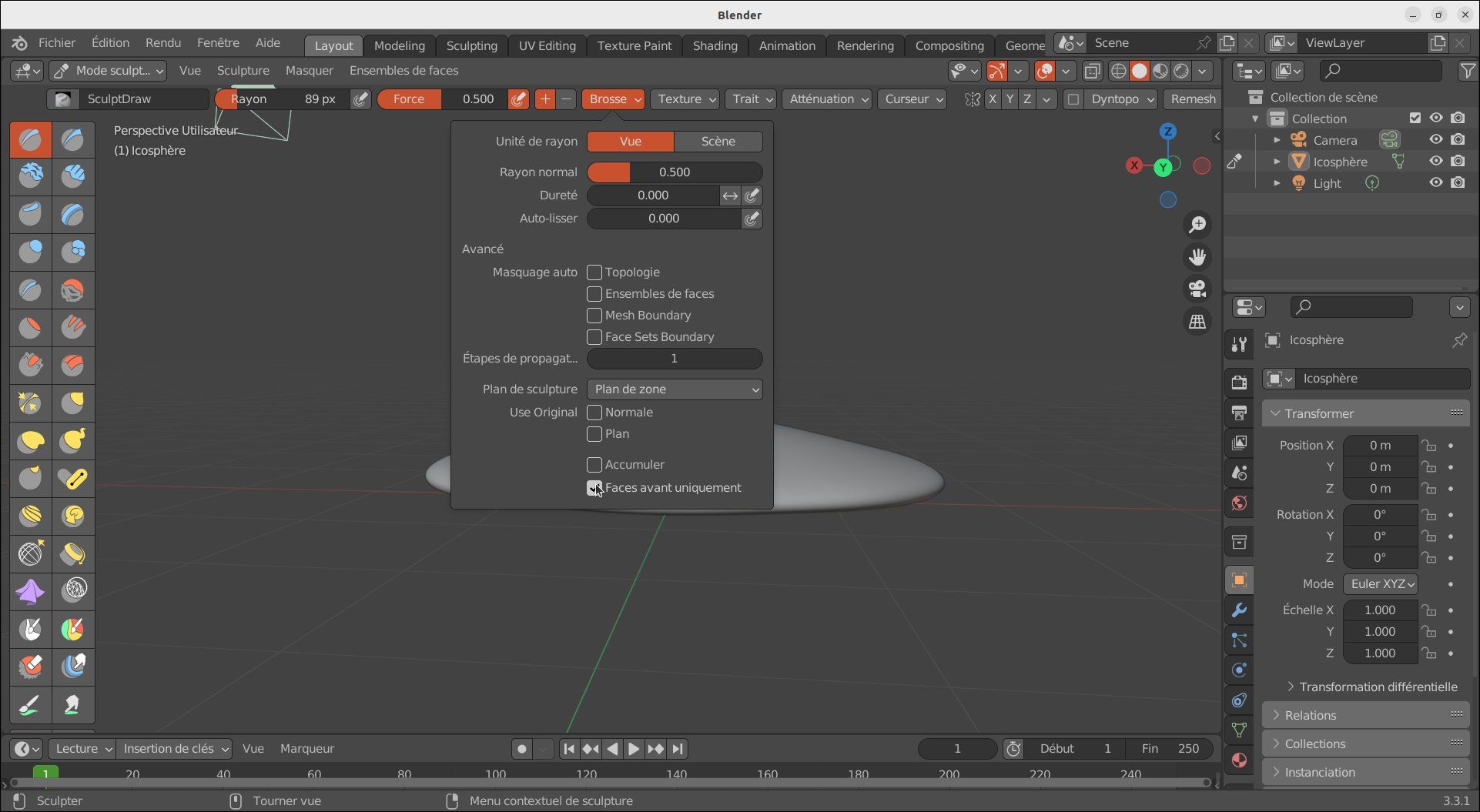
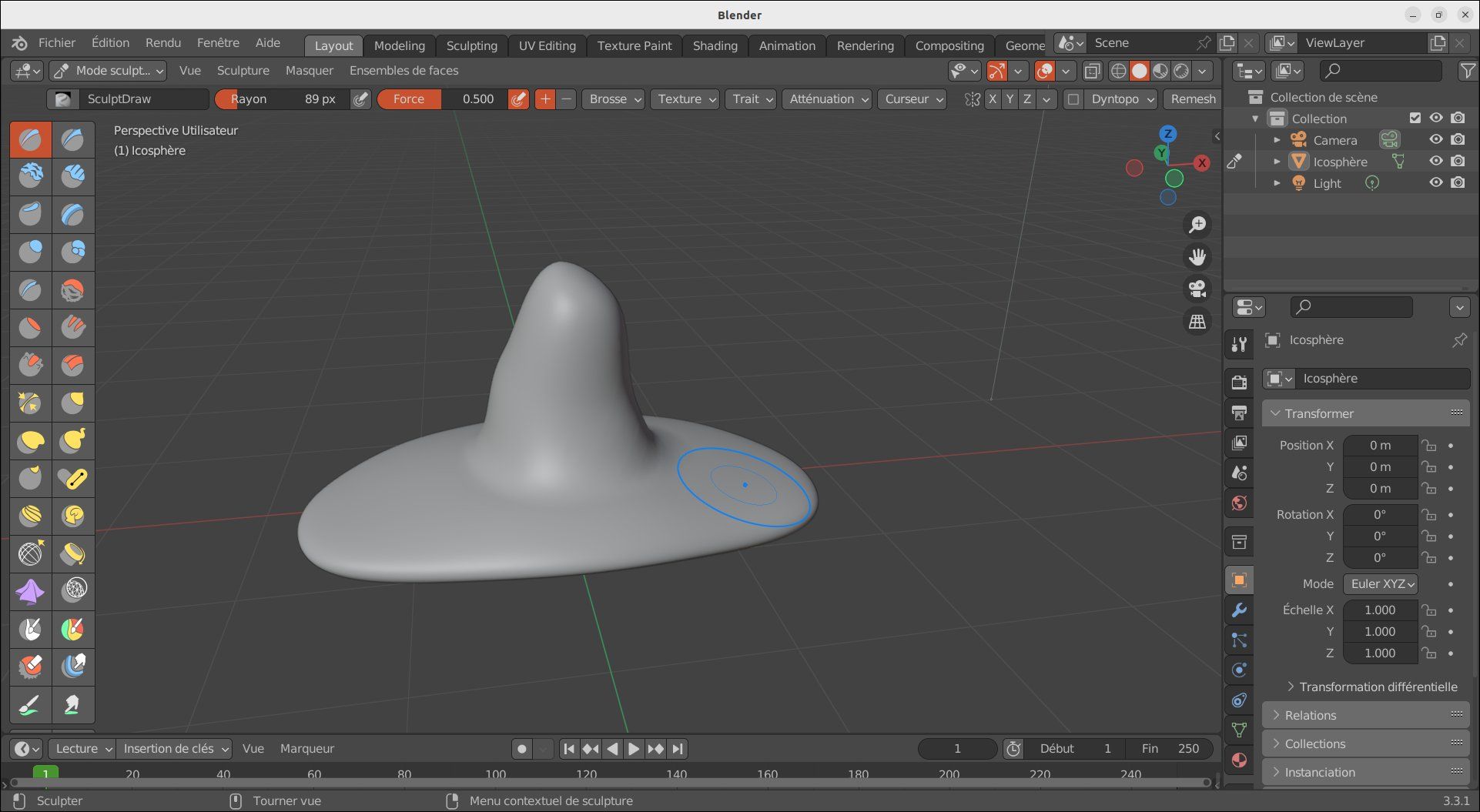
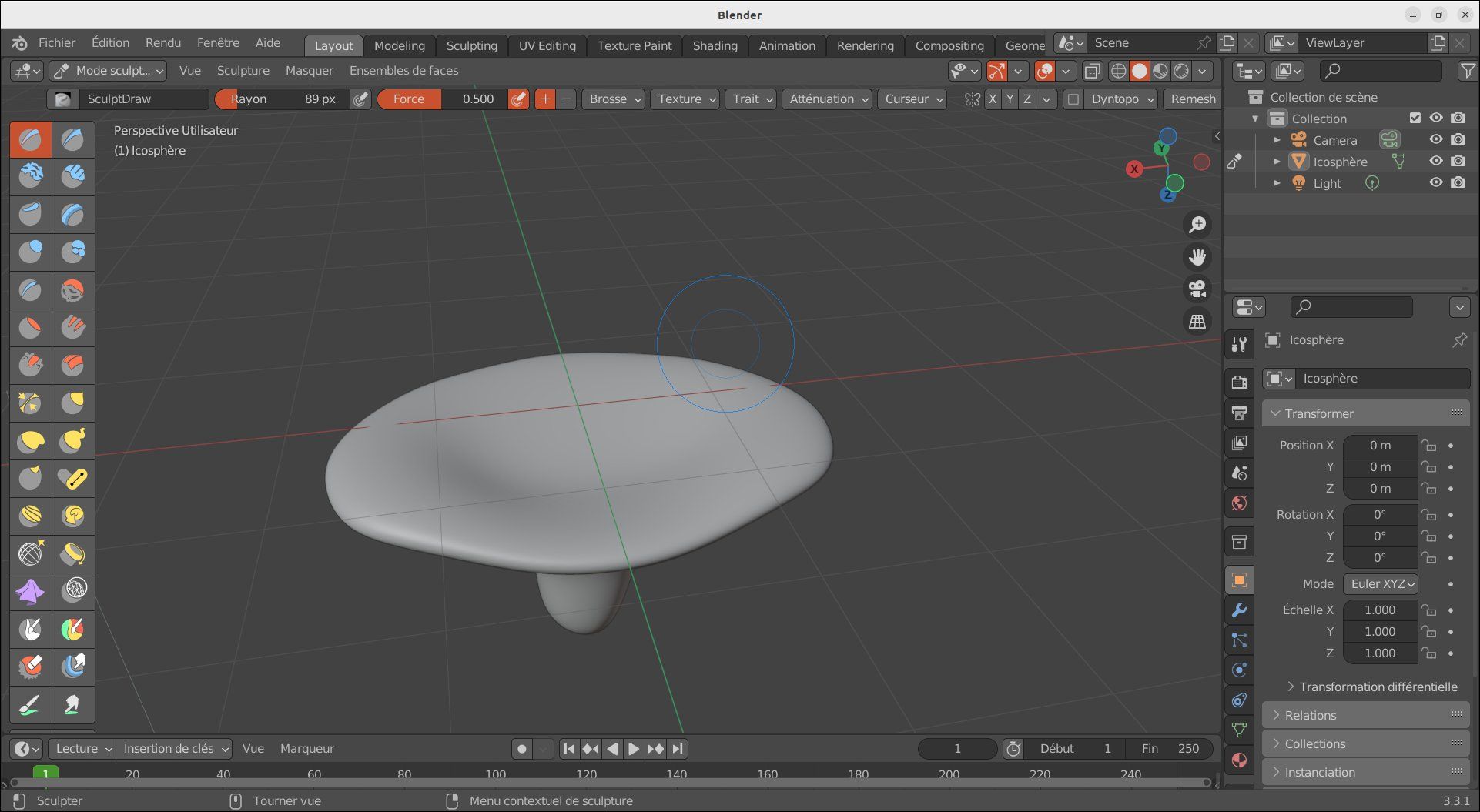
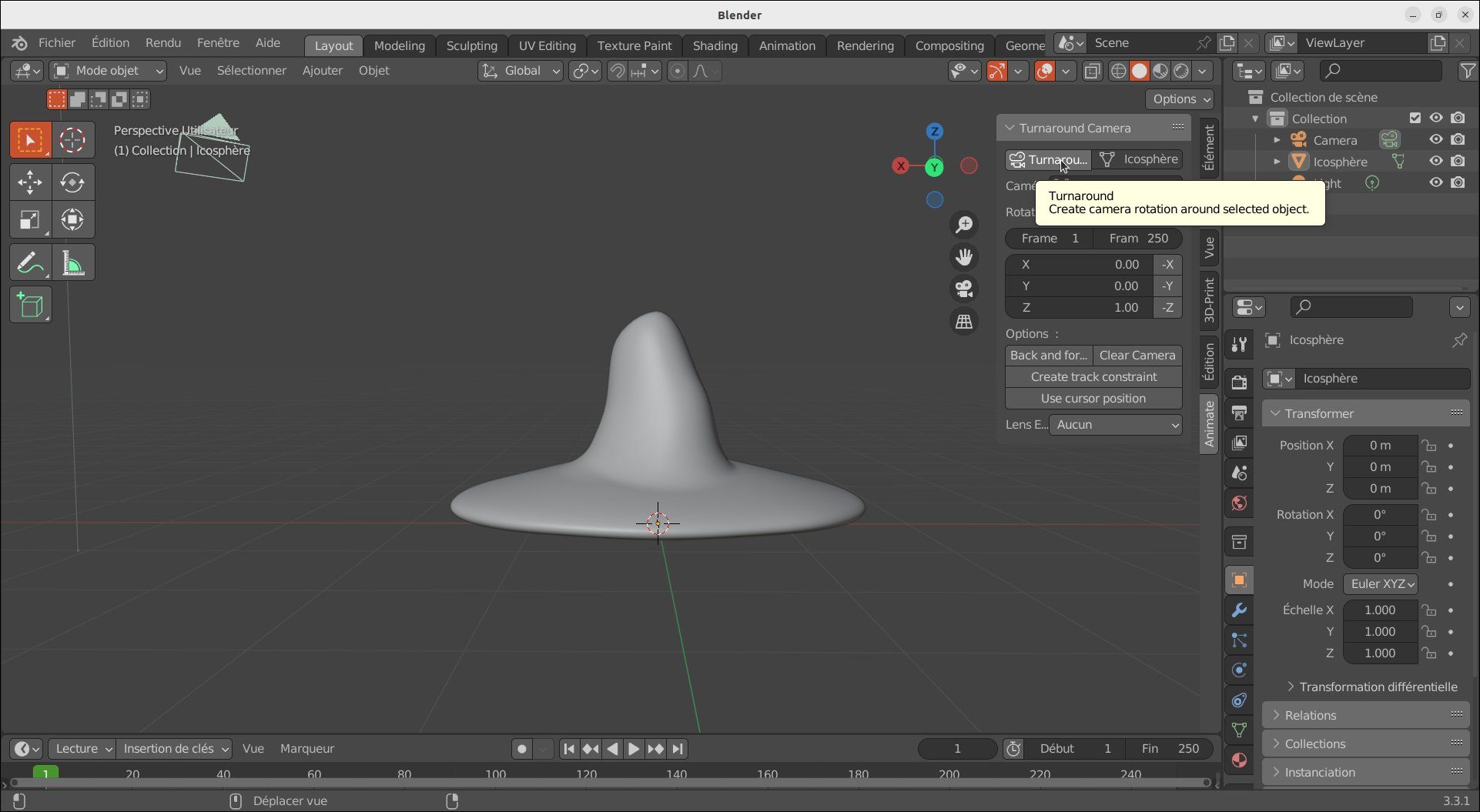
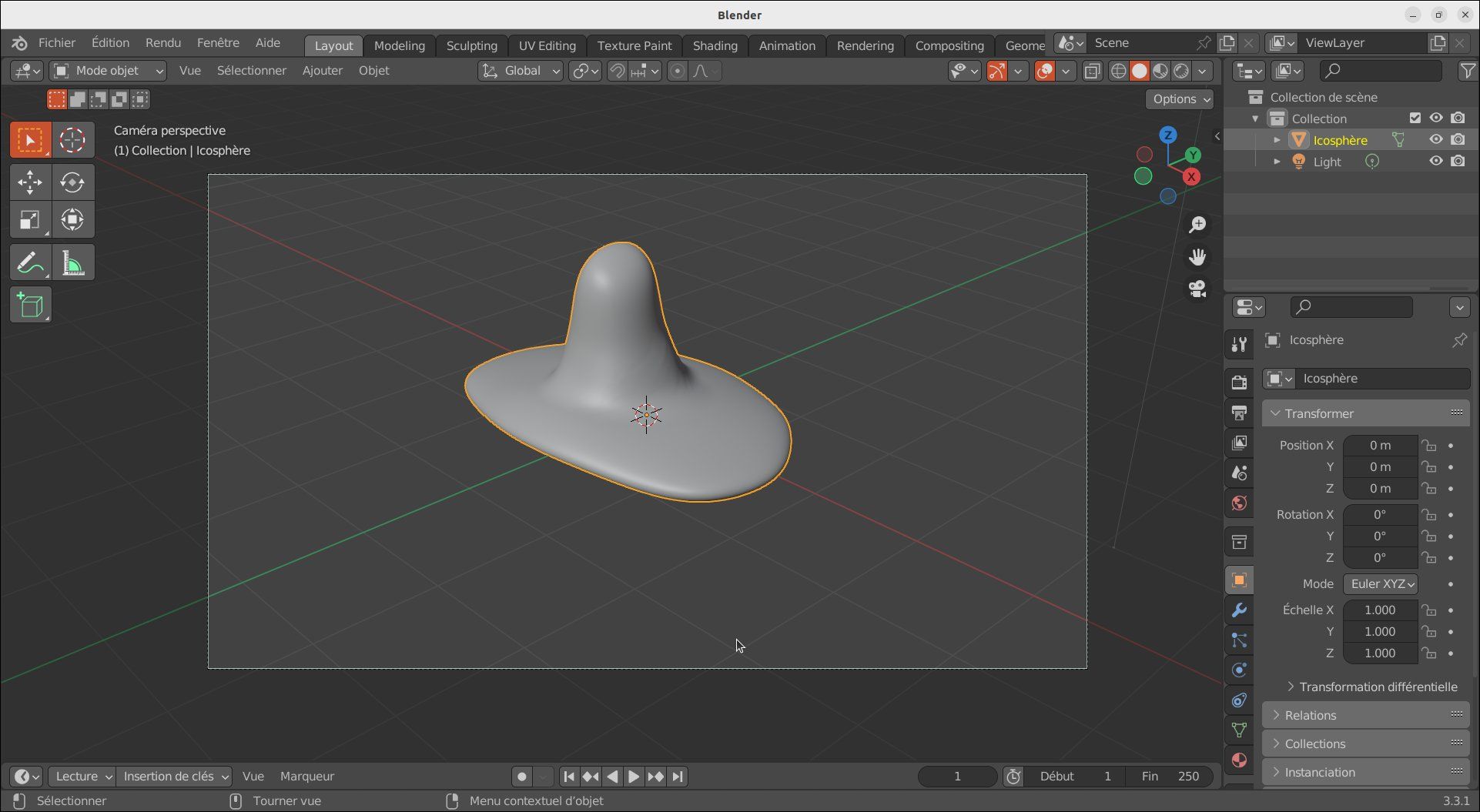
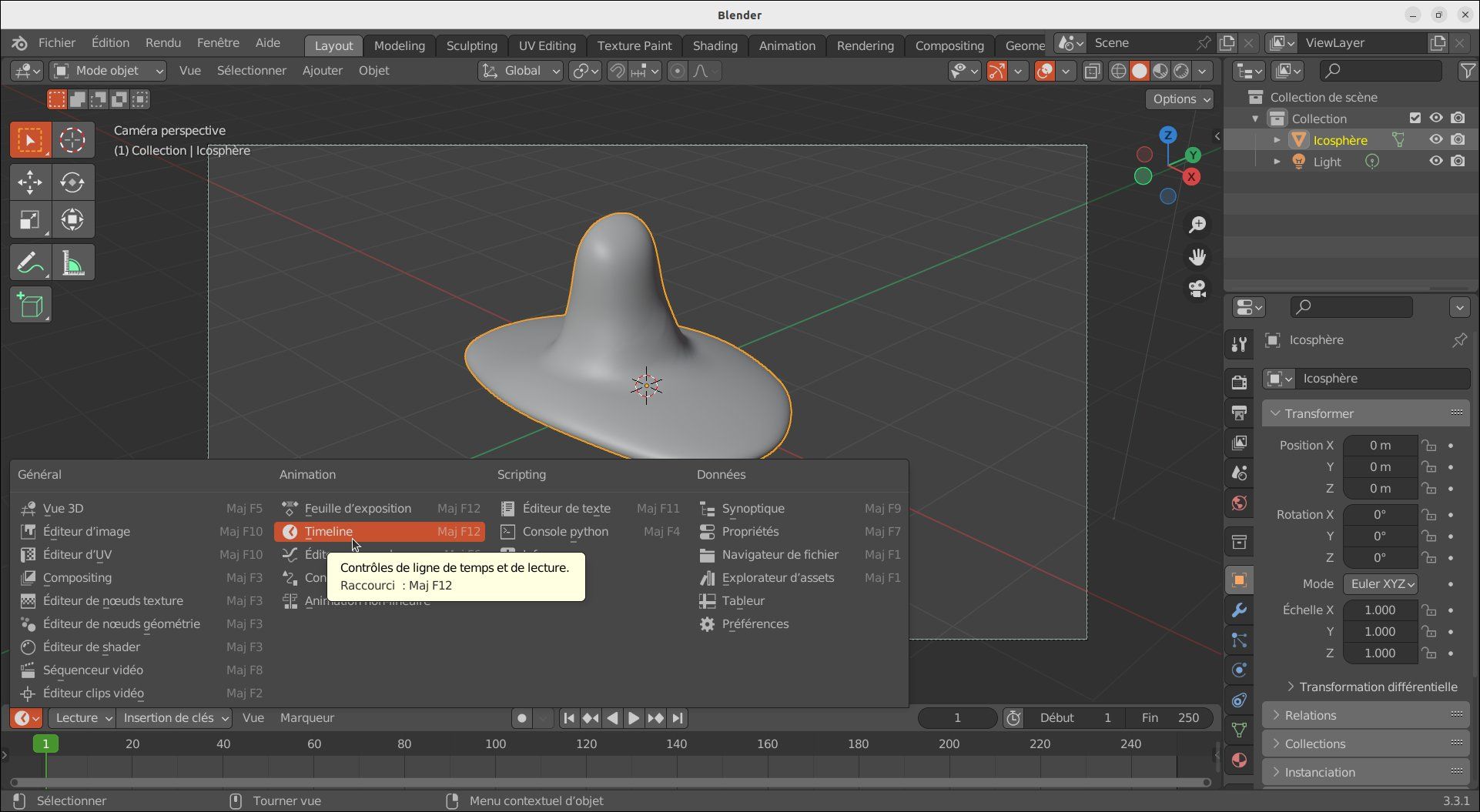
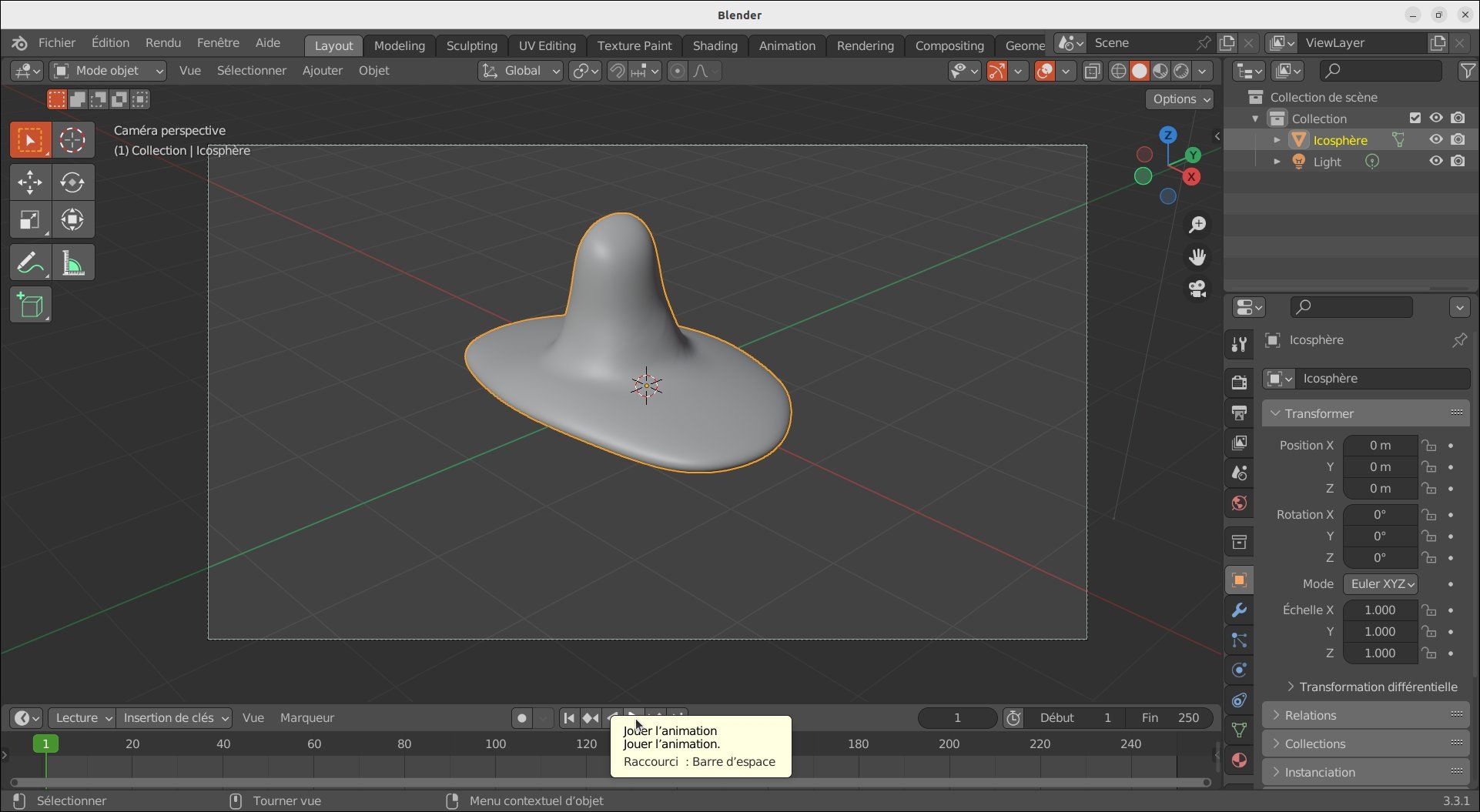
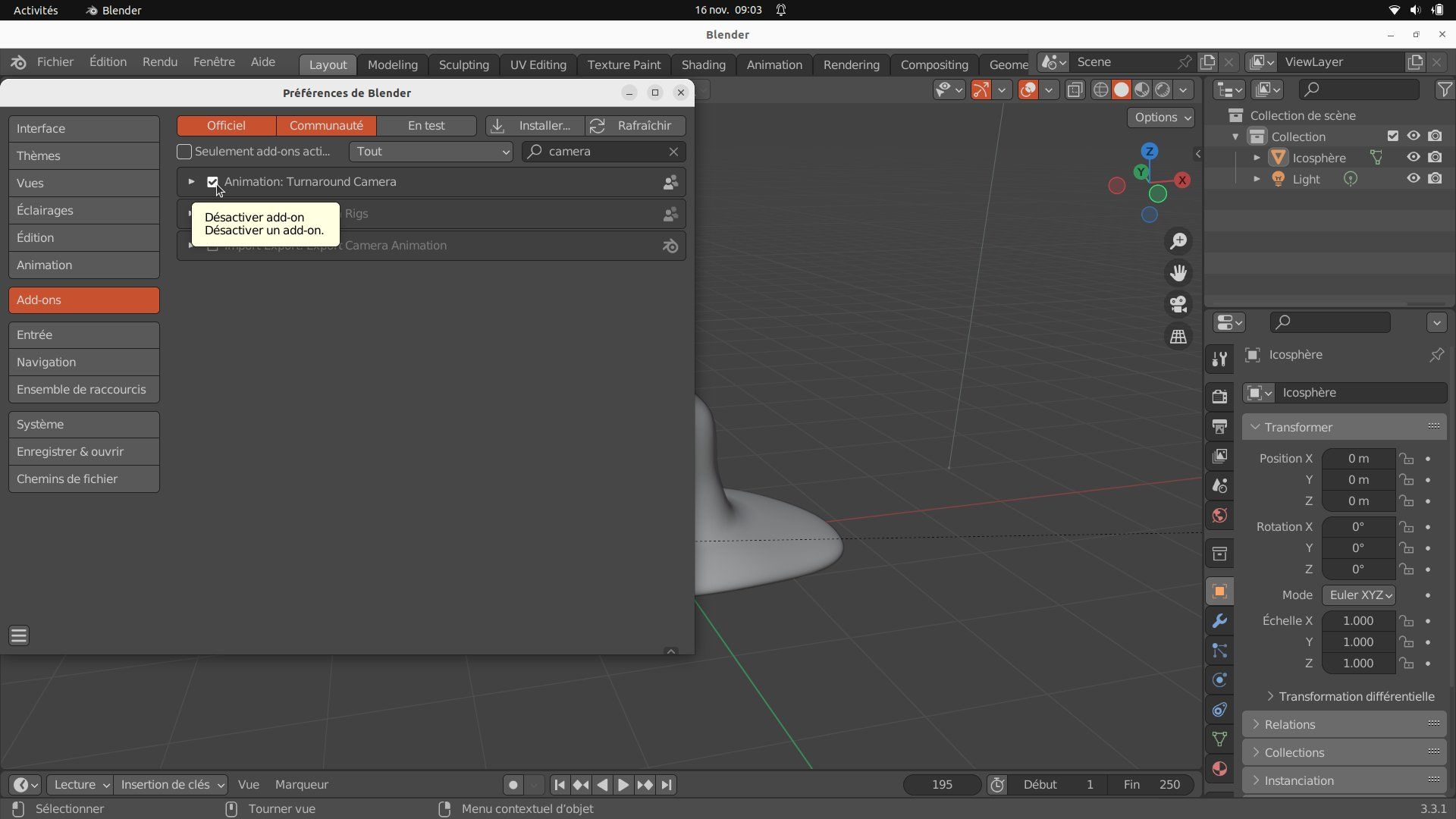
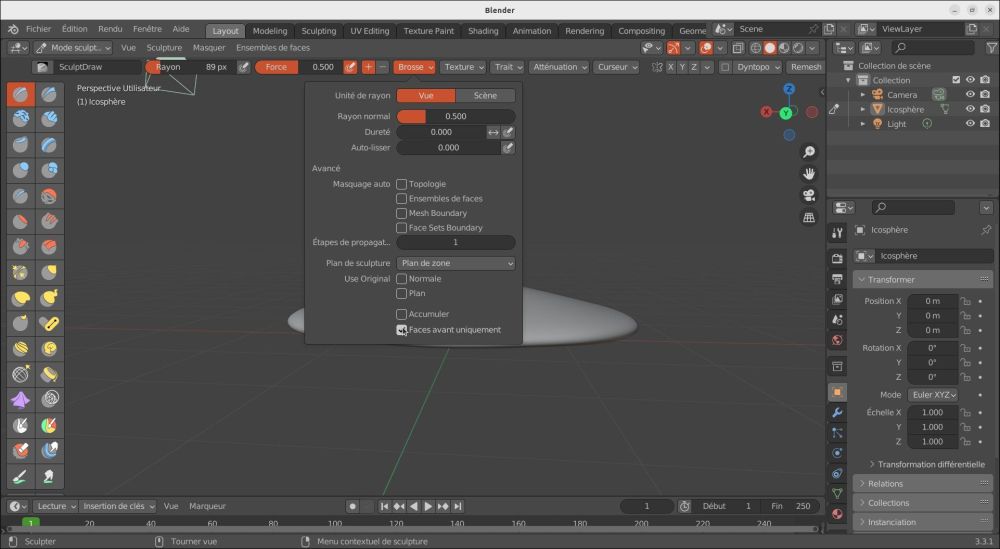
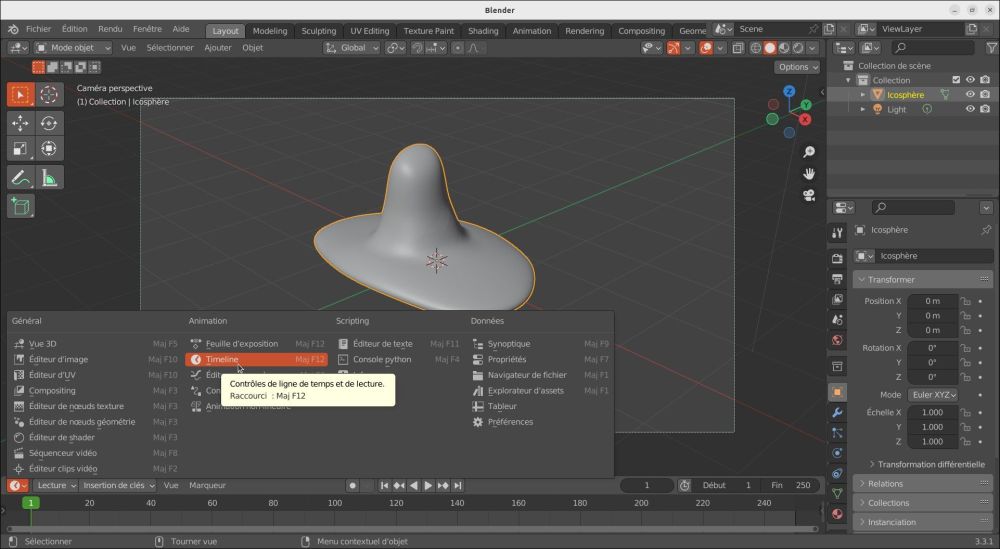
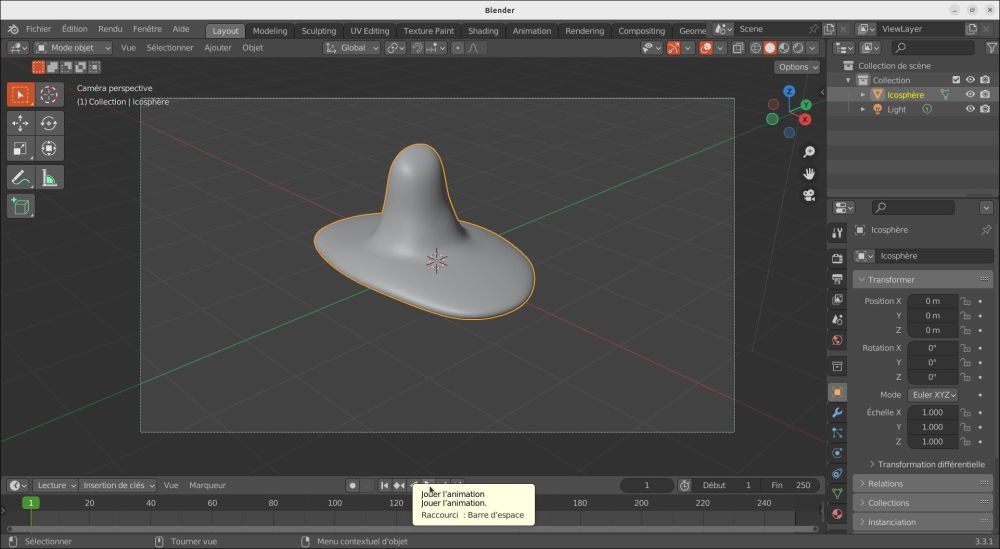
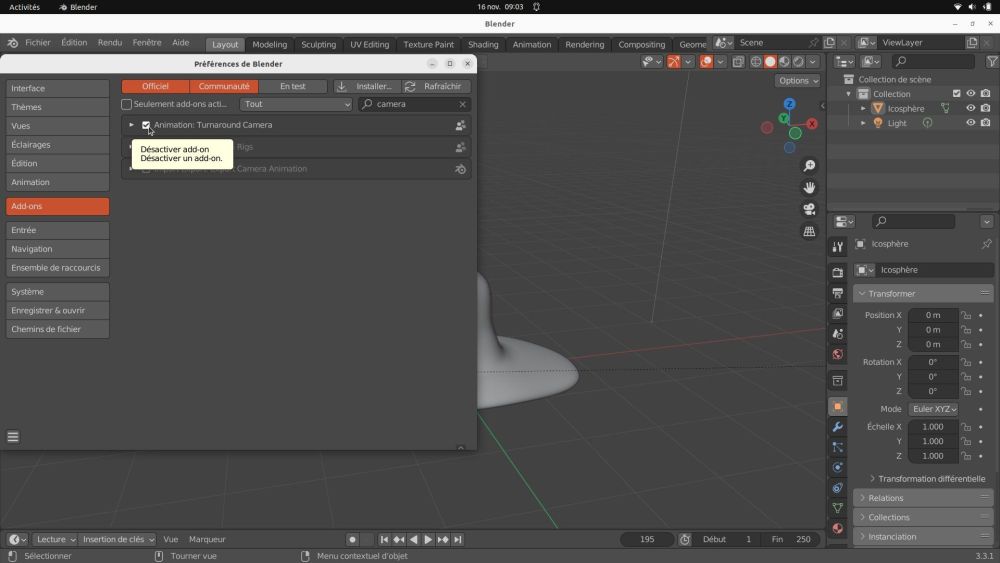
Bonjour, En mode sculpture il arrive parfois quand on utilise un outil , surtout quand l'objet est peu épais que l'effet inverse se produise sur l'autre face et que cela ne soit pas l'effet recherché... Pour remédier à cela il suffit d'ouvrir les paramètres de la brosse et de cocher face avant uniquement... En mode objet il est possible de faire tourner la camera autour d'une scène ou d'un objet... Ce qui s'avère très pratique pour visualiser l'objet en cours de création... Pour cela il existe un add-on : turnarround camera, pour l'installé cliquez sur édition et ouvrez la fenêtre préférence, puis adds-on, tapez camera dans le moteur de recherche... L'add-on est installé dans le volet des propriétés à droite (touche N pour l'ouvrir) sous l'onglet Animate... Cliquez sur Turnarrond pour la mise en fonction. Passez un vue caméra (touche 0). Normalement en bas de votre écran la fenêtre Timeline doit être ouverte, si ce n'est pas le cas, activez la... Vous pouvez maintenant jouer l'animation...
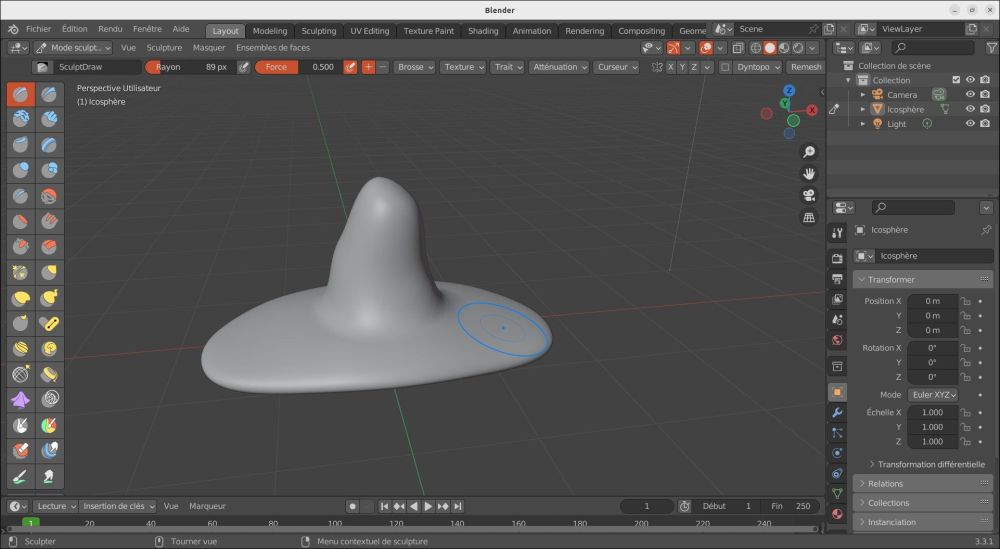
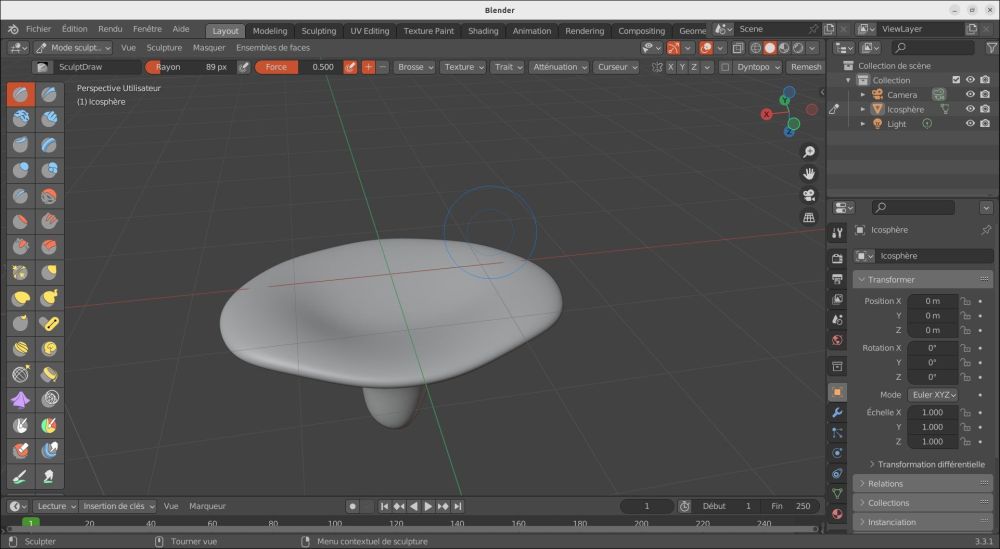
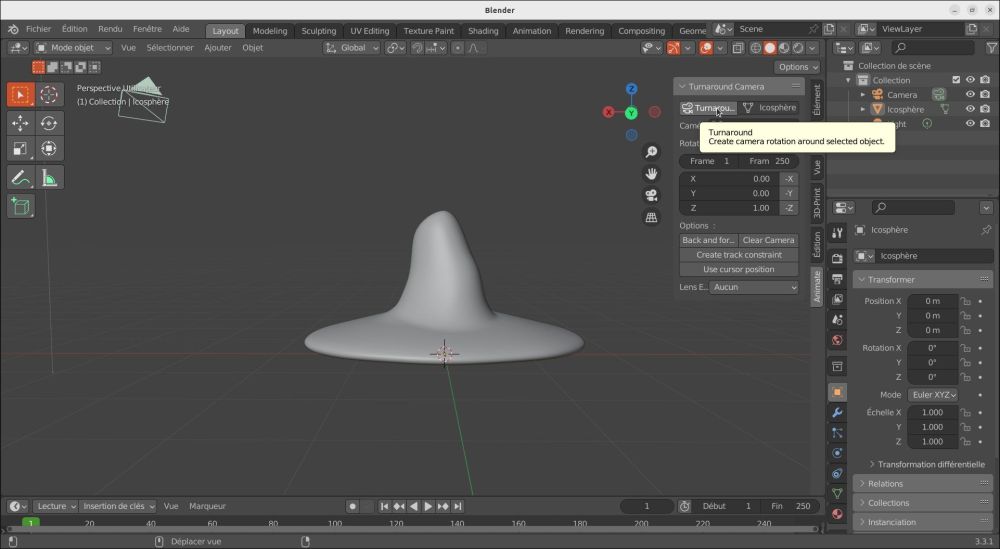
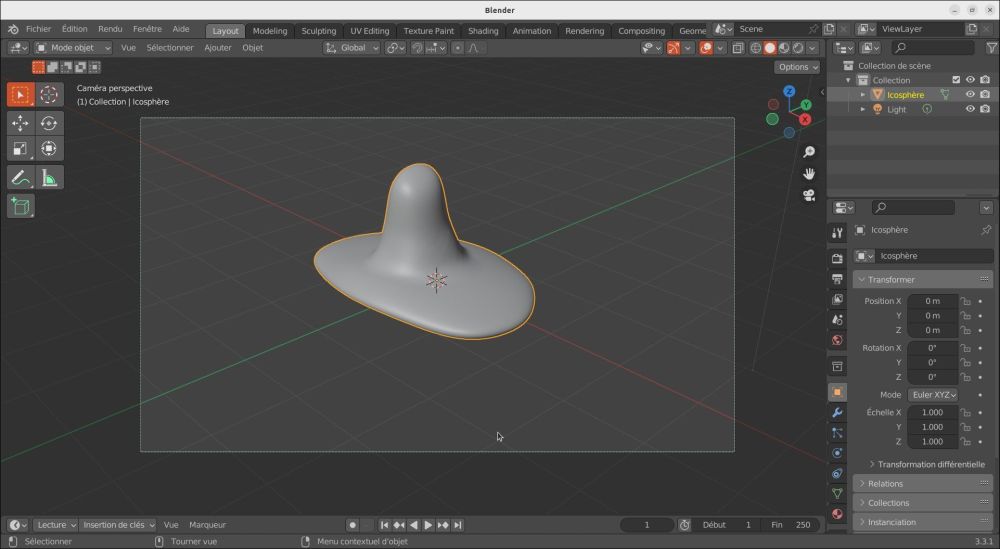
 1 point
1 point -
Ca marche , meme si le decollement n'a pas ete simple. Mais si je dois mettre chaque piece au congel 15mn puis attendre 1h que la plaque se rechauffe, j'ai pas le c... sorti des ronces ! Enfin ... mon plateau magnetique souple devrait arriver dans la semaine... Merci pour ton aide1 point
-
Salutation ! Cela me fait penser a un bug chez moi avec le trancheur PhotonWorkShop qui de temps en temps, je sais pas trop pourquoi, me répété, a un moment une même couche jusqu’à la fin, quand je regarde après tranchage. La je ne pense pas que tu soit avec PhotonWorkShop mais cela ressemble au même genre de bug pour moi. Bien vérifier couche par couche après découpage si cela a pas "bugué". Voir utiliser en plus l'outils UVTools https://github.com/sn4k3/UVtools/releases pour re vérifier couche par couche et en profiter pour analyser qu'il n'y a pas d’îlots non supporté ou de coupe de succion. Aussi, bien souvent les clé USB fournis sont de mauvaise qualité et tu peut te retrouver avec un fichier corrompus pour l'impression. ( https://www.lesimprimantes3d.fr/forum/topic/47791-tuto-comment-choisir-et-formater-sa-carte-sd-ou-sa-clé-usb/#comment-497933 ) Enfin un bug de tranchage peut être accentué par l'utilisation d'un modèle 3D avec des erreurs. ( vérifier et au besoin corriger le modèles 3D avec https://github.com/3DprintFIT/netfabb-basic-download/releases ) Edit : Aussi préférer sauver sur ton disque puis copier le fichier sur ta clé USB ( car il y a souvent une conversion de format lors de l'enregistrement par le trancheur qui peut "buguer" sur des clé USB de mauvaise qualité et certaine version de trancheur n'affiche même pas d'erreur en cas de manque de place ou d'écriture incomplète du fichier sur la clé.) Enfin, ne pas oublier de bien éjecter la clé USB. Tiens nous au jus.1 point
-
Pour traduire, tu peux utiliser le site Deepl : https://www.deepl.com/translator Les résultats sont plutôt bons.1 point
-
Bon j'ai un peu fouillé le firmware il est tres bien, mais comment étalonner le Z, au depart , quand on fait les reglages initiaux. De facon plus générale avez vous un guide, un PDF, ou autre, qui détaille les fonctions du firmware, il y'a des choses qui sont obscures... et le baby step c'est le reglage du Z pendant l'impression ? c'est ca ? C'est avec le reglage du baby step qu'on fait aussi le reglage du Z ? c'estr la meme chose ? merci !!1 point
-
Bonjour, Il existe des filaments et des résines "castables" permettant d'imprimer un objet pour l'utiliser en moulage "cire perdue" mais ils sont chers De plus, en cire perdue, il faut imprimer autant de pièces que l'on veut de pièces finales en métal La technique de la cire perdue est similaire à la mousse perdue (lost foam) : http://electroremy.free.fr/19092021JourneesDuPatrimoine/ La mousse perdue est valable car dans le process industriel, il est possible de fabriquer de façon économique les modèles en polystyrène. Sinon, faire un moule en sable "classique", le modèle imprimé en 3D peut servir plusieurs fois, mais la forme de la pièce doit tenir compte des contraintes de moulage pour pouvoir ouvrir le moule et retirer la pièce imprimée en 3D sans endommager la forme (donc, angles de dépouille perpendiculaires au plan de joint) Exemple ici : http://electroremy.free.fr/16092018JourneesDuPatrimoine/ Bien sûr il y a pas mal de contraintes à prendre en compte pour réussir le moulage (évents pour évacuer les gaz, contraintes sur la forme de la pièce, ...) A noter également : le métal se rétracte en refroidissant donc la pièce obtenue en fonderie est un peu plus petite que le modèle original Pour des essais, la fonderie de l'étain ou du plomb est plus facile car la température de fusion est basse - mais attention à la toxicité du plomb. L'aluminium a une température de fusion plus élevée mais raisonnable, ça reste accessible pour un amateur Ensuite c'est le bronze et le laiton, il faut chauffer plus fort, avec un bon four bien isolé et pas mal de propane. Enfin, pour de la fonte il faut des températures encore plus élevées. Ca demande du travail et du matériel, et des précautions vis-à-vis des fortes températures, mais c'est une façon d'obtenir de "vraies pièces" en métal à partir de l'impression 3D. A bientôt1 point
-
Fan 1 c'est le 4020 S, celui qui souffle sur la pièce (sur carte X1, celle au dessus en photo)1 point
-
J'aime beaucoup la qualité du PLA (mais aussi de l'ABS) chez SOVB3D. Et en plus c'est un fabricant français (à l'origine spécialisé dans les brosses mécaniques !). Il y a toujours des promos très intéressantes. Les plastiques "alumine" sont excellents.1 point
-
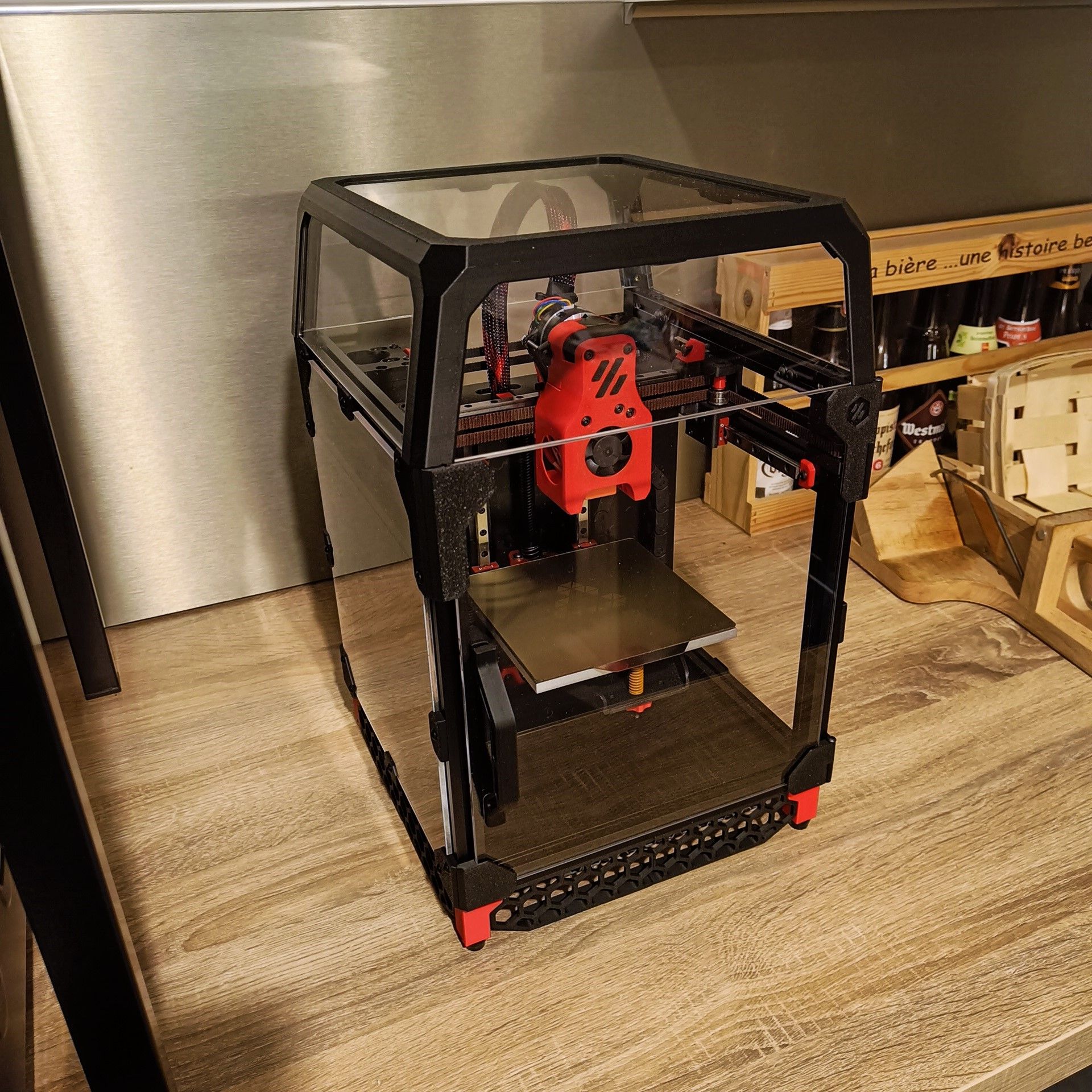
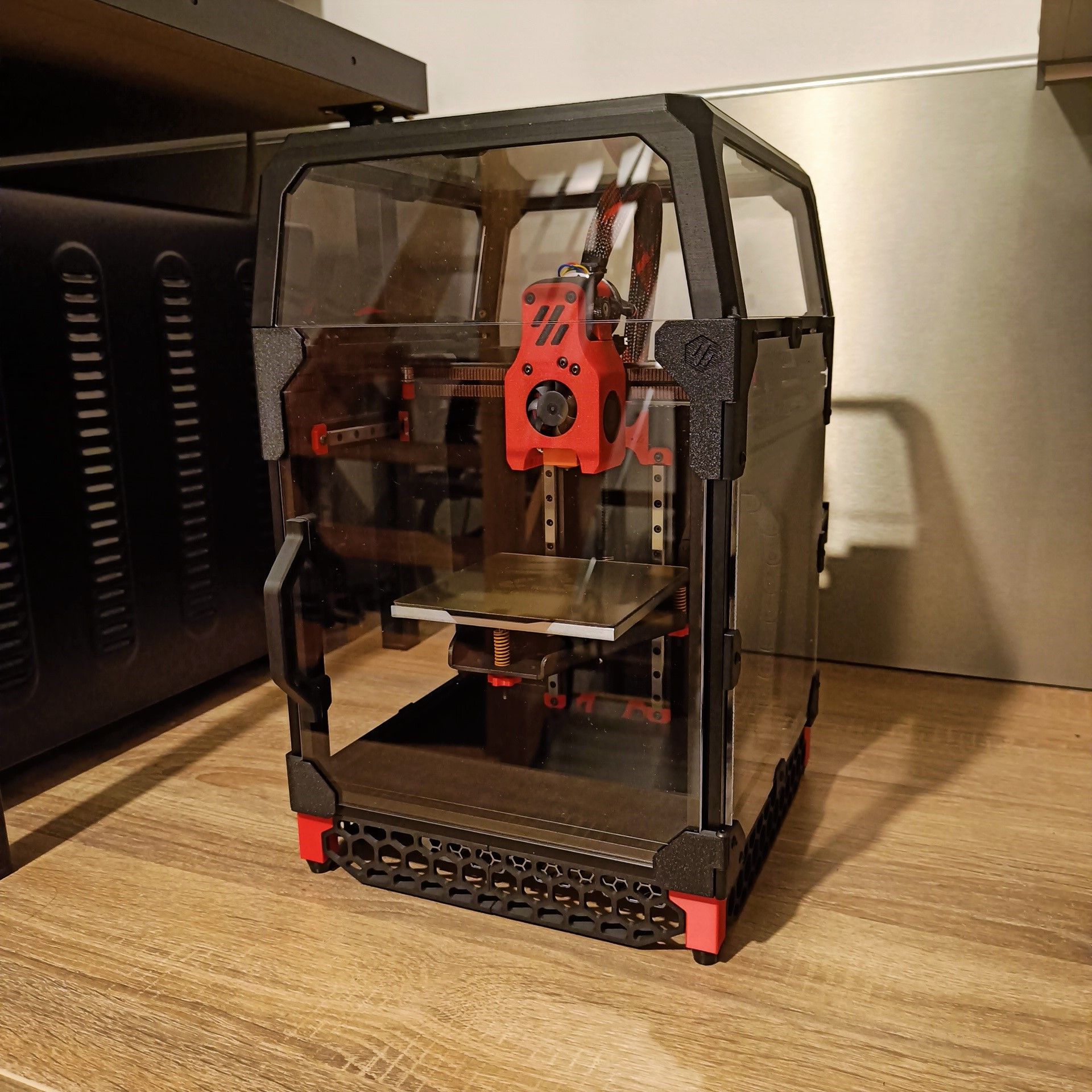
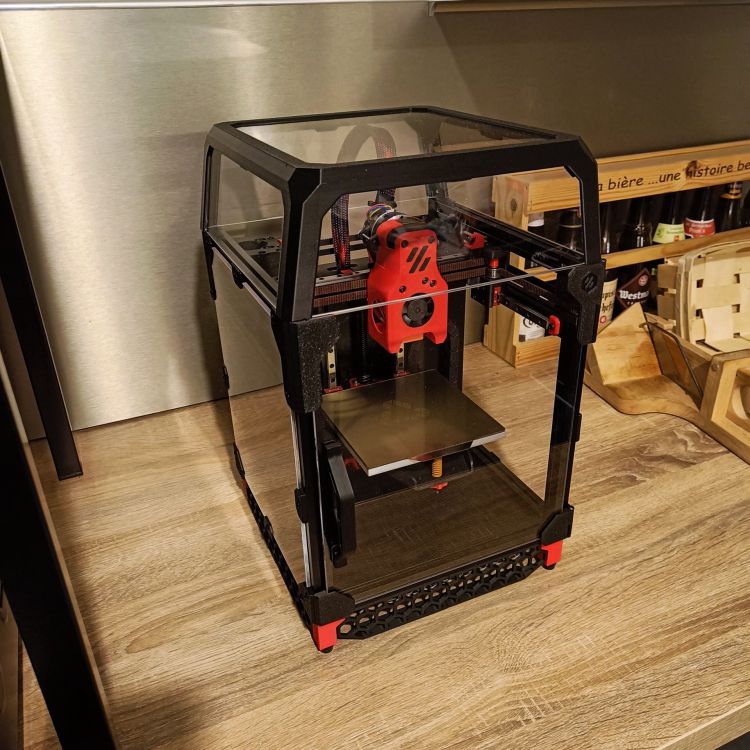
Montage des jupes, des panneaux, du chapeau, du dérouleur de bobine : Petit soucis avec les pions de centrage du Tophat, mon Kit Plexi Lecktor fait 3mm d'épaisseur et les pièces sont prévues pour 2mm. En cherchant sur le Discord Voron, j'ai trouvé un Mod adapté aux panneaux 3mm du Tophat.
 1 point
1 point -
Sur les X2 c'est un peu différent des X1 faut voir le quels est le 4020 des matériel entre la Fan1 et la Fan2
 1 point
1 point -
T'as gagné un pouce bleu ^^1 point
-
C’est avec beaucoup d’émotion et sûrement des regrets à venir que j'ai du prendre cette décision.... L'impression 3d bouffe tout mon temps et je ne sais même plus m’occuper des plus simples tâches ménagères.... J’ai donc décidé de vendre tout mon matériel dont vous trouverez la liste ci-après, les photos sont disponibles en mp sur demande Liste de matos 1 balai swiffer 1 seau 1 serpillière 1 raclette 1 fer a repasser et sa table. Divers produits d’entretien ( mr Propre, Dettol, etc)1 point
-
Bonjour à tous suite au peu d'intérêt que génère mon annonce de la semaine dernière, je modifie le prix de vente. Je dois vendre une imprimante commandée par mon père décédé brutalement en août. J'ai reçue cette imprimante le 08 octobre - son engagement Kickstarter a été fait en juin 2022 Je ne l'ai pas déballée, elle est intacte. Elle comprend aussi : 250g de Bambu Lab PLA blanc 250g de Bambu Lab PLA orange 250g de Bambu Lab PA-CF 250g de Bambu Lab Support W (filament qui fait l'interface entre les supports et la pièce imprimée, à utiliser avec du PLA) Expédition ou possibilité d'enlèvement dans le 03, dans les Combrailles, limite 63 et 23. Prix d'achat hors frais de livraison : 1200 € - Je la propose à 800 € et j'étudie toute proposiiton. Merci.

 1 point
1 point -
Oui l'extrudeur bien réglé j'ai refais 3 fois c'est impec mais bon. J'ai fait une vidéo de l'impression actuelle : https://photos.app.goo.gl/g3CGfzsio1AkSdQg6 Peut être réduire la vitesse ?0 points