Classement



Contenu populaire
Contenu avec la plus haute réputation dans 26/11/2022 dans Messages
-
Salutation Liste non exhaustive ( a compléter ) des trancheurs pour imprimante résines. Chitubox Basic (gratuit) ( Windows, MacOS, linux ) https://www.chitubox.com/en/download/chitubox-free ( version 1.9.4 au 26/11/2022 ) Peut utilise/nécessité des plugin selon l'imprimante Longer https://discord.com/channels/861855807067127818/999493981429829722/1087197728888586362 AnyCubic.CHplugin ... Chitubox pro (payant) https://www.chitubox.com/en/download/chitubox-pro ( version 1.2.0 au 26/11/2022 ) ( version 1.3.0 au 28/03/2023 ) Lychee Slicer free (gratuit) ou Pro (payant) ( Windows, MacOS, linux ) https://mango3d.io/downloads/ ( version 5.0 au 26/11/2022 ) ( version 5.1.8 au 28/03/2023 ) (Personnellement, Lychee Slicer me semble très aboutis sont seul défaut pour moi est qu'il demande un ordinateur puissant) (liens des réseaux sociaux Discord, Facebook, ... https://snipfeed.co/lycheeslicer ) VoxelDance Tango (payant) ( Windows, MacOS, mais pas de version linux actuellement (26/11/2022) ) https://voxeldance.com/Tango ( ? version au 26/11/2022 ) VLARE ( Windows, MacOS, mais il ne semble pas exister de version linux pour le moment (26/11/2022)) https://www.vlare.net/vlare-slicer (version 2.0.3 et 2.0.4 Beta 2 au 26/11/2022) PreForm (gratuit) https://formlabs.com/software/#preform ( Pas encore testé ) Z-Suite (gratuit) https://zortrax.com/software/ ( Pas encore testé ) NanoDLP (gratuit) https://www.nanodlp.com/nanodlp-download/ ( Pas encore testé ) Formware 3D (payant) https://www.formware.co/slicer ( Pas encore testé ) ... Spécifique (selon constructeur / imprimantes ) Prusa Slicer ( Prusa ) ( version 2.5.0 07/09/2022 , Comme en open source https://github.com/prusa3d/PrusaSlicer , il existe des forks qui peuvent prendre en compte d'autre imprimante exemple j'ai vu un dev pour prendre en compte des imprimantes Anycubic Photon https://github.com/ole00/PrusaSlicer/tree/sla_anyphoton_export2 ) Anycubic Photon Workshop 3D Slicer https://www.anycubic.com/pages/anycubic-photon-workshop-3d-slicer-software pas de version linux, version 2.2.19 RC? au 26/11/2022 ) https://cn.anycubic.com/list/596.html version 3.0.2 (au 02/04/2023) Creality Halot Slicer ( Creality ) ( Pas encore testé ) Outils de vérification et modification des fichiers d'impression pour imprimantes résines UVTools ( un indispensable, gratuit et open source ) https://github.com/sn4k3/UVtools/releases Autre ressources J'en profite pour mettre ici des ressources pour les débutant en impression résine L'utilisateur Discord "J3D Tech" présent sur pas mal de Discord d'impression 3D SLA ( Chitubox, Lychee, Siraya Tech, ...) a fait un guide (en anglais (il y a une version approximativement traduite en Fr) ) qui, il me semble, regorger d'informations https://docs.google.com/document/d/1Z8fkzOxEgI9sOTwDKI6CeblpnuP4V8ayYVwZrYGmo44/edit et il y a la playlist YouTube de l'utilisateur Discord "ccatlett1984" ( lui aussi présent sur pas mal de Discord d'impression 3D SLA ) qui fait pas de mal a regarder https://www.youtube.com/playlist?list=PLYdXhy9liQ5e2P-X3W9N4fQ1CvFK747GM ( mais il y a aussi bien d'autre vidéos a regarder sur YouTube sur l'impression résine ) Il m'en maque surement et je reviendrais mettre a jours ce sujet. Mes sources https://all3dp.com/2/sla-slicer-resin-printer/ Reste a faire Mettre les invitations vers les serveur Discord respectif quand il y en a. Si vous avez des avis ou d'autre trancheur SLA a proposer n'hésité pas a laisser un commentaire. Bonne continuation.3 points
-
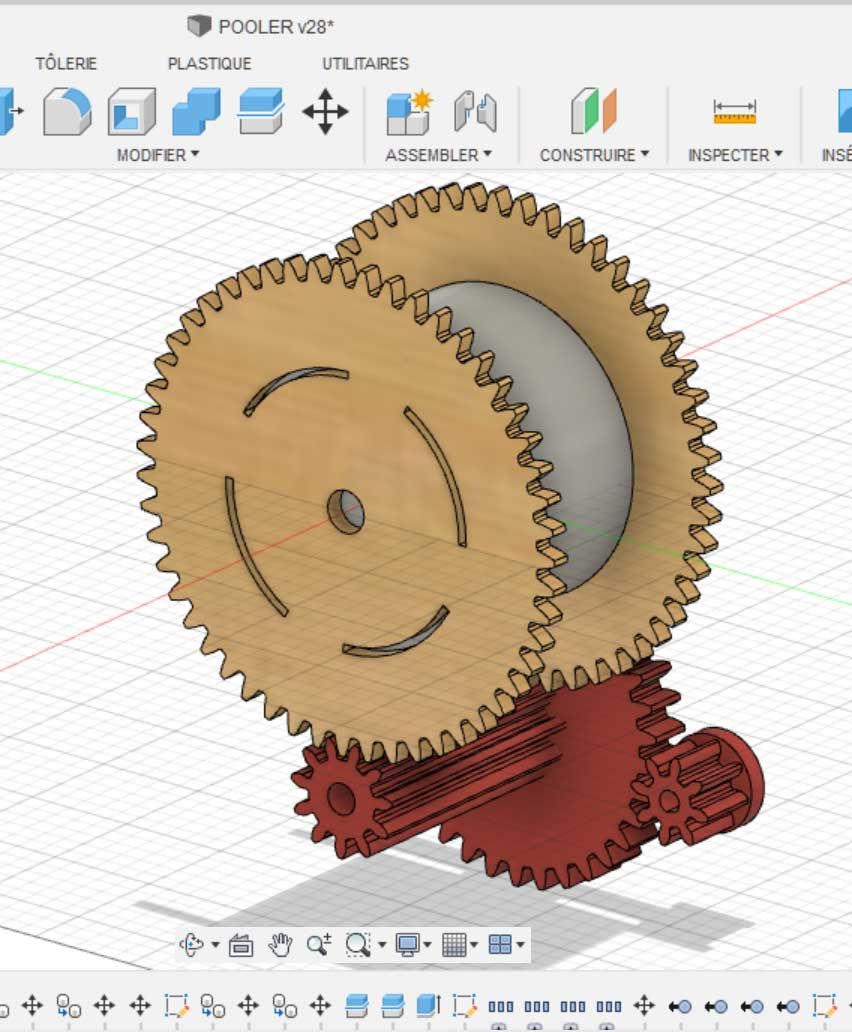
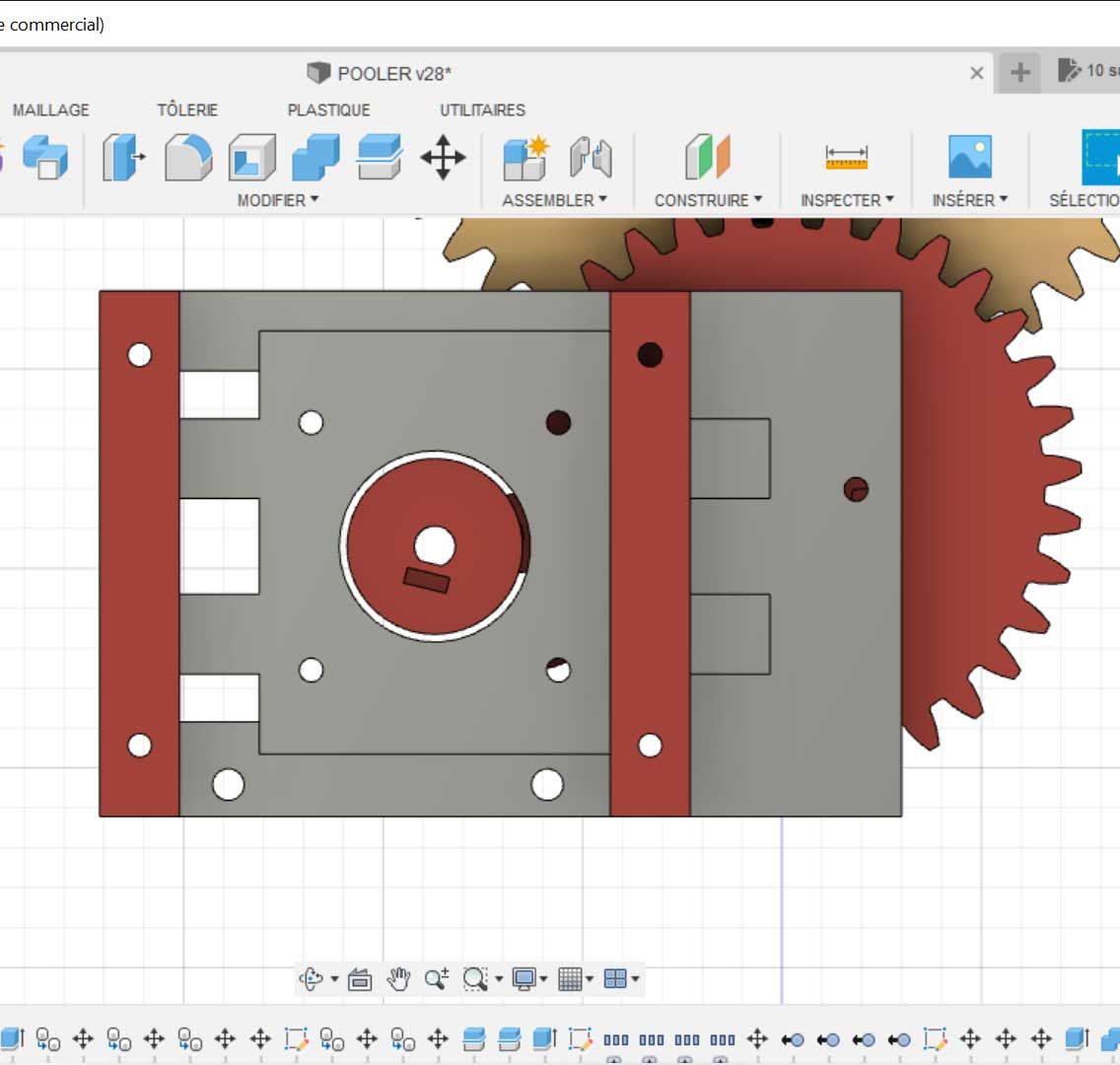
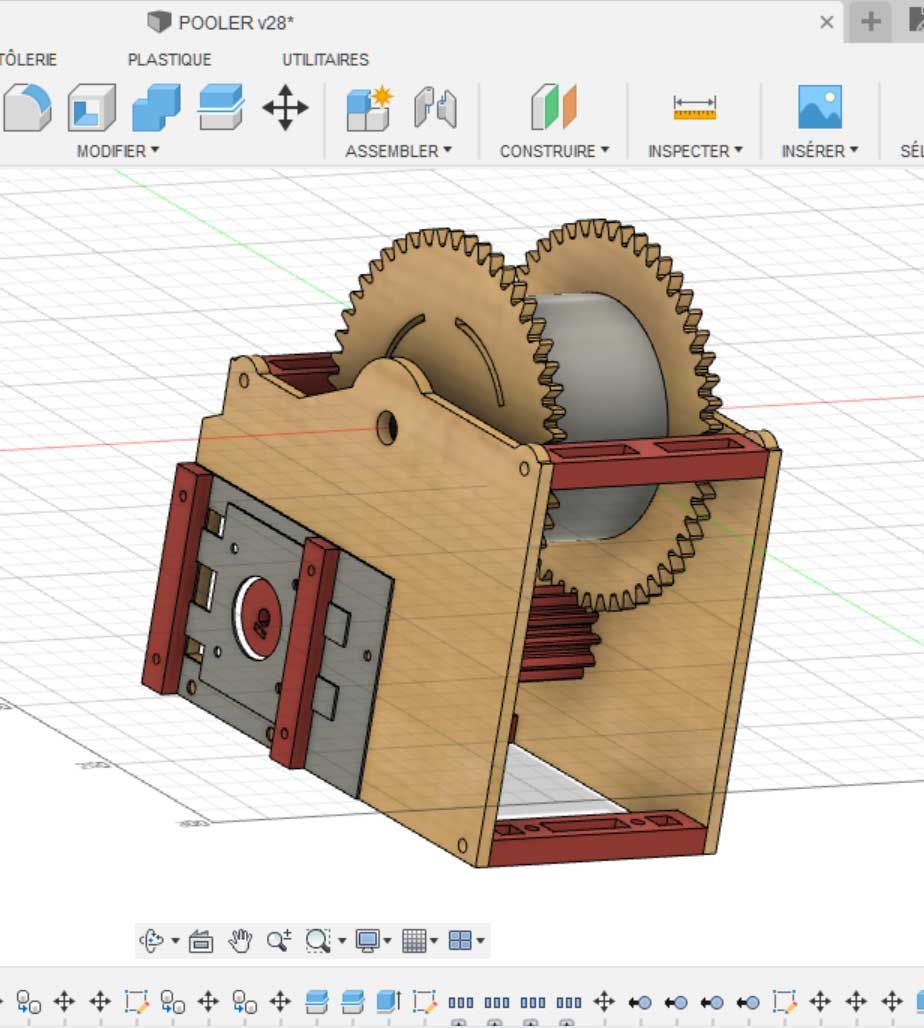
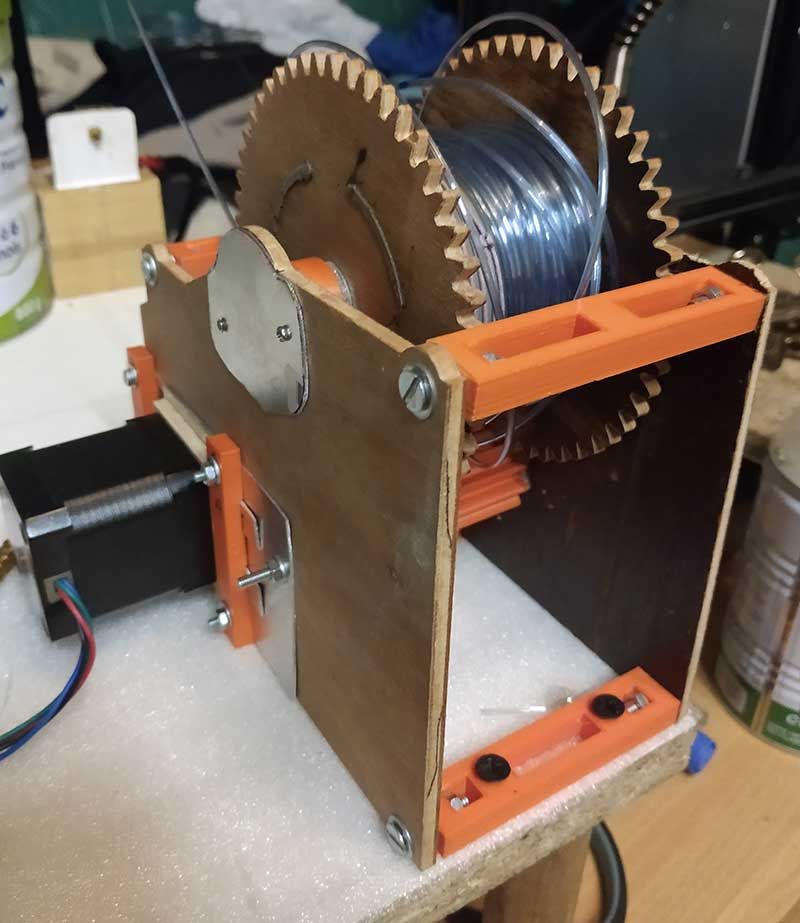
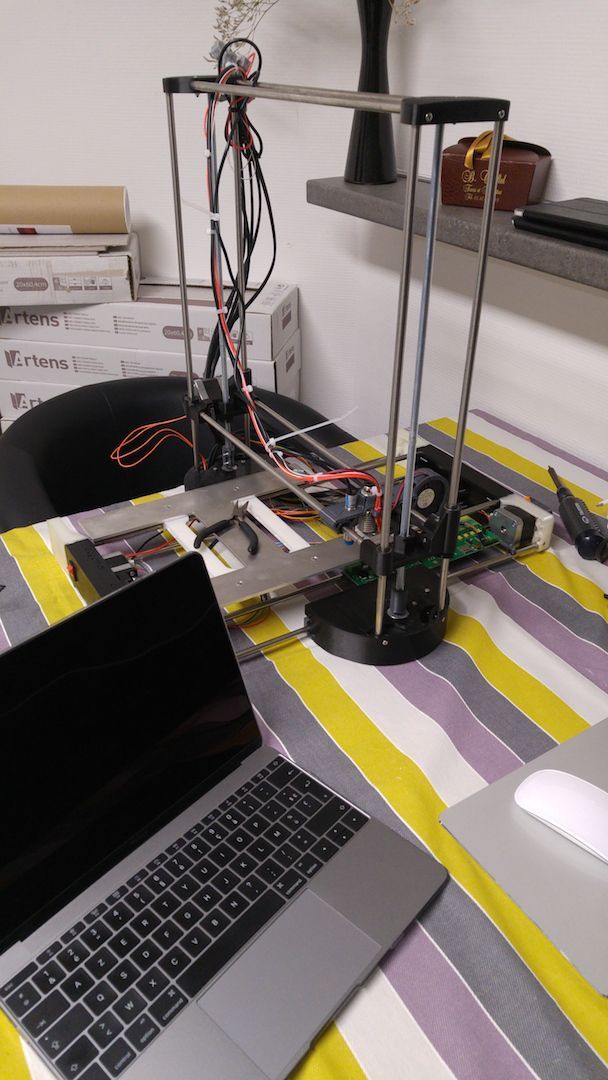
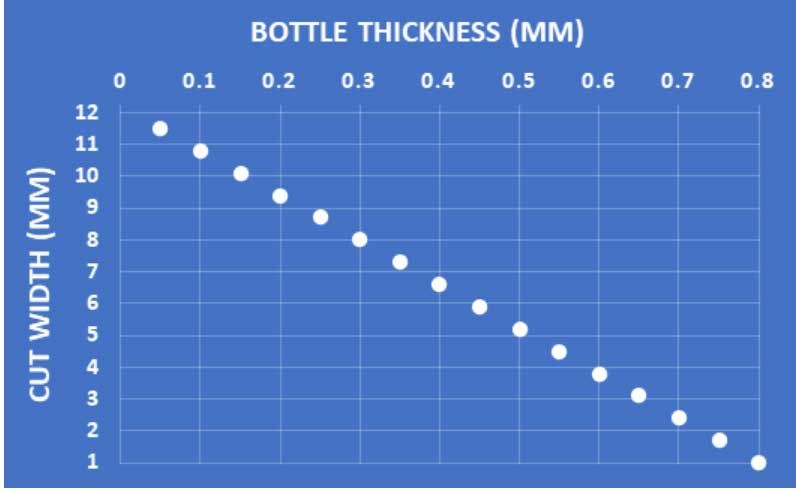
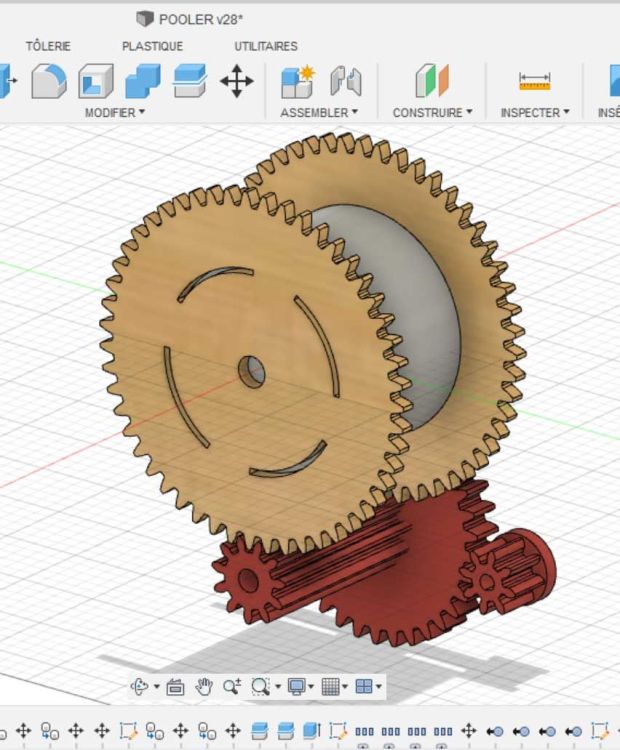
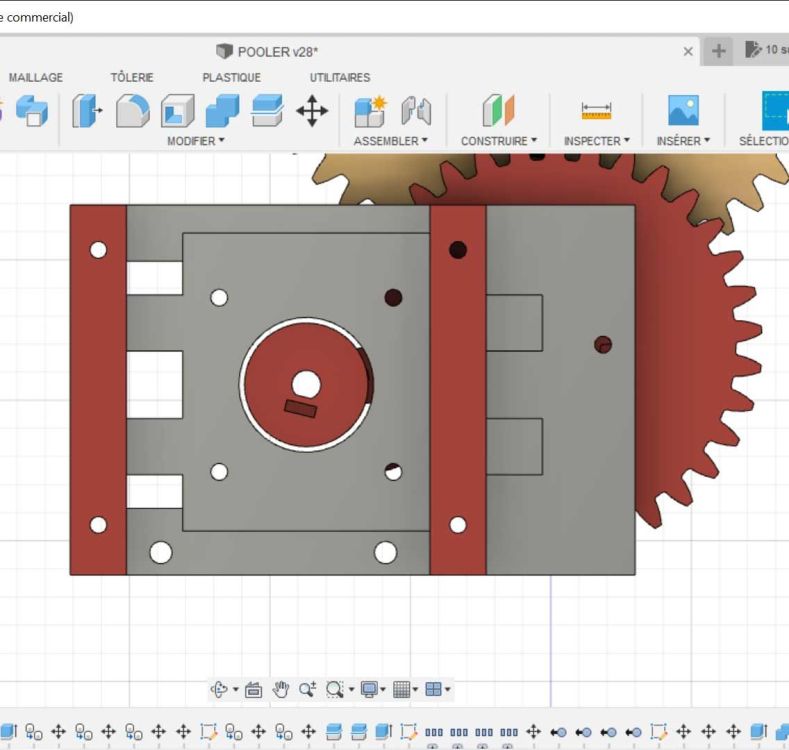
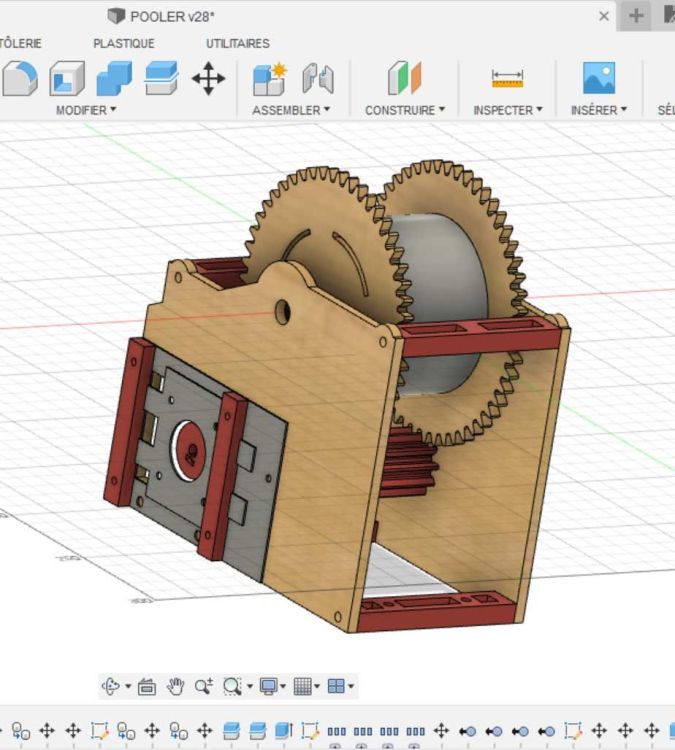
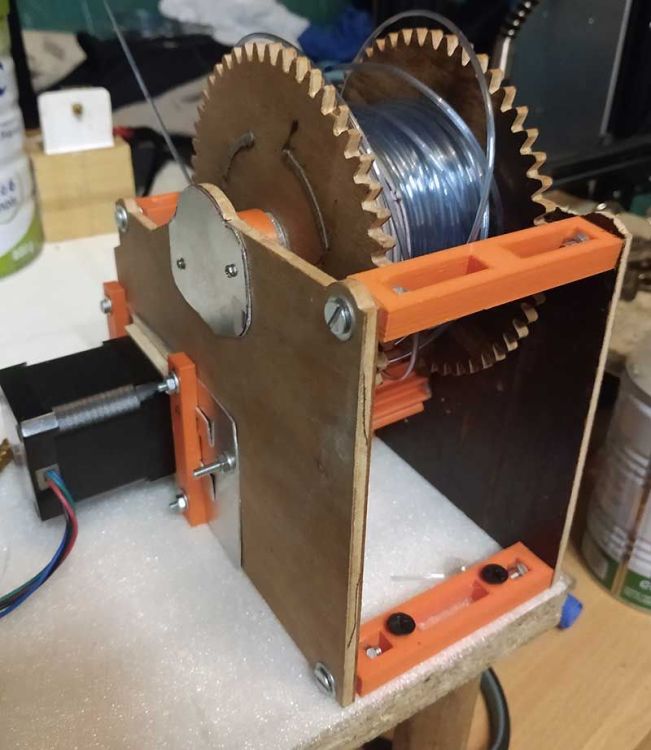
Salut, Le titre de ton sujet étant bien choisi, je me permet de posté ici l’état des mes avancés Je me suis inspiré de pas mal de projets glanés ça et là (liens plus bas) Le "module" de découpe : Perso j'ai choisi comme toi les roulement à billes, j'avais testé la lame de cutter mais la découpe ne me satisfait pas... Pour une découpe nette, il est important de meuler à angle droit les roulements au niveau du mordant ( un gros millimètre pour supprimer le congé) La vis de réglage sert à choisir la largeur du ruban désiré en fonction de l’épaisseur de la paroi des bouteilles : Le "module" de chauffe : Idem, la buse percée à 1.5mm l’arrière du corps de chauffe à 8mm,c'est une ender 3 qui assure la chauffe. Le "module" moulinet (ben oui vu la taille du fil ya bien de quoi pêcher un espadon) : Entrainé par un "gros" néma mais au vues des projets (voir plus bas) un "petit" ferait l'affaire aussi. 8 dents pour le néma, 11 et 34 pour l'arbre, 51 pour "le tambour" d’ailleurs si quelqu'un sait calculer le rapport, merci de donner sont résultat. C'est un arduino avec potentiomètre qui donne la danse. Il m'a sembler important aussi de pouvoir débrayer pour récupérer le filament. J'ai choisi un mix de différent matériaux pour le fun, quasiment tout de la récup sauf le pla( pla en orange, contreplaqué pour l'engrenage du tambour et cotés, inox pour les axes, etc..) Impression 3D : La j'en suis à mes balbutiement à la recherche de type de plastique qui irait bien(https://www.lesimprimantes3d.fr/forum/topic/50332-filament-extrud%C3%A9-de-bouteilles-plastiques-quelles-bouteilles-choisir/#comment-521390), je vois que ton engrenage imprimé en orangina est clean perso c'est evian qui gagne pour l'instant... Avec des résultats différents, imprimé à 260° et 80° pour le plateau sur sidewinder x2 d'origine j'imagine que le ptfe ne doit pas trop apprécier : Différents Liens : - module de découpe (perso j'ai pas dégraissé ni enlevé les rondelles, elles ont sautés toutes seule en meulant) : https://www.youtube.com/watch?v=eTBnhKWMYQk - module de chauffe: Même si le gars spamme youtube car ses stl sont à vendre, c'est le seul tuto que j'ai trouvé à partager: https://www.youtube.com/watch?v=6FwAsBt3AVk) - Tutos machines à extruder complètes (bien plus clean que la mienne et sans le bazar autour ) mais trop de pièces à imprimer et matériel à acheter à mon gout: Celle qui m'a motivé , : https://www.youtube.com/watch?v=uSBCxH9358s https://petamentor2.com/ En italien mais facile à comprendre : https://www.youtube.com/watch?v=u7IBrJk_kgg fabriqué à partir de pièces récupérés sur une ender 3 : https://www.youtube.com/watch?v=PLiHF8iA8iA http://recreator3d.com/mk5kitender3 Sans débrayage : https://www.youtube.com/watch?v=ueJXQ7appC0 https://electronoobs.com/eng_arduino_tut174.php etc.... P.S: j'ai pas réussi à uploader la vidéo ou je montre l'extrusion, avec comme message que le forum n'accepte pas ce type de fichier


 3 points
3 points -
Bonjour, Voici la crèche version éclairage LED.
 3 points
3 points -
Les Triangle Labs sont de très bonne qualité Trianglelab – bi metal Heat Break, bloc chauffant V6 HOTEND, pour Prusa i3 MK3, 1.75MM, Filament lisse | AliExpress Les BIQU aussi sont de très bonne qualité BIQU – extrudeuse en acier inoxydable 303, gorge en alliage de titane tout métal, rupture de chaleur, pour BIQU H2 V2.0, amélioration de l'imprimante 3D Ender3 V2 Cr10 | AliExpress3 points
-
Un peu de nouvelle. Alors les deux sidewinders X2 sont opérationnel enfin. Alors changement des lit par des lit aluminium c'est le pied. C'est plat c'est chaud presque uniforme écart de 4° maxi entre le plus chaud et le plus froid et surtout température conforme a ce que j'attends. alors qu'avant j'avais jusqu'a 15° d'écarts. Les deux machine tourne jusqu'a 120mm/s d'impression max et déplacement 180 mm/s ce qui est très cool. avec de très bon résultat pour le PLA Pour le PTEG on est à 100mm/s en impression max. J'ai aussi déplacé la bobine sur le coté avec ce model 3d https://www.thingiverse.com/thing:5157102. Moins de vibration et l'axe Z du coup moins secoué. J'ai remis les TouchMI le problème venais de moi et pas du palpeur. la précision à un delta de 0,020 (je crois) J'ai déjà configuré s3d pour le PLA de chez Eryone et le PETG de chez Eryone. (il sont en pièce jointes)Artillery Sidewinder X2 BIQU H2 0.4mm.zip voici les deux bêtes qui tourne.2 points
-
Salutation ! Une présentation plus détaillée aurait assuré que l'on ne modère pas ton message. ( J'ai rapidement regardé ton questionnaire rien ne me semble louche. Mais je ne suis pas le seul modérateur et donc un autre modérateur pourrait le considérait autrement. ) Bonne continuation.2 points
-
Le jour ou l’un d’entre vous réalise une unité d’extrusion (opérationnelle), je lui donne un sac de 25 kg de matière (sous forme de billes) dans la matière qu’il souhaite transformer (sauf le PLA car nous ne l’utilisons pas en prod). De préférence avec un enlèvement sur place. Le but étant qu'il partage ses essais et conclusions sur le forum.2 points
-
Salutation. Fait ! Bonne continuation.2 points
-
Arf ... oui probablement ... là dessus j'ai énormément a rattraper... ( on va dire que c'est un moyen de savoir que c'est moi qui fais le message. S'il n'y a pas de faute c'est que ce n'est pas signé PPAC )2 points
-
2 points
-
Bonjour, La valeur sûre pour moi reste Trianglelab, c'est le meilleur rapport qualité prix que je connaisse. Pour Mellow j'ai étais déçu de la finition de leur produits il y de ça 2a, depuis je pense qu'ils se sont amélioré Les liens de Savate sont très bien2 points
-
Bonjour à tous, Un certain nombres de personnes m'a exprimé la déception de ne pas pouvoir utiliser la Fonction M600, ou d'autres fonctions avancées de marlin sur les SW X2 et Genius Pro équipé de la Carte Mère 32bits Artillery Ruby. Pour pouvoir activé de nouvelle fonction sur les nouvelle imprimante 32bits Artillery, il sera nécessaire d'effectuer un Flash d'un nouveau Firmware Marlin avec les fonctions souhaité activé sur la carte Ruby. J'ai réaliser un petit Tutoriel au format PDF expliquant en détail comment réussir à Flasher votre imprimante 3D Artillery équipé de la Carte Mère Ruby. ------------------------------------------------------------------------- !! Danger !! Merci de lire ceci avant d'effectué un la manipulation et hésite pas a poser des questions si besoin. Déjà je tiens à rappeler qu'il y a toujours un risque potentiel de bloquer votre carte mère, si un coupure de courant ou une erreur de manipulation est effectué. Je ne peux être tenu responsable de tous dommage occasionné, même généralement il y a rarement des soucis. Rappel : cet procédure pdf explique le flash du Firmware Marlin pour la carte Mère, il est nécessaire par la suite de Flasher un firmware TFT donc le fichier de configuration est configuré sur la vitesse 250000bauds comme ceux que j'ai mis a disposition. Le Flash du TFT ce fait par un carte micro SD dans le lecteur Micro SD de l'écran exclusivement. Ne pas utiliser le Logiciel STM32 pour Flash le Firmware TFT sur votre carte mère. ------------------------------------------------------------------------- Pour infos, les premières séries de X2 et Genius pro nécessiteront plus de manipulations, il sera nécessaire d'ouvrir le boitier de l'imprimante et de placer un câble Dupont Femelle/Femelle, pour les séries sortie plus tard il sera possible de Flasher votre imprimante sans avoir a ouvrir cette dernière. Tous est expliquer dans le Tuto PDF joint a ce Topic. Il sera nécessaire d'utilise un soft de chez STM (programmateur), et un soft de contrôle pour imprimante 3D comme Repetier Host ou Pronterface par exemple. Je vous laisse prendre connaissance du tutoriel, je vais voir pour vous concevoir un Firmware custom à partir du Marlin source d'Artillery pour vous réaliser un Firmware, plus évolué avec gestion de fonction comme le M600, Arc Welder, et autres optimisations que je peux trouver utile. (J'ajouterais le Firmware Custom pour la X2 des que possible dans ce topic). Comment Flasher une Carte Artillery Ruby.pdf Attention SMT32CubeProg version 2.16 ou ultérieur pose soucis merci d'utilisé uniquement les version 2.15 et antérieur. ------------------------------------------------------------------------ MàJ : 09/03/2023 Firmware Artillery X2 Marlin Custom 2.1.2 (input Shapping) + TFT BTT pour écran avec MCU STM32 & GD32 Mise à jour assez importante, grâce au travail d'un italien Ciotto et d'un membre du forum @gagipro nous avons enfin un firmware TFT BTT compatible pour les TFT de X2 utilisant un MCU GD32F305. A présent toutes les X2 quelques soit la vers de l'écran TFT seront compatible avec un seul firmware Marlin custom et firmware TFT BTT. Cela simplifiera la vie de tout le monde , alors hésité pas a remercié @gagipro pour ce travail. Voici la liste de rappels des optimisations et ajouts au Firmware Marlin 2.1.2 par rapport à celui D'origine Artillery. Passage à Marlin 2.1.2 (Après mise à jour le mode DFU devrait pouvoir être activé sans ouvrir l'imprimante, si vous aviez une X2 qui le nécessitait) Support de la fonction M593 Input Shapping des axe X et Y, cette fonction permet de calibrer la résonnance et supprimer les effet de ghosting sur les impressions, procédure dispo ici. Passage du baudrate pour le Flash en mode DFU en 250000 au lieu de 115200 (pour conservé une certaine logique, entre le mode non DFU et DFU). Ajustements des valeurs sur la sécurité et la prévention d'incidents thermiques. Ajustements des Feedrates (X / Y / Z / E) de la X2. Ajustements des accélérations (principalement l'accélération de rétraction qui était excessive). Remplacement des fonctions "Junction Deviation" & "S-Curve" par le "Classic Jerk" (les Jonction Déviation et S-Curve sont encore capricieuse sous Marlin pour le moment). Ajustement Feedrate du Z-Prob pour une plus grande efficacité du relevé de mesure du 3DTouch (Probing Fans Off). Activation de la fonction M48 (Test de répétabilité du capteur de nivellement automatique). Activation de la fonction "Restore Leveling After G28" (dès que un G28 est effectué les valeurs du dernier relevé sous automatiquement rechargé), plus besoin de G29 ou M420 S1 après le G28 dans le start Gcode . Activation de la fonction G26 Mesh Validation. ABL Relevé de Mesure en 49 points au lieux de 25 points (c'est qu'un avis perso mais cela apporte plus de précision sur le relevé et donc sur la première couche). Activation du "Nozzle Park Feature" et "Advanced Pause Feature" (support M600 et parcage automatique de la tête en pause). Activation de la fonction "Adaptative Step Smoothing" (Augmentation de la résolution des mouvements multi axe, surtout a certaine fréquence de fonctionnement des moteurs). Prise en compte du BabyStepping tout le temps et pas uniquement en cours de mouvement. Activation du "Linear Advance" avec valeur "K à 0" (ce qui vous permet de le laisser inactif a 0 ou d'effectué un test de calibration Linear Advance et d'ajuster sa valeur), le Linear Advance permet de garder un flux de matière constant sortant de la buse lors des accélérations et décélérations. Vidéo explication du Linear Advance & Outils de génération du Gcode de calibration pour Linear Advance. Ajustement de la fonction "ARC Welder" avec une résolution bien plus importante (vidéo de Tom's basement sur le sujet Arc Welder). Activation de la fonction M486 pour les utilisateur de PrusaSlicer & SuperSlicer (object cancelation) N.B : N'ayant pas les spécificités techniques complète du 3DTouch Artillery ici je n'ai pas activé le Mode 5v pour BLTouch (car si ce n'est pas un clone de BLTouch V3 ou supérieur le Capteur va cramer et la carte peut aussi en souffrir), ni le HS Mode pour BLTouch (je ne sais si ce capteur support le mode High Speed). Firmware Marlin 2.1.2 Input Shapping pour Artillery X2. Pour ceux qui en aurait besoin les sources sont ici. La procédure de Flash est disponible en PDF attention toute fois le logiciel STM32 a quelque peu changer dans sa présentation. Firmware Marlin 2.1.2 Input Shapping pour GeniusPro. Firmware TFT pour Artillery X2 avec MCU STM32F107. Version compatible pour écran avec MCU STM32F107 est préconfigurer pour la X2 avec tout ce qu'il faut par rapport à mon firmware Marlin. Placer tout le contenue dossier et fichier sur la racine d'une carte µSD pour flasher votre TFT tel que vous pouvez le voir sur la photo ci dessous. Pour les TFT en GD32F305 avec bootloader 3.0.4 utiliser ce firmware TFT fournit par GAGIPRO TFT_fix304byG@gipr0.zip, télécharger le fichier Zip et decompresser tout sont contenue a la racine d'un carte µSD formater en FAT32 allocation 4096o. Pour les TFT en GD32F305 avec bootloader 3.0.5 Utilisé le firmware de tft de Ciotto sur son github, Ceci pour éviter d'avoir le soucis de l'écran figer sur Bootloader 3.0.5 si aucun carte µSD est dans le lecteur au démarrage de l'imprimante. Récupérer l'ensemble des fichiers et dossiers à placer sur une carte µSD formater en FAT32 Allocation 4096o. P.S : Pour vous facilités les choses je vous préconise avec les firmware TFT de Gagipro et Ciotto de remplacer le fichier config.ini par mon fichier il est configurer au mieux pour aller avec mon firmware Marlin config.ini Su base du firmware TFT modifié par Ciotto et Gagipro je vous met une version pour bootloader 3.0.5 pre configurer qui vous facilitera l'installation 3.0.5-mkstft28evo.zip A quoi ressemble le firmware TFT. N.B : La version Marlin 2.1.2 pour la Genius Pro sera disponible bientôt ici. Il peu y avoir encore quelques petit bug sur les TFT avec MCU GD32F305 si c'est le cas faite le nous savoir et notifier @gagipro. Ancienne Version de firmware : ------------------------------------------------------------------------------------- Archive : 04/02/2022. Firmware Marlin 2.0.9.3 pour X2 Stock. -------------------------------------------------------------------------- Archive : 06/02/2022. Firmware Marlin 2.0.9.3 Pour Genius Pro Stock. -------------------------------------------------------------------------- Archive : 28/02/2022 Firmware Marlin Pour X2 et Genius Pro équipé de Drivers TMC2208 Firmware Marlin 2.0.9.3 pour X2 avec Drivers TMC 2208 Pour l'utilisation de TMC2208 ou 2209 il est nécessaire d'ajouter des cavaliers pour configurer le MS1 et MS2 Les informations utiles sont ici. ------------------------------------------------------------------------------------ MàJ : 28/06/2022 version pour X2 avec TFT MKS équipé de MCU GD32F305 Firmware marlin 20.9.1 pour X2 avec TFT GD32F305 Firmare marlin 2.0.9.1 pour Genius Pro avec TFT GD32F305 Si vous souhaitez me soutenir pour mon implication, les tutoriels, Firmware et aide, voici un lien Paypal.me : https://www.paypal.com/paypalme/MrMagounet

 1 point
1 point -
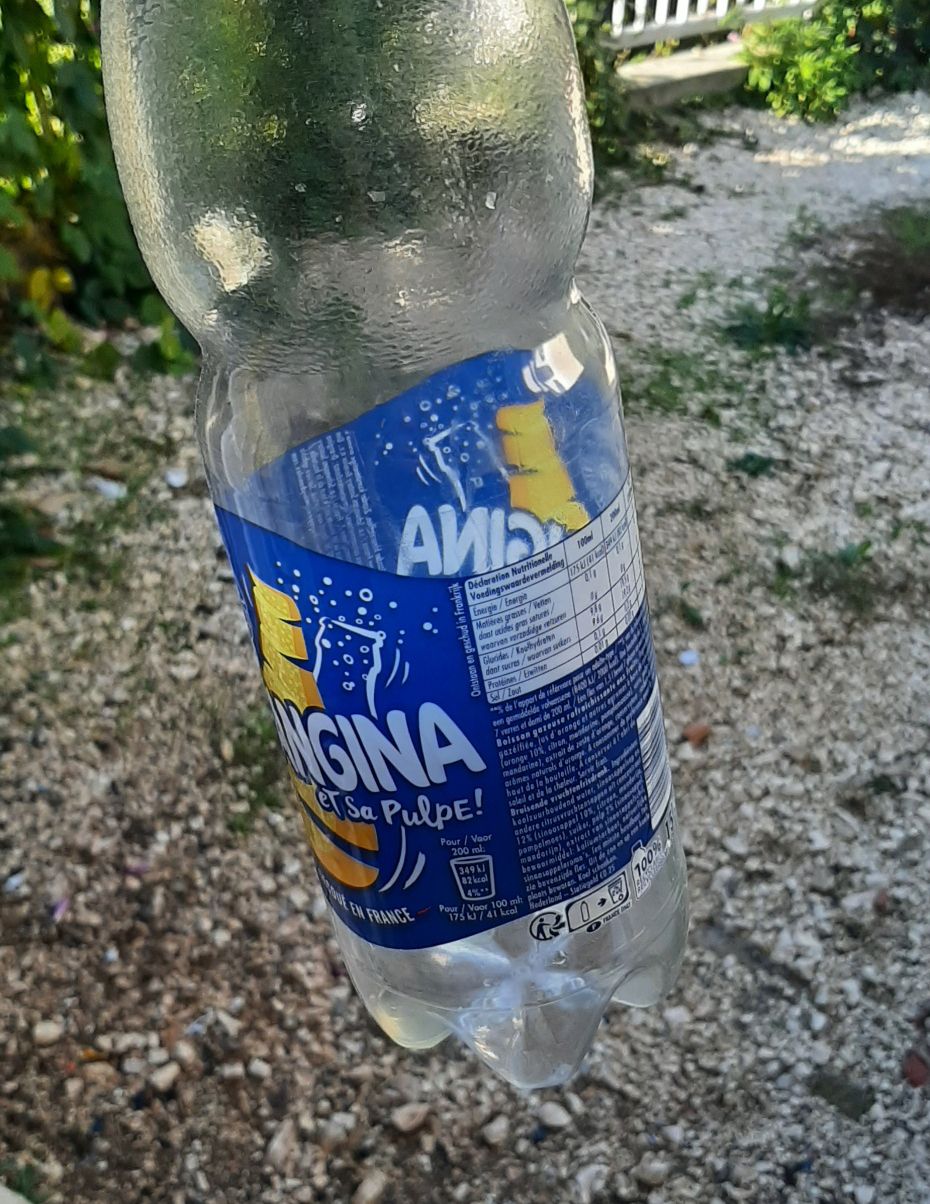
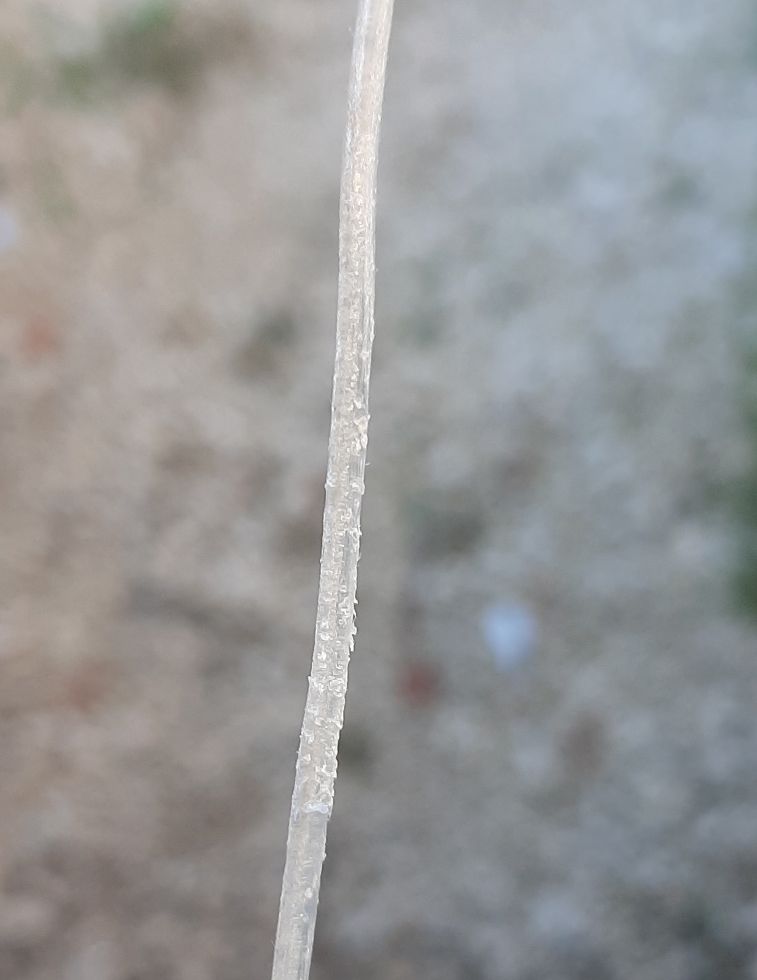
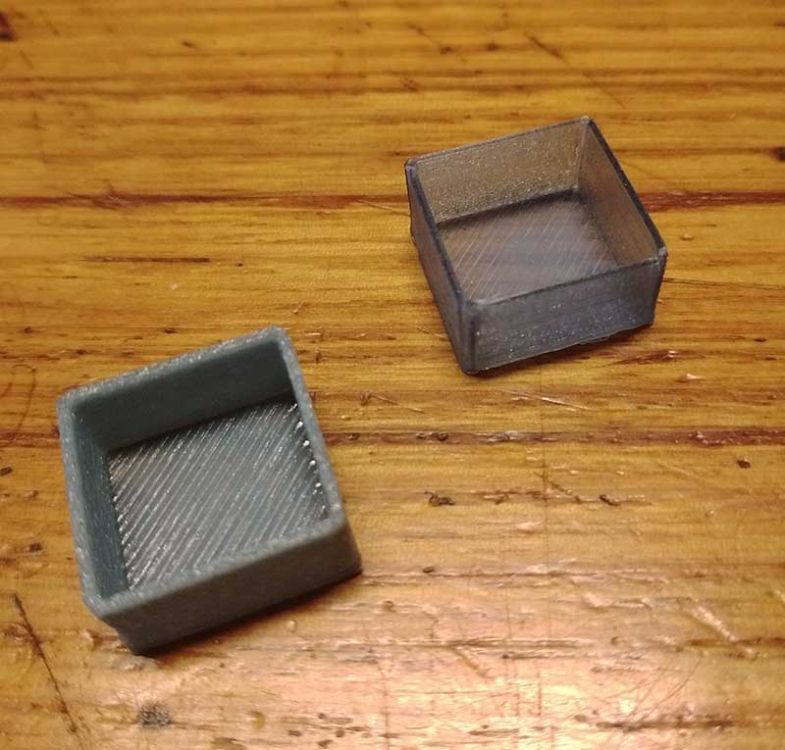
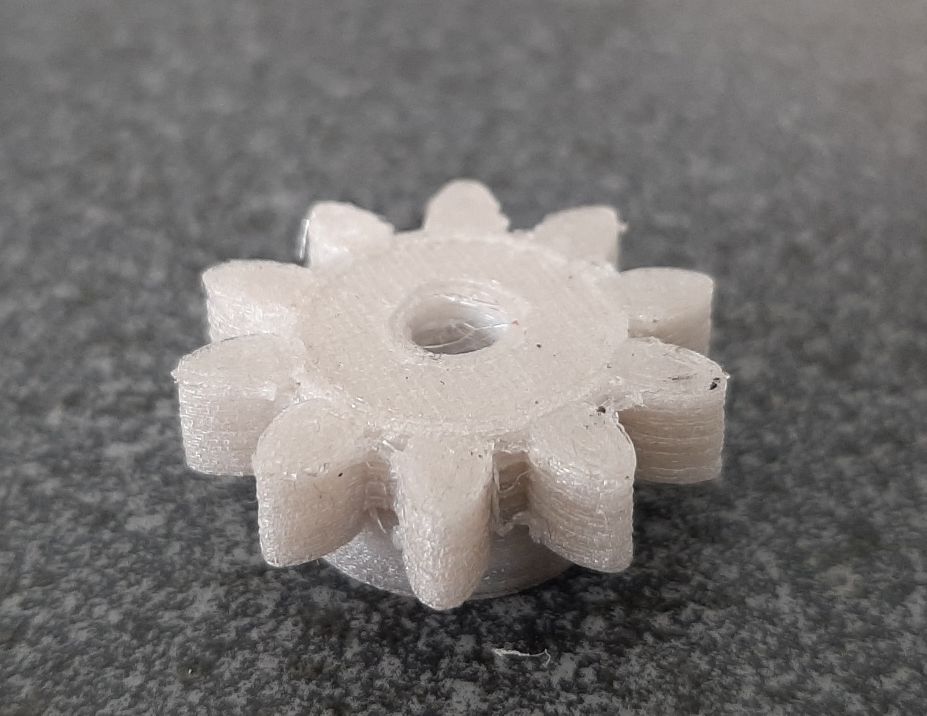
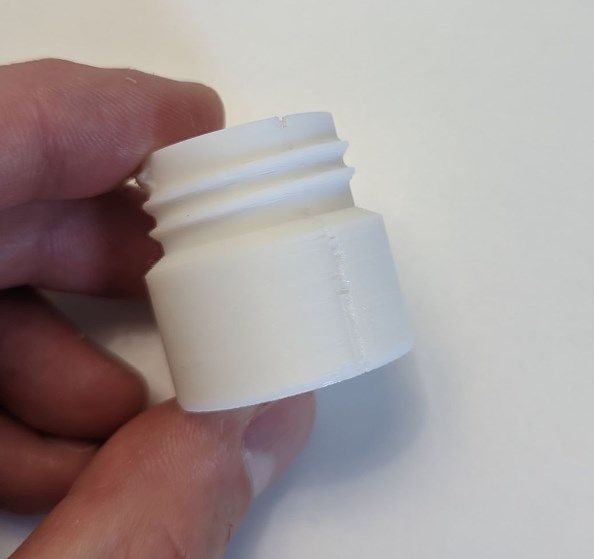
Salut à tous, Ma nouvelle machine n'est même pas fini (99%) qu'un nouveau projet demarre... A force de voir toutes ces vidéos sur la transformation de bouteille en filament, j'ai voulu tester. Avant de démarrer la construction d'une belle machine, un petit test en mode "A l'arrache": 1-la matiere: 2- la decoupeuse, réalisé suivant le modèle de JP Gleyzes sur ce lien: 3- la buse, une simple tête E3dv6 dont la buse est percée à un diametre de 1.5mm 4-les bandes, le système de découpe demande quand même une petite prise en main pour faire des bandes correctes, mais au bout de 3 bouteilles ça part seul: 5- Le résultat, la buse a été branché sur une alim régulée sans thermostat ( j'ai bien dis "A l'arrache") donc je pense avoir été bien trop chaud, pour tirer le fil j'ai utilisé un outil de fou... ma main, je voulais pouvoir sentir la force de traction nécessaire pour la suite, et il va falloir du costaud. À la sortie j'avais un fil pas très beau et qui oscillait entre 1.6 et 2 mm, donc inutilisables. Pour corriger ce problème, j'ai baissé le courant pour faire descendre la température de la buse et j'ai repassé le fil mais en sens inverse (la buse a servi de rabot), résultat un fil de 1.6 mm sur toute sa longueur, toujours pas jolie mais pour tester par envie de me prendre la tête Et voilà ma première pièce imprimée sur la base d'une bouteille: Pour l'impression j'étais à 265°C, 60 mm/s et une compensation du flux pour compenser le diamètre du fil, aucun problème d'impression, l'accroche au plateau est très bonne à 90°C. Maintenant, que j'ai testé et approuvé en version rapide, je peux partir sur la construction d'une petite machine à recycler les bouteilles.




 1 point
1 point -
Et voilà que je découvre la montée en grade de @PPAC Mon absence prolongée me fait décidément loupé de grandes choses lol (boulot, problème de nounou depuis 45 jours, encore des travaux et surtout ajout de lourds travaux 2eme agrandissement puis comme je fais tout moi-même ben je ne chôme pas. Le corps et l'esprit fatiguent ). Mais en premier lieu je ne sais pas si je suis prêt psychologiquement a être modéré par un poulet, je suis plus du genre a le découper mais passons... Je te félicite en tout cas pour ta prise de poste qui ne sera pas de tout repos mais attention quand je reviendrai, je serai armé et paré au tir au poulet et si il faut être plus radical je ferai appel à notre ami @Savate pour passer au gros calibre c'est un spécialiste .1 point
-
Bonjour à tous, Je fais mes premier pas dans l'impression faite à partir de filament extrudé de bouteilles plastiques. J'ai eu des résultats satisfaisant avec les bouteille d'evian à, et d'autres très décevant avec du cola carrefour. j'aurais aimer savoir quels type ou marque sont imprimable ? et cerise sur le gâteau quelques conseils avisés de membres qui aurait expérimenté cette pratique. Merci d'avance1 point
-
Ben moi, ça va :-). Non, j'ai pas bu. C'est pas l'heure. Oui, je fais un post, pour dire que j'ai pas de souci avec mes imprimantes Tronxy. Pourquoi? Parce qu'on m'a aidé ici, parce que parfois je trouvais la solution tout seul. Mais le résultat est là, plus de souci majeur. Parce que parfois on aide les gens, mais après, plus de son, plus d'image, et parfois même pas un seul merci. Et puis, parce que, un peu de positivité ça fait du bien. Voilà Alors et vous et vos bécanes, comment ça va??1 point
-
Celui de Trianglelab je l'utilise depuis 2 ans il parfaitement adapter au extrudeur des artillery Genius/pro et X1/X2 tu peux y aller les yeux fermer la différence de langueur de 1mm ce fait pas côté filtage mais sur la partie froide et on s'en fous ce qui compte c'est la longeur de PTFE interne qu'il faudra bien coupé a la longueur adéquate (si tu en as pas pense a prendre un PTFE a coupé pour mettre dans l'extrudeur , il prend place sur le heut du heatbreak et et remonte dans l'extrudeur sous la pièce en plastique biseauté)1 point
-
Yep, merci de confirmer ce que je pensais. J'ai donc hâte de recevoir les tampons en silicone Top ! Si ça risque pas grand chose, je vais donc essayer d'installer ton firmware Firmware Marlin 2.0.9.3 pour X2 avec Drivers TMC 2208 et voir si ça passe ou pas, comme ça je serai fixé Après, je ne sais pas si le nouveau firmware TFT d'Artillery me sera utile à quelque chose... Donc si ça passe pas, je me contenterai de rester avec ton firmware Firmware marlin 20.9.1 pour X2 avec TFT GD32F305 en attendant une installation probable d'octoprint dans un futur proche.1 point
-
Salut @MrMagounet ! Cette fois c'est moi qui suis désolé du délai de réponse...ça fait un moment que je n'avais pas démarré l'ordi. Donc le réglage est bon et les dernières impressions se sont bien passées. Hormis un souci d'interférence qui faisait sortir la tige en permanence. Je viens d'entourer le cable marron avec de l'alu et de réisoler avec du scotch d'électricien...à tester sur une future impression. Merci pour ton aide1 point
-
Les deux sont très différentes, d'un côté tu as la MK3S+ qui est très très fiable et silencieuse, de l'autre tu as une imprimante très récente qui est très rapide, mais qui du coup est très bruyante et dont la fiabilité est encore une inconnue (on a grand max 5 mois de retour d'expérience sur sa grande sœur la X1/X1C, c'est trop peu). Pour la précision je n'ai pas constaté de problème avec mes X1-Carbon, donc j'imagine que ça sera pareil pour la P1P. Mais si tu pousses trop la vitesse, tu auras forcément des défauts qui vont apparaître. Donc ça dépend vraiment de ce que l'acheteur veut, s'il est dans un appartement parisien je ne lui conseillerai pas la P1P, s'il veut faire des pièces rapidement et que la qualité n'est pas le plus important (sans que ça soit nul pour autant), la P1P devrait être bien en gardant dans un coin de la tête qu'on a aucune idée de la fiabilité à long terme et que les pièces sont propriétaires. Au niveau du prix, la P1P est bien placée, surtout depuis que Prusa a augmenté les prix de la MK3S+, donc il est judicieux de se poser la question (de la même manière qu'il serait judicieux de poser la même question avec la AnkerMake M5). Edit : @Modérateurs Globaux ou @SR-G(si tu peux), serait-il possible de supprimer [Kickstarter] du titre étant donné qu'elle est vendue sur leur boutique ?1 point
-
Bonjour et bienvenu à toi1 point
-
Bonjour, Bravo chacha007 pour la réalisation c'est une super idée pour recycler les bouteilles ! le projet m'intéresse c'est une bonne idée qui occupe bien pourquoi pas ... J'ai visualisé cette vidéo Extrudeuse PET a+1 point
-
Bonjour, C'est une bonne idée pour recycler les bouteilles de plastiques le projet m'intéresse à suivre1 point
-
je ne saurais te dire car pour l'instant 1 seul test, par contre ce que j'ai remarqué pour la découpe, Christaline et autre du même genre, les bouteilles sont tellement fine que ce n'est pas évident de les faire entiere, mais les bouteilles type Soda sont plus épaisse donc passe trés facilement, un petit coup de coeur pour la Badoit et San Pellegrino pour la couleur .1 point
-
Une nouvelle serie d'imprimante Elegoo Neptune 3 pro, 3 pro plus et 3 pro max arrive toutes en Direct drive et elle semble a première plutot interessant c'est a suivre.1 point
-
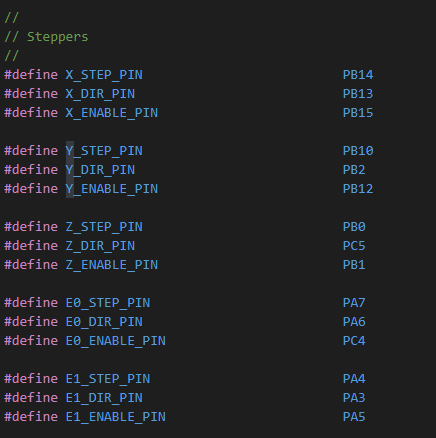
Oui tu m'etonne désole de pas avoir regarder plutot ce que l'on avait dit mais j'etais HS pendant 1 semaine malade comme un chien et j'avais du mal a ssurer le taf j'ai rien réussi a faire d'autre que dormir des que j'avais du temps libre. Mais par curiosité j'ai quand même regardé comme je vais un peu mieux si l'on va dans le fichier pins de la Carte Ruby il suffirait de remplacer les 3 pins en Y par celle utiliser en Z2 sur la carte mère pour déporter le moteur Y labas. et donc remplacer PB10 par PA4 puis PB2 par PA3 et enfin PB12 par PA5.
 1 point
1 point -
c'est ecrits plus haut Trop de choses en cours, noël qui arrive donc deco de Mme, mon garage à ranger un peu ... Sinon j'ai commencé la liste de course, pour tirer le fil j'ai trouvé 2 trucs intéressant: 1 moteur de tapis de course (celui qui leve le tapis), il est en 220v et reducté, s'il arrive à soulever un tapis avec un coureur dessus il doit être pas mal. 1 réducteur de visseuse Bosch pro, lui aussi, vu le couple de ces machines il peut être interressant en le couplant avec un moteur PAP je ne sais pas trop lequel j'utiliserais, je pense qu'il me faudra faire quelques testscar les deux ont des avantages et inconvénients.1 point
-
Merci PPAC et désolé pour cette réponse honteusement tardive... Ce conseil précieux me permet d'insérer mon écrou comme prévu, je conserve même la chauffe du plateau et de l'extrudeur. Merci beaucoup et encore désolé.1 point
-
Et les 6 n'ont pas tous des Prusa Comme quoi ...1 point
-
Pour l'instant je n'ai fait qu'un test a la va vite, il le faut faire un truc plus sérieux mais comme pour les autre filaments je pense qu'on peu coller les morceaux pour les rallonger, tout est question de température, d'ailleurs on voit quelques vidéos qui traite le sujet. Je pense pas attaquer ça avant le début d'année, je mettrais le post a jour au fur et à mesure.1 point
-
Salutation ! Donc par anticipation de la demande, déplacement du sujet vers la section BlaBla Bonne continuation a tous. Edit : Sinon merci moi cela vas tranquille ... il me faut juste revoir une jonction buse tube PTFE sur ma Kobra car elle me fait des sous extrusions aléatoire dernièrement ... après je ne parle pas de ma K8400 qui elle prend la poussière actuellement car vraiment trop capricieuse ...1 point
-
Maintenant, oui. D'ailleurs je suis à la bourre, maintenant!! C'est vrai, mais au début, c'était pour prendre des news des tronxistes. Je vais faire la demande aux modos. Sinon, merci à toi, @pommeverte et à @Eric Z. d'avoir commenté1 point
-
Salut, Moi aussi, ça va Comment ça? c'est pourtant l'heure de l'apéro, non? Baaaaah, c'est pas le genre la maison... bon un peu oui... en fait, assez souvent, trop PS: j'aurai plutôt vu ce sujet dans la section Blabla , il n'y a pas que les TronXY dans la vie1 point
-
Salut @P_tite_tete ton projet avance a ce que je vois . Pour ce qui est du Ventilo j'ai des Winsinn et j'ai pas trouver mieux en perf/bruit fiabilité actuellement que ce soit en 5015 ou 4010. Pour le 3dtouc Artillery oui tu peux le dire clairement il est pas terrible du tout, par contre cela m'étonne le touchmi j'avais pas repérer de variation sur la répétabilité. Des 3dtouch le Antclabs Bltouch V3.1 le plus fiable et précis que je connaisse cela reste la référence mais tu as aussi le modèle TriangleLab de 3Dtouch qui est vraiment pas mauvais . Pour le Bed tu as raison aucun intérêt de ce mettre acheter un Bed Artillery comme tu l'as dis c'est la roulette russe pour pourrait avoir le même résultat voir pire c'est dire. De plus le bed Full verre est un plait pour la répartition et diffusion de chaleur sur ta X2 la chaleur est pas homogène pour un sous si tu regarde bien. Les bed Alu de chez ABS3D sont d'excellent produit si je me base sur les retour d'ami et membre du forum qui sont passer dessus. J'aime beaucoup le travail sur le support du H2 que tu as réalisé bravo, sa de donnerais presque envi d'installer le matrix que j'ai en stock sur ma Genius1 point
-
Salut a toi l'ami, alors la chose que tu peux faire (pas forcement dans cette ordre la ) , vérifier que le moteur a pas de roulement grippé et vérifier le driver de l'axe Y. - Vérification du driver, ouvre le boitier ramolli la colle chaude au pistolet thermique ou sèche cheveux, puis interverti les câble moteur X et Y (au dessus des drivers), si l'axe X grogne et le Y fonctionne bien a présent ton coupable est le driver Y (oublie pas de remettre les câbles moteur X et Y a leur place). - Pour vérifier les roulements moteur retire la courroie Y et machine éteinte tour l'axe du moteur a la main et regarde si cela est fluide ou pas. Pour le changement de Driver les AT2100 utiliser par Artillery sont pas les plus fiable du monde mais attention mettre des 2208 (les 2225 serait meilleur) ou des 2209 (2226 meilleur choix actuel) necéssitera 2 choses souder des pin et mettre cavalier ou souder des pont sur les emplacement de la carte mère sous les drivers Artillery a fait en sorte que l'on ne puisse pas utiliser de 2208 ou 2209 par defaut simplement, et en effet un firmware adapter sera necessaire dans ce cas. Si tu souhaite te lancer dans le changement de modèle de drivers je peux te donner les infos utiles mais si tu débute tu devrais peut être apprendre déjà a gérer l'imprimante avant de flasher et modifié pour limité les sources d'erreur eventuel au debut de ton aventure dans la 3D.1 point
-
Pourquoi tout de suite le gros calibre, un petit 17HMR avec une bonne lunette à 150m, le poulet il est cuit.... et mangeable Félicitation à @PPAC, va falloir le bizuter et ouvrir pleins de poste à la con pour qu'il étrenne ses nouveaux pouvoirs...1 point
-
Salutation ! Après m'être longuement concerté. Je me dis que tout vient d'une barrière de langues ( la virgule, le séparateur de décimale en français, se retrouve remplacé par un point en anglais ... donc possible source d'erreur. ex : 1000,05 (fr) = 1,000.05 (en) (et étrangeté pour moi, on réutilise la virgule pour autre chose en anglais ... ) ) Donc je ne vais pas, pour le moment, verrouiller le sujet. Mais je vous prie de recadrer la discussion, c’est-à-dire, de bien discuter et argumenter sur les points techniques et machines et non sur les personnes. Bonne continuation à tous.1 point
-
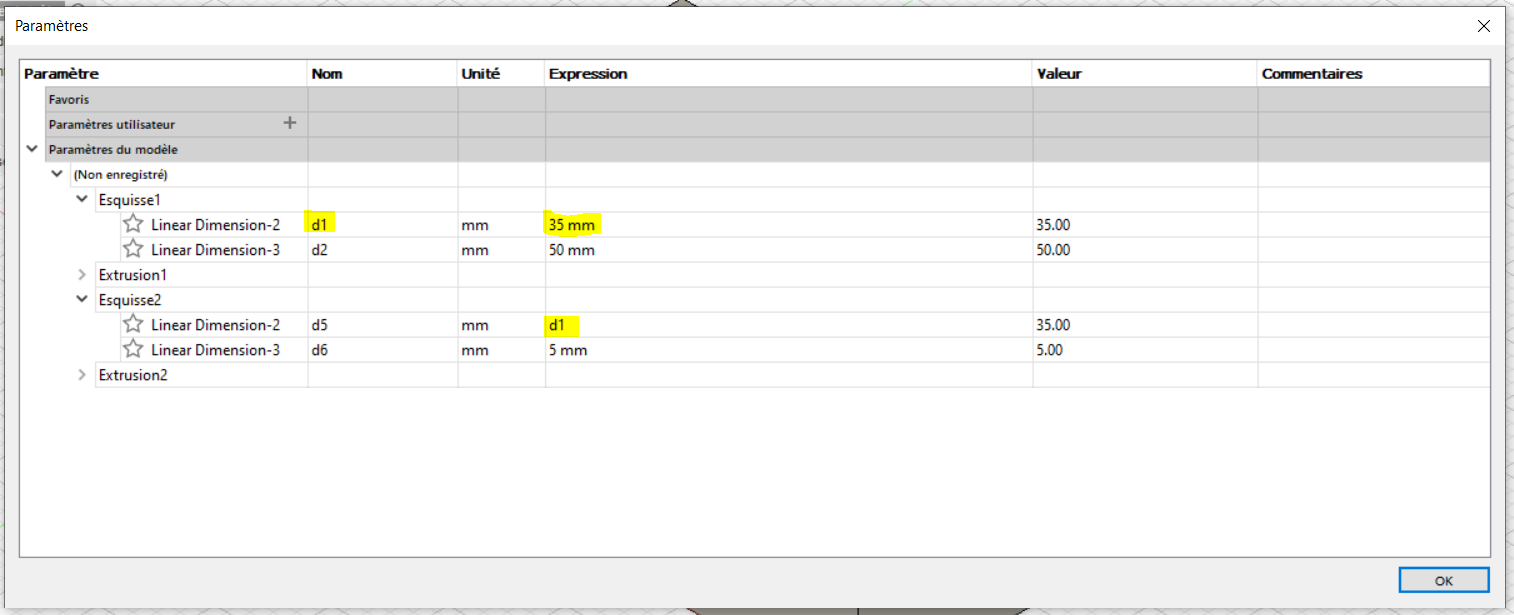
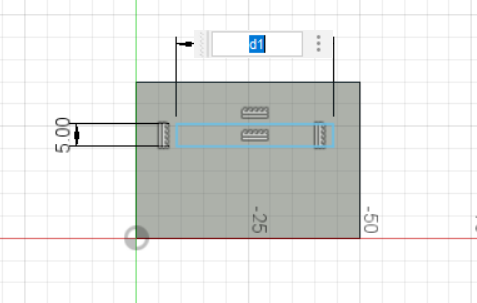
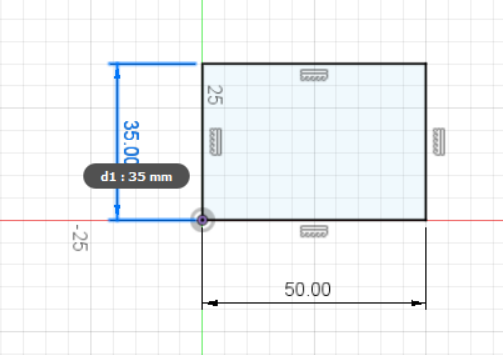
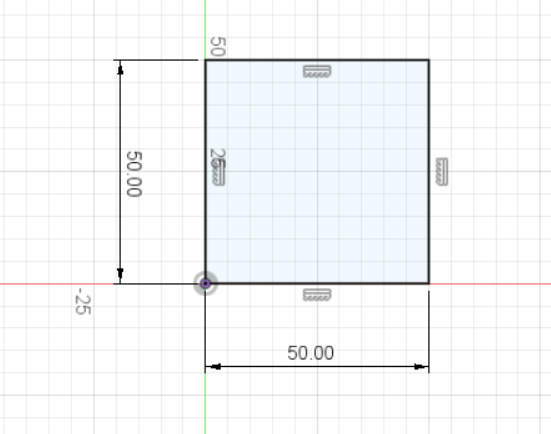
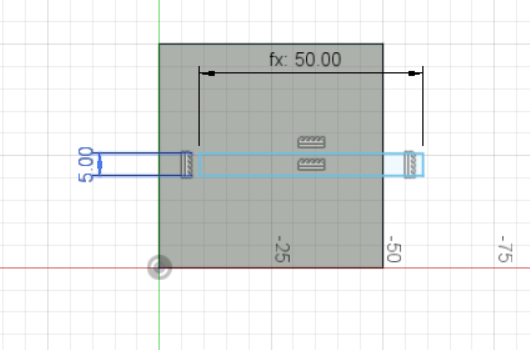
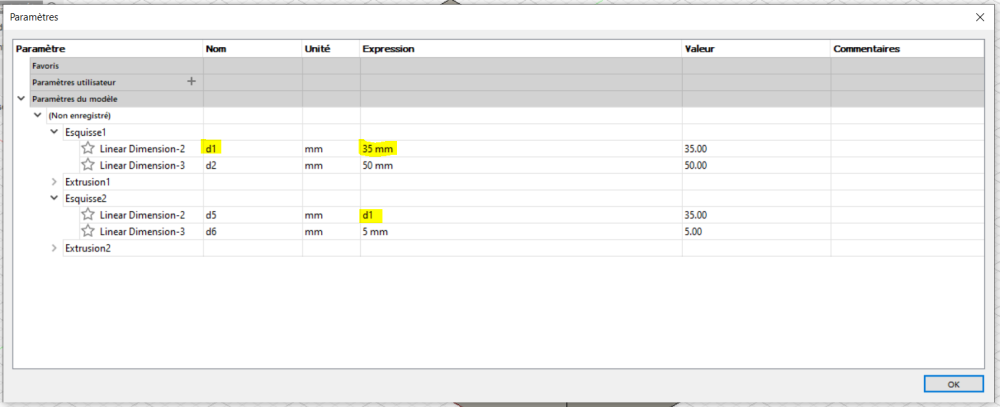
Salut Pas vu ton message avant Ce que je fais pour "lier" des cotes entre elles, c'est de rentrer la référence de la cote directement dans celle que je veux lier. Exemple Dans l'esquisse 1 j'ai une cote d1 qui fait 35mm Dans l'esquisse 2, je rentre "d1" dans la nouvelle cote que je veux lier. Si je change la valeur de "d1" dans l'esquisse 1, la cote dans l'esquisse 2 change aussi Ca fonctionne aussi sur la même esquisse J'espère que c'est clair @+ JC Re Autre solution, rentrer/modifier les cotes dans le menu "Modifier les paramètres"
 1 point
1 point -
Bah, pourquoi ne pas mettre les exemples ici ? Qu'on en profite tous ! C'est le concept du lieu C'est bien si vous avez de bons contacts, mais vu de l'intérieur, comment avez vous trouvé l'événement par rapport aux précédents ? Moins de visiteurs ? Moins mais plus intéressés ? Et côté exposants ? Ça semble se réduire tant au niveau exposants que visiteurs ... Non ?1 point
-
C'est 0,0016W finalement1 point
-
J'ai l'impression que c'est assez général comme tendance ... Les organisateurs se prennent pour indispensables voire incontournables ... Imaginant que sans eux les entreprises ne peuvent pas exister ... Et en profitent donc pour imposer des tarifs à la hauteur de leur égo. Ceci ayant tendance à limiter les entreprises présentent. Alors si on rajoute le fait que les utilisateurs sont moins friands de ce genre d'expérience ... Il ne reste plus grand chose. Mais ces foires et autres expos avaient tout leur sens quand c'était le seul moyens de se renseigner sur l'offre. Maintenant il y a internet pour cela. Alors vous le direz que là au moins on peut voir et toucher ... Mais suivant les produits ce n'est pas forcément ce que les gens recherchent. Et l'impression 3D ne fait pas rêver comme d'autres domaines, ou le gens peuvent venir juste pour voir les nouveautés sans aucune volonté d'acheter.1 point
-
Sur le stand d'un gros revendeur d'imprimantes et filaments dont je tairai le nom (basé en haute Garonne) j'ai entendu un commercial dire à plusieurs personnes que la Snapmaker 2 avec son laser 1,60 W pouvait découper du cuir épais (type sac à main). J'ai préféré m'éloigner que lui dire ce que je pensais (je n'allais pas encore me fâcher avec un exposant).1 point
-
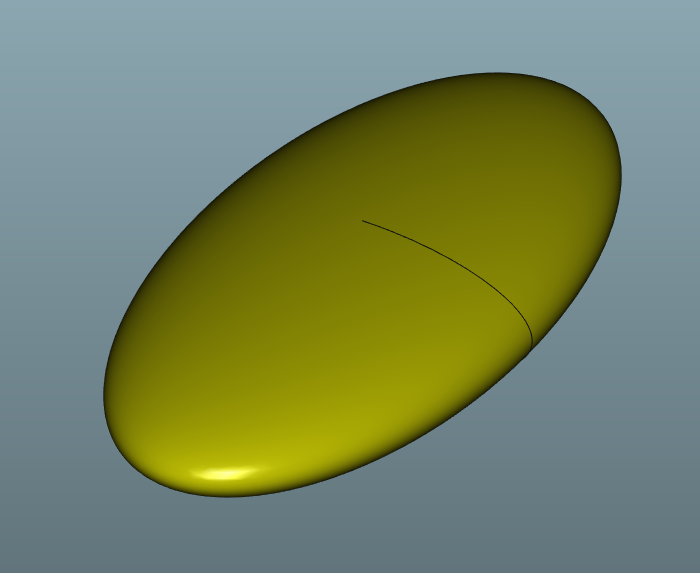
Je n'utilise pas F360 mais j'imagine qu'il doit y avoir un outil pour modifier l'échelle en X, Y Z dessus aussi, si c'est le cas, il suffit de faire une sphère et de l'écrabouiller
 1 point
1 point -
Bonjour, Je n'ai pas fusion, mais je te donne une solution à adapter à ton logiciel. Tu crées dans une esquisse soit un ovale, soit un demi-ovale(ici en noir) avec un axe (ici en rouge). Puis tu fais une révolution de 180 ° ou de 360° autour de ton axe rouge de ta courbe pour créer ton volume.
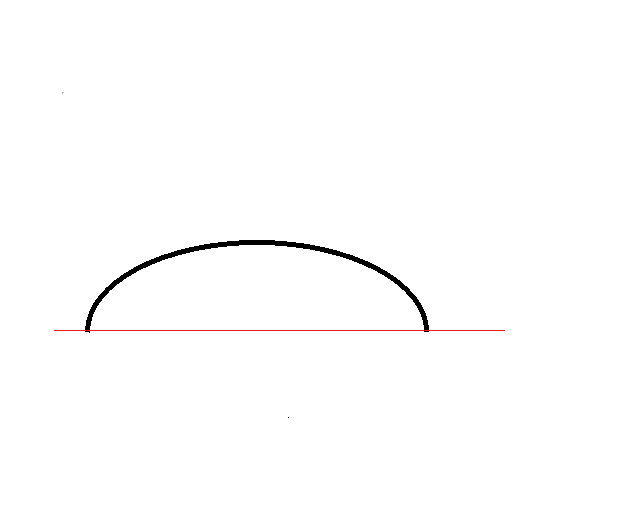 1 point
1 point -
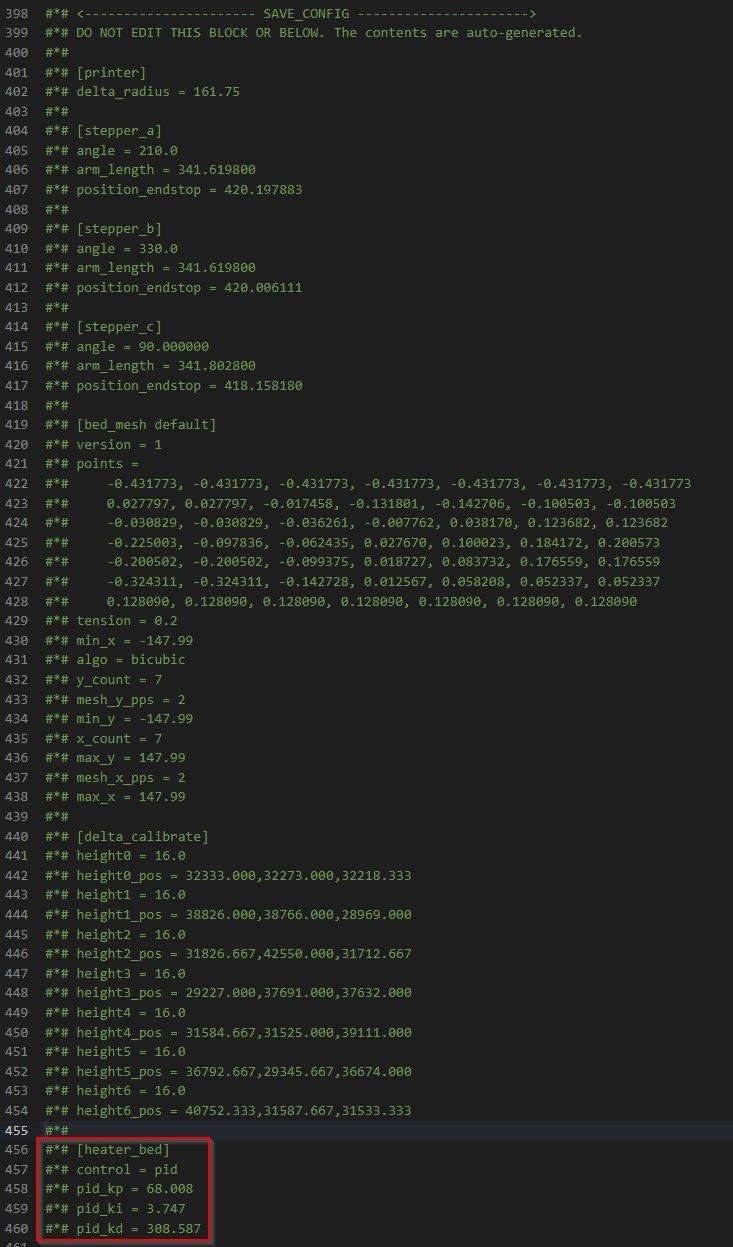
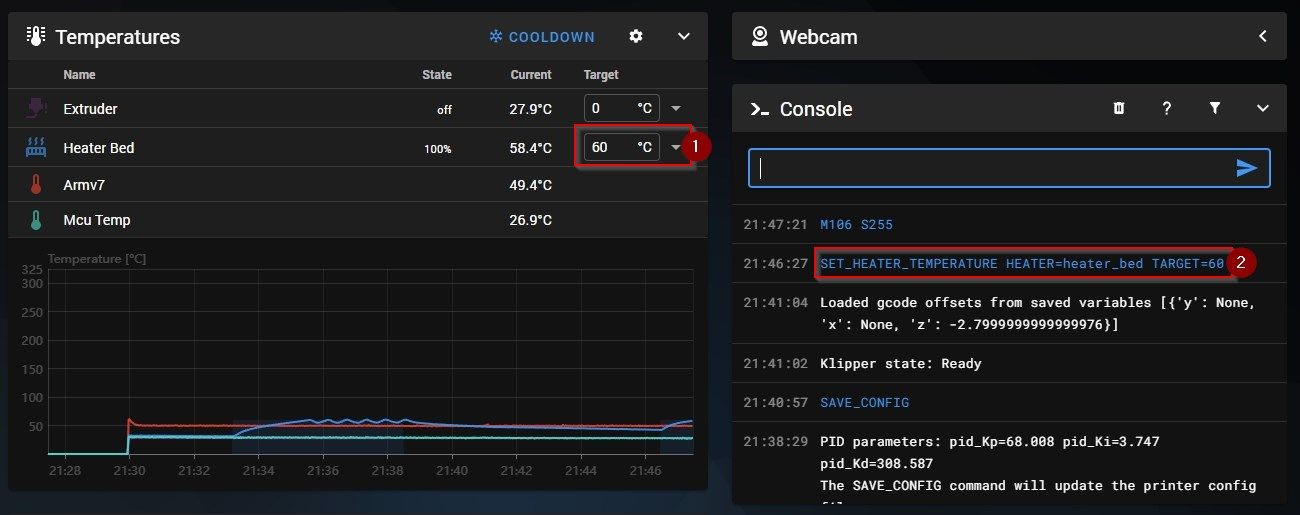
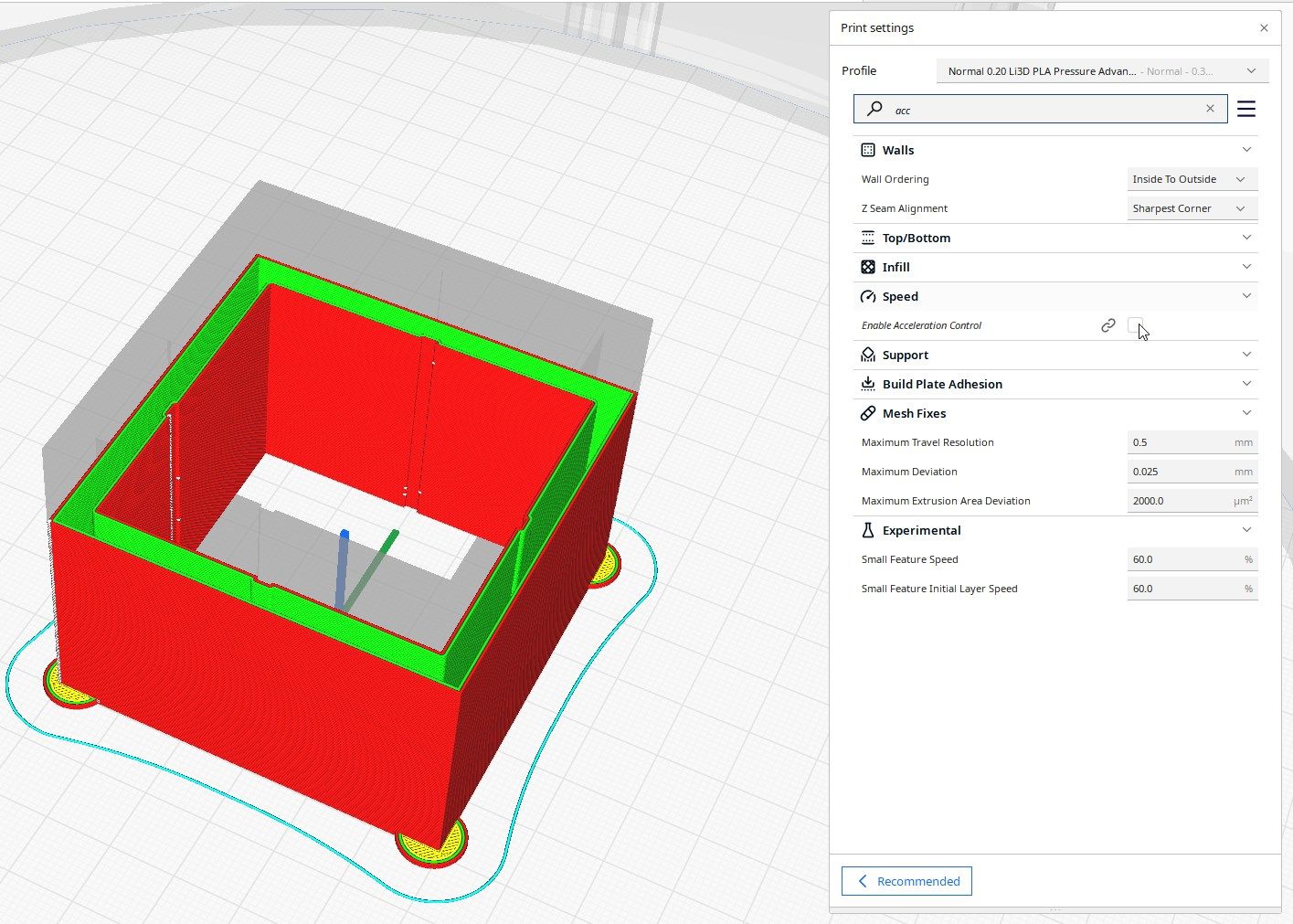
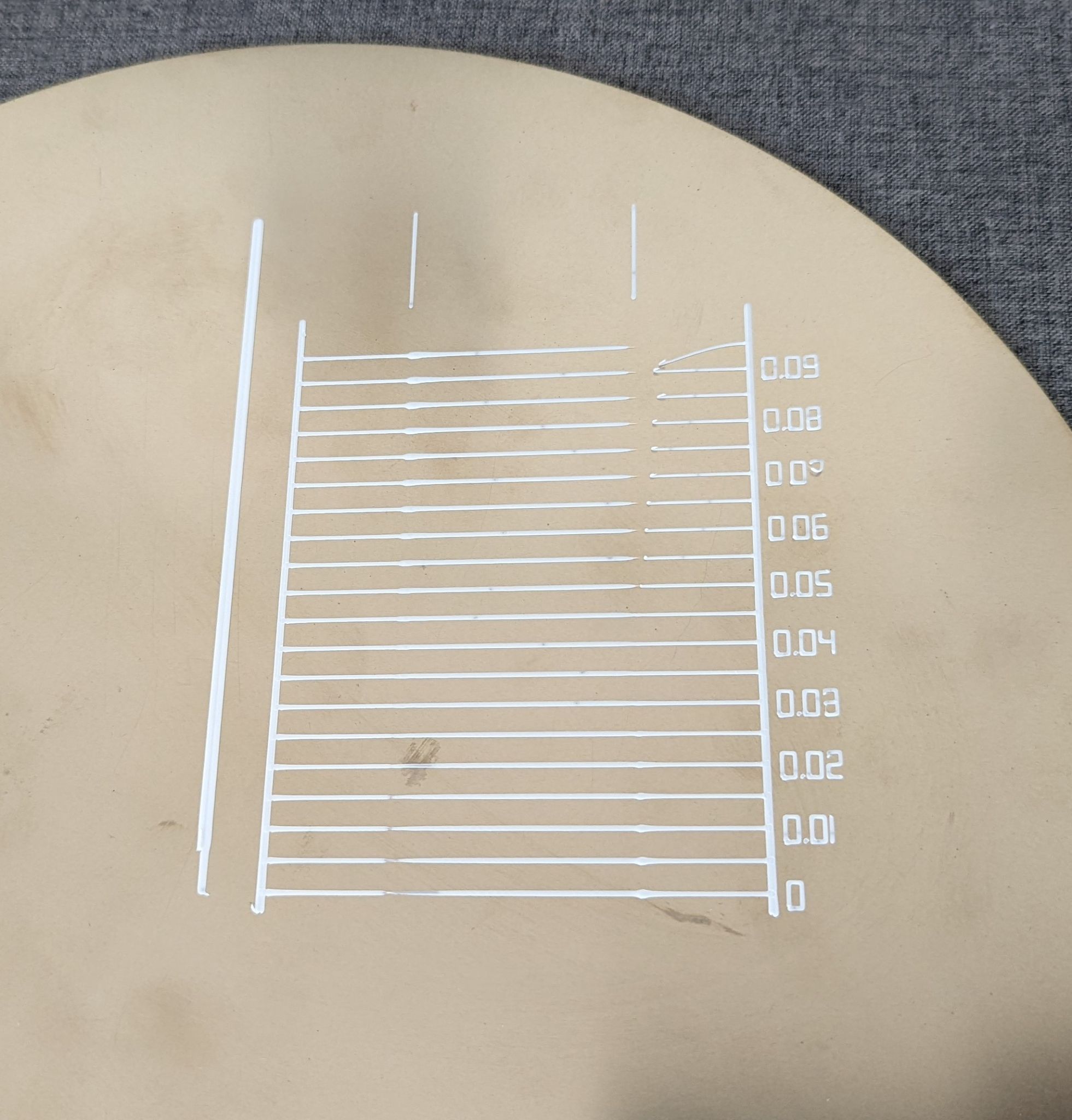
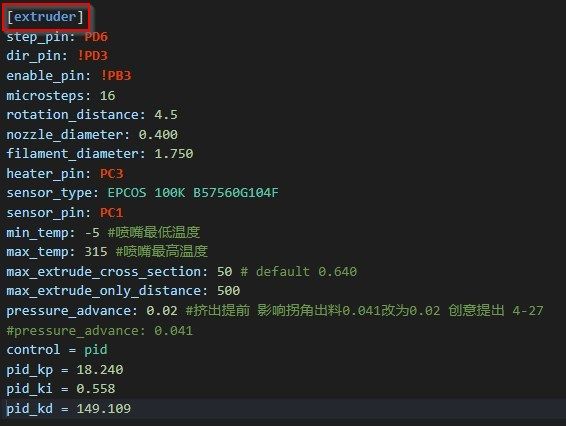
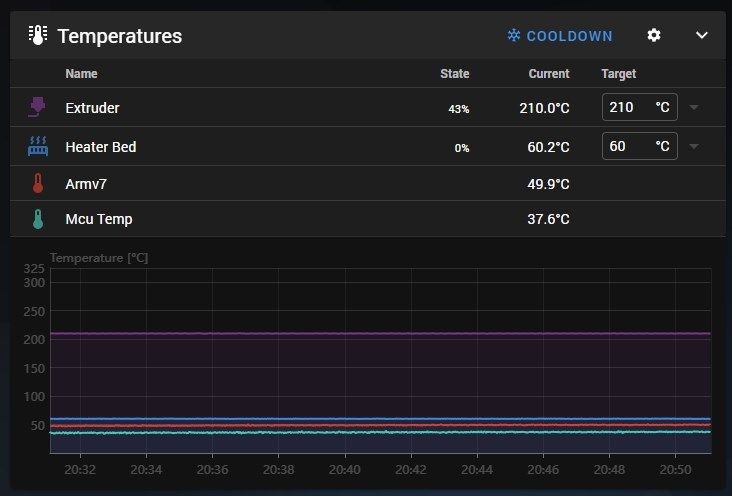
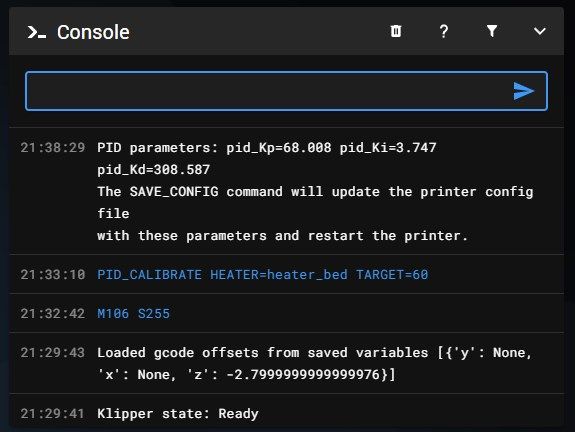
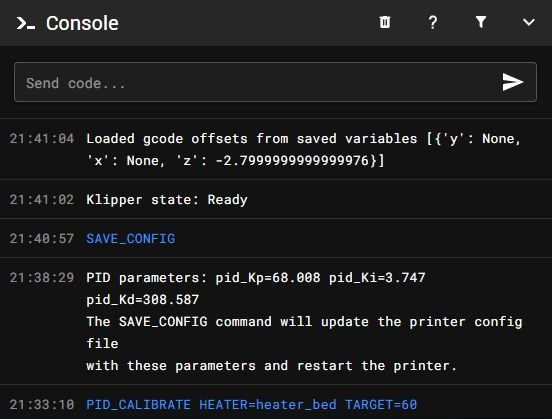
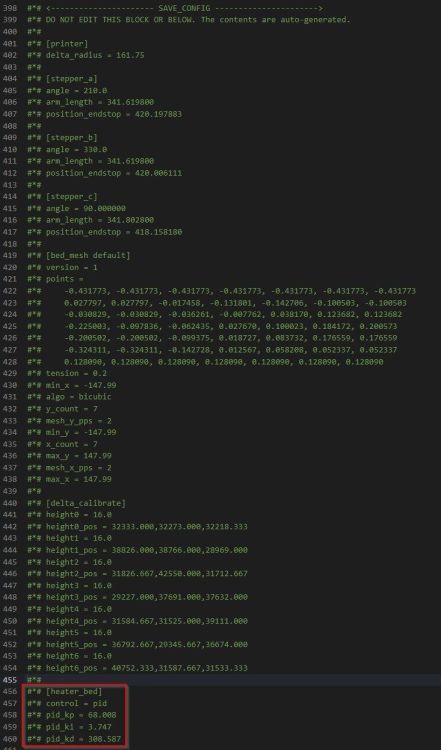
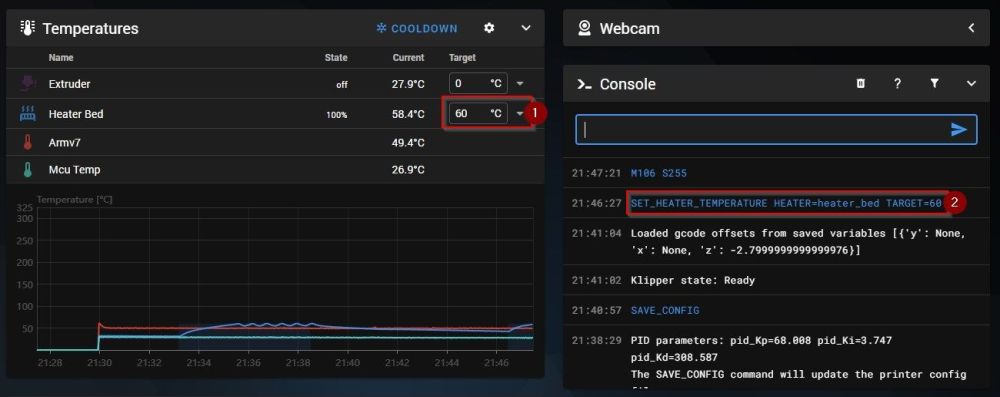
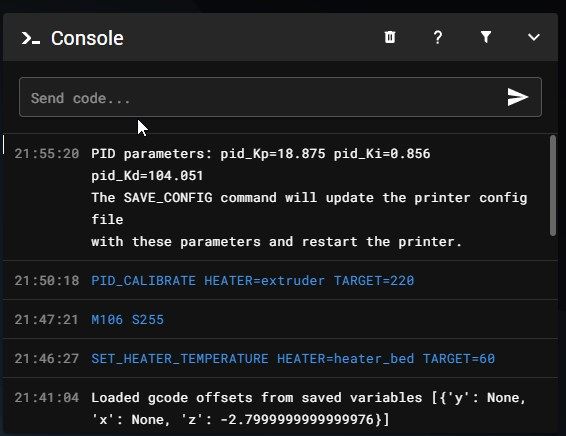
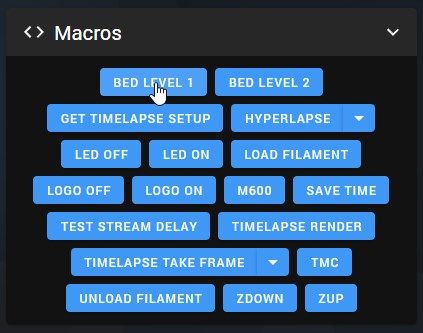
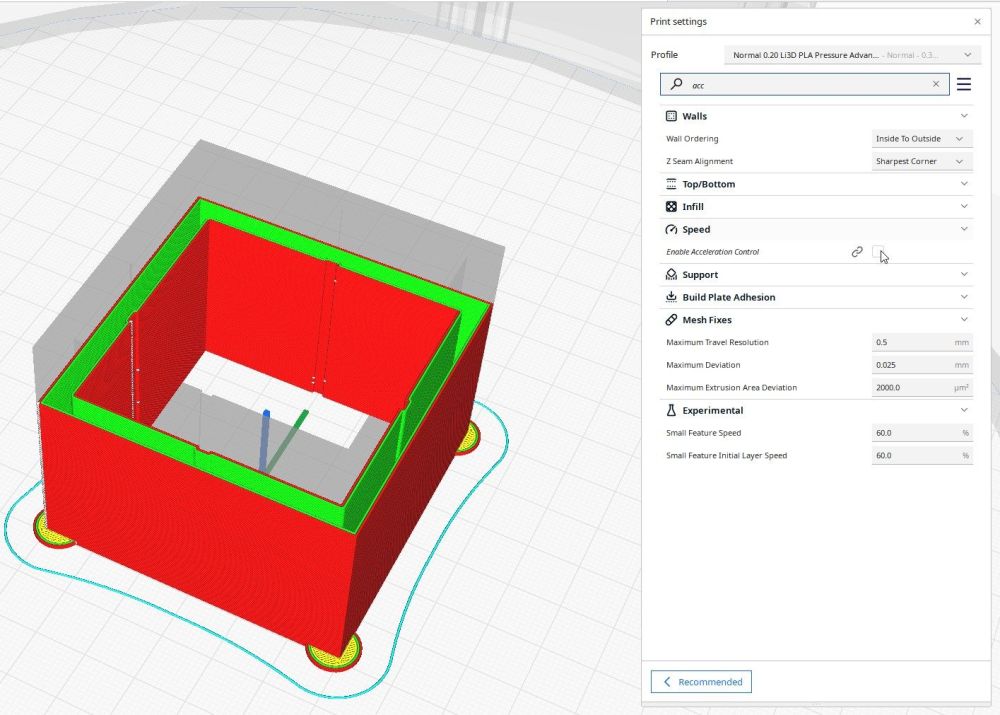
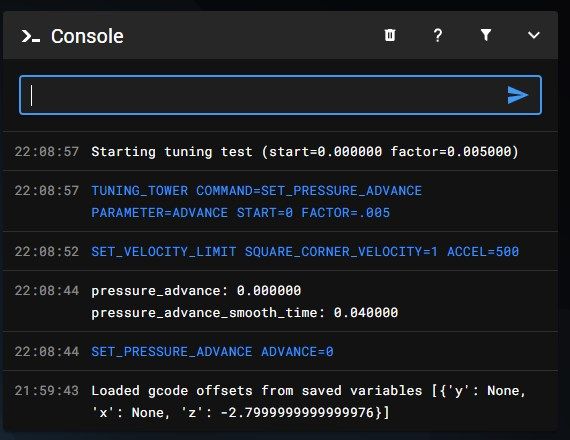
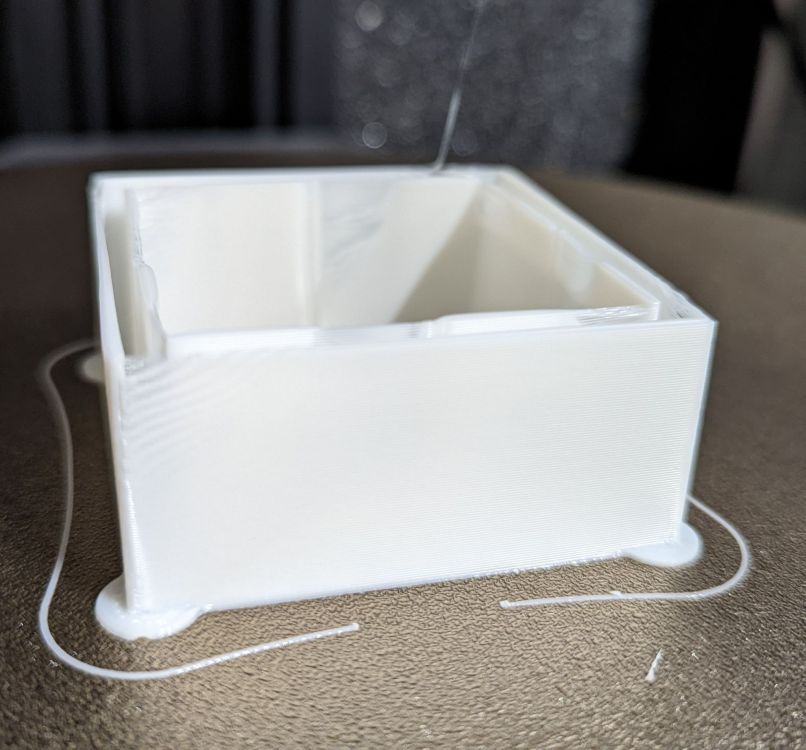
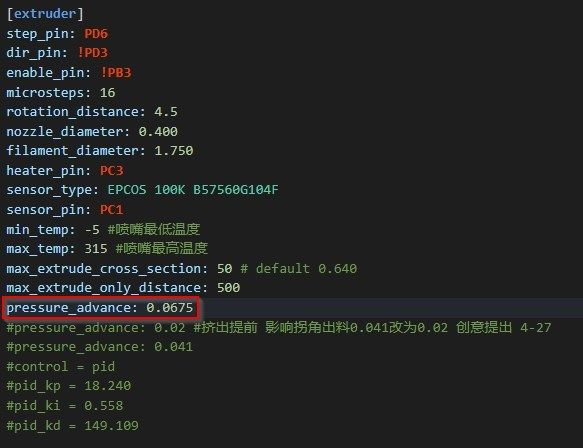
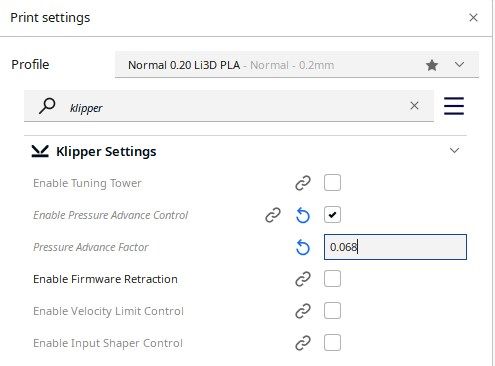
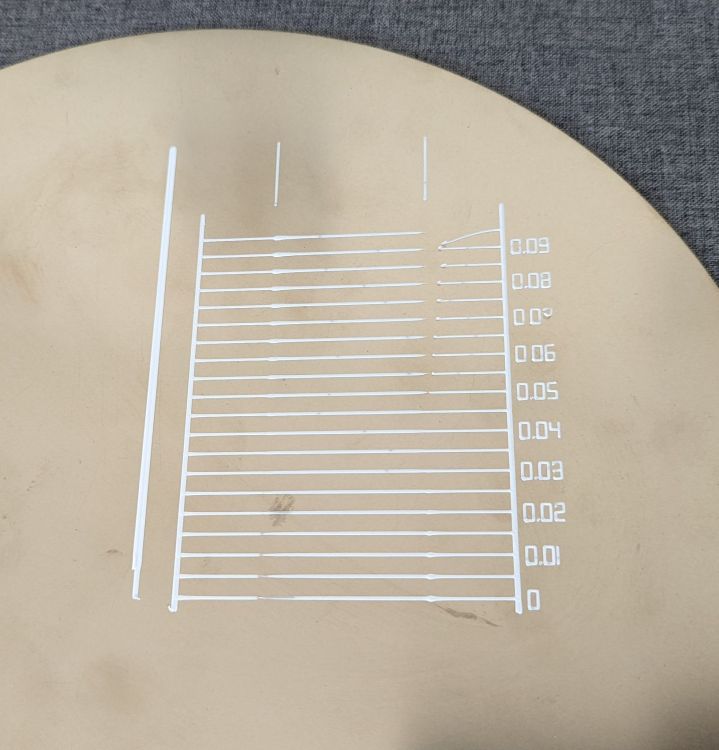
Pour aller plus loin La V400 est une très bonne machine sortie du carton. Cependant, on peut améliorer la qualité des impressions en faisant quelques réglages et calibrations qui sont propres à chaque machine et à leur environnement. J'ai donc refait les PID et le Pressure Advance (équivalent du Linear Advance sous Marlin) pour limiter le suitement de la buse. Réglages PID La procédure ne diffère que peu de Marlin et est même encore plus simple Pour le lit Je commence par le lit puisqu'il doit être chaud pour faire la buse Je déplace d'ailleurs cette dernière à quelques centimètres (~5) du lit et j'active les ventilateurs de la buse avec la commande suivante pour coller aux conditions réelles d'impression : M106 S255 Ensuite, on peut lancer la calibration avec la commande suivante : PID_CALIBRATE HEATER=heater_bed TARGET=60 Vous pouvez vérifier le nom de l'extrudeur dans le fichier printer.cfg : Un fois que c'est terminé, les nouveaux PID sont affichés dans la console: Vous pouvez les mettre à la main dans le fichier printer.cfg (à la place des anciens) ou tout simplement taper la commande suivante (qui fait redémarrer Klipper) : SAVE_CONFIG Attention, les anciens paramètres seront commentés et les nouveaux insérés à la fin du fichier printer.cfg : Pour la hotend Je laisse la buse à quelques centimètres (~5) du lit chauffé à la température que j'utilise le plus, soit 60° (réglage via le widget (1) ou la commande (2) que vous pouvez voir sur la capture ci-dessus). J'active également les ventilateurs de la buse avec la même commande que pour le lit ("M106 S255"), toujours pour rester dans un context cohérent à mon utilisation : Une fois que les prérequis sont bons, on peut lancer le avec la calibration avec la commande suivante avec la température que vous utilisez le plus : PID_CALIBRATE HEATER=extruder TARGET=220 Vous pouvez aussi vérifier le nom de l'extrudeur dans le fichier printer.cfg : Encore une fois, quand c'est terminé, les nouveaux PID sont affichés dans la console: Ici aussi, vous pouvez les mettre à la main dans le fichier printer.cfg (à la place des anciens) ou tout simplement taper la commande suivante (qui fait redémarrer Klipper) pour les insérer automatiquement à la fin du fichier (comme pour le lit, en commentant les ancienns valeurs) : SAVE_CONFIG Voilà à quoi doivent ressembler les courbes de températures avec des PID bien réglés : Pressure Advance Pour définir mon facteur d'avance de pression de chacun de mes filaments, j'ai tout simplement suivi la procédure officielle de Klipper. Il faut commencer par trancher cet objet à une vitesse supérieure à 100mm/s (le profil Cura par défaut convient), avec un remplissage à 0%, une épaisseur de couche à ~75% du diamètre de la buse (soit 0,3mm dans notre cas de figure) et la gestion de l'accélération désactivée : Je vous mets mon gcode si ça peut aider : flsun_v400_pressure_advance.gcode Avant de lancer l'impression, il faut exécuter les commandes suivantes dans le terminal : SET_PRESSURE_ADVANCE ADVANCE=0 SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY=1 ACCEL=500 TUNING_TOWER COMMAND=SET_PRESSURE_ADVANCE PARAMETER=ADVANCE START=0 FACTOR=.005 N'hésitez pas à interrompre le job quand les coin commencent à bien sous-extruder : Grâce à l'eclairage LED de la tête, on voit très bien le boursouflage en bas d'arête qui disparait juste avant que la sous-extrusion commence (quand le facteur est trop élevée). Pour définir le facteur, il faut donc mesurer cette distance : Je me suis pris une légère marge de sécurité en retenant 13.5mm. On utilise cette valeur dans la formule ci-dessous : On reprend les valeurs <start> et <factor> de la commande exécutée précédemment, ce qui donne : Mon facteur d'avance de pression est donc de 0.0675. Il faut donc l'ajouter dans le fichier printer.cfg, en supprimant ou commentant la valeur du constructeur juste en dessous : Ce facteur sera chargé à chaque impression. S'il devrait convenir à bon nombre de PLA (bien qu'il soit clairement mieux de le calculer pour chaque bobine), il peut ne pas convenir pour du PETG, TPU ou tout autre filament. On peut donc écraser sa valeur dans le gCode de l'objet à imprimer avec le code de démarrage suivant : SET_PRESSURE_ADVANCE ADVANCE=<factor> Sous Cura le code de démarrage étant défini au niveau de la machine ce n'est clairement pas pratique... Heureusement, il existe 2 plugins pour Cura (qui ne sont pas sur le market) : KlipperSettingsPlugin et Cura Pressure Advance Setting Plugin. Le second n'ayant pas bougé depuis 2 ans, j'ai pris le premier qui, d'après la page GitHub, donne accès à d'autres paramètres Klipper (Tuning Tower, Firmware Retraction, Velocity Limit Control et Input Shaper Control). Je l'ai installé en suivant la doc, toujours sur la page GitHub. On a ensuite accès au paramètres de Pressure Advance : Après tranchage, on peut voir que le paramètre est correctement ajouté : Mais attention, le mieux est parfois l'ennemi du bien. En combinaison avec la retraction sur un print de plusieurs objets, j'ai eu de la sous-extrusion en fin de couche : Du coup, j'ai fait quelques tests unitaires et remesuré le cube pour arriver à une valeur de 0,032 avec ce PLA blanc : De gauche à droite, 0,07, 0,05 et 0,025 de facteur pressure advance (avec 0,6mm de rétraction et 0,2mm de wipe). Pour être certain que c'est "parfait", j'ai imprimé ce motif de test : J'étais donc pas mal Attention, le générateur n'est pas prévu pour les lits ronds. J'ai dû mettre ces paramètres pour que ça passe sur le lit de la V400 : Pour aller encore plus loin Vous pouvez automatiser ces tâches avec des macros affichées sur le dashboard de l'interface web : Je ne m'y suis pas encore collé sachant qu'on ne fait pas ces réglages tous les 4 prints




 1 point
1 point -
@dureiken il n'y a aucun firmware dispo pour la X2 a leur actuel, je vais regarder pour en faire un porche de ma version pour X1 mais adapté à la X2. Un peu de patience car il faut un peu de temps et normalement l'imprimante pour testé le tout, après je devrais m'en sortir sur la X2 a l'aveugle car elle est très proche de la X1 il me faut juste bien définir et gérer la Ruby dans marlin. Je reviens vers vous avec le marlin dès que possible.1 point
-
oui en effet pour le rendement il y a du bon et moins bon ;mon but et juste la création et la tenue dans le temps des éoliennes fabriquer en 3d, quand a la grande sur la photos wouah belle realisation. j en est deja 2 petites dans le jardin en petg et pla et les 2 tiennes depuis deja 2 ans sans broncher .un peu de decolorisation par endroit mais le tout tien bon. j1 point
-
Tout à fait d'accord avec ce que tu dis, mais les éoliennes avec axe vertical et incidence variable sont mécaniquement fragiles. Tiens le gars qui est entrain de vernir la pale c'est moi. Là on jouait dans la cour des presque grands...
 1 point
1 point -
Aucune éolienne n'as un gros rendement, c'est juste une mode, 70% du temps elles ne produisent strictement rien.(soit trop de vent , soit trop peu, il faut vraiment des conditions optimales) Par contre en omnidirectionnel elles produisent , c'est vrai un peu moins, mais le facteur vent est moins important, et donc sur une période donné elles produisent pendant plus longtemps donc ça s'équilibre avec les éoliennes classiques. Le must d'un point de vue temps de production, est des éoliennes avec axes verticales dont l'incidence des pales change avec la vitesse du vent, comme ça elle peut produire presque 80% du temps. cf ici ou ici. Et plein de projet en DIY existe que l'on peut réalisé soit même.1 point
-
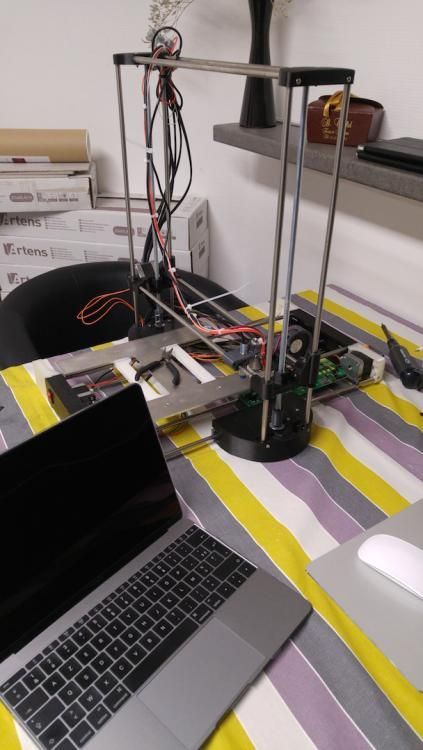
Salut les Dagomeurs... Voilà quelques semaines que je prépare le bouzin... En phase finale de montage mais voilà une Dagoma qui a comme dimensions d'impression 350x350x400. Encore quelques pièces de renforts et de propreté à imprimer mais dans l'idée...
 1 point
1 point