Classement




Contenu populaire
Contenu avec la plus haute réputation dans 19/01/2023 Dans tous les contenus
-
Salut, Extrait d'un dialogue avec Chat GPT application d'intelligence artificielle: Moi - qu'est-ce que le stringing en impression 3d? ChatGPT: Le stringing est un terme qui décrit le phénomène d'accumulation de matière plastique autour de la buse de l'imprimante 3D lors de l'impression d'une pièce. Ce sont des fils de plastique qui s'accumulent, qui donnent à la pièce une finition brouillonne et inesthétique. Le stringing est causé par des températures d'extrusion trop élevées, des vitesses trop lentes, des réglages incorrects et des matériaux d'impression incompatibles. Moi- et le warping ? ChatGPT :Le warping est un phénomène qui se produit lorsque les morceaux imprimés en 3D se déforment lors du refroidissement. Les pièces imprimées en 3D sont généralement composées de matériaux plastiques qui se contractent à différents taux lorsqu'ils refroidissent, ce qui peut entraîner une déformation de la pièce. Les méthodes de prévention du warping comprennent l'utilisation de plaques chauffantes, l'utilisation d'une désolidarisation pour améliorer l'adhérence et l'utilisation de méthodes d'impression plus lentes. Pour ceux qui ont d'autres questions c'est ici : https://beta.openai.com Gratuit pour l'instant mais inscription necessaire. Essayez toutes sortes de questions, vous verrez les résultats son bluffants ... Edit: Bon je resiste pas, Je m'amuse beaucoup avec mon nouvel ami : Quelle est la meilleure imprimante 3d ? Le choix d'une imprimante 3D dépend de vos besoins et de votre budget. Il existe de nombreuses imprimantes 3D sur le marché, allant des imprimantes 3D à bas prix aux modèles haut de gamme. Si vous êtes à la recherche de la meilleure imprimante 3D, nous vous recommandons de vérifier l'imprimante 3D Anycubic Photon. Elle est considérée comme l'une des meilleures imprimantes 3D sur le marché et offre de nombreuses fonctionnalités intéressantes pour les utilisateurs. L'imprimante Photon est également très facile à utiliser et à configurer. Si vous recherchez une imprimante 3D à un prix raisonnable, nous vous recommandons l'imprimante 3D Creality Ender 3 Pro. Elle est abordable, mais offre une qualité d'impression impressionnante et des fonctionnalités intéressantes. Les imprimantes FLSUN sont elles de bonnes imprimantes ? Les imprimantes FLSUN sont considérées comme des imprimantes 3D abordables et fiables, offrant une excellente qualité d'impression. Ces imprimantes sont connues pour leur construction robuste et leur précision, et elles sont faciles à utiliser et à configurer. De plus, elles sont livrées avec des logiciels et des accessoires utiles, ce qui en fait un bon choix pour les débutants et les utilisateurs avancés. J'ai entendu parler des imprimantes Voron, est-ce un bon choix pour les débutants ? Les imprimantes Voron sont connues pour leur qualité et leurs performances. Elles peuvent imprimer avec précision des pièces complexes et sont très bien adaptées à l'impression 3D haute précision. Cependant, elles sont plus difficiles à configurer et à utiliser que les imprimantes 3D grand public. Elles sont donc plus adaptées aux utilisateurs avancés ou expérimentés. J'y retourne !3 points
-
Salutation ! Oui c'est surement possible (Bien que je n'en sache rien. Demander a Google ? ) Mais, il me semble que la législation interdit d'utiliser sur la voie publique une trottinette débridée. Donc je verrouille le sujet qui n'a aucun rapport avec l'impression 3D et qui risque de détailler des choses illégales. (Navré. Mais ici c'est pas un forum de hack de trottinettes)3 points
-
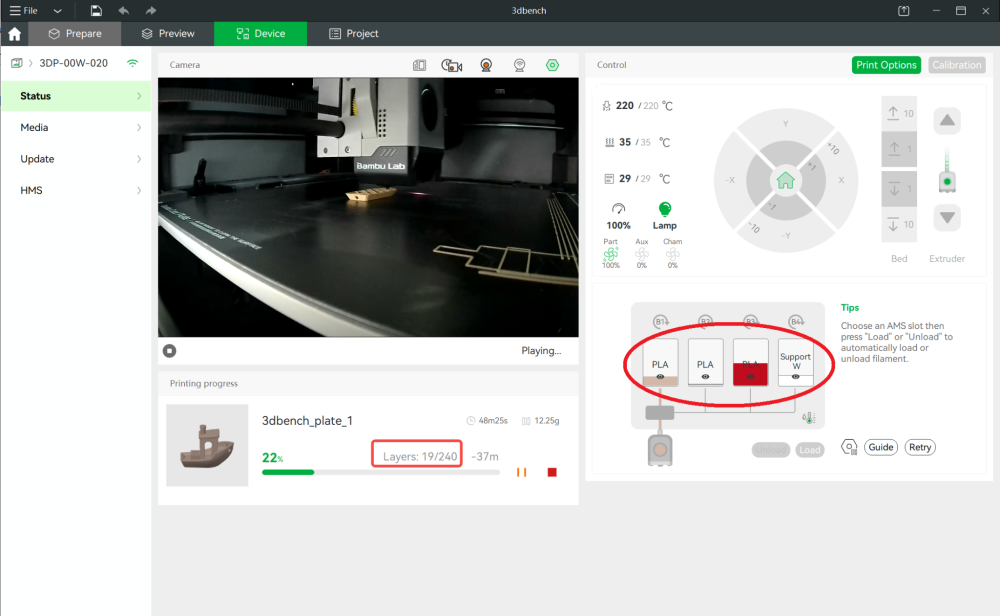
C'est le buzz du moment et c'est en test sur le blog, l'imprimante 3D Bambu Lab P1P ! https://www.lesimprimantes3d.fr/test-bambu-lab-p1p-20230118/3 points
-
Je viens de recevoir un gentil message de SnapMaker. Ils sont satisfait des deux imprimantes qu'ils ont lancées en 2022, j'aurais grandement préféré qu'ils soient fier des livraisons faites de ces deux imprimantes. "2022 est une autre année marquée par l'incertitude. Peut-être avez-vous également été touché d'une manière ou d'une autre. Nous espérons que votre imprimante 3D Snapmaker a été à vos côtés et vous a aidé à fabriquer quelque chose de merveilleux pour illuminer votre vie. À l'aube de la septième année de Snapmaker, nous sommes plus que reconnaissants d'être soutenus par une communauté toujours plus nombreuse. Grâce à votre soutien, nous avons surmonté les difficultés et lancé avec succès non pas une mais deux imprimantes 3D flambant neuves en 2022 ! Jetons un coup d'œil à ce que nous avons accompli en 2022 !"3 points
-
J'imagine aussi, et donc ça pourrait peut-être répondre à la question "à quoi sert le Lidar ?" . Ça serait génial si on pouvait éditer des puces RFID à coller sur nos bobines où on définirait ce coefficient ainsi que d'autres infos. Comme ça au moment où la bobine serait chargée sur l'AMS il n'y aurait aucun changement à faire. J'espère que ça arrivera un jour, de manière officielle ou non.2 points
-
Bin si vous savez pas quoi en faire, je peux vous donner mon adresse pour l'expédition, je vous débarrasse avec plaisir si cela peux vous rentre service et faire de la place dans vos ateliers....2 points
-
Oui, après, si ton horloge tourne vraiment trop vite, tu pourras la reconvertir en ventilateur !2 points
-
La mienne est arrivée ce matin aussi, toujours dans le carton2 points
-
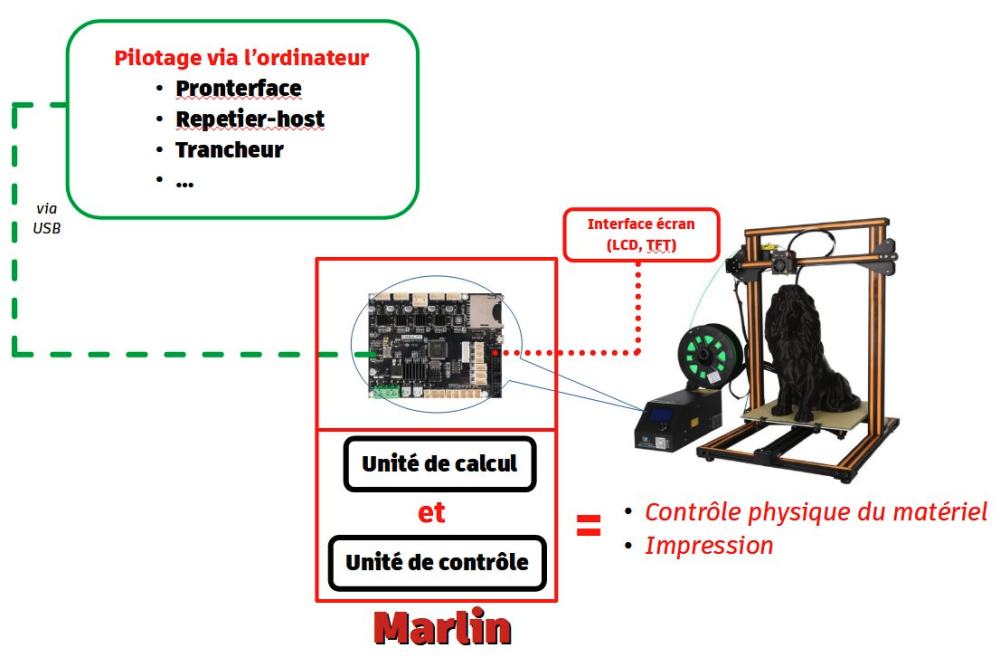
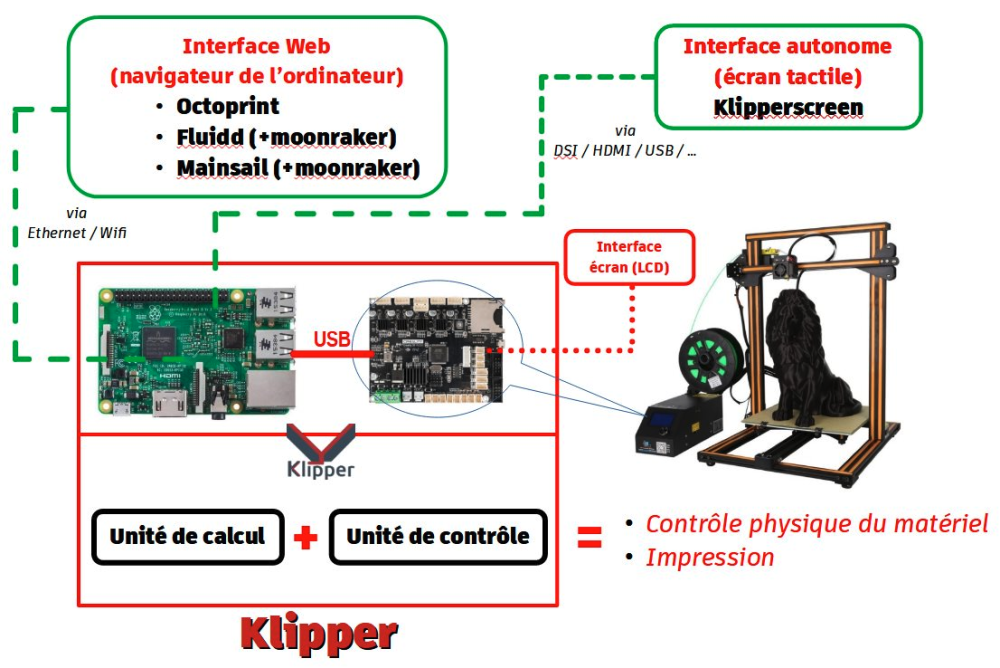
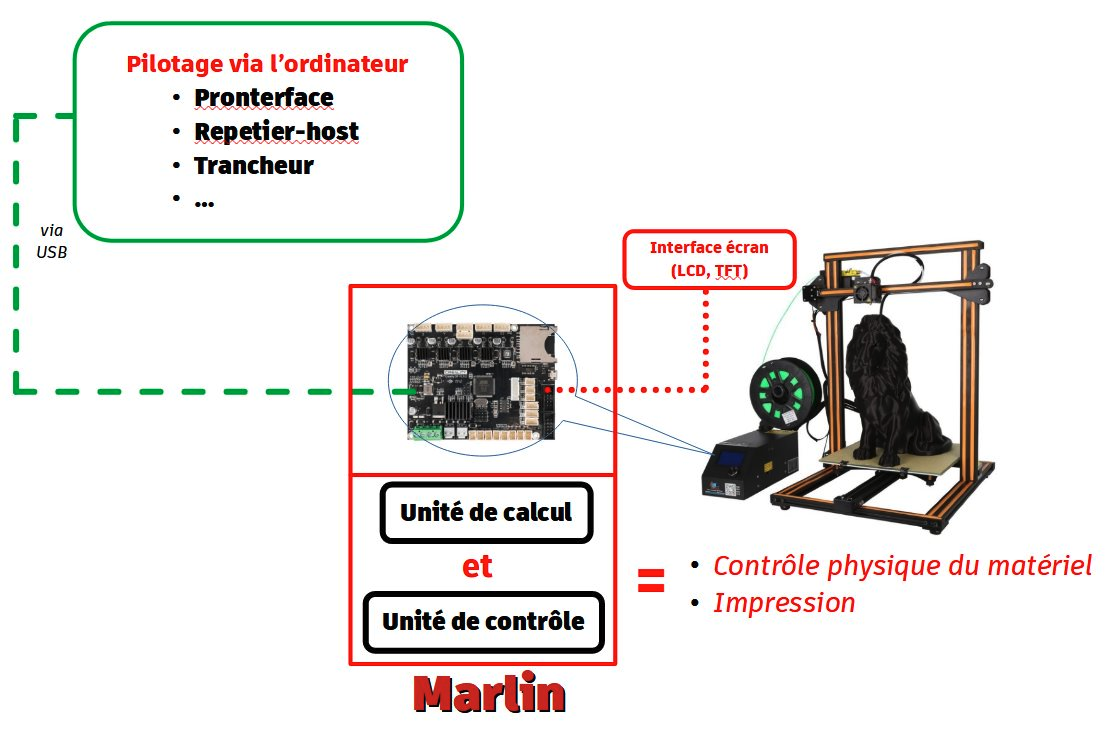
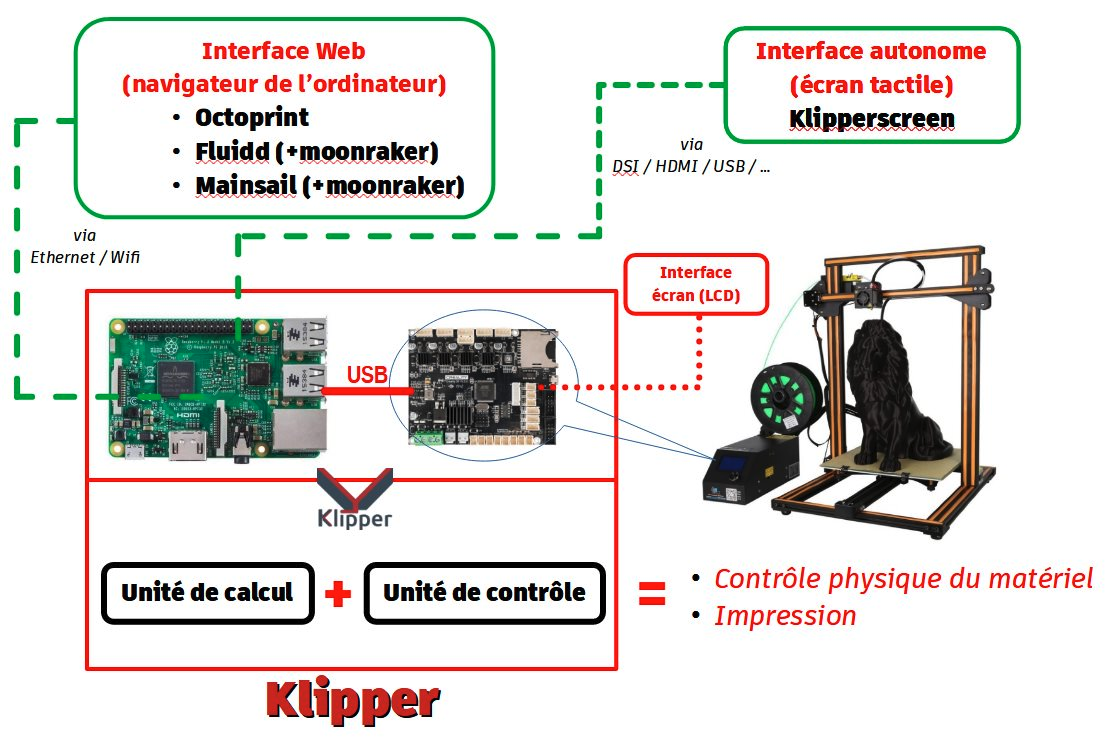
Dans le monde de l’impression 3D, le microgiciel (firmware) Klipper devient de plus en plus populaire. Peu d’imprimantes en sont équipées d’origine, l’exception étant les machines Voron ou Ratrig (RatOS) qui ne sont pas vendues telles quelles : il faut d’abord sourcer toutes les pièces nécessaires, attendre la livraison d’icelles et finalement procéder à leur assemblage / montage / calibrage. Heureusement, quelques fabricants d'imprimantes 3D commencent à produire et vendre des imprimantes fonctionnant avec ce microgiciel Klipper au lieu de l’habituel Marlin : Flsun avec sa V400 , Biqu / Bigtreetech avec sa Hurakan et d'autres à venir. Avant de céder à cette « mode », un petit rappel me semble nécessaire afin d’éviter toute déconvenue et/ou désillusion. Qu'est-ce que Klipper ? Klipper est le logiciel pilotant l’imprimante 3D à l’instar de Marlin. Le microgiciel (firmware) Marlin actuellement équipe la majorité des imprimantes 3D amateurs. L’imprimante pour peu qu’elle soit équipée d’un écran de contrôle est entièrement autonome. Un matériel informatique peut toutefois être relié à l’imprimante via un câble USB pour permettre de la contrôler plus agréablement. Klipper, contrairement à Marlin, ne s'exécute pas uniquement sur la carte de l'imprimante, mais répartit le travail entre un matériel informatique et la carte mère de l'imprimante. Sans ce matériel informatique supplémentaire une imprimante «klipperisée» ne peut fonctionner seule. Dans les dessins ci-dessus, tout ce qui est encadré en vert correspond à des compléments facultatifs, les éléments indispensables et suffisants sont eux encadrés en rouge. Dans la suite de ce document, j’utilise l’acronyme RPi en lieu et place de RaspberryPi pour indiquer simplement le matériel informatique accueillant le système d’exploitation Linux (unité de calcul ci-dessus). Ce matériel informatique peut être une Raspberry Pi (actuellement difficilement trouvable à cause de la pénurie de composants électroniques actuelle) ou n’importe quel autre matériel informatique « récent » : autres SBC (Small Board Computer), AndroidTV, PC (terme générique pour Personal Computer indépendamment du système d'exploitation), un smartphone Android, des tablettes « tout-en-un » genre Flsun SpeederPad ou Creality SonicPad, … Un RPi possède plus de mémoire et plus de puissance de calcul qu’une simple carte d'imprimante 3D munie de son microcontrôleur. Le système d’exploitation sous-jacent est une distribution Linux. Ce qui offre plus de possibilités que ce qu’offre le système de gestion des cartes à microcontrôleur de nos imprimantes 3D. Linux offre : un accès au système de fichiers, l’utilisation de langages de programmation (python, …), une connexion réseau (Ethernet et/ou Wifi), la gestion du multitâche, … NOTE IMPORTANTE Pour tout système Linux, au moins un utilisateur possédant des droits élevés est nécessaire à l’accomplissement de certaines tâches sur le matériel (mises à jour du système, installation de logiciels, …), nommé «root» (un peu l’équivalent de l’administrateur système de Microsoft Windows). Cet utilisateur « privilégié » est tout-puissant à l’intérieur du système, il peut donc faire tout ce qu’il souhaite y compris des dégâts ; raison pour laquelle quand des tâches potentiellement « dangereuses » doivent être réalisées, il faut les faire en toute connaissance de causes en précédant ces commandes du terme «sudo» ( ex : « sudo rm -rf / » (commande à ne pas tenter évidemment)). Le mot de passe sera alors demandé avant d’exécuter la commande. Ces capacités avancées d’un RPi sont utilisées par Klipper (langage Python) pour effectuer une analyse GCODE plus approfondie ainsi qu’une planification plus précise des mouvements basée sur des modèles cinématiques. Aucune carte 32 bits de nos imprimantes même équipée de plus de mémoire et de puissance CPU ne peut rivaliser. La partie microprogramme de Klipper (microgiciel) de la carte de l'imprimante contient un très petit noyau de traitement. Microgiciel qu'il faudra flasher (installer) sur la carte de l'imprimante. Celui-ci est chargé de gérer les périphériques (moteurs pas à pas, chauffage, écran LCD, ventilateur, capteurs de température, etc.). Cela correspond à l’unité de contrôle (dessins ci-dessus). Avantages de Klipper Les mouvements de l'imprimante semblent plus fluides et plus rapides. Même avec de simples pilotes Allegro A4988, le bruit du moteur est réduit, cependant pas autant qu'avec des pilotes TMC (2208, 2209, … par exemple). La configuration de l’imprimante est facilement modifiable (via un fichier « texte » : printer.cfg) sans devoir installer un nouveau firmware (compiler, flasher). D'autres avantages méritent d'être mentionnés, par exemple : la «Pressure Advance». À l’identique du «Linear Advance» de Marlin, il s’agit d'un modèle physique de commande du moteur de l'extrudeuse. En gros, cette modélisation tient compte du fait que l'extrusion réelle suit les mouvements du moteur en tenant compte de l’accumulation et de la diminution de la pression dans le filament liquide/rigide. Il est même possible de compenser, atténuer, voire supprimer, la résonance afin de réduire le "ringing", «ghosting» (≃ phénomène d’écho) via l’«Input Shapping». Ce paramètre peut être calculé manuellement ou bien automatisé via l’adjonction d’un composant électronique comportant des accéléromètres (ADXL345). Possibilité de gérer plusieurs matériels / cartes en même temps (mcu). La carte initiale n’a plus assez de sorties pour l’ajout de nouveaux moteurs, il suffit d’ajouter une deuxième carte et de paramétrer / compléter le fichier printer.cfg pour en tenir compte. Large compatibilité avec le GCODE des trancheurs courants (Cura, Superslicer, Prusaslicer, …). Ainsi le flux de travail habituel peut être maintenu. Utilisation de macros GCODE, que l’on peut assembler pour traiter des séquences de commandes à la manière d’un "script". Par exemple, réduire au minimum le GCode de démarrage ou d'arrêt (START_PRINT, END_PRINT), émuler des GCodes inexistants. Possibilité d’utiliser les paramètres transmis par le trancheur (par exemple, les valeurs de température dans le code de départ). Grâce aux Gcode étendus, Klipper permet de gérer facilement de nombreuses étapes d'étalonnage / calibrage : aide au nivellement du plateau, recherche des bons paramètres de pression-avance, … Dans de nombreux cas, c’est plus confortable que ce à quoi Marlin nous a habitué. Inconvénients de Klipper L'imprimante ne peut être utilisée qu'en conjonction avec un RPi. Ce qui signifie que l'imprimante perd son indépendance. Il reste possible de remplacer la carte contrôleur par une autre, incorporant les deux unités (calcul / contrôle, voir plus haut) comme : la Bigtreetech (BTT) Manta, la Mellow FLY-Gemini, la Mellow FLY-Puppet, la MKS SKIPR, la PandaPi, … Le port série (port USB) de la carte imprimante n'est plus disponible pour l'envoi de GCODE, ce port est nécessaire à la communication entre le RPi et la carte imprimante. Les écrans TFT, tactiles ou non, de plus en plus courants sur de nombreuses imprimantes 3D ne sont pas pris en charge. Si votre imprimante en est équipé, vous ne pourrez plus l’utiliser. Klipper ne gère que les écrans LCD simples avec encodeur à bouton (contrôleur graphique RepRap 2004 ou 12864 et ses variantes). Klipper n'est pas aussi répandu (actuellement) que Marlin. Le risque existe d'obtenir moins d'aide en cas de problème qu'avec la norme de facto Marlin. Klipper fournit une abondante documentation assez technique (en très grande partie en anglais, des traducteurs sont les bienvenus pour d'autres langues ) qui peut (pourrait) rebuter un novice. Passer de Marlin à Klipper nécessite un réel effort d’apprentissage, cependant de nombreux canaux permettent d’obtenir de l’aide (Github, Documentation, Discord, Discourse (forum), Reddit,…) Klipper fonctionne sur des systèmes équipés de Linux comme OS. Une connaissance et maîtrise minimale de Linux (ligne de commandes) est évidemment utile. La copie / recopie d’exemples proposés sur divers sites peut évidemment fonctionner, tant que l’on ne rencontre pas de problème. Je ne suis aucunement un expert, mais un simple amateur avec quelques connaissances / compétences dans plusieurs domaines (Linux, Klipper, Marlin, …), connaissances acquises par la pratique que je souhaite simplement partager. « Seul on va plus vite, ensemble on va plus loin. » Proverbe africain En écrivant ces lignes, j’espère simplement accroître la popularité de Klipper auprès de la communauté de l'impression 3D et faire en sorte que le passage de Marlin à Klipper relève d’un « educated guess » (expression anglo-saxonne signifiant peu ou prou « en toute connaissance de causes ») plutôt que la poursuite d’une mode au risque de déceptions. Ce fil se poursuivra avec le test de plusieurs matériels « tout-en-un ».
 1 point
1 point -
Ça aurait été l'année du faon en Chine j'aurais adoré qu'ils se renomment Bambi Lab, malheureusement ce sera l'année du lapin Sinon, j'ai vu sur la release Github et les images qui y sont que sur le visuel de l'AMS on voit un niveau de remplissage des bobines, donc j'imagine qu'on va pouvoir, sur les bobines avec un tag RFID, savoir précisément ce qu'il reste sur la bobine. Ça fait une nouvelle utilisation en plus, pourquoi pas, à voir s'ils ont l'idée d'autres choses.
 1 point
1 point -
J'ai eu le même problème (enfin j’ai fait la même erreur je pense:-D) Il faut bien sélectionner exactement sur chaque ligne les mêmes options indiquées dans le github quand tu te trouves à cette section sinon pareil j'avais que le klipper.elf et je ne comprenais pas pourquoi et en regardant de plus près j'avais sélectionné que la première ligne avec étoile et je n’avais rien fait sur les autres...
 1 point
1 point -
@Modérateurs Globaux double sujet1 point
-
1 point
-
Sortie du Bambu Studio 1.4.2 comme prévu - surtout pour accompagner le firmware de la P1P + des bugs fixes.1 point
-
Bonjour, Je ne connais pas trop Fusion, mais plutôt Inventor. Pour extruder des logos, je les décomposais en vectoriel suivant les couleurs (avec inkscape), et pour les plus récalcitrant, je les passais en dxf. Le plus chiant, c'est de garder chaque décomposition avec la même référence. Ensuite, tu importes et tu extrudes chaque dxf Ci joint un test rapide logo_horizontal_transparent.png.2afaa94a54d744e007351a8ecd651c72.dxf Après de nouveaux essais, uniquement sur Inkscape, en réduisant le nombre de couleurs j'arrive à ça. Mais les ombres et dégradés n'aident pas beaucoup. Si je peux me permettre un suggestion, il faudrait retirer l'ombrage et les dégradés divers des lettres. Passer en NB, et tu passes par inkscape pour récupérer le contour en dxf
 1 point
1 point -
Salut, Je connais pas trop Fusion 360, mais ton logo est là en SVG :1 point
-
Bonsoir PPAC Merci pour ton retour, mais j'avais oublié de dire qu'antre temps j'ai acheté une carte micro SD Sandisk en 32 Go formater en fat 32. mais le même problème est arrivé, par contre de sauvé sur le PC et de faire le transféré via explorateur Windows, jamais essayé. je teste et reviens vers toi. Je viens de testé et toujours pareil Je viens de reformater ma carte SD suivant le tuto envoyé et de modifier le nom du fichier et cela a fonctionné. je croise les doigt pour les futur merci beaucoup PPAC1 point
-
Salutation Changer de carte SD par une de qualité ? Et préférer sauver sur le disque puis copier avec l'explorateur de fichier que de sauver directement sur la carte SD sous cura. Et bien éjecter le périphérique sous Windows avec de débrancher. Sinon pour libérer le PC, un RaspberryPi ou équivalent pour faire tourner OctoPi / OctoPrint1 point
-
Je suis dans le même cas, avec ma Jupiter qui fonctionne rarement ces derniers temps. Pas vraiment de projets de grandes impressions et aussi comme une "grosse" SLA implique du gros nettoyage surtout si il y a un raté d'impression ... j'imprime rarement sur un coup de tête avec elle. C'est dommage je la sous exploite. Allez on va se trouver un gros truc à imprimer1 point
-
Merci @MrMagounet pour toutes les précisions et de sauvegarder notre portefeuille1 point
-
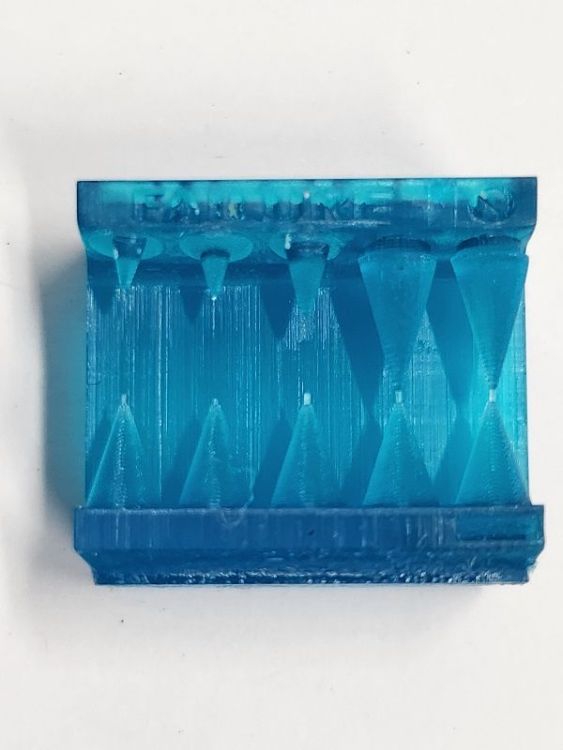
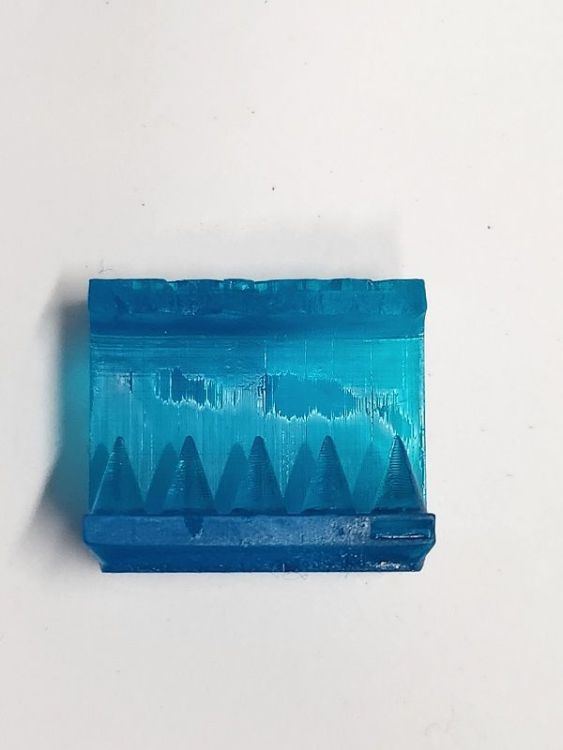
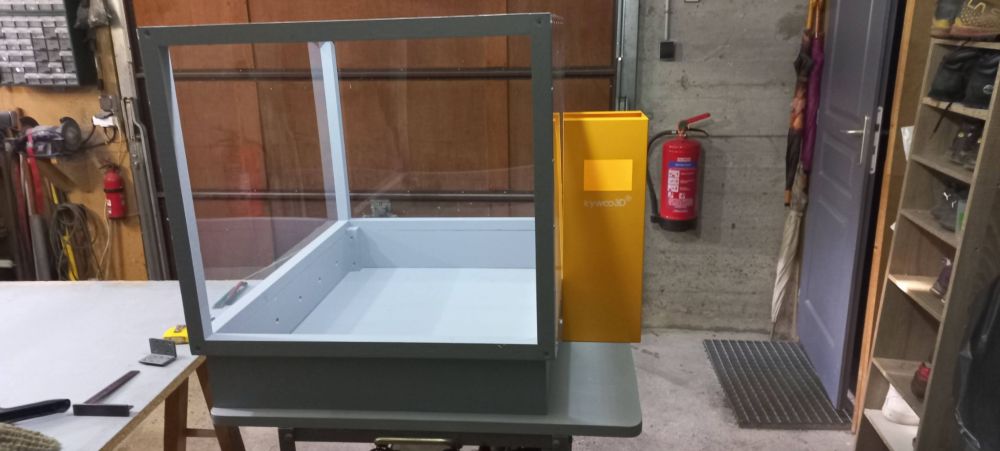
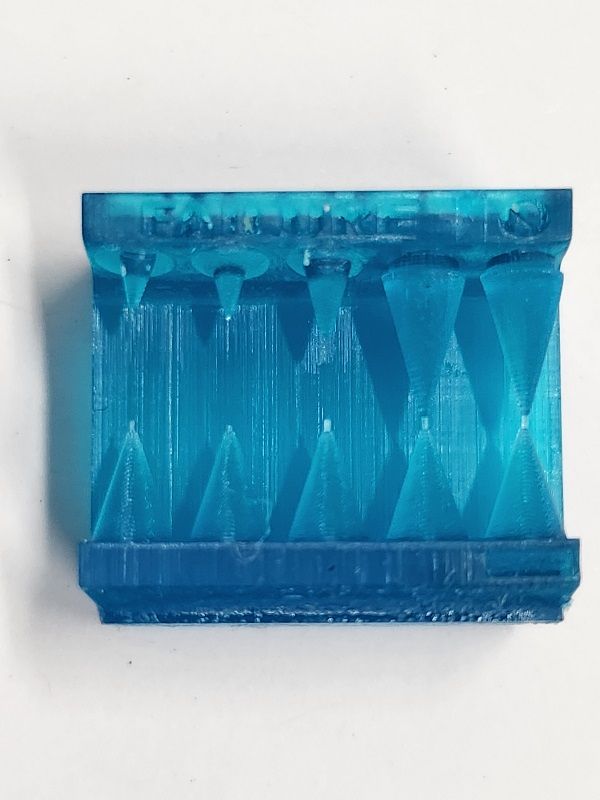
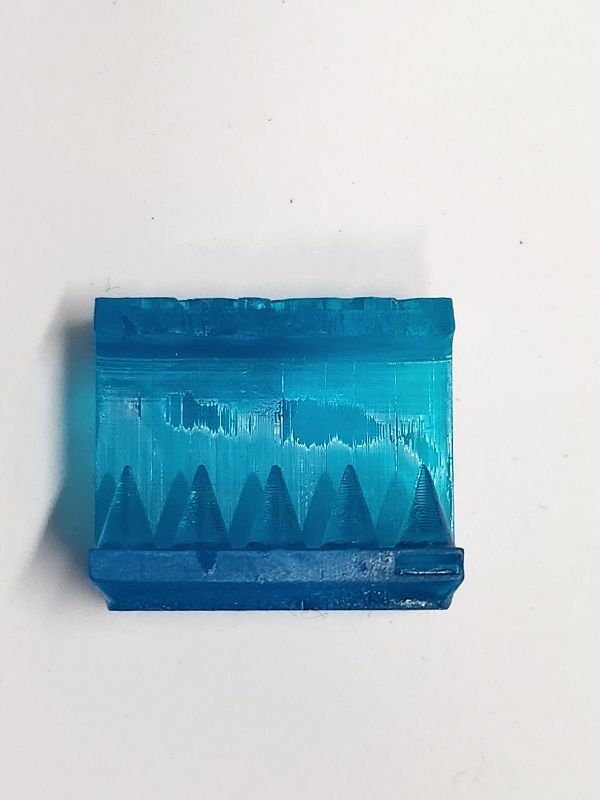
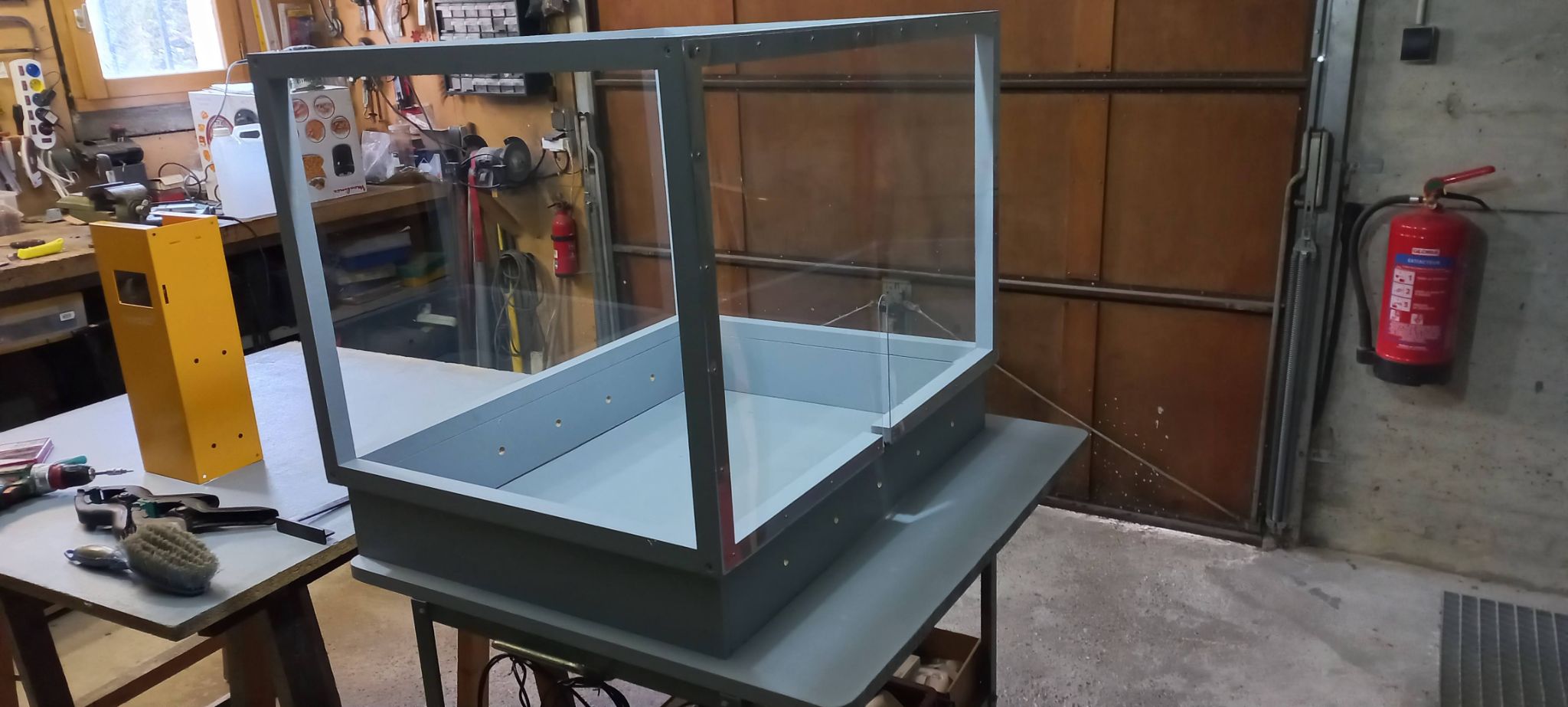
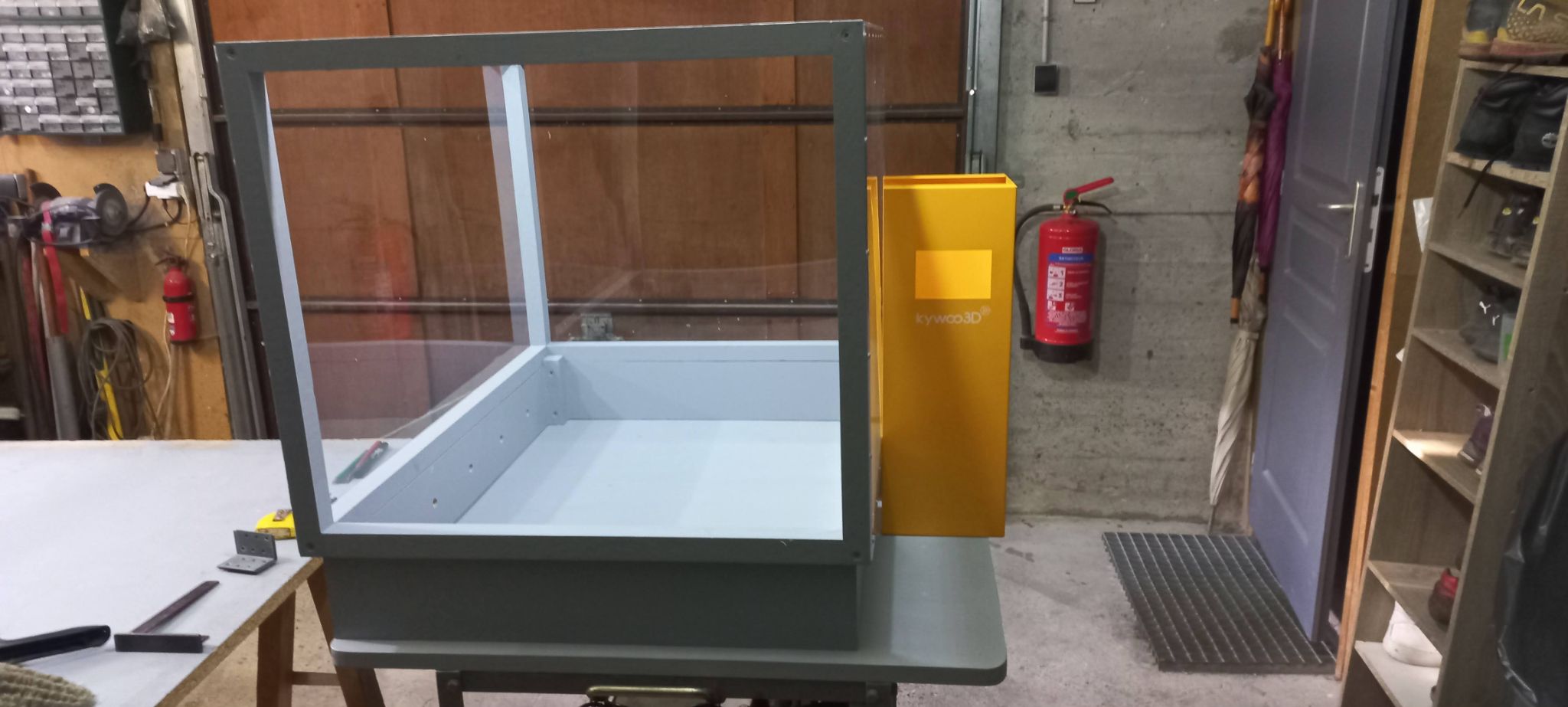
Hello! Voilà, petit retour sur mes premiers pas avec une imprimante résine. Pour commencer, je viens donc de recevoir la petite: Une Creality Halot One Cl-60 (Actuellement toujours à moitié prix chez 3dJake, soit 130.- Euro). L'imprimante semble de bonne qualité même si le plateau n'est pas très grand. Mais bon... à ce prix là... J'ai commandé pour commencer un litre de résine 3DJake Color Mix basic ainsi qu'un flacon de colorant bleu translucide. Pour les durée d'exposition, je me suis basé sur les commentaires qui donne des temps à 40 sec pour la sur-exposition et 6,5 sec pour la suite. Avant toute chose, MAj de la machine,scotcher le second FEP fournit sur l'écran afin de palier à toute catastrophe. Calibrage du zero.. Et c'est parti pour les premiers test avec les fichier présent sur la clé USB. D'abord, l' Hollow sphere: Puis, le deuxième fichier, une petite tour: Je suis très satisfait du résultat. Maintenant, je me lance dans mon premier tranchage sur imprimante résine... Je commence donc avec le logiciel fournit sur la clé (Halot Box). Bon, pas de surprise, comme lu sur de nombreux post, celui-ci est complètement bugé. Je test ensuite Chitubox et Lychee dont j'ai entendu beaucoup de bien sur le forum. Mon choix s'est rapidement porté sur lychee que je trouve plus ergonomique à mon goût. Premier tranchage avec le fichier "Cones of calibration" afin de paramétrer au mieux les temps d'exposition. Premier essai avec 6.5 sec: Le coté "SUCCESS" est OK, mais il reste encore deux cones sur le coté "FAIL". Rebelotte avec 5 sec d'exposition: Le coté "SUCCESS" est toujours OK, et cela semble mieux sur le coté "FAIL". Je viens donc de relancer un test avec 3.5 sec d'exposition. A suivre... Edit: Bon, alors 3.5 sec c'est l’échec... le coté "SUCCESS" a foiré et la fin du print est restée colée au FEP. Donc, nettoyage du FEP et on repart pour un test avec 4,5 sec d'exposition. Edit 2: Presque. du coup je vais resté sur 5 sec. Plus qu'a testé un cube de calibration afin de vérifier les dimension.







 1 point
1 point -
Ca commence à prendre forme!

 1 point
1 point -
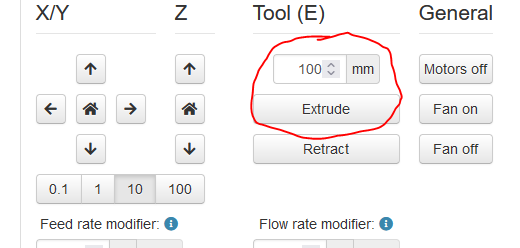
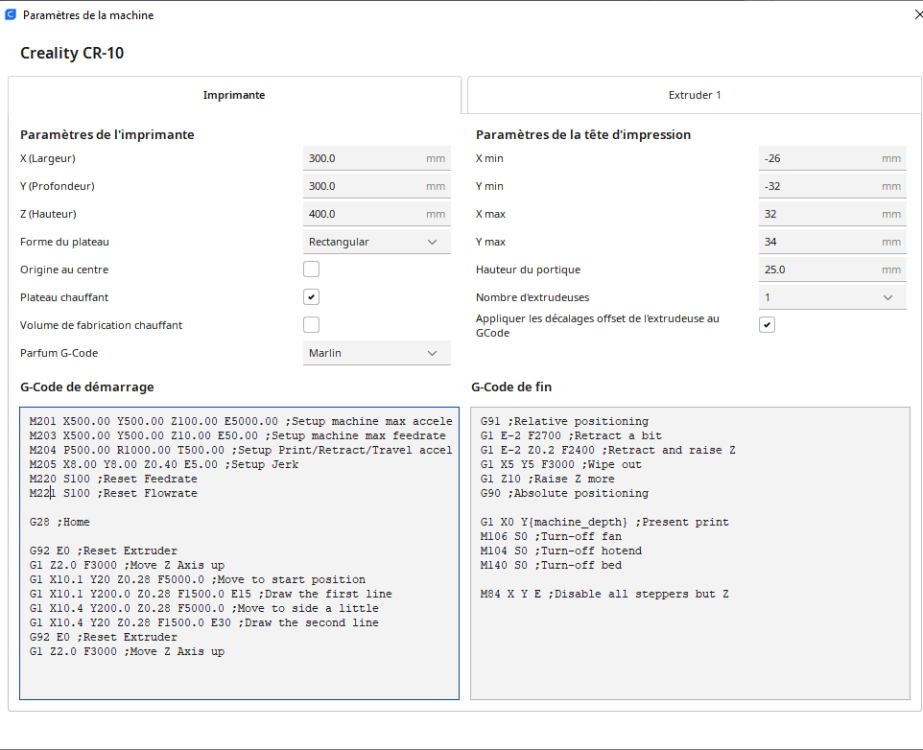
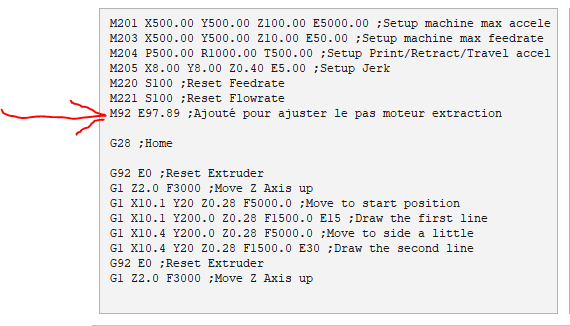
Réglage de l'extrusion Nota : pour ce qui est des réglages de l'imprimante, d'une façon générale, je vous conseille de partir du tuto de @fran6p Ici Il donne aussi d'autres conseils très intéressants sur le réglage de l'imprimante. Ci dessous, m'étant un peu cassé les dents sur le sujet, je ne vais qu'ajouter quelques réflexions sur un problème que j'ai eu : Mesure de l'extrusion réel . Pourquoi mesurer l'extrusion en la déclenchant via la touche extrusion sur octoprint ne marche pas toujours. Le réglage de l'extrusion consiste à faire en sorte que lorsque le Gcode demande à ce que le fil sorte de par exemple 1 mm , et bien mécaniquement, le fil sorte vraiment de 1 mm. Ce que l'on trouve classiquement, et c'est effectivement ce qu'il faut faire, est de marquer le fil à 12 cm de l'entrée, de l'extruder de 10 cm et de voir ce qu'il reste entre cette marque et l'entrée. Perso, je l'ai fait avec un petit morceau de scotch et en prenant la tige filetée comme référence. Rien de nouveau donc. Par contre attention, en déclenchant cette extrusion dans Octoprint : Je n'ai obtenu qu'un déplacement de l'ordre de 60 mm au lieu des 100 mm demandés. D'où en apparence une grosse erreur d'extrusion, pourtant mes impressions n'était pas si mauvaises que cela. Le problème, est que Octoprint déclenche l'extrusion avec une vitesse de 300 (on peut le voir dans son onglet "terminal" après avoir lancé l'extrusion. Gcode G1 E suivi de la valeur de l'extrusion F suivi de la vitesse du déplacement Et quand on regarde la roue dentée qui fait avancer le fil, on voit qu'elle tourne nettement plus vite que lors d'une impression. Sur mon imprimante, elle tourne trop vite pour pouvoir expulser le fil normalement. Le fil est trop freiné par son passage dans la buse. Il faut donc utiliser un autre moyen pour faire cette extrusion, mais à une vitesse de 120 (mm/mn) par exemple. Pour cela, dans l'onglet terminal d'octoprint, on va taper les séquences de Gcodes relevés plus haut dans le terminal, mais en changeant la vitesse. Soit : G91 M83 G1 E100 F120 M82 G90 Les code G91 etc sont à rentrer au clavier dans la case à gauche de send, avant de cliquer sur send. Si vous n'utilisez pas octoprint, vous pouvez vous faire un fichier d'impression comportant ces gcodes et le lancer en déclenchant son impression. En ce cas, il y a des Gcodes à ajouter pour faire chauffer la buse. Ou vous pouvez télécharger ce fichier (ajustez la température de la buse à votre fil) : GcodePourChauffePuisExtraction100mm.gcode qui contient : M109 S180 ; fait chauffer la buse à 180. Valable pour du PLA, à vous d'adapter G91 ; pour être en mode déplacement relatif. Sans doute pas nécessaire vu le M83 qui suit, pas testé sans. M83 ; This command is used to override G90 and put the E axis into relative mode independent of the other axes. G1 E100 F120; Extrusion de 100mm avec une vitesse de 120 mm par mn =2mm/s M82 ; This command is used to override G91 and put the E axis into absolute mode independent of the other axes. G90 ; pour se remettre en mode déplacements absolus. Même réflexion que ci-dessus pour G92 M104 S0 ; coupe le chufage de la buse. Intégration de la mesure pour faire correspondre l'extrusion théorique et l'extrusion réel Solution n° 1 directement dans l'imprimante (mauvaise solution pour mon imprimante car ne le garde pas en mémoire). Dans l'exemple ci-dessus, On a constaté un déplacement de 96 mm au lie des 100 mm demandés. Il faut donc que j'augmente d'un facteur de 100/95= 1.053 la valeur d'avancement du fil par rapport à ce que l'imprimante fait actuellement. Je peux le faire de 2 façons différentes. La première, via l'interface de l'imprimante. Sur ma CR10, je fais Control/motion/Esteps./mm et je constate que ce nombre de pas du moteur par mm est ben celui par défaut pour cette imprimante soit 93 Si j'augmente ce nombre de pas du moteur lorsqu'on lui demande d'avancer le fil d'un mm, le déplacement du fil sera plus important. très exactement, dans mon exemple où on a vu qu'il faut que l'on augmente ce déplacement dans un facteur de 100/95, je vais remplacer les 93 par défaut par 93 x 100/95 = 97.89 en fait, on fiat tourner la molette pour obtenir le chiffre le plus prés de 97.89. Chez moi le chiffre le plus près est 97.8 Solution n° 2 directement dans votre slicer (ici : cura, mais aussi Octoprint...) Dans le slicer, on a la possibilité d'ajouter automatiquement de GCodes en début d'impression. (préférences / configurer cura / imprimante / paramètres de la machine. Vous avez aussi cette possibilité dans octoprint (non encore testé) : Le GCode qui nous intéresse est M92 - Set Axis Steps-per-unit Concrètement dans notre exemple où on souhaite passer cette valeur à 97.89 on va utiliser ce GCode M92 E97.89 (attention un point, pas une virgule pour les décimales) en l'ajoutant ici


.PNG.0df04c5acffd45aee80c9ad156c19221.PNG)



 1 point
1 point -
J'ai eu affaire au support avec ma X1C du Kickstarter qui avait quelques défauts à la réception et j'ai été assez surpris de leur réactivité et de la qualité de la réponse alors qu'ils n'avaient aucune obligation de le faire (ils m'ont offert un bon d'achat de 20€ sur leur boutique). Un truc pas mal aussi c'est que via leur site, si tu as un compte tu peux suivre les tickets que tu as ouvert, ça ne passe pas par ta boite mail donc tu peux suivre tes tickets assez facilement même si tu en as plusieurs d'ouverts en parallèle et tu gardes un historique des anciens tickets avec tous les détails.1 point
-
Salut, Tu vas être bon pour changer ta thermistance (fils blancs coupés) et peut être la cartouche chauffante (a priori cependant les fils ne semble pas coupés). Si ton imprimante n'était pas branchée il ne devrait pas y avoir plus de casse que ça. Donc quelques euros à prévoir et plus de peur que de mal ... Attention la prochaine fois ! Un lien pour le remplacement (en même temps tu auras les cartouches chauffantes ...): Thermistances et cartouches chauffantes1 point
-
@Fx_oO7, pour le déplacement, tu appuis sur "..." à coté de "Auteur", ensuite "rapport" et puis tu demandes gentiment à un modérateur de déplacer ton post. Comme dit précédemment, je ne connais pas l'ender 3 pro. Je ne peux que faire des analogies avec mes machines. Mais j'avoue, je ne comprends pas trop la procédure décrite par creality1 point
-
Des aimants néodymes classiques, j'en ai un peu de toutes les tailles (en épaisseur et en diamètre) : 3x1, 3x2, 3x3, 5x1, 5x2, 5x3, 6x2, 8x3, etc. Le splitter Y se trouve sur printables avec différent remix : - soit "fonctionnellement" (avec ou sans pas de vis pour les connecteurs pneumatiques) (je préfère avec) - soit "selon les types d'aimants sous la main", avec 2 ou 3 slots pour aimants 5x2 ou juste deux slots pour 6x2, etc. Exemple d'aimants sur aliexpress : https://fr.aliexpress.com/store/sale-items/1012182/2.html?spm=a2g0o.store_pc_saleItems.8148361.1.3bb36f04a1oSUG&origin=n&SortType=bestmatch_sort&promotionType=sale1 point
-
Dans la vidéo il monte la tête en haut, et place l'objet au milieu de la courroie. Donc je dirai 48Hz pour ce placement de la tête1 point
-
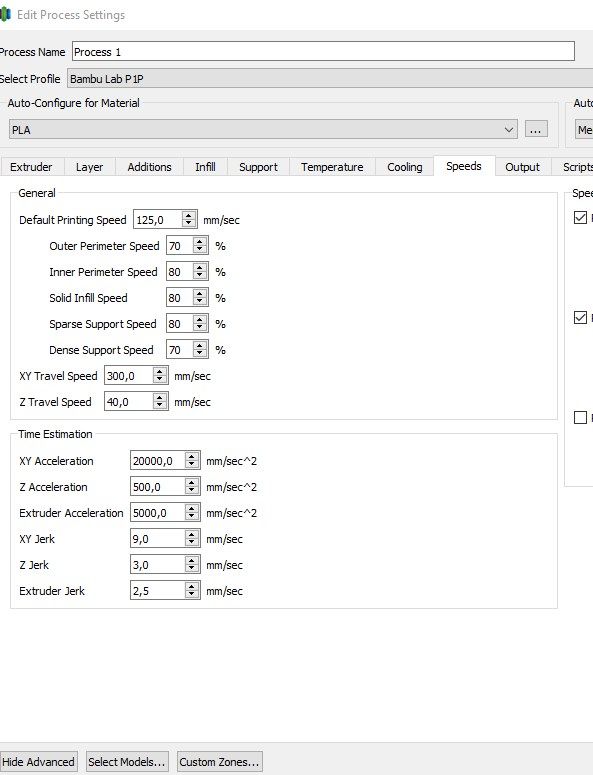
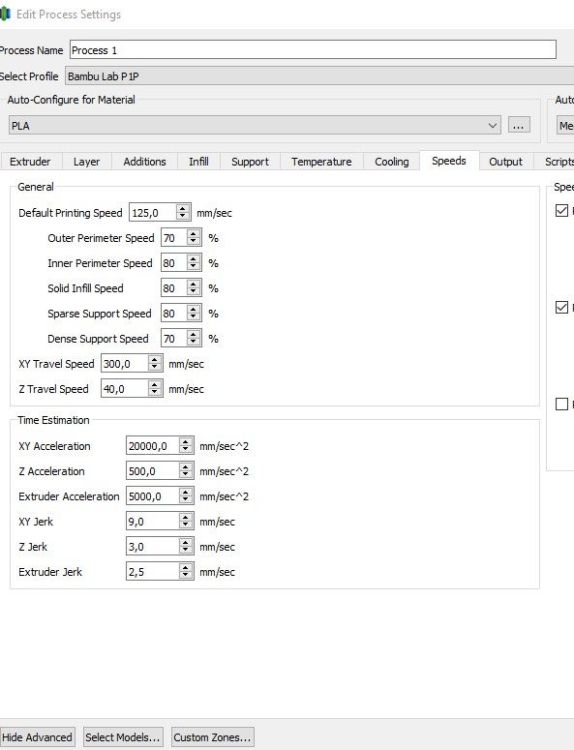
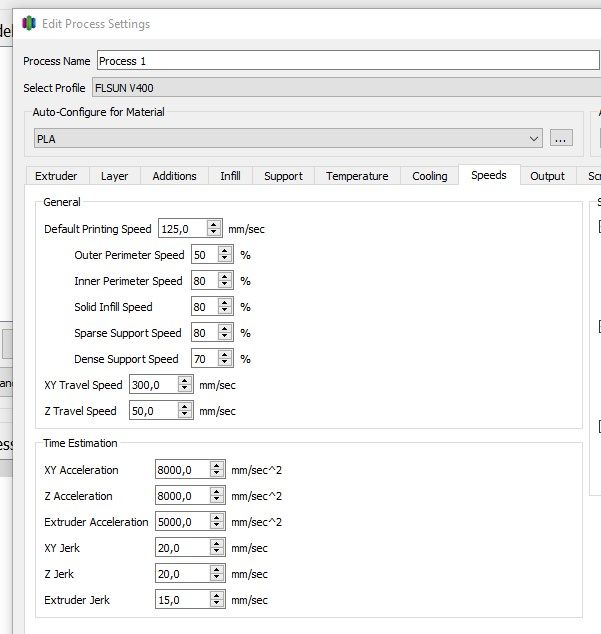
@lariflette77 j'ai fusionné ton message avec le topic existant. C'est une blague ces profils... Y'a le nom de la machine, l'accélération, la forme et la taille du bed et c'est fini J'exagère peut-être mais le default printing speed est abusé pour ces machines.
 1 point
1 point -
Bonjour, je ne suis pas expert en ender, mais as tu refait un Z-offset après avoir changer tes ressorts? Voir la procédure sur la doc (paragraphe 6) https://img.staticdj.com/8f39f619af6bf34e5afb36ddbf2a0229.pdf?spm=..page.download_support_1.1&spm_prev=..page.products_display_1.1 Si je peux me permettre une suggestion, il y a une section dédiée aux creality, demandes à transférer ton post. Tu auras plus de visibilité parmi les propriétaires de ender pro1 point
-
Oui j'aime aussi les versions originale et beaucoup de chanson des années entre 60 et 90, en faite c'est rare de trouver de bonne reprise surtout avec les branleurs chanteurs de maintenant qui sont tout juste de mauvais chanteurs de karaoké... La musique c'était mieux avant et tant pis si on me traite de vieille con.... (j'assume car c'est vrai, je suis très con quant je veux...)1 point
-
Il y a même des tanks et des bombes .1 point
-
Ah c'est pas mal ça ! Mais j'ai vraiment hâte d'avoir les versions suivantes, car c'est là qu'il y a les choses intéressantes : Donc Spaghetti Detection, Time-Lapse (pas les vidéos en entier comme actuellement) et surtout la Camera hors LAN La camera à visualiser en dehors de chez moi c'est le plus important pour moi... car c'est quand je ne suis pas chez moi que je souhaite savoir s'il y a un problème sur mon print.1 point
-
Ha ! ... Cela me rassure J’espère que de temps en temps tu écoute a la suite, la version "rétro" ( car du "new wave" pour 1983) de "Sweet Dreams (Are Made Of This)" par Eurythmics Ou la version "Zombie" de "The Cranberries" (1994) ... ( <- on voit des armes dans celle là )1 point
-
Euh non je modélise avec ce genre de musique :1 point
-
A défaut d'inspiration pour les manif en voila pour le nettoyage
 1 point
1 point -
Oui moi je voulait y'avoir accès sur mon iphone mais j'ai rien trouvé et je n'arrive pas a faire fonctionné tailscale impossible de récupéré l'adresse . Du coup je passe par une cam wifi et coupe ma prise connecté si problème .1 point
-
Pour info, j'ai modifié le code du PID car il avait du mal à monter en température malgré les réglages. Pour le nouveau, je me suis basé sur celui d'electronoob auquel j'ai ajouté un potard pour contrôler la température: Pas trop le temps d'avancer en ce moment au niveau du soudage de fil mais des idées à tester.1 point
-
@divers Quand j'étais axonais , on parlait de nous en disant les "aisneux" .. Voila pourquoi tant de haine1 point
-
Je te conseille plutôt celui-ci qui intègre 2 lignes de purge, ce sera moins sale que les 3mm de filament extrudé à 15mm de haut . G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 ;home all axis ;G29 ;leveling M420 S1 G92 E0 ;zero the extruded length G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X1 Y20 Z0.2 F5000.0 ; Move to start position G1 X1 Y200.0 Z0.2 F1500.0 E8 ; Draw the first line G1 X2 Y200.0 Z0.2 F5000.0 ; Move to side a little G1 X2 Y20 Z0.2 F1500.0 E16 ; Draw the second line G92 E0 ; Reset Extruder M117 Printing... Après la prise d'origine (G28) j'ai ajouté le rappel et l'application de la matrice stockée en mémoire (M420 S1). Si tu veux palper systématiquement le plateau, tu n'auras qu'à: commenter cette ligne en ajoutant un ; en début de ligne et supprimer le ; de la ligne précédente: ;G29 Si tu choisis le rappel de la matrice, alors il faudra imprimer ce fichier SaveMatrice.gcode (palpage + sauvegarde de la matrice) après avoir fait chauffé et stabilisé le plateau à la température d'impression. PS: perso, je compilerais un nouveau firmware pour utiliser le BLtouch lors de la prise d'origine et supprimer le détecteur de fin de course Z. Comme je l'ai déjà écrit plus haut, c'est un gros avantage.1 point
-
En fonction de la surface à représenter, il peut même être plus judicieux d'utiliser le MNT 5m. Cela réduit la taille des fichiers à manipuler. C'est à toi de voir, mais avoir trop d'informations n'est pas nécessairement le mieux. Bon courage1 point
-
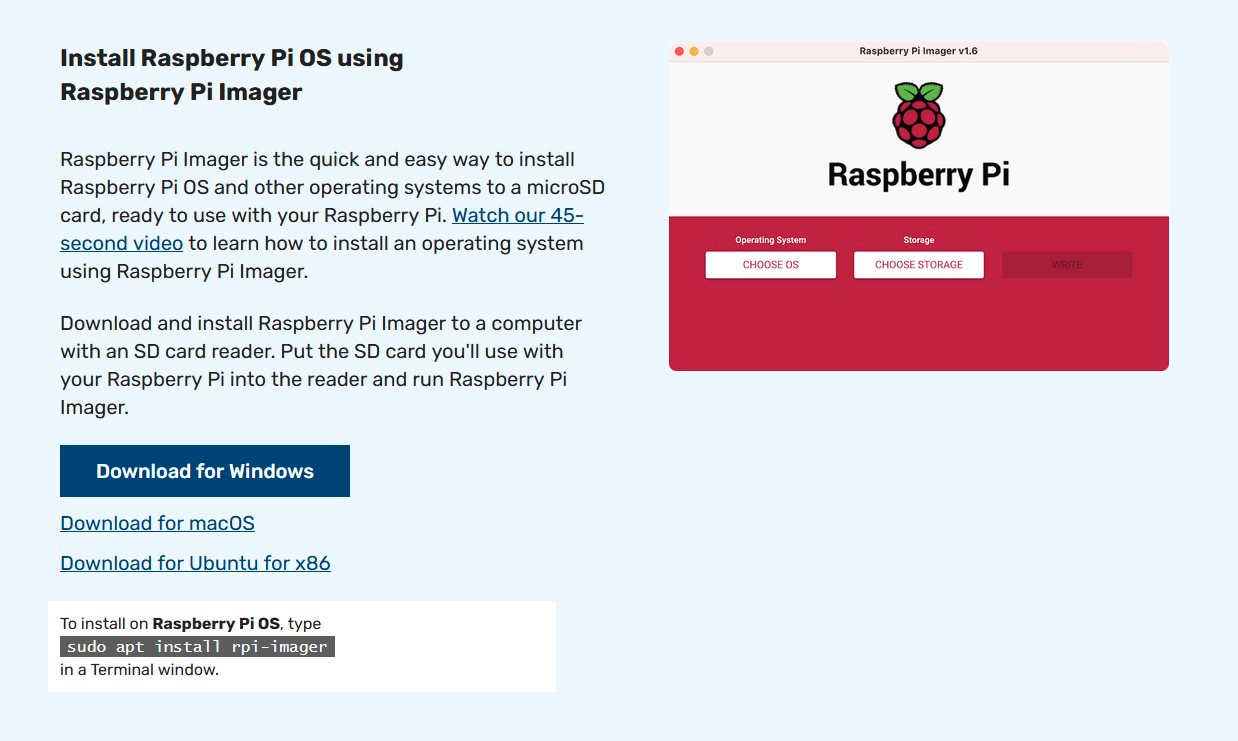
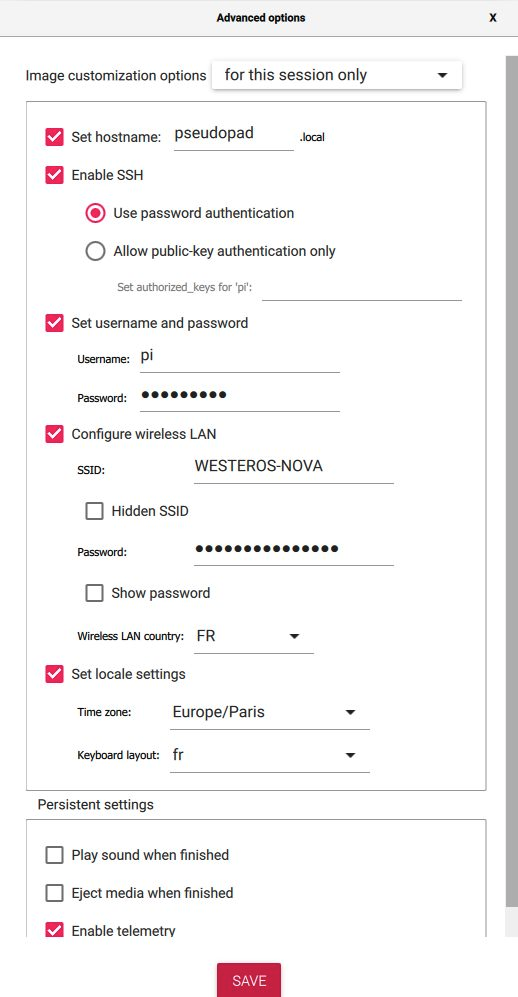
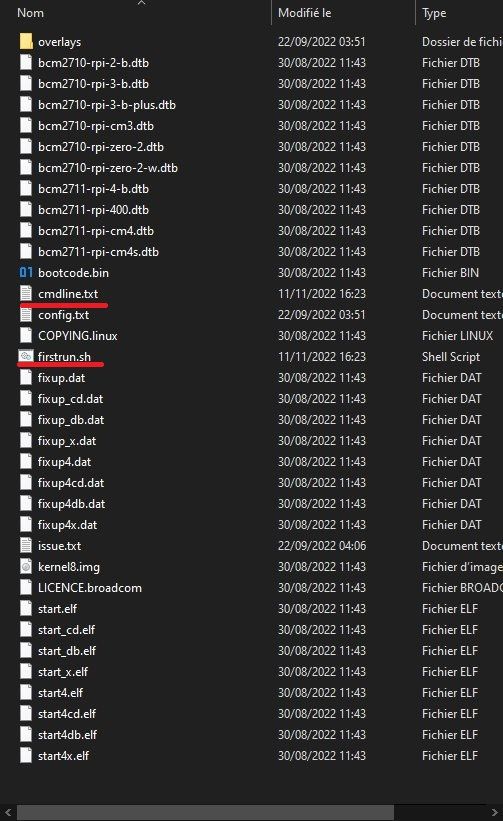
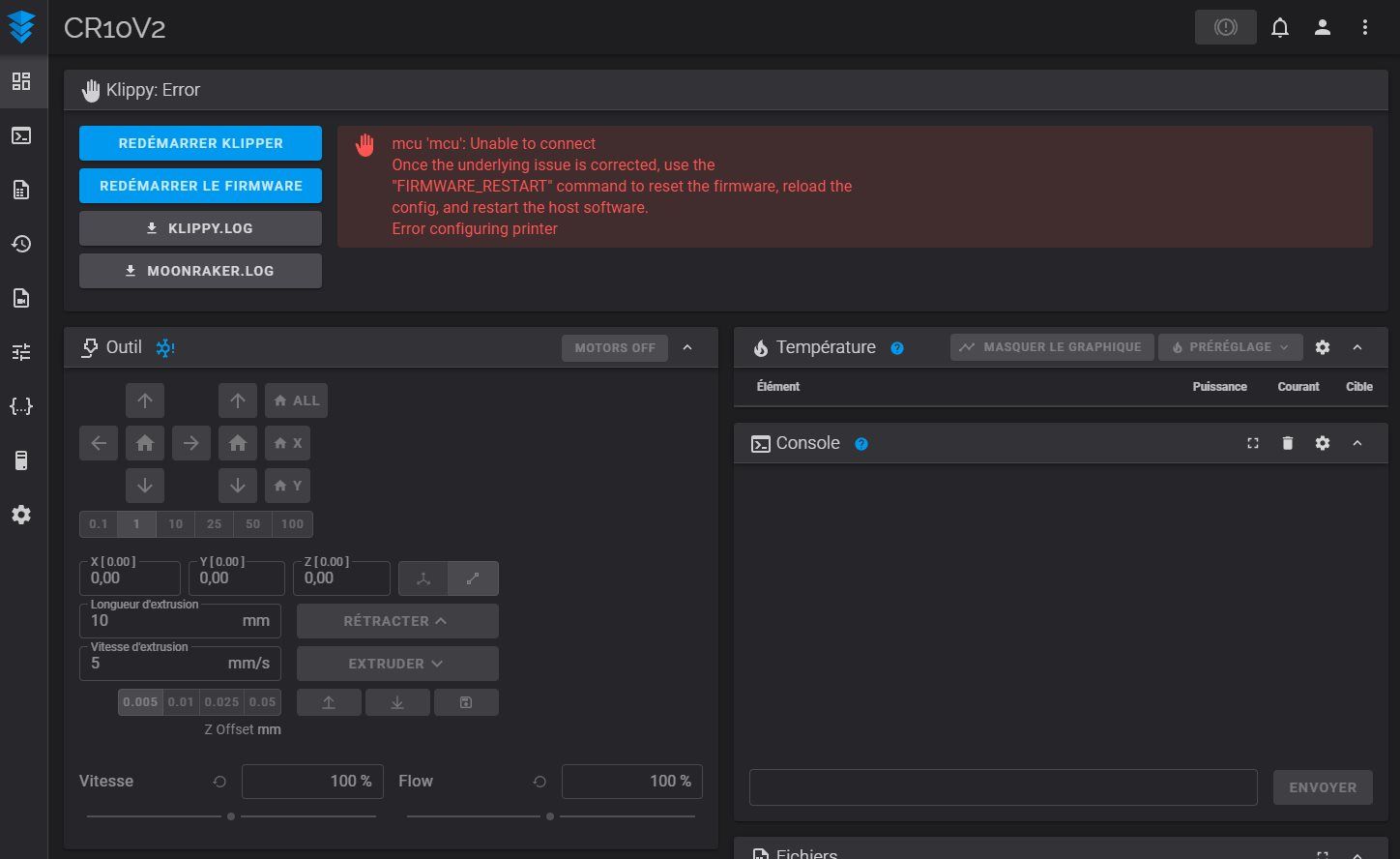
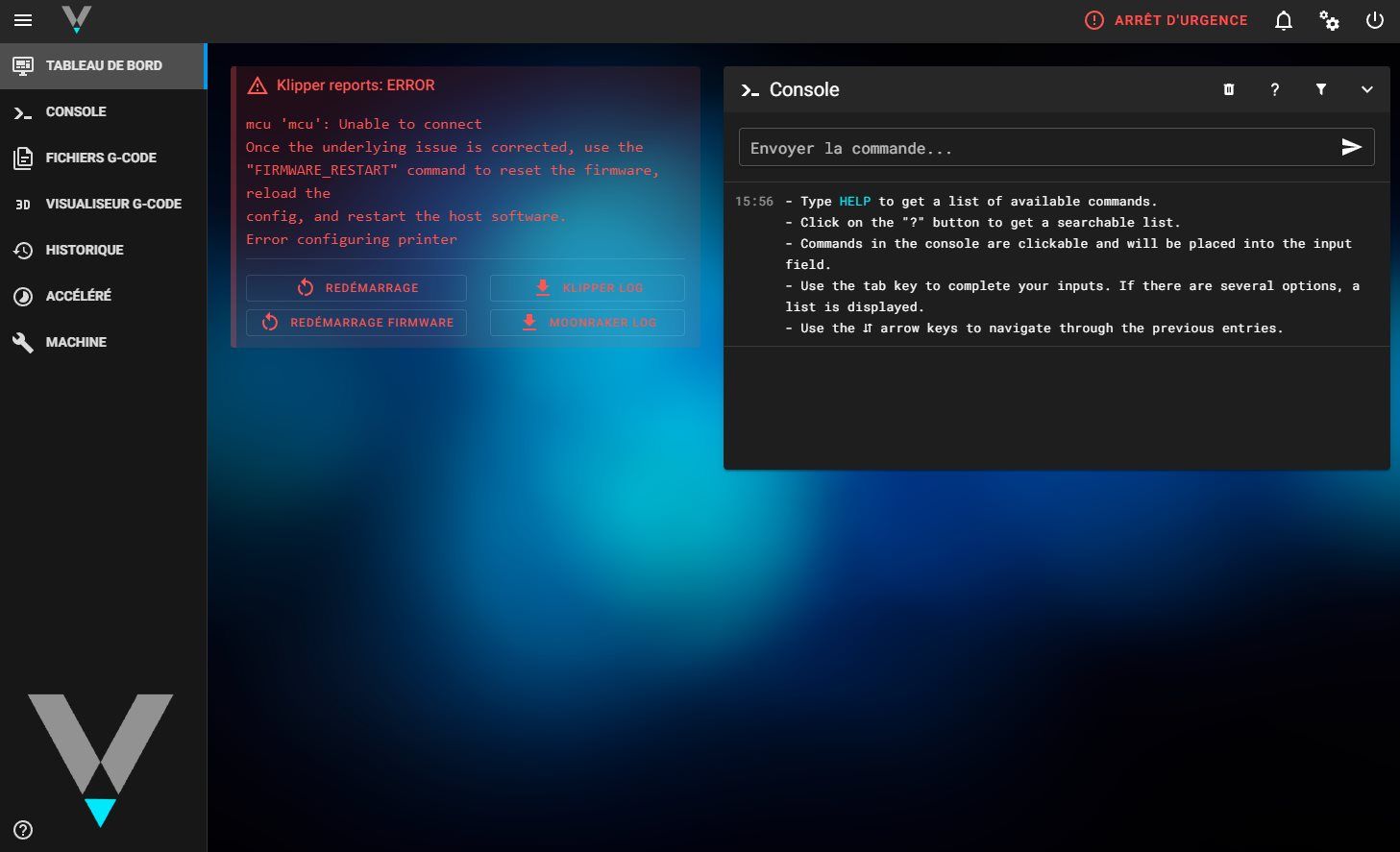
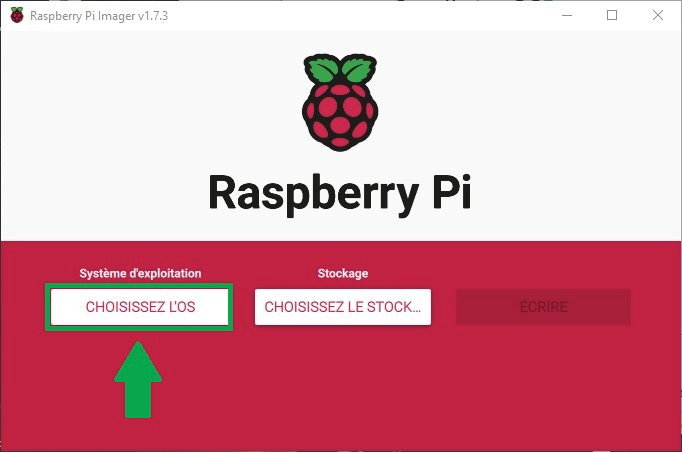
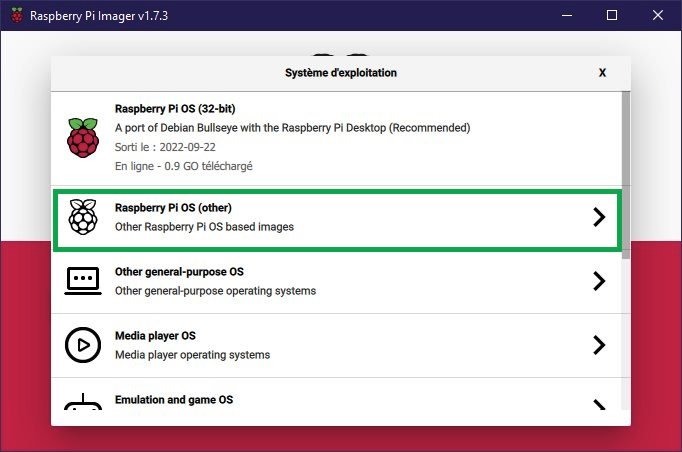
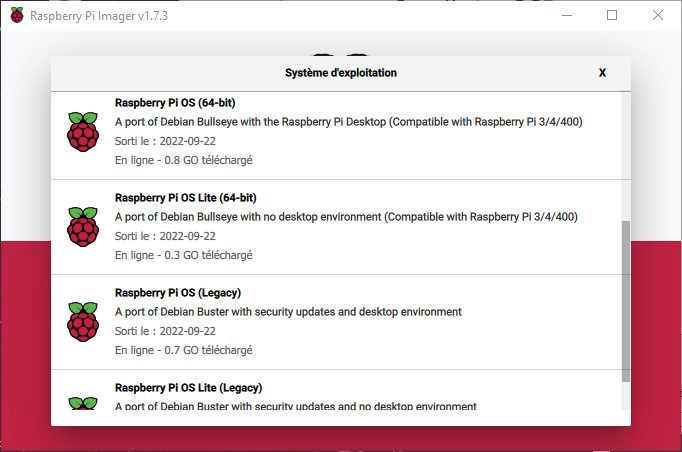
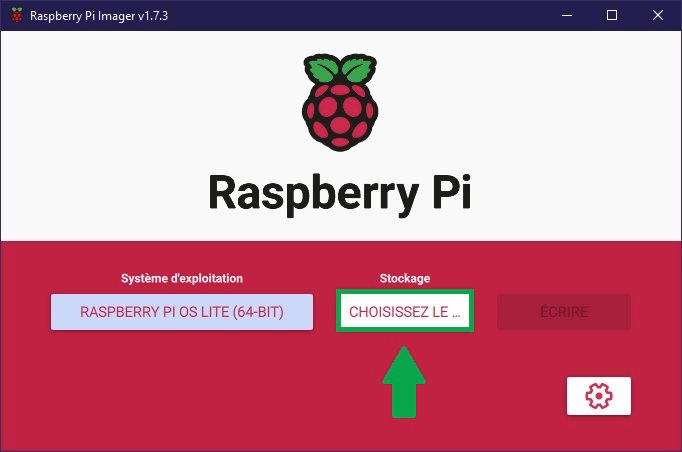
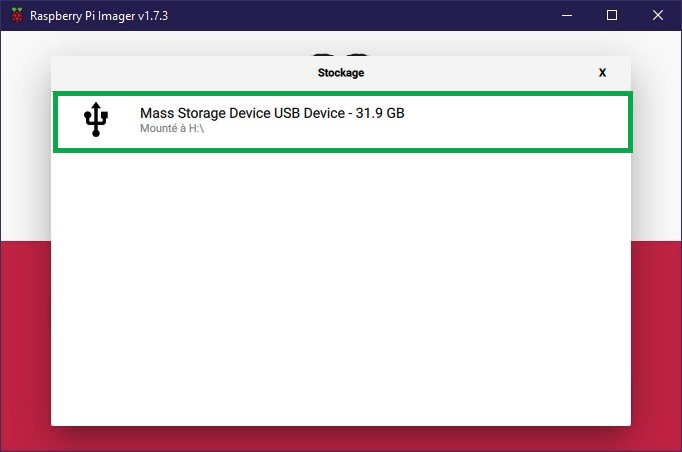
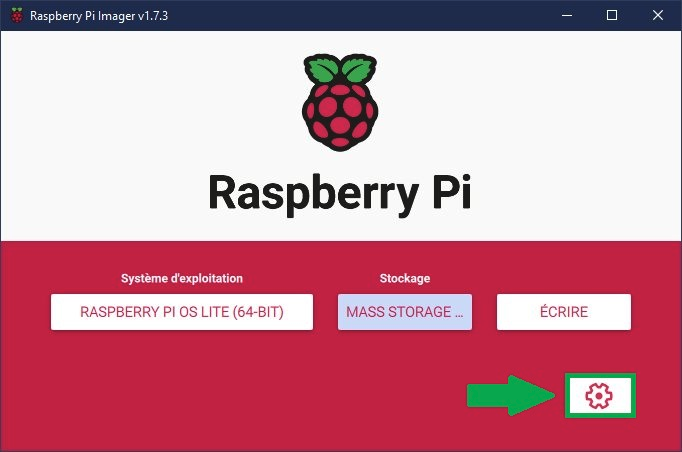
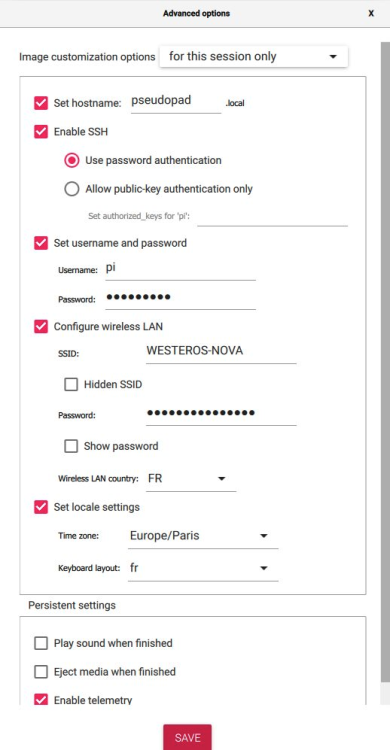
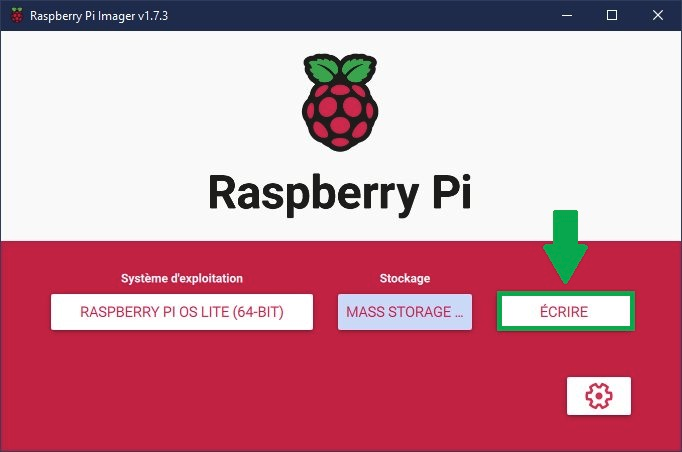
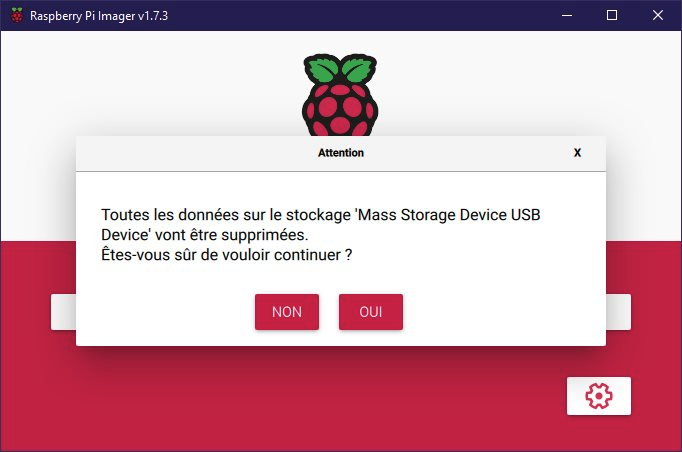
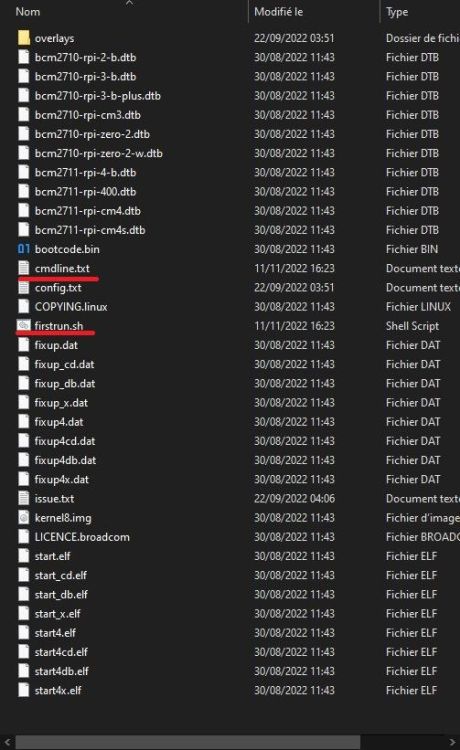
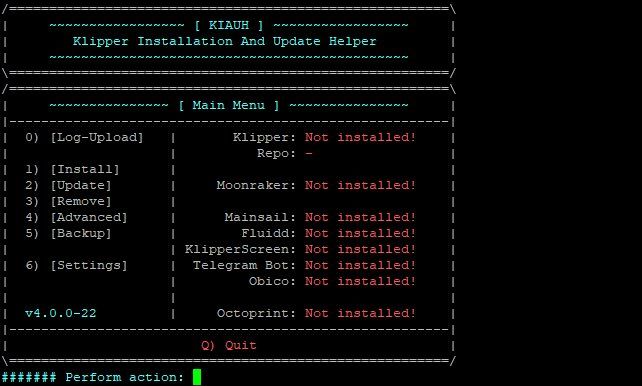
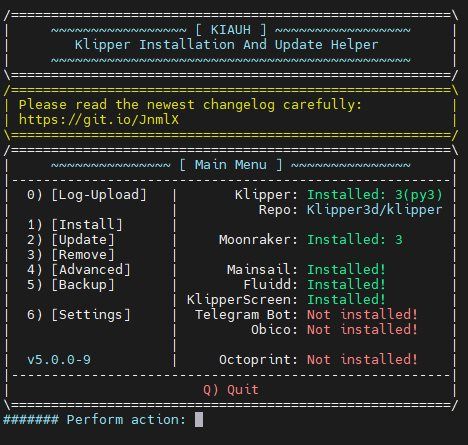
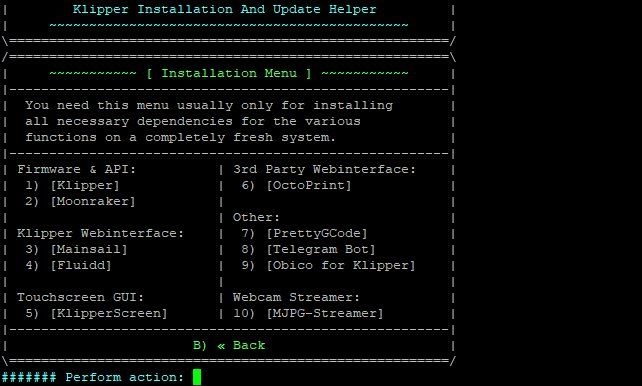
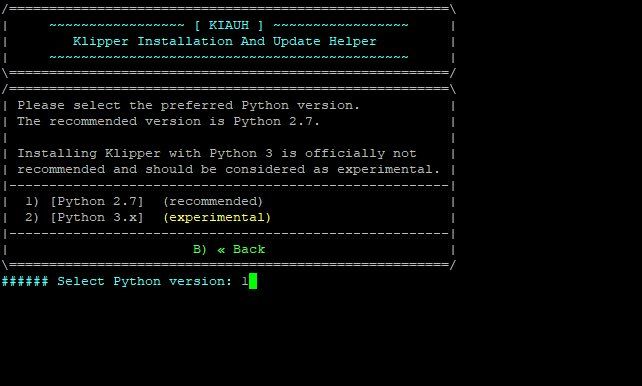
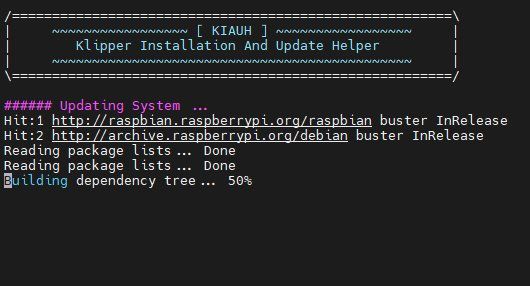
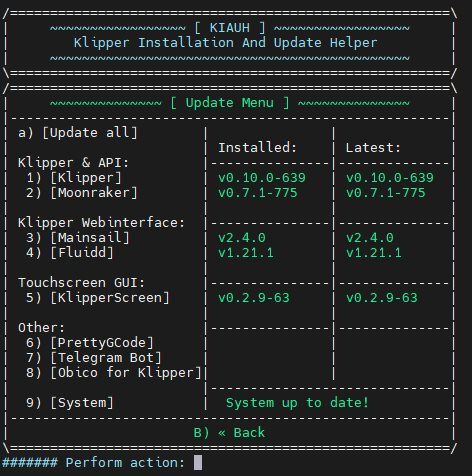
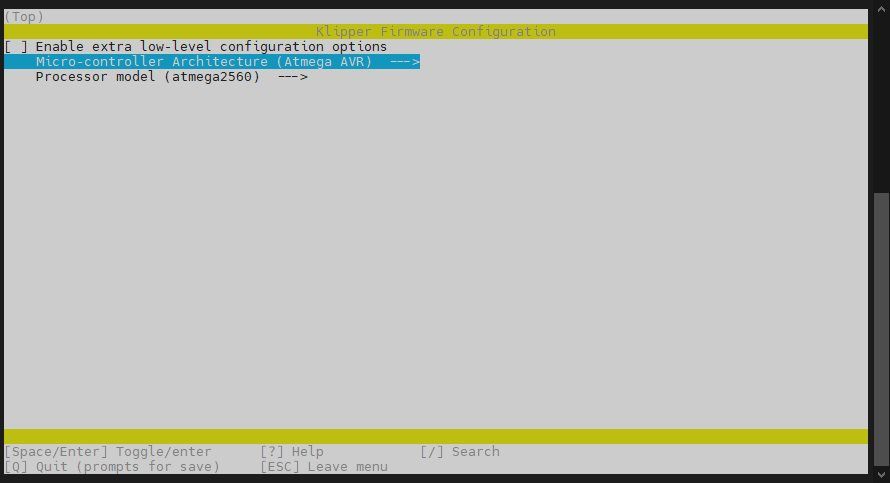
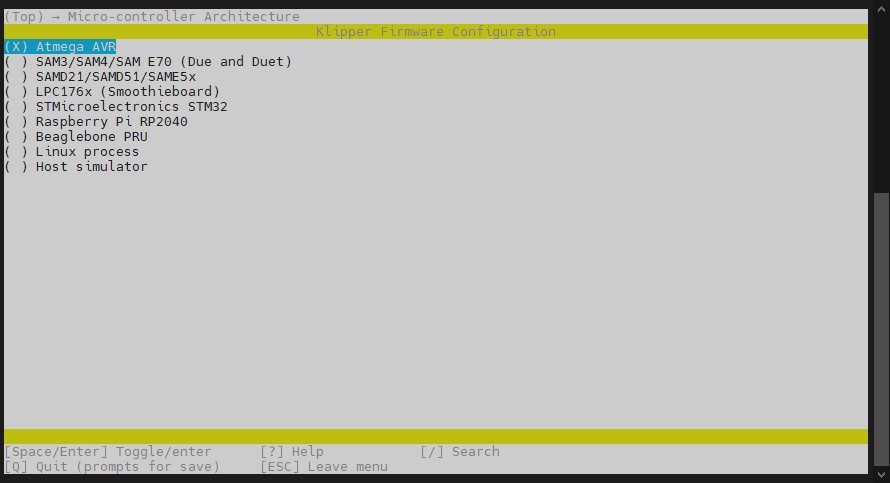
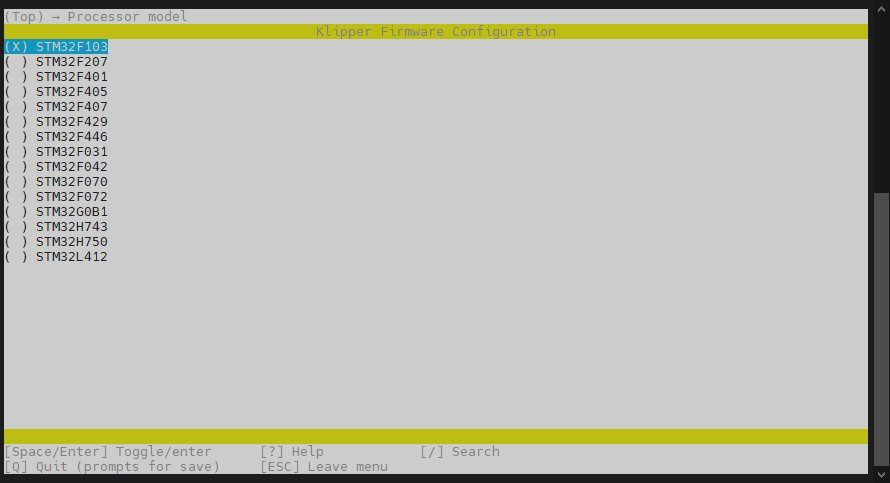
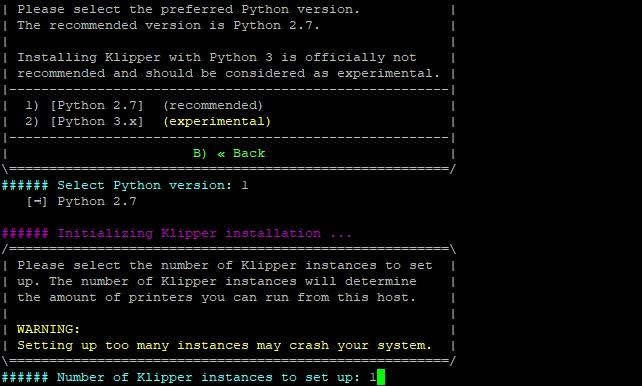
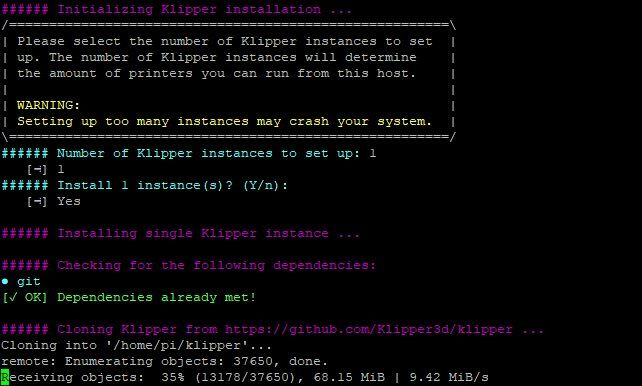
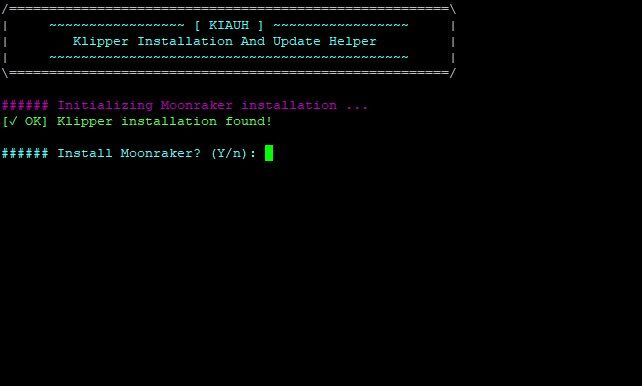
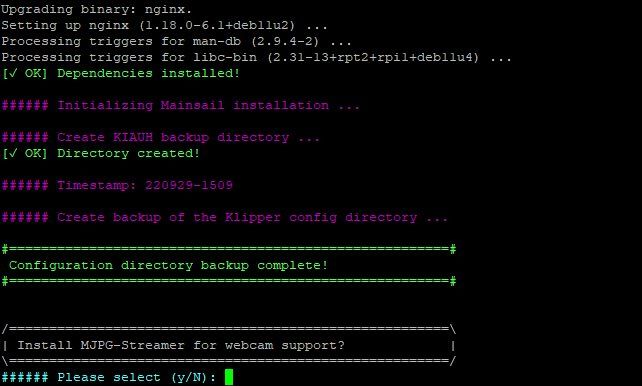
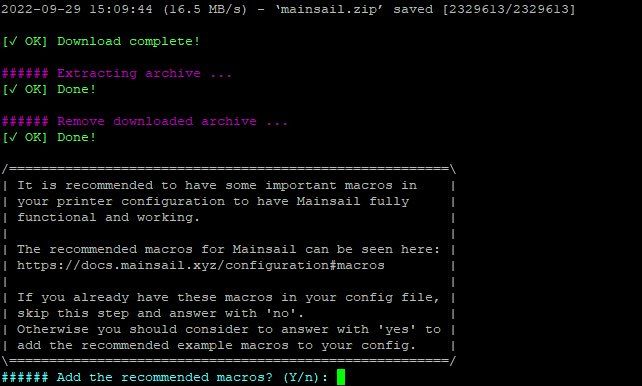
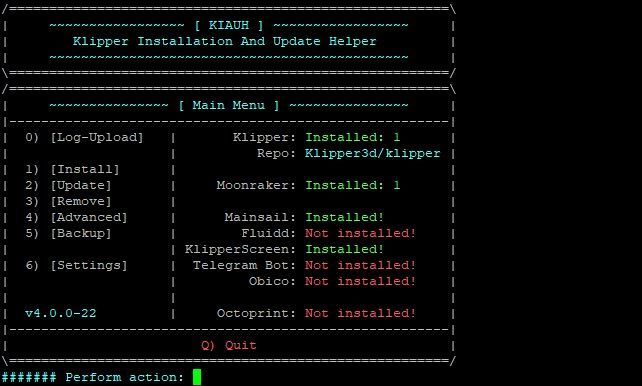
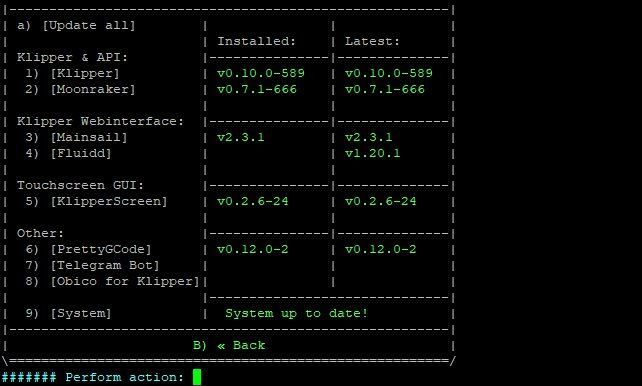
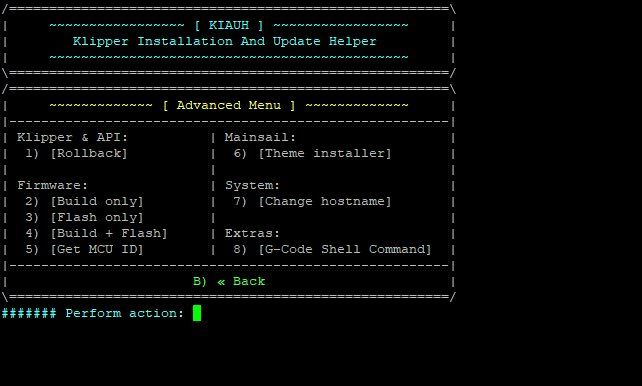
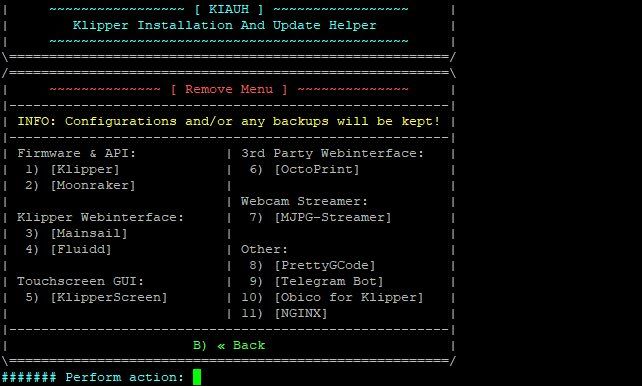
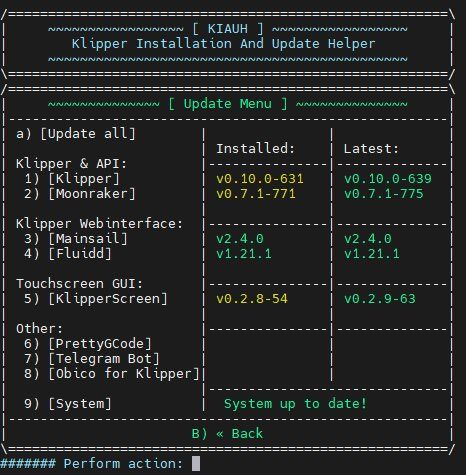
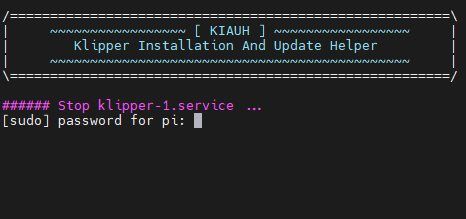
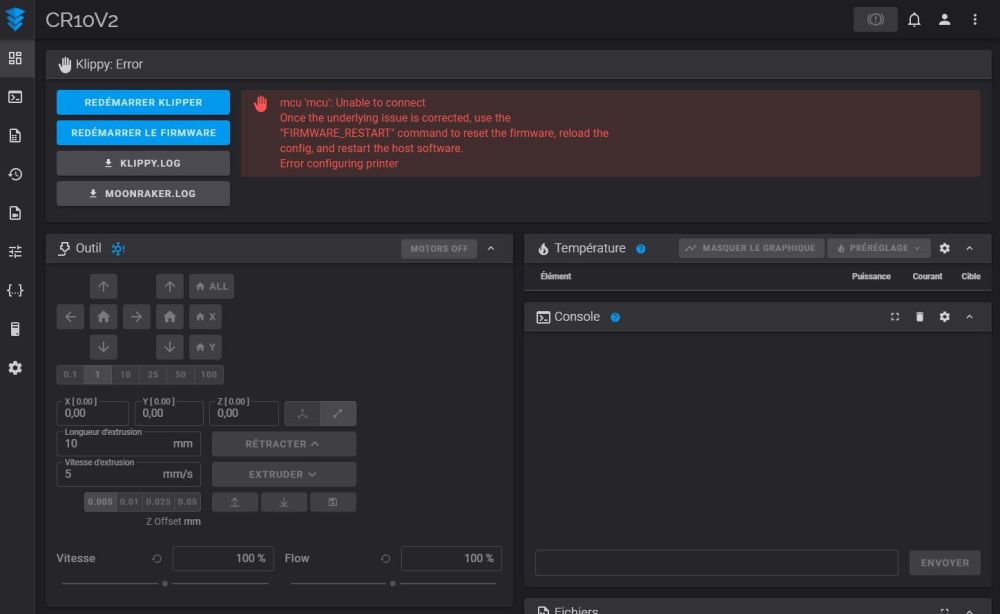
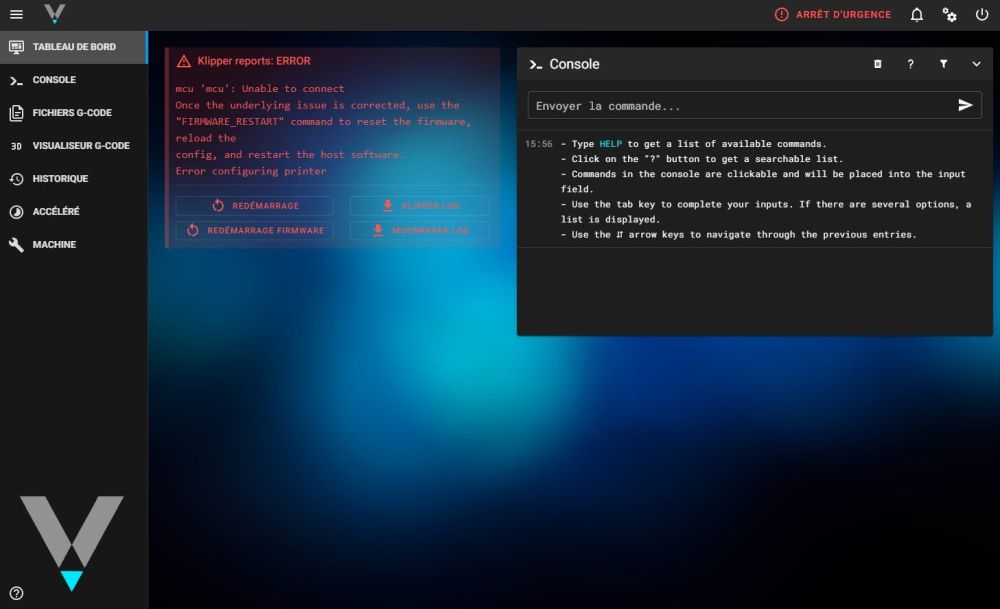
Pour pouvoir utiliser Klipper, il faut d'abord l'installer sur le RPi (rappel : acronyme indiquant simplement le matériel informatique accueillant le système d’exploitation Linux), La Palice n'aurait pas mieux dit L'installation de Klipper est très bien décrite sur la page d'accueil du projet. En gros : récupérer le «programme» sur le dépôt Github, l’installer en fonction de la distribution du système d’exploitation (OS) utilisé. Une fois cette installation réalisée, avant de pouvoir utiliser Klipper avec l’imprimante, trois étapes sont nécessaires : Configuration, compilation et flashage du microgiciel adapté à la carte de l'imprimante (unité de contrôle), «make menuconfig, make, …» Configuration de Klipper sur le RPi afin de gérer l’imprimante : «printer.cfg» (déclaration des éléments physique / électronique permettant le pilotage de l’ unité de contrôle) Gestion de l’imprimante «klipperisée» via l’écran LCD, une interface Web (Octoprint, Mainsail/Fluidd) et/ou une interface «autonome» (Klipperscreen). La partie essentielle est la préparation du fichier «printer.cfg» du point 2, c'est là que se font les étapes de configuration, réglages, paramétrages et étalonnage. Pour en revenir à l’installation de Klipper sur le RPi, plusieurs manières de le faire sont possibles : manuellement (à partir d’un système d’exploitation Linux minimal (les commandes ci-dessous sont celles adaptées à une distribution basée Debian), puis utilisation d'un terminal pour saisir les commandes (pas de «clicodrome» donc) : mise à jour du système de base ( apt update && apt upgrade), installation du programme «git» (apt install git), clonage des dépôts Github souhaités (Klipper, Octoprint, Moonraker, Fluidd, Mainsail, …) puis utilisation de scripts shell (bash, généralemen) pour finaliser … «automatique» : récupérer une image système complète incluant tous les éléments nécessaires (MainsailOS, FluiddPI, Octopi, OctoKlipperPi, …) et installer cette image sur une carte SD. semi-manuelle ( semi-automatique ? ) à partir d’un système d’exploitation Linux minimal (ex: Debian) : mise à jour du système de base ( apt update && apt upgrade), installation du programme «git» (apt install git), clonage du dépôt KIAUH puis utilisation de celui-ci pour installer les éléments voulus. Il y a quelques années, afin de passer ma CR10-V2 sous Klipper, j’avais relaté cette installation dans ce sujet. Cette fois-ci, je vais utiliser une autre méthode à l’aide de l’outil « clé en main » : KIAUH. Une fois l'installation d'un système minimal (Raspbian nue (lite)) effectuée, le reste des installations se fera avec l'aide de KIAUH ("Klipper Installation And Update Helper"). KIAUH, qu'est-ce que c'est ? KIAUH est une collection de scripts (jeu / liste de commandes) utilisés dans un shell Unix permettant : d’installer automatiquement Klipper (une ou plusieurs instances), d’installer une (ou plusieurs) interface utilisateur : Octoprint, Mainsail, Fluidd, A noter que Mainsail / Fluidd, nécessitent l’installation d’un composant nommé Moonraker effectuant la liaison entre Klipper (klippy (les scripts Python) = unité de calcul ) et ces interfaces Web. de mettre à jour tous ces éléments installés : Klipper, etc, ainsi que le système d’exploitation sous-jacent (Octoprint possède lui son propre mécanisme de mise à jour), de faciliter / alléger quelques tâches d’exploitation / maintenance (sauvegardes, …) … Pour plus d'informations à propos de scripts shell : https://developpement-informatique.com/public/index.php/article/476/introduction-au-programmation-shell-scripts-shell Le script shell le plus fréquent est «bash» (ce n'est pas le seul, il en existe bien d'autres (ash, zsh, oh-my-zsh, …) y compris pour Windows (la ligne de commande, Powershell). Allez, c'est parti. Préparation du système Linux accueillant les programmes (exemple avec une Raspberry Pi) Matériel nécessaire : une RPi (3, 4, 0V2, CM4, …), une carte μSD : capacité à votre convenance (minimum 8 Go), marque reconnue (Sandisk, Kingston, Samsung, …), classe 10 un logiciel capable de préparer l’image système sur la carte SD : Raspberry Pi Imager, Balena Etcher, … un peu de temps, quelques neurones fonctionnels et votre boisson favorite à portée de main Partie 1 : préparation de l’image système Prérequis : une connexion internet fonctionnelle, le logiciel Raspberry Pi Imager, préalablement téléchargé et installé, boisson favorite (café pour ma part), musique (ou pas) en fond sonore (n’importe quel album de Frank Zappa par exemple), … 1) Démarrage de RPi Imager : 2) Choix du système d’exploitation. Si le débit de la connexion Internet est correct, inutile de télécharger au préalable une image système, il suffit de sélectionner celle voulue dans la liste, Raspberry Pi Imager se chargera de la récupérer au moment de l’écriture sur la carte SD. Ici, je pars d’une Raspberry Pi OS lite, 64 bits : 3) Choisir la carte SD sur laquelle écrire le système : 4) Avant de lancer l’écriture, il faut au minimum déclarer un utilisateur (pi ou autre nom) et son mot de passe. D’autres paramètres peuvent évidemment être pré-réglés (SSH, Wifi, nom de la machine, localisation (timezone, clavier), …). Ne pas oublier d'enregistrer ces paramètres pour qu'ils soient pris en compte ( [SAVE] ) : 5) Démarrer l’écriture, une vérification de celle-ci sera effectuée. A la fin du processus, ne restera plus qu’à démonter la carte SD proprement, l’introduire dans la RPi, allumer celle-ci, patienter un peu, le temps que les paramétrages soient réalisés et se connecter en SSH sur celle-ci pour continuer l’installation ASTUCE: Si vous pensez refaire une installation à l'identique, vous pouvez éviter l'étape de personnalisation de la distribution en récupérant deux fichiers situés dans la partition FAT32 (la seule lisible sous windows), /boot : cmdline.txt firstrun.sh Il suffira de recopier ces deux fichiers dans la partition /boot d'une nouvelle carte préparée pour appliquer vos modifications. Opération à effectuer avant le premier démarrage sinon l'un sera effacé (firstrun.sh), l'autre sera modifié (cmdline.txt). Je vous conseille la lecture du magazine HACKABLE (novembre/décembre 2022, n"45 ) pour en apprendre plus. Le reste des installations se fera sur le RPi via ssh. Pour pouvoir le faire, il faut évidemment connaitre l'adresse IP du RPi Pour se connecter en ssh sur le RPi, je vous laisse le choix de votre programme favori (PuTTY, MobaXterm, le ssh natif de Windows, …). Linux étant mis à jour régulièrement, la première étape consiste à vérifier que c’est bien le cas : $ sudo apt update && sudo apt upgrade -y Installation du programme «git» au cas où il ne soit pas déjà présent dans le système, programme dont on aura besoin pour la suite : $ sudo apt install git -y Installer et exécuter KIAUH avec ces commandes: $ cd ~ $ git clone https://github.com/th33xitus/kiauh.git $ ./kiauh/kiauh.sh ou encore après le «git clone« $ cd kiauh $ ./kiauh.sh Vous êtes maintenant dans le menu principal de KIAUH (version 4.x), qui ressemble à ceci (première utilisation, aucun programme installé) : Depuis fin octobre 2022, «Moonraker» a introduit quelques changements importants, Kiauh est peu de temps après passé en version 5 pour en tenir compte. Le journal des modifications précise ces modifications >>> ici <<<. L'interface de Kiauh le rappelle via le lien https://git.io/JnmlX : Commençons par installer Klipper via le choix 1 [Install] puis à nouveau 1 [Klipper] Quelle version de Python veut-on utiliser (sachant que la version 2 n'est plus maintenue mais toujours fonctionnelle. Klipper fonctionne également très bien avec la version 3 de Python ), puis combien d'instances (imprimantes pilotées), on valide ensuite (la touche ENTRÉE du clavier permet de choisir l'option par défaut (Yes), la lettre en majuscules) : L'installation de certaines parties doit être réalisée en tant que super-utilisateur (root), le mot de passe de l'utilisateur (généralement «pi») faisant partie du groupe «sudo» sera demandé pour pouvoir continuer : Le menu d'installation se ré-affiche, on passe alors à l'installation de Moonraker. Moonraker est un serveur Web se chargeant d'effectuer la liaison entre Klipper et les interfaces Web (Fluidd / Mainsail), extrait du README : On confirme le choix d'installer Moonraker puis l'installation est enclenchée : Si plusieurs instances de Klipper ont été installées, Moonraker le détectera et vous demandera si vous souhaitez installer également plusieurs instances de lui-même. Ensuite retour à nouveau au menu d'installation pour choisir et installer votre interface de prédilection (Fluidd et/ou Mainsail), les deux pouvant être installées, seule l'une des deux sera accessible via le port standard «Web» (80), port que l'on peut omettre de l'adresse ( http://adr.ess.e-ip.interface-web au lieu de saisir http://adr.ess.e-ip.interface-web:80 ), l'autre devra être accédée via un autre port que vous devrez préciser (préférable de le choisir au-delà de 1024, ex: 1234, 6789, 8123, 18080, 65535 (max)). Exemple d'installation avec Mainsail : Il est également possible d'installer KlipperScreen si le RPi est muni d'un écran HDMI / DSI tactile ou si vous envisagez de réutiliser un smartphone ou une tablette. Une fois ces installations faites, retour au menu principal de KIAUH qui vous affichera ce qui est installé Kiauh permet également de faire les mises à jours des composants installés ainsi que du système d'exploitation via l'option 2 [Update] du menu principal (à gauche tout est à jour, à droite quelques composants peuvent être mis à jour) : Dans le cas où des mises à jour sont détectées, il suffit de choisir le numéro du composant à mettre à jour (1 pour Klipper, … 9 pour le système) ou l'option «a» pour tout mettre à jour. Exemple avec le choix 9 : Une fois les mises à jour réalisées: le menu [Update] s'affiche en tenant compte de celles faites (Installed = Latest)… du vert partout : Via Kiauh, il est possible de supprimer des installations (option 3, [Remove]). Il suffit de choisir le composant à supprimer du système, attention car certains composants dépendent d'autres, exemple Fluidd ou Mainsail nécessitent Moonraker) : Le menu [Advanced], option 4, section Firmware, permet de préparer et (ou pas) flasher le firmware adapté à la carte contrôleur (de l'importance de connaitre son matériel) Exemple option 2 (Build only), correspondant à la commande manuelle «make menuconfig suivie de make» : Choix par exemple des contrôleurs : Choix des variantes STM : Un dernier mot à propos de Kiauh: c'est un programme qui continue d'évoluer. De temps en temps, il est lui-même mis à jour et vous le signalera alors à sa prochaine exécution (./kiauh/kiauh.sh). Libre à vous de le mettre à jour (ou pas), c'est tout de même préférable de le faire Voilà, le système est prêt à fonctionner. Les interfaces Web (Fluidd / Mainsail) peuvent dorénavant être utilisées pour peaufiner la configuration. Il suffit dans votre navigateur préféré (Firefox, Vivaldi, … on évitera évidemment Internet Explorer ou Mosaic pour les plus âgés du forum ) de saisir l'adresse IP locale attribuée par votre routeur dans la plage d'adresse iP privées de votre (vos) réseau(x) (192.168.0.0/24, 172.16.0.0/16, 10.0.0.0/8). Ce post étant déjà long, nous verrons dans une prochaine étape le fichier de configuration de l'imprimante : printer.cfg A suivre…



 1 point
1 point -
Salut @PierreG, C'est pas sûr que notre ami @Heim soit friand de cette solution vu que le titre du sujet c'est : Validation de schéma - lit chauffant 220V . C'est peut-être juste un problème de vocabulaire mais le Mosfet fonctionne aussi en tout ou rien (ON / OFF). Le relai SSR, qui n'est autre qu'un optocoupleur suivi d'un triac, permet de commuter une tension alternative alors que le Mosfet ne peut commuter qu'une tension continue.1 point
-
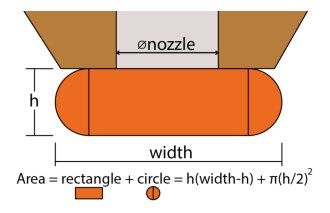
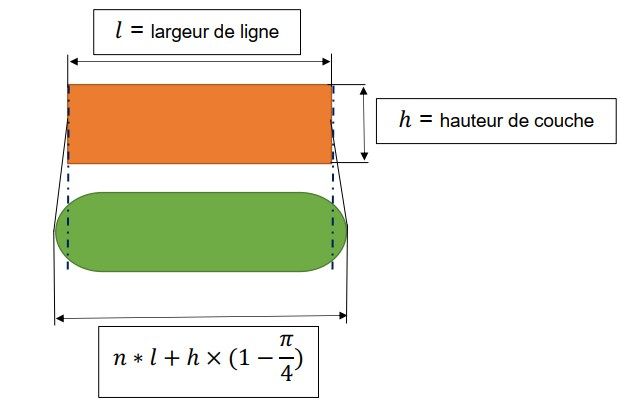
@n.boitte Effectivement Cura et Prusaslicer modélisent différemment le cordon déposé par le filament. Cura use d'une modélisation «simpliste» et considère sa section comme rectangulaire. Il n'y a aucun recouvrement entre les cordons. Le trancheur place des cordons adjacents tous les 0,4mm. Évidemment, il n'est pas possible d'extruder une section rectangulaire mais plutôt quelque chose d'oblong (un rectangle avec des demi-disques/ellipses sur les côtés, ces demi-disques/ellipses eux, vont fusionner entre deux cordons. Sur l'image ci-dessous, les parties en jaune vont «déborder» pour former celles en bleues : La largeur finale d'une impression devrait donc être proche de la formule suivante : 𝑛 ∗ 𝑙 + ℎ × (1 - 𝜋/4), avec 𝑛 le nombre de cordons. Pour une couche modélisée de 0.4 (avec 𝑙 0.4, ℎ 0.2), il faut s'attendre à une largeur en sortie d'impression de 0.44. Prusaslicer utilise une méthode différente et la largeur d'extrusion, elle, est basée sur une forme de cordon plus juste (image provenant de Prusa) : Donc si je résume, Cura lorsqu'il imprime deux cordons adjacents (théoriques): En fait comme la réalité s'applique, on obtient au final : Donc, on peut très bien indiquer dans Cura une largeur de ligne de 0,4mm, les cordons seront fusionnés



 1 point
1 point -
Après l'apéro le crabe farci le poulet boucané et le blanc mangé, si je peux encore ramper jusqu'à mon Pc je vous mets les fichiers avec les lettres en trou (pas facile à imprimer) et le fichier avec les lettres en bosse ( pas essayé) EDIT : Voici les 2 fichiers en trou ou bosse dans le zip Li3D-carre titi78 remix trou bosse.zip1 point
-
Pas ni problème. Il y a une attache de 0.4 mm J'ai fait un remix

 1 point
1 point -
@Motard Geek Voici une version mieux : Li3D-carre TITI78 new.stl
 1 point
1 point -
@Motard Geek Li3D-carre TITI78.dxf EDIT @Motard Geek le STL Li3D-carre TITI78.stl
 1 point
1 point -
Et voilou Les Imprimantes 3D.fr (Rectangle).svg Les Imprimantes 3D.fr (Carré).svg
 1 point
1 point -
Et voila, brut de détection de contours de Inkscape qui a très bien marché. J'ai vérifié (c'était le plus long à faire ) : ça s'extrude très bien à partir des dxf dans n'importe quel logiciel 3D. Li3D-rectangle.svg Li3D-carre.svg Li3D-carre.dxf Li3D-rectangle.dxf1 point





















.thumb.png.8892030d376f6d8b381c8c29dd7e0183.png)