Classement




Contenu populaire
Contenu avec la plus haute réputation dans 30/01/2023 dans Messages
-
Le statut auto-entrepreneur est tellement simple à utiliser (créer les statuts, déclarer) et économique (les % ont déjà été donnés plus haut) qu'il n'y a pas à hésiter sur la forme juridique. Si par la suite tu n'arrives plus ou ne veux plus facturer de prestations et clôturer ton AE, tu peux le faire tout aussi facilement et sans avoir à payer de charges quand tu as des périodes creuses et en cas de cessation. Pour en revenir à la question du prix, j'ai toujours considéré qu'une étude de marché / analyse de la concurrence était la base. Si une AE s'ouvre en 15 minutes, ce n'est pas pour autant qu'il faut se lancer les yeux fermés et pratiquer des prix "au pif" (c'est mon avis). Il faut déjà calculer ton coût (temps passé, matériel, charges...). Aussi monétiser ton talent, tes spécificités... Et quand même rester cohérent par rapport à la concurrence. C'est tellement simple avec une AE d'ajouter un % fixe à ton prix de vente + marge souhaitée ! Et il n'y a pas vraiment d'autre solution pour commencer une activité complémentaire que de devenir AE, tes clients voudront des factures et pour toi le % de cotisation est minimal. Quant à la comparaison avec d'autres métiers (on parle ici de faire le ménage pour >12€ de l'heure et du garagiste à 90€ de l'heure), ce sont des tarifs payés par le client, pas dans la poche du travailleur. Il y a aussi à prendre en compte "combien tu veux gagner", "combien tu gagnes/perds en faisant ça plutôt qu'autre chose" (imaginons que tu doives prendre 1j de congé sans solde pour cette activité, faudrait pas que ça te fasse perdre de l'argent). Pas juste se dire "c'est tjrs 12€ de pris par rapport à rester sur mon canapé devant une série Netflix". Tu ne voudras / pourras peut-être pas justifier de tarifs aussi importants que si c'était ton activité principale, mais imagine si un jour tu veux quitter ton job et ne faire que de la conception / impression. Ton coût horaire ne peut pas faire x3 ou x5 du jour au lendemain ?7 points
-
Je pense qu'il faut décorréler le cout d'impression du cout de conception 3D. L'impression c'est du temps de machine (imprimante, pas bcp d’électricité mais de l'usure et un peu de savoir faire) et du filament . Si c'est pour imprimer des pièces téléchargées sur internet, c'est ce cout là uniquement. On peut en avoir une bonne idée en envoyant le fichier STL à une des sociétés qui proposent un service d'impression. La plus value, à mon avis, c'est la conception, c'est aussi le fait de faire LA pièce qui va être utile voir indispensable (Exemple un peu caricatural : la poignée du four à micro-onde qui évite de changer de four parce que le fabriquant ne vend pas de pièce détachée ; le prix de la poignée tend vers celui du four qu'il faudrait acheter en remplacement). La conception dépend de la maitrise du logiciel et de la compétence dans le domaine mais ce n'est que du temps passé. Il me semble difficile de facturer à un client le temps d'apprentissage du logiciel. Il faut exclure de mon propos le domaine de l'art (si on imprimait un œuvre d'art) dont les prix peuvent devenir sans rapport avec les matériaux et le temps de création / conception.3 points
-
Vous trouverez ici la traduction française de Bambu Studio. Au programme : - Traduction de l'interface Bambu - Correction de toutes les traductions françaises qui étaient de simples traductions Google (Chinois -> Anglais -> Français) - Traduction des textes manquants - Correction de certains textes qui n'étaient jamais traduits https://drive.google.com/drive/folders/1dxPYa3dHhKou3HC3dDengFeG0LiHm-q2?usp=sharing N'hésitez pas à me faire un retour si vous rencontrez certaines erreurs, fautes ou problème d'affichage de certains textes. Installation Windows : - Fermez Bambu Studio si il est actuellement ouvert. - Dézippez l'archive du pack de traduction. - Rendez-vous dans le dossier d'installation de Bambu Studio, par défaut : 'C:\Program Files\Bambu Studio'. - Rendez-vous dans le dossier '\resources\web\data' et remplacez le fichier 'text.js'. - Rendez-vous ensuite dans le dossier '\resources\i18n\fr' et remplacez le fichier 'BambuStudio.mo'. - Démarrez Bambu Studio et définissez la langue sur 'Français' dans les paramètres. Installation MacOS : - Fermez Bambu Studio si il est actuellement ouvert. - Dézippez l'archive du pack de traduction. - Rendez-vous dans votre dossier 'Applications'. - Faites un clic droit sur l'application 'BambuStudio.app' puis 'Afficher le contenu du paquet'. - Rendez-vous dans le dossier '\Contents\Resources\web\data' et remplacez le fichier 'text.js'. - Rendez-vous ensuite dans le dossier '\Contents\Resources\i18n\fr' et remplacez le fichier 'BambuStudio.mo'. - Démarrez Bambu Studio et définissez la langue sur 'Français' dans les paramètres.2 points
-
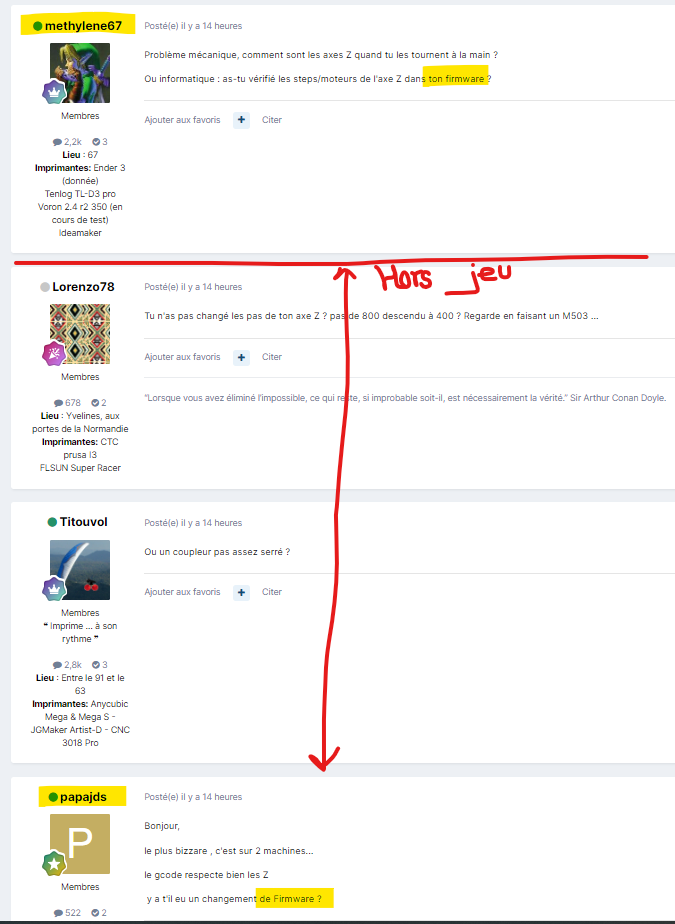
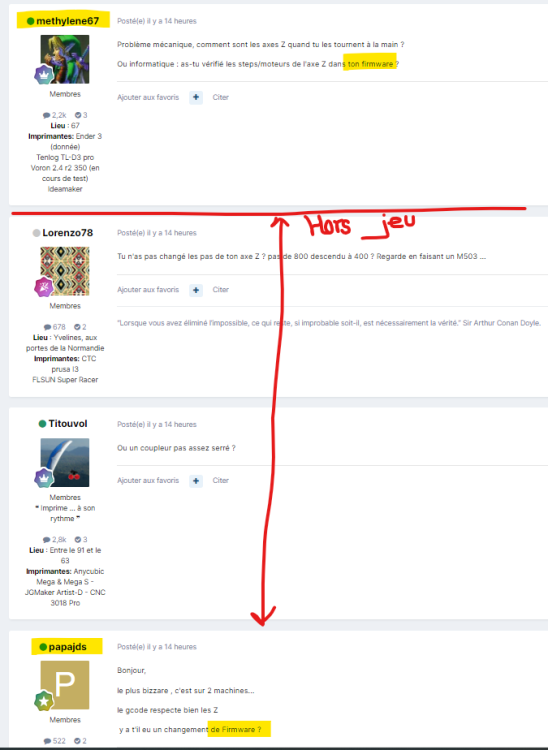
Les premières Ender5 (il y a déjà bien longtemps ) étaient équipées de vis trapézoïdales T8/8 (diamètre de 8 mm, avance par tour de 8 mm, pas de 400). Comme le plateau avait tendance à descendre seul grâce à la gravité quand le moteur Z était coupé, Creality a modifié ces vis en les remplaçant par des T8/4 (avance de 4 mm par tour, pas de 800). Donc si le firmware n'utilise pas le «bon» pas pour l'axe Z, en tranchant une pièce prévue pour une T8/8 alors que celle-ci est une T8/4, il n'y a pas de secret: la hauteur Z sera réduite de moitié. Quelques images en guise de «bons points» (le terme anglais pitch peut être traduit pas «pas», par contre lead n'est pas du plomb mais «avance» contrairement à ce que l'on trouve souvent sur certains sites d'e-commerce). La vis T8/8 est celle du bas de l'image de gauche, la T8/4 est celle du milieu. L'autre dessin avait été retravaillé par @titi78 pour faire apparaitre les filets (threads) : Pour y remédier sans besoin de recompiler un firmware juste pour ça, comme l'a dit @KpDp_3D: M92 Z800 M500
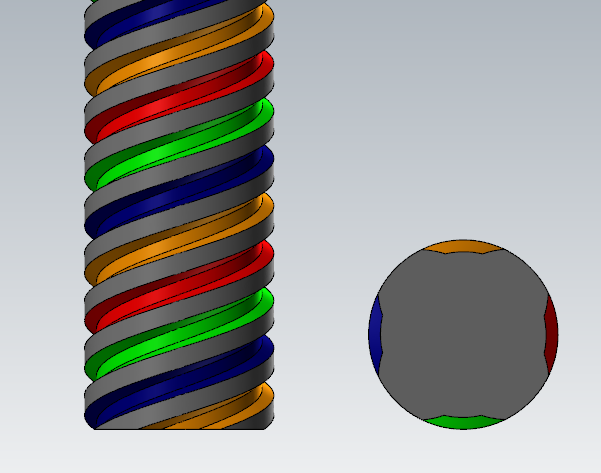
.png.90892dd8005ff9bcfb6ff138ac1eee40.png) 2 points
2 points -
@Greg² les imprimantes ne sont pas du tout des beta test. Peut etre que ca l'a ete quand elle etaient envoyees aux youtubers pour revue mais ca date... J'ai pas envie d'y toucher non plus, elle imprime vite, parfaitement sans rien changer. Plein de fonctions hyper pratiques, bluffantes et sans prise de tete. Franchement de quoi devenir un vrai fanboy de la marque alors que j'etais le premier a trouver ridicule le mythe autour des prusas. J'ai demonte ma coreXY, depuis que j'ai la X1C je ne l'utilise plus. La CR10S5 est encore en sursis mais franchement la question commence a se poser. Cdt SoM2 points
-
On est d'accord, l'ensemble le rend agréable, que ce soit la P1P ou la X1. Je pense partir sur la X1 mais elle n'est pas disponible pour le moment, en me connaissant si les moyen tombe sur mon compte je vais finir avec la X1C.2 points
-
Bonjour, Je crois que la question que tu poses est sans réponse malheureusement. Les différents logiciels soulevé sont tous dans plus ou moins dans la même catégorie (surtout pour débuter), et c'est plus des habitudes d'utilisateurs qui vont te faire conseiller l'une ou l'autre. Je te conseil te faire une soirée popcorn en regardant deux trois tutos pour débutant sur les différents logiciels cités et de partir sur celui qui te semble t'attirer le plus (ressenti de l'interface, construction d'un projet, système de cotation, etc )2 points
-
Je suis assez d'accord avec @Titouvol. Peut être pas besoin d’électronique. Mais si le sable polit bien les pièces imprimées, en fait il les use. Il va aussi user les parois du cylindre qui ne restera pas longtemps transparent mais devenir rapidement translucide. Il finira par être usé aussi. Le cylindre métallique devrait vite devenir indispensable à mon humble avis si on utilise beaucoup cette lisseuse. J'utilise aussi la colle à bois pour assembler et lisser des maquettes de terrain (MNT) imprimées en PLA.2 points
-
Bonjour, J'y vais de mon petit commentaire. J'ai parcouru les différents messages et je ne crois pas avoir vu passer "analyse de marché" (mais j'ai vraiment lu en diagonale). Ce que tu proposes, sauf erreur de ma part, n'est pas nouveau. Tu vas trouver en face de toi des indépendants et des sociétés qui proposent déjà des services d'impression et/ou modélisation. Regarde donc ce qui se fait à côté, car c'est avec eux que tu vas être en "concurrence". Essaye en peut-être un ou deux (tarifs et prestations différentes). regarde les tarifs pratiqués en fait des simulations à partir de ça. Tu trouves des sites (dont celui de l'URSSAF qui te permettent de faire des simulations avec les charges). Penses bien également à retirer la TVA que tu vas restituer. Ensuite, mets-toi à la place du client qui rechercherait ce type de service et demandes toi ce qu'il ferait que tu t'arrêterais sur ton service : - un meilleur tarif (très mauvaise idée à mon avis - tu ne va rien gagner au final à tirer les prix vers le bas) - Un savoir-faire spécifique : matériel particulier, service de modélisation ++, impressions irréprochables voire déjà avec un peu de post-production, ... Si tu pars sur la seconde option qui me parait plus intéressante à développer il va falloir ensuite passer du temps à te faire connaitre pour que les gens penses à toi lorsqu'ils ont un besoin et développer ta clientèle. "My 2 cents", comme on ne dit pas chez nous a+2 points
-
12€ de l'heure pour de la conception ? ma femme de ménage gagne plus ... Tu n'as pas mis le prix du consommable et pour les ratés tu es optimiste2 points
-
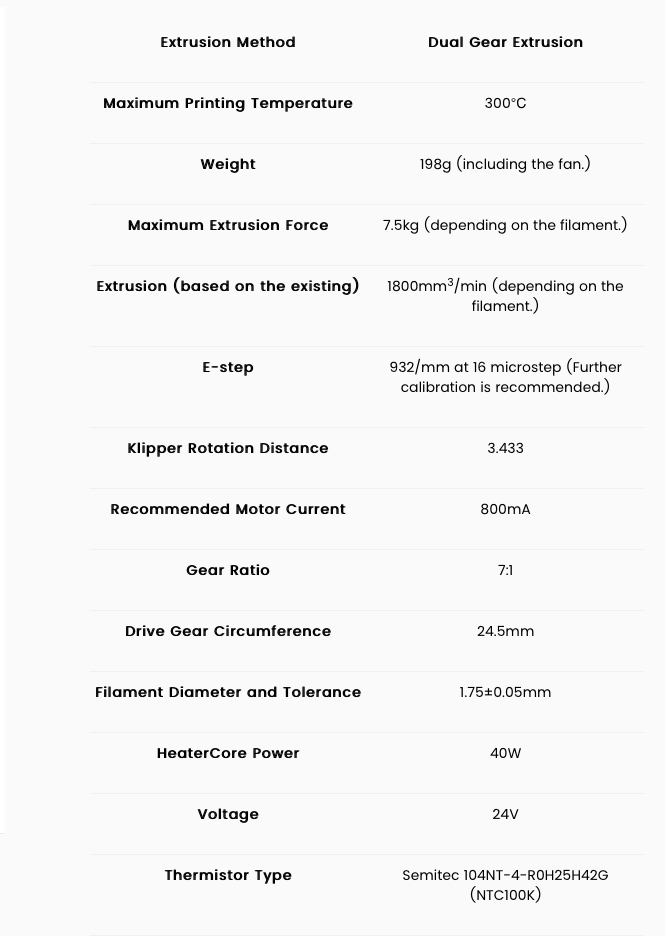
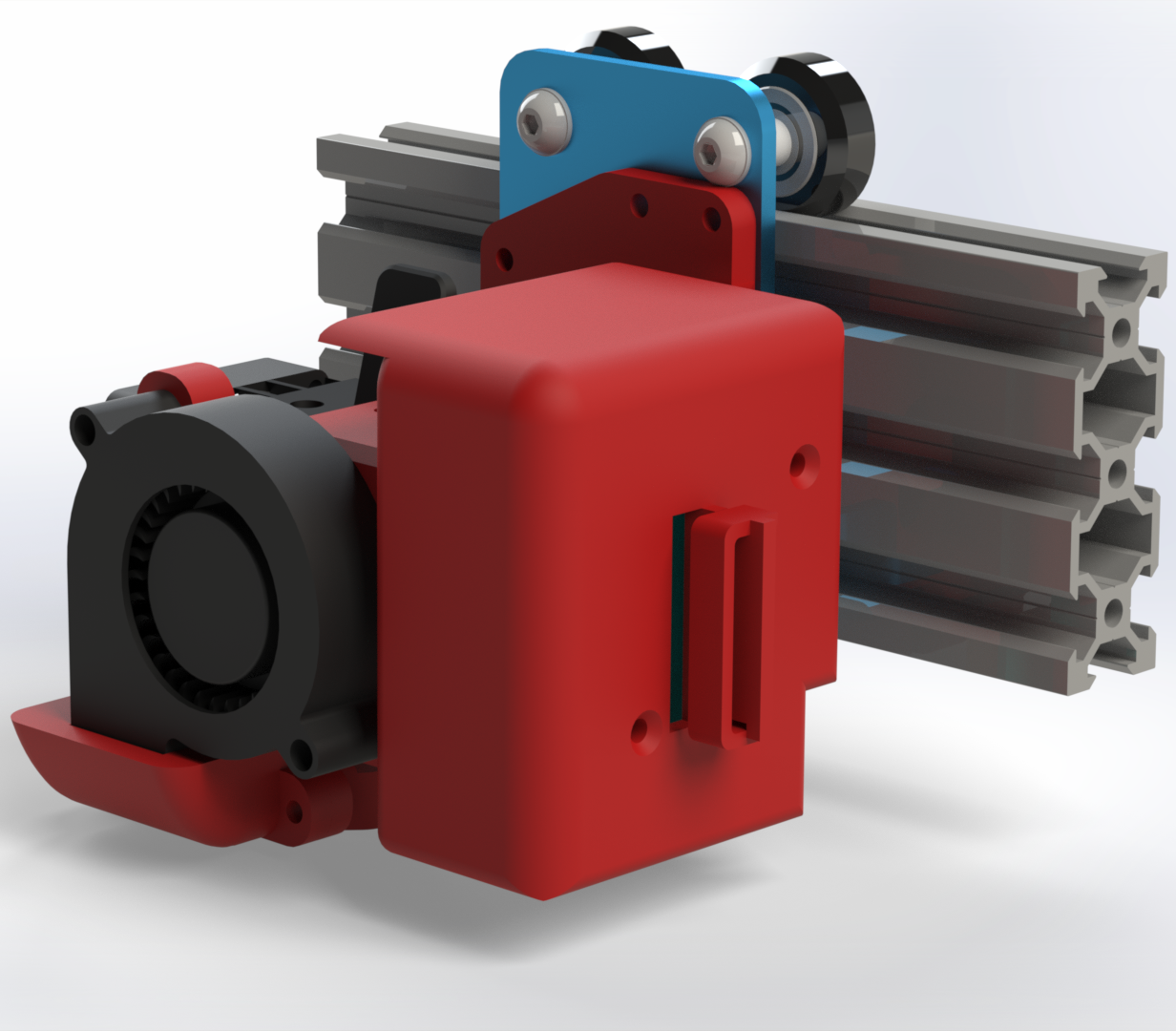
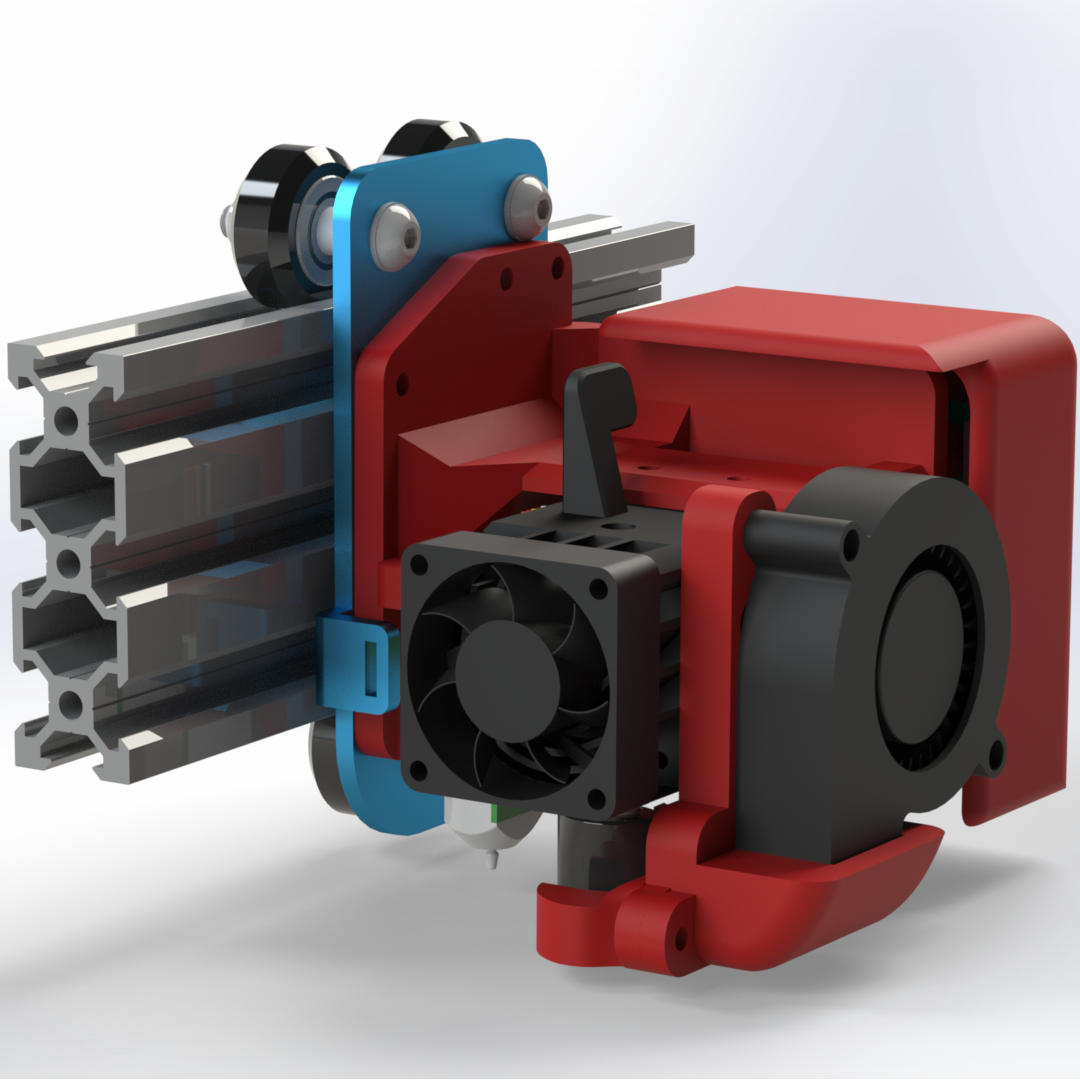
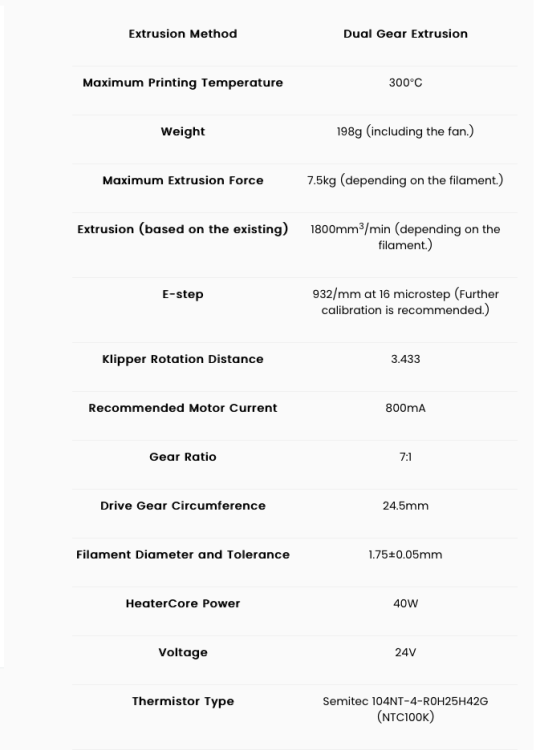
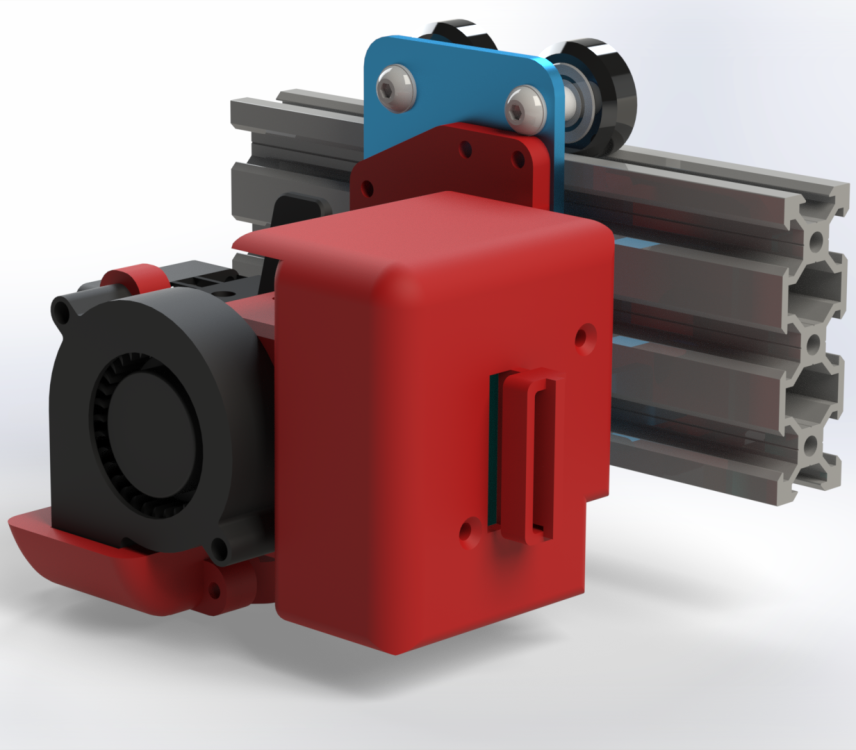
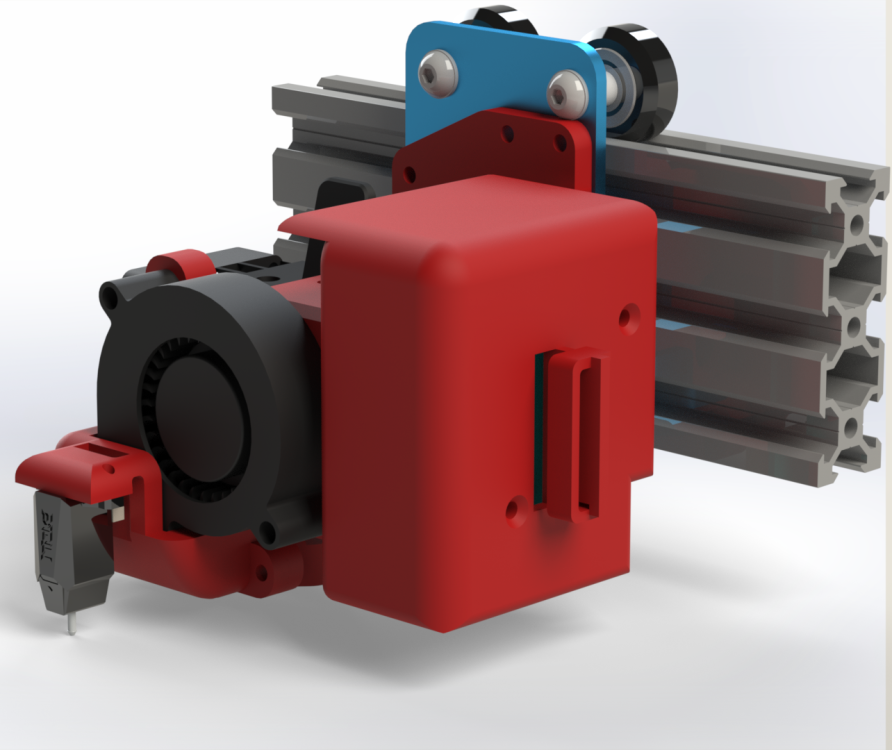
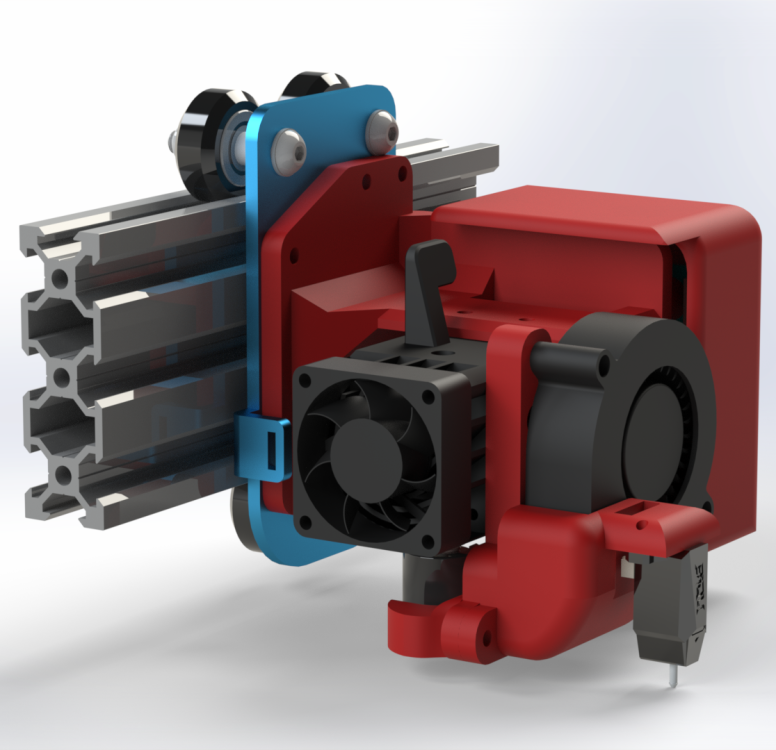
Hello la compagnie. Cela fait un peut de temps que je ne suis pas venu poster, et je reviens avec un projet sur ma X2 (enfin mes X2) Présentation du projet J'ai racheter à une connaissance ça Sidewinder X2 qui a une carte d'écran pas SMT32. J'avais besoin d'une nouvelle imprimante plus fiable. Comme j'ai déjà la Sidewinder X2 Et que je sais ce quelle vaut mécaniquement, je suis parti sur l'idée de changer l'extrudeur et le bl-touch et la mise en place d'un lit aluminium (cela suite au fait que le lit de la deuxième X2 n'est vraiment pas droit et n'est pas chaud omogenement). Ce qui est pour moi important est de fiabiliser l'extrudeur et le BLTouch. C'est deux pièces, sont pour moi qui imprime presque h24, les plus fragile et nécessité beaucoup de changement de pièces. Choix de l'extrudeur Je suis donc partie sur le dernier BIQU H2 V2S REVO Lien sur leurs site : https://biqu.equipment/products/biqu-h2-v2s-revo-extruder?gclid=CjwKCAjwh4ObBhAzEiwAHzZYU2l8fCsIrdHUeRItCRc8wSw31EdGy507srEDGxVdRsUKXzl_ugg9nhoCJMAQAvD_BwE Pourquoi ce choix? Tout simplement car l'extrudeur BIQU H2 V2 est d'un très bonne qualité et avec la mise en place de la buse Revo (officiel de E3D) cela apporte la résolution du problème de bouchage entre le heartbreak et le buse que j'ai régulièrement sur la X2. et plus de PFTE. Ensuite le poids 198g avec le ventilateur du produit étant faible cela a rendu la chose bien plus facile a intégré pour la X2. Le moteur a un force max de 7,5kg et un vitesse d'extrusion max 1800mm3/min, ce qui me permet de garder les vitesses d'impression assez rapide sur ma X2 (j'imprime a plus de 100mm/s). Enfin l'extrudeur monte a 300° ce qui est parfait pour mes usage Réglages a faire dessus. Comme pour la version H2 classique ou la V2, il faut graisser, recaler les moteurs et engrenages ainsi que fournir un petit calage des roulements. En effet par défaut il y a le cliquetis des engrenage pendant la rétractation. après avoir fait cela plus de bruits ce qui est top. Voir c'est tutoriel YouTube sur le sujet (même si c'est pour la version 1 cela est dans le même genre sur le V2) Penser a bien verifier le serrage de la buse après quelque impression des fois elle peut tourné un peu (on s'en rends compte car le Z zero bouge) Choix de du bl-touch J'étais partie sur le TOUCH_MI de chez hotends.fr lien du produit : https://www.hotends.fr/fr/accessoires/64-capteur-auto-leveling-touch-mi.html pour finalement me rabattre sur le BlTouch de AntClab 3.1. Pourquoi ce choix? LE TOUCH_MI est d'une très bonne précision (bien mieux que celui de artillery) et permet de le connecter facilement sur la carte d'artillery. Mais j'ai remarqué quelque petit défaut de répétabilité a certain moment (ce qui est problématique pour le Z zero). (mon projet peux accueillir les deux). Mais du coup j'ai décidé de remplacer par le BLTouch de AntClabs 3.1 pour ca justesse en répétabilité. Ajout d'un lit en aluminium Au départ il n'était pas prévu de changer le lit. Car sur ma première X2 celui-ci était très bien (presque plat). Sur la deuxième que j'ai acheté la c'est pas la même le lit est concave et se déforme différemment quand on chauffe d'un coup sur l'autre. Lien du site : https://www.abs-3d.de/druckbetten/druckbetten-nicht-magnetisch/artillery/625/artillery-sidewinder-x1-aluminium-druckbett Pourquoi ce choix? Au départ je me suis dit je vais racheter un lit complet de chez Artillery et puis en cherchant plus je me suis rendu compte que cela pouvais être la roulette russe (donc avoir le même problème). J'avais déjà entendu parlé des lit en aluminium, et j'ai donc rechercher plus d'information. Hélas dernièrement ce n'est pas simple d'en trouver pour les artillery. Finalement j'ai réussi a trouver mon bonheur en Allemagne(pas encore livré pour le moment) Alors les avantages du lit aluminium seront un planéité parfaite (du fait qu'il est une plaque en fonte d'aluminium finement fraisée, percée, abaissée et ébavurée). Comme l'aluminium n'est pas laminé mais coulé, puis fraisé, celui-ci peut être plat. Ensuite la répartition de la chaleur ce fait mieux de part ces propriétés thermique donc plus homogénéité. La réalisation Bien réglé les steppers La documentation d'artillery (que j'ai demandé leurs moteurs ont ces caractéristiques ) et BiQU Le valeurs a appliqué sont Pour XYZ 1,36 que j'ai réglé à 1,31 Pour E 0,64 que j'ai réglé à 0,6 Voila a quoi ça ressemble pour le moment pour le bl-touch Vous pouvez retrouver le model sur https://www.printables.com/fr/model/307743-sw2-biqu-h2-v2s-revo-carriage-mount-and-fan-duct-5 Pour la MicroProbe de BiQu Vous pouvez retrouver le model avec le microporbe devant sur https://www.printables.com/fr/model/384508-sw2-biqu-h2-v2s-revo-carriage-mount-fan-duct-5015- Vous pouvez retrouver le model avec le microporbe derrière (comme bltouch) sur https://www.printables.com/fr/model/409738-sw2-biqu-h2-v2s-revo-carriage-mount-fan-duct-5015- Le firmware Attention ceci est un ancienne version. Je suis maintenant sur Klipper donc ne pas l'utiliser sans le corriger. (position et pin pour microprobe) Pour le moment le firmware est en cours sur mon git (que ce soit écran ou marlin) Firmware Marlin version 2.0.9.5 TOUCHMI et BLTOUCH disponible ici : https://github.com/P-tite-tete/Marlin-sw2-BIQU-H2-V2S/releases Firmware TFT version 1.27.x patch 9.2 TOUCHMI et BLTOUCH: https://github.com/P-tite-tete/BIGTREETECH-TouchScreenFirmware/releases
 1 point
1 point -
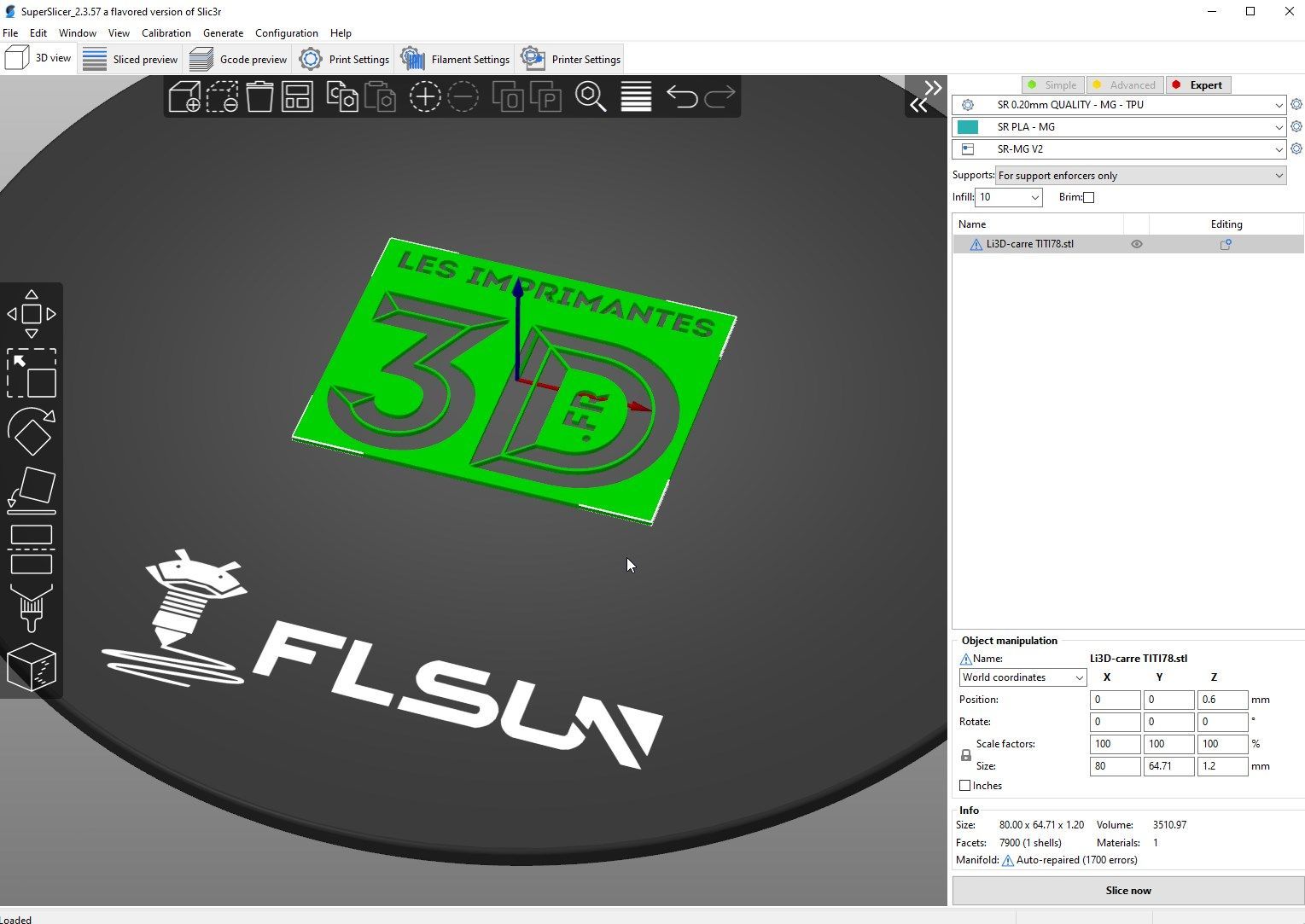
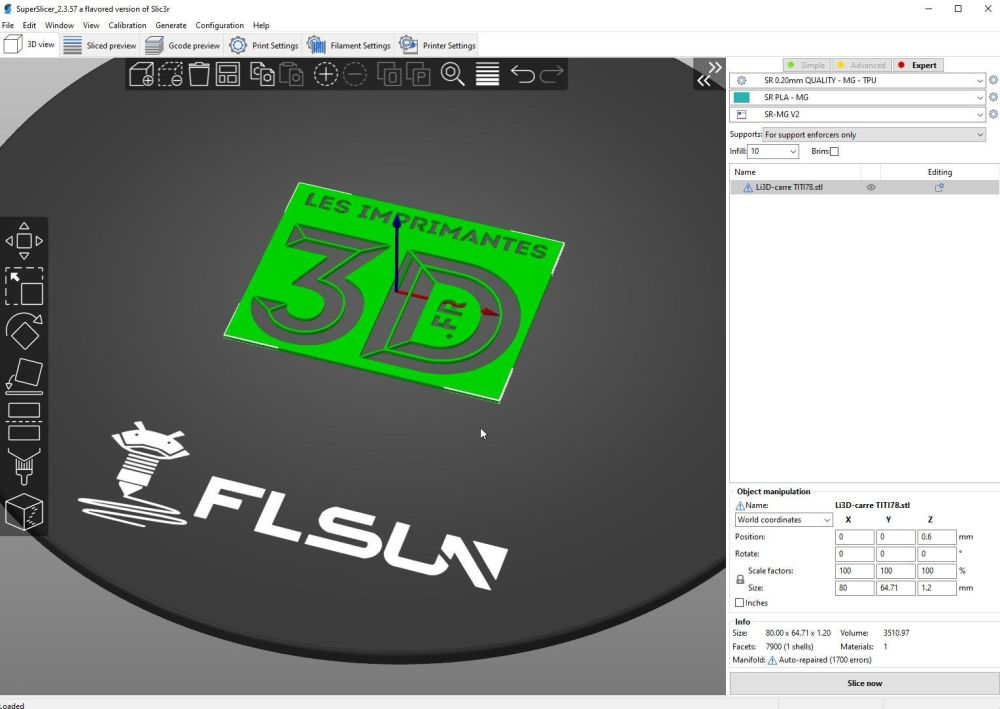
Voici un topic pour échanger sur la configuration de SuperSlicer pour la FLSun Super Racer. Je commence avec la config pour l'imprimante : SR-MG V2.ini Pour le PLA : SR PLA - MG.ini Pour le TPU : SR TPU - MG.ini Pour l'impression 200 microns "qualité" : SR 0.20mm QUALITY - MG.ini Pour l'impression 200 microns "vitesse" : SR 0.20mm SPEED - MG.ini Pour l'impression 200 microns "vitesse" en TPU : SR 0.20mm QUALITY - MG - TPU.ini Je suis parti des profils de la QQS Pro pour lesquels j'ai essayé de répercuter les paramètres fournis par FLSun pour Cura 4.4. J'ai fait quelques modifications mais y'a carrément matière à optimiser. Il faut mettre ces fichiers dans les dossiers /printer/, /filament/, /print/ de C:\Users\UserName\AppData\Roaming\SuperSlicer Dans les réglages de l'imprimante il faut changer le Z max (260 au lieu de 330). Attention, la rétraction est définie pour un extrudeur Direct Drive. Pensez à l'adapter si vous êtes en Bowden
 1 point
1 point -
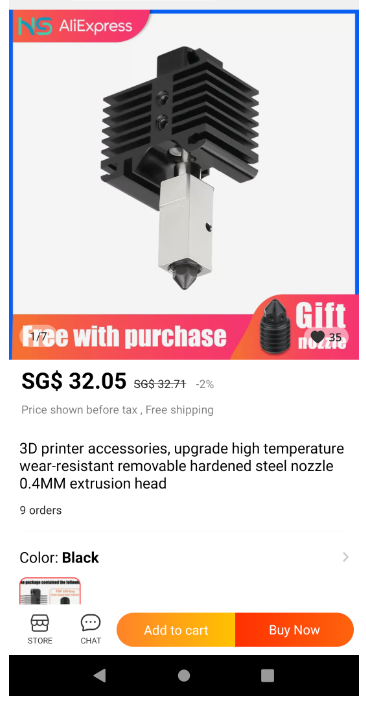
Salut a tous, J'avais fait un post sur reddit il y a quelques temps pour parler de ma trouvaille sur aliexpress, un hotend non officiel pour les Bambu. Lien (depuis le prix est monte a 41sgd ) L'interet etant de pouvoir aller a 500c et de changer le nozzle. J'ai vu hier toujours sur reddit que quelqu'un l'a essaye et le corp de chauffe est plus long, ce qui ameliore le debit de l'imprimante Cela donne acces a des buses de plus gros diametre, y compris les clones de CHT (celle avec 3 petits conduits a l'interieur). L'intervenant annonce un debit au dela des 40mm³/s quand pour le PLA c'est 21mm³/s d'origine (mode normal). Le message sur reddit Donc a voir si je me laisse tenter. Cdt SoM
 1 point
1 point -
Salut, Tu peux aller faire un tour ici, ce ne sera pas inutile , ou là si l'anglais te rebute . en résumé: G91: passe en coordonnées relatives G1: exécute un déplacement (X,Y,Z, extrudeur) F: spécifie à quelle vitesse tu dois faire le déplacement G90: passe en coordonnées absolues1 point
-
Salut @jcjames_13009, Il faut augmenter "Périmètres" et "Périmètres externes". Bonne impression.1 point
-
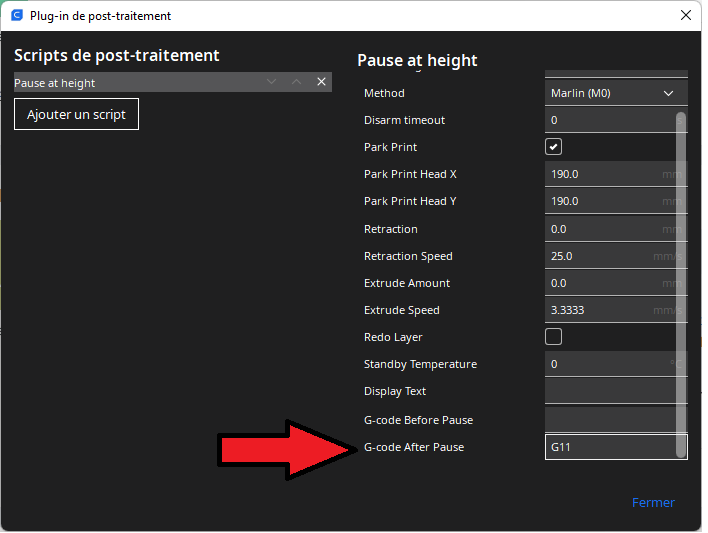
Ce que propose @Krl, c'est de mettre G11 dans le champ "G-code after pause" (sachant que G90 sert à passer en coordonnées absolues, ce qui devrait déjà être le cas, donc inutile ici) Par contre, comme dit dans la doc, il faut que FWRETRACT soit activé dans le firmware Si ça fonctionne, tu pourrais même ajouter un G10 dans "G-code Before Pause" pour retirer automatiquement le filament, voire toute la commande: G91 \nG1 Z10 \nG1 Y100 \nM300 \nM0 et dans ce cas, dans G-code After Pause: \nG1 Y-100 \nG1 Z-10 \nG11 \nG90 Edit: Sur la S1 Pro, ce problème existait il y a 7 mois, d'après ce sujet. Si tu veux faire une pause pour changer de filament, alors tu devrais plutôt choisir "filament change" et non "pause at height". D'après ce même sujet, le firmware possède le Gcode M600. Il y a donc de fortes chances que tu l'aies aussi dans ton firmware
 1 point
1 point -
Sous cura dans les paramètres de l'imprimante.1 point
-
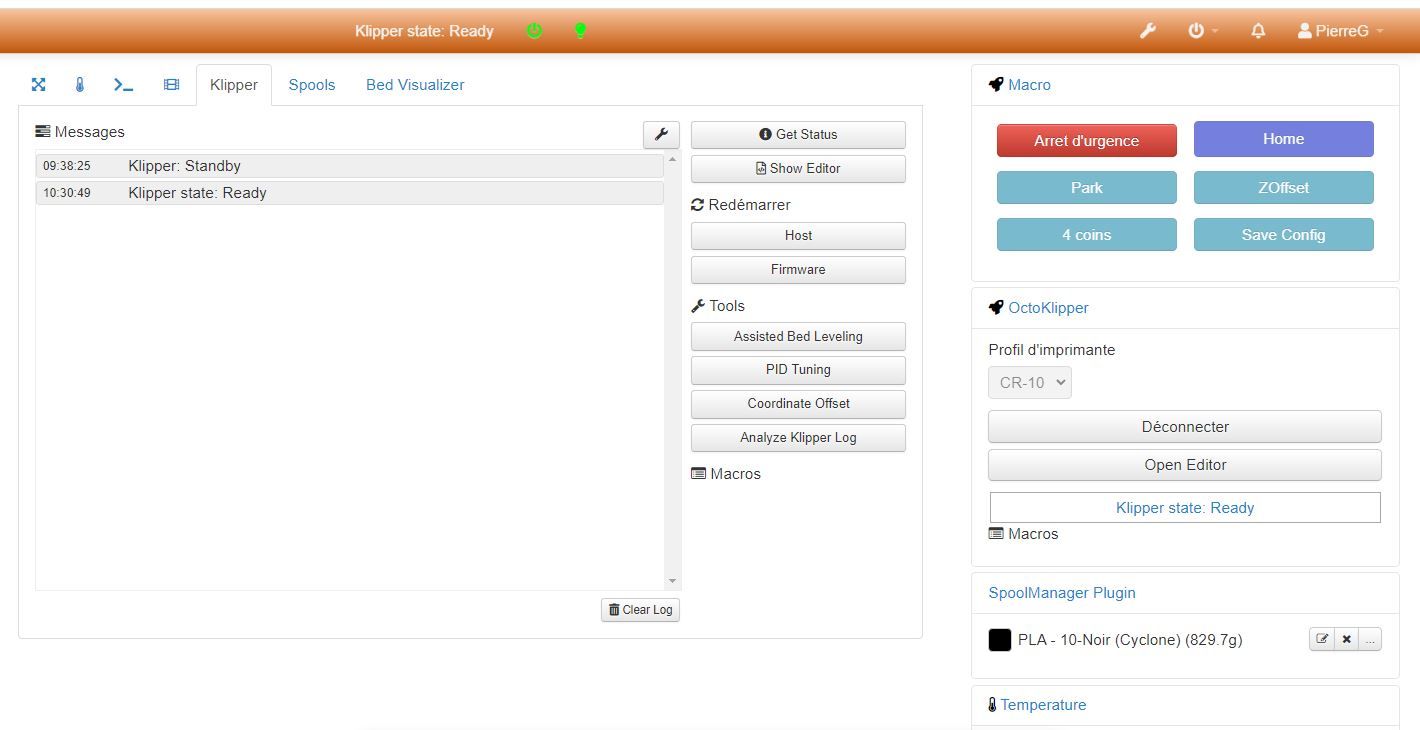
Question que je m'étais également posé, il y a un moment Pour en avoir la preuve «nette», j'avais mis à un endroit palpé par le BLT une petite pièce de 1 mm sur la première ligne de palpages (avant de l'imprimante). Sur le graphique, cette «déformation» était à l'arrière. Donc, mais, c'est à vérifier (facilement), le graphique inverse la représentation du maillage (l'avant correspond à l'arrière de l'imprimante et «lycée de Versailles ». Au vu de l'échelle, la différence de niveau entre un point le plus bas et celui le plus haut me semble être «au pire» de 0,1mm, ce qui est acceptable pour des couches de 0,2mm (j'utilise 0,3mm pour la première couche).1 point
-
Bon, moi c'est pas @pommeverte mais Lorenzo78 , mais tu me flattes et j'aimerais avoir ses compétences ! Tout d'abord si tu souhaites qu'un forumeur soit averti de ton post, il faut taper une arobase @ puis les premières lettre de son pseudo, à ce moment tu verras une fenêtre dans laquelle apparaitront les occurences possibles. Quand tu vois le nom de la personne recherchée, tu cliques dessus. Si tout s'est bien passé le nom apparaitra dans un cartouche bleu et la personne recevra une notification et viendra probablement à ton secours. Je ne comprend pas cette phrase tu veux dire avant et arrière ? Essai de faire une impression complète d'un cube de calibration par exemple ou d'un petit bateau Benchy. Il y a un léger manque de matière mais ça n'est pas catastrophique. Tu pourras y remédier ensuite en ajustant le débit par exemple. Peut-être peux-tu vérifier également la hauteur de ta buse, elle est peut-être un peu trop haute ....1 point
-
change de clef ou reformat ta clef. ou vérifie que le fichier en question est bien un GCODE (*.gcode)1 point
-
Tu as des buse avec heatbreak intégrer aussi pour le Matrix (c'est pas du revo et y pas de code couleur), mais c'est pas obligatoire, j'ai découvert cela y a peu de temps comme ici ou encore cette version compatible bloc Volcano. Oui j'ai attaquer la réflexion d'install du Matrix, je pense partir sur ce concept ci qui me semble interesant j'hésite juste entre rester sur le bloc V6 d'origine et remettre mon bloc cuivre Triangle et mes buse cuivre nickel.1 point
-
Non pour le moment tout va bien, elles n'ont pas énormément d'heures mais pour le moment je n'ai eu que des problèmes "légers", je n'ai pas encore remplacé de buse ou d'autres pièces mécaniques. Par contre c'est un régal à utiliser et l'écosystème BambuLab est très appréciable à utiliser et permet de tout contrôler, que ce soit au pied de l'imprimante ou à distance. Ce n'est pas parfait bien sûr, mais tout ce qui pourrait être amélioré concerne principalement le firmware de l'imprimante, donc des mises à jour pourront améliorer les problèmes. Ci-dessous je met la vidéo d'Uncle Jesse qui en a également deux et a imprimé plus de 1500h en cumulé avec, qui explique plus en détails ce que je dis juste avant :1 point
-
Sur les plaques froides il est recommandé d'appliquer de la colle pour améliorer l'adhésion des pièces. Et avec certains filament (par exemple le PETG), elle sert aussi à aider au décollement de la pièce dans le cas où la pièce accroche trop au plateau. Cela évite d'abimer le plateau. Ce n'est pas spécifiques aux imprimantes BambuLab, c'est quelque chose de connu de manière globale en impression 3D, tout comme il y a le scotch de peintre, la laque à cheveux, etc. Ce sont des techniques qui ont tendance à disparaître avec les plateaux en PEI texturés ou non qui sont un peu les couteaux suisses des plateaux et permettent d'imprimer tout sans trop de décollement (à surveiller quand même en fonction des filaments)1 point
-
Ahhh la VAR .. c'est impitoyable !!!
 1 point
1 point -
Merci pour la solution au problème. Pour moi, le mystère des blobs sous Octoprint semble résolue ( et je note ... le coupable c'est le moniteur de ressource ... ) Pour le problème de la tête qui viens s'écraser là je ne sais pas vraiment. (il manque le contexte) Mais si tu n'a pas mis de mise en déplacement relatif alors j'ai il me semble l'explication Dans un contexte absolut cf G90: Absolute Positioning c'est rétracter mais aussi demander d'aller en position Z=5. Dans un contexte relatif cf G91: Relative Positioning G1 E-1.5 Z5 F2500 c'est rétracter mais aussi demander de lever Z de +5 mm depuis la position actuel1 point
-
Non pas de lien amazon désolé, comme je sais que chez energetic les retours sont bons et que j'ai plusieurs PEI de chez eux je ne me permet pas d'en conseiller un autre que je ne connais pas ^^. Et je sais qu'il y a eu quelques déconvenues sur les qualités chez certains vendeurs. Attends d'autres avis1 point
-
C'est moi qui suis trop simpliste, ou l'écran et l'électronique ne sont pas indispensables, et un simple moteur (soyons fous : avec un interrupteur) aurait suffit ? Juste besoin de calculer la démultiplication pour que ça tourne tranquillou ... Mais en tout cas, le principe est top.1 point
-
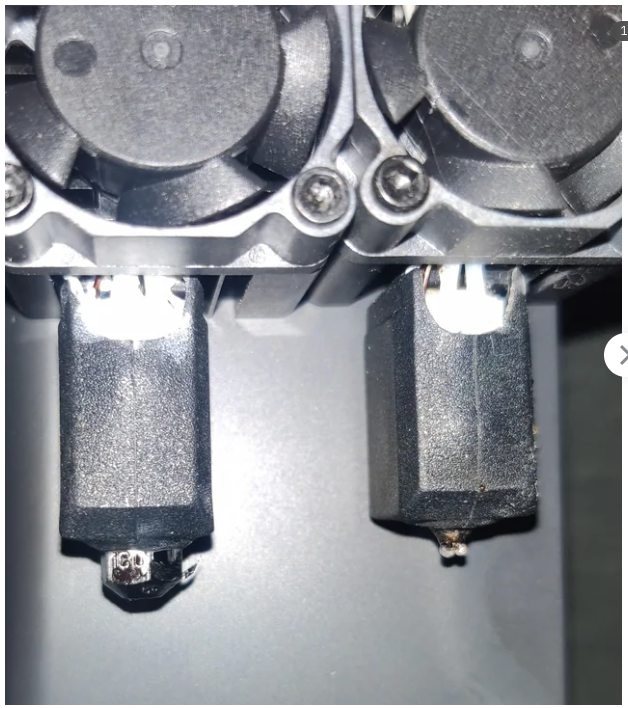
ici si tu as des fuite c'est pas lié a un bouchage mais que les surface de contact buse heatbreak sont pas etanche elles présente un defaut et donc fuite. Par contre l'extrudeur Titan d'origine est pas optimum (même si j'ai pas eu de soucis avec et que mes print sont toujours correcte) sur des filament de qualité médiocre comme certain GST3D l'extrudeur ne parvient pas a bien alimenter la hotends il bouffe le filament trop friable alors que sur mes imprimante en extrudeur dual gear pas de soucis. Je vais donc moi de mon côté passer sous extrudeur Matrix (j'en ai un en stock neuf dans sa boite ). Mais pour toi @Gg8 la Bique H2 V2s Revo présentera un avantage lié au buse revo il n'y a plus de serrage buse contre heatbreak a prendre en compte vue qu'il ne s'agit que d'une pièce et donc la c'est sans risque de fuite1 point
-
Alors oui ta mesure est bonne ton driver semble avoir une panne intermittente, astuce pour la colle chaude utilise un sèche cheveux pour la ramolir cela aide a retirer driver ou cable sans rien abimer . Ton driver Z que tu as mis en Y doit reussir a fournit assez de courant au moteur avec le Vref 0.96 mais il risque de vite ce dégrader plus.1 point
-
Faut vraiment que j'essaie. Je doute que ça se ponce, la colle gardant un effet caoutchouteux même après séchage il me semble. (Mais bon, déjà que je pensais que ça ne collerait pas sur le pla ... On va attendre confirmation !)1 point
-
C'est ce que j'utilise pour les petites pièces à peindre , ça sert aussi d'apprêt, la peinture tiens bien sur la colle car sur le pla, la peinture c'est la merde à mettre.... Perso je ne la dilue presque pas et j'attends au moins 24h avant de peindre.1 point
-
flasher le bootloader avec un arduino ou un module USB ASP .1 point
-
Salut, je te conseille un caisson ça ne peut qu'améliorer les liaisons inter couches surtout si tu souhaite imprimé des filaments plus capricieux comme l'abs qui ont besoin d'une température de caisson stable et chaude. La filtration est nécessaire si tu va imprimer de l'abs ou pc car déjà tu ressens l'odeur de plastique pas agréable du tout. Mais on s'aperçoit aussi que dans les études même le pla rejette des particules dans l'air surtout en présence d'additif. Pour moi si tu à le choix prend un caisson avec filtration.1 point
-
Personnellement j'utilise aussi FreeCAD, j'ai un peu utilisé Fusion 360 auparavant, mais j'ai toujours peur qu'un jour Autodesk (la société qui produit Fusion 360) se dise "on arrête la version gratuite", et dans ce cas là il faudra se forcer à changer de logiciel. C'est un problème que tu n'auras pas avec FreeCAD (mais c'est plus rustique à utiliser). Il faut aussi savoir que chaque logiciel a un peu sa logique propre à lui, c'est à dire soit une structure particulière (comme les ateliers sous FreeCAD), soit une gymnastique de construction (esquisses à dessiner, programmation, ...), donc il est souvent assez difficile de passer d'un logiciel à l'autre, il faut souvent repartir des bases. Certains logiciels sont aussi plus spécialisés, par exemple tu ne feras pas de figurines avec FreeCAD, autant utiliser Blender pour ça. Donc pour ton projet, je partirais plutôt sur Fusion360, FreeCAD, OpenSCAD, TinkerCAD, etc. Si jamais FreeCAD t'intéresse, tu as les tutoriels de jp willm, il fait des vidéos régulièrement et explique bien avec des exemples variés.1 point
-
Oui en effet, mais la façon dont les macros sont placées, elles ne sont pas très accessibles (à mon goût à moi)... Ce qui est sûr, c'est qu'il y a toujours moyen de moyenner !!!
 1 point
1 point -
Bonsoir, problème d'unité de mesure différentes entre les 2 systèmes ? mm, pouces...ou autre..1 point
-
Super merci c'est tout bon !1 point
-
Bonjour, "Lightburn" définit une origine 0,0 à la position ou se trouve la machine à l'allumage. C'est la machine qui doit avoir le 0,0, avec des "fin de courses" ,avec un "home" ,pour ensuite indiquer a Lightburn que c'est l'origine. Si la machine n'a pas de fin de courses...pousser les axes à la position désirée à la main, et indiquer le 0,0 à lightburn avec un G92 X0 Y0.1 point
-
J’espère que c'est de l'humour. Car parler de choses illégales sur un forum public c'est risquer des ennuis. ( Pour la personne qui en parle , pour la personne qui le fait mais aussi pour le forum )1 point
-
Je n'en doute pas ! Tu devrais même, si tu arrive a bien l’apprivoiser (plus gros volume = moins de marge d'erreurs) faire bien mieux avec les 7680 x 4320 pixels de 28.5 um de la M3 premium1 point
-
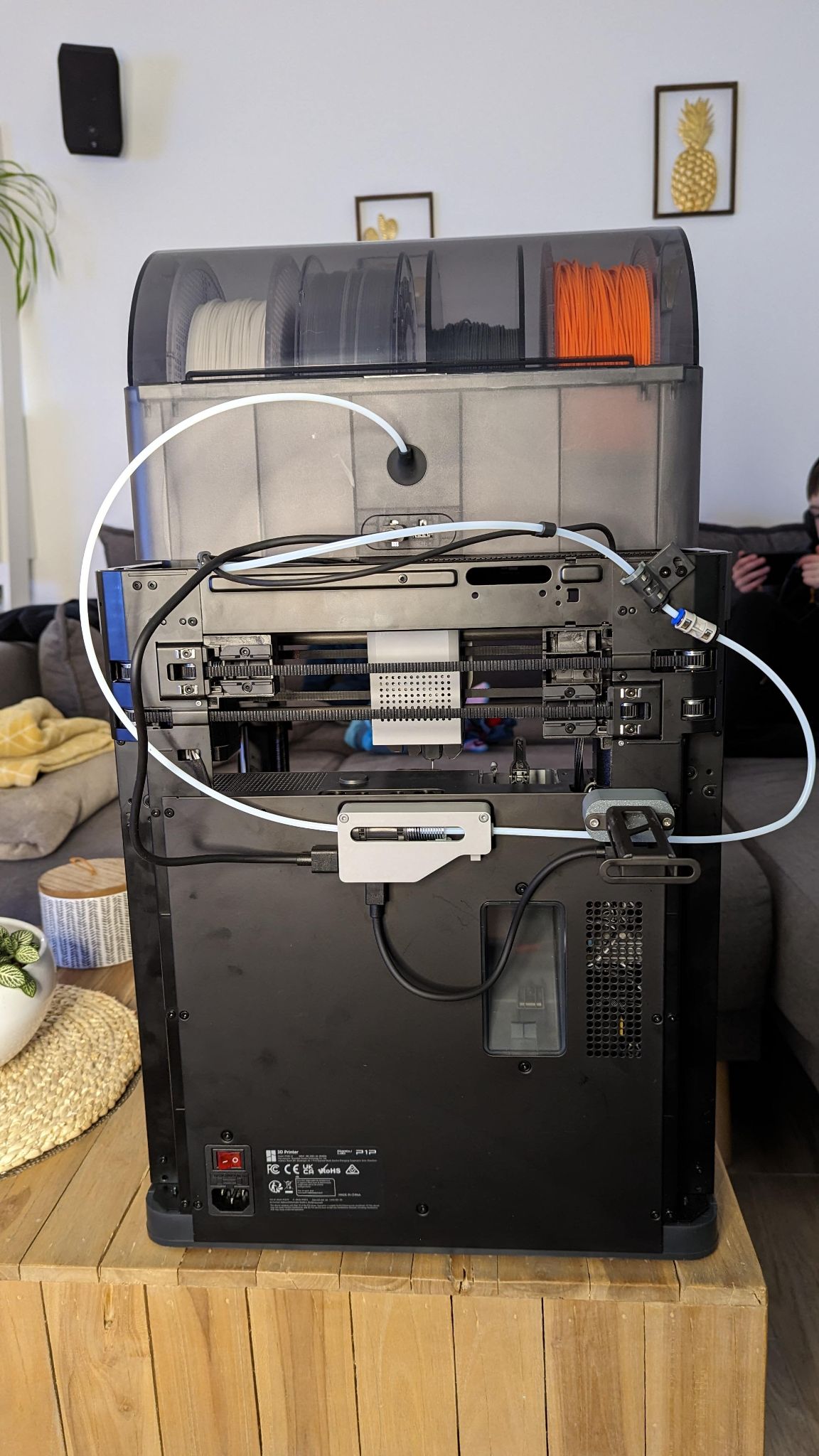
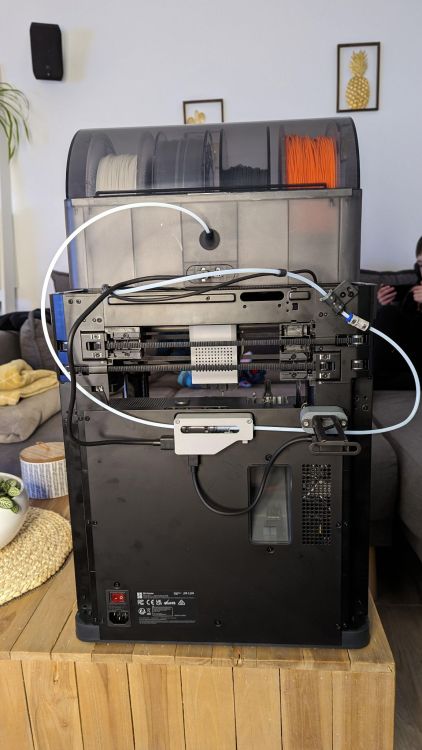
A 14m018 ici tu peux voir le raccord pneufit d'origine : Quand tu rajoutes l'AMS ça donne ça : Par conséquent, pour passer sur une bobine externe (typiquement du TPU non compatible avec l'AMS), faut débrancher le raccord de l'AMS via pneufit... Du coup, on installe ce genre de splitter en Y : Ca semble bien fonctionner (j'ai pas dépassé les 7 heures de print mais avec un max de changements de filaments) mais on sent/entend quand même le fil frotter dans le splitter. C'est pourquoi je me disais que mettre ça : Sur chacun des 3 tubes qui arrivent au splitter pour passer d'une source à l'autre ça pourrait être cool

 1 point
1 point -
Salutation ! Peux tu nous mettre le "gcode de démarrage" du profil d'imprimante ( paramètres d'imprimante) que tu utilise ? ( ou un export HTML ? ) Voir un fichier d'impression (extension .gcode) où tu as le problème. Car si tu n'a pas changé de firmware alors c'est surement ton "g-code de démarrage" qui a changé a la mise a jours du trancheur et qu'il faut modifier ...1 point
-
Ça provoque de nombreuses vibrations sur la machine. Vibrations transmises à la connexion USB. La moindre perte de connexion entre Klippy (scripts python Klipper sur la machine hôte (RPi, SonicPad, …) et l'imprimante mène à ces erreurs «mcu» (Klipper s'arrête alors pour des raisons de sécurité ). Solution: réduire les accélérations ou renforcer la connexion USB (certains soudent le côté mini-micro USB sur la carte directement ce qui évite les mauvaises liaisons entre les prises mâle et femelle (et inversement pour ne pas provoquer l'ire des féministes… (on évite également le lubrifiant qui dans ce cas de figure ne servirait à rien )).1 point
-
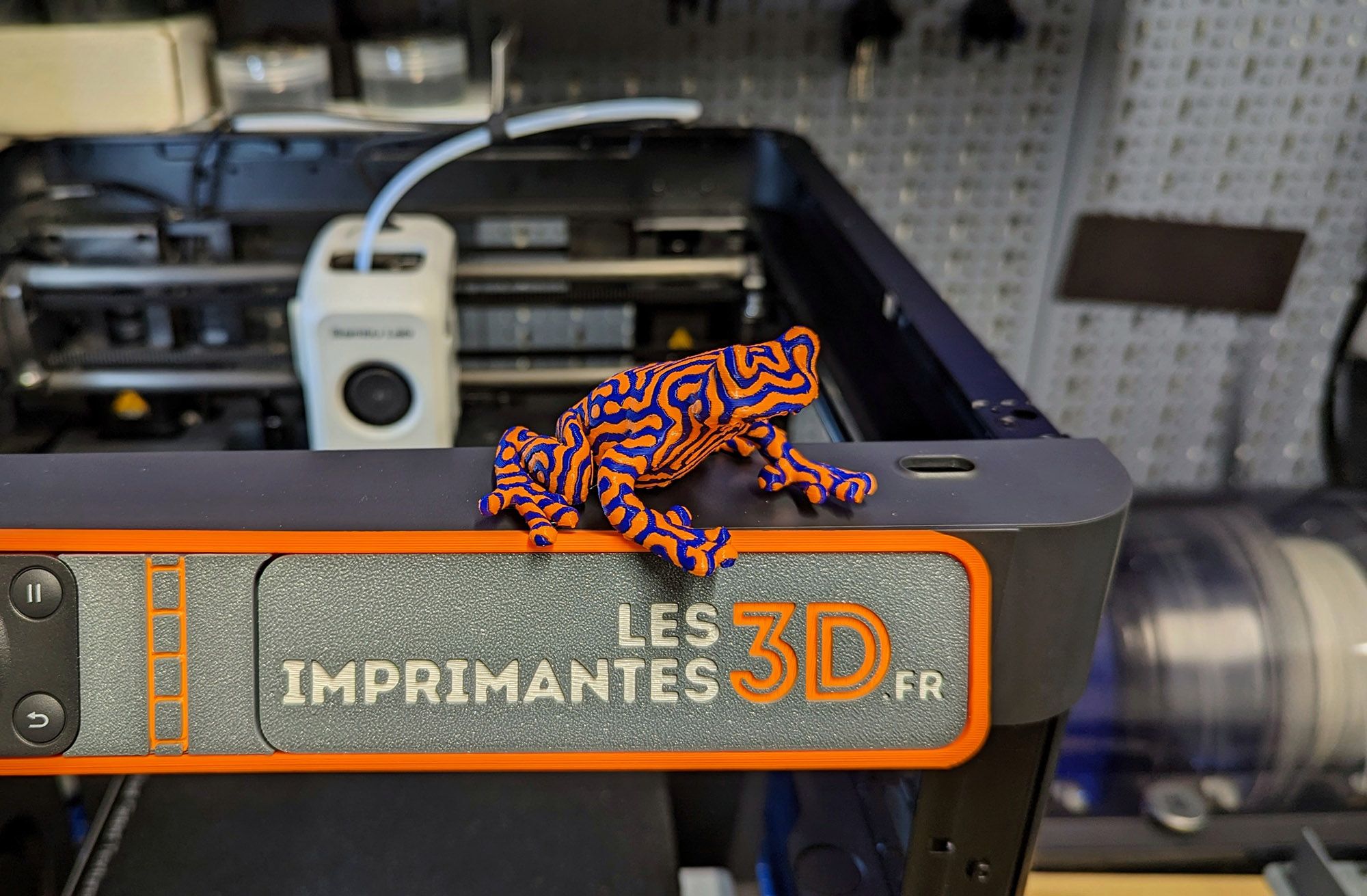
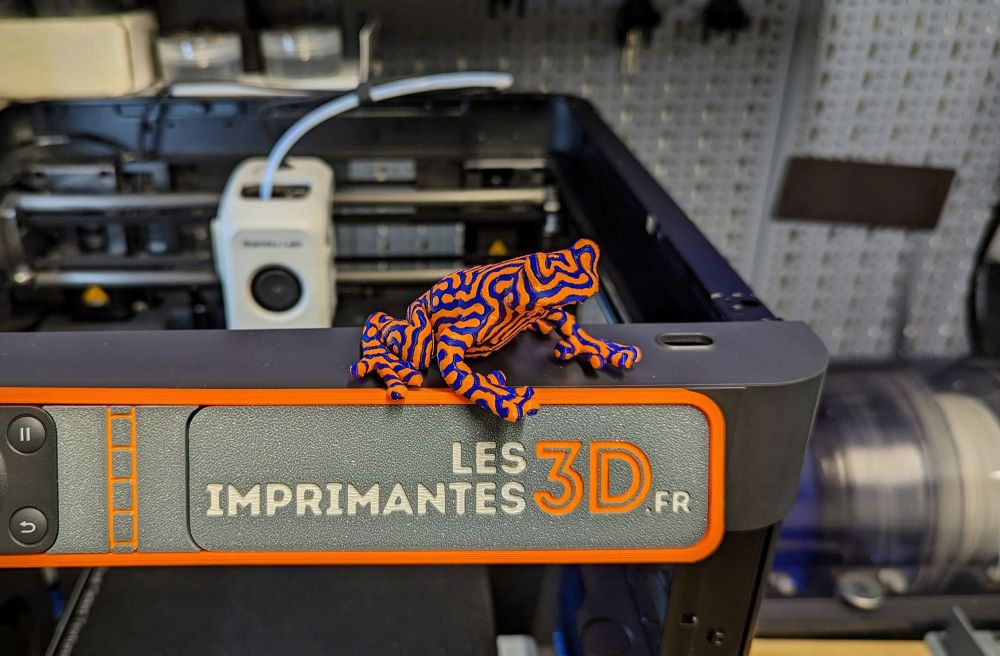
7 heures de print et un paquet de changements de filaments plus tard, le splitter a bien fait son taff et la grenouille a pris vie
 1 point
1 point -
Ah l’entreprenariat ! Chacun (moi le premier) irait de son petit conseil issu de sa petite expérience. Je vais donc te donner mon avis : tu poses la question à l'envers. Tu cherches à déterminer le prix de quoi exactement ? J'ai la sensation que tu as un "idée" mais que tu ne sais pas ce que tu vas vendre. Concrètement : quel produit ? quel service ? La démarche est très simple : crée ton produit ou ton service. Propose les à des tarifs intentionnellement élevés que tu détermines au pif (oui, oui, au pif, j'insiste). Si tu parviens à vendre, alors tu pourras ré-évaluer tes prix (à la baisse) et faire plein de calculs... qui serviront uniquement à 2 choses : plaire à ton banquier et connaitre le seuil en dessous duquel il faut arrêter. Quant au prix de vente, je parie que tu ne le baisseras (quasiment) pas car il dépend uniquement de combien les acheteurs sont près à te donner. Rien d'autre. Plus concrètement : - une machine "chinoise-standard" (ender, chiron, cr10...) c'est 0.250Kw/h calculé avec un wattmètre sur plusieurs machines. Soit environ 4.5cts de l'heure, donc le prix de l'électricité n'a aucune influence sur ton prix de vente. - le cout machine (amortissement, entretien, changement pièces, ...) Difficile à évaluer sans connaitre le contexte (prix de tes machines ...).Pour te donner une idée, moi je l'estime aux environs de 5€ pour une impression de 24h (sans compter le temps passé à l'entretien). Donc ca aussi c'est négligeable dans ton prix de vente. - garantie : 1 impression sur 10 ou 20 à refaire si la qualité ne plait pas ? Donc ajoute 5 à 10% du prix de fabrication à ton prix de vente. Ca ne fait toujours pas grand chose dans ton prix de vente. - finitions : ne pas négliger le temps passé sur chaque print. - Frais de port : ca peut vite chiffrer. Tu vas envoyer quel poids et où ? - Filament : tes clients s'attendent à recevoir des objets avec une qualité "professionnels" c'est à dire que tu peux oublier les impressions en PLA/PETG (chaleur). Donc c'est ABS ou ASA obligatoire : de bons filaments coutent cher. Ce sera une grosse partie de ton prix mini de vente. Et les difficulté techniques font qu'il faut prévoir un certain taux d'échec (qui dépend beaucoup de tes machines). - Je dis "tes machines" car il t'en faut plusieurs afin d'assurer ta production en cas de panne. - communication : tes clients vont te trouver comment ? Un site internet ? Pub ? Ce poste de dépense peut-être très très important ... et même le principal. Pas de pub = pas de clients. - Finitions : ne pas négliger le temps que tu vas passer - impots et taxes : en auto-entrepreneur sous le seuil de TVA (34400€/an de chiffre d'affaire) on arrondi les charges sociales et les impôts sur les revenus à 25% supplémentaire (si CA de 1000€, tu en donnes directement 250 à l'état). Ce n'est pas cher par rapport à une société type EURL/SARL qui dépasse les 70%. J'arrête car on pourrai y passer la nuit. Bon courage1 point
-
Mettre un Y-Spltter flaggué "X1" sur une "P1P", c'est un peu comme mettre un auto-collant "Yamaha" sur une Harley - bref il y a du relâchement dans le souci du détail chez les motards1 point
-
Quant la réalité rejoint la fiction, mon diorama était une prémonition des manifs d'hier....

 1 point
1 point -
Soit ça soit t'en fais un bloc porte1 point
-
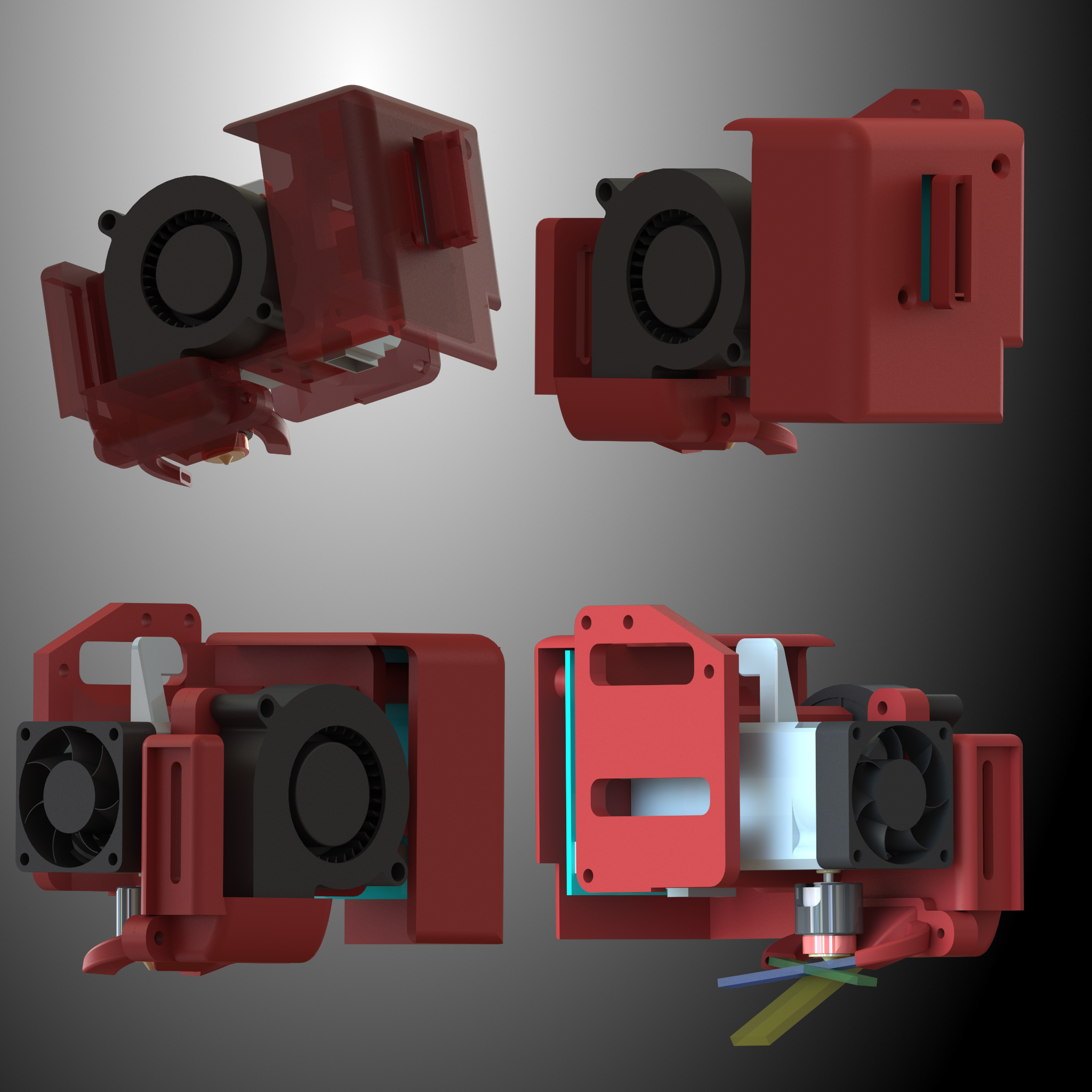
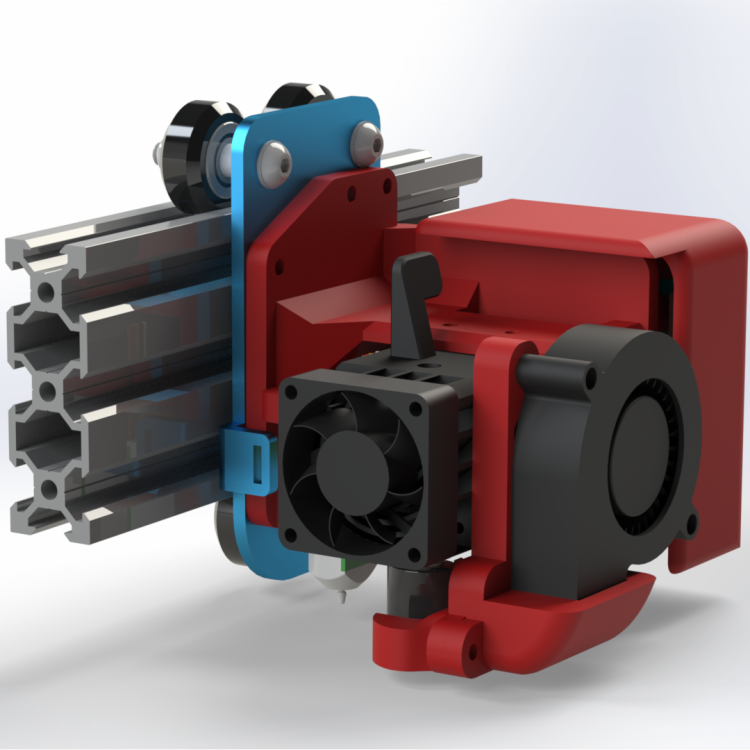
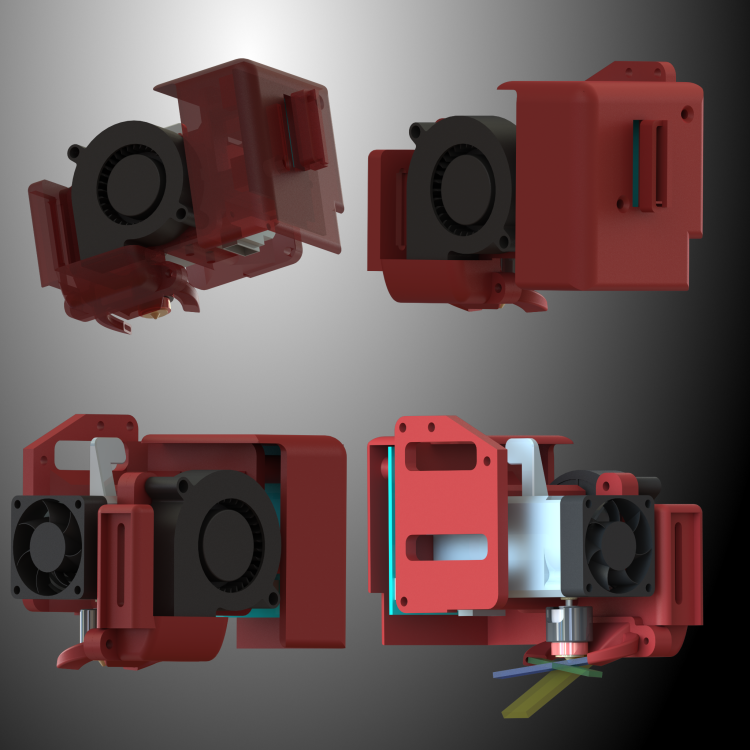
Update, j'ai mis à jour le model 3d pour avoir un capot avec des bords plus arrondi, l'attache plus adapté et enfin un fanduct redessiné. Mise a disposition du firmware marlin en version 2.0.9.5 (pour le moment la version 2.1.1 n'est pas buildable) https://github.com/P-tite-tete/Marlin-sw2-BIQU-H2-V2S/releases Petit rendu 3D
 1 point
1 point -
@Sri_Raoul Certains extrudeurs sont dépourvus d'un raccord pneumatique (pneufit) vissable, par exemple celui-ci vendu sur Amazon (c'est d'ailleurs clairement décrit dans l'annonce comme une amélioration ). Ne surtout pas oublier de placer la pièce de maintien (clip) sous la collerette noire dans laquelle passe le PTFE. Son gros inconvénient par rapport à ceux avec pneufit vissable est qu'en cas de remplacement de la collerette noire (celle qui contient les griffes de maintien du PTFE), c'est plus complexe à faire que dévisser / revisser un pneufit.1 point