Classement



Contenu populaire
Contenu avec la plus haute réputation dans 01/02/2023 dans Messages
-
D'ailleurs je pense à nos "anciens" qui pourraient se retrouver bloqués par cette procédure, utiliser un téléphone portable, y installer une application... Bon je sors avant de me faire taper dessus ^^5 points
-
De nombreux comptes ont été piratés et spamment le forum ces derniers temps. Pour éviter ce genre de problème, on a activé la double authentification avec Google Authenticator. Ce n'est pas obligatoire mais fortement recommandé. Vous serez donc invité à le faire lors de votre prochaine connexion au forum. Vous pouvez aussi l'activer dans les paramètres de sécurité du compte.
 4 points
4 points -
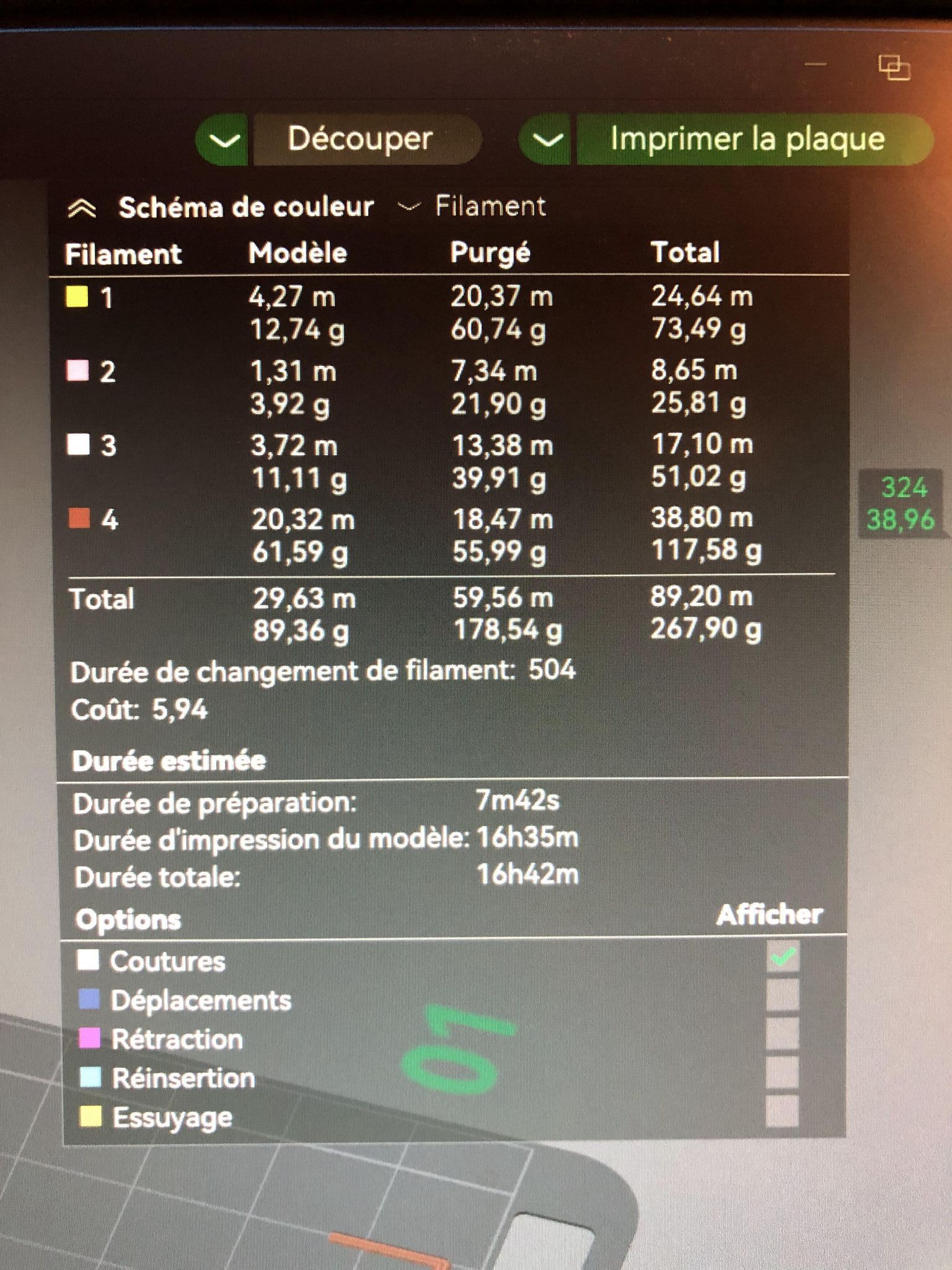
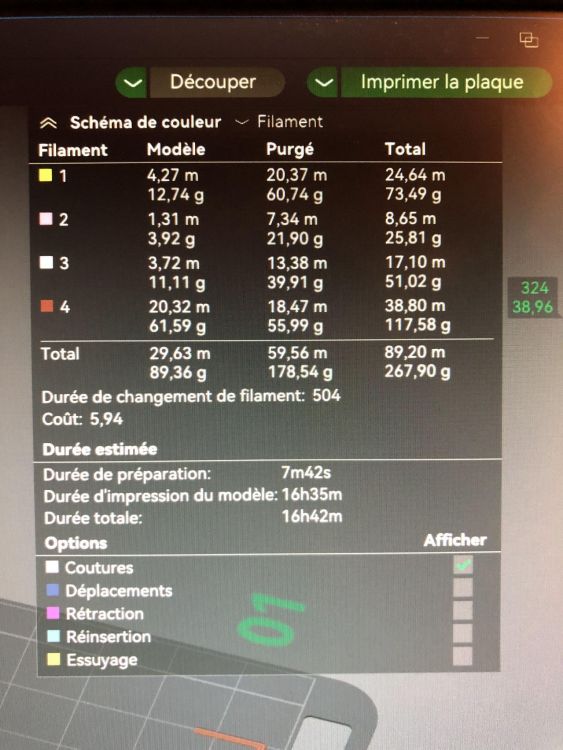
Salut J'ai enfin essayé le multi couleur avec un petit fichier. Les changements de filament se sont bien passés, mais ça rallonge de beaucoup le temps d'impression. Pour les déchets et tour de purge c'est énorme le gâchis, j'avais laissé tous les paramètres de base. Le résultat me satisfait mais il faut améliorer les temps et volumes de purge.
 4 points
4 points -
3 points
-
tu sais ce qu'ils te disent les anciens ? Anciens — Wikipédia (wikipedia.org) Dans les deux cas il y a un OS !3 points
-
Il peut le faire ! mais je pense que c'est une volonté de la part de @Lorenzo78 de ne pas se faire googliser ... Volonté que je respecte au plus haut point3 points
-
Salutation ! Je viens de voir passer dans le groupe Facebook privé ELEGOO Jupiter 3D Printer Owners le post suivant https://www.facebook.com/groups/elegoojupiter/posts/1293389854558913/ Lien d'invitation pour le serveur Discord Elegoo https://discord.gg/qbFrnQnu5b (généré par mes soins) Bonne continuation a tous.2 points
-
Bah, levelling à refaire...2 points
-
A la place de Google Authenticator, j'utilise sur mon mobile l'application «Authy» (fonctionne très bien avec le 2FA du forum ). On peut également utiliser «Aegis Authenticator» disponible sur Fdroid.org. On devrait pouvoir également pouvoir utiliser des clés USB genre Yubikey ou similaire (Fido) (dans l'Éducation Nationale, on utilise depuis longtemps des clés OTP dont le code change toutes les 30 secondes sur l'écran LCD ). Microsoft Authenticator doit lui aussi fonctionner, en gros il n'y a que l'embarras du choix. La double authentification peut sembler une contrainte supplémentaire mais la sécurité n'a pas de prix. Associé à un bon coffre «fort» pour ses mots de passe (1 mdp différent par site), genre Bitwarden est là aussi plus que recommandé… Encore faut-il se souvenir du mot de passe fort et long qui ouvre le coffre2 points
-
Je ne crois pas avoir vu Google Authenticator fonctionner ainsi sur aucun de mes sites. Il faut l'ouvrir manuellement ^^2 points
-
@Motard Geek pas obligatoire mais perso j'étais bloqué sur la fenêtre qui attendait le code (bon après j'ai pas trop cherché je ne suis pas un ancien et j'ai vite fait dégainé le téléphone ^^)2 points
-
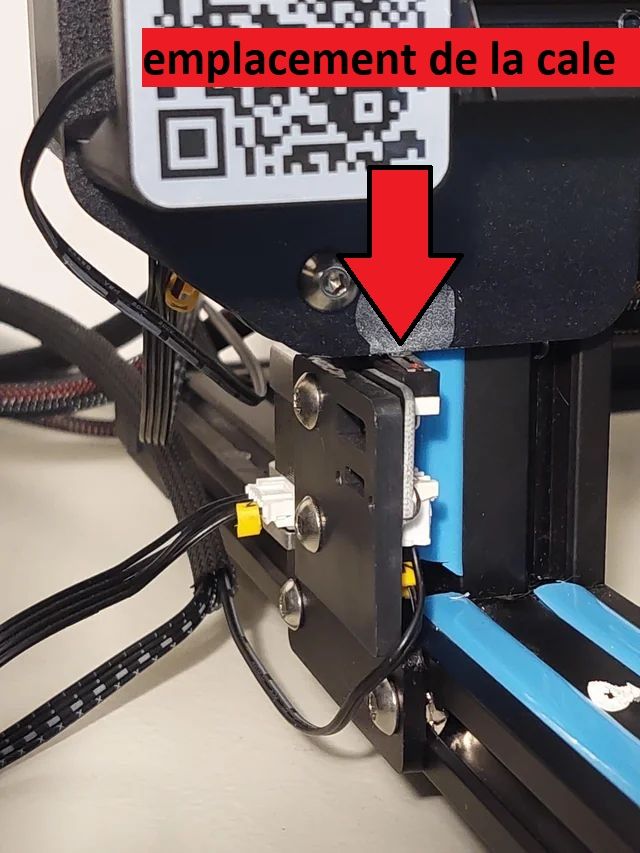
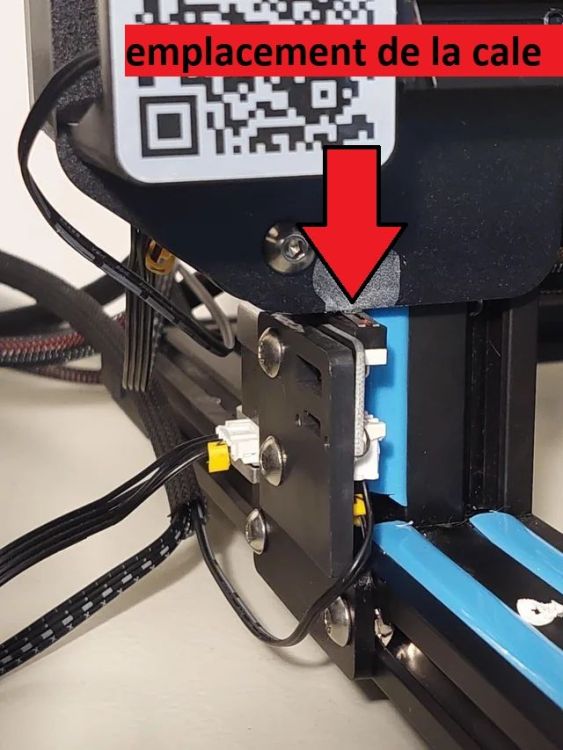
Salut @David et bienvenue sur le forum, c'est exactement ce qu'a compris @Lorenzo78. Si tu veux pouvoir régler la hauteur, il faut que tes ressorts ne soient pas complètement comprimés. Je pense que dans ton cas, il faudrait remonter le détecteur Z de 3mm ou 4mm afin que tu puisses avoir de la latitude de réglage. D'après les photos et vidéos que j'ai vues, tu n'as pas de réglage possible. Dans ce cas, tu peux: imprimer un support qui te permettra ce réglage coller une cale d'épaisseur sous la plaque d'extrémité X (moins judicieux mais plus rapide ) PS: lorsque tu cites le nom d'un membre du forum, n'hésite pas à débuter le nom par un @. Lorsque que tu commences à taper les 1ères lettres du nom, il te suffira de cliquer sur le bon nom de la liste. Ainsi il recevra une notification. PS2: n'hésite pas à corriger le nom de ton imprimante (voir ce message pour plus d'explications) PS3: est-ce qu'un des @Modérateurs Globaux pourrait corriger le titre ( S10 devient CR 10S) et peut-être déplacer ce sujet dans la section Creality?
 2 points
2 points -
Salut, Il serait intéressant d'analyser les comptes qui ont été piratés, de voir s'ils avaient déjà posté des messages, ou s'ils avaient créé un compte bidon et attendent un jour pour spammer, leur nom de serveur mail, etc ... Aussi en bloquant les membres inactifs, parmi les 41 021 actuels, ceux par exemple, n'ayant écrit aucun message depuis 1 an ou ceux se servant uniquement de la messagerie privée, déjà vous y verrez plus clair. Si ces membres veulent participer réellement au forum, vous leur donnerez la possibilité de se réactiver.2 points
-
Découverte de l'impression 3D L'histoire de l’impression 3D On pourrait croire que l'impression 3D est une technique nouvelle, car on entend parler de cette nouvelle révolution industrielle et de consommation que depuis l'année 2009. En faite à partir de cette date le brevet autour de l'impression de plastique est passé dans le domaine public, ce qui veut dire plus de concurrence et donc une baisse des prix, des projets Open Source, une communauté d'entraide plus importante et leur simplification d'utilisation. Depuis des imprimantes chinoises qui utilisent des technologies Open Source sont arrivées sur le marché, ont gagné en qualité tout en tirant les prix vers le bas. L'impression 3D existe depuis bien longtemps, cela a été inventé par l'américain Chuck Hull en 1983 lorsqu’il travaillait à 3D Systems. D'autres prototypes avaient été réalisés avant, mais les résultats n'étaient pas convaincants. L'impression à l'époque ne se faisait qu'en résine. Chuck Hull l’inventeur de l’impression 3D En 1989 S. Scott Crump co-fondateur de Stratasys inventa et déposa un brevet sur l'impression 3D par déposition de plastique (qui sera expliqué dans ce cours). 20 ans après en 2009 le brevet fut retiré, le projet Prusa né de l'initiative RepRap (imprimantes Open Source replicative qui peuvent partiellement se fabriquer elles-mêmes) avait débuté. La Prusa est une imprimante Open Source qui par son créateur compétent Josef Průša a réussi à réunir des dizaines d'équipes d'ingénieurs autour de son projet pour améliorer son imprimante en FDM. Les avancés sur cette imprimante ouverte ont permis à d'autres imprimantes de les utiliser, de les modifier et de les proposer pour moins cher en particulier pour leurs différents "clones" chinois. Le fonctionnement Il y a plusieurs technologies d'impressions, mais deux très utilisés: La plus populaire, abordable et pratique est l'impression en FDM pour Fused Deposition Modeling qui pourrait se traduire par la modélisation par déposition de matière fondue. Cette matière c'est du plastique, sous la forme d'un filament qui va être chauffé à environ 210 degrés puis ressortir par une buse qui peut se déplacer sur les trois axes 3D. Elle va déposer le plastique fondu qui va refroidir rapidement et se solidifier. Les couches atteignent en moyenne un niveau de précision maximale de 100 microns (0.1 mm). Il y a plusieurs plastiques différents, le plus utilisé est le PLA qu'on appelle aussi bioplastique. Il est écologique, il provient de l'amidon de maïs, il est biodégradable et recyclable (on peut le faire fondre pour en refaire du filament). Le PLA coûte environ 20 euros le kilo. Rassurez vous vos impressions 3D seront très légères et creuses, avec 1 kg vous pourrez faire beaucoup d'impressions. L'autre technique c'est l'impression 3D par résine ou SLA pour Stereolithography. Une résine sensible à la lumière ultraviolette (UV) est utilisée. Dans un bac avec de la résine protégé des UVs extérieurs, un plateau va plonger dedans et des rayons vont venir solidifier la résine dessus. Le plateau monte et une nouvelle couche de résine sera solidifiée. L'impression en résine est beaucoup plus précise que par fonte de plastique elle est d'environ 20 microns par couche, elle convient à l'impression de figurines détaillées. Par contre, elles sont très onéreuses et la résine est chimique, elle tâche et s'enlève difficilement, elle demande beaucoup de traitements après l'impression et peut fondre au soleil. La quatrième révolution industrielle L'arrivée de la première révolution industrielle qui est la machine à vapeur n'a pas seulement servi à faire avancer les trains, beaucoup de machines utilisaient ce moteur pour automatiser certaines tâches. Il fallait une quantité importante de charbon polluant et des gros tuyaux et vannes un peu partout pour évacuer les vapeurs. La seconde révolution industrielle fut l'utilisation de l'électricité beaucoup plus pratique que la vapeur pour alimenter les machines. La troisième révolution était l'arrivée de l'informatique, les ingénieurs, les dessinateurs industriels, les inventeurs ont pu profiter de cette technologie pour concevoir et inventer des pièces sans passer par le dessin minutieux au papier. L'informatique leur permet de lancer des simulations pour tester et animer leurs assemblages ainsi que la résistance des matériaux par calculs mathématiques rapides et automatisés. L'informatique a aussi contribué à réaliser des robots pour des tâches répétitives et l'assemblage. Et enfin la quatrième l'impression 3D, nous ne sommes pas encore complètement dedans, car elles sont abordables depuis peu, les imprimantes sont lentes, elles ne permettent pas encore une production en masse. Les pièces imprimées en plastique ne sont pas assez solides et les imprimantes de métaux et carbone restent encore trop onéreuses et nouvelles dans le domaine public. Mais les imprimantes même plastiques offrent des avantages importants pour le prototypage, elles sont très précises, souvent plus que ce que vous pouvez trouver dans une usine et cela directement chez vous ou une startup. En plus de cela les imprimantes ajoutent de la matière alors que les machines industrielles en retirent, il n'y a donc presque aucune perte, c'est économique et écologique (surtout en PLA). Le matériel à acheter Les critères pour choisir son imprimante Dimensions d’impression (Artillery Sidewinder X2 c'est le point le plus important, cela vous évitera d'avoir à imprimer en kit et d'avoir des pièces qui ne colleront peut-être pas bien entres elles. Prix (Creality Ender 3 V2 les imprimantes SLA demandent un budget conséquent, les imprimantes en FDM varient de 200 à 2000 euros. Certaines chères ne sont pas forcément plus simples à utiliser et plus avancées que les moins chers, elles avaient presque le monopole donc pouvaient gonfler le prix, aujourd'hui certaines sont anciennes, mais n'ont pas baissé de prix. La simplicité (Dagoma Neva de nouvelles technologies arrivent tout au long de l'année rendant l'impression 3D plus simple avec par exemple la calibration automatique de la buse par rapport au plateau (pour son élévation), le logiciel de préparation pour l'impression préconfiguré, la détection de fin de filament, la reprise après une coupure de courant, le changement automatique de filament, le mode pause. Pour la simplicité il y a aussi le fait que l'imprimante soit entièrement assemblée, partiellement ou pas assemblé (nommé DIY pour Do It Yourself). La Creality CR-10 est assemblée à 90 %. Précision (Elegoo Mars 3si vous comptez réaliser des figurines détaillées, il faudra vous tourner vers le SLA. Si par contre les figurines sont assez grosses, le FDM suffira. Le matériel Spatule: indispensable pour détacher facilement vos impressions du buildgrip. Elle est parfois fournie avec l’imprimante 3D, vous pouvez en acheter une autre plus grande ou un kit pour pouvoir détacher les impressions les plus grosses. Buildgrip/buildtak ou ruban de marquage: c’est un support qui va faciliter l’adhésion de votre impression au plateau. Il est très souvent déjà en place sur l’imprimante 3D. Pince coupante: utilisez-la pour retirer les supports. Scalpel ou ébavureur: il vous aidera à éplucher les bords pas très lisses, à retirer la colle séchée et à casser les supports. Je vous conseille d’utiliser des gants anti-coupure avec. Papier de verre (180, 320, 1000le papier de verre est à utiliser pour le ponçage de la surface de votre modèle et en particulier avant de passer à la peinture. Commencez avec un grain à 180 puis 320 pour polir. Une fois la peinture mise en place vous pouvez utiliser un grain à 1000 pour enlever les défauts et bulles de peinture. Marteau: certaines pièces imprimées ont été conçues pour s’imbriquer entres-elles à coup de marteau. Dans ces cas-là, imprimez votre modèle avec un remplissage renforcé. Peinture à maquette + set de pinceaux: la peinture à maquette tient bien sûr le plastique, sèche rapidement et ne nécessite bien souvent pas d’eau. N’oubliez pas d’acheter des pinceaux de différentes tailles pour différents niveaux de précision. Pour plus de facilité, peignez avant l’assemblage, cela permet aussi de ne pas mélanger les couleurs d’une pièce à l’autre. Ne peignez pas les parties qui ne seront pas visibles après que les pièces soient imbriquées entres-elles. Colle cyano ou epoxy bi-composant (moins cher): les impressions trop grosses sont souvent découpées en plusieurs pièces à coller. La colle vous servira aussi à réparer vos impressions. La communauté recommande sur les forums la colle cyano de la marque Crimson, en moins cher celle de Colle 21. La cyano reste en général chère, pour faire des économies vous pouvez utiliser de l’epoxy bi-composant. Aiguilles d’acupuncture: vous servira à déboucher la buse, entrez là dans la buse pendant qu’elle est à température pour faire fondre le plastique. Dans la Neva lancez un print puis mettez en pause pour la déboucher. Attention à ne pas vous bruler des chutes de plastiques fondus, vous pouvez prendre des gants isolants de la chaleur. Pied à coulisse: il vous permettra de prendre vos mesures pour concevoir vos pièces. Je vous conseille d’en prendre un digital. Conseils ponçage: éviter les supports et augmenter la précision d'impression réduit le temps de ponçage. Conseils peinture: si vous produisez régulièrement les mêmes pièces et utilisez les mêmes tons de couleurs pour des pièces entières à assembler vous gagnerez du temps, de l’argent à sélectionner les filaments colorés et vous n’aurez pas de perte des couleurs. C’est particulièrement utile pour une startup. Conseils colle: essayez d’éviter la colle au maximum en imprimant en bloc de pièces le plus possible. Si certaines pièces ont besoin d’être séparées, modélisez des trous et imprimez des tiges en plastique du même diamètre à enfoncer à coup de marteau (cela demandera qu’ils soient accessibles et des surfaces planes). Conseils pour déboucher la buse: faites chauffer l'imprimante à la température de la fonte du plastique puis passez l'aiguille d'acupuncture. Vous pouvez aussi utiliser l'option pour retirer le filament. Si la buse ne se débouche toujours pas, vous devrez changer la buse. Les logiciels à installer Les logiciels pour créer ses modèles Blender (modélisation – préparation c’est un logiciel libre et Open Source avec des outils de sculpture pour vos figurines. Vous pouvez faire des systèmes mécaniques avec, mais assez basique sans pouvoir tester les assemblages. Fusion 360 (tutoriel c’est un logiciel CAD ou de CAO en français (Conception Assistée par Ordinateur), c'est le logiciel le plus utilisé pour l'impression 3D de pièces mécaniques. Il vous permettra aussi de générer des filetages de vis et taraudages, des engrenages et de tester vos assemblages. Par contre, il est cher et utilisable que par abonnement à 40 dollars par mois ou 300 l’année. Les étudiants peuvent avoir une version gratuite pendant 2 ans. Sinon en gratuit vous avez FreeCAD. Format d'export: vos modèles doivent être exportés en .STL ou .OBJ. Vérifiez les erreurs: vérifiez que vous n'ayez pas de trous dans votre modèle ou d'autres erreurs, plus bas des conseils vous seront donnés pour corriger votre modèle. Conseils Blender: lors de l'export en .STL avec Blender, mettez dans les options du STL le scale à 10 pour que chaque case de la grille soit égale à 1 cm au lieu de 1 mm. Les logiciels pour préparer ses modèles à l'impression (slicers) Les imprimantes 3D ne peuvent pas directement lire vos fichiers 3D .STL ou .OBJ il faut passer par un logiciel qui va générer le manuel de fabrication pour votre imprimante que l'on appelle le G-code (ou un nom différent pour les technologies propriétaires). Le logiciel qu'on utilise pour ça est appelé un "slicer" (découpeur), voici ce qu'il réalise et que le G-code contient: il découpe votre modèle, l'épaisseur varie selon la densité des couches choisie. il défini le parcourt que de la buse et sa vitesse. il génère des supports pour les parties qui ont besoin d'être maintenues (c'est optionnel). vous devez indiquer la température, vous devez suivre les recommandations du filament utilisé. en bonus il peut aussi vous donner une estimation du temps, la masse (donc la quantité de filaments utilisés) et le coût de votre impression basé sur le prix divisé par la masse. Le slicer le plus utilisé: Cura: c'est le logiciel le plus utilisé, il est Open Source et certains fabricants comme Dagoma le propose en téléchargement préconfiguré pour leur imprimante (taille du plateau, température, précisions, vitesse). Préparer son modèle Blender pour l’impression Cette étape n'est pas obligatoire, car vous pouvez récupérer des modèles 3D sur internet, le site le plus connu est Thingiverse. Avant d’envoyer votre création dans Cura pour générer des supports et les différentes couches d’impression il faut que votre modélisation ou sculpture dans Blender ne comporte aucune erreur. Si vous avez modélisé dans un logiciel de CAO vous ne devriez pas avoir d'erreur. Combler les trous Votre modèle ne doit pas comporter de trou, par trous je veux dire face manquante. Vous pouvez les remplir facilement en entrant en Edit mode et en mode de sélection edge en pressant Ctrl + tab. Désélectionnez tout avec la touche a et dans le menu Select en bas, allez dans Select All by Trait > Non Manifold (non fermé). Les edges non fermés vont se surligner, appuyez sur f pour créer des faces et ainsi boucher les trous. Ensuite désélectionnez tout, faites à nouveau la sélection Non Manifold si d’autres edges sont sélectionnés faites x puis Edges. Les arêtes restantes sont des arrêts isolés qui ne permettent pas de créer de faces. Supprimer les doublons Il peut arriver que par erreur deux vertices se retrouvent au même endroit, il faut nettoyer le modèle en n’en gardant qu’un seul. Pour ça, sélectionnez tout avec a et faites la touche w un menu va s’ouvrir et sélectionnez « Remove Doubles ». Supprimer les intersections Il faut supprimer toutes les faces qui se chevauchent. Pour ça il y a un add-on dans Blender que vous trouverez dans File > User Preferences, dans l’onglet Add-ons, dans recherche tapez bool, vous verrez Bool Tool apparaitre cochez-le. Faites Save User Settings en bas à gauche puis fermez la fenêtre. L’add-on ne fonctionne qu’en object mode, alors pour supprimer toutes les intersections il faut entrer en edit mode, tout sélectionner avec a et faire p puis By loose parts. Revenez en Object Mode, sélectionnez tout et dans Bool Tools à gauche à Auto Boolean cliquez sur Union. Ensuite il faut générer de nouveaux edges, revenez en Edit mode, sélectionnez tout et pressez Ctrl + t pour utiliser l’outil Triangulate qui va générer des triangles sur tout le mesh. Réaliser son modèle en kit Pour les modèles trop gros, vous pouvez les découper avec un cube et un plus petit cube extrudé qui servira à emboiter les deux objets au marteau. Pour ça, créez un cube et un plus petit en sélectionnant la face, puis un Inset et une extrusion. Dupliquez votre modèle et le cube dans un autre layer pour l'autre partie de votre kit. Vous pouvez utiliser un troisième layer pour garder le modèle original et le cube. Sélectionnez votre modèle à découper, utilisez un Boolean modifier en mode Difference et sélectionnez le cube. Appliquez le modifier et supprimez le cube pour n'avoir qu'une partie: Pour l'autre côté sélectionnez le modèle dans l'autre layer et utilisez l'opération Intersect du Boolean modifier puis le cube et appliquez le modifier. Sélectionnez les faces à emboiter dans l'autre modèle et faites Alt + s pour shrink (rétrécir) le modèle: Génération du G-code sous Cura Lancez Cura et glissez votre ou vos fichiers .STL dans l'interface. Vous trouverez à gauche ou en bas à gauche (ça dépend si vous prenez une version modifiée de Cura pour l'imprimante) des icônes pour modifier l'échelle et la rotation. Il y a une notion importante à savoir pour chacune de ces options: l'échelle est au cube, si vous doublez la hauteur de votre objet, vous devez doubler en même temps sa largeur et sa profondeur donc vous faites 2x2x2 = 8 fois plus grandes et plus longue à imprimer. Un objet de 5 cm de haut imprimé en 1 heure en mettra 8 en faisant 10 cm. pour la rotation, rappelez-vous que votre modèle sera réalisé de bas en haut, évitez trop de pièces suspendues pour éviter un maximum les supports voir ne pas en utiliser du tout. Pour l'échelle je vous conseille d'entrer directement la valeur de l'échelle et de garder cette valeur si vous imprimez en kit. Un paramètre très utile avec l'outil de rotation est son icône pour mettre à plat, cliquez dessus une fois que vous avez orienté à peu près votre modèle pour que la plus grande surface plane soit à plat sur le plateau. À droite vous devrez paramétrer l'impression: La température: si vous avez pris une version modifiée de Cura vous n'aurez pas à entrer ce paramètre,mais juste à indiquer le filament parmi ceux recommandés pour l'imprimante. Le remplissage: creux, remplie à 17 % ou renforcé remplie à 33 %. La qualité: elle est définie par l'épaisseur des couches. Plus les couches seront fines plus l'impression sera longue. Les supports: vous pouvez ne pas utiliser de support, l'imprimante peut réaliser des parties en oblique peu maintenues, mais ne peut pas réaliser des "ponts". Vous pouvez utiliser des supports pour que tous les côtés touchent le plateau et des supports partout y compris à l'intérieur de l'impression. Améliorer l'adhésion (brim): vous pouvez cocher ce bouton pour ajouter une couche sous votre impression, à utiliser pour une pièce fine cylindrique à la verticale qui pourrait tomber ou horizontal qui pourrait rouler par exemple. Une fois configurée vous aurez une estimation du temps d'impression en bas à droite, si l'impression est trop longue réduisez le scale (une impression de 2-3 heures c'est une impression rapide, une moyenne dure 8 heures et 1-2 jours pour les plus grosses). Parfois la durée estimée est plus longue que la durée réelle de l'impression. Pour voir les différentes couches, support et remplissage cliquez sur le logo de l’oeil à gauche puis X-Rays (l'icône et son emplacement varient selon les versions de Cura). Vous aurez un curseur pour passer d’une couche à l’autre et vous verrez les supports. Le modèle est prêt, il contient les instructions pour l’imprimer, il faut maintenant exporter le G-code. Pour ça allez dans File > Save All > Save to File pour le format mettez .gcode. Transférer votre fichier dans une carte SD et vous devriez le voir après l’avoir inséré dans l’imprimante 3D en allant dans Print from SD card. Lexique Mode d’impression FDM: cela veut dire en anglais Fused Deposition Modeling traduisez modélisation par déposition en fusion. C’est le mode d’impression le plus utilisé qui consiste à faire chauffer une matière pour la rendre liquide une fraction de seconde. FFF: c'est la traduction française de FDM qui veut dire Fabrication par Filament Fondu. SLA: SLA désigne normalement un type d’impression en résine, car il y a plusieurs techniques, mais on l’utilise globalement pour désigner l’impression à partir de liquide sensible aux rayons ultraviolets. Matériaux ABS: ce plastique est vendu au même prix que le PLA, mais n’est pas biodégradable, est malodorant et doit chauffer à 230 degrés (donc plus dur à déboucher, car refroidie plus vite) c’est pourquoi je vous recommande de rester sur le PLA. PLA: c’est le matériau le plus utilisé, il s’agit d’un filament d'un bioplastique issu de l'amidon de maïs et biodégradable. Sa taille la plus commune est de 1.75 mm, vendu souvent à 20 euros le kilo. Il faut le chauffer à environs à 210 degrés. Le minimum est de 180 degrés pour le faire fondre et 230 pour déboucher l’imprimante. Composants Bed: c’est le plateau sur lequel est imprimé le modèle, il est chauffé à 50 ou 60 degrés environ pour ne pas refroidir que le filament refroidissent trop rapidement, cela permet aussi de décoller son impression plus facilement. Le PLA n'a pas besoin de plateau chauffant, car il font à une température "faible" à 210 degrés, les imprimantes qui ne permettent que d'imprimer ce type de filament n'ont pas de plateau chauffant. Extruder: extruder ou extrudeur en français est le bloc qui va recevoir le filament, le chauffer et le déposer fondu sur le plateau. Il est relié à des rails pour se déplacer dans différents axes. Filament: le matériau utilisé en FDM, souvent du plastique, mais il peut y avoir des filaments de carbone, de bois et de plastique souple. Nozzle: désigne la buse en anglais, c’est la pointe qui chauffe et dépose le matériau en FDM à environ 210 degrés pour du PLA. Vocabulaire d’impression Brim: le brim est une couche intermédiaire entre le plateau et votre impression 3D qui aide à l’adhérence et à décoller votre impression avec une spatule. Il est généré dans le logiciel Cura automatiquement en activant cette option. Infill: c’est l’intérieur de votre sculpture 3D, vous pouvez régler dans les logiciels de préparation pour l’impression la densité de remplissage de l’intérieur, cela va modifier la solidité, mais allonger le temps d’impression et la quantité de plastique utilisé. Je vous conseille une impression dense pour les pièces mobiles (engrenages, etc) et celles à impriquer à coup de marteau. Raft: une base plus épaisse que le brim pour améliorer encore plus l'adhésion. Supports: les supports maintiennent l’impression, certaines parties suspendues ne peuvent pas être imprimés sans. Ils peuvent se casser à la main ou à l’aide d’outils comme une pince coupante et lime. Parfois la génération de supports n’est pas obligatoire, ça dépend de la forme et si vous estimez qu’il y en a besoin d’un. Formats de fichier G-code: le G-code est un « guide de montage » que génèrent des logiciels comme Cura pour indiquer à l’imprimante comment concevoir le modèle, ses dimensions, les réglages à utiliser. Des imprimantes aux technologies propriétaires utilisent un autre format. STL: c’est un format utilisé pour exporter des modélisations 3D depuis un logiciel de CAO (Conception Assistée par Ordinateur), modélisation 3D et sculpture. Il faut envoyer un fichier .stl à Cura pour en faire un .gcode.1 point
-
Bonjour fervent maquettiste,l'impression 3D m'a ouvert en grand les portes de l'imagination j'ai conçu et réalisé un quai steampunk-post apocalyptique pour un bateau volant impression réalisée avec mon "ancienne" Anycubic Photon et le final le lien vers l'album complet: https://flic.kr/s/aHBqjzCUj6 voici voilou!1 point
-
Ah bah super ! je cours désinstaller le Google Authenticator (j'avais déjà quelques traces d'urticaire )1 point
-
Pour ne pas que le filament soit humide (je le laisse toujours à l'air libre perso :x).1 point
-
Faudra pas oublier le PayPal car c'est loin de m'amuser1 point
-
Bon j'ai tout fait et à première vu tout est ok. Je ne l'explique pas. Le cube est propre donc je lance une grosse impression pour cette nuit. Donc je donne des nouvelles demain ^^ Merci en tout cas1 point
-
Cela fonctionne bien, J'ai du lancer google authen pour avoir le code, pas de notification ? A moins que je ne les ai pas autorisées, je regarde.1 point
-
Ça dépend principalement de la plaque que tu utilises. Avec la "Cool plate", la température du plateau est de 35°C par défaut, ce qui permet d'imprimer du PLA sans avoir à ouvrir la porte ou le dessus. Comme la X1C est livrée avec cette plaque là, par défaut tu peux imprimer du PLA sans rien ouvrir, avec comme inconvénient de devoir utiliser de la colle. Si tu utilises la plaque en PEI texturé (qui ne nécessite pas de colle), il faudra chauffer plus fort, donc sur une impression courte ça va passer, sur une impression longue il va falloir faire tourner le ventilateur arrière à fond (c'est automatique en changeant de plaque sur Bambu Studio). Je n'en ai pas donc je ne sais pas si le ventilateur est suffisant, mais si jamais ça chauffe trop, il existe des spacers qu'on peut imprimer et placer sur la vitre supérieure pour laisser sortir l'air chaud.1 point
-
Problème réglé onishin : tu envois tes bobines à MotardGeek, il te les transvase en 15 minutes le soir en regardant une série sur netflix, et te les retourne le lendemain.1 point
-
En bas de cette fenêtre y'a un lien "continuer sans double authentification" ^^1 point
-
De toute façon étant de nature discipliné (ça doit être le métier, non je ne suis pas gendarme ni militaire) j'ai installé l'appli à partir d'APKpure et j'ai fait le nécessaire. On verra pour la suite...1 point
-
@Savate j'adorais stargate peut-être aussi parce que l'acteur me rappelait ma série d'enfance Mac Gyver ^^. J'utilise lineage sur de vieux téléphone mais j'y met quand mon compte google lol car avec google tout est plus simple1 point
-
surtout que les buse laiton d'origine sont pas exceptionnel non plus, moi j'utilise que des buse renforcer plaqué nickel de chez TriangleLab (avant) et Hotends.fr (a présent car pas beaucoup plus chers, plus résistante et faite en france) et malgré cela au bout d'un 15ene de kilo elle prennent quand même. Sur mon dernier changement de buse c'est galère impossible de lancer un prix qui ce passe bien j'ai très vite pense a controler la buse et elle etait bien limé elle avait perdu 2mm de hauteur et sont trou de sortie etait plus 0.4mm c'est ce qui me posait soucis.1 point
-
Oui, ça existe sur APKpure, considérant qu'il ne nécessitait pas de compte google, je l'ai activé. C'est quand même galère, celà suppose d'avoir son téléphone à portée de main, de lancer l'application et de scanner un QR code puis de saisir le code pour avoir accès au forum. L'authentification double sera-t-elle systématique ? Hors Sujet: pour ceux qui veulent se degoogliser : e os ou encore celui que j'ai adopté: LineageOs1 point
-
Non, cette procédure ne concerne que les problèmes d'insertion du PTFE dans le corps de chauffe et sa liaison avec la buse.1 point
-
J'utilise des stores alternatifs, Fdroid, APKpure ... Je suis dégooglisé....1 point
-
Je ne comprends tu as dis avoir réglé l'extrudeur du coup moi j'avais écarté ce point donc je confirme qu'il faut le régler correctement comme expliqué plus haut (logiquement il faut faire une marque à 120, demander de pousser 100 et calculer la différence si il reste 20 tout est bon si y'a une différence faut faire le calcul et avec pronterface enregistré la différence puis refaire un tirage pour vérifier si c'est bon ou corriger a nouveau). Mais avant tout il faut le monter correctement ta roue crantée est à l'envers et il faut vérifier qu'une vis soit sur le méplat.1 point
-
@Poiuytrezaaa, tu le regles dans le firmware ce parametre1 point
-
Salut, Ca n'es jamais bon de serrer les vis à fond; outre le fait que tu n'as plus de possibilité de réglage , tu risques de déformer ton plateau. Verifie le bon équerrage de ton imprimante, désserre tes vis au moins de moitié et reprends le nivelement de ton plateau.1 point
-
En vrai pour une impression rapide et fait maison elle s'en sort super bien1 point
-
Bonjour, Je suis tout nouveau sur ce site.Je suis l'heureux possesseur d'une BambuLab X1 Carbon avec AMS. Je l'ai reçu rapidement, commandé le 9 janvier et reçu le 27 janvier 2023. Mise en fonction rapide et sans problème. Et depuis je fais quelques impressions test, je reviendrais pour en parler.1 point
-
Je pense surtout qu'en fait tu as un problème de bouchage. Il te faut refaire la titi's procédure (bien respecter point par point tous les détails comptent) ça doit coincer quelque part entre le PTFE et la buse donc bien contrôle tout le heatbreak.1 point
-
Alors @isidon ce soucis peut venir de différente chose, si je comprend bien les photos tu imprimes avec un raft et même dans ce cas toutes les impression même de cube ce décolle et donc parte en cata. Les raisons a ce cela peuvent être : - Plateau gras, mais ce qui semble pas être ton cas tu le nettoie a l'IPA. Essaie malgré tout un nettoyage a l'eau tiède produit vaisselle pour voir. - La surface ultra base d'origine qui commence a ne plus adhérer, mais généralement utiliser de la laque ou de l'eau sucré, voir utiliser un plaque PEI magnétique doit pouvoir résoudre le soucis. - Une raison fréquente et souvent oublier est simplement une buse usé, a chaque fois qu'une de mes buse arrive en fin de vie je constate très clairement que la première couche est pas parfaite et ou que le filament accroche mal au plateau et s'amalgame a la buse. C'est une chose a vérifier.1 point
-
Non, ce n’est pas le bon terme, ils appelaient ça la cryptogénisation, comme pour mon grand Tonton Ramses.1 point
-
Plus c'est rapide, moins c'est précis. Les Bambu s'en sortent relativement pas trop mal c'est pas parfait. Voir ce topic par ex. : https://forum.bambulab.com/t/compeastion-x-y-z/1234 sur un test 10cm x 10cm Voir cette configuration dans Bambu Studio pour une compensation fine si jamais il y a des soucis en impressions (dépend du filament, de la vitesse, etc.) :1 point
-
On garde le sujet ouvert jusqu’en 2029 ? (Pour rajouter une couche a la blague ) Edit > Aujourd’hui le 31/01/2031 l'Artisan v2 est disponible en pré commande malheureusement le navire qui transporte les conteneurs de l'Artisan (1er version) a destination de l’Europe semble encore naviguer dans le triangle des Bermudes depuis 2023.1 point
-
Quelles sont les Accessoires à prendre absolument ? Le Bambu Dual-Sided Textured PEI Plate si je comprends bien.1 point
-
Arrête de vanter les mérites de l'imprimante je n'ai pas encore l'argent pour l'acheter et les délais de livraison sont longs, et je vais finir avec une X1 C alors que je voulais une X1 car elle est plus disponible pour le moment. (et même prendre le pack avec AMS). budget initiale 250 € oui je suis très discipliné économiquement.1 point
-
Les premières Ender5 (il y a déjà bien longtemps ) étaient équipées de vis trapézoïdales T8/8 (diamètre de 8 mm, avance par tour de 8 mm, pas de 400). Comme le plateau avait tendance à descendre seul grâce à la gravité quand le moteur Z était coupé, Creality a modifié ces vis en les remplaçant par des T8/4 (avance de 4 mm par tour, pas de 800). Donc si le firmware n'utilise pas le «bon» pas pour l'axe Z, en tranchant une pièce prévue pour une T8/8 alors que celle-ci est une T8/4, il n'y a pas de secret: la hauteur Z sera réduite de moitié. Quelques images en guise de «bons points» (le terme anglais pitch peut être traduit pas «pas», par contre lead n'est pas du plomb mais «avance» contrairement à ce que l'on trouve souvent sur certains sites d'e-commerce). La vis T8/8 est celle du bas de l'image de gauche, la T8/4 est celle du milieu. L'autre dessin avait été retravaillé par @titi78 pour faire apparaitre les filets (threads) : Pour y remédier sans besoin de recompiler un firmware juste pour ça, comme l'a dit @KpDp_3D: M92 Z800 M500
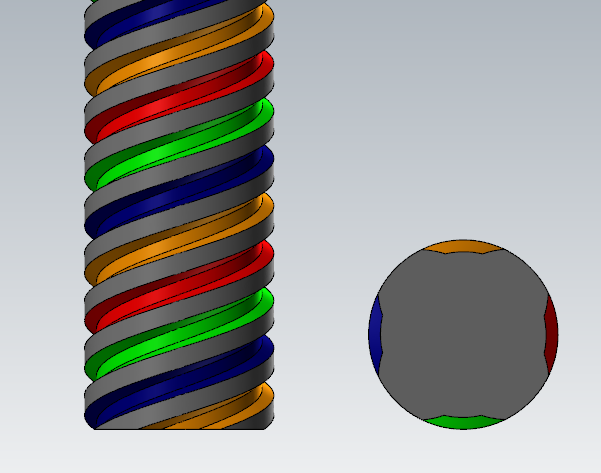
.png.90892dd8005ff9bcfb6ff138ac1eee40.png) 1 point
1 point -
C'est bizarre cela me rappelle quelque chose.1 point
-
Ce n'est pas exclu, ils ont bien compris que les gens en voulaient une, mais j'espère vraiment pour toi que tu auras reçu et déjà utilisé ta Prusa XL et ta Snapmaker Artisan (tu auras peut-être même découpé du cuir avec ) avant que ça soit disponible ! Extrait de la FAQ du CEO de BambuLab :
 1 point
1 point -
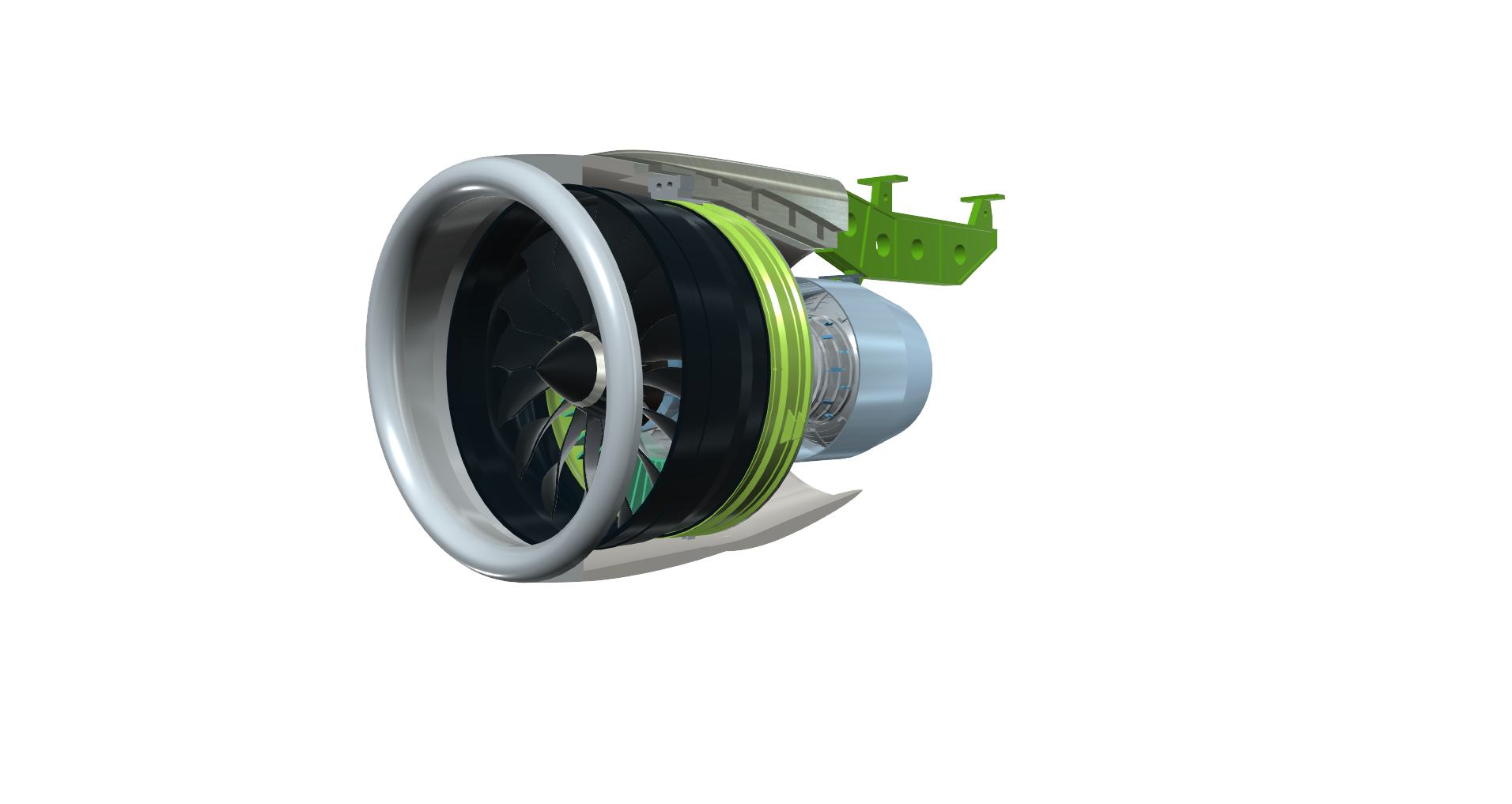
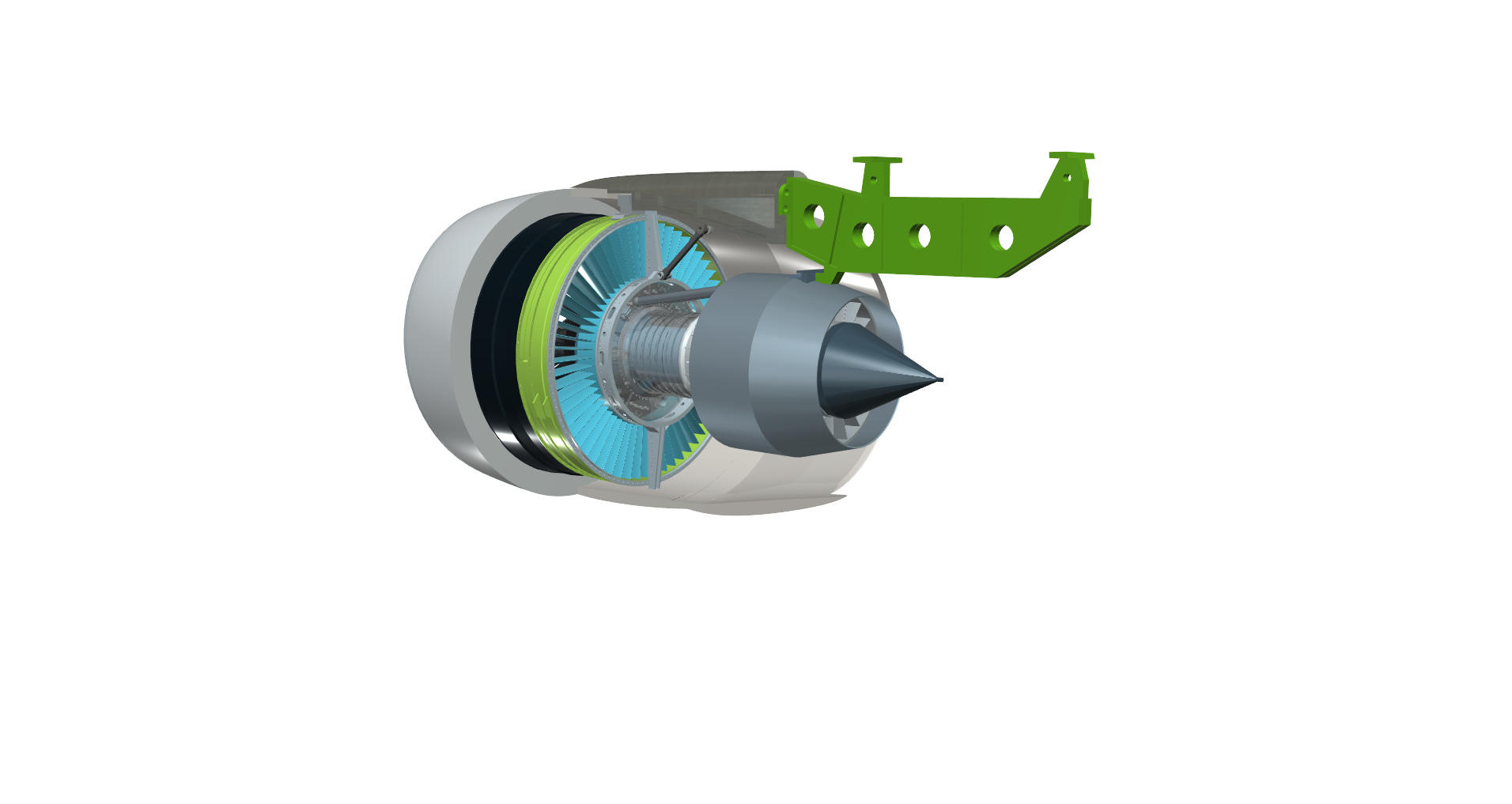
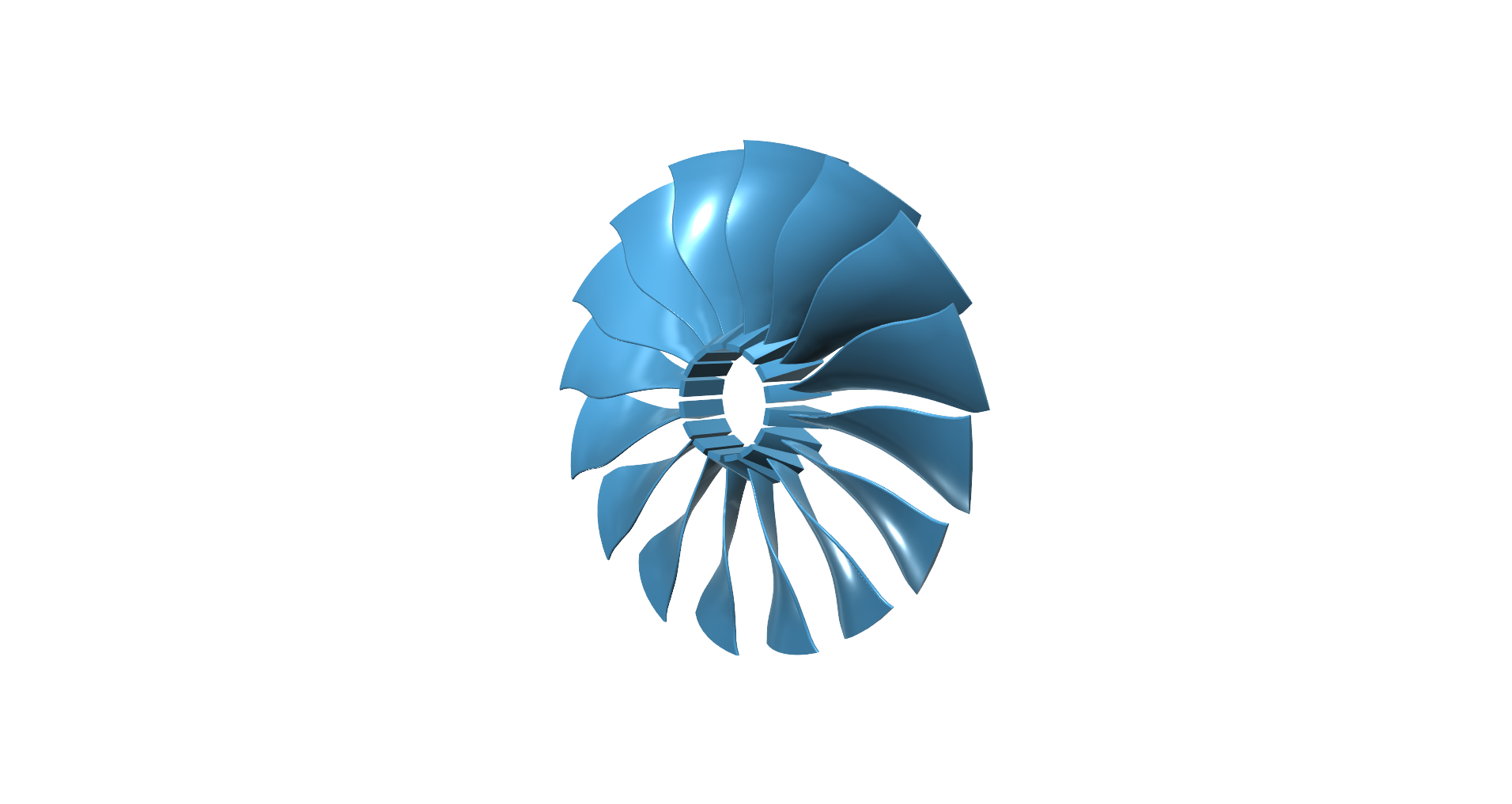
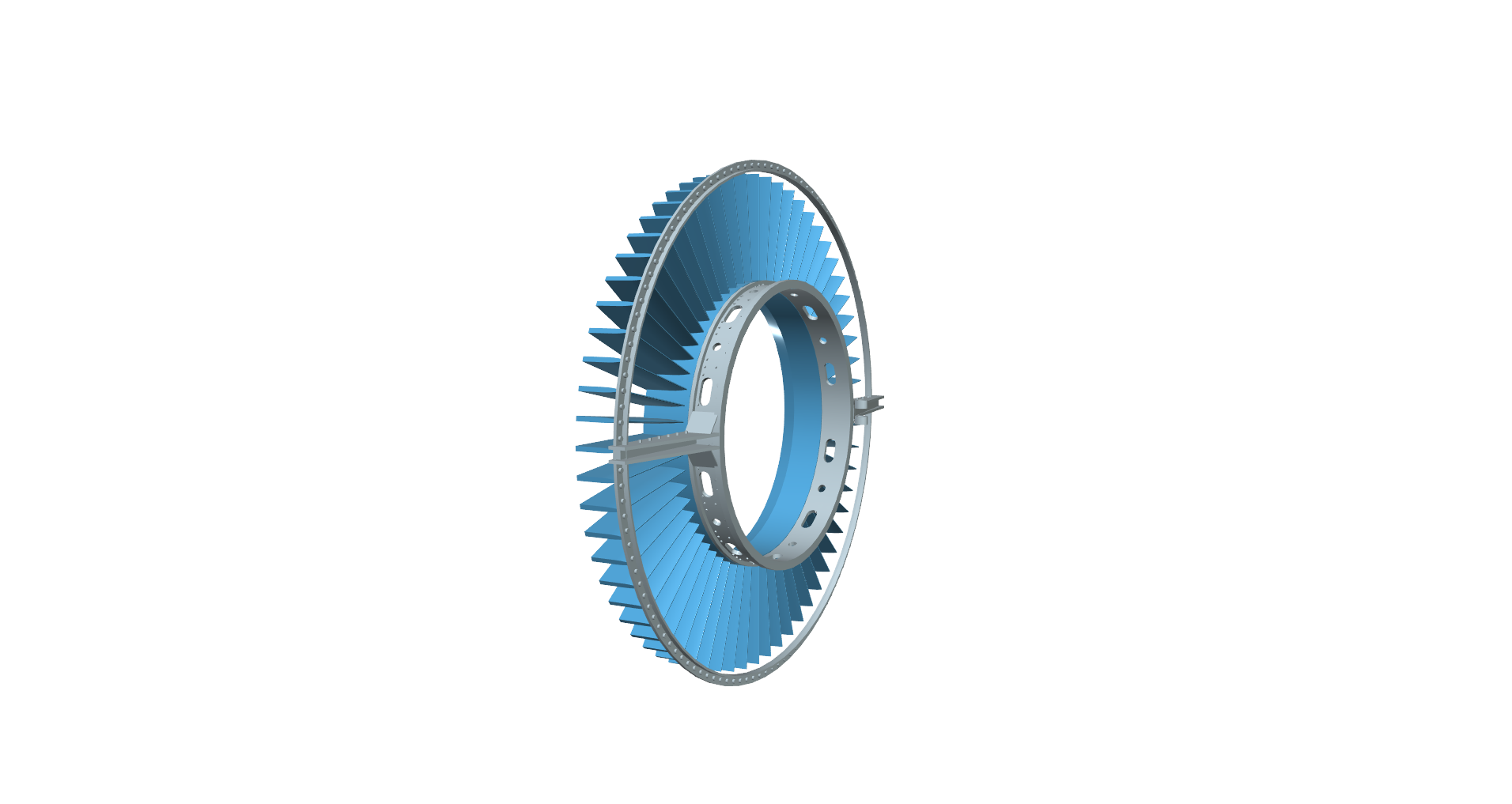
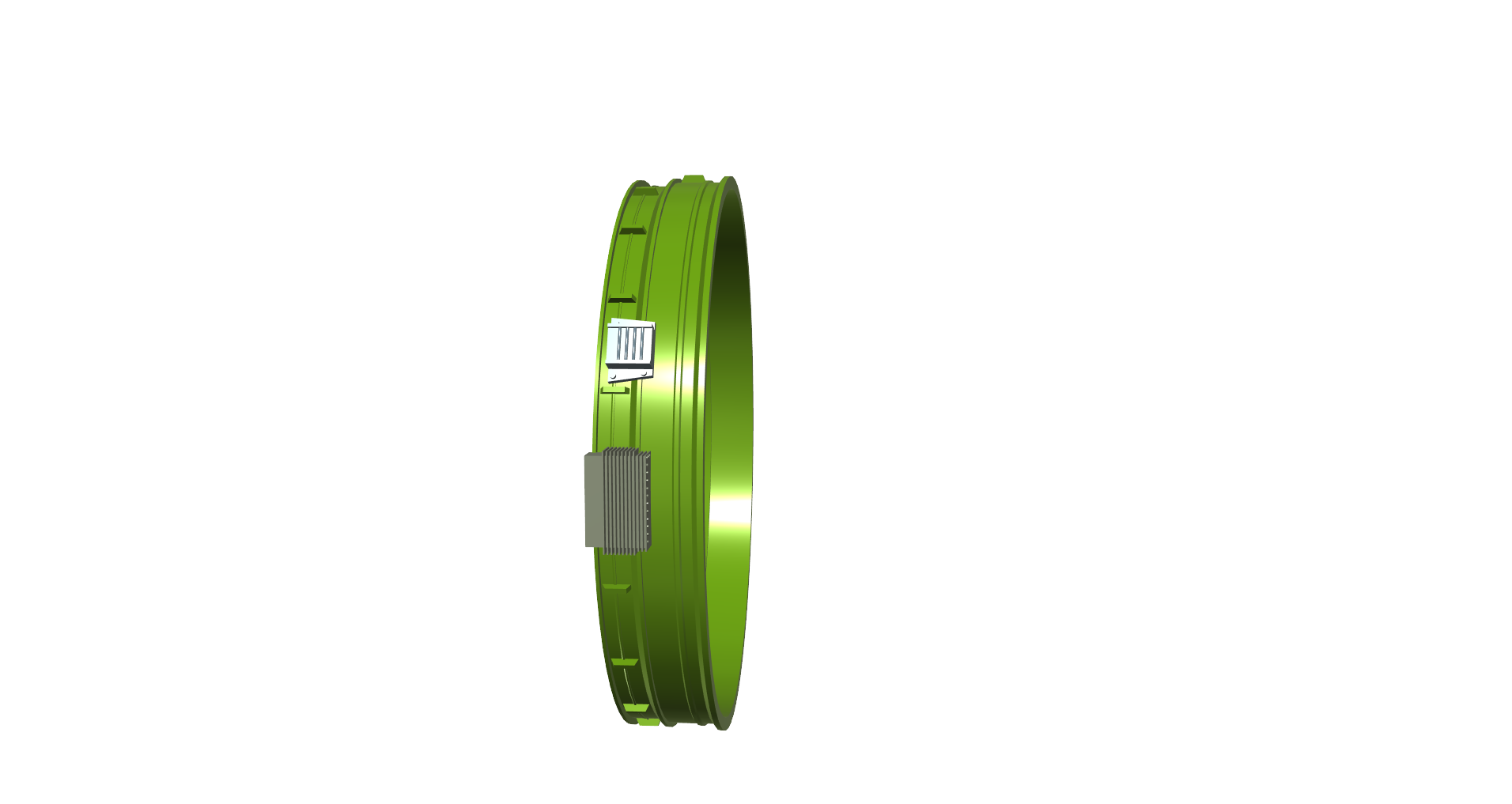
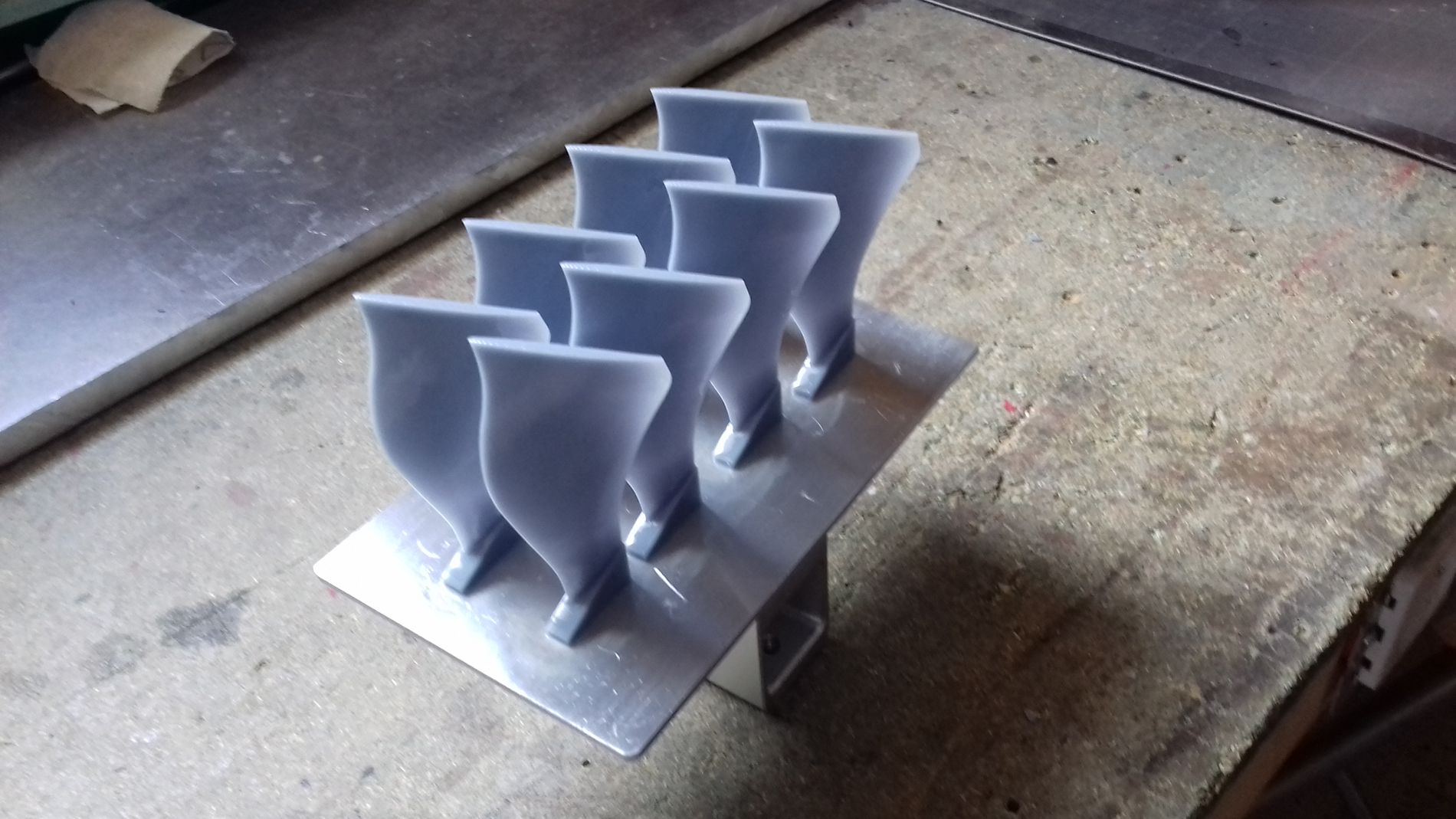
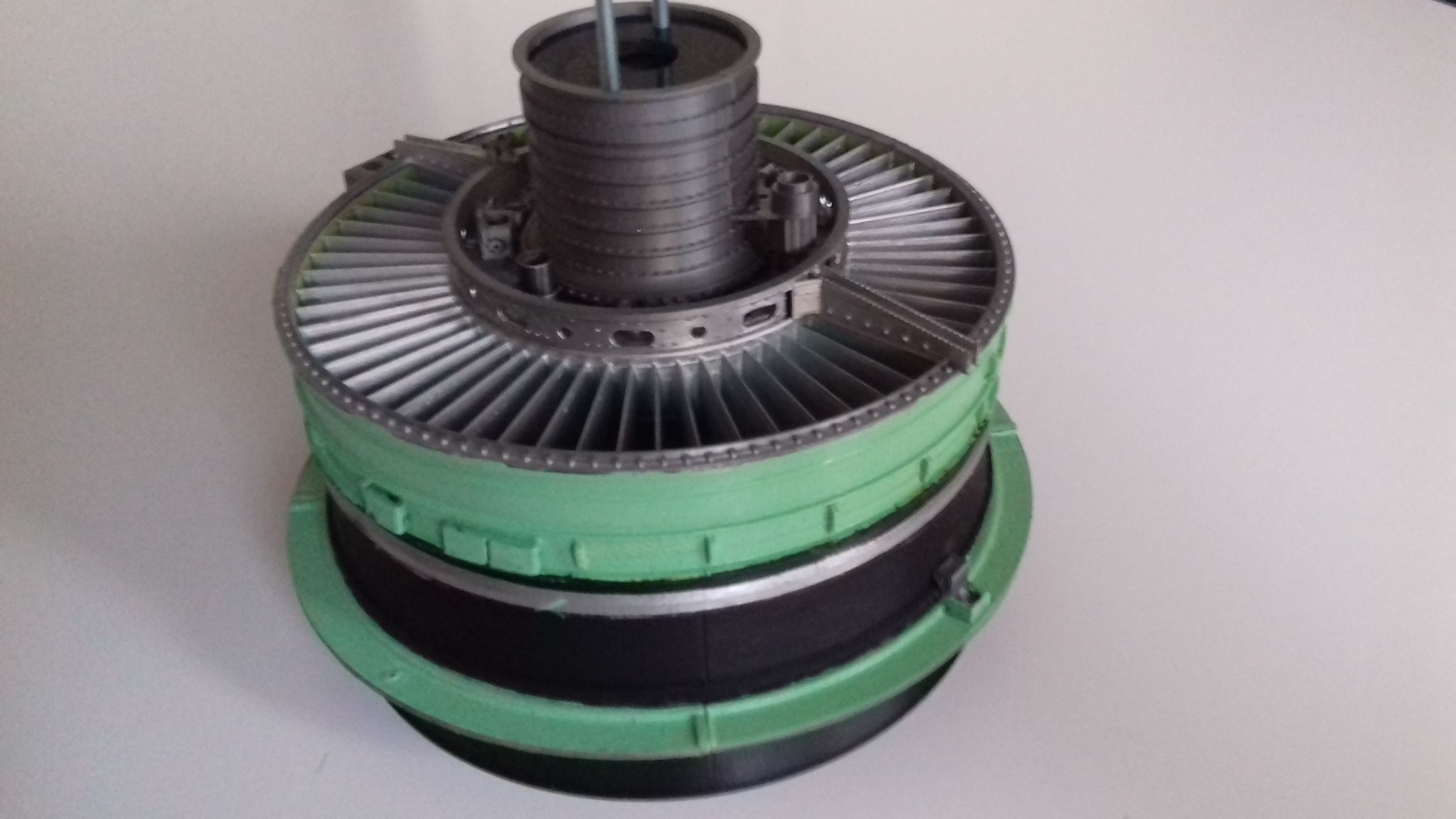
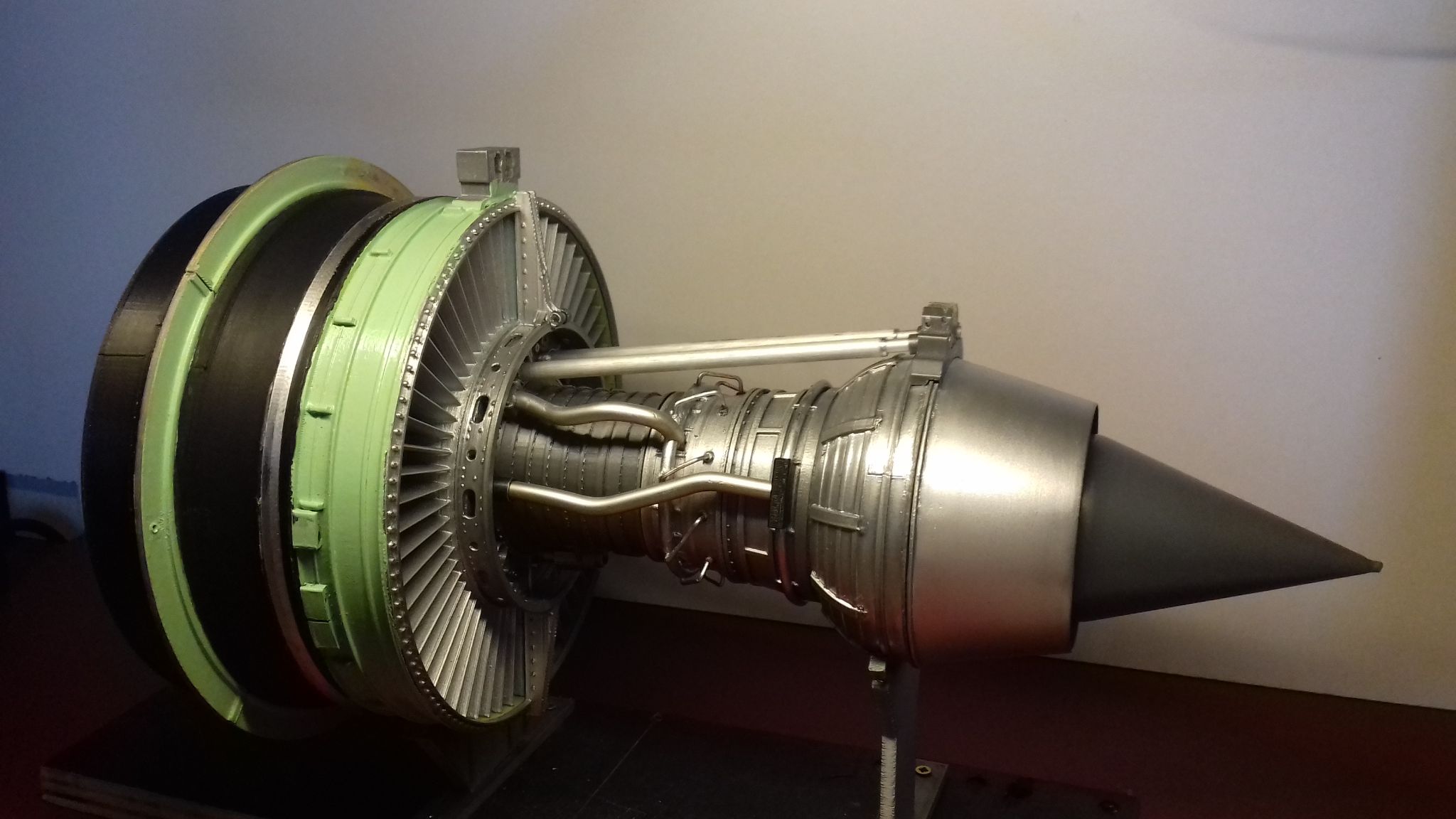
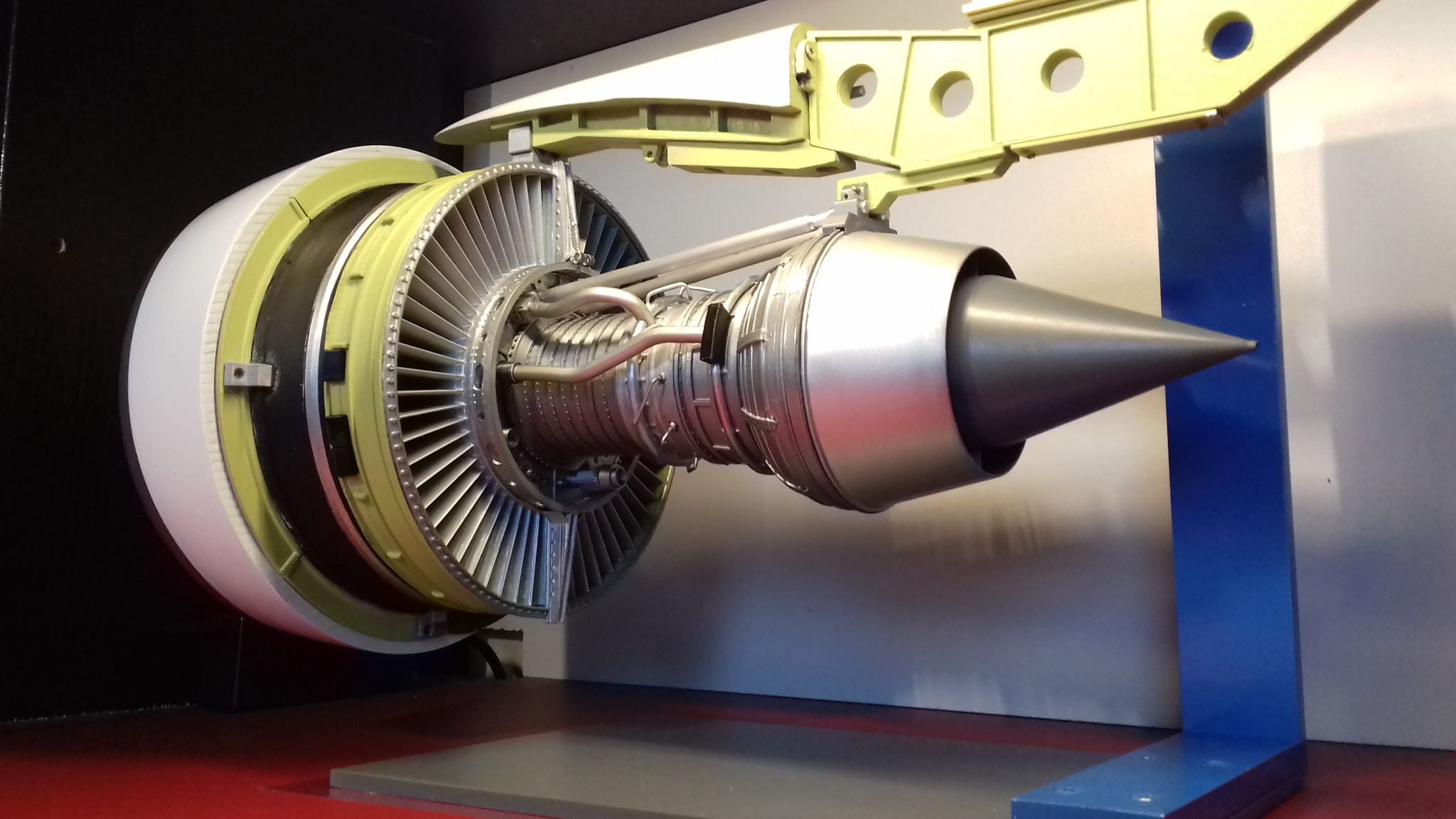
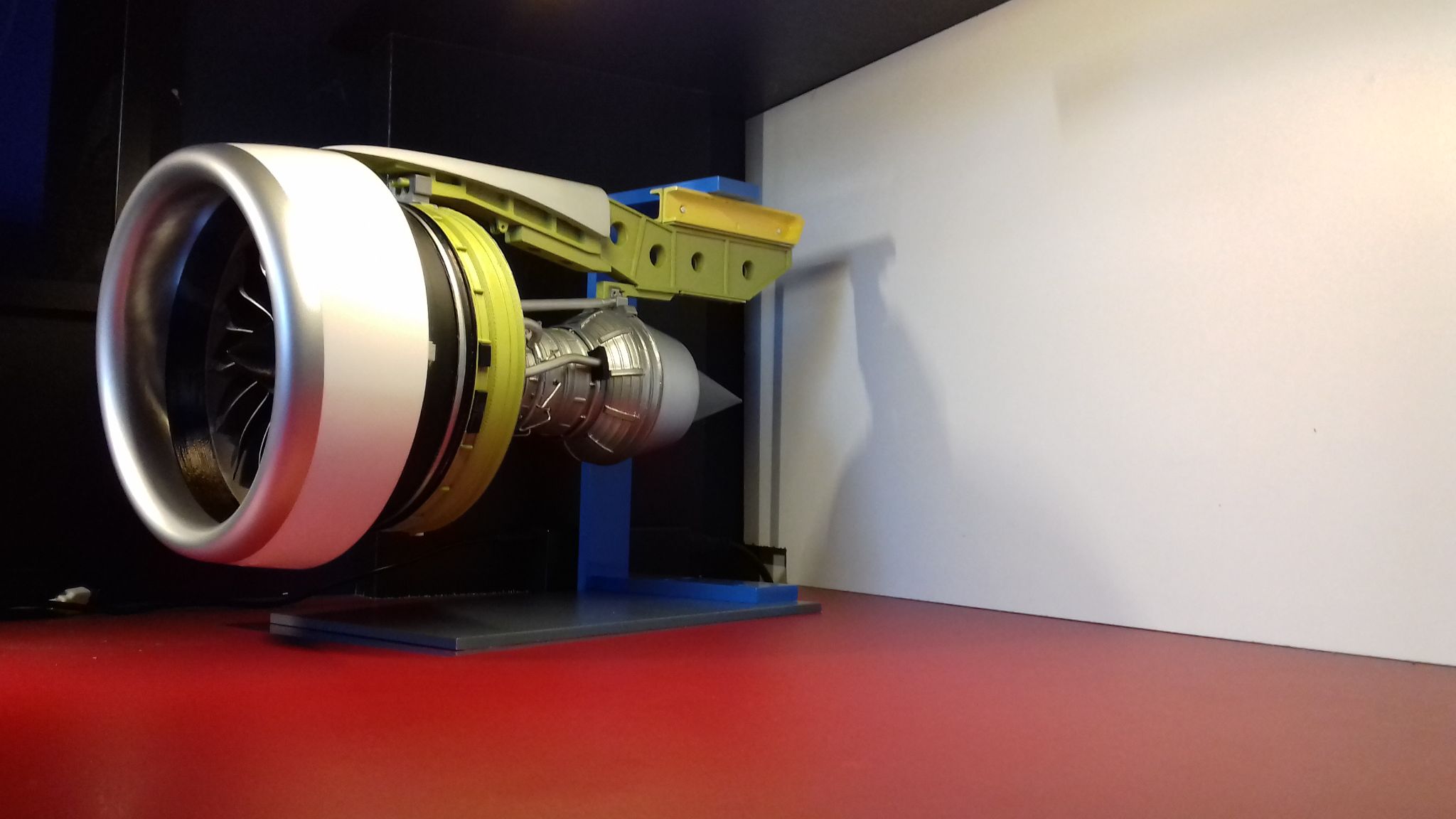
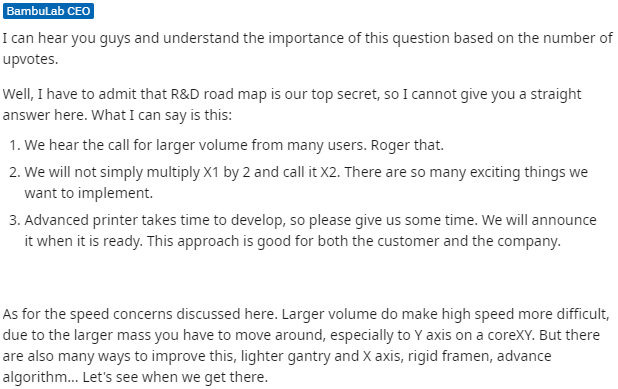
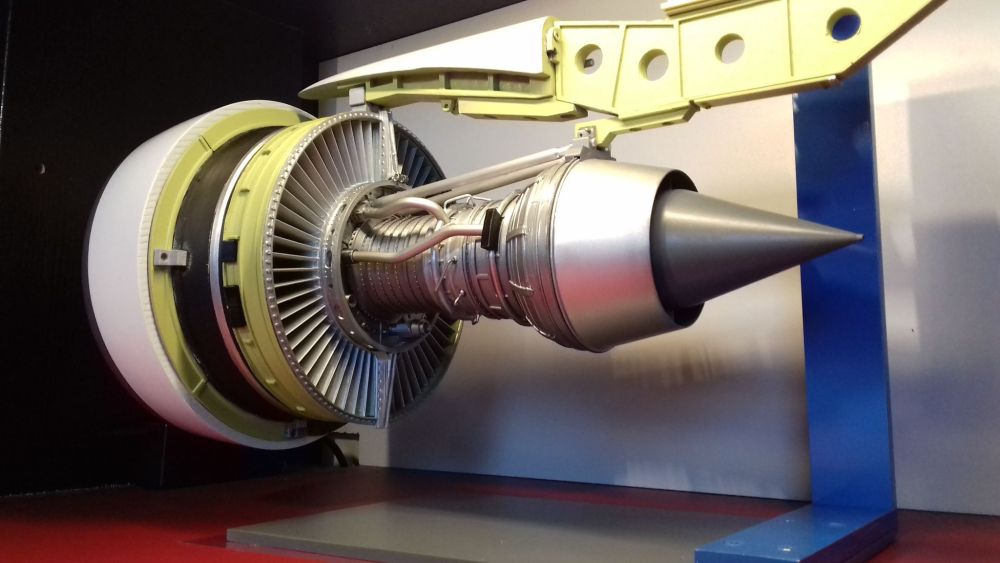
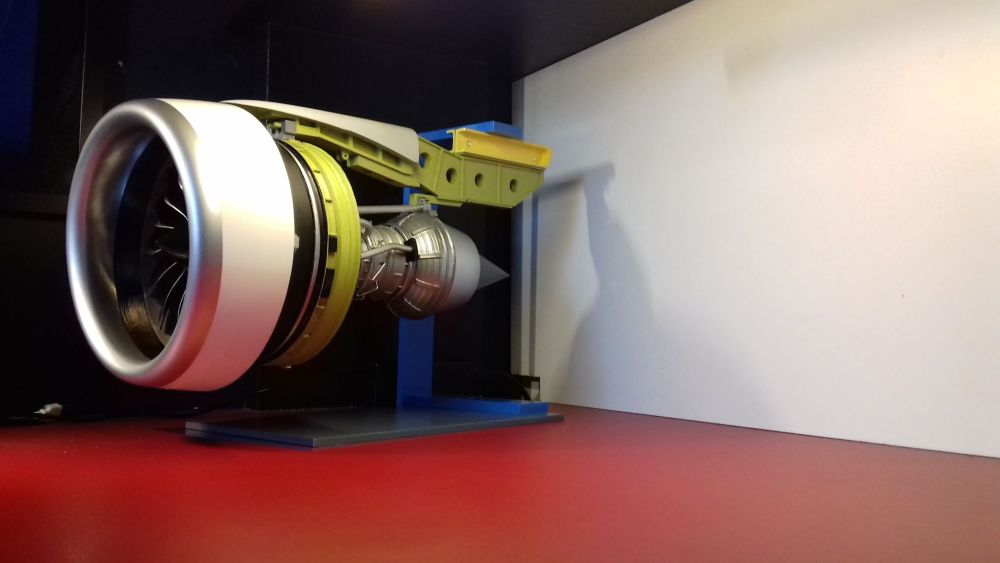
Voilà une réalisation qui date de 2 ans , n'étant pas sur le forum je n'ai pas fait beaucoup de photos des différentes étapes. Il m'est venu à l'idée de réaliser la maquette du plus gros réacteur du monde équipant les Boeing 777; dans la réalité la nacelle mesure 4.2 de diamètre pour une longueur d'environ 7.5 m , ce qui donne a l'échelle 1/20 21cm de diamètre .Il y a environ 150 pièces que j 'ai dessiné sur Autodesk 123D et elles sont réalisées avec mon FLSUN Q5 delta excepté les aubes réalisé en résine avec me QIDI Shadow 6. Sans y avoir travaillé tous les jours , cela c'est étalé sur 6 mois. Les 5 premières photos sont les fichiers 3D , ensuite les aubes sortant de l 'imprimante , puis les différents corps du réacteur, les dernières le réacteur fini à moitié carrossé , les personnages sont aussi à l'échelle 1/20 pour une taille de 1.75 m pour le bonhomme ; j 'aurai pu améliorer le fini intérieur mais j 'en avais un ras le bol ... Le prochain projet : le train d'atterrissage du 777 , toujours au 1/20 avec comme challenge la fabrication des pneus en caoutchouc . Toujours avoir des projets !
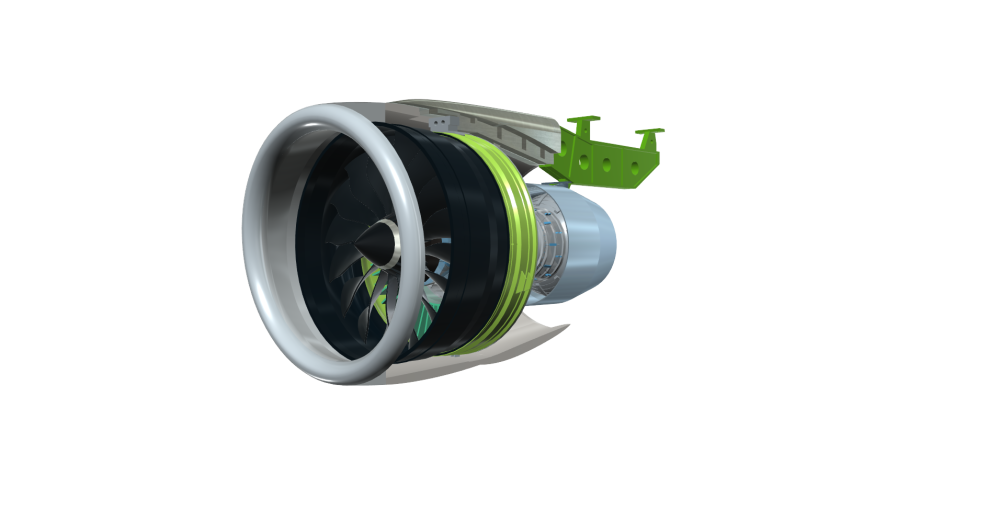
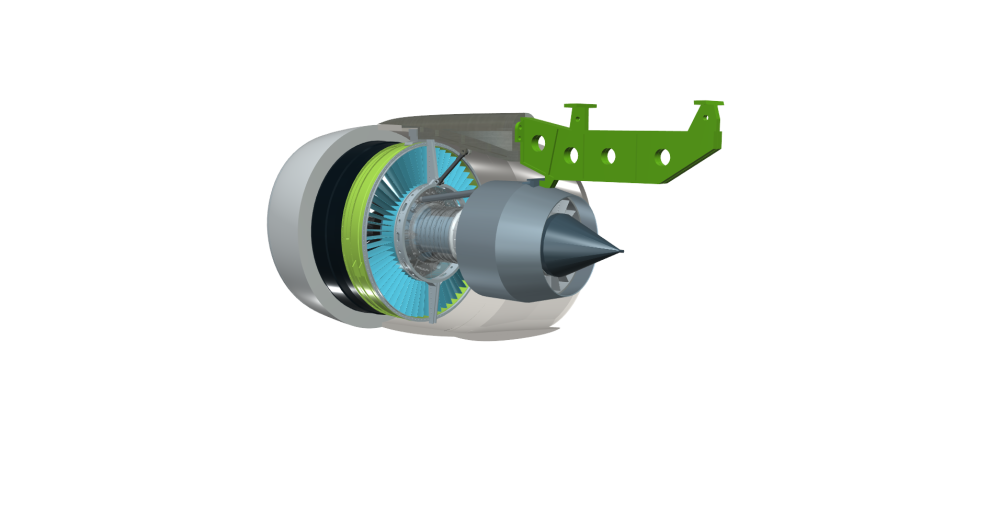
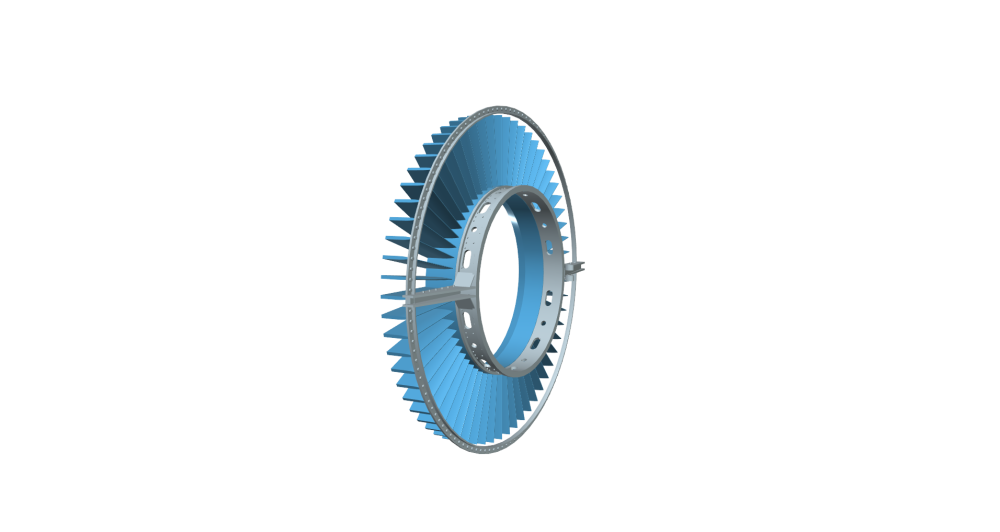
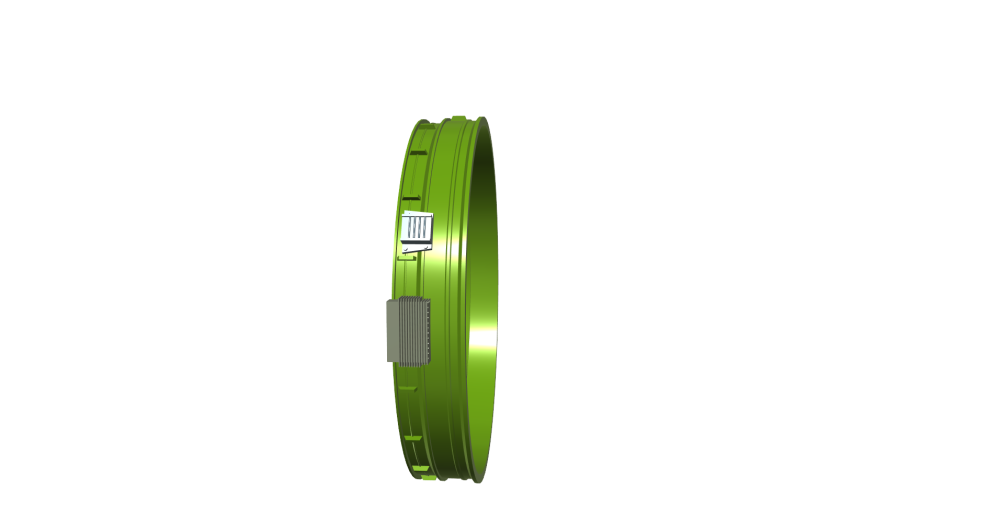
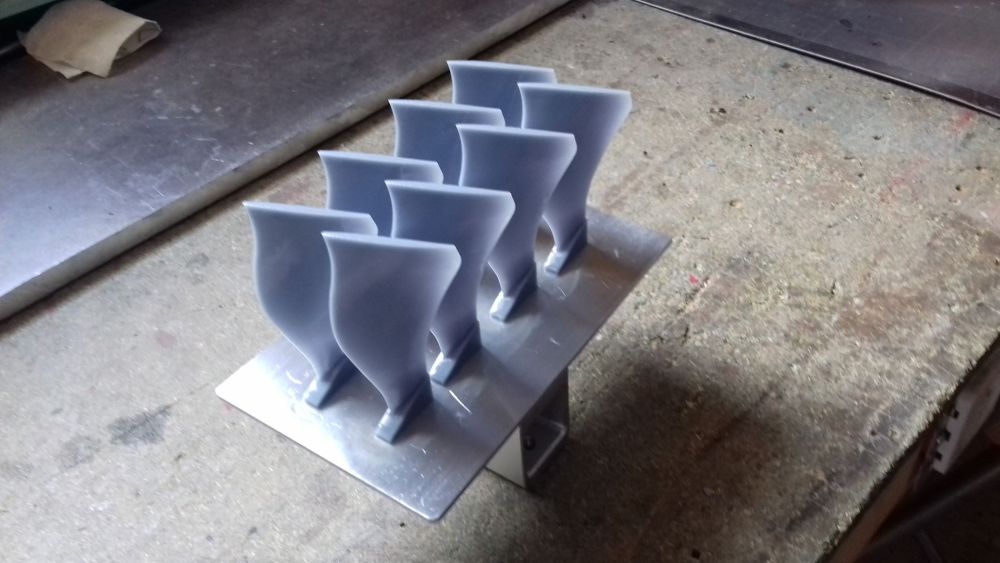
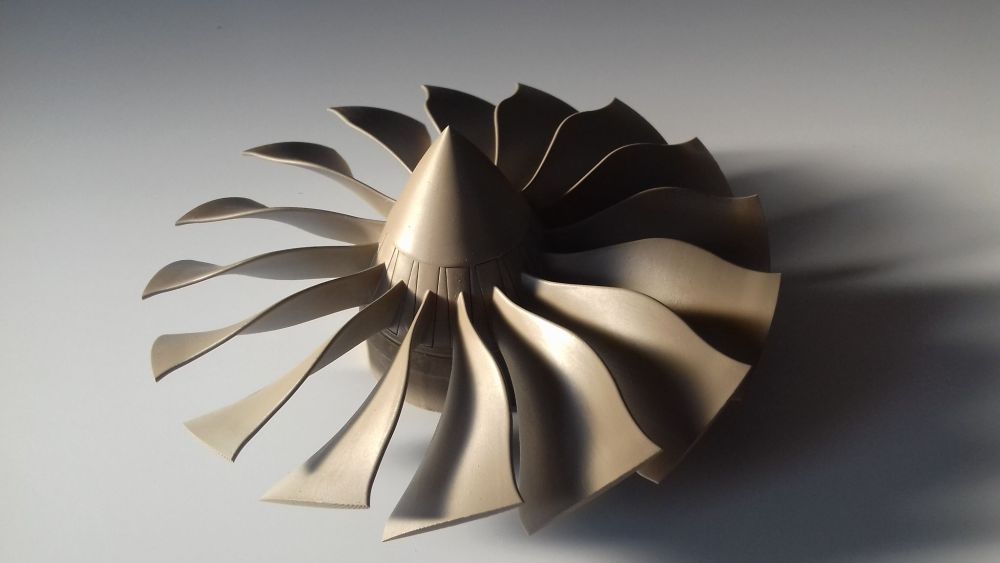



 1 point
1 point -
Whaou, j'étais passé à coté de ce sujet ! (Merci l'article dans le resumé de la semaine ). J'avais déjà vu un ensemble moteur (quoique peut-être surtout la nacelle) d'A380 avec fonction reverse (de mémoire) sur thingiverse. Mais alors là bravo pour l'ensemble de ton projet, modélisation et réalisation, rien à dire au top. J'attends aussi le train d'atterrissage .1 point
-
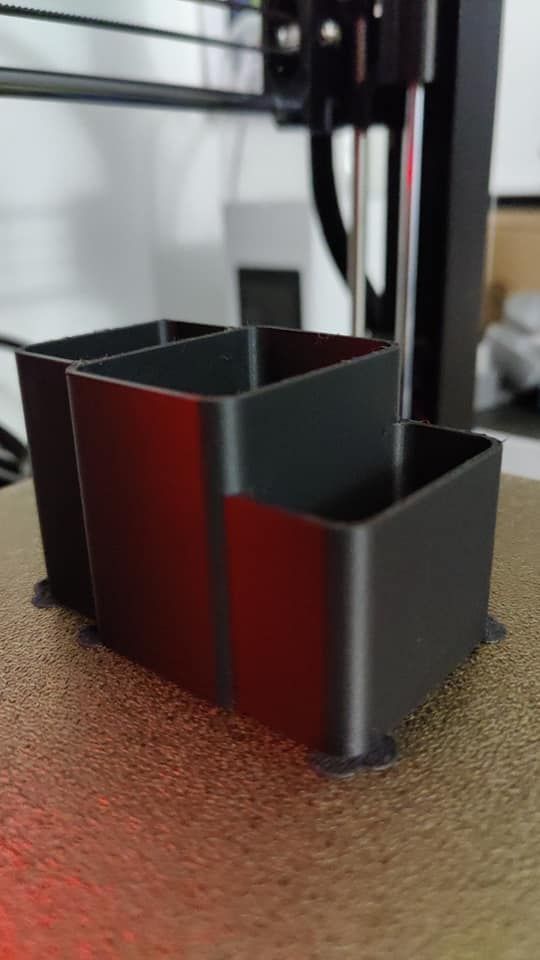
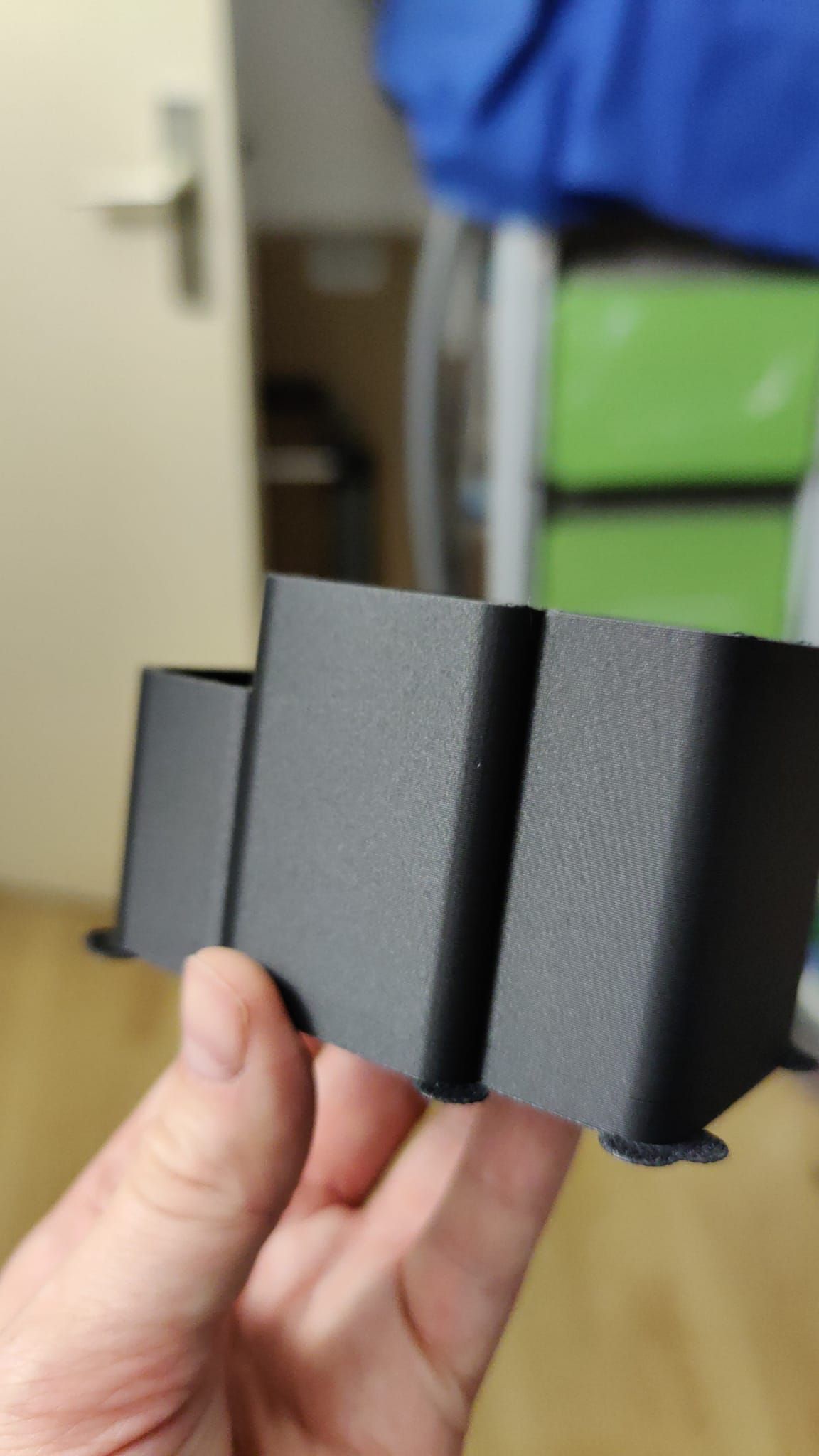
Le dernier truc utile en date.

 1 point
1 point -
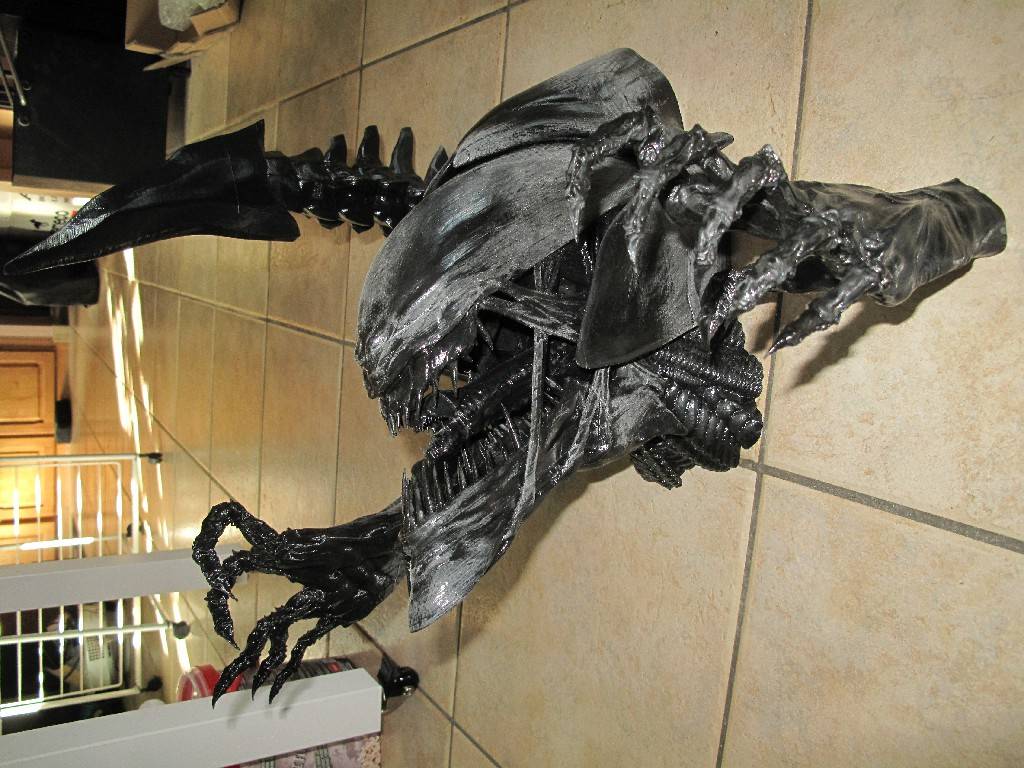
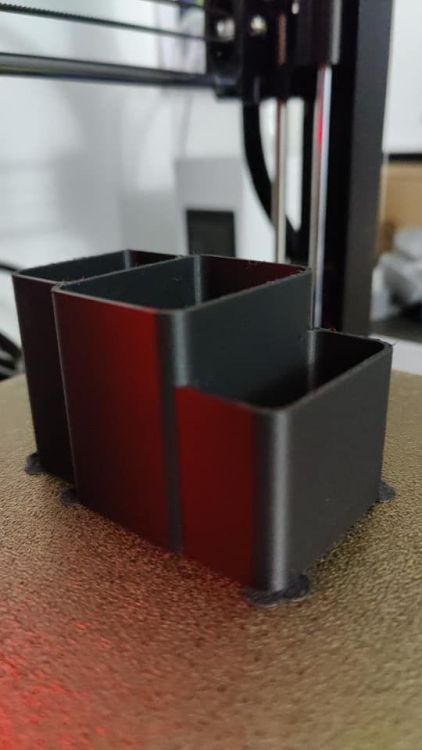
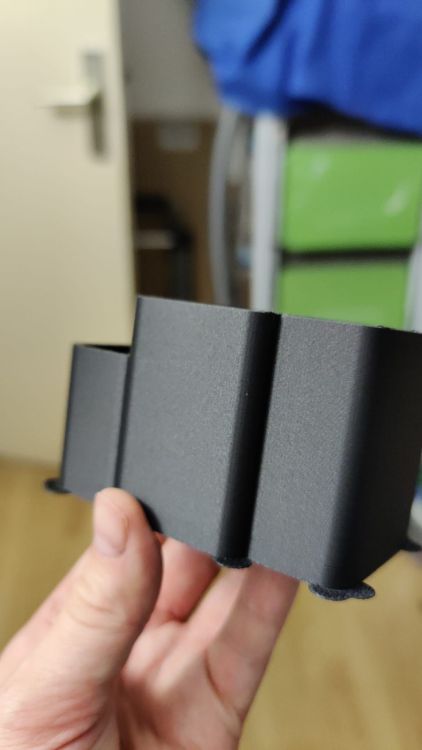
Et maintenant le truc bien inutile mais indispensable comme déco et qui prend de la place.... imprimée en 0.2 une idée de la taille avec ma main dedans Reste toute la post production, peinture et mise en situation dans un cadre pour faire comme si la bestiole défonçait le mur.





 1 point
1 point -
pla grossiste3d noir, gris et brun, impression en 0.15 pour le predator et le support et en 0.1 pour les aliens et la lance du predator.







 1 point
1 point -
@DreamZ MythiiZ Je suppose que tu veux parler de synchronisation des axes Z ?? parce qu'un CR10 V3 est déjà équipé de deux axes Z !!0 points