Classement



Contenu populaire
Contenu avec la plus haute réputation dans 17/02/2023 Dans tous les contenus
-
Ou alors c'est Josef Prusa qui s'est introduit nuitamment et avec une cagoule de cambrioleur sur les chaînes de montages pour saboter autant de beds que possible.4 points
-
Bonjour, et désolé pour le pavé à lire Durant cette première année dans le domaine de l'impression 3D, j'ai dû faire des choix dans l'achat des filaments, un peu au hasard, le but final étant de limiter le nombre de marque à 2 avec un filament "premium" pour les impressions où le rendu est primordiale et un filament pour les impressions "standard". Voici les filaments qui sont passés entre mes mains : Wanaho : 1er filament, ce qui est sûr c'est que j'en acheté de trop. Pas réellement de problème avec sur les couleurs courantes à l'exception du blanc qui est devenu cassant, même après un passage au séchage pour enlever l'humidité, l'impression est correct. Les versions silk impriment des pièces fragiles, le bleu silk à le même aspect que le bleu standard. Globalement je ne le conseille pas. Pour les filaments que vont suivre, acheté pour une couleur, j'ai eu de bonnes impression avec zéro problème : Eryone (1 couleur silk bronze vert). C'est le seul filament qui , quand je le charge dans l'imprimante, me sort un gros boudin au lieu d'un filament de la taille de la buse. Mais quand je lance une impression tout est normal. Esun (1 couleur orange). Rien à dire Sunlu (1 couleur silk cuivre). Rien à dire J'ai acheté les filaments suivant dans le but de finaliser mon choix sur une marque : 3Djake (2 couleurs : noir pour remplacer le noir de wanaho et orange pour remplacer l'ESUN) : L'impression est correct mais si je compare l'impression de l'orange de 3DJake et celui de l'ESUN il n'y a pas photo. Mon choix va vers l'ESUN. Je ne rachèterai pas cette marque. Polymaker (1 couleur cotton white pour remplacer le blanc de wanaho) : choisi parce que c'est un bioplastique avec une bobine en carton. J'ai un résultat mitigé : Une première couche absolument parfaite et lisse. Des couches totalement invisible. Mais un aspect au touché non lisse, comme si ce n'était pas du plastique mais une sorte de fibre. Suite à cet aspect j'ai choisi d'imprimer mes pots de rangement avec bouchon vissable et franchement ça le fait, mais c'est quand même bizarre comparé aux autres filaments. Je ne sais pas si on obtient le même résultat avec tous les filaments de la marque. Je me tâte pour tester une autre couleur. Je ne garde pas cette marque pour des impressions "standard". A voir pour des projets où ce rendu peut avoir son importance. Je le place néanmoins dans ma catégorie filament "premium" avec "aspect bizarre" Et enfin : Fillamentum : je l'ai testé avec la couleur Turkey egg. Depuis j'en acheté plein , il est parfait. Première et dernière couche lisse, pas de couche visible, aspect lisse. Je n'ai eu qu'un problème avec, c'est l'adhérence de la première couche. Je n'ai jamais pu l'utiliser sur le plateau d'origine de la sidewinder. Il ne colle pas du tout. Depuis j'ai mis un plateau magnétique et avec de la laque ça colle. Sur la Prusa, il faut bien nettoyer le plateau avant l'impression, mais ça colle bien. Mon bilan de cette 1ère année : Mon filament "Premium" est Fillamentum: L'aspect final est sans appelle. Il est beaucoup plus cher mais je sais pourquoi. Mon filament "Standard" se porte sur ESUN, suite à la comparaison avec l'orange de 3DJake.2 points
-
C'est arbitrage. Cout d'un controle qualité poussé versus reputation, cout pour remplacer/rembourser si un soucis. Beaucoup de chose ne sont plus verifier alors que l'on sait qu'il y a des erreurs. Cela coute moins cher de rembourser/reparer. Mais un lit non plat et facile a voir quand même clairement un soucis dans un sous-traitant .2 points
-
et il le montraient bien sur leur magnifique écran 9" monochrome Et pourtant les Steve (Wosniak / Jobs) n'étaient pas Corses -> je sors
 2 points
2 points -
je les vois plus quand un Xiaomi que Apple. Vous avez remarquez que tous leur nouveaux type de filament sorte avec spool inclus .2 points
-
non pour ça il secoue la tête (le mien, le fait quant il voit son reflet...) comme celui la : https://www.youtube.com/watch?v=TJtF4vKAO7M2 points
-
Oui, j'avais fait une erreur de typo1 point
-
Je viens d'aller dans la rubrique support & dl de creality... https://img.staticdj.com/7d2c028f97198741d654971ef9de4d9d.pdf?spm=..product_c4bb8e53-6091-4224-a021-4199e41be6cb.download_support_1.1&spm_prev=..page_1934481.products_display_1.1 Bon déjà lorsque tu récupère la doc... c'est avec une Ender 3 S1... du coup... pour la Ender 3 tout court... Je vais essayer de trouver une matrice de compatibilité1 point
-
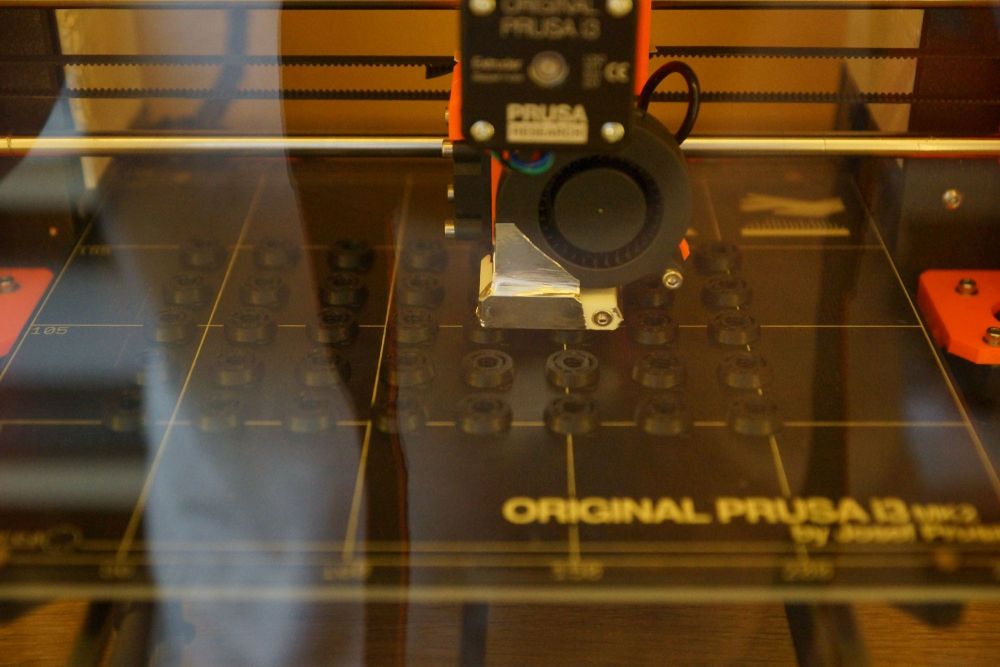
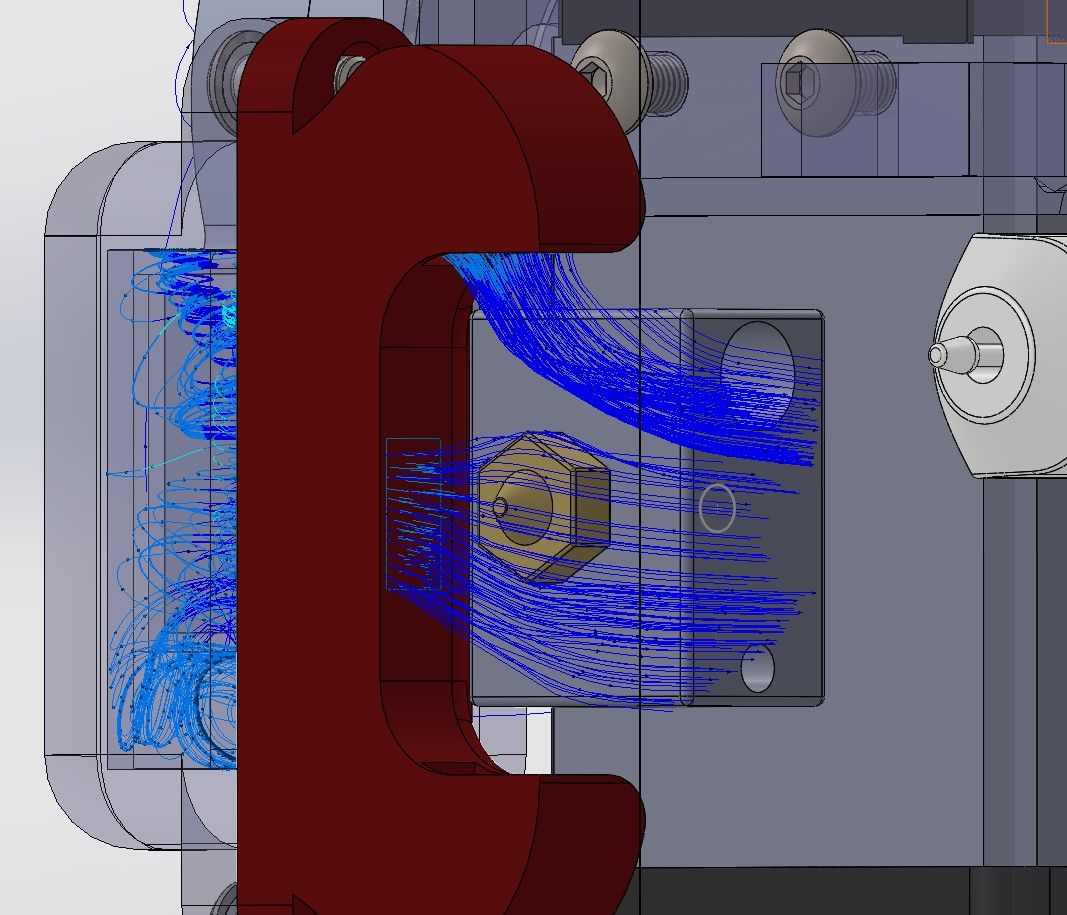
C'est ce que tu voulais ? La pointe de la buse est à 2,79mm au dessous de la face inférieure du fan_duct sur ma modélisation
 1 point
1 point -
Je viens de payer le restant dû Je dors devant ma boîte aux lettres désormais.1 point
-
@cocobikers Ton sujet a été déplacé de la section «Présentation» qui comme son nom l'indique sert à se présenter à la communauté, en gros l'équivalent d'un «Hello world»1 point
-
@hyoti Sinon, tu peux ajouter un paramètre dans la section [extruder], max_extrude_cross_section, par défaut il utilise une valeur très «conservatrice» ( 0,64 mm^2 ( 4 x dia_buse x dia_buse )). Avec ma E3S1, j'utilise comme valeur 2 sans rencontrer cette erreur «Move exceeds maximum extrusion (0.667mm^2 vs 0.640mm^2)» ( 0,66 > 0,64 ) : max_extrude_cross_section: 2.0 Plus d'infos, ici : L'erreur «key 112» est spécifique à Creality (ils ont modifiés allégrement les fichiers python de Moonraker avec l'affichage de ces erreurs via l'interface graphique de la tablette fonctionnant sous QT et non Klipperscreen) La dernière mise à jour du SonicPad de la semaine dernière (10/02/2023), la v 1.0.6.43.51 permet d'afficher le mot de passe «root». Le «chef» du développement a mis sur Github, une procédure permettant de réinstaller complètement le système d'exploitation via Phoenix Suite (programme d'installation d'images systèmes pour des cartes à base de contrôleurs Allwinner) et de l'image système fournie (voir ici ).1 point
-
Pas du tout. Même les cartes 8 bits sont prises en charge par ce matériel @hyotien précisant le micro-contrôleur (ATmega1284p) parle bien de carte 8 bits (comme celles avec un ATmega2560). Par contre d'anciennes Ender3, équipée des premières cartes Melzi (Atmega1284p), version inférieures à 1.1.5 étaient démunies de chargeur de démarrage. Pour pouvoir fonctionner avec Klipper (et le SonicPad), il faut d'abord installer un chargeur sur la carte ce que ne peut pas faire le SonicPad (mais un Arduino UNO ou une clé USB-ASP peut lefaire). Pour le laser il serait envisageable de flasher un firmware GRBL sur la carte contrôleur de l'Ender3 pour la transformer en laser autonome1 point
-
Un pavé mais pas de filament PLA Optimus ni de PLA 3D850/3D870 C'est une honte! Blague à part, le Fillamentum est un très bon filament en effet.1 point
-
plié j'ai remarqué que le sujet Apple vs le reste du monde déchaînait souvent les passions je suis ni pro ni anti mais j'ai de l'iphone depuis le 1e et je suis très satisfait ^^ (j'ai actuellement un Iphone 7+ depuis 2017... zéro maintenance mais je dois changer la batterie pour bien faire)1 point
-
Merci pour vos premiers retour. Remplacer le plateau ne fait fait aucunement peur, je suis méticuleux et bricoleur. (J'ai assemblé ma Prusa). La procedure est documentée dans leur wiki et ne semble pas compliquée. https://wiki.bambulab.com/en/x1/maintenance/Replacing-the-heat-bed Je confirme que pour mon cas, il n'y a eu aucune discussion, la proposition de remplacement du bed a été la première réponse à l'ouverture du ticket, après analyse des logs et fourniture de photos. Le support peux être long a répondre, mais c'est jusqu'à maintenant dans le bon sens à chaque fois (j'ai reçu mon imprimante endommagée). Je n'ai plus qu' à attendre l'expedition prevues d'ici fin Mars. Pas de point bloquant à l'usage, si j'ai besoin d'une surface parfaitement plan, j'utilise la Prusa. La XIC reste une machine formidable.1 point
-
Il est vrai que sur ce point Bambu Lab n'est ni pertinent ni clair... cependant si on prend un peu de recul, je me demande à quoi les scellés peuvent servir ? Je ne me vois pas renvoyer l'imprimante pour la faire réparer. Si on analyse la gestion des problèmes liés au bed, ils ont clairement pris le parti de renvoyer des pièces à la seul vu des logs donc ils font eu même fi de leur propre système de scellés et font le choix d'une réparation diy. Je pense que le seul litige qu'il pourrait y avoir c'est dans le cas ou l'on casse une pièce en démontant la machine, et la même encore je pense que c'est "plaidable" en notre faveur. Bref pour ma part je suis persuadé que Bambu Lab fera le nécessaire tant qu'ils ne pourront pas prouver qu'une panne est dû a une mauvaise manip. Enfin comme demandé voici mon avis.1 point
-
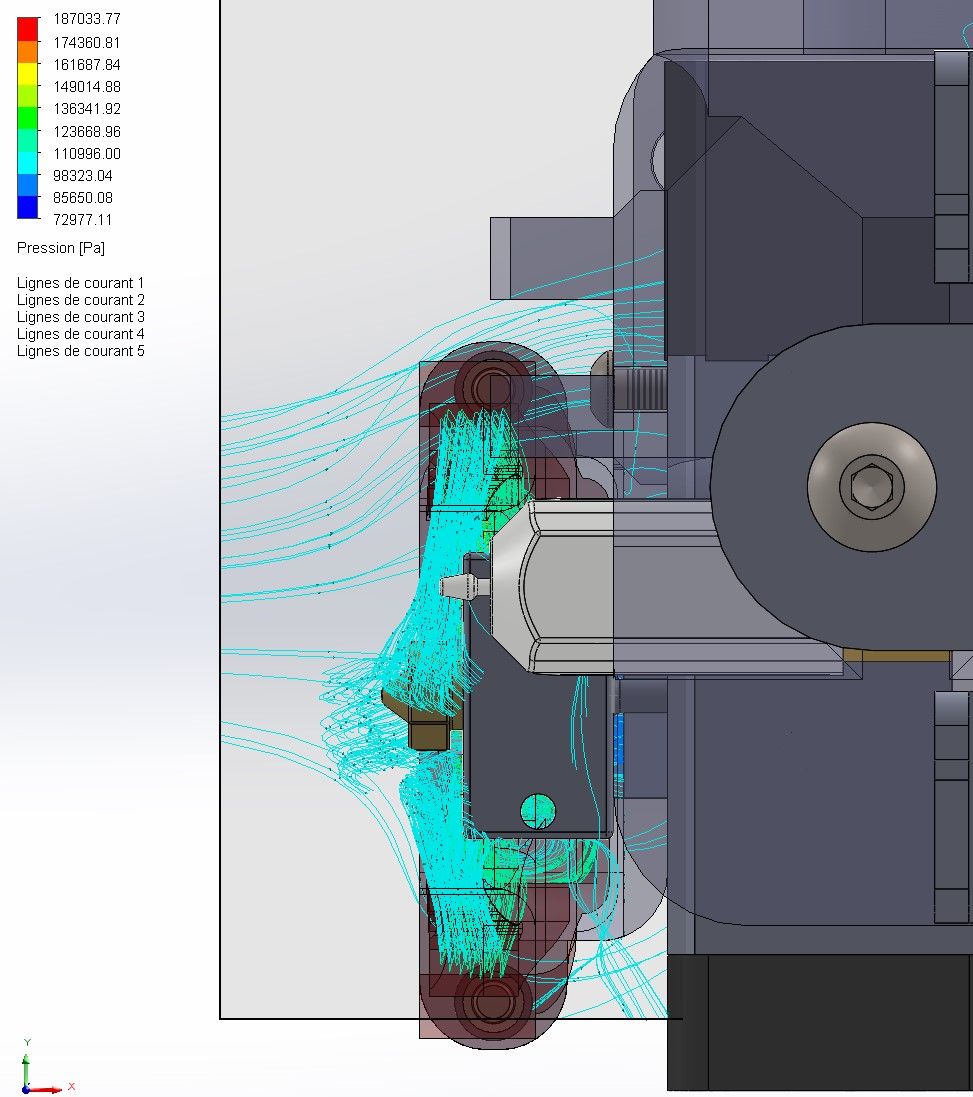
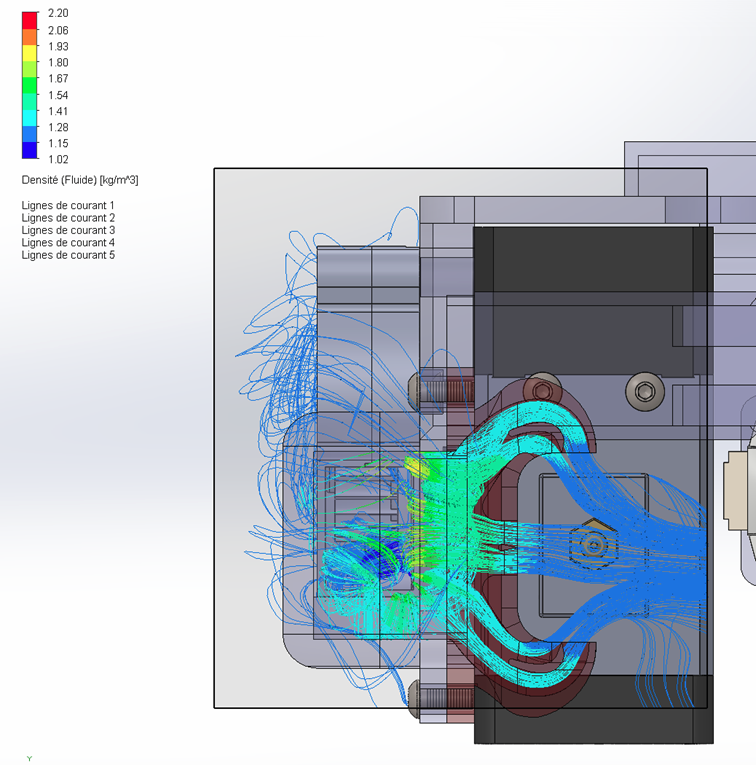
En terme de densité d'air et de tourbillon cela donne ceci
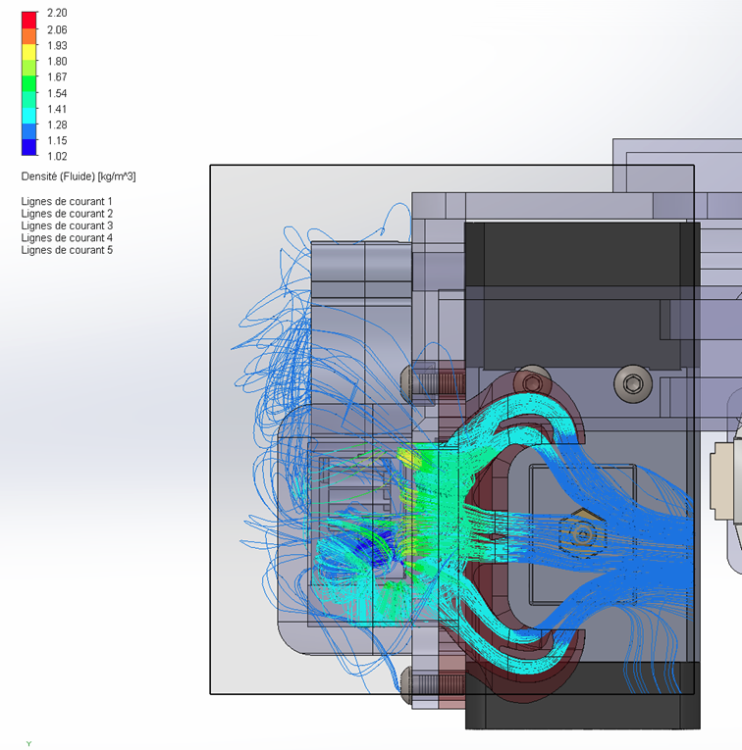
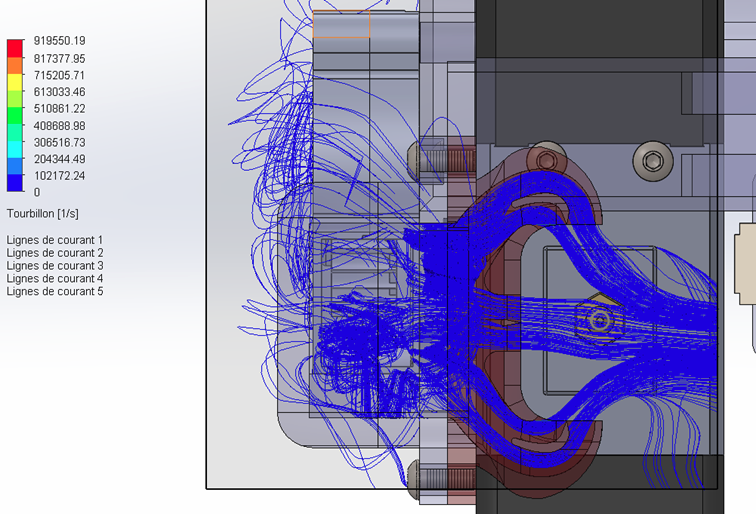 1 point
1 point -
Légalement: ils doivent de donnée un machine fonctionnel est exempte de défaut ou acceptable. Un point de gagné, ils reconnaisent que le default n'est pas acceptable. A eux de faire en sorte de fournir une procédure pour corriger ce défaut. Si une procédure qu'il te demande appliqué te fait retirer des vis sous des scellé garantis . ils doivent pas en tenir compte pour les problème que tu pourrais rencontré plus tard. C'est eux qui ont décidé de te soustraite l’opération. Et toi en acceptant cette réparation et méthode tu accepte que si casse quelque chose cela sera de ta responsabilité . Par contre si opération a lieux et que tous ce passe bien et que demain un soucis arrive, il devrait pas pouvoir refuser la garantis sous prétexte que étiquette est retiré et ceci même si il te disent le contraire. La pratique a définir :1 point
-
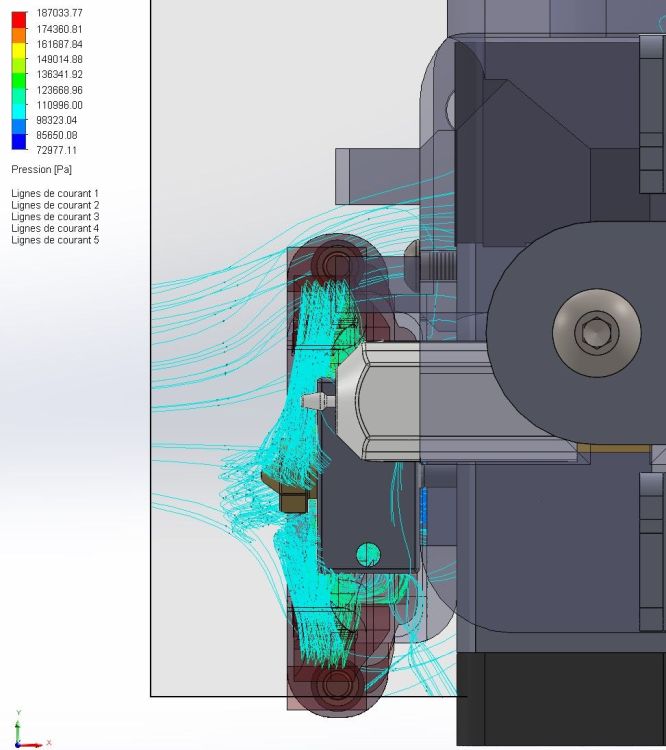
Voilà ce que me donne la simulation. Le flux central est bien sur la buse mais pas le flux latéral mais pas loin. Trop de refroidissement direct n'est peut être pas une bonne idée. Tu en penses quoi ?
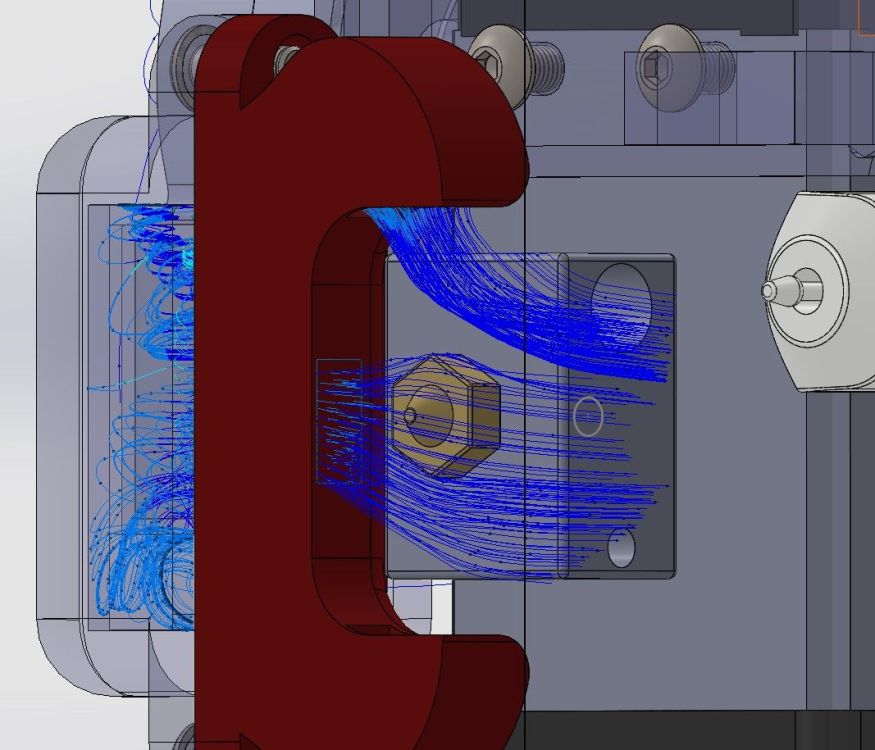 1 point
1 point -
Bonjour à tous, je rejoins la communauté après un long moment passé à lire vos échanges sur le forum. J’y ai toujours trouvé des informations pertinentes et une bonne qualité des échanges, merci à vous pour ça. Je dispose d’une prusa i3 mk3 depuis 2 ans et une bambulab x1c depuis peu. Au plaisir d’échanger.1 point
-
Pour ma part je ne suis pas le type de mec à aimer Apple. Mais en tant que pur débutant dans le domaine de l'impression 3D, j'attends ma nouvelle imprimante et c'est la Bambu Lab. Je trouve leurs imprimantes dans le haut de gammes pour particuliers et tout l'ergonomie derrière à l'air au TOP. (erreurs=possibilité de faire un ticket directement avec les données, plug and print, vitesse intéressante, qualité bonne, service après vente avec de bon retours, option AMS). Bref c'est pour toutes ses raisons et d'autres que je les ai choisi, et oui il sont plus cher que d'autres c'est certains.1 point
-
Certainement, mais ces marques n'ont pas réussi à faire le buzz et à rentrer sur le marchés aussi vite et aussi fort. On verra sur la longueur mais pour le moment on ne peut pas faire l'autruche face à cette machine. Pour rappel, et même si cette comparaison parait légère, Apple a pénétré le marché de la téléphonie mobile avec un smartphone qui n'avait rien de réellement nouveau à part le tactile multipoint. Je me souviens encore faire des comparaisons avec les copains "pro iphone1" face à mon qtec à stylet ! et je ne trouvais rien de bien folichons face à mes habitudes, pourtant Apple a considérablement fait bouger les lignes. bref tout ça pour dire que je comprend @Fish quand il dit qu'il voit Bambu Lab comme l'Apple de l'impression 3D, surtout vu l'équipe derrière Bambu Lab. "je les vois plus quand un Xiaomi que Apple" Bien vu il y a peut etre un peu des deux1 point
-
J'ai reçu la résine et le petit chauffage. Grâce au chauffage j'arrive à maintenir une température de 30 degrés environ dans l'imprimante. Effectivement, ça change vraiment la texture de la résine, elle est beaucoup plus liquide. Auparavant, à 17 degrés elle était bien plus "pâteuse". J'ai imprimé le fichier RERF donné par @Deathaite sur son post. Premier essai, rien ! Ni sur la plaque, ni au fond du bac... Je relance l'impression mais sans la cuve pour voir l'écran et rien n'apparait. Je lance l'impression d'un fichier classique et là l'écran fonctionne. Je relance l'impression du fichier RERF et là ça marche. J'ai pas bien compris mais ça fonctionne. Pour une précision de 0.05mm le résultat obtenu à 2.25 secondes de temps de pose me semble pas mal. Je vais lancer une impression avec ces nouveaux réglages et voir si ça fonctionne.1 point
-
Dans l'impression 3D, il y a beaucoup d'autres marques avec des niveaux beaucoup plus qualitatifs.1 point
-
Avant de tout changer, un bon nettoyage peut résoudre pas mal de problèmes. L'extrudeur doit être nettoyé régulièrement car des petits morceaux de plastique s'y accumulent. Bonne continuation1 point
-
Excentrique tu en as un seule sur la tête, mais 3 sur le plateau les roues de droites1 point
-
Si tu debranche totalement ton 3Dtouch tu n'auras pas non plus la possibilité de faire d'impression car l'imprimante sera dans l'incapacité de faire son Z home, ce capteur 3dtouch sert de fin de course Z et a palper le plateau pour obtenir sa cartographie. si tu n'as plus de endstop sur un axe l'imprimante ce mettra en erreur car elle sera incapable de connaitre la position 0 de cette axe. Le 3Dtouch Artillery est loin d'être une référence de fiabilité et efficacité, c'est pour cette raison que j'ai écrit une procédure sur la mise en place d'un Bltouch officiel à sa place. Mais déjà as tu vérifié les nappes et connecteur de nappe comme cité précédemment ?1 point
-
j'ai eu le même problème et oui j'avais un filament qui était resté bloqué ... demontage, remontage et hop1 point
-
Quant il fait la gueule, il rentre dans sa grotte ou il tourne la tête quant on le regarde ou quant on lui propose un criquet, la il lève la tête pour faire le chef et essayer de me dominer... mais c'est moi qui tiens sa réserve de bouffe donc c'est moi la chef...
 1 point
1 point -
Bonsoir, je n'ai plus de problème ... pourquoi? Bah j'en sais rien ! Après avoir remonté complètement la tête d'impression et rebranché ( alors que j'ai eu maintes fois l'occasion de la brancher/débrancher ces dernières heures ...), le moteur de l'extrusion a décidé de reprendre du service !!! Wouuhouuuuuu ! Merci pour le lien sur comment flasher. Si il l'avait, j'aurais très certainement été en mesure d'effectuer et recompiler le firmware ( sous réserve d'avoir les sources et éventuellement utilisé pour le dev'). Je suis presque déçue de ne pas avoir eu l'occasion de le faire. Par contre pour savoir comment flasher la cible, il me fallait bien un tuto. Je n'ai même pas eu le temps d'en chercher, le moteur ayant rédémarré entre temps! Merci pour le temps que tu m'as accordé Bonsoir, je n'ai plus de problème ... pourquoi? Bah j'en sais rien ! Après avoir remonté complètement la tête d'impression et rebranché ( alors que j'ai eu maintes fois l'occasion de la brancher/débrancher ces dernières heures ...), le moteur de l'extrusion a décidé de reprendre du servioce !!! Wouuhouuuuuu ! Merci pour le lien sur comment flasher. Si il l'avait, j'aurais très certainement été en mesure d'effectuer et recompiler le firmware ( sous réserve d'avoir les sources et éventuellement utilisé pour le dev'). Je suis presque déçue de ne pas avoir eu l'occasion de le faire. Par contre pour savoir comment flasher la cible, il me fallait bien un tuto. Je n'ai même pas eu le temps d'en chercher, le moteur ayant rédémarré entre temps! Merci pour le temps que tu m'as accordé1 point
-
le SSR reçoit un signal de commande du mosfet ce qui lui permet de savoir quand ouvrir les vannes d'alimentation pour la chauffe du bed. donc dans ton cas comme ton mosfet reste enclencher H24 le SSR fait tout le temp chauffé le BED. Ici je dirais que en amont du Mosfet tu as un composant qui poserais soucis, pour moi ta carte mère est probablement en cause.1 point
-
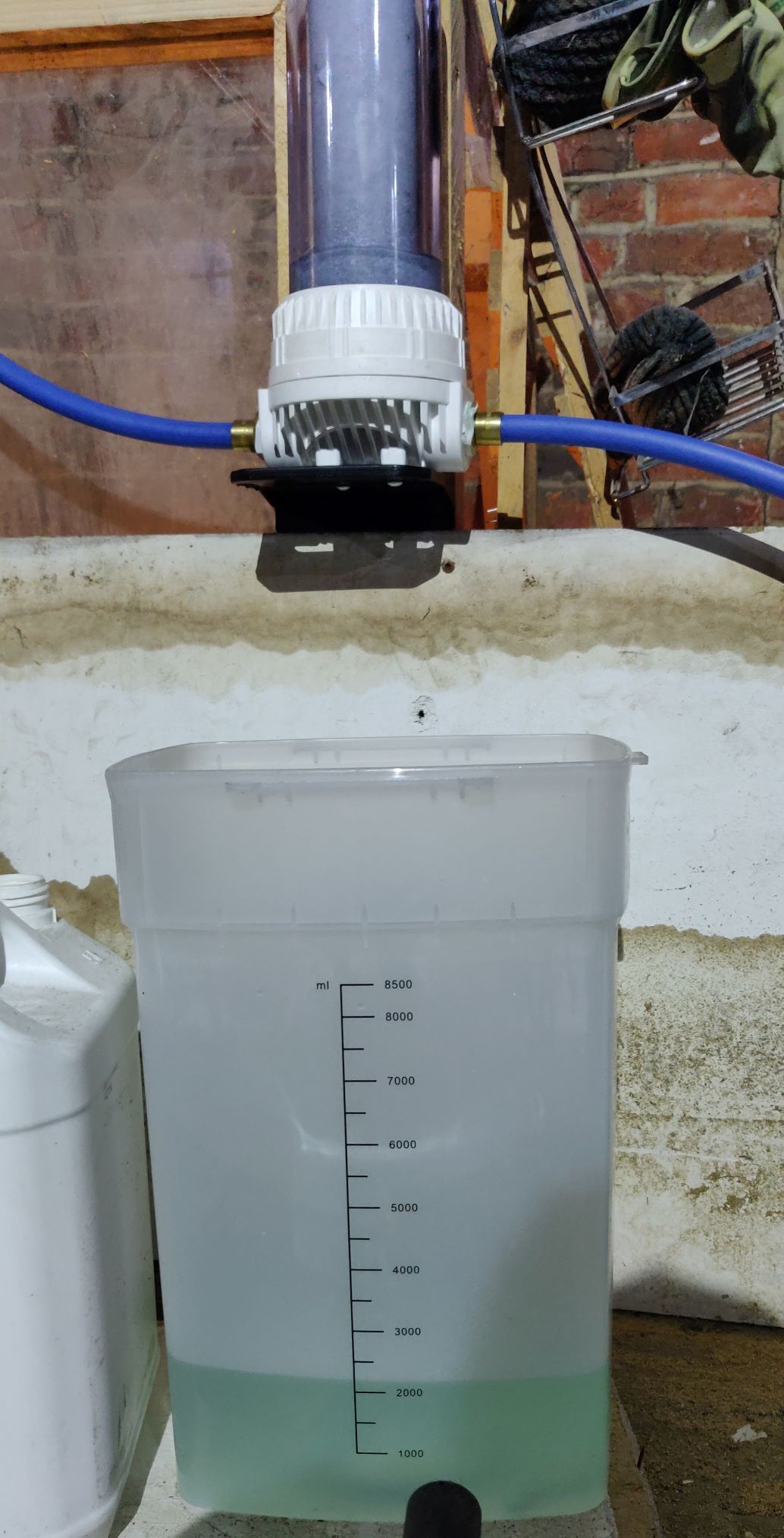
Je rejoins ce sujet très très intéressant. J'avais vu des vidéos sur des personnes qui distillaient mais avec des systèmes maison, pour certains qui me paraissaient dangereux (dont un avec une cocotte minute). Et puis j'ai vu celui avec le linge à fromage. Mais je suis pas au stade de faire des camemberts. Alors j'ai voulu faire ma propre filtration avec un système basique. Ça fonctionne plutôt pas mal. Rien à voir avec une distillation au niveau résultat. Mais ça retient pas mal de particule Ce n'est qu'un système de filtration d'eau, avec un cartouche anti sédiment 20µm, 2 tubes et un entonnoir. J'ai inversé la cartouche pour avoir le minimum de rétention. Pas d'électricité, peu d'émanation, peu de perte, le tout pour 50€ avec 3 cartouches filtrantes.


 1 point
1 point -
Deux utilisateurs en erreur 202 => 404 OK, je =>1 point
-
Hello @netron90 Les deux pièces ont été imprimées sur une Creality Ender 3 v2. Cette petite imprimante continue de me surprendre (et pourtant elle et moi ne sommes pas partis du bon pieds au début). Le batman ne pose pas de problème, la pièce est plutôt simple et s'imprime en couches de 0.2mm sans support. J'ai une couture qui me chiffonne à l'arrière de la pièce il faut vraiment que je me penche sur le contrôle des coutures sur Cura). Le dragon, c'était un essai et j'avais dit à mon fils que ça ne passerait jamais d'autant que j'ai réduit la taille d'origine. Et c'est passé, sans support. Par contre avec une hauteur de couche de 0.08mm. Sur le bas de la tête du dragon j'ai un surplomb à quasi 90° mais c'est passé (je pense grâce à la faible hauteur de couche qui lui a permis d'y aller progressivement). Les deux pièces n'ont pas (encore) fait l'objet de post-traitement. J'imprime pas trop vite à 50mm/s de mémoire. Comme le dit @methylene67 il faudrait que je me penche un jour sur la ventilation pour ameliorer mes impressions. Je suis complètement néophyte sur le sujet. Par contre je connais maintenant très bien mon pla (que je stocke dans des boites hermétiques avec billes de silice) et j'ai longtemps cherché sa température d'extrusion idéale. Du coup j'évite de trop varier les marques pour ne pas me retaper à chaque fois des tests et des prints moyens. Il faut trouver le bon couple température / rétractation. Ce couple est propre à chaque imprimante et chaque pla. Il faut essayer/modifier jusqu'à trouver les bonnes valeurs. Il y a beaucoup de tutos et de stl permettant de faire ces tests. Mais le mieux à mon sens est d'observer ses prints et se demander à chaque fois pourquoi tel ou tel élément ne convient pas. Pour les figurines, les imprimantes résines sont en effet plus adaptées. Mais l'apprentissage d'une nouvelle technologie + le fait que je ne maitrise déjà pas complètement l'impression fdm + la manipulation des produits font que je ne passe pas le pas. A+1 point
-
Ce qui marche le mieux, quand j'ai un modèle récalcitrant : faire "dépasser" un tout petit peu l'intérieur du trou par rapport aux autres formes de la pièce. Prenons l'exemple d'un trou cylindrique vertical, typiquement un perçage dans un objet avec une face inférieure et une face supérieure. L'intérieur du trou est un cylindre ; en haut ce cylindre correspond dans la face supérieur à un trou en forme de cercle. De même en bas. Pour que le fichier STL soit valide, il faut que les triangles qui composent le cylindre aient des arrêtes et des sommets parfaitement raccordés avec les triangles des trous en forme de cercles en haut et en bas. C'est loin d'être facile. En informatique beaucoup de calculs aboutissent à des erreurs d'arrondi ; et dessin 2D et 3D, il faut gérer tous les cas particuliers qui ne manquent pas de se produire. Quand on écrit le code source d'un logiciel qui traite des formes 2D ou 3D, on ne fait pas du tout les calculs de la même façon qu'à l'école en géométrie. D'abord il faut que tout fonctionne dans tous les cas ; par exemple pour une équation de droite 2D : - à l'école on utilise Y = A * X + B - en informatique on va plutôt utiliser une équation paramétrique avec une variable S telle que X = A * S + B et Y = C * S + D, avec des contraintes sur les rapports entre les coefficients A et C. Pourquoi ? parce que si la droite est verticale la formule scolaire ne marche pas ; en plus, elle fonctionne mal si la droite est très raide (presque verticale) Les erreurs d'arrondi compliquent beaucoup les choses... Par exemple si tu tournes 36 fois une forme de 10° dans le même sens, normalement tu dois retrouver la même forme qu'au départ. En informatique il faut prendre des précautions pour que ce soit le cas - par exemple conserver en mémoire la forme de départ, et stocker l'angle de rotation final pour ne faire la rotation qu'une seule fois et ne pas les accumuler l'une derrière l'autre. On peut aussi faire les calculs internes avec des nombres entiers (avec un facteur d'échelle, une unité = un millième de mm) ; de cette façon les coordonnées sont sur une grille régulièrement espacée (alors qu'avec des nombres à virgule flottante la précision relative est constante mais la résolution baisse de façon logarithmique avec la taille du nombre ce qui est bordelique en géométrie) Autre chose particulière : les ordinateurs fonctionnent en binaire, les humains comptent en base 10. En binaire, il n'y que les divisons par 2 qui sont précises, une division par 10 ou par 5 donne toujours une erreur d'arrondi ! (pareil que quand on divise par 3, par exemple 1/3 = 0.3333333333...) Revenons au sujet. Si les triangles ne sont pas parfaitement raccordés, le slicer va essayer de corriger la pièce, soit en modifiant les coordonnées des sommets des triangles, soit en ajoutant des triangles pour que tout soit bien raccordé. On ne se rend pas compte à quel point un fichier 3D est complexe. Cela peut sembler évident de créer un algorithme de correction automatique (par exemple "simplement" en rapprochant les points les plus proches pour les fusionner), mais il y a toujours des cas particuliers. Les pièces peuvent avoir beaucoup de petits triangles, de triangles pointus, ou de cas ambigus de chevauchement. Parfois, un seul minuscule triangle au mauvais endroit ou dans le mauvais sens va semer la pagaille car ses sommets vont fausser certaines valeurs stratégiques que l'algorithme calcule pour analyser la pièce. L'algorithme de correction automatique qui marche bien d'habitude va alors avoir un comportement inattendu (mais logique du point de vue mathématique) et la pièce ne correspond plus à la forme désirée. Souvent le slicer corrige la face supérieure ou la face inférieure, ce qui a pour effet de boucher le trou seulement en haut et en bas, mais il réalise bien le trou à l'intérieur. On peut s'en rendre compte en parcourant le résultat du tranchage couche par couche. D'ailleurs c'est ce qu'il faut faire pour vérifier le tranchage mais surtout pour trouver où sont les endroits litigieux en cas d'échec du tranchage. Lorsque je n'arrive pas à corriger mon STL, je regénère ma pièce en faisant "dépasser le cylindre", c'est à dire qu'il commence un peu trop bas et se termine un peut trop haut par rapport aux faces supérieures et inférieures. Le fichier STL contient toujours des erreurs, mais cette fois-ci le slicer n'ignore plus le cylindre, le trou n'est plus bouché. C'est de la méthode bourrin, mais quand un fichier STL ne passe pas, il faut parfois un peu tricher pour "aider" l'algorithme de correction.1 point
-
Bonjour la famille. Je viens partager avec vous un projet qui peut être utile pour s'entraîner efficacement à son code de la route. Merci à @PPAC @pascal91 @Fx_oO7 et à toute la famille LES IMPRIMANTES 3D pour leurs soutients et conseils dans l'accomplissement de ce projet. N'hésitez pas à partager autour de vous si vous avez trouvé ce projet intéressant ou si se projet peut être utile dans votre entourage. Prenez bien soin de vous.1 point
-
@FRANDSEN , J'étais venu modifier le message suite à des réclamations en message privé mais si tu ne le prends pas mal... Respect, force et honneur monsieur. PS: mon père a ton âge et c'est le genre de remarque que l'on se fait souvent, ça doit être une façon de dédramatiser. Sinon pour fusion en license gratuite il y a une limite a 10 projets actifs. J'ai lu que l'on pouvait activer ou désactiver des projets pour pouvoir en créer des nouveaux. J'ai une license payantes donc j'ai pas eu à le faire mais certains ici pourront expliquer le process. Cdt SoM1 point
-
Grand projet @Yamajim que voila tu es partie sur du très gros changement . Bon première remarque pour l'extrudeur contrairement a ce que l'on pense du full Alu pour le corps est pas synonyme de mieux si tu prend les Extrudeur Sherpa Mini et Orbiter 2 ou encore le HebOrt pour les VZboat en sont une excellente preuve, l'alu apporte surtout plus de poids sur la balance. Malgré tout ton imprimante étant une cartésienne et non pas une Delta ou Core XY cela n'aura pas d'impact réel, car pas besoin d'avoir une tête la plus light ici vue que tu sera conditionné par ton axe le plus lent a savoir le Y qui au vue de l'inertie induit par le plateau tu es par conséquent limite par cette axe. Par contre plus gros soucis avec beaucoup de clone chinois d'extrudeur est lié a la qualité d'usinage des roue d'entrainement du filament qui loin d'être top, tu as dont pour moi fait le bon choix en décident de les remplacer par du très bon . Le choix du bloc prusa mini pour quoi pas après qu'il soit leger ou pas cela changera rien au final ici je peux te l'assurer. La Sonde thermique tu as parti sur quoi la du 3950B du 104GT-2 pour le moment ? Tu peux déjà gérer jusque 285°c ce qui suffit souvent mais si tu dois dépasser cette température en effet faudra voir a changer de sonde, attention toute fois les sonde de type PT100, PT1000, TD500 etc... ne sont pas supporter par defaut sur la carte mère ruby il faudra faire d'autre modification. Le refroidissement liquide est utile uniquement si tu imprime a plus de 320°c, sinon cela n'apporte rien a par un cout important et de l'entretien en plus. Si tu veux que ton moteur ldo ou moon ne surchauffe pas il faut déjà bien ajuster le Cref du driver qui pilote ce moteur, ensuite un dissipateur a l'arrière sera plus efficace pour sont maintient en température. Le fait de prendre un buse cuivre nickel et un bloc cuivre nickel, permettra de plus facilement atteindre et maintenir la température demander, mais il ne permettra pas d'augmenter le débit maximal que peu sortir la buse une V6 ne pourra pas sortir plus de debit qu'un Volcano, sauf si tu utilie une buse V6 CHT comparé a une volcano classique et la tu sera a peu pret comparable, mais a vue des vitesse maximal des cartésiennes en réalité le debit des buse V6 suffit largement, tu imprimera jamais a plus de 150mm/s même en optimisant tout au max et utilisant klipper sur la X2.1 point
-
Je suivrais tes travaux avec curiosité et si je peux t'apporter quelques conseils je t'en ferais part mais a prendre pour ce que ce sera juste des opinions personnelles cela n'aura pas valeur de vérité absolue. Pour le hotend sur tu part sur un truc custom comme tu dit regarde peut être a partir sur un système type Revo1 point
-
Il ne sourit pas, sauf si tu lui grattes le cou avec ton ongle1 point
-
On fera une course, ton escargot contre ma limace, on verra qui imprime le plus rapidement1 point
-
Sur le même principe que @Savate, je dirais "Artillery Slug X1"
 1 point
1 point -
J'ai rejoué encore une fois avec un nom incontournable : l'Artillery R1 Vu le nom pourri qu'ils on trouvé pour la Core XY j'aurais du proposer Artillery Snail X1 Resin (ou ça ne veut rien dire et ce n'est même pas joli - enfin si le snail reprend le côté baveux de la résine ) Je sors ->1 point
-
Bonjour à tous, Tout d'abord merci @Yo' pour ce renfort d'axe Z. Utilisant le Side pool system de @Atoban j'ai dû modifié légèrement le support supèrieur gauche afin de le rendre compatible. Je joint le STL en pièce jointe de ce message si jamais ca peut intéresser quelqu'un. SWX2 - RenfortZ (haut- gauche) + Side Pool System.stl
 1 point
1 point -
Tu peux lire ce que j'ai répondu a Petit Pimousse c'est ce que je pense être les 2 voie logique au jours d'aujourd'hui mais après je ne fait pas partir du staff Artillery et a mon sens Artillery est capable de faire du très bien mais aussi du moins bon sur certain choix technique, ils écoute pas assez les remonter de la communauté perso j'ai arrêté de leur remonter des infos car aucune écoute de leur part. ils ont 2 choix possibles en effet a mon sens soit faire une imprimante pas très chers mais ultra simple a prendre en main et fiable sortie de carton type Anycubic 4Max pro et FlashForge, soit partir sur une machine plus performante mais dans ce cas les prix vont vite monter a espérer qu'il retiendront une solution Klipper plutôt qu'un firmware propriétaire. Et ils ont intérêt à bien pensez a utiliser des composants simple, efficace et fiable car avec la X2 j'ai quand même pas mal de personne qui sont revenue vers moi en me disant plus jamais je repart sur du Artillery trop déçu par la fiabilité générale de leur machine. Oui la X2 était en rien une nouvelle imprimante juste une évolution de la X1 qui a même fini par être moins bien sur certain aspect au final car certain composant de moins bonne qualité on fini par être une régression a mon sens, car mettre des options supplémentaire pourquoi pas mais dans ce cas de bonne qualité, sinon c'est contre productif.1 point
-
Pour ma par @Savate j'ai proposer comme nom Artillery Flash-Core, pour rappel au core XY et Flash pour la vitesse comme le super hero . @Motard Geek oui moi j'ai toujours et taf toujours ma Genius et a merveille depuis 2 ans, maintenant si la X1 j'avais peu de chose a lui reproché la X2 c'est beaucoup moins le cas, j'ai du apporter mon aide a bien plus de possesseur de X2 que X1 et c'est pas fini. Alors j'espère qu'ils vont faire une bonne ingénierie sur celle ci, car malgré mes remonté d'infos dans le passer sur la X2 ils ont pas écouter et c'est partie en cacahuète. Après faudrait que j'ai accès a cette futur imprimante et l'ouvre mais avoir un avis réellement constructif sur cette futur imprimante. En tout cas j'espère sincèrement qu'elle sera bien conçu car comme vous j'aime bien ma Genius et la X1 et la Marque Artillery qui côté SAV fait le taf, mais la X2 m'a pas mal déçu.1 point
-
tout pareil donc j'ai bêtement proposé Sidewinder XY11 point
-
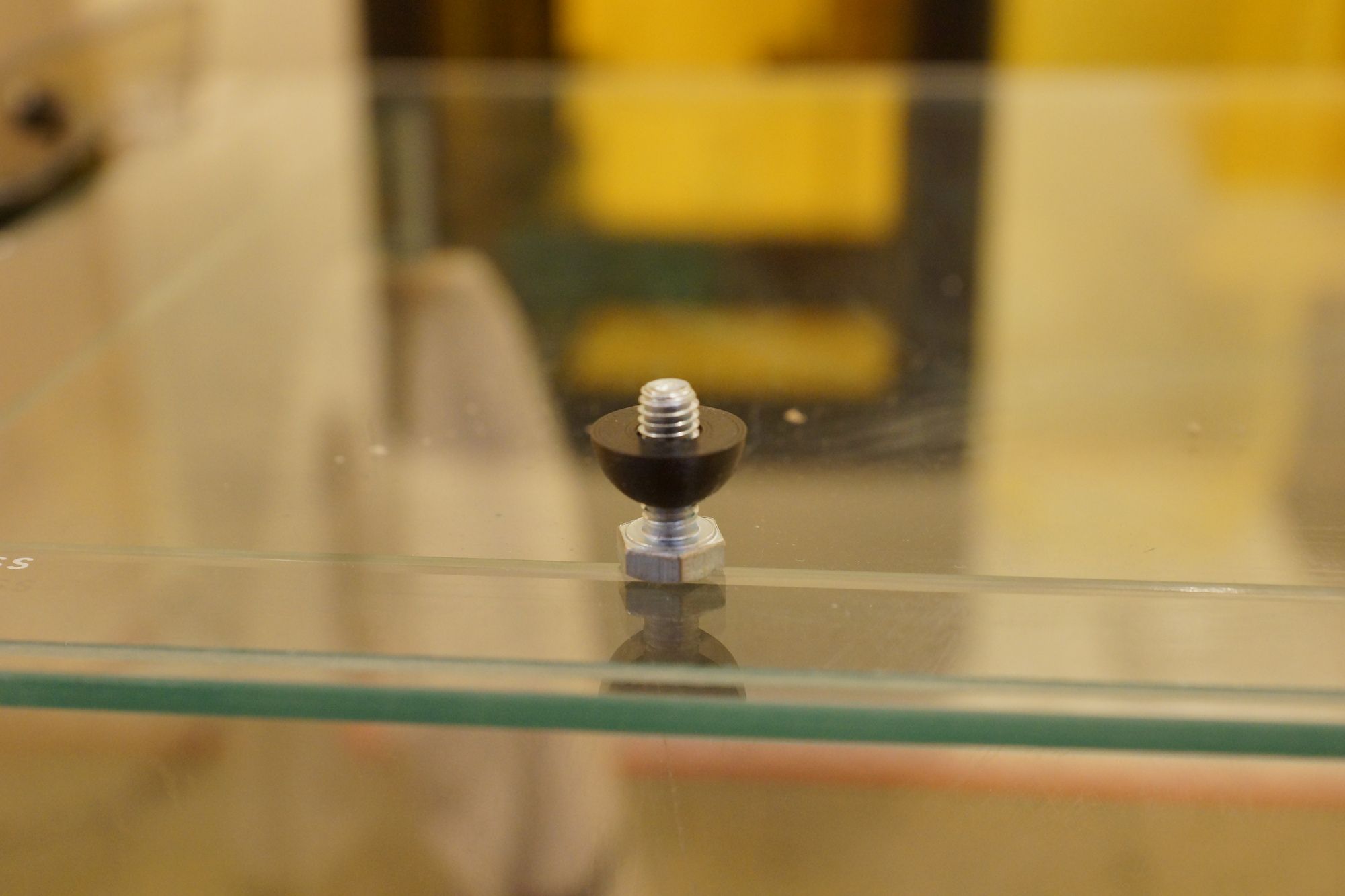
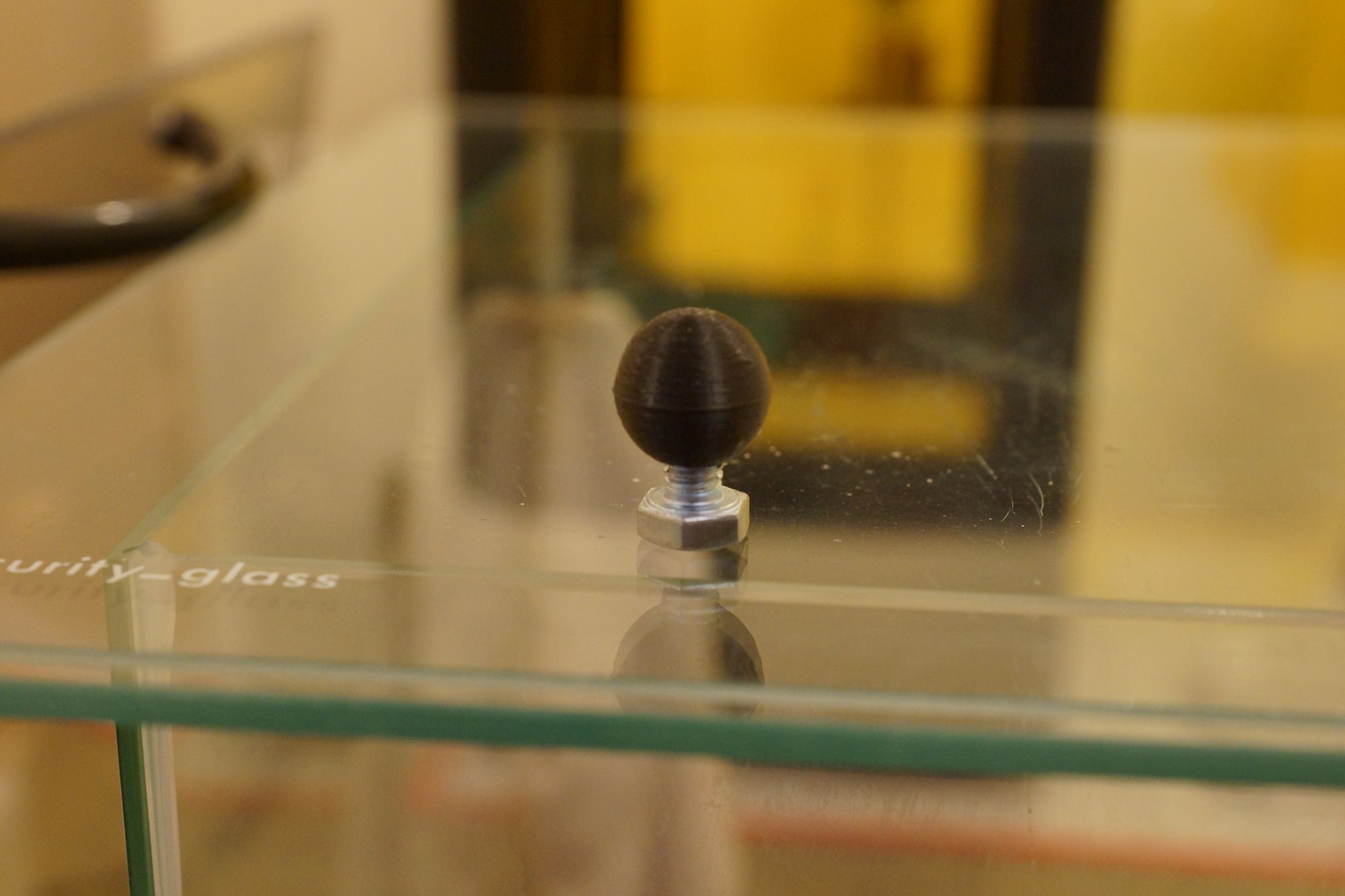
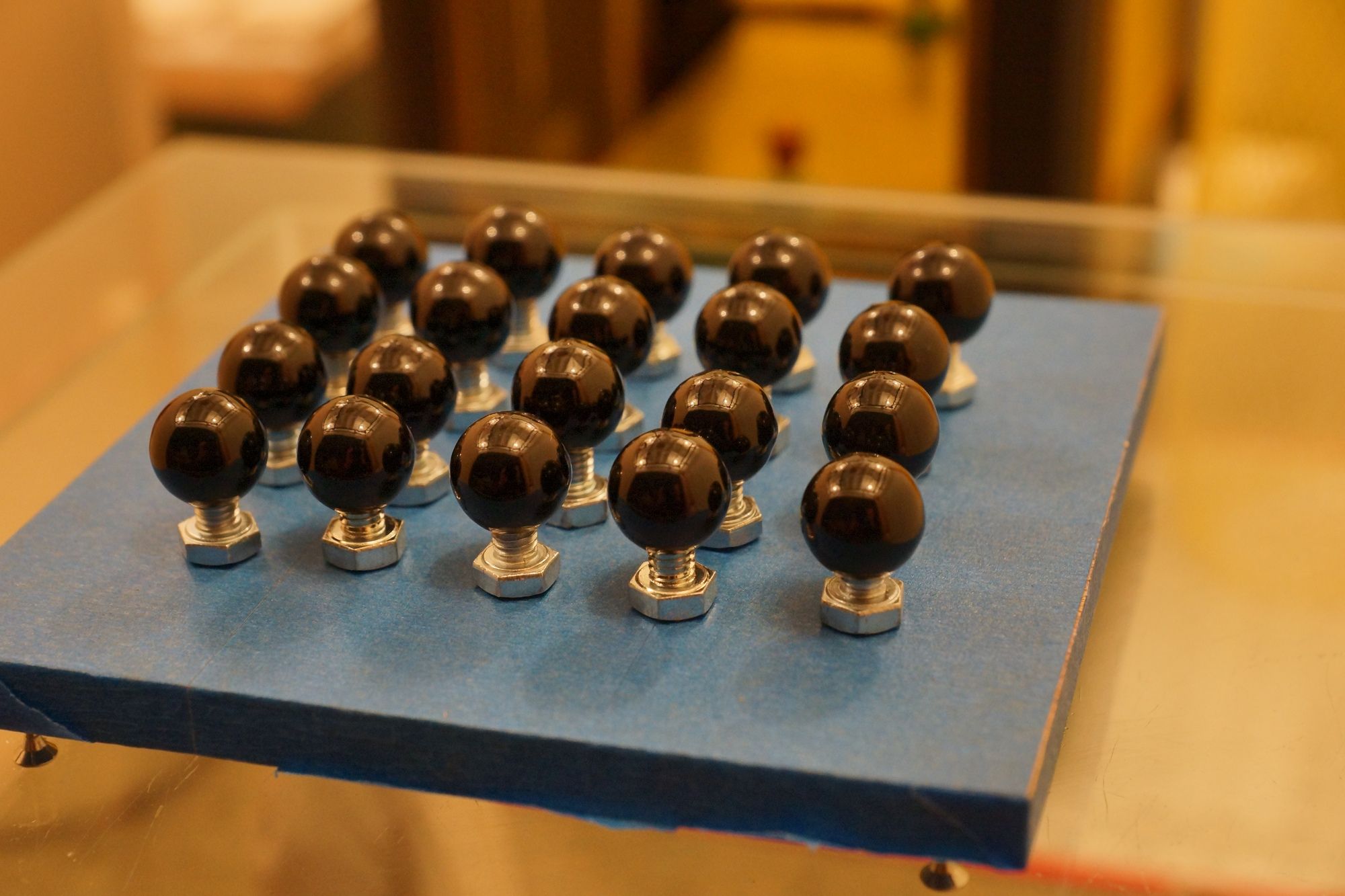
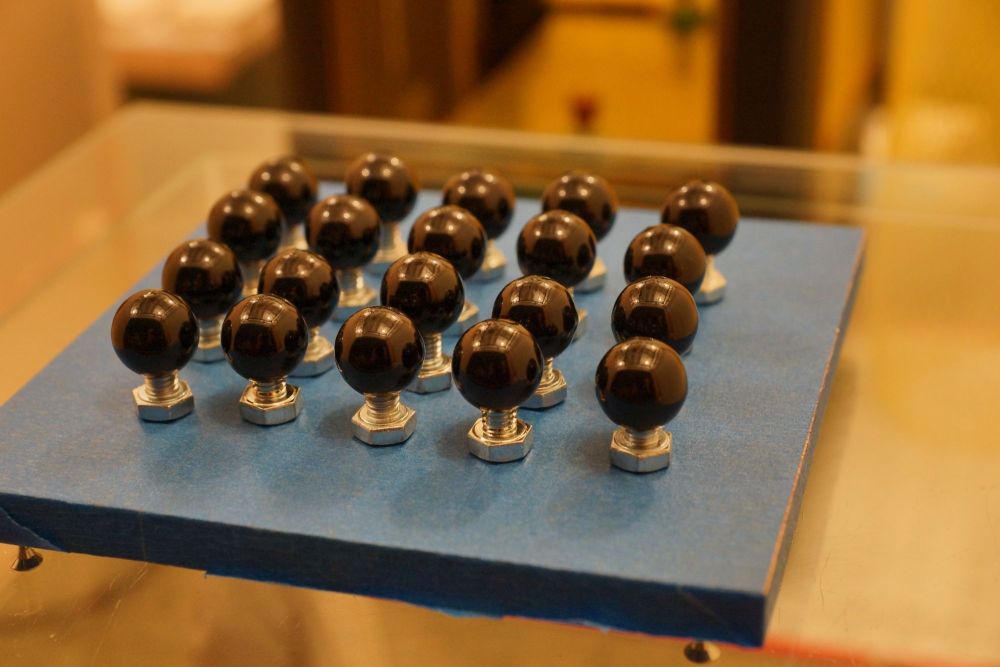
Bonjour, De petites pièces toutes bêtes, qui montrent l'avantage de l'ABS Il me fallait protéger des tiges filetés qui dépassent pour ne pas se cogner dessus. La pièce est un écrou borgne en forme de sphère. Elle sont en deux parties (deux demi-sphères), et imprimées en ABS, le taraudage M6 est modélisé donc imprimé en 3D : Remarquez la languette pour faciliter le retrait, qu'il faut éliminer avec un cutter après l'impression : Les deux parties sont collées à l'acétone : D'abord on place sur une vis la partie débouchante : Puis on met un peut d'acétone sur la tranche avec un petit pinceau ou un coton tige Immédiatement après on visse la partie borgne - pas besoin de trop serrer, juste faire le contact pour le collage : Puis, il faut traiter les pièces avec l'acétone smoothing : Voici le résultat : Les pièces sont solides, étanches, lisses et le collage est invisible. J'avais peur qu'elles restent collées aux vis mais ce n'est pas le cas. Après le smoothing, laisser sécher une demi-heure avant de manipuler les pièces (les dévisser et les revisser) A bientôt


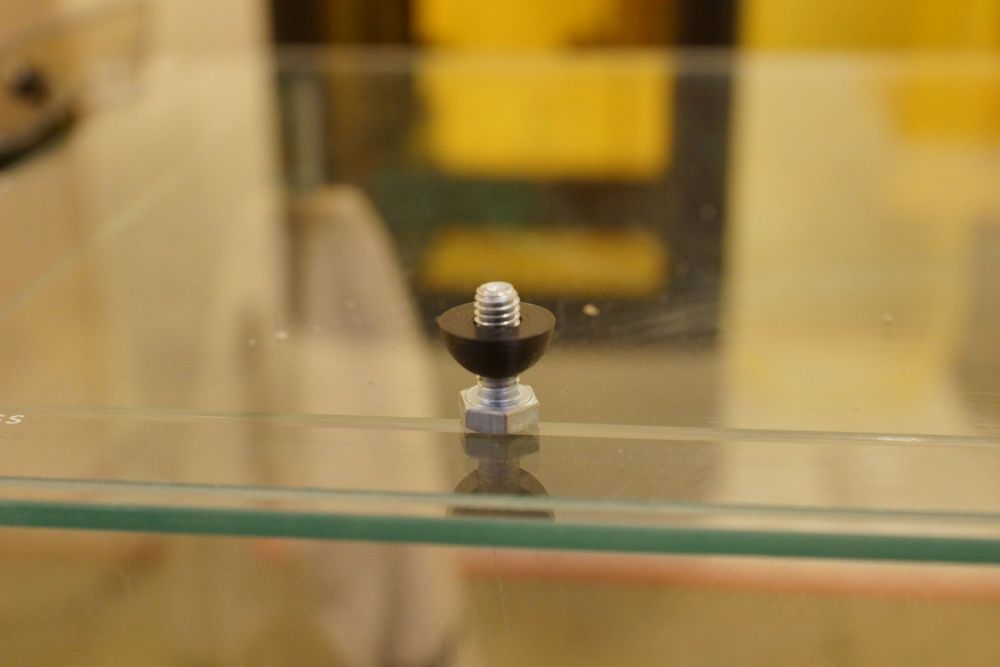
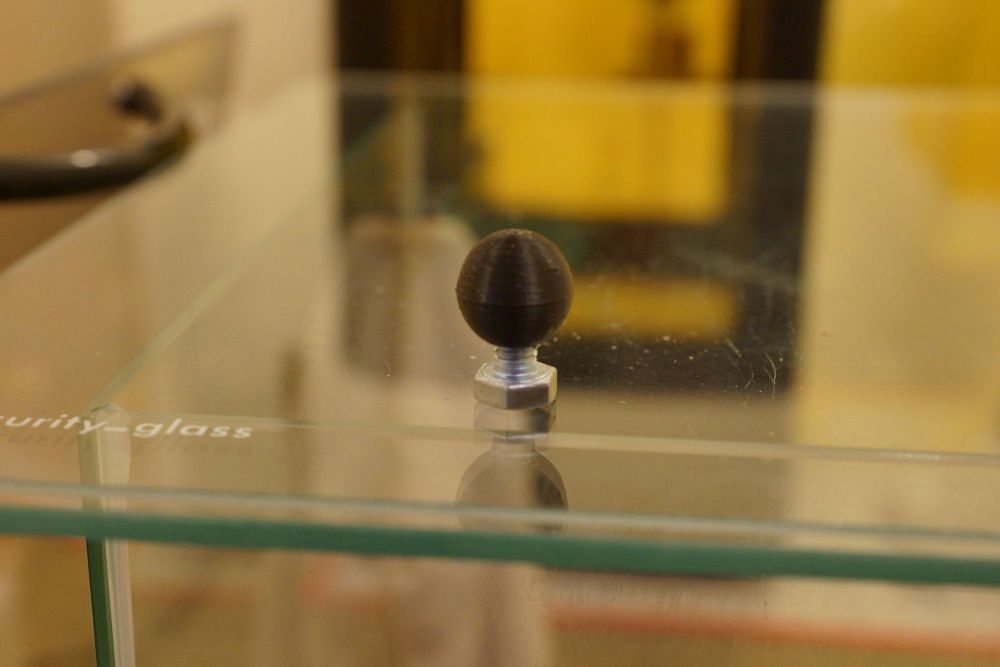

 1 point
1 point -
Puisque tu utilises Pronterface, voici la liste des Gcodes à utiliser pour régler ton Zoffset :1 point












.thumb.png.8892030d376f6d8b381c8c29dd7e0183.png)