Classement



Contenu populaire
Contenu avec la plus haute réputation dans 26/07/2023 Dans tous les contenus
-
Quoi quoi quoi ! ... je prend note, a l'avenir, vérifier le forum de bambu lab avant de répondre a notre ami @drogendo ( je blague ! tu as bien raison, de demander là-bas aussi. ) https://forum.bambulab.com/t/defect-on-the-upper-part-of-my-print/21911 il me semble que j'ai le même niveau d'anglais, cela me fait plaisir3 points
-
Je ne savais pas que Bambulab ou d'autres faisaient des buses en carbone, je m'étais arrêté à celle en carbure de tungstène.2 points
-
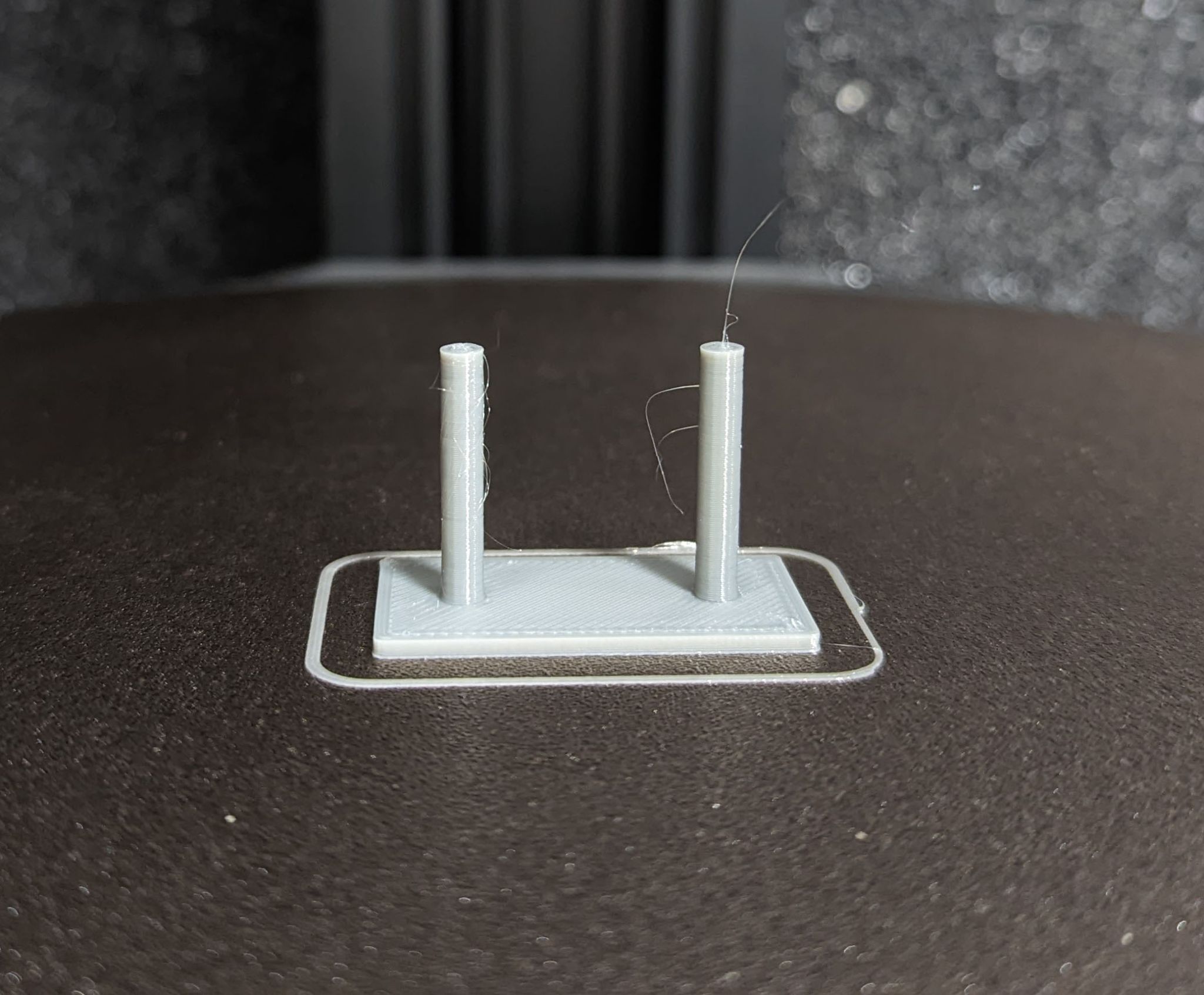
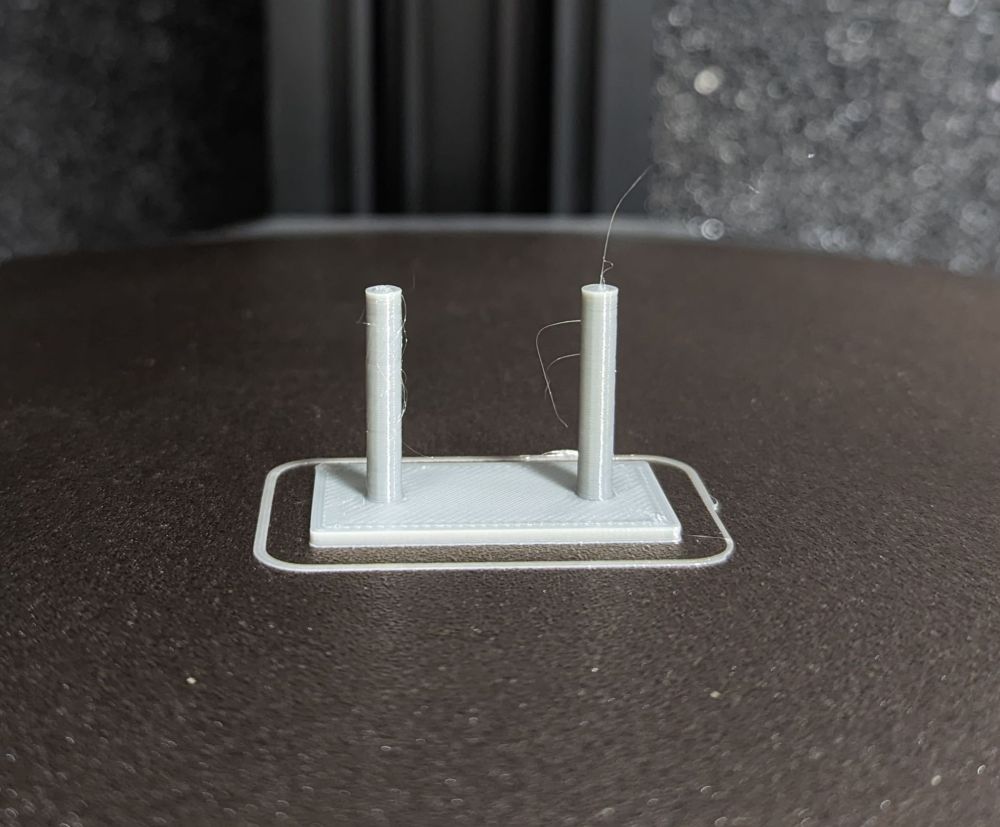
je viens de te repondre dans le forum bambu lab en anglais, lol Le modèle semble très fin et haut. Peut-être des vibrations lors de l'impression du haut. Essayez d'améliorer les supports pour rigidifier la pièce.2 points
-
tu as que 3 emplacmeent de ventilo sur la Ruby mais tu peux te repiquer sur le Fan2 fan case et mettre en effet un autre ventilo en parallèle et alors plus simple tu branche le ventilo sur l'alimentation directement en 24v et cela ce mettre en route au démarrage directement et tous le temps2 points
-
Salut, Tu pourrais brancher le ventilateur sur le connecteur FAN2, si il est toujours dispo, et modifier le firmware pour activer la sortie au démarrage2 points
-
Je ne vais peut-être pas te l'acheter en occas ce logiciel, sauf si tu progresses.2 points
-
je pense avoir trouver la solution, il y a du avoir un défaut a la fabrication j'ai inversé le pin de la prise du module 3 broche de la droite vers la gauche maintenant quant je fait circulé le filament dans le capteur j ai 2 valeurs différent et pendant que j'écrit j'était en impression teste pour voir si ça fonctionné et apparemment c'est bon. je joint les photos
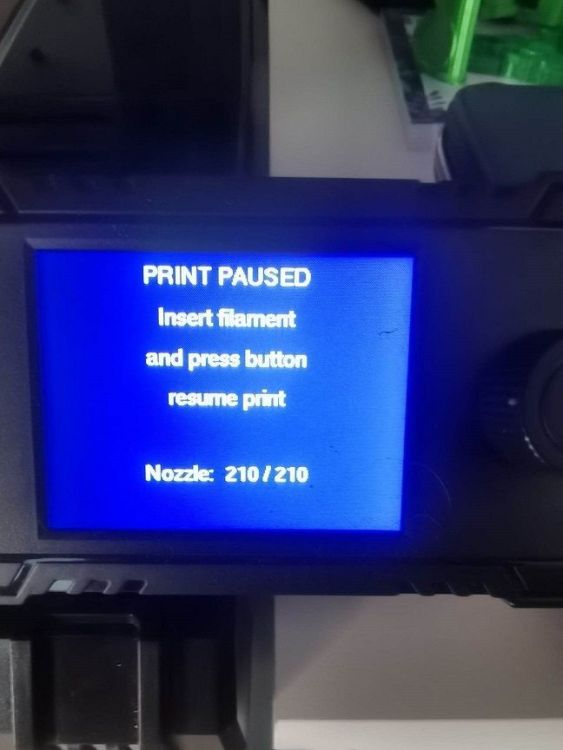
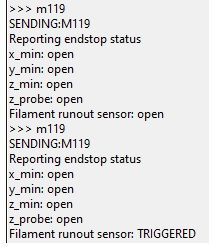 2 points
2 points -
Bonjour, J'ai une P1P transformé en P1S et avec le profil du PLA Matte par défaut et l'aux fan à 70% (valeur défaut) j'ai des décollement, parfois carrément la pièce "s'ouvre" quand elle est à ras de plateau collé ou presque au ventilo (je fais de trés grande pièces). Avez vous des profils plus "adaptés" ou qu'avez vous changé par rapport aux valeur Bambu pour le PLA ? J'en viens à le désactiver mais c'est curieux que BamBulab est laissé une telle valeur. Merci1 point
-
Bien le bonjour, Après avoir été attiré par un certain nombre de hobbies accaparants, dont heureusement la plupart sont derrière moi, me voilà à basculer dans le monde de l'impression 3D. Et ne le niez pas, c'est en parti par votre faute ! Oui, pour qu'un hobbie m'accapare vraiment, il faut qu'il y ait une communauté derrière, sinon ca ne m'intéresse pas assez ! Et là, un site francophone avec une bonne ambiance, bah voilà, je me laisse tenter. Vils tentateurs !! J'ai ainsi été très actif par le passé dans des communautés de TCG en compétition (oui je lache un acronyme comme ça sans prévenir, bougre que je suis !), dans le support informatique, dans l'aménagement home-cinéma, dans les Lego, dans le support informatique, dans la construction de meubles... la plupart ayant eu une activité via des forums... et donc maintenant l'impression 3D. J'ai résisté bien 5 ans avant d'y venir, autodidacte en informatique et en "menuiserie" que je suis, forcément ca me faisait écho. Mais avec une vie pas mal remplie l'idée de bidouiller constamment m'a fait tenir... et Bambu Lab est arrivé. Eux aussi ils sont coupables de mon tourment (et en plus ils m'ont bien allégé la bourse, si vous me pardonnez l'expression) ! Donc me voilà avec une X1C & AMS toute fraiche, prête à me produire des prints nickels en sortie de boite... ou pas ! Bon pour commencer à amortir le coût de la bestiole en vendant un peu de la production, va falloir patienter... Cette X1C malgré ma méticuleuse préparation (digestion du vocabulaire, absorption des bonnes pratiques, compréhension des mécanismes physiques...) me mets au défi. On en reparlera dans la section adaptée, of course, là c'était juste pour me présenter PS : TCG = Trading Card Game, parmi les plus connus on peut parler de Magic The Gathering, même si ce n'est pas celui là qui m'a accaparé le plus PS2 : a ce qu'il parait je devrais diminuer ma conso d'herbe à chat, z'en pensez quoi ?1 point
-
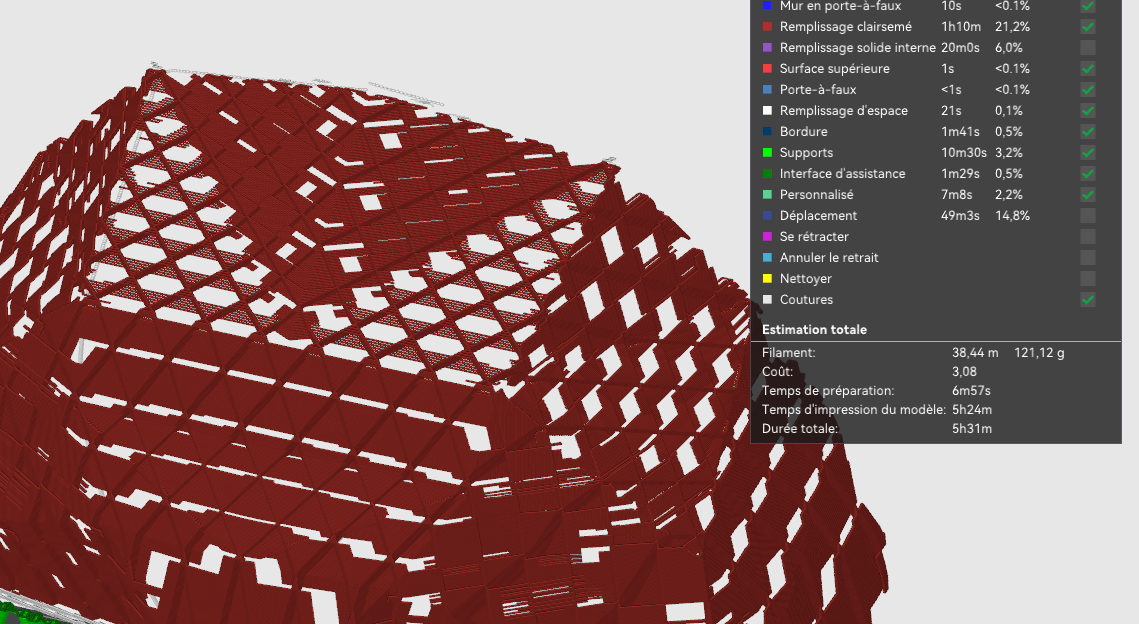
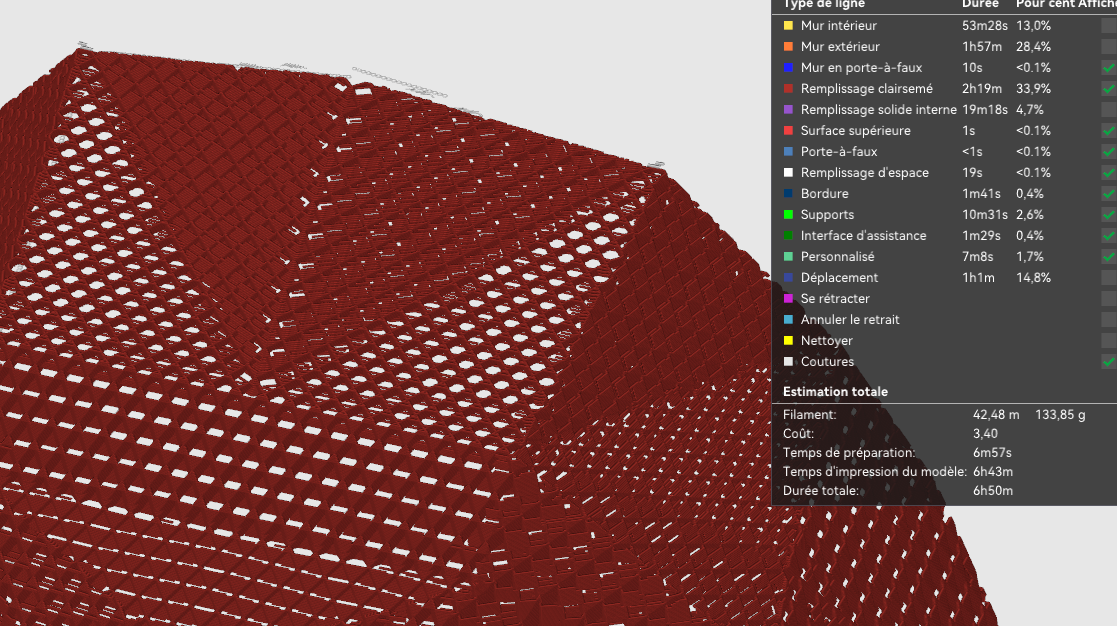
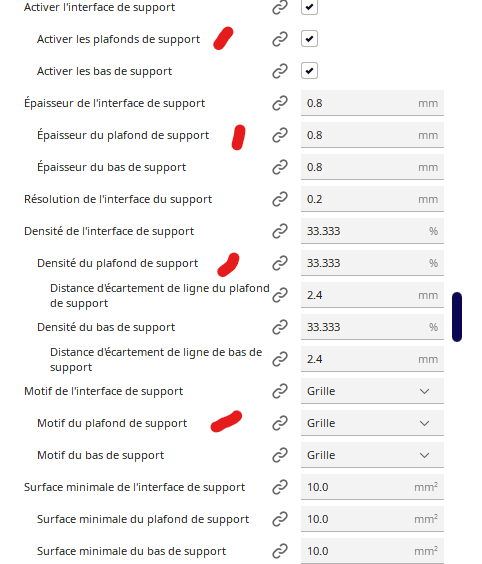
Dans Cura Sous Cura tu as aussi "activer" les plafonds de support qui permet d'augmenter la densité sur le plafond et aussi de mettre un motif avec un pas plus fin. Sous Bambu? Dans l'exemple ci-dessus support à 20% et plafond à 33%
 1 point
1 point -
Alors je parle sans savoir car je ne l'ai pas vraiment utilisé, mais l'idée c'est que cela dit au trancheur de créer des lignes de supports en plus, juste pour ce genre de zones pour mieux supporter les bords des couches au dessus.1 point
-
Sous Ultimaker Cura il y a une notion d' "Épaisseur de soutiens des bords de la couche", pour ce genre de situation quand l'on ne veux pas augmenter le taux de remplissage histoire de gagner en temps d'impression. Je ne connais pas Bambu Studio, mais je me dis qu'il y a probablement l'équivalent.1 point
-
Il y a un coupon 20% disponible, donc je viens de passer commande ! Moins de 60 euros ...
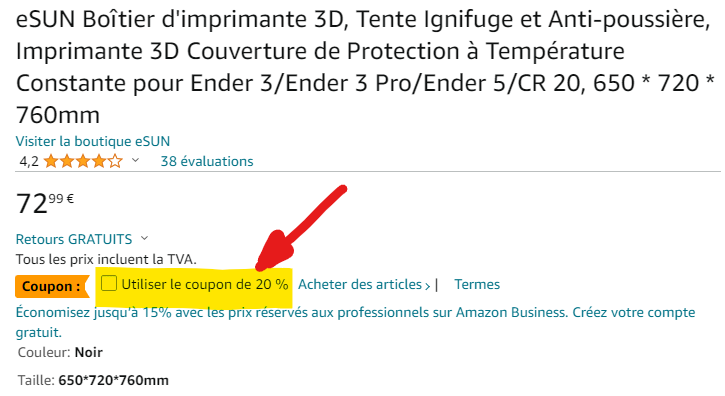 1 point
1 point -
Mon secret pour avoir le double de réponse dévoilé au grand public ! INJUSTICE !!! My paté secret is discovered ! Sinon bien vu le paterne ressemble beaucoup à ce que tu annonce ! Donc si je monte de 15 à 40 % ainsi normalement le problème devraient disparaitre ? Etrange que le slicer n'a pas prévu ce type de situation!
 1 point
1 point -
Salutation ! Pour moi cela ressemble a du pillowing ( cf https://all3dp.com/2/3d-printing-top-layer-problems-easy-fixes-for-pillowing/ ) C'est souvent le fait de ne pas avoir suffisamment de "couches du dessus" déposées au dessus d'une partie de remplissage ayant un faible "taux de remplissage". Donc il te faut vérifier dans l'aperçu de tranchage si c'est bien cela, et si oui, augmenter "les nombre de couche du dessus" et/ou le "taux de remplissage".1 point
-
ah oui bien vu @MrMagounet ! je vais partir la dessus ce sera nettement plus simple, merci1 point
-
Salut, Si j'ai bien compris, ton défaut correspond au point 12 de cette liste où tu trouveras des pistes pour résoudre le problème.1 point
-
Pour info, je me suis basé sur cette vidéo pour te répondre. Le connecteur FAN2 était libre ...1 point
-
Surtout pas après tu seras sevré, malade et râleur Bienvenue sur le forum !1 point
-
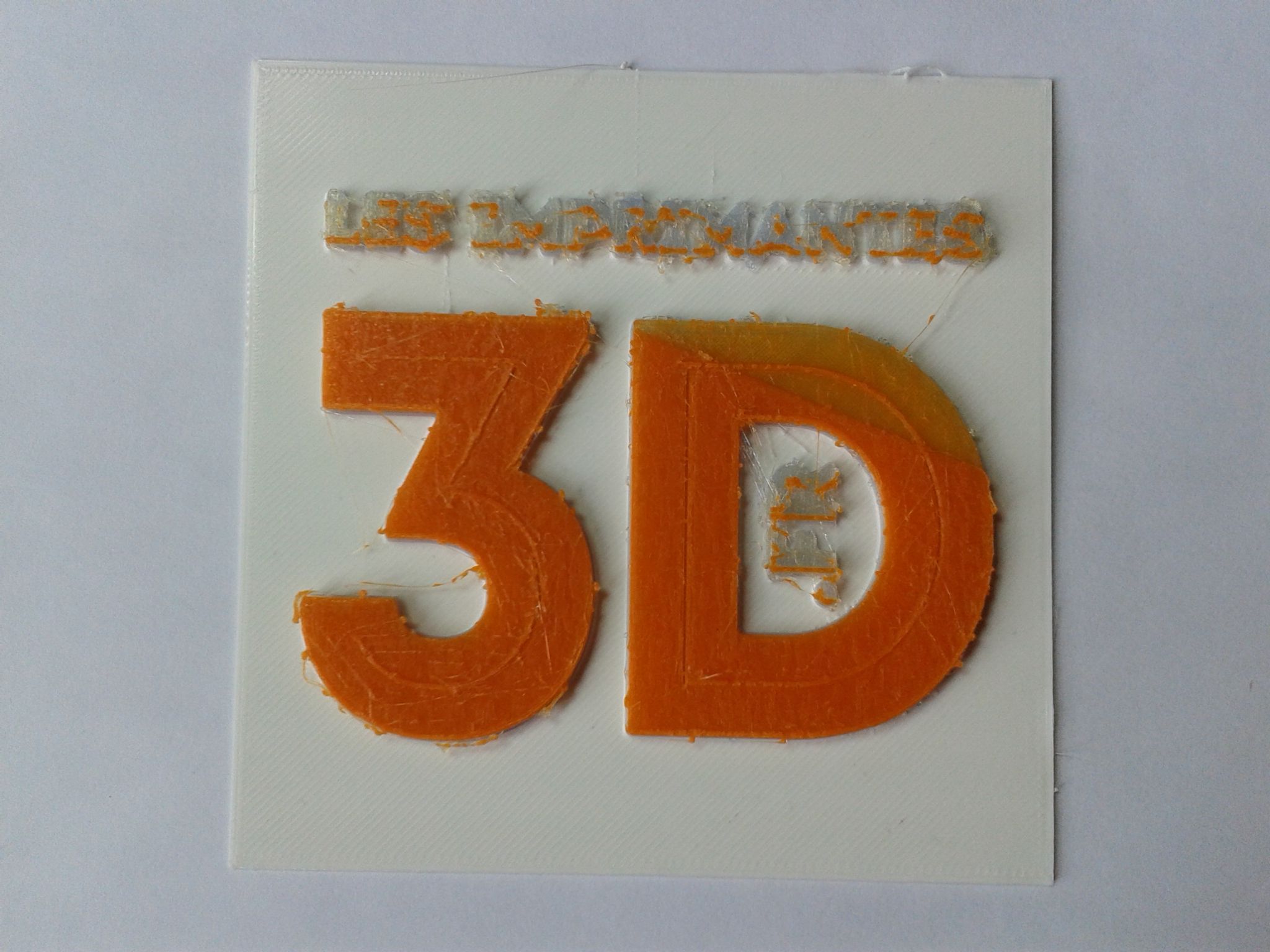
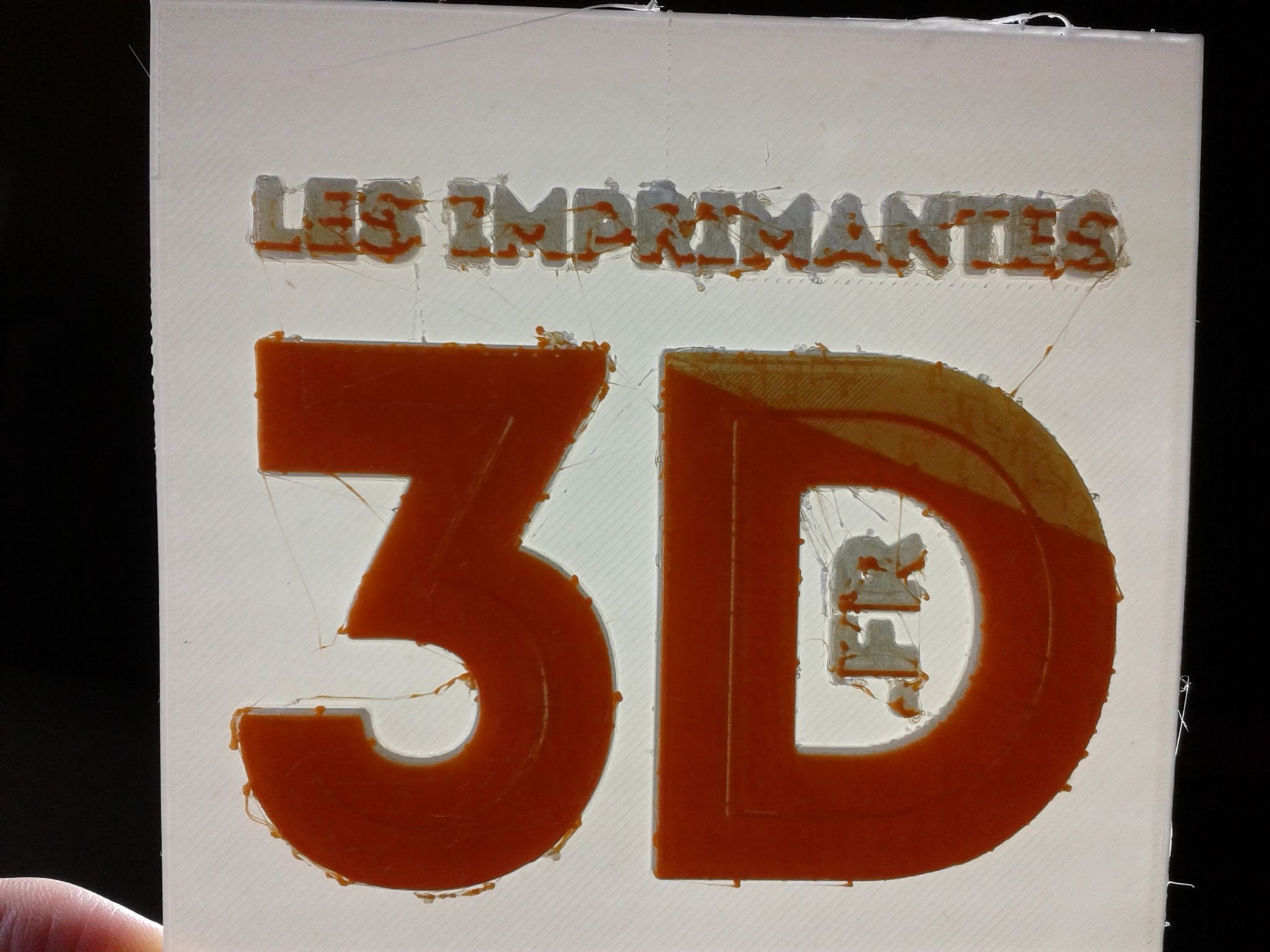
@PPAC merci beaucoup pour ton test Hé oui c'est "crasseux" mais les premières fois c'est souvent décevant Je pense qu'il faut une image avec des zones de couleurs assez grandes, une imprimante 3D n'est pas faite pour déposer des "gouttes" de filament par ci par là Une imprimante résine "inversée" avec un laser serait plus adaptée pour ce genre de truc (bien sûr, en rinçant bien la pièce entre chaque changement de résine) Sinon le journaliste de 01.NET t'as appellé pour son article ? Moi oui, c'était intéressant, j'ai hâte de lire l'article. Le journaliste m'a appelé pendant que je faisait mes courses, les autres clients me regardaient un peu bizarrement1 point
-
A peu près 31cm par défaut1 point
-
cela dépend des moteur installé en réalité. Après Artillery par defaut définit 0.96v de vref pour les XY et E et 1.2v pour Z car tu as 2 moteurs de gérer. Moi je dirais que tu peux laisse 0.92 a 0.96v de X et Y mais pour l'extrudeur je ferais un vref a 0.70v et Z tu peux laisser 1.2v. Je te compile une version 2.1.2 avec support des TMC2209 quand j'ai 5 minutes.1 point
-
Perso, j'essaierais de démonter (réflexe pas toujours judicieux chez moi ) le capot du détecteur pour vérifier qu'il n'y a rien qui gêne le fonctionnement ou qu'un fil n'est pas dessoudé. Mais je plussoie l'avis du sage @PPAC: donc vérifier la continuité des 2 fils du câble1 point
-
Voici donc, le résultat d'une première impression ( 10 x 10 cm, sur une Kobra Neo (direct drive, avec buse de 0.4 mm ) ) ... c'est mitigé .. Et même si initialement fait pour du "Filament Painting", ici, cela donne beaucoup mieux quand rétroéclairé comme une litho. mon choix de filaments n'est peut-être pas le plus judicieux et j'ai à revoir mon profil d'impression sous mon trancheur, a faire des ajustement sur ma machine ( une couche initiale de 0.16 mm suivie de couches de 0.08 mm demande d'avoir z-offset et débit parfaitement ajusté ) et j'ai surement aussi a mieux affiner les couleur et "TB" de mes filaments sous HueForge ...


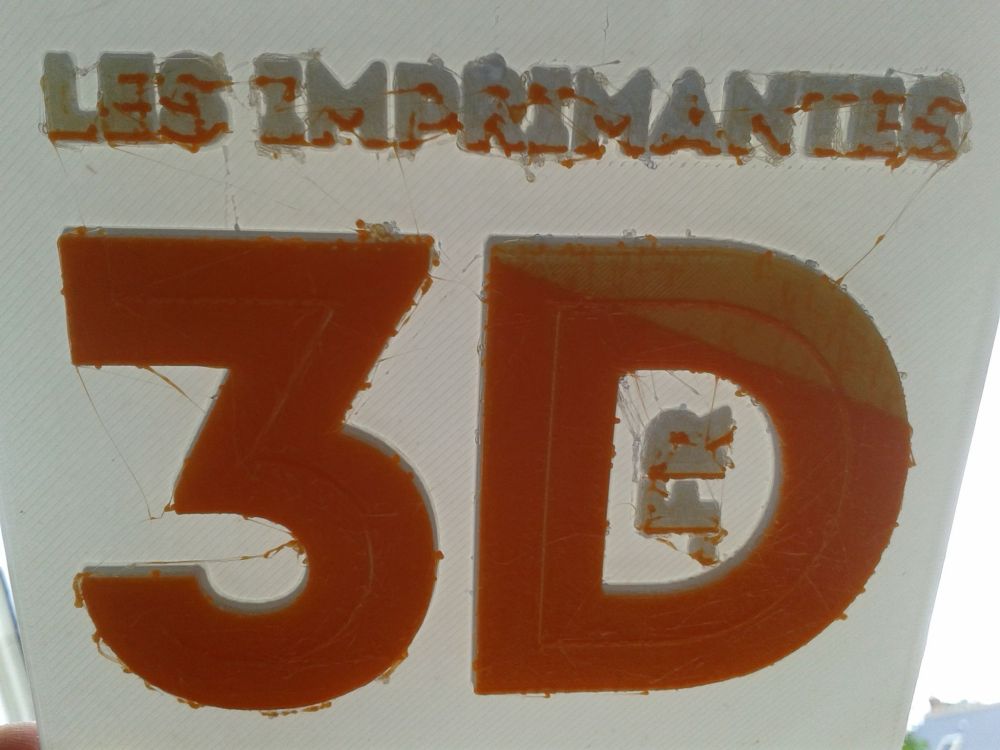
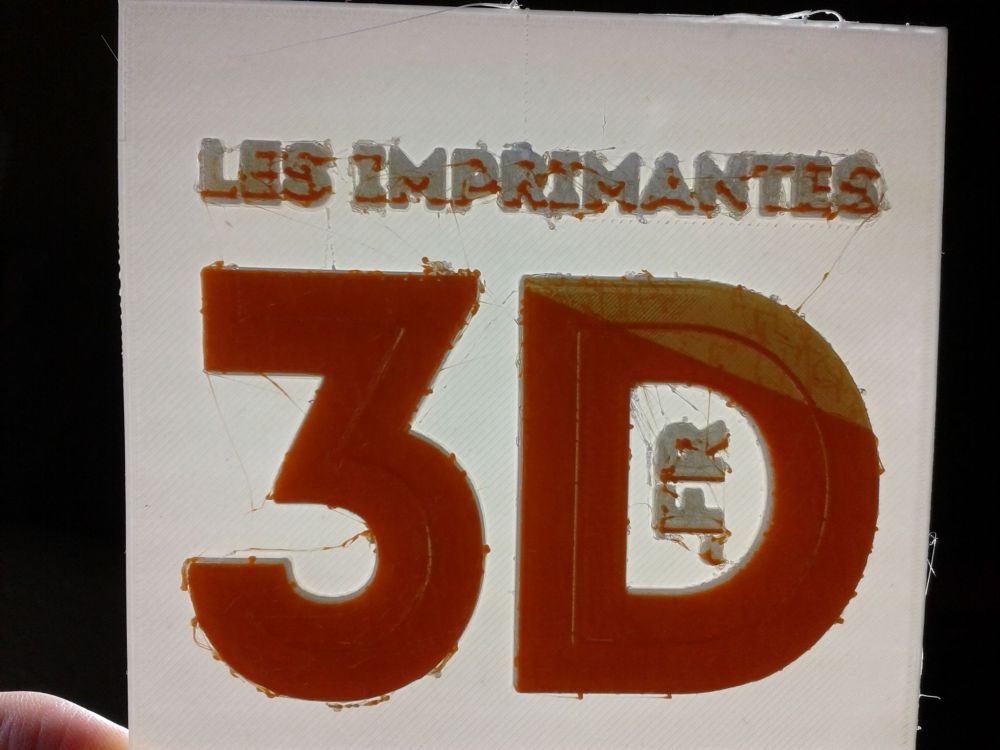 1 point
1 point -
l'état du "Filament runout sensor" change t'il ( de "TRIGGERED" a "open" ) dans les résultats de M119 selon qu'il y ai ou non réellement le filament d'inséré dans le capteur de fin de filament ? Si tu a toujours le même état pour "Filament runout sensor" en résultat d'un M119 quand tu as le filament dans le détecteur de fin de filament et encore le même état quand il y a pas de filament dans le détecteur, alors là oui cela laisse penser a un fil mal connecté ou a un problème du capteur ( c'est normalement un simple switch qui laisse passer le courant ou non donc facilement testable avec un multimètre en position test de continuité ) ( @pommeverte a était plus rapide et concis que moi )1 point
-
la marche a suivre est de régler le Vref des drivers pour chaque axes, puis configurer et compiler marlin et le flasher sur la X2. Si tu as pas a l'aise avec la configuration et compilation de Marlin je peux modifier mon marlin 2.1.2 pour supporter les TMC2209.1 point
-
Salut, non, il renvoie juste l'info que l'état est à 1. Quel résultat as-tu si tu enlèves ou mets un bout de filament dans le détecteur? Est-ce que tu peux fournir le lien de la page où tu as acheté ton détecteur? PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
J'ai reçu une confirmation par mail, et j'ai testé le code de réduction avec succès. Ainsi, j'ai validé la commande du "K1 Power Boost Kit Plus" pour 2,85€. J'ai plus qu'à attendre le passage du facteur. De plus, Je remarque qu'il y a maintenant une représentation du nivèlement du plateau dans l'interface web depuis la dernière mise à jour.
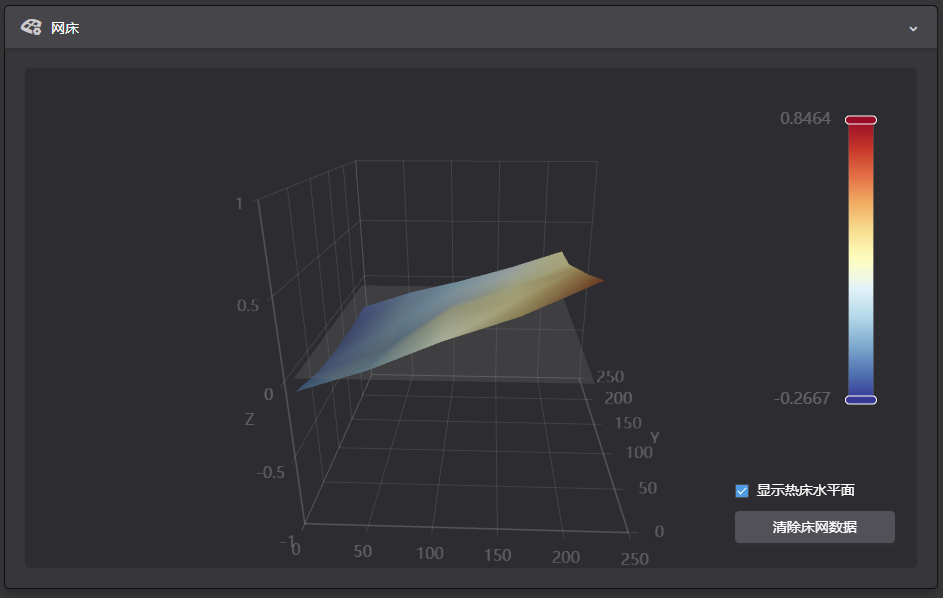 1 point
1 point -
Je n'ai pas essayé la K1 non plus, mais non le slicer creality est pas obligatoire en soit il l'est sur la partir creality cloud, mais etant une machine sous klipper tu peux parfaitement utiliser Cura ou Orca (surtout que orca permet de l'interfacer avec moonraker de klipper), le seule truc sera de creer ta config toi même dans le slicer. Moi le point qui me pose la plus soucis sur la K1, c'est sa tête l'extrudeur a un levier de vérrouillage du filament qui a du jeux et parfois le filament est mal bloquer c'est un élément a vérifier avant chaque print.1 point
-
Plus que 5 jours pour profiter des soldes. Et n'oubliez pas: le code de remise pour les membres du forum se cumule avec les remises des soldes! code de remise: lesimprimantes3d1 point
-
1 point
-
Salut, c'est exactement la solution habituellement utilisée1 point
-
Après l'imprimante et le wash & cure, il faut tester les consommables ! @PPAC et @vap38 ont pu essayer la nouvelle résine transparente de chez Anycubic. Qu'en ont-ils pensé ? https://www.lesimprimantes3d.fr/test-anycubic-high-clear-resine-transparente-20230725/1 point
-
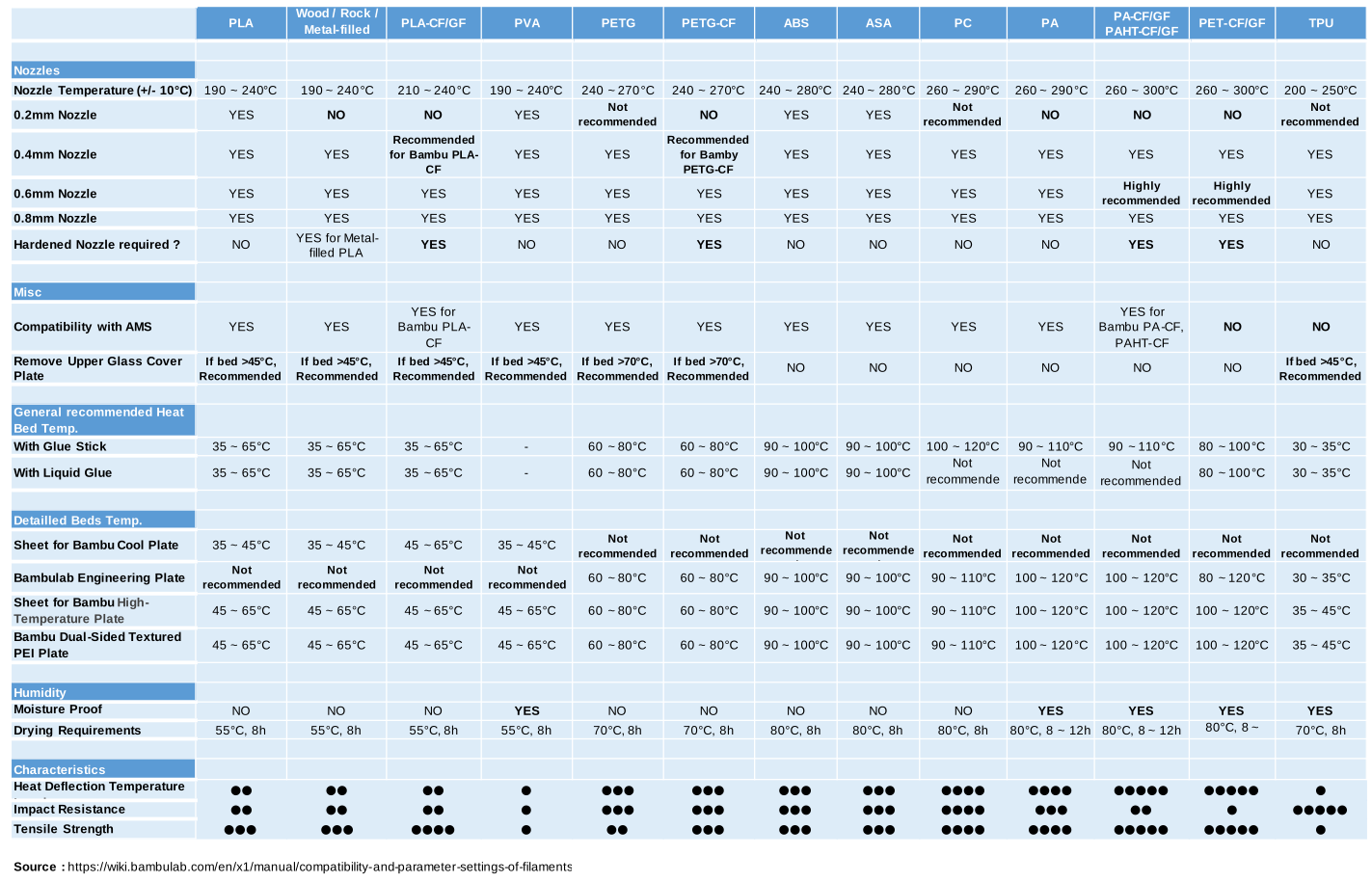
Update du fichier (toujours avec les infos du WIKI à ce jour) (2023-07-18) Fichier : Bambu_Lab-SUMMARY-2023-07-18.pdf
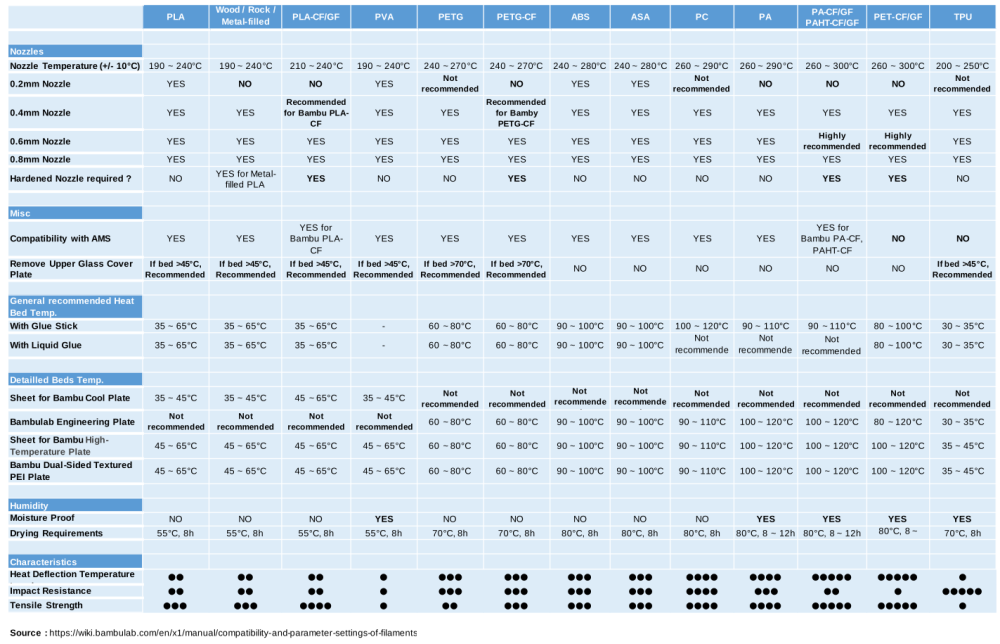 1 point
1 point -
1 point
-
J'ai rajouté la procédure pour régler les PID et le Pressure Advance sous Klipper :1 point
-
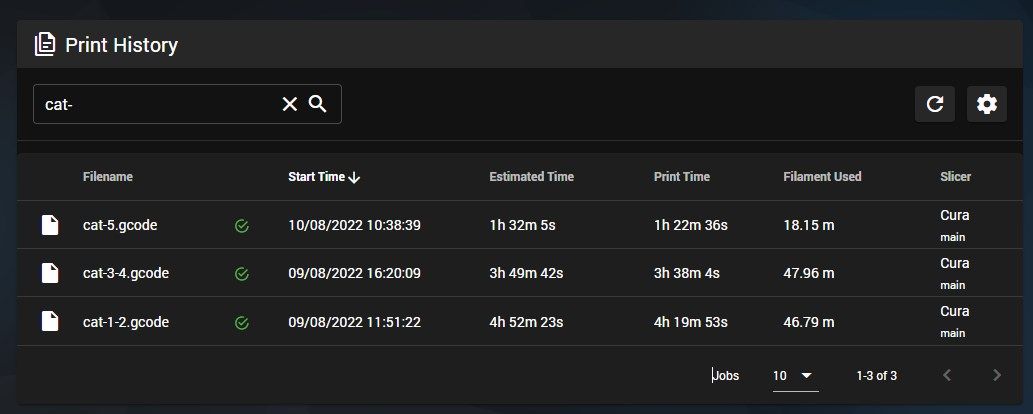
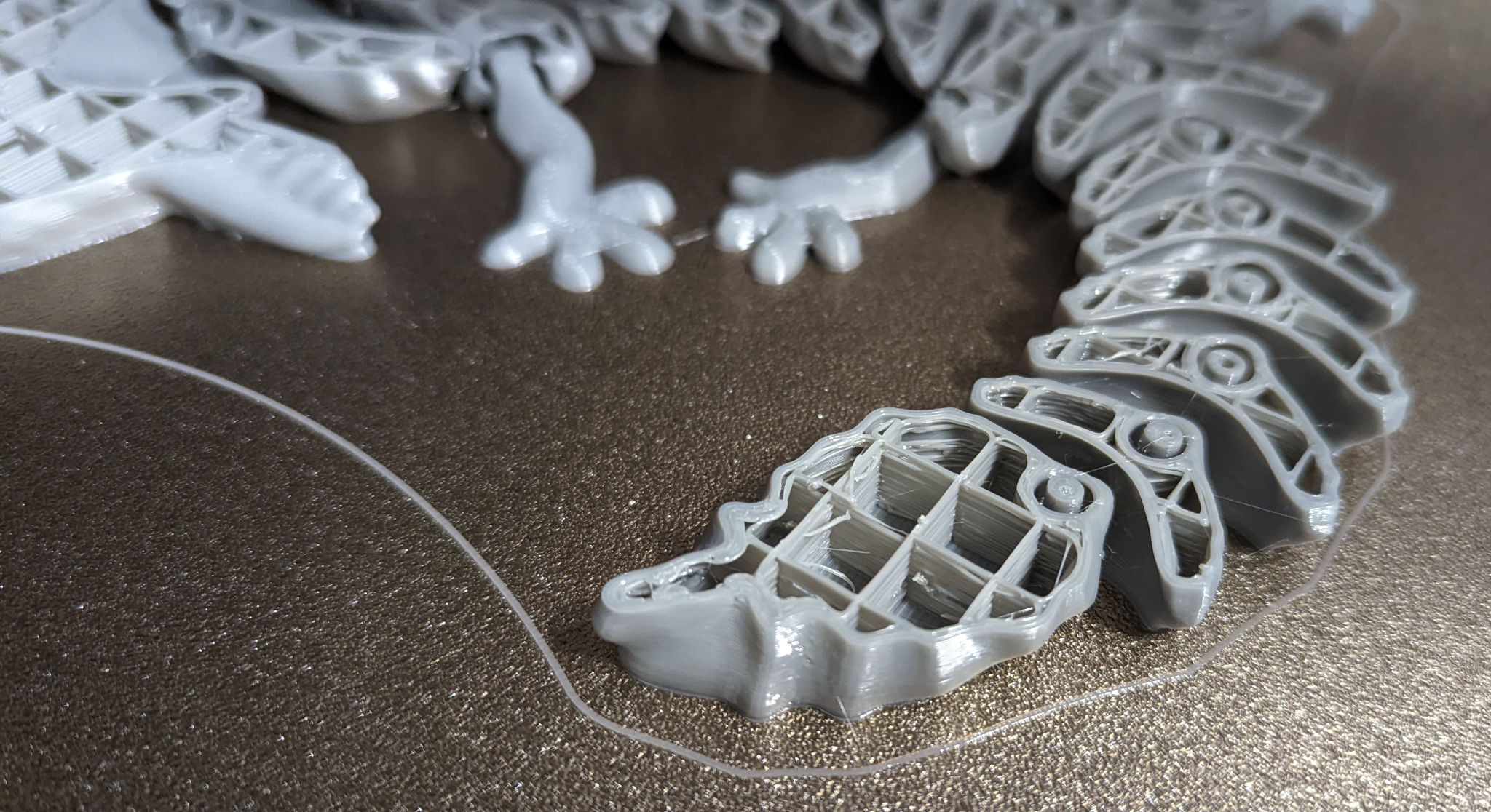
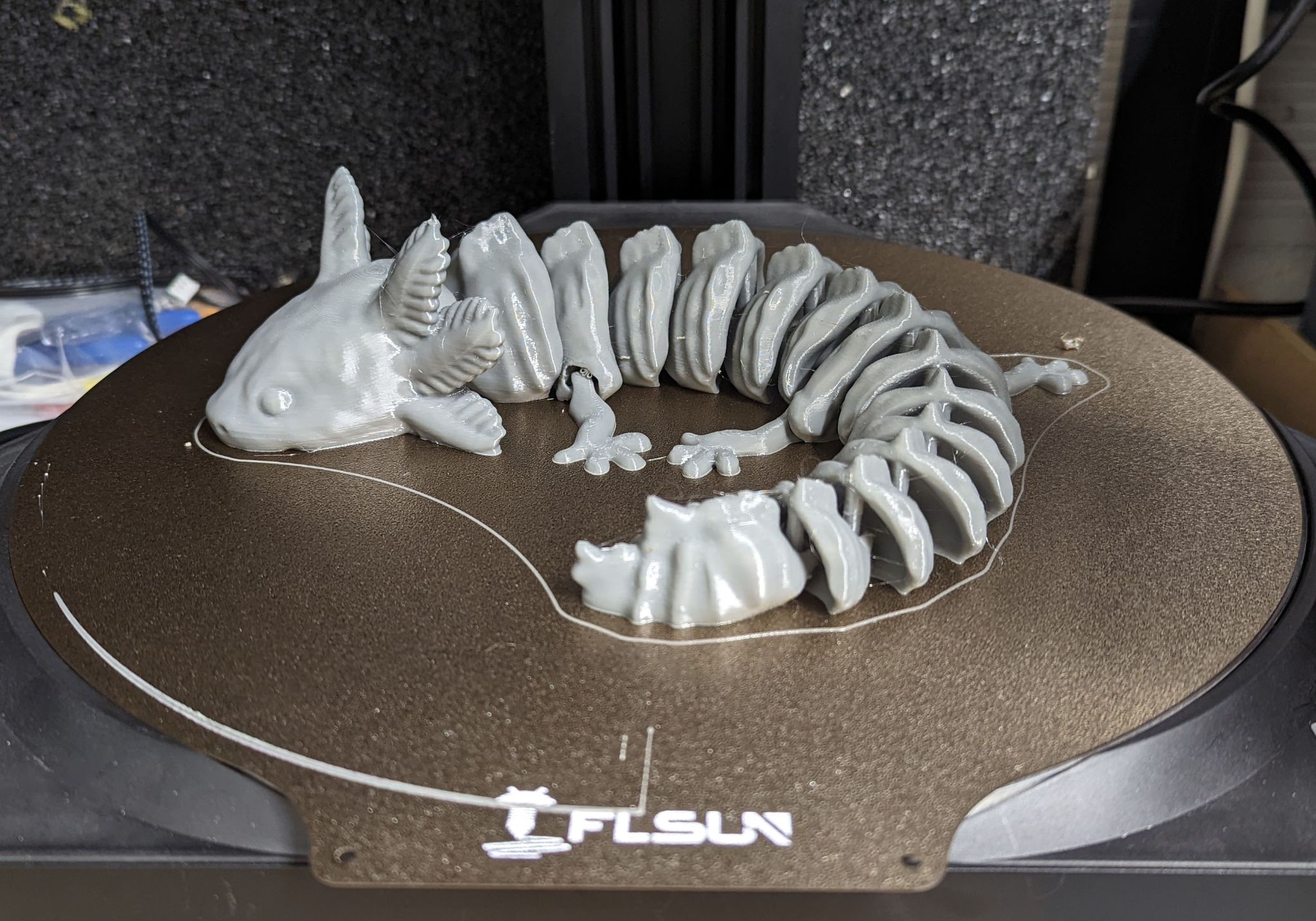
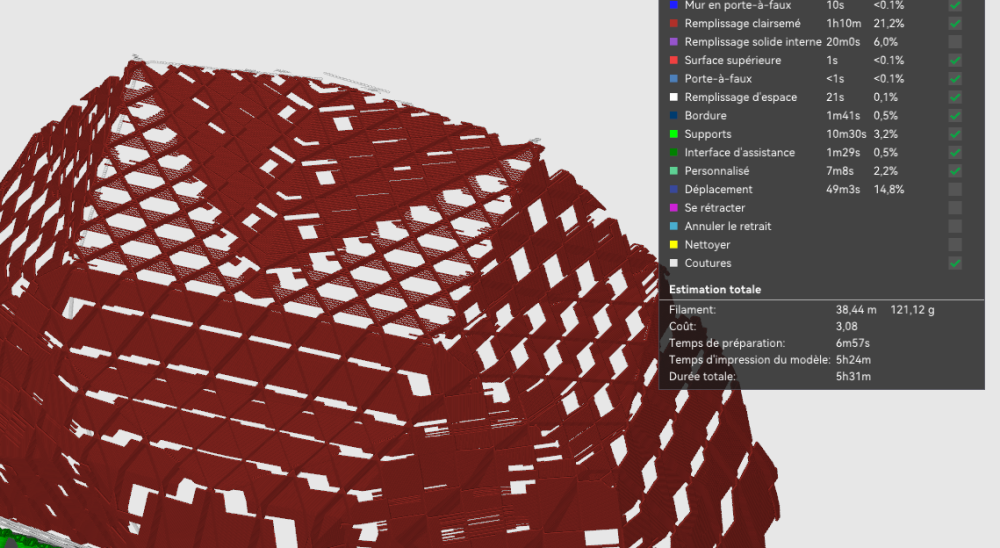
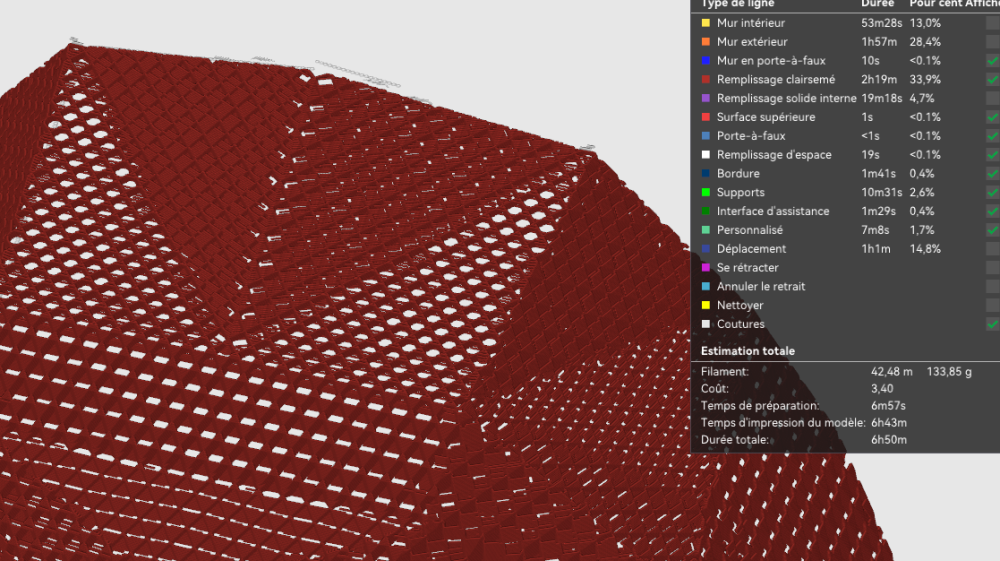
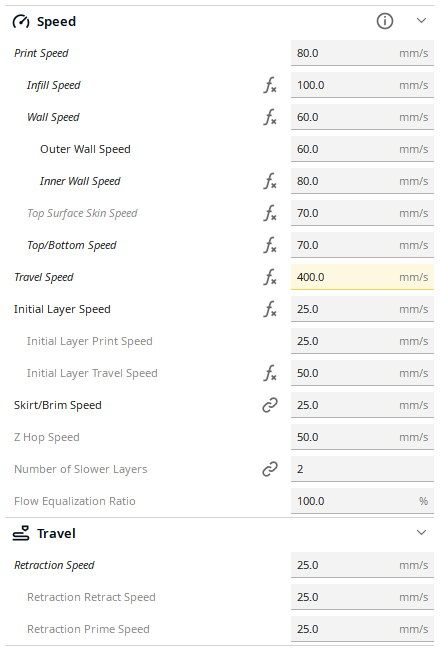
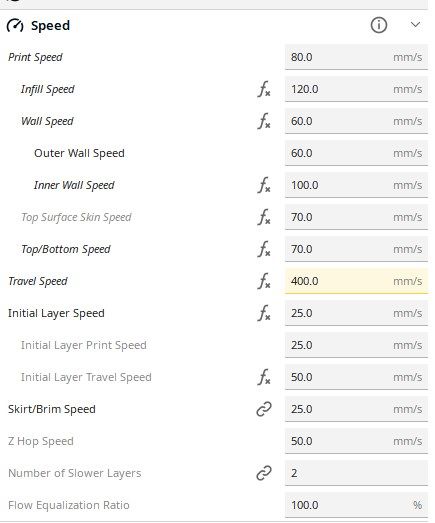
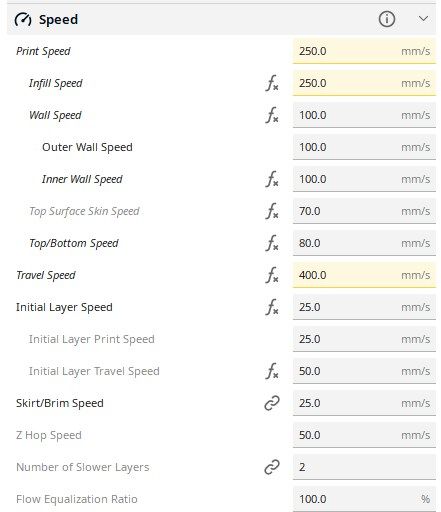
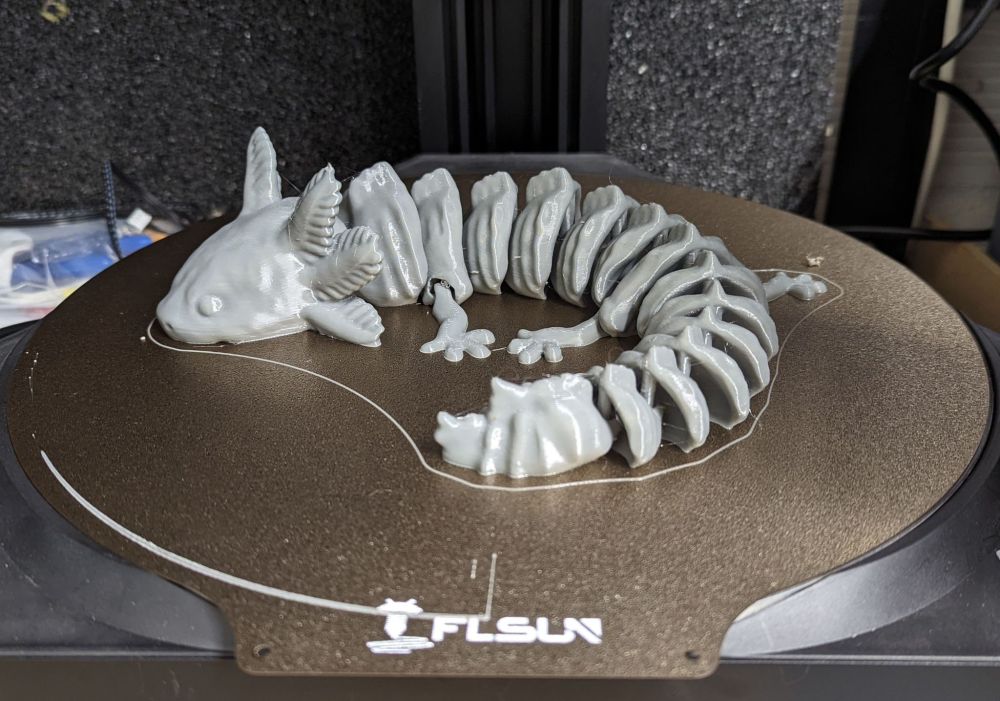
Pour en finir avec les tests de PLA, j'ai imprimé un petit Gruffalo en 1H15, toujours avec le profil Cura par défaut : Les photos ne lui rendent pas forcément honneur, il est vraiment très clean et je dois faire toute sa petite famille pour un projet d'école de ma compagne J'ai aussi fait un dernier gros print pour le concours Anycubic : C'est fois-ci j'ai passé la hauteur de couche à 250 microns pour aller un peu plus vite. Il aura fallu en tout et pour tout presque 9h30 d'impression (ce qui reste peu !) : Ensuite, j'ai attaqué le PETG avec une température de 240°, la rétraction à 0,8mm et les vitesses suivantes : Le résultat est mieux qu'en PLA, je testerai donc ces paramètres de rétraction (un peu plus longue et lente) avec. J'ai continué en boostant un peu la vitesse de remplissage (120mm/s) et de périmètre intérieur (100mm/s) : Le cube infini est nickel et fonctionnel. Il n'y a quasiment aucun cheveu d'ange entre ce dernier et le Cali-Dragon qui est super clean lui aussi Les 2 sont sortis en 1h45. Afin de profiter un peu plus de la vitesse de la V400, j'ai encore boosté les paramètres de vitesse pour ce dernier (gros print), un axolotl articulé : On a donc 250mm/s en infill, 100mm/s pour les périmètres (intérieurs et extérieurs) et 80 en top (j'ai oublié de modifier pour la bottom...). Si c'était limite pour l'infill : La bestiole a vu le jour sans souci majeur en seulement 5h31 : Il ne me reste plus qu'à attaquer les tests en TPU EDIT : j'ai rajouté la conso électrique de la machine ici.





 1 point
1 point