Classement




Contenu populaire
Contenu avec la plus haute réputation dans 05/09/2023 Dans tous les contenus
-
Le message a été posté il y a 37 minutes. Normalement, avec les 20 minutes de montage et la rapidité vendue de l'imprimante, nous devrions déjà avoir un visuel d'un Benchy imprimé. C'est très mauvais signe.3 points
-
@isidon Repère la taille des carreaux, presque 3, pour un futur arrivage.3 points
-
oui gagné ! La très attendue "Creality Ender-3 V3 SE" Edit > lien vers le sujet de découverte (qui devrait, être complété jusqu’à la mise en fonction, d'ici ce soir ou demain)
 3 points
3 points -
Apparemment ils vont annoncer une nouvelle révision demain : Wait and See !
 2 points
2 points -
Salutation ! J'ai le plaisir d'avoir à tester la très attendue "Ender-3 V3 SE" de chez Creality. Bravo à @hyoti pour avoir été le premier à la mentionner dans "Quoi qu'est-ce ?". Nouvelle génération de la série "Ender-3" déjà très diversifiée. Avec une esthétique épurée et compacte, et avec son prix abordable, elle a tout pour devenir une référence dans cette gamme de prix et de volume d'impression. Liens Liste de lecture "Ender-3 V3 SE related tutorial" sur la chaîne YouTube de "Creality After-sale" https://www.youtube.com/playlist?list=PLW9O3eZmo5E3-M8XQPW2ZiRSknWVeV_HQ Site officiel de Creality https://www.creality.com/ Site de vente officiel de Creality https://store.creality.com/ Support Creality Service après vente via mail cs@creality.com Support technique via Facebook https://www.facebook.com/crealitycustomerservice Discord "Creality" (invitation https://discord.gg/X46pNjdPBM ) "Creality Cloud - 3D Printing" ( invitation https://discord.gg/gn32hQSCMm ) Sur le comparateur "Creality Ender 3 V3 SE : fiche technique, tutoriel, test 3D et prix" https://www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/ender-3-v3-se/ "Creality Ender-3 V3 SE, la présentation | Les Imprimantes 3D .fr" https://www.lesimprimantes3d.fr/creality-ender-3-v3-se-presentation-20230816/ "Test Creality Ender-3 V3 SE, la nouvelle entrée de gamme FDM" https://www.lesimprimantes3d.fr/test-creality-ender-3-v3-se-20230929/
 2 points
2 points -
Que faites vous le 20/09/2023 à 15h00 ? En tout cas, chez Bambu Lab ils savent quoi faire, puisqu'ils devraient annoncer quelque chose de nouveau à cette date. Peu d'informations sont disponibles pour le moment mais c'est intriguant car il ne semble pas s'agir de l'imprimante XL tant attendue mais plutôt d'un système lié à l'impression multicolore. Voici l'image de teasing qui a été postée sur les réseaux sociaux (avec le texte : "Bambu Lab will once again light up the entrance to the realm of 3D multi-color printing on September 20th. Stay tuned!") : Est-ce qu'il s'agit d'une nouvelle tête d'impression, d'un AMS amélioré, d'un AMS utilisable par n'importe quelle imprimante (le "For Everyone" m'intrigue beaucoup) ? Réponse le 20/09, sauf si tout a déjà été leak et qu'on connaît tout avant la présentation officielle (comme souvent hélas). Personnellement, je parie sur un système comme le 3D Chameleon, c'est à dire un système qui peut faire du multi couleur avec n'importe quelle imprimante.2 points
-
J'ai craqué...2 points
-
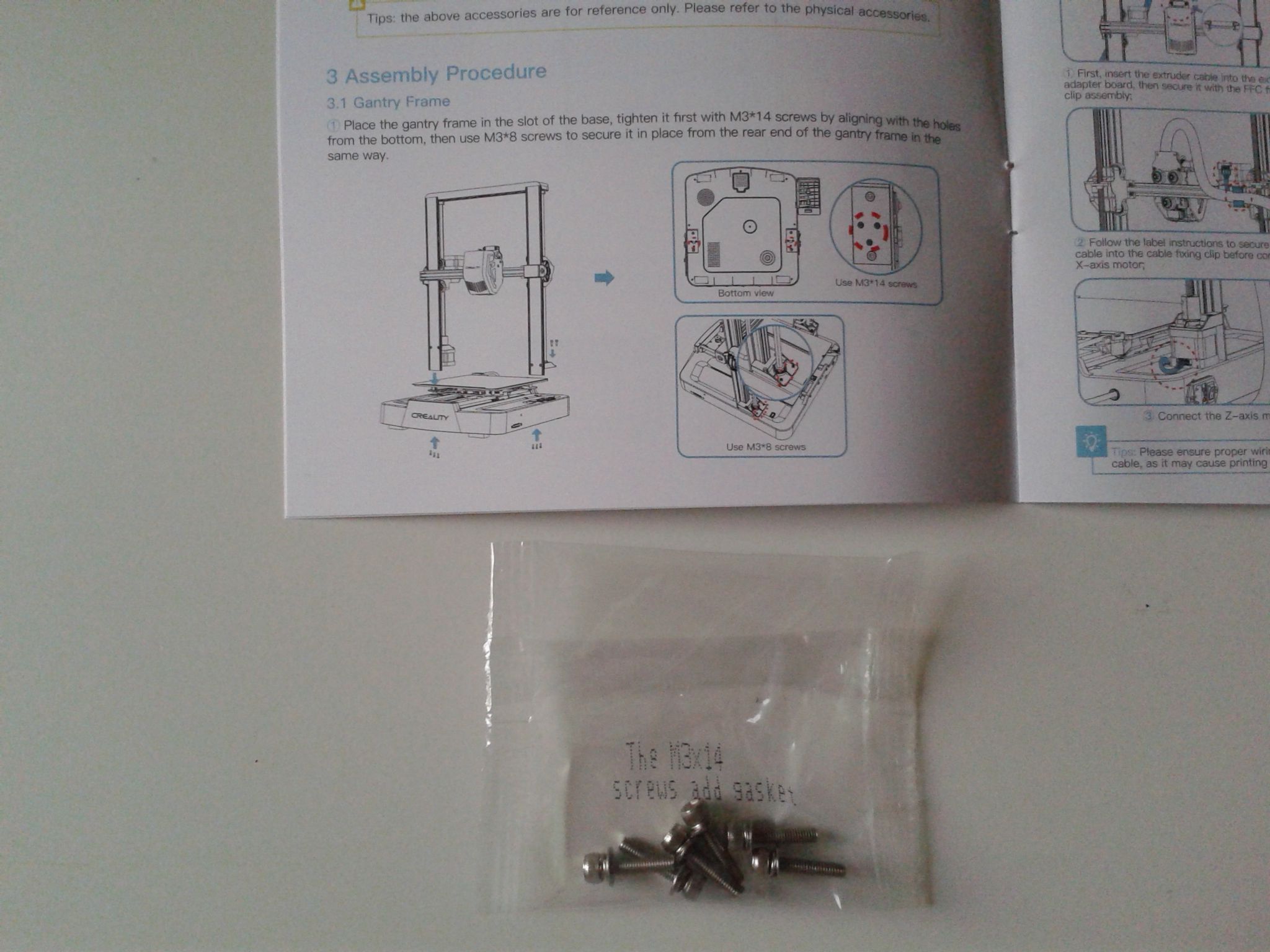
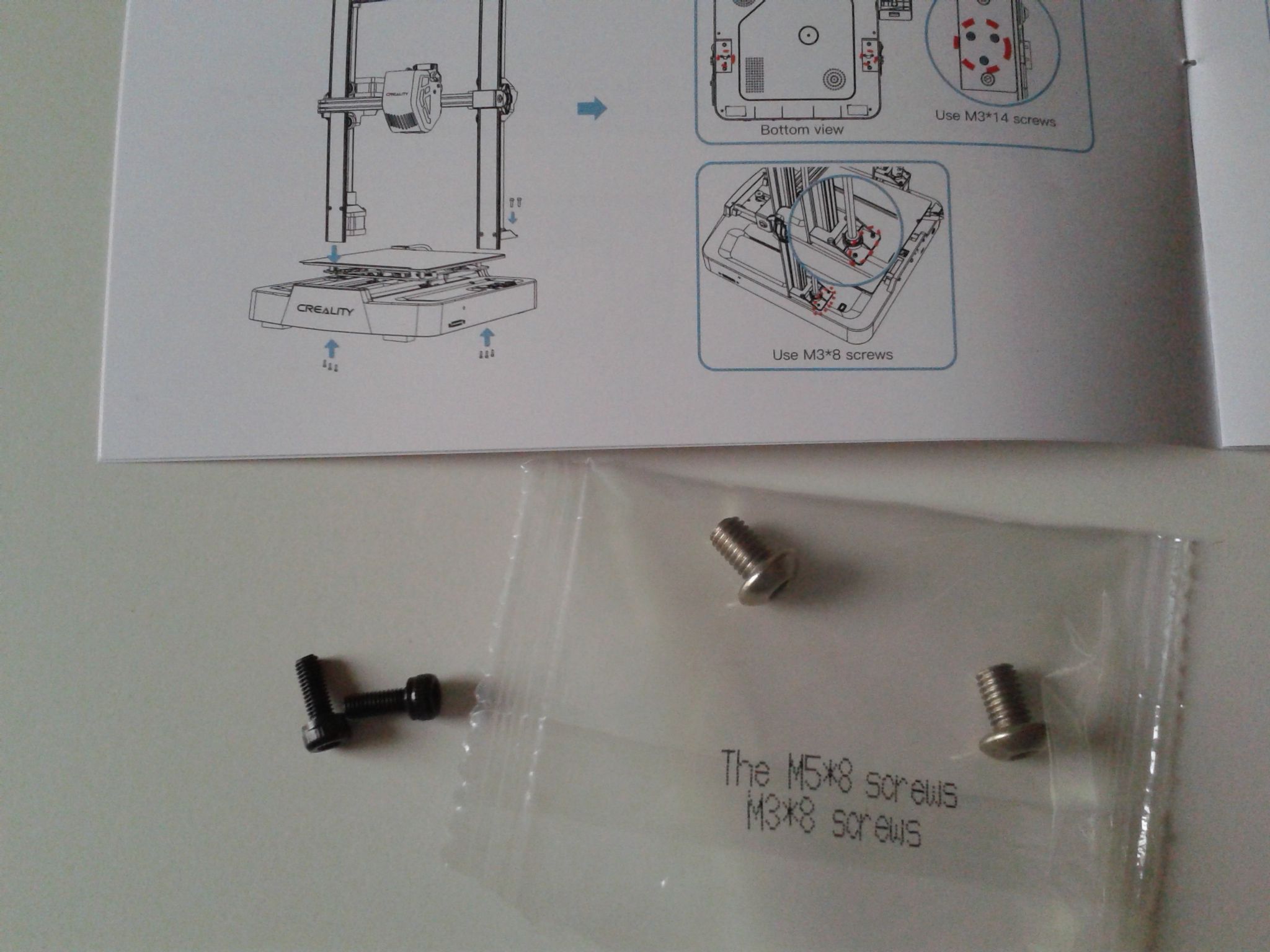
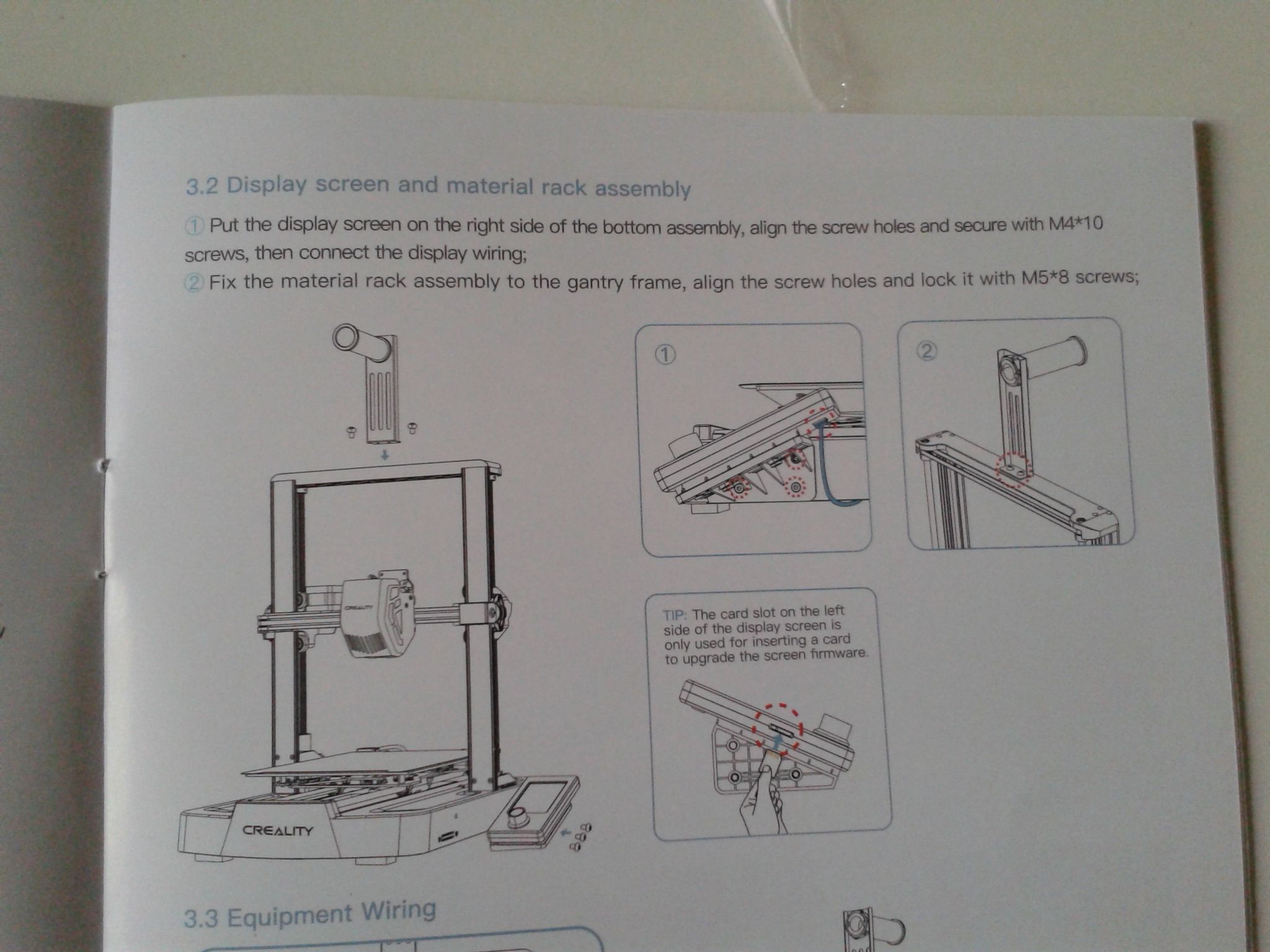
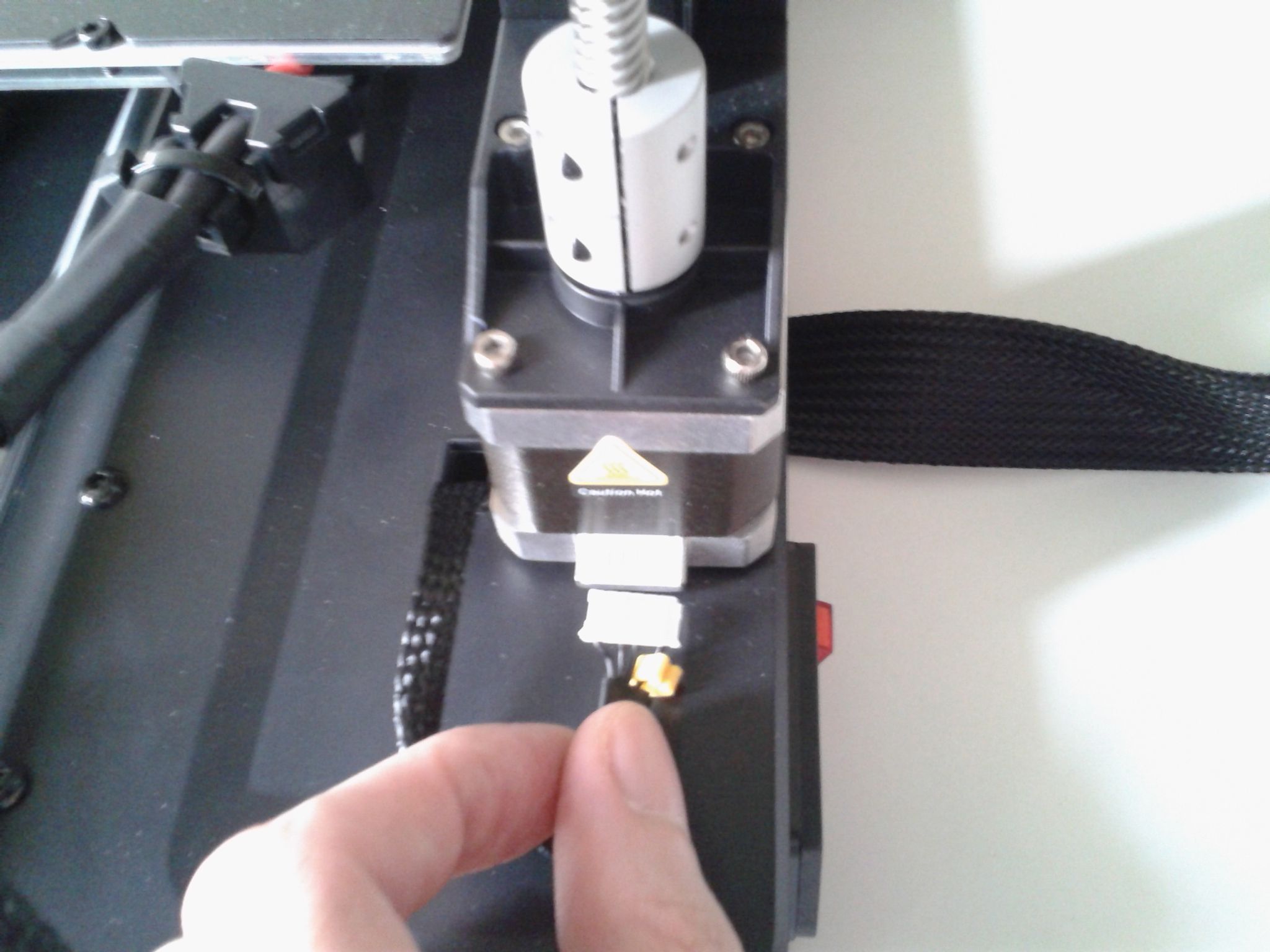
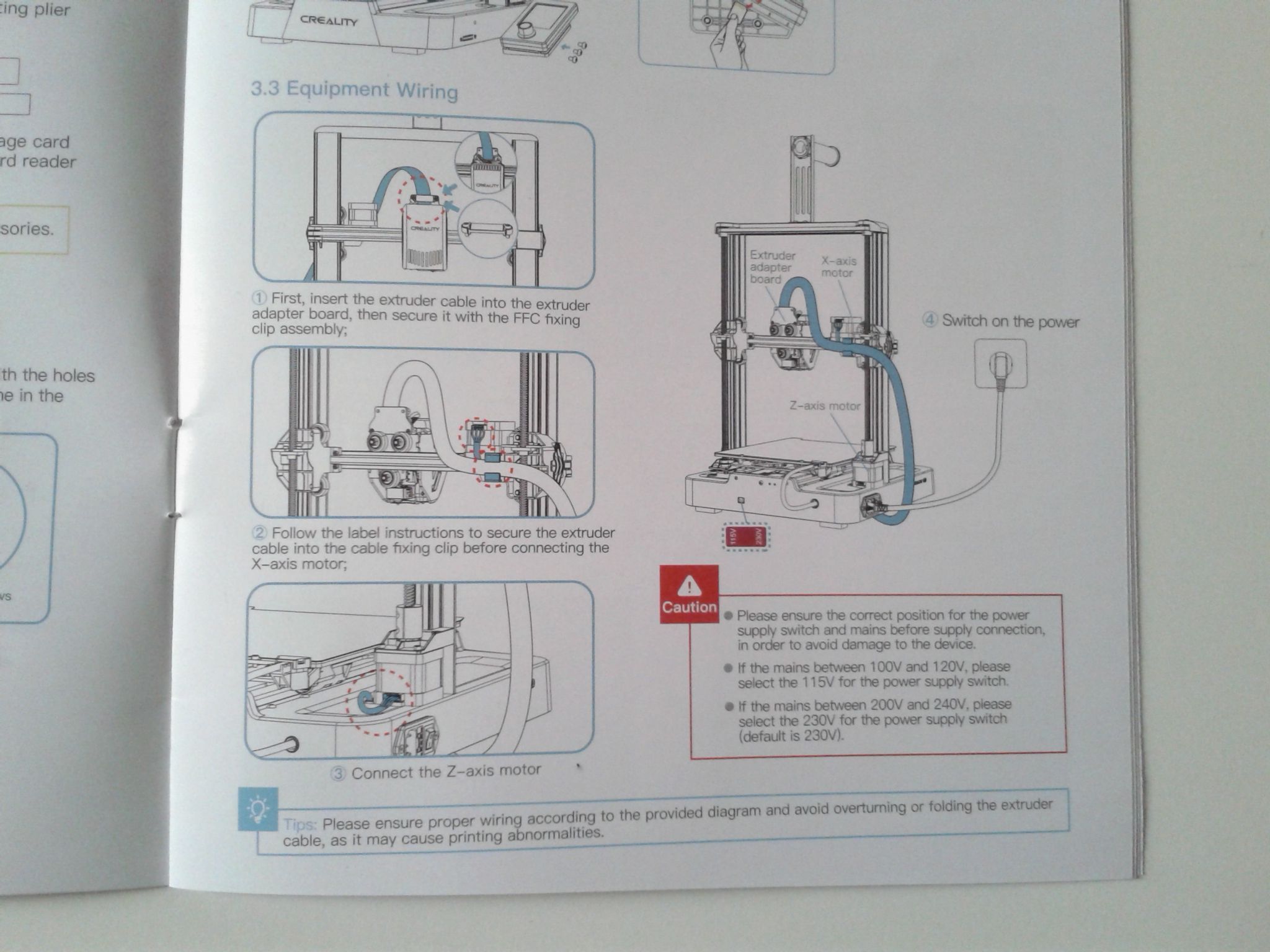
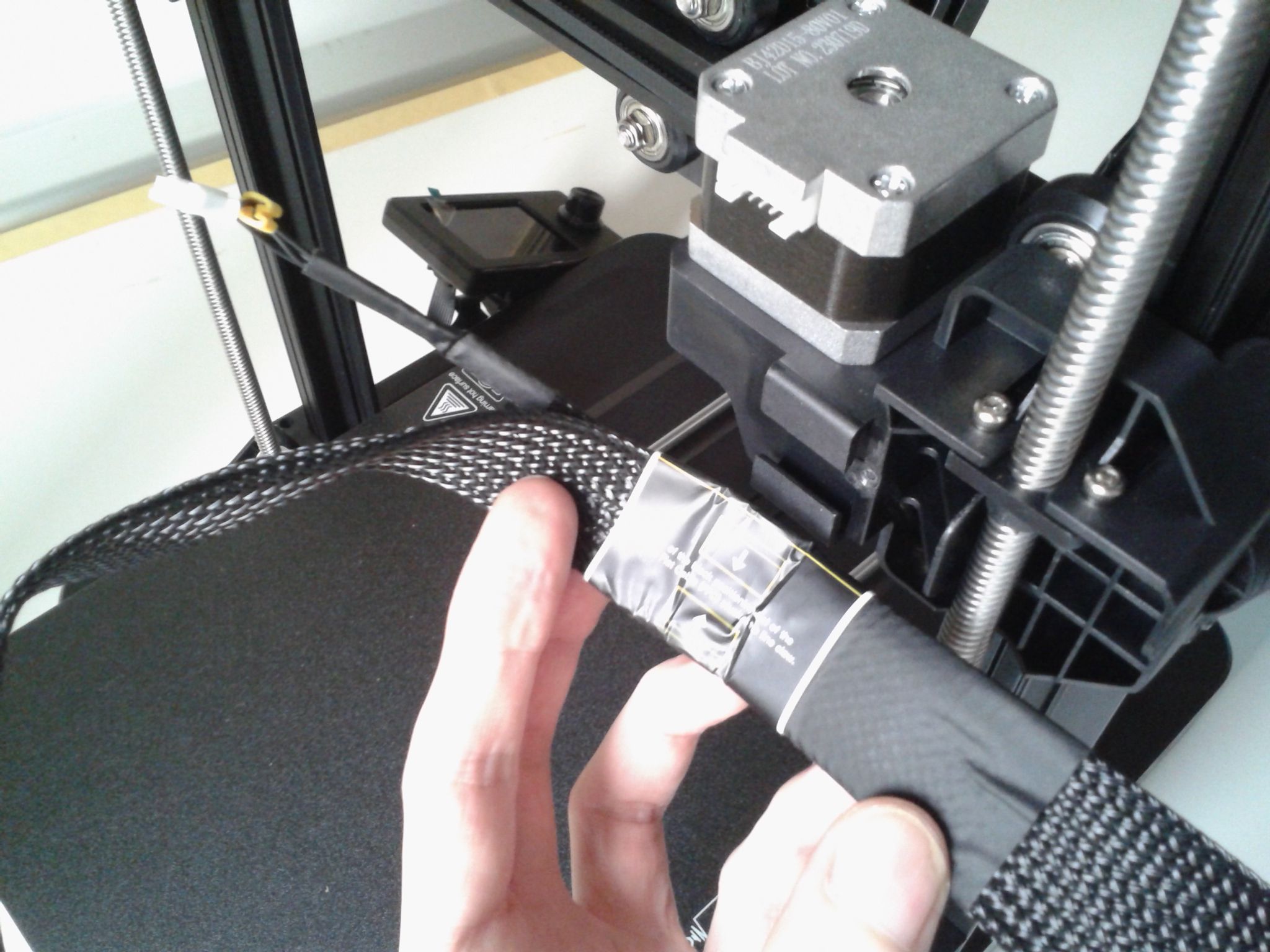
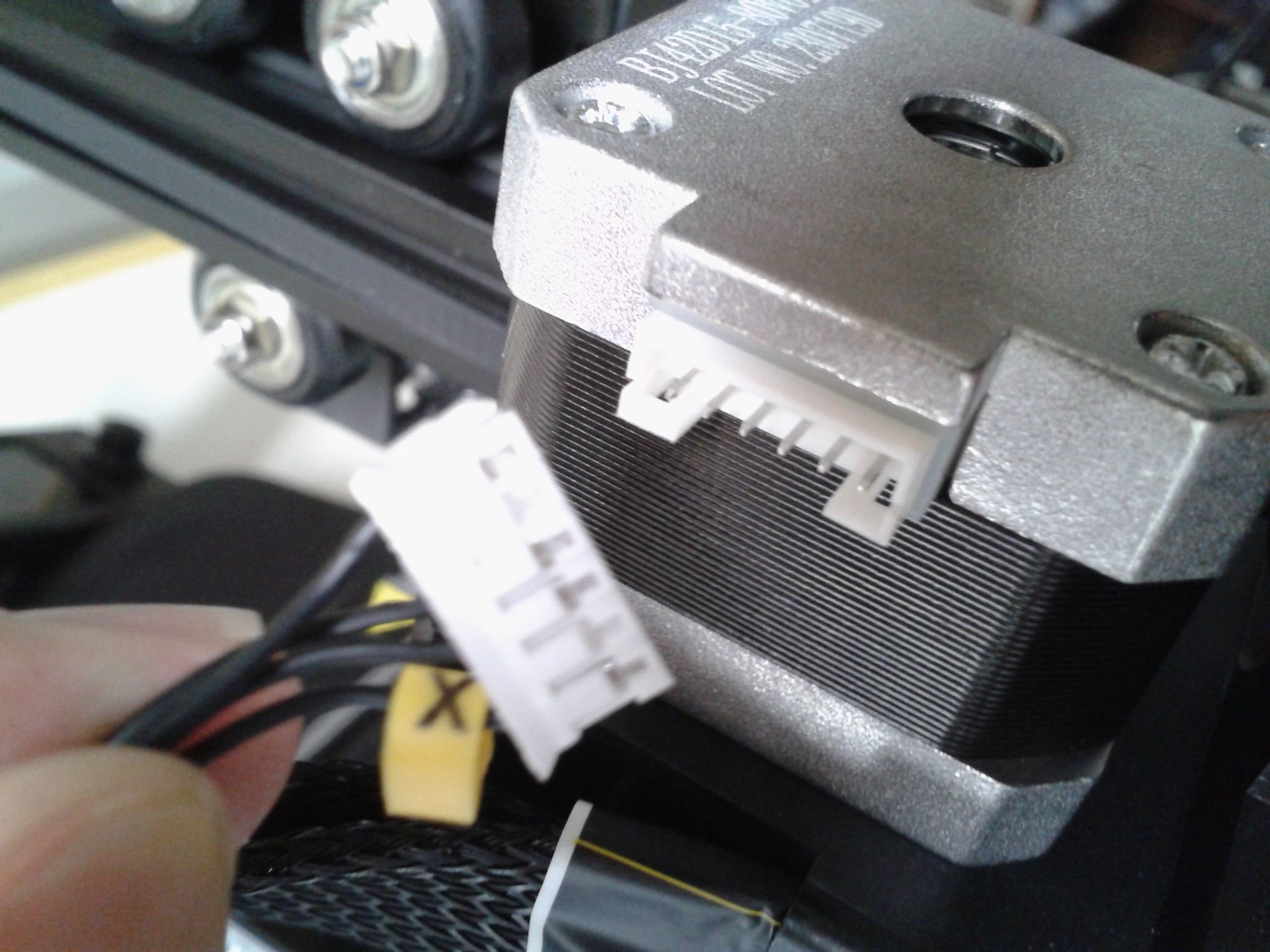
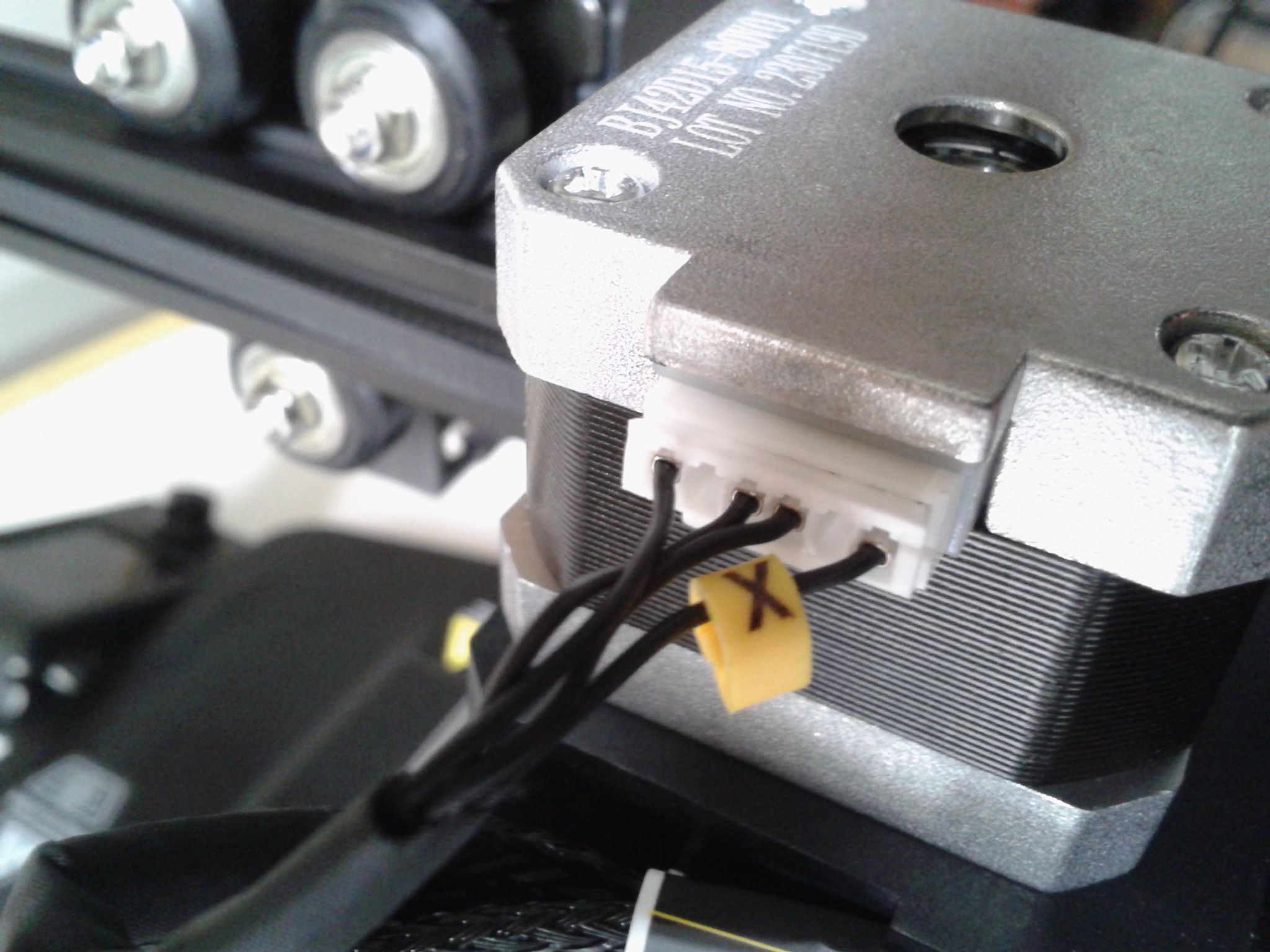
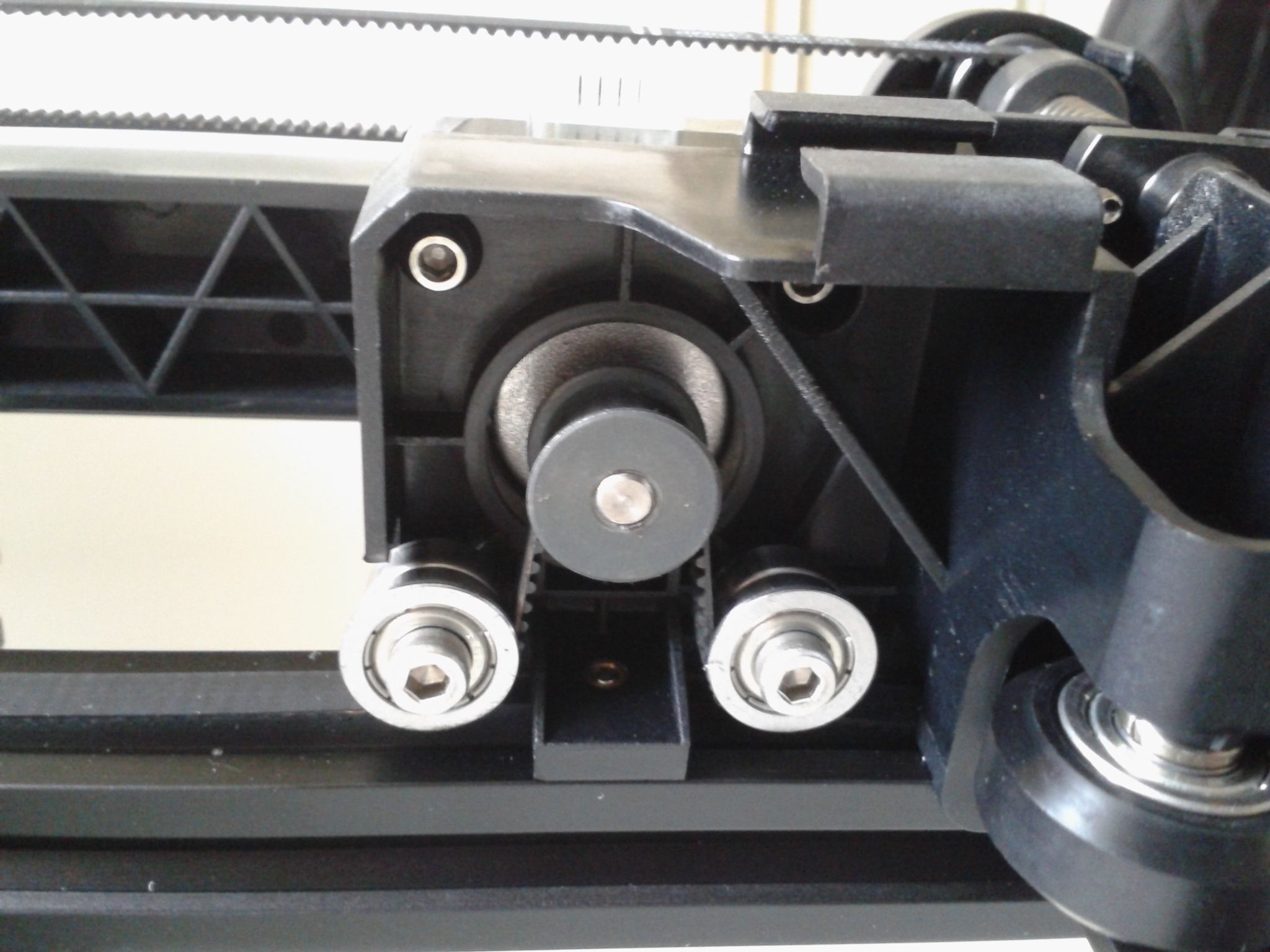
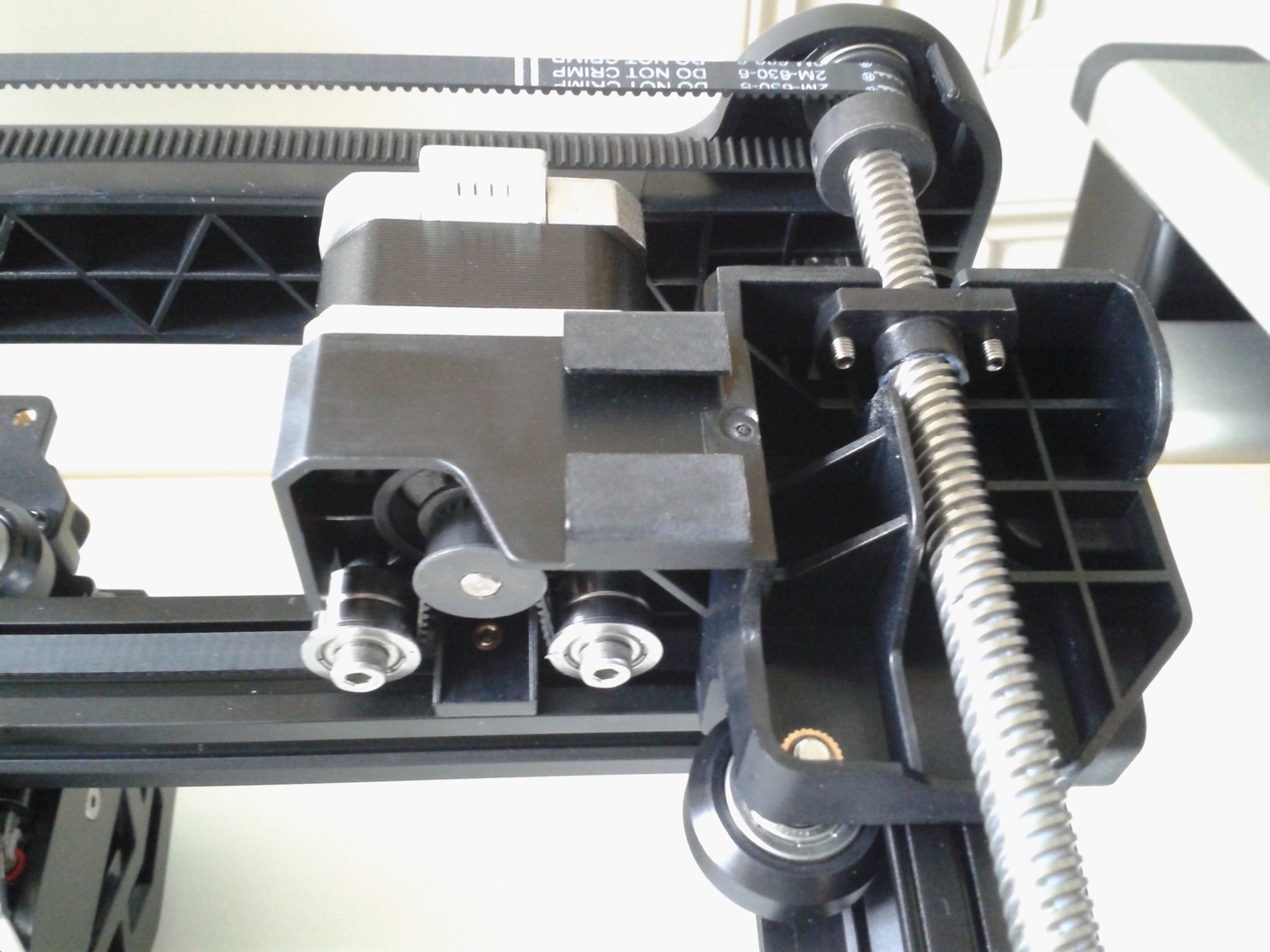
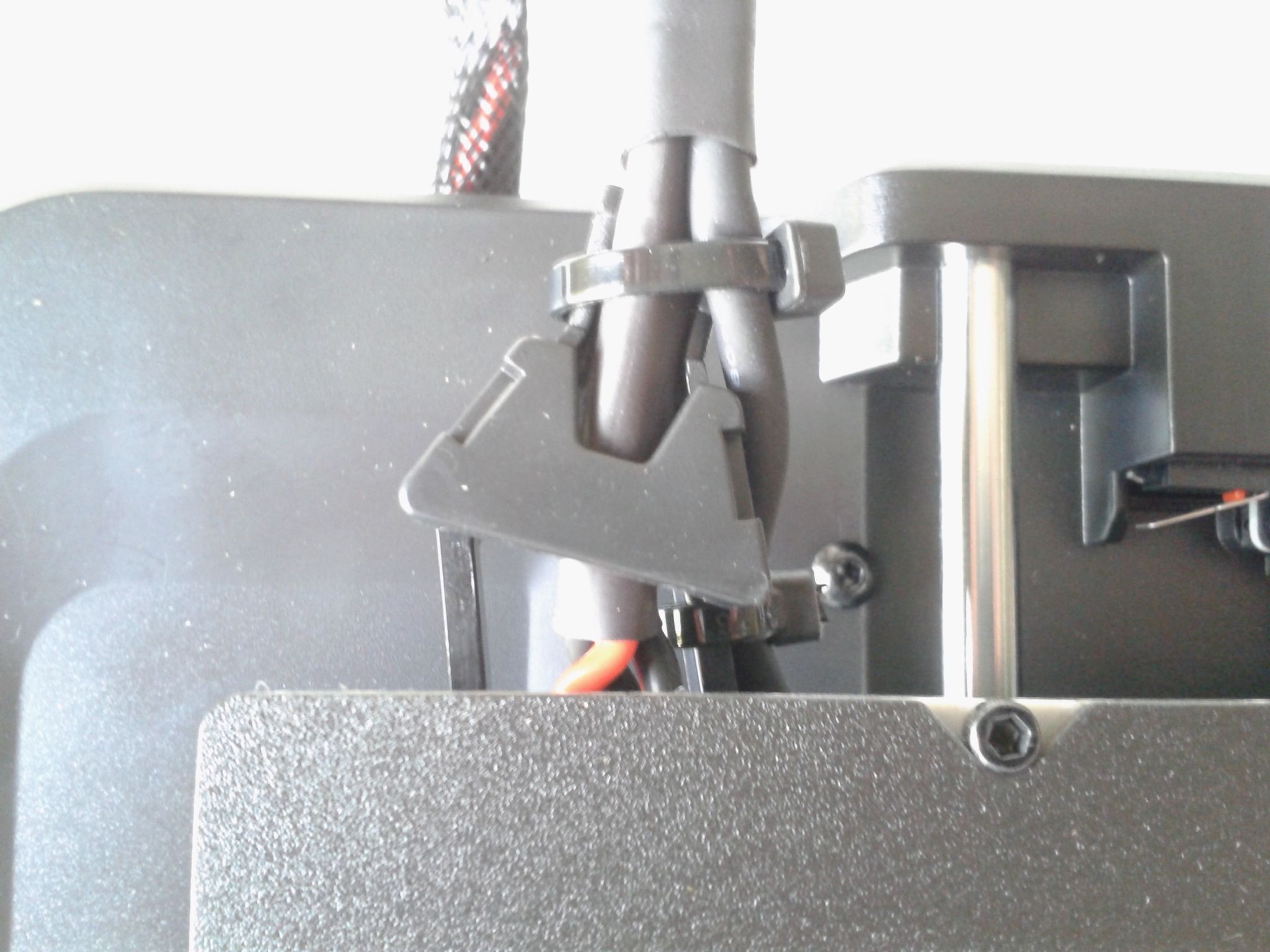
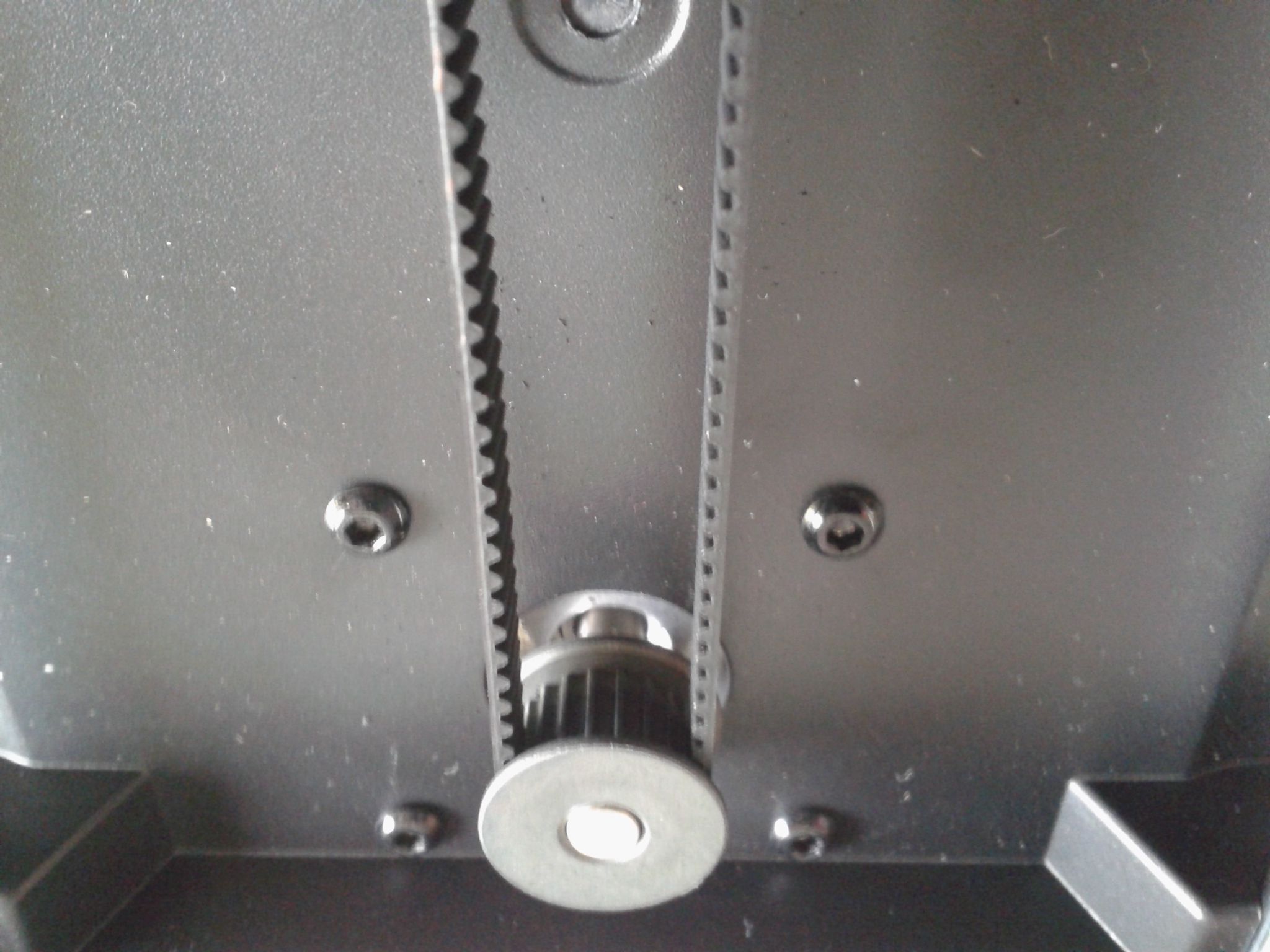
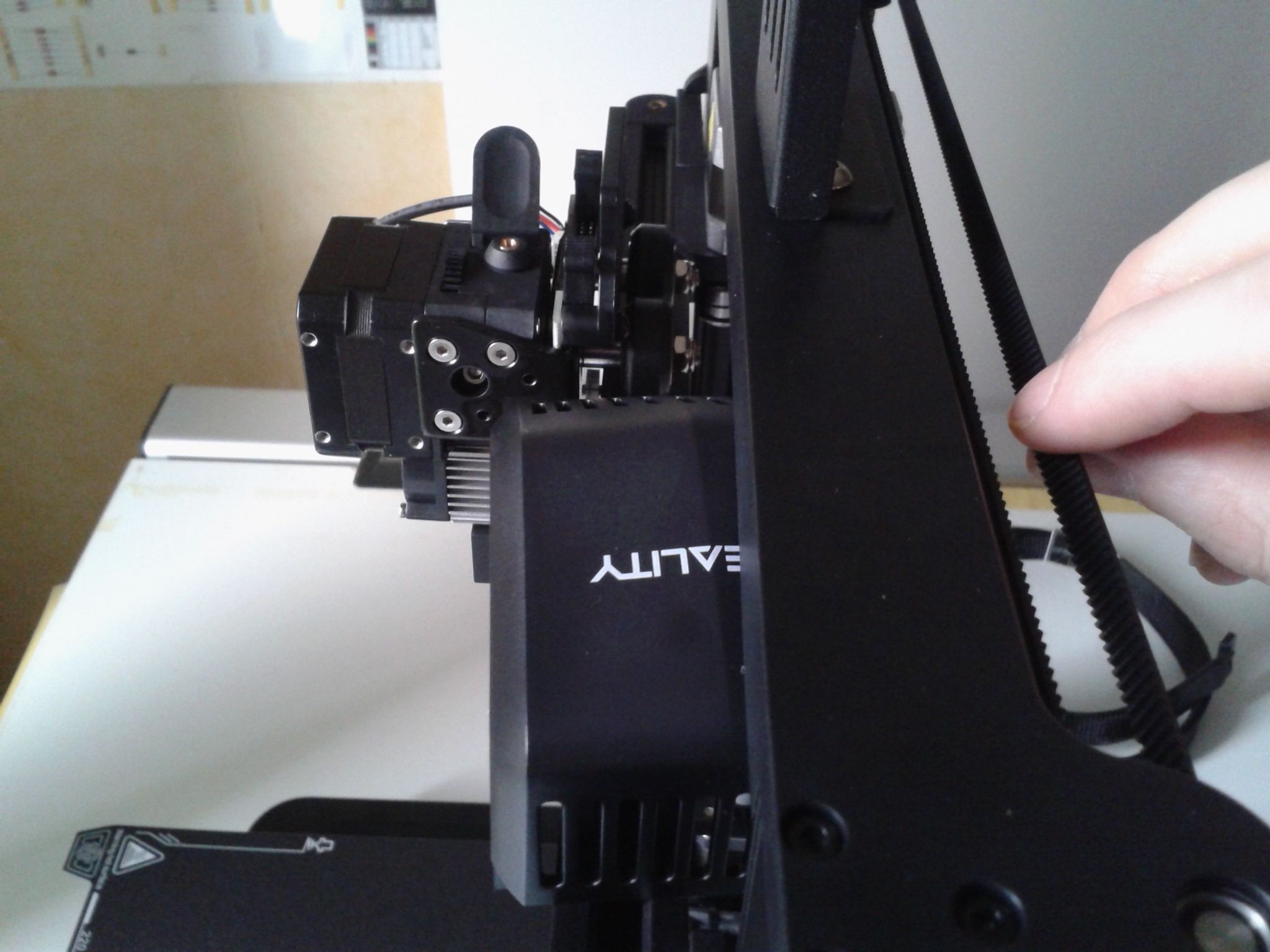
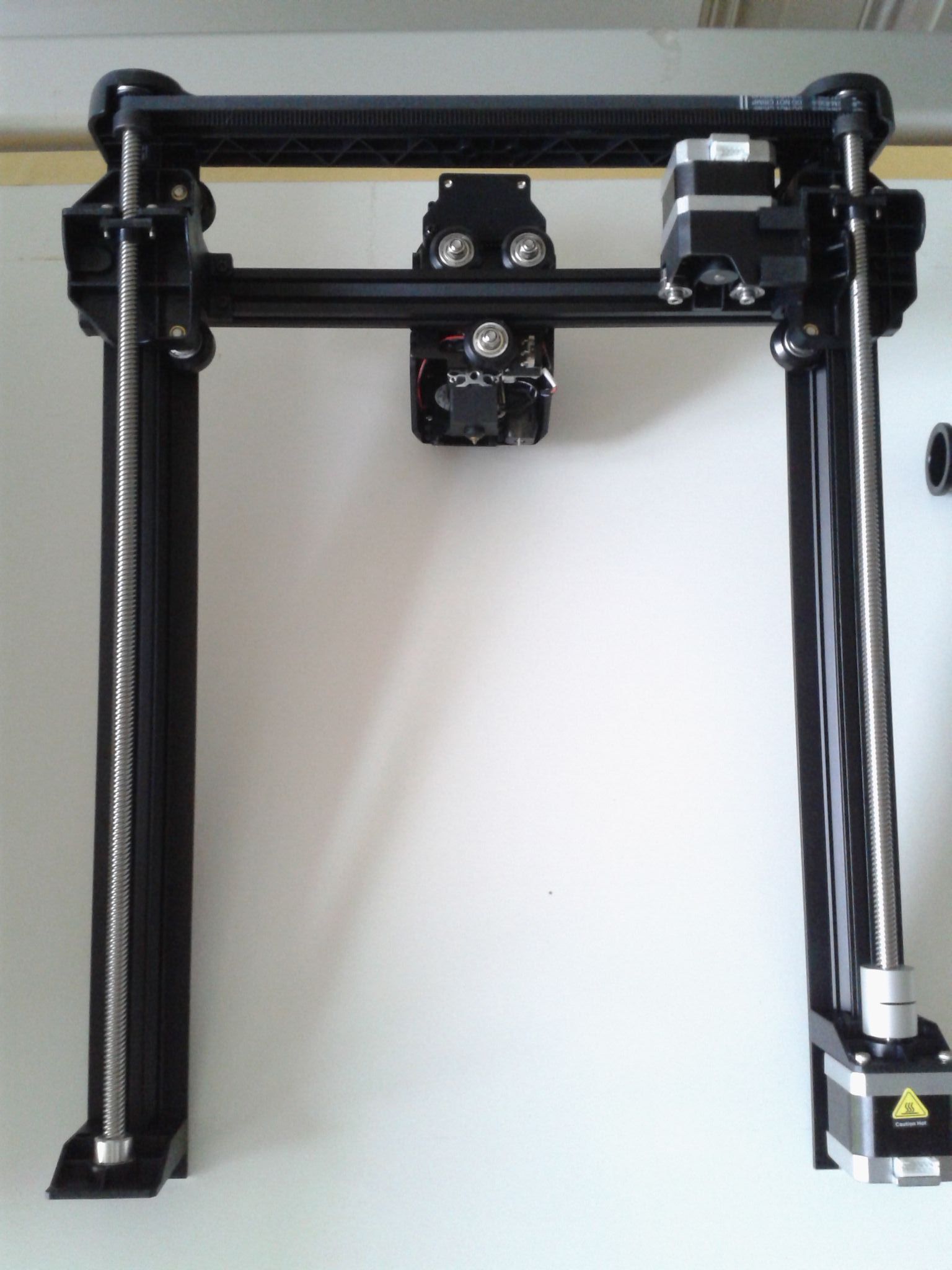
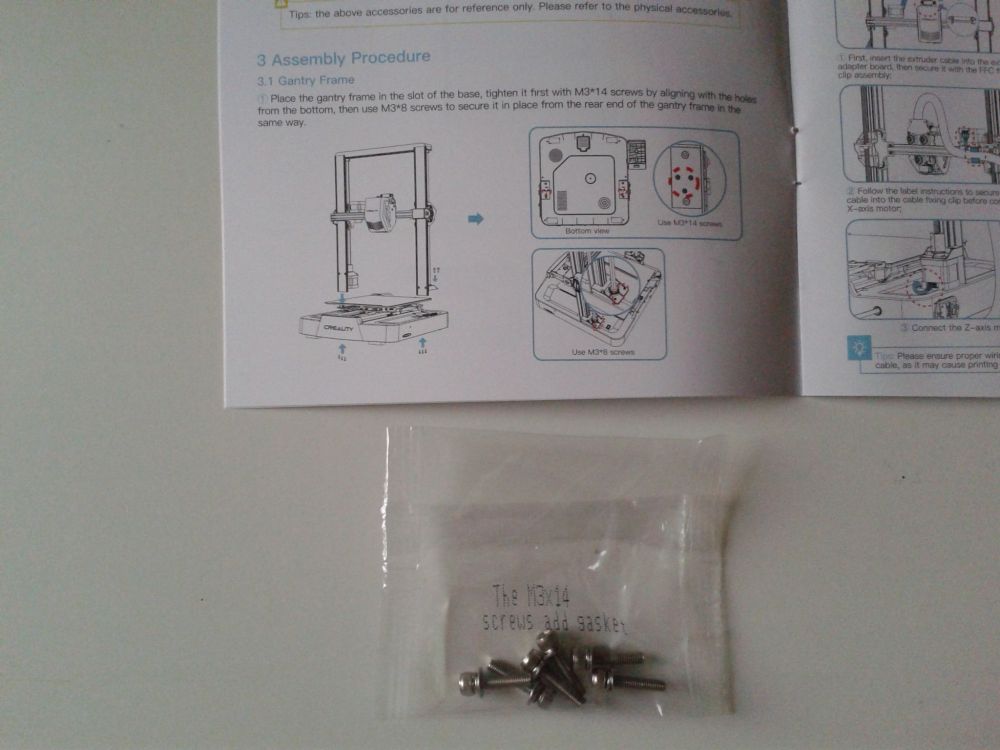
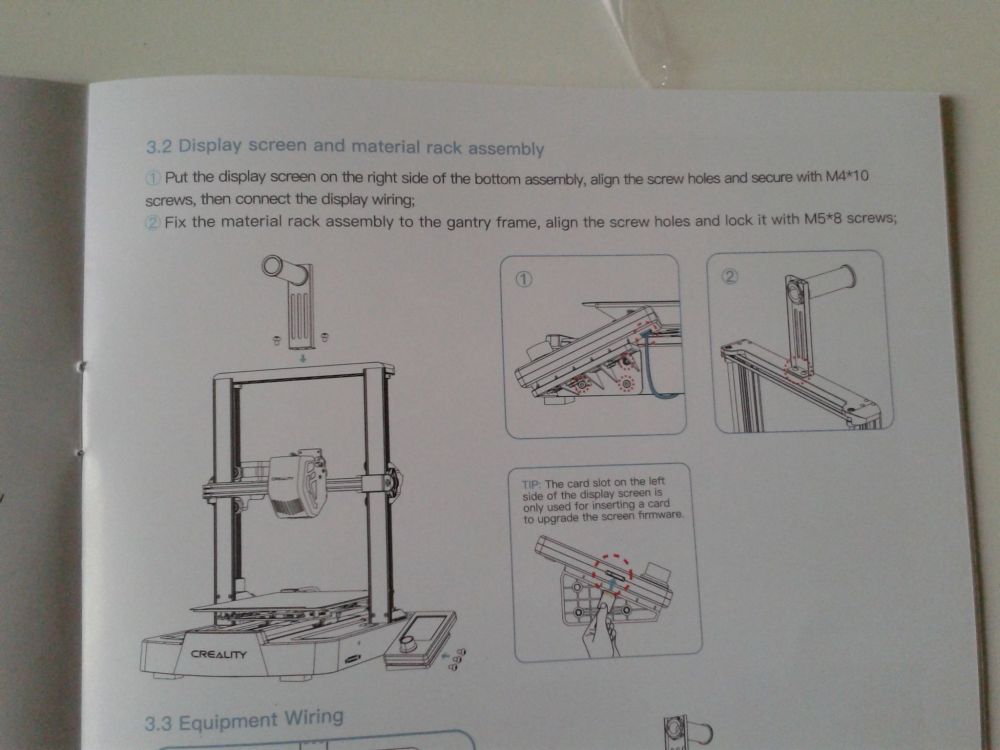
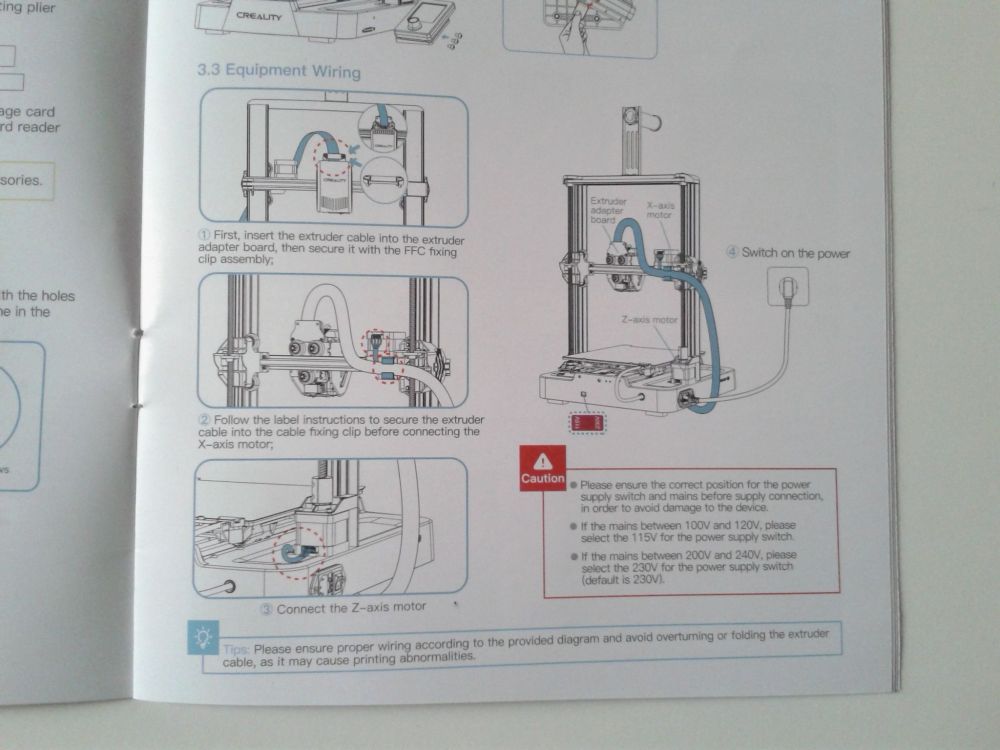
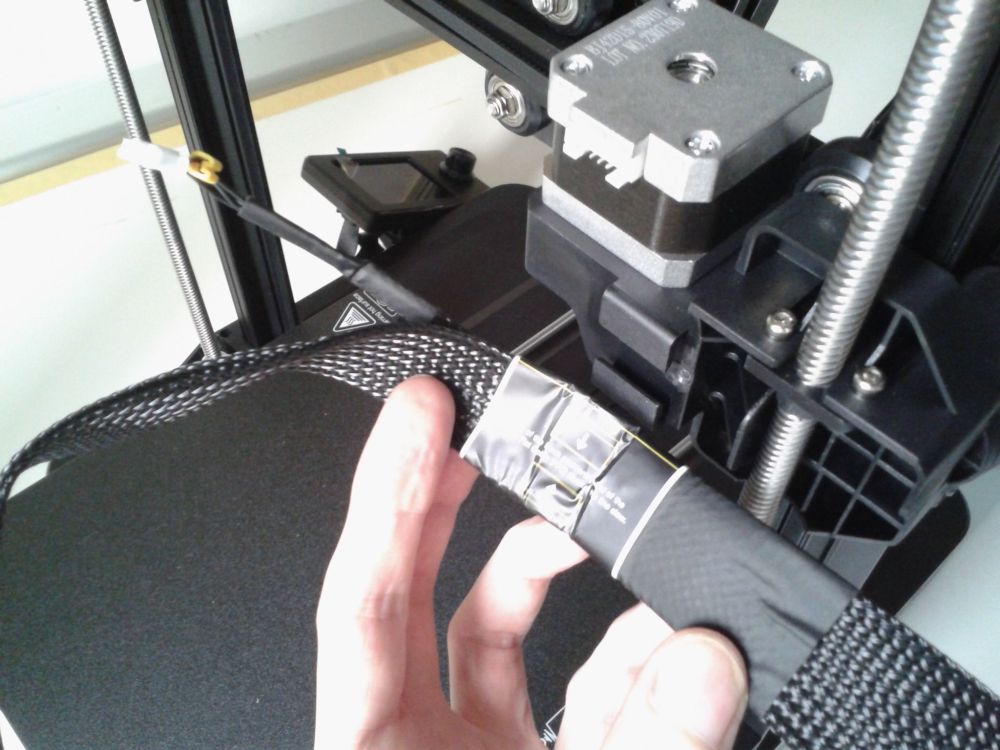
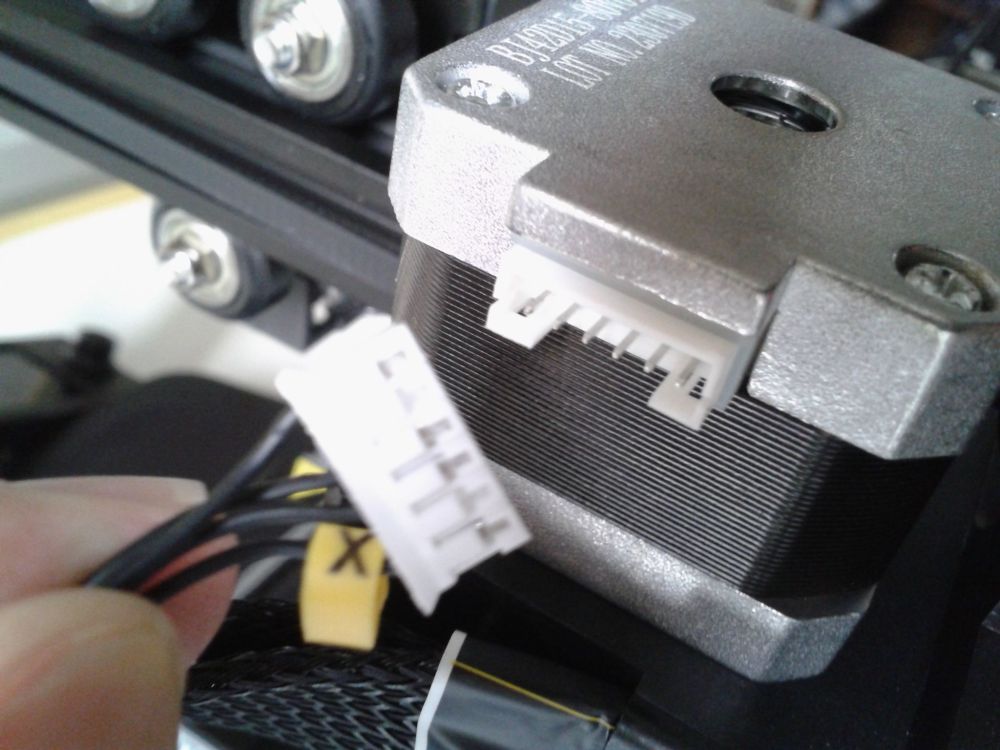
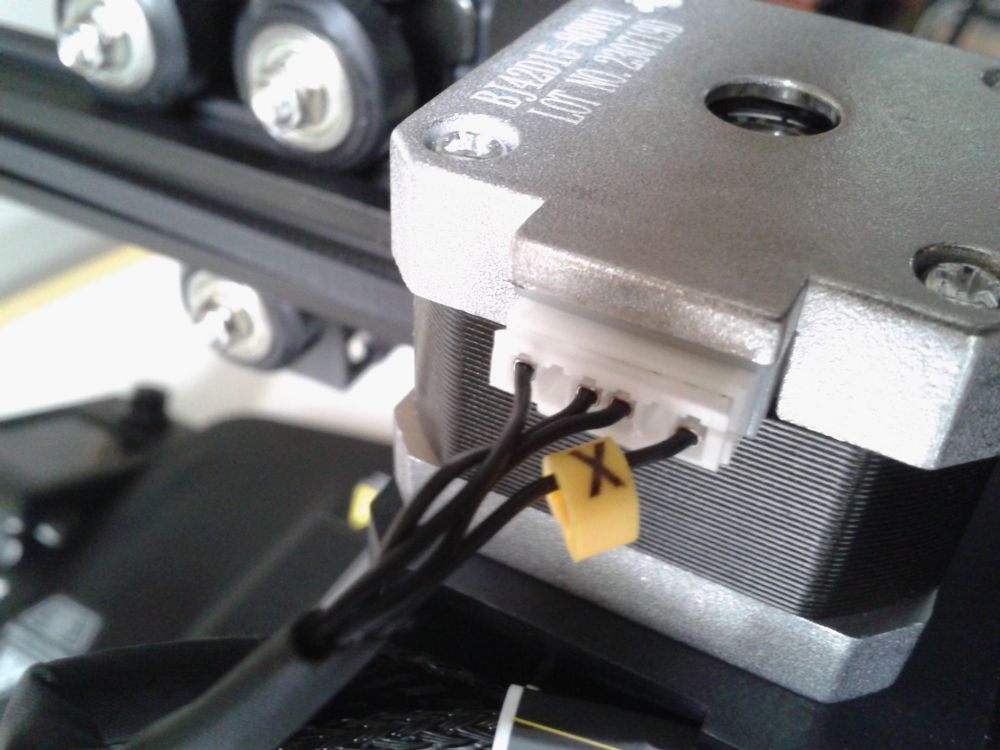
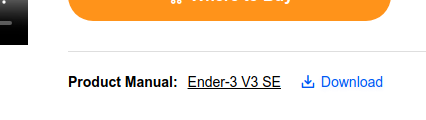
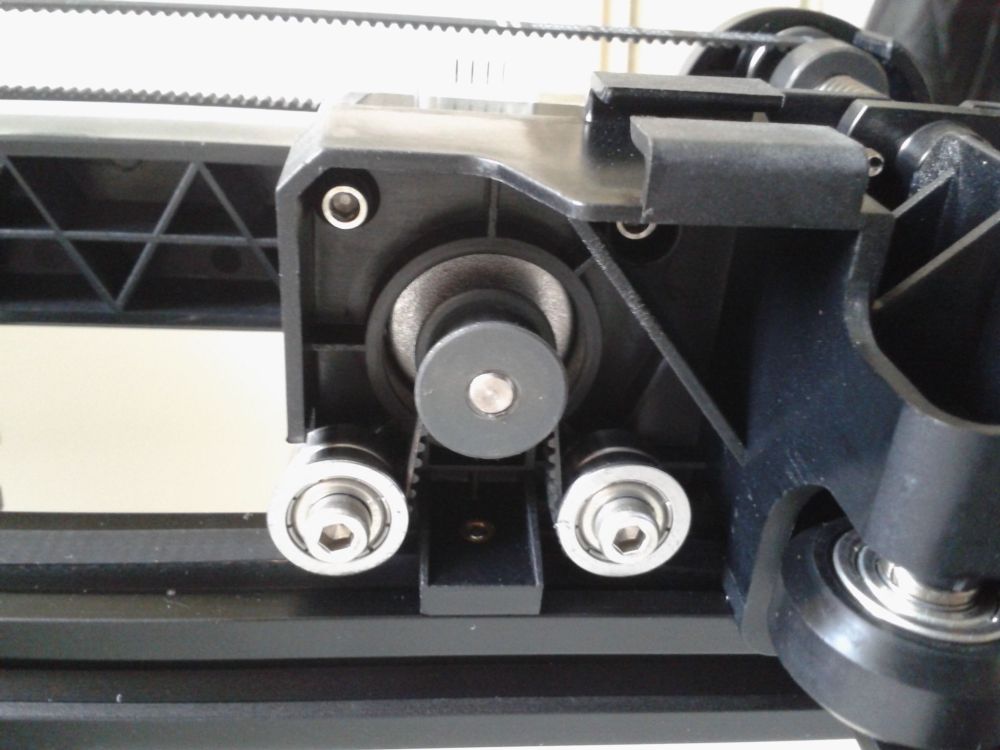
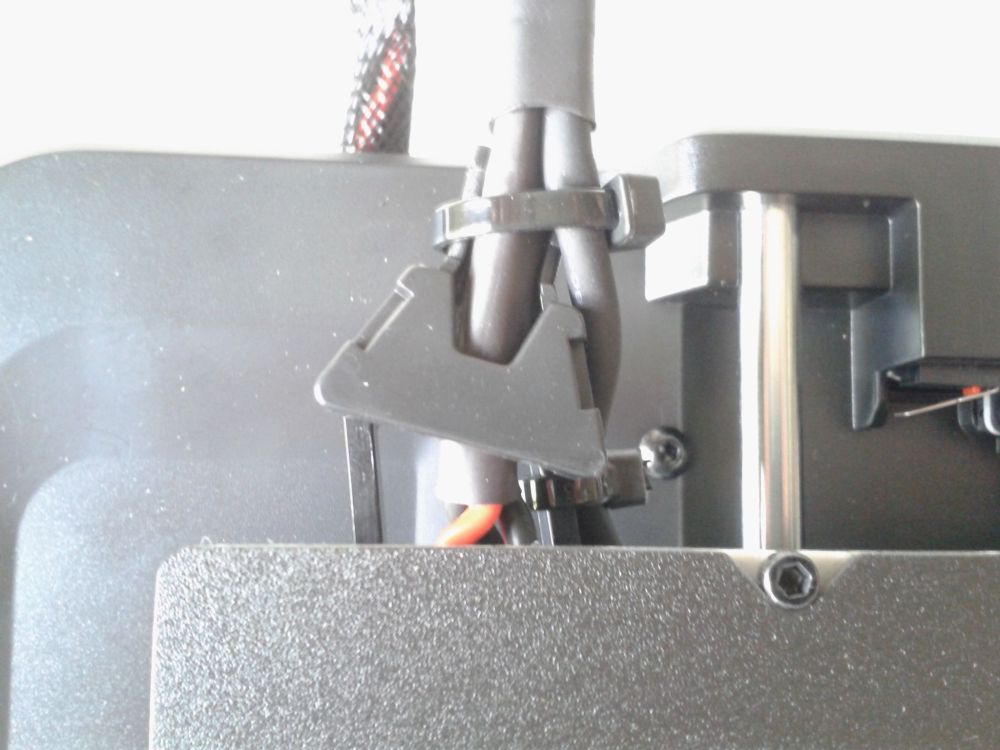
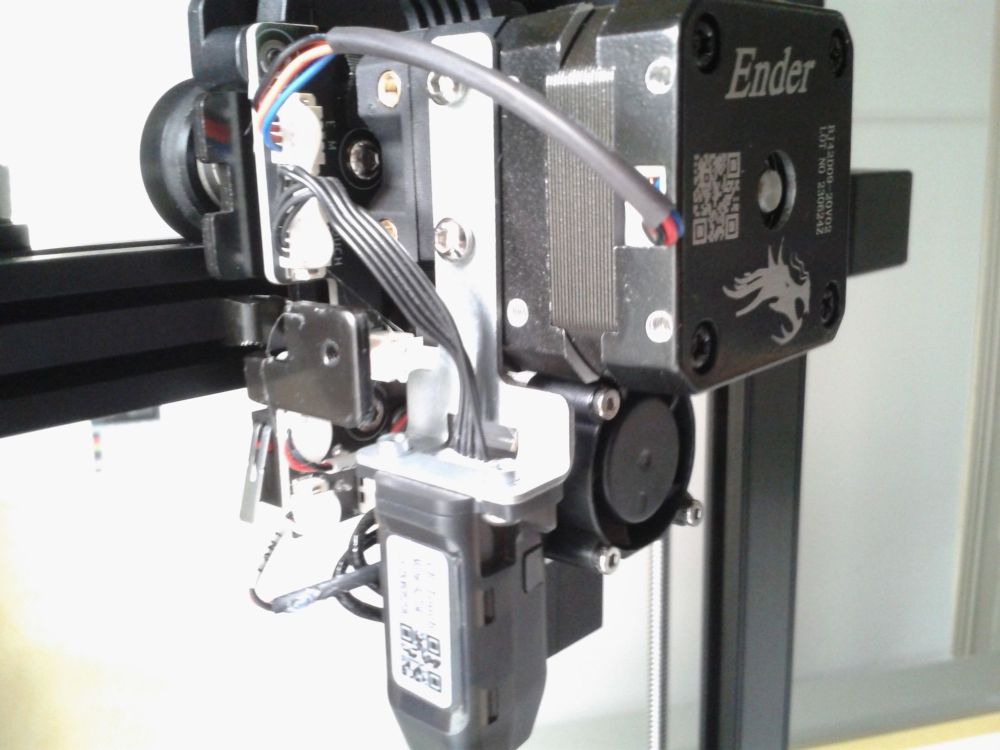
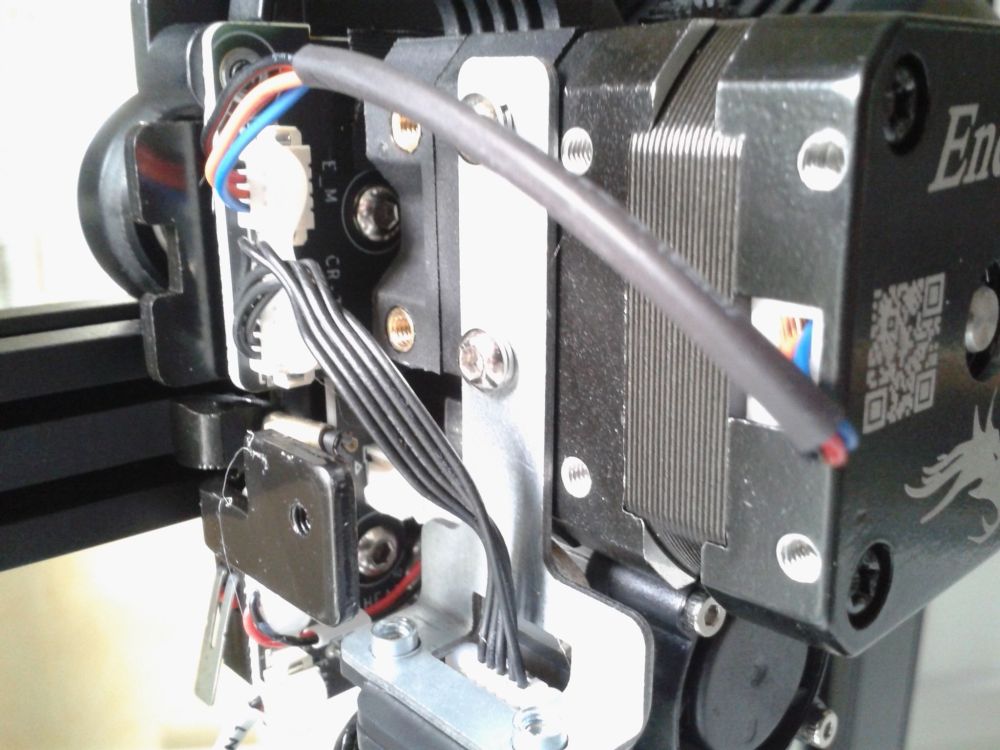
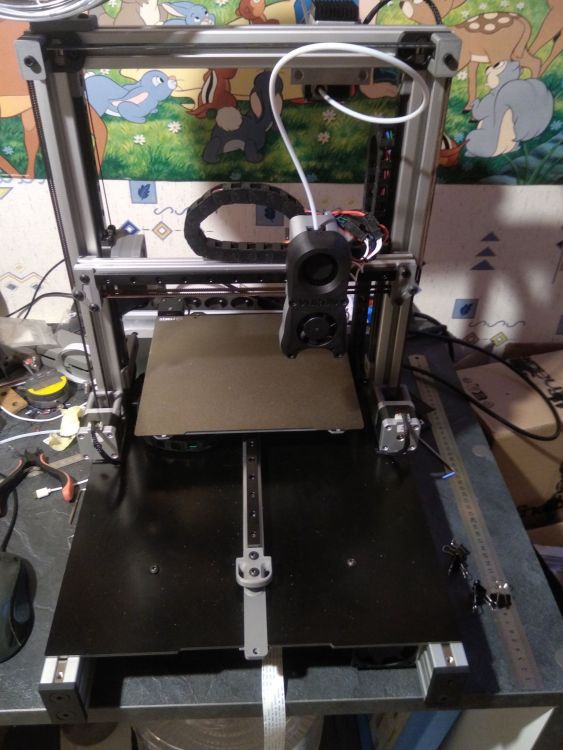
Assemblage Sur la chaîne YouTube de "Creality After-sale" on trouve une vidéo officielle de déballage et d'assemblage "Ender-3 V3 SE Unpacking operation". (Vidéo que l'on retrouve sur la carte SD fournie.) L'ensemble des étapes d'assemblage sont illustrées dans le manuel papier (en Anglais et Chinois) fourni. Manuel papier, repris dans les deux versions PDF (Anglais ou Chinois) sur la carte SD fournie, ou encore, téléchargeable (Anglais) par exemple sur Creality Cloud -> Products -> Ender-3 V3 SE -> chercher alors "Product Manual:" pour trouver un lien/bouton "Download". Photos en vrac Mise en place du "cadre de portique" (fr) / "gantry frame" (en) / de l'arche ( se munir de la clé hexagonale M2.5 ) J'ai préféré après avoir enfiché l'arche dans les empreintes sur la base, délicatement basculer l'ensemble pour faciliter la mise en place (sans les serrer) des 6 vis (M3 x 14mm) du dessous Puis remettre l'ensemble sur ses pieds et pour chaque côté, approcher l'ensemble d'un bord de table pour finaliser les serrages. Il y a encore deux vis (M3 x 8 mm) a placer sur le dessus de la base, côté gauche (là où il n'y a pas de moteur), pour finaliser la fixation de l'arche. Après cela le portique/l'arche semble bien solidaire de la base si on essaye de la bouger par le haut. Vient ensuite la fixation du support de l’écran avec 3 vis (M4 x 10 mm) et du porte-bobine avec 2 vis (M5 x 8 mm) Là encore pour fixer le support de l’écran a la base, profiter d'un bord de table pour faciliter la mise en place et serrage des vis. Branchement du connecteur du faisceau de câbles principale a la tête d'impression, placement du faisceau de câbles, connexion du moteur de l'axe X. Photos en vrac connexion du moteur de l'axe Z (Le moteur de l'axe Y, dans la base de l'imprimante, est normalement déjà connecté) Vérification des tensions des courroies, et photos des vis a tourner pour ajuster leur tensions Pour l'axe X, sur le coté droit du portique (celle la plus à avant) Pour l'axe Y, a l'arrière de la machine
























 2 points
2 points -
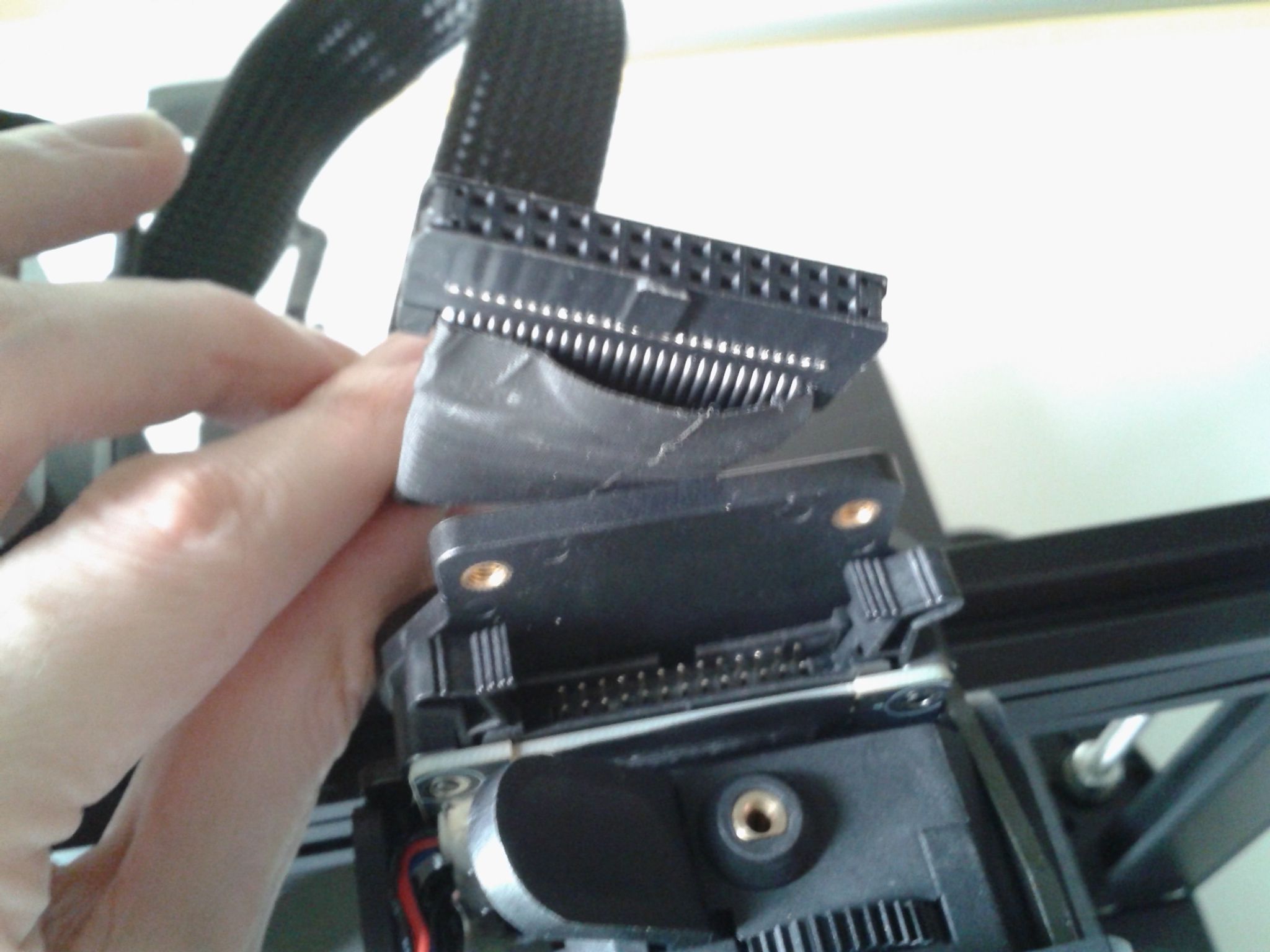
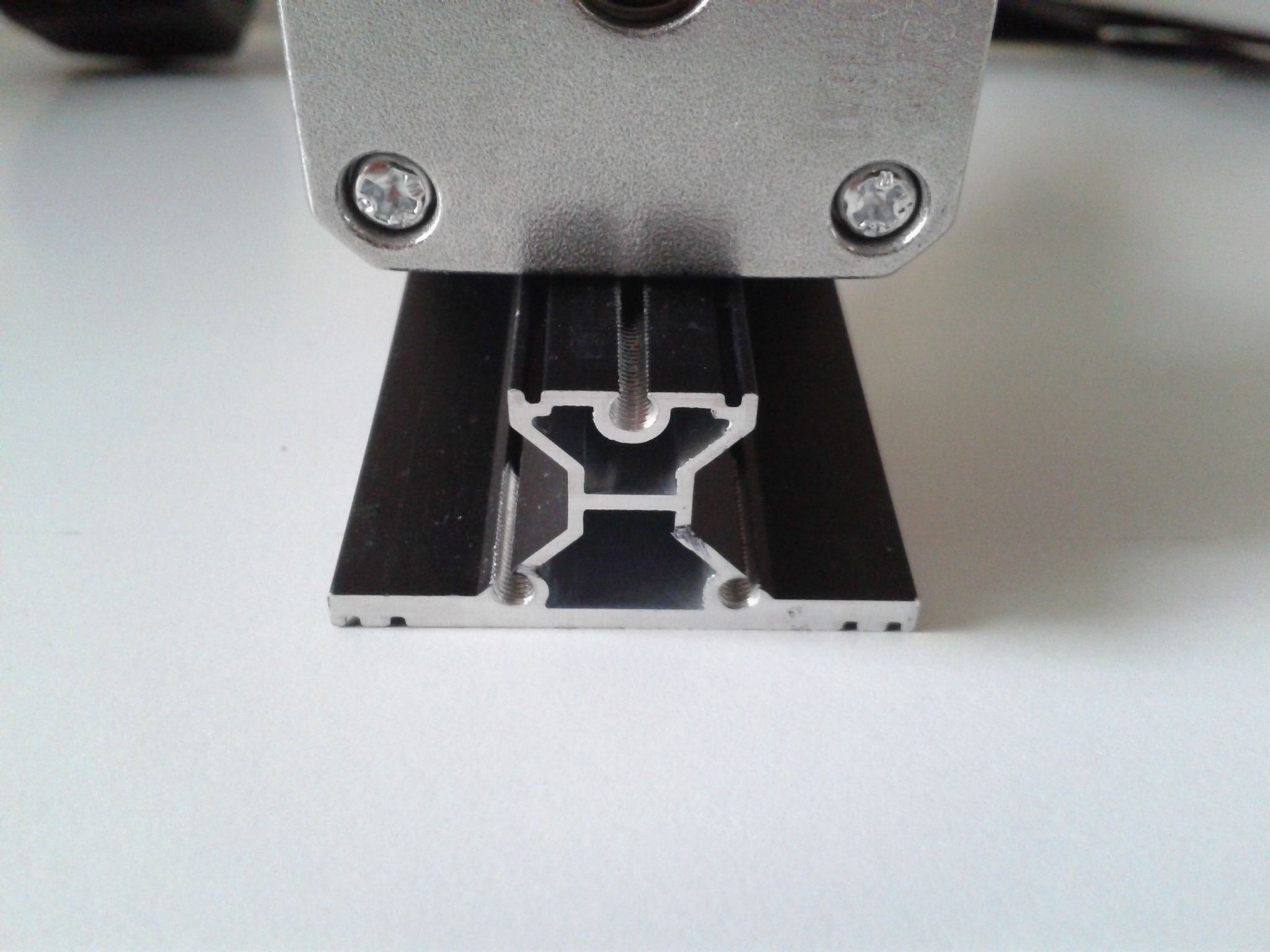
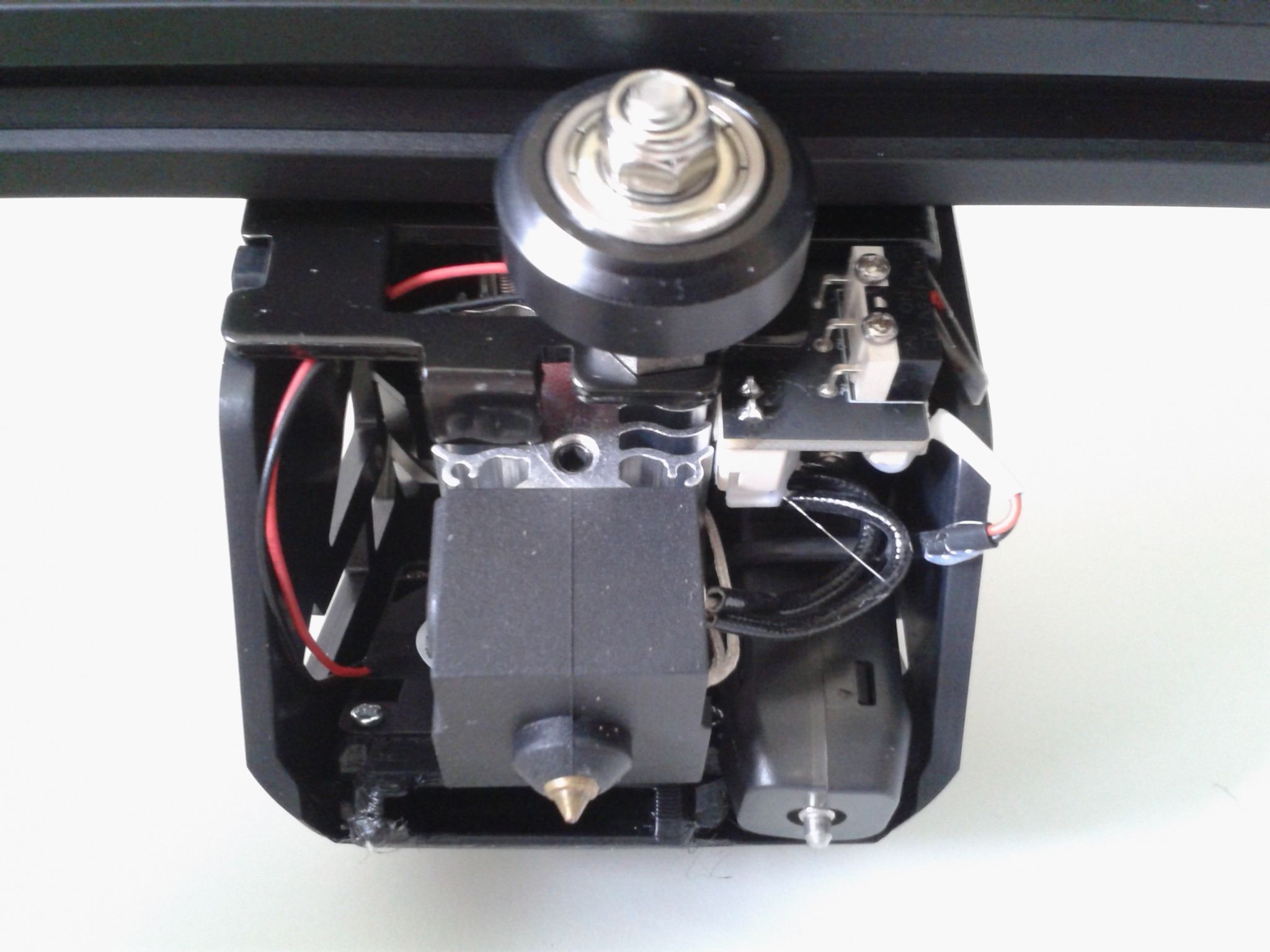
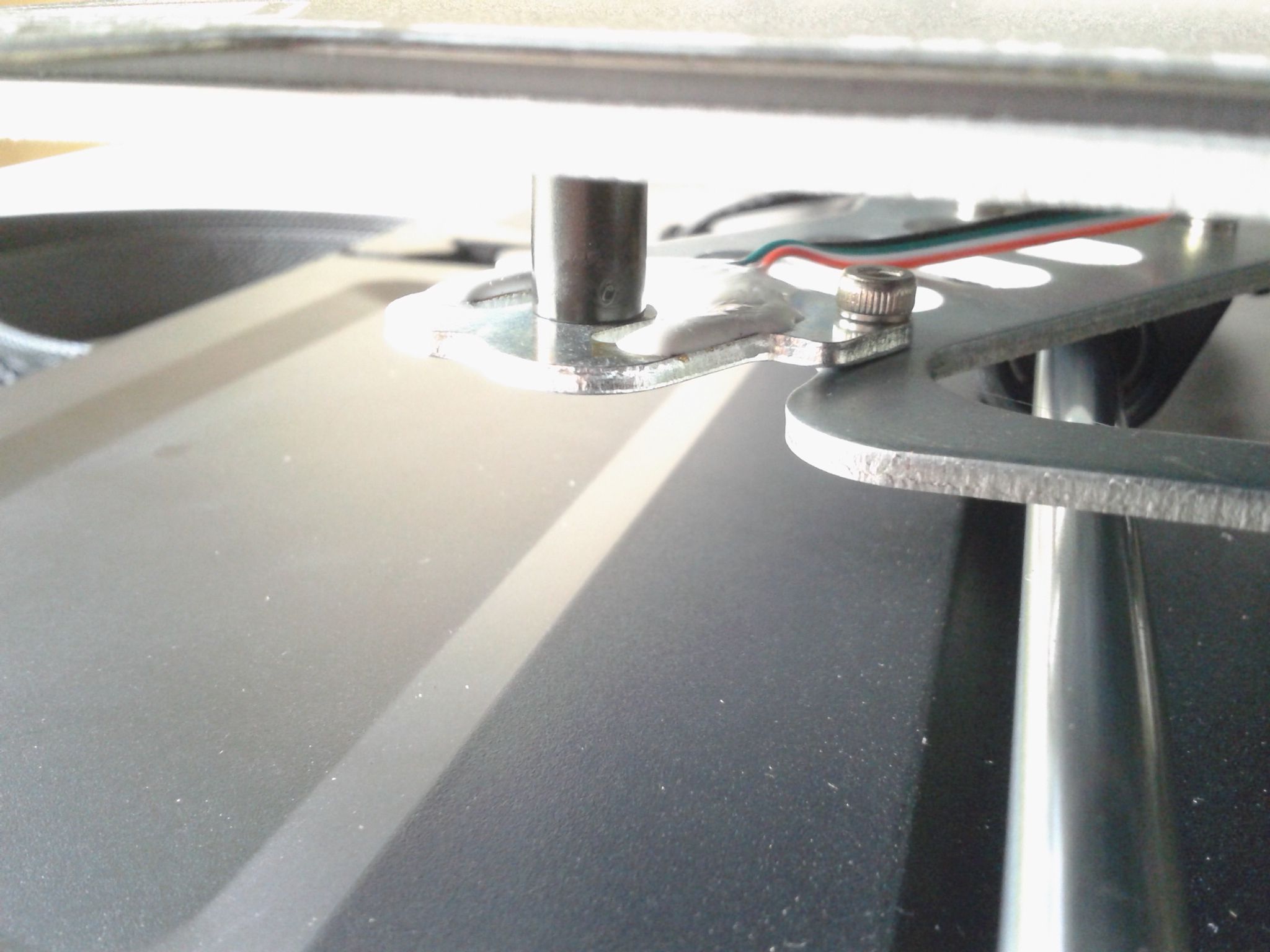
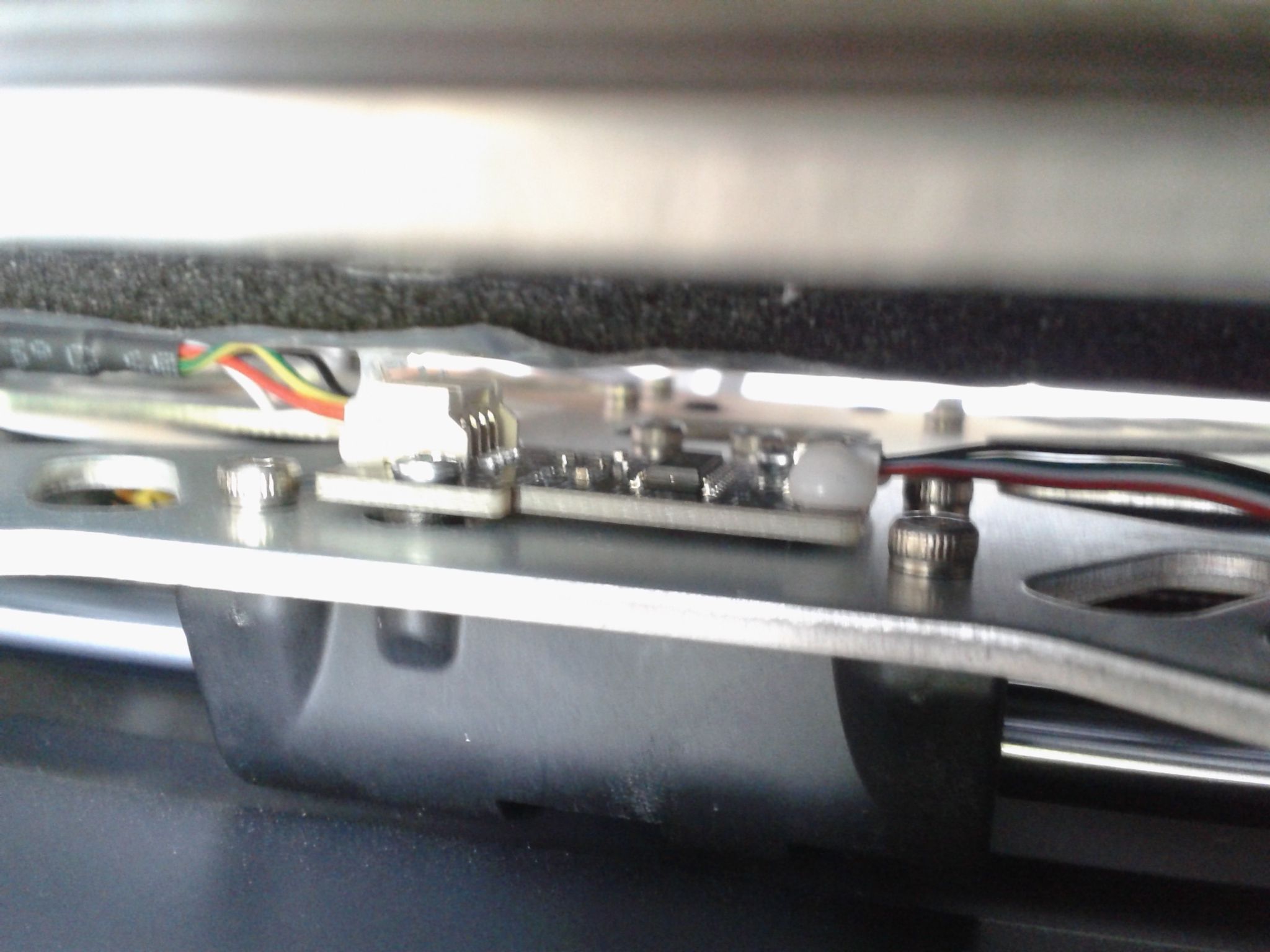
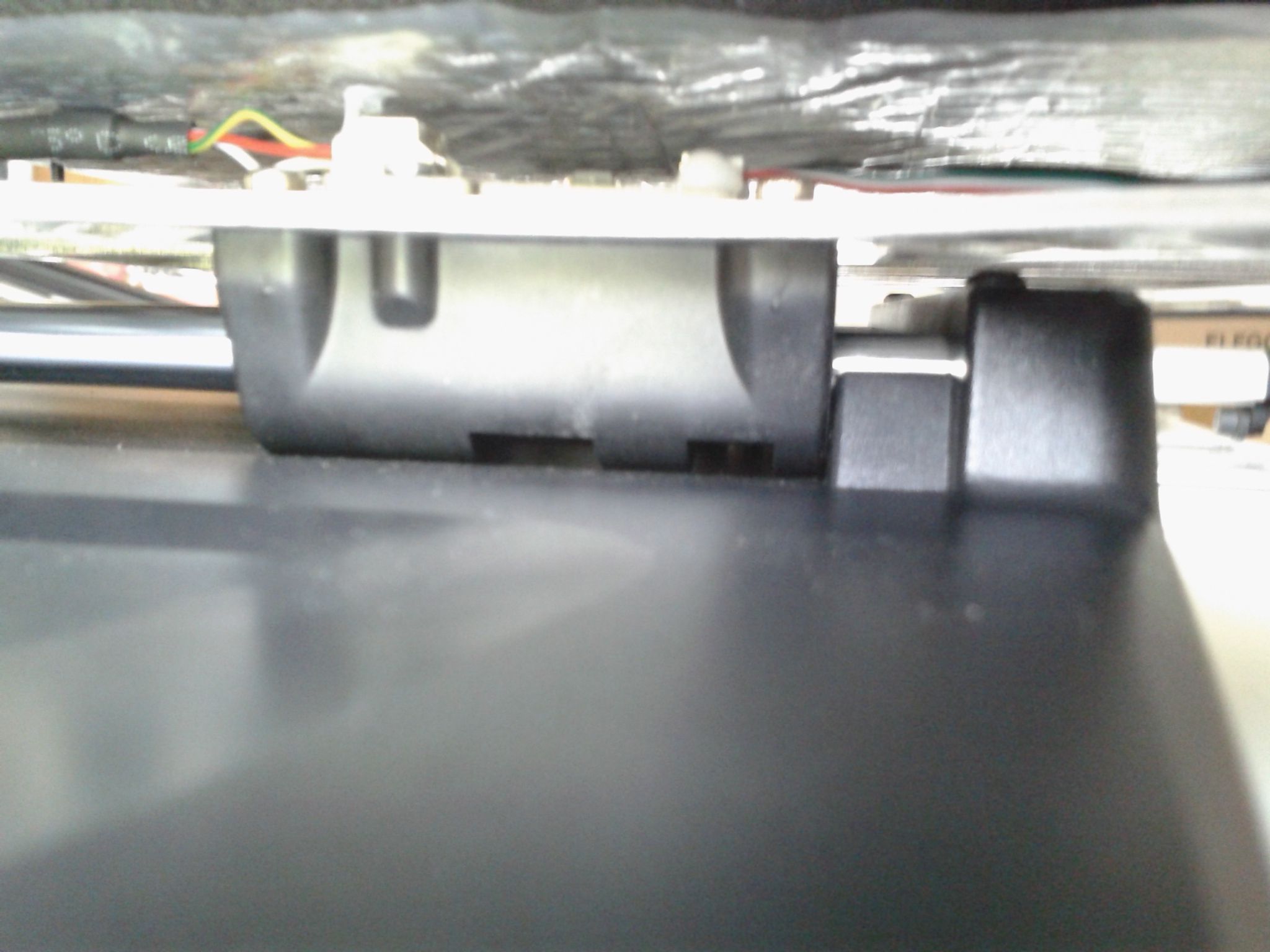
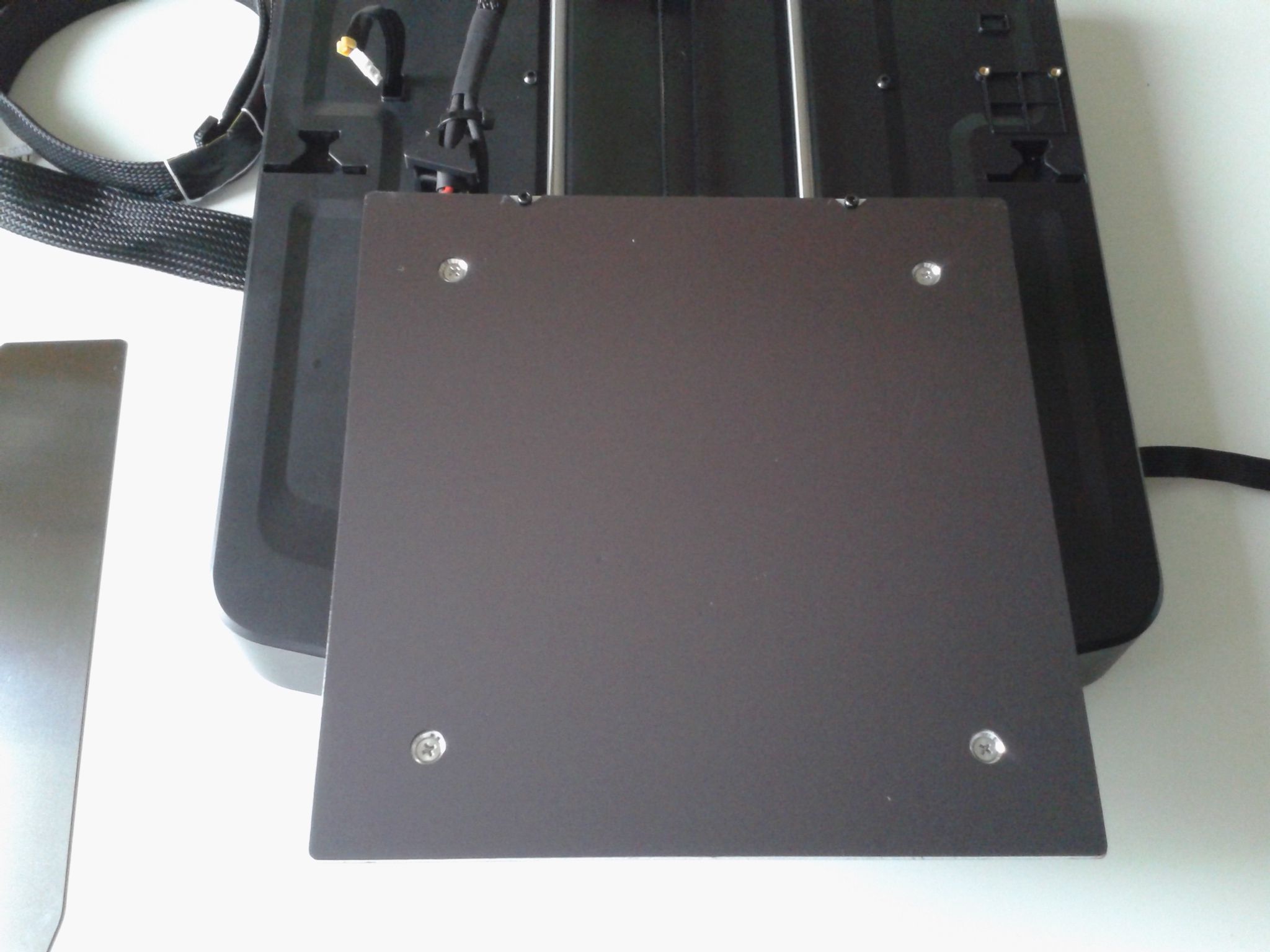
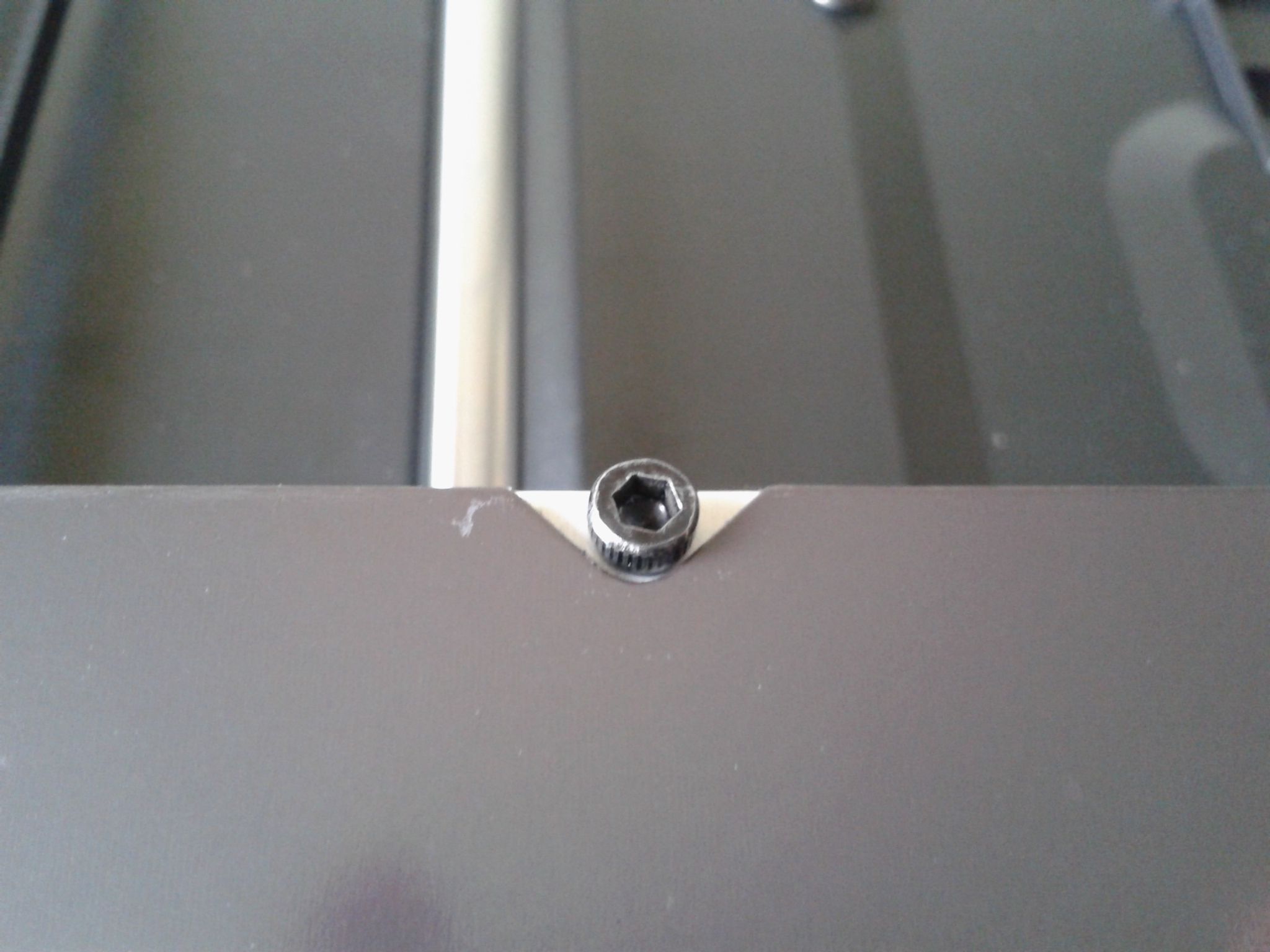
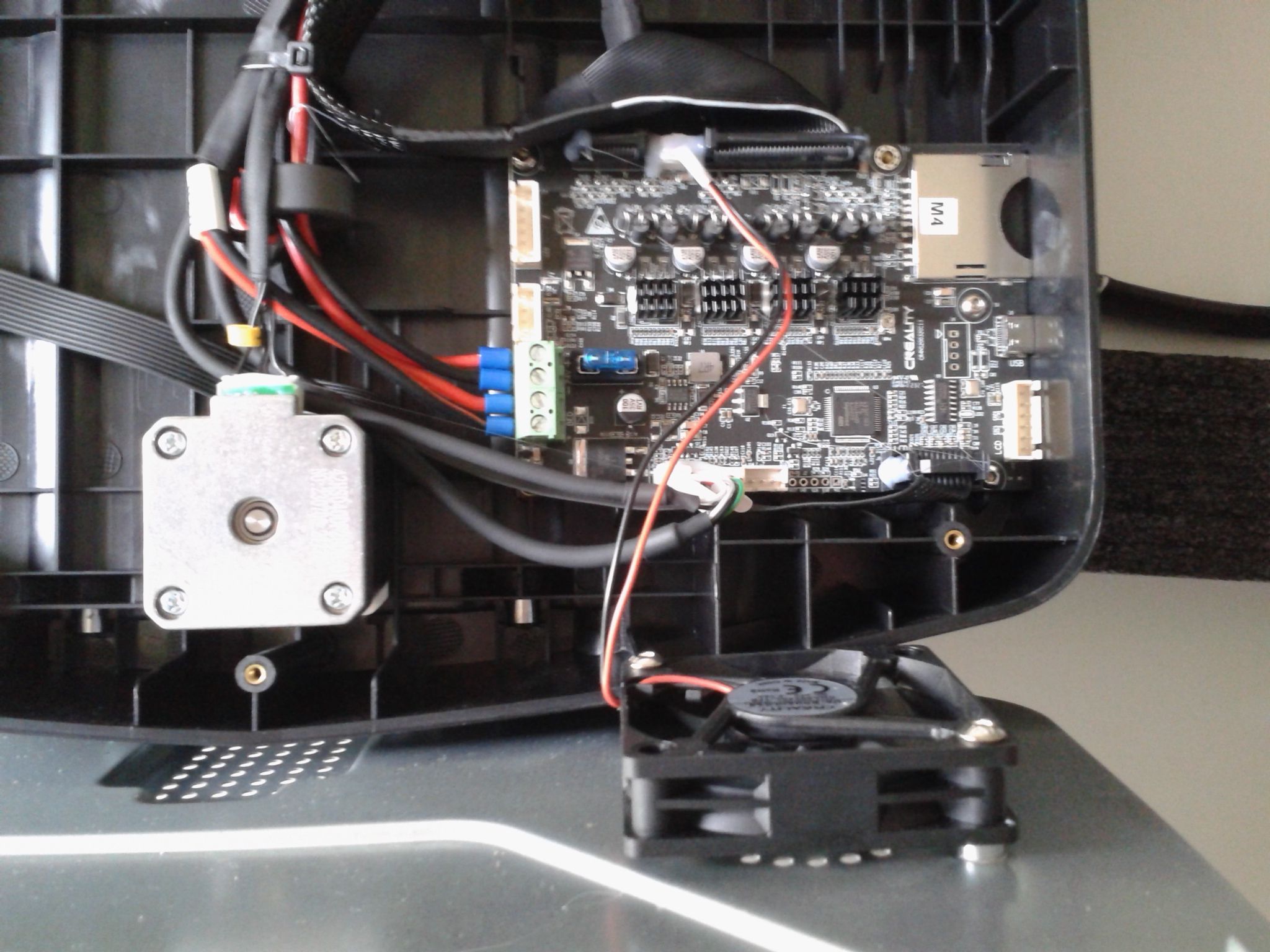
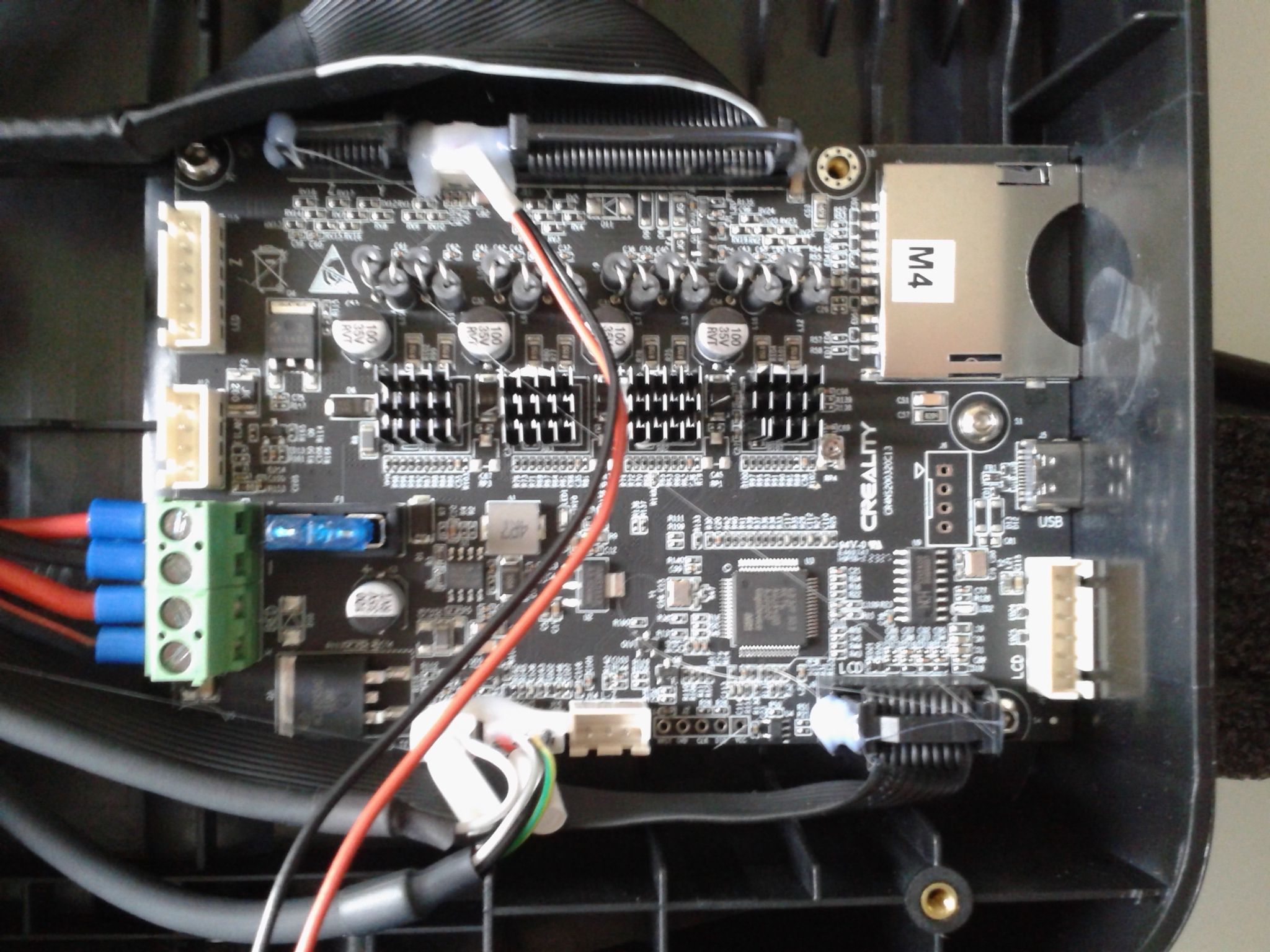
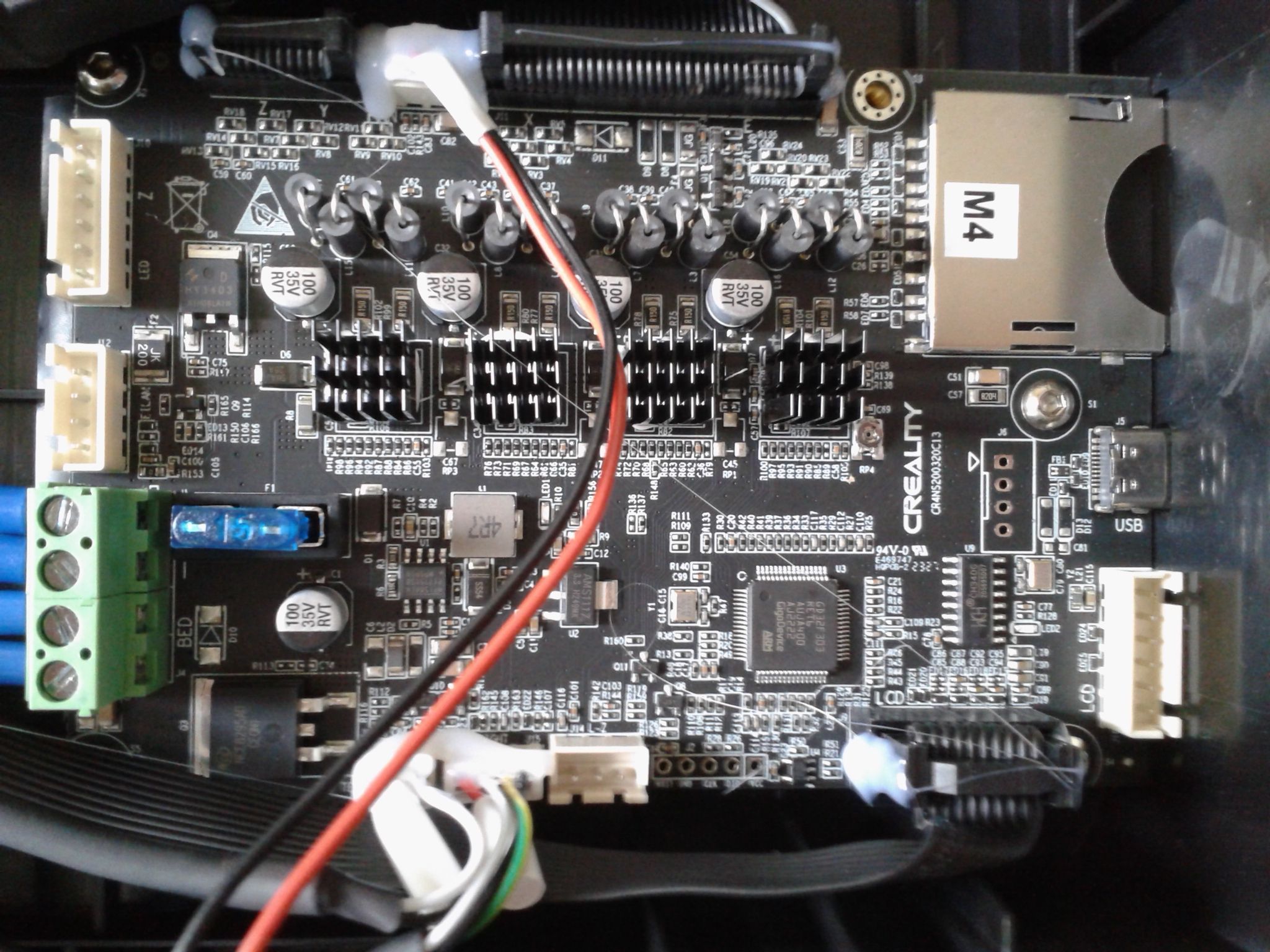
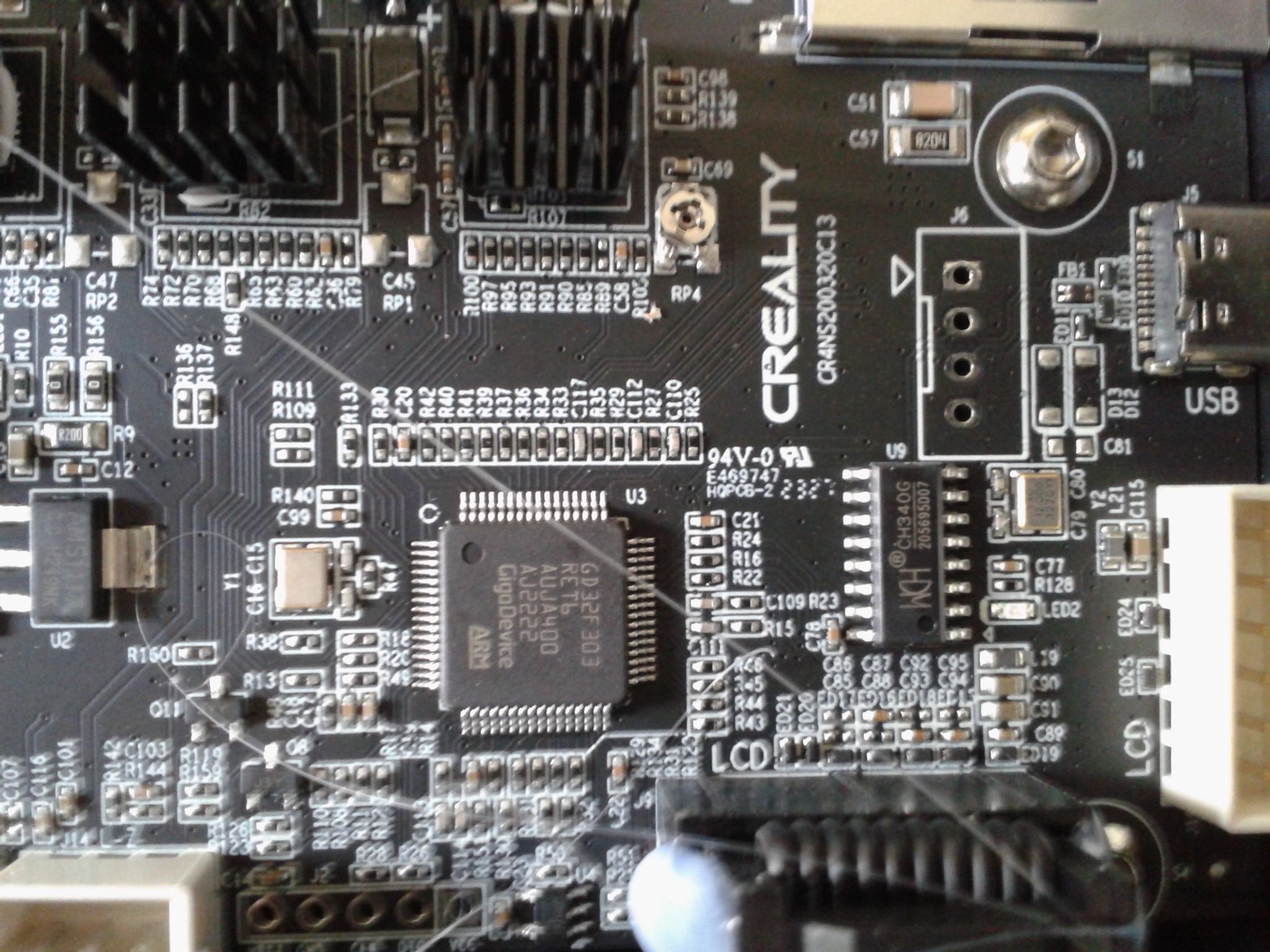
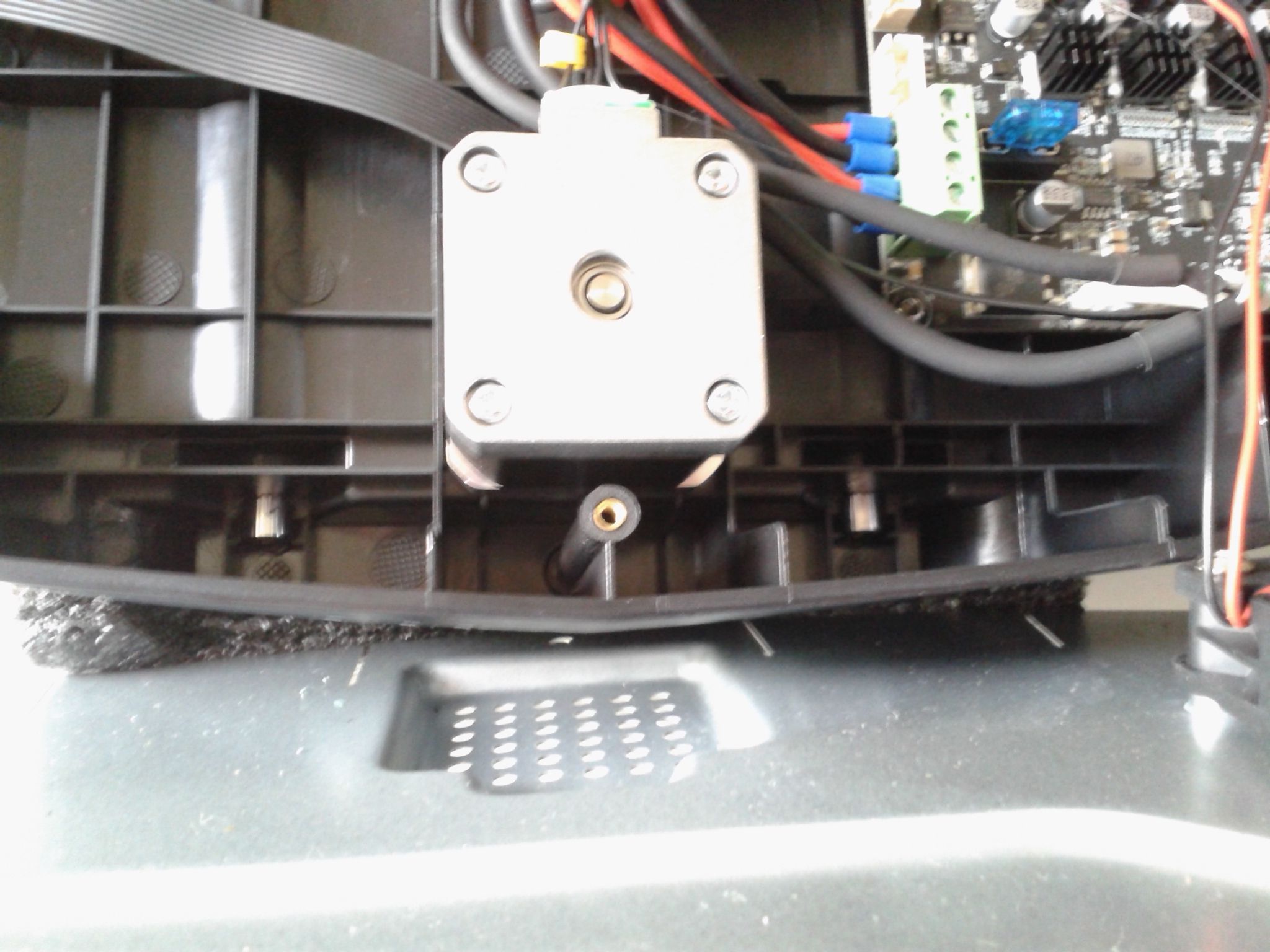
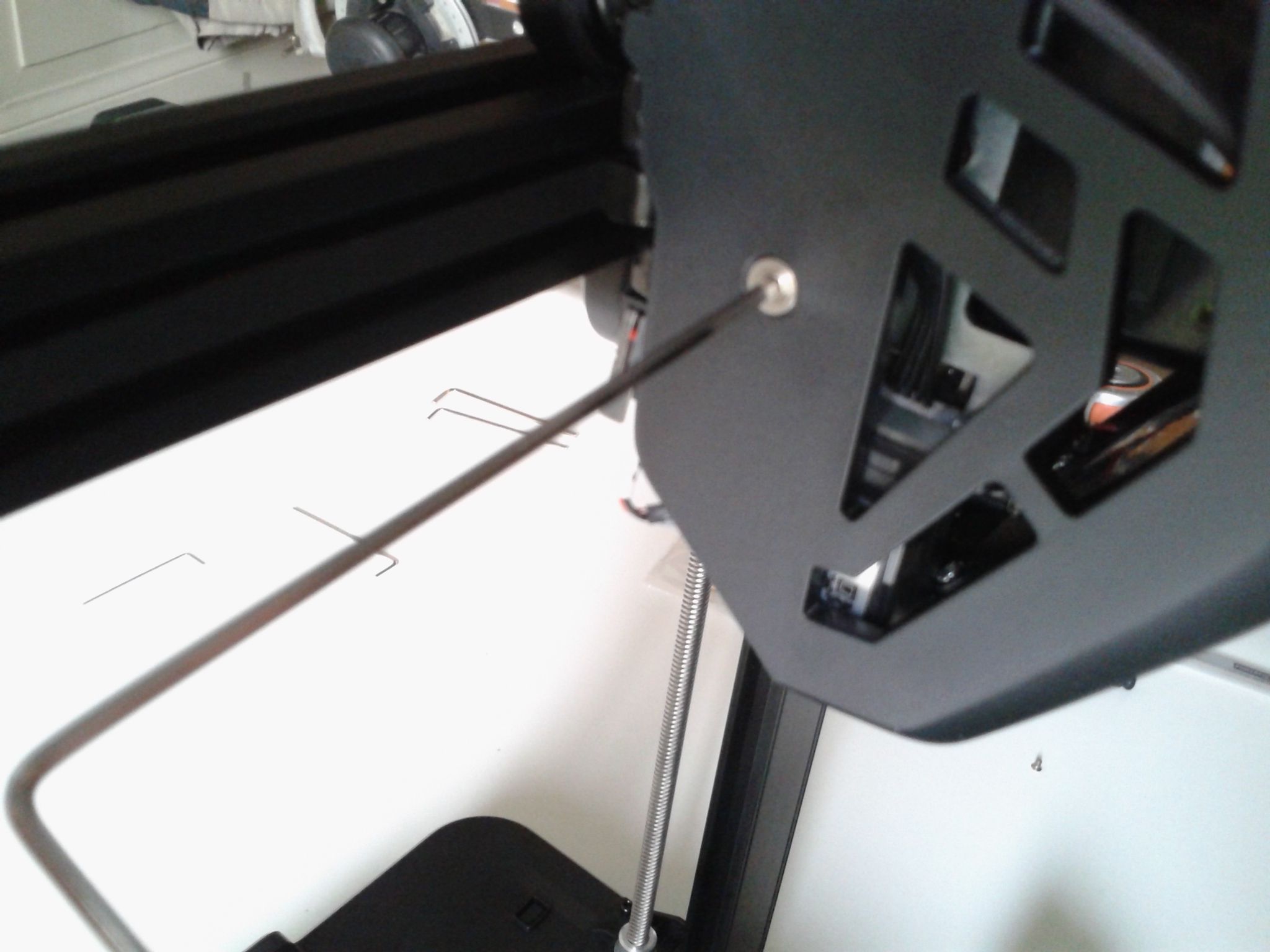
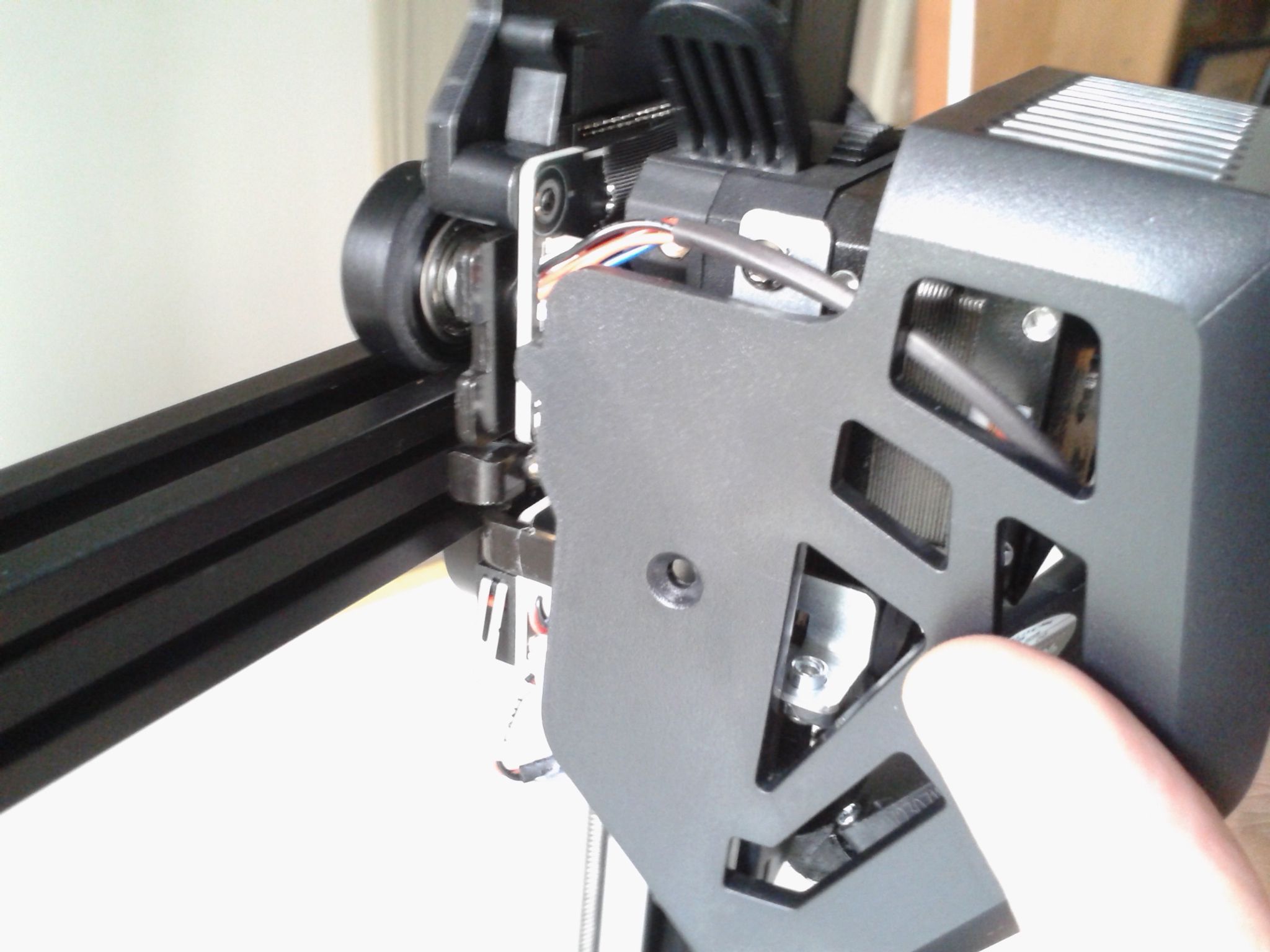
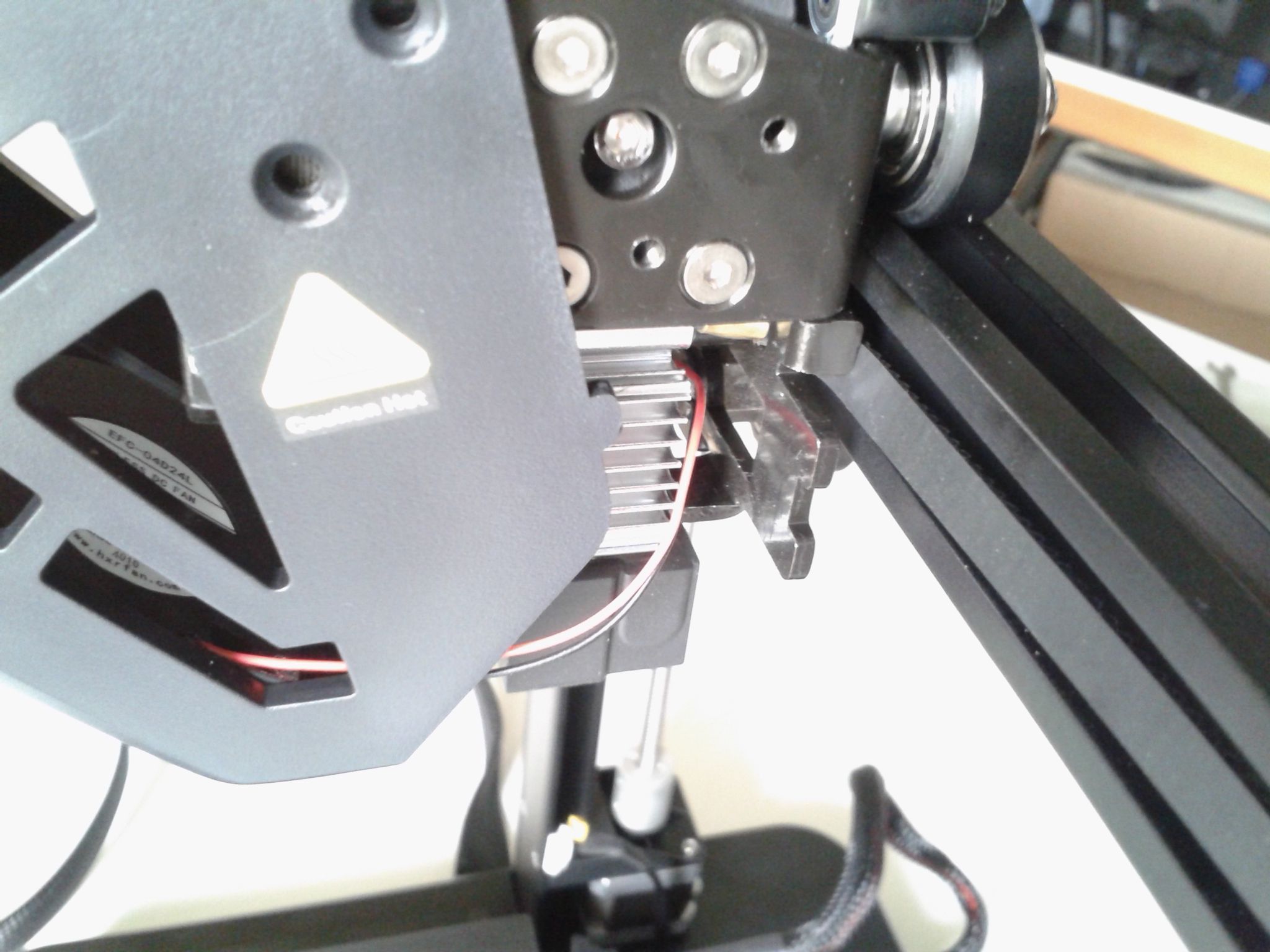
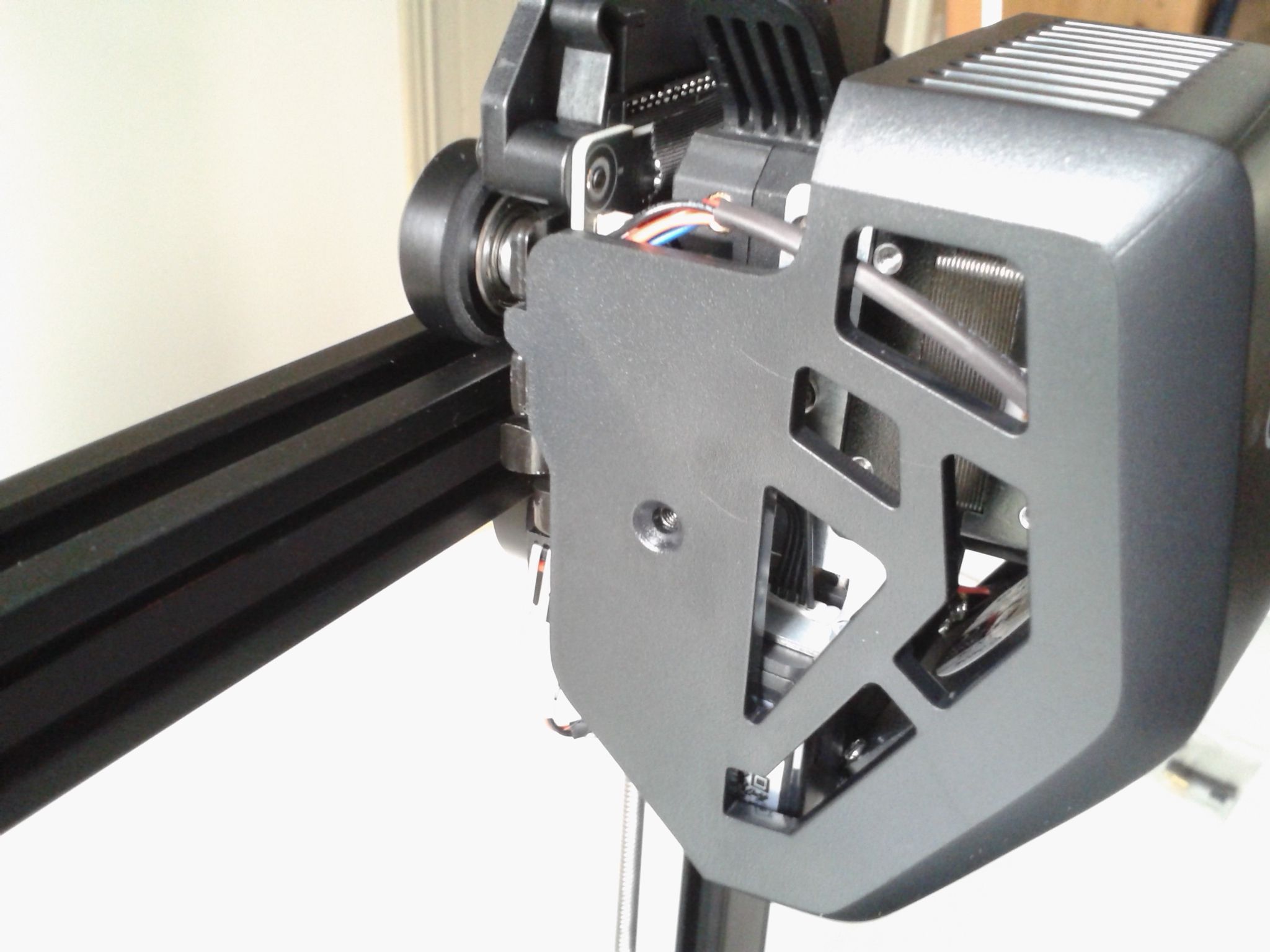
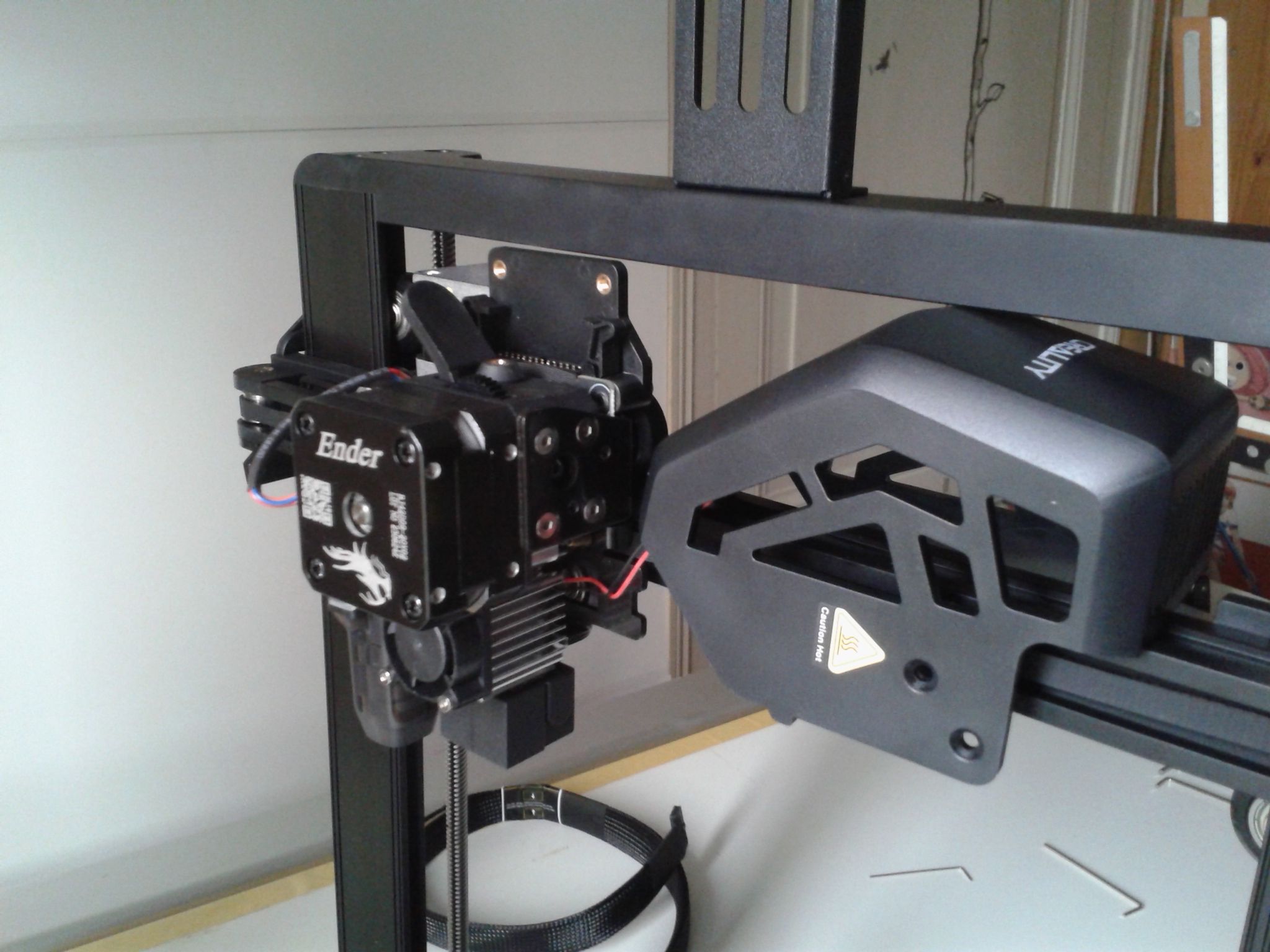
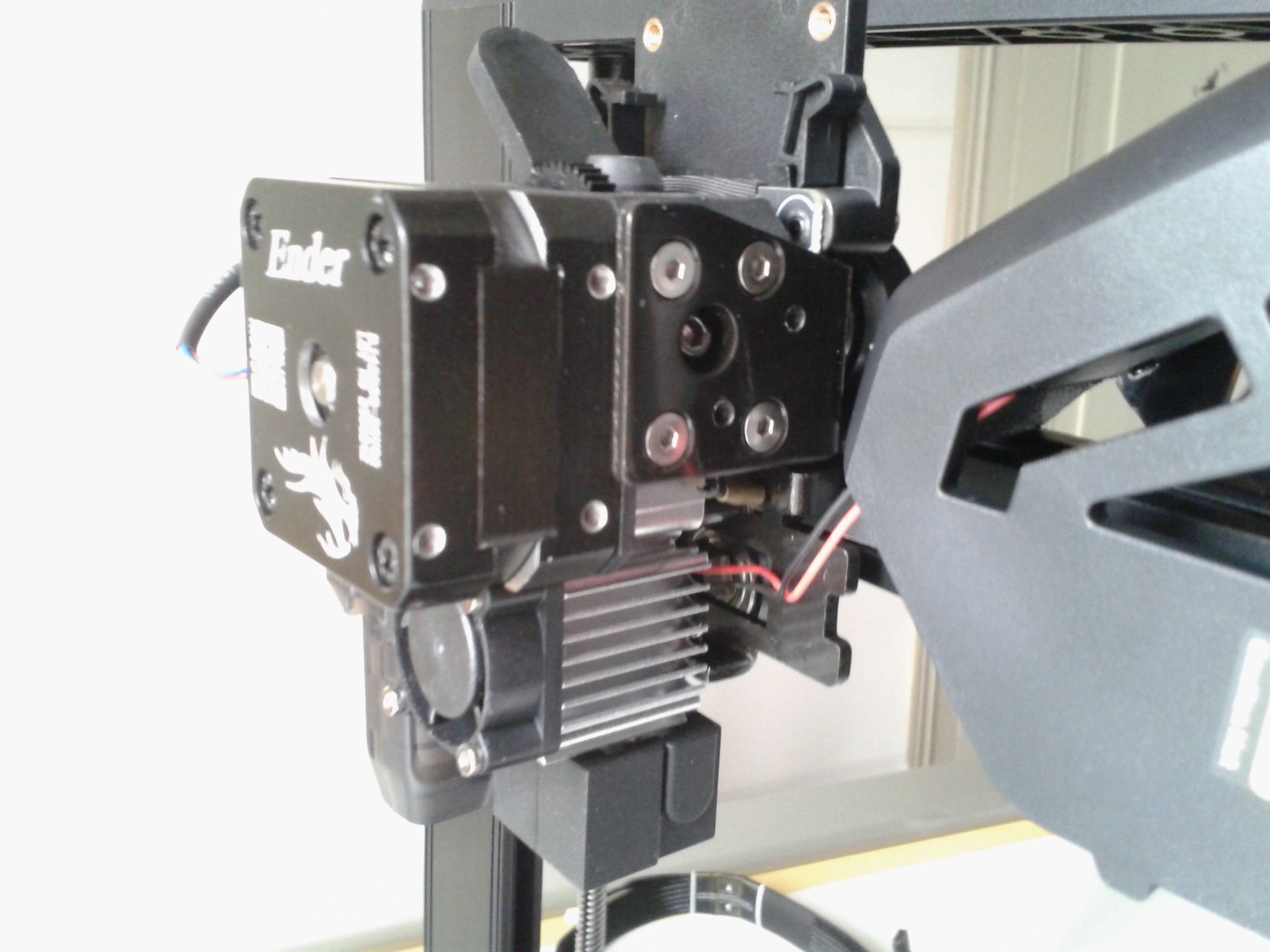
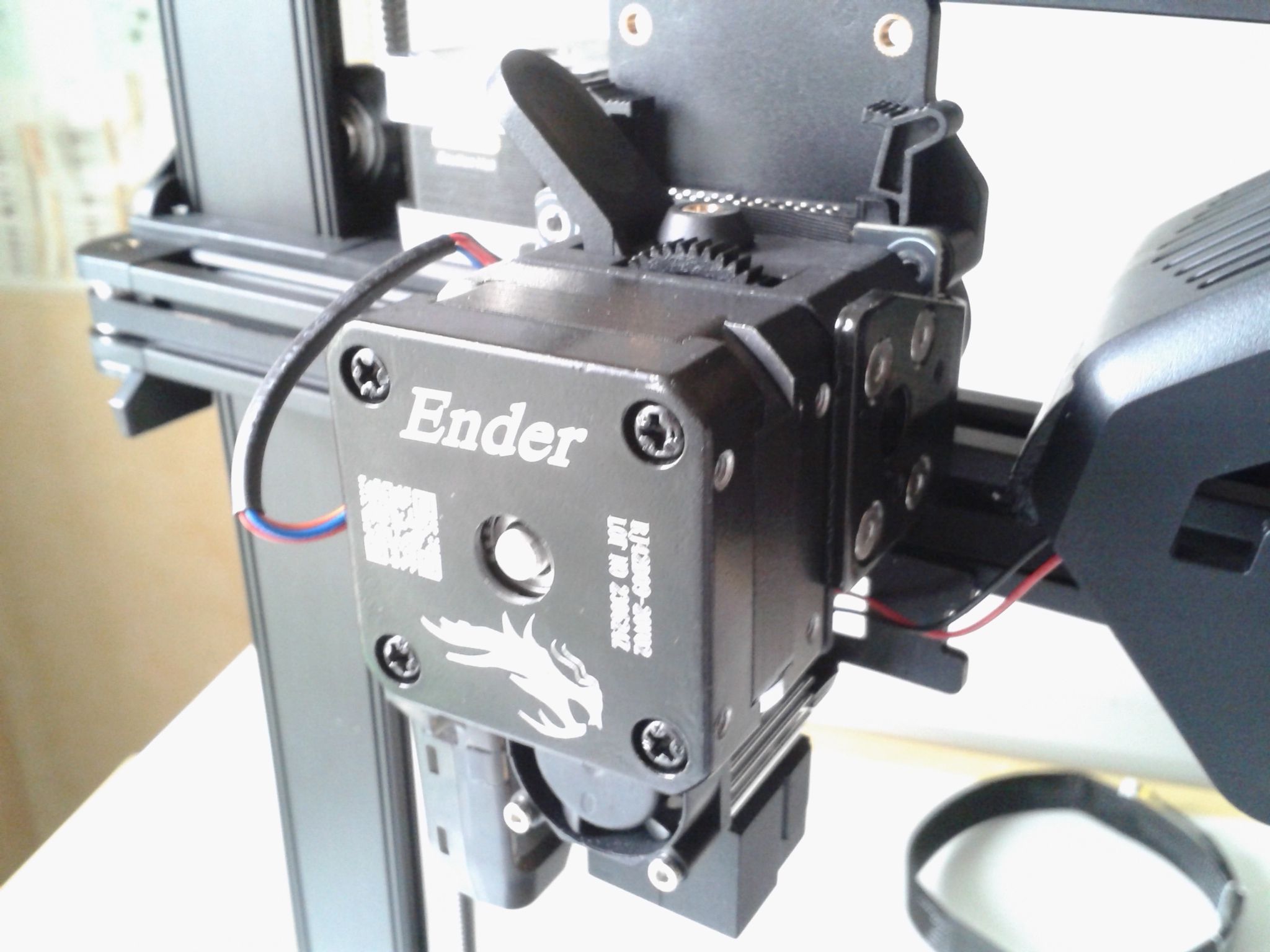
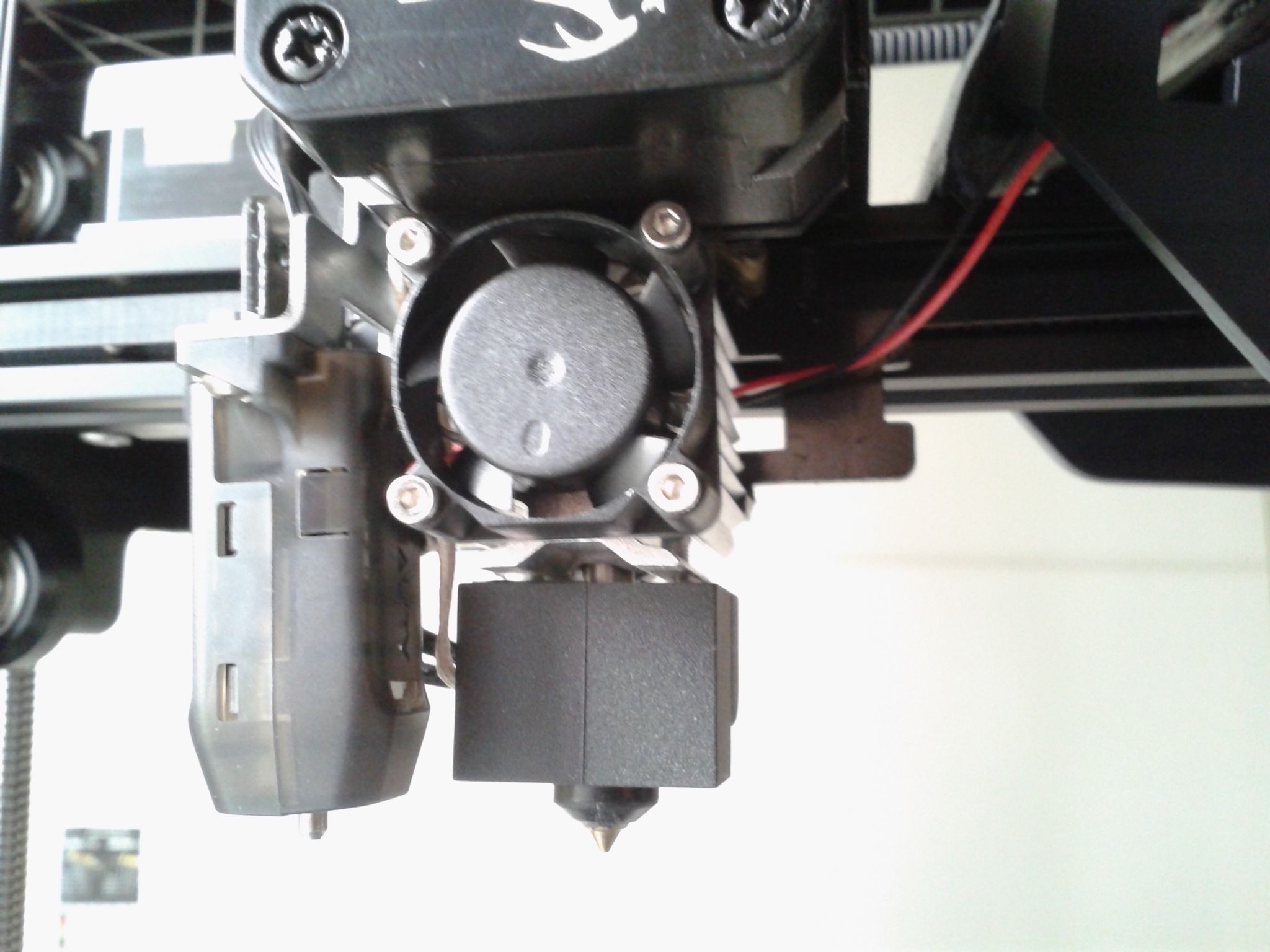
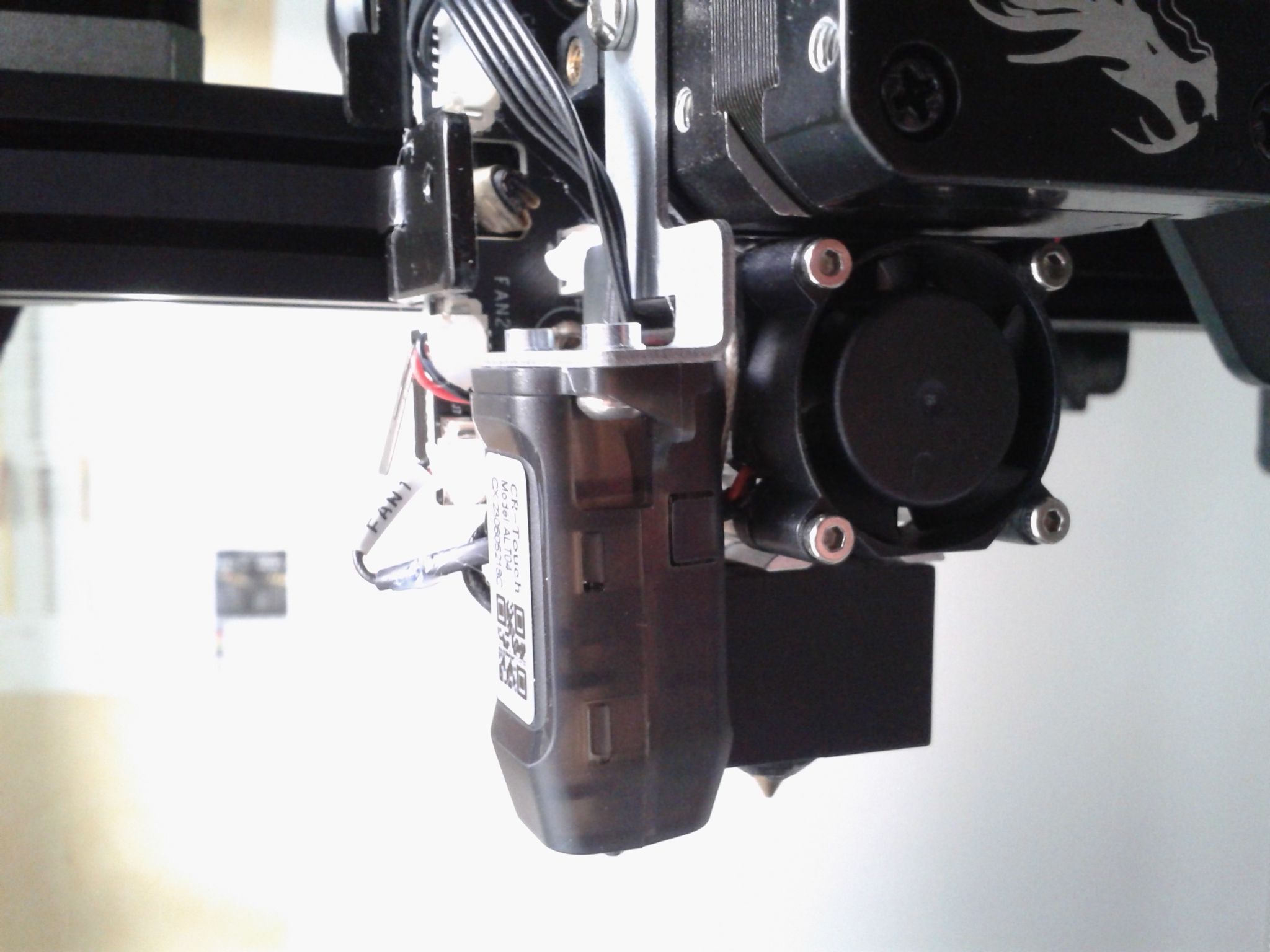
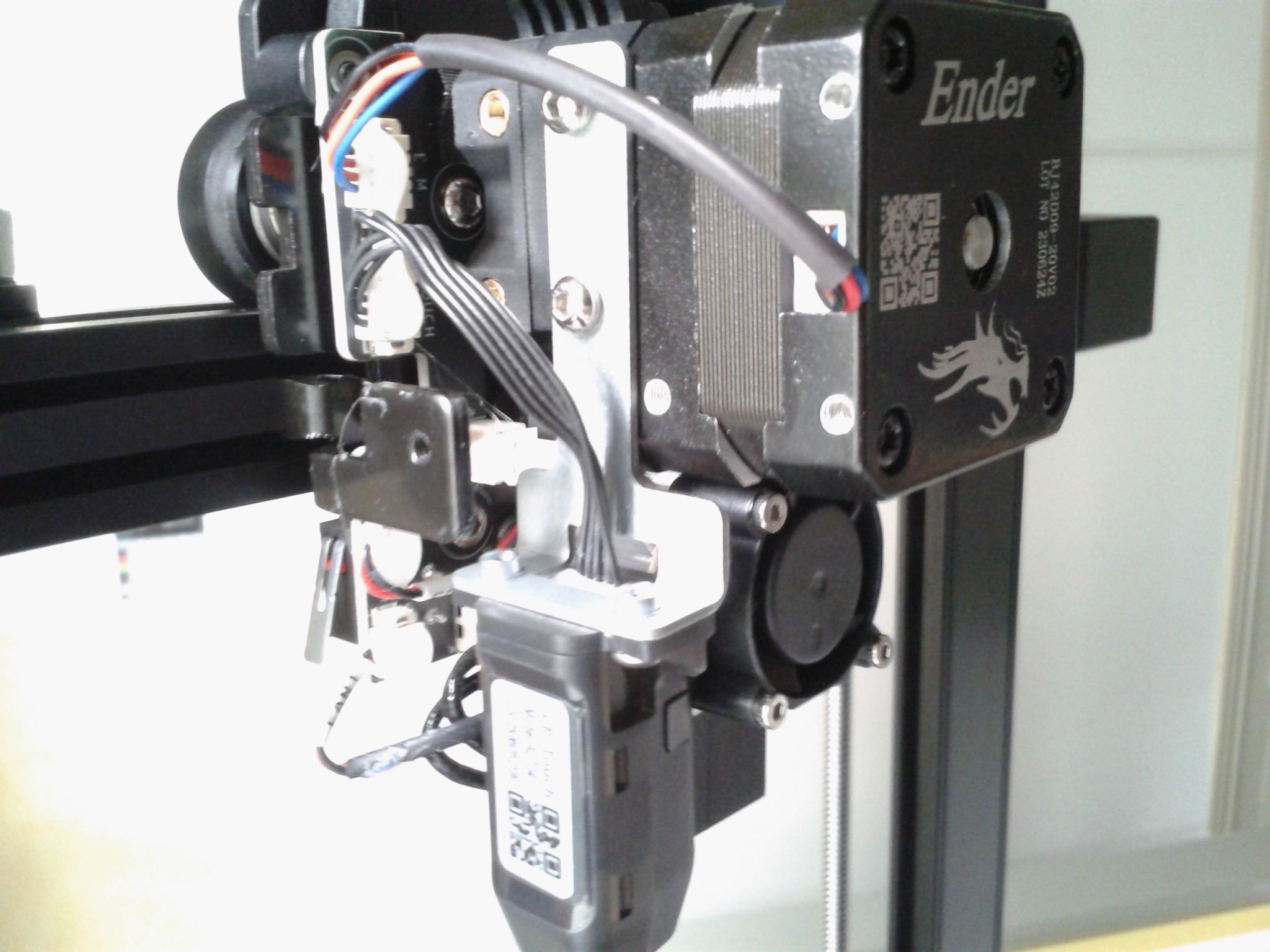
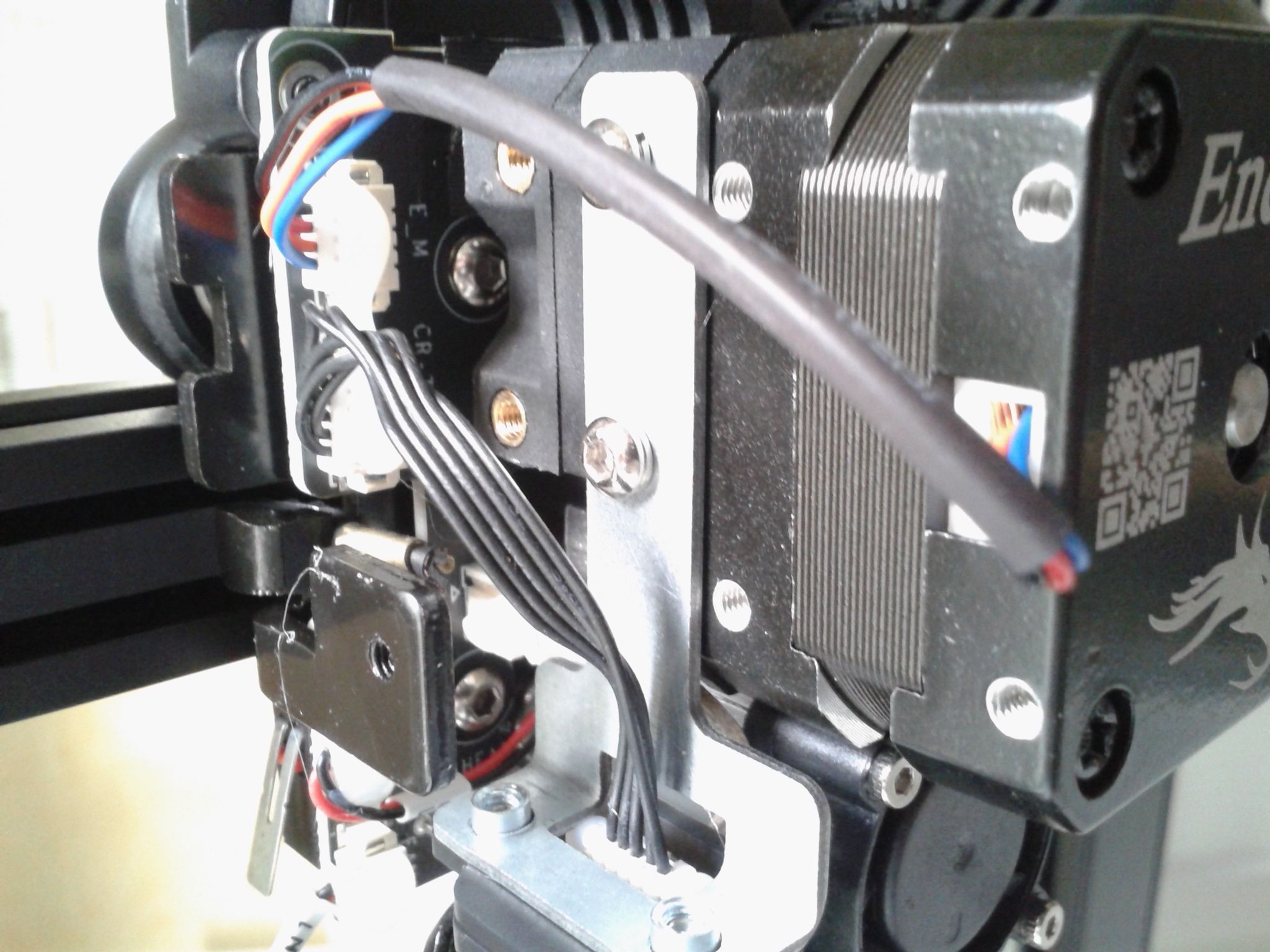
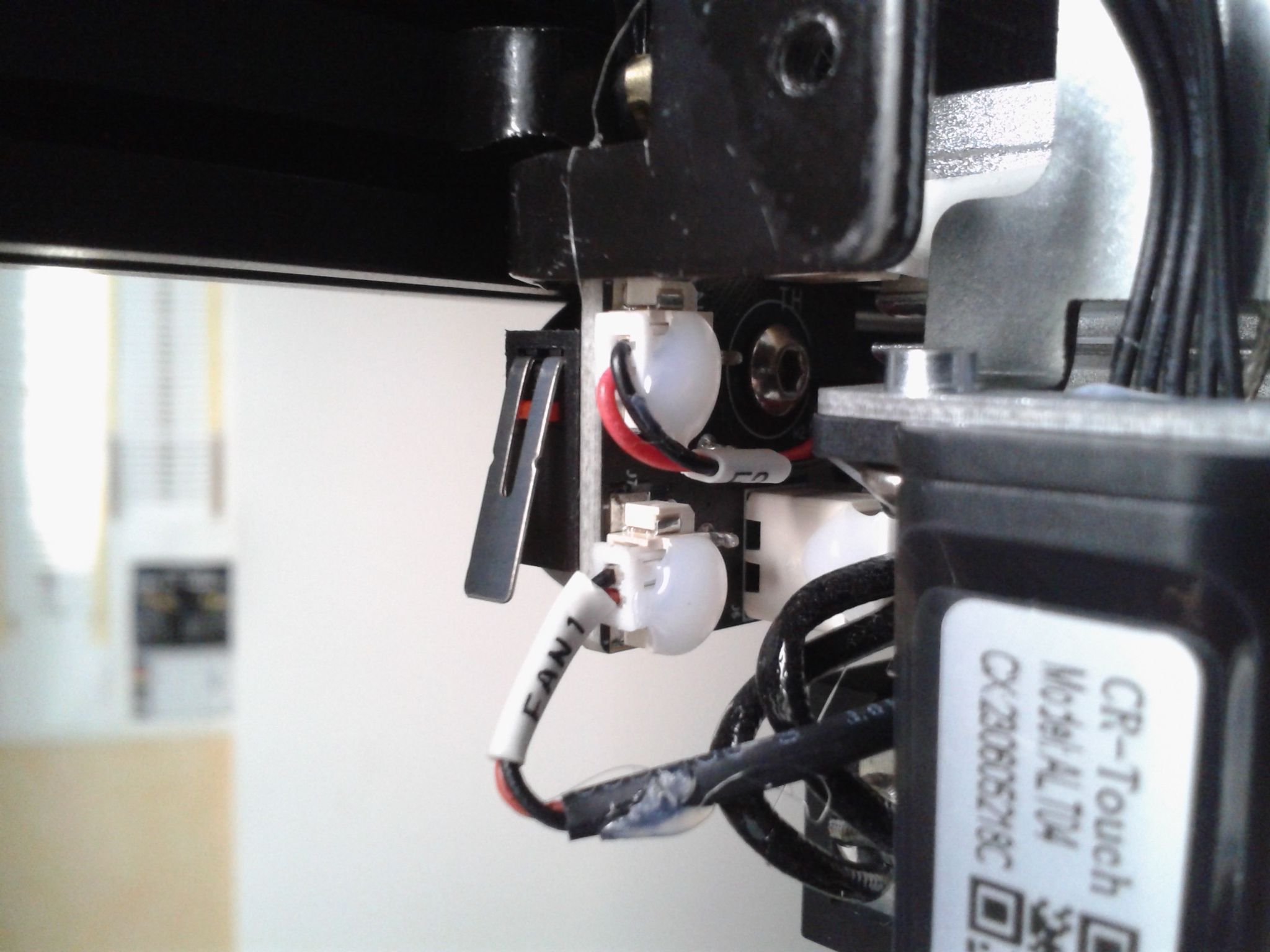
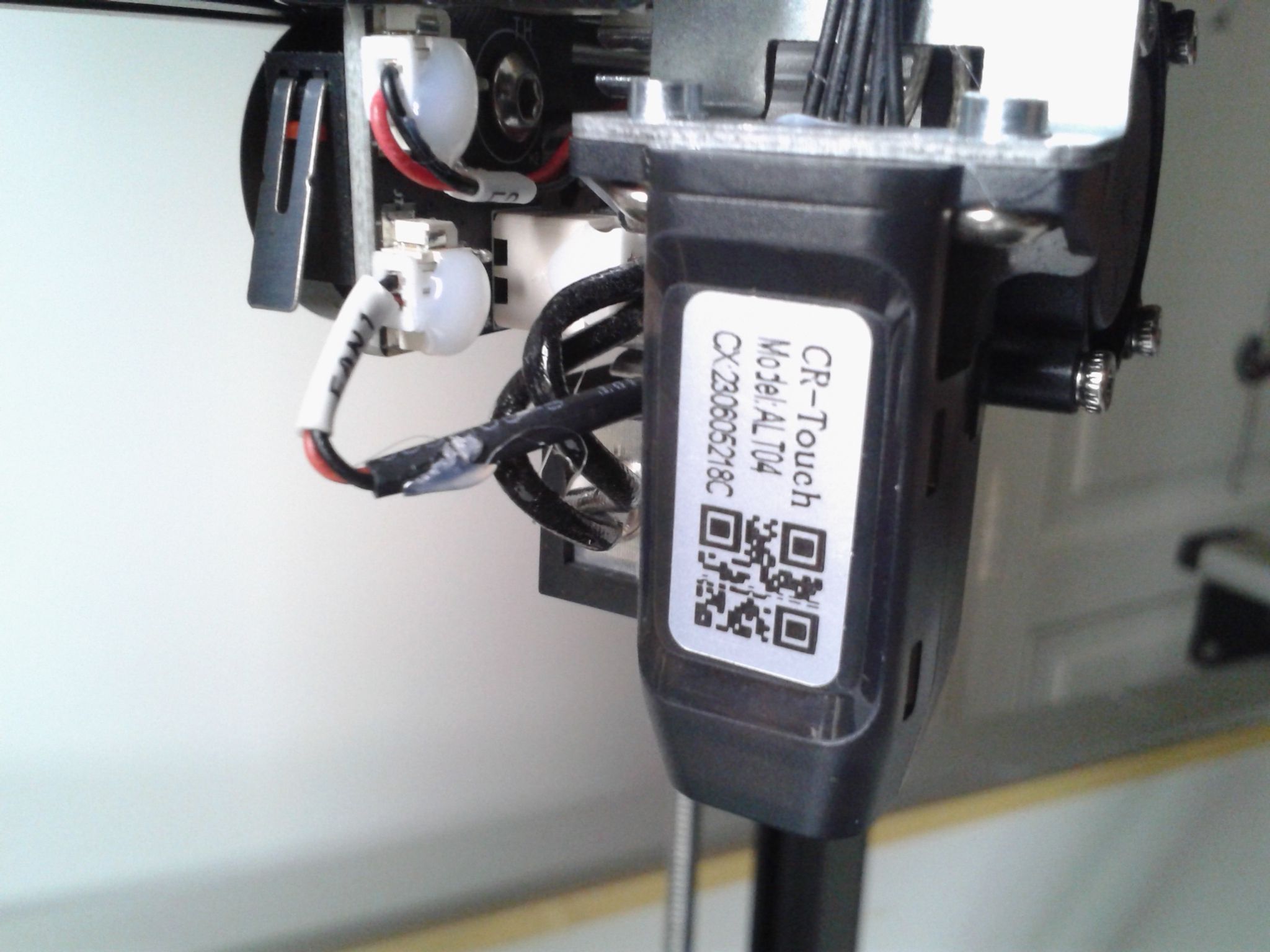
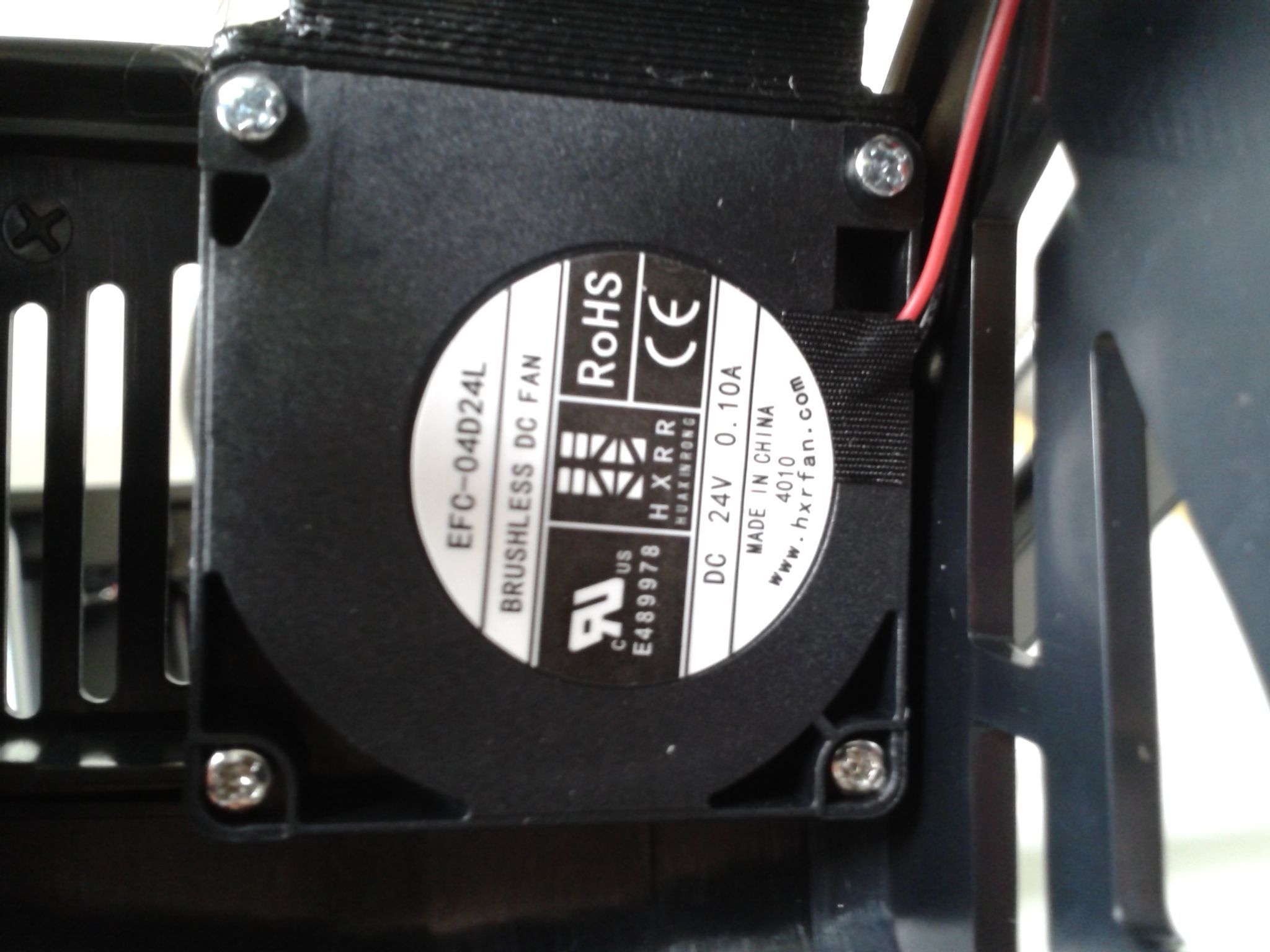
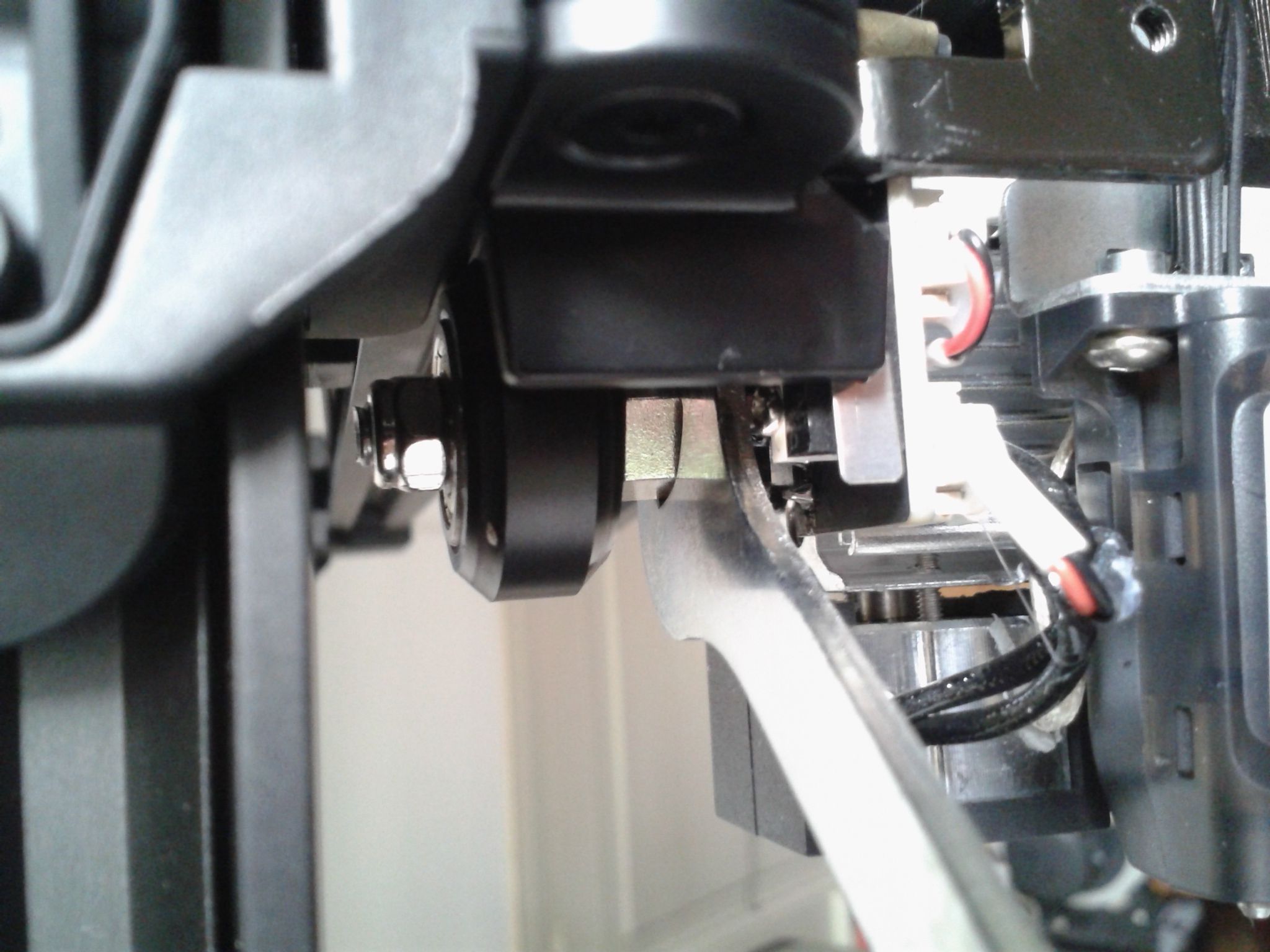
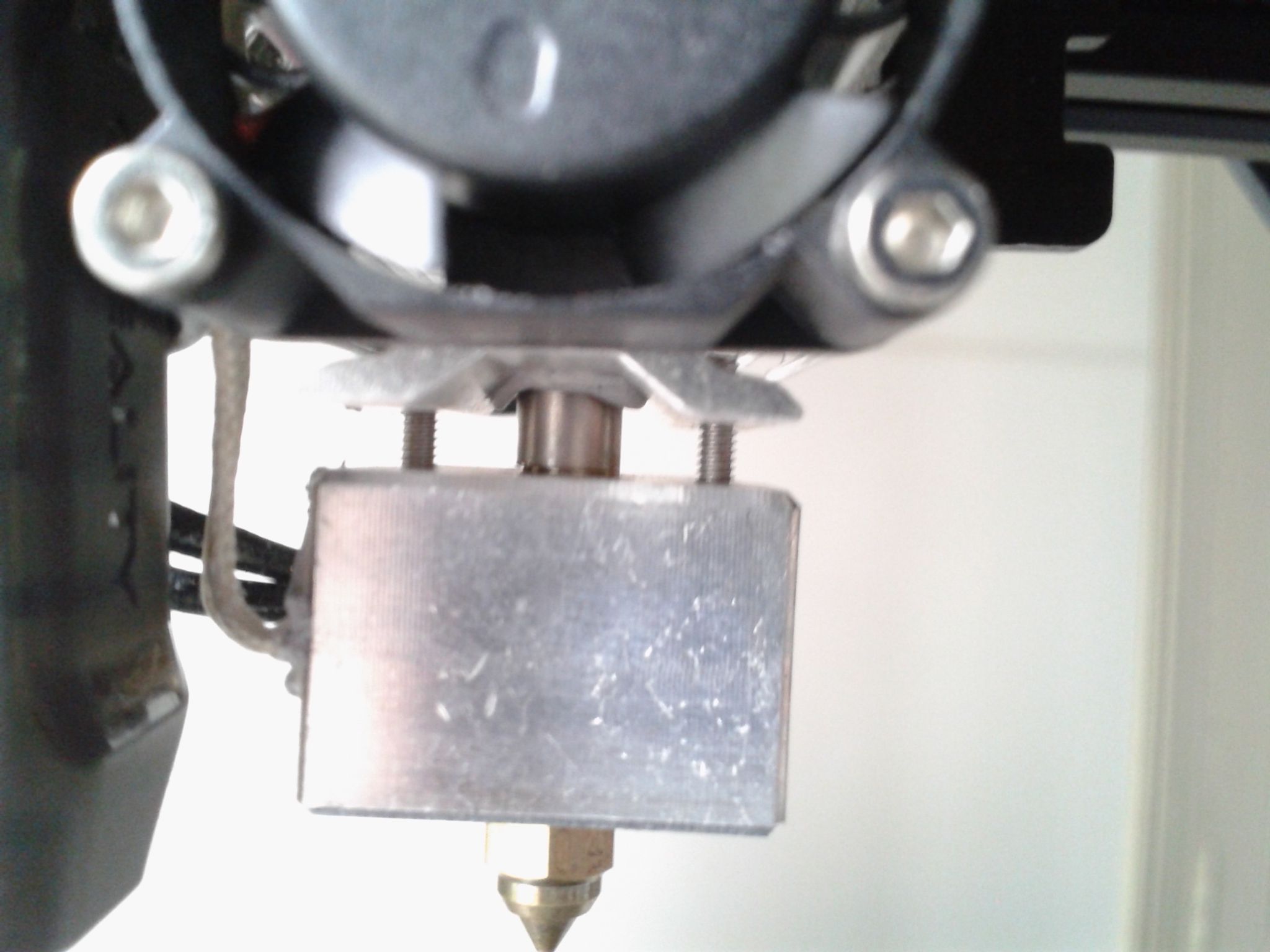
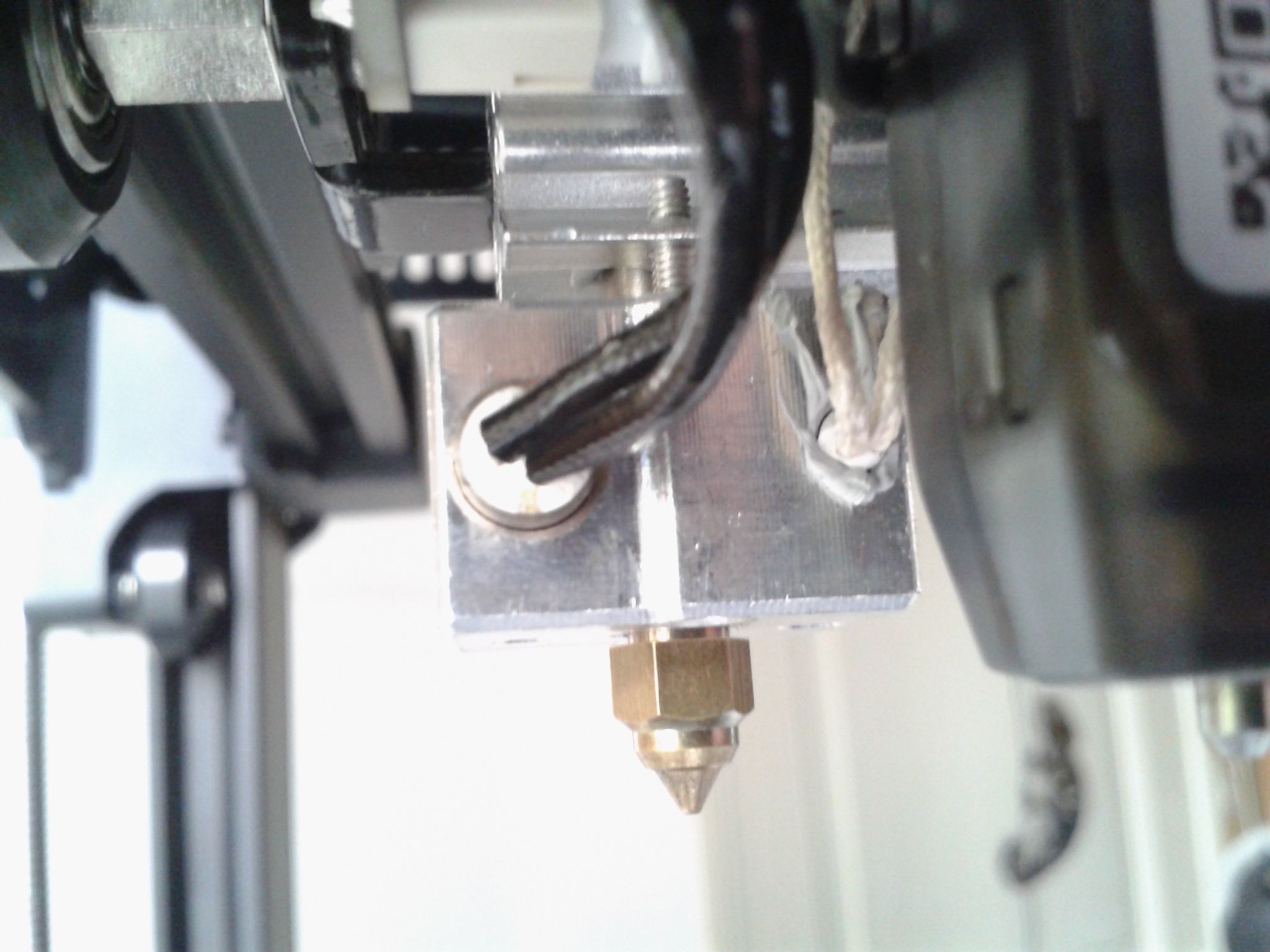
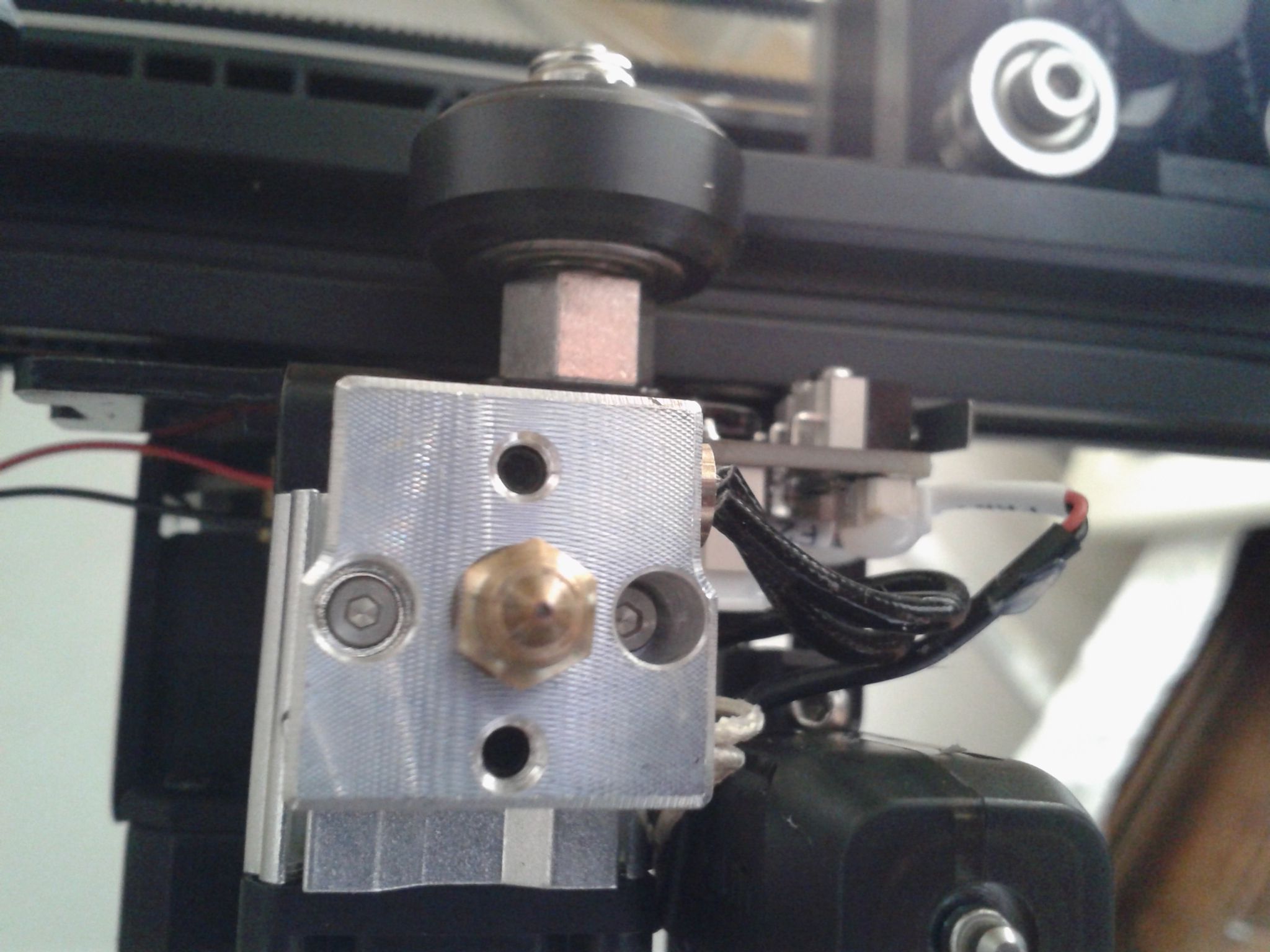
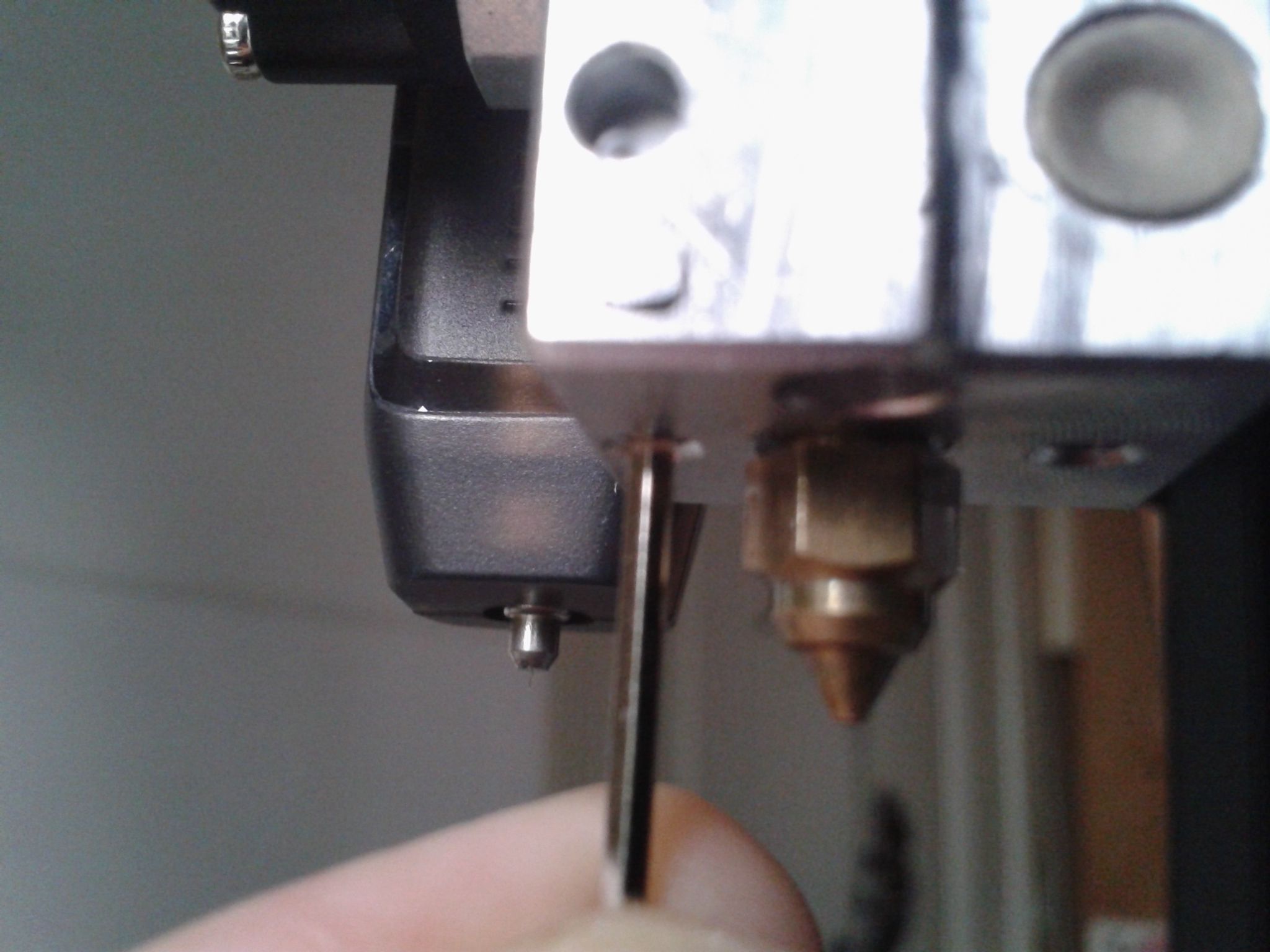
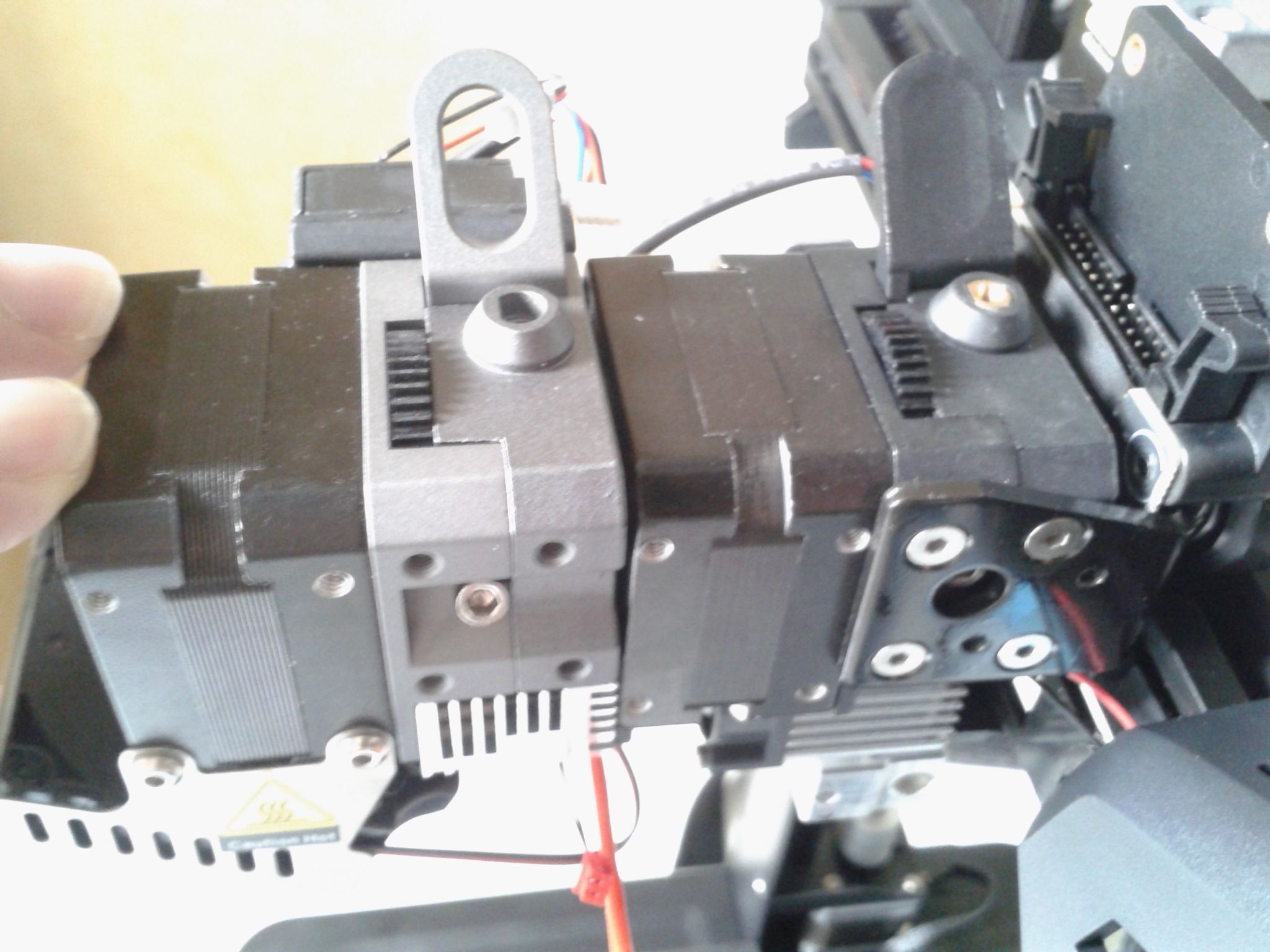
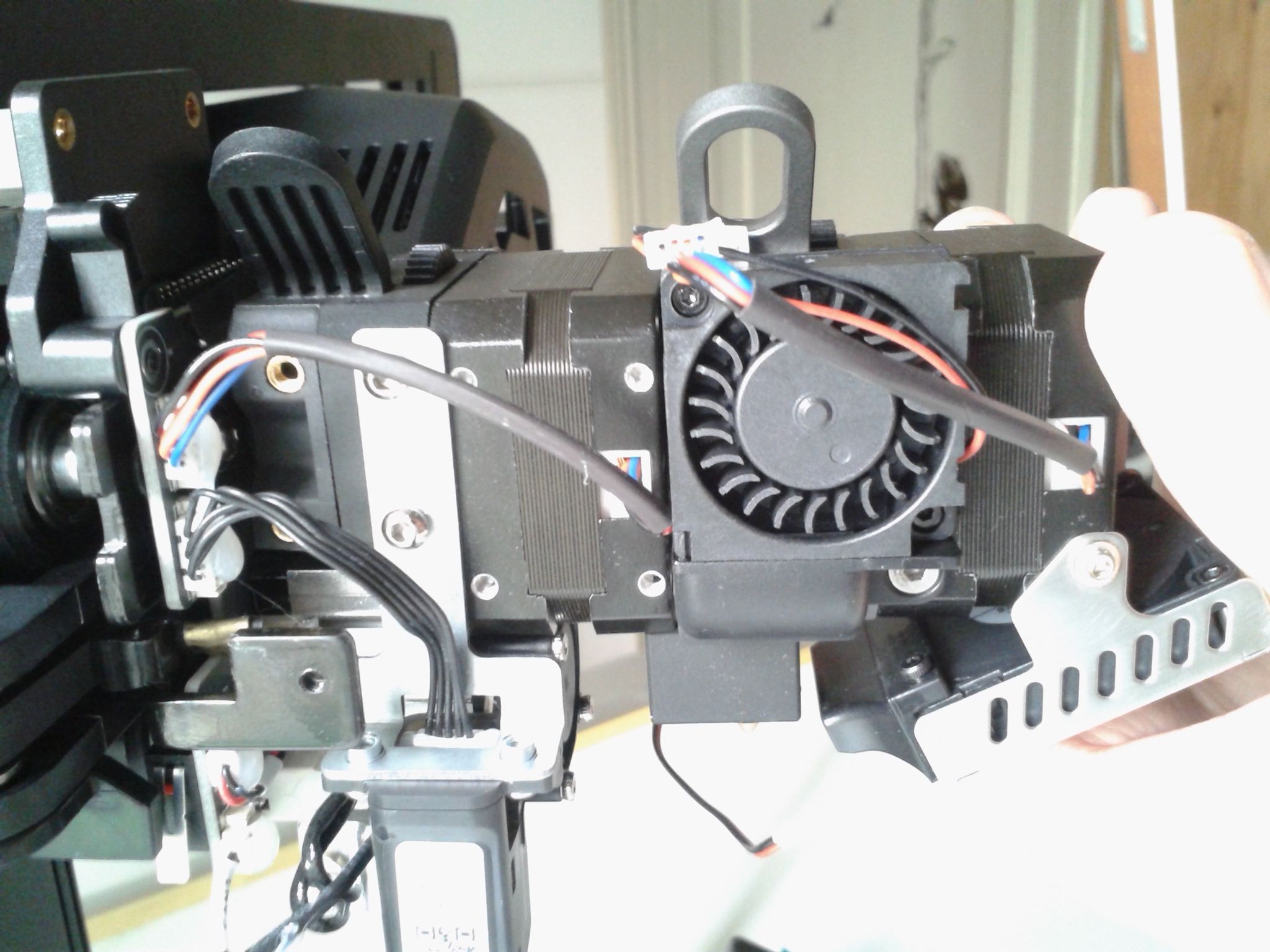
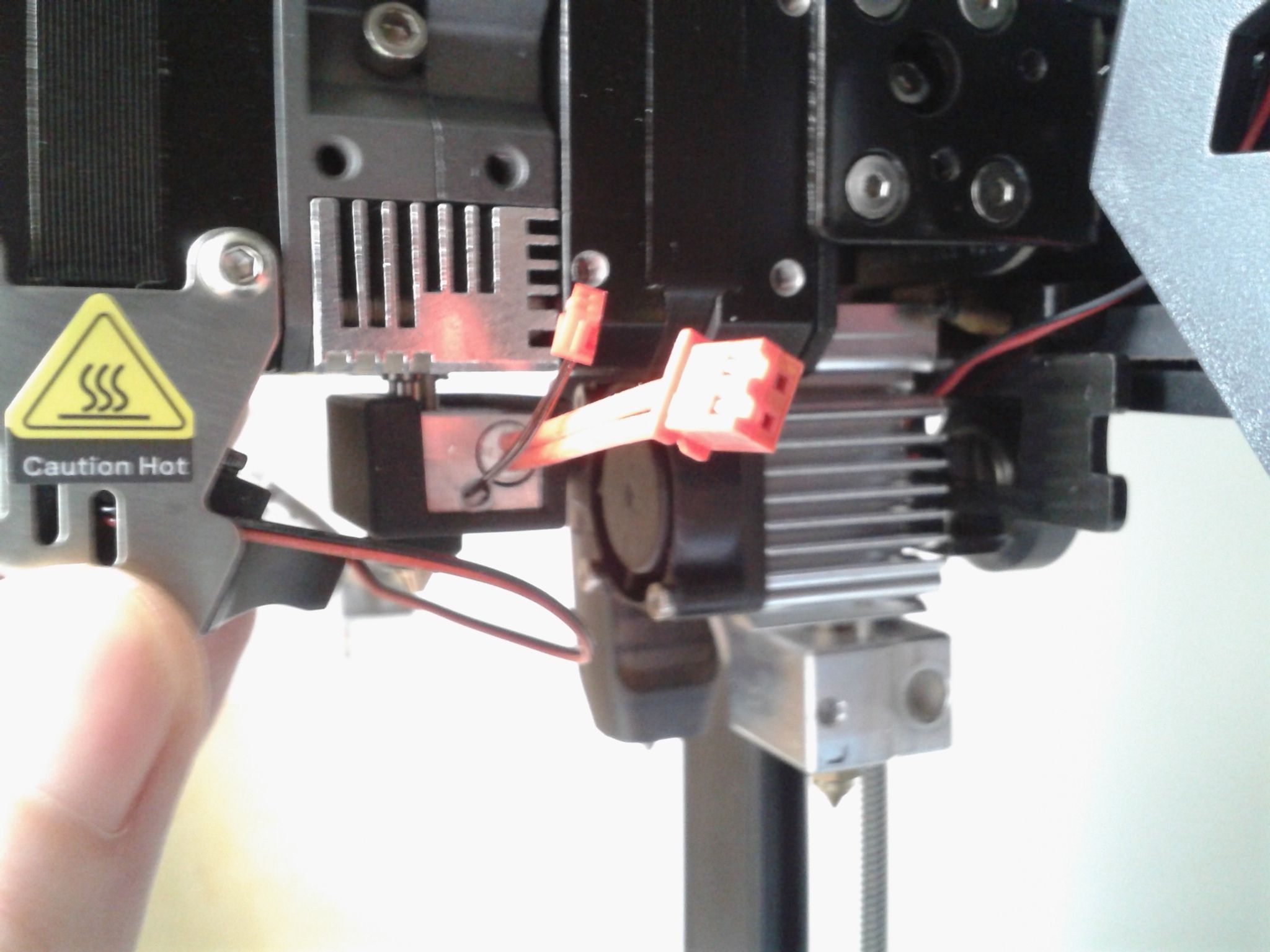
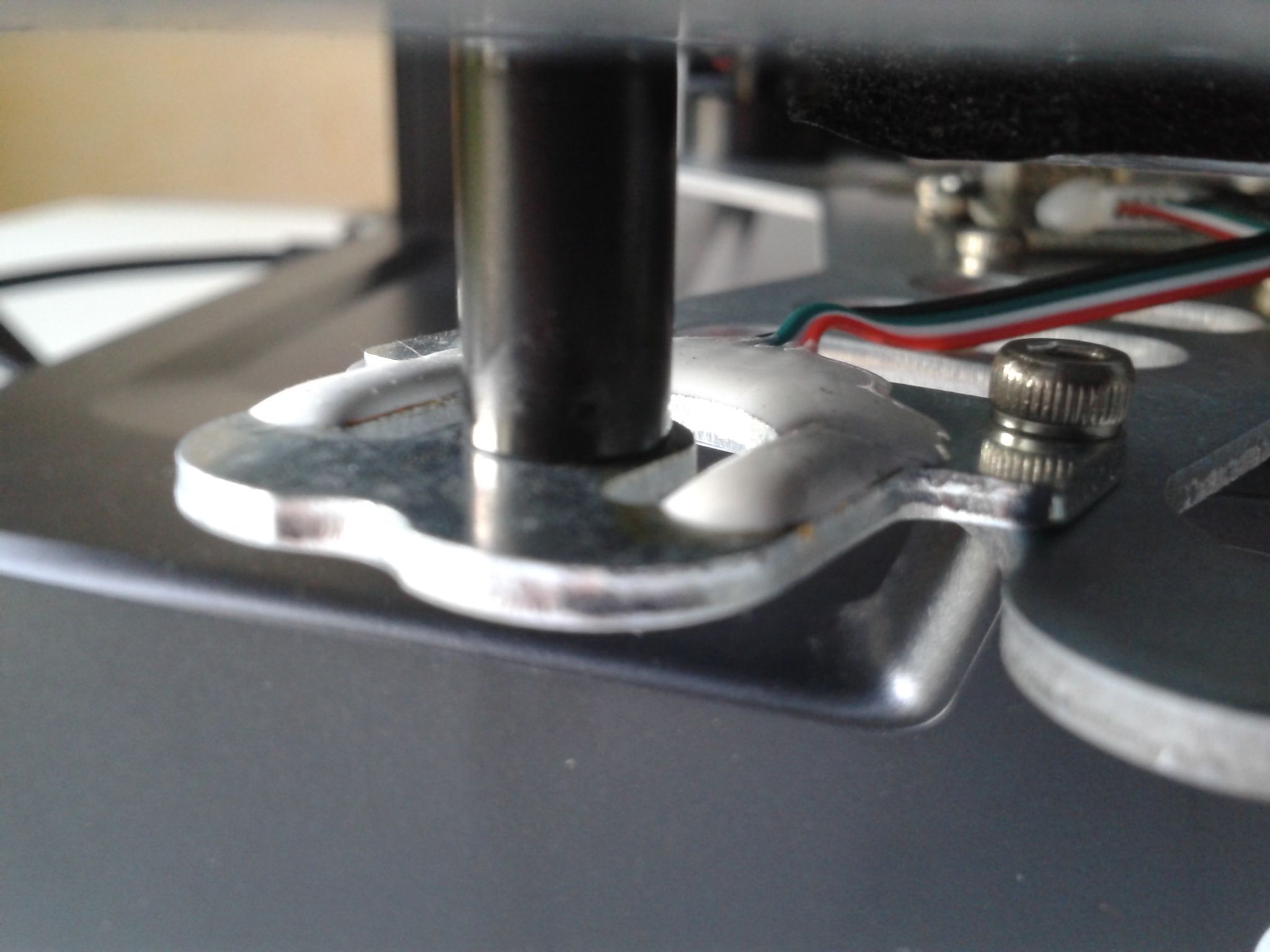
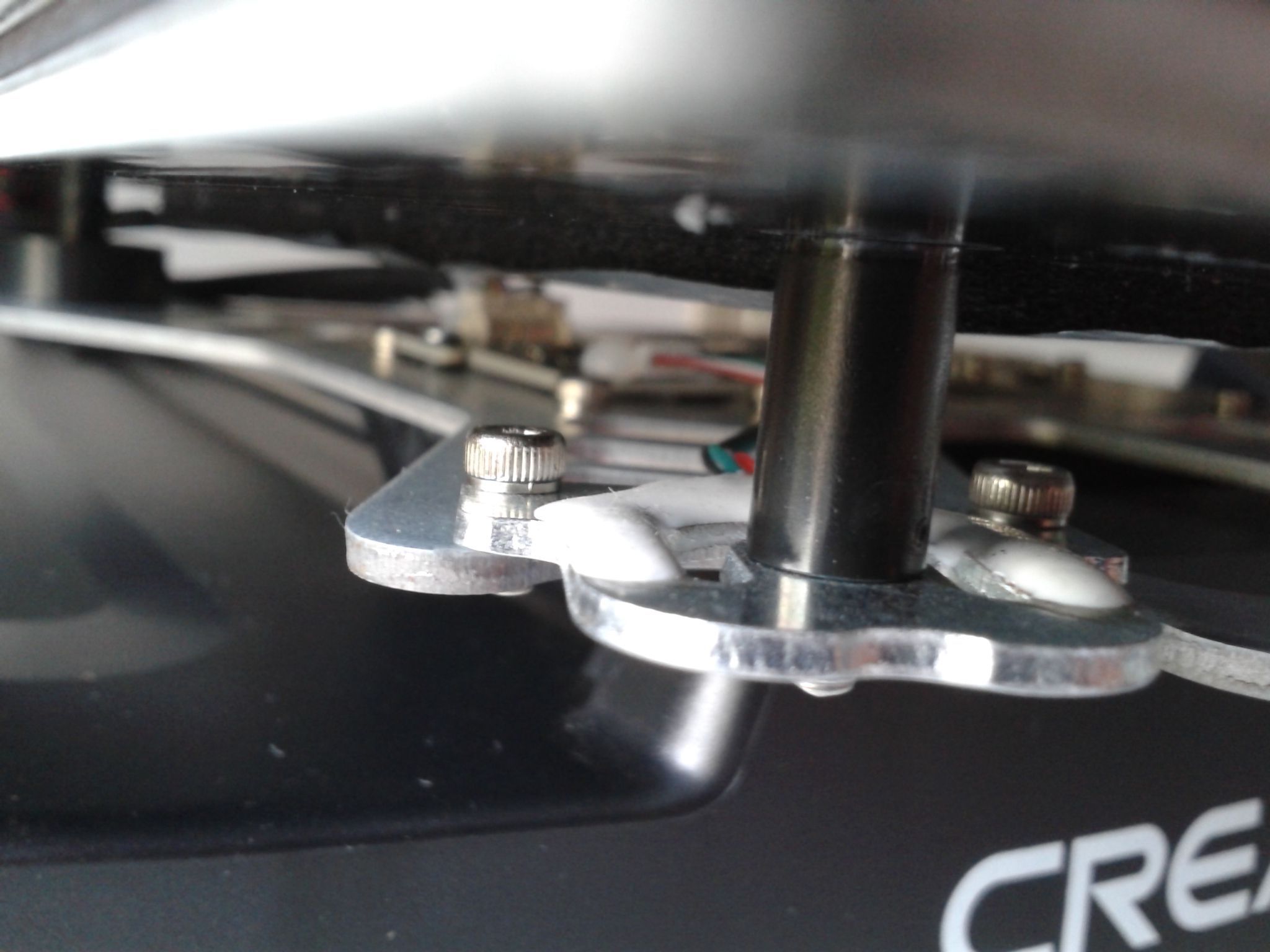
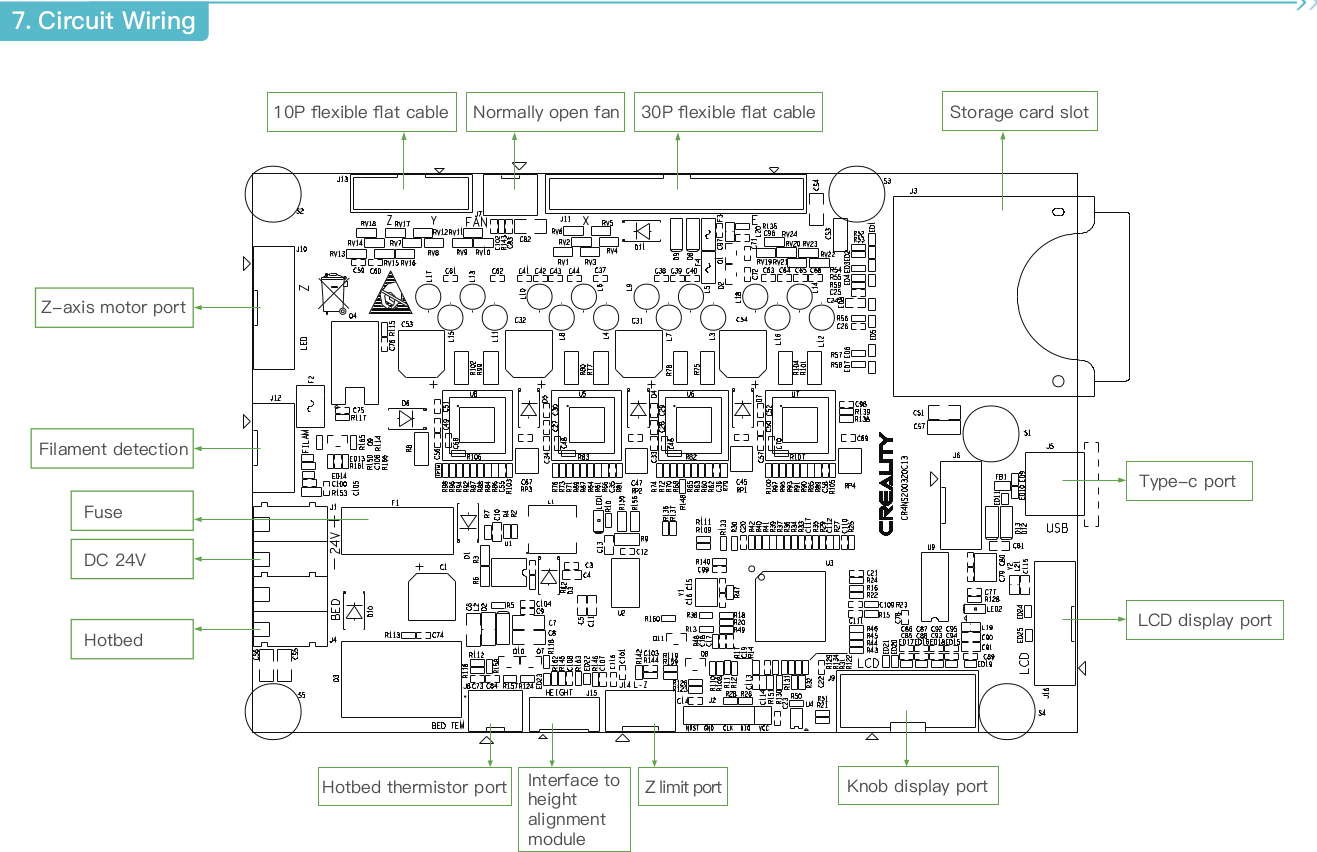
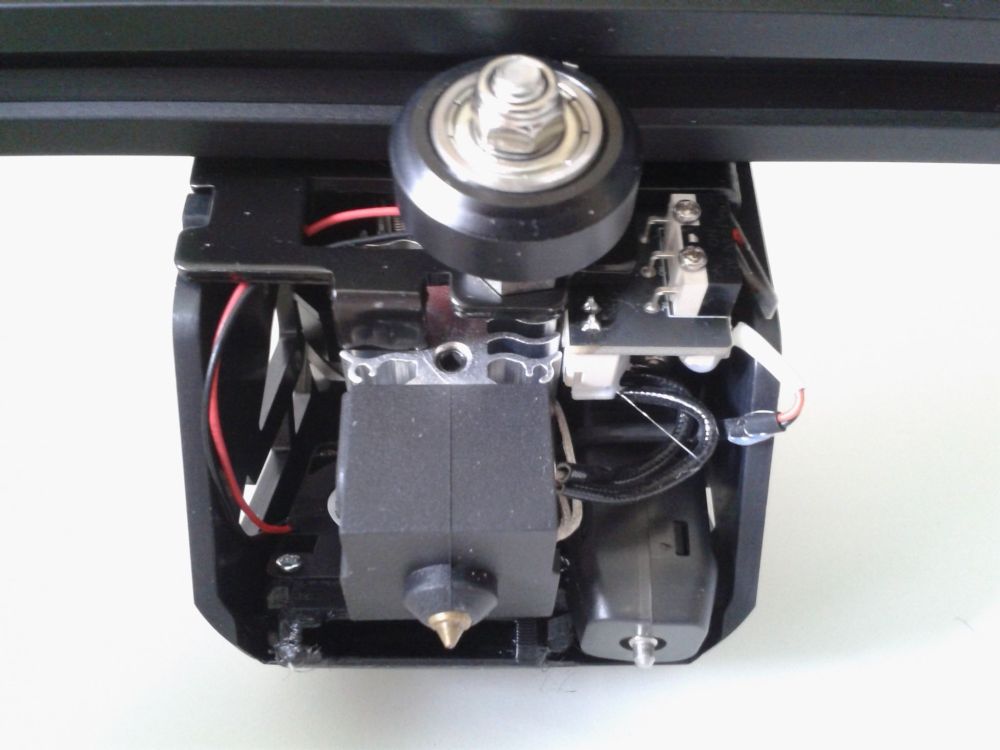
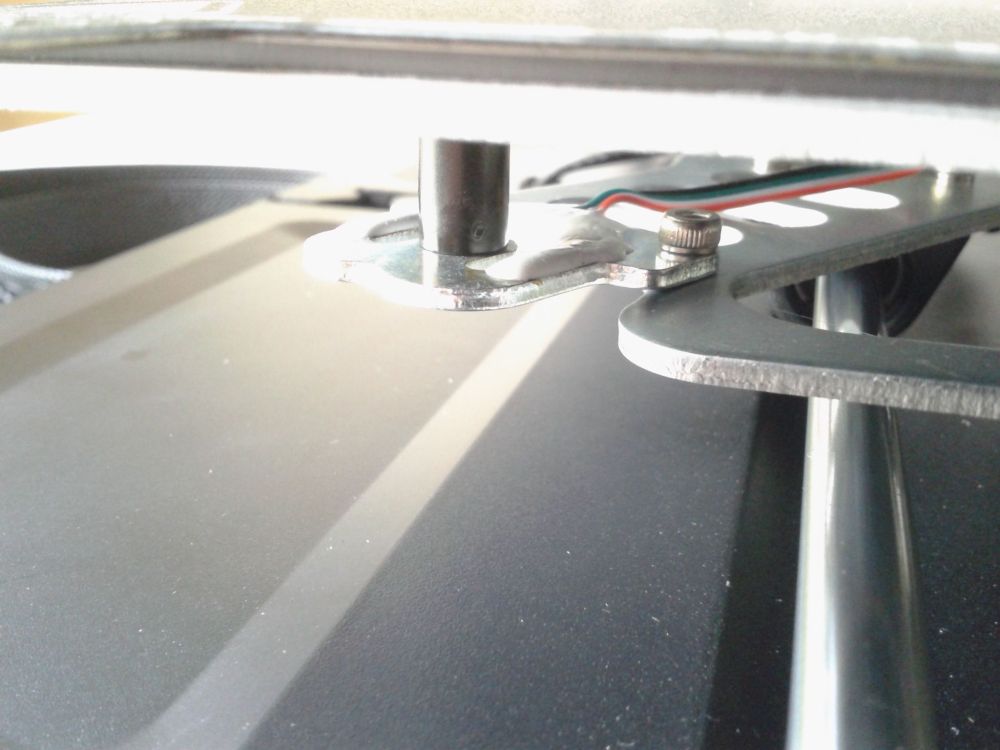
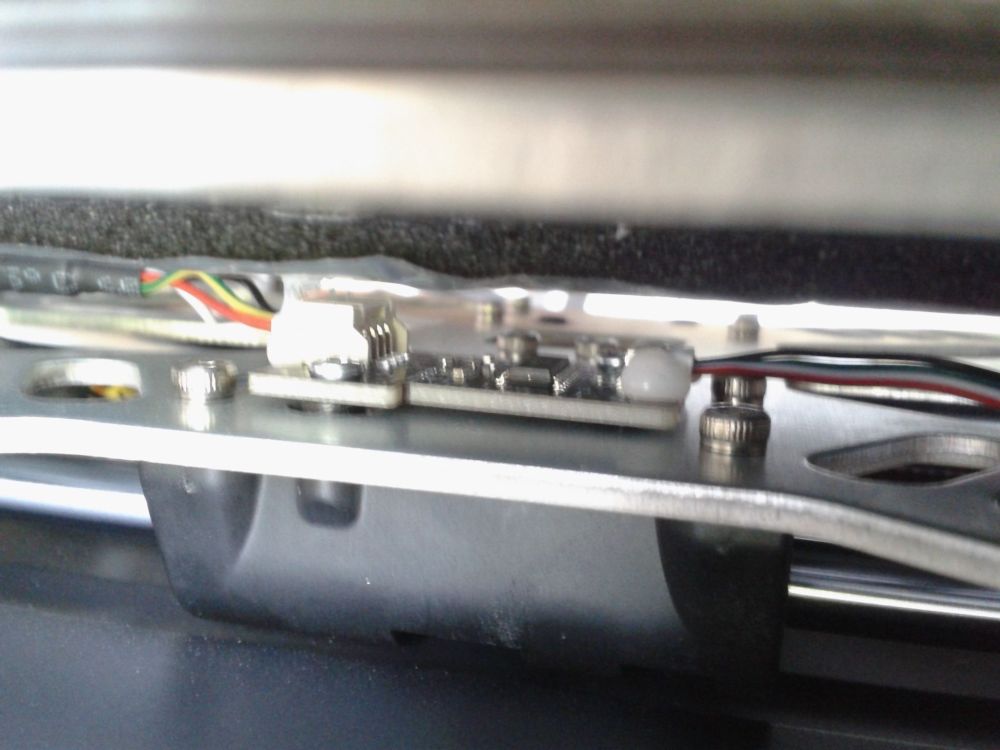
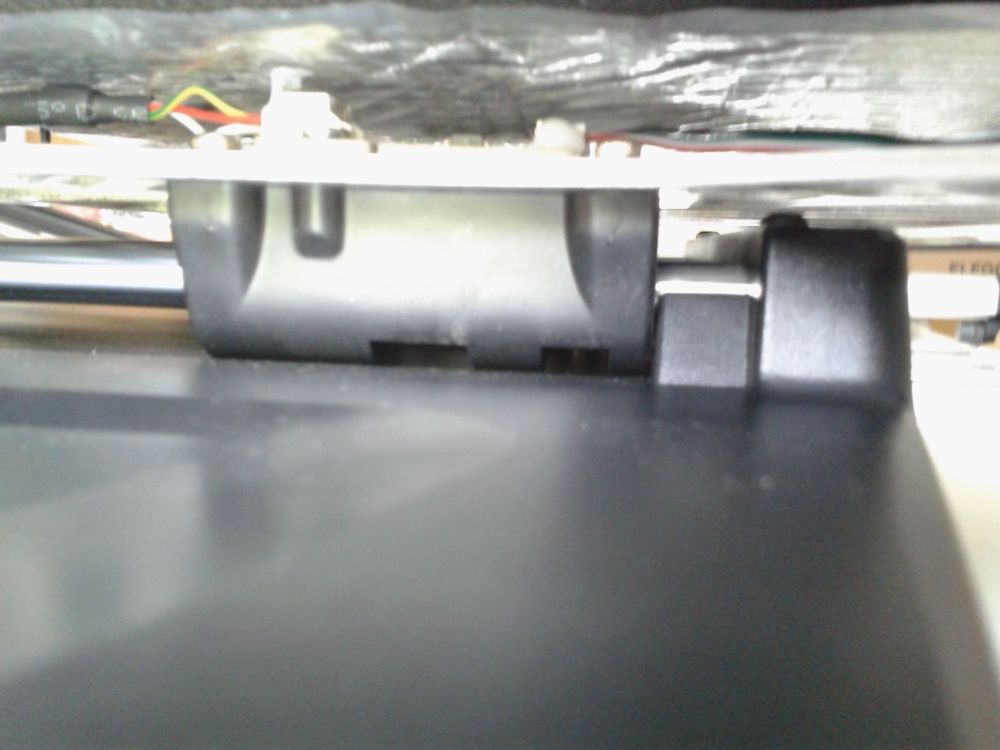
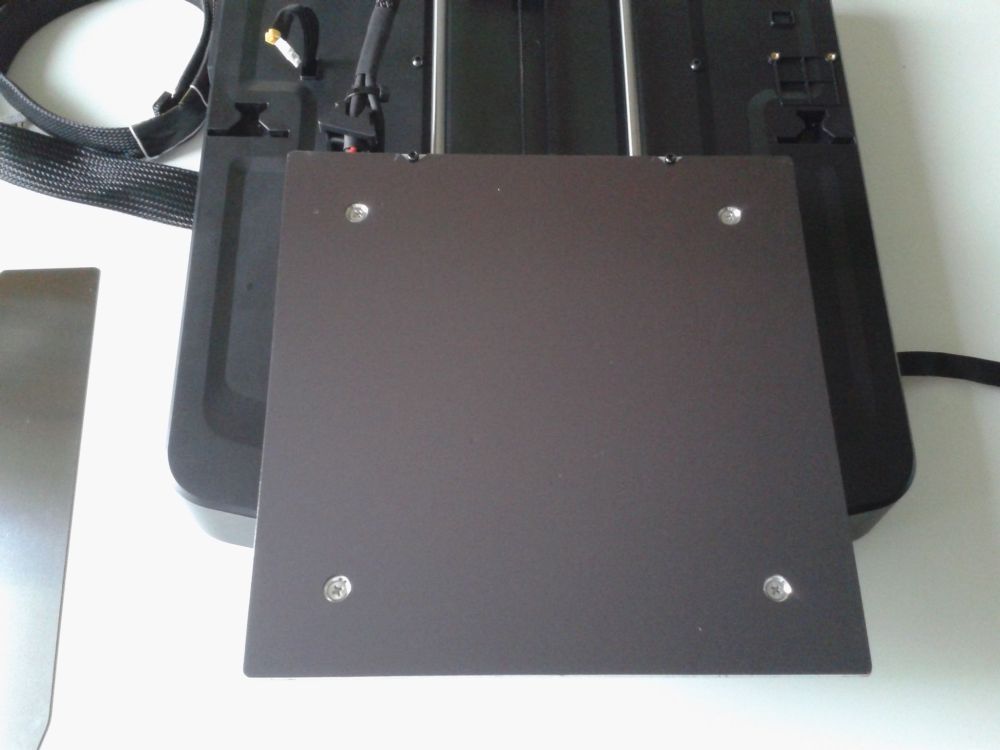
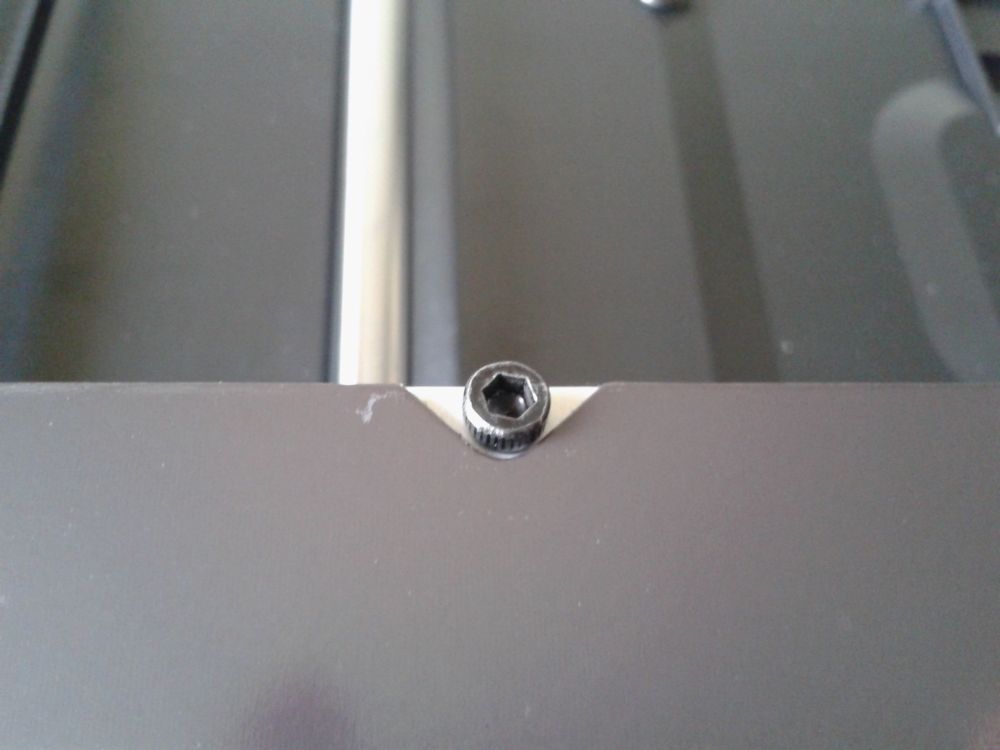
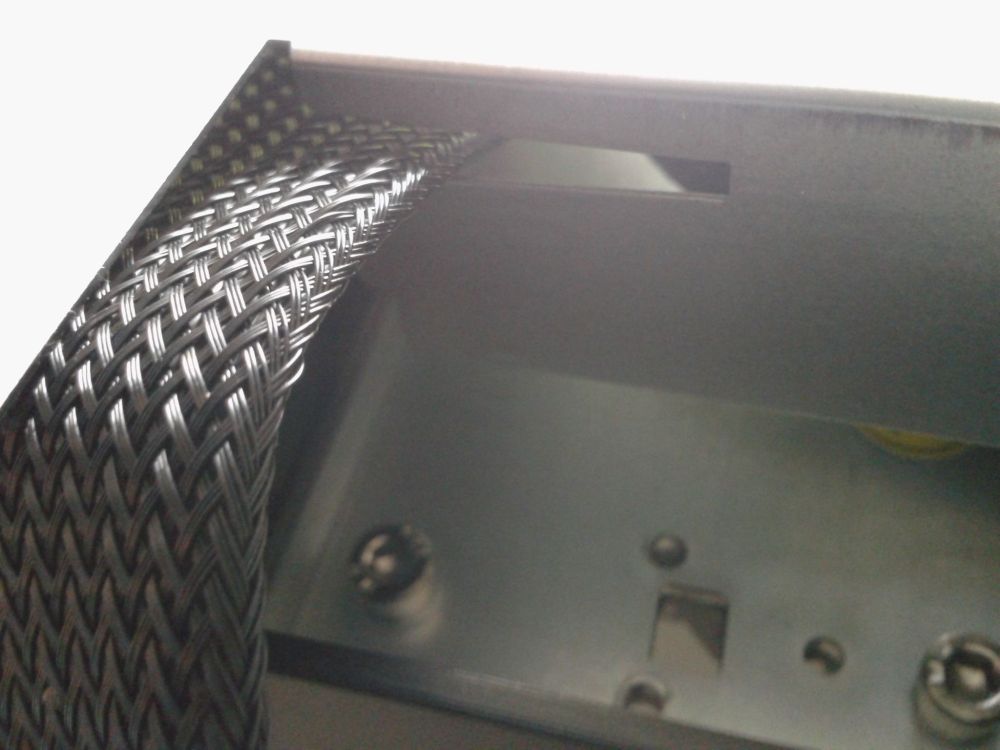
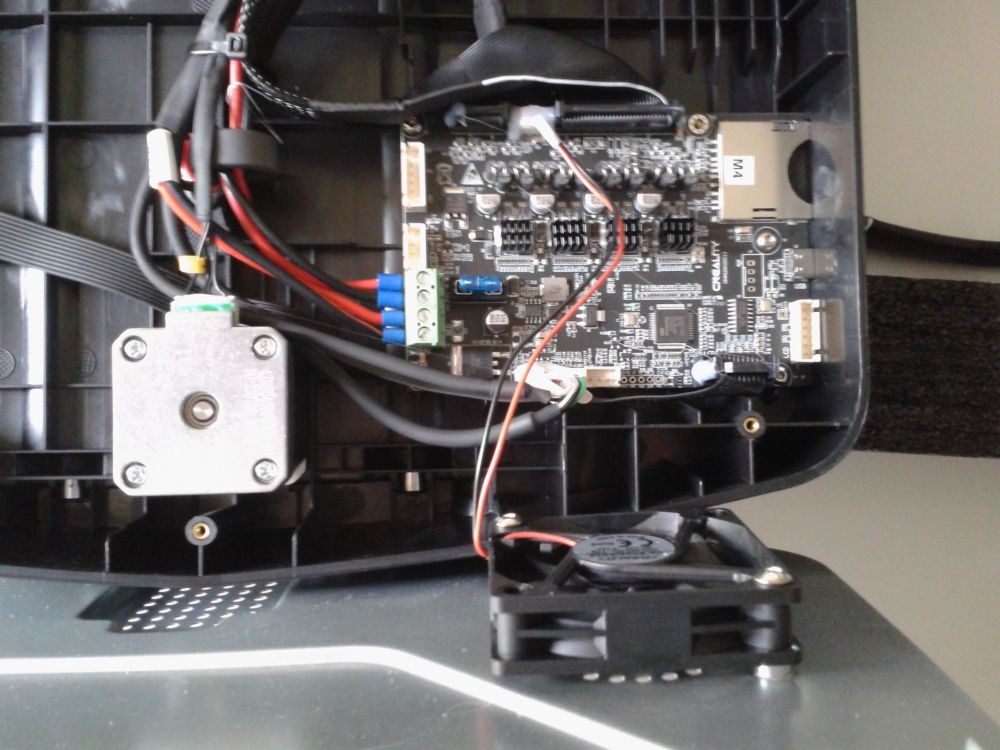
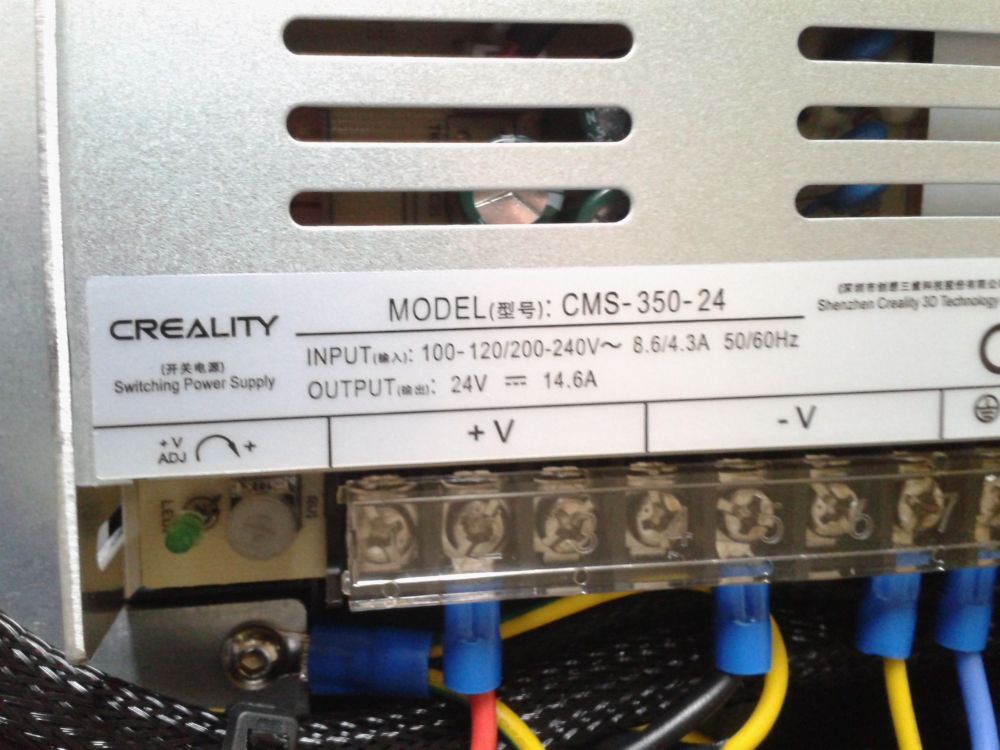
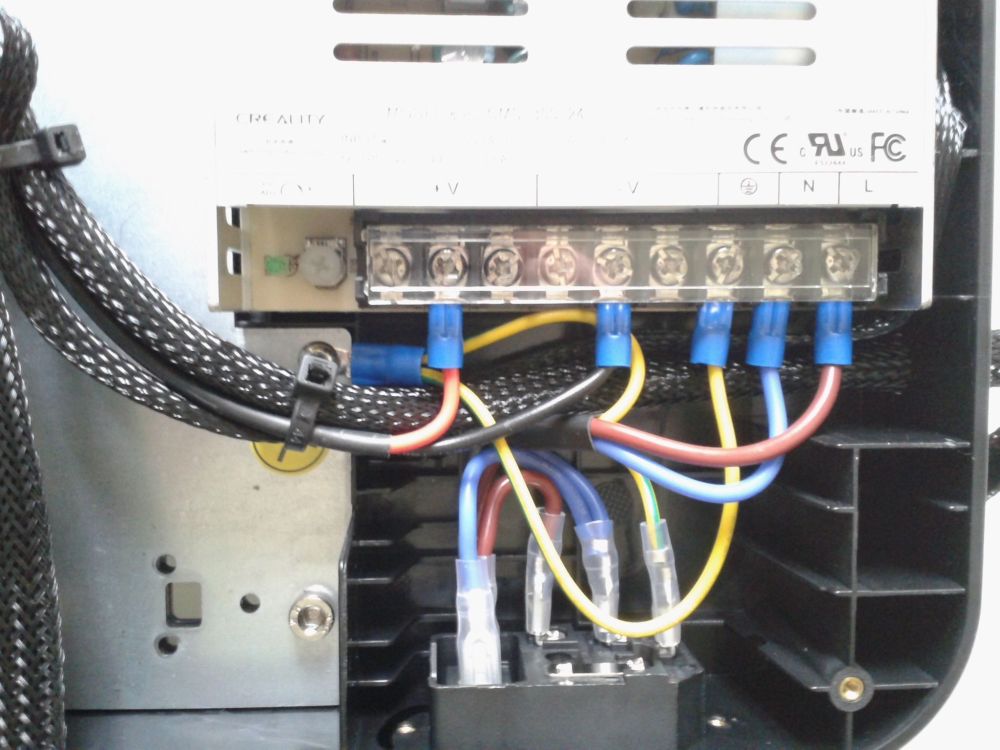
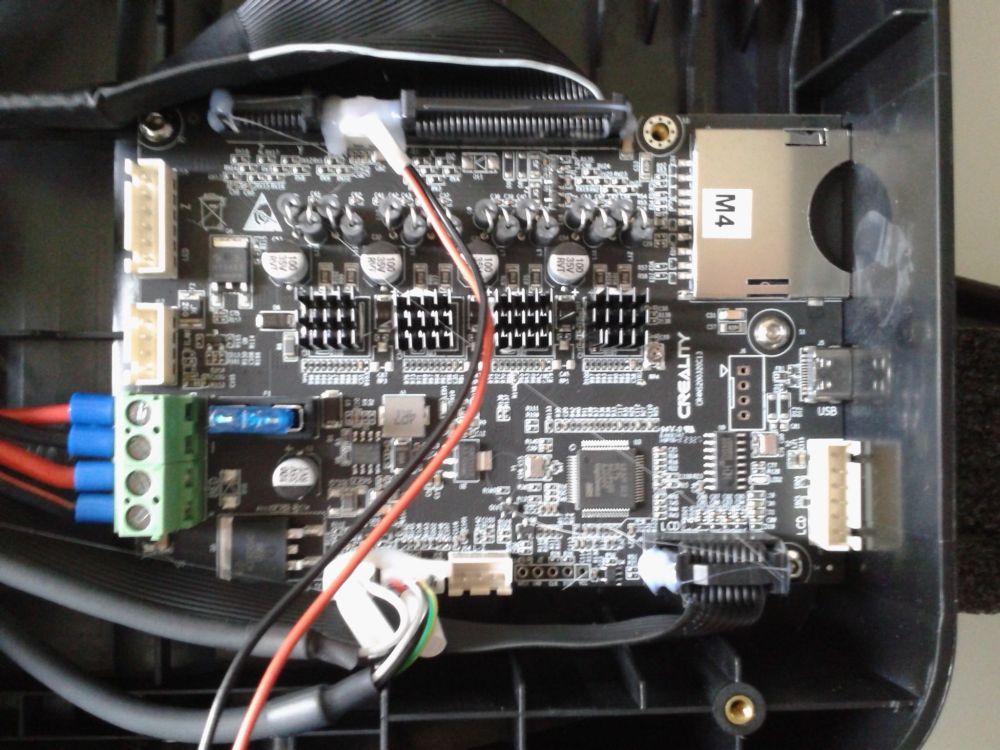
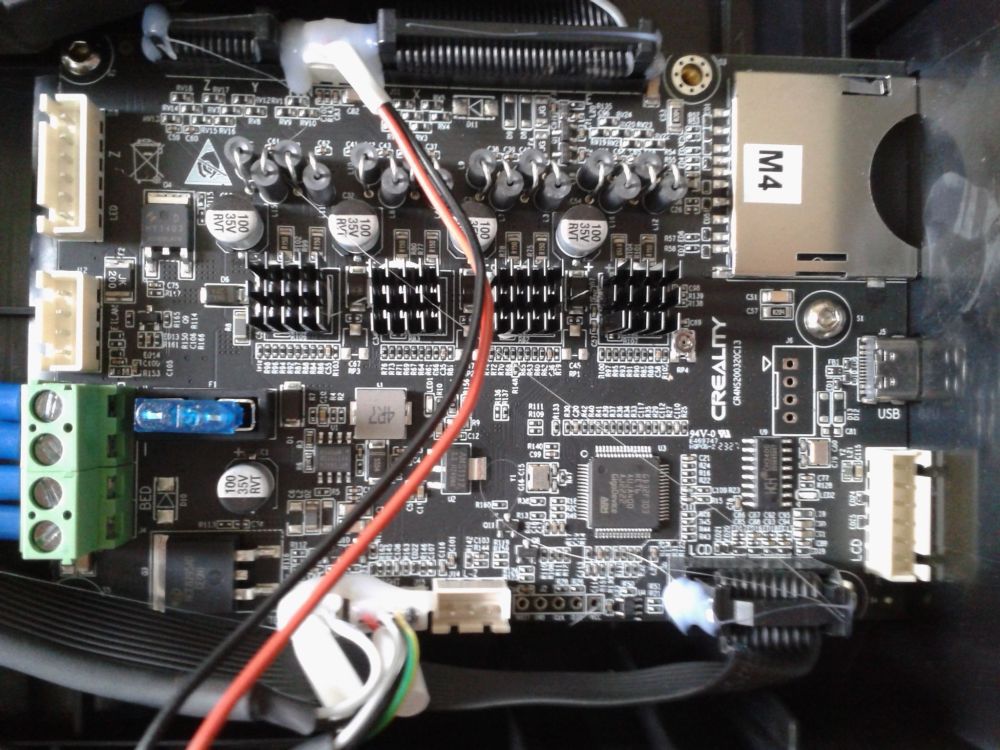
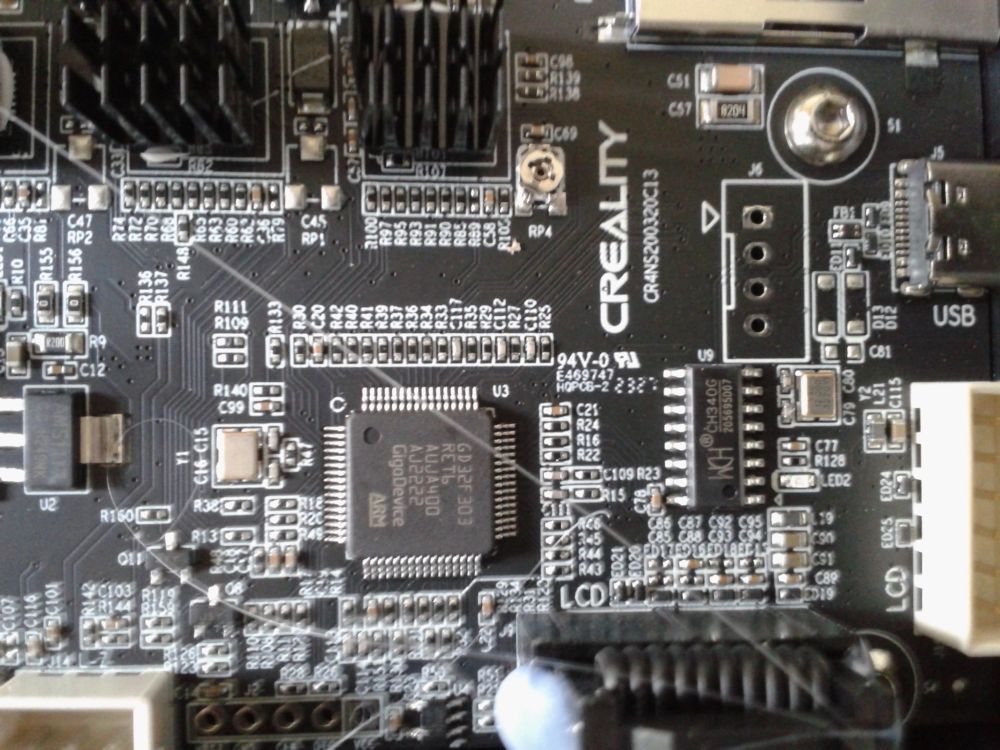
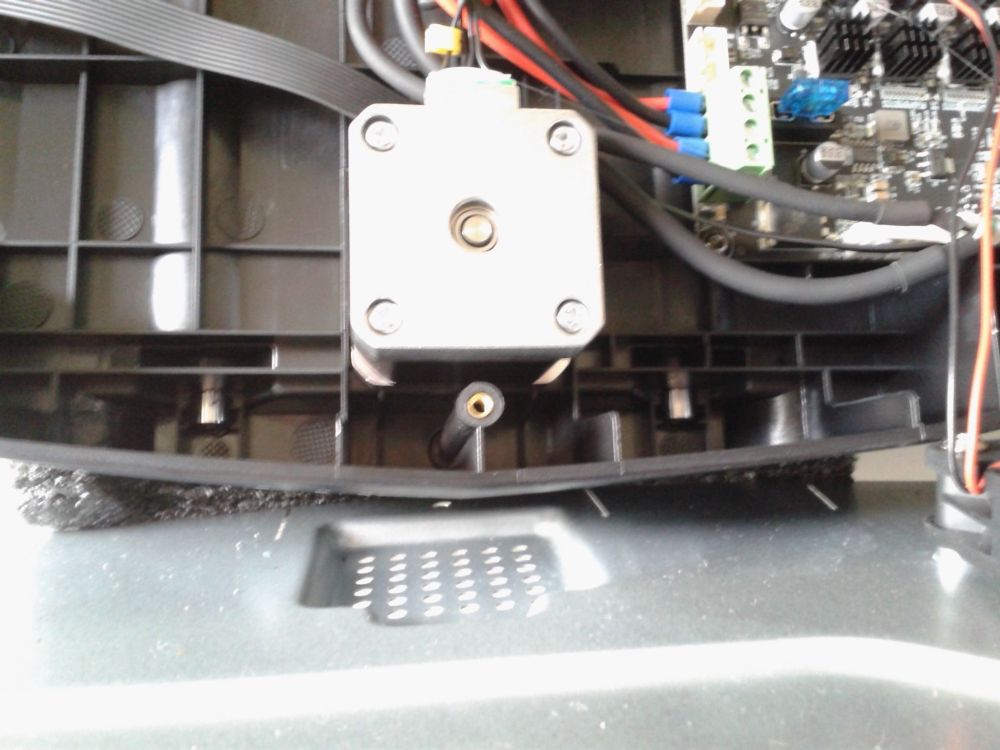
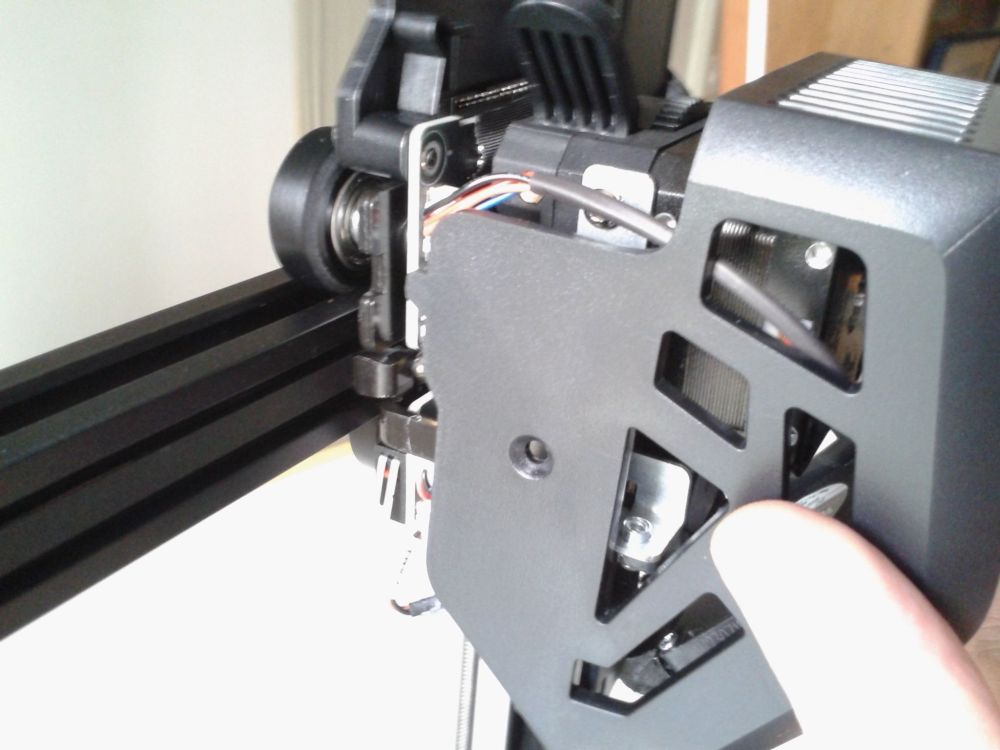
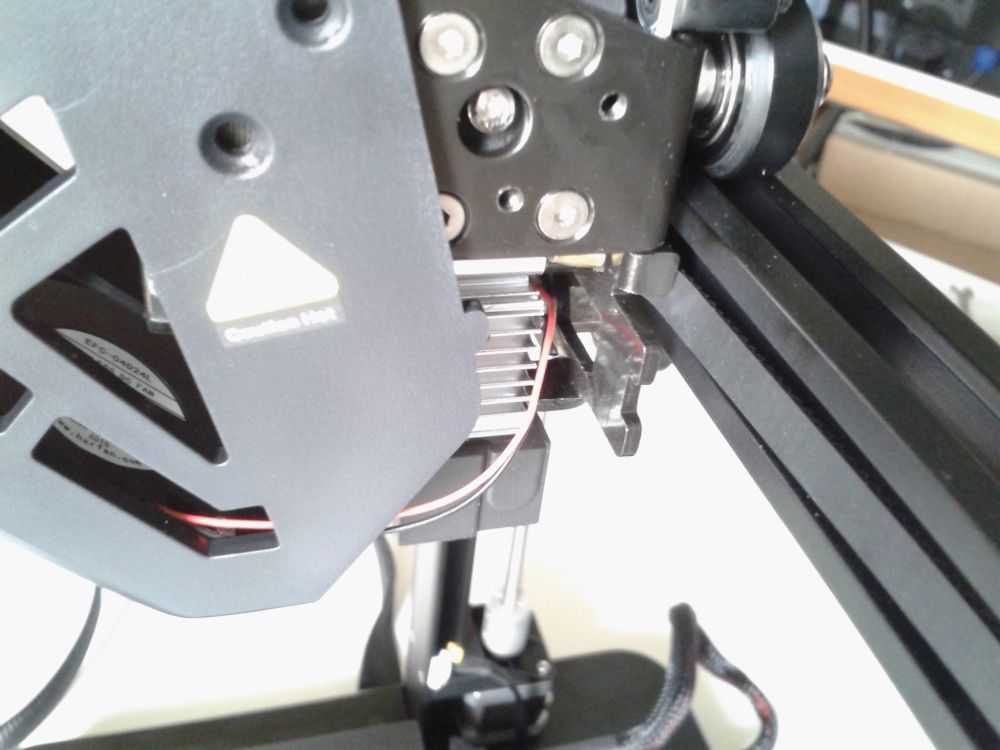
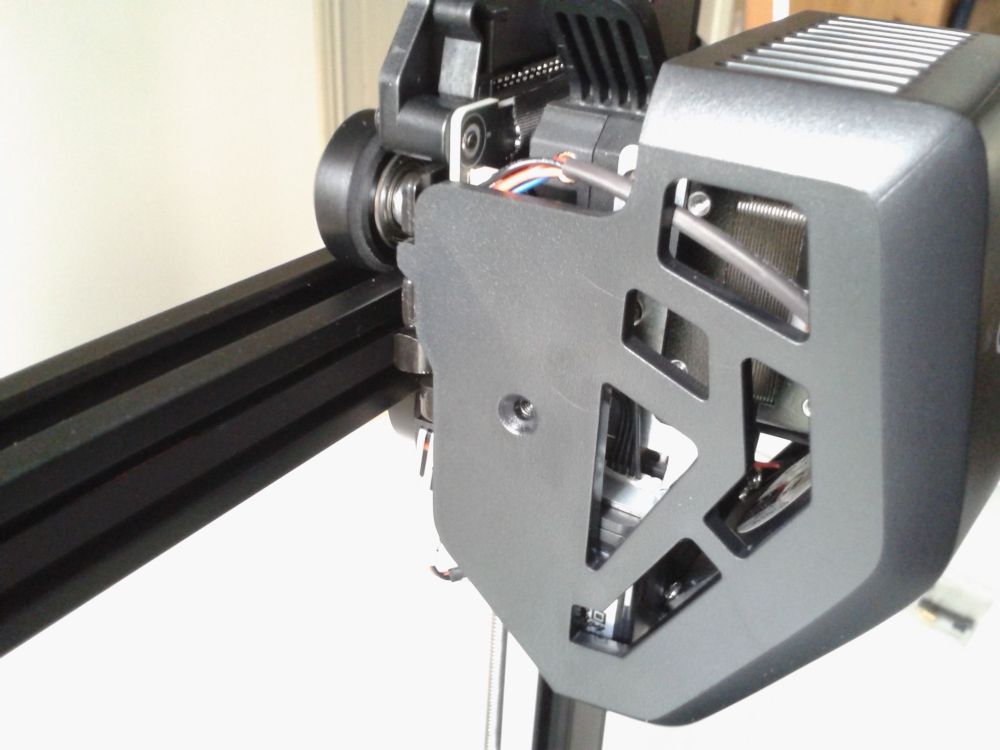
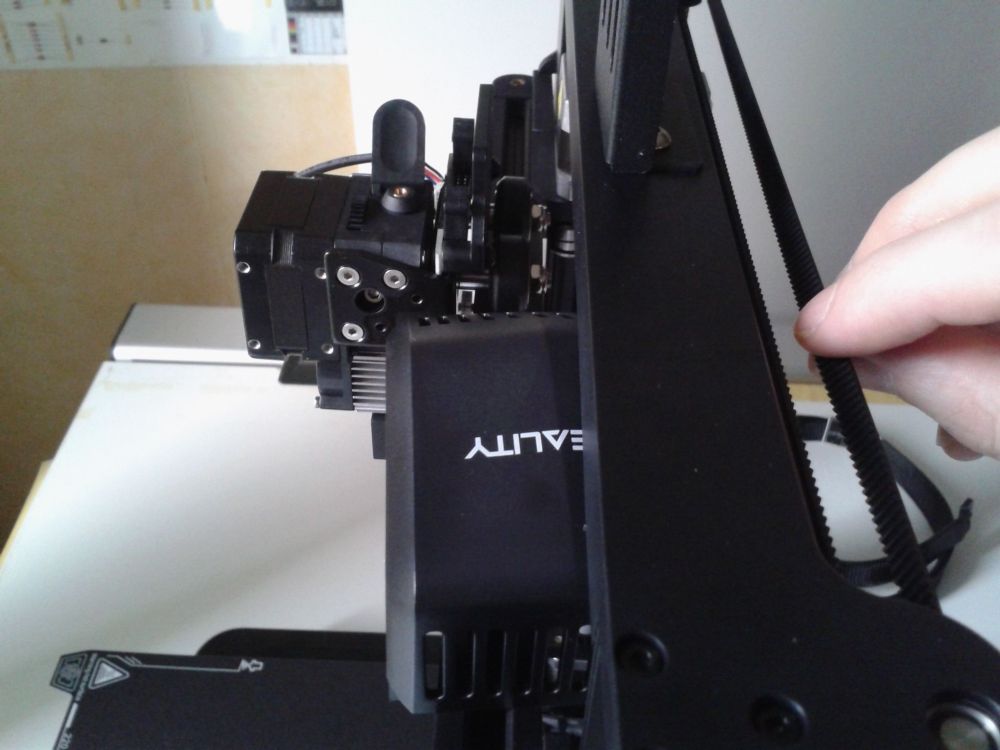
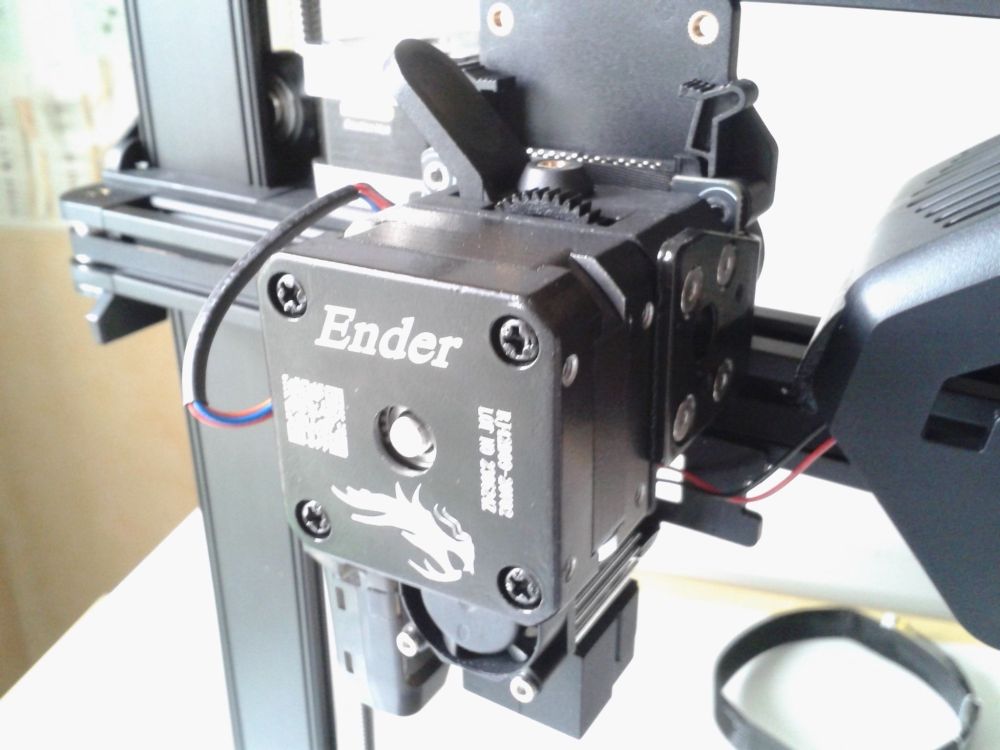
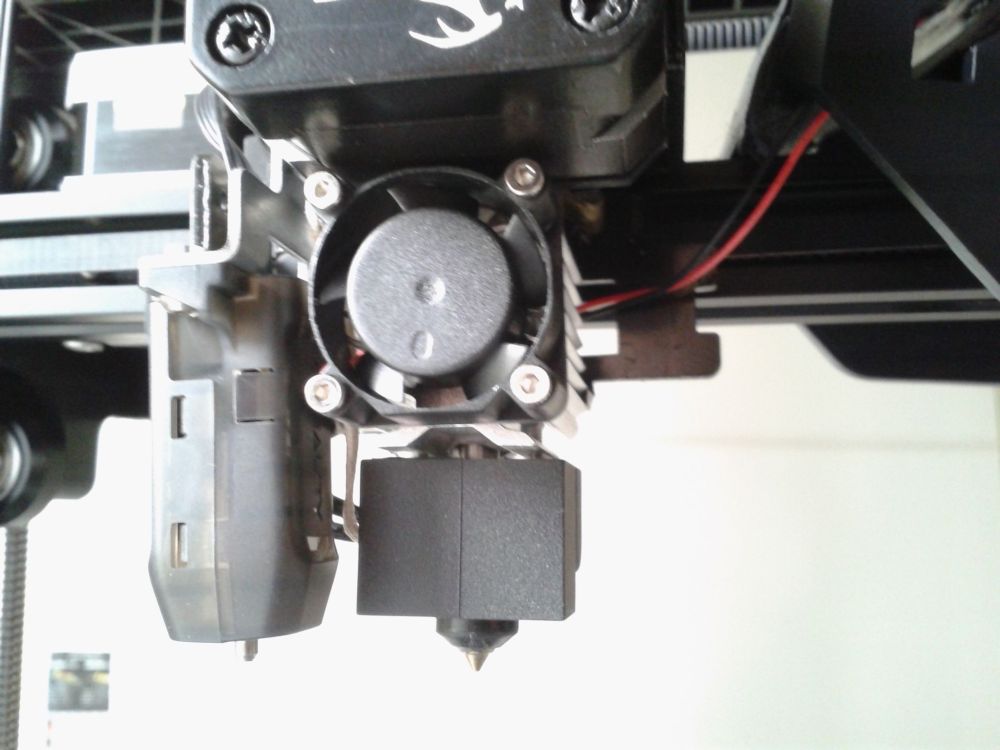
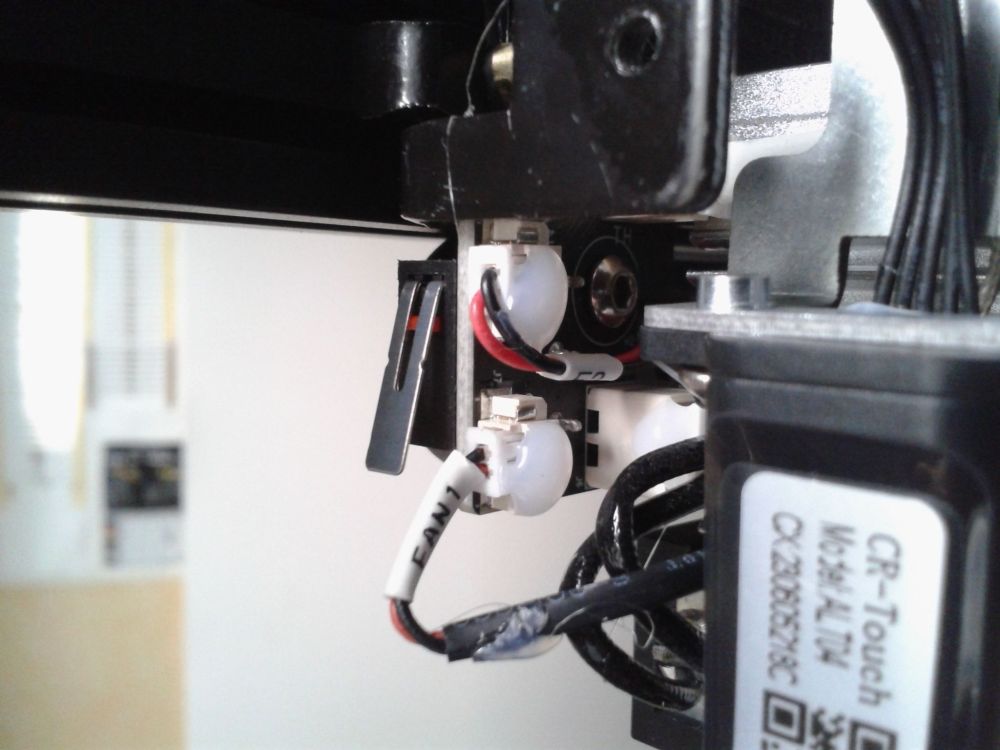
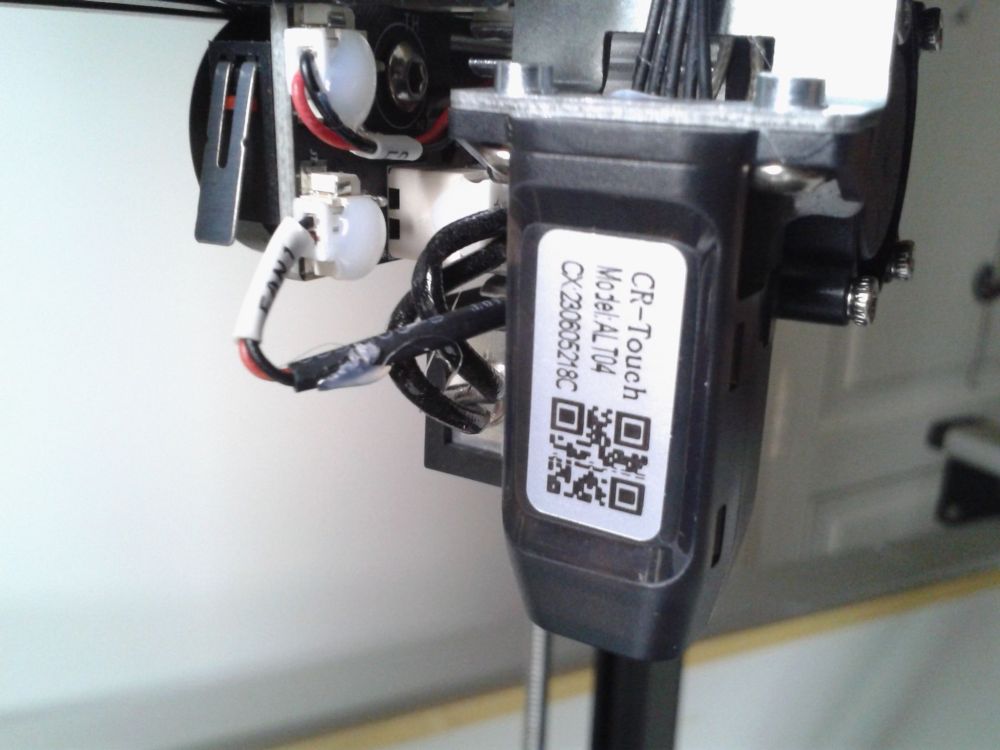
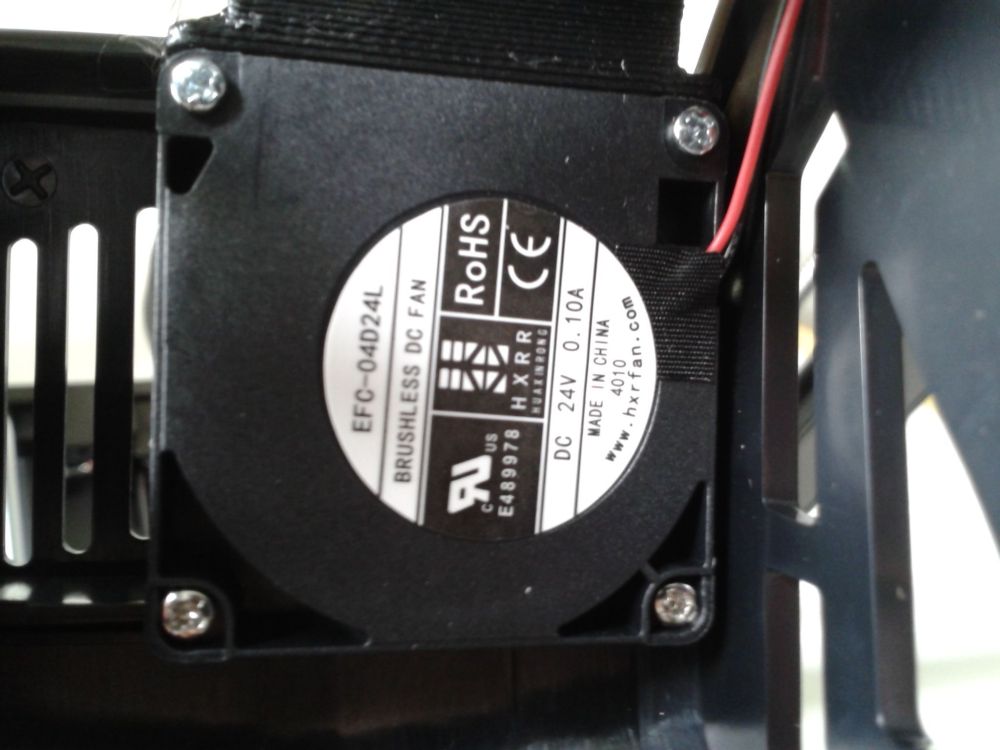
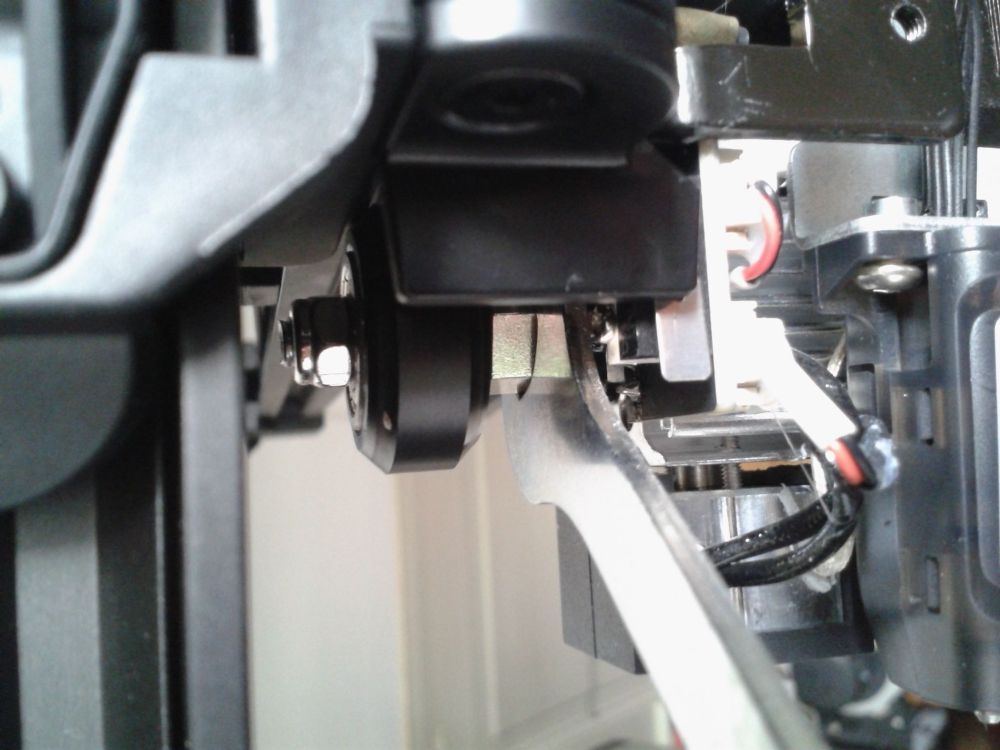
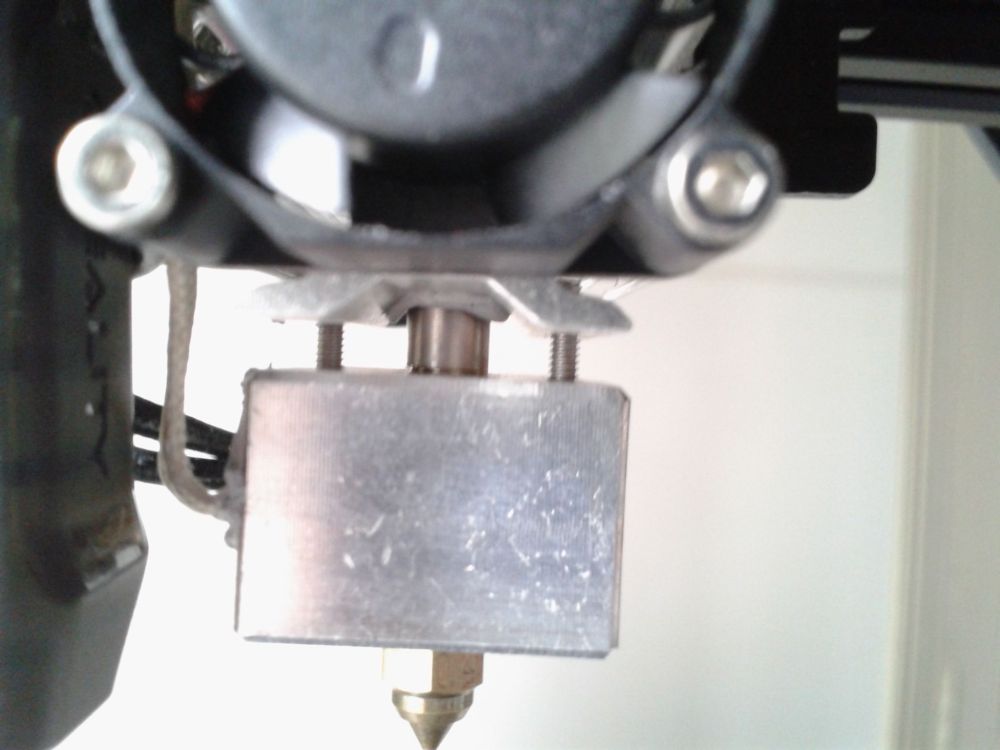
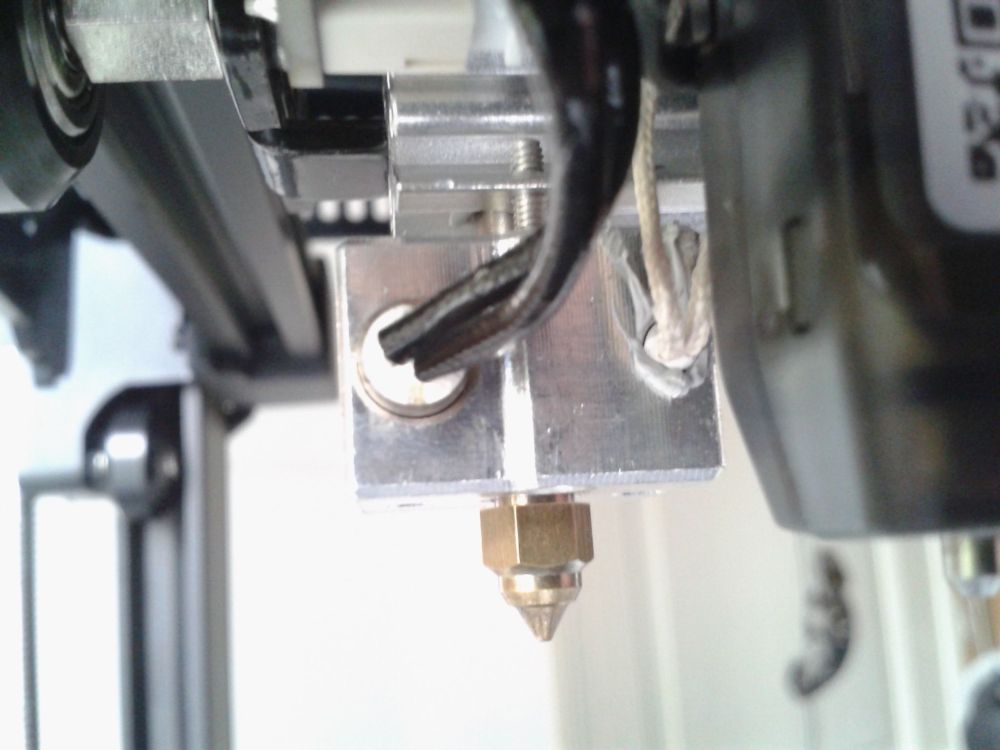
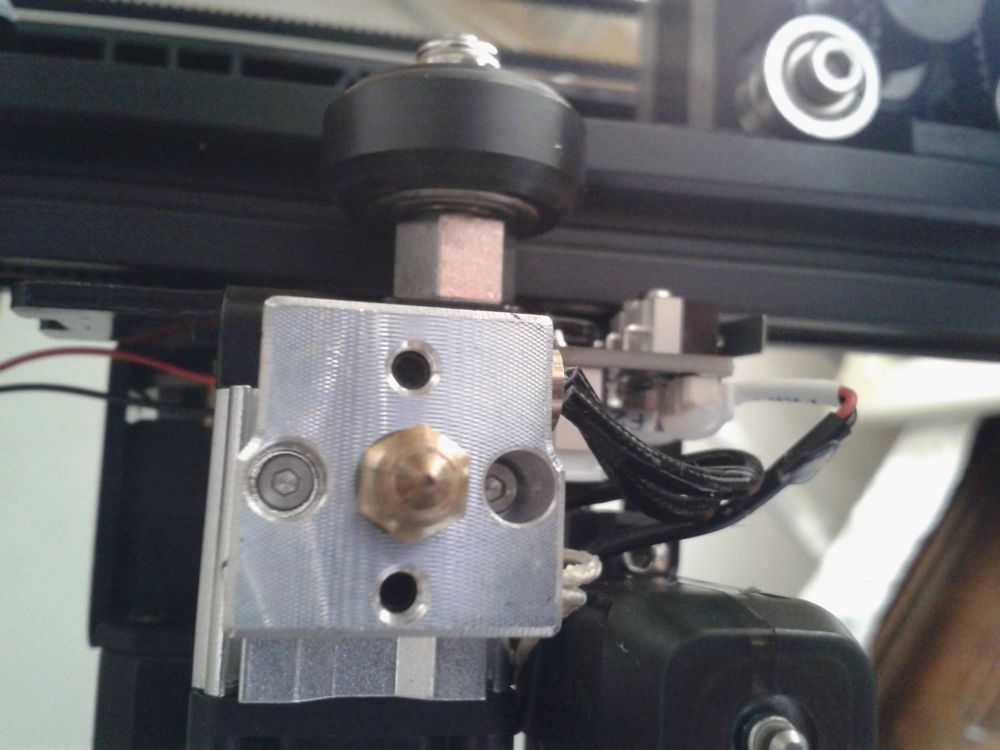
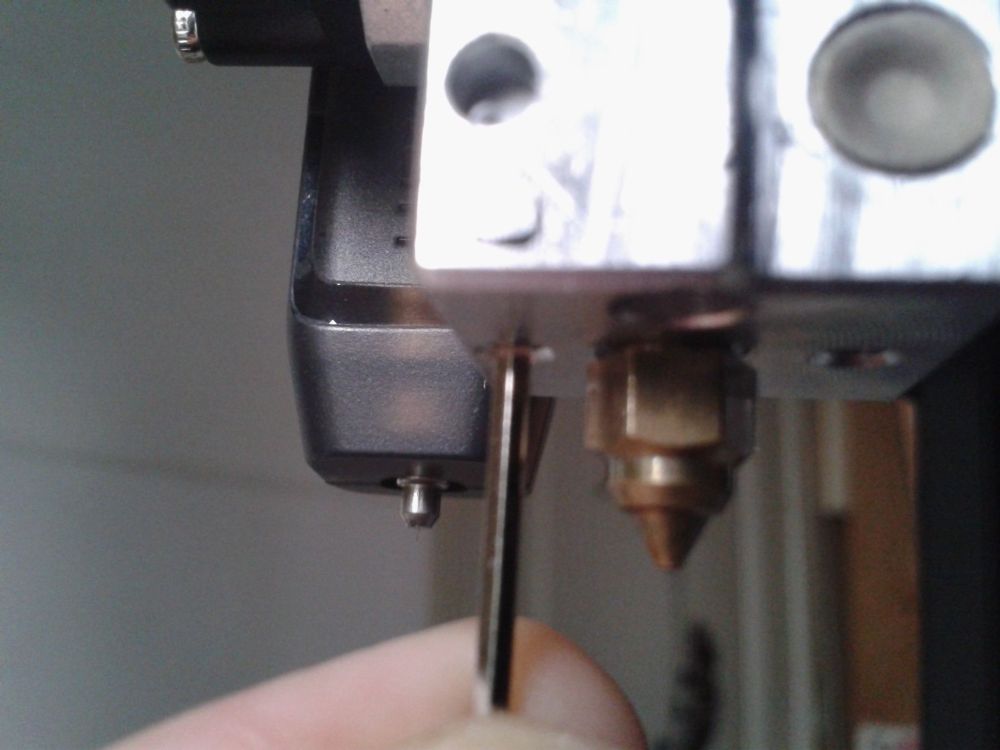
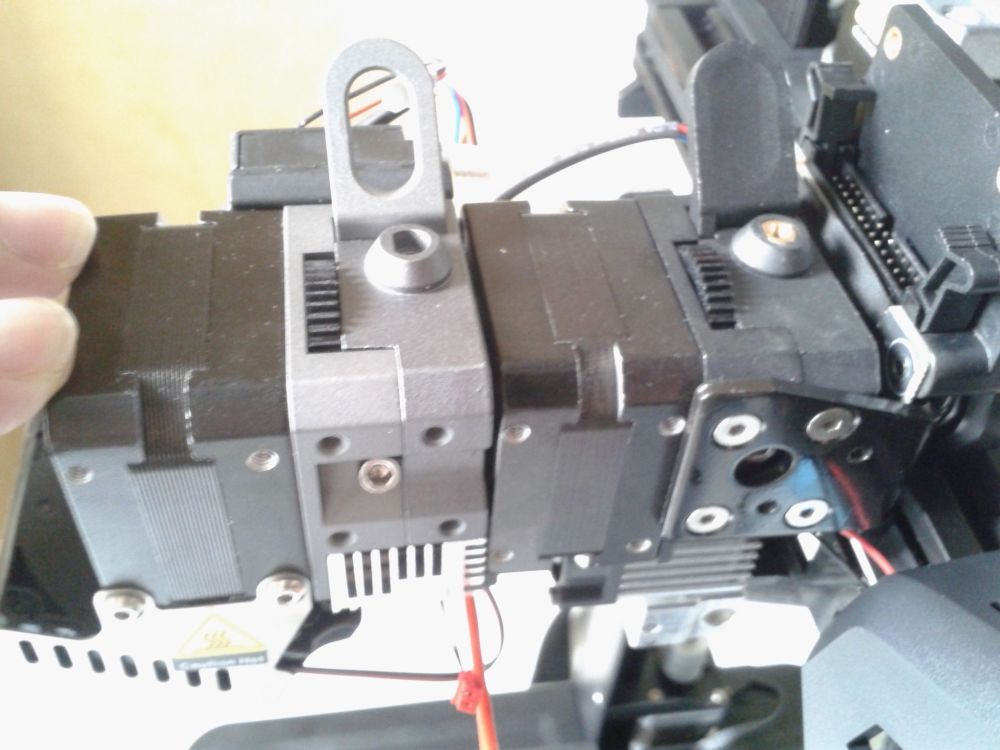
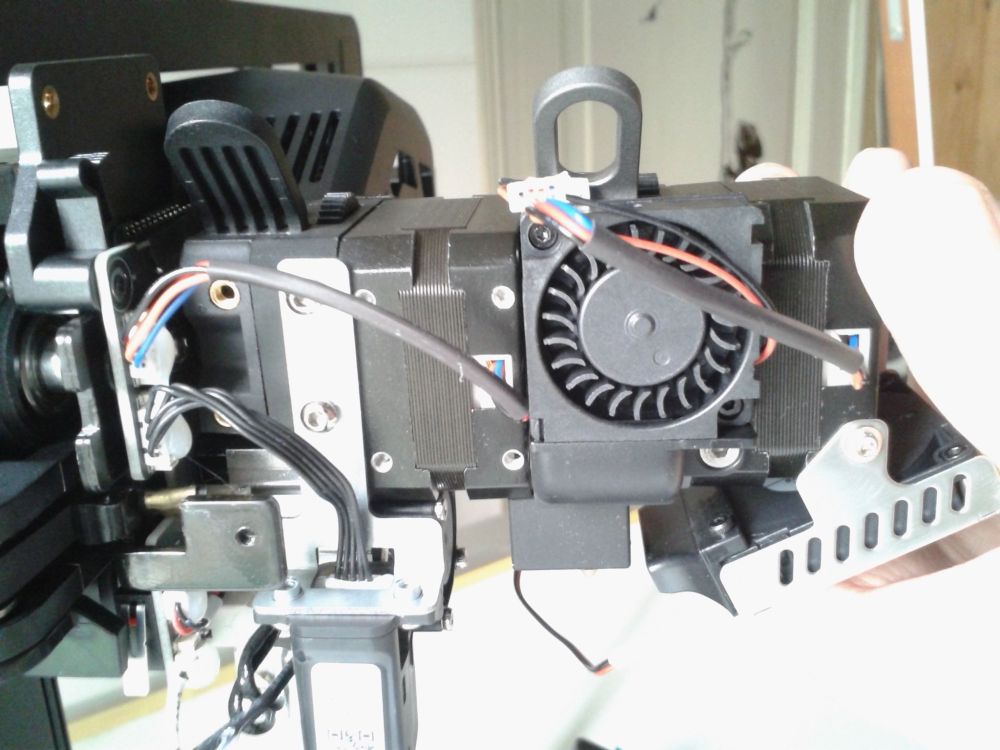
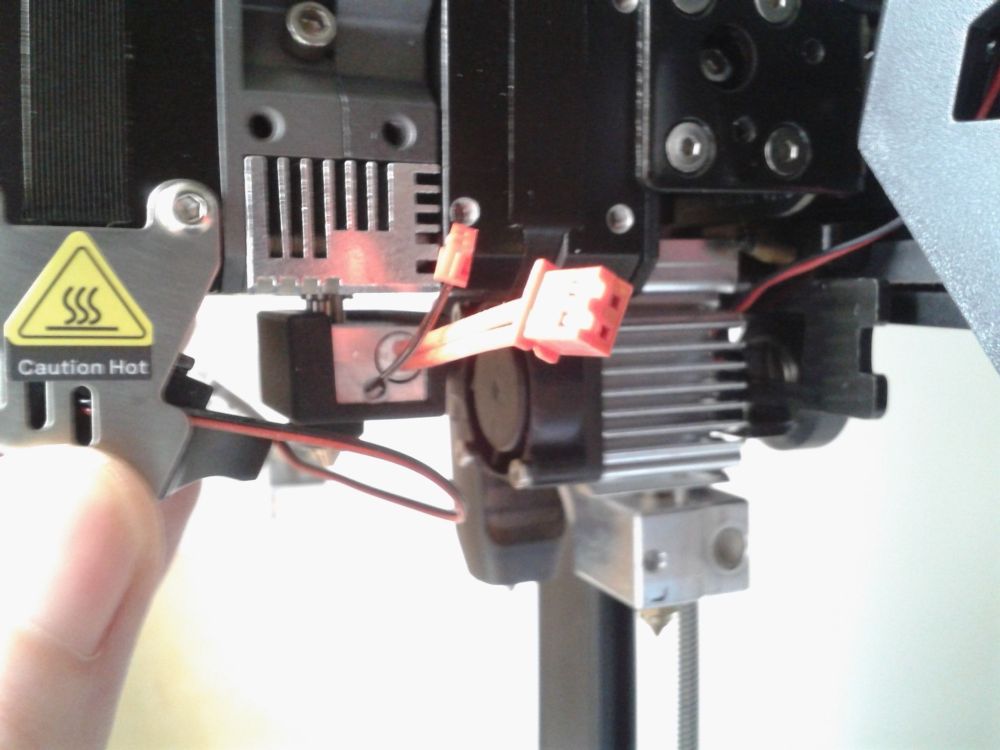
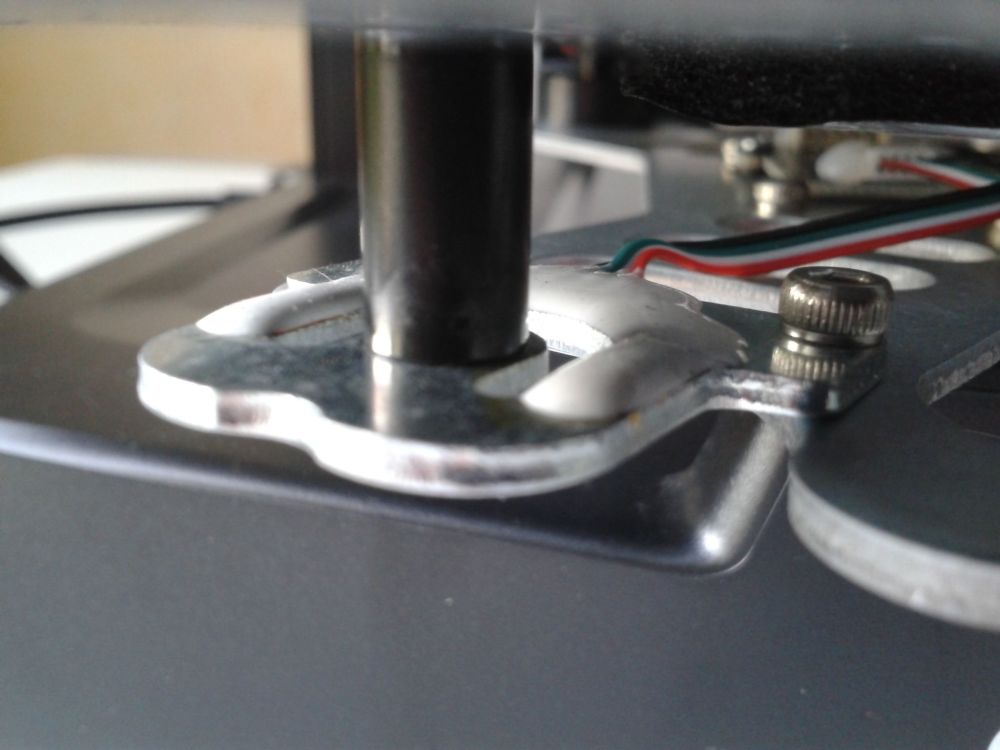
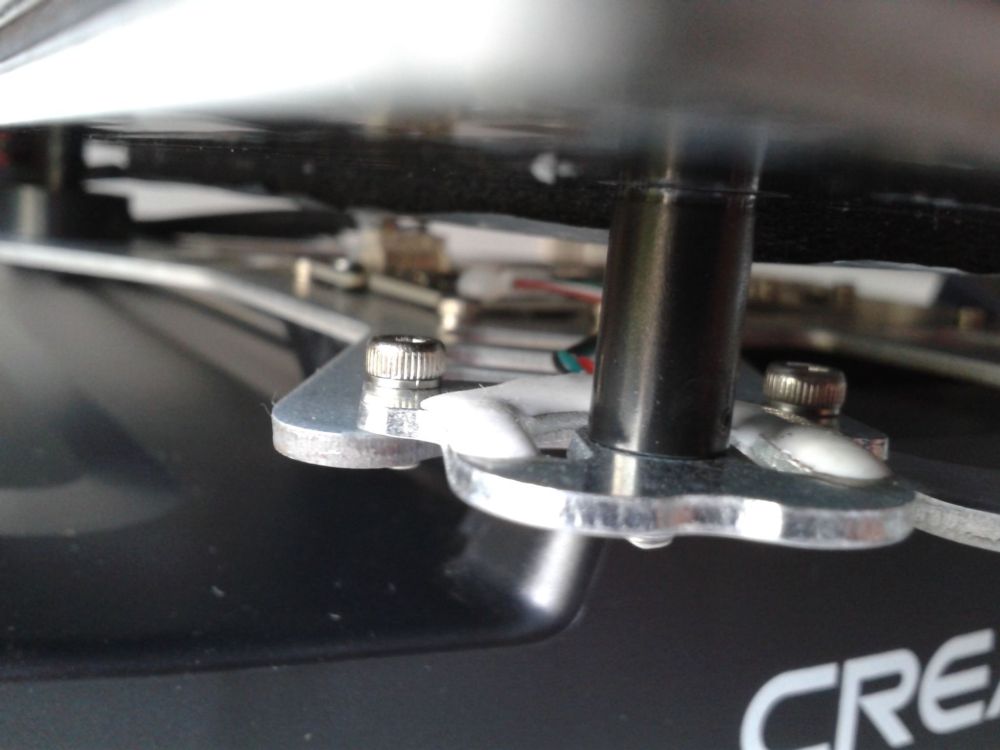
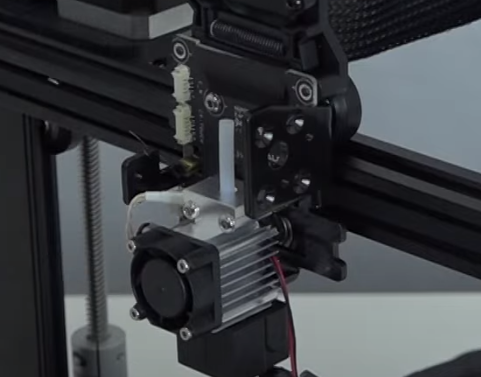
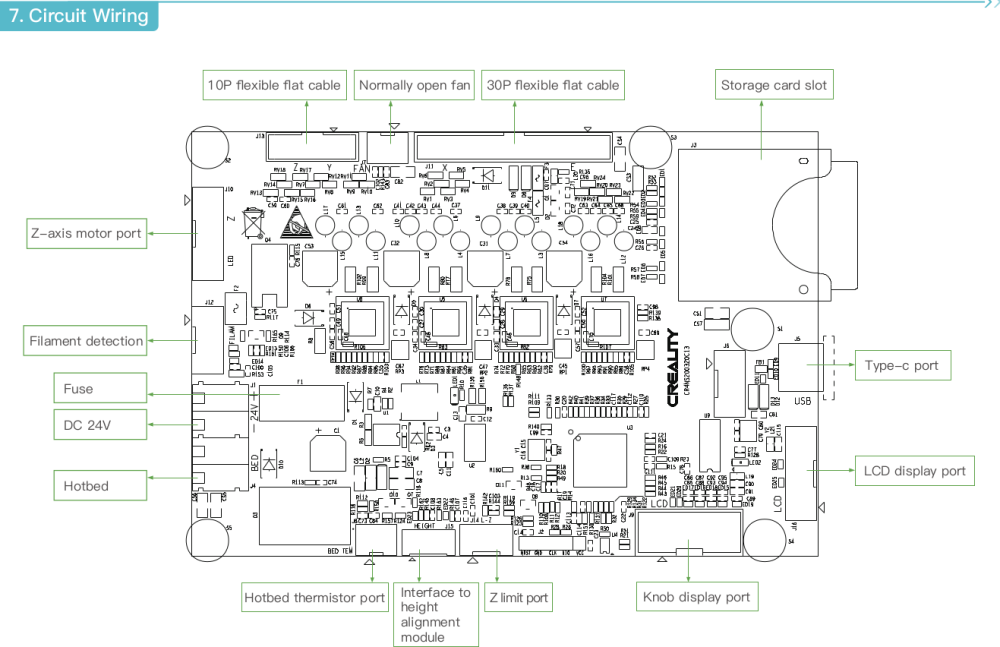
Détails matériels (hardware) Photos en vrac (Edit> Sous le plateau, l'on peut voir 4 "colonnettes" noir. Il s'agit d'entretoises en plastique. Noter que les deux entretoises, côté gauche (au-dessus du capteur de pression et pour permettre de passer le système en plastique de maintien des câbles du plateau) font 14 mm de hauteurs. Alors que les deux autre entretoises, à droite, font 16 mm de hauteurs. (voire la vidéo Service Tutorial Ender-3 V3 SE Replacement Counter Height Module ) ) Alors étrangement il y avait un petit jeu du plateau chauffant (de gauche à droite et un poil de haut en bas, si on le titille dans tous les sens) Les quatre vis a tête fraisée, traversants le plateau chauffant, dont les têtes sont visiblement si l'ont enlevé la plaque flexible, n'étaient pas complètement vissées (d'un, voire trois tour, selon la vis). Bonne stabilité du plateau après leurs serrages. (Edit > Après réflexion je suis revenus légèrement desserrer 3 de ses vis ( 1/4 de tours ) celles qui ne sont pas au dessus du capteur de pression, afin de permettre une très légère bascule du plateau chauffant. Car si le plateau chauffant ne se déforme pas alors avoir trop serré les vis risque de réduire la pression qui serra transmise au capteur de pression ... ) A l'arrière du plateau deux vis qui servent de buté pour la plaque flexible Le dessous de la machine. 8 vis (tête empreinte hexagonale M2) à enlever pour ouvrir le cache. Attention au faisceau de câbles principal (à déplacer/glisser hors du "U" ) et aux câbles du ventilateur de refroidissement de la carte-mère ( ventilateur fixé sur le cache en métal et câbles plutôt courts) (Source image schéma carte-mère : page 21 du "3D Printer User Manuel v1.0" (PDF Anglais) de la "Ender-3 V3 SE" ) La tête d'impression Même si elle dispose d'un extrudeur "Sprite", la tête d'impression de la "Ender-3 V3 SE" à une configuration spécifique, comparait aux têtes d'impression ayant un extrudeur "Sprite" des séries "Ender 3", "Ender 3 S1", et "CR". Là pour cette tête d'impression, Il y a 2 pins de plus (connecteur 26 pin et non 24 pin) pour le connecteur du faisceau de câble principal (car le détecteur de fin de course X est monté sur la tête) avec donc un PCB (circuit imprimé) légèrement différent (connecteur du endstop Z en plus) le radiateur de refroidissement du heatbreak est différent le ventilateur du radiateur de refroidissement du heatbreak est placé différemment. (Car le support du CR-Touch lui prend la place qu'il avait) le ventilateur radial, de refroidissement de l'impression, se trouve fixé sur le cache plastique de la tête d'impression (et non plus via un support métal fixé sur le moteur de l'extrudeur). le corps de chauffe semble taillé sur mesure ... trois vis ( M2.5 ? ) a retirer pour séparer le cache de la tête d'impression attention aux fils, du ventilateur radial, de refroidissement de l'impression, qui est fixé dans ce cache en plastique (utiliser (tirer a la main), la courroie de synchronisation Z pour permettre d'avoir suffisamment d'espace si l'axe Z tout en haut, pour poser sur la barre de l'axe X, le cache avec les fils du ventilateur encore connecté au PCB de la tête) (L'on peut remarquer que la tête de la vis, du système d'ajustement du serrage du filament dans les roues d'entrainement du filament, était caché par le cache plastique. ( c'est pas spécialement pratique si l'on a besoins d'ajuster cela ... )) Après avoir enlevé la chaussette en silicone de protection/isolation du corps de chauffe (photo où l'on voit la chaussette de silicone, avec encore le cache plastique de la tête, d'ou le "fan duct" sur cette photo), l'on remarque un corps de chauffe non standard. Il y a deux vis traversante par le dessous (tête de vis avec une emprunte hexagonale M1.5) qui le fixe au radiateur de refroidissement du heatbreak, et les taraudages/passage des vis sans tête (avec une emprunte hexagonale M1.5), de maintien, de la cartouche de chauffe et de la thermistance sont sur le dessous du corps de chauffe. Voyant la taille et diamètre des vis, traversent le corps de chauffe, et le fixant au radiateur de refroidissement du heatbreak, je n'ai pas cherché à continuer de démonter (pour voir le heatbreak et le tube PTFE dans le heatbreak), pour ne pas risquer de casser ses petites vis fortement serrées, avant la suite du test. Je reviendrais après plusieurs impressions, faire le démontage et vous mettre des photos, ici (A FAIRE), afin de ne pas risquer retarder mon test. (Edit> En fait, pour arriver à voir le tube PTFE dans le heatbreak, il sauf commencer par chercher à enlever l'extrudeur ... Source image Service Tutorial Ender-3 V3 SE Replacement of extruded backplanes ) Lors de ses manipulations, comme j'ai déplacé a la main la tête sur l'axe X, j'ai remarqué des zones de points durs (de résistance différente) pour les déplacements le long de l'axe X. (des à-coup/saccades ressentis lors du déplacement a la main) J'ai donc ajusté, l'écrou excentrique sur la roue/le galet, a l'arrière, en bas de la tête d'impression. De manière à ne plus ressentir de saccades lors des déplacements avec la main, de la tête sur l'ensemble de l'axe X. ( Clé plate de "10" (le coté le plus gros, de la clé plate double)) Pour comparer, ce qui suit, sont des photos d'une tête d'impression "Sprite Pro +" (max 300°C, pour filament de 2.85 mm de diamètre, avec une buse de 0.8 mm de diamètre) que l'on devrait pouvoir monter sans trop de difficultés, par exemple, sur une "Ender-3 S1". et quelques photos, où je tiens a la main la tête "Sprite Pro +", a coté, de la "tête Sprite de la Ender-3 V3 SE" (max 260°C, pour un filament de 1.75 mm de diamètre, avec une buse de 0.4 mm de diamètre), pour, plus facilement, comparer ( Définitivement, je ne vais pas pourvoir rapidement et sans démontage/remontage de plusieurs éléments, changer l'une par l'autre, quand je voudrais utiliser des bobines de filament de 2.85 mm de diamètres... )







































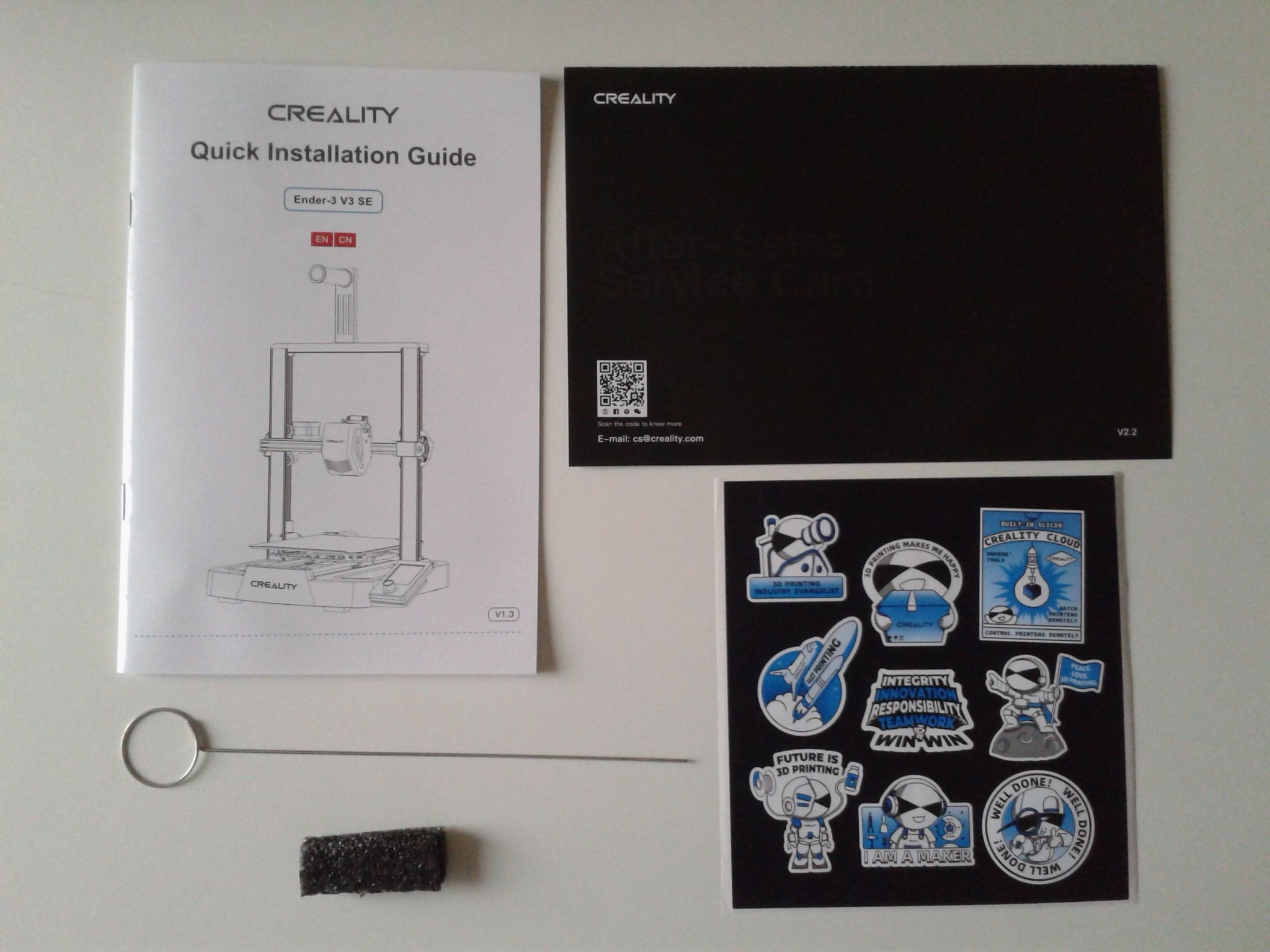
 2 points
2 points -
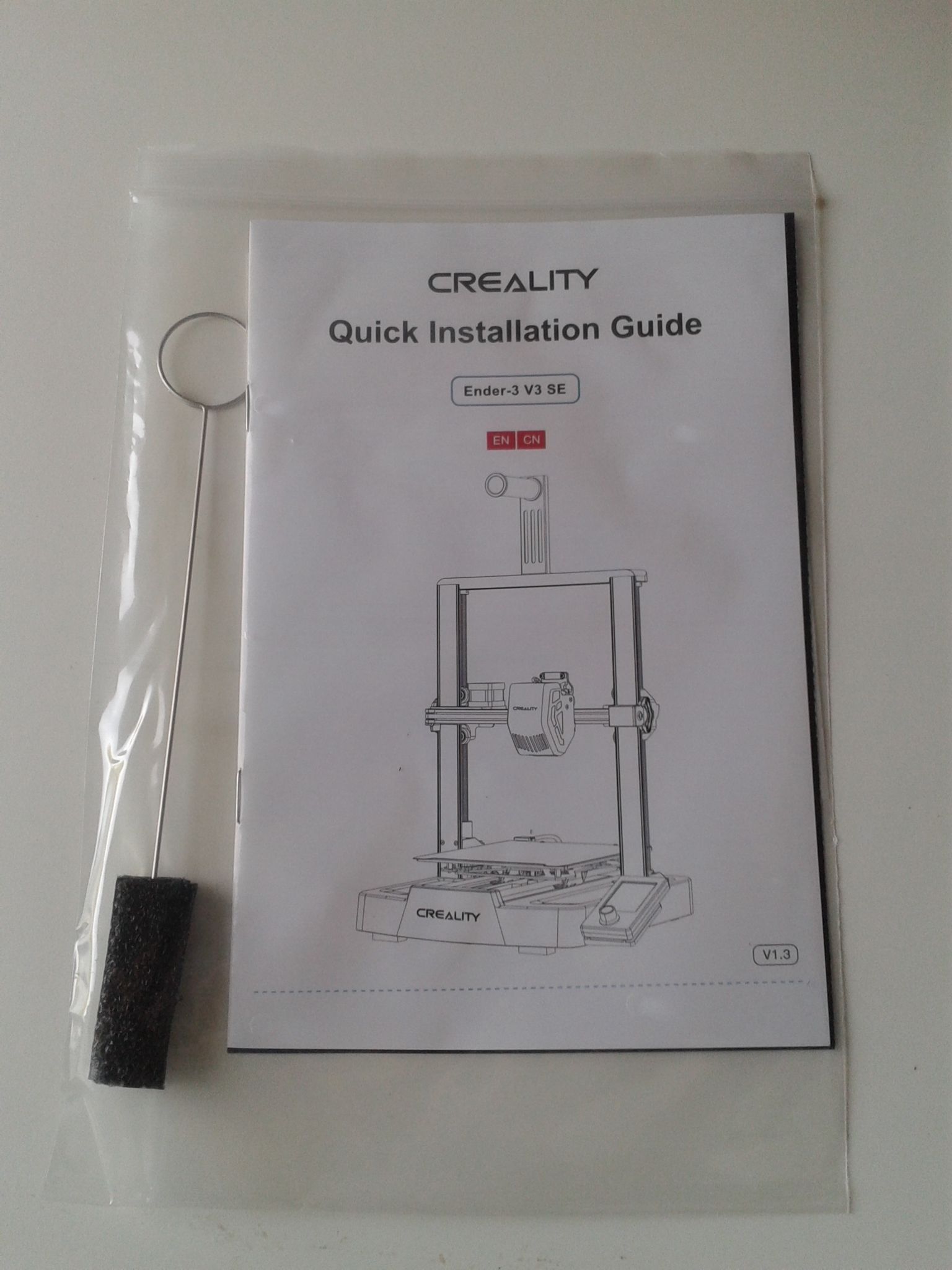
Déballage Photos en vrac ... Un petit tournevis plat ( largeur de ~2.5 mm, pour le sélecteur de tension et pour serrer les borniers d'alimentation sur la carte mère ) 2 clé plates Une petite pour écrou de 6 mm ( pour serrage buse) Une double, pour écrou M10 et M8 ( pour serrage ? ) 5 clés hexagones M4 M3 ( Pour les vis du porte bobine ) M2.5 ( Pour les vis de l'arche, et du support de l’écran ) M2 ( Pour les vis du cache métal du dessous, et du cache plastique de la tête ) M1.5 Un lecteur de carte SD ( et carte micro SD) USB avec une carte SD de 8GB sans marque. L’écran de contrôle Le porte bobine (Étonnamment, j'ai aussi de fourni, un câble d'alimentation pour les prises US ... ) ... ...



















 2 points
2 points -
C'est un serpent !2 points
-
Impossible pour moi de deviner, il faudrait que tu poses les cartons sur la table basse de @Motard Geek pour que je puisse mesurer2 points
-
Bon visiblement, c'est bien çà : une tête multi-filaments qui remplace les AMS, et permet la purge au niveau de la tête (sur le côté = sans déplacements sans arrêt de la tête). Bref çà devrait bien rendre quasi obsolète les AMS. Il y aurait apparemment un brevet Bambu sur çà (d'après un commentaire random sur reddit) : (mais je pige pas pourquoi deux sorties en bas (en haut à gauche sur ce schéma) - ou alors c'est justement "une vers l'extrudeur" et "une vers un tube de purge", avec la fonction coupure dans ce boitier) Et si c'est bien çà, çà devrait s'interfacer AVANT l'extrudeur et donc ne rien changer sur les vitesses d'impressions. Reste la question du "comment çà se controle" (hub existant, nouveau hub, autre chose, ...) Sachant qu'on trouve donc déjà çà de similaire sur aliexpress : Oui, "moins" de purge, sans doute (donc moins de gâchis), mais pas 0 purges en effet avec ce genre de dispositifs.2 points
-
Ces rails de guidage (improprement nommés «linéaires») nécessitent effectivement une lubrification mais pour la réaliser correctement il faudrait normalement enlever les douilles à billes (munies à leurs extrémités d'un cache plastique). On peut tout de même le faire sans démontage mais ce ne sera pas aussi efficace en appliquant un peu d'huile sur les tiges et en faisant coulisser (huile de type machine à coudre, 3-en-1, …), passer ensuite un chiffon non pelucheux pour éliminer les excès et débris potentiels. Pour le heatbreak, les têtes Sprite peuvent recevoir au moins trois modèles: un avec PTFE interne (celui livré), deux sans PTFE (bi-metal, Titane). Le mieux est de remplacer celui d'origine par un sans PTFE comme @hyoti le précise. @PPAC Creality via sa chaine Youtube a une liste de lectures pour la E3V3 SE2 points
-
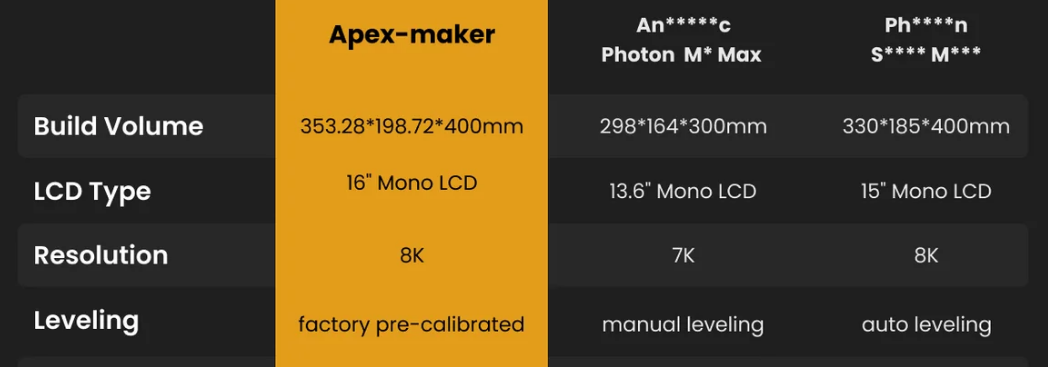
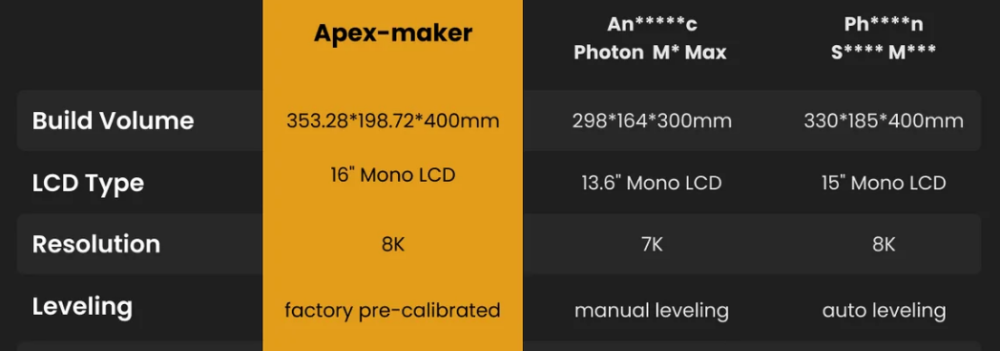
Hello les gens ! Je viens partager avec vous ma découverte du projet "Apex Maker", une imprimante résine GEANTE, encore plus grande que la mega 8K en kickstarter à un prix tout simplement anormal ! https://apex-maker.com/products/50-apex-maker-deposit-reservation?fbclid=IwAR2DlyyC2CL1cx0jIiTT9POSnYB7YsY776tNxGiq04shqSAXRlSiAahgeFg Pour résumer globalement, nous avons un volume d'impression de : 353x198x400 Soit plus grand que la Mega 8K de Phrozen 330x185x400 (et qui coute plus de 2300€ généralement). Un système d'auto-leveling, un détecteur de fin de résine, une caméra intégrée, un système de purification d'air, un bac de résine chauffante, une vitesse de plateau encore plus violente que la Halot-mage pro qui m'a provoqué un choc cardiaque, système de surveillance intelligent, pompe à résine, du wifi.... Et tout ça pour moins de 1000$ si on adhère au projet... OK ! Qui y crois ? La machine avec tout, la plus grosse et qui coute le prix d'une GK2 ? Si j'avais le moindre espoir que ce truc arrive j'aurai déjà fait un chèque.1 point
-
Si c'est ça il faut oublier les 500mm/s1 point
-
au vu des déconvenues que je lis sur le DD et sur FB et pourtant je fais la part des choses.... sachant que les mécontents s'expriment 100 fois plus que les satisfaits. j'ai décidé d'annuler ma commande pourtant passé en janvier 2022 quelque part acheter une imprimante présenté en nov 21 en septembre 2023 avec bambulab, VZ dans les parages me parait une hérésie mais qui sait je pourrai changer d'avis Surtout que j avais porté mon choix sur une 5 tetes1 point
-
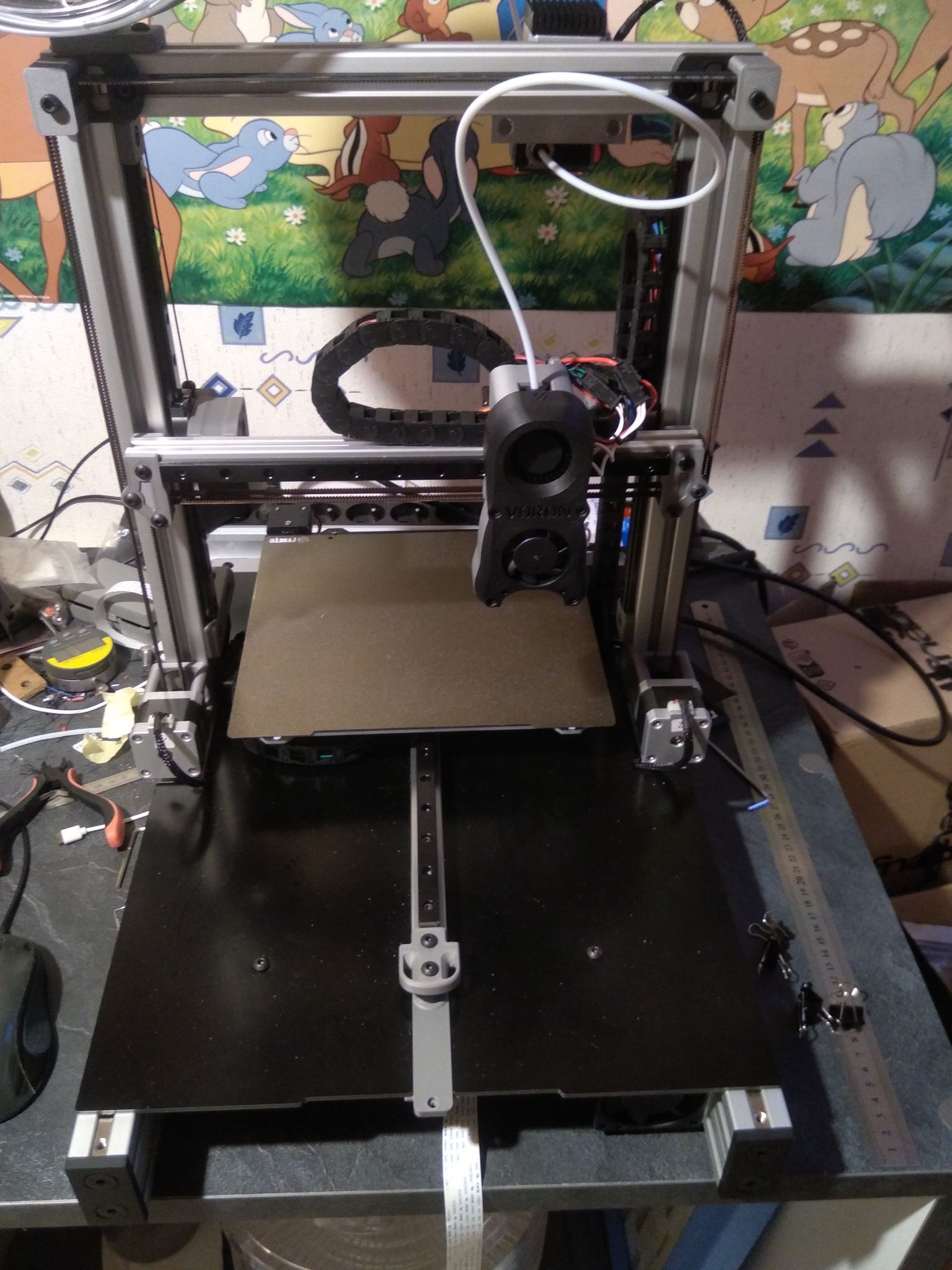
Mise à jour, Suite à des tests, j'ai revu la tension des courroie X et Z. J'ai eu la tête de la machine équipé du klicky qui à foncé dans le plateau lors des origines , le problème est corrigé. - L'extrudeur est réglé - le z-offset est réglé J'ai hésité sur le slicer et j'ai décidé d'essayer superslicer (j'espère ne pas faire une grosse erreur ). J'avais l'intention de faire le cube "voron" aujourd'hui, mais la machine à eu des problèmes avec la compréhension du PRINT_START (lecture des paramètres de préchauffe). J'ai fait des correctifs, je vais réessayer demain. Je n'ai pas diminuer le débit comme recommander sur la page Première impression (je ne sais pas ce que ça va donner). PS : la future machine attend en pièces détachées
 1 point
1 point -
Tu nous raconteras1 point
-
Salut, En effet, vu la finesse de la découpe, le laser semble inévitable. Comme il est monté sur un axe, est-ce que tu as déjà essayé de faire du multi-passes en changeant la hauteur du laser monté sur ta CNC? Dans ce message, @Yo' a réussi à découper une planche de 18mm d'épaisseur avec son laser 5W optique (donc à priori plus puissant que le tien) après 700 passes . Honnêtement, je me suis toujours demandé si ce n'est pas son côté marseillais qui ressortait , mais avec 10/20 ou plus de passes, à des altitudes différentes pour abaisser le point de focalisation du laser, tu pourrais peut-être arriver à couper une planche de 8/10mm... . L'ajout de l'assistance d'air améliorerait la qualité.1 point
-
Rigides. De simples entretoises en plastique. Pas de ressorts ni de molettes d'ajustement pour le plateau. Donc pas d'ajustements possibles entre le plateau chauffant et le support du plateau.1 point
-
Jusqu'a présent Bambulab n'a jamais été tres partageur Pour moi le "for everyone" je le comprend comme for everyone who is ready to pay" par contre c'est sur que le multitete (prusa xl) n'est pas encore super stable il y a déjà des gens qui revendent la leur ....1 point
-
Bonjour. Merci pour toutes ces indications. On attend la suite. Cdtl1 point
-
Wahou, ça n'a pas trainé, merci pour tous ces détails !1 point
-
On ne reçoit pas de notif à l'édition non, mieux vaut prévenir en postant un petit message1 point
-
Pour la S1 (et S1 pro) après mesures d'une nappe «neuve» : Longueur totale : 115 cm De la prise 30 broches (carte mère) à la bifurcation pour le moteur et le endstop du X: 64 cm (ces deux câbles se prolongent sur un peu moins de 10 cm) De cette bifurcation à la prise 24 broches de la tête, le complément soit: 51 cm1 point
-
Juste une petite précision : on peut prendre une carte de plus de 32 Go, mais il faut la formater en FAT32 et en limitant les blocs à 4096 octets ... ce qui limitera la partition à 32 Go1 point
-
Intéressant, merci pour l'info !1 point
-
@Flo90 merci pour la réponse @PPAC je connais bien goym et il suit plutôt bien ses sujets1 point
-
Ok, il s'agit donc des supports arborescents. C'est à choisir dans la section supports de ton trancheur (slicer). Quel trancheur utilises tu ? Cura ? Ideamaker ? ... En gros ce sont des supports qui sont peu nombreux et un peu larges au départ puis se démultiplient et s'affinent à mesure que l'impression monte, ce qui les fait ressembler à un arbre. Gros tronc en bas et nombreuses fines branches en haut. Ça permet de limiter la quantité de supports et d'en avoir quand même beaucoup au moment où ils sont nécessaires.1 point
-
Pas sûr, maintenant c'est l'heure de l'apéro et du repas.1 point
-
Réception Date d'envoi adresse de livraison par lesimprimantes3d.fr à leur contact chez Creality ~28/07/2023 Date de passage d'ordre de la commande par le contact de chez Creality ??/08/2023 SMS de notification "Vos colis seront livrés aujourd'hui" le 05/09/2023 ~08h21 Reçu (France) livraison par "Chronopost" le 05/09/2023 ~10h54. État des cartons a la réception : en bon état. Le gros carton (la "Ender-3 V3 SE") Dimension environ 57 x 39 x 23 cm ( L x P x H ) Poids mentionné sur l'étiquette de livraison 9.3 kg. Le petit carton, Creality a généreusement pensé à ajouter deux bobines de 1 Kg de "Creality Hyper PLA Blanc" Dimension environ 23 x 14 x 24,5 cm ( L x P x H ) Poids mentionné sur l'étiquette de livraison 2.95 kg.
 1 point
1 point -
«Rien ne se perd, rien ne se crée, tout se transforme» Lavoisier On a beau faire: les lois de la thermodynamique sont implacables1 point
-
1 point
-
En utilisant la technique que j'utilisais pour regarder des films sur canal+ en crypté tous les premiers samedis du mois, est-ce que la marque commence par un C et a 8 lettres ?1 point
-
Je pense savoir mais je ne dirai rien1 point
-
Le flou trahit une bed slinger1 point
-
Bonjour, idem pour moi ce matin EDIT : J'ai honte, c'était une erreur de plaque1 point
-
Bonjour @PPAC Merci, j'ai pris bonne note Bonne journée1 point
-
Il semble que le problème soit résolu. Merci @MrMagounet pour tes réponses. Merci pour ton travail. Bonne journée1 point
-
Il me fallait attendre que toutes les pièces soient là pour prendre cette photo avant de commencer... Cela dit, il est tard ce soir, donc la construction sera pour un autre jour...1 point
-
reçue aujourd'hui, j'en suis très content1 point
-
Il restait de la résine dans le VAT, j'ai décidé de lancer un pneu Shogun/Coors Desert Master... L'impresion s'est bien passé, il y a des choses à améliorer, mais c'est un bon début... Après nettoyage, avant séchage et cuisson UV Après séchage et cuisson UV Le print suivant ne s'est pas fini car il n'y avait pas assez de résine dans le VAT. 1KG de résine, 10 pneus et demis avec une densité de supports de 90%. Je dois essayer de réduire à 85 ou 80% la prochaine fois pour voir...1 point
-
comme je te l'ai dit, je ne pense pas que ce soit la même puissance: tes 15W actuels sont électriques alors les 10W sont optiques sur celui que tu envisages d'acheter: non, ça n'a rien à voir puisque la pompe à air ne rafraichit pas le laser mais souffle sur la pièce découpée ou gravée pour atténuer les marques de brûlures sur le support découpé/gravé. Le refroidissement du laser est assuré par un ventilo au dessus.1 point
-
Bonjour et merci bcp pour toutes ces informations, je vais finir de décortiquer ça dans mon coin, mais je pense que tu as raison sur tout... Je ne pense pas te déranger encore. Merci encore énormément... Bonne soirée,1 point
-
Normalement, quand il y a de la co activité, il y a un coordinateur de sécurité et c'est à lui de prévoir les risques liés à cette co activité. Je sais, c'est pour les gros chantiers ou les grosses boites sur lesquelles l'administration n'hésitera pas à tomber dessus et à mettre amendes , pas lors de la construction d'une maison....1 point
-

From the album: PPAC fait de la gravure
Multilayer parrot E0019724 file cdr and dxf free vector download for laser cut – Download Vector https://www.ameede.com/multilayer-parrot-e0019724-file-cdr-and-dxf-free-vector-download-for-laser-cut/ Echelle ?% Graveur laser Elegoo PHECDA 10W Préparé sous LightBurn v1.4.00 (Linux Ubuntu 20.04) Vitesse 20 mm/sec, Puissance 52%, Constant Power Mode "Off" Matériaux Feuille A4 160g et 90g ( Puissance réduite à 97% via l'écran de contrôle lors de la gravure pour les feuilles A4 90g car pour du 90g, Vitesse 20 mm/sec, Puissance 50% suiffit ) L0 Feuille A4 160g Jaune pastel (Clairefontaine, ?CHAMOIS 1040) L1 Feuille A4 90g Orange L2 Feuille A4 90g Rouge L3 Feuille A4 90g Jaune L4 Feuille A4 90g Bleu L5 Feuille A4 90g Vert L6 Feuille A4 160g Rose pastel (Clairefontaine, ?)1 point -

From the album: PPAC fait de la gravure
Multilayer sea turtle E0018976 https://www.ameede.com/multilayer-sea-turtle-e0018976-file-cdr-and-dxf-free-vector-download-for-laser-cut/ Echelle ? ~40% Graveur laser Elegoo PHECDA 10W Préparé sous LightBurn v1.4.00 (Linux Ubuntu 20.04) Vitesse 20 mm/sec, Puissance 52%, Constant Power Mode "Off" Matériaux Feuille A4 160g et 90g ( Puissance réduite à 97% via l'écran de contrôle lors de la gravure pour les feuilles A4 90g car pour du 90g, Vitesse 20 mm/sec, Puissance 50% suiffit ) L8 Feuille A4 160g Bleu pastel (Clairefontaine, ?BLEU 2633) L7 Feuille A4 90g Vert claire L6 Feuille A4 90g Bleu L5 Feuille A4 160g Vert pastel L4 Feuille A4 90g Orange L3 Feuille A4 90g Jaune L2 Feuille A4 90g Vert L1 Feuille A4 160g Jaune pastel (Clairefontaine, ?CHAMOIS 1040)1 point -
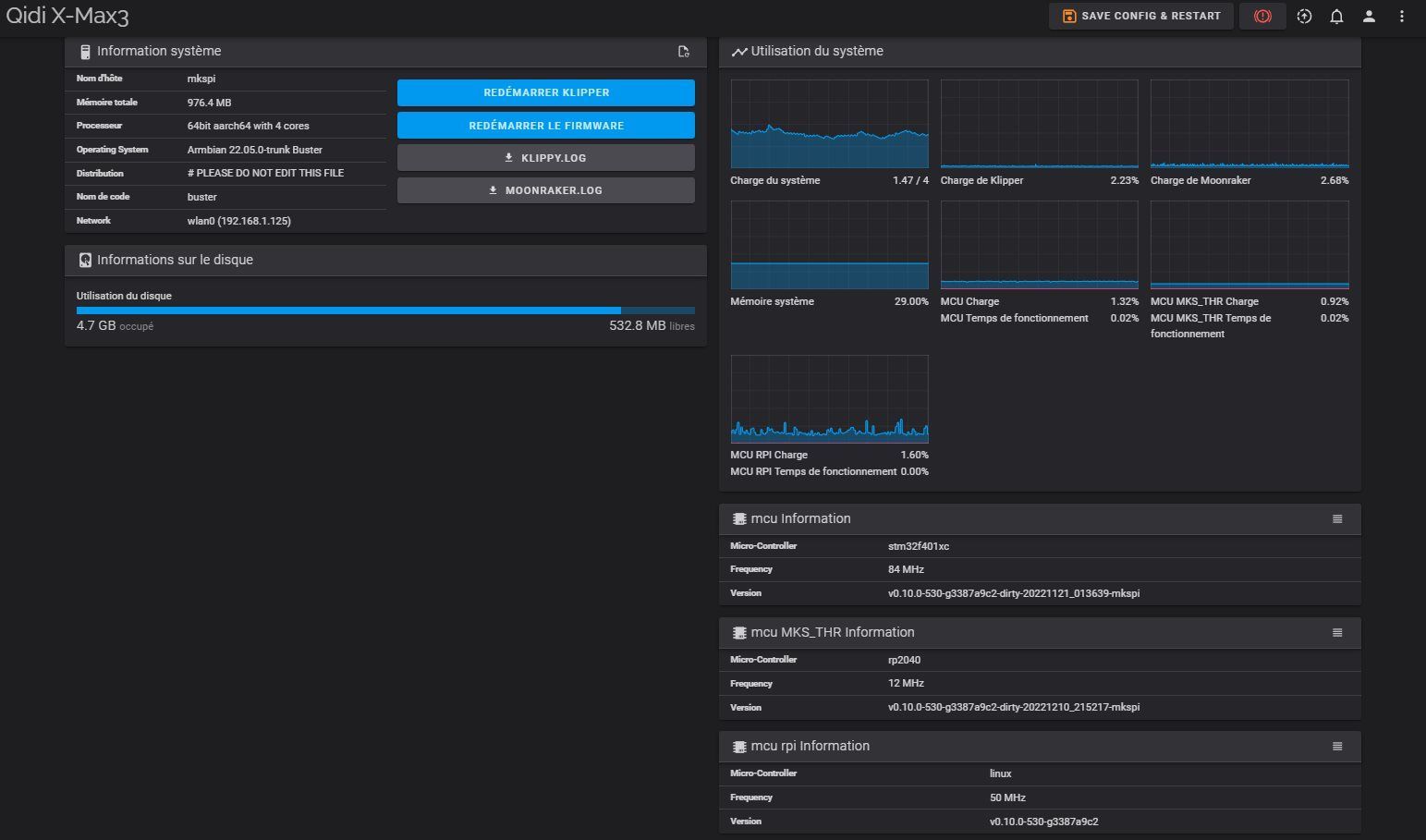
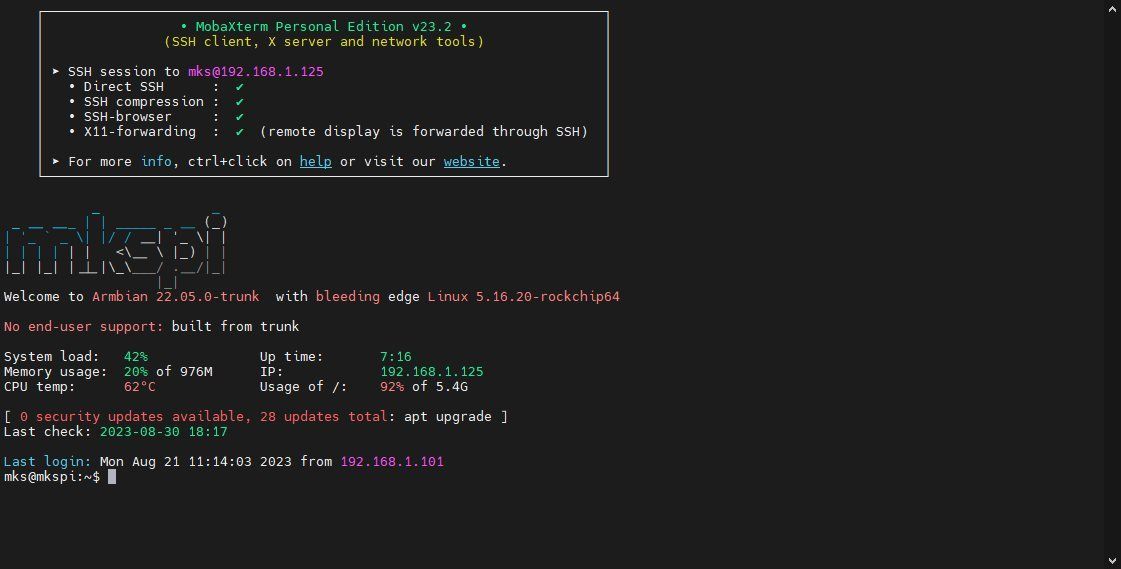
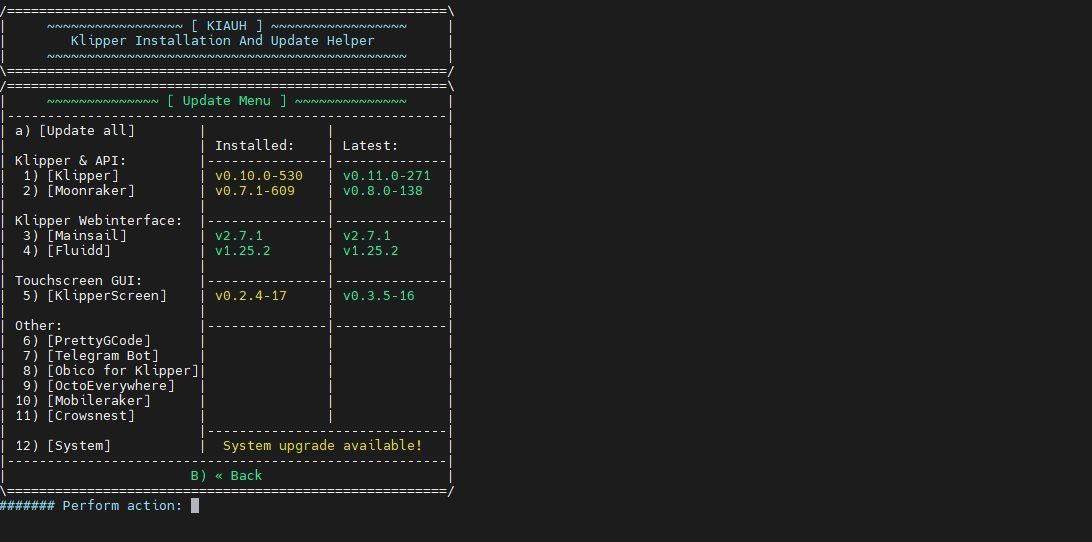
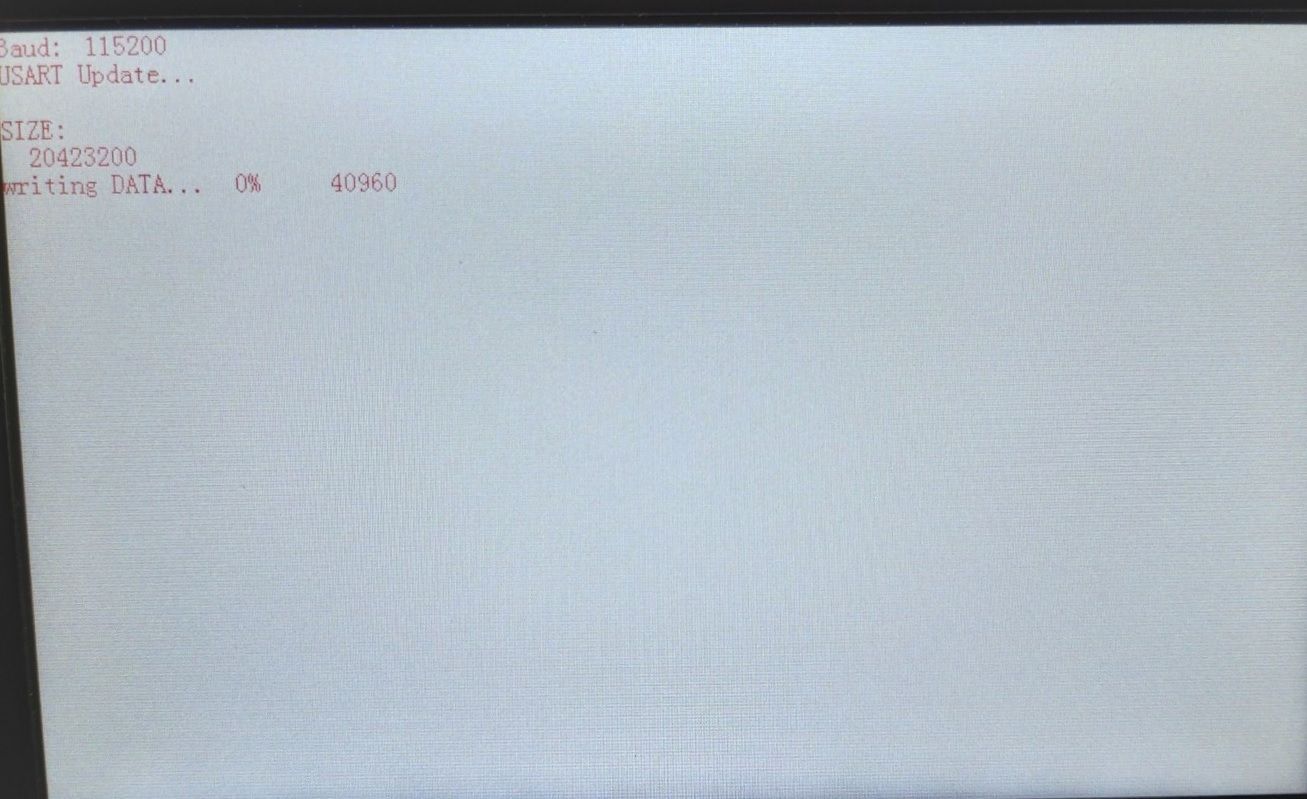
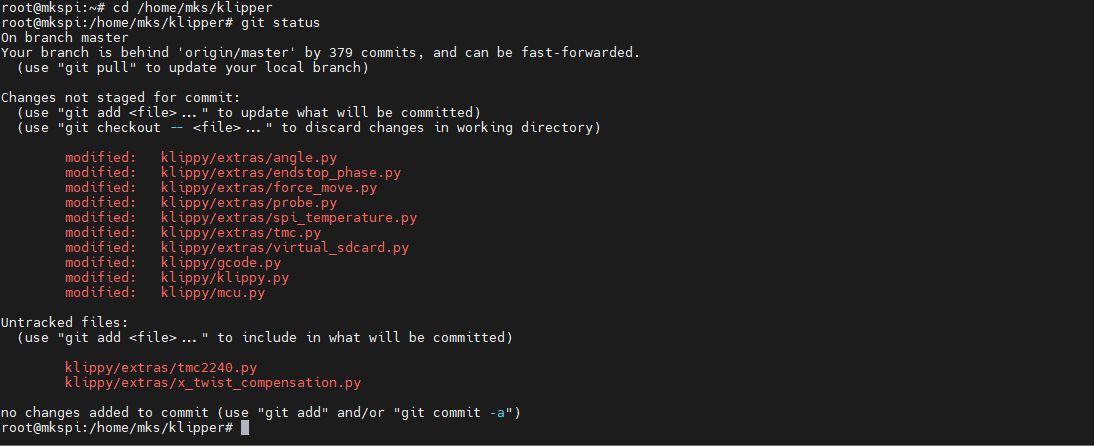
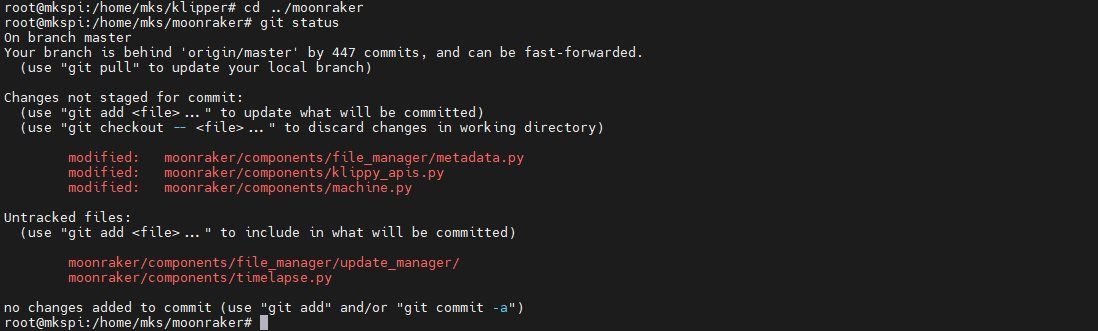
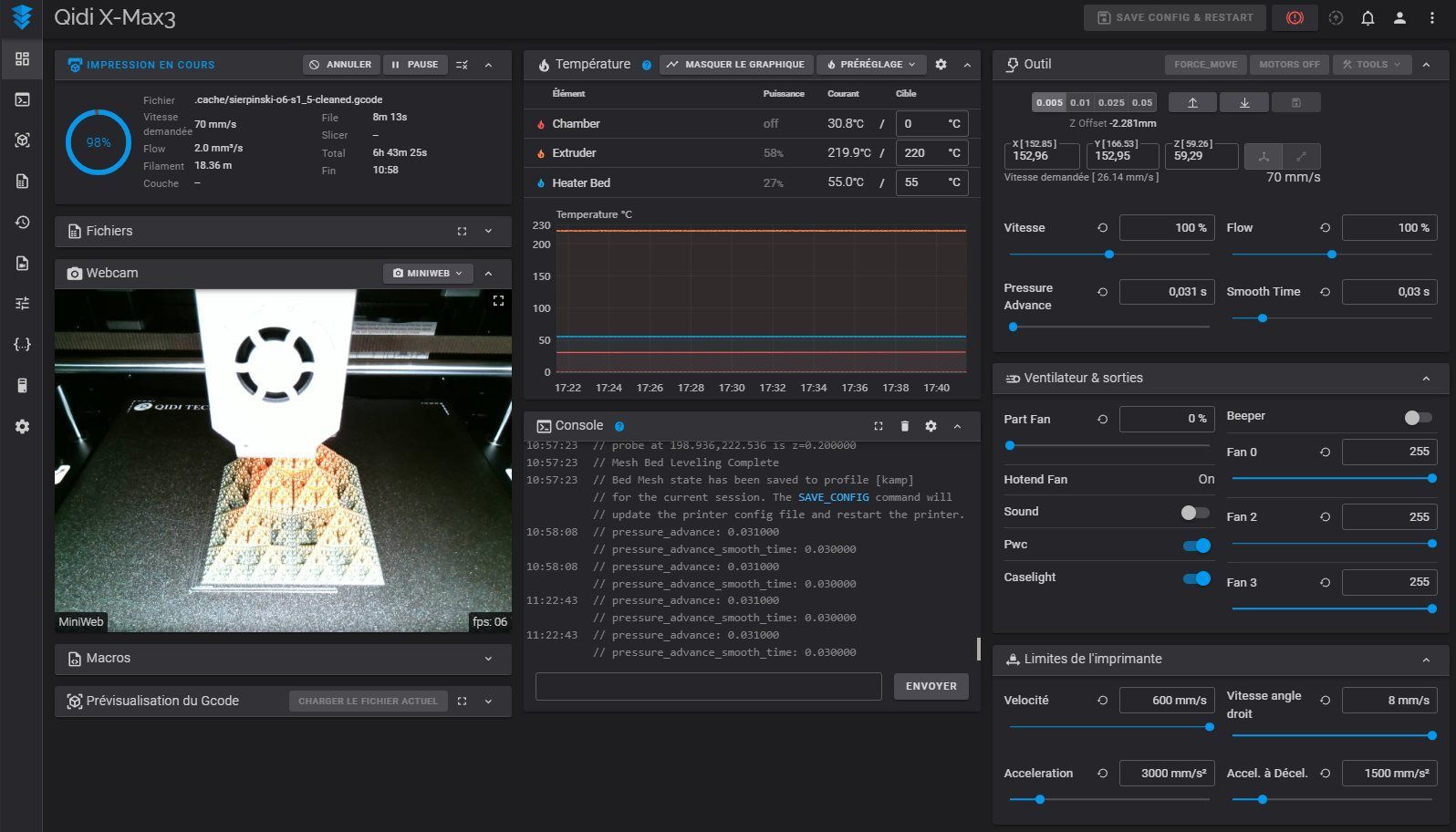
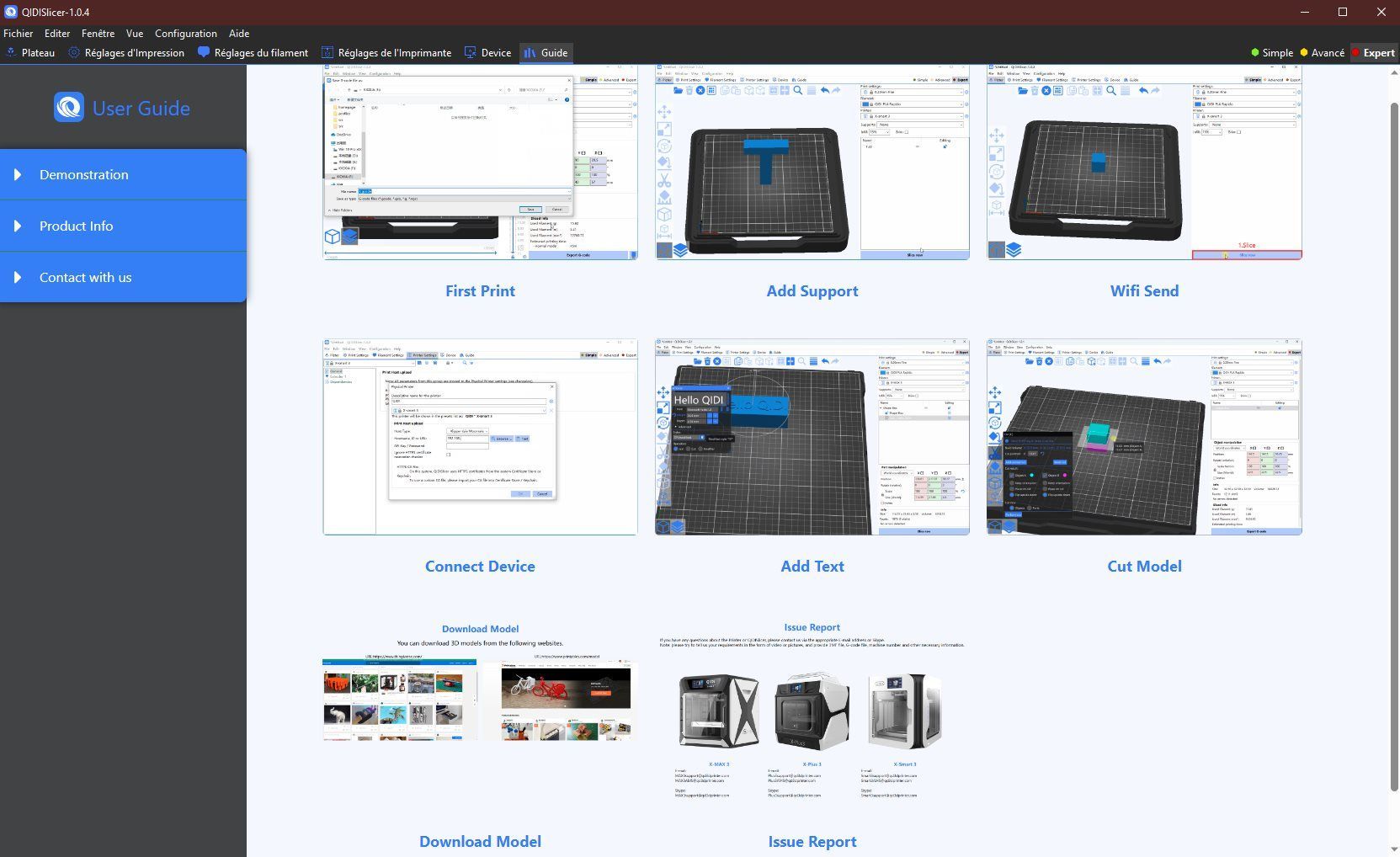
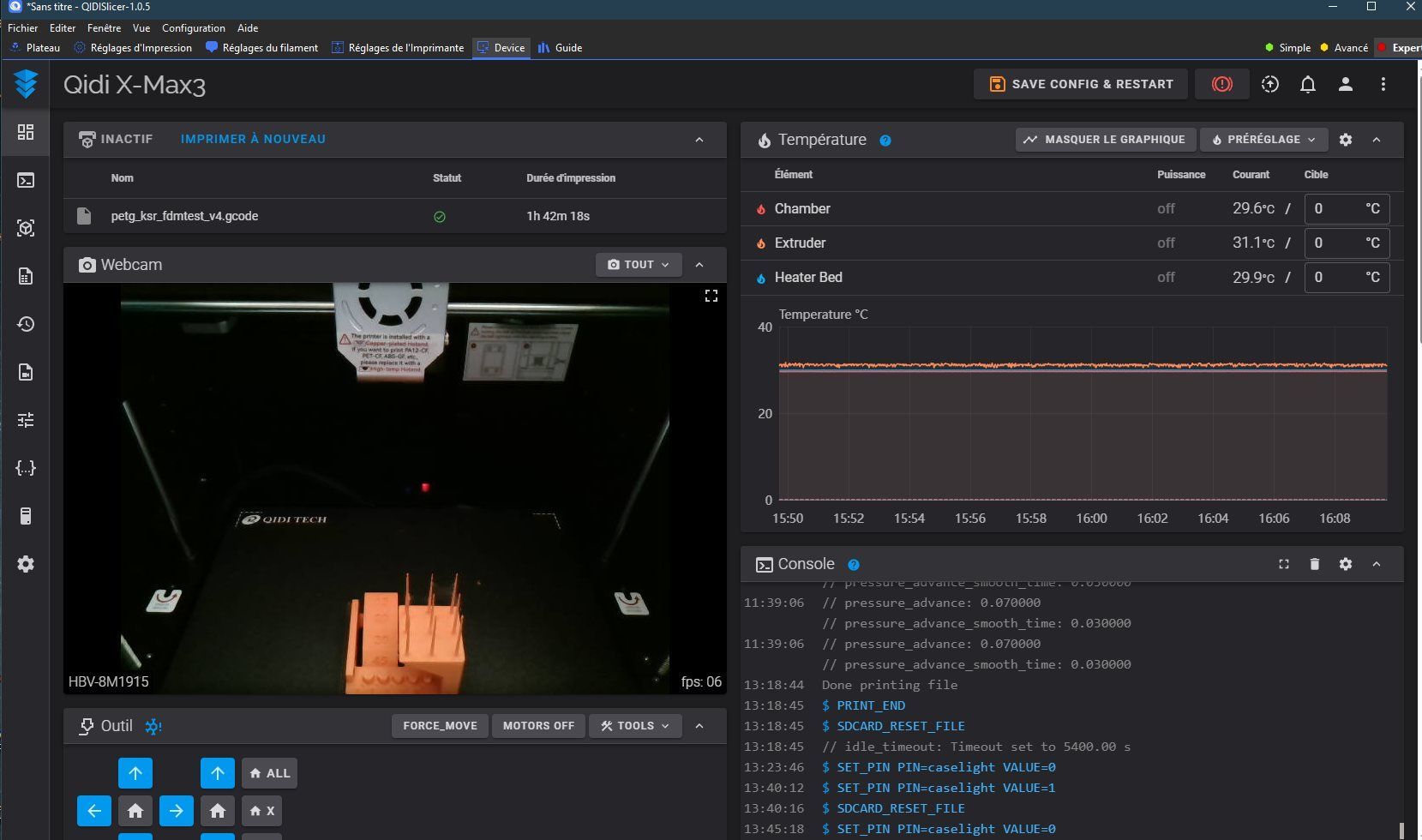
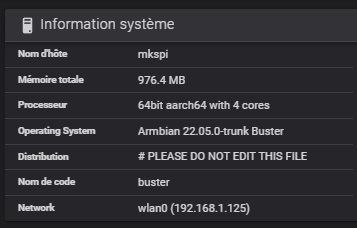
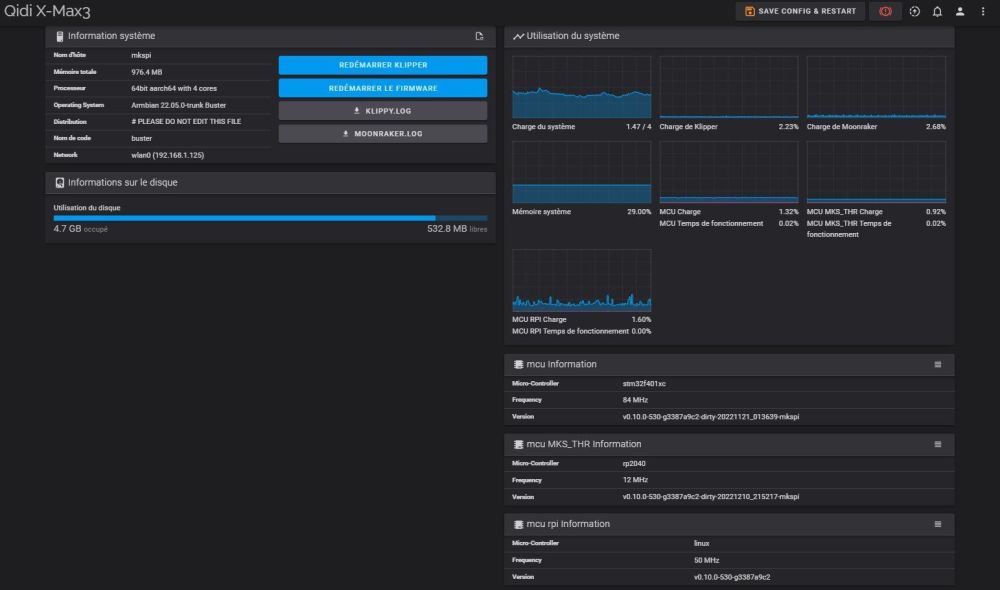
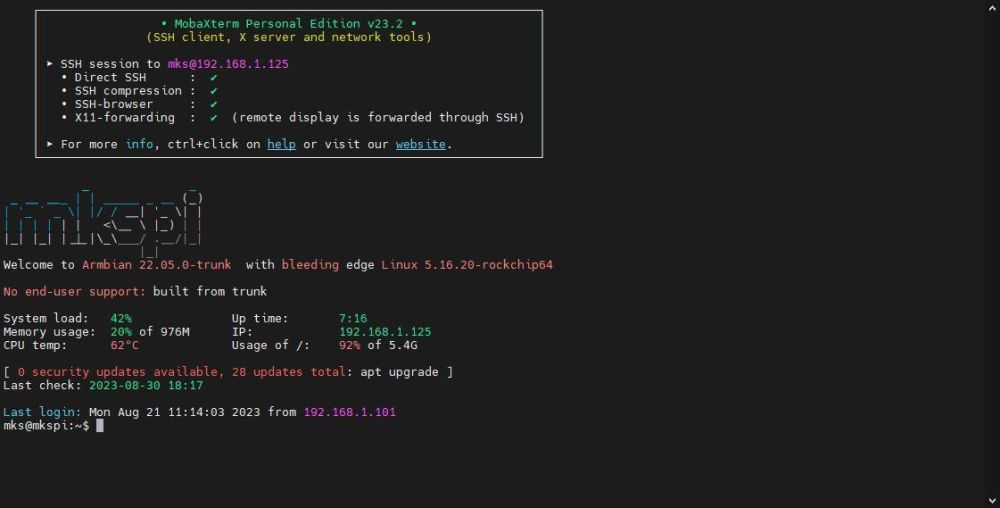
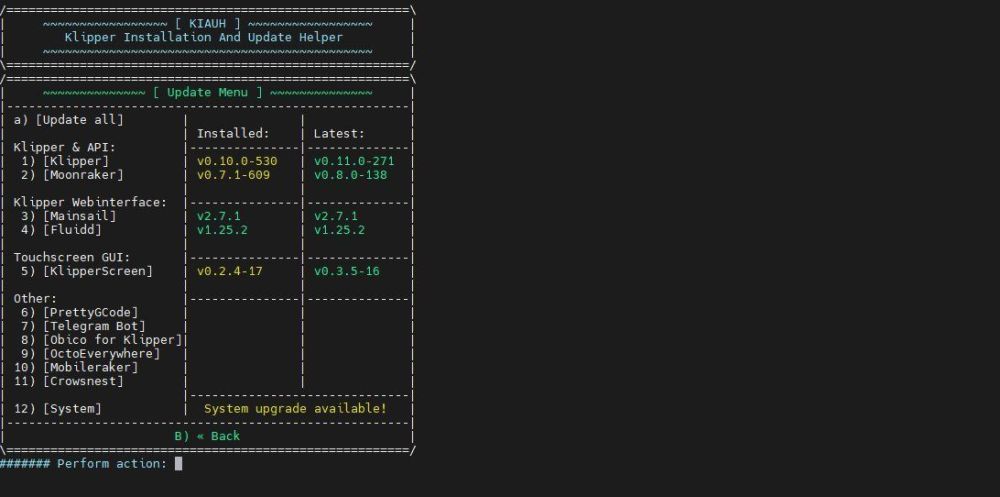
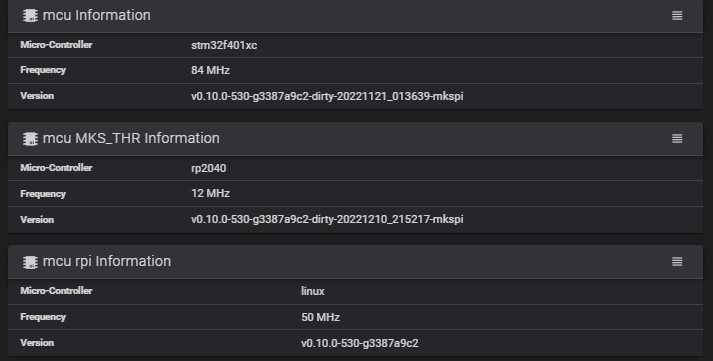
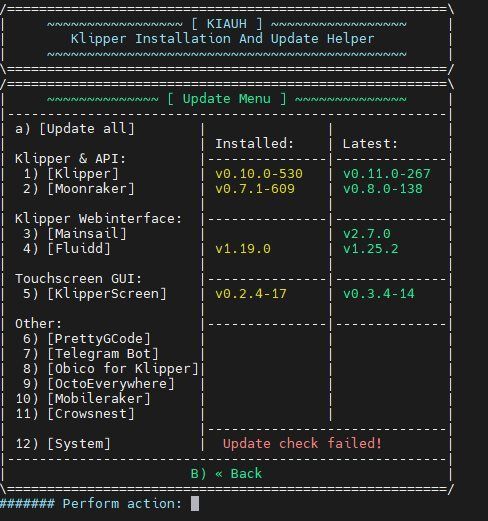
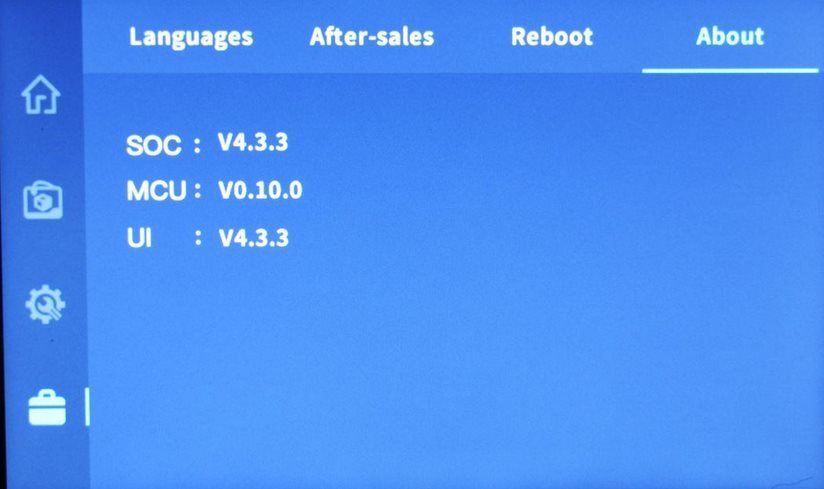
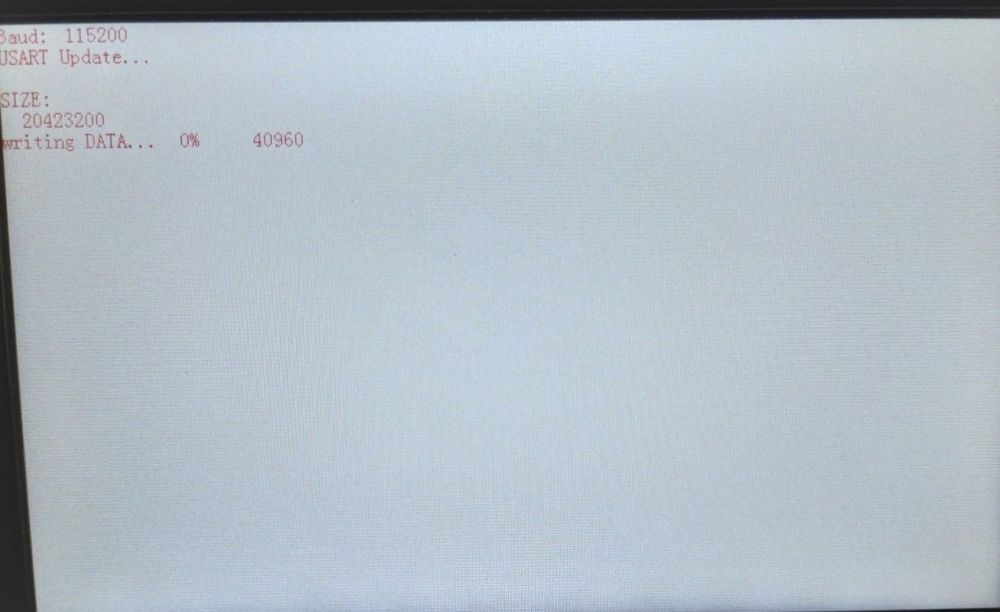
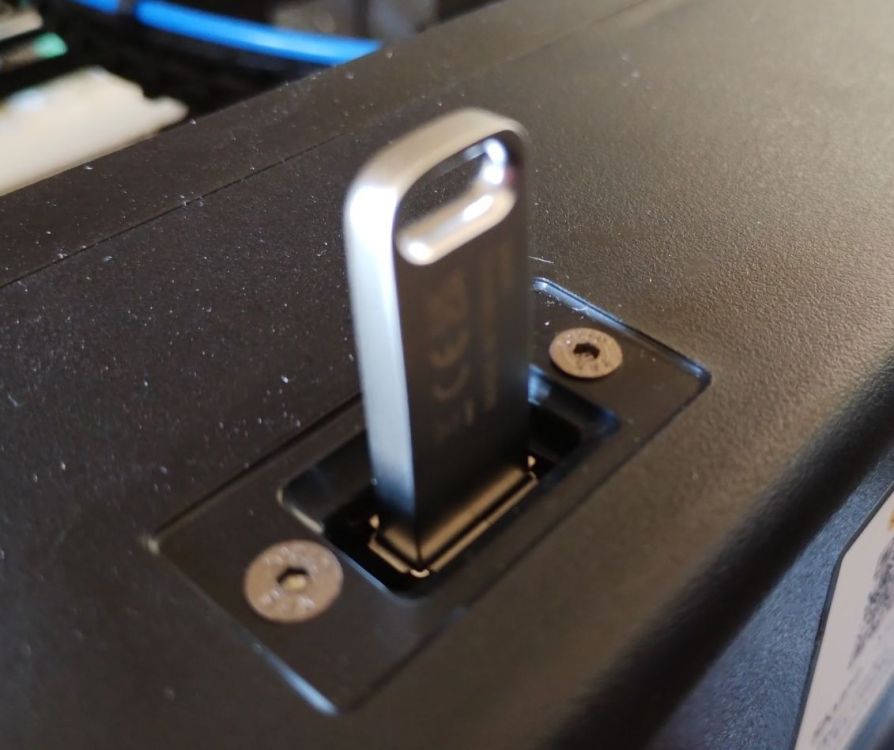
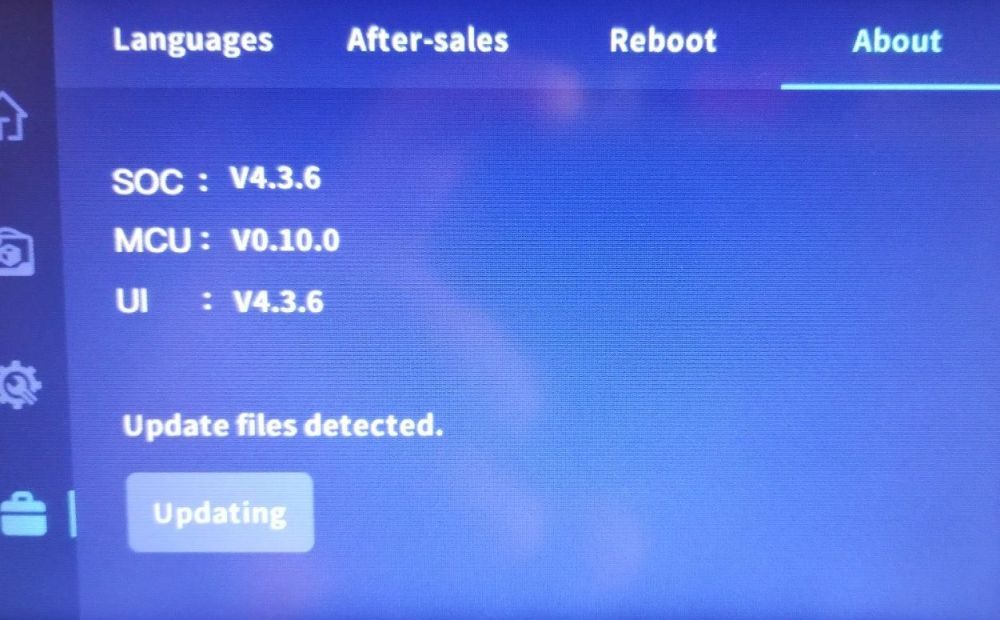
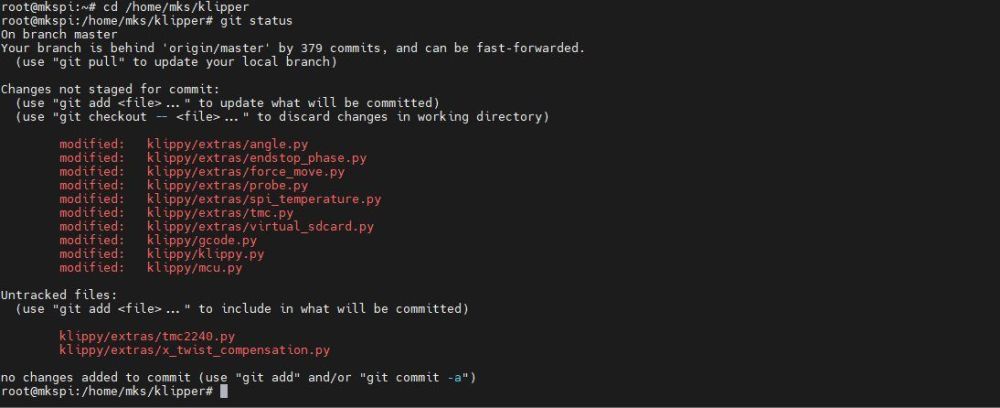
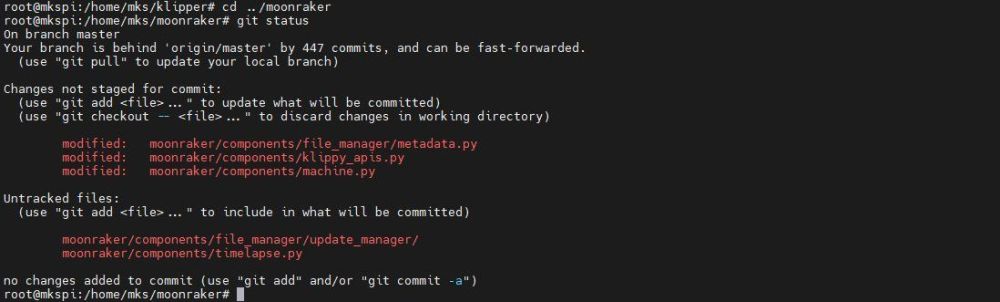
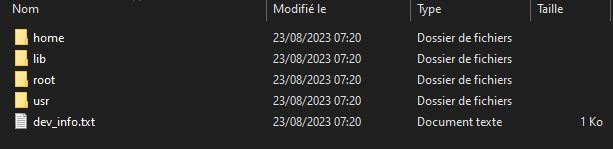
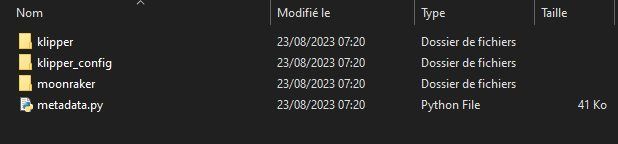
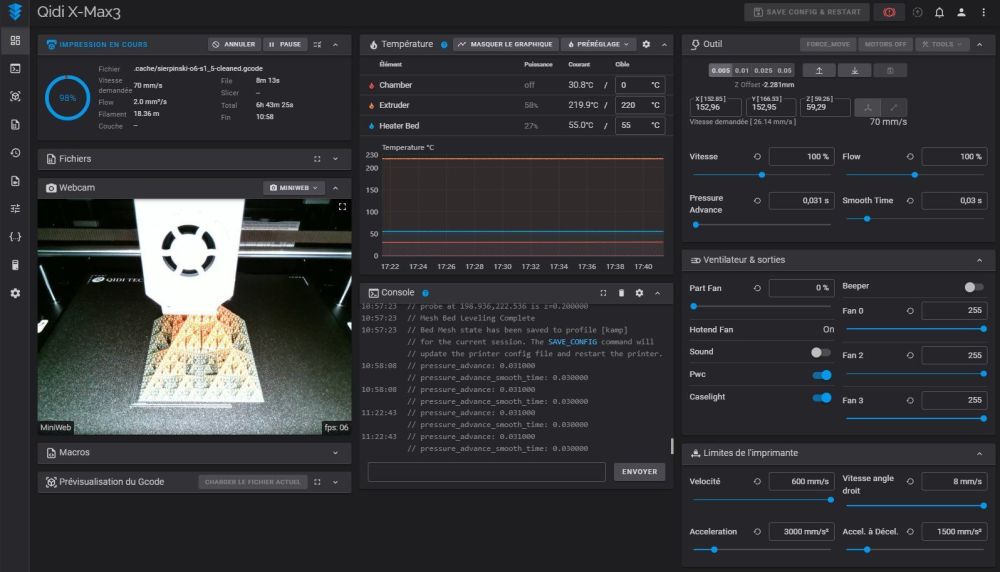
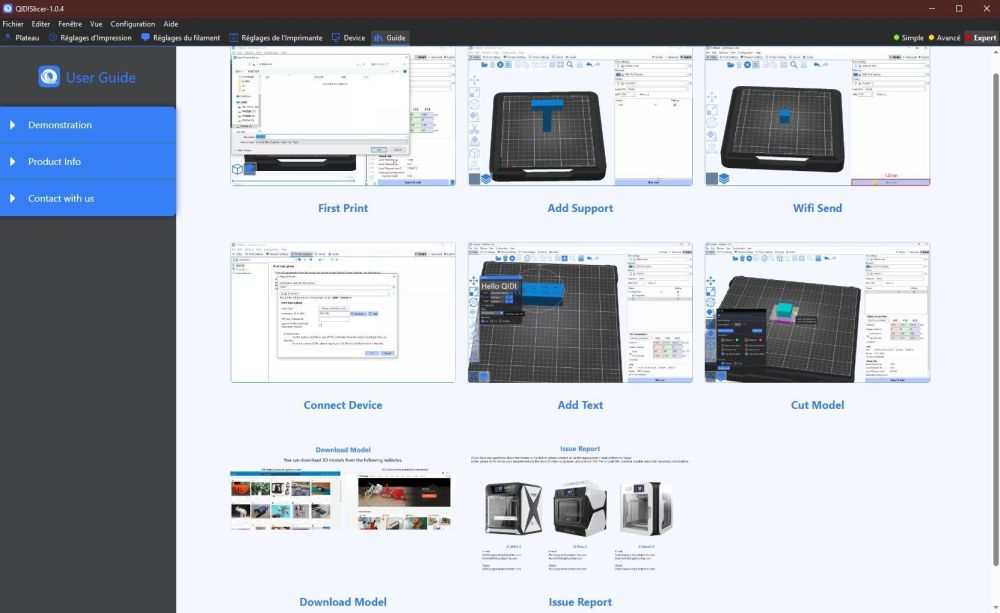
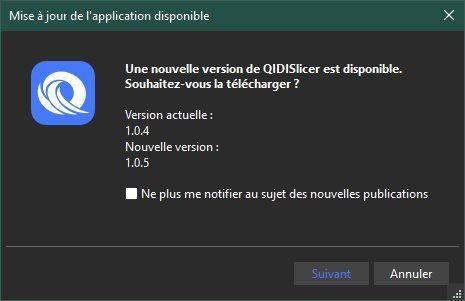
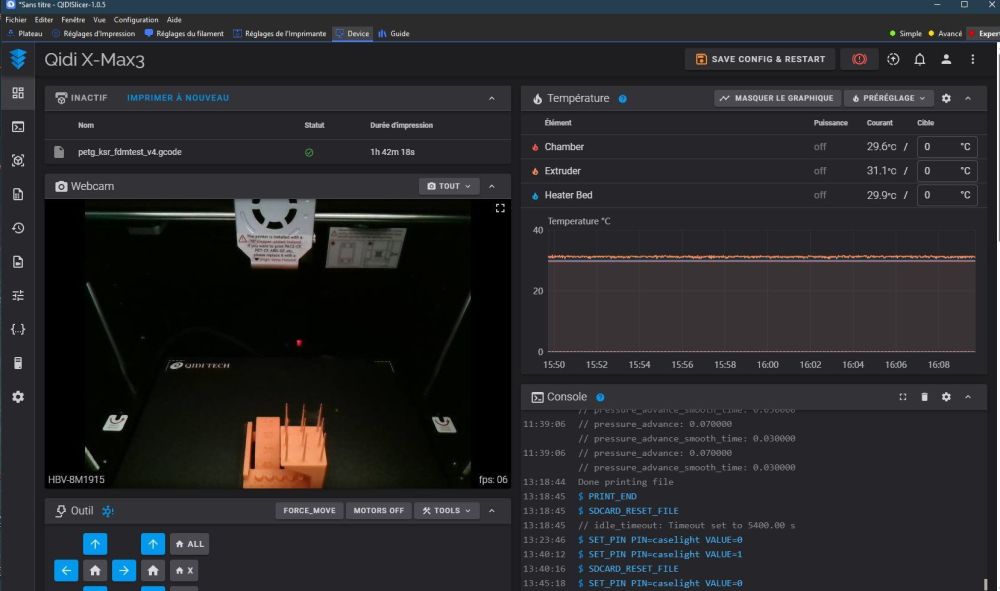
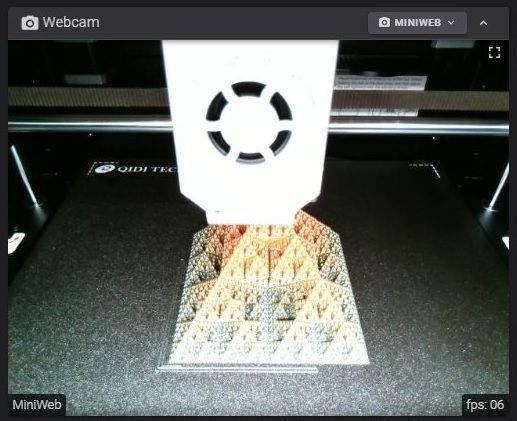
TLDR; Sujet plutôt technique qui n'intéressera que les férus d'informatique (Linux toussa…). Nous aborderons dans ce sujet la partie logicielle, à savoir : le système d'exploitation (Armbian), l'écosystème Klipper (Klipper, Moonraker, Fluidd) et le trancheur QidiSlicer (basé sur Prusaslicer, lui-même basé sur Slic3r, …). Armbian La carte Qiditech est un ordinateur monocarte (SBC en anglais, Small Board Computer) dont le contrôleur Rockchip RK3328, fonctionne avec un système d'exploitation dérivé de la distribution Debian pour les architectures ARM: Armbian. Qiditech utilise l'image système fournie par Makerbase pour son matériel MKS PI, ce que semble nous indiquer la section «Information système» de l'interface Web Fluidd (accès via le port «inhabituel» de 10088 ) : Dommage que cette version soit ancienne (buster), deux versions majeures sont apparues depuis (bullseye et bookworm il y a quelques mois déjà). Le Github de Makerbase du MKSPI précise quels utilisateurs (avec leur mot de passe ) existent (root et mks) : Ni une, ni deux, je tente une connexion ssh vers cette carte (PuTTY, Mobaxterm, le ssh natif de Windows ou encore WSL… il n'y a que le choix). ssh mks@192.168.1.125 et voilà le résultat (connexion via MobaXterm) : Cool Même si Qiditech ne donne pas ces informations, on a donc un accès complet au système. On va donc pouvoir aller regarder de plus près ce qui existe sans avoir à «bidouiller» pour accéder au système d'exploitation (d'autres constructeurs feraient bien de s'en inspirer). Le «home» de l'utilisateur mks ainsi que celui de l'utilisateur «root» (celui qui a tous les droits sur un système Unix) permet de prendre connaissance ce qui a été installé : Chose intéressante, KIAUH est installé mais comme préconisé par Qiditech, je ne vais pas, pour le moment, l'utiliser pour faire des mises à jour. A son premier lancement `./kiauh/kiauh.sh`, j'ai droit à une demande de mise à jour de lui-même : Une fois KIAUH mis à jour, je vérifie simplement quelles sont les versions de Klipper, Moonraker et consorts. Comme je le redoutais, ce sont d'anciennes versions qui si elles devaient être mises à jour nécessiteraient de reflasher le firmware Klipper sur les cartes et de sérieuses modifications ayant été introduites dans Moonraker en fin d'année passée (novembre / décembre 2022) demanderaient là aussi un peu de travail pour rendre le tout compatible (chemins d'accès, base de données, etc.) : Avant d'aller plus loin avec l'écosystème Klipper, revenons au système d'exploitation proposé par Qiditech (Armbian buster). Mise à jour du système En remarque préalable, aucune notification de la part du système ne nous signale quand / s'il y a une mise à jour disponible . C'est à l'utilisateur d'aller consulter soit le Github de la X-Max3 ou cette page du site Qiditech. Mince, une mise à jour «toute» fraiche est proposée (début septembre), une version v4.3.8. Ce sera la seconde depuis réception de cette imprimante. D'origine, la version système était en v4.3.3 passée après une première mise à jour en v4.3.6 : Je vais profiter de cette nouvelle mise à jour (v4.3.8) pour reprendre les étapes : récupérer l'archive via le lien plus haut, décompresser celle-ci, copier le dossier QD_Update avec son contenu (contient trois fichiers: printer.cfg, QD_Max_SOC et QD_Max3_UI5.0) à la racine d'une clé USB formatée FAT32, sectorisation de 4Ko, sans nommer cette clé (Qiditech fournit une jolie clé USB de 16Go) après avoir éjecté cette clé du PC, l'insérer dans la prise USB en haut à l'arrière droit de la X-Max 3, via l'écran tactile, accéder à la page d'informations système, puis cliquer sur le bouton Updating Au bout d'un moment (très rapide en fait), cette page s'affiche Éteindre l'imprimante et bien attendre au moins 30 secondes (le super condensateur de la carte contrôleur doit se décharger) avant de rallumer. L'écran quasi «blanc» est très peu lisible mais on arrive à distinguer que quelque chose se passe (le pourcentage croit régulièrement mais lentement ainsi que le nombre d'octets transférés. La communication se fait à 115200 bauds, Il y a une vingtaine de méga octets à transférer (probablement le firmware de l'écran (QD_MAX3_UI5.0) flashé en mode série)… Et c'est très très très long (entre une demi-heure et pas loin de quarante minutes lors de ma première mise à jour) Il vaut mieux que durant cette mise à jour, il n'y ait pas de coupure de courant Finalement après avoir patienté (un bon thermos de café), le système redémarre, la page «à propos» affiche la nouvelle version (4.3.8) ainsi que deux boutons supplémentaires (Restaurer les réglages «usine» et Activer/Désactiver la mise en veille de l'écran) Pour des mises à jour, j'ai déjà connu mieux et surtout plus rapide. Un point que Qiditech devrait améliorer à mon avis . Autres remarques: Cette mise à jour remplace purement et simplement le fichier «printer.cfg» donc si des modifications y avaient été faites, elles seront perdues sauf si une sauvegarde a été réalisée, Après cette mise à jour du système, il faut refaire deux étapes d'étalonnage (à cause du point précédent , les paramètres des résultats des calibrations en fin du ficher sont effacés (la section SAVE_CONFIG DO NOT EDIT)) : Zoffset et topographie du plateau («bed mesh»), Compensation de résonances (Input shaping) L'historique des impressions est remis à zéro et ce point là est vraiment «pénible» Survol du système, de Klipper et Moonraker L'accès ssh permet d'obtenir plus d'informations sur les versions installées même si la page d'informations système de Fluidd donne déjà des indications pour Klipper, version ancienne 0.10 Comme on l'a vu précédemment, la page des mises à jours de KIAUH affiche les versions installées et celles en cours des dépôts Github. Aucun des composants n'est récent: Klipper: v0.10.0-530, actuellement 0.11.0-267 Moonraker: v0.7.1-600, actuellement 0.8.0-138 Fluidd: v1.19.0, actuellement 1.25.2 Klipperscreen: v0.2.4-14 actuellement 0.3.4-14 Le système Armbian lui non plus n'est pas «up to date». Un «git status» dans chacun des dossiers (Klipper, Moonraker et Klipperscreen) apporte les informations indiquant quels fichiers ont été modifiés par rapport aux versions officielles De plus dans dossier QD_Update ayant servi à la mise à jour, le fichier QD_MAX_SOC (mise à jour partielle de l'OS) est une archive qui contient elle-même une archive data.tar. Son contenu permet de connaitre quels fichiers sont ajoutés et/ou remplacés dans le système Armbian Contenu de l'archive data.tar /home/mks /home/mks/klipper/klippy /home/mks/klipper/klippy/extras /home/mks/moonraker/moonraker/components /home/mks/moonraker/moonraker/components/file_manager /home/mks/moonraker/moonraker/components/file_manager/update_manager /home/mks/klipper_config /root En conclusion de ce survol rapide, Qiditech utilise des briques logicielles «Open source» mais à partir de versions datées. Qiditech a modifié un peu Klipper et Moonraker pour prendre en compte leur écran 5" associé à son serveur X (xindi). C'est la raison pour laquelle, ce constructeur recommande de ne pas faire de mise à jour mais d'utiliser plutôt ses propres mises à jour, voir cette page. C'est certainement, à l'heure actuelle, l'imprimante respectant le plus la philosophie Open source et ses licences (GPL principalement). Ultérieurement, je me pencherai plus sur la faisabilité de mettre à jour Klipper et consort dans leurs versions «vanilla». Cela nécessitera certainement de reflasher Klipper pour la carte contrôleur et la carte fille de l'extrudeur, rien qui ne me semble insurmontable mais l'objet du test de la Qidi X-Max 3 n'est pas là (j'ai encore quelque filaments à tester ). Les seules modifications / mises à jour que je me suis permis de réaliser sont : via KIAUH, mise à jour de Fluidd et instalation de l'interface Web Mainsail Les deux interfaces Web fonctionnent (Fluidd via le port 10088, Mainsail via le port 80). Mainsail signale juste qu'il serait bien de mettre à jour les versions de Klipper et moonraker pour profiter de toutes ses fonctionnalités ce n'est peut-être que sur mon imprimante mais les dates et heures n'étaient pas actualisées. Après analyse, il apparait que deux daemons de synchronisation de l'heure sont activés et visiblement entrent en conflit et se mettent en échec (chronyd et systemd-timesyncd) : Etant plus familier de chronyd que du systemd, volià les étapes que j'ai utilisées: Désactivation de systemd-timesyncd systemctl status systemd-timesyncd systemctl stop systemd-timesyncd systemctl disable --now systemd-timesyncd.service systemctl status systemd-timesyncd Modifications du fichier de configuration (serveur de temps): cat /etc/chrony/chrony.conf sudo nano /etc/chrony/chrony.conf sudo systemctl restart chronyd systemctl status chronyd chronyc sources date chronyc tracking Maintenant les dates et heures correspondent La plupart de mes matériels (imprimantes 3D, Lasers, …) sont équipés de caméras permettant de surveiller mais aussi de prendre des clichés, des vidéos. D'origine, Qiditech n'a pas de caméra. Qu'à cele ne tienne et à l'impossible nul n'est tenu. J'avais en stock une Webcam qu ne demandait qu'à être utilisée et installée. C'est chose faite (Fluidd) : Le trancheur QIDITECH, QIDISlicer Pour ses imprimantes «série 3», Qiditech ne base plus son trancheur (slicer) sur une version de Cura mais utilise comme base Prusaslicer, lui-même basé sur Slic3r, … Dans le respect de la licence, Qiditech ouvre son dépôt Github accessible ici (dernière version v1.0.5 de fin août 2023), le trancheur est aussi téléchargeable via cette page (un manuel succinct mais suffisant est également de la partie) Les profils de ses imprimantes récentes ainsi que ceux des filaments sont évidemment intégrés. Pour ceux préférant / utilisant un autre trancheur, Qiditech fournit également des profils (pour le moment Prusaslicer, Simplify3d, (Cura à venir)) ou signale que Orcaslicer peut être utilisé (pas utilisé car pas fan du tout d'une inscription obligatoire pour pouvoir utiliser ce logiciel). Dans l'ensemble, c'est le trancheur que j'ai utilisé pour tous les tests d'impression. Basé sur Prusaslicer, seules quelques modifications cosmétiques ont été apportés. Il y a juste deux onglets ajoutés: L'onglet (Device) permet dans un premier temps de paramétrer la connexion réseau vers la X-Max 3 (un didacticiel animé prend en main l'utilisateur), une fois paramétrée, la sélection de cet onglet affiche l'interface Web directement dans le trancheur L'onget (Guides) donne accès à des didacticiels animés à propos de quelques manipulations de ce trancheur: Même si l'accès à Fluidd peut se faire via Qidislicer, je préfère y accéder via mon navigateur (Firefox ou Vivaldi), je peux y régler la taille et le nombre de colonnes de ce qui est affiché (CTRL + / CRTL -) : La version de Qidislicer que j'avais installée était la version 1.0.4. Dernièrement, j'ai vu surgir cette fenêtre Mise à jour effectuée sans soucis. Voilà c'est terminé pour cette fois, en espérant n'avoir été ni trop long ni trop court (contrepéterie inside ) Pour les tests d'impression, vous pouvez aller consulter le test complet : https://www.lesimprimantes3d.fr/test-qidi-x-max-3-20231010/








 1 point
1 point -
Salutation ! Il n'y a pas beaucoup de blabla technique sur la page du lien cité. Mais attention pour moi "Pre-calibrated Build Plate" ne veux pas dire "auto-leveling" mais que c'est manuel et déjà fait en sortie d'usine (comme pour les "Phrozen Sonic Mega 8K", tu n'as normalement pas a retoucher a l'ajustement du plateau car il est fait en sortie d'usine). Sinon, c'est il me semble, la première fois, que je vois une imprimante résine, avec une possibilité de reprise d'impression sur coupure de courant. Tout dépend du seuil a financer quand il y aura le Kickstarter, je dirais pourquoi pas, car c'est, il me semble, des technos qui existent déjà donc des composants disponibles et pas trop de besoins de R&D pour faire cette machine.

 1 point
1 point