Classement




Contenu populaire
Contenu avec la plus haute réputation dans 27/09/2023 Dans tous les contenus
-
Bravo, C'est bien une CR-10 SE. Sujet dédié et article à venir.3 points
-
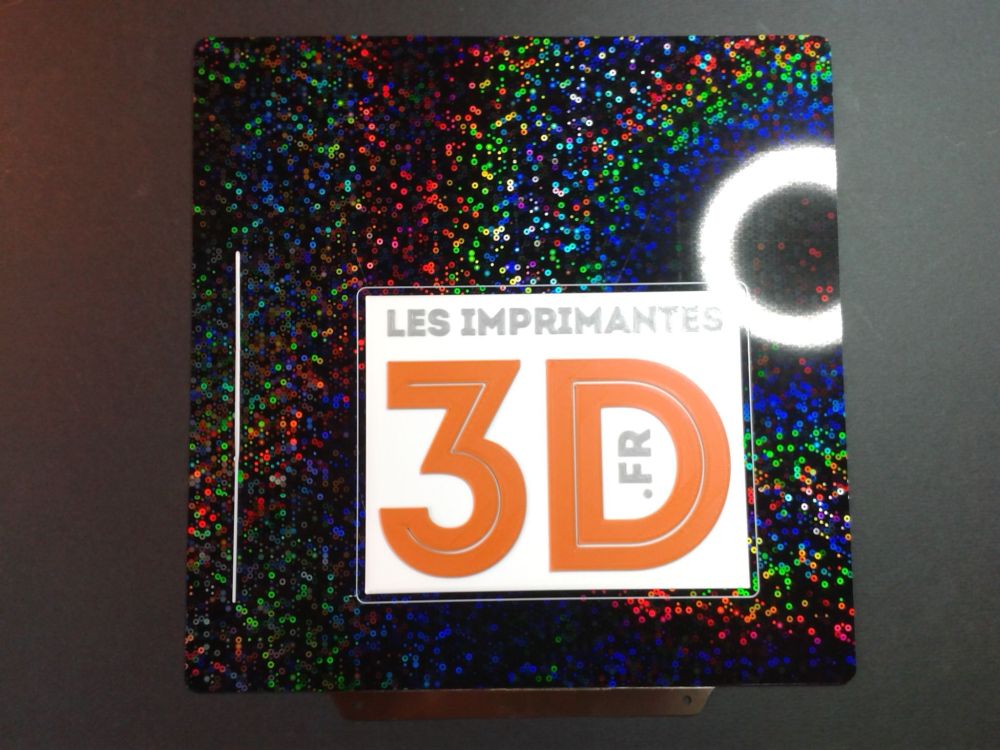
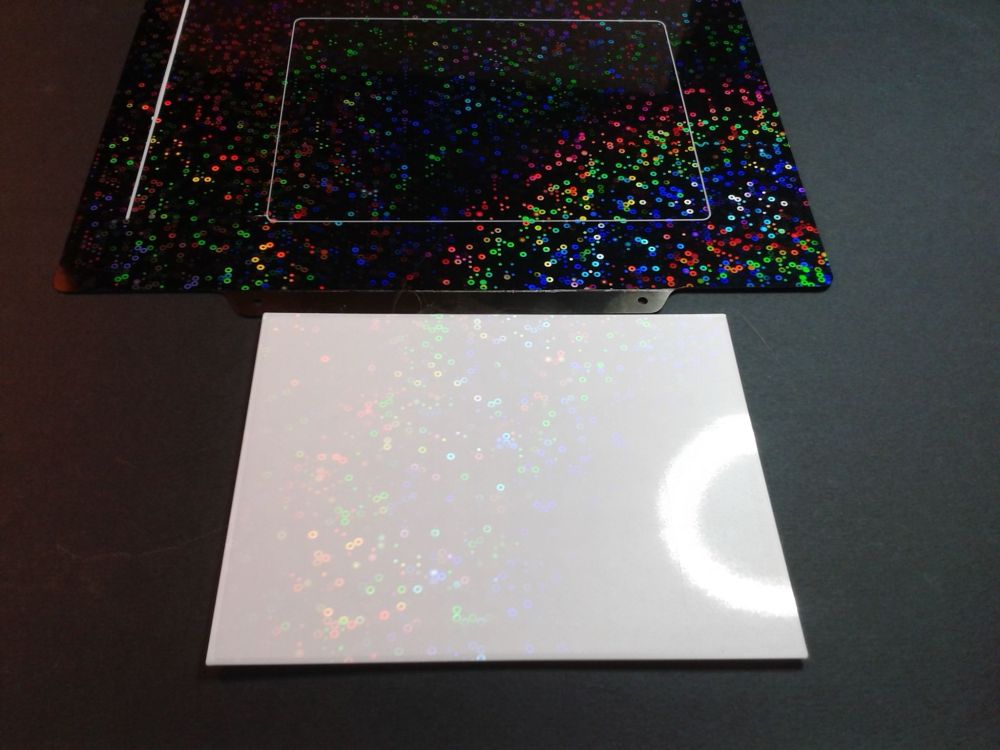
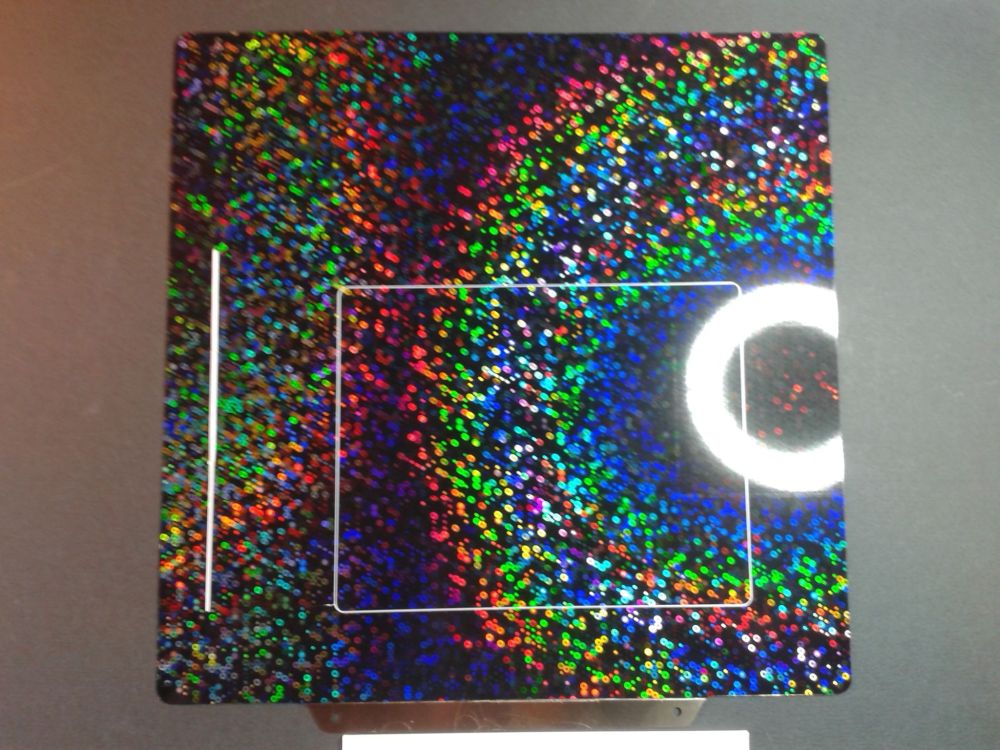
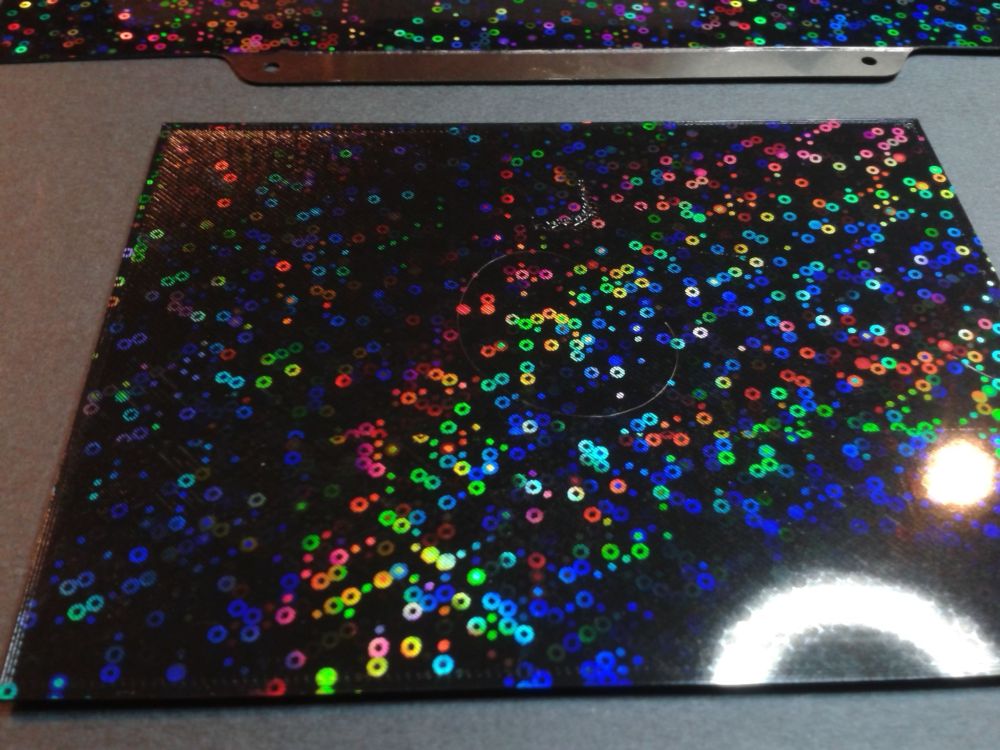
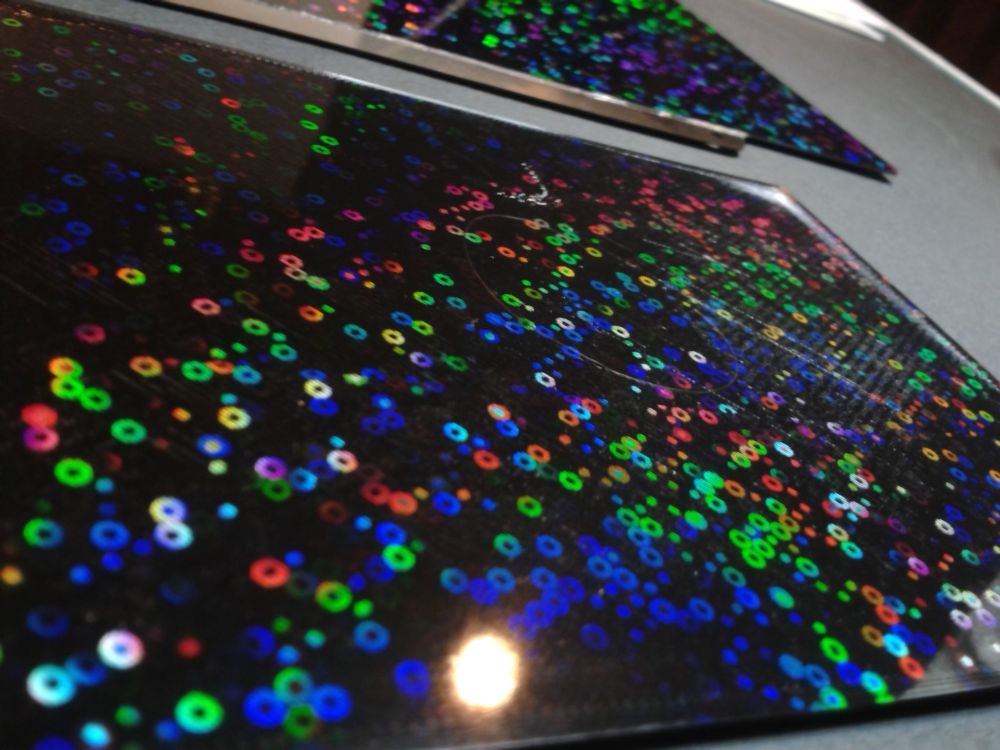
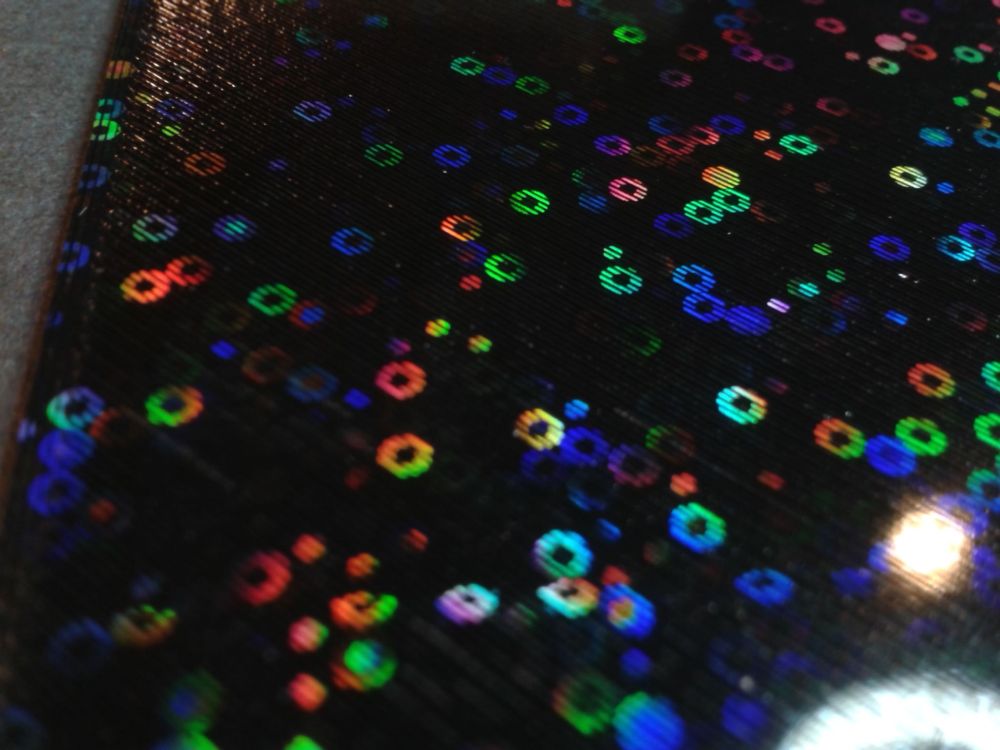
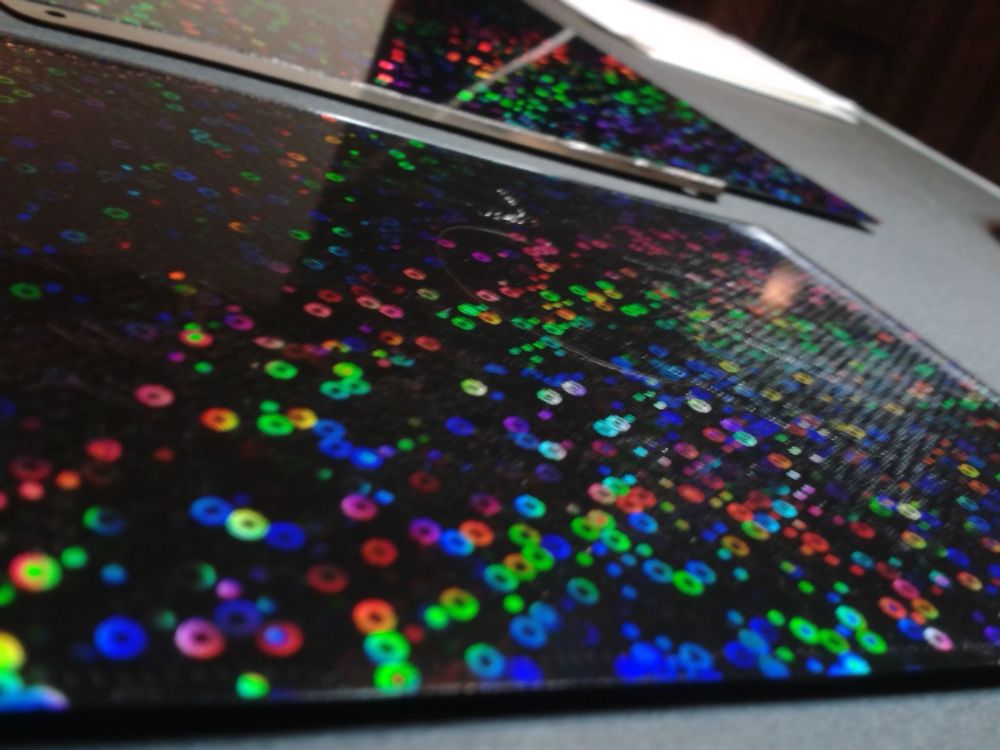
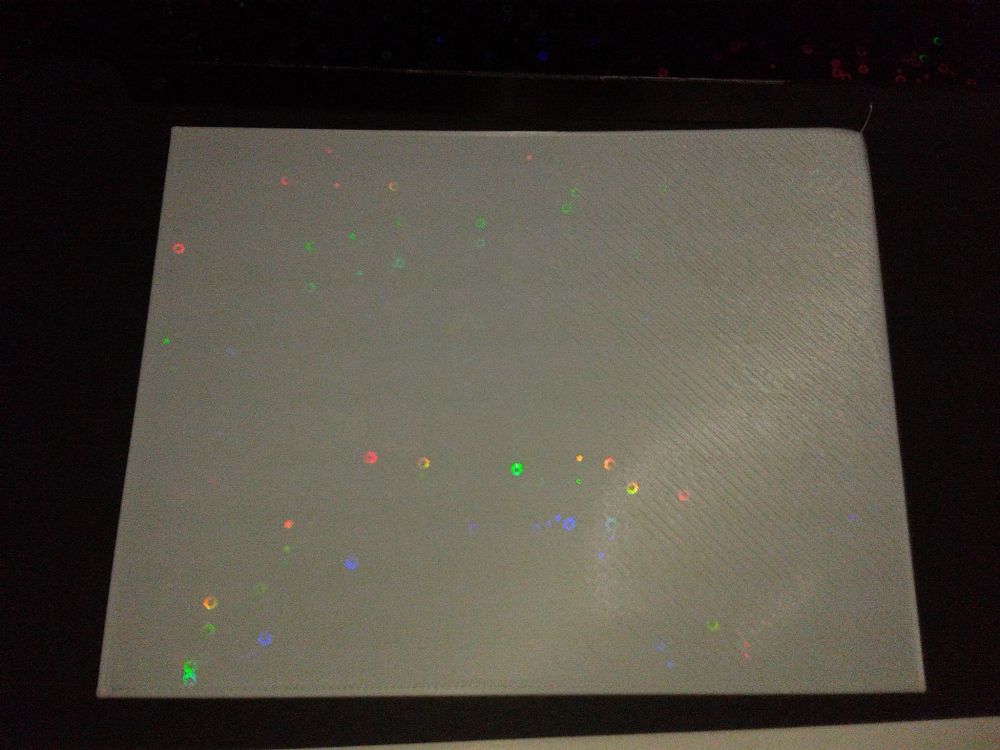
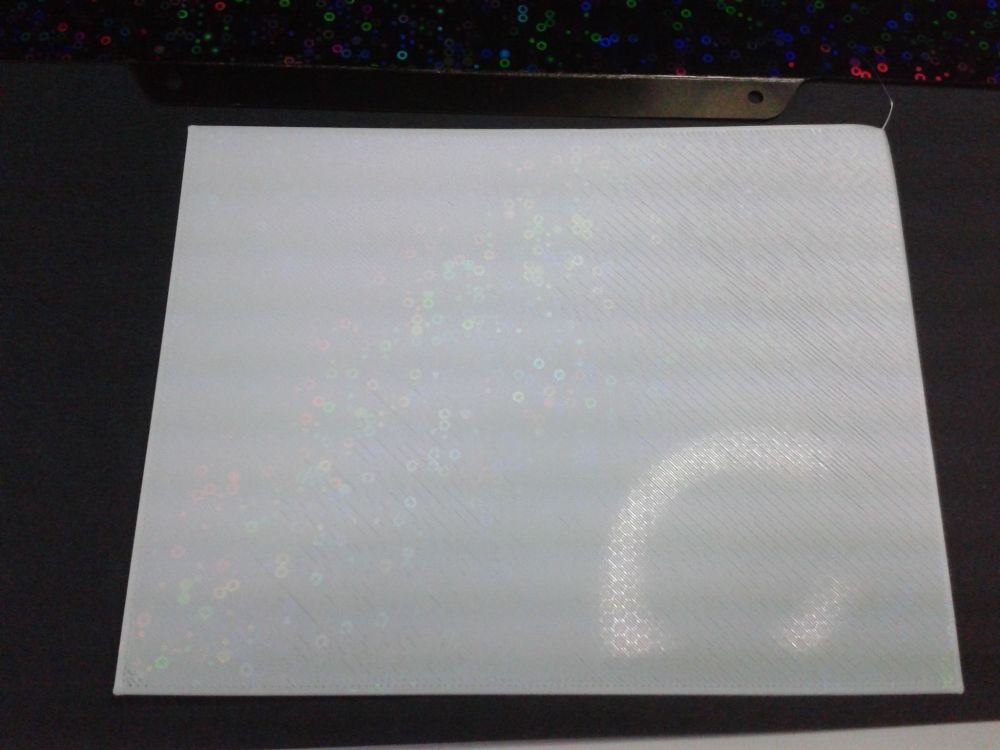
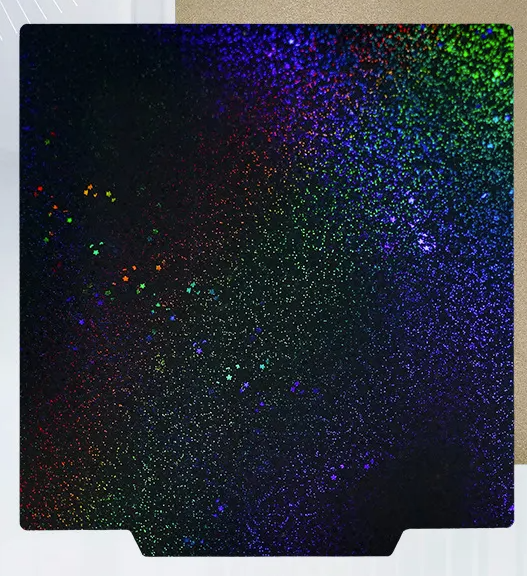
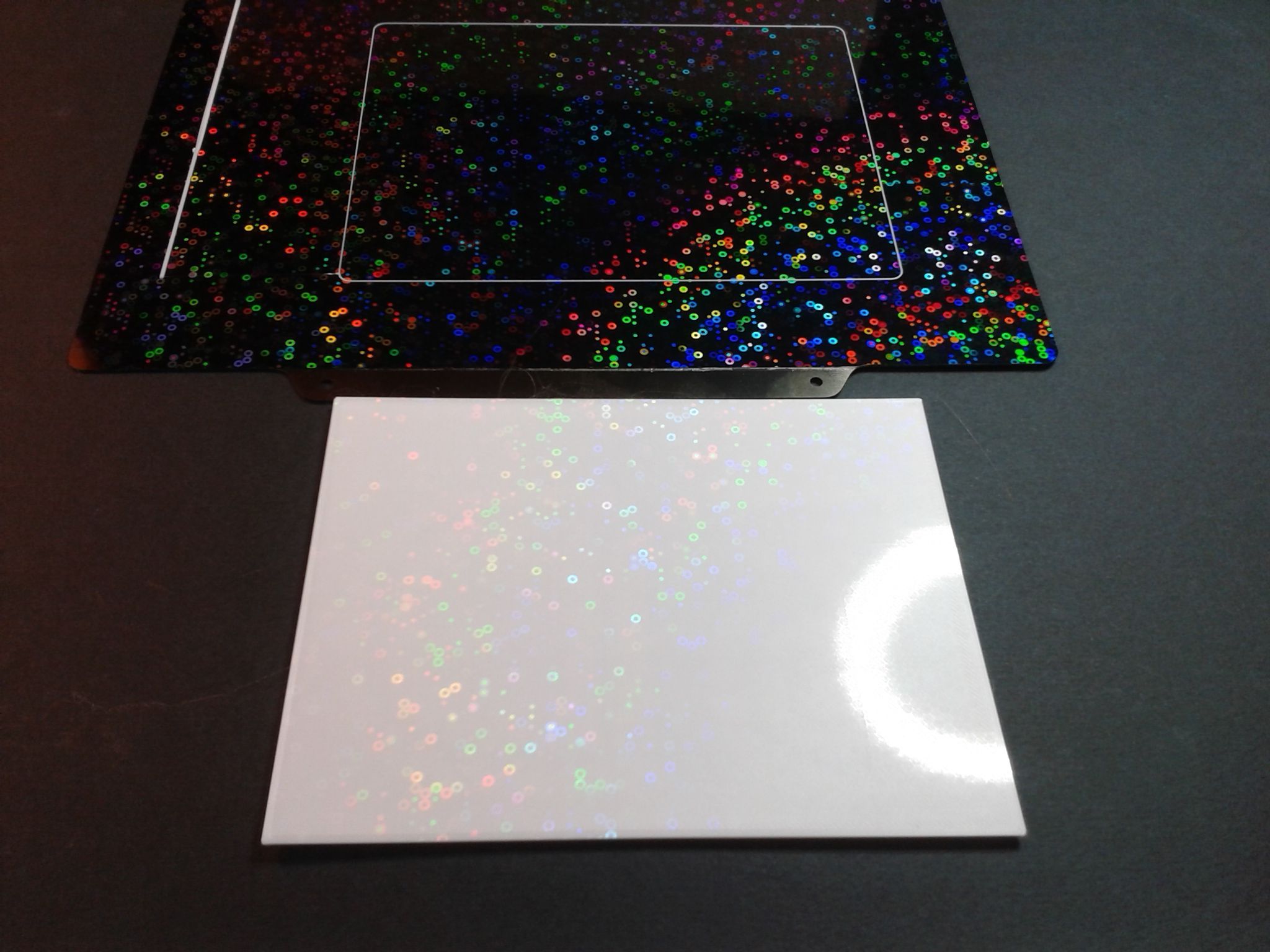
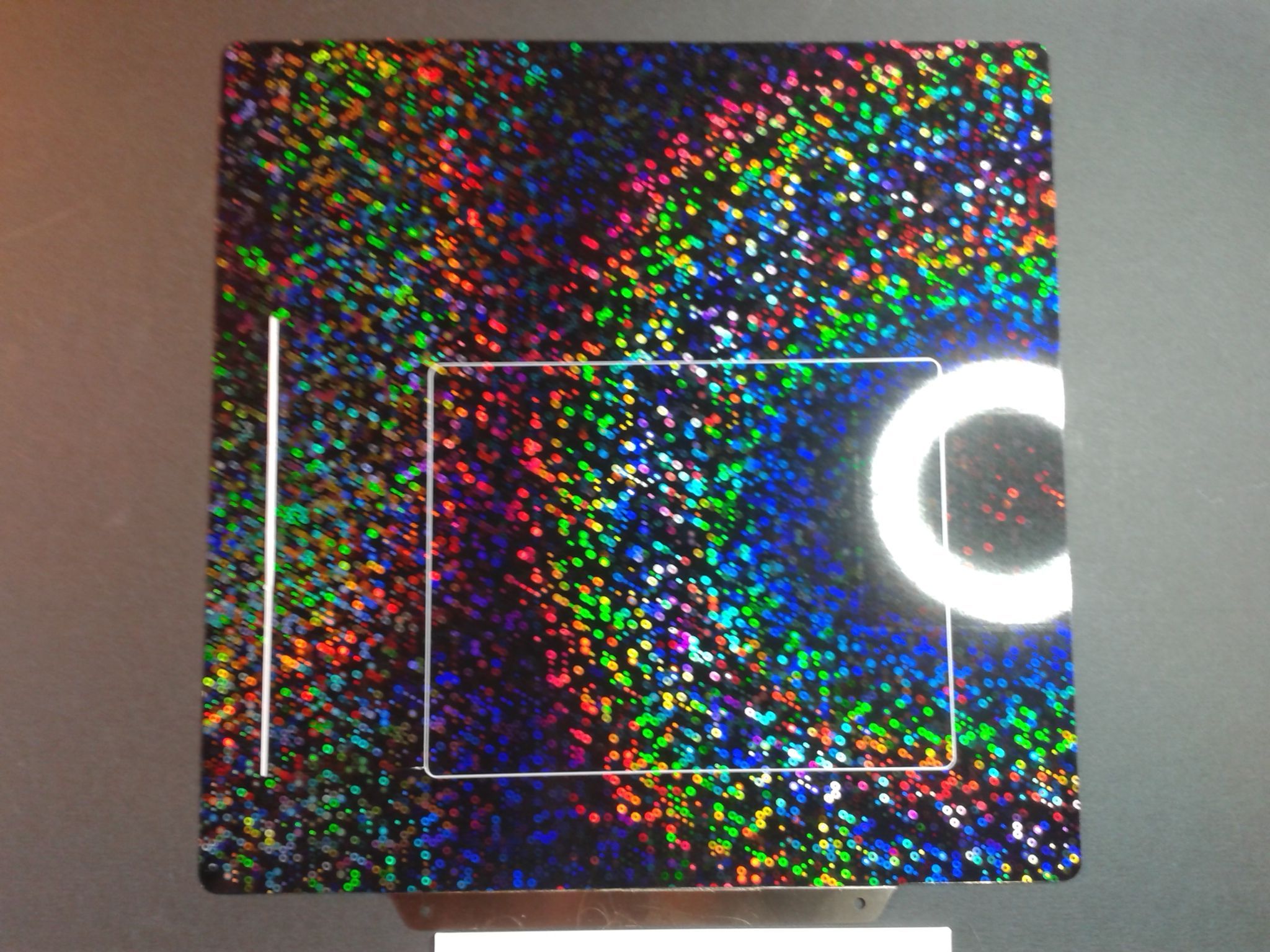
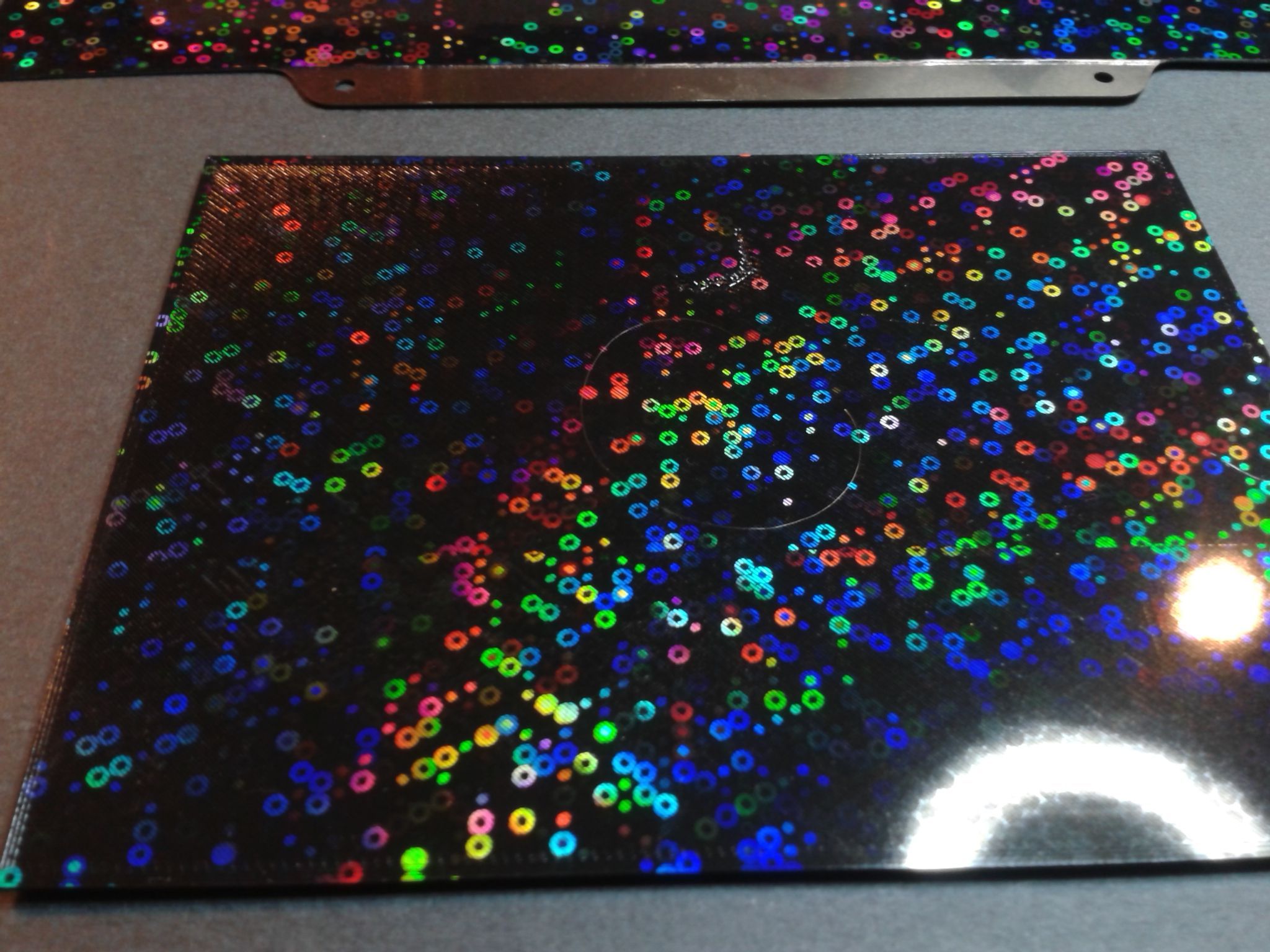
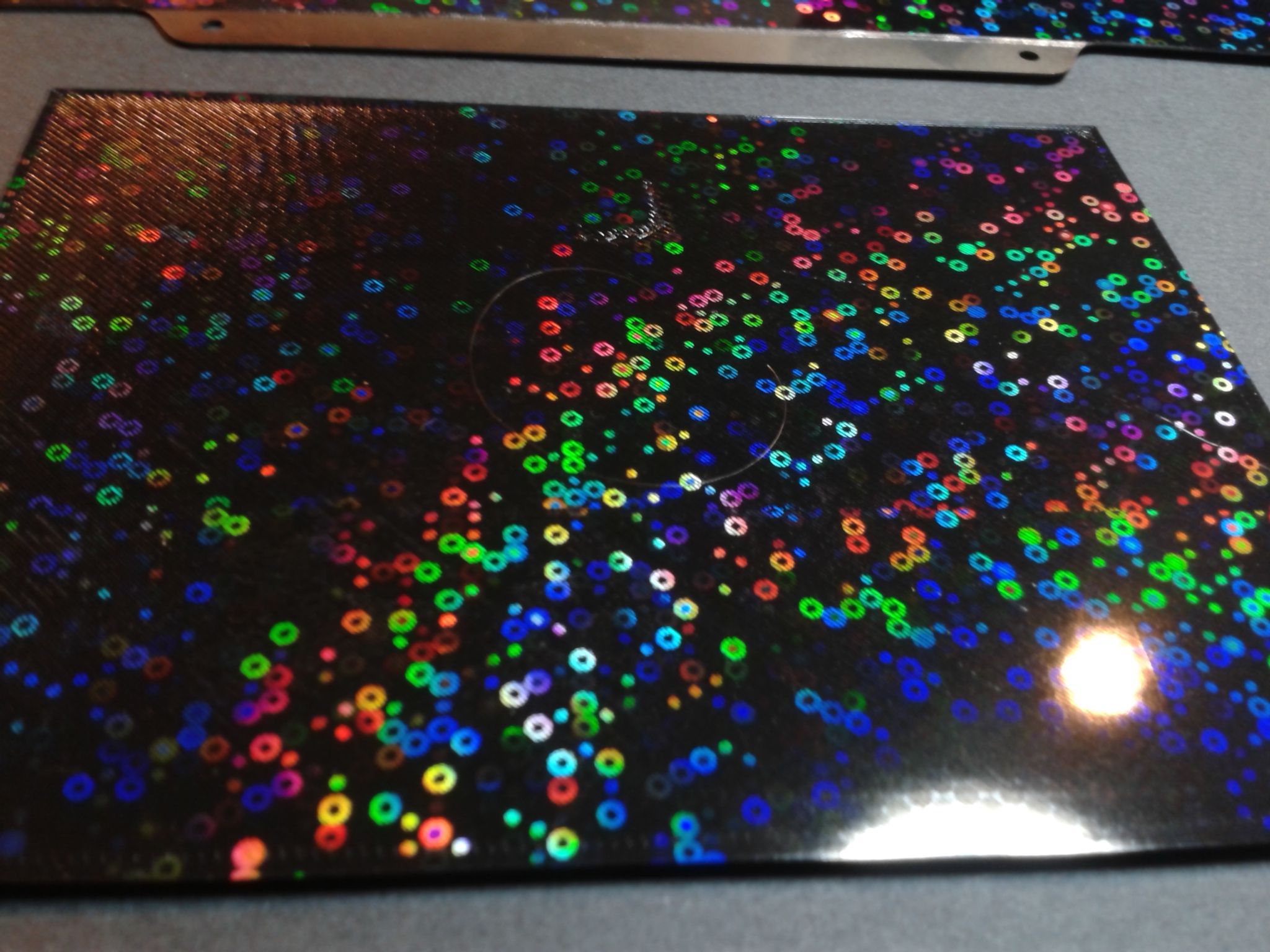
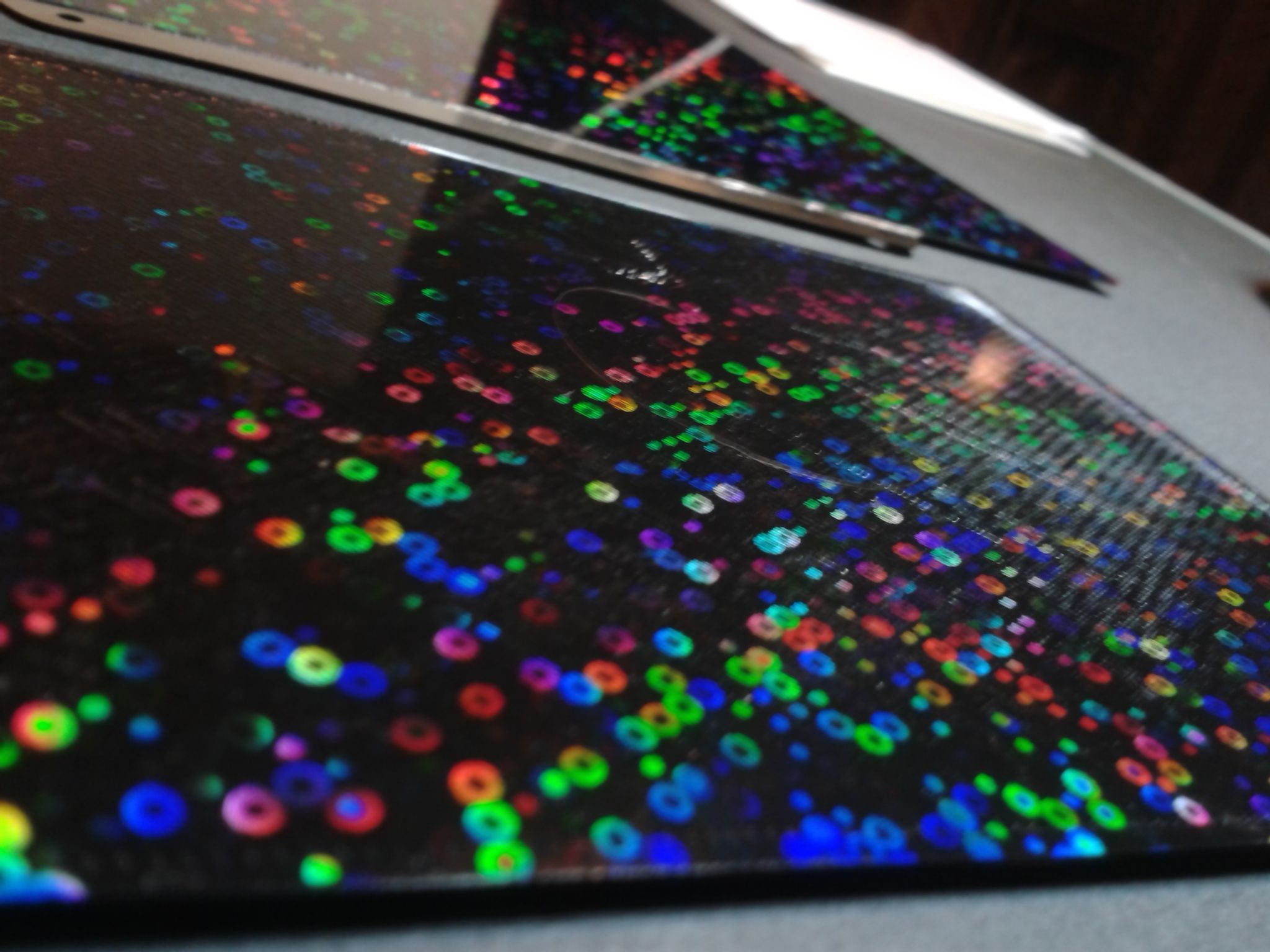
Second essai, après avoir fait un leveling sur la E3V3SE. PLA ECO blanc ArianePlast, puis (M600) Anycubic PLA Haute vitesse gris, et enfin (M600) PLA Orange Eryone. Je n'ai pas cherché à décrocher l'impression avant que le plateau ne soit revenu à température ambiante. A température ambiante, cela se décroche très très facilement. Et ne semble pas laisser de traces sur la plaque flexible. Photos sans flash ( mais j'ai du mal à trouver le bon éclairage et angle pour les photos, là il y a souvent de visible le reflet de ma lampe à tube fluorescent, mais cela permet de bien voir que, en plus des reflets colorés selon l'angle de la lumière, on remarque une subtile empreinte d'un motif en nid d'abeilles sur l'ensemble de la surface exacerbé là où l'on voie le reflet du tube lumineux)

 3 points
3 points -
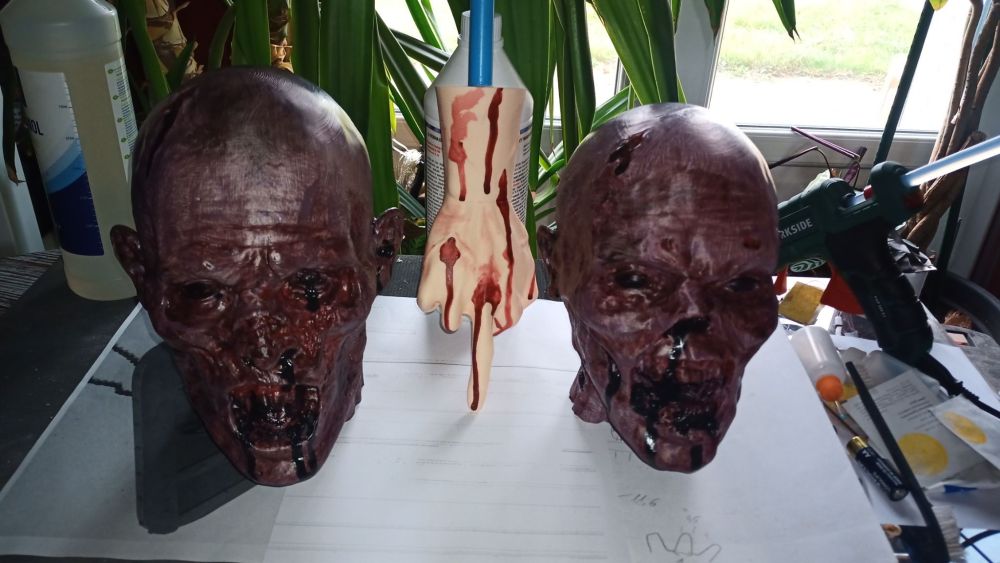
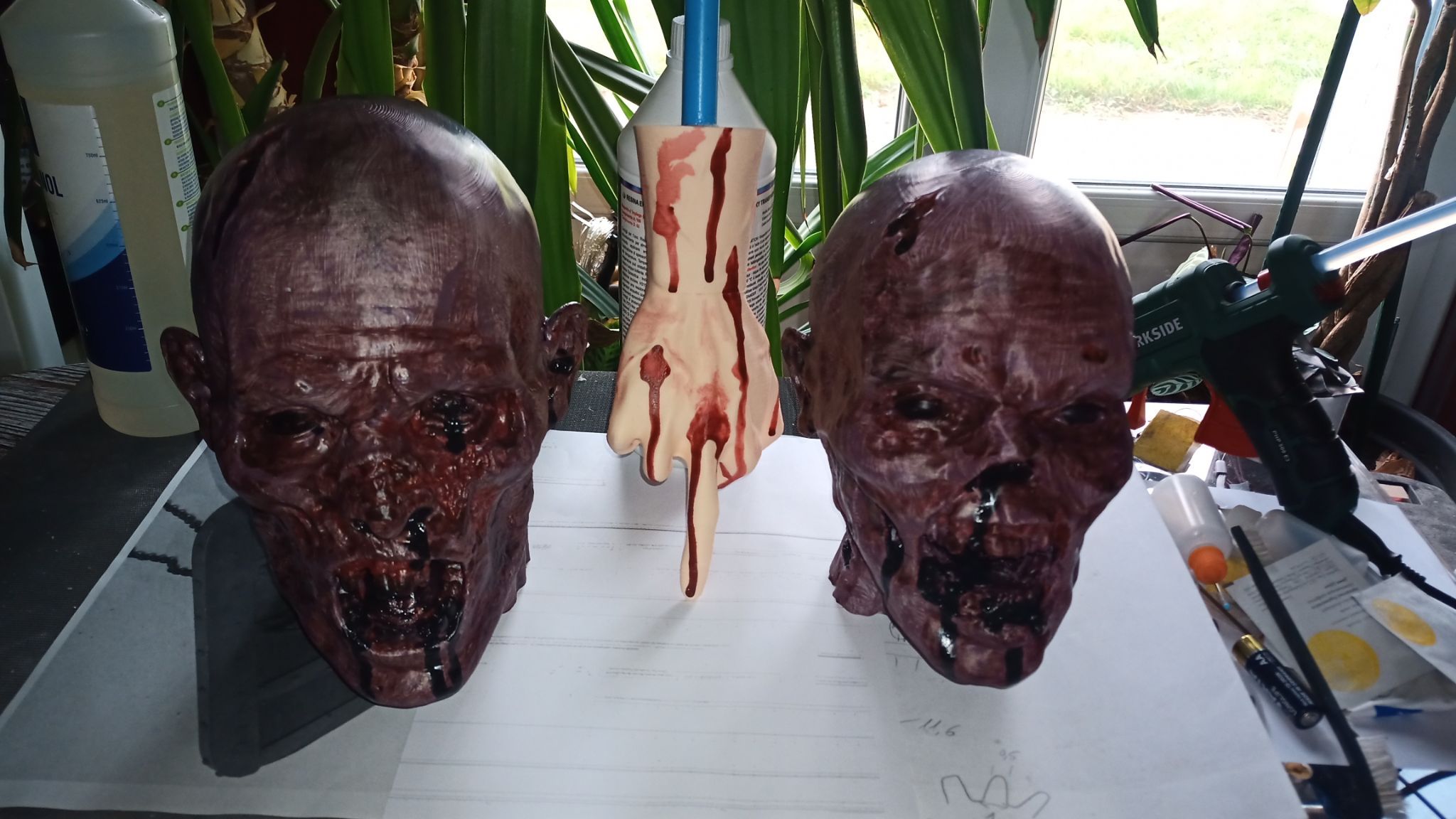
J'ai avancé sur la peinture des têtes et installée le corps devant la porte (sans sa tête pour l'instant) et je me suis fait plaisir avec l'épave que j'ai devant chez moi, j'ai pas finie faut que je fasse les boyaux qui pendent et mettre de la peinture rouge pour le sang et pareil pour la twingo faut plus de sang...





 3 points
3 points -
3000t/min n'est pas énorme, de plus c'est un "lanceur" (c'est pas la pièce qui casse les noisettes), je ne connaissais pas le principe, et c'est pas idiot mais un sacré tri à faire après. la vidéo est ici si tu veux voir:3 points
-
Ce n'est pas si idiot, c'est peut-être Creality qui a fait une erreur de typo. Vu leur logo.
 3 points
3 points -
Pour présenté un petit projet fait vite fait pour le fun, je me suis mit au Wing Foil cette été, j'ai donc trouvé un Foil sur le bon coin. mais je n'avais pas de planche. j'ai donc ressortie mon très vieux surf de mon adolescence, j'ai donc modélisé et imprimé un boitier US box pour y fixé mon foil de 80cm de haut j'ai renforcé la planche qui était bien fatiguée avec deux bout de contreplaqué, le tout juste collé avec de la colle polyester, je n'ai pas utilisé de fibre de verre (travail vite fait mal fait quoi, mais on était presser de tester le foil ) il n'y a pas de vent en ce moment, donc on a fait une sorti en wake avec, tiré par un zodiac. ca marche du feu de dieu!!!! 75kg, en porte a faux sur l'avant du surf (ma position sur le surf place mon poids environ 50cm devant la fixation du mat) même au pumping, ca n'a pas bougé on a quand même prit 20 nœuds en pointe, fini par un gros splach quand je refait une sortie je met une vidéo pour montré le truc, pour ce rendre compte des effort qu'il y a sur cette piece pour info la pièce sort de ma x1, il a été imprimé avec le PETG basic bambu, avec 6 parois pour la solidité


 2 points
2 points -
J'étais fan aussi (sauf vers la fin trop de complots avec les petits hommes gris) j'avais même le tshirt2 points
-
C'est prévu mon mari veut un cimetière devant le muret2 points
-
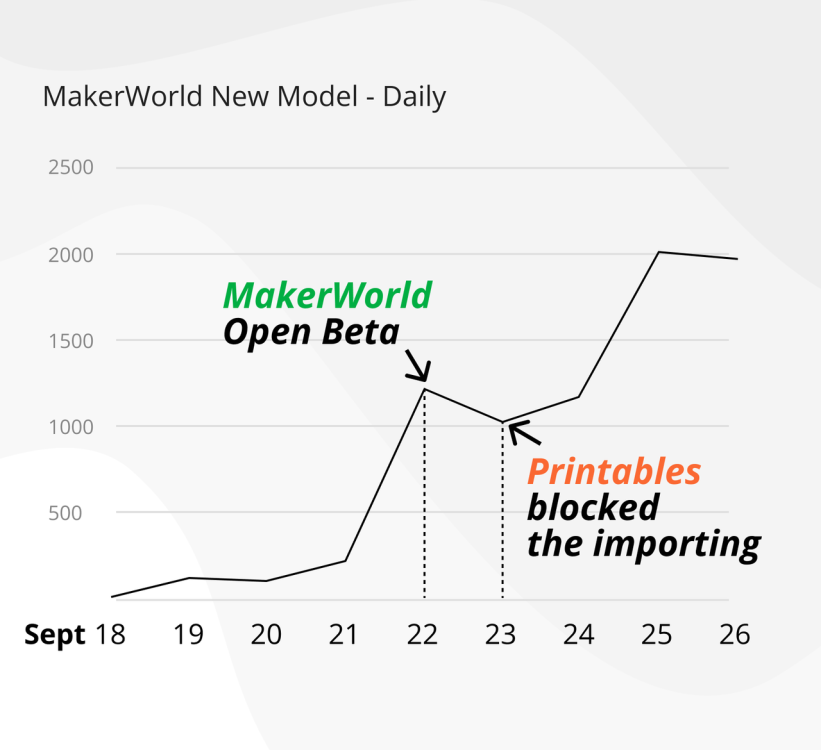
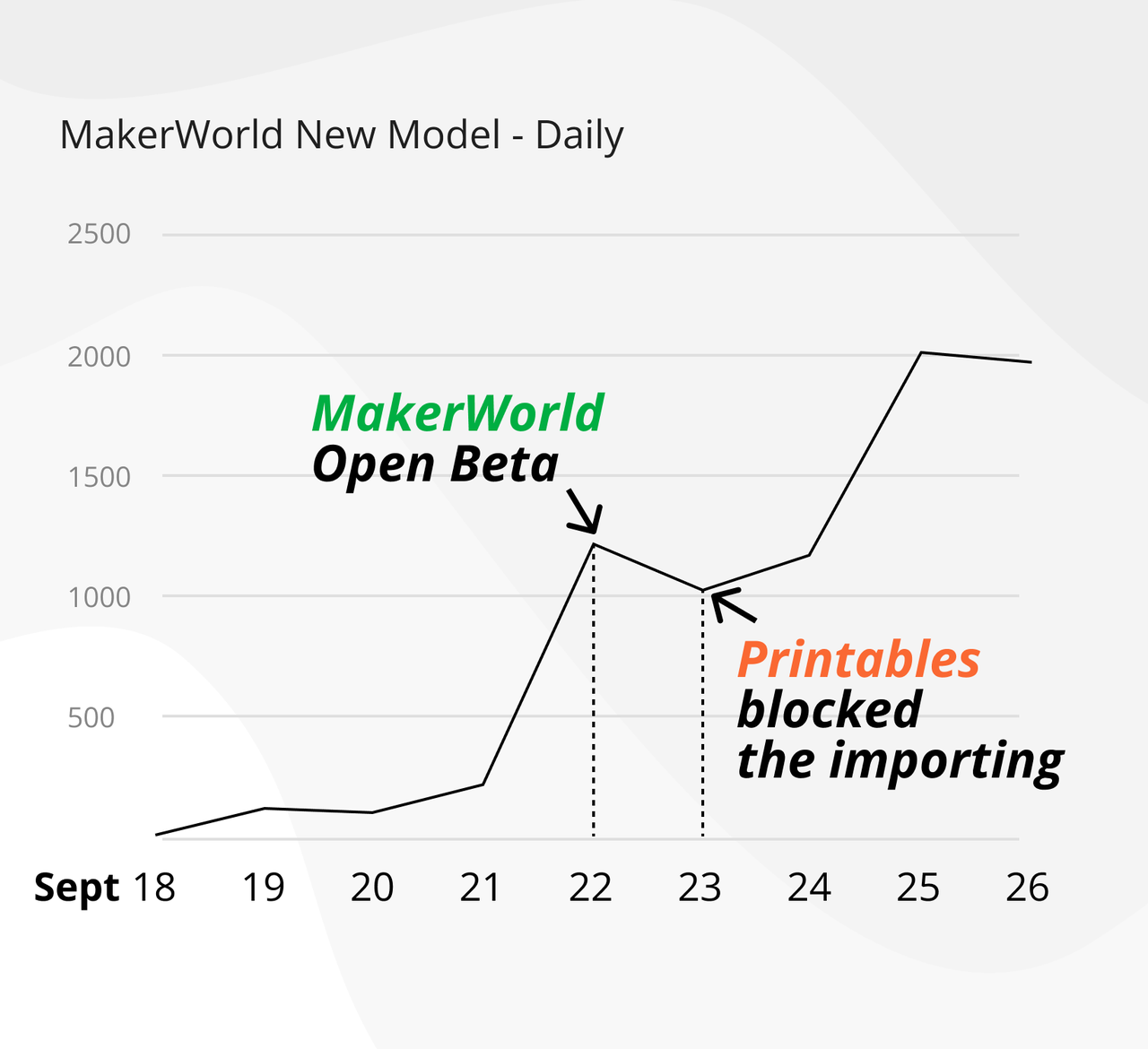
Je ne sais pas si vous avez suivi un peu le "MakerWorld Drama" au sujet duquel Bambu Lab vient de faire le point : https://blog.bambulab.com/makerworld-drama/ Après la réponse de Josef Prusa concernant le blocage des transferts de modèles de Printables vers MakerWorld : A noter au passage que Prusa (ou quelqu'un d'autre d'ailleurs) a acheté plusieurs noms de domaine proches de MakerWorld (genre MakerWorlds) pour les faire pointer vers Printables... Pas joli joli tout ça, sans prendre partie pour quoi que ce soit...
 2 points
2 points -
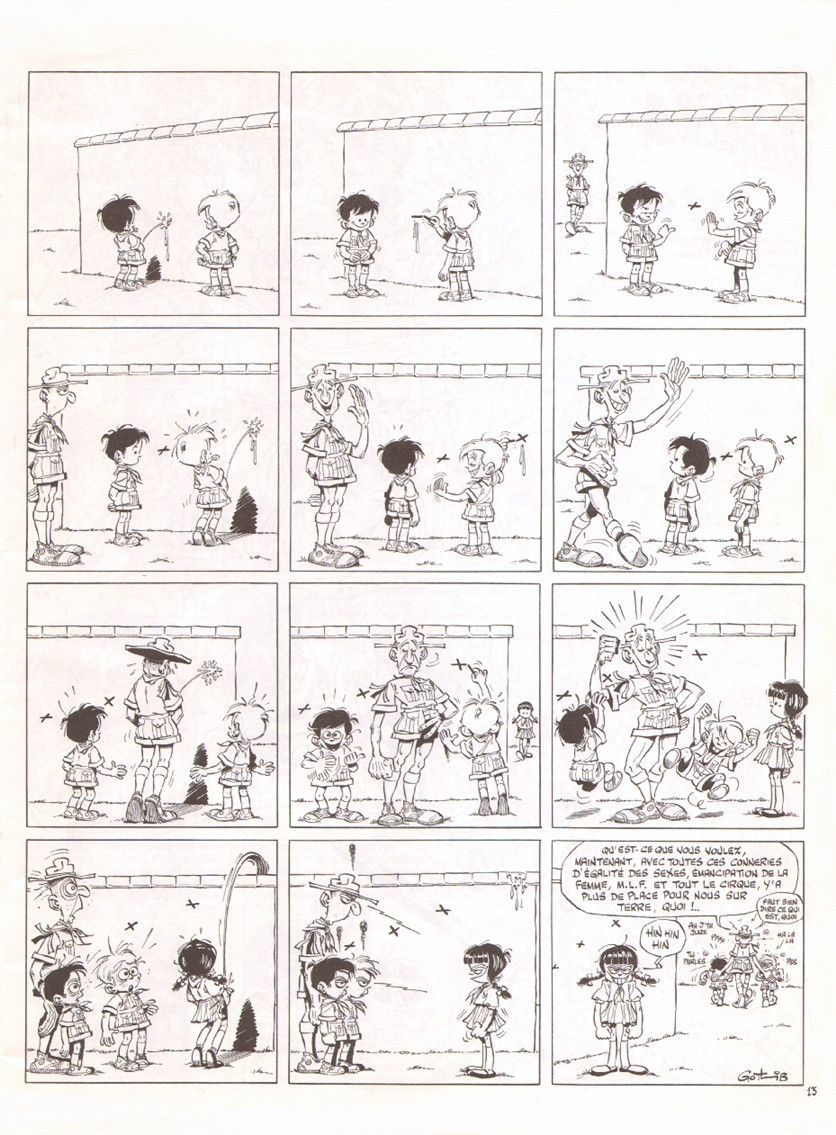
Cette gué-guerre me fait penser à un de mes dessinateurs de BD préféré et son «zéro», Hamster Jovial : Sans prendre partie (mais un peu quand même), je comprends Josef qui en a peut-être assez de se faire piller sans aucun retour de la part de ce fabricant se réfugiant derrière des brevets.
 2 points
2 points -
solutionne en réglant le K factor ET surtout le débit en manuel (merci @Motard Geek)2 points
-
alors les visses de foil ressemble a ca le carré en laiton glisse dans le rail et quand on serre, il pince le rail qui est plus large a l’intérieur qu'en surface, donc non les vis ne sont pas tenu dans le bois mais bien a 100% par ma pièce en PETG, de plus la pièce est plus profonde que mon contreplaque de 15mm, si la visse dépassais du rail elle irai dans la mousse du surf
 2 points
2 points -
EASY! Ender 3 V3 KE ! (tellement easy que j'ai pas vu que PPAC parlait d'un "-") Bon bah CR-10 SE par élimination2 points
-
Peopoly se lance dans les FDM. Ça ressemble beaucoup à ce qu'on aurait aimé voir Bambu Lab présenter en début de semaine. Le slicer utilisé est Orca, si c'était pas assez évident... Je suis très curieux sur les moteurs linéaires. Quand Bambu Lab a travaillé principalement sur le software Peopoly a choisi de travailler sur le hardware. Prusa eux n'ont choisit ni l'un ni l'autre Cdt SoM1 point
-
Très avare en informations pour l'instant, Artillery montre le design de 4 nouvelles imprimantes FDM à venir. Mais le site officiel montre deux images, sans que l'on ait plus de détails que les vitesses maximales d'impression : Artillery Sidewinder X3 Pro Artillery Sidewinder X4 On attend maintenant le reste des specs mais on s'attend à un format 220 x 220 mm pour le modèle standard (SW X3 et SW X4) et un plateau de 310 x 310 mm pour une version "Plus" des Sidewinder X3 et X4.


 1 point
1 point -
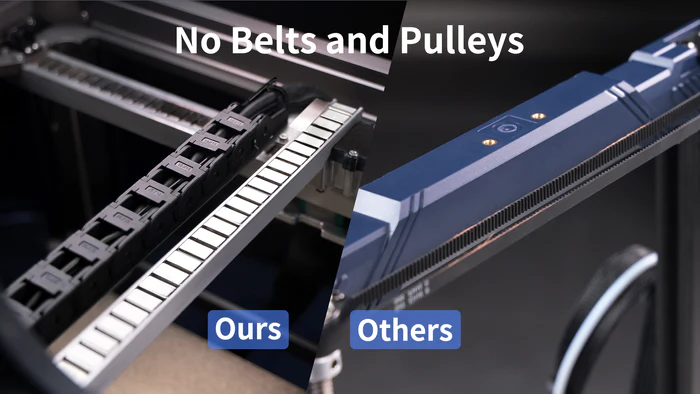
Connaissez vous Peopoly ? Si oui, vous devez connaître ce fabricant pour ses imprimantes résines Phenom assez couteuses, les seules qu'il produisait à ce jour. Ils viennent aujourd'hui d'annoncer et de lancer les précommandes pour une imprimante 3D FDM à un prix alléchant pour des performances alléchantes. Celle-ci se nomme la Magneto X MagLev, nom pas terrible il faut bien l'avouer. Déjà première chose, oubliez les 500 mm/s de votre Bambu Lab ou les 600 mm/s de votre Creality K1. Ici, on passe à 800 mm/s en impression et 1500 mm/s en déplacement, avec des accélérations à 22 000 mm/s². Comment font-ils ? Grâce à leur système non pas CoreXY mais MagXY. Ici, pas de courroie ou de poulie, mais des aimants et des moteurs linéaires à lévitation magnétique (c'est Google traduction qui traduit ce système, mais ça semble correspondre). Sur les axes sont disposés des aimants et le moteur va se déplacer au-dessus de ces aimants avec très peu de frottements, tout en limitant le nombre de pièces mécaniques (pas de tension de courroie à faire, moins d'usure, etc.). Sinon qu'avons-nous d'autre ? Surface d'impression de 400 * 300 * 300 mm Précision de 3 µm, notamment grâce à leur système de moteur à lévitation magnétique Un débit maximal de 60 mm^3/s Compatibilité avec les buses type E3D V6 volcano Autoleveling en 48 points 4 moteurs indépendants pour l'axe Z Température max de la hotend de 300°C et de 130°C pour le plateau Caméra 1080p 30 fps Fonctionne sous Klipper et avec Orca Slicer, car Peopoly est sponsor du projet Orca Slicer Écran tactile couleur de 7 pouces Enfin, derniers détails (prix, options, etc.) : Le prix sera de 1999$, mais il est actuellement à 1399$ pour les précommandes La machine est vendue de base non fermée, il faut acheter dans la boutique la fermeture sur les côtés (69.99$) et dessus (139.99$) Le ventilateur auxiliaire est également en option à 49.99$, son design est différent des autres (une sorte de turbine horizontale) Aucune idée de la qualité finale de la machine, l'avantage c'est qu'il ne s'agit pas d'un constructeur sorti de nulle part. Dans tous les cas j'adore l'idée, merci pour les innovations comme ça pour des machines avec un prix "accessible".
 1 point
1 point -
En remettant l'écran d'origine pas celui de la ender3 v2 ?1 point
-
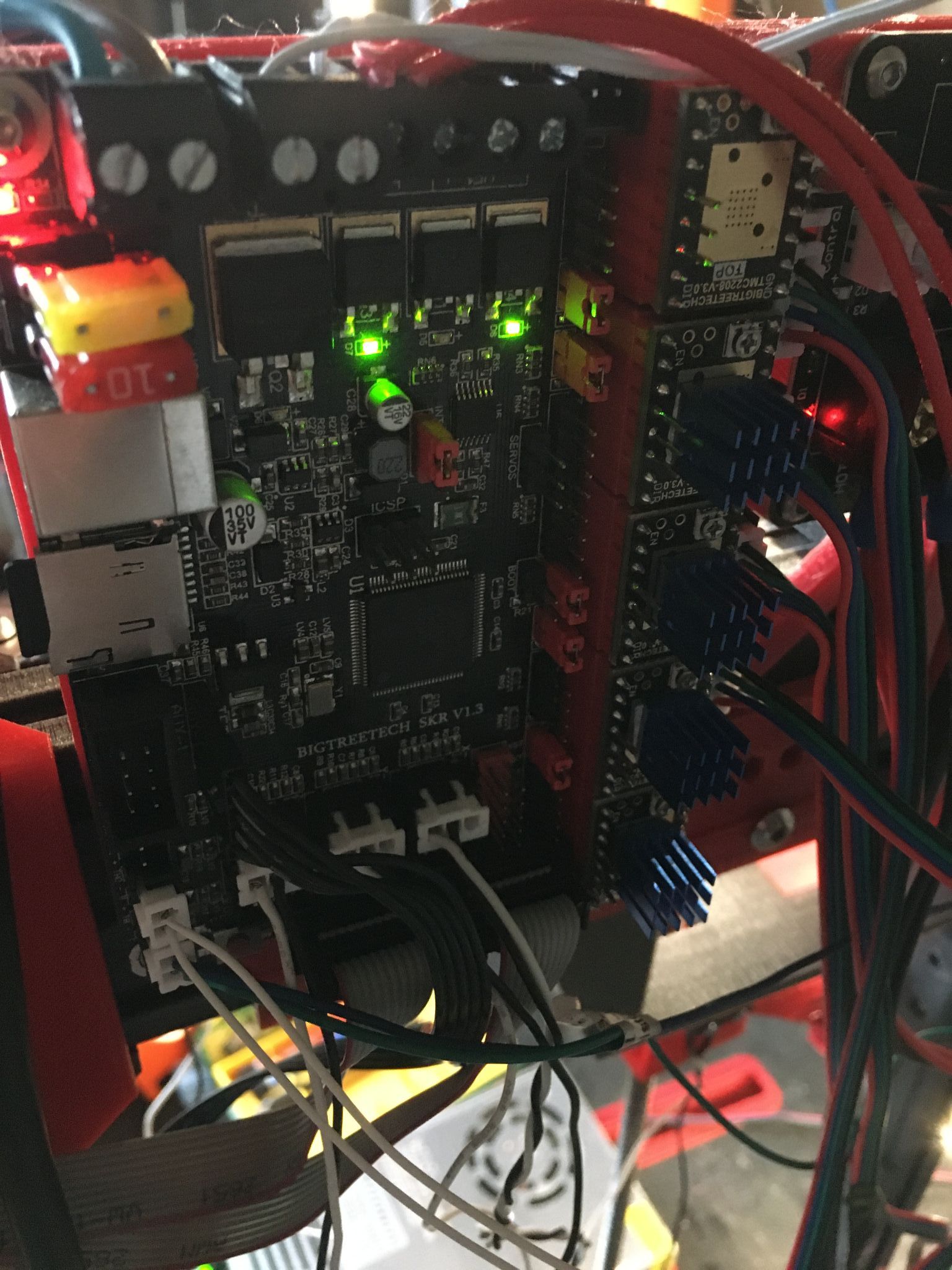
Voici une 1ère version de firmware firmware-V1.bin basé sur Marlin V2.1.2.1 où j'ai fait les hypothèses suivantes: - régulation par PID du lit chauffant - BLtouch branché sur le port spécifique à 5 broches (pas le connecteur Zmin) - initialisation de l'eeprom après le flashage du firmware. La 1ère chose à vérifier, c'est que les moteurs tournent dans le bon sens: X+ : la buse va vers la droite Y+ : le plateau avance Z+: la buse monte Extrusion à chaud: le filament rentre dans la tête Ensuite, ce sera le fonctionnement du CRtouch. Je te conseille de placer la buse à ~100mm au dessus. Lorsque celle-ci descend au début de la prise d'origine en Z, tu enfonces la touche du CRTouch avec le doigt. Si la buse continue sa descente, alors il faudra éteindre rapidement l'imprimante pour éviter la collision. Si tout va bien, tu peux tenter une prise d'origine sur le plateau. Tu trouveras un nouveau menu pour te guider dans le réglage du Zoffset du CRTouch qui devrait se trouver dans le menu: Configuration\Avancée\Position Sonde Z\ Assistant Sonde Z1 point
-
Non sur le Sonic Pad c'est bien la même convention. ton printer.cfg n'est pas le bon c'est pour plus ou moins pour une S1, vois les dimensions X max et Ymax la CR10 V3 il me semble doit être en 300x300 mm et ton printer.cfg devrait plutôt ressembler à celui de la ender 3 S1plus. A part que certaines identifications de pin sont peut-être bien différentes. # !Ender-3 S1 Plus # printer_size: 300x300x300 # version: 3.4 # This file contains pin mappings for the stock 2021 Creality Ender 3 # S1 & S1 Pro. To use this config, check the STM32 Chip on the # Mainboard, during "make menuconfig" select accordingly either the # STM32F103 with "28KiB bootloader" or the STM32F401 with # "64KiB bootloader" and serial (on USART1 PA10/PA9) for both. # For a direct serial connection, in "make menuconfig" select # "Enable extra low-level configuration options" and Serial # (on USART2 PA3/PA2), which is on the 10 pin IDC cable used # Flash this firmware by copying "out/klipper.bin" to a SD card and # turning on the printer with the card inserted. The filename # must be changed to "firmware.bin" # With STM32F401, you might need to put "firmware.bin" in a # folder on the SD card called "STM32F4_UPDATE" in order to flash. # See docs/Config_Reference.md for a description of parameters. ###fluidd set [virtual_sdcard] path: ~/gcode_files [display_status] [pause_resume] [gcode_macro PAUSE] description: Pause the actual running print rename_existing: PAUSE_BASE # change this if you need more or less extrusion variable_extrude: 1.0 gcode: ##### read E from pause macro ##### {% set E = printer["gcode_macro PAUSE"].extrude|float %} ##### set park positon for x and y ##### # default is your max posion from your printer.cfg {% set x_park = printer.toolhead.axis_maximum.x|float - 5.0 %} {% set y_park = printer.toolhead.axis_maximum.y|float - 5.0 %} ##### calculate save lift position ##### {% set max_z = printer.toolhead.axis_maximum.z|float %} {% set act_z = printer.toolhead.position.z|float %} {% if act_z < (max_z - 2.0) %} {% set z_safe = 2.0 %} {% else %} {% set z_safe = max_z - act_z %} {% endif %} ##### end of definitions ##### PAUSE_BASE G91 {% if printer.extruder.can_extrude|lower == 'true' %} G1 E-{E} F2100 {% else %} {action_respond_info("Extruder not hot enough")} {% endif %} {% if "xyz" in printer.toolhead.homed_axes %} G1 Z{z_safe} F900 G90 G1 X{x_park} Y{y_park} F6000 {% else %} {action_respond_info("Printer not homed")} {% endif %} [gcode_macro RESUME] description: Resume the actual running print rename_existing: RESUME_BASE gcode: ##### read E from pause macro ##### {% set E = printer["gcode_macro PAUSE"].extrude|float %} #### get VELOCITY parameter if specified #### {% if 'VELOCITY' in params|upper %} {% set get_params = ('VELOCITY=' + params.VELOCITY) %} {%else %} {% set get_params = "" %} {% endif %} ##### end of definitions ##### {% if printer.extruder.can_extrude|lower == 'true' %} G91 G1 E{E} F2100 {% else %} {action_respond_info("Extruder not hot enough")} {% endif %} RESUME_BASE {get_params} [gcode_macro CANCEL_PRINT] description: Cancel the actual running print rename_existing: CANCEL_PRINT_BASE gcode: TURN_OFF_HEATERS {% if "xyz" in printer.toolhead.homed_axes %} G91 G1 Z4.5 F300 G90 {% else %} {action_respond_info("Printer not homed")} {% endif %} G28 X Y {% set y_park = printer.toolhead.axis_maximum.y|float - 5.0 %} G1 Y{y_park} F2000 M84 CANCEL_PRINT_BASE [stepper_x] step_pin: PC2 dir_pin: PB9 enable_pin: !PC3 rotation_distance: 40 microsteps: 16 endstop_pin: !PA5 position_min: -5 position_endstop: -5 position_max: 305 homing_speed: 80 [stepper_y] step_pin: PB8 dir_pin: PB7 enable_pin: !PC3 rotation_distance: 40 microsteps: 16 endstop_pin: !PA6 position_min: -2 position_endstop: -2 position_max: 305 homing_speed: 80 [stepper_z] step_pin: PB6 dir_pin: !PB5 enable_pin: !PC3 rotation_distance: 8 microsteps: 16 endstop_pin: probe:z_virtual_endstop #enable to use bltouch #endstop_pin: !PA15 #disable to use bltouch #position_endstop: -0.1 position_min: -10 position_max: 305 homing_speed: 4 second_homing_speed: 1 homing_retract_dist: 2.0 [extruder] max_extrude_only_distance: 1000.0 step_pin: PB4 dir_pin: PB3 enable_pin: !PC3 rotation_distance: 7.40 microsteps: 16 nozzle_diameter: 0.400 filament_diameter: 1.750 heater_pin: PA1 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC5 #control: pid # tuned for stock hardware with 200 degree Celsius target #pid_Kp: 23.904 #pid_Ki: 1.476 #pid_Kd: 96.810 min_temp: 0 max_temp: 295 pressure_advance_smooth_time: 0.04 pressure_advance: 0.03 max_extrude_cross_section: 2 [idle_timeout] timeout: 172800 [heater_bed] heater_pin: PA7 sensor_type: EPCOS 100K B57560G104F sensor_pin: PC4 #control: pid # tuned for stock hardware with 50 degree Celsius target #pid_Kp: 74.000 #pid_Ki: 1.965 #pid_Kd: 696.525 min_temp: 0 max_temp: 100 [verify_heater extruder] check_gain_time: 200 hysteresis: 5 [fan] pin: PA0 kick_start_time: 0.5 #set heater fan runnig with temperature over 60; [heater_fan my_nozzle_fan] pin: PC0 max_power: 0.8 shutdown_speed : 0 heater:extruder heater_temp : 50 fan_speed : 1.0 [mcu] serial: /dev/serial/by-id/usb_serial_1 restart_method: command # [mcu rpi] # serial: /tmp/klipper_host_mcu # [adxl345] # cs_pin: rpi:None # spi_speed: 2000000 # spi_bus: spidev2.0 # [resonance_tester] # accel_chip: adxl345 # accel_per_hz: 70 # probe_points: # 150,150,10 [input_shaper] #shaper_type_x = mzv #shaper_freq_x = 59.2 #shaper_type_y = mzv #shaper_freq_y = 30.0 [filament_switch_sensor filament_sensor] pause_on_runout: true switch_pin: ^!PC15 #================== Temperatures host + μcontroler ================= [temperature_sensor SonicPad] sensor_type: temperature_host min_temp: 10 max_temp: 75 #[temperature_sensor STM32] #sensor_type: temperature_mcu #min_temp: 0 #max_temp: 100 [bltouch] sensor_pin: ^PC14 #signal check port ^stand for pull up control_pin: PC13 #singal control prot x_offset: -30.0 y_offset: -40.0 #z_offset: 0 #z off_set configuration speed: 20 stow_on_each_sample = false #high speed for bltoch, samples: 2 #probe_with_touch_mode = true [safe_z_home] home_xy_position:185,195 speed: 200 z_hop: 10 z_hop_speed: 10 [bed_mesh] probe_count = 12,12 algorithm = bicubic # probe_count = 12,12 # algorithm = bicubic speed: 150 mesh_min: 25,30 #need to handle head distance with bl_touch mesh_max: 273,250 #max probe range # # probe_count: 12,12 fade_start: 1 fade_end: 10 fade_target: 0 # # algorithm: bicubic [bed_screws] screw1: 25, 33 screw2: 262, 33 screw3: 262, 272 screw4: 25, 272 [gcode_macro G29] gcode: G28 bed_mesh_calibrate G1 X0 Y0 Z10 F4200 [gcode_arcs] #resolution: 1.0 [printer] kinematics: cartesian max_velocity: 200 max_accel: 1500 max_z_velocity: 10 max_z_accel: 1000 square_corner_velocity: 5.0 [exclude_object] [include timelapse.cfg] [firmware_retraction] retract_length: 1.0 # The length of filament (in mm) to retract when G10 is activated, # and to unretract when G11 is activated (but see # unretract_extra_length below). The default is 0 mm. retract_speed:35 # The speed of retraction, in mm/s. The default is 20 mm/s. unretract_extra_length: 1.00 # The length (in mm) of *additional* filament to add when # unretracting. unretract_speed: 35 # The speed of unretraction, in mm/s. The default is 10 mm/s. #*# <---------------------- SAVE_CONFIG ----------------------> #*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated. #*# #*# [bltouch] #*# z_offset = 1.729 #*# #*# [extruder] #*# control = pid #*# pid_kp = 21.003 #*# pid_ki = 1.334 #*# pid_kd = 82.699 #*# #*# [heater_bed] #*# control = pid #*# pid_kp = 74.854 #*# pid_ki = 0.840 #*# pid_kd = 1667.363 #*# #*# [input_shaper] #*# shaper_type_x = mzv #*# shaper_freq_x = 53.8 #*# shaper_type_y = ei #*# shaper_freq_y = 29.0 #*# #*# [bed_mesh default] #*# version = 1 #*# points = #*# 0.177500, 0.140000, 0.106250, 0.072500, 0.090000, 0.105000, 0.047500, 0.095000, 0.097500, 0.095000, 0.160000, 0.207500 #*# 0.200000, 0.158750, 0.131250, 0.053750, 0.092500, 0.108750, 0.027500, 0.090000, 0.107500, 0.080000, 0.156250, 0.177500 #*# 0.220000, 0.143750, 0.098750, 0.057500, 0.058750, 0.056250, 0.023750, 0.048750, 0.062500, 0.031250, 0.095000, 0.121250 #*# 0.166250, 0.115000, 0.103750, 0.027500, 0.060000, 0.053750, -0.018750, 0.031250, 0.042500, -0.010000, 0.078750, 0.093750 #*# 0.152500, 0.111250, 0.061250, 0.036250, 0.045000, 0.062500, -0.005000, 0.047500, 0.092500, 0.067500, 0.136250, 0.172500 #*# 0.147500, 0.127500, 0.090000, 0.038750, 0.063750, 0.080000, 0.008750, 0.053750, 0.078750, 0.050000, 0.132500, 0.151250 #*# 0.130000, 0.116250, 0.071250, 0.017500, 0.027500, 0.022500, -0.016250, 0.025000, 0.037500, 0.007500, 0.107500, 0.093750 #*# 0.080000, 0.086250, 0.046250, -0.002500, 0.023750, 0.027500, -0.010000, 0.041250, 0.073750, 0.042500, 0.150000, 0.163750 #*# 0.055000, 0.050000, 0.031250, -0.005000, 0.038750, 0.043750, 0.028750, 0.056250, 0.072500, 0.065000, 0.136250, 0.157500 #*# 0.101250, 0.103750, 0.070000, 0.007500, 0.033750, 0.045000, -0.007500, 0.043750, 0.093750, 0.042500, 0.108750, 0.117500 #*# 0.120000, 0.091250, 0.056250, 0.035000, 0.030000, 0.048750, 0.016250, 0.086250, 0.081250, 0.070000, 0.123750, 0.147500 #*# 0.128750, 0.106250, 0.085000, 0.021250, 0.075000, 0.115000, 0.047500, 0.102500, 0.123750, 0.105000, 0.166250, 0.195000 #*# tension = 0.2 #*# min_x = 25.0 #*# algo = bicubic #*# y_count = 12 #*# mesh_y_pps = 2 #*# min_y = 30.0 #*# x_count = 12 #*# max_y = 250.0 #*# mesh_x_pps = 2 #*# max_x = 272.94 sur Github tu trouves le fichier config pour la tienne. https://github.com/Klipper3d/klipper/blob/master/config/printer-creality-cr10-v3-2020.cfg un extrait ci-dessous. En rouge les ajouts à faire. # This file contains common pin mappings for the 2020 Creality CR-10 # V3. The mainboard is a Creality 3D v2.5.2 (8-bit mainboard with # ATMega2560). To use this config, the firmware should be compiled for # the AVR atmega2560. # See docs/Config_Reference.md for a description of parameters. # For better compatibility with GCodes generated for Marlin, you # may wish to add the following section, if you have BLTouch: #[gcode_macro G29] #gcode: # BED_MESH_CALIBRATE [stepper_x] step_pin: PF0 #ar54 dir_pin: PF1 #ar55 enable_pin: !PD7 #!ar38 microsteps: 16 rotation_distance: 40 endstop_pin: ^PE5 #^ar3 position_endstop: 0 position_max: 300 homing_speed: 50 [stepper_y] step_pin: PF6 #ar60 dir_pin: PF7 #ar61 enable_pin: !PF2 #!ar56 microsteps: 16 rotation_distance: 40 endstop_pin: ^PJ1 #^ar14 position_endstop: 0 position_max: 300 homing_speed: 50 [stepper_z] step_pin: PL3 #ar46 dir_pin: !PL1 #!ar48 enable_pin: !PK0 #!ar62 microsteps: 16 rotation_distance: 8 position_max: 400 #Uncomment if you have a BL-Touch: #position_min: -4 #endstop_pin: probe:z_virtual_endstop #and comment the follwing lines: position_endstop: 0.0 endstop_pin: ^PD3 #ar18 [safe_z_home] home_xy_position: 104.25,147.6 speed: 80 z_hop: 10 z_hop_speed: 101 point
-
quand j'imprime du pla avec la cool plate a 35° ou le petg a 55° sur la high température, je laisse toujours fermé, jusque la aucun soucis. par contre j'ai déjà fait une impression petg a 55° ou j’utilisais du pla comme interface de support, j'ai laisser le caisson fermée, j'ai eu le droit a un gros bourrage de l'extrudeur avec démontage intégrale a la cle . la chambre monte autour des 45° résultat au changement de filament, le pla est mou et a décidé de faire un virage entre la roue denté de l'extrudeur et l'entré du hotend. donc le tableau de motard geek est a respecté, foi du mec qui en a fait qu'a sa tête1 point
-
J'ai cru que tu avais entouré une zone particulière avec Photoshop1 point
-
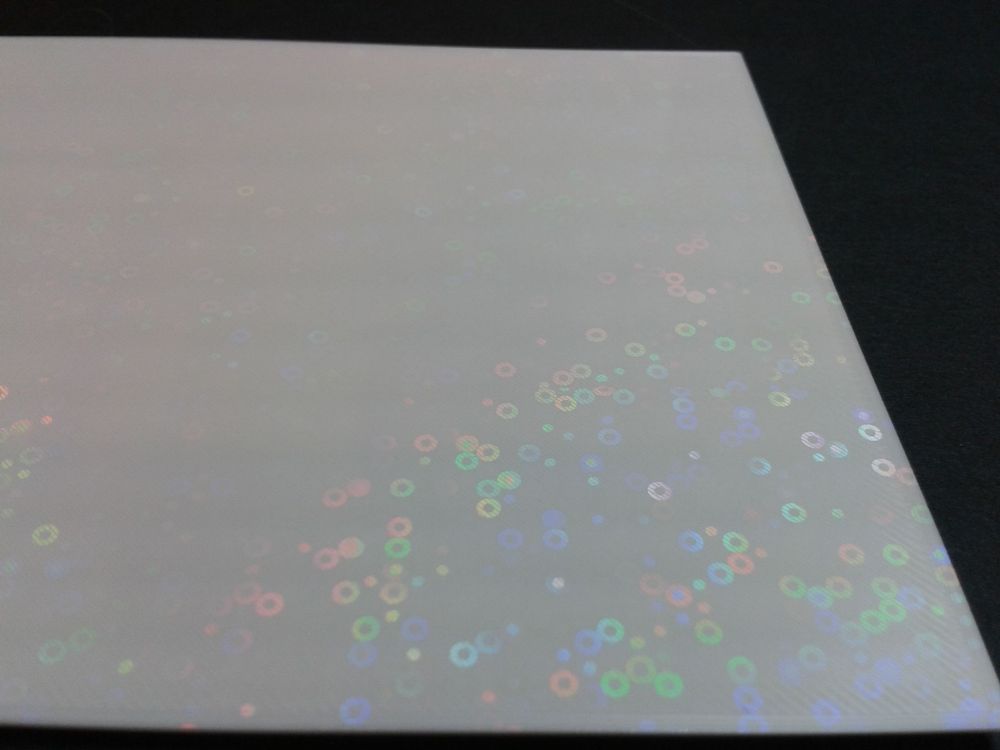
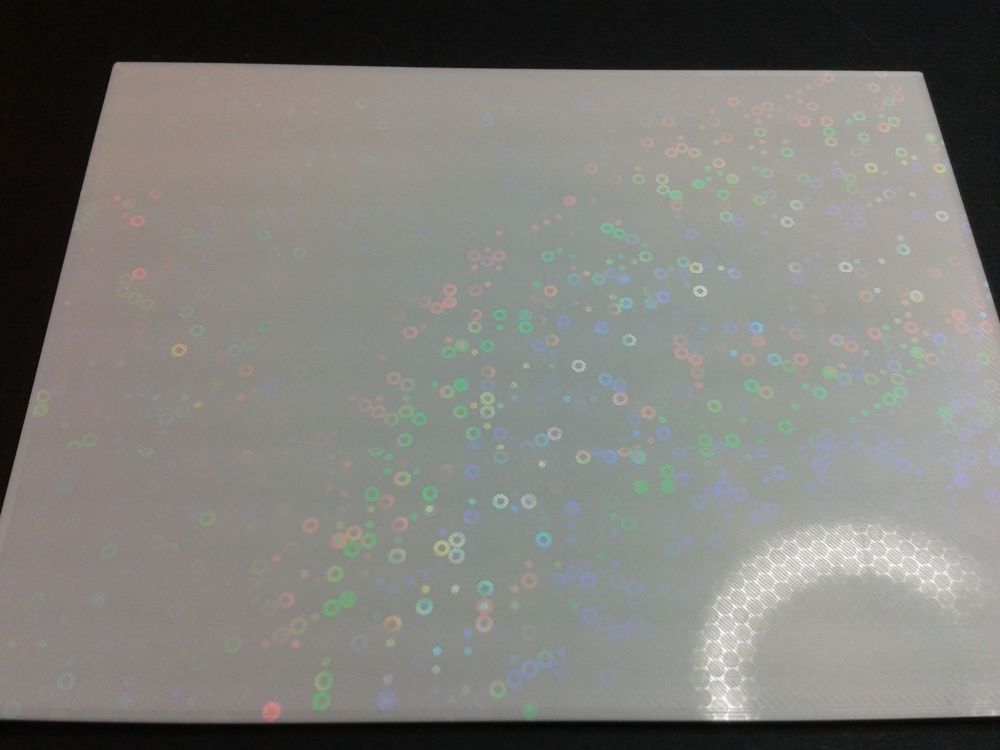
Troisième essai PLA Noir Velleman, puis (M600) PLA Eco Blanc ArianePlast, et enfin (M600) PLA Orange Eryone. Et la face côté plateau ( Mes excuses pour le cheveu qui traîne ... j'essaie de refaire les photos demain... ) Définitivement un filament PLA noir brillant, rend bien mieux, qu'un filament blanc un peu mat.


 1 point
1 point -
@Ironblue Très belle déco ! Peut-on imaginer un "combo" humouristique avec octobre rose et/ou la sécurité routière ? A noter également : le gouvernement va (enfin) faire une campagne sur les accidents de travail. On peut imaginer un thème Halloween "sécurité des machines" - surtout qu'il y a eu des normes récentes sur les machines à bois, les broyeurs de végétaux et les fendeuses à bûche (comme par hasard les machines qu'on trouve dans les films d'horreur) Pensez à l'épisode de South Park ou Kenny était content de faire l'activité "couture" avec les filles, mais ensuite on l'a remis dans l'activité atelier avec les garçons et... "Oh mon dieu ils ont tué Kenny avec les machines à bois"1 point
-
Si tu es d'accord, pour commencer, je peux te proposer un firmware avec le CRtouch, la tête Sprite Pro mais l'écran d'origine. Lorsque tout sera validé, on pourra essayer l'écran de l'Ender 3 V2 avec un autre firmware. Dans tous les cas, je te conseille de visser à fond les molettes du plateau et de les dévisser de 3 tours. Ce sera un bon point de départ pour le réglage mécanique du plateau.1 point
-
non depuis que je suis à la retraite, je ne travaille plus que pour mon plaisir1 point
-
mais jamais vous travaillez ??? il m'a fallu presque 3 mois pour trouver le temps de faire la peinture de mes citrouilles et toi en 3 jours tu as quasiment finis . superbe la peinture des têtes, faut vraiment que j'apprenne la technique pour faire de la belle peinture...1 point
-
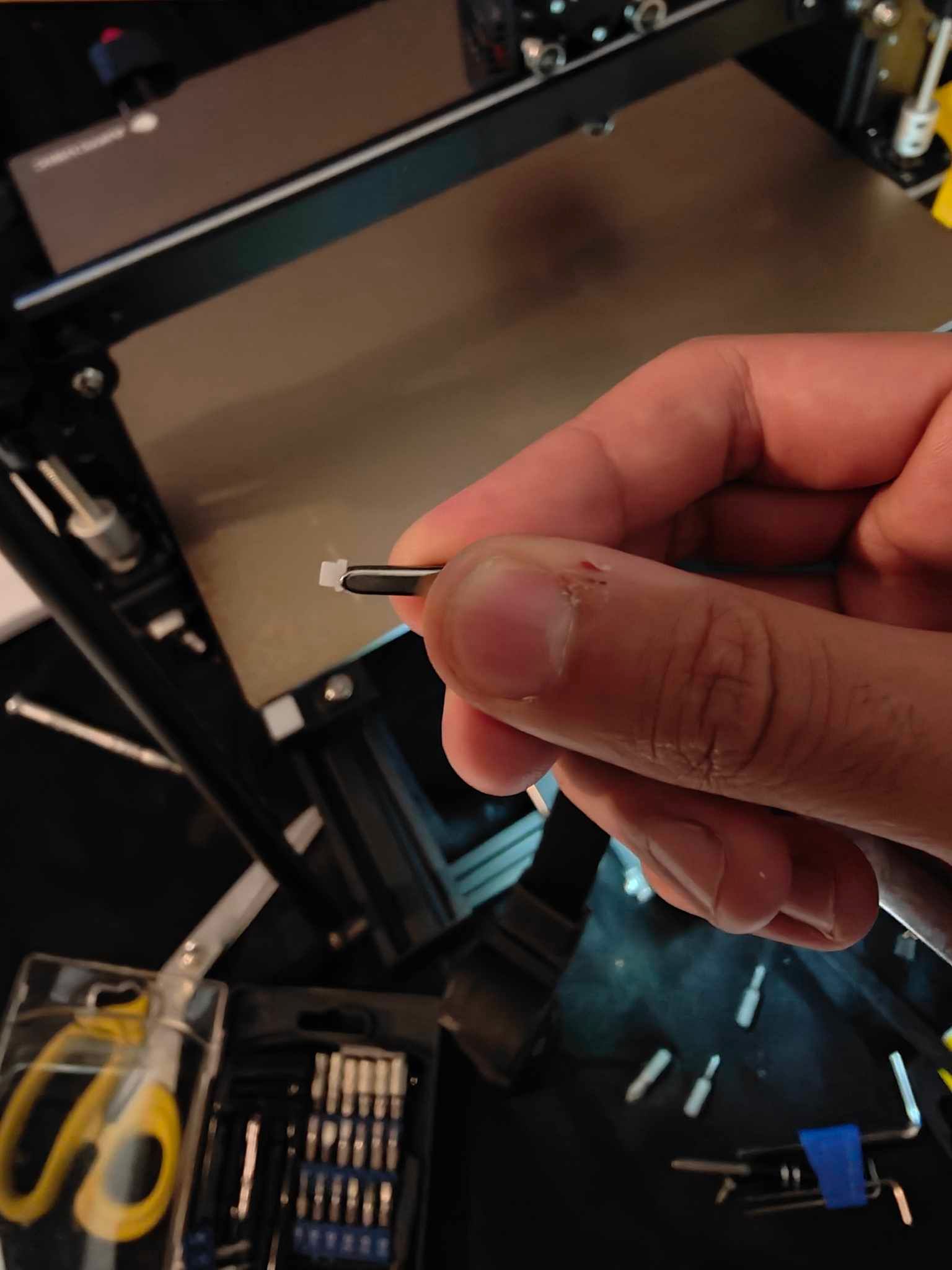
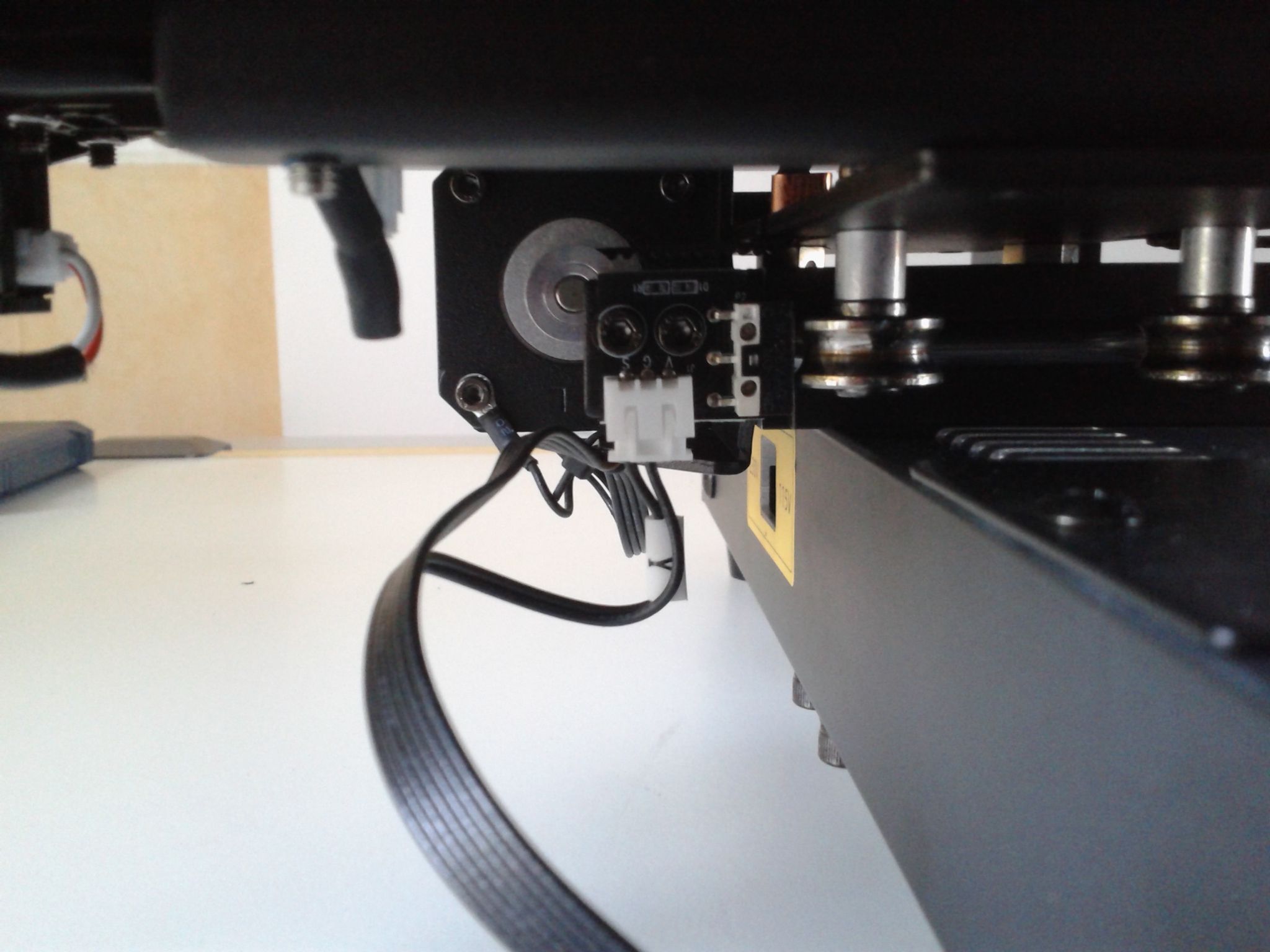
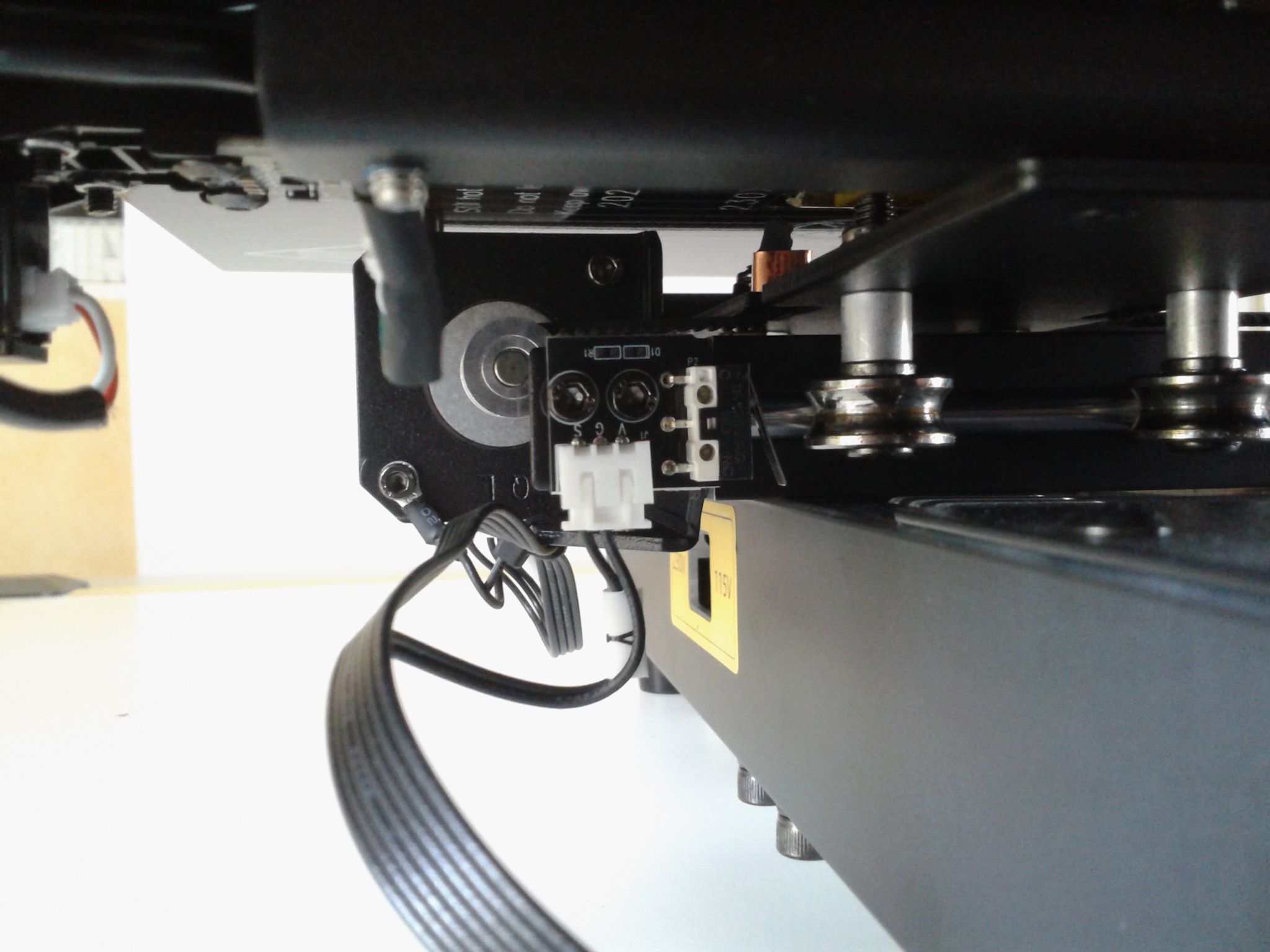
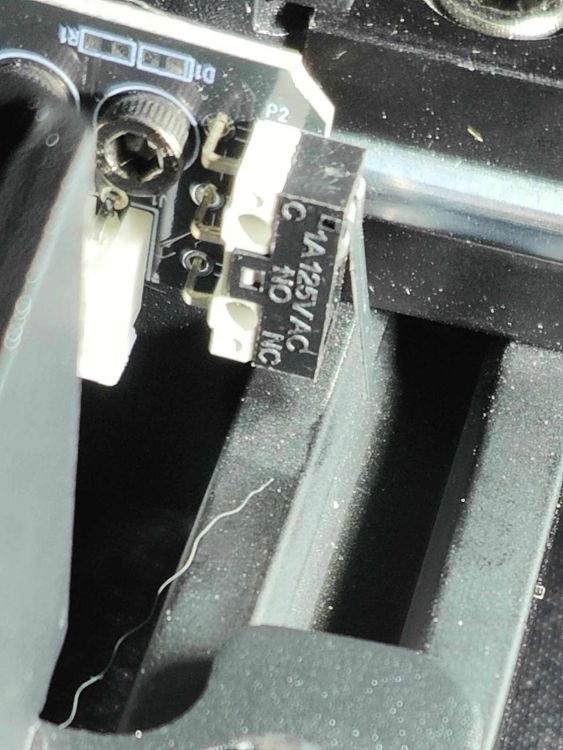
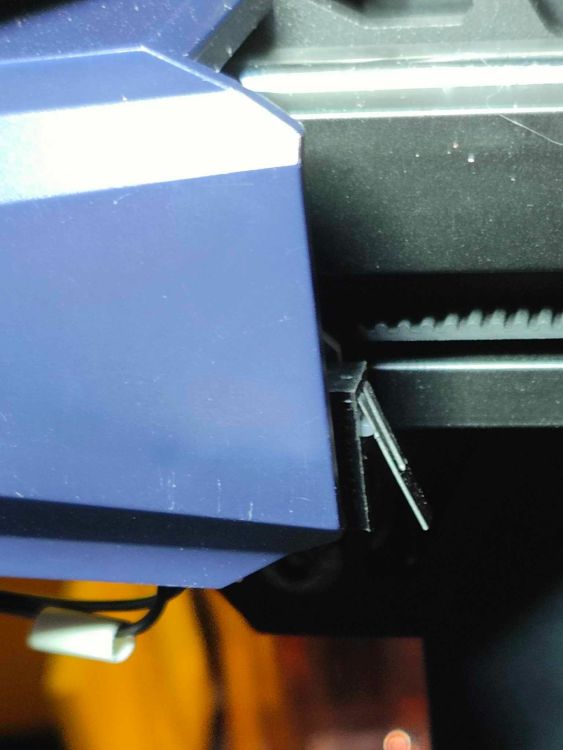
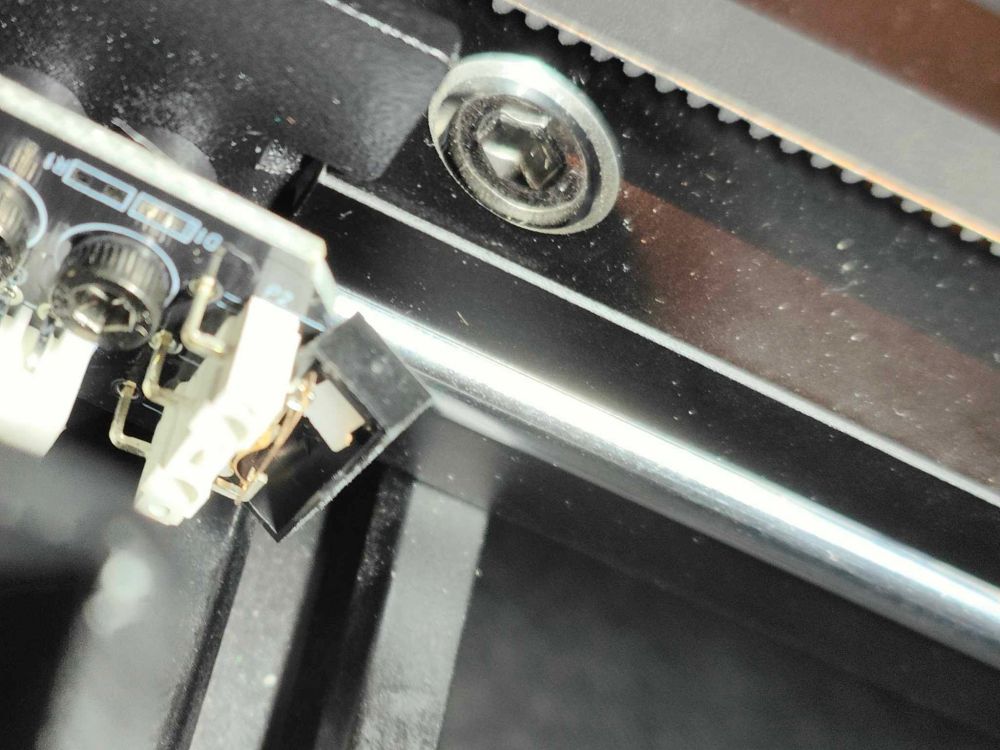
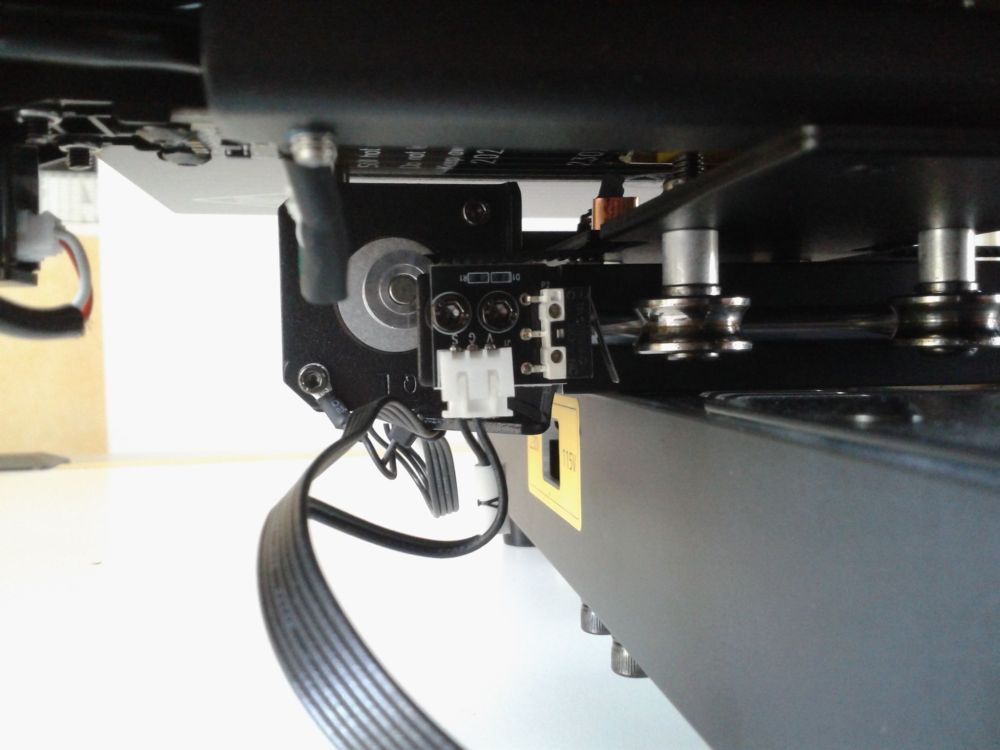
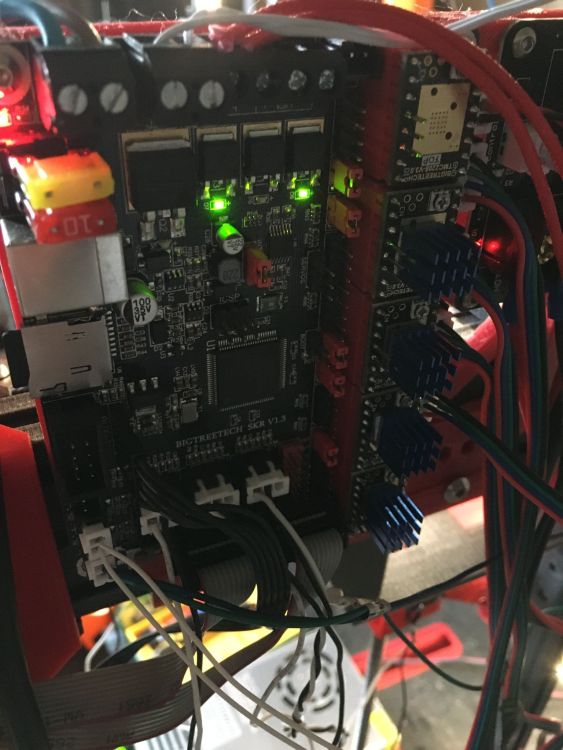
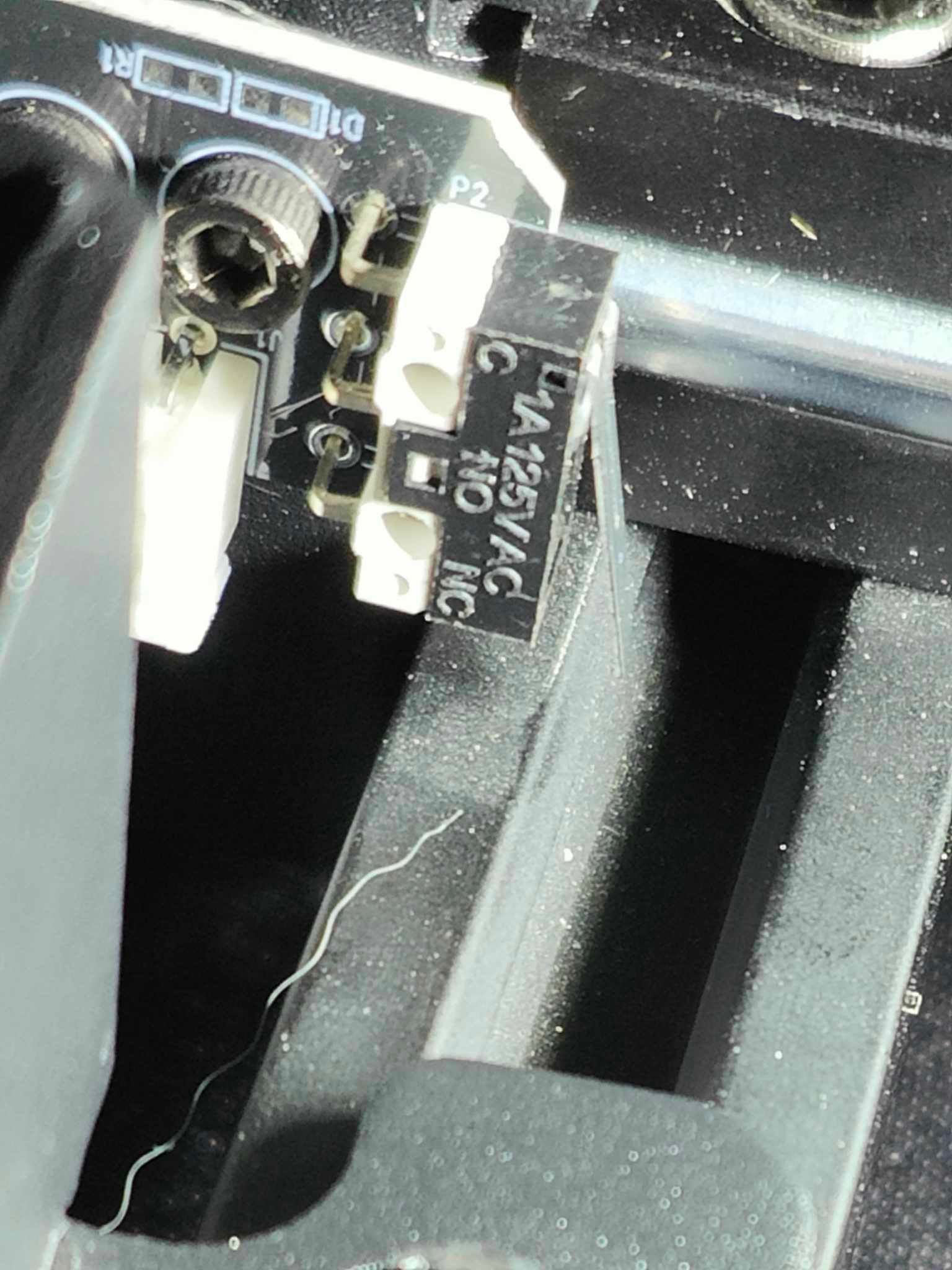
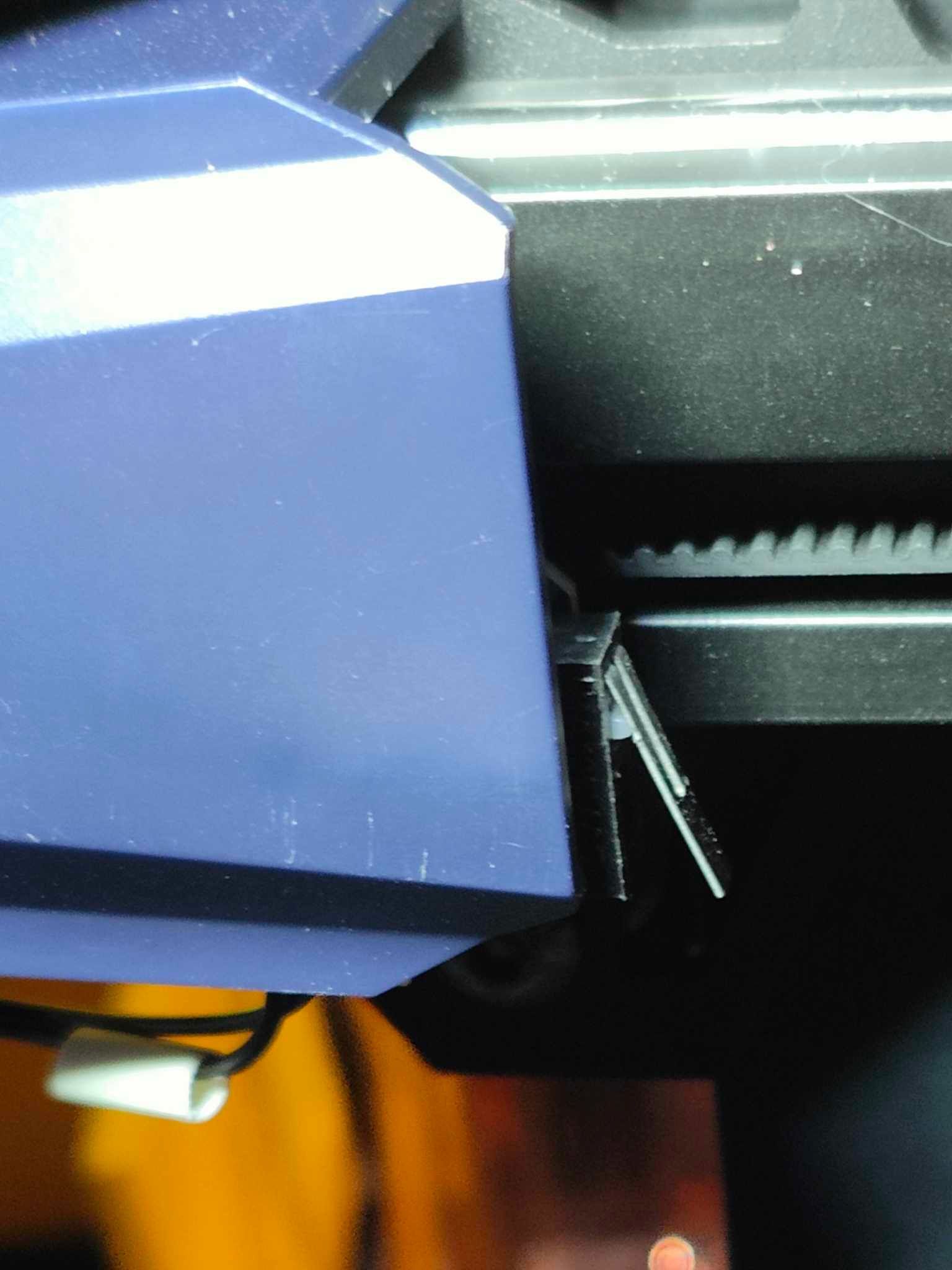
Alors, le problème semblait bien venir de ça et semble résolu (on va attendre de sortir le bateau quand même) mais plus de bruit de plateau qui cogne, qui s'en sort quand même avec quelques rayures suite à ce dysfonctionnement Alors photo du diagnostic : Capteur X - Capteur Y On distingue effectivement un machin gris (apellons ça la languette) sur le capteur X, on ne distingue rien sur le capteur Y Résolution : On ouvre le capteur Y (avec un petit tournevis plat comme vous voyez le carré noir sur la photo ci-dessus), puis on récupère la languette à la pince (parce que c'est tout pitit), on la replace en l'enfonçant bien, faut avoir une précision d'horloger pour bien que le truc soit maintenu en le refermant, sinon il tombe avant (et c'est pas mon cas, j'ai du insulter "la daronne" de l'imprimante quelques fois) Et là c'est bon, on peut distinguer cette languette apparaitre sous le capteur Les affaires reprennent, on va voir ce que cette machine à dans le ventre, en espérant ne plus avoir besoin des pinces et des tournevis D'ailleurs, on est bien d'accord pour l'instant on ne peut encore utiliser le wifi de l'imprimante ?
.thumb.jpg.845005de3ee91ddec2dfd0da6d6e3254.jpg)

 1 point
1 point -
La vérité etait ailleurs...et quel generique!1 point
-
La nouvelle Anycubic Kobra 2 Pro est dispo : moins de 300€ pour imprimer à 500 mm/s Tous les détails ici https://www.lesimprimantes3d.fr/anycubic-kobra-2-pro-presentation-20230927/1 point
-
Cela devient de plus en plus "accueillant" chez toi. Il ne manque plus que la tombe fraîchement creusé1 point
-
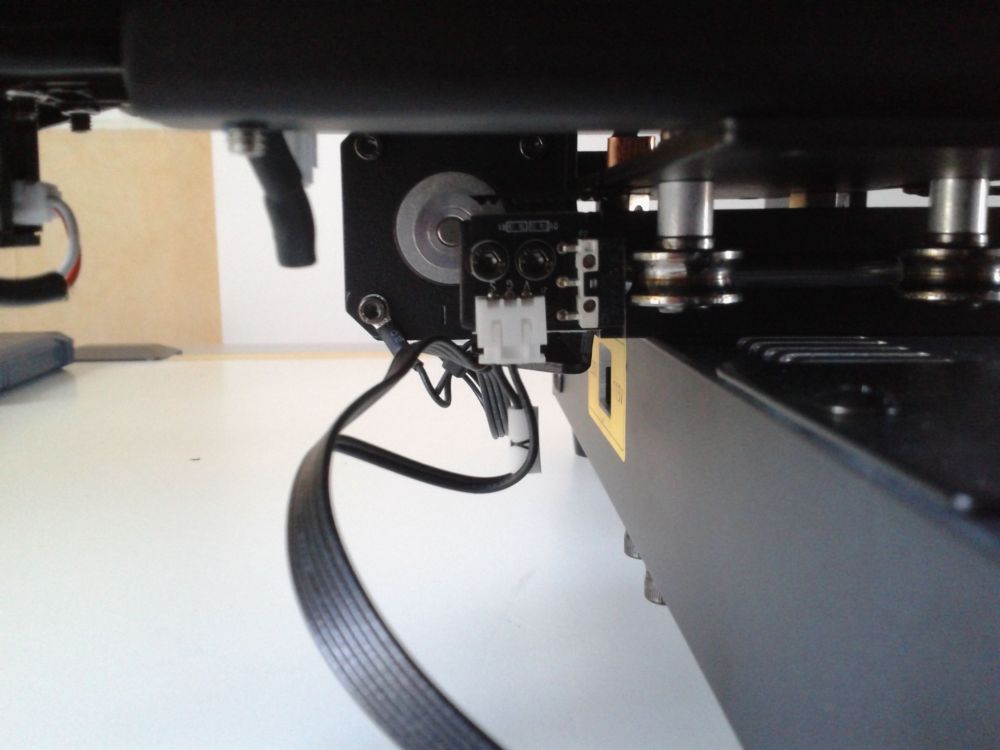
Définitivement sur ma Kobra 2 Pro, le capteur de fin de course Y, "clic" bien lorsqu'on l’enclenche et "clic" lorsqu’on le dé-enclenche. Donc il te faut sortir le multimètre pour vérifier ou regarder si sous le firmware il y a moyen d'avoir son statue ( sous un Marlin via une connexion USB c'est avec M119: Endstop States mais sous Klipper je sais pas ) ou directement le changer. Edit > il arrive que les endstop mécanique se bloque en position enclenché, et alors, il faut titiller le petit bidule que pousse normalement la languette métal pour éventuellement le débloquer. Et donc définitivement ma piste du moteur n’était pas la bonne et tu semble avoir trouvé le problème. Tout les signes pointes vers un problème de endstop Y.
 1 point
1 point -
Salutation ! il y a un remix, une version a assembler donc plus rapide a imprimer car moins de supports. là il propose de le faire en "PETG Carbone ArianePlast", et propose un taux de remplissage de 33%. Casse Noisette (Version à assemblée) by fontanetflo July 27, 2022 https://www.thingiverse.com/thing:5442747 @castorman87 Je veux bien tenter d'imprimer cette version en deux partie en PETG "basique sans carbone" blanc ( car j'ai que cela en PETG de dispo) et te l'envoyer ( frais de port a ta charge et petite compensation pour le temps d'impression et matière a déterminer en MP )1 point
-
jamais testé, par contre mon Bed est un verre de plaque vitrocéramique (cuisinière) et sur tous les fonds de mes impressions j'ai le motif des cercles de casserole et/ou la marque, bon depuis que je l'ai changé pour une Ariston plus la marque mais la puissance . en fait les gravures sont infime mais suffisante pour sortir sur la pièce donc je pense que le résultat peut être pas mal sans forcement s'user puisque la buse ne touche pas.1 point
-
Est-ce que tu connais quelqu'un qui a réalisé cette pièce en PLA et qui l'utilise avec succès ? 3000tour/min pour casser des noisettes ... je ne crois pas une seconde que cette pièce puisse résister.1 point
-
C'est le mur du bâtiment du siège social de quel constructeur dans cette B.D. ? Sinon pour moi un constructeur qui ne fait pas/respecte pas un minimum d'OpenSource sur ses machines et firmware, c'est des points en moins1 point
-
Comme j'ai reçu ma commande aujourd’hui Un premier essai "a chaud" sur une Ender-3 V3 SE ... ( j'ai simplement changé de plaque flexible et lancé une impression) C'est subtil, change selon l'angle d’incidence et de la lumière mais c'est bien là , (au vu de la qualité de la couche initial, j'ai définitivement le leveling a refaire ... mais) cela donne une idée. (Sans flash) (Avec flash)


 1 point
1 point -
Je viens de retrouver un ou deux photos de la cubique, je pensais ne pas en avoir pris. Je vous les partages, mais comme je disais, il y a divers problème de stabilité structurelle et les montants sont à refaire. Ceci n'est pas la version défiinitve.
 1 point
1 point -
Si tu n'a pas d'IPA à la maison, utilise du produit vaisselle, eau chaude, frotte bien avec une éponge neuve et rince bien; puis séchele plateau au papier essuie tout. Et plus un doigt sur le plateau! Si ce n'est pas ça, +1 pour la 1ere couche mal réglée et qui adhère mal.1 point
-
C'est le CEO Dr. Ye Tao1 point
-
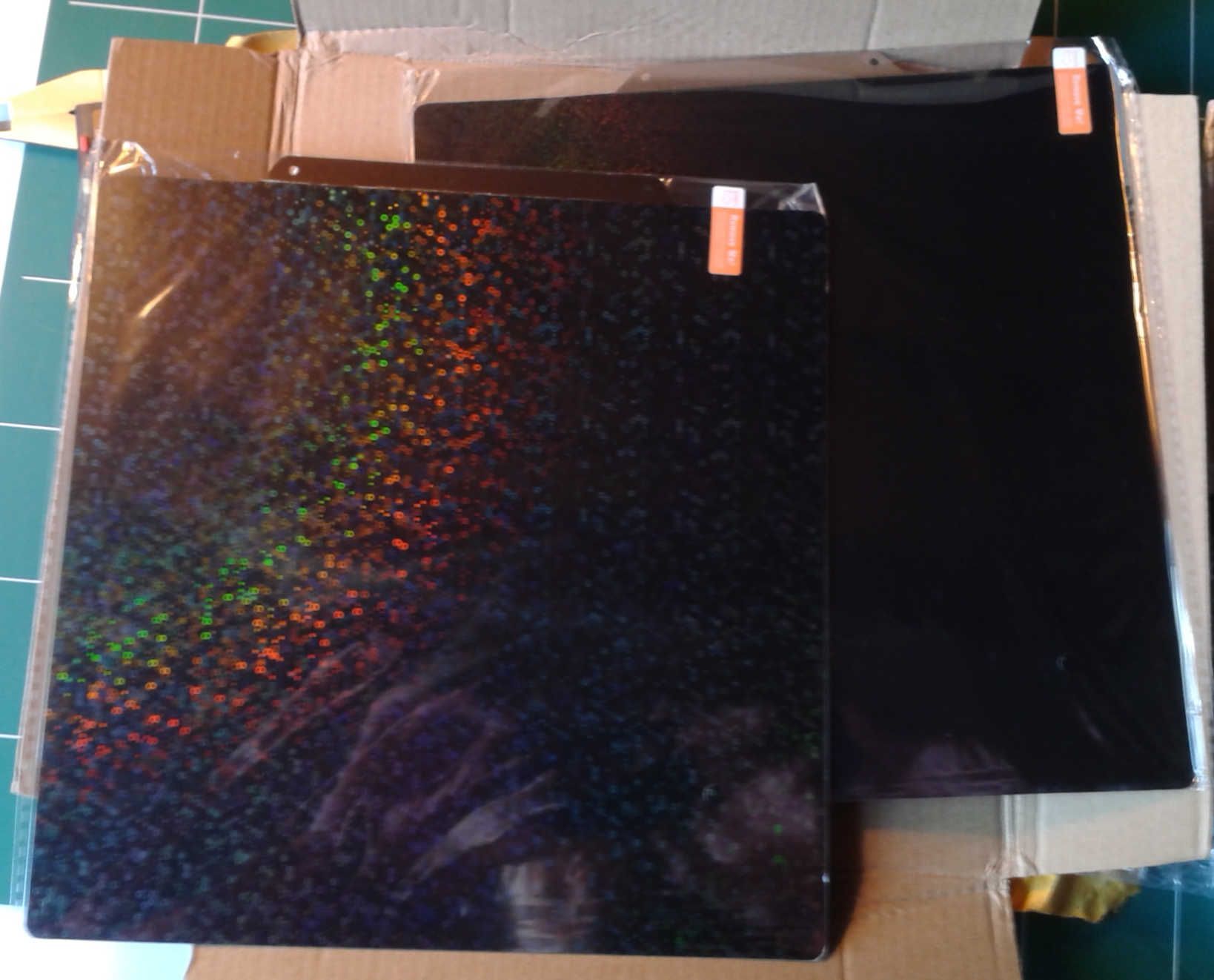
Bingo ! Deux belles plaque flexible PEY ( 235 x 235 cm ) et re bingo ! Deux capteurs de fin de filament (J'ai aussi une Kobra (simple) qui en a besoin d'un)
 1 point
1 point -
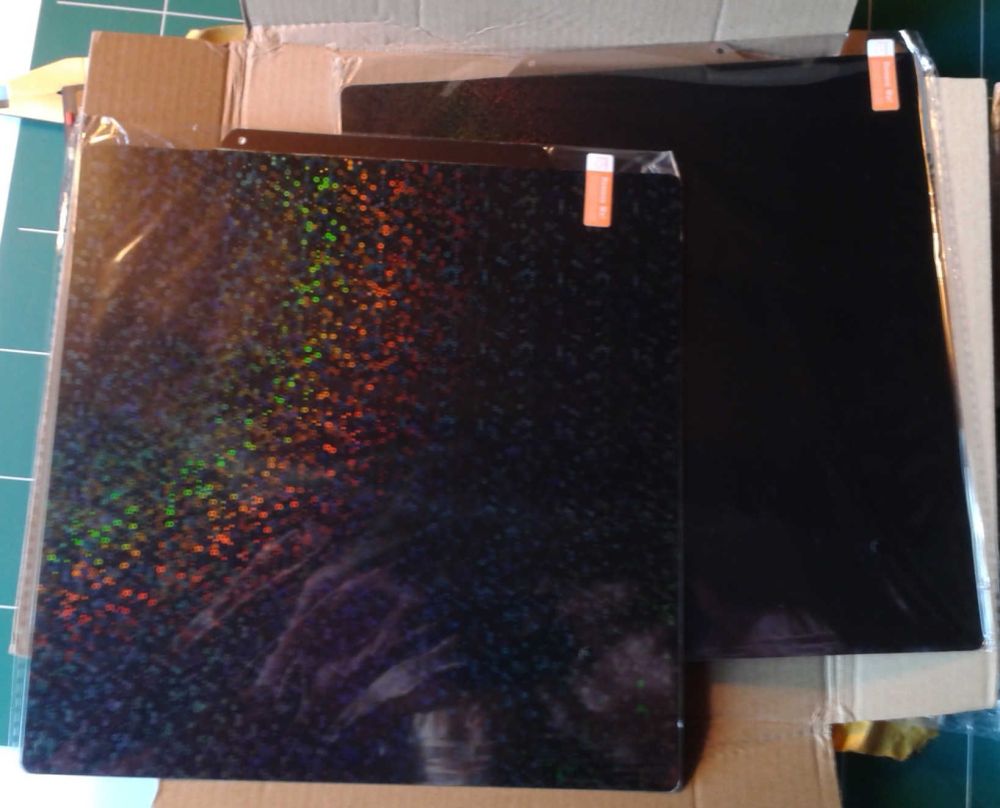
Pour le grand environ 250 mmx 250 mm facile ! des plaques acier 232 x 232 mm à motif diffractant, En PEY, PEO pour la ender 3 V3 SE. pour les deux autres, aucune idée, à part un détecteur de fin de filament ?
 1 point
1 point -
Salut Pomme ! Non je n'en suis pas sur du tout je parlais uniquement du coté hardware (en branchant simplement la connectique du fan1 sur le fan2) Je suis une bille en software : compilation de code etc Mais par contre si je comprend bien c'est tout a fait faisable et je retrouverai la partie pilotable du rpm de mes ventilos. par contre je devrais sacrifier les led ou le fan2 ? En poussant le vice ne serait pas possible d utiliser un port non pris ? Je vais me jeter à corp perdu dans les tutos compil etc histoire de parler la meme langue que toi (ou du moins m en rapprocher)1 point
-
Salut et bienvenue sur le forum, Ce n'est que mon avis, mais, je pense que ta demande n'est pas prévue dans les fichiers de configuration (1 moteur par extrudeur). Pour pouvoir piloter tes 2 moteurs supplémentaires, il va falloir retrousser les manches et mettre les mains dans le cambouis / code source . Par curiosité, tu as choisi quelle carte-mère?1 point
-
Salut, en es-tu vraiment sûr? Je viens de compiler ces sources en inversant les sorties FAN 1 et FAN 2 sans générer d'erreur: ZNP_ROBIN_NANO_invFAN1-2.bin de même en inversant FAN 1 et LED: ZNP_ROBIN_NANO_invFAN1-LED.bin Les modifications ont été faites dans le fichier Marlin\src\pins\stm32f4\pins_MKS_E3_V2.h1 point
-
bonjour un nouveau firmware pour la P1P le OTA version01.04.01.00(20230927): https://wiki.bambulab.com/en/p1/manual/p1p-firmware-release-history1 point
-
La photo publiée aujourd'hui :
 1 point
1 point -
fiché S directe1 point
-
Avec ce genre d'autocollant tu va vite la retrouver...1 point
-
Salut,
 1 point
1 point -
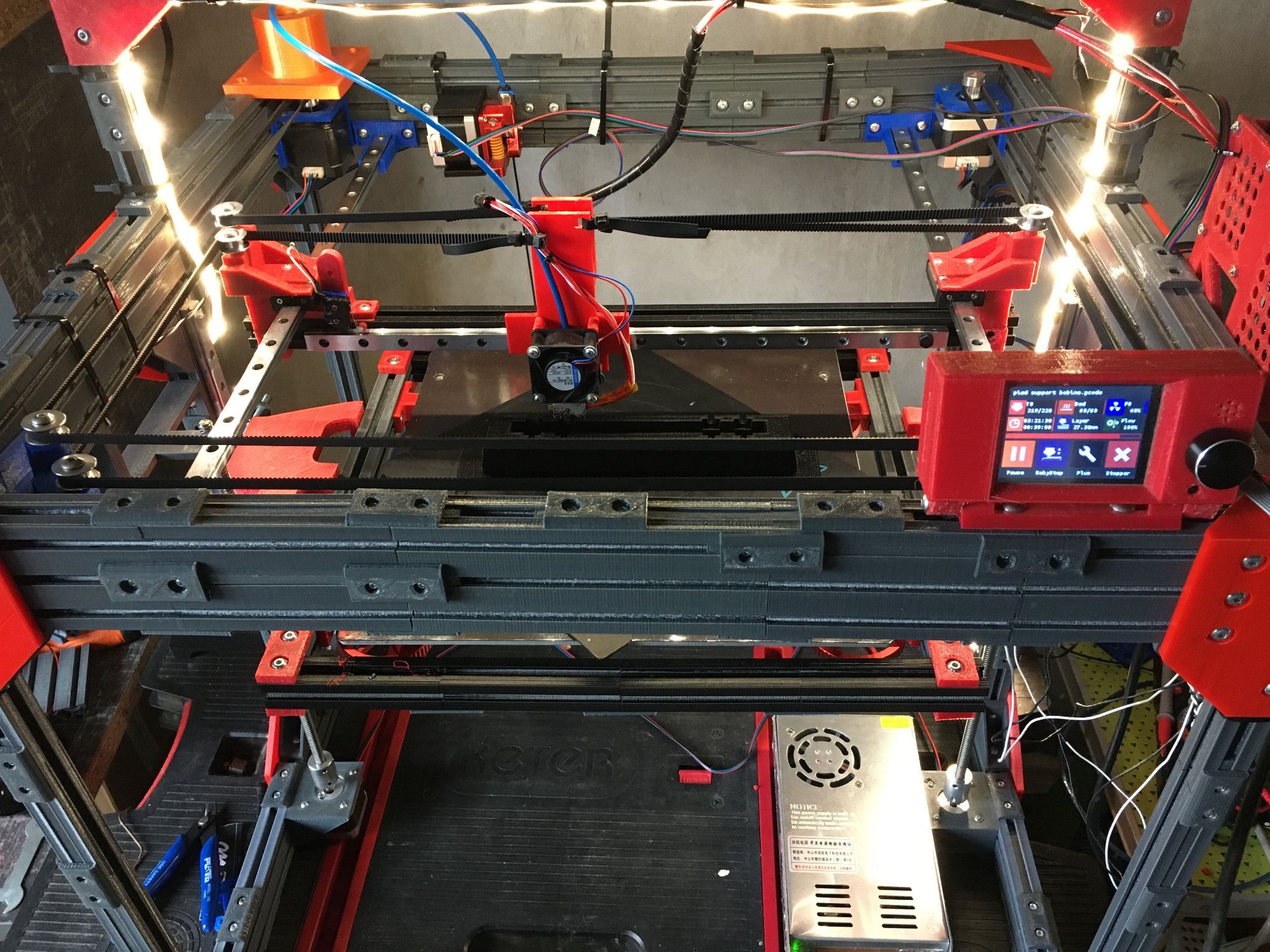
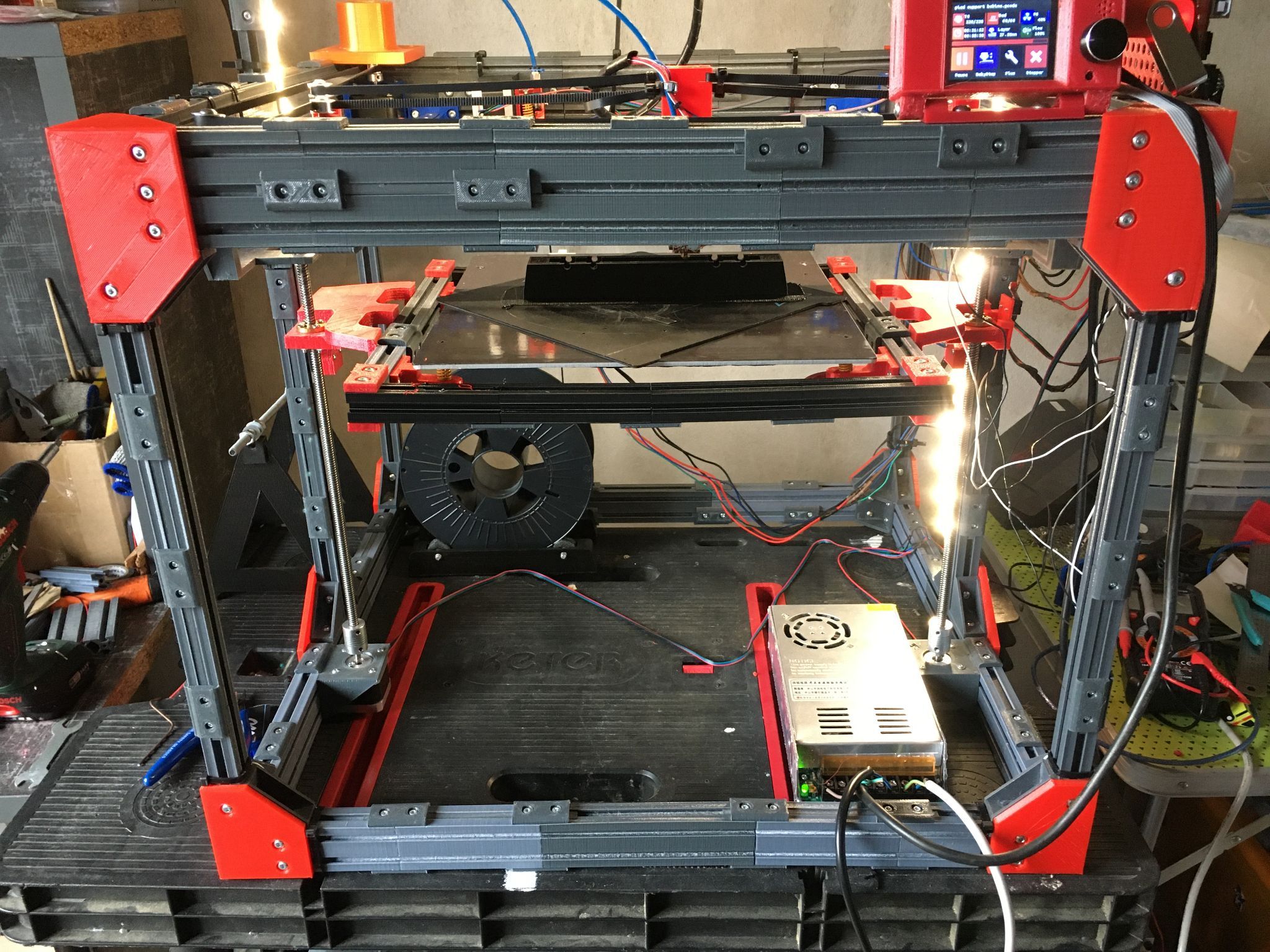
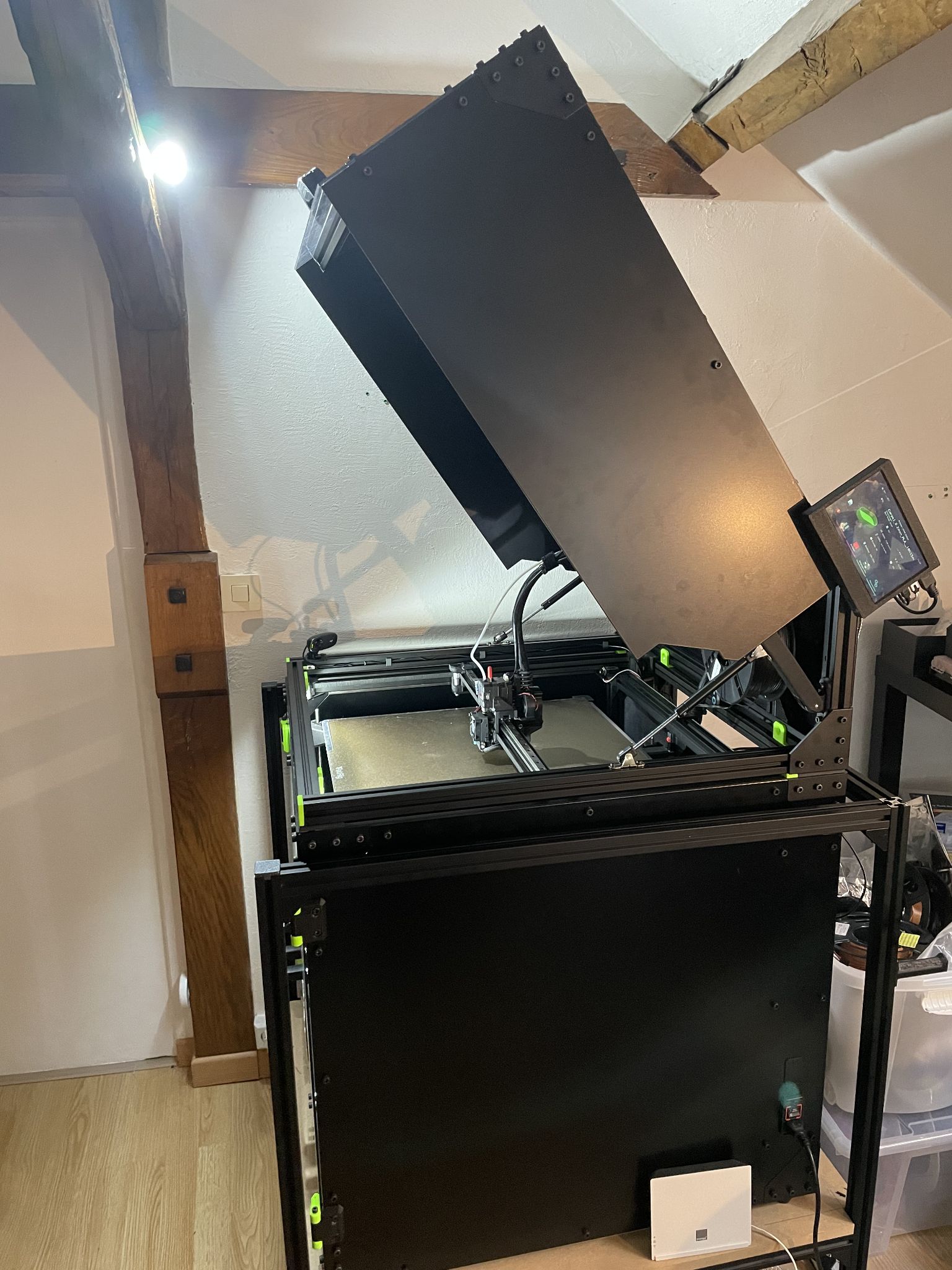
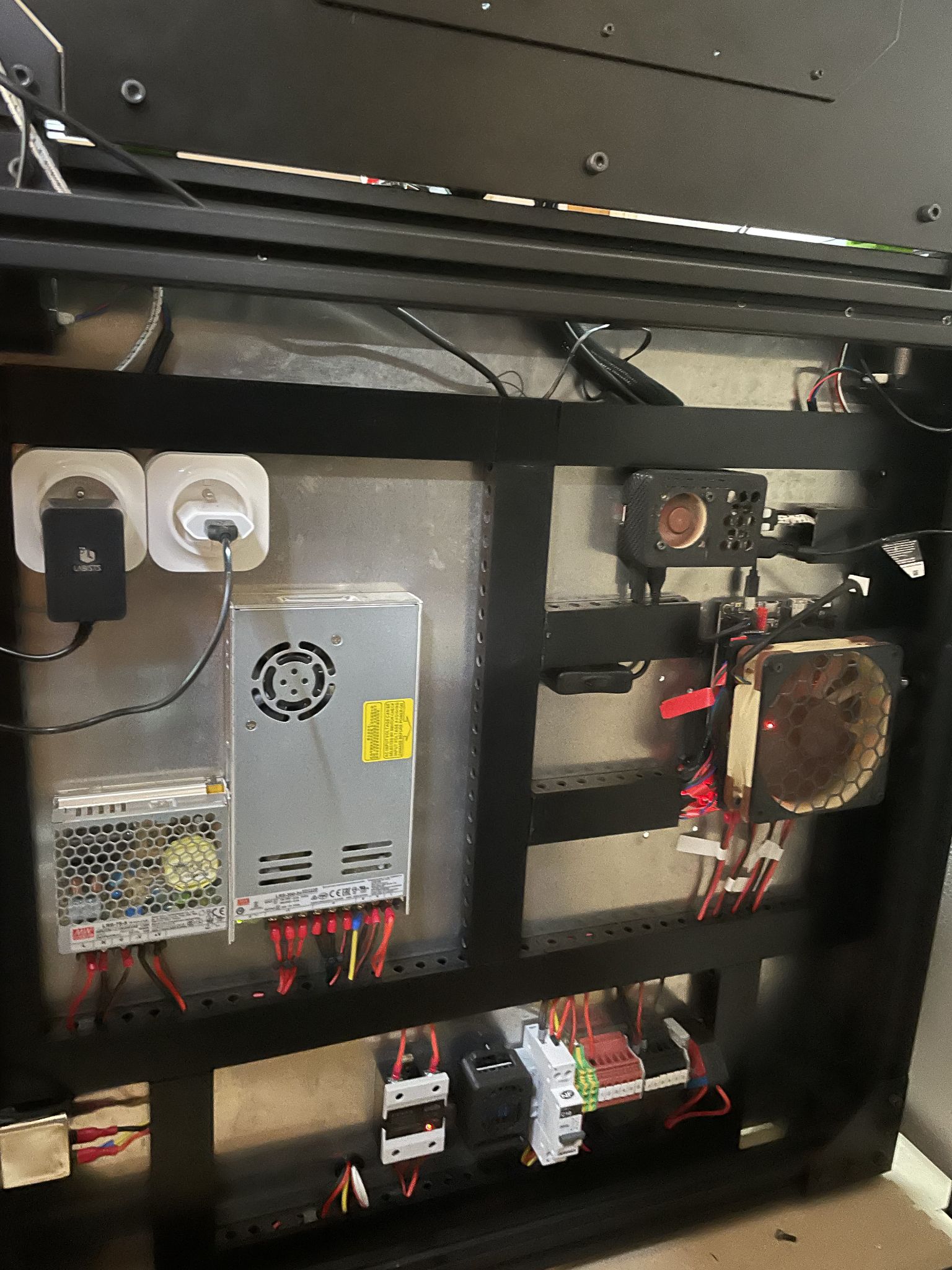
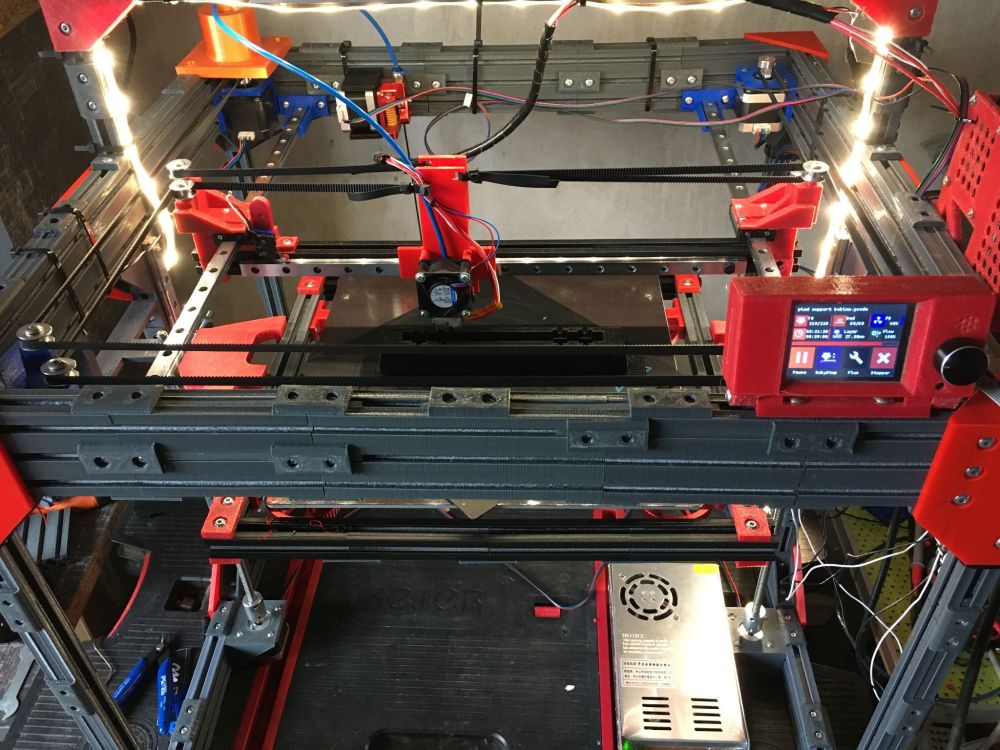
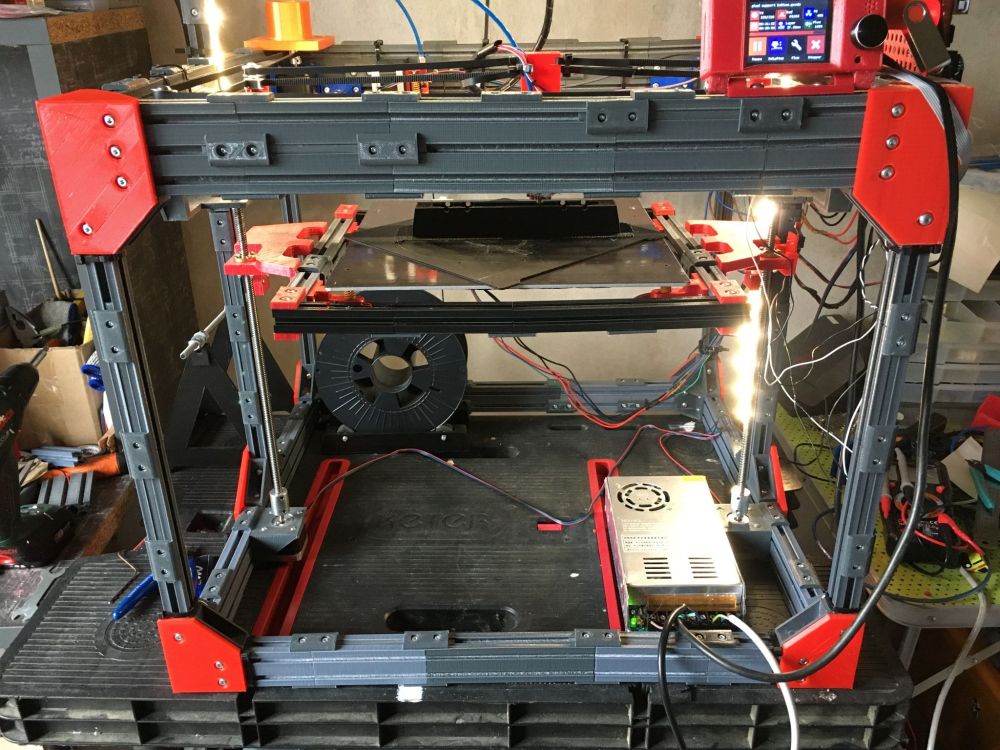
Salut, ton résumé décrit bien la réalité de ce qu'est le montage d'une Vcore. Effectivement je pense que c'est accessible à un débutant, encore faut-il qu'il soit à l'aise avec le bricolage et qu'il soit tres patient... j'ai une 500 depuis 1 an et je me regale avec tous les jours. Voila quelques photos de la mienne, que j'ai complètement fermée avec des panneau Alu anodisés de 3mm
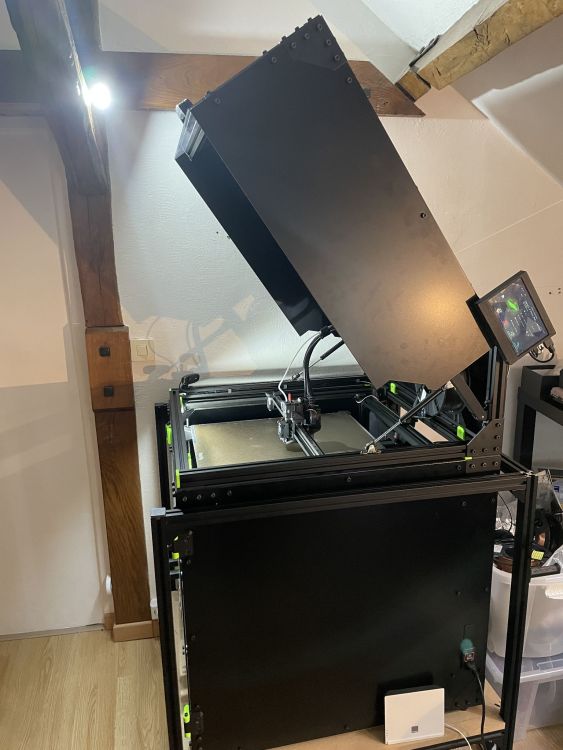

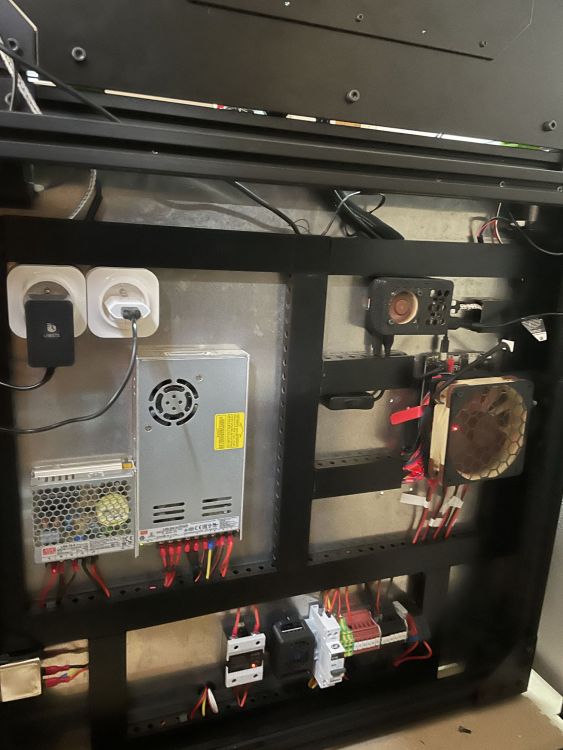 1 point
1 point
























.jpg.73e0a00a375a6e45caebe93f5722a42e.jpg)