Classement



Contenu populaire
Contenu avec la plus haute réputation dans 19/10/2023 Dans tous les contenus
-
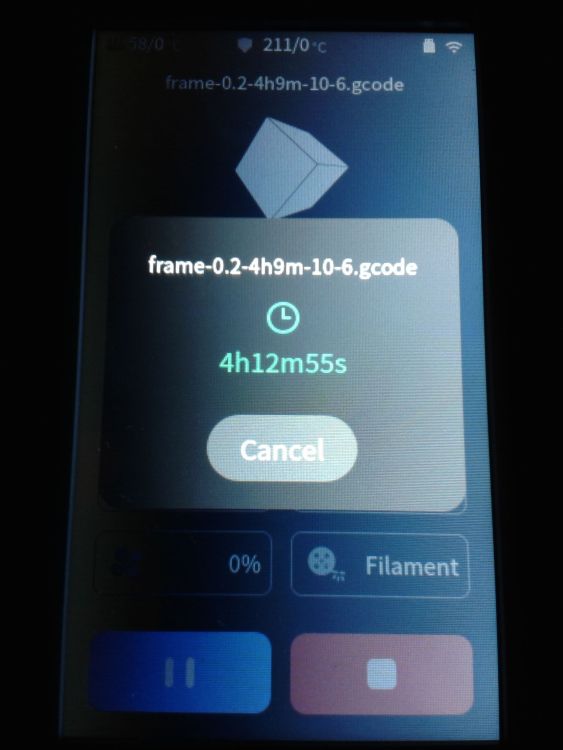
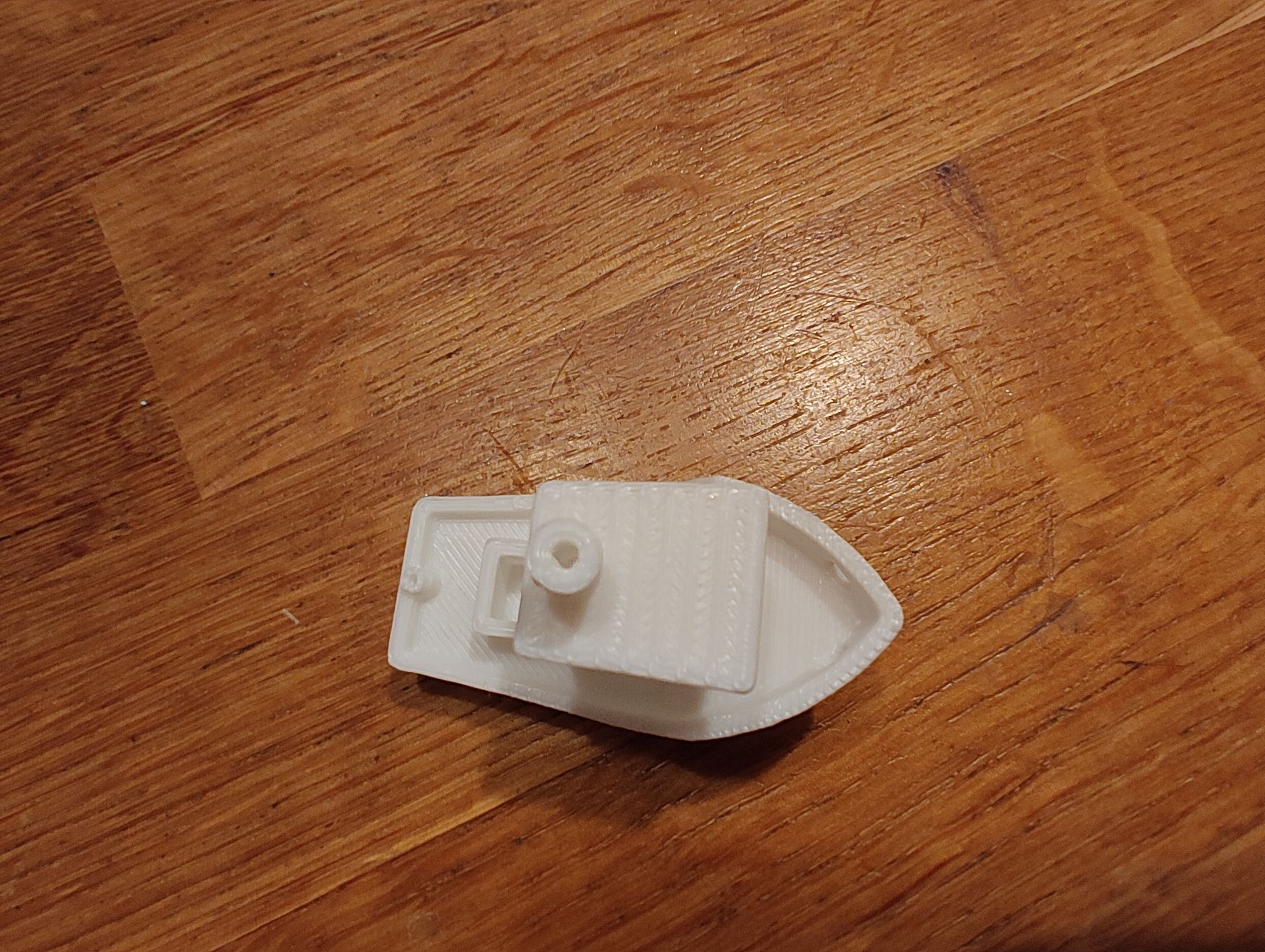
On se refocalise sur le Chassis 44B... D'abord, j'ai décidé d'imprimer un petit support... Les pneus sont maintenant à 1 cm du sol... Ensuite, j'ai revu l'arceau. La cible est d'avoir quelque chose un peu plus solide que l'origine, et qui puisse être utilisé sur un runner (avec des longues portées dans un esprit très Marui). Je ferai peut être aussi une version plus proche de l'originale... Ceci fait, j'ai préparé des grappes de pièces pour des prints MJF... J'ai imprimé les pièces en PLA de manière à pouvoir faire des vérifications et aussi pour donner une idée du résultat final... Et voici. Je vais devoir faire de la peinture parce que pour l'instant, c'est trop blanc... La carrosserie sera peut être trop large pour un chassis M, mais je suis sûr que c'est une belle option avec des bras légèrement élargis...2 points
-
Peut-être, peut-être pas Le site Anycubic n'en parle pas en tout cas. On peut toutefois le supposer : gestion de la compensation de résonances (input shaping), Marlin le gère aussi plus ou moins mais pas de manière automatique (y-a-t'il quelque part (sur la tête par exemple), une puce du genre ADXL345 ?) la carte contrôleur possède au moins un contrôleur Cortex A7 (procure l'équivalent du RPi) qui va gérer les composants bas niveaux de l'imprimante. Je n'avais pas lu le post jusqu’au bout et avais commencé à répondre. Je continue puisque tu as trouvé un fichier .swu (software update) correspondant à un firmware OpenWRT (TinaLinux). tu connaissais peut-être sinon je l'avais indiqué dans un de mes précédents posts avec toi et @isidon Je suis mort de rire, les chinois se copient entre eux , c'est le genre de firmware qui équipe les tablettes SonicPad => tu peux consulter mon dépôt Github pour en connaitre un peu plus sur ces firmwares. OpenWRT n'utilise pas de dossier «home» car ce n'est pas une distribution prévue pour des utilisateurs (de même apparemment pour AnyCubic). Creality utilise le dossier /usr/share pour l'installation des composants (klipper, moonraker, fluidd, …). Tu as l'accès à la partition rootfs, tu pourrais aller regarder dans ce dossier si Anycubic se serait inspiré de Creality. Si klipper et consorts y sont installés, tu pourras alors connaitre en partie quelles versions sont utilisées. Le dossier /overlay contient les modifications apportées au système, OpenWRT oblige, la partition racine est montée en lecture seule (on peut éteindre / allumer sans risquer de détruire la carte contenant le système d'exploitation).2 points
-
Pour les ardoises c'est facile et presque gratuit: Tu vas dans une déchèterie qui prend les matériaux, Tu donnes 10 euros au gars et tu lui demandes de te téléphoner lorsqu'un artisan vient vider une toiture en ardoise. Je t'affirme que ça fonctionne (je l'ai fait pour pailler mes hortensias).2 points
-
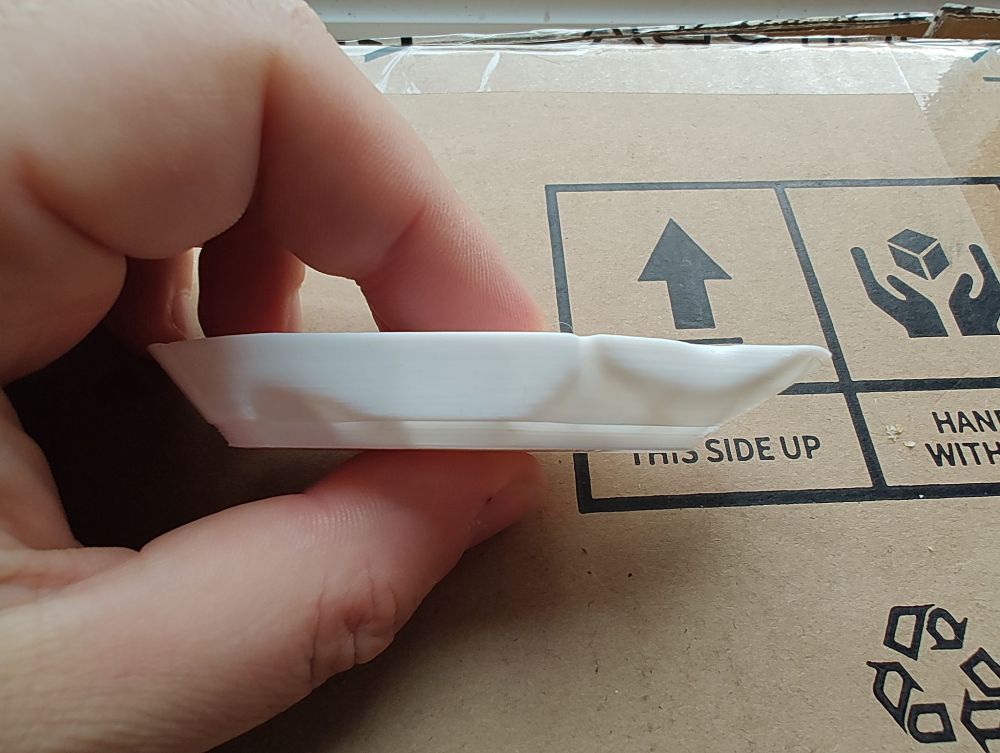
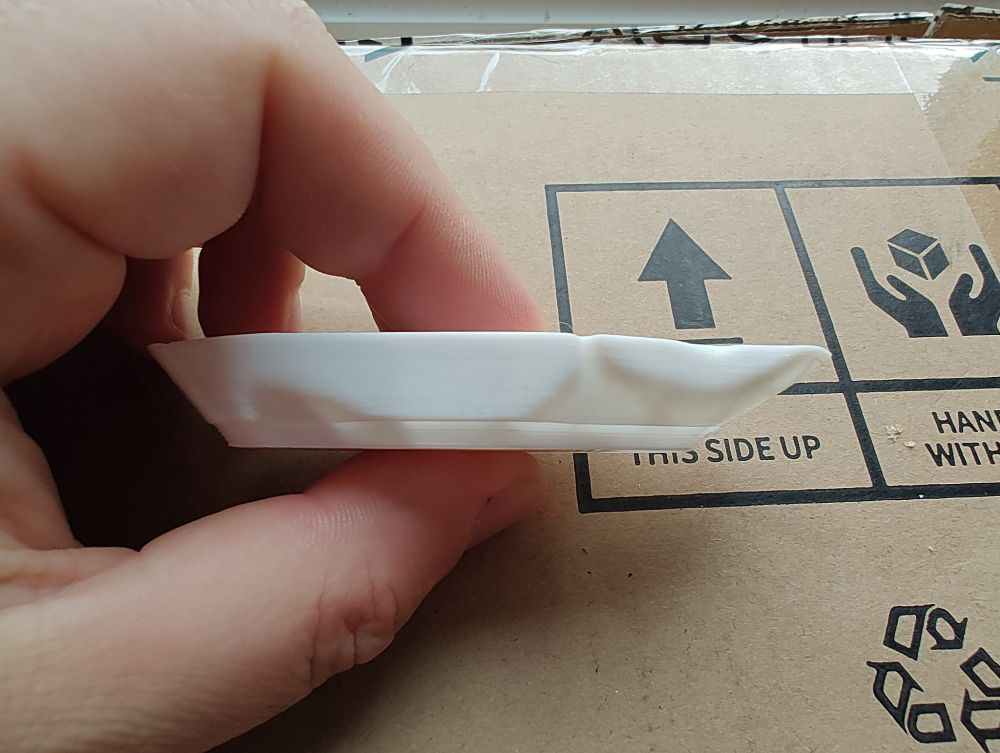
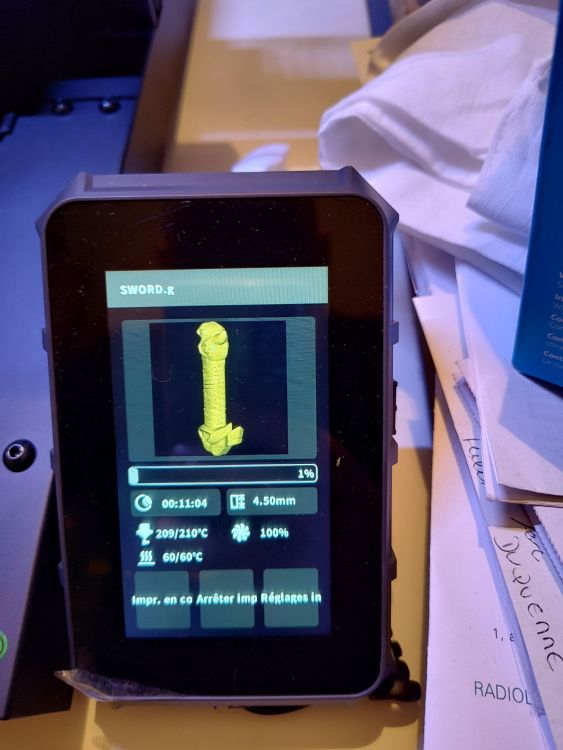
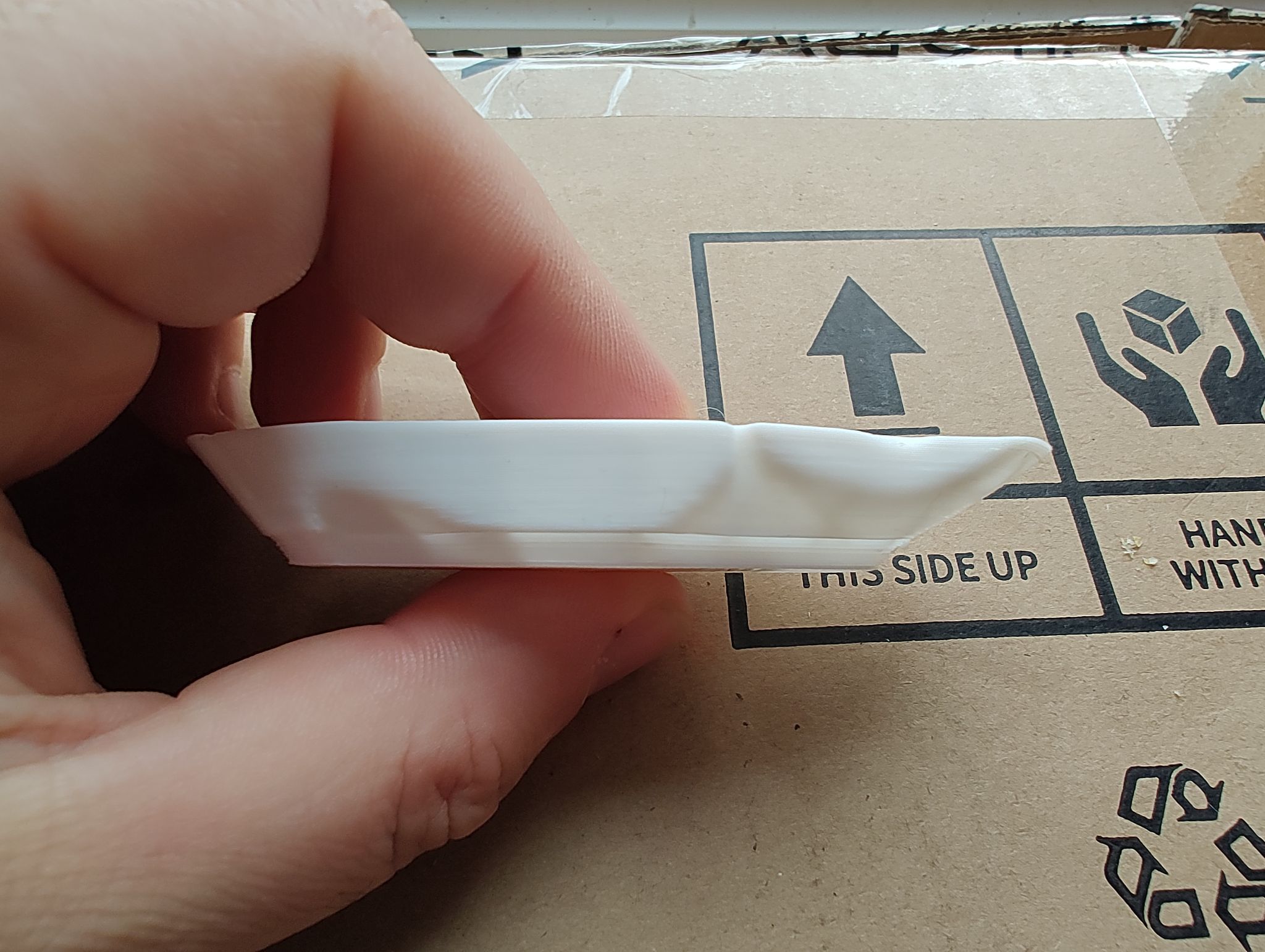
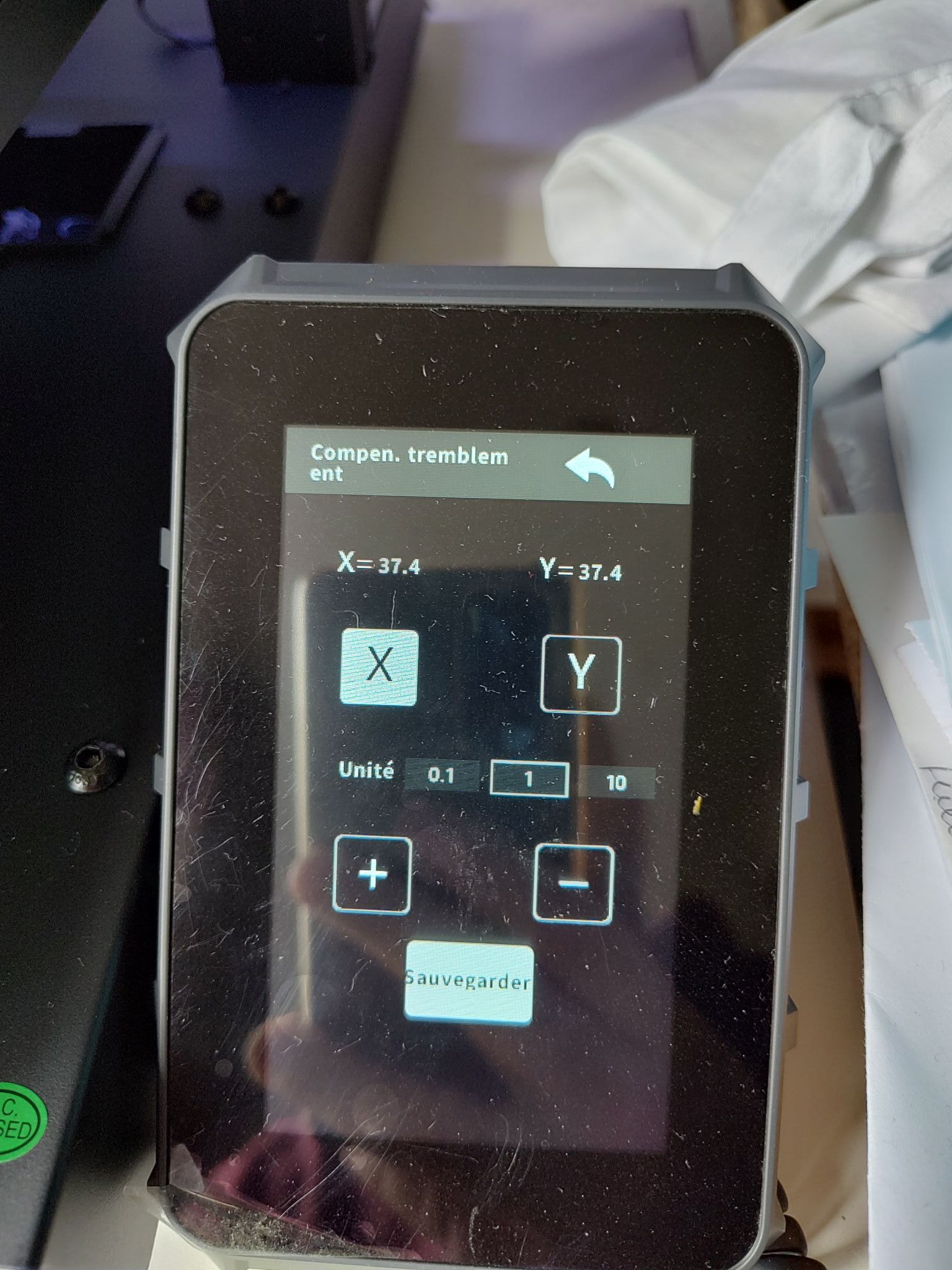
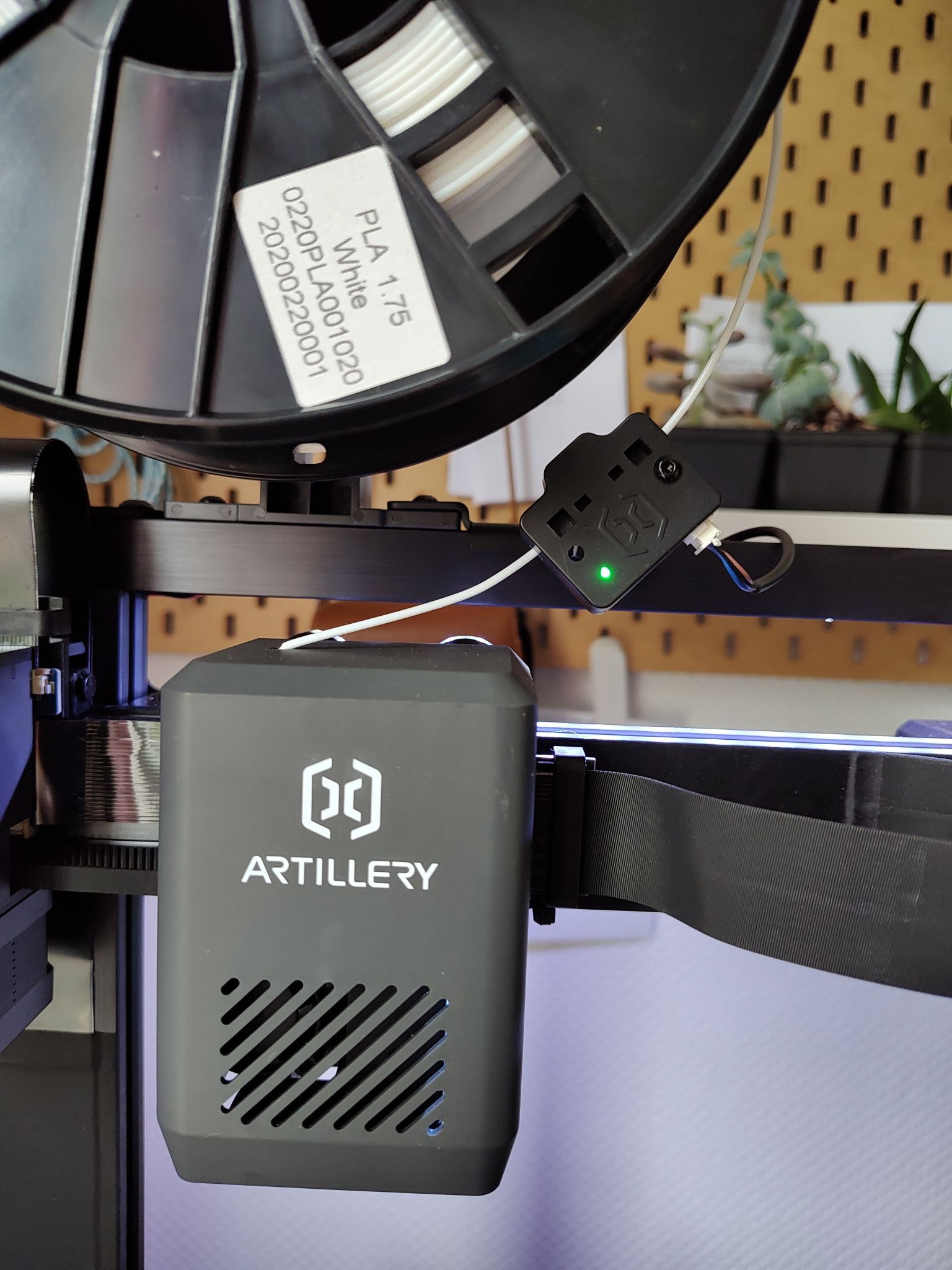
@mykidox alors au vue de tes photos il y a plusieurs choses qui me viennent, oui la capteur de fin de filament sans être aussi mal placé que ce que l'on a sur les X1/X2 Genius, il est devrait être placé quelques peu plus en hauteur pour évité tout soucis en cas d'impression sur la hauteur totale. La partie gestion du tremblement ce doit être une mauvais traduction FR et cela doit être en rapport avec la compensation de résonnance (l'input shaping) cela limitra donc les risque de ghosting a forte vitesse. Après pour ton épée tu as 2 parois qui on fusionné et qui n'aurait pas du, mais je partage l'avis de mon ami @PPAC sur certaine impression surtout celle fine toute en hauteur la vitesse posera vite des soucis lié au mouvement de plateau des imprimante de type bedslinger une orientation optimise et une vitesse adapter seront pertinante. Mais pour la fusion qui empêche de déploiement, as tu vérifié que l'extrudeur est bien calibrer et qu'il n'y pas de sur extrusion ? et as tu vérifié et ajuster le débit ?2 points
-
Sujet créé à partir de fragments du Koikesse2 points
-
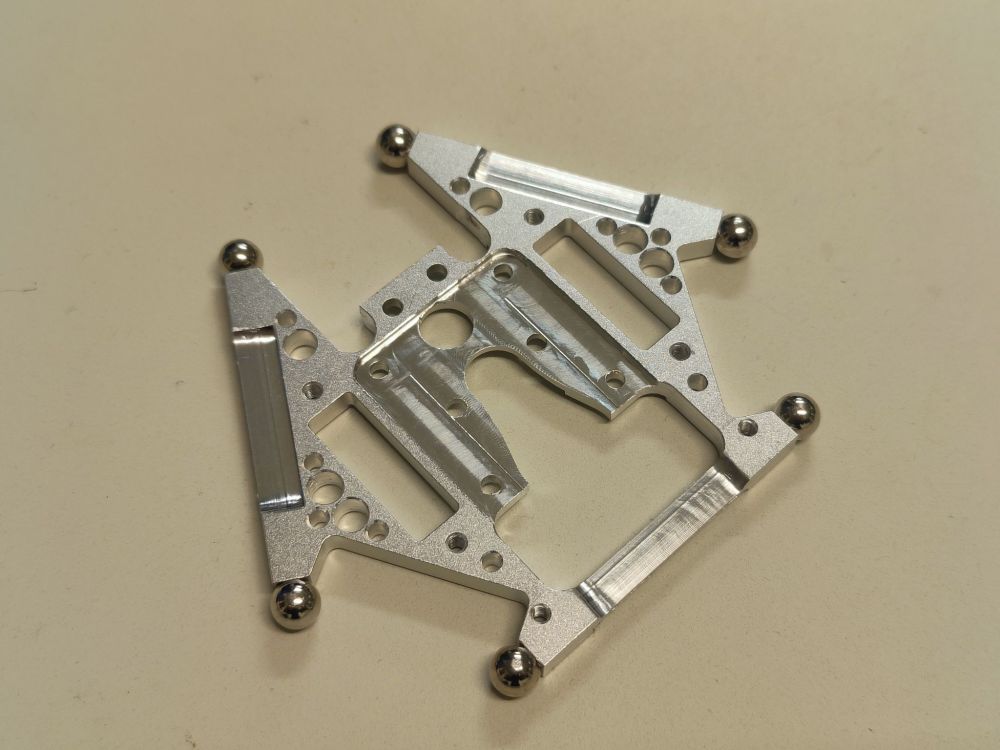
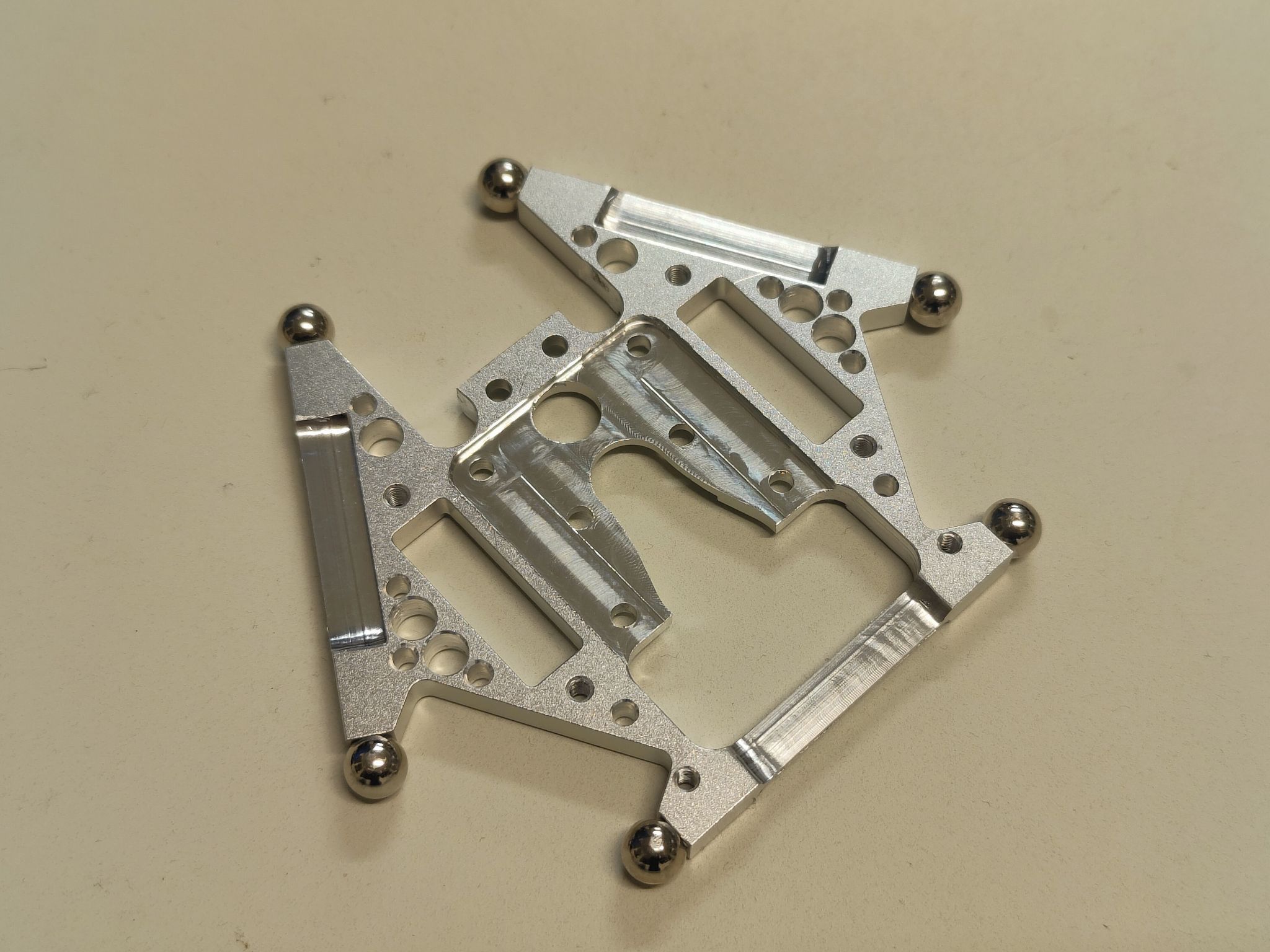
Bonsoir, J'ai attaqué l'usinage ce soir de la nacelle. Gain de 29-30 grammes, ça peut sembler faible mais sur un total de 300 grammes c'est 10% de gagné. La plaque en alu d'origine fait 61g, une fois usinée on tombe à 32g. Ma version 2022 faisait 42g.

 2 points
2 points -
Reçu cette après-midi plusieurs colis globalement d’une vingtaine de kilo ET un gros colis de 75 kg. Il est très lourd le XTOOL P2. je le déballerais quand le meuble pour l’accueillir sera fait, purée, ça fait chi. . . d’attendre avec la bécane à portée de main.
 2 points
2 points -
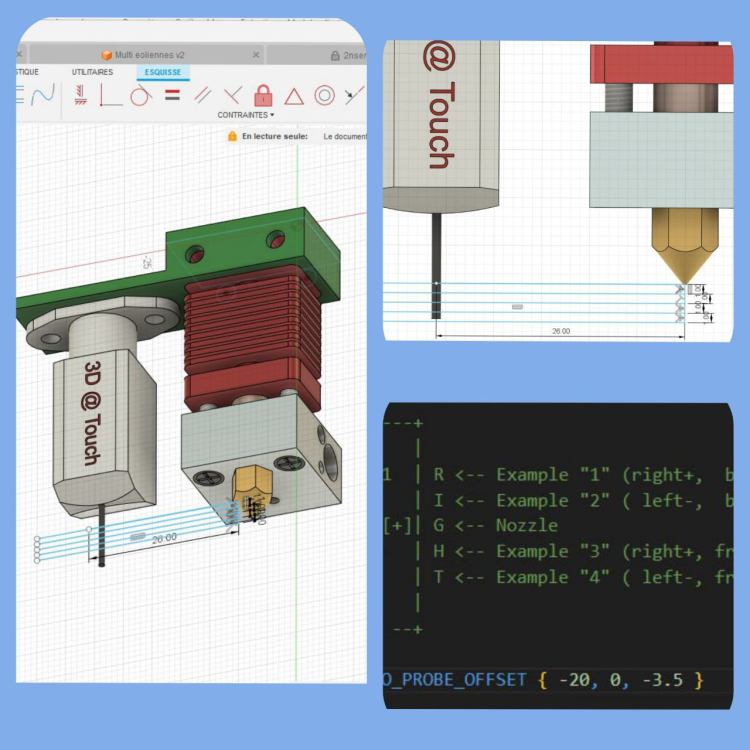
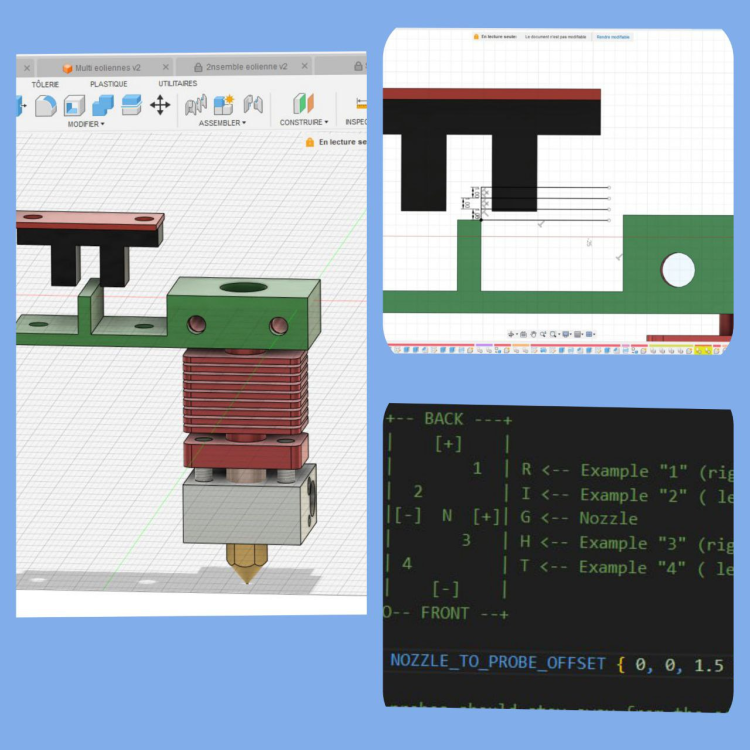
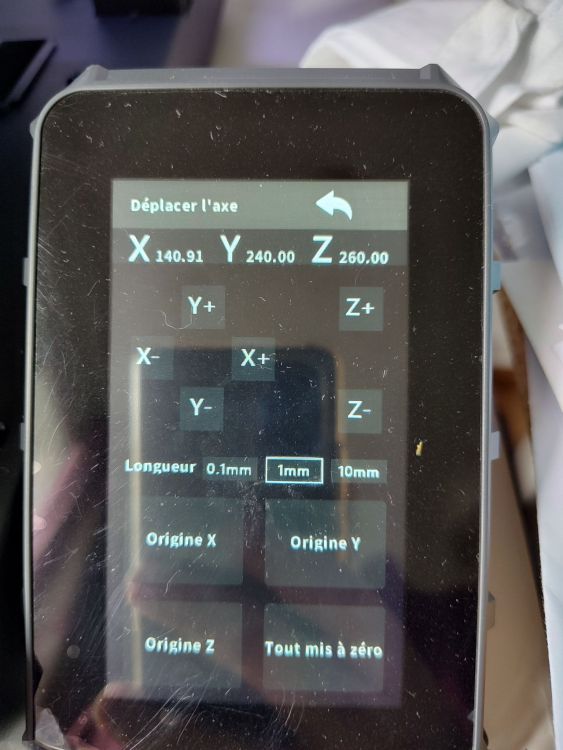
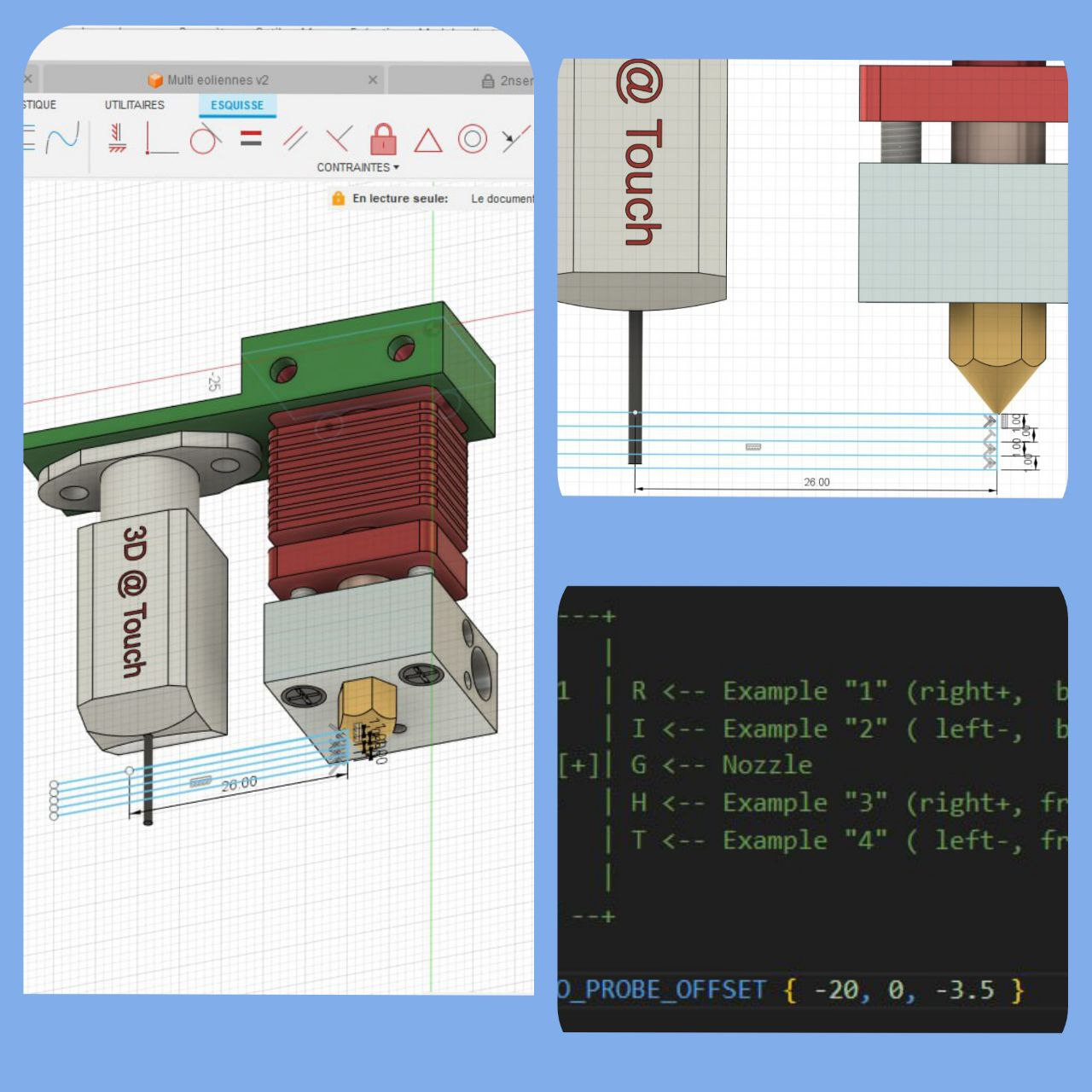
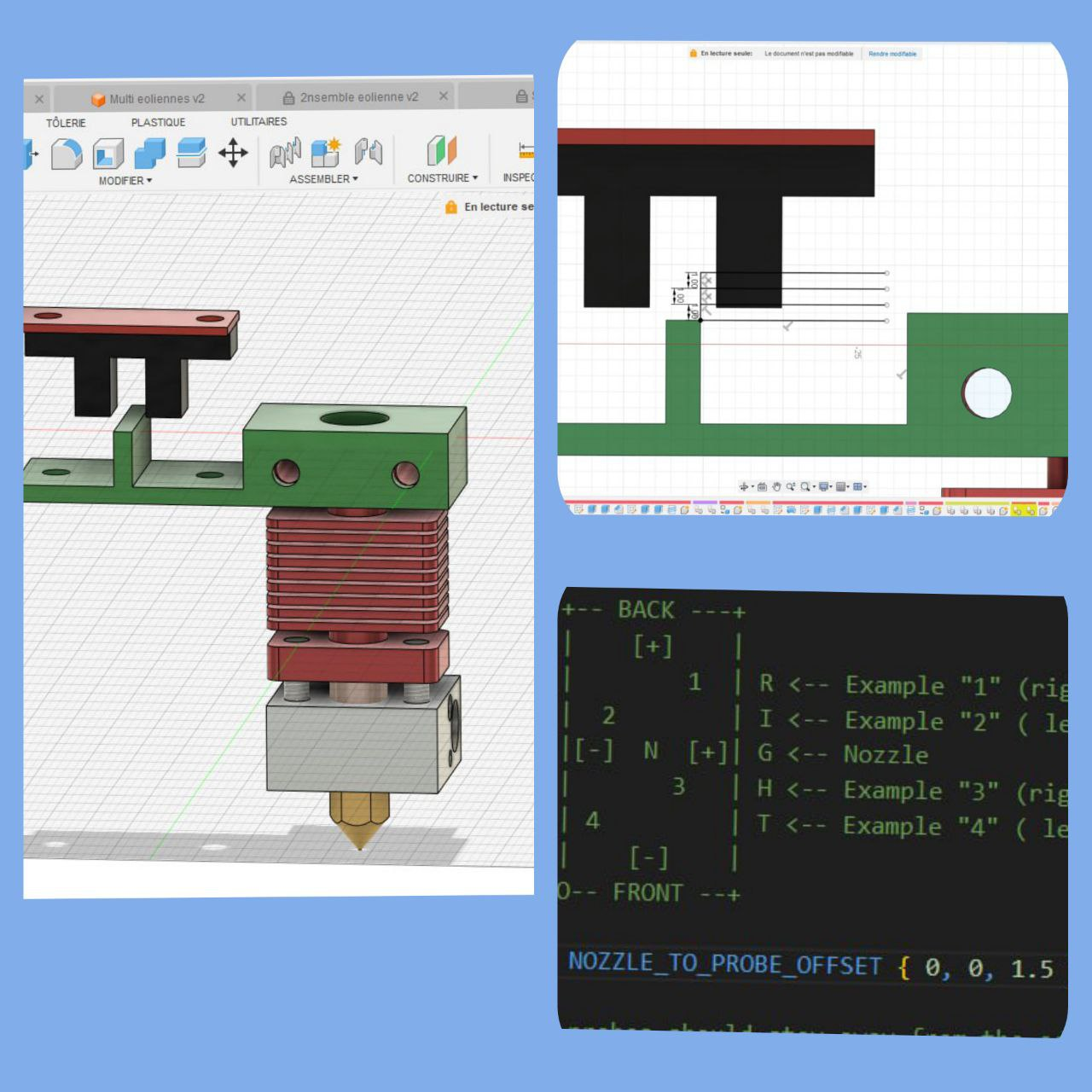
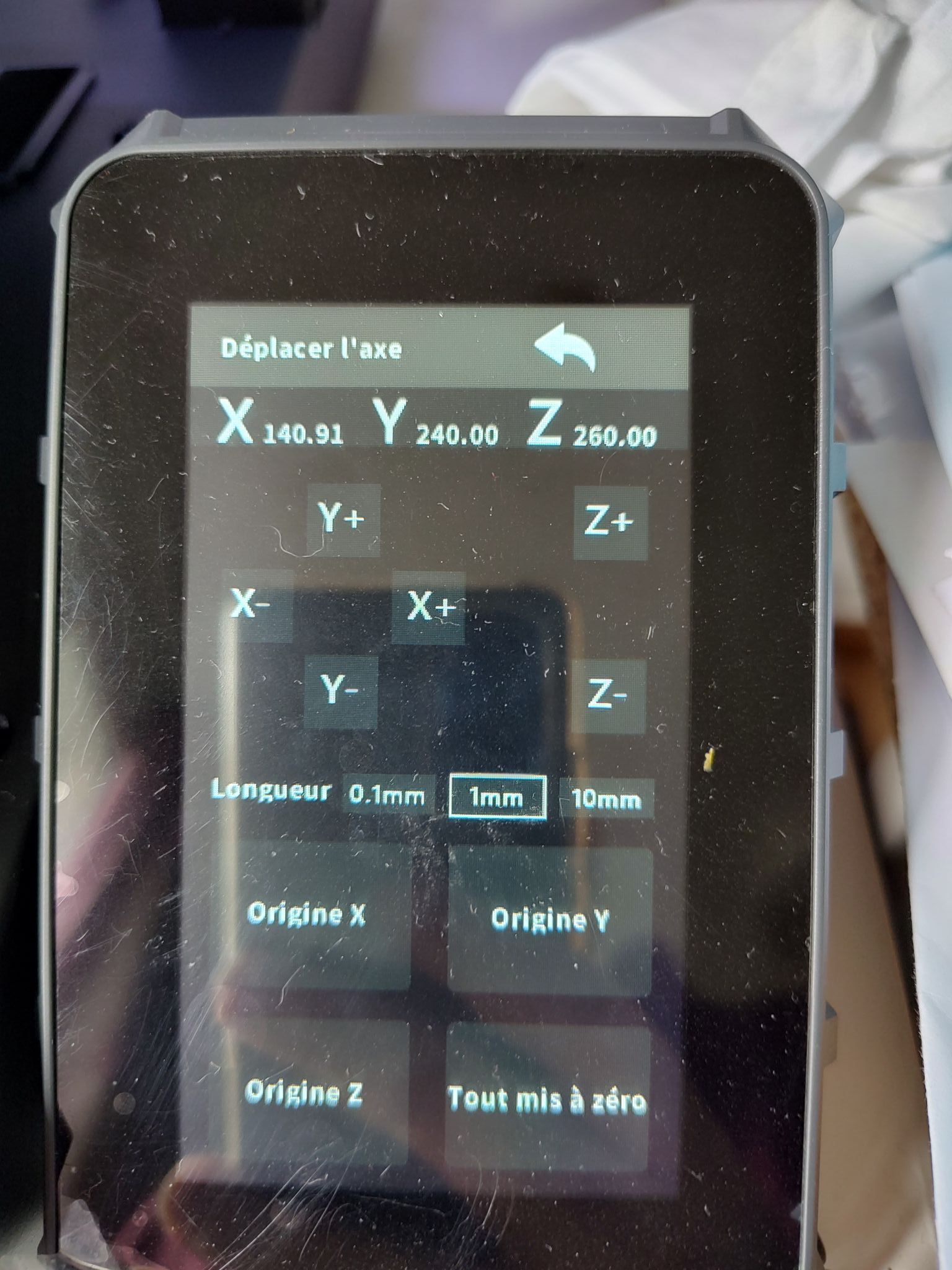
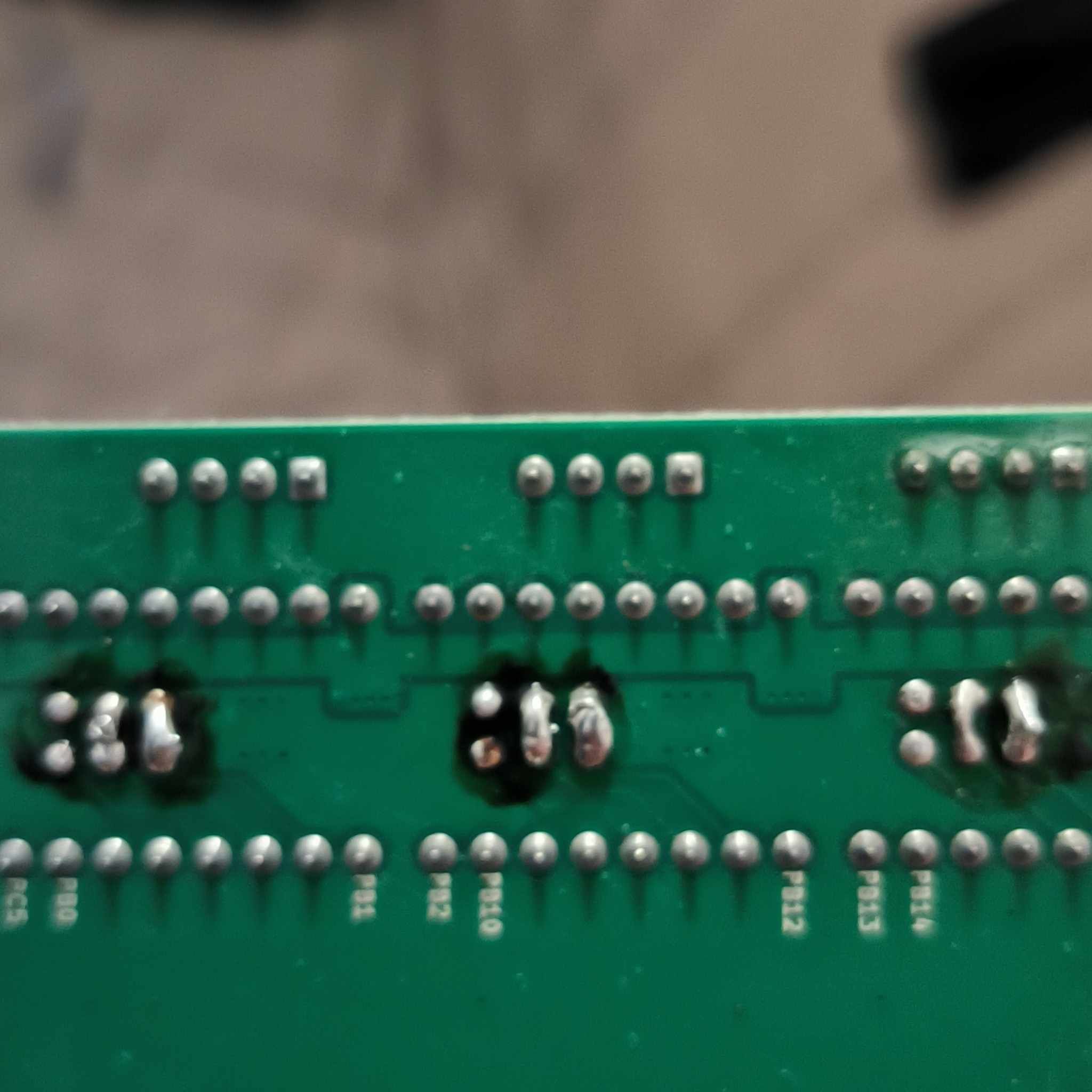
j'arrive même plus a faire un G28. Quant je lance la commande G28 le plateau décent de 5mm, puis enchaine X home Y home , reviens au milieu , et la le plateau décent 2X de 5mm et plus rien ! Autrement , le plateau monte et descend normalement la tête bouge en X et en Y normalement , tout fonctionne bien mais impossible de faire un Z home. J'ai essayer mes ancien config H qui fonctionnais mais sa ne change rien . si quelqu'un sait me dir ou je me plante se serais sympa ( merci d'avence , vraiment ) Et pour la position de la sonde avec un BL touch je la note comme sa : et la avec le système ou la sonde prob directement : j'ai bon ? PS: j'ai modélisé les exemples en 3H avec des dimension trouvé vite fait sur le net c'est pas super propre déso ! Configuration.h maj 18H15 : cela fait 2 jours que me prend la tête , et j'ai trouvé c'étais un pu**in de fu**ng fil !!!!!!!!!!!!!!!!!!!! : ces prises a souder soi même sont vraiment pas terrible si quelqu'un a un truc pour sa ... je suis preneur
 1 point
1 point -
Bonjour à tous, je suis Pierre et j'ai quelques imprimantes 3D. Alors, tout allé bien mais là je rencontre quelques problèmes. Je tiens déjà à remercier ce forum pour toutes les astuces qui m'on déjà était utile jusque là. (avant ouverture de ce compte ). Mais, maintenant il est temps de rejoindre la commu des Impr3D ^^ . voilààà1 point
-
Bonjour, Je m'appelle Florian (alias Dh0mp5eur), je viens de me lancer dans l'impression 3D. Je suis plutôt bricoleur et je comprend pas comment j'ai pas craqué avant. J'ai reçu ma Creality Ender 3 V3 SE il y a quelque jour après avoir vu le test de PPAC (merci à lui). J'espère pouvoir partager avec vous mon expérience et progresser.1 point
-
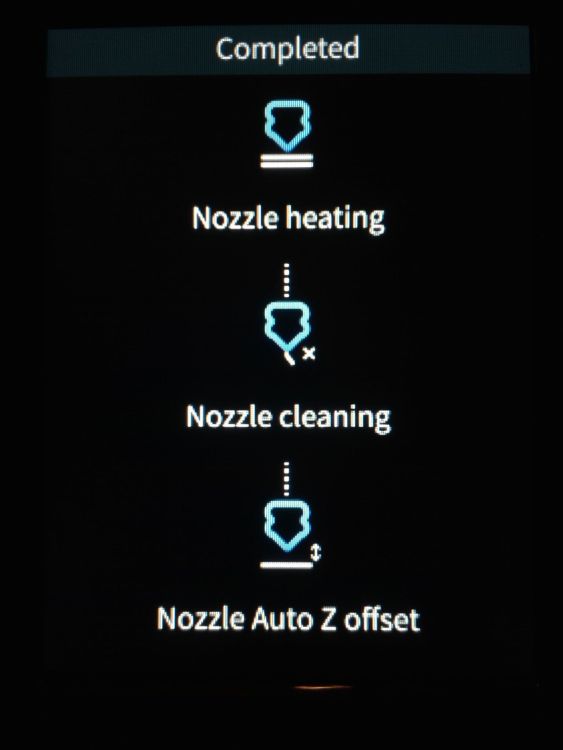
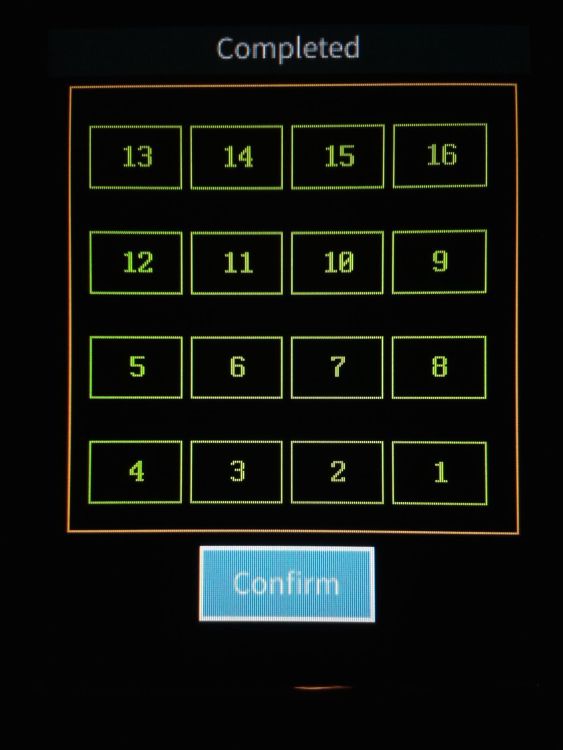
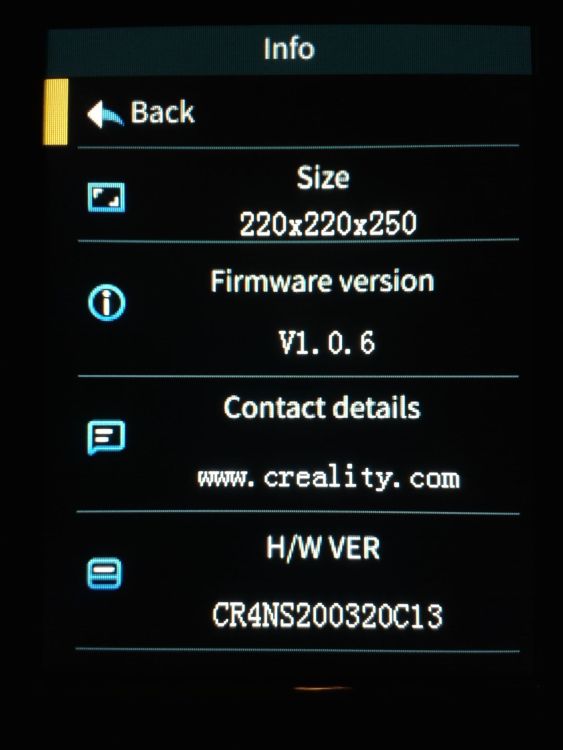
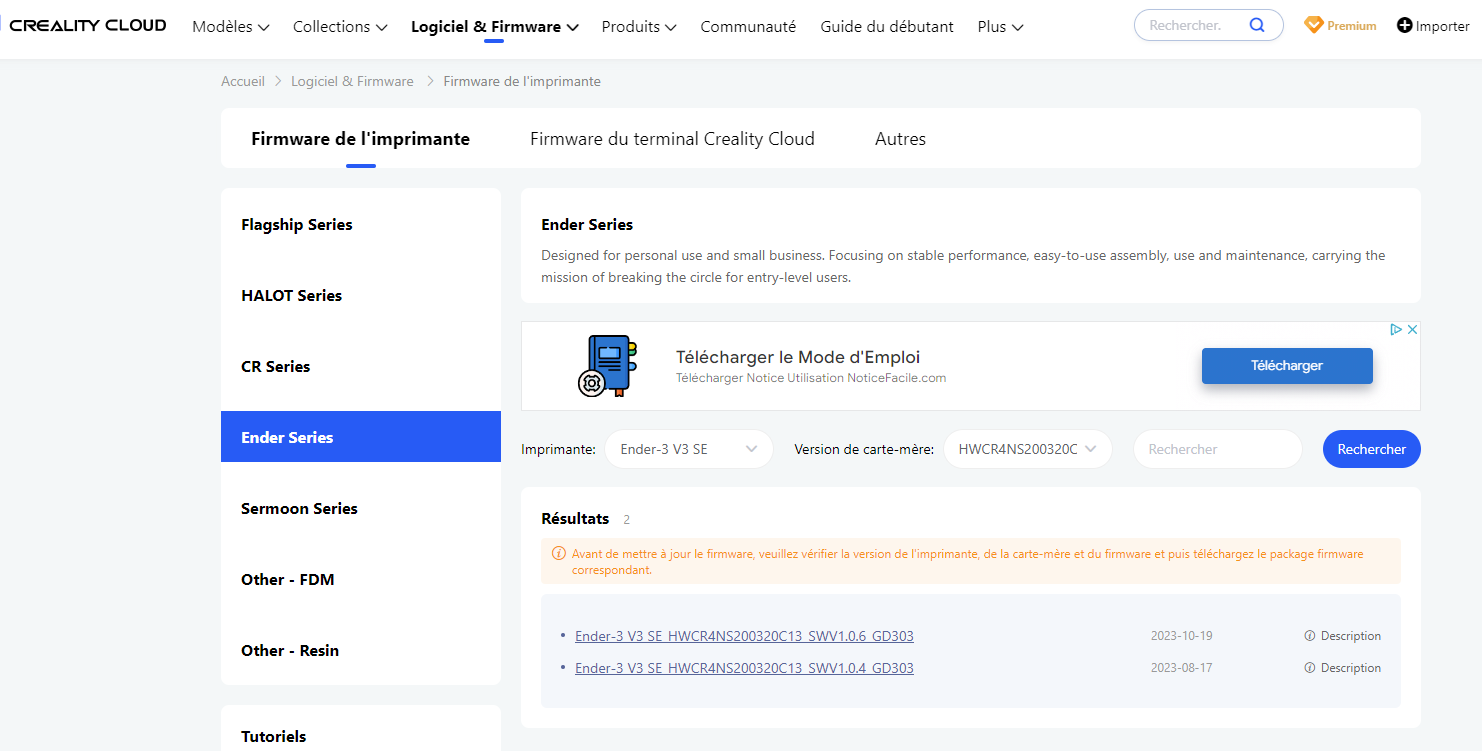
Donc après avoir décompressé Un dossier "TJC_SET" a copier sur une carte micro SD pour flasher l’écran (ne change pas le nom du dossier pour marquer qu'il a était appliqué, mais affiche bien une progression sur l’écran...) ... et un fichier "Ender-3 V3 SE_HWCR4NS200320C13_SWV1.0.6_GD303_20230915.bin" a mettre sur une carte SD pour flasher la machine. (là encore ne change pas le nom du fichier pour marquer qu'il a était appliqué ) Après flash de la machine, (rien ne nous dit vraiment que cela flash, l'animation de démarrage prend juste un moment a passer la 1er images de l'animation) puis menu choix de langue, "Tips", et lancement de la procédure qui détermine le Z-Offset et enchaîne avec le leveling ( il n'y a plus les valeur de mesure des points de palpage mais le numéro du point ... ) ... ... ... Et me voila donc avec le firmware v1.0.6 À la connexion en USB depuis Repetier Host vitesse 115200 bauds M115: Firmware Info (capacité activée si "1", désactivée si "0") M503: Report Settings M119: Endstop States ( Après un "Home" (G28) ) Et donc non toujours pas, il me semble, de capteur de fin de filament d'activé dans cette version du firmware.
 1 point
1 point -
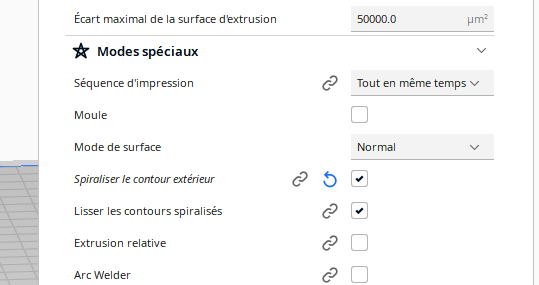
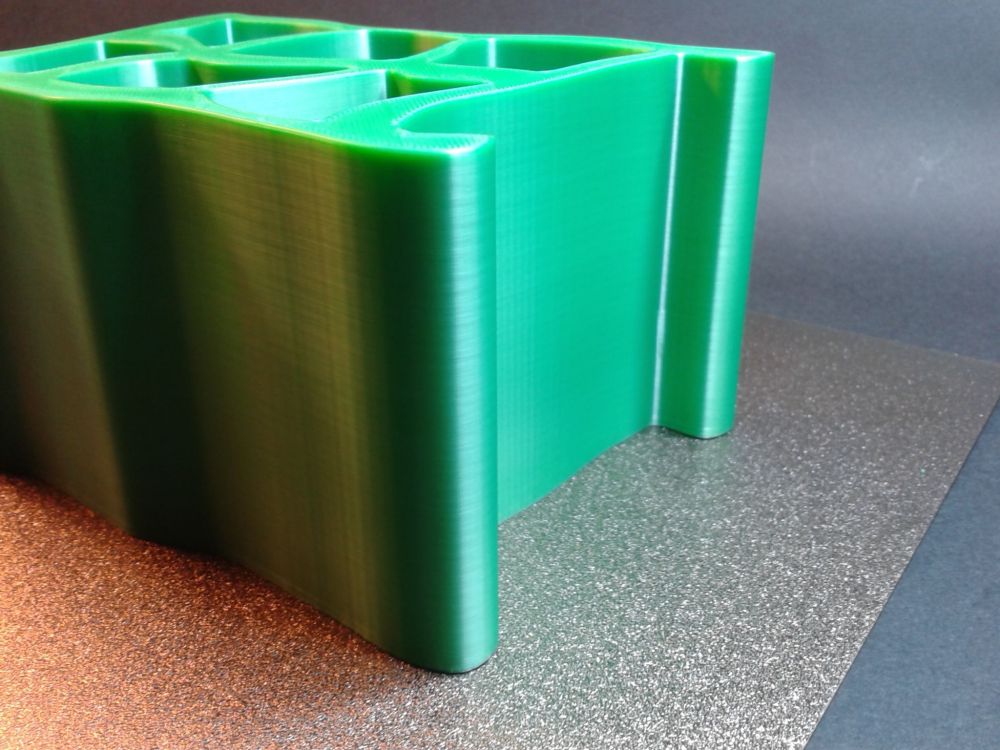
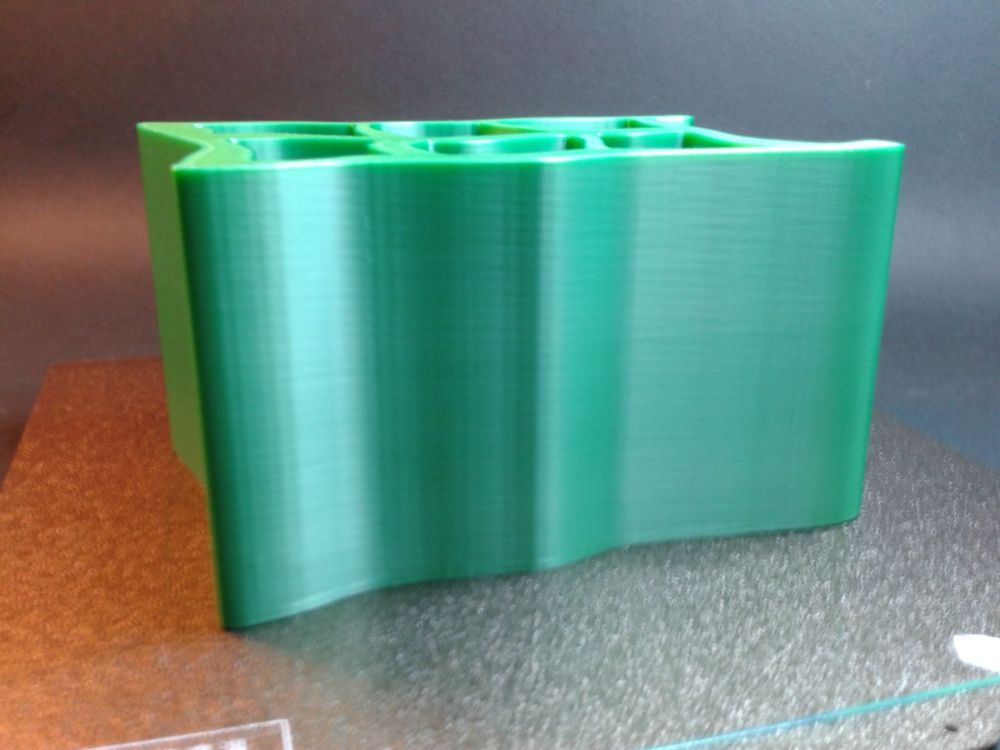
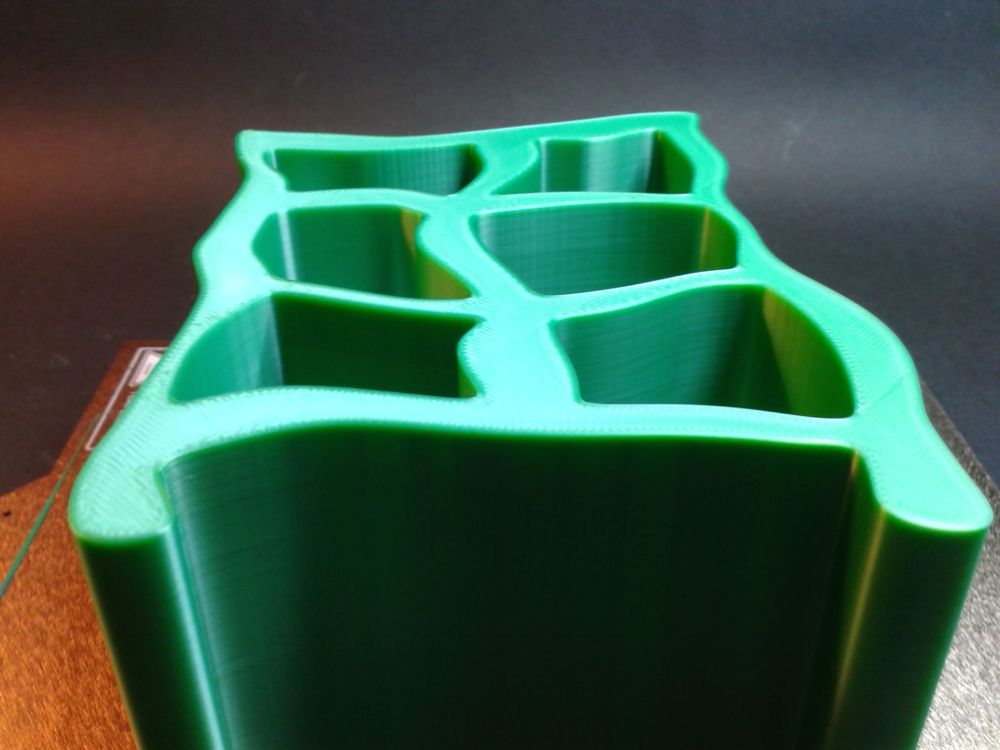
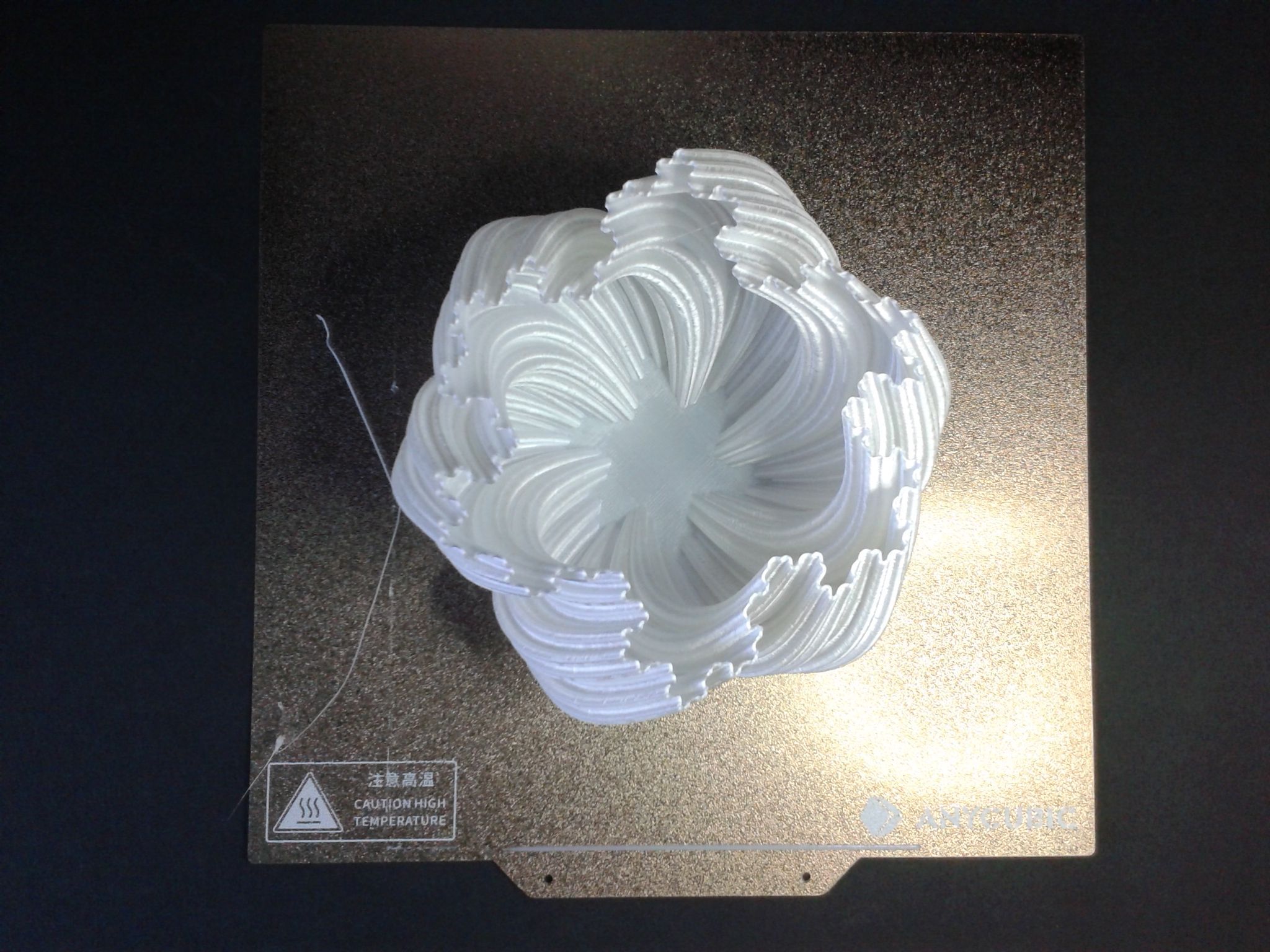
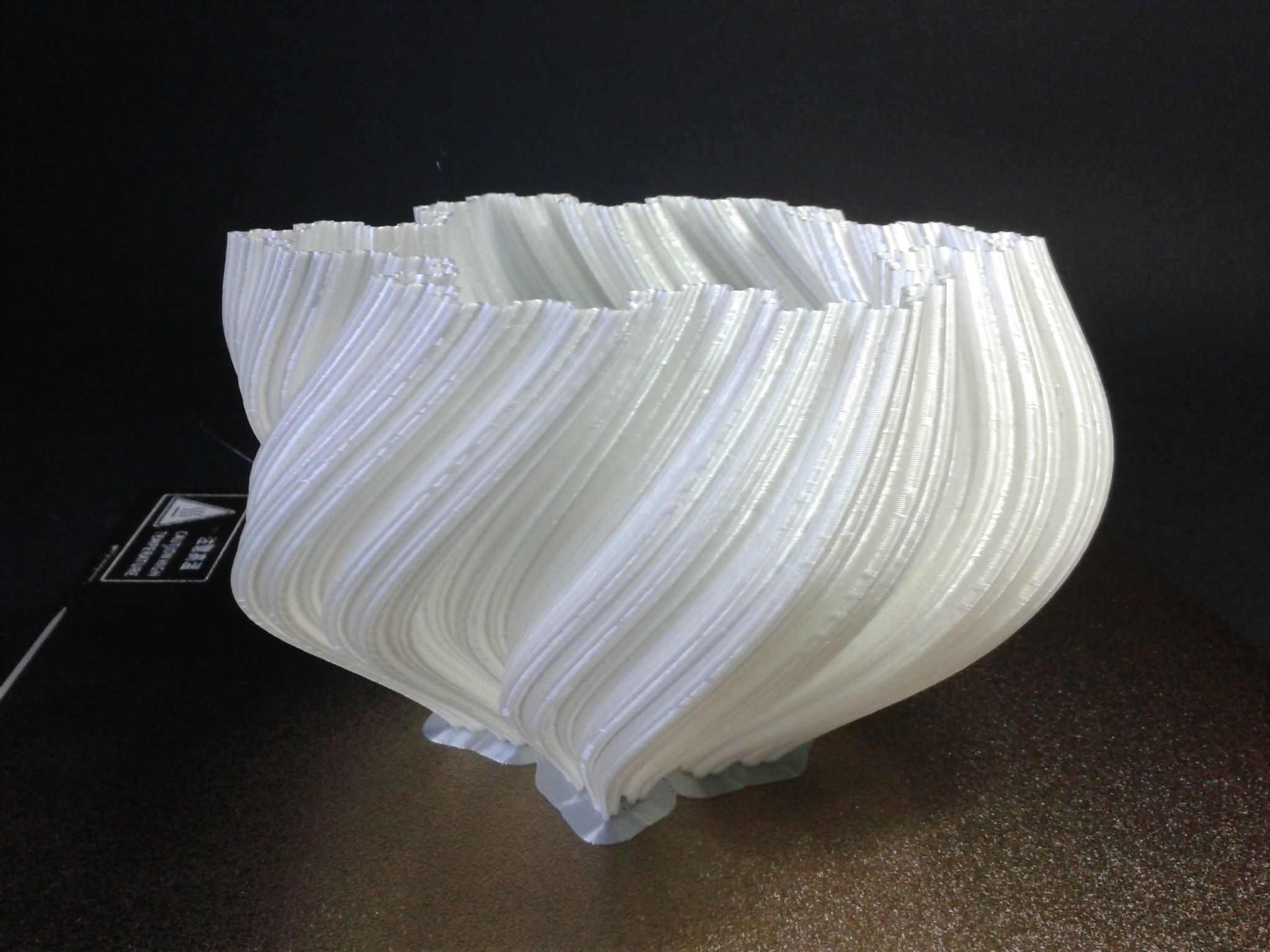
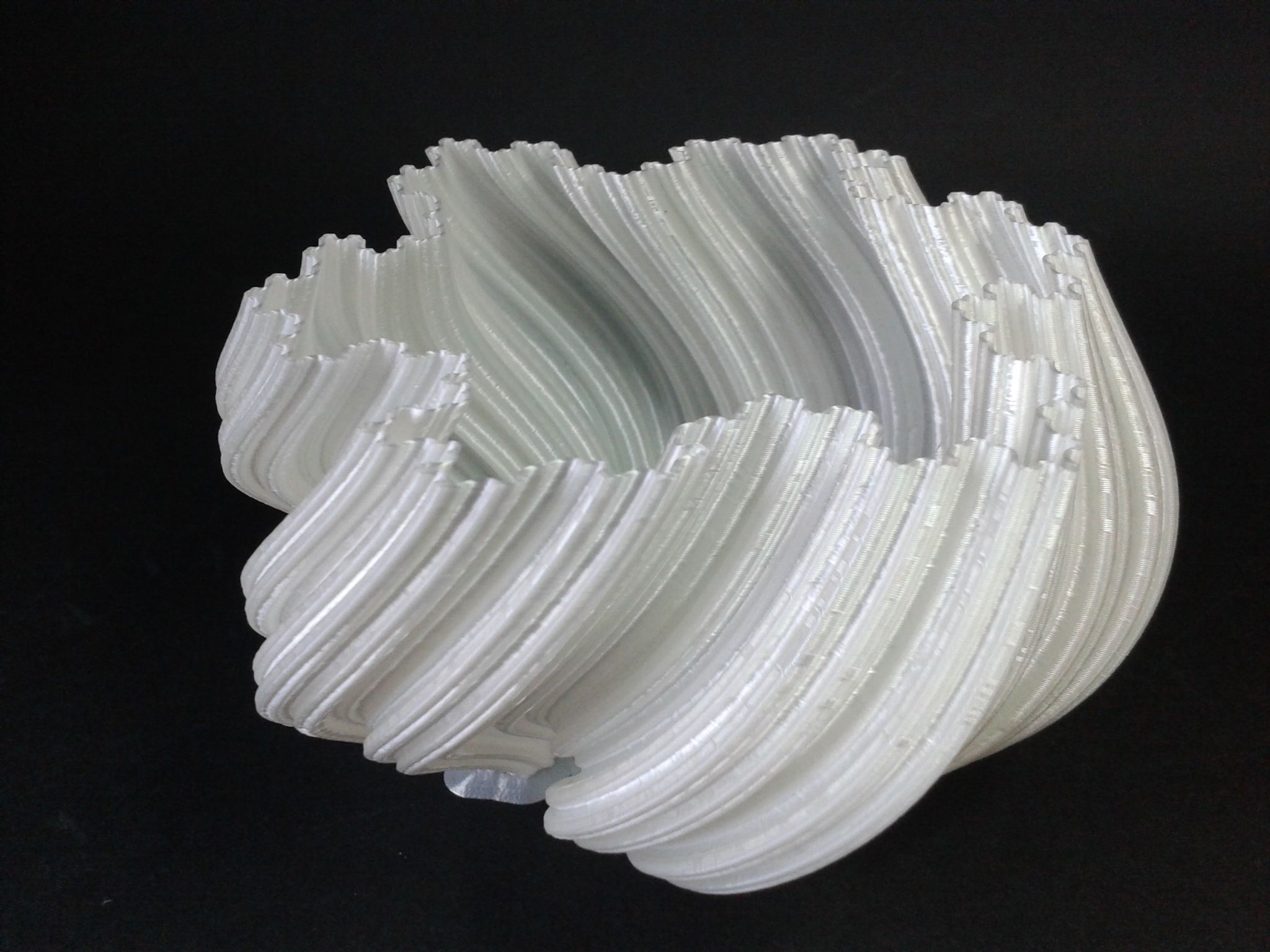
Bonsoir @TimStyx Je suppose que tu es bien en mode spirale, Avec la Ender3 v2 mes vases étanches à l'eau étaient faits en PLA, Et ils le sont restés, souvent le défaut d'étanchéité est à la jonction du socle et la partie vase. comme le fond peut aussi poser problème, prèvoir une couche de dessous assez épaisse type 10 couches. Pour certains modèles qui n'étaient pas étanches, j'ai passé sur le bas une couche de vernis incolore que j'avais sous la main. Les modèles de vase avec des changements brusque de direction de la buse (ex angles aigus) ne sont favorables à des pièces étanches. Mes quelques essais en PETG pas concluant pour l'étanchéité, même avec un bel aspect. D'une façon générale pour le mode vase (étanche), diminuer la vitesse d'impression, on peut demander une largeur de ligne plus grande (0.42_0.44) pour une buse de 0.4mm, augmenter le débit 110%, par exemple. (être plutôt en surextrusion qu'en sous..) Pour le PETG qui est assez fluide, selon les données fabriquant ne pas monter trop haut en température. La ender3 V2 néo, il me semble a un heatbreak traversant avec le tube PTFE en contact avec la buse, à 245 °C, ton tube PTFE va souffrir. Essaie aussi en diminuant la ventilation du filament, Tu dois avoir une ventilation de filament qui ne sort que d'un côté, et qui peut pousser un filament trop fluide de façon asymétrique.
 1 point
1 point -
Bon alors je pense avoir trouvé l'origine du problème... Le coupable est la sonde de température A 220°C c'est pas encore ça... Je viens de lancer une impression avec une température de buse de 210°C, et c'est OK ; les deux premières couches sont juste à peine un peu trop mates, mais l'impression est propre et sans stringing, d'un aspect brillante, et sans problème d'adhésion. Le carton de la bobine de filament indique une plaque de température de 240°C à 260°C Donc il faut que je règle mon imprimante à 210°C pour avoir... dans les 260°C Je précise que la sonde de température en question est une "Prusa Original", car je l'ai récupéré du kit du MMU V1 Prusa que j'avais acheté en même temps que l'imprimante et jamais monté... 50°C d'erreur sur une sonde de température c'est trop. Surtout que dans mon cas, la température est sous-estimée, donc si j'imprime avec un filament haute température il y a un risque d'abîmer l'imprimante avec une surchauffe Que dire ? - Soit je n'ai pas eu de bol avec un exemplaire hors tolérance - mais j'avais déjà constaté que les températures étaient loin d'êtres précises avant sur mon imprimante - Soit la réputation de Prusa est surfaite et tous les composants de leurs imprimantes sont loin d'être "haut de gamme bien meilleurs que les clones chinois pourris" Le pire c'est qu'il semble bien qu'il ne soit pas possible de "calibrer" l'imprimante pour corriger l'erreur systématique de la sonde. Il faut : - soit modifier ses paramètres de GCODE via le slicer - soit, à chaque impression, modifier la température avec la fonction TUNE Certes je veux bien comprendre que Prusa ai eut des problèmes d'approvisionnement de sonde de qualité, mais dans ce cas ça devrait au moins être mentionné dans la doc, avec des indications pour calibrer son imprimantes et une fonction de calibrage dans le firmware. Trouver la solution n'a pas été évident, car en tant qu'utilisateur il m'a fallu "oser" régler une température à 210°C avec un filament dont la notice indique une plage de 240°C à 260°C - alors oui certains dirons "no risk no fun" mais quand même Cher Joseph Prusa : c'est bien beau de pleurer contre les "méchants" de Bambu Lab mais s'ils font du clef en main alors que tes imprimantes restent des prototypes ce n'est pas étonnant... A bientôt1 point
-
bonsoir,@PPAC bon apres un petit souci d'ordi me revoila, et c'est bon tout est regle, c'etait le ABL(3dtouch) qui etait hs, merci a vous deux @MrMagounet1 point
-
Une mise à jour du firmware datée de ce jour est sortie. Ender-3 V3 SE_HWCR4NS200320C13_SWV1.0.6_GD303.zip
 1 point
1 point -
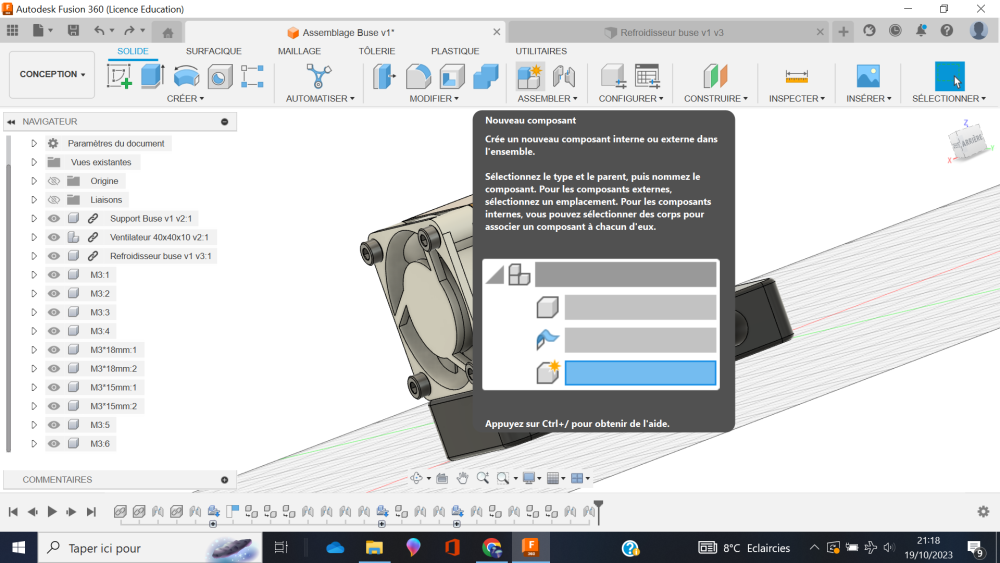
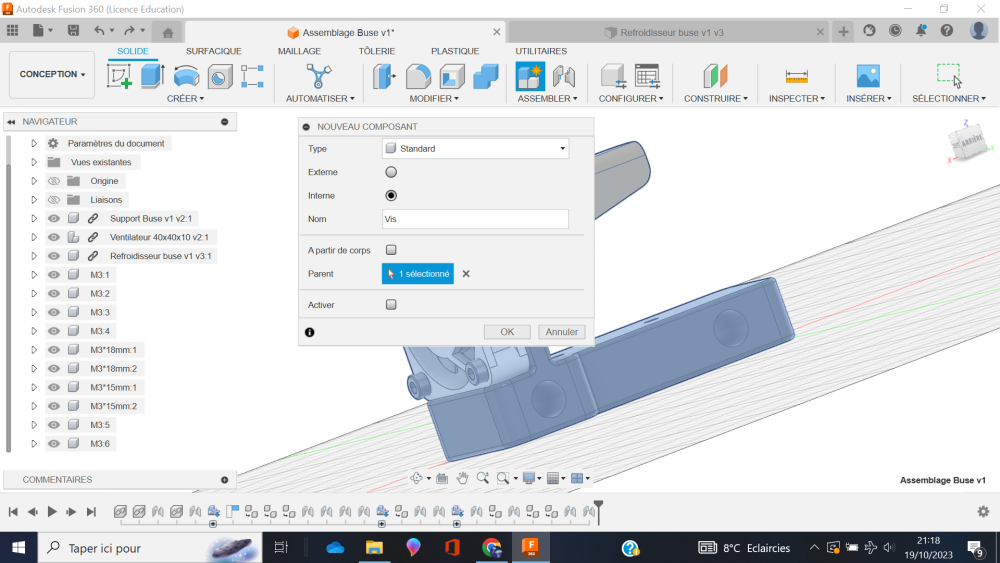
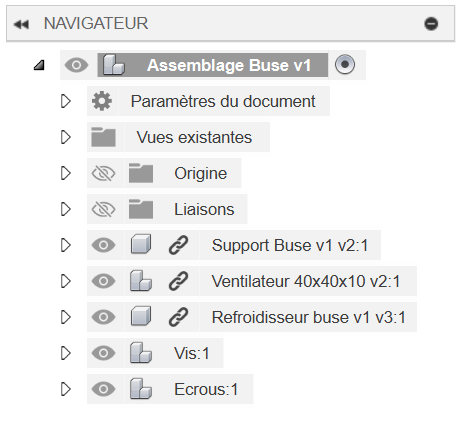
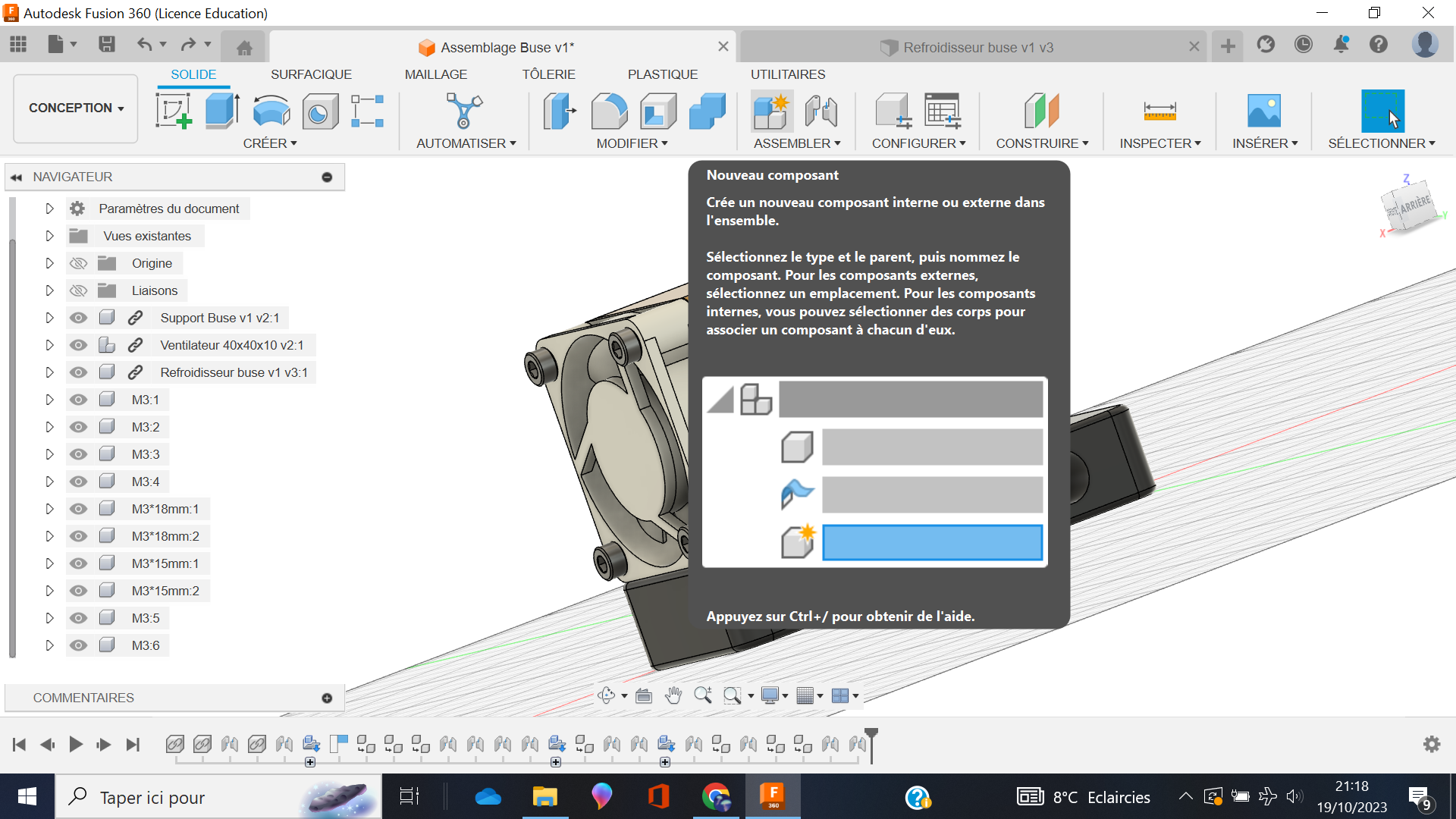
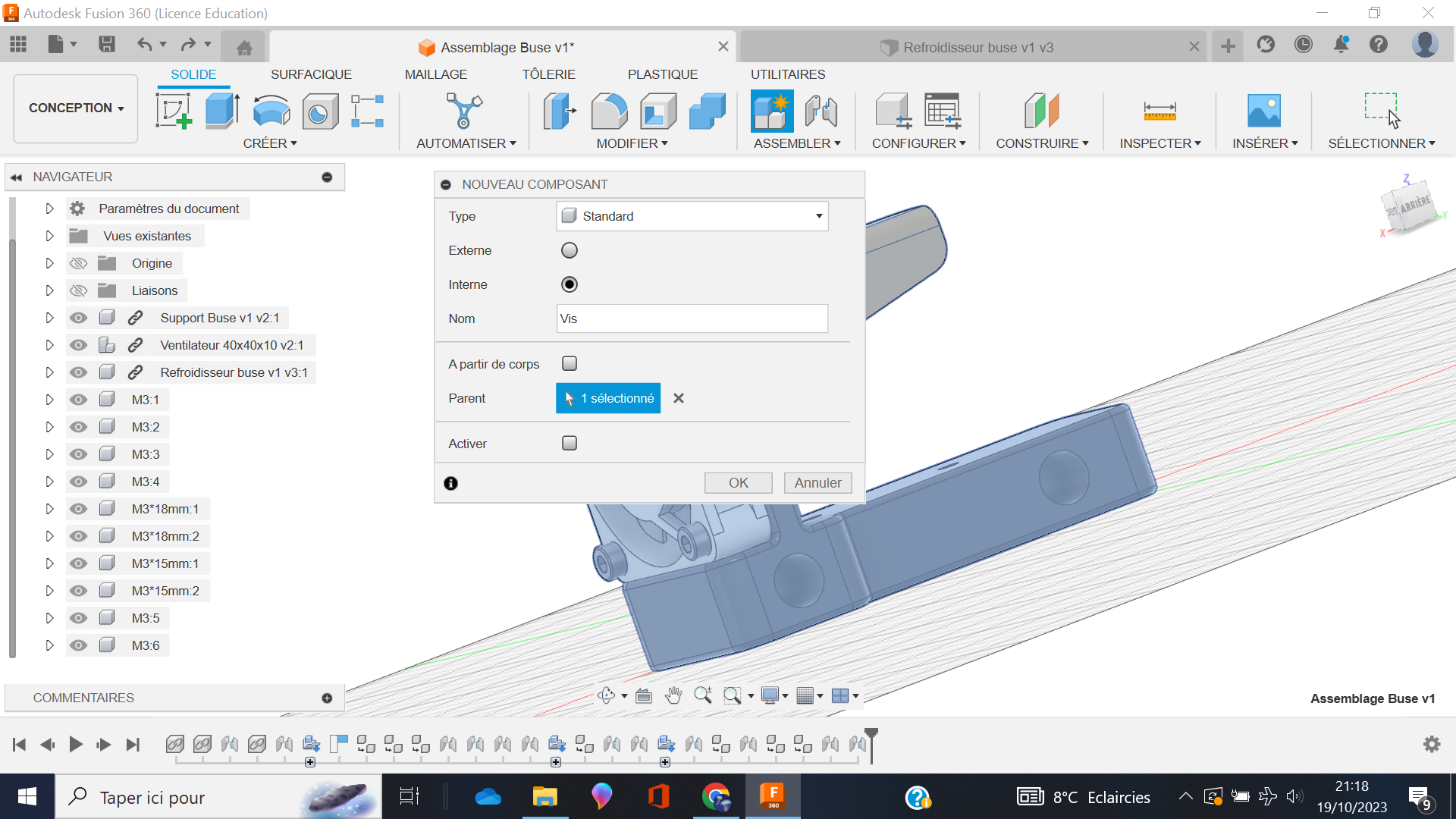
Bonjour à tous, J'aimerais bien avoir un arbre de construction "clair" et propre, existe t-il un moyen de regrouper les pièces dans un dossier, sur lequel on pourrait cliquer pour le développer ? Voici mon arbre, il y a 6 écrous et 4 vis, je cherche à regrouper les vis et les écrous dans deux "boites" développable avec la souris. Merci à tous ! --- Je viens de trouver, j'aurais du trifouiller plus longtemps avant de demander... Je me réponds à moi même: Touche "Nouveau composant" = Ensuite faire glisser les composants dans le nouveau dossier: Et voilà, tout beau tout propre !

 1 point
1 point -
Salut, Quand j'étais en bowden j'avais mis le OMG v2S... J'en ai un bon souvenir.1 point
-
Purée, @electroremy tu viens de faire une incroyable découverte. pour info, c’est vrai dans tous les domaines avec des logiciels de même utilité.1 point
-
Tout a été remonté et tout fonctionne. Merci @MrMagounet pour l'aide et les précieux conseils. Je retenterai avec un "vrai" BLTouch. D'ailleurs si quelqu'un a un site pour l'acheter je prends Merci1 point
-
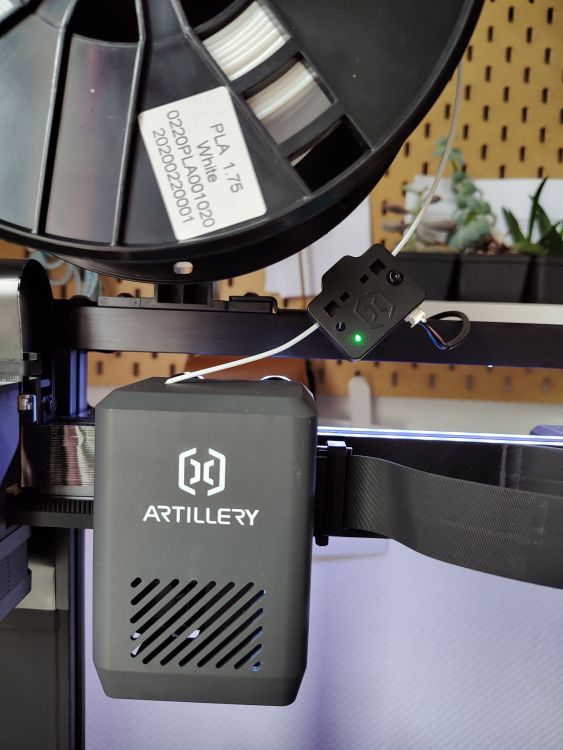
J'etais en déplacement pro, du coup j'intervient que maintenant Alors très honnêtement comme je l'ai souvent dit depuis très longtemps Les artillery sont pas les pires machine elles ont un prix très bas les X2 leur avantage premier est celui ci. Pour autant elles sont loin d'être parfaite et l'un des plus gros soucis est le 3dtouch pourris qui avait été choisir par artillery, il est a des optimisation et option absente mais rien qui empêche de bien imprimer cote soft donc même avec les firmawre d'origine on peu avoir du bon print sans soucis. Mais il y a des soucis de qualité de choix de certain composant le 3Dtouch oui, les endstop mecanique qui on pris place depuis la 2 eme vague de X2 et qui sont moins fiable, la fiabilité de certain driver qui pose régulièrement soucis. Généralement l'Erreur M999 survient dans 2 cas soit un soucis de branchement soit un soucis matériel du 3Dtouch lancer un M999 réinitialise la procédure mais résout rarement le soucis (cela arrivait parfois sur des 3touch d'avoir une erreur aléatoire et un M999 solutionnait parfois le soucis mais c'est relativement rare) Après que ce soit @PPAC, moi même ou d'autre membre actif du forum on essayera de t'aider a trouver la solution autant que possible, sans remettre la faute sur tes compétence ou juste dire c'est de la merde, perso je argumente et essaie d'expliqué autant que possible le pourquoi du comment quand je le peux, et si je ne sais pas au finale je le dis aussi parfois a distance c'est pas toujours facile de trouver une solution faut être honnête1 point
-
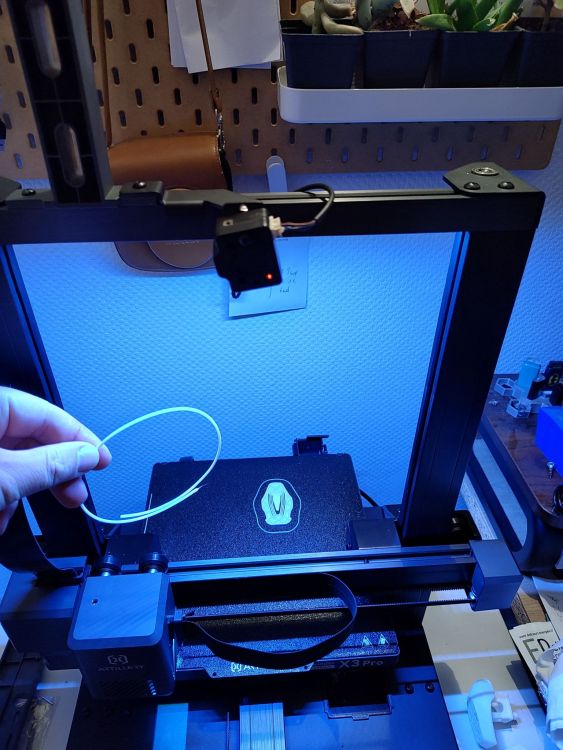
L'imprimante doit être placer sur l'emplacement ou elle sera utilisé le but est de compensé si besoin la résonnance de l'environnement aussi faut juste prendre en compte si tu es sur un une table en plastic cheap qui bouge dans tous les sens que l'input shapping viendra très très fortement brider les accélérations max de l'imprimante, donc l'emplacement des machine rapide est primordiale pour conserver des accélération et vitesse importante. Après les procédure diverge suivant si la machine est sous marlin, Klipper ou autre firmware proprietaire donc la a voir ce que t'indique la doc de la X3 pro ?1 point
-
Bonjour, merci pour vos retours, je viens de recevoir la bête. Je veux dans un premier temps faire les tests sortis de la boite tous les fichiers imprimés sont déjà sur la sd. Non, je n'ai pas le STL du chat derrière J'ai prévu de faire toutes les calibrations, extrudeur, etc. N'ayant pas encore testé d'imprimante haute vélocité ;-)(but personnel placé cette réplique dans l'article ou la vidéo), je vais devoir me pencher sur les paramètres et calibration de la compensation de résonance (l'input shaping), avez-vous des tips? Merci de vos conseils précieux. Bonne journée
 1 point
1 point -
Pour le carrelage c'est chez BricoDépot. 5.5 euros le m² de carreau blanc en 15x15, soit 13cts l'unité. Existe en 20x20 pour 2 euros de plus le m². Pour l'ardoise de récup je vais directement chez le couvreur du village, c'est gratuit, alors qu'il paye pour aller à la déchèterie.1 point
-
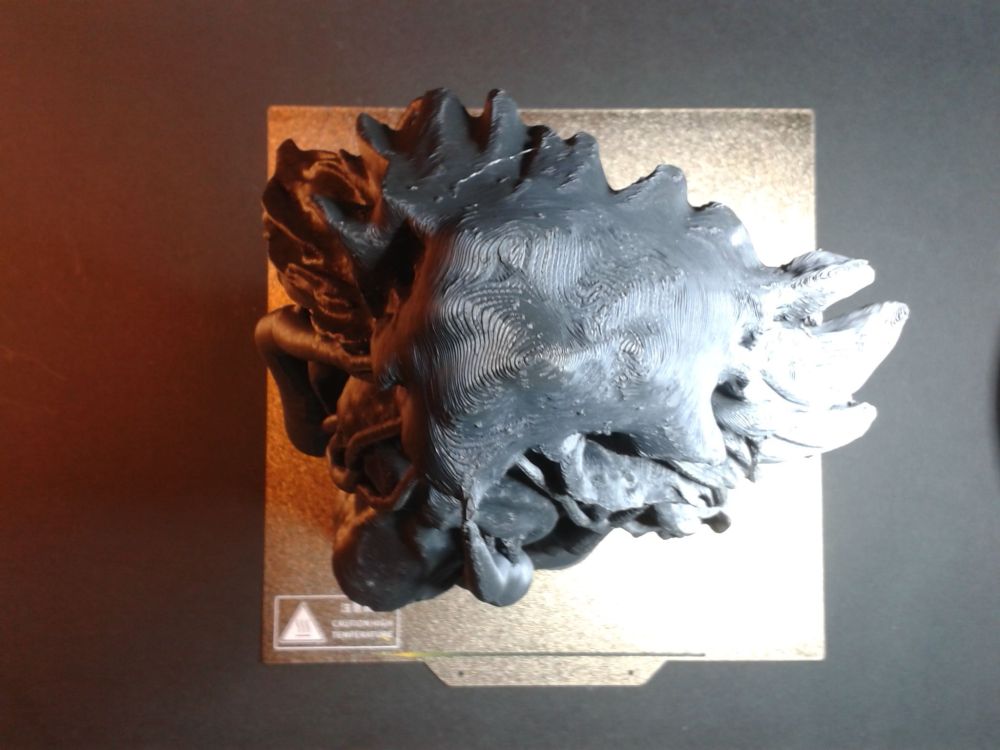
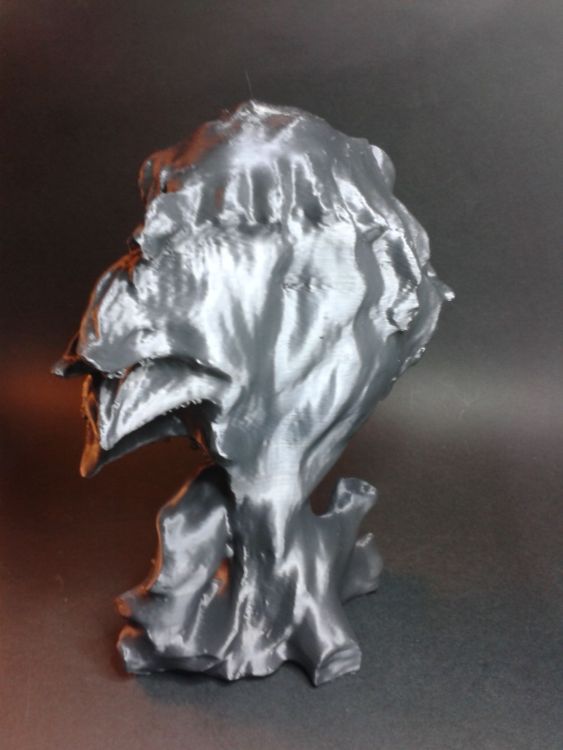
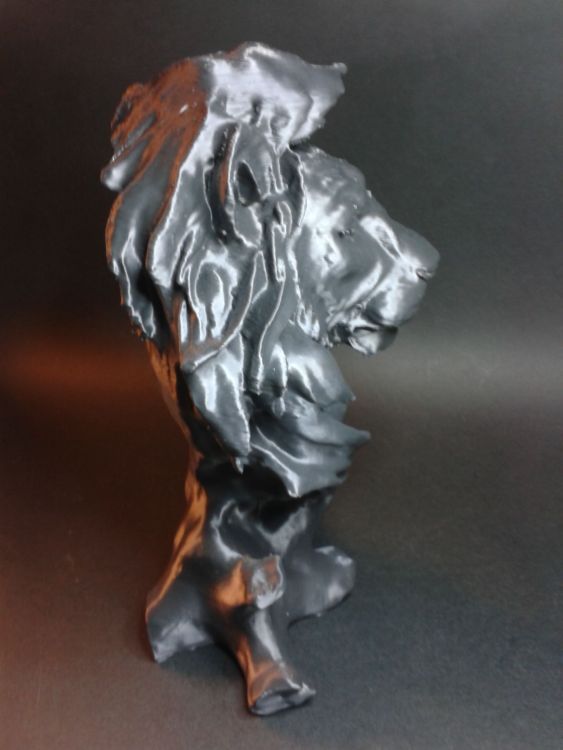
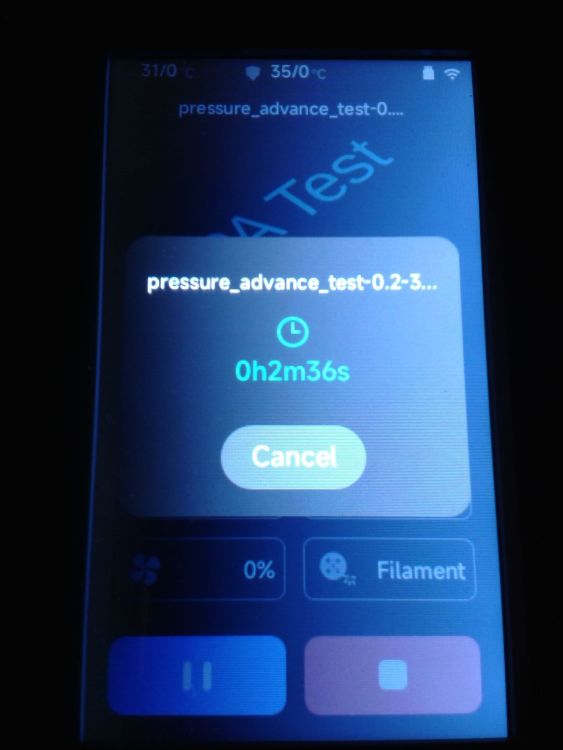
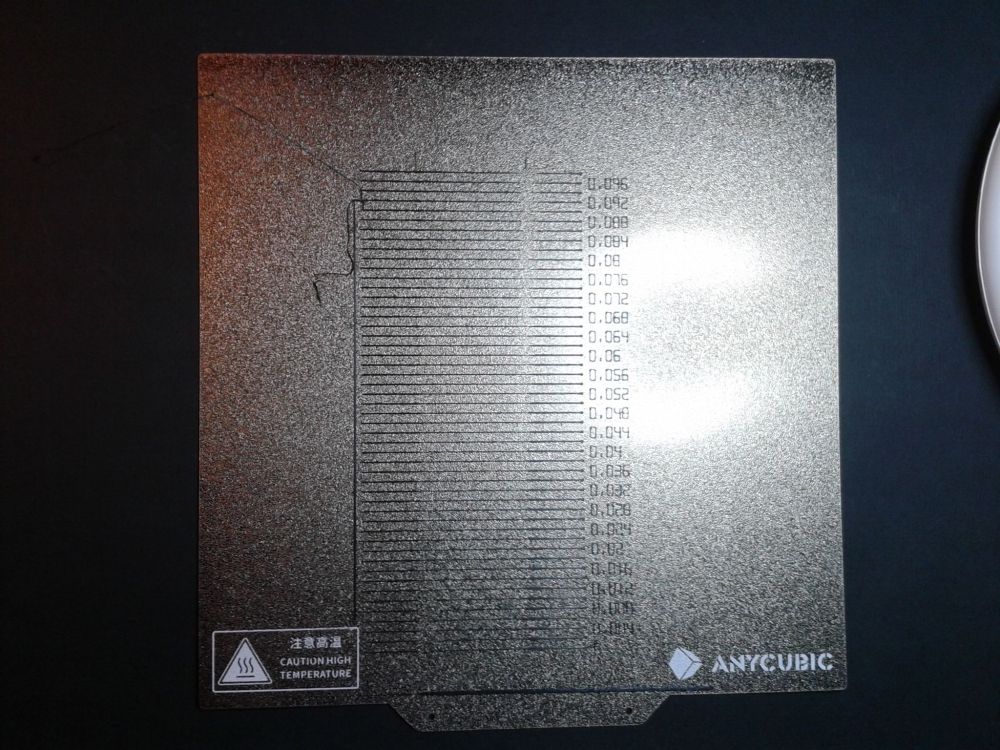
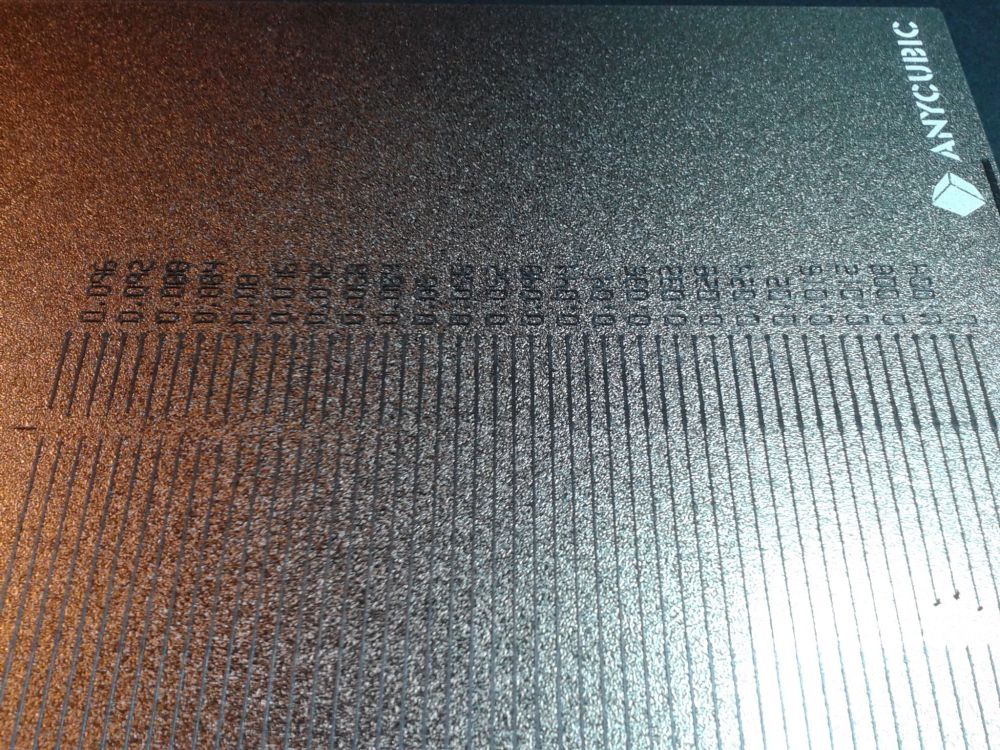
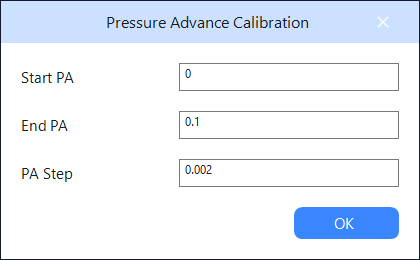
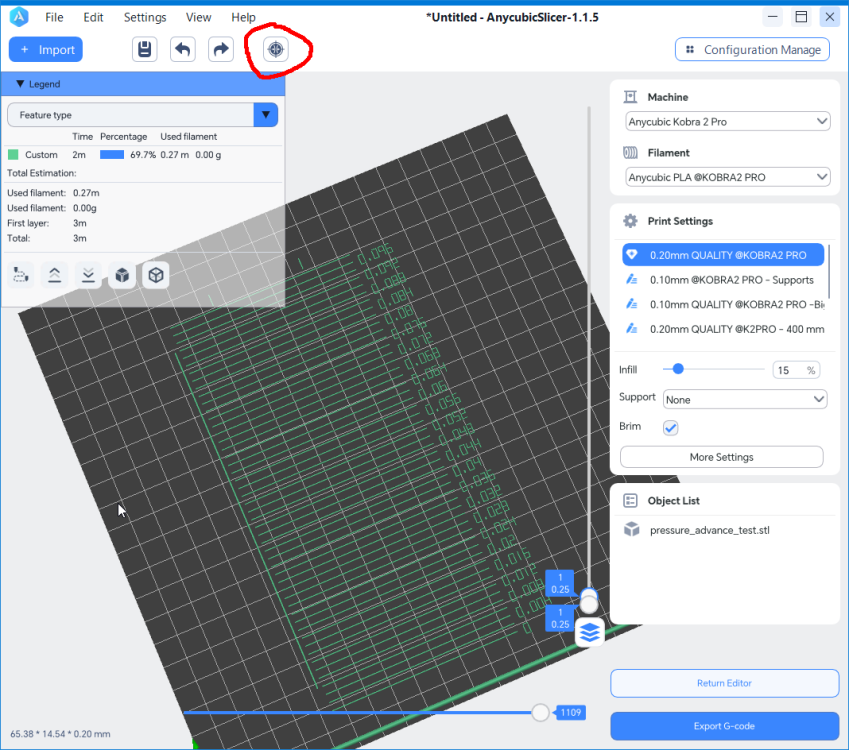
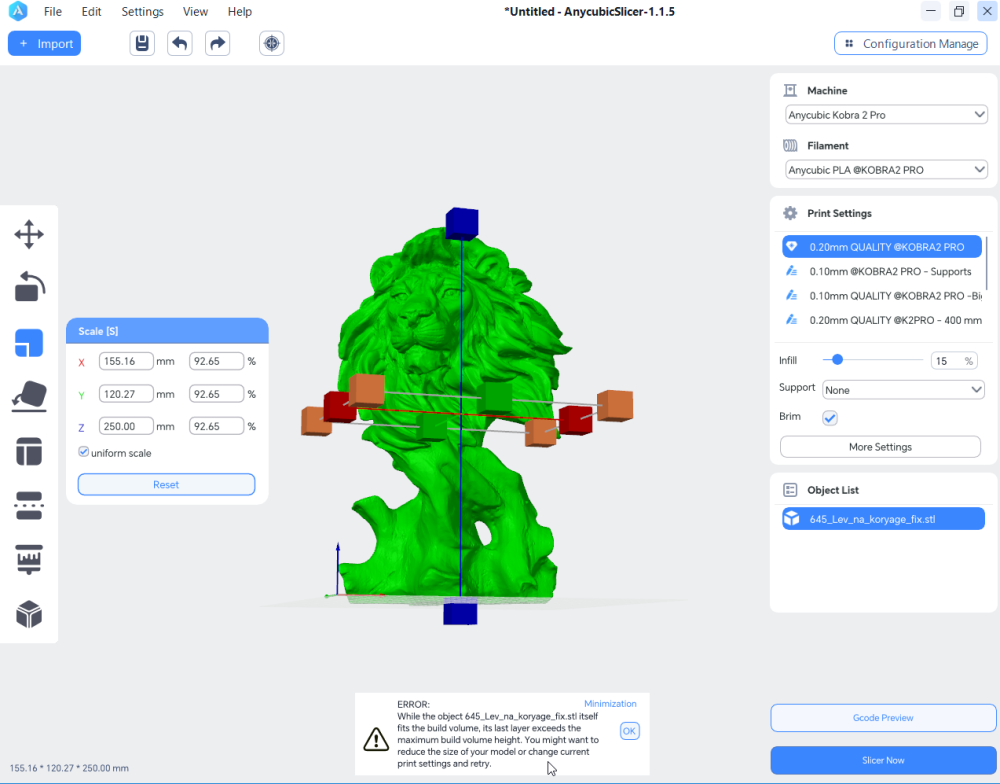
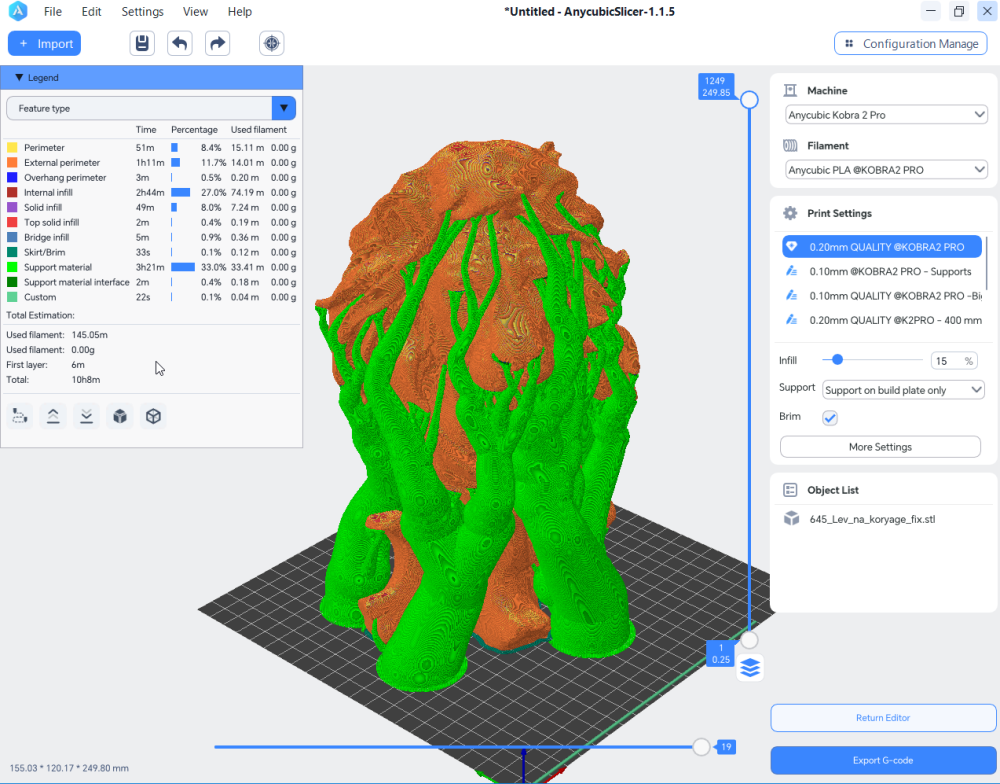
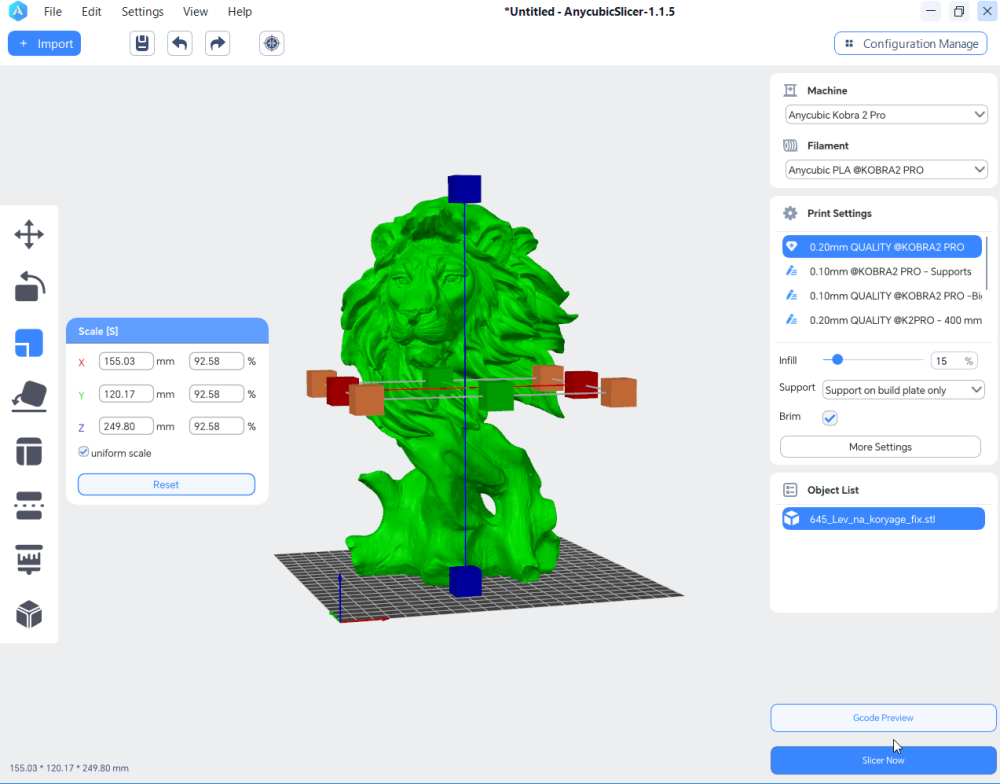
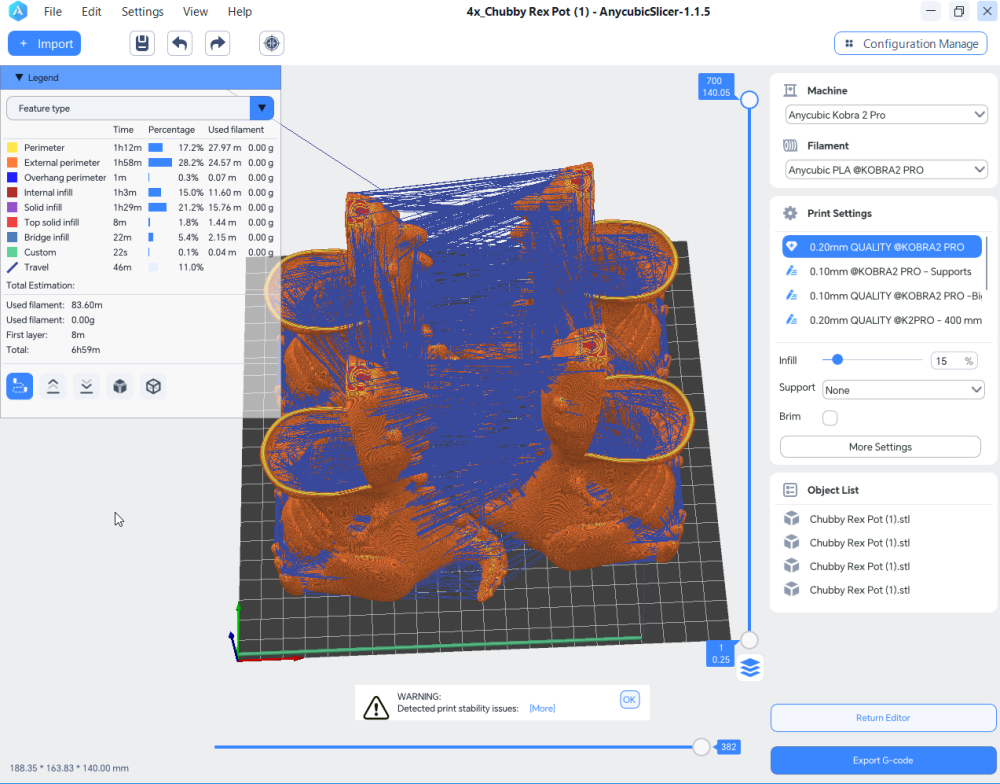
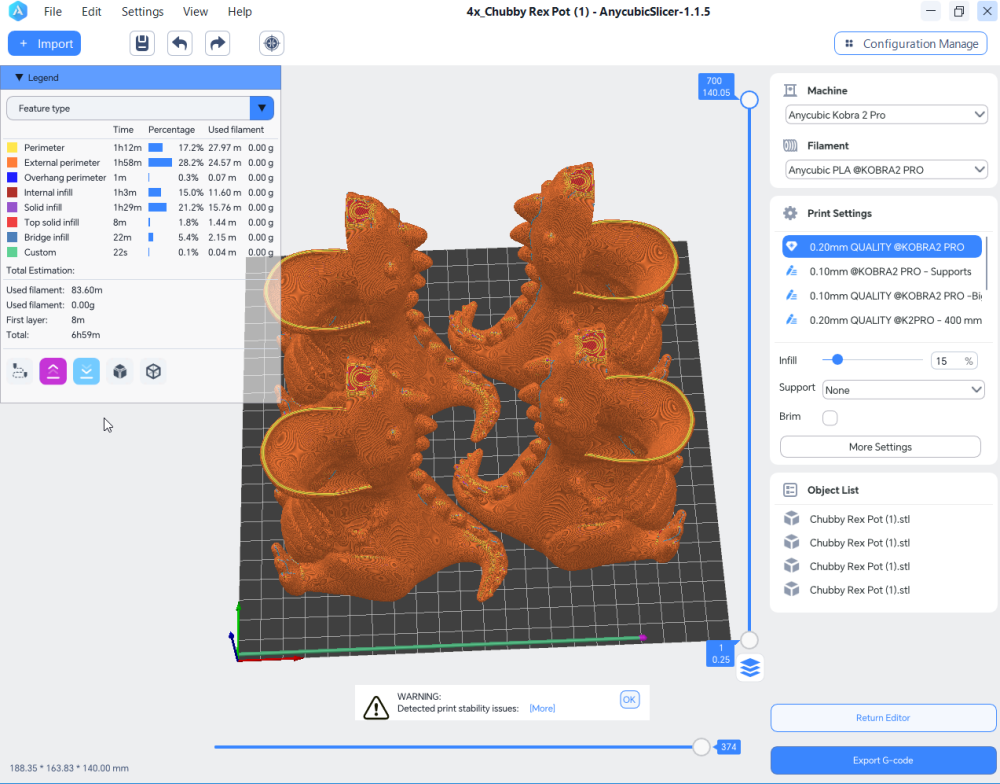
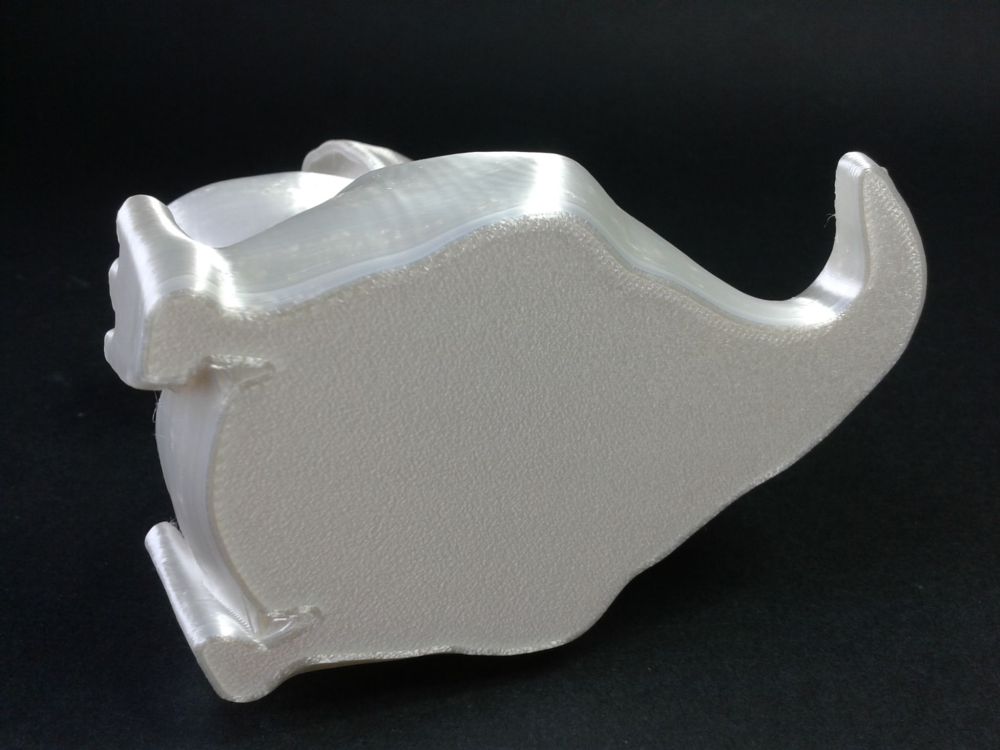
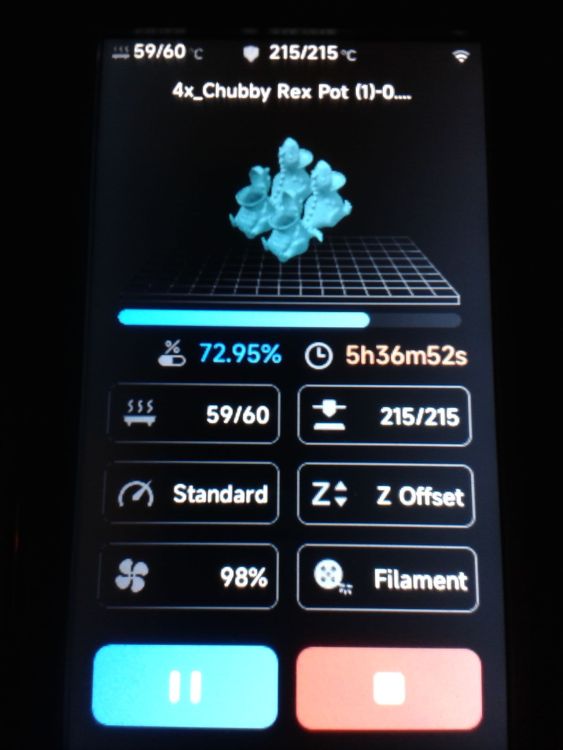
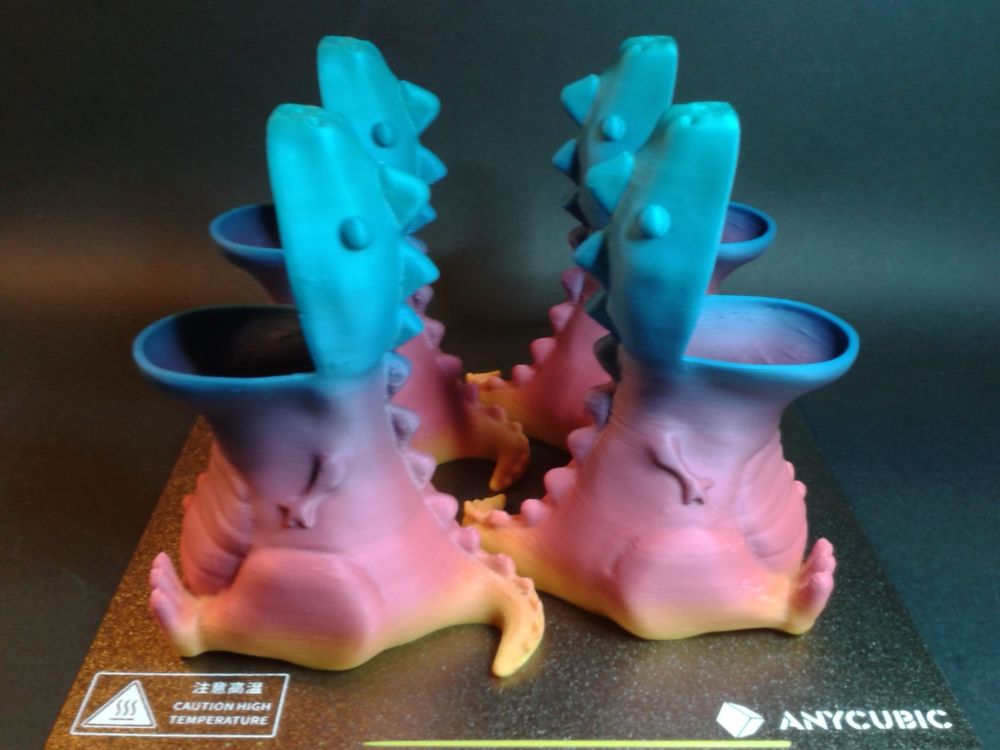
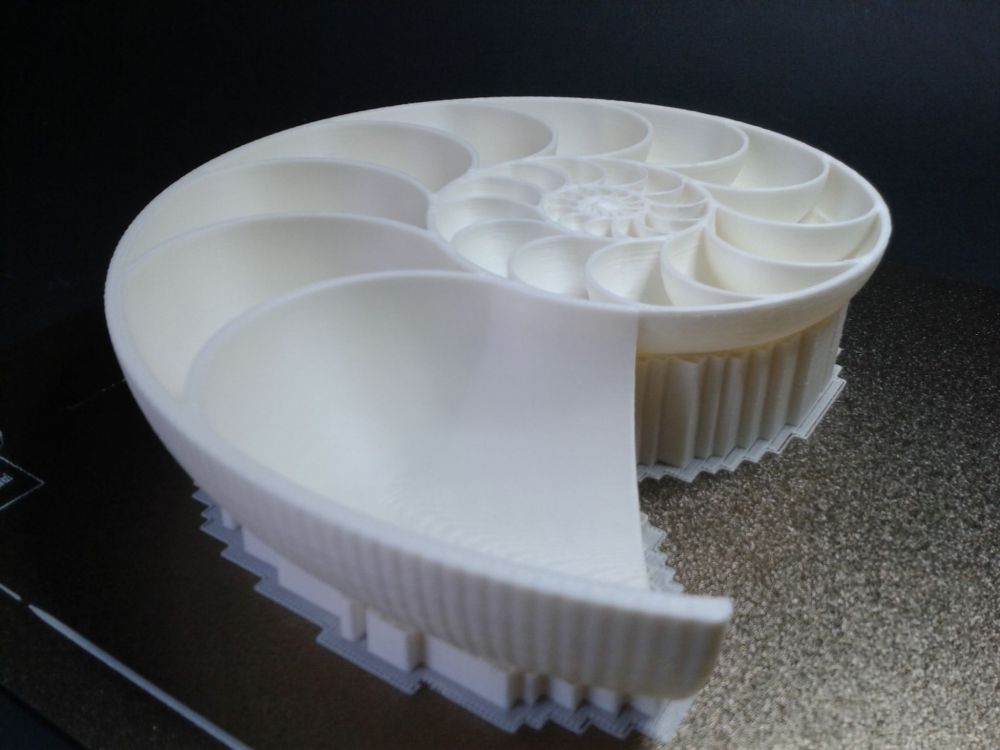
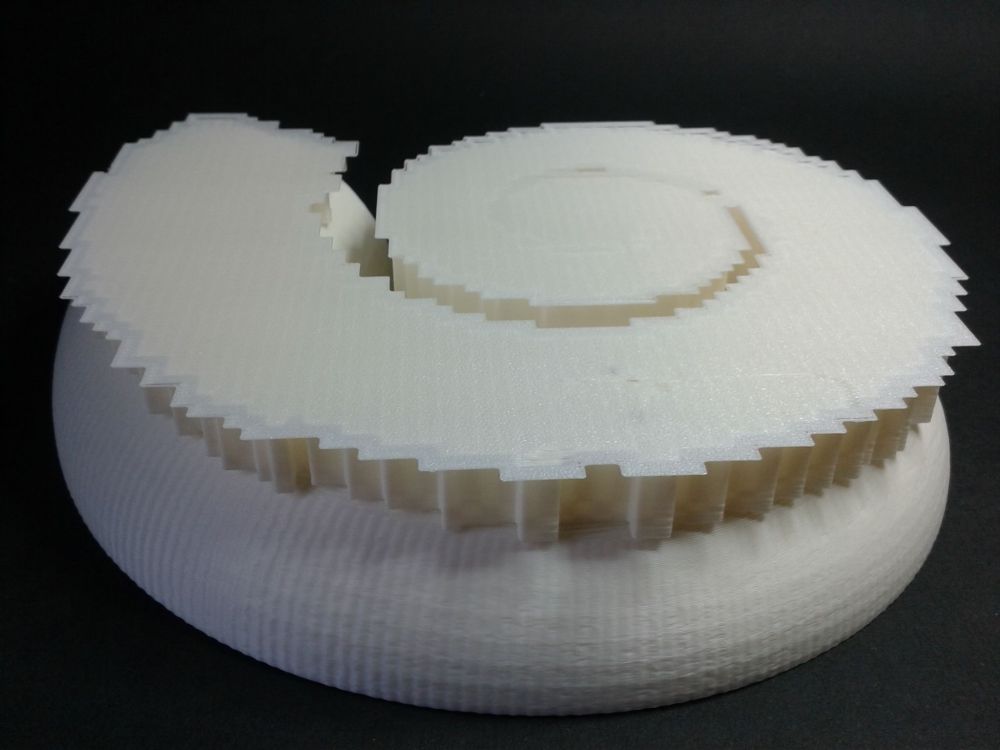
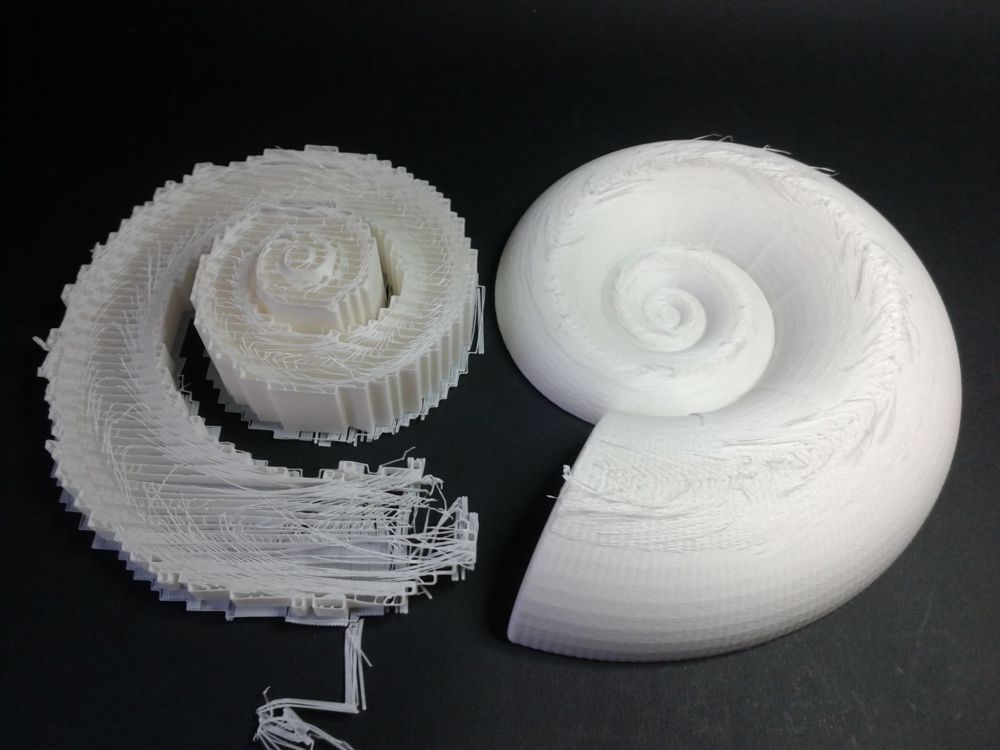
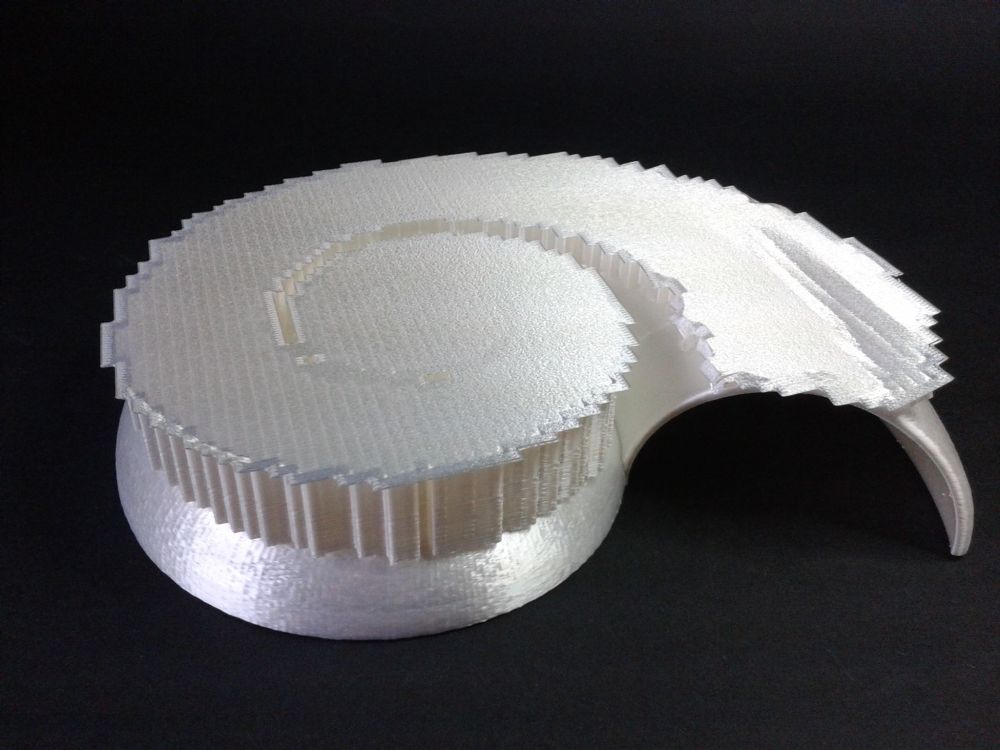
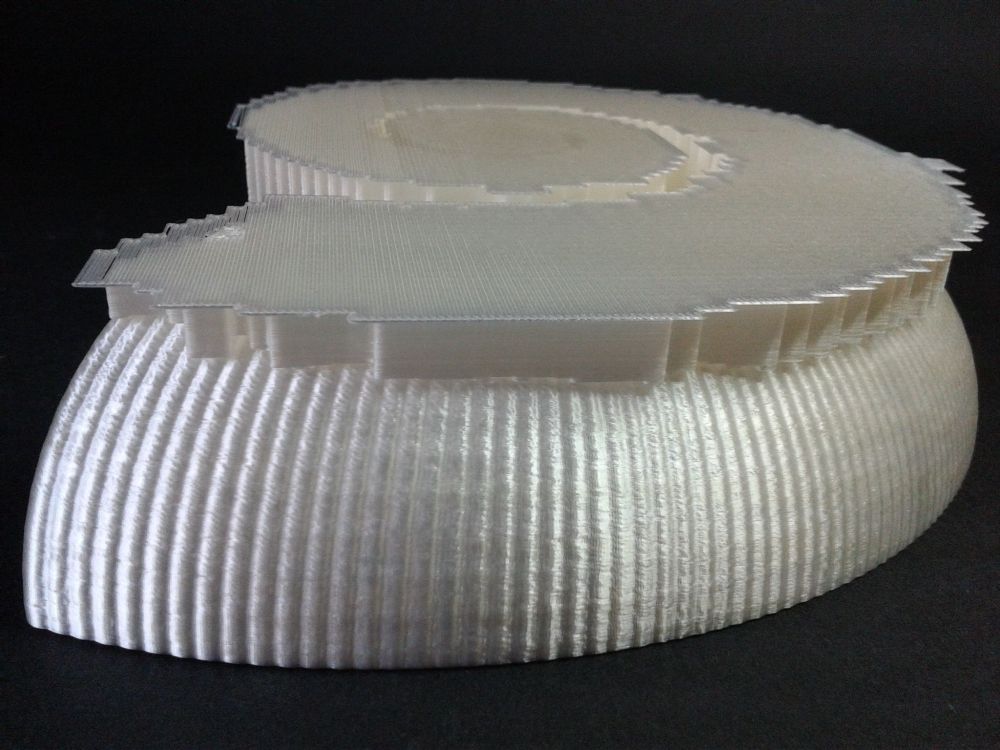
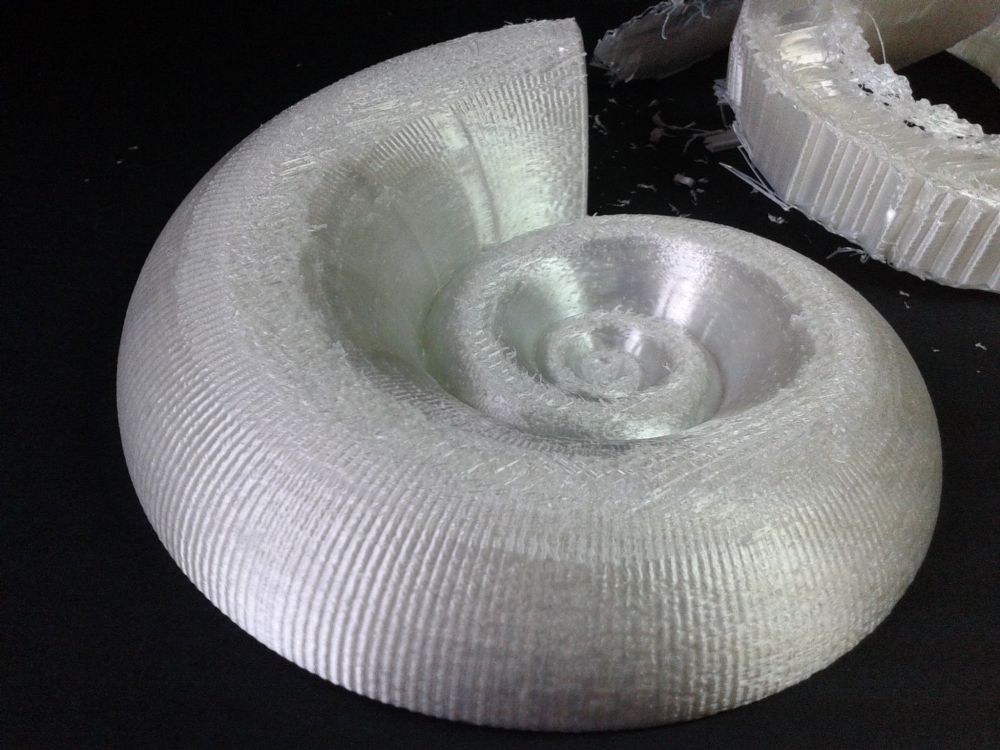
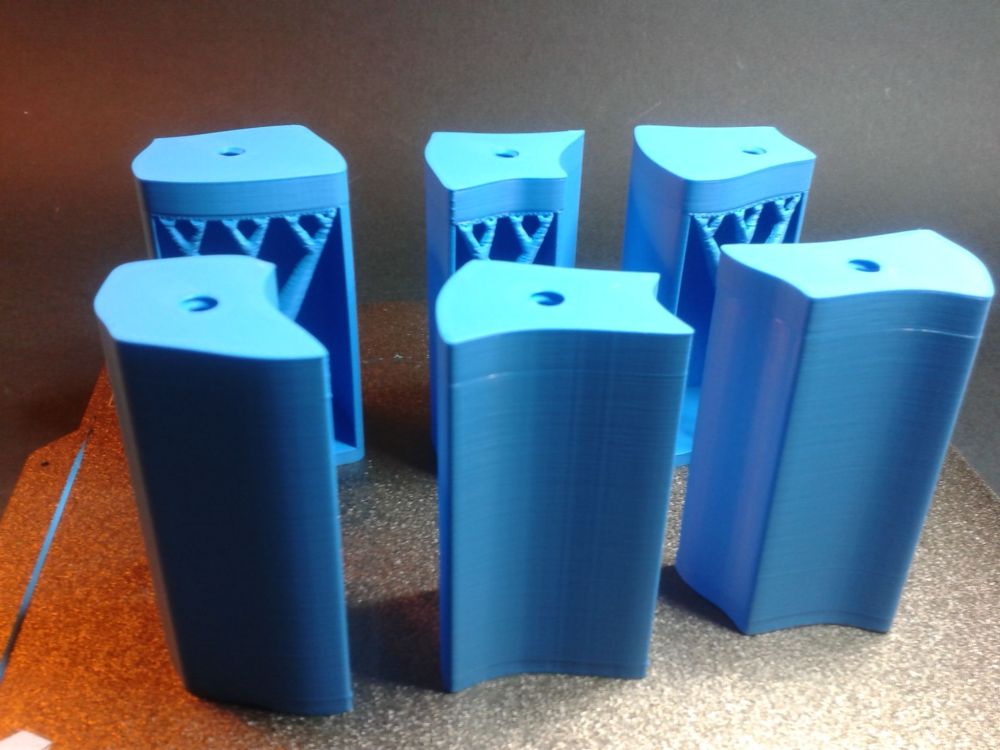
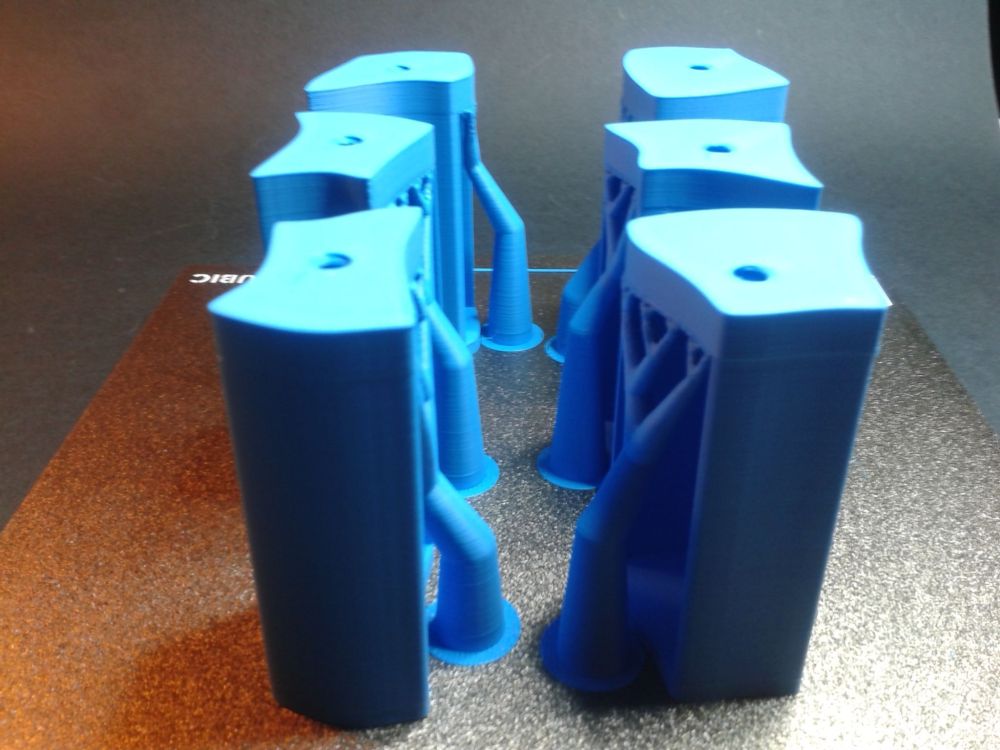
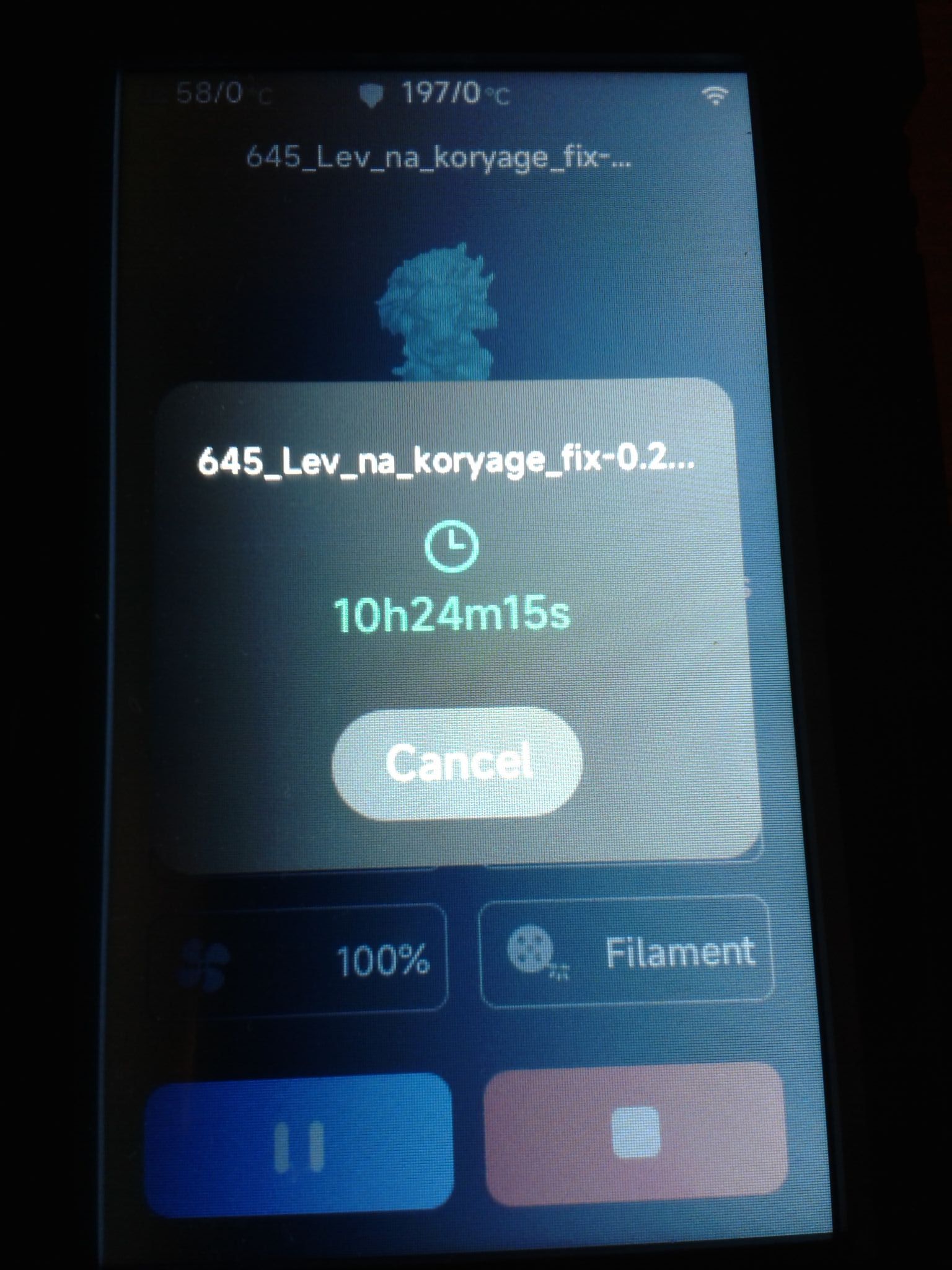
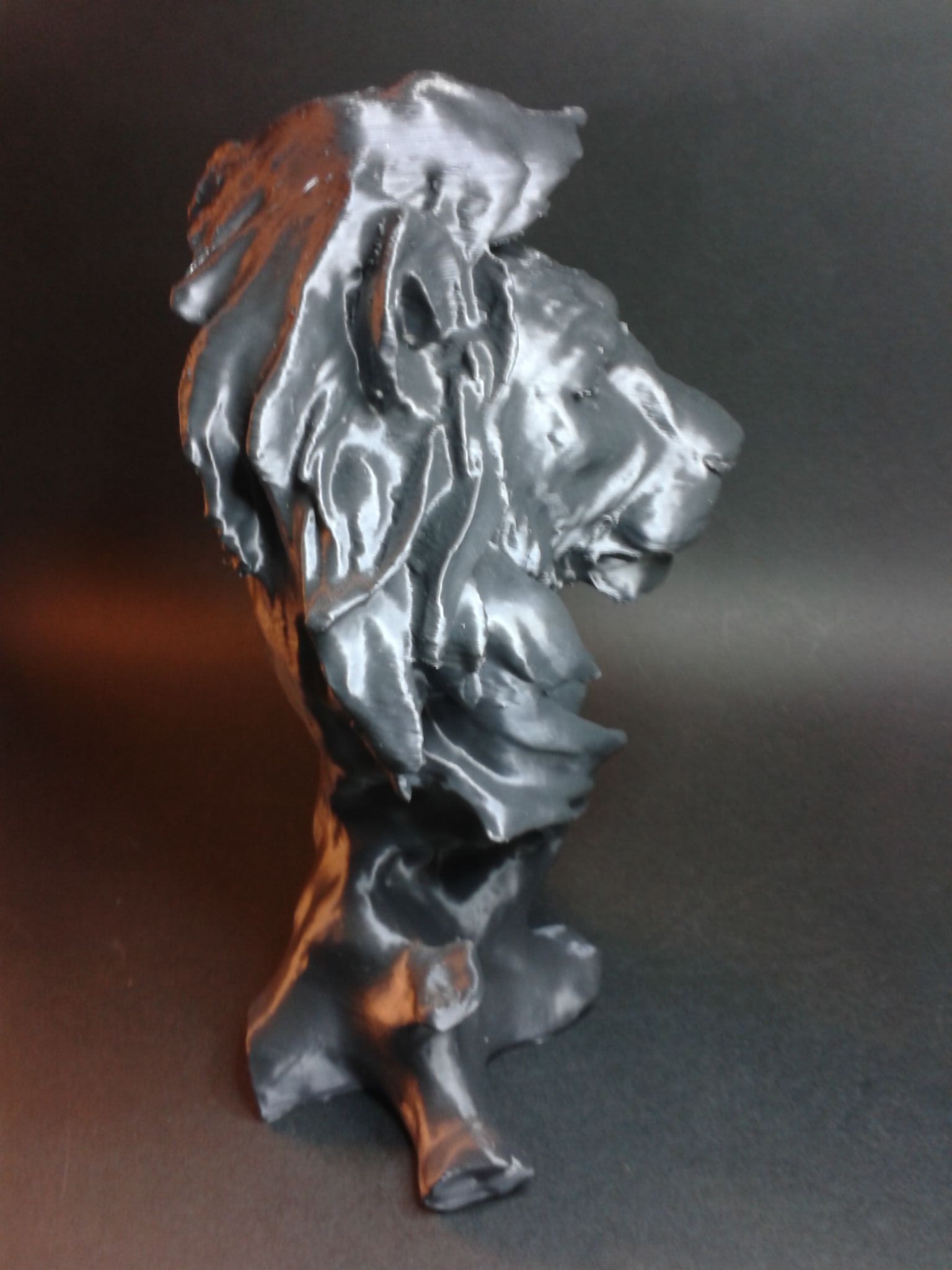
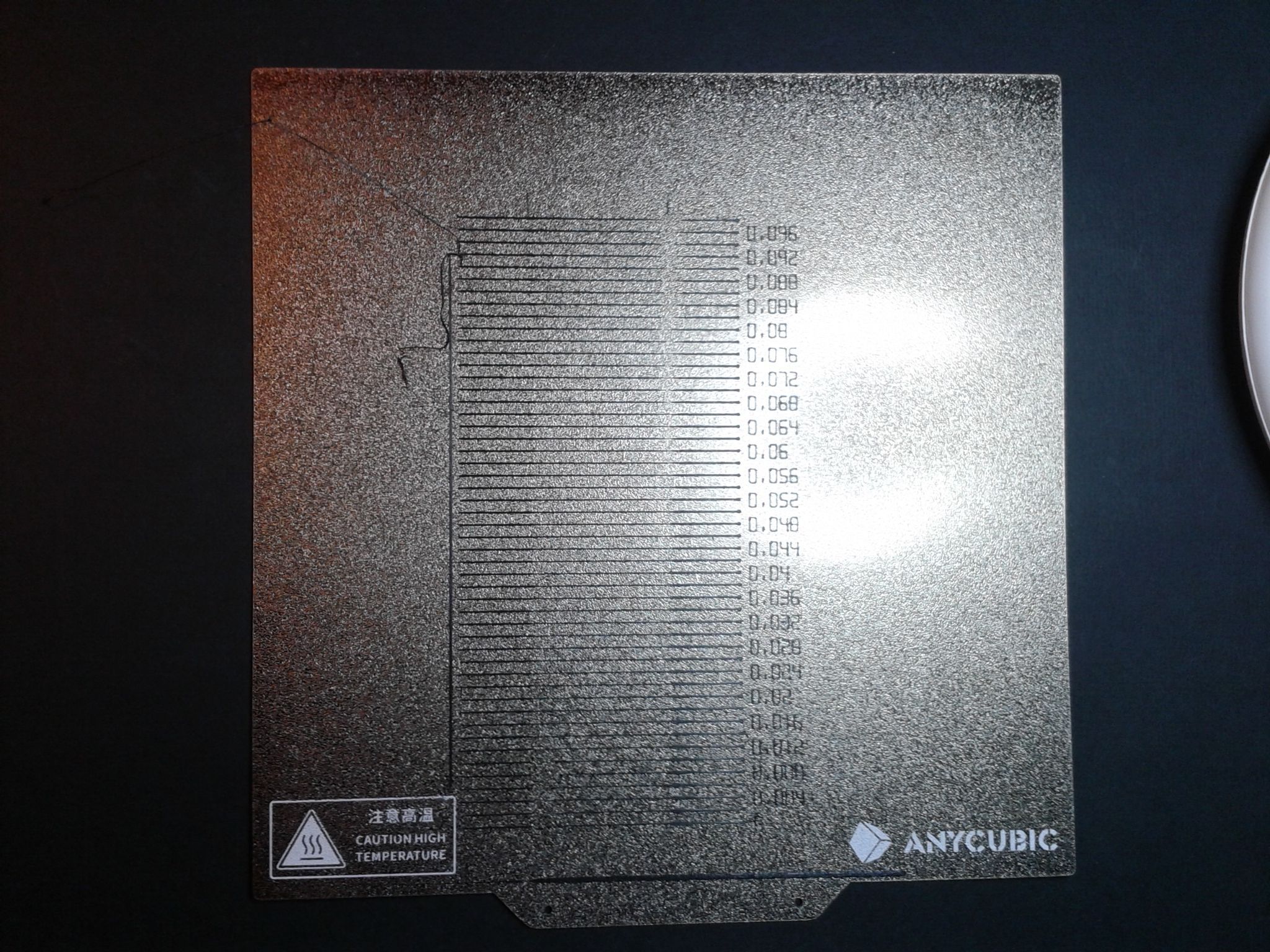
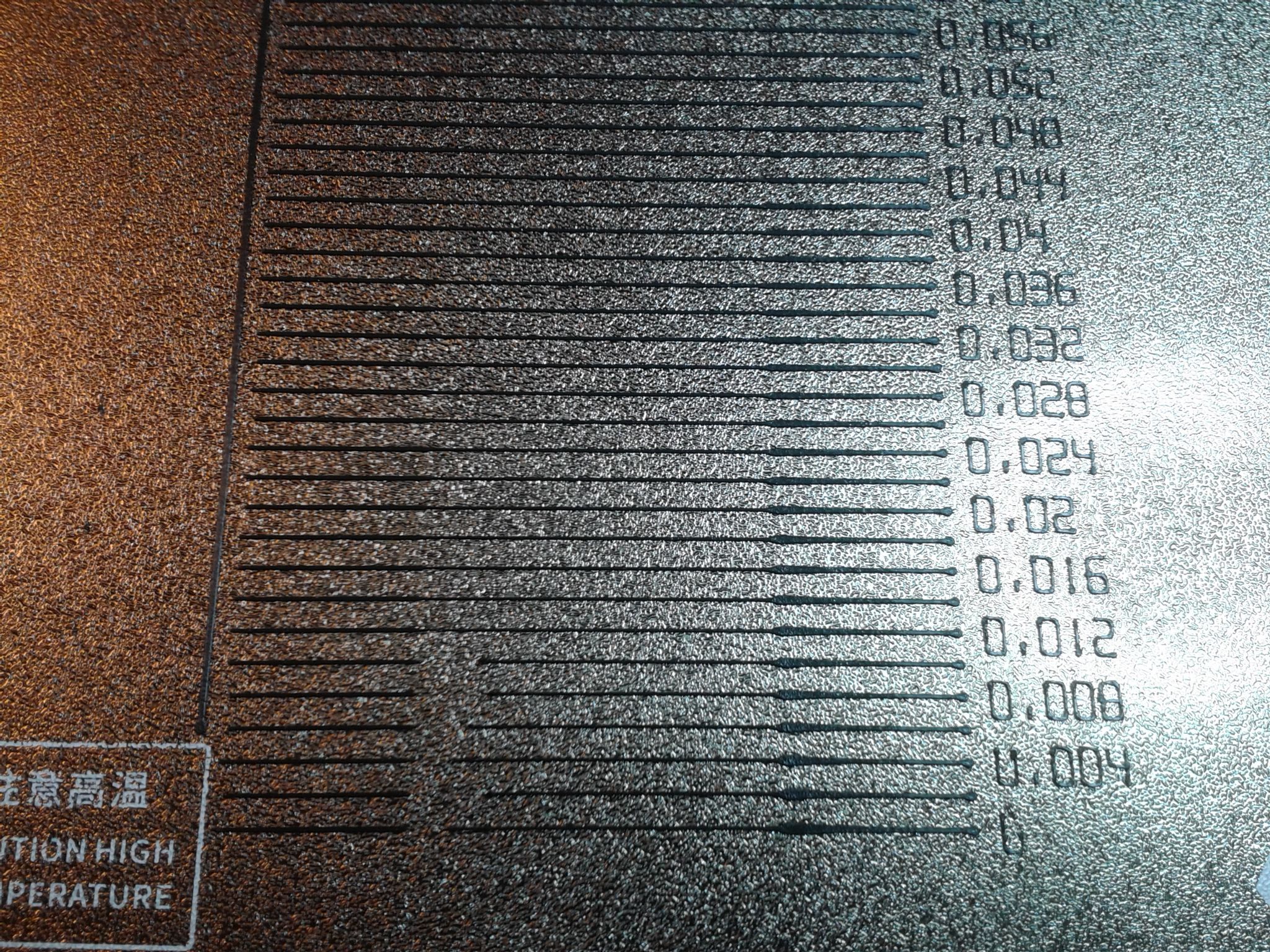
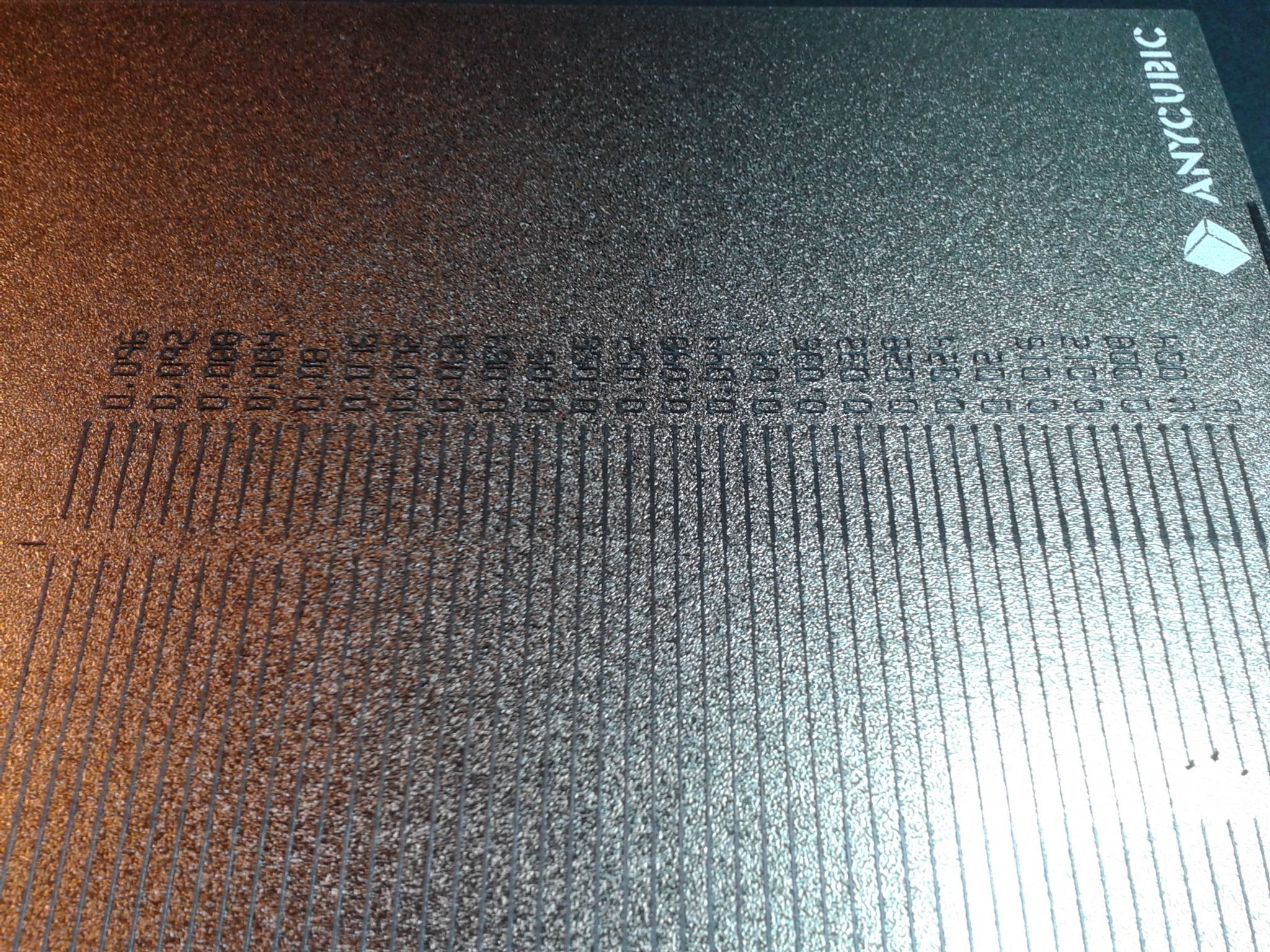
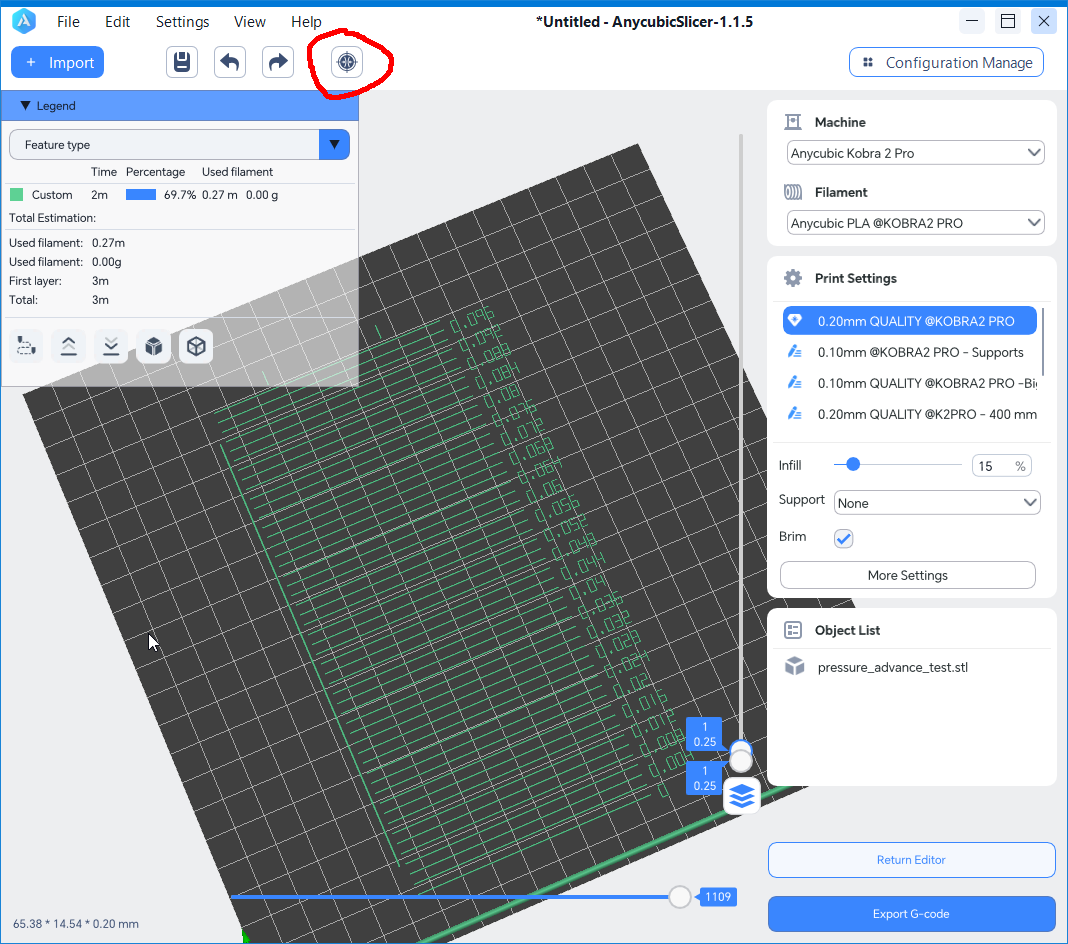
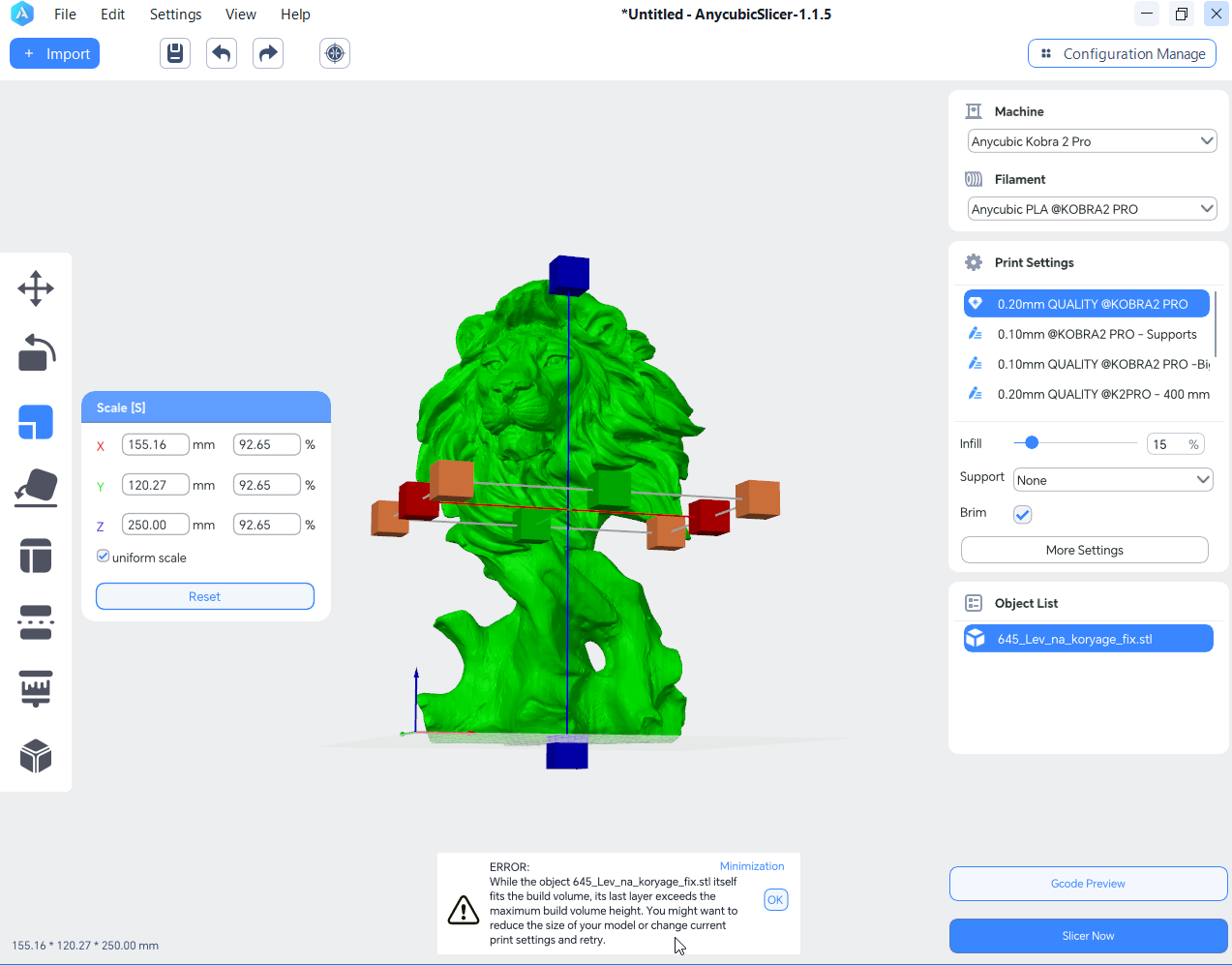
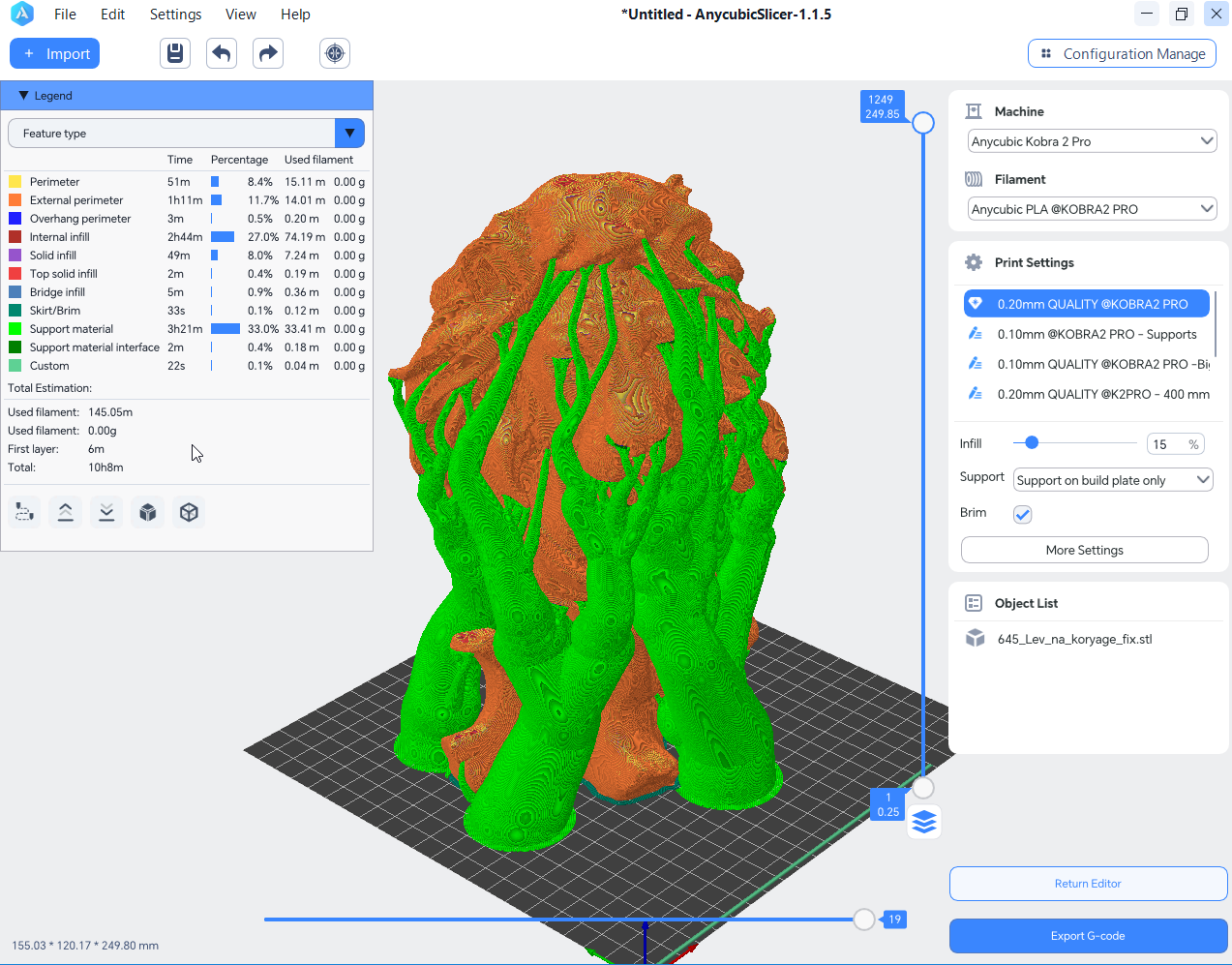
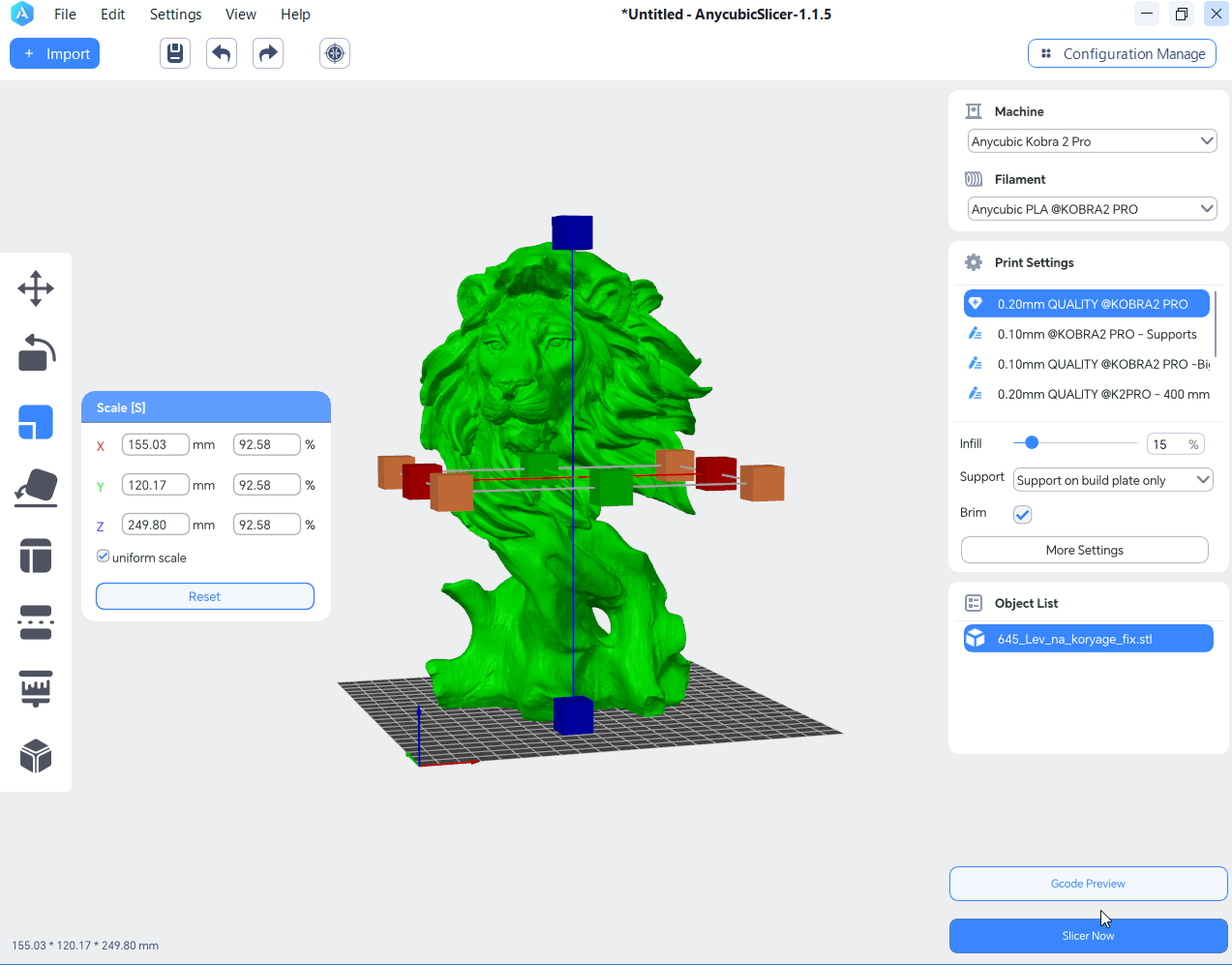
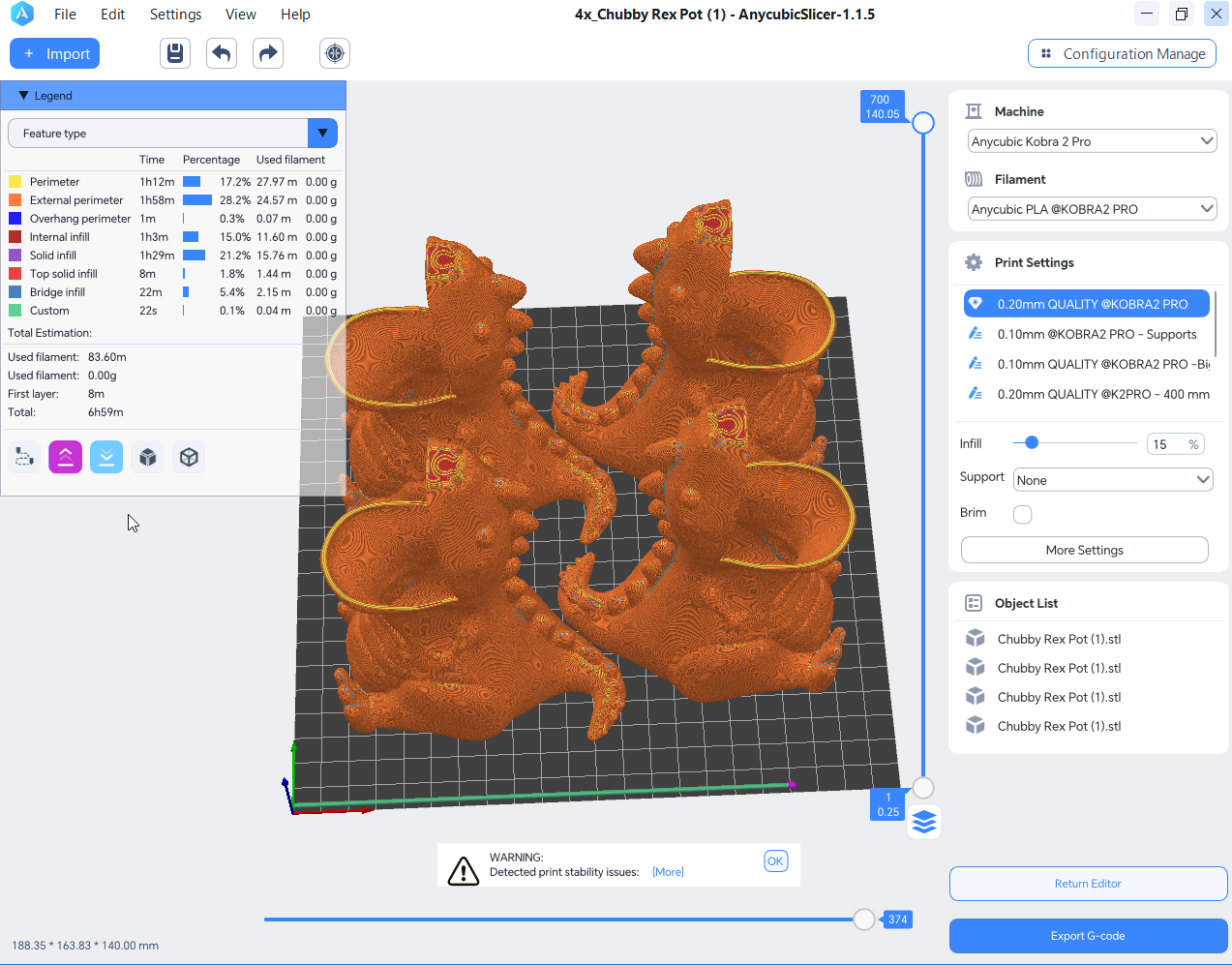
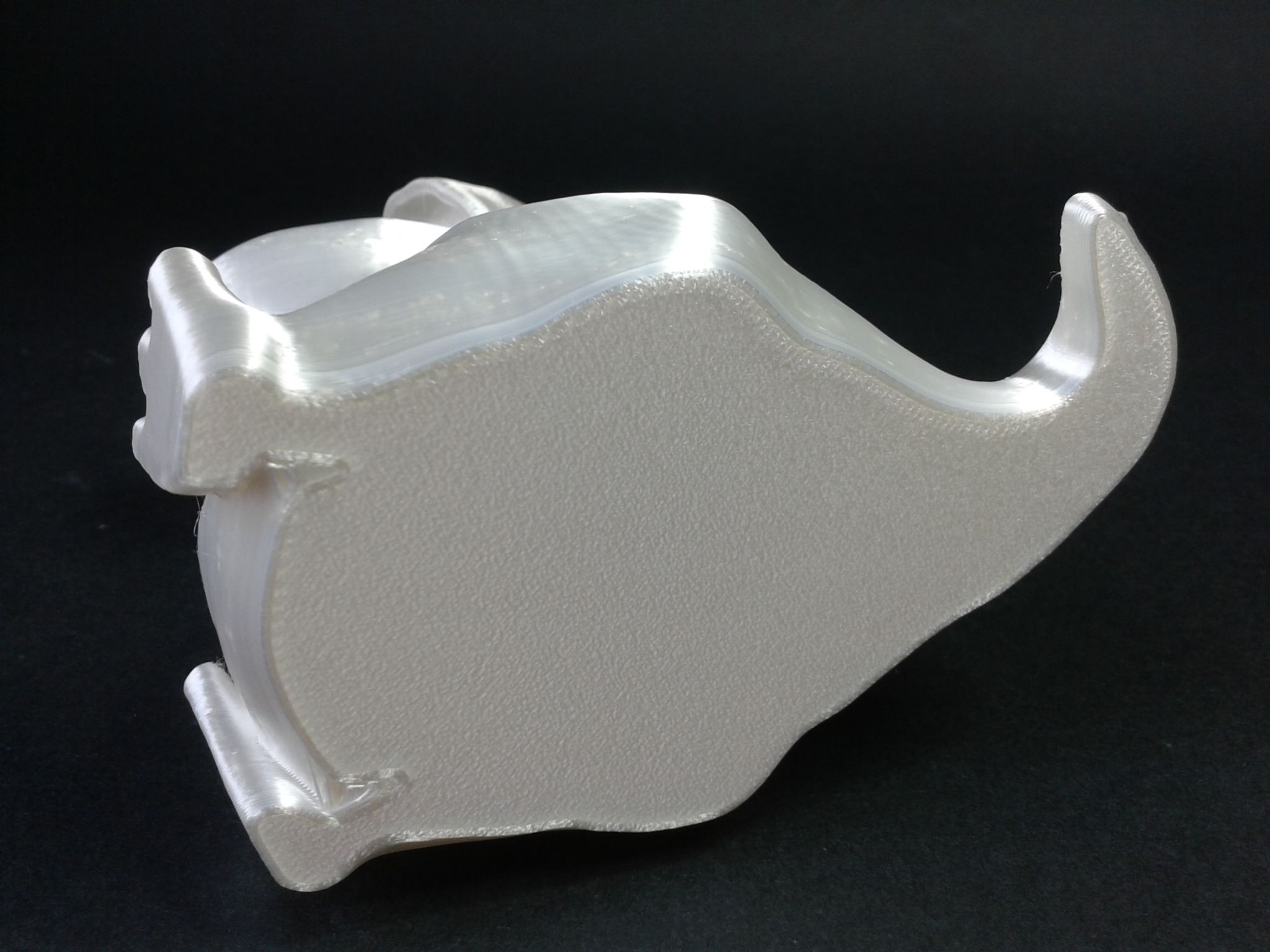
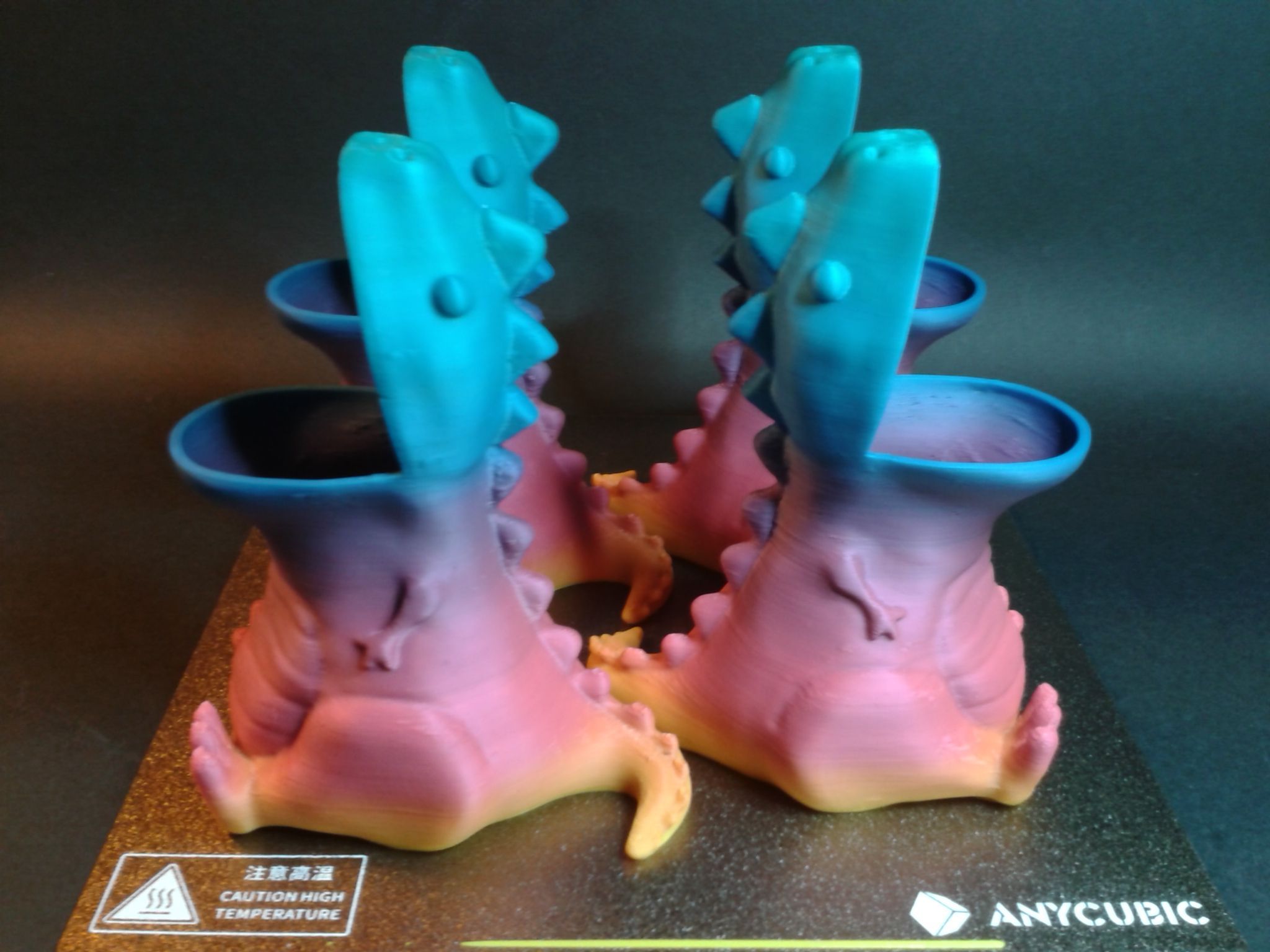
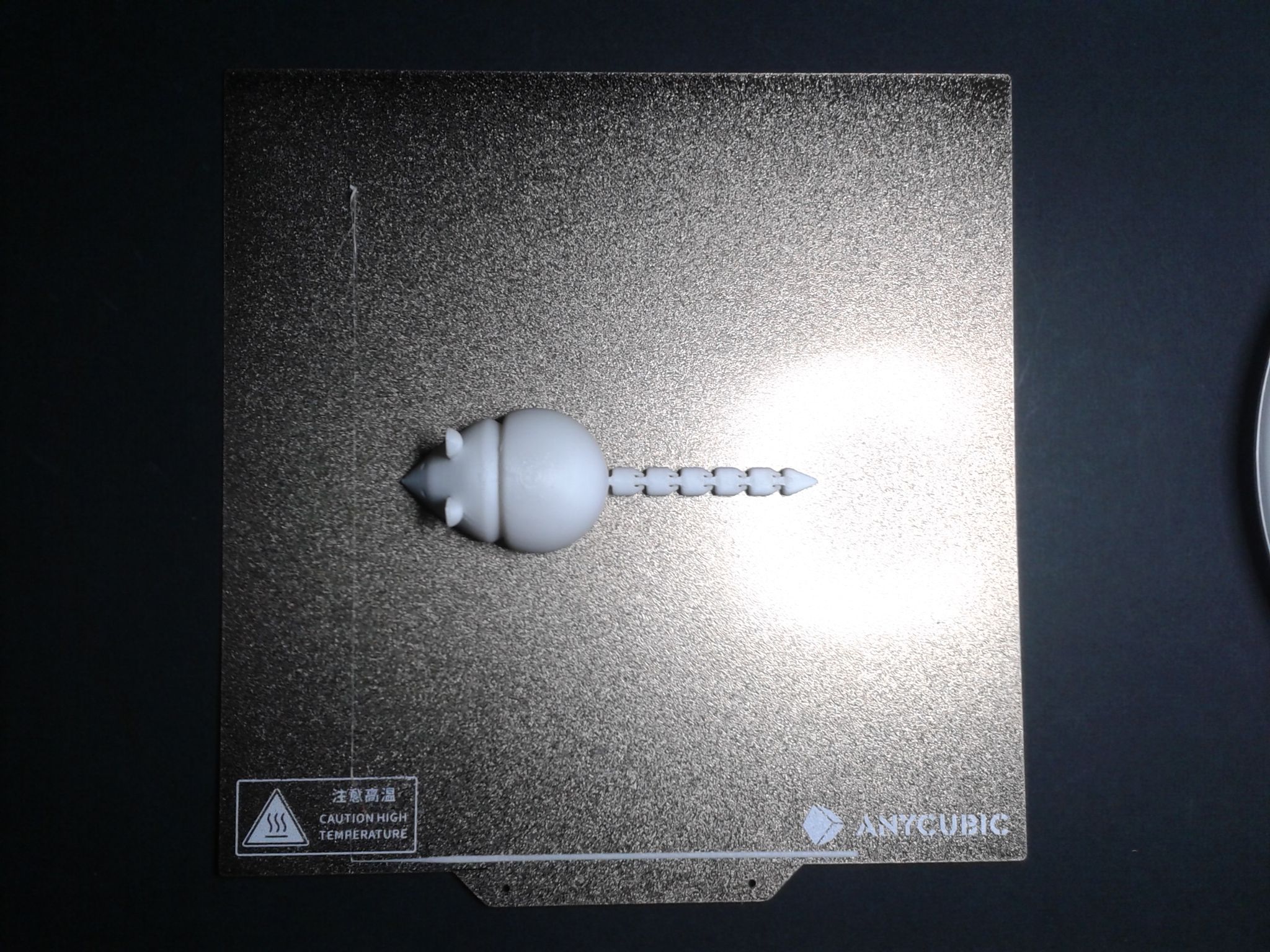
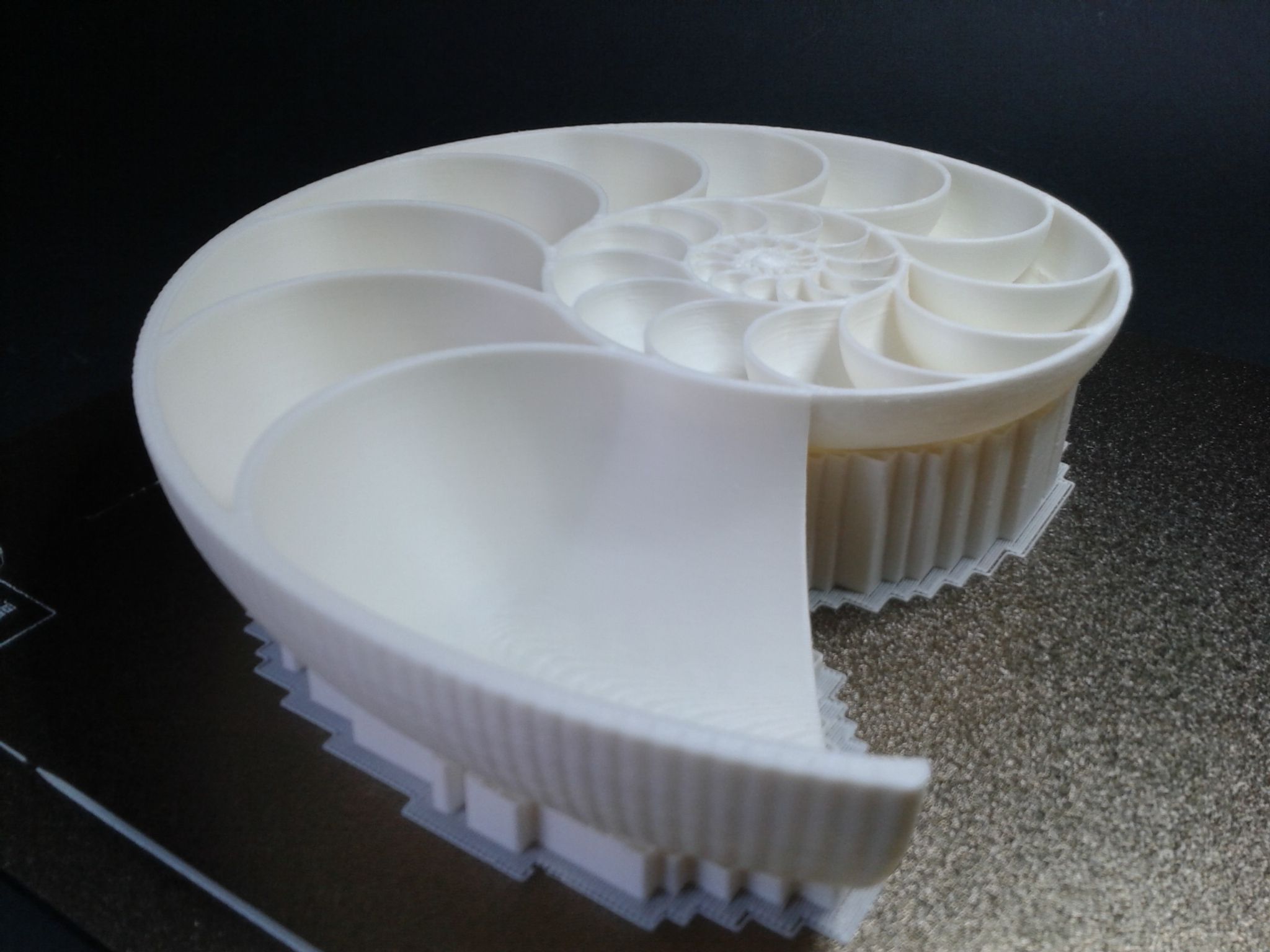
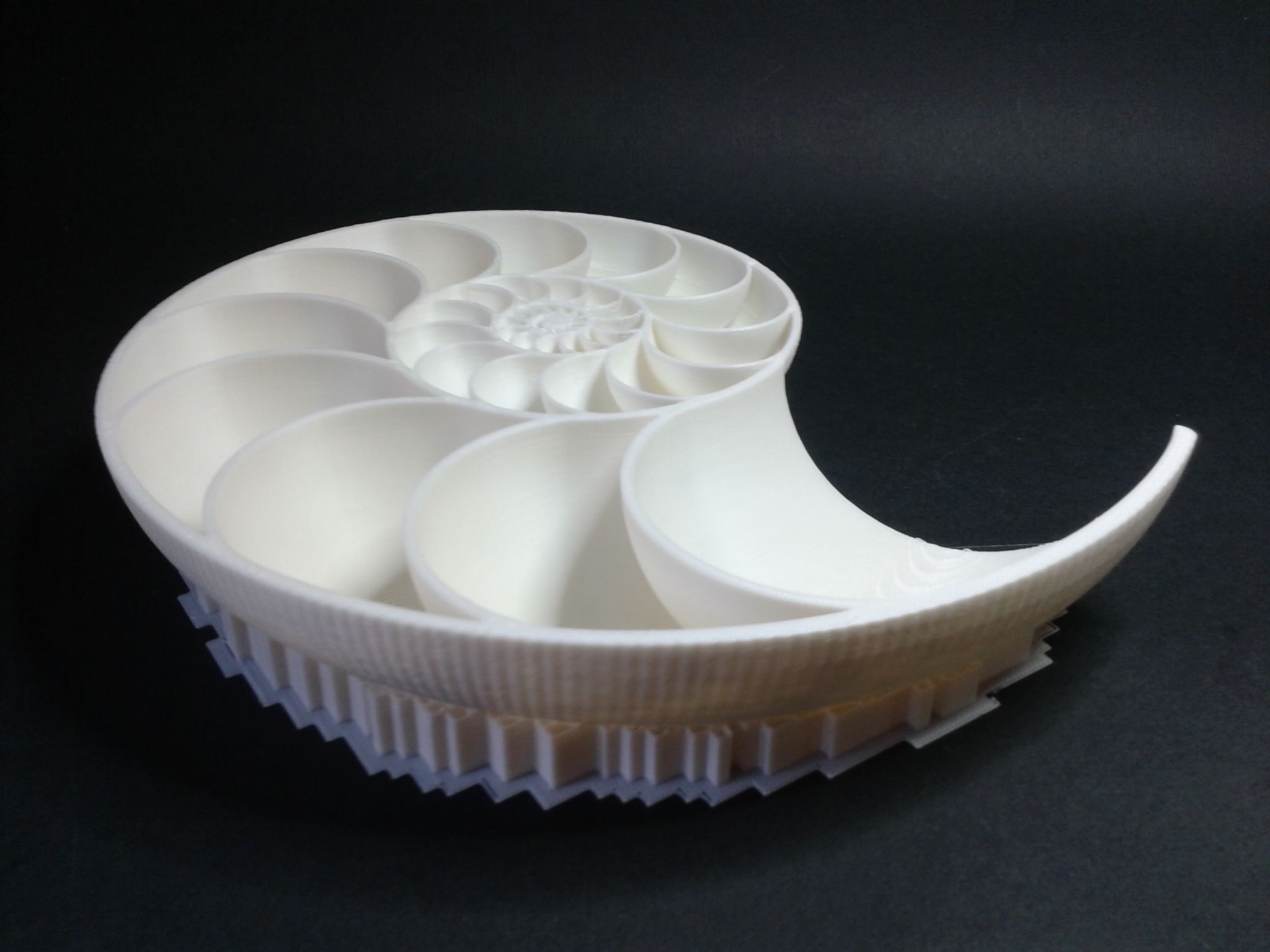
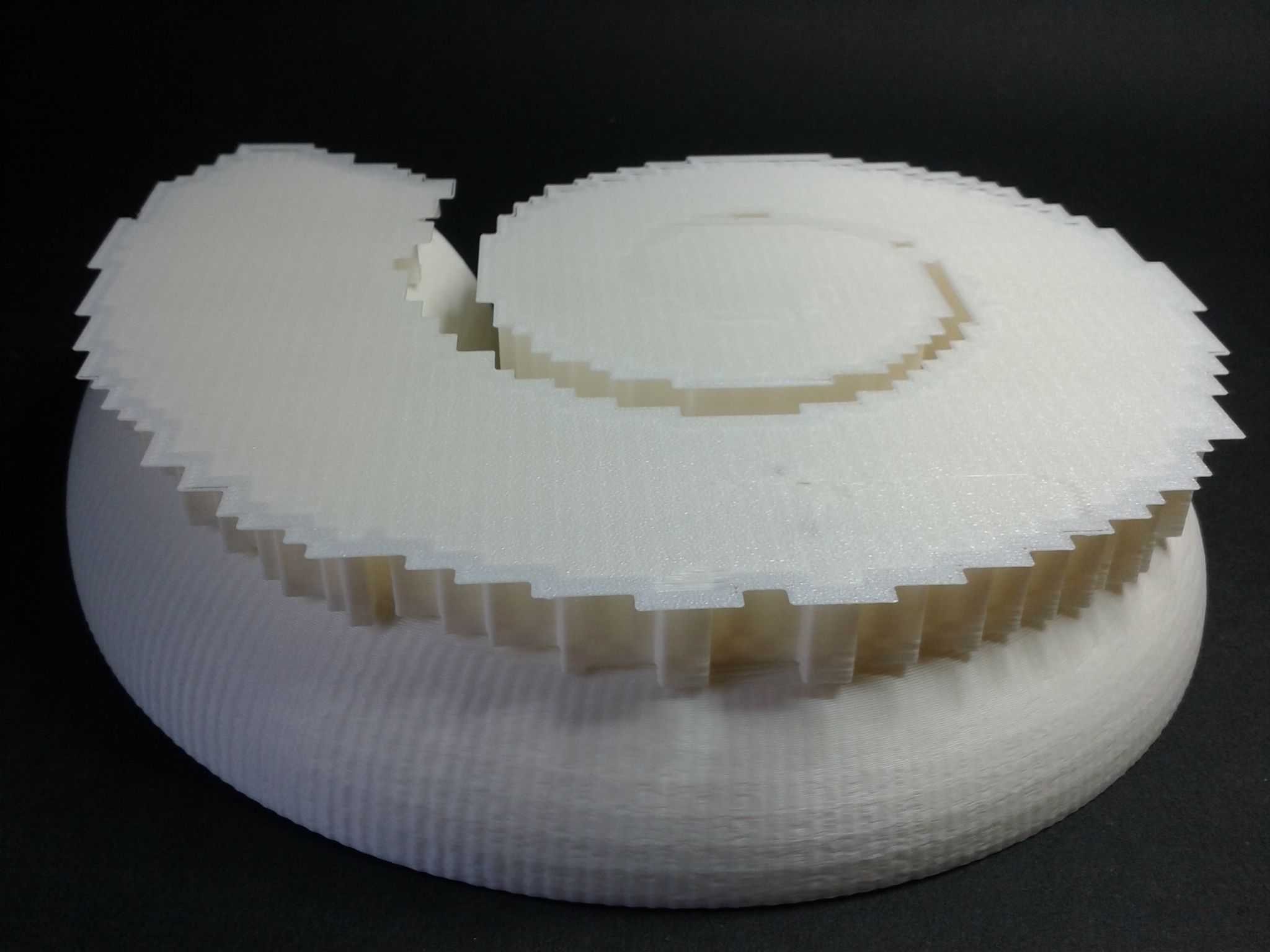
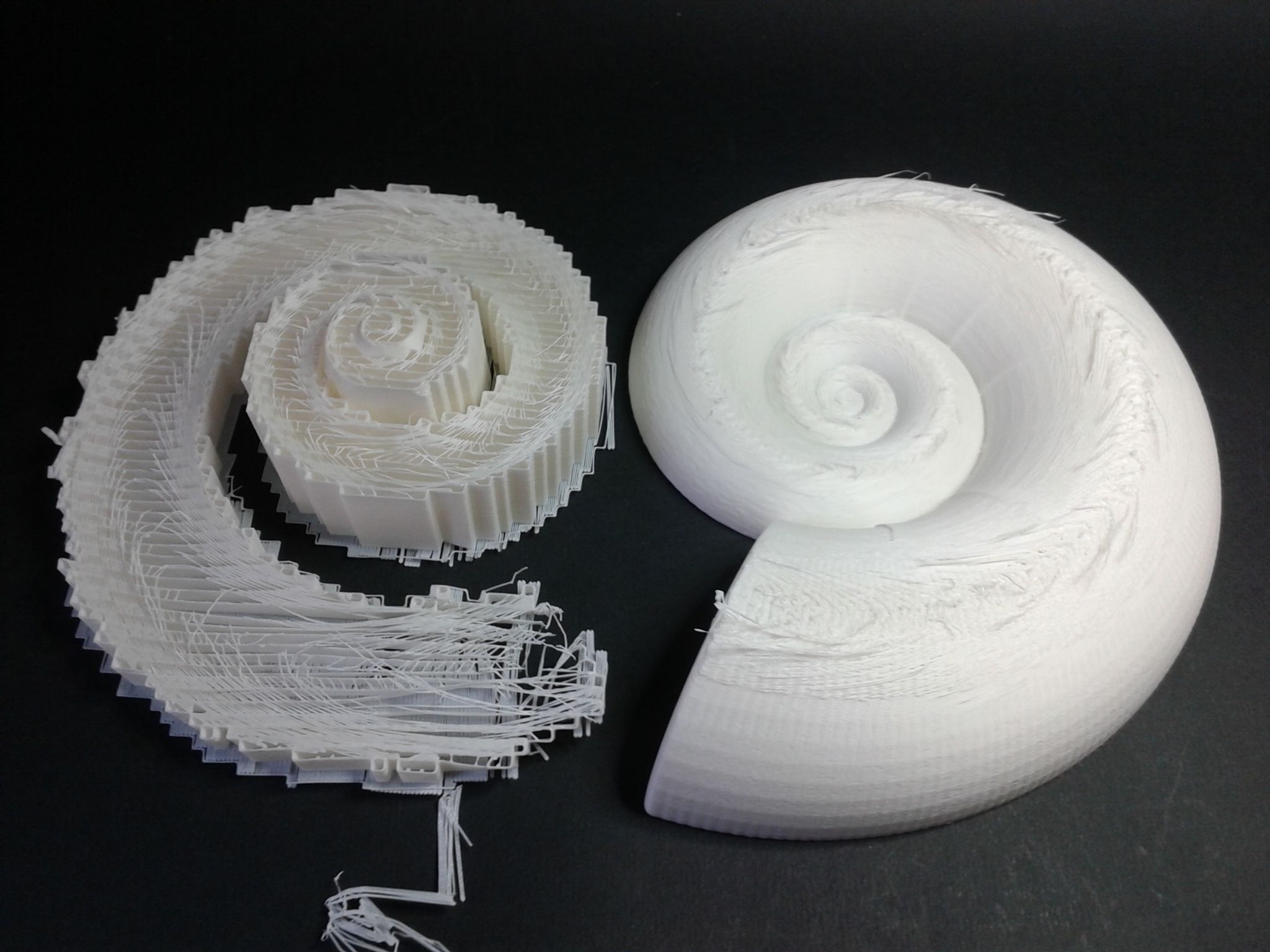
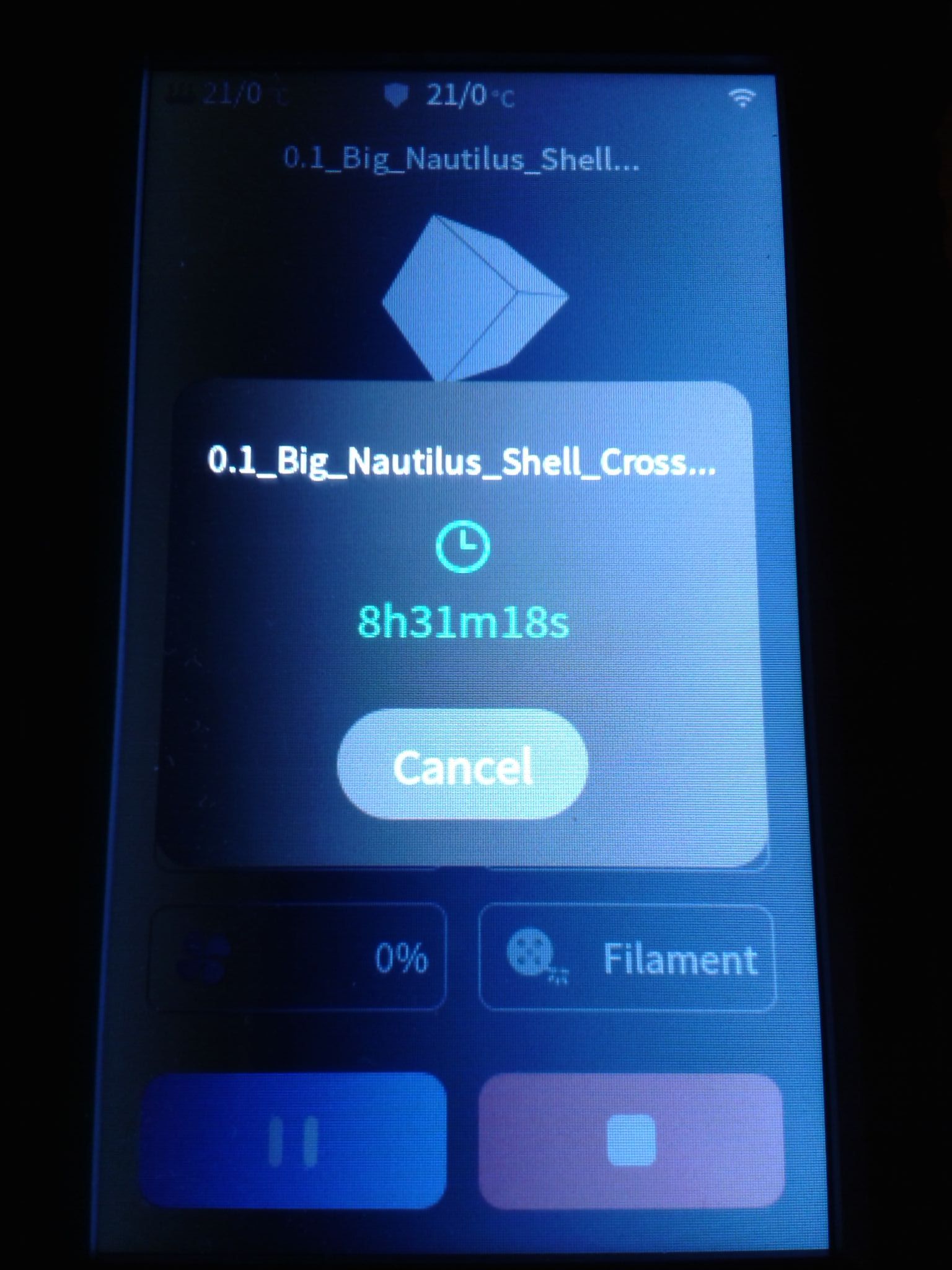
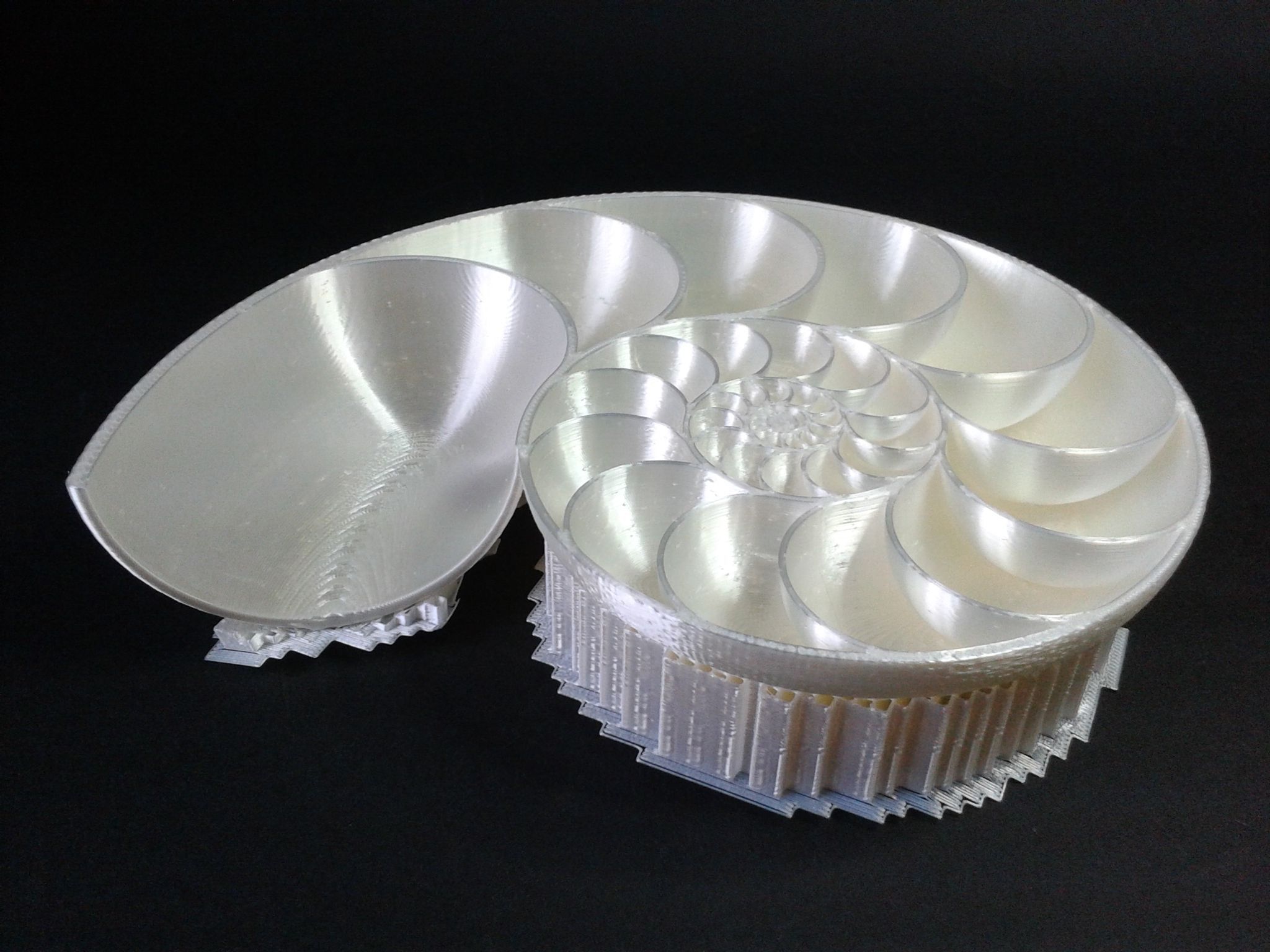
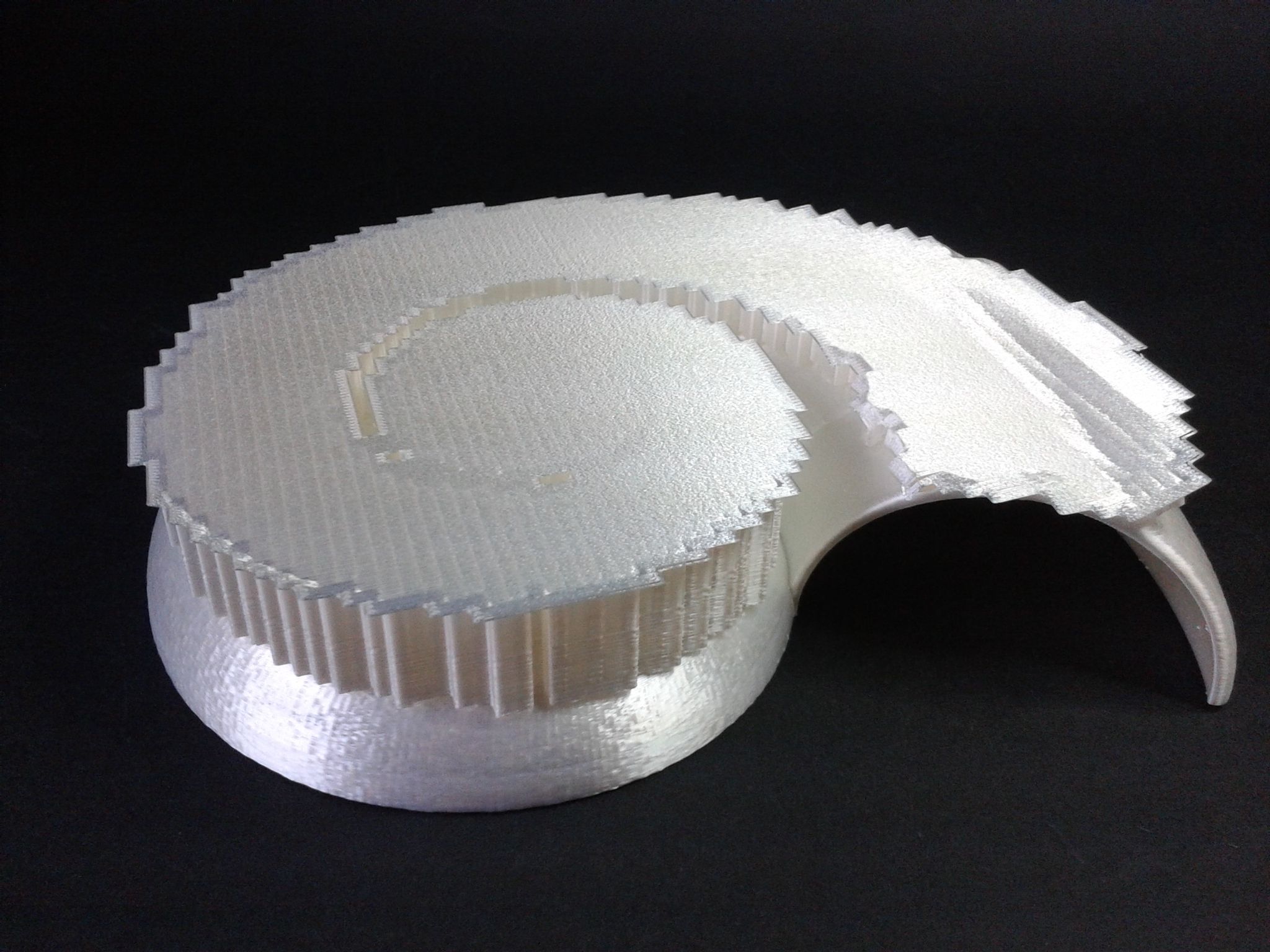
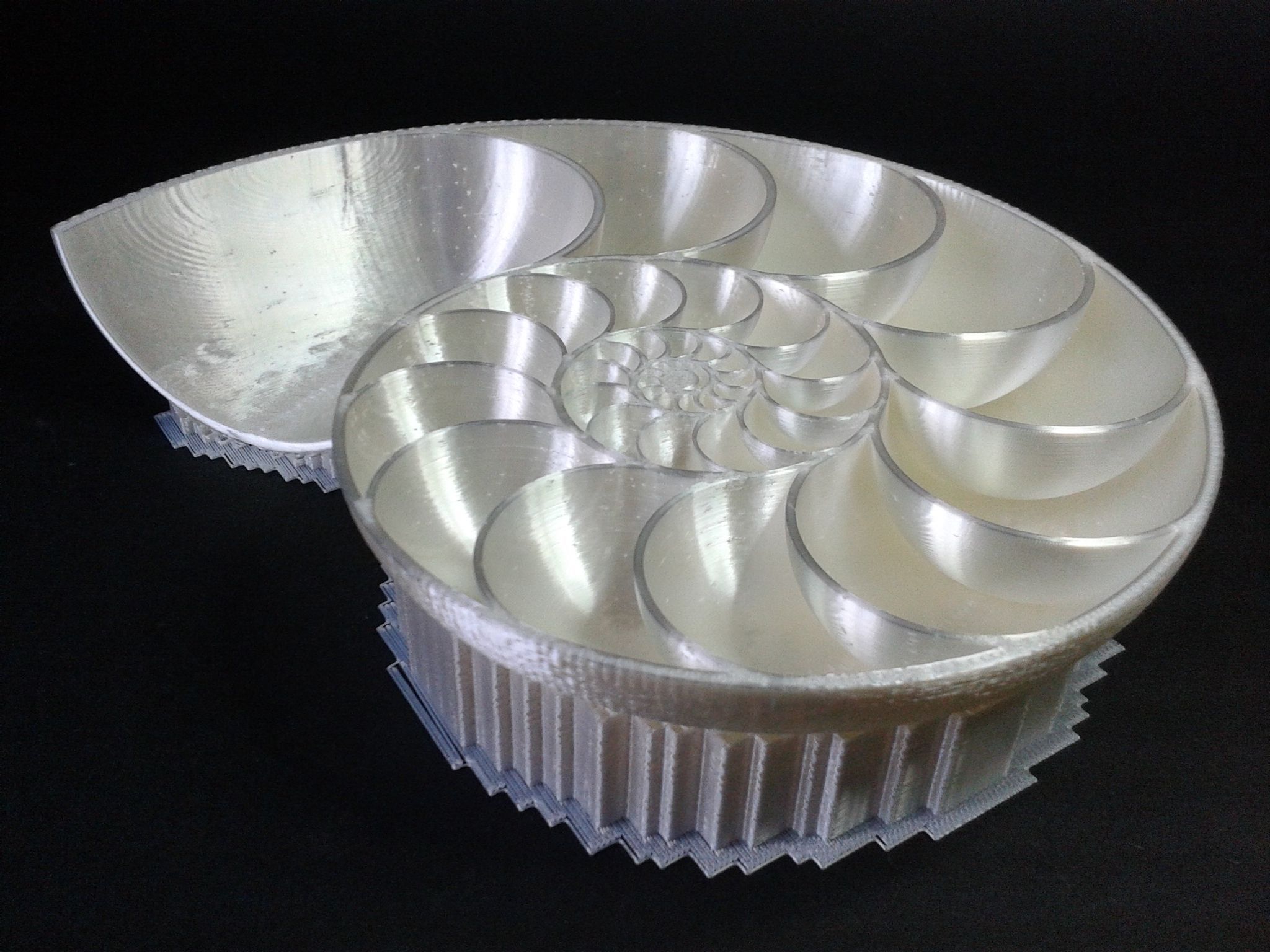
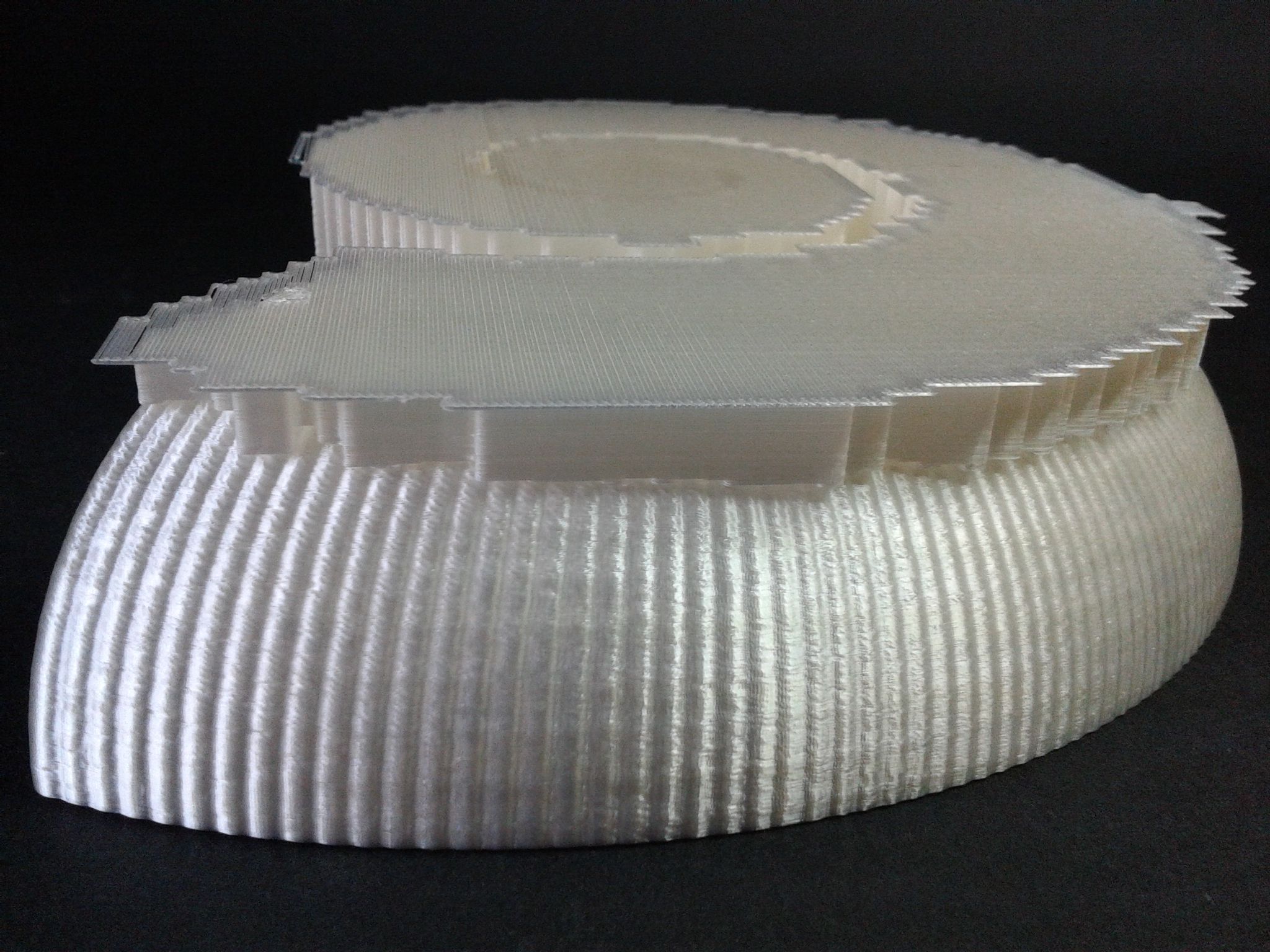
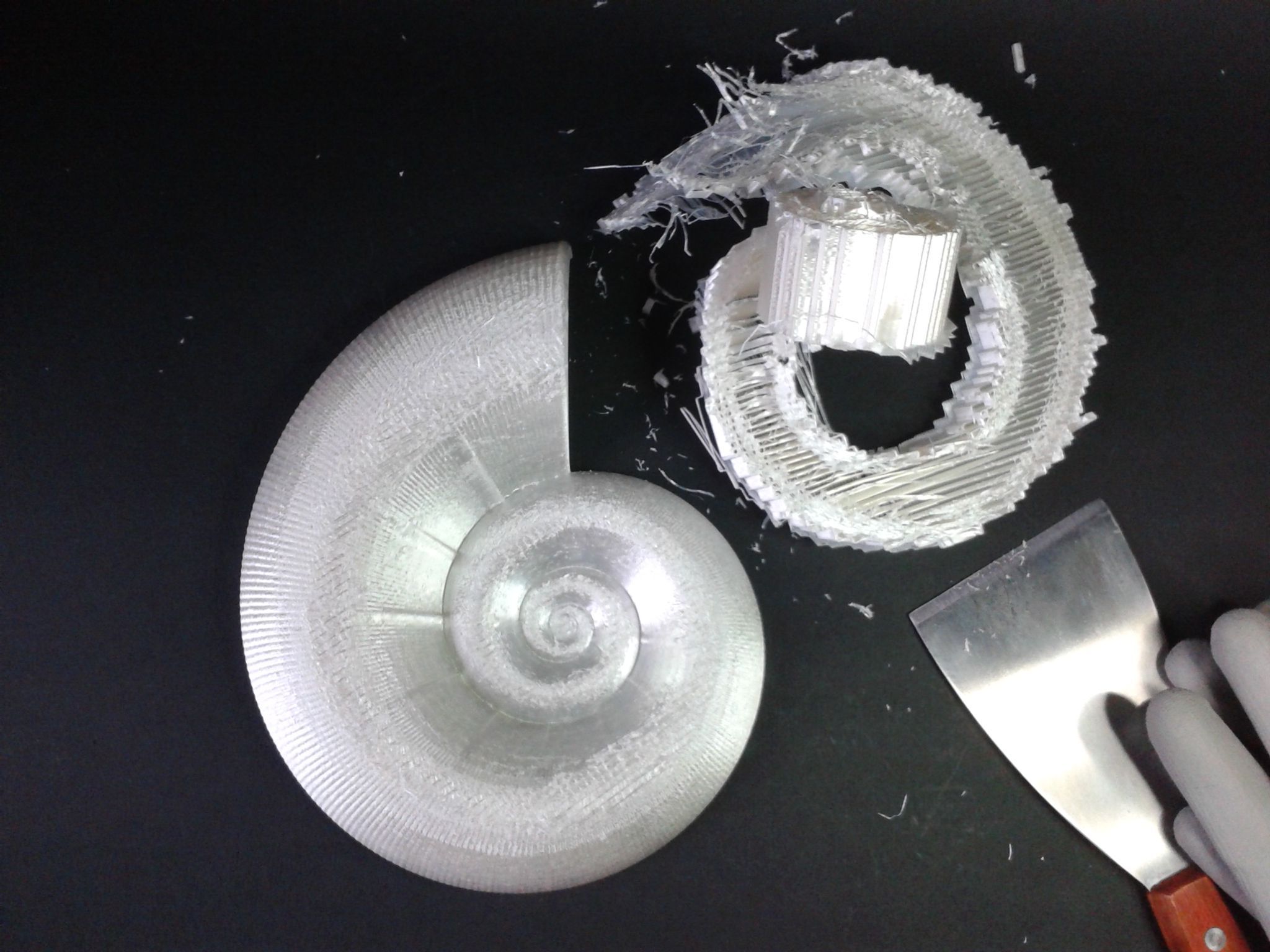
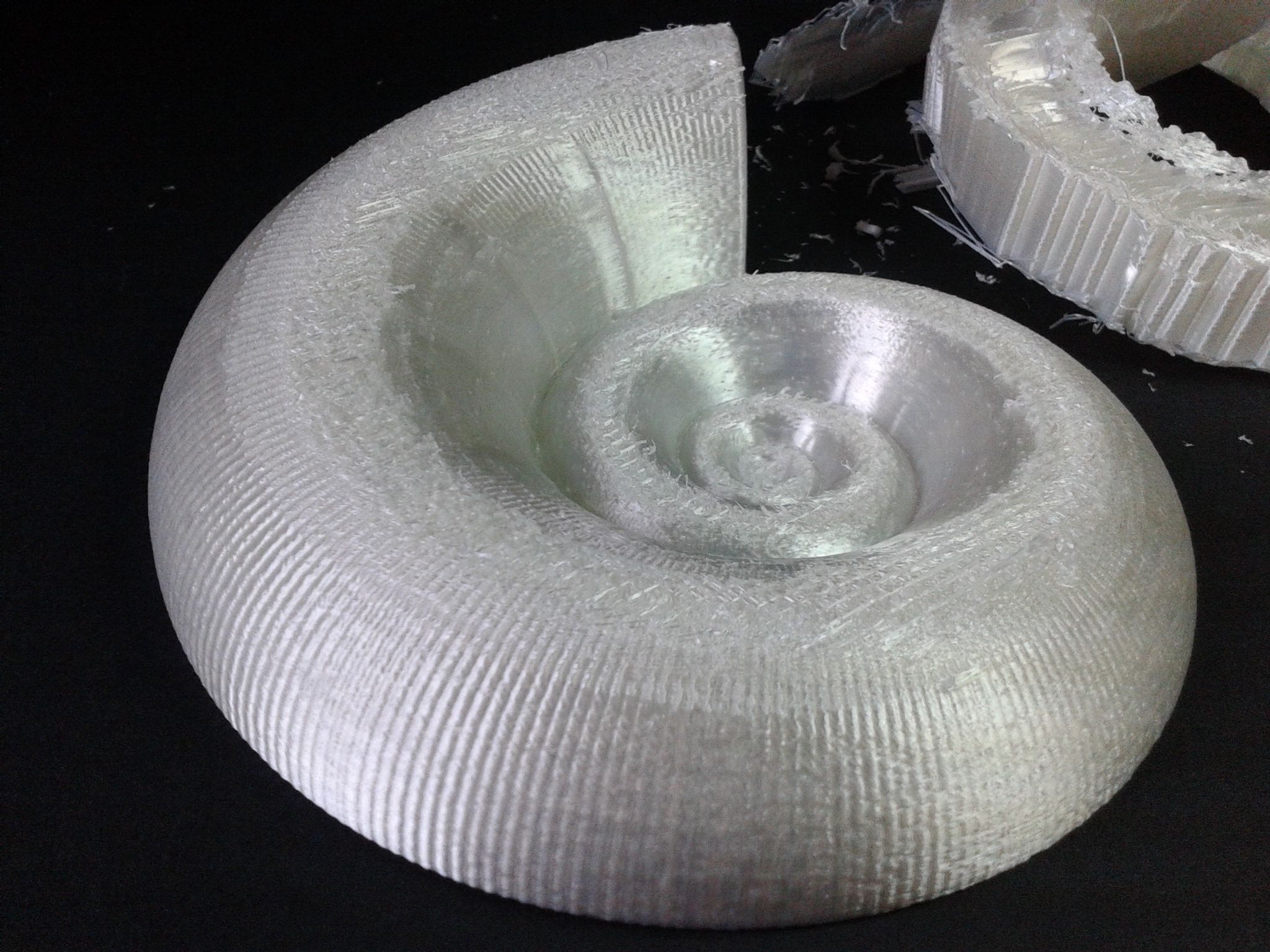
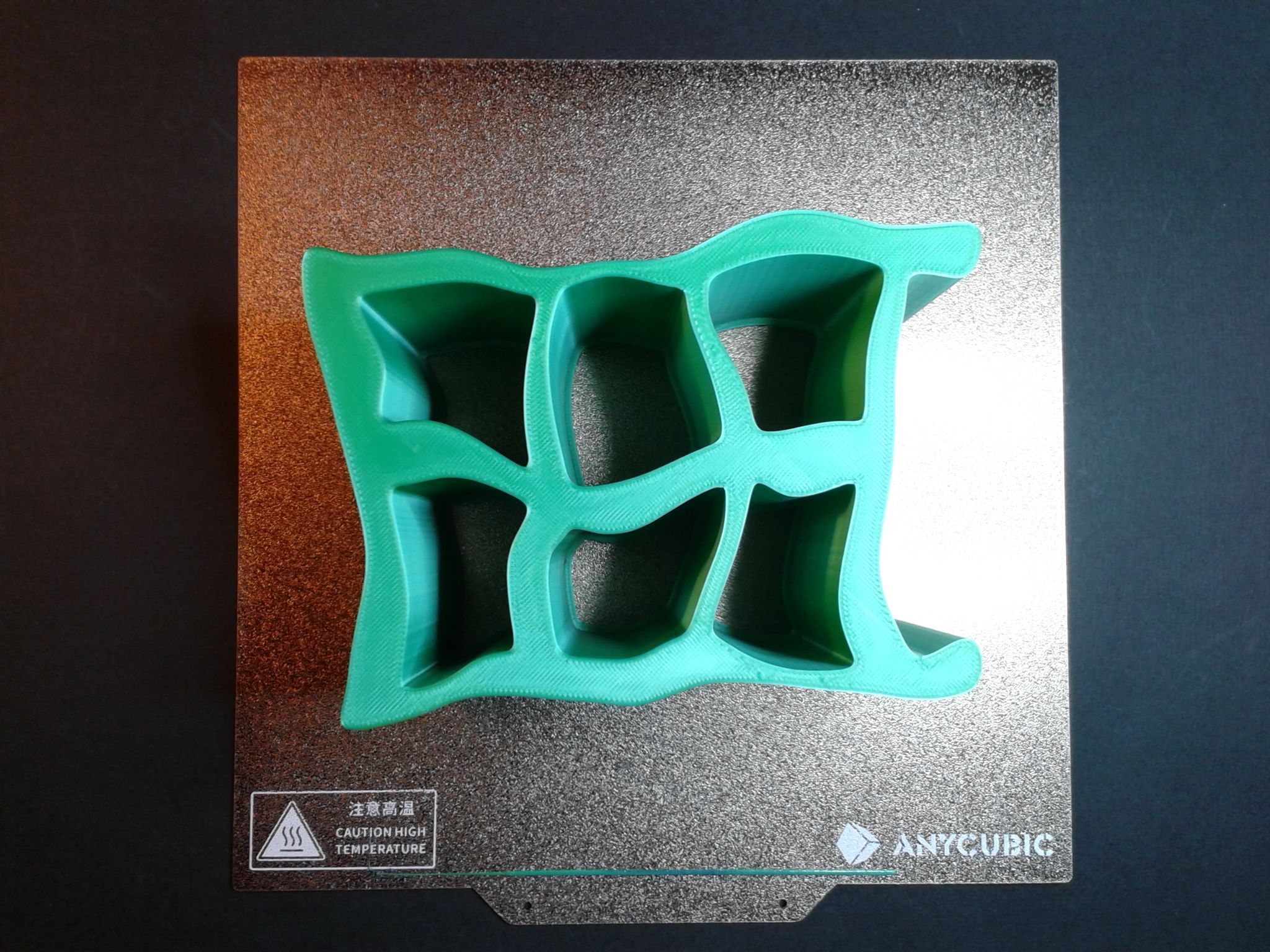
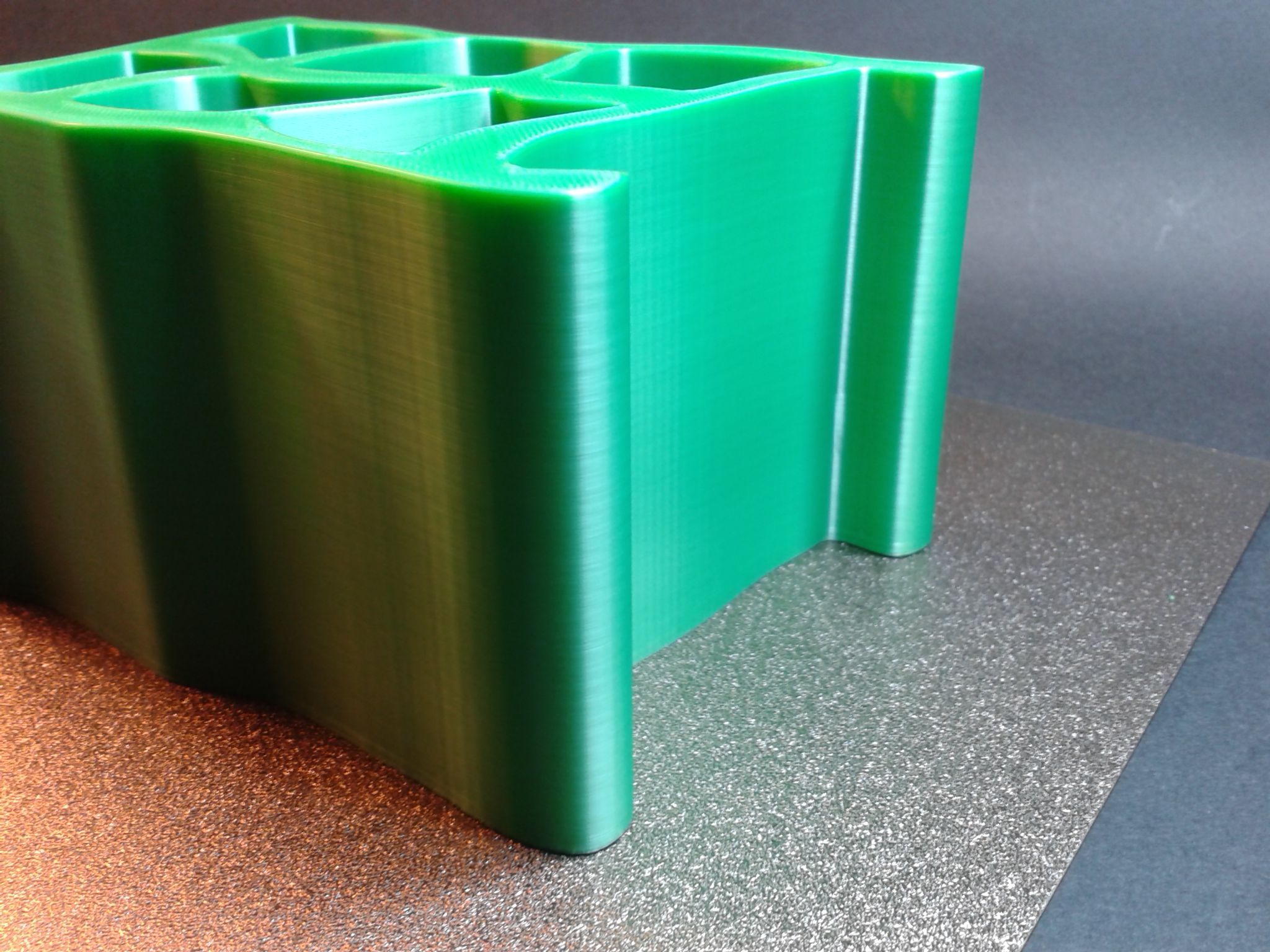
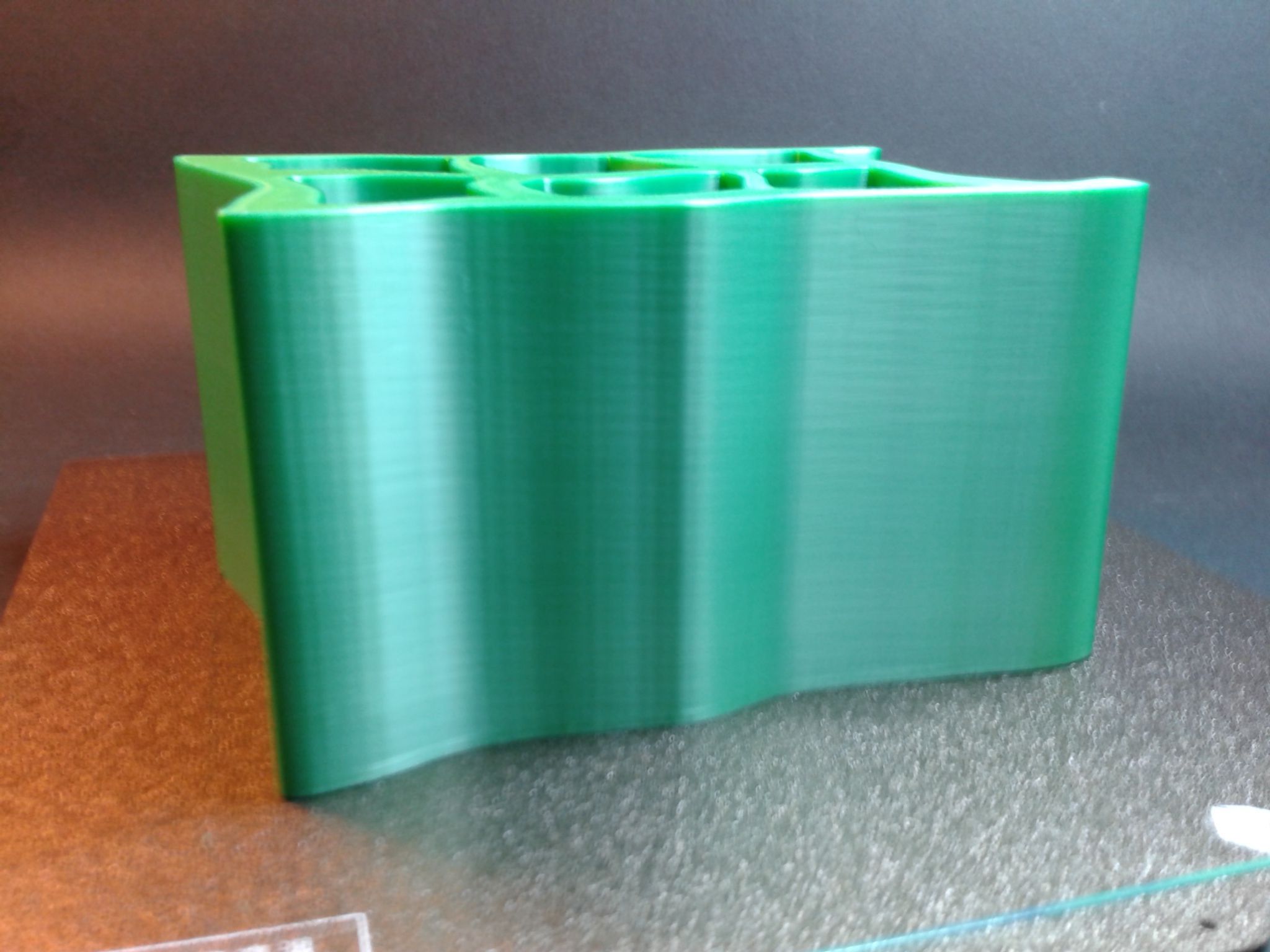
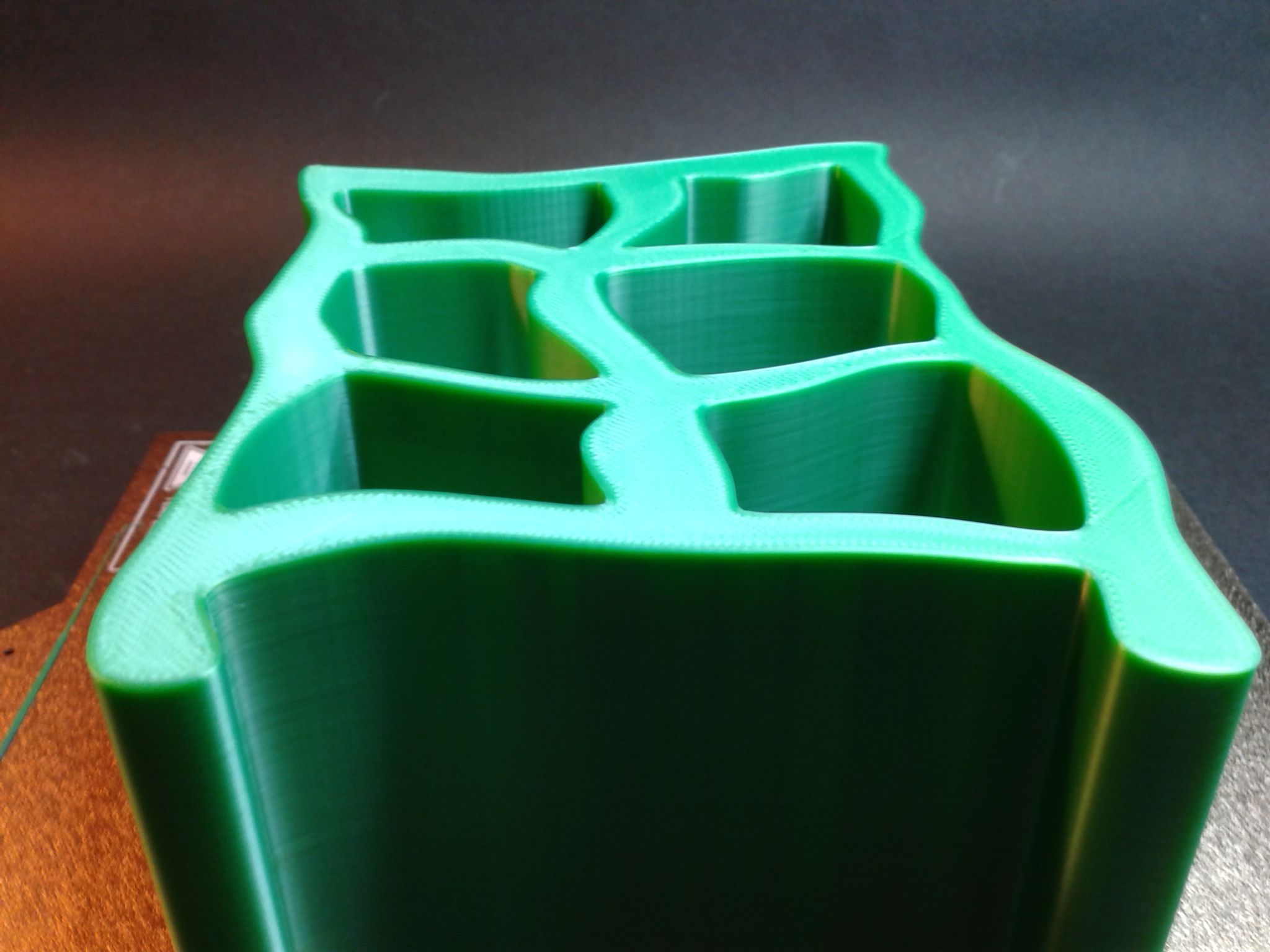
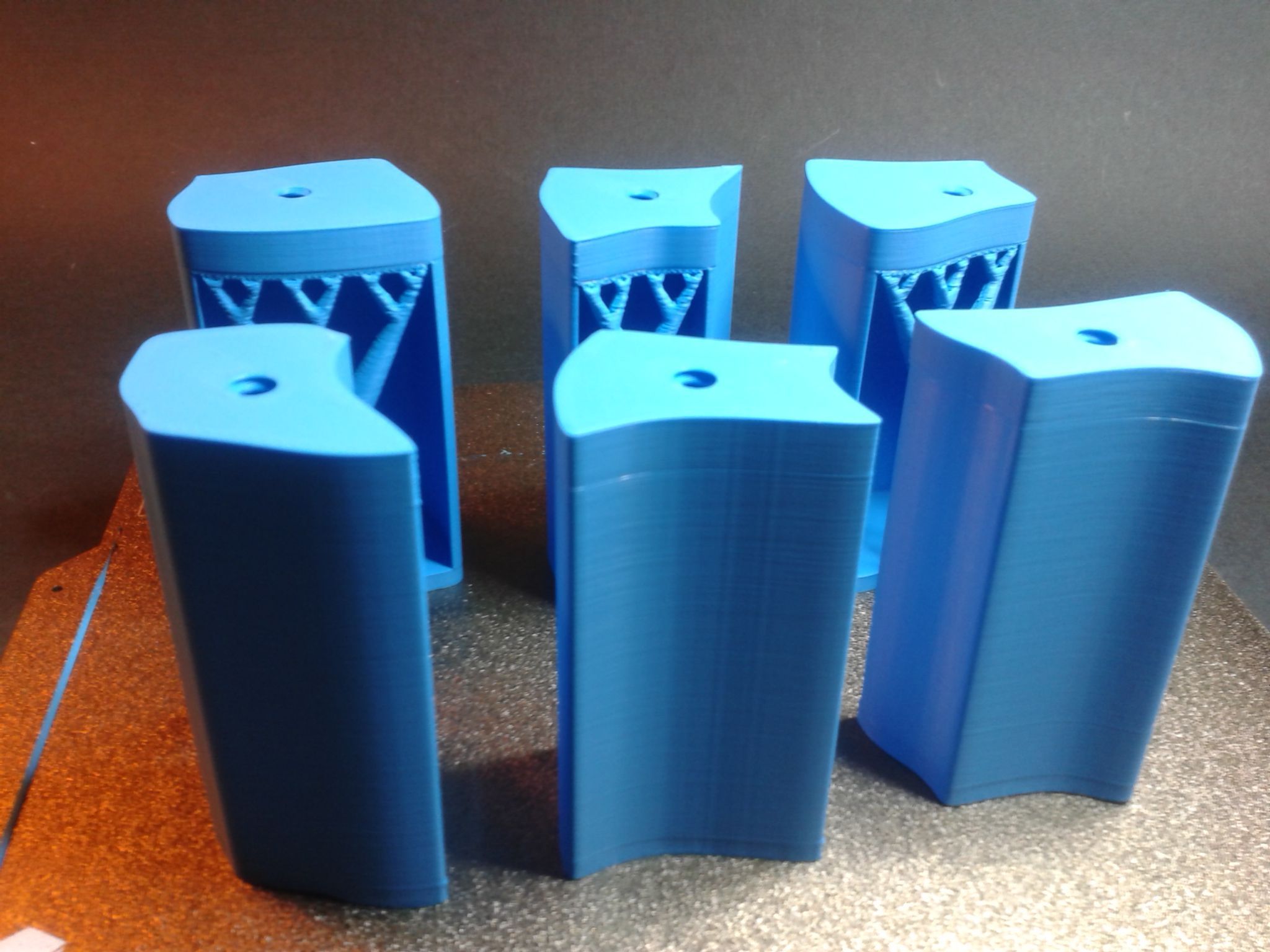
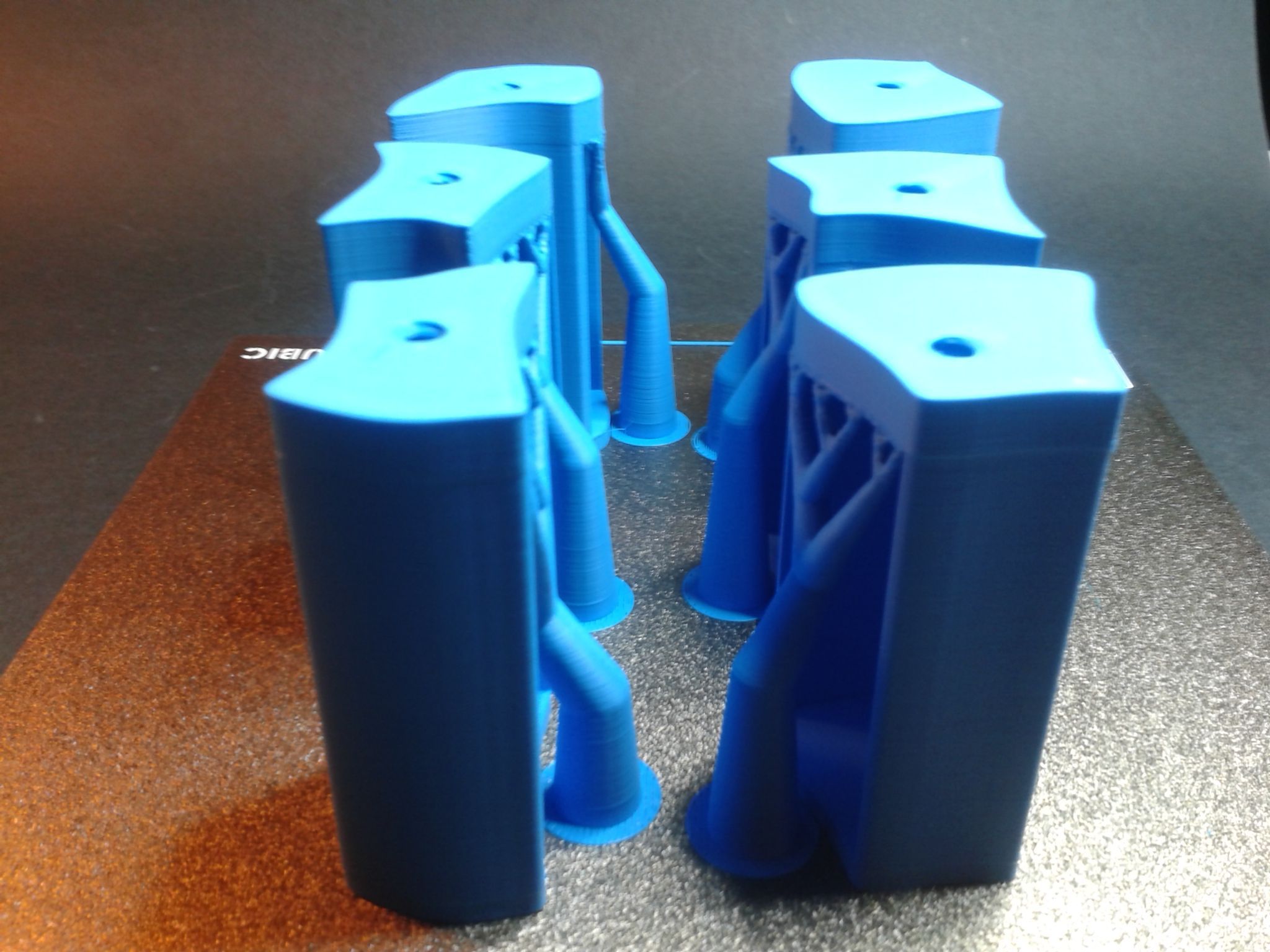
Autres impressions (Acte 4) "Nautilus Shell Cross Section" de "DaveMakesStuff" (September 16, 2023) https://www.thingiverse.com/thing:6220555 Redimensionnée pour prendre le maximum de surface du plateau Une version en PLA Eco (hauteur de couche 0.2 mm) puis une en PLA Silk ArianePlast ( hauteur de couche 0.1 mm) "Vase" de "Namu3D" https://www.crealitycloud.com/model-detail/63fd062834a75d2e31c20f68 Articulated mouse https://www.thingiverse.com/thing:5268216 PLA ECO blanc ArianePlast Chubby Dinosaur T-Rex Dino Pencil Holder https://www.crealitycloud.com/model-detail/641b6b785cb2c4e2763568db Filament PLA Silk blanc ArianePlast Quatre sur le même plateau pour avoir avec un filament "CR-PLA Arc en ciel" un dégradé plus rapide "Lion on a Wood (Simba)" de "cncmodels4you" (November 11, 2019) https://www.thingiverse.com/thing:3969747 Fichier "645_Lev_na_koryage_fix.stl" (167.46 x 129.81 x 269.83 mm, ~18.64MB) Echelle: Réduit pour s'adapter à mon volume d'impression (uniforme pour avoir Z=249,8 mm) Layer Height: 0.2 mm Filament: PLA Recyclé ArianePlast Supports: Oui ( Arborescent) Type d’adhérence plateau: Bordure Durée d'impression : ~10 h 24 Un test de Calibration du "Pressure Advance" fait avec Anycubic Slicer v1.1.5, PLA Recyclé ArianePlast








_r.png.db63868d204925a0b358fa08783d8a79.png)
































 1 point
1 point -
Salut, Bon j'ai donc craqué por le BTT pad 7 à 118$ frais de port inclus donc quelque chose comme 112€. Livraison (à partir d'un site en Europe) sous 10 jours ou un peu moins. A suivre ...1 point
-
Ce serait une bonne idée, ça pourra toujours être utile à quelques uns (les graveurs laser ayant tendance à se généraliser (rappel évident: ce ne sont pas des jouets)). J'ai commencé à tester l'oxyde de titane + alcool iso au vaporisateur sur des carrelages blancs et mes premiers tests sont plutôt concluants. La préparation du produit puis son application prennent du temps sans parler des précautions à prendre (j'aime moyennement travailler avec des gants (je ne porte des gants qu'en moto)). Tests d'application et gravure faits à l'extérieur car je ne suis pas certain que cette poudre soit franchement bonne pour la santé.1 point
-
Sujet scindé du «Koikesse» L'assistance d'air sert lors de la découpe, ça chasse les débris brulés et permet une meilleure découpe. Ça évite aussi le brulage des bords coupés. L'idéal est d'utiliser une grille en nid d'abeille (ou dispositif similaire) pour poser la pièce à découper. Le faisceau laser lorsqu'il traverse le matériau accumule un bon paquet de chaleur et vapeur dessous qui si elles ne sont pas évacuées vont marquer / brûler le matériau au dessous. Pour de la gravure, il vaut mieux éviter d'utiliser l'assistance d'air, le résultat gravé sera bien meilleur (valable surtout avec le bois comme matériau) sinon ça donne un effet de «lessivage».1 point
-
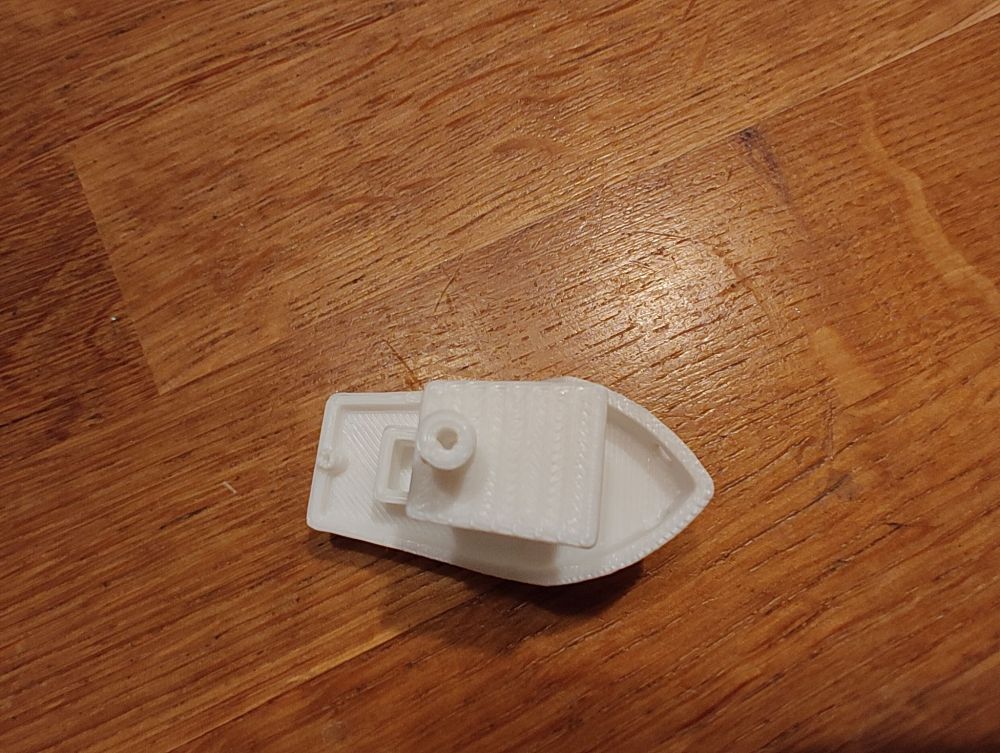
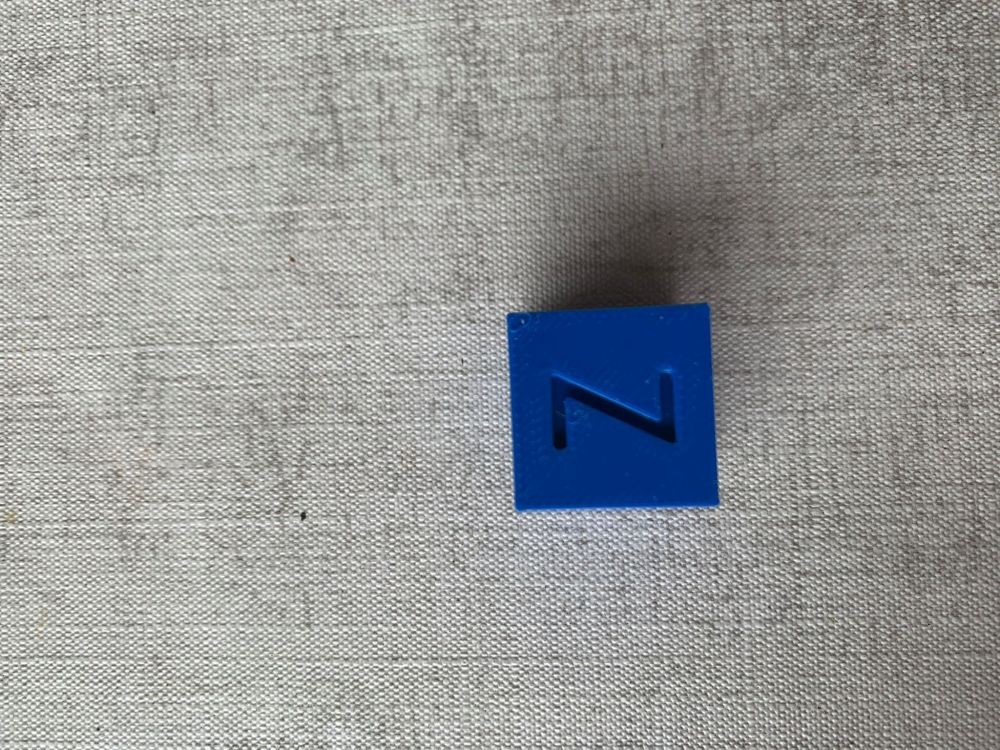
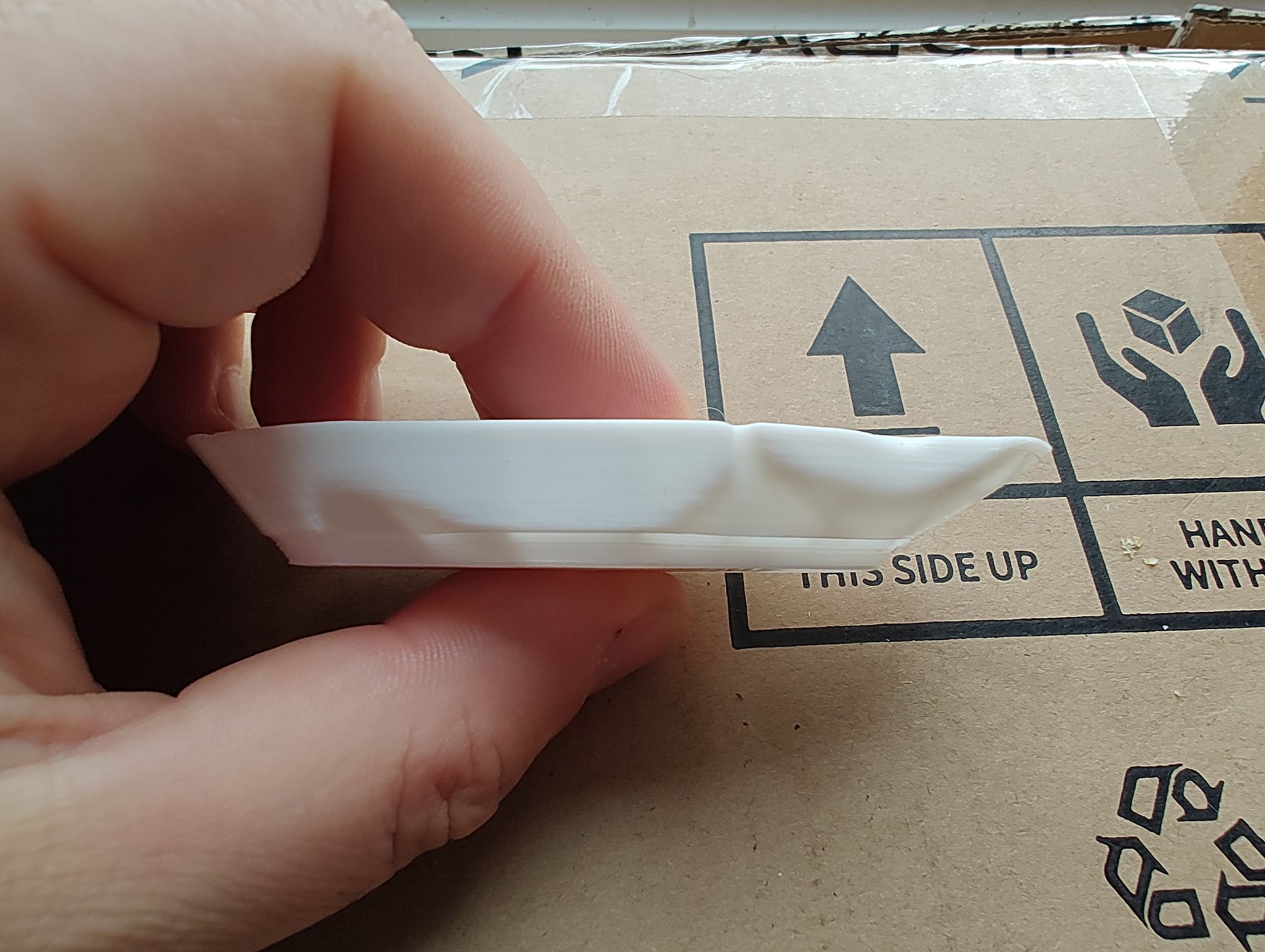
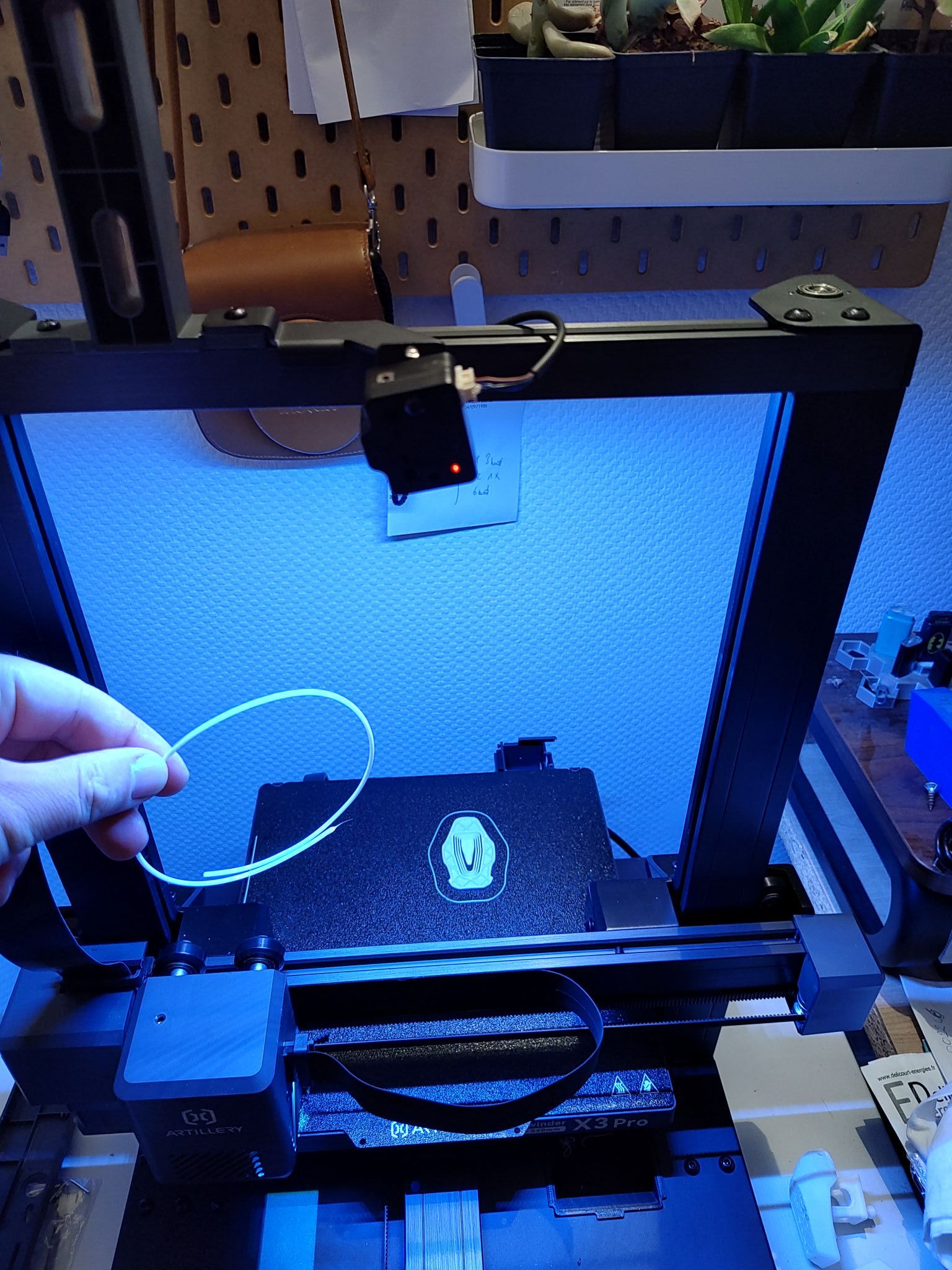
Salutation ! Malgré le raté le début me semble plutôt propre. Peut tu nous faire une belle photo de la couche initiale / face en contacte avec le plateau, pour vérifier qu'elle était bien écrasé sur le plateau ? Merci. Sinon avec les nouvelle imprimantes rapide que j'ai testé j'en suis arrivé a deux conclusions Avoir une bobine placé sur le portique favorise / amplifie les oscillation lors des impressions a haute vitesse. (c'est mieux, il me semble de déporter la bobine, et il faut aussi préférer mettre l'imprimante au sol plutôt que sur une table qui n'est pas très robuste ) Il faut éviter pour certain modèle d'Imprimer en haute vitesse sur des imprimante "slinger", car un objet même légèrement flexible de par sa structure oscille lors des déplacement du plateau. Or là le modèle que tu veux imprimé semble exactement de ce genre ( la partie centrale de la lame télescopique est pas spécialement robuste et n'a pas une grosse surface en contacte avec le plateau donc peut osciller.) Éventuellement orienter dans l'axe X plutôt que dans l'axe Y peut permettre de réduire les déplacement plateau et donc les oscilations1 point
-
https://www.google.com/search?q=site%3Awww.lesimprimantes3d.fr%2Fforum%2F+bois+laser ->1 point
-
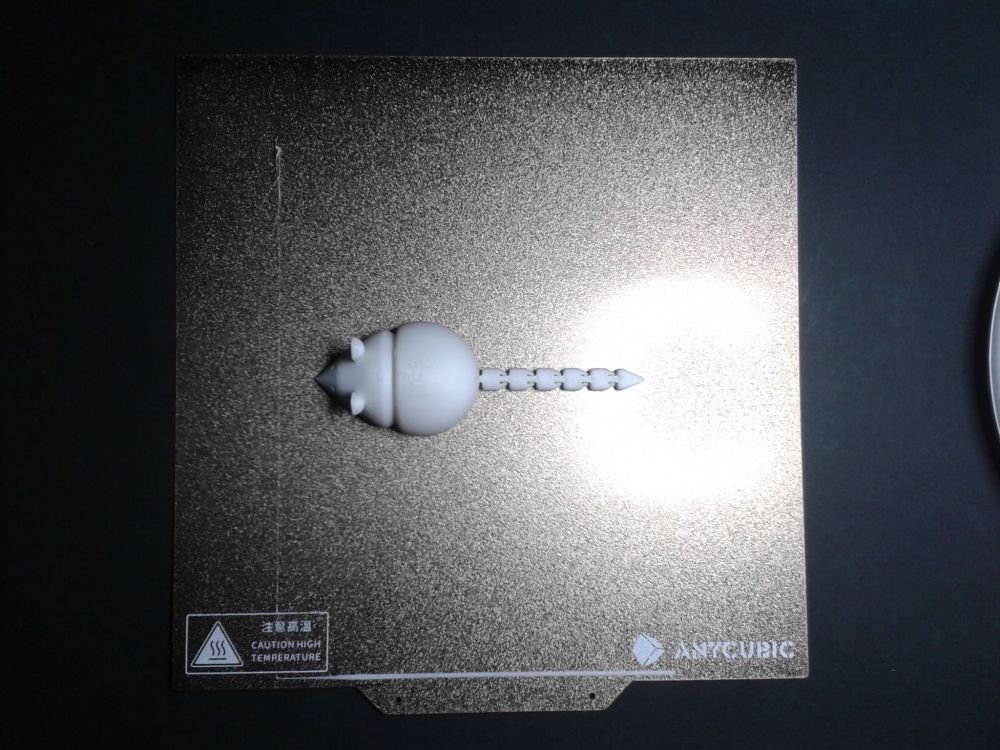
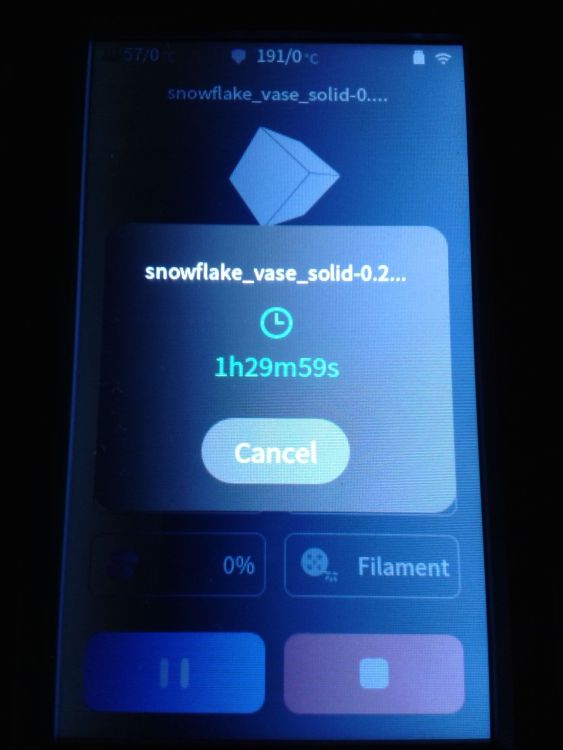
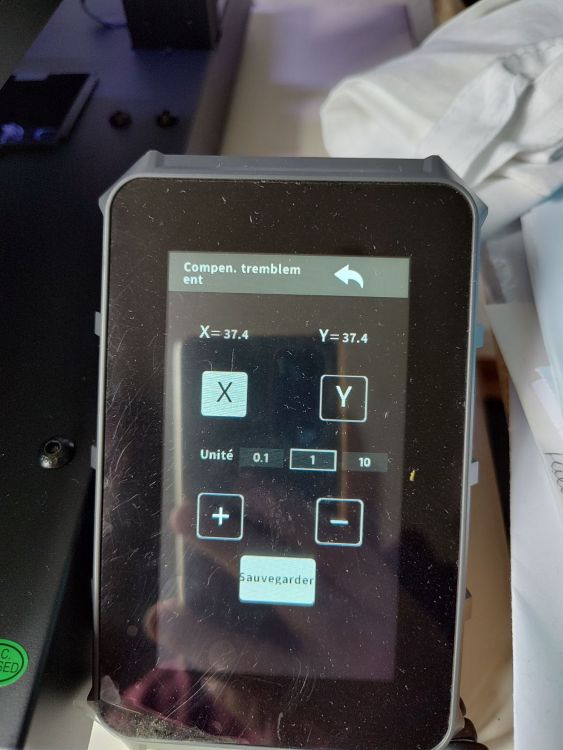
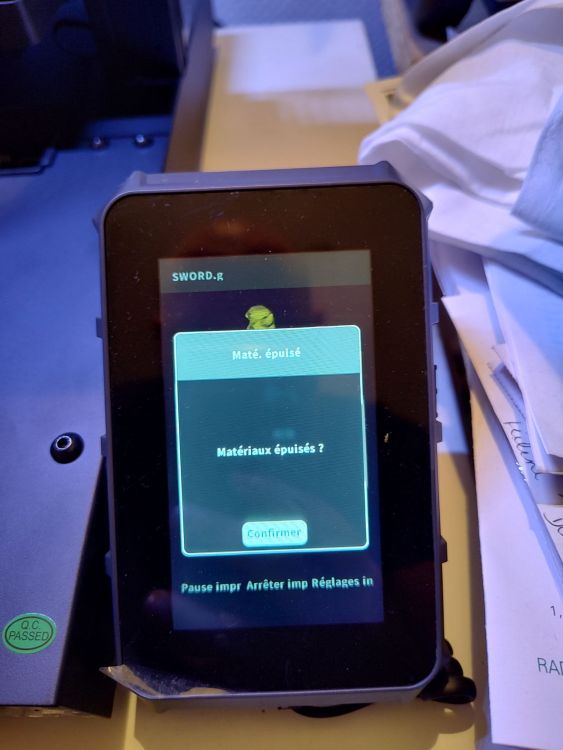
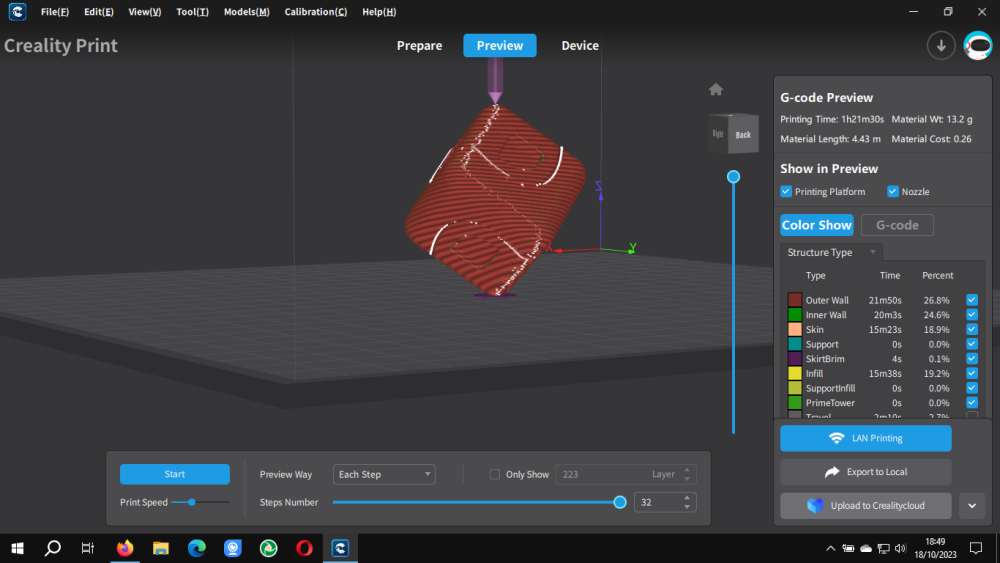
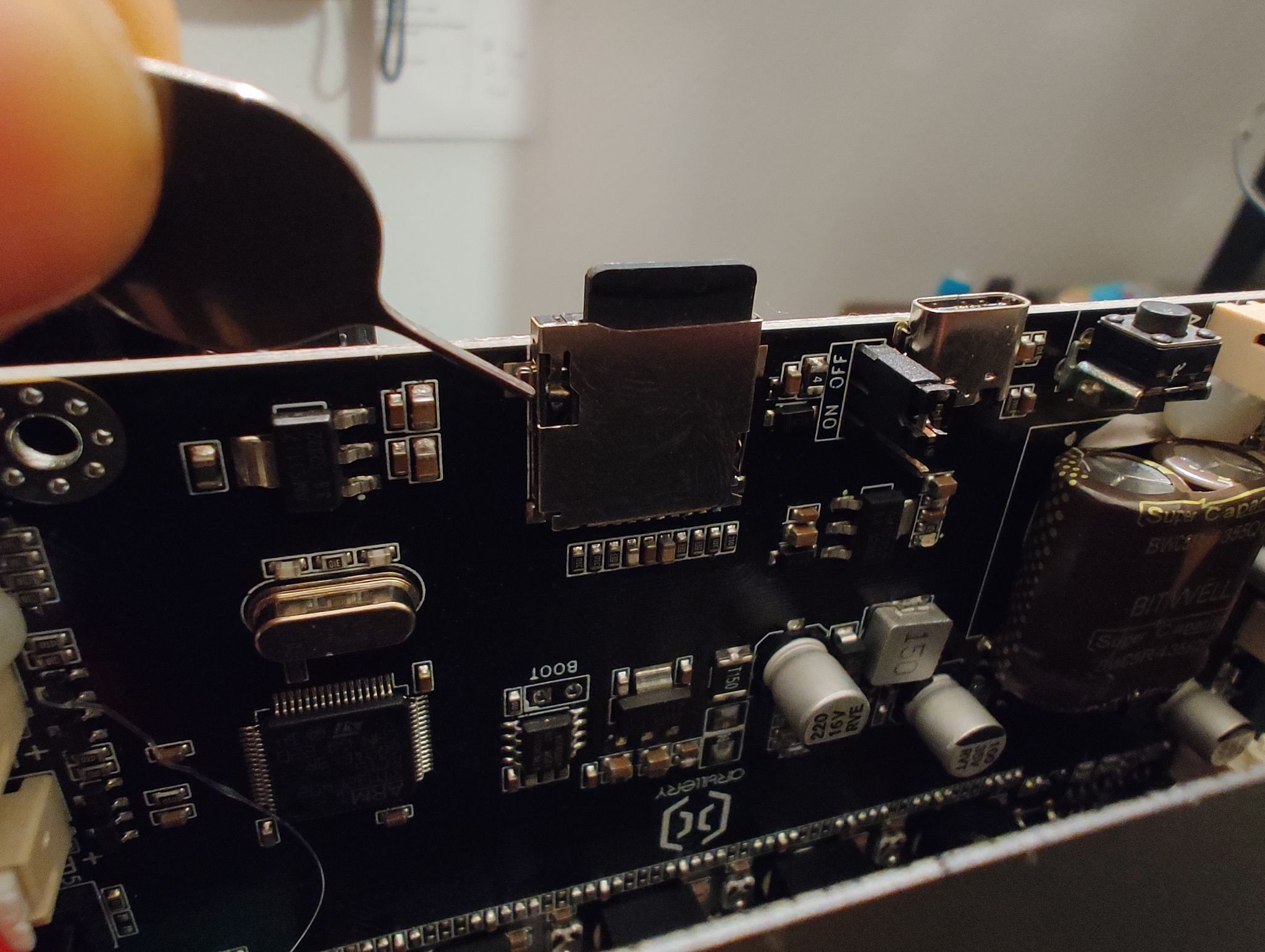
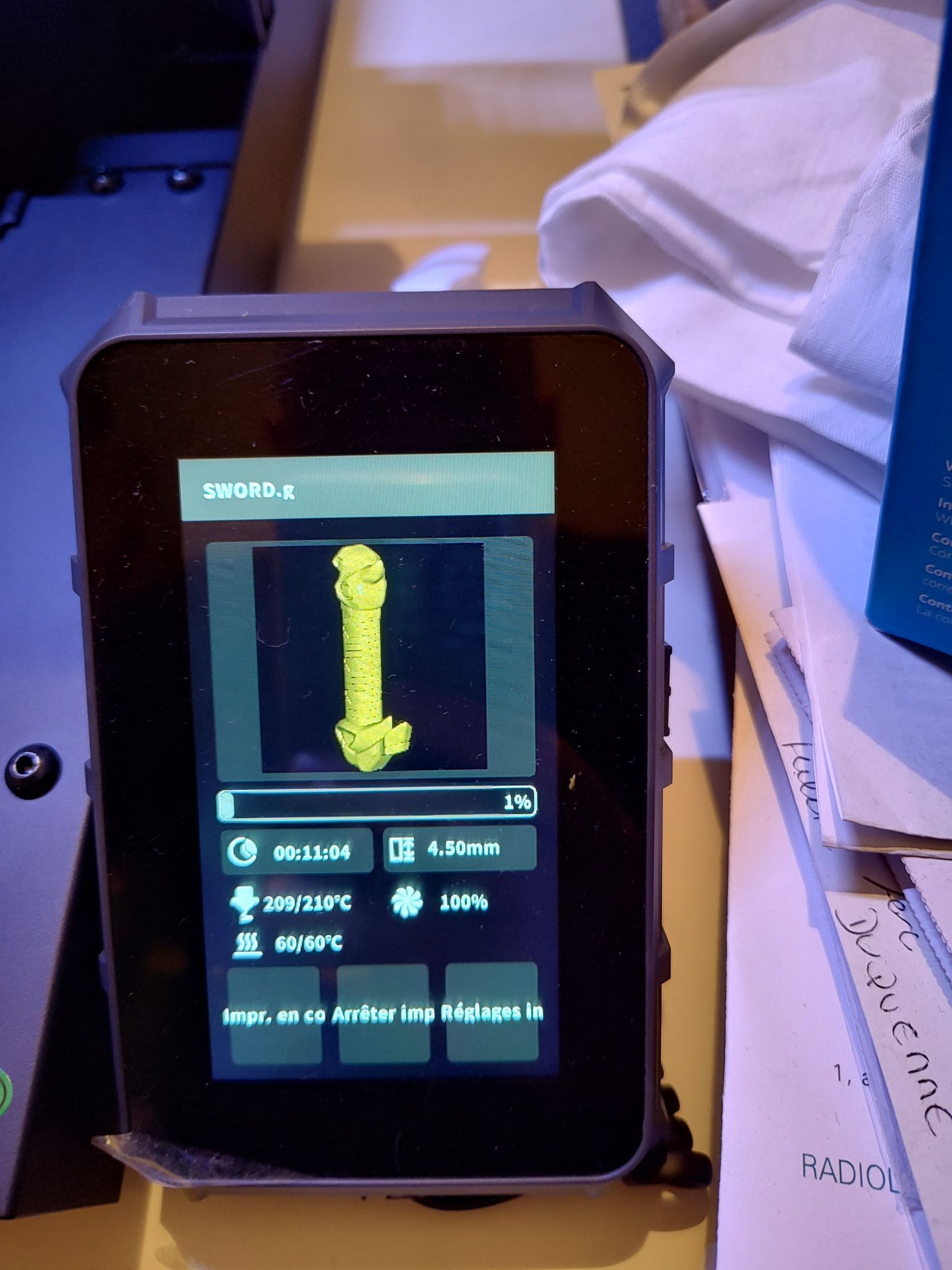
Suite à la reprise après coupure fin filament, je constate que la tête a tapé avec un reste de filament et donc un léger décalage.( dommage que la tête n'aille pas au-dessus du nettoyeur de bus, en cas de de changement de filament.) Afin d'avoir un print au plus propre, j'ai donc relancé l'impression. Elle est tombée sans que la buse tape, ;-( le print n'est pas propre, le sabre ne se déploie pas. Je suis tombé sur le bouton compensation tremblement, qui au final ne me parle pas plus que cela. J'ai de forts doutes sur la pertinence de l'emplacement du capteur de fin de filament.









 1 point
1 point -
merci beaucoup pour ta reponse, je regarde tout ça (je decouvre flash forge)1 point
-
hello, l'air assist sert surtout à éviter les traces trop importante de brûlure en périphérie du passage du laser. En gros il n'y a que le point d'impact du laser qui est brûler, sur une découpe ça fait un trait de découpe bien propre et sur une gravure ça évite les "bavures" et donc permet de meilleur contraste.1 point
-
oui y aura moins de risque de fragilité en effet. Après pour une de tes questions savoir porter a la bouche ou utiliser pour contenir des aliments que ce soit résine ou filament j'évite sauve si y a une indication d'usage alimentaire sur la matière, après si c'est un sifflet une fois bien traité sa pose logiquement pas trop de soucis. Et @Sirune vue que tu imprime sans évidage pas de risque de resine qui fuite ici 100% de la résine sera polymérisé y a pas de risque, dans l'evidage le risque est sur les zone isolé donc par exemple avec Lychee c'est complique de faire un evidage via sans avoir la licence pro sur certaine pièce1 point
-
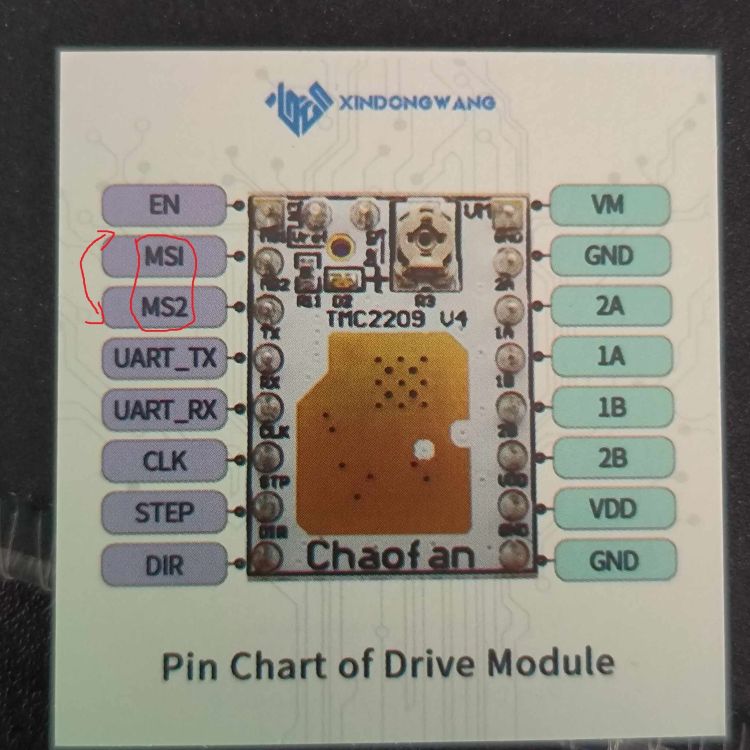
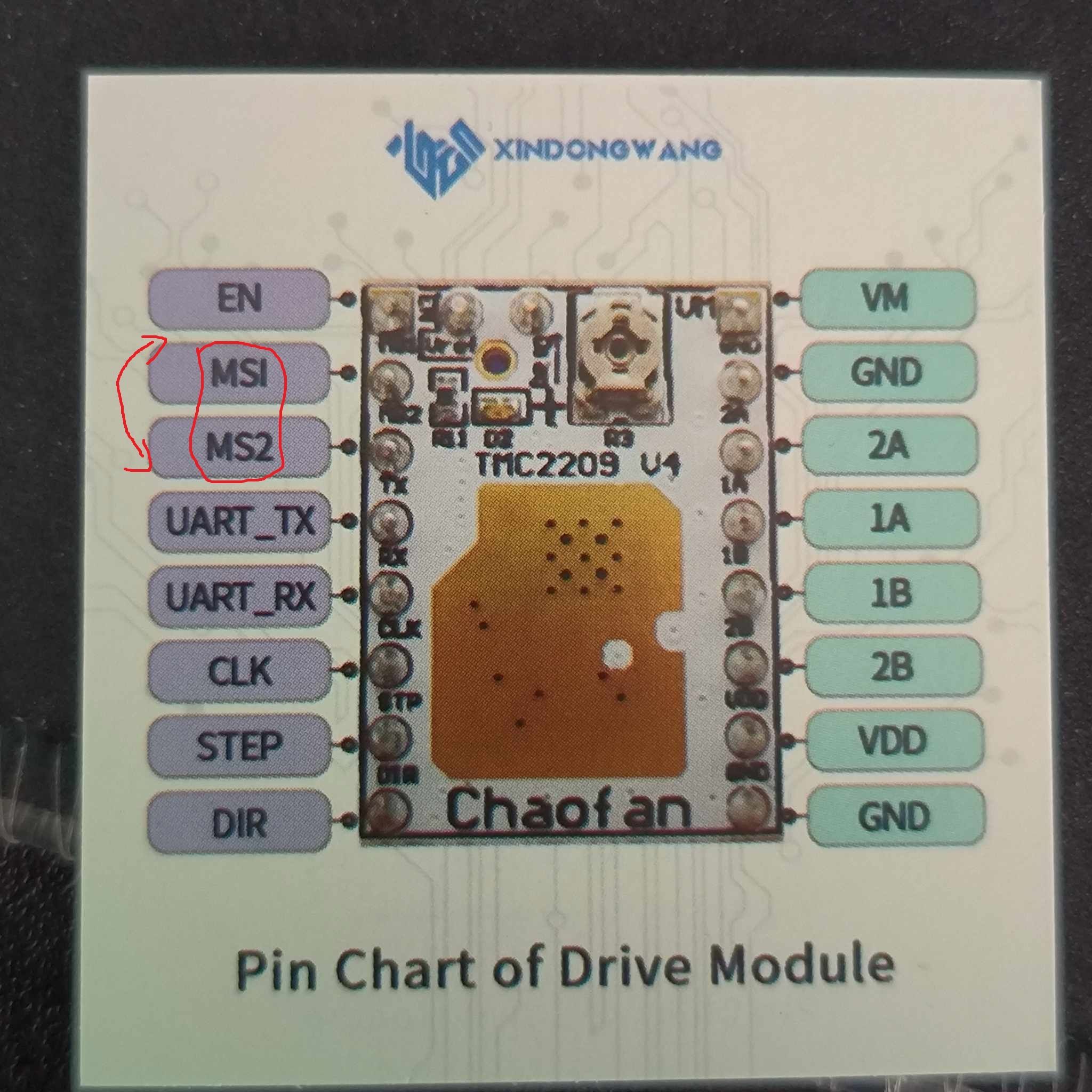
Merci de ta réponse @MrMagounet. J'utilises les TC2209 v4 sur X, Y et Z. Vref E0 driver d'origine 0.96v, 1.10v X, 1.22v Y et Z. Effectivement ils fonctionnent tous à l'envers. Le pontage a été effectué sur la CM exactement comme Titalight. Au départ, j'ai cru que c'était le MS1 et MS2 du driver qui'il fallait souder. Je n'ai bien entendu pas touché. Du coup SW2 avec écran GD32F305. Je te ferai un paypal pour ce service Bonjour, De mémoire quand on demande un auto levelling, l'extrudeur part à gauche et non à droite. Je pense que le problème vient uniquement du firmware à cause des drivers qui sont electroniquement inversés. Le firmware attend de l'extrudeur qu'il arrive en butée gauche et non droite, d'ou selon moi cet erreur.

 1 point
1 point -
Hormis une critique (mais tout de même vraie), dans mon post je donne toute une liste d'astuces et de retour d'expérience sur les assemblages vis/écrou. Ca complétait ton message dans le même esprit, ça peut être utile pour les lecteurs du forum. Je suis désolé si tu as pris cette critique pour toi. Le vrais soucis vient de certains logiciels populaires pour la modélisation 3D qui n'ont pas de fonction filetage clef en main. Les utilisateurs comme toi se retrouvent obligés de se casser la tête à créer un filet de A à Z. De la part des éditeurs de ces logiciels destinés à créer facilement des pièces mécaniques, c'est assez vache de ne pas avoir proposé une fonction permettant d'insérer un filetage ou un taraudage. Certes on peut comprendre qu'un logiciel de CAO avancé ait une licence payante, mais les filetages c'est basique en mécanique.1 point
-
Tiens, tiens, tiens.... Tout ça me dit quelque chose1 point
-
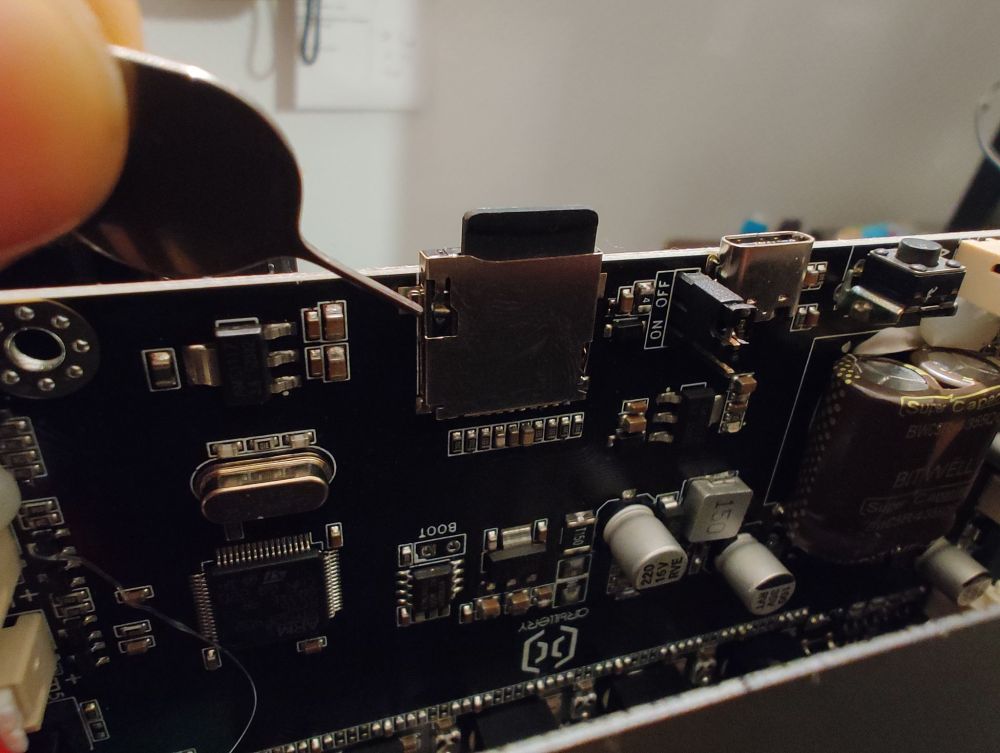
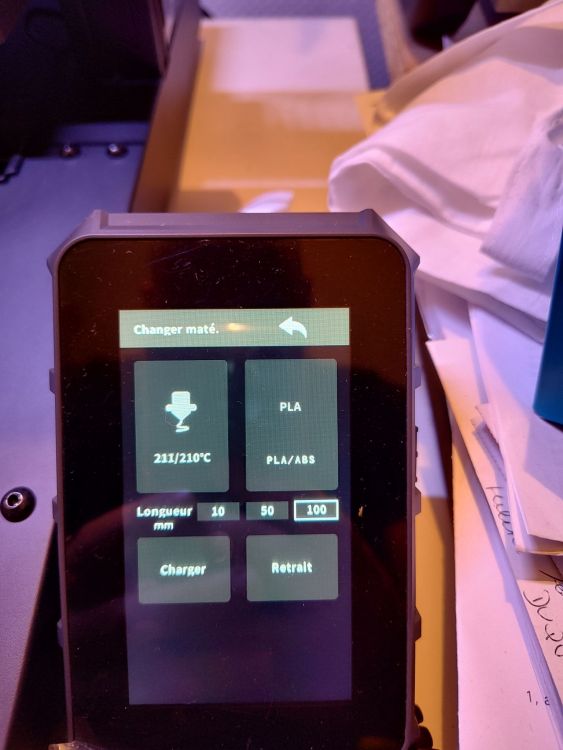
Bonsoir, Aujourd'hui poursuite des tests, réparation sommaire du dysfonctionnement du lecteur, impressions de tous les fichiers de la SD, puis impression des fichiers de tests de la dite Micro SD. Le pico qui retient la carte Micro SD est trop loin, il ne bloque pas la carte. J'ai donc poussé celui-ci vers l'intérieur, la carte reste maintenant en place. Voici les tests du jour ; Deux benchy boat sont sur la carte, le premier imprimé en 20 minutes et l'autre en 35 minutes. Bizarrement celui de 20 minutes est imprimé plus vite (logique) et le résultat est plus propre. J'arrive à la fin du filament fourni avec la machine, je vais donc pouvoir tester la fin de filament et la reprise d'impression. Cela fonctionne, un message m'indique qu'il n'y a plus de matériau. Changement de filament puis reprise. Je vous mettrai le résultat demain!!! N'hésitez pas si vous avez des questions, j'y répondrai lorsque je le pourrai.



 1 point
1 point -
Clairement ce n'est pas suffisant, ça filtre un tout petit peu. Ca me permet de surveiller une surface non réfléchissante pendant un très court instant. Les lunettes restent obligatoire pour surveiller. Je valide aussi mon choix de fabriquer un abattant qui ouvre plus de la moitié de l'avant du boitier, c'est beaucoup plus ergonomique qu'un simple couvercle. Par contre c'est beaucoup plus chi... à fabriquer. L'inconvénient est que je ne peux pas mettre de verrin. Il faudrait installer un système mécanique encombrant et je n'ai pas la place. Merci. Avec du matériel de récup il ne faut pas regarder de trop près. Je suis en train d'imprimer des cornières pour cacher la misère. Je potasse la gravure au TiO², penses tu qu'une récap vaille la peine ?1 point
-
Entre les quatre (Creality SonicPad, Flsun SpeederPad, Bigtreetech Pad7, Raspberry Pi 4 + écran tactile 7") : Raspberry Pi 4 + écran tactile 7" Bigtreetech Pad7 Flsun SpeederPad Creality SonicPad Ordre ayant ma préférence (ce n'est que mon avis), du système le plus ouvert et modifiable d'origine à celui plus ou moins «propriétaire» difficilement modifiable sans mettre plus que les mains dans le cambouis. On peut également faire avec un écran plus petit ( 5" ) comme avec un BTT PiPad5 + carte Rasberry CM4 (c'est celui que je préfère de toutes mes «tablettes»), dans mon classement elle serait soit en 0,5 soit en 1,51 point
-
Bonjour, Tu es en Bowden ou bien en direct drive ? Si tu es en bowden (donc origine) l'extrudeur est un clône de l'extrudeur BMG de Bondtech, tu peux donc opter pour l'original qui ne devrait pas poser de problème pour le remplacement. Concernant le prix le Bondtech n'est pas donné. Pour ma part je fonctionne toujours avec le modèle d'origine qui me donne satisfaction.1 point
-
Maintenant que c'est dit ... je remarque bien qu'il y a pleins de petits détails louche ... mais sans prendre le temps de bien regarder cela fonctionne bien1 point
-
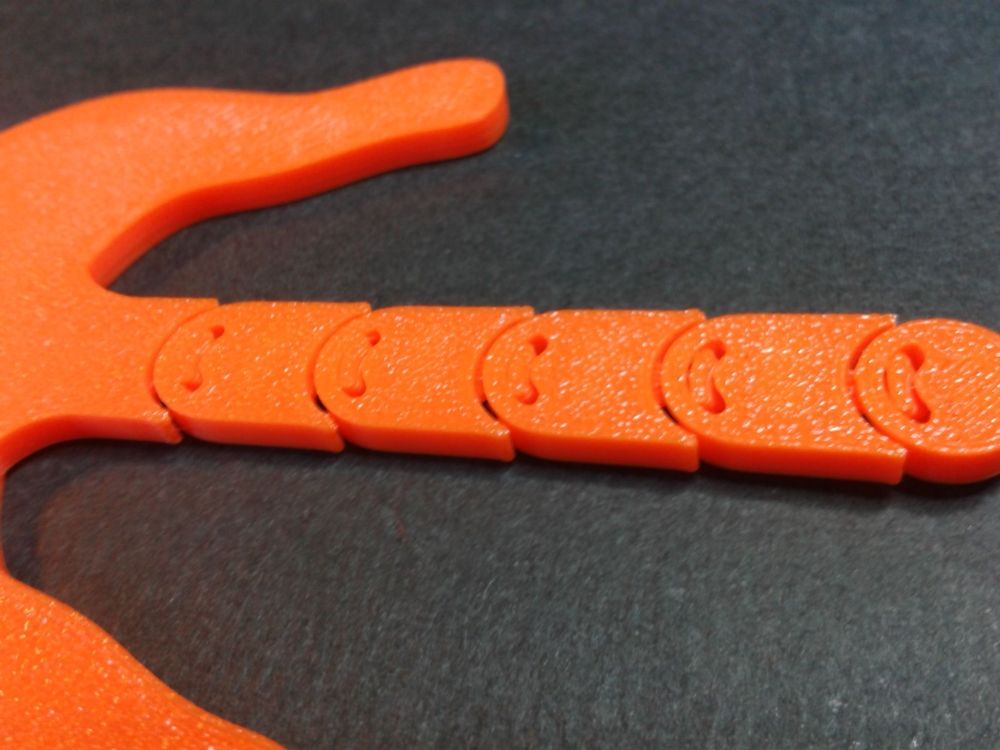
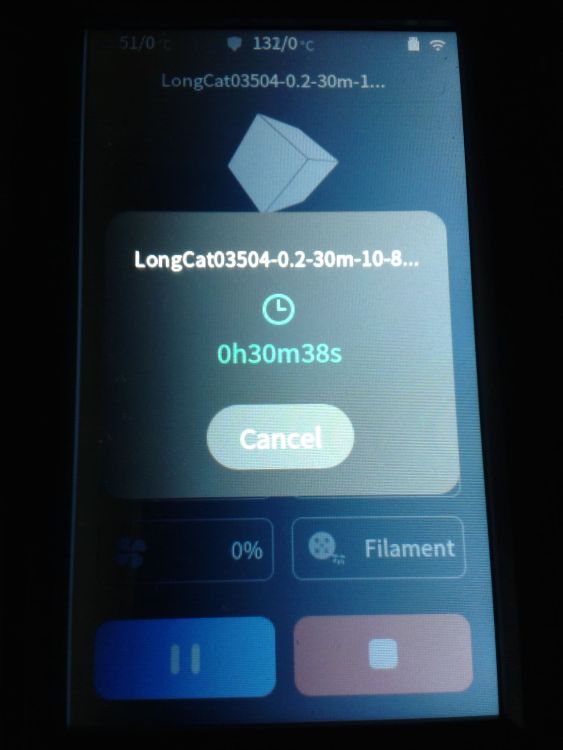
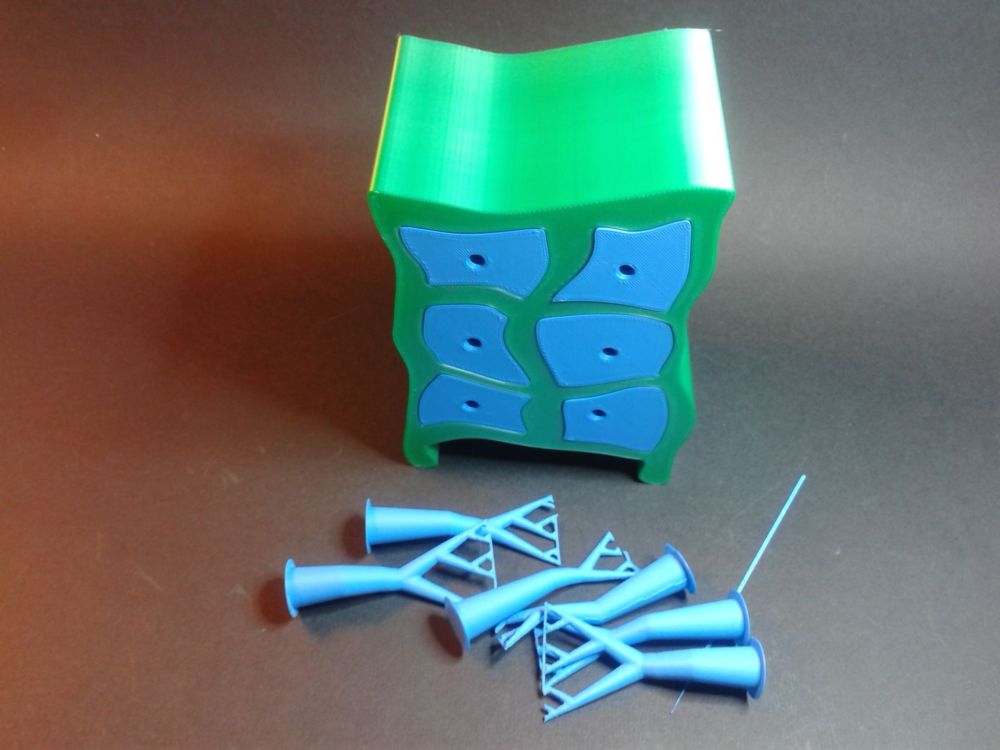
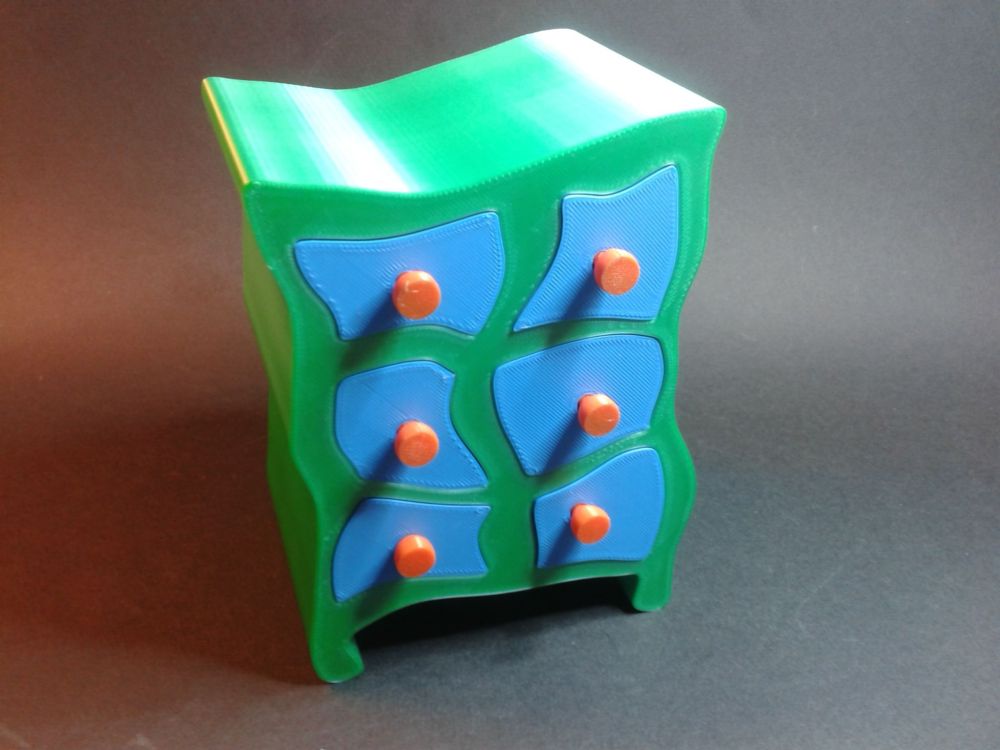
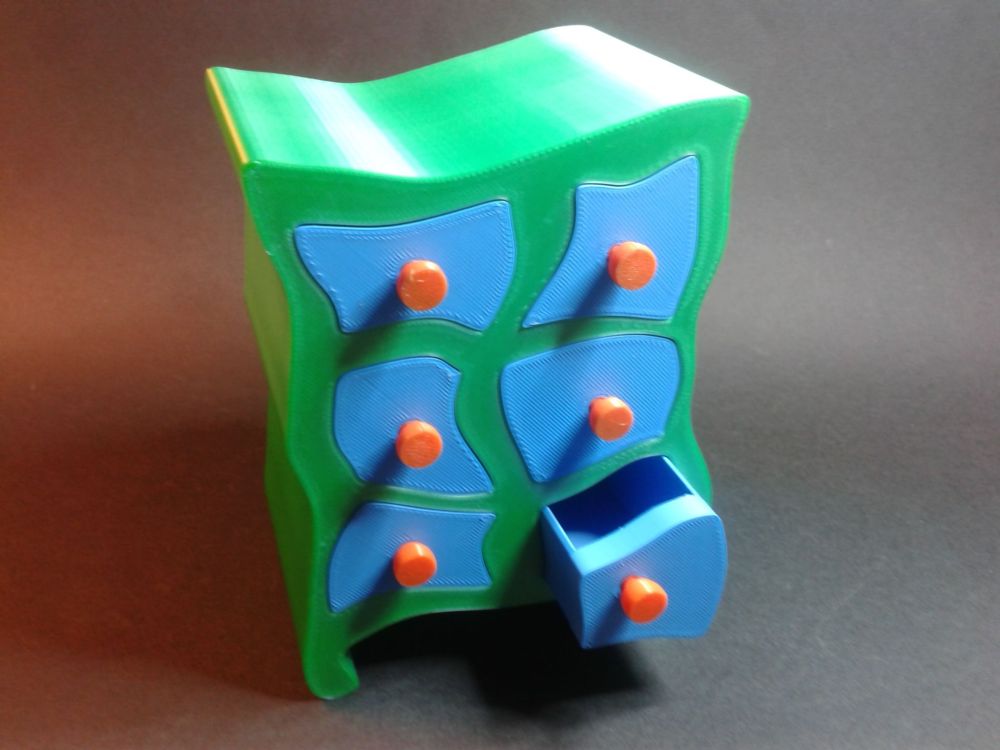
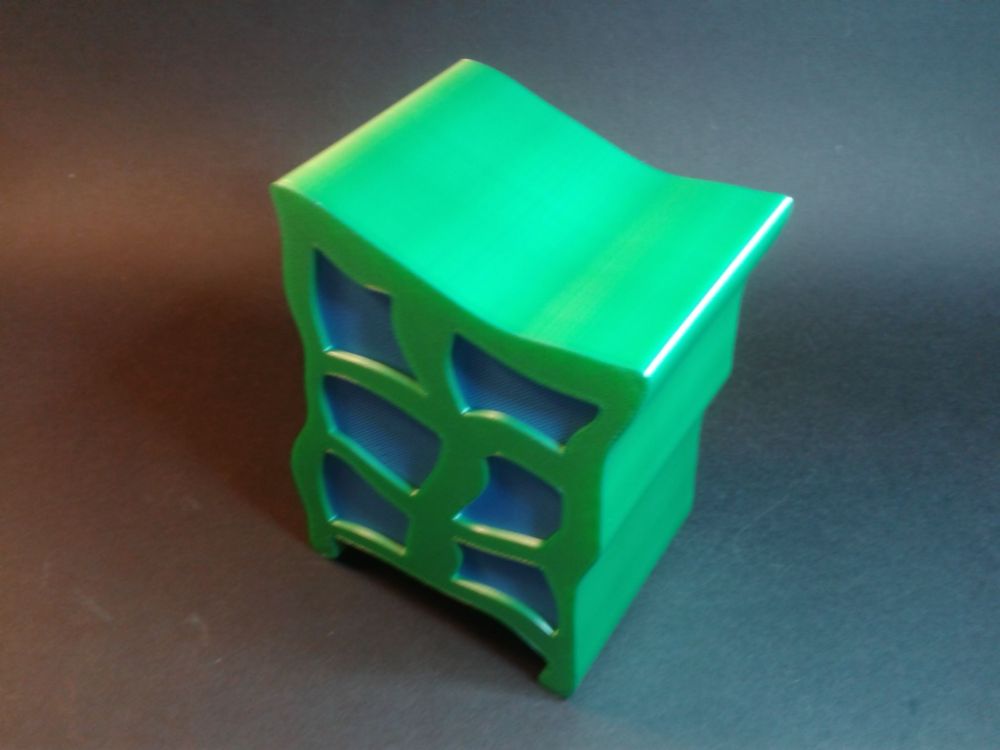
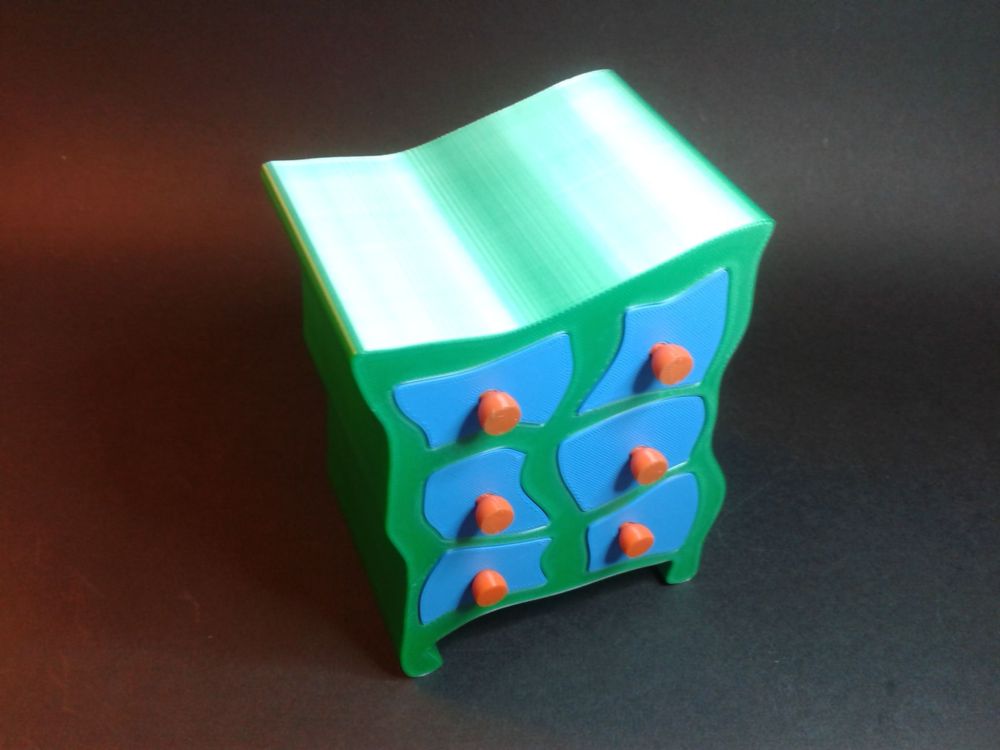
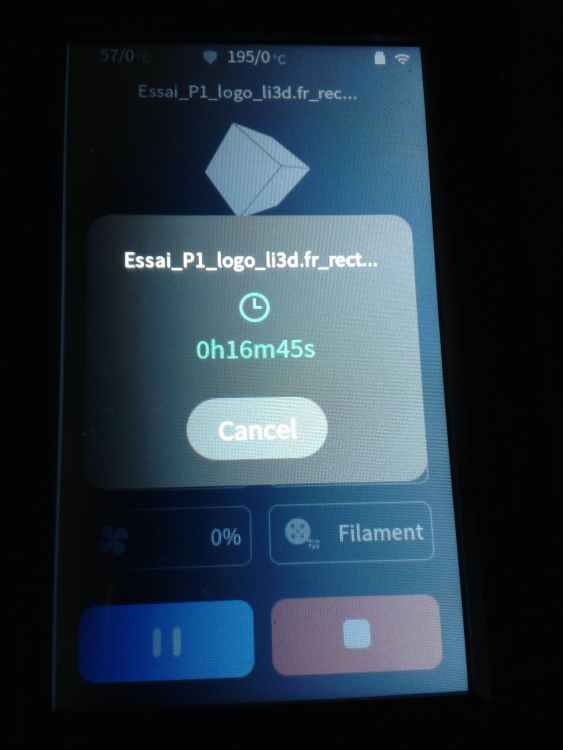
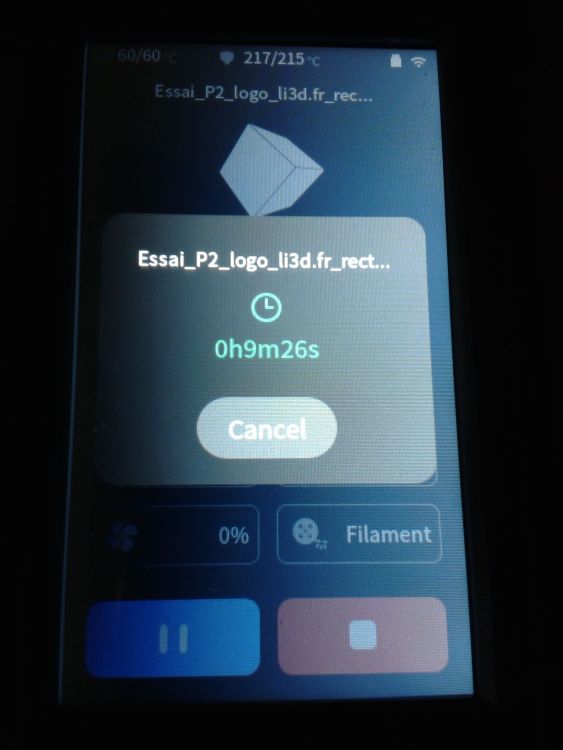
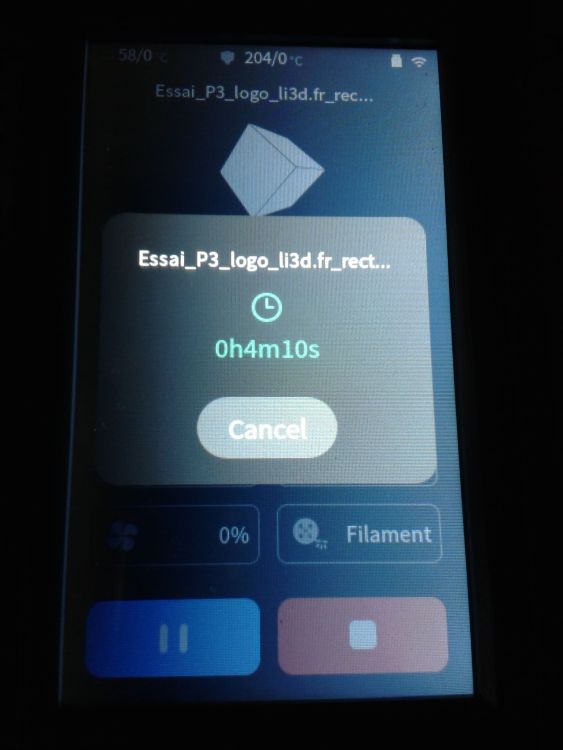
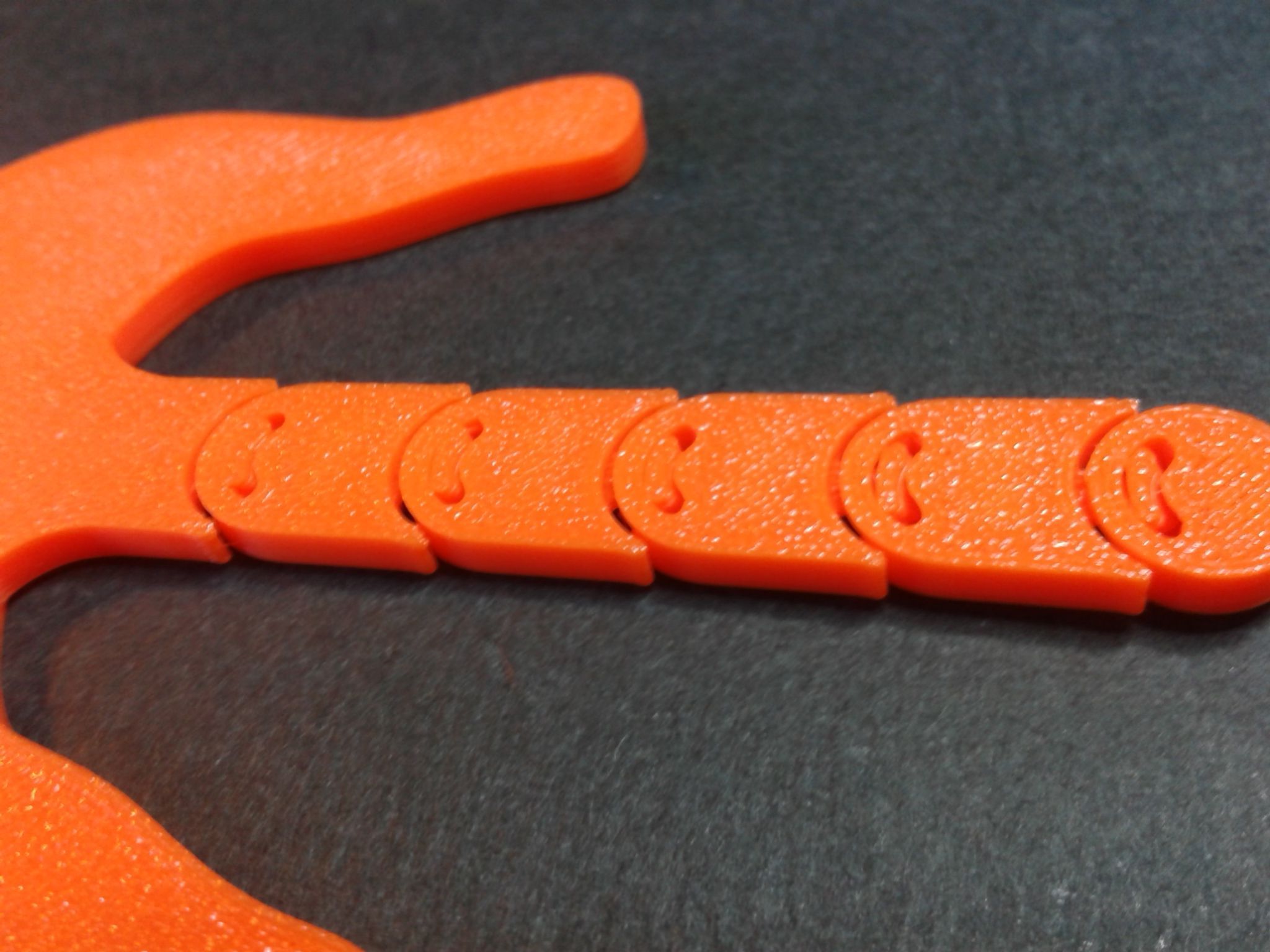
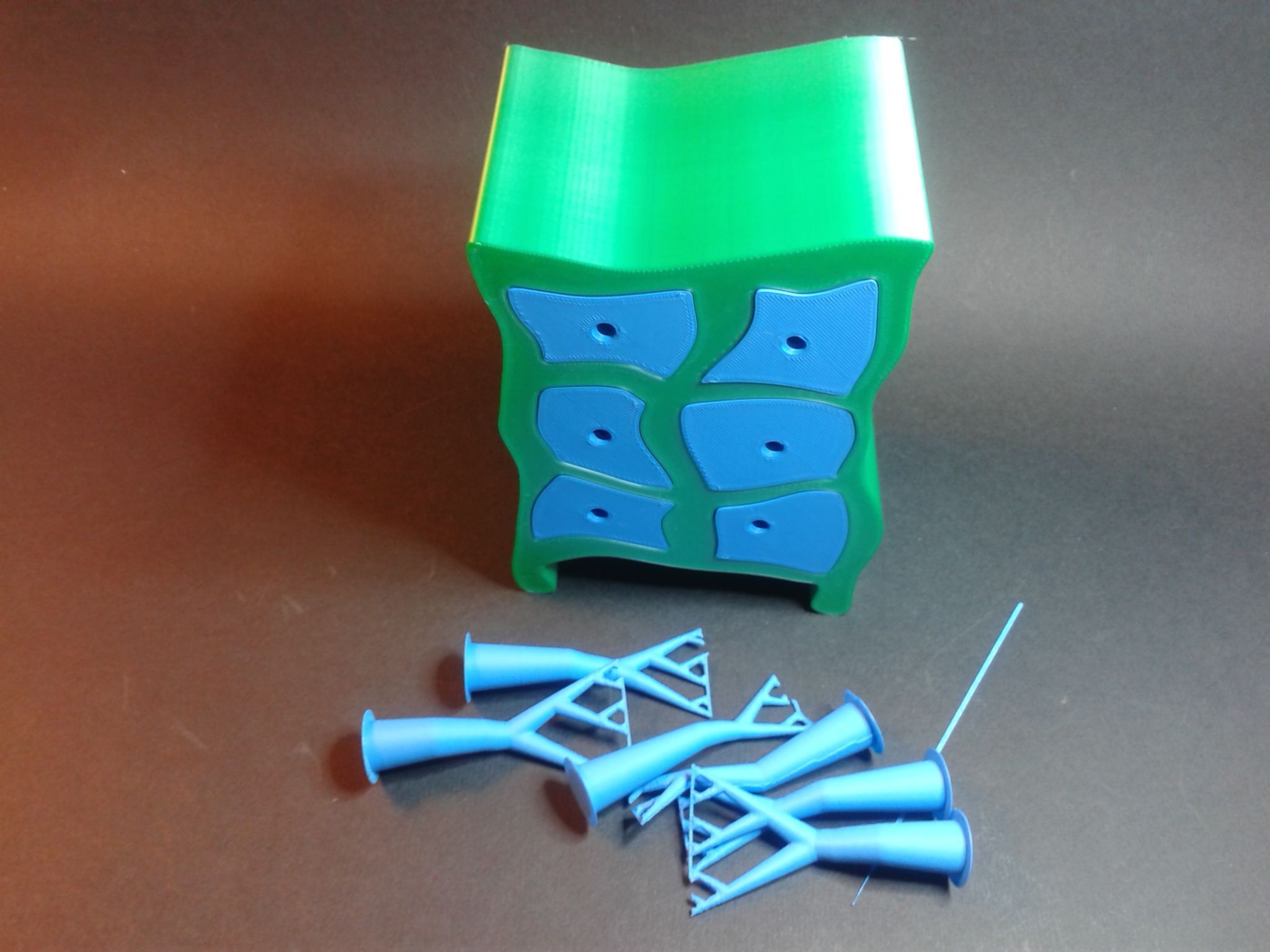
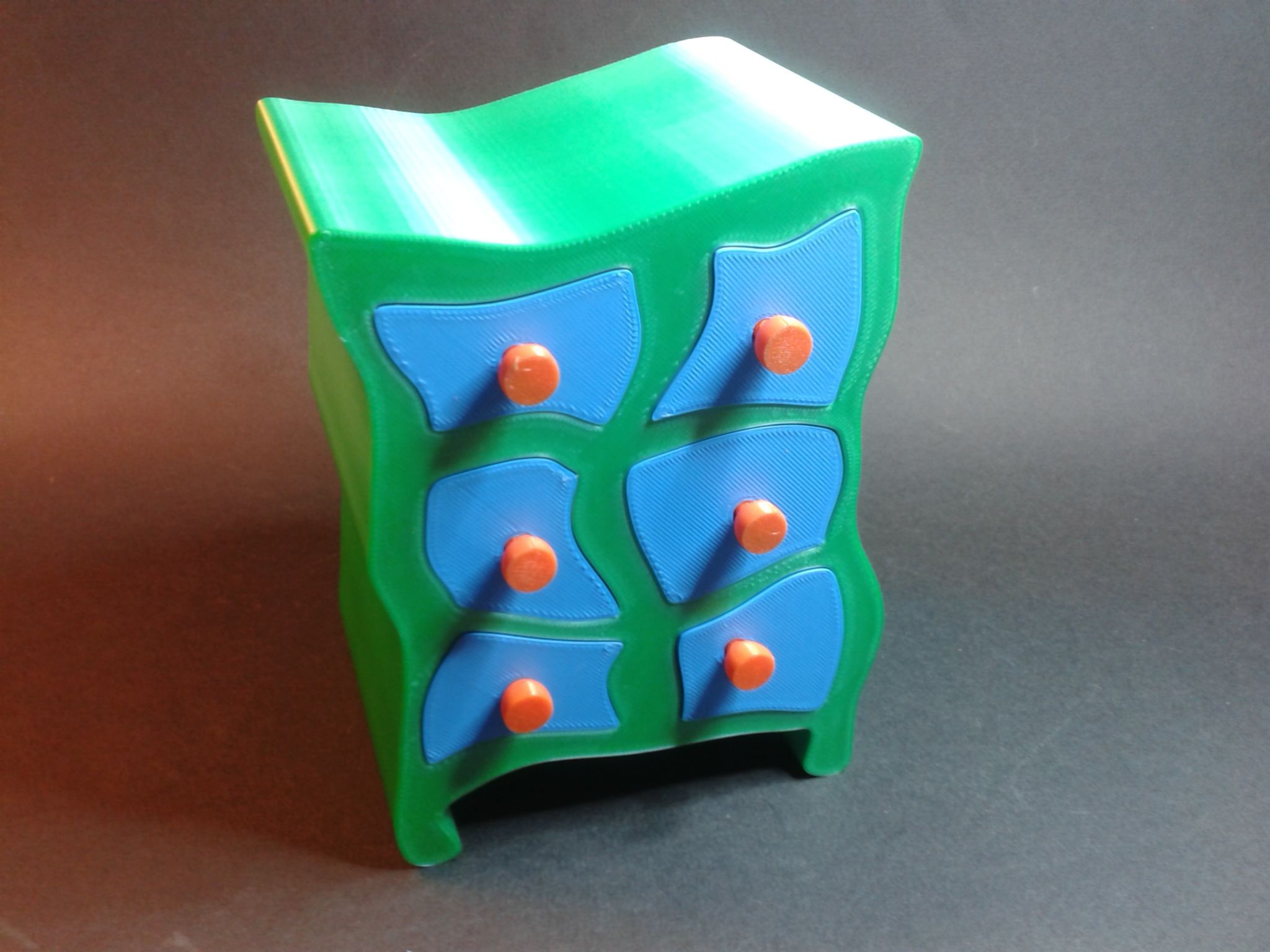
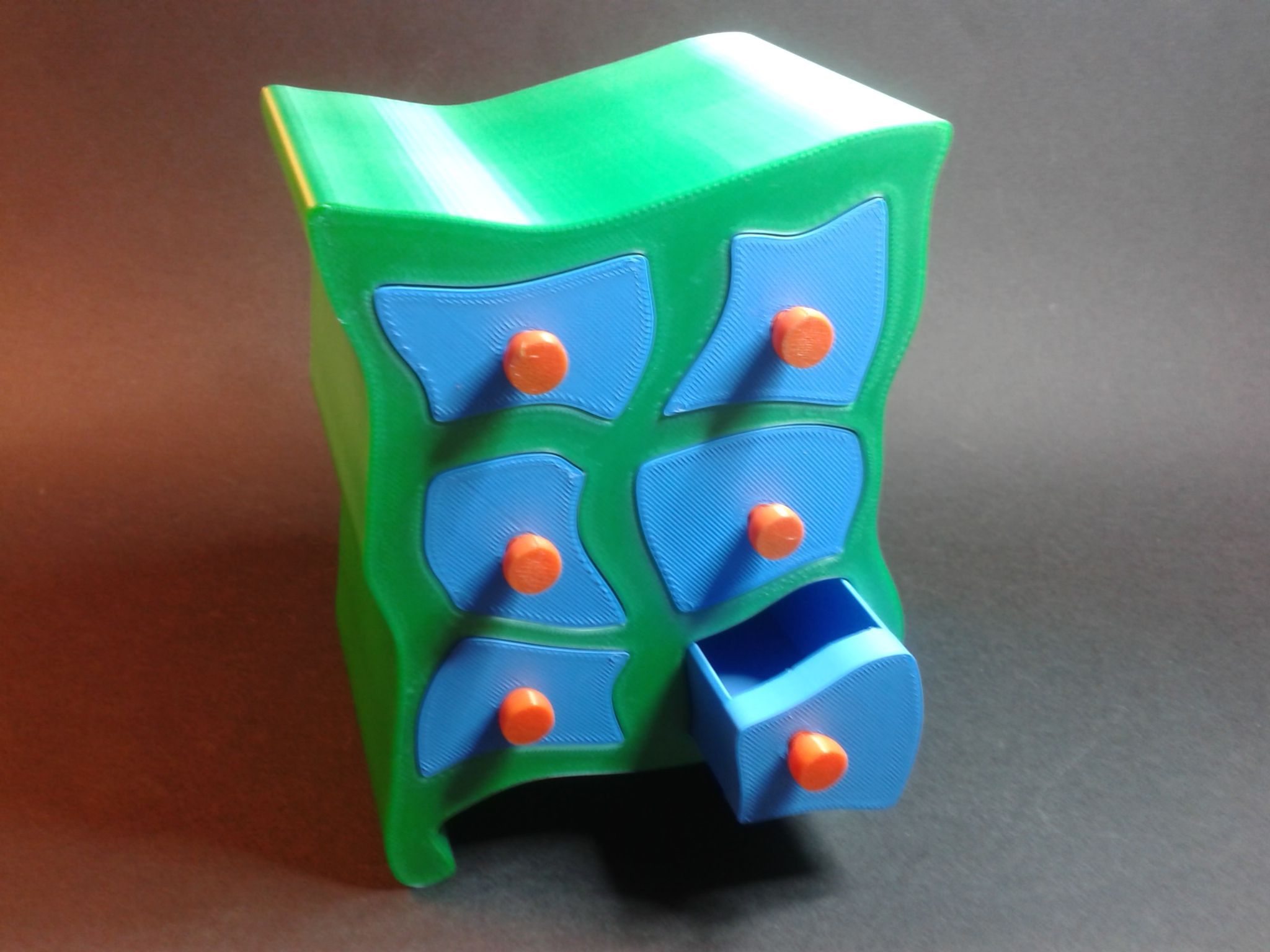
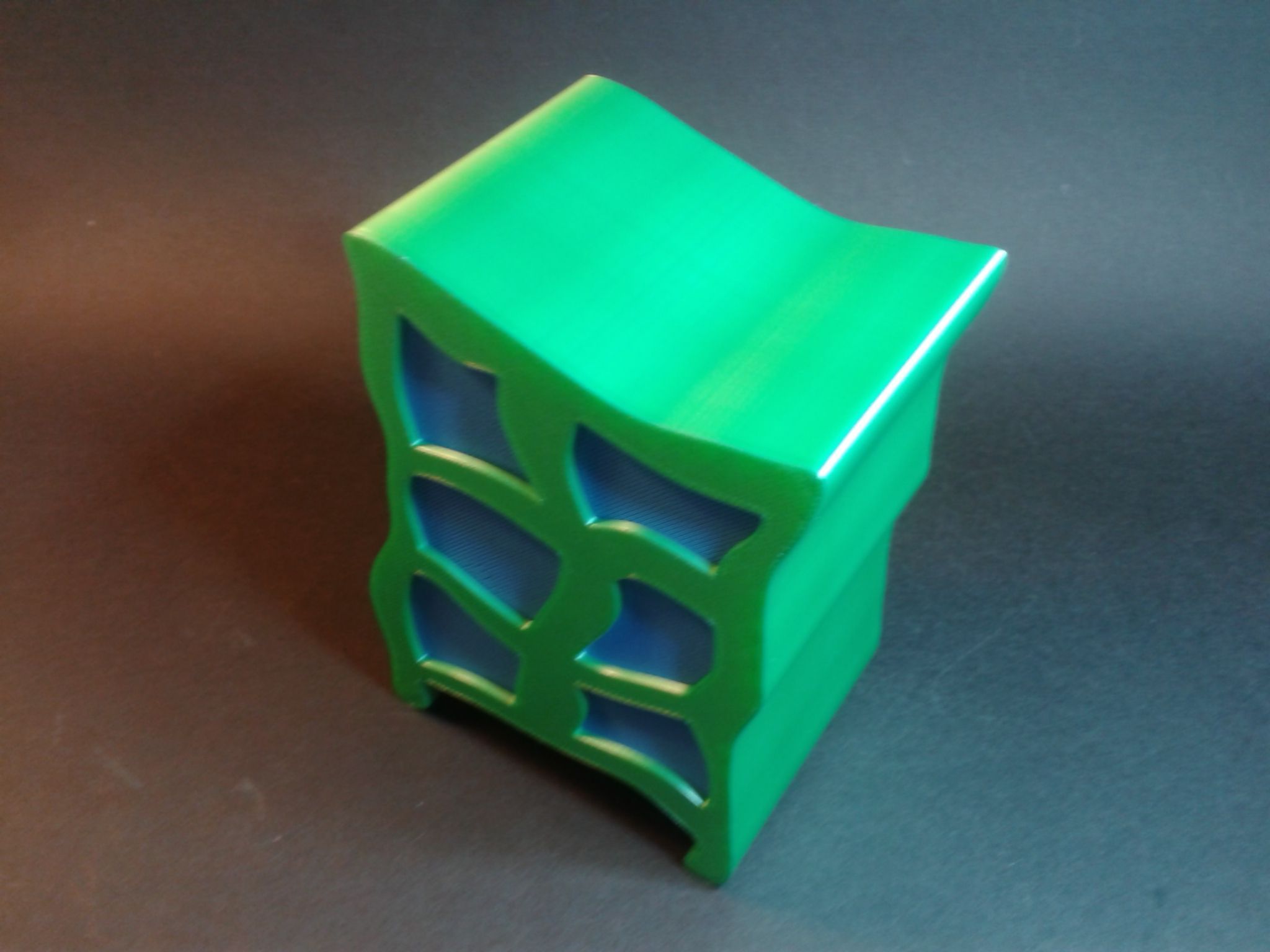
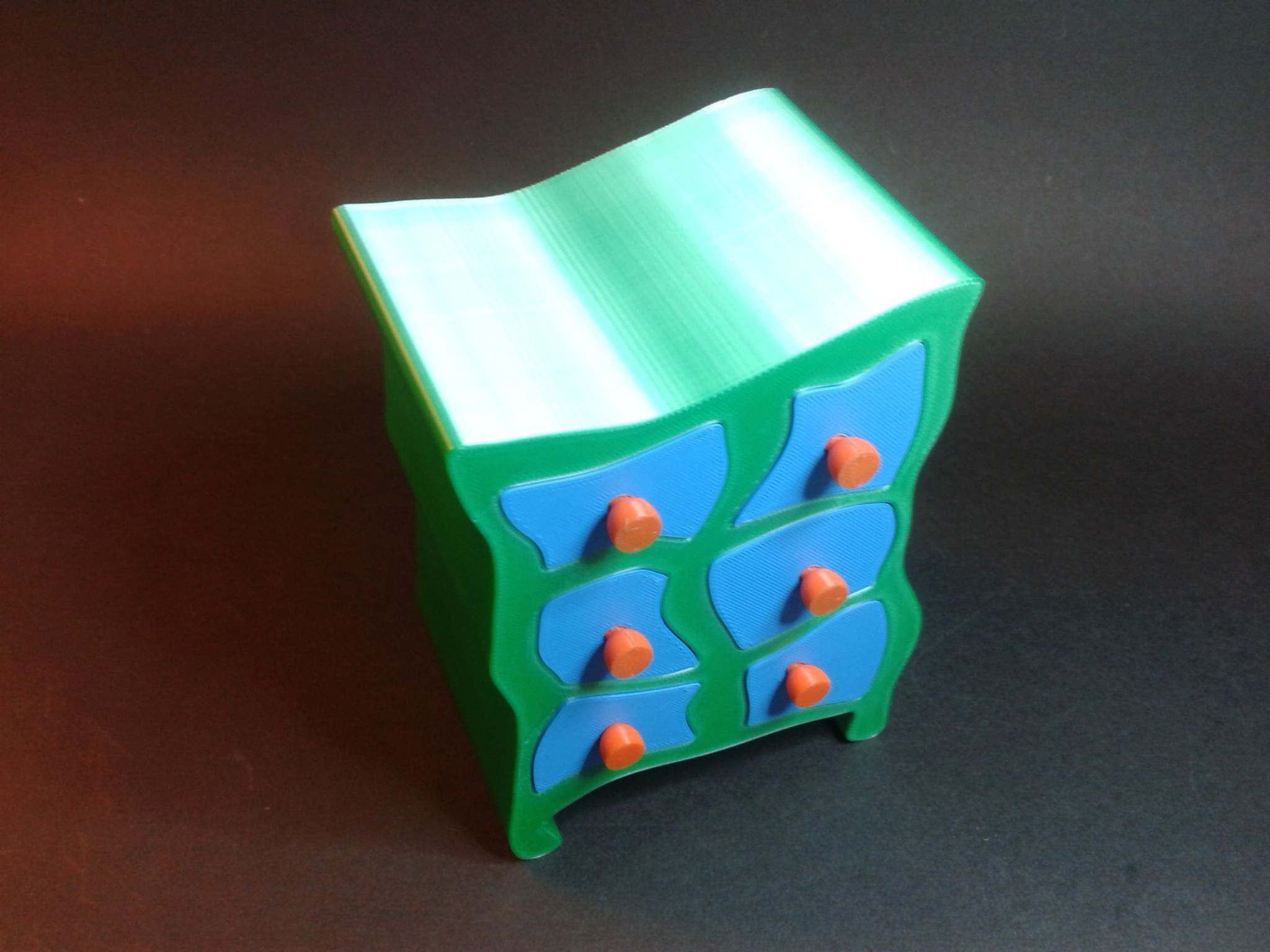
Autres impressions (Acte 3) Hatter’s Cabinet (Trinket / Jewelry Box) par voidbubble https://www.printables.com/fr/model/57165-hatters-cabinet-trinket-jewelry-box PLA Silk Vert ArianePlast PLA+ ciel 4043D ArianePlast PLA orange Eryone "Flex Cat" de "inhabitworks" https://www.crealitycloud.com/model-detail/651e71bec0dfd5aea2b64123 LongCat03504.stl, PLA orange Eryone J'ai eu besoin de sortir une petite lame pour délicatement travailler/découper certaine des articulations partiellement fusionnées sur la couche initiale. (Surement le Z-Offset à ajuster ou le fait d'avoir une surface d'impression texturée ...) Une version du logo de lesimprimantes3d.fr https://www.thingiverse.com/thing:6228500 Pour me permettre d'avoir l'équivalent d'un M600 (Changement de filament) J'ai manuellement divisé/édité le fichier d'impression généré, en 3 fichiers distincts. (où j'ai retravaillé les g-code de démarrage et les g-code de fin, quand il y avait besoin.) pour faire trois impressions a enchaîner, tout en laissant l'impression sur le plateau afin de la continuer (en gardant la chauffe du plateau pour ne pas que l'impression se décolle) et ainsi, me permettre de faire le changement de filament entre chaque impression. Avoir un firmware qui n'ignore pas les M600 c'est bien plus pratique que de faire comme j'ai fait... Filaments, PLA Noir Velleman, PLA Eco blanc ArianePlast, PLA orange Eryone.















 1 point
1 point -
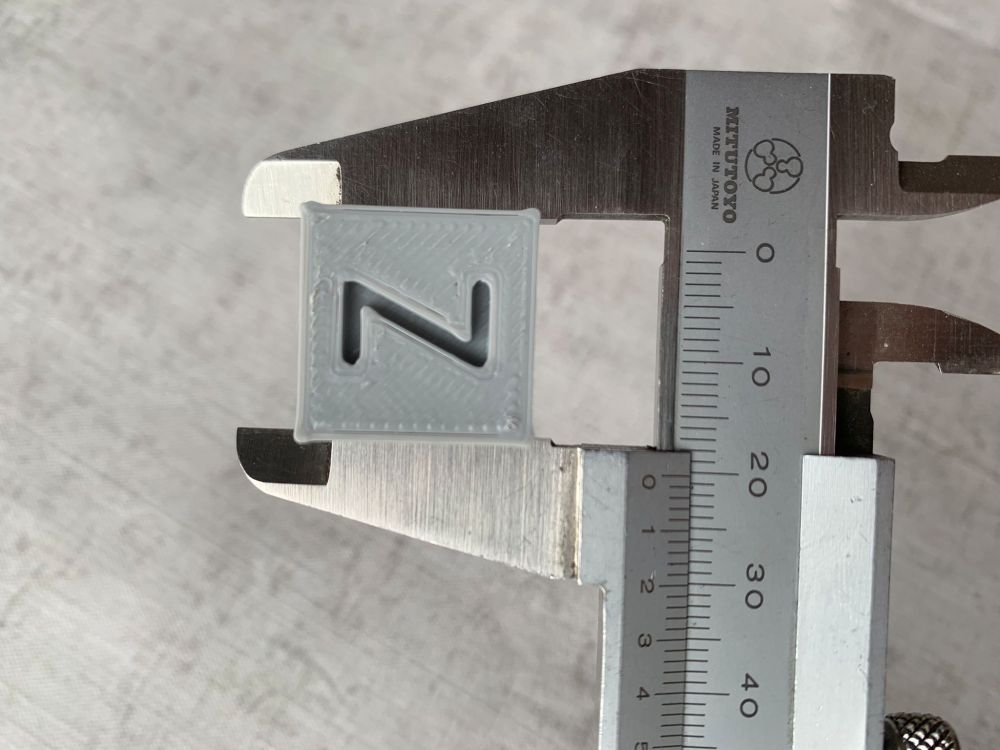
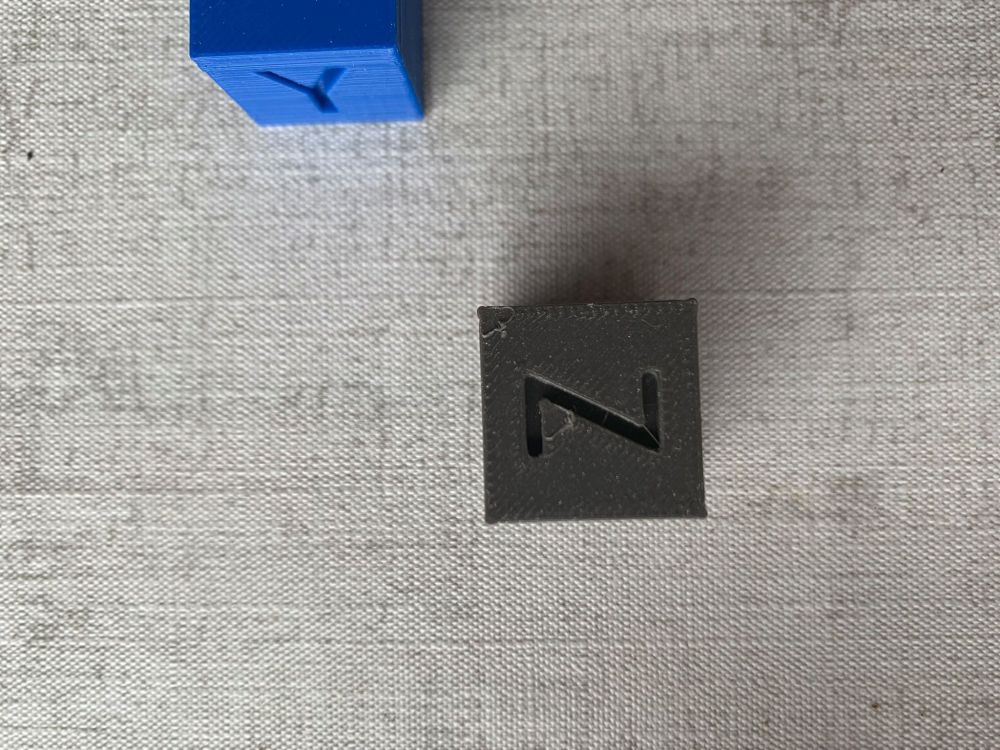
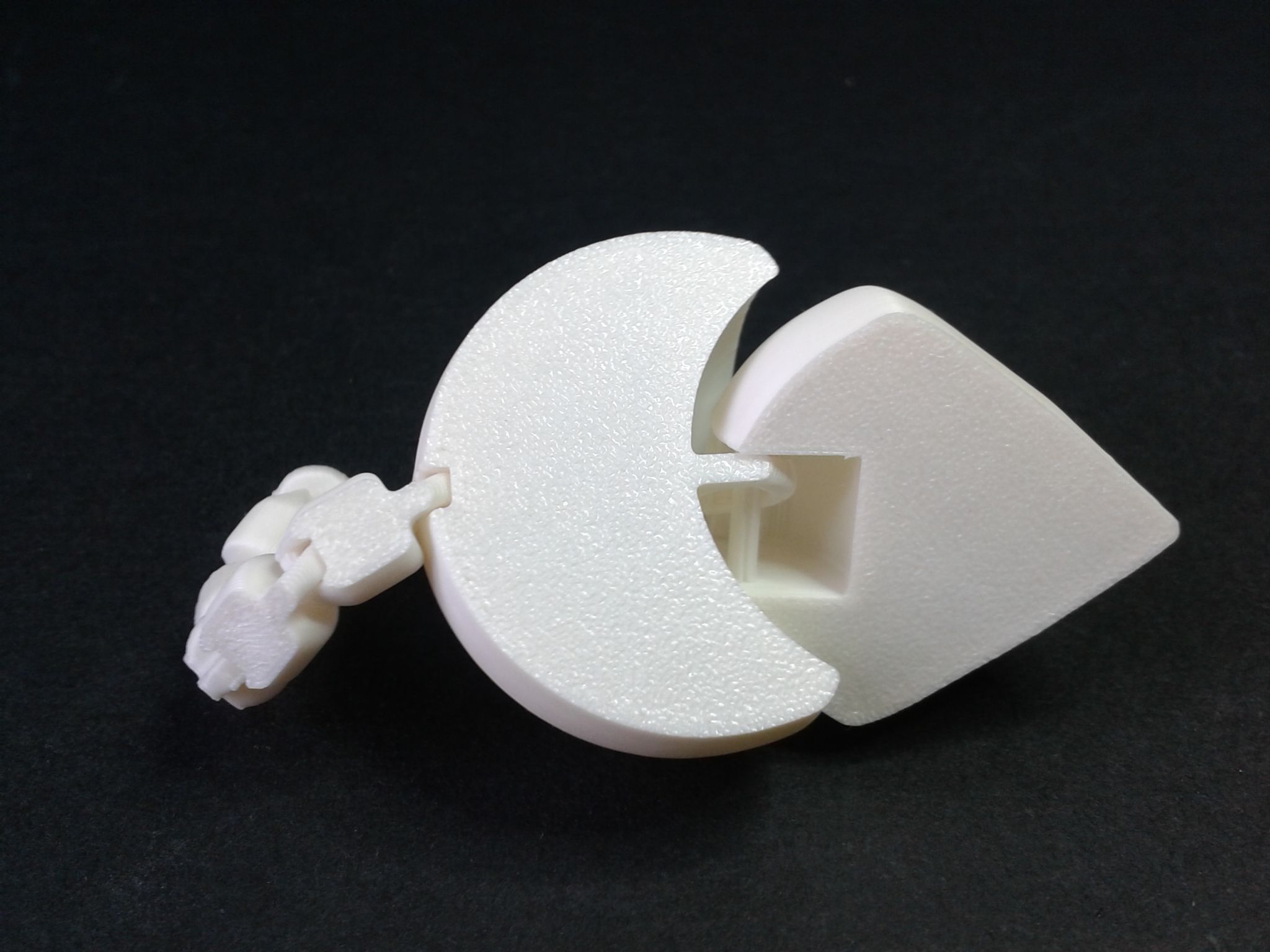
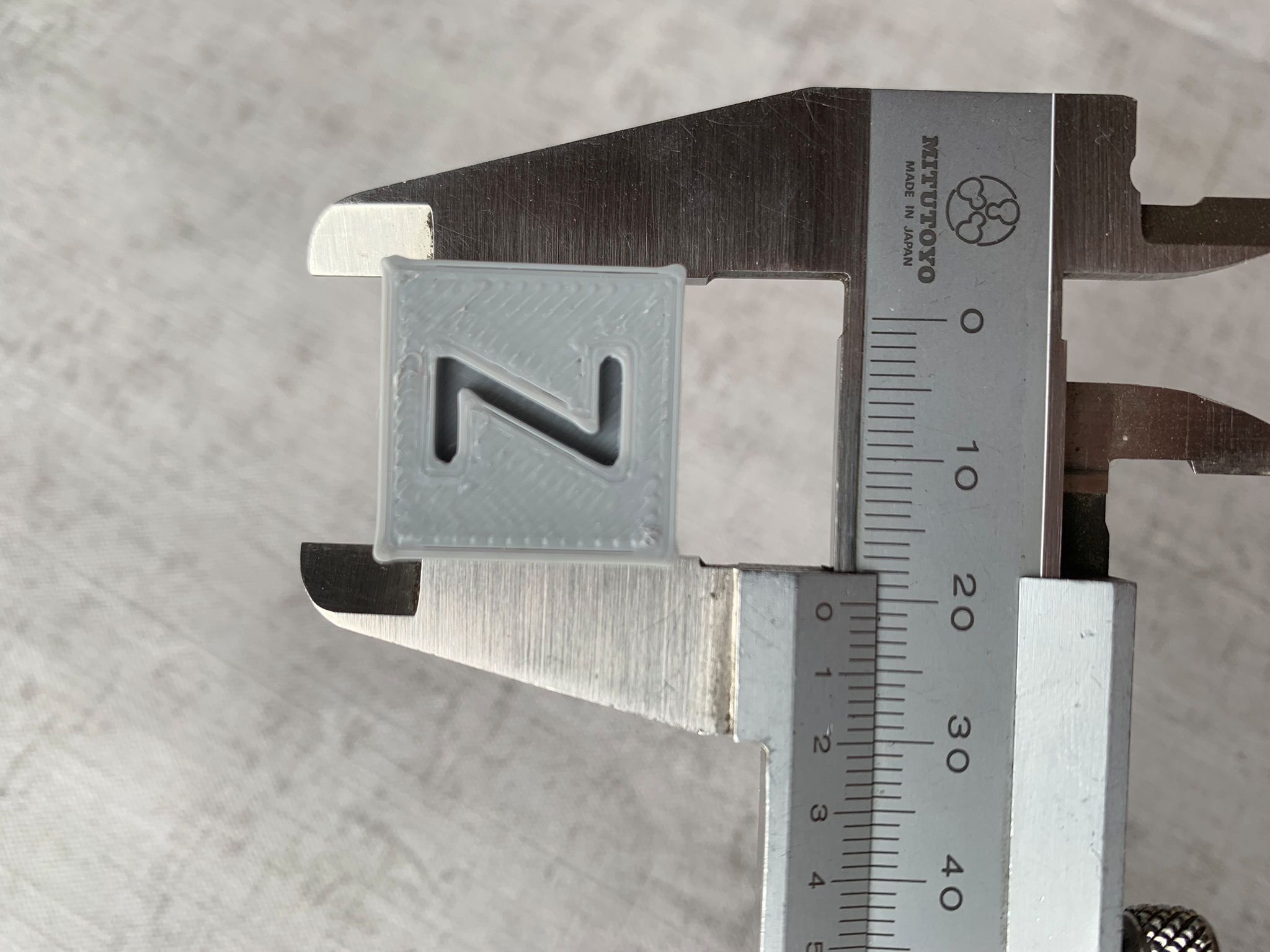
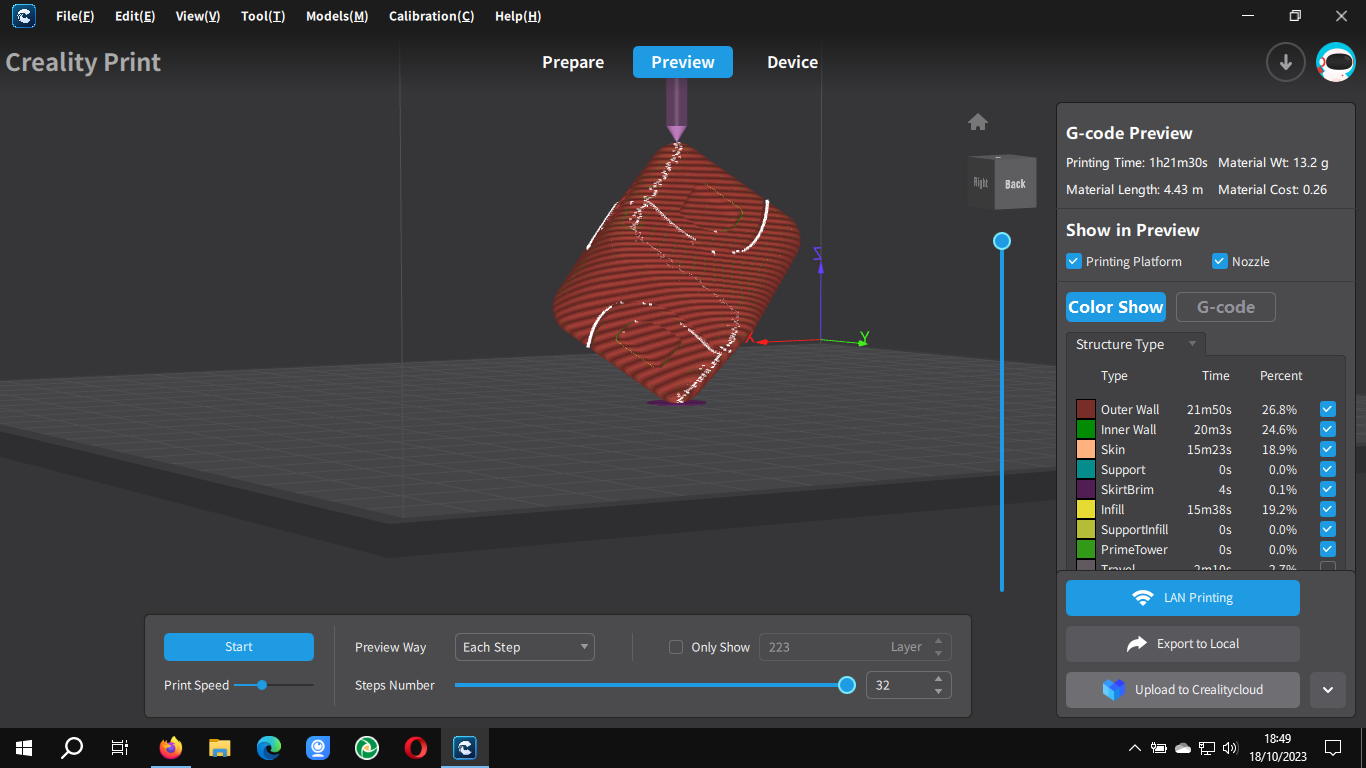
Des cubes Afin d’appréhender la machine et le trancheur Creality Print, j'ai débuté par un élément simple : le cube de calibration de 20mm de coté L'ordre d’impression va de droite à gauche. Pour un premier cube, sans optimisation du profil "Hyper PLA" (vitesse à 300mm.s-1), le résultat de l'impression est bien. Durée de l'impression : 14 minutes, c'est rapide. On peut noter l'absence de ghosting. Sauf que la mesure n'est pas bonne, à cause des angles. Cependant, lorsque je prends les mesures en échappant les bourrelets au niveau des angles, les mesures sont précises. Second cube, après avoir refait un étalonnage des vibrations de la tête, avec le filament engagé. Aucun impact sur les angles. Troisième cube, avec diminution de la vitesse à 150. Il y a du mieux Impression d'un cube avec une de mes autres imprimantes, pour comparer. Le cube sombre est en PLA recyclé de chez ArianePlast. Le cube bleu est en PLA bleu France, également, de chez ArianePlast. Là, les angles sont propres. Nouvel essai avec une vitesse max identique à la vitesse max du profil de mon autre imprimante (50 mm.s-1). Les angles sont beaucoup plus droits. D'autre essais, avec les profils proposés (pour du PLA générique). Sans grande conviction. Afin de changer, j'ai décidé d'imprimer ... d'autres cubes. https://www.thingiverse.com/thing:6246656 Premier essai, avec le profil par défaut (V max 300), en 0.2 mm. La photo ne rend pas justice à la qualité de l’impression. vue de dessus à gauche, vue de dessous à droite. 2nd essai en 0.1, même vitesse (cube de gauche) Jusqu’à présent, je n'ai pas pu désolidariser les deux pièces. Nouvelle tentative, avec l’autre cube proposé, positionné différemment. J'ai trouvé le trancheur plutôt confiant. Un peu trop d'ailleurs. Lors de ces tranchages, j'ai eu plusieurs plantages de Creality Print et je n'ai jamais réussi à trancher une pièce beaucoup plus grande que ce cube. De ce fait, j'ai tenté la fonction pour faire la MAJ du programme et cette nouvelle version m'a suggéré d'utiliser des supports pour imprimer le cube. Conseil que j'ai suivi. J'ai a peine tiré sur les support qu'il se sont détachés de la pièce. Par contre, ils ont laissé une trace sur le cube. Cependant, le même problème persiste. Les deux partie du cube sont toujours solidaires. A suivre
















 1 point
1 point -
Pose beaucoup de question le Mossieur !!!! Conception Thinker Cad, c'est le plus simple de chez simple, permet pas mal de trucs Fusion 360, Beaaaaaaaaaaaaaaucoup compliqué, mais avec un investissement de temps, plus rapide que Thinker Cad et possibilités illimitées, la seule limite c'est le mec derrière le clavier . Les deux sont gratos bien entendu. Thinker Cad à l'avantage selon moi, d'habituer l'utilisateur à la modélisation de pièces diverses et variées et il existe une floppée de tuto sur le tube pour s'en servir. Après Fusion c'est autre chose. Impression Bon, je vais prêcher pour ma paroisse, je vais dire Cura, compte tenu de ta bestiole , point n'est besoin de la dernière version, une 4.8.0 ou 5.2.1 suffisent et sont très stables, de nombreux profils d'impression pour la Ender 3 existent aussi sur le web (voir CHEP). Il y en à d'autres bien sûr, j'en ai testé 3, mais suis revenu à Cura que je connais bien, en fait c'st très difficile de changer quant on s'est habitué à un logiciel, ses qualités, ses défauts, etc, etc. Bon, l'ABS c'est chiant à imprimer, beaucoup de contraintes, caisson, etc.... faut vraiment en avoir besoin. Je ne pense pas que cela soit le bon matériau pour débuter, le PLA oui. C'est costaud du PLA correctement "slicer", puis tu as le PETG, facile à imprimer, costaud aussi et surtout résiste à la chaleur (pas au four on plus....)1 point
-
bonjour si tu veux passer à une carte mère 32 bits voir par là BIGTREETECH SKR mini E3 mais il faudra faire des réglages dans Marlin ou voir sur le le github de BTT BIGTREETECH-SKR-mini-E3 ou chez Creality Creality Silent Mainboard V4.2.7 D'après ce que je lis sur le site le firmware est pré installé Pour trancher utilise Cura ou prusaslicer et si tu veux créer des pièces perso j'utilise Fusion 360 sinon sur Thingiverse tu trouveras des milliers de pièce à imprimer1 point
-
1 point
-
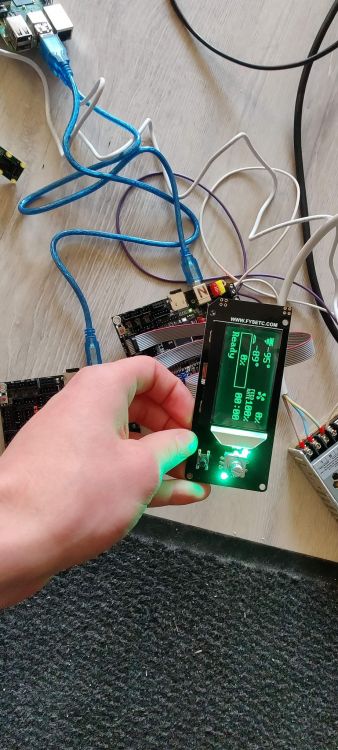
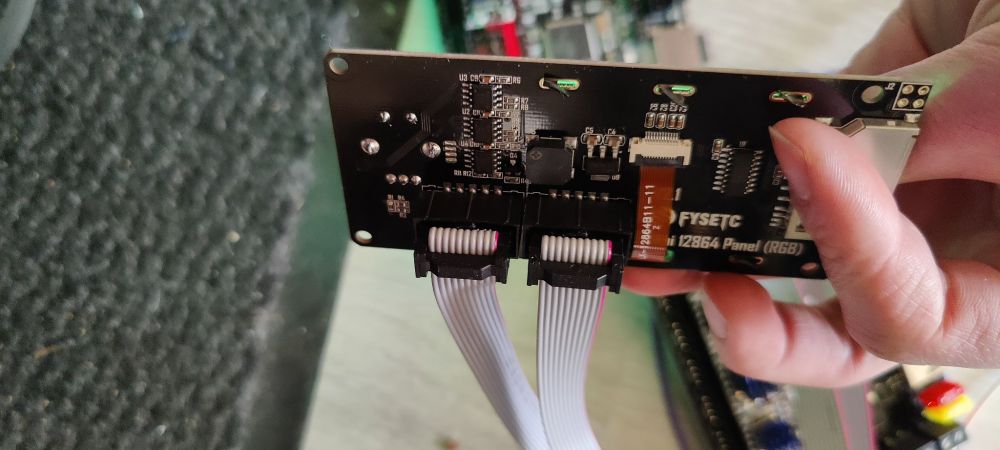
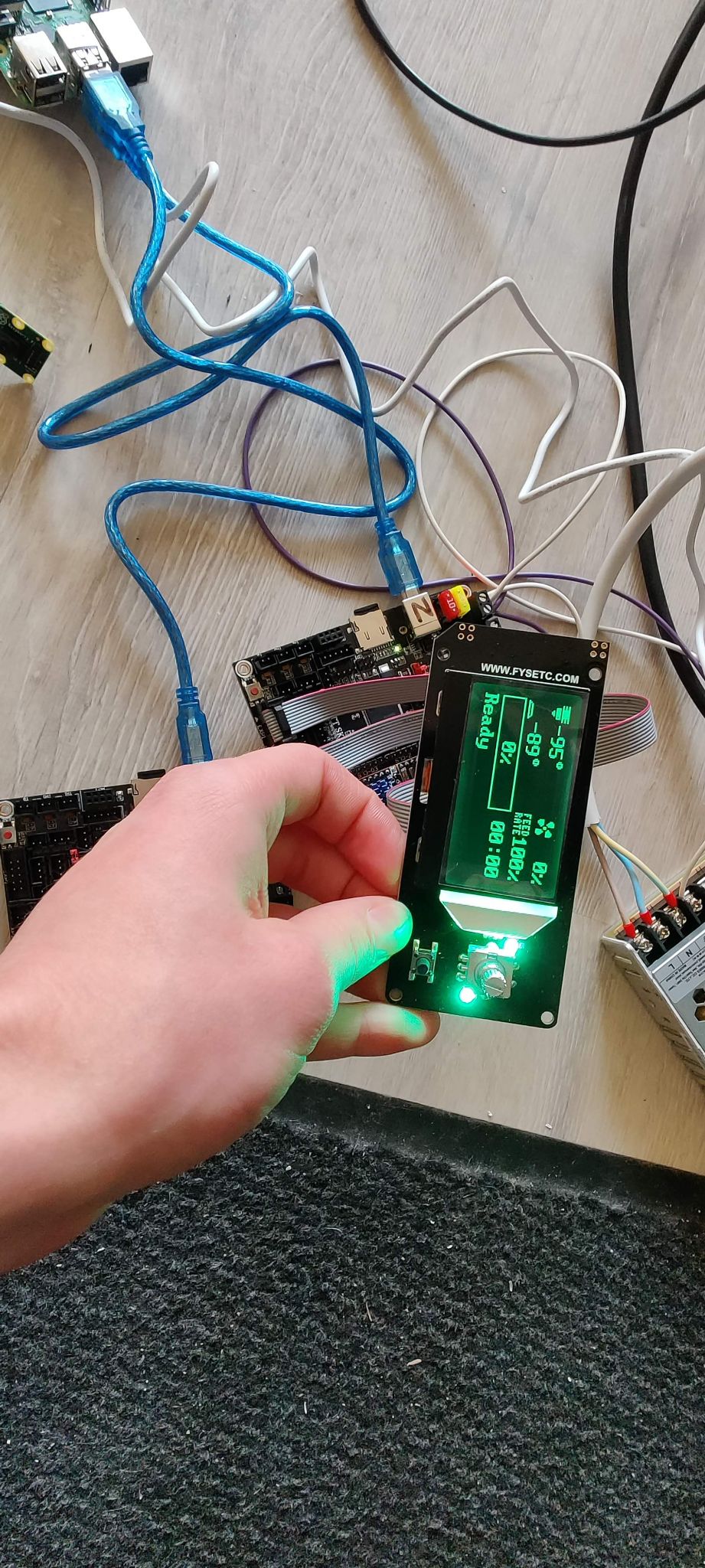
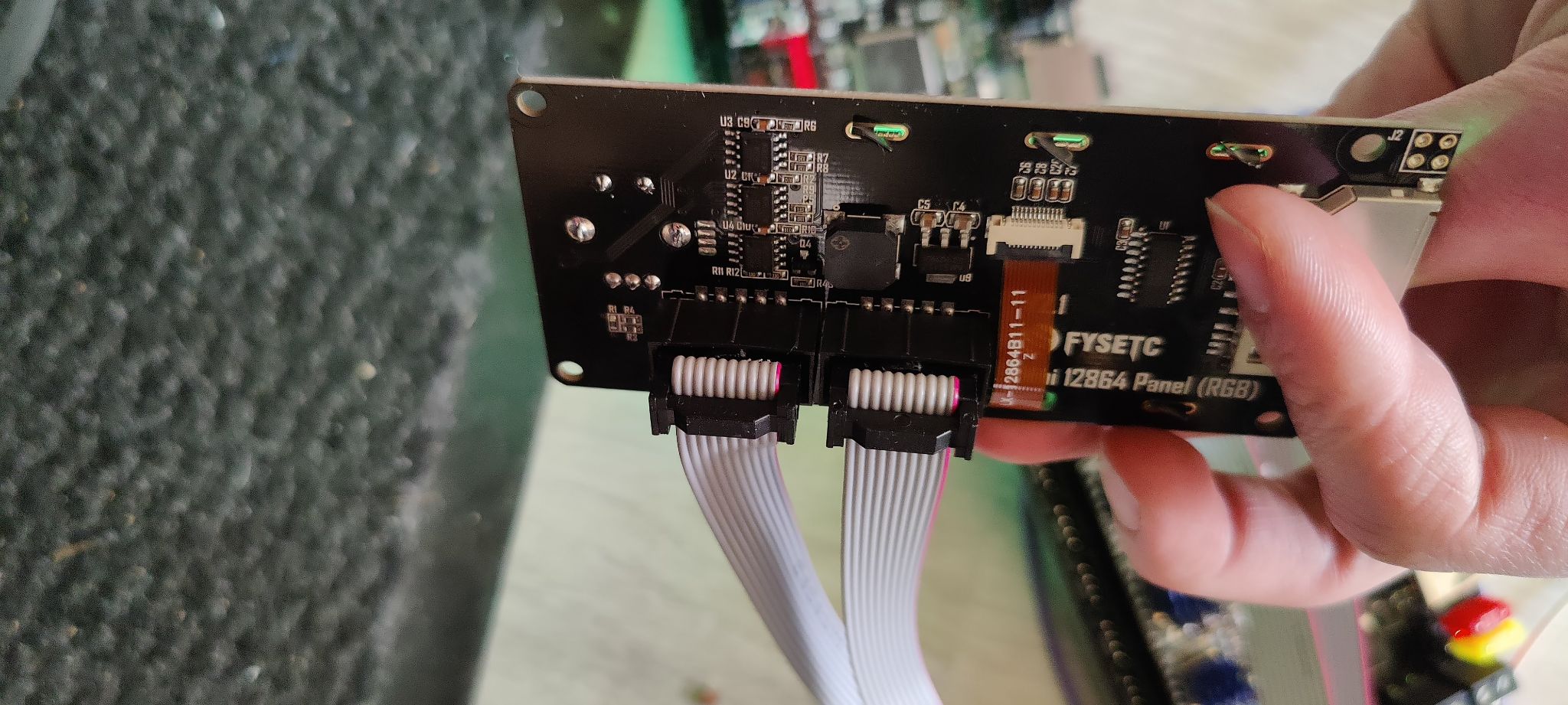
Montage de l'écran MINI12864. Pour cela il faut décommenter les lignes dans le printer.cfg. ce qui nous donne quelque chose dans ce genre: par contre un membre du discord ma fait part qu'il y'avais souvent des problème de pin avec les nappes. J'ai comparé les pins de l'écran par rapport au SKR et effectivement c'était inversé, j'ai du limer et couper le détrompeur des nappes pour pouvoir le brancher à l'envers. Une fois effectuée j'ai reboot le système et tadaaa ça fonctionne.

.thumb.png.bbf3782fb11bbb5093d3e3ca37a7bc63.png) 1 point
1 point -
Très sympa le nouveau laser XTOOL S1. Je rage, car deux semaines plus tard, j'aurais commandé le S1 à la place du F1, surtout que le Kit complet est au même tarif. https://fr.xtool.com/products/xtool-s1-decoupeur-laser?variant=46965077868848
 0 points
0 points














.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)


























































































.png.105d090332e0072a6971a7a1fd617c08.png)