Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/11/2023 Dans tous les contenus
-
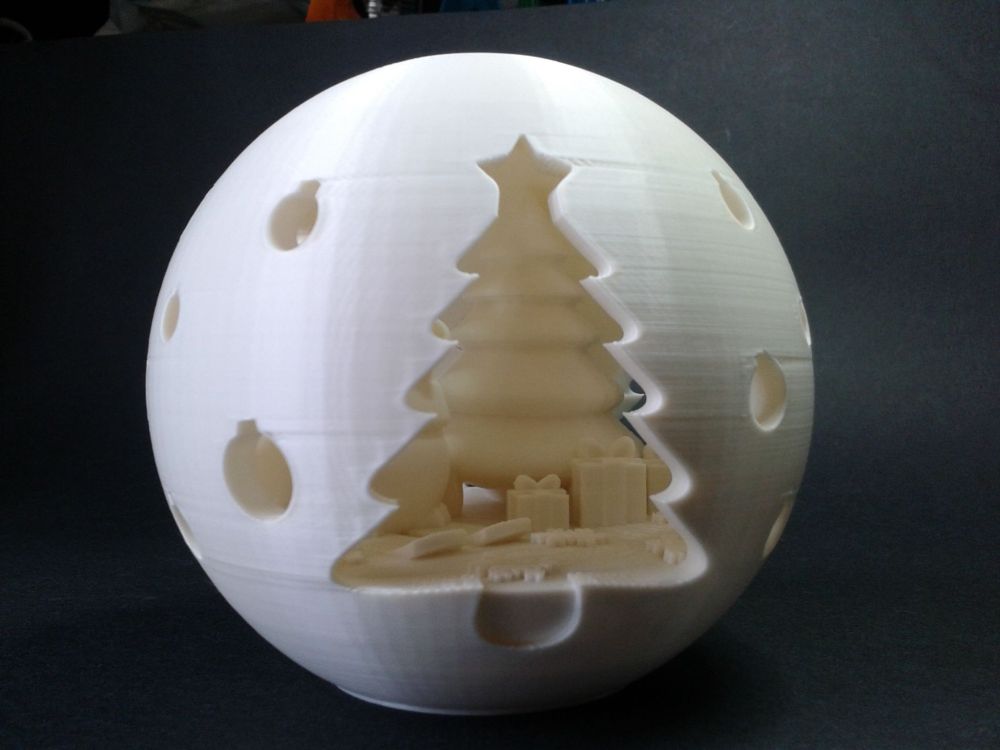
N ayant pas trouvé la touche "odorama" , chacun devra imaginer canelle,vin chaud et résineux pour " s ambiancer" facon Noêl en ce 3 novembre! Il n est jamais trop tot.


 5 points
5 points -
Juste pour se mettre dans l'ambiance Sinon c'est top ! bien joué pour les choix des filaments. Et justement je viens juste d'imprimer un truc dans le thème de noël https://www.crealitycloud.com/model-detail/6531ff045dbbae7667904c90




 3 points
3 points -
Peut-être demander aux Égyptiens ?3 points
-
va t on echapper à "all i want for Christmas..?" et forcement va y avoir des jaloux, mais @PPAC et @pommeverte ont soutenu le projet ! Alors...je me devais d un petit remerciement personnalisé.2 points
-
Que faire des filaments dont la pigmentation a échoué? On peut bien sûr recycler la matière mais on peut également le vendre tel quel à très petit prix ! Le PLA Color Change, affiche une couleur assez aléatoire mais conserve toutes les qualités d'un PLA non recyclé. Vendu à partir de 9,90€ TTC le kilogramme. Actuellement on trouve deux grades: du PLA Go&Print et du PLA 3D850.2 points
-
Bonjour, Je suis nouveau mais je voulais vous faire un petit retour sur ma halot one. Ça fait quasiment 6 mois que je l'utilise. Pour rappel : écran de 127x80x160 mm pour une résolution de 2K. J'ai rajouté un aimant et j'ai 2 plateau magnétique qui me simplifie énormément les retrait, je le conseil sans problème ! il y a un kit officiel créality. J'ai dû faire pas moins de 100 impressions, du la figurine de 16 cm à des armées de Warhammer en pièces détaché de 10mm détaillées, des porte clef, et d'autre petite chose. Mes difficulté : je pars de mes connaissances en FDM avant de me rendre compte que ça ne sert à rien. Avec quelques tutos sur internet, je me lance dans les impression. Mise en marche de la machine en suivant les instructions et là étonnamment, c'est facile, le print de test est parfait. J'utilise en premier lieu des fichiers pré-supportés pour lychee (la grosse figurine), et une autre aussi avec plein de détails de fou, je suis extrêmement surpris de la qualité d'impression venant des FDM. Bien sûr j'ai eu quelque loupé sur le nettoyage au début, je me suis offert une machine Wash et cure qui a grandement facilité cette étape. Ensuite j'ai commencé à faire des fichier de l'armé de Warhammer sans pré supportage : en utilisant les support automatique de lychee, et là c'est un peu fastidieux, j'ai passé 1 mois à comprendre comment faire pour bien mettre les support, c'était très intéressant. Encore maintenant, je pense que j'ai pas mal de chose à améliorer sur les supports, certes je n'ai plus de rater, mais j'ai pas mal de trace sur mes impressions. Pour finir en ce moment j'utilise les figurine pré-supporter de Rumble de blizzard mais j'ai énormément de raté, je pense qu’elles sont mal supportées de base, c'est des fichier gratuit. Mais je pose des question a présent sur mes temps exposition, mes rater sont -il lier à un temps trop long ou trop court ? je me pose des questions sur ça en ce moment. Que dire sur la Halot One finalement : Que du positif : impression rapide (3s par couche), interface agréable, réglage des paramètre directement en façade, peu bruyante, les mises à jour wifi. A mon sens parfait pour commencer dans l’impression résine. Et le prix : en ce moment 127 euro sur Amazon ! Un ou deux point négatif quand même : la filtration au charbon anecdotique, j'ai dû installer une VMC dans ma pièce pour retirer toutes les odeurs. Le coté connecter un peu inutile a mon sens, je ne l’utilise pas.


 2 points
2 points -
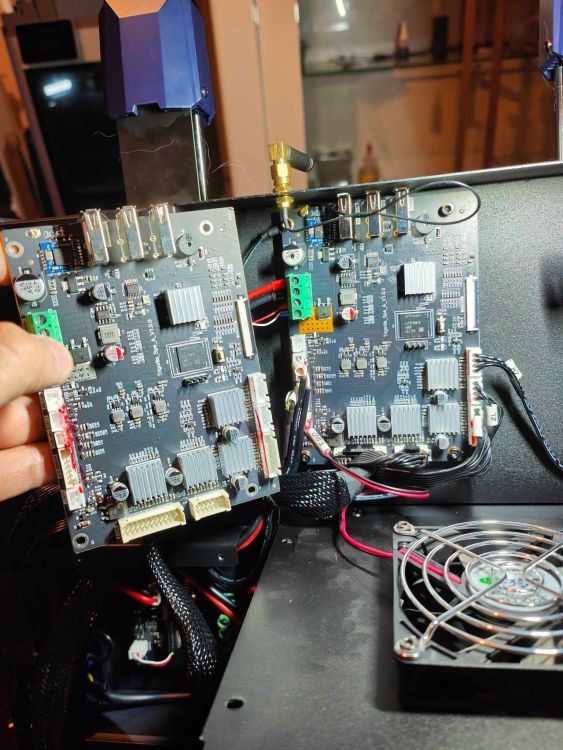
Salut, oui, Marlin sait gérer la gravure laser si tu paramètres correctement la section "Spindle & Laser control" du fichier configuration_adv.h Je n'ai jamais testé le mode mixte, mais à mon avis, rien ne l'empêche si le paramétrage est correct cela dépend surtout du laser. Il faut qu'il ait en entrée les 3 broches: alimentation (12V ou 24V / GND) et entrée PWM. Normalement, si le laser ne dispose pas de ces entrées, il est vendu avec un module. oui. Les dessins vectoriels ou autres sont à convertir en fichier Gcode via un logiciel comme celui que tu as cité (LaserGrbl) Je te conseille de ne pas laisser le plateau qui te sert à l'impression. L'idéal est d'installer une plaque en nid d'abeille qui repose sur une plaque non métallique (en bois, par exemple). Ta carte V0G est tout a fait compatible avec ton projet. Comme tu n'as pas de XXTouch, tu pourras utiliser la sortie PD13 pour moduler le signal du laser.2 points
-
La lecture de ce sujet épinglé pour apparaitre au début de la section«Entraide…» devrait souvent être rappelée :2 points
-
Ho oui le plaisir d'un sujet simplement titré "Help" avec juste en corps de message "Bonjour, J'ai une imprimante 3D, Help ! ça marche pas !!! j'ai tout essayé. Merci."2 points
-
@hyoti @pommeverte, messieurs un GRAND MERCI ! Votre concours à tous les deux m'a permis de redonner vie à la bête ! Le câble adéquat trouvé et installé ainsi que le firmware préparé aux petits oignons ont résolu ce bête problème de branchement. Merci, vraiment car avec toutes les infos que l'on trouve au bout d'un moment on ne sait plus à quel saint se vouer. Le saint PLA à parlé et c'est parfait. Maintenant un test pour voir ce que ça donne ! Encore merci !1 point
-
<HS> J'adorais le langage LOGO (Seymour Papert) pour sa facilité et simplicité concernant la récursivité (le flocon de neige de Von Koch par exemple) </HS>1 point
-
@PPAC On est en pleine récursivité (un lien qui renvoie vers le lien qui renvoie vers le lien qui …)1 point
-
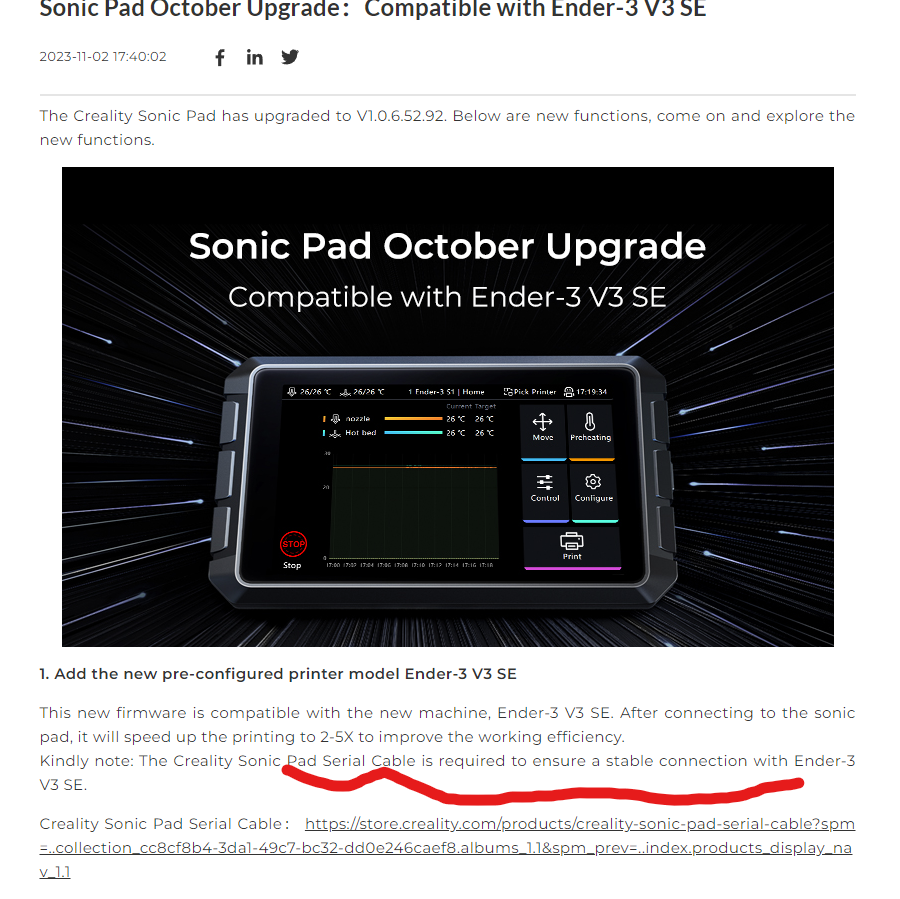
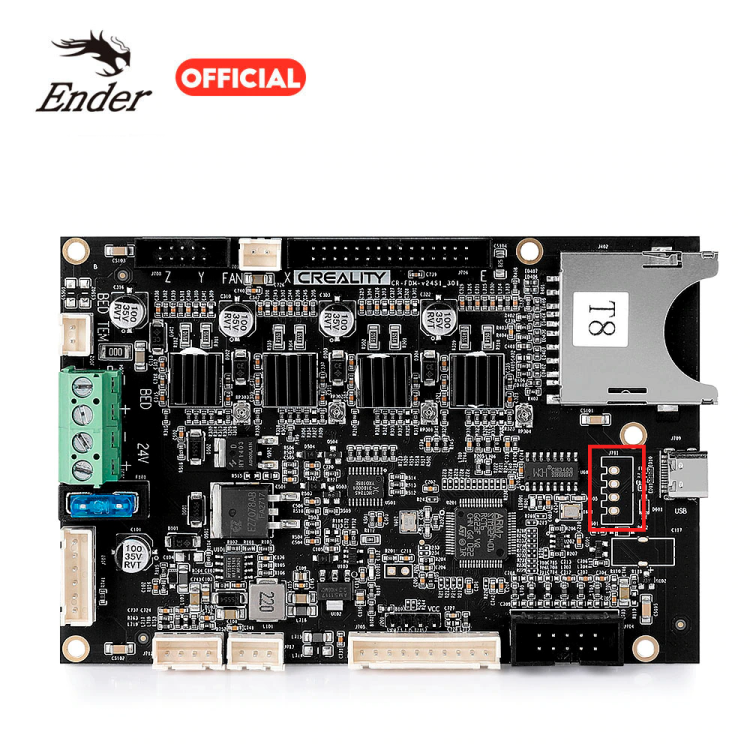
C'est surtout parce que les ports USB du SonicPad sont connus pour être «moisis». Le câble USB s'il n'est pas fermement maintenu provoquera des coupures dans la transmission des données => Klipper s'en rend compte et stoppe tout. Ce câble série permet, puisque l'écran n'est plus utilisable avec Klipper de réutiliser la nappe qui va à la carte contrôleur afin de faire la liaison série comme on peut le faire avec un RaspberryPi en utilisant les broches GPIO (TX, RX, GND) ou comme on peut également le faire moyennant soudures sur la carte de la E3S1 :
 1 point
1 point -
Peut-être mais ça va être compliqué pour maintenir la plaque de verre sur le plateau aluminium de 6 mm d'épaisseur plus la coque plastique entourant celui-ci de 40 mm Pour le PP, n'en ayant jamais utilisé, je ne saurai dire mais les essais que j'ai faits avec PET et Nylon adhèrent sur la tôle HF et celle en PEI structuré (pour le Nylon j'ai quand même dû utiliser le tube de colle). La gauchissement des pièces est fortement atténué grâce à la chambre chauffée (sur la X-Max).1 point
-
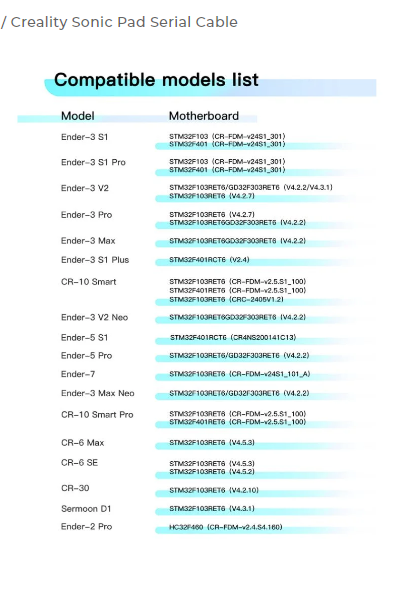
Sur le store creality US, il donne une liste de machine compatible avec le cable, les surlignées en bleu je suppose. En tout cas je n'ai pas constaté de rupture de connection entre le le Spad et ma ender3 S1 plus, ainsi qu'avec la ender3 V2. Mais j'utilise mes propres câbles USB, pas ceux fournis avec le Pad et adaptateurs. @fran6p avait indiqué lors de son test du SPAD, qu'ils nétaient pas terribles. ----------------------------------------------- ----------------------------------------------- Donc cela pourrait fonctionner sans, à moins que le port USB de la 3V3 SE soit plus sensible aux perturbations EM (GD32 ?).
 1 point
1 point -
Pour faire le lien le lien de l'article https://www.lesimprimantes3d.fr/kickstarter-co-print-chromaset-20231103/ extrait de1 point
-
Présentation du kit complet Co Print ChromaSet avec tous ses modules (ChromaPad, ChromaHead, KMC, ECM et extrudeur CX-1) pour transformer une imprimante 3D FDM classique en multi-filaments et jusqu'à 20 couleurs ! https://www.lesimprimantes3d.fr/kickstarter-co-print-chromaset-20231103/1 point
-
Pour faire le lien1 point
-
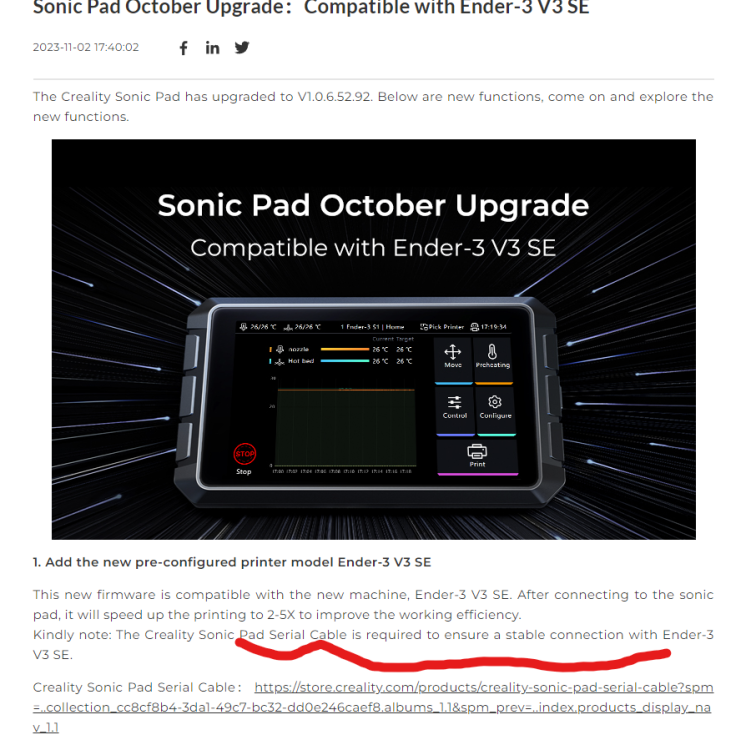
@fran6p @PPAC Pour la ender3 V3 SE, creality recommande (impératif ?), d'utiliser un cable (USB) spécial qui se branche sur le câble écran de l'imprimante, (USB-série) https://www.creality.com/blog/sonic-pad-october-upgrade-compatible-with-ender-3-v3-se https://store.creality.com/products/creality-sonic-pad-serial-cable?spm=..collection_cc8cf8b4-3da1-49c7-bc32-dd0e246caef8.albums_1.1&spm_prev=..index.products_display_nav_1.1

 1 point
1 point -
@pommeverte Bonjour et merci beaucoup pour ta réponse , ça va m'aider J'ai un BLtouch , j'ai oublié de le mentionner, la BIGTREETECH SKR V1.4 Turbo c'est surtout pour passer au TMC 2209, le StallGuard4 pour retirer les fins de courses x et y et pour mieux gérer la vitesse du refroidissement des impressions, j'ai vu aussi qu'elle avait une sortie Fan Cnc je ne sais pas si elle sera nécessaire pour le module laser ou pas. c'est noté, la hauteur Z sera forcement à un niveau fixe, poser une planche mdf de 300 x 300 sur le plateau + une plaque en nid d'abeille fera l'affaire. Je vais jeter un coup d’œil à la section "Spindle & Laser control" du fichier configuration_adv.h question de voir les réglages possibles et me documenter sur chaque fonction. Les lasers j'en trouve beaucoup en 12v jusqu’à présent je ne suis pas tombé sur un laser 24v. je ne comprenais pas pourquoi certains étaient accompagnés d'un module supplémentaire , avec tes précisions je sais quoi chercher maintenant. Merci.1 point
-
Exactement celle là1 point
-
j'ai eu un soucis similaire l'année dernière avec l'arrachement systématique et partiel de mes pièces (cassées en pleine impression, collée ou non au vat ) plusieurs solutions m'ont été proposées afin de régler le soucis et optimiser mes impressions. Peut être que tu trouveras une solution la dedans1 point
-
Salutation ! Si c'est un fichier que tu a toi même tranché, vérifier sous le trancheur dans le profil de l'imprimante ( paramètres/configuration de l'imprimante ) , sur l'onglet extrudeur, qu'il y a bien 1.75 mm (et non 2.85 ou 3 mm )pour le diamètre du filament. ainsi que la taille de la buse définie sous le trancheur (bien 0.4 mm c-a-d comme la taille réel de la buse ). Éventuellement vérifier dans se menu (et les autres, navré j'ai pas cette machine donc je parle sans vraiment savoir) qu'il n'y ai pas une notion d'extrusion volumétrique d'activé ( E mm 3 ) alors qu'il ne faudrait pas qu'elle soit activé ( elle devrait être en "disabled").1 point
-
Salut et bienvenue sur le forum, As-tu calibré ton extrudeur, en suivant l'étape 1 de ce tuto par exemple, mais en mesurant le filament en entrée d'extrudeur, comme dans cette vidéo. Est-ce que tu as le Gcode M221 S100 au début de ton Gcode de démarrage dans le trancheur (cura?) pour définir le flux à 100%. En passant, tu pourras régler le débit en suivant l'étape 2 et 3 du tuto précédent.1 point
-
https://wiki.bambulab.com/en/a1-mini/troubleshooting/excess-purge-abnormality Une mise à jour qui corrige le problème de purge anormale. Ouf1 point
-
La seule explication que j'ai, est donc que quand le clip est mis cela doit plaqué en retrait la nappe par rapport au lamelle du connecteur et donc créer un léger jeux qui suffit a causer ton soucis, c'est assez vicieux comme panne.1 point
-
La halot-mage suit la logique Creality sur le rapport qualité prix. Un capot à charnière, un volume d'impression de moyenne taille et un écran 8K à ce tarif là, c'est vraiment bon, je me demande vraiment si il y a une marge sur ce produit, ça semble être un produit d'appel pour justement lancé Creality dans une vraie analyse concurrentielle du marché pour le consommateur (justement pour virer ces aprioris sur la réputation Creality en résine basée sur "j'sais pas d'ailleurs"). C'est effectivement sympa la MAJ sur la halot-mage (HALOT-MAJ GROSSE VANNE), j'avais peur justement qu'il n'y ai pas de potentielle maj avec leur système "fermé", mais apparemment ça sera le cas (j'suis quand même aller vérifier car ça m'étonnait, j'ai bien fait d'ailleurs ). Je vais bientot ressortir la halot-mage pro, Chitubox m'a filé une version béta pas encore disponible pour que je vérifie que la future version et la halot-mage de creality ne déconne plus (bientot ils vont me demander de coder leur logiciel si ça continue ), j'ai hâte car cette machine est très agréable à utiliser1 point
-
Avant de clore ce sujet : Dernière petit mise à jour pour "si un jour quelqu'un se retrouve dans la même situation que moi ou Spekkio le moteur d'extrusion marche bien (sans couvercle et sans "Clip-Sécurité" de la nappe) J’arrête la machine, je défais la nappe, je la passe dans le couvercle, je rebranche, je vise le couvercle, je mets le Clip, je relance et .. ca marche plus J’arrête la machine, j’enlève le clip, je devise, je garde la nappe passée dans le couvercle, je débranche et rebranche la nappe, je revisse et SANS le CLIP je relance et .. ça marche --> Bref.. Si vous rencontrez le même problème.. avant de vous lancez dans les manipulations (qui restent bonnes cela dis) essaye de voir si ça remarche pas juste en ... enlevant le CLIP1 point
-
Donc, si j'ai bien compris, une cloche à fromage, pas de d'inter ni prise usb sur l'avant, une résolution inutilisable faute de résine adaptée et de toute manière inutile. Ca fait rêver.1 point
-
as tu tester de Flash la derniere version du firmware Marlin de la SR la V1.4 pour voir si le Flash fonctionne bien déjà ?1 point
-
La documentation est sympa mais minimaliste, ils ont les trois types de lasers que nous retrouvons chez Xtool et les autres fabricants asiatiques: le laser bleu à 355 ou 400 nm, le laser infrarouge à 1064 nm et le laser CO2 à 10600 nm. AS_122862_TG_624E43_KF_FR_2091_1.pdf1 point
-
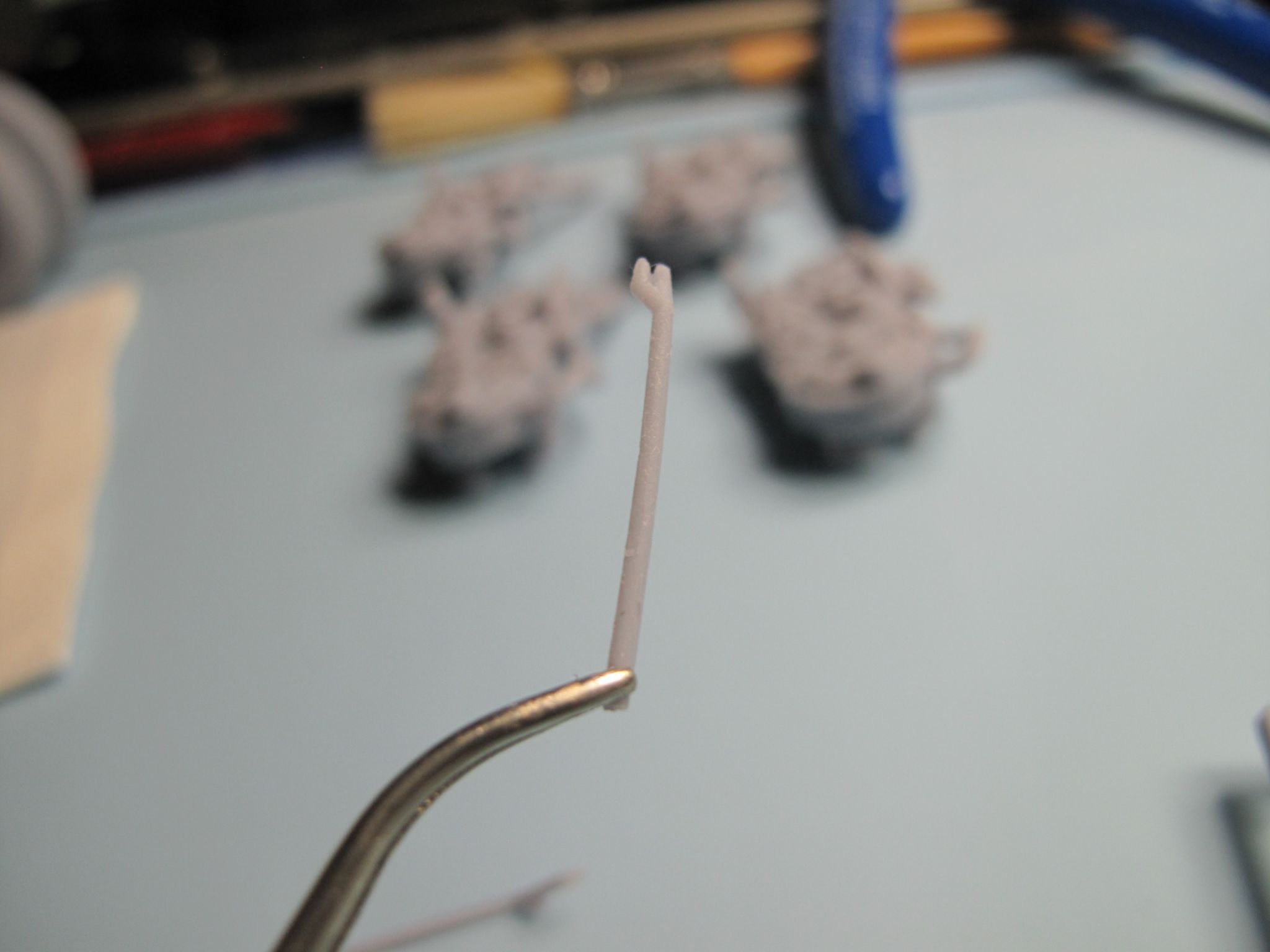
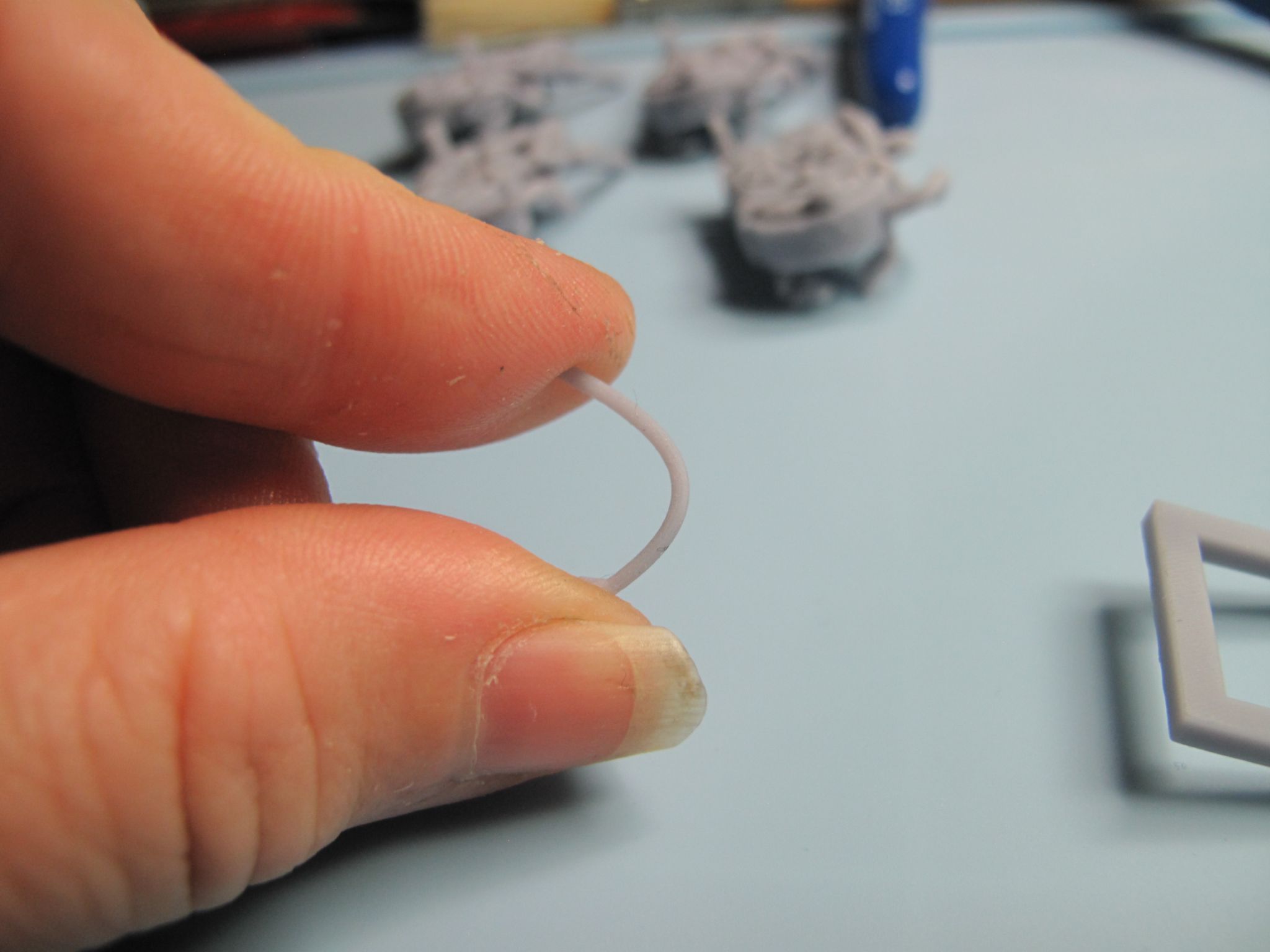
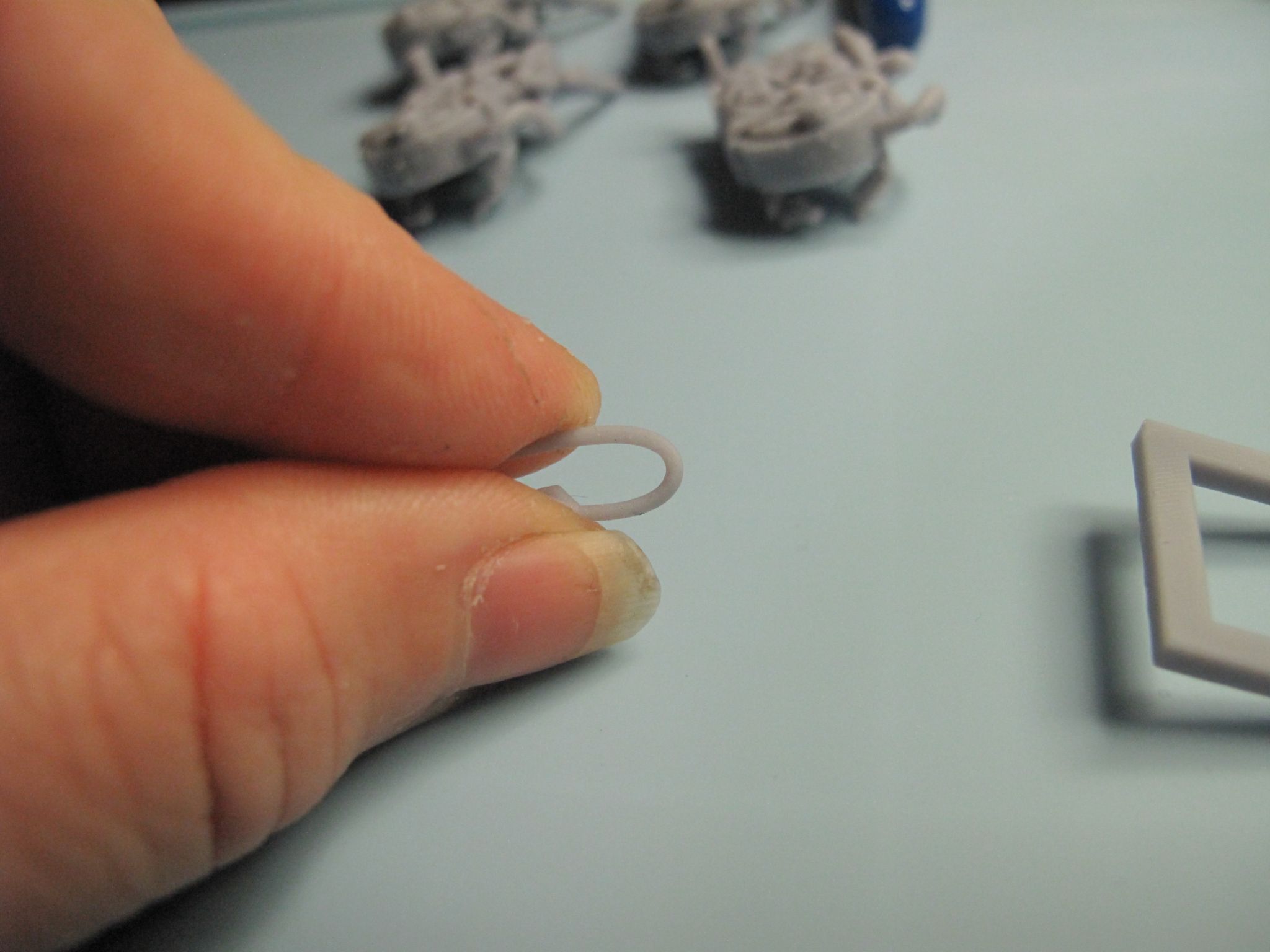
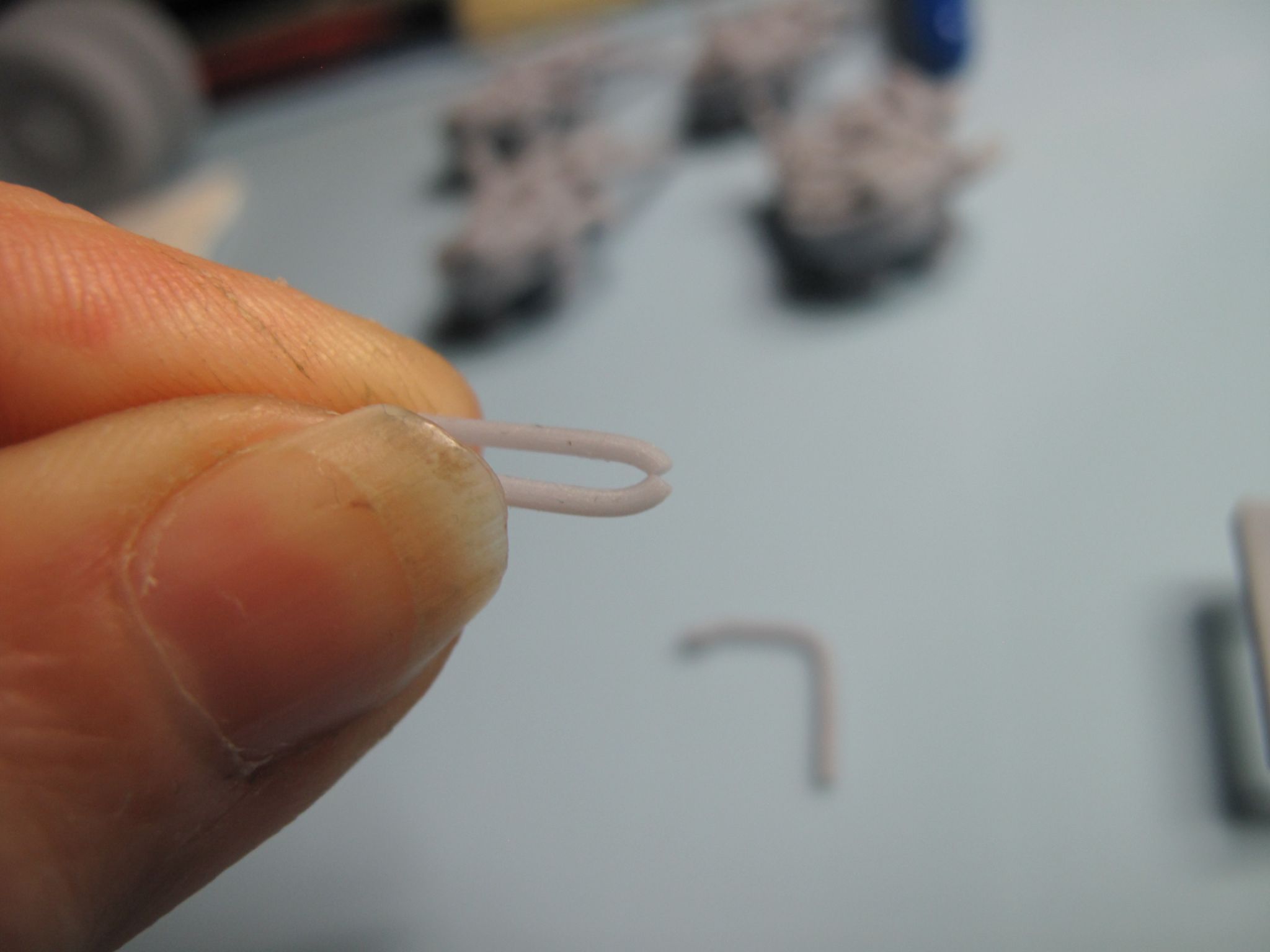
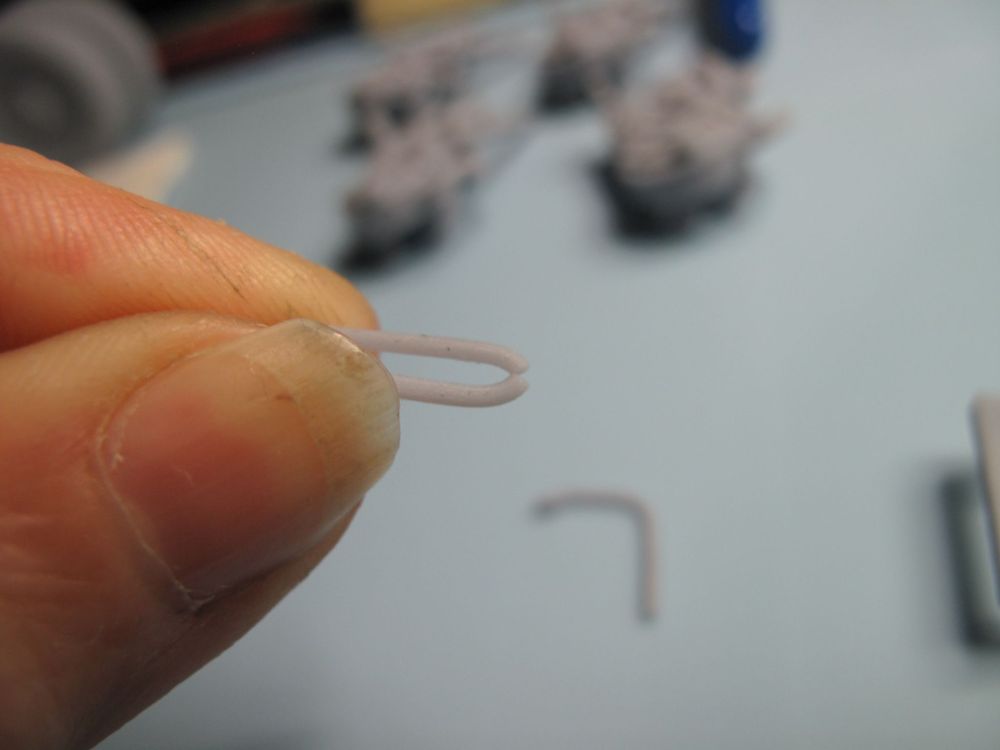
Impression avec 50% de Conjure Sculpt et 50 de Rigid, les supports s'enlèvent un peu plus facilement, les impressions sont belles et bien détaillées. Essai de solidité avec des supports. Une fois remit droit Faut vraiment appuyer fort pour casser Ca va m'éviter d'avoir peur de faire tomber les pièces lors des manipulations, elles ne casseront plus aussi vite qu'avec la résine Anycubic et pour l'instant, je n'ai pas eu de déformations due aux UV, sur la Delorean, j'avais galérée pour les ajustements car certaines pièces s'était déformées lors du passage aux UV.


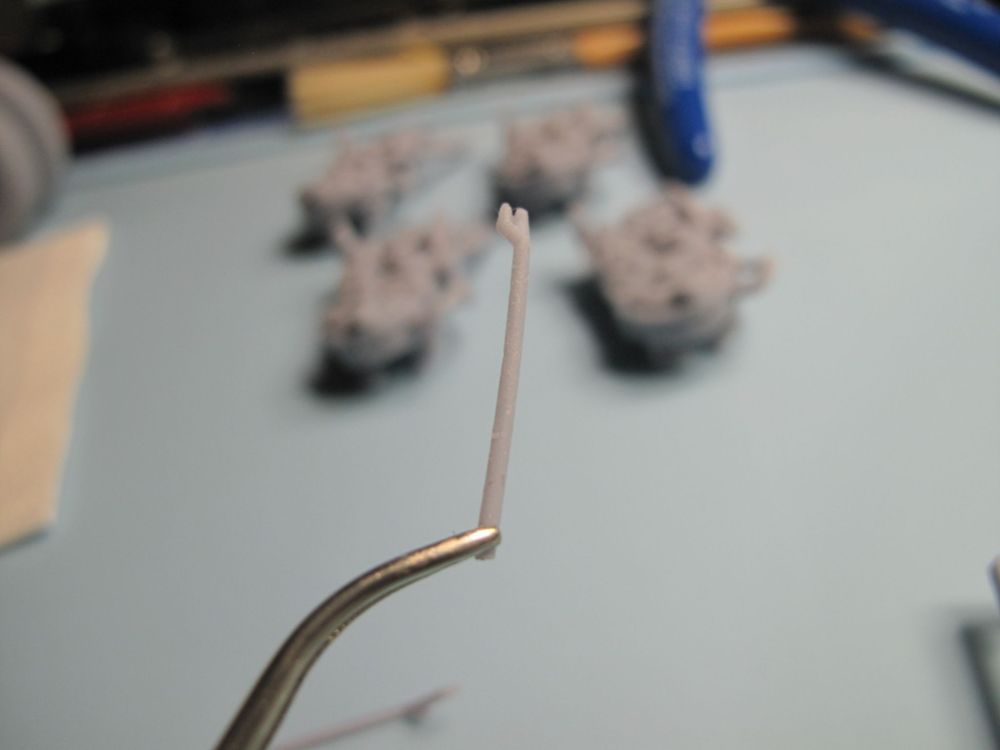
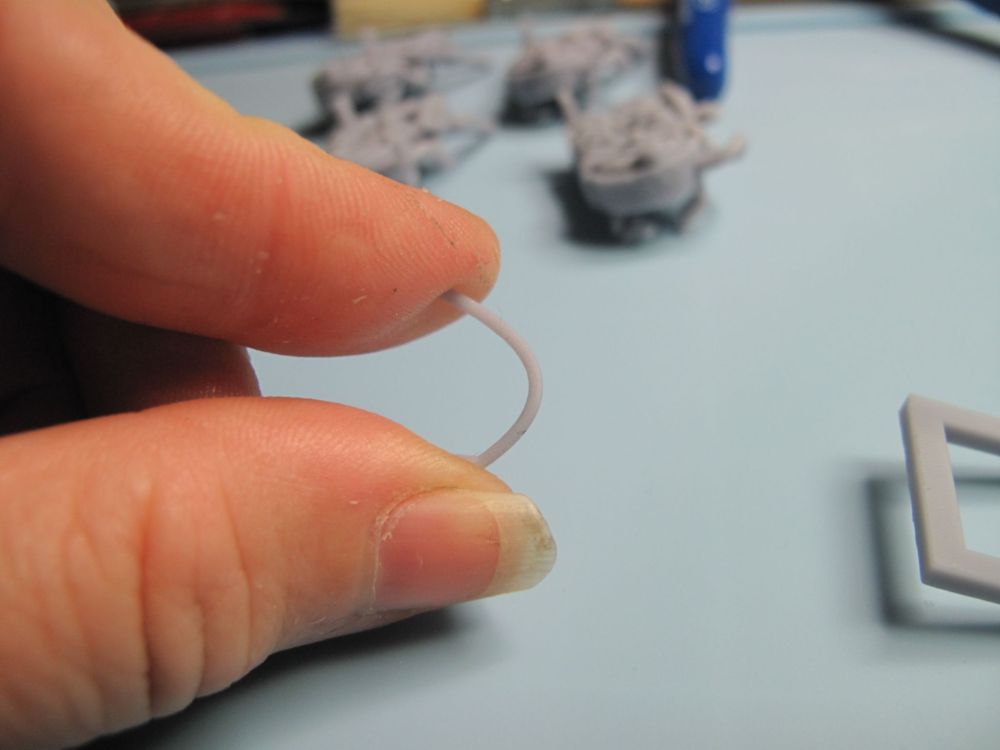
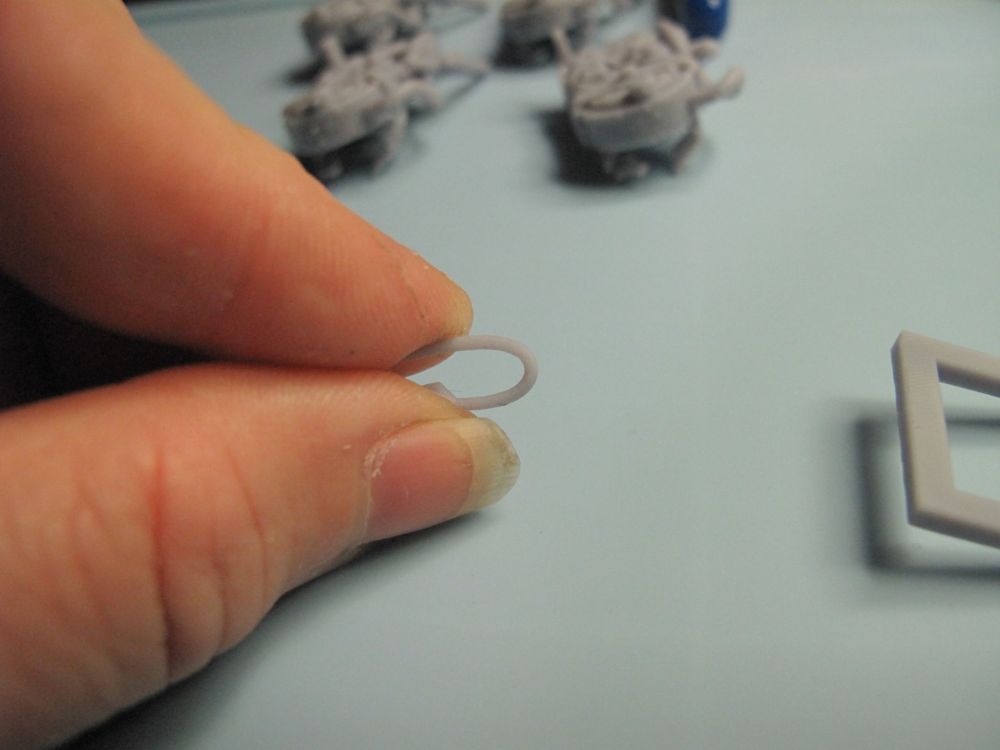
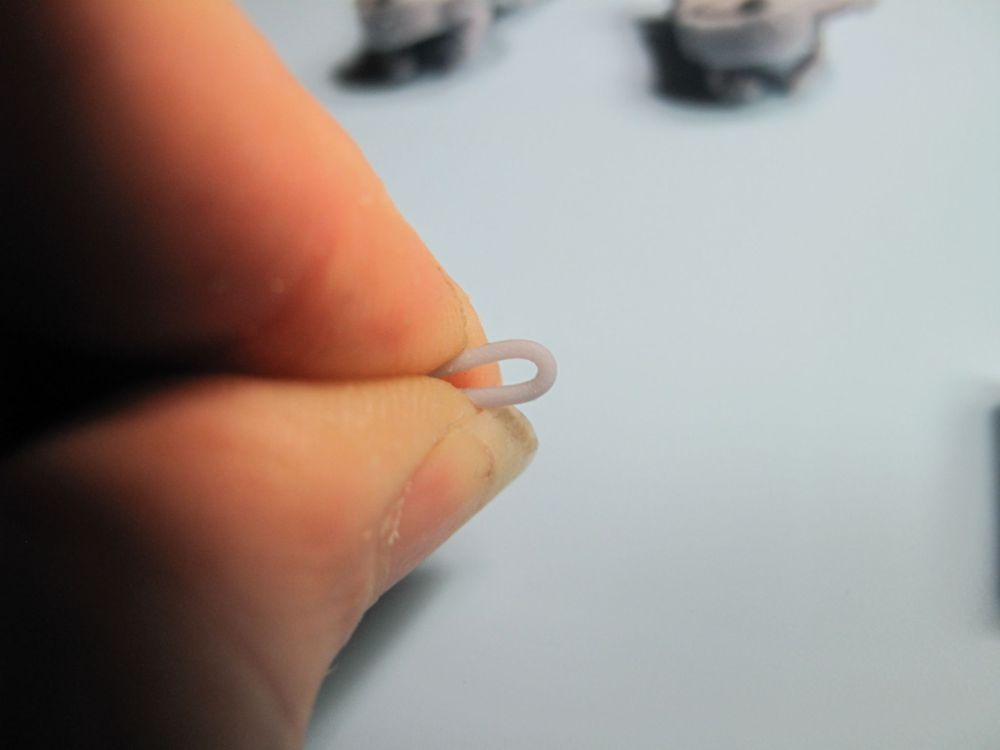

 1 point
1 point -
On a commencé à écrire un article à ce sujet ce matin sur le blog mais pas encore fini :x Merci pour le topic !1 point
-
Si c'est un écran 13" je valide, si c'est la même taille d'écran que la M5... Ca devient ridicule Ca sent la résolution : 10.1-inch monochrome LCD screen Resolution: 13320 x 5120 Pixels size: 16.8 x 24.8 um Des pixels encore plus rectangulairrres1 point
-
Sur le papier ça semble intéressant, mais je peux pas oser prendre ce truc là avant de voir les avis, j'ai surtout peur que ce soit pas aussi facile à utiliser que ça en a l'air1 point
-
Sujet clôturé1 point
-
@Drik_ky ceux qui ont choisir un cablage en direct le font par soucis de commodité aussi car chaque organe relié en direct fait que y a aucun élément intermédiaire qui pourrait posé de soucis. a savoir que sur la Nappe 24 brins tu en a plusieurs qui qui serve au même usage exemple de mémoire il y a minima 4 brins utiliser pour laissé passer l'alimentation de la cartouche chauffant de la buse, pareil pour le moteur etc.... cela car les brins sont trop fin et passer 60W sur un seul est impossible, logiquement tu as que 16cable qui irais de la carte mère au la tête par exemple, mais théoriquement oui ce que tu dit pourrait être une éventualité si faisable1 point
-
Ni la bonne description de la panne.1 point
-
Certes mais en rappelant en préalable qu'ici ce n'est pas un SAV : nous sommes tous bénévoles et n'offrons aucune garantie de succès1 point
-
2 chats (lui et lui) imprimés hier avec la X1C pour l'occasion Normalement madame me refera une photo de nuit ce soir avec les "illuminations"
 1 point
1 point -
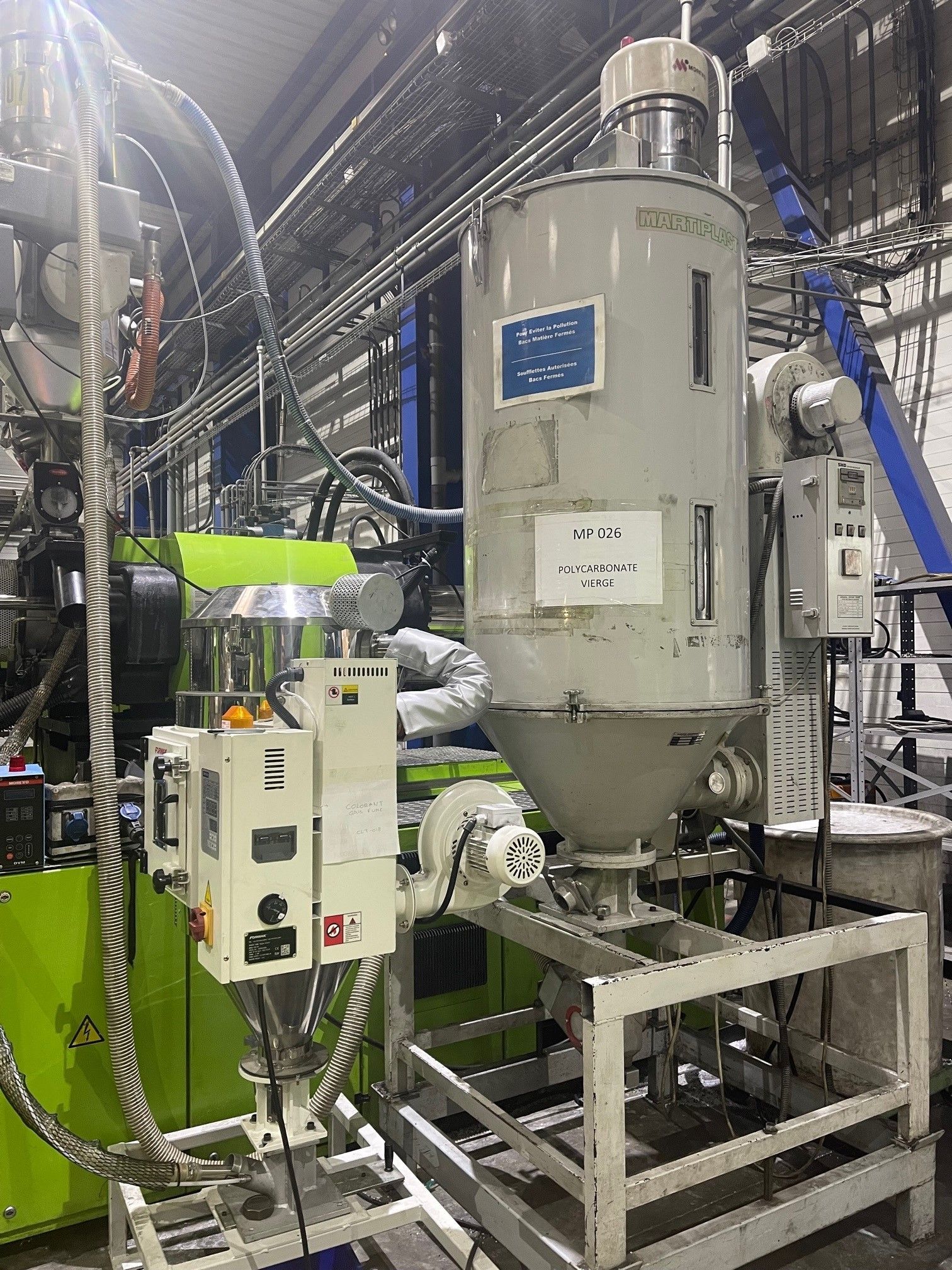
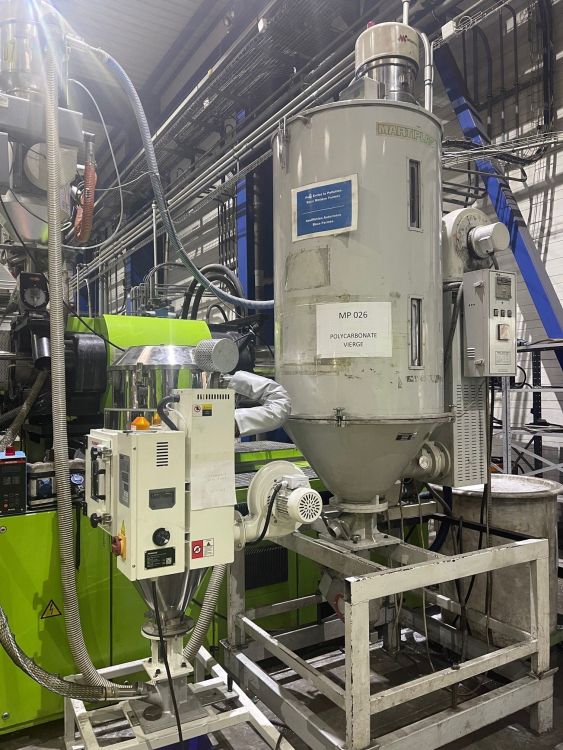
Les données pour les pro sont très différentes car nous utilisons de l'air sec avec les souffleries puissantes. Dans ces conditions quatre heures suffisent, ce qui n'est pas applicable avec nos petits appareils à la maison. Perso je laisse mes bobines entre 12 et 18 heures dans mon bricolo LIDL. Voici des photos de notre installation de dessiccation des matières que nous transformons (il y a deux grosses bécanes sur la gauche en bleu et en blanc ce sont les groupes de séchage d'air car nous envoyons de l'air sec dans les étuves. Pour le PC cristal qui est très délicat sur des grandes pièces, nous avons une étuve pour la matière et une petite étuve pour le colorant directement au pied de la presse afin de n'avoir aucun micro givrage. On voit que l'air passe en premier dans un dispositif de séchage avant d'être envoyé en bas d'étuve. Une dernière photo du moule de screen poli-miroir dans lequel nous injectons le PC (polissage à la ouate à la pâte diamantée au 1 micron toutes les quatre heures de production).

 1 point
1 point -
Ca c'est une excellente nouvelle !! Finis les copier/coller hasardeux entre versions : top !1 point
-
Hi I'm from Saint Marcellin I'll look for you! Il faut utiliser le dossier des imprimantes LNL3D et utiliser l'imprimante LNL3D D3 Viola c'est très simple A+1 point
-
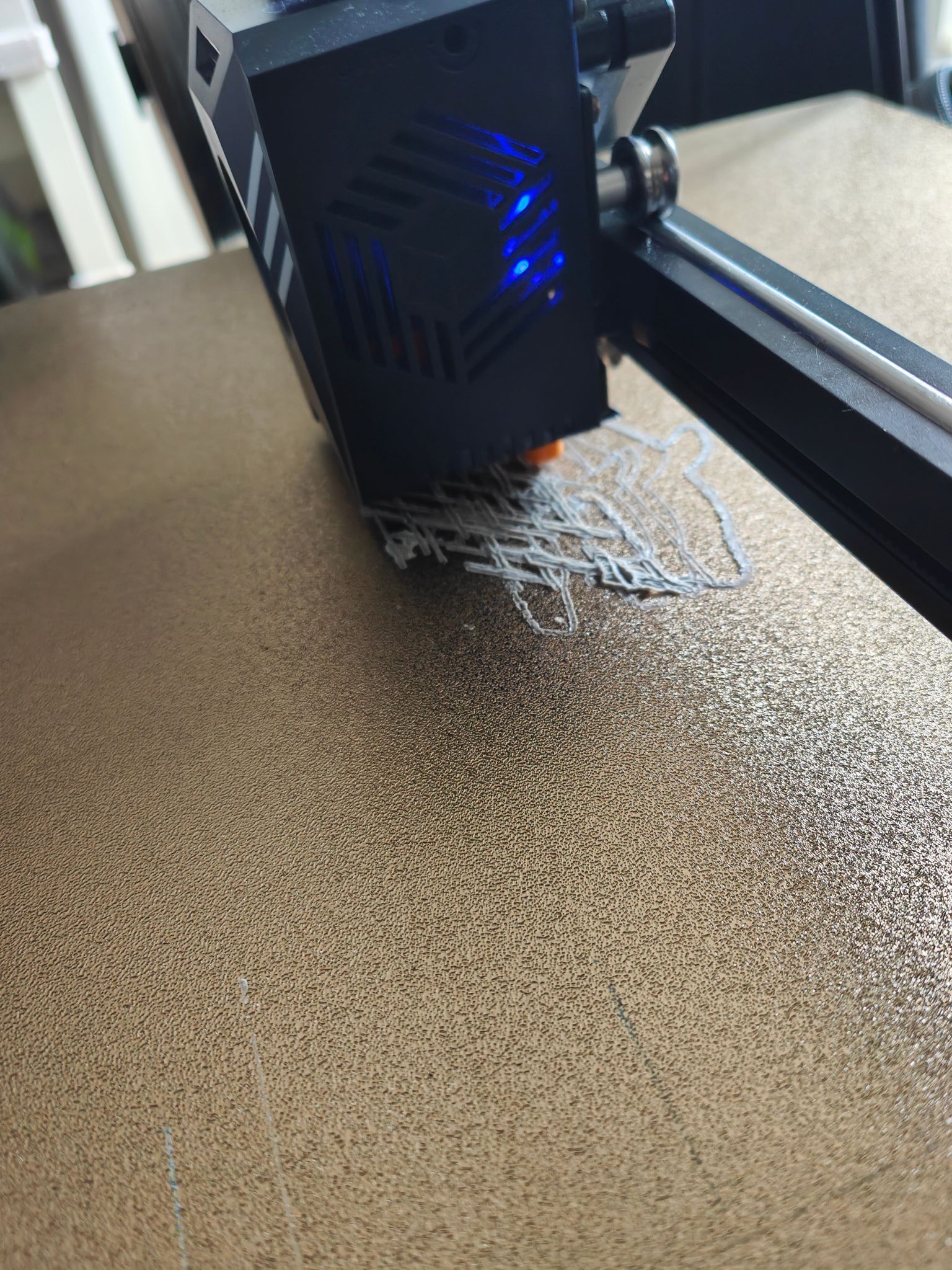
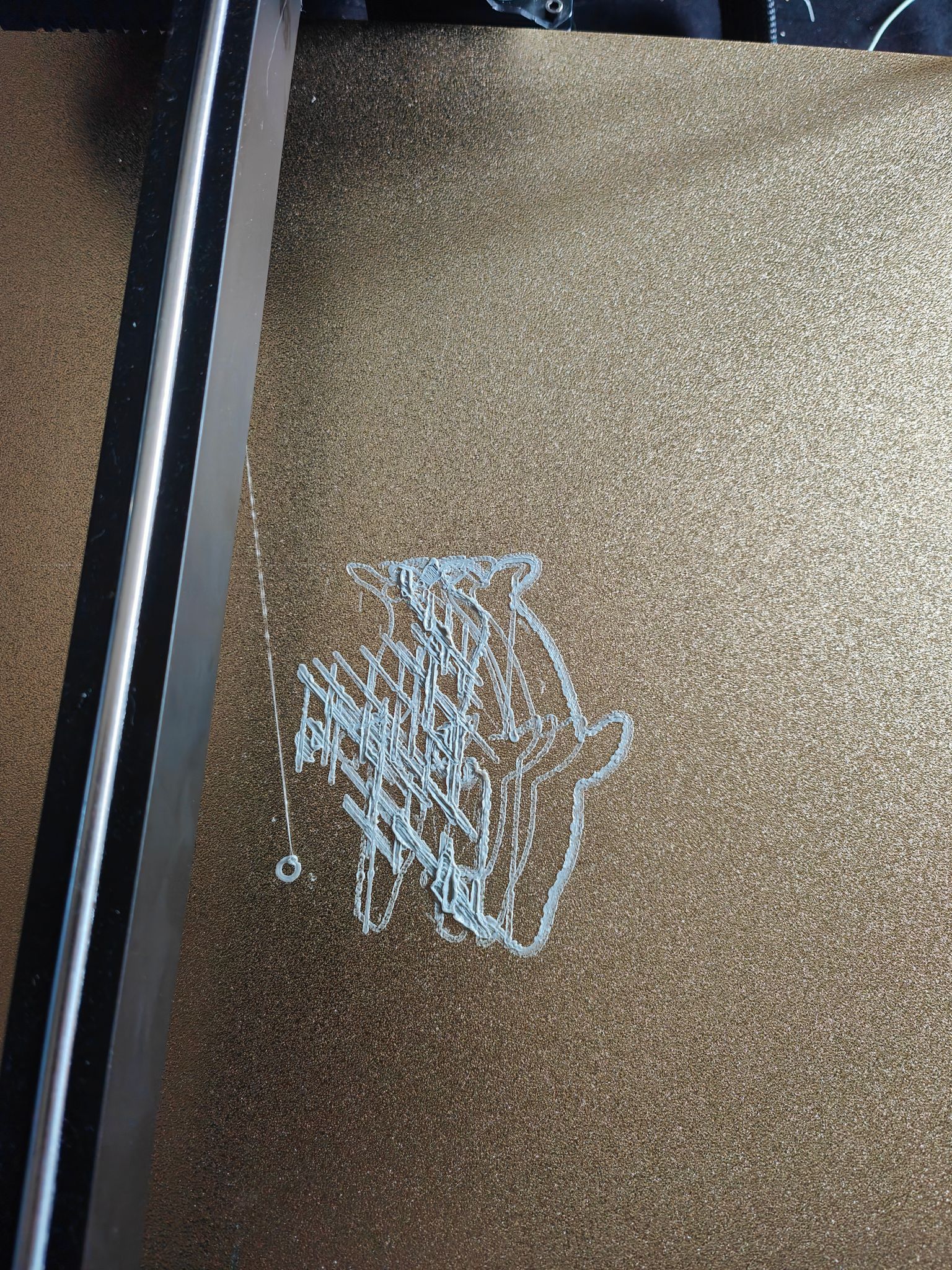
Test avec le dernier fimware, toujours pas d'amélioration. Ce qui me rend ouf, c'est que le service client n'a pas de piste sérieuse pour diagnostiquer cette panne, un test bien précis plutot qu'une liste qu'on donne à un opérateur téléphonique low cost Puis depuis leur nouveau firmware parfois il me dit que y'a pas de filament, alors que quand je fais "extrude" le filament sort... J'vous dis pas les insultes qu'elle prend dans la tronche, j'aimerai pas être la maman de la machine Si encore il y avait moyen par exemple avec un multimètre de vérifier une tension précise ou quoi... C'est une piste que je n'exclue pas, mais dans les mouvements manuels je ne trouve pas de résistance. Anycubic m'a dit de serrer les courroies à bloc et de désserrer un tour, je trouve que c'est quand même un poil trop tendu, mais même en les relachant complètement, ça ne résout rien Je ne pense pas, bien que je ne sois pas assez calé sur le sujet pour en être certain, les mouvements manuels avec le clavier semblent logique et bien calibrer. Ce que j'ai pu remarquer c'est parfois un espèce de "Bong" quand le plateau doit bouger, comme si il cognait sur quelque chose (alors qu'il a du jeu) et c'est souvent là où la couche se décalle énormément. Il faudrait que j'analyse si il se passe un truc sous la machine pendant ces erreurs, j'vais voir en fixant la machine sur deux trétaux. Je vais essayer d'héberger la vidéo avec le son, peut-être que le service client arrivera à identifier le soucis ainsi. Edit : la voilà Ma principale hypothèse, c'est que j'ai un soucis avec leur "capteur de résonance" capable de se caler sur les tremblements/vibrations de leur machine et qu'à chaque couche, il part du principe que la machine tremble "trop ?". Il faut dire que même quand je met la machine au sol, les vibrations sont tellement importantes que même certains objets sur des meubles plusieurs mètres à coté tombent, je me demande comment ce truc se calibre normalement. Dans le doute, je vais tenter également de le remettre d'usine et je ne vais pas faire leur calibration

 0 points
0 points -
Contre toute attente, j'ai reçu hier la nouvelle carte mère d'Anycubic ainsi qu'un nouveau moteur de l'axe Y (ok j'suis mauvaise langue). J'ai donc changé la carte mère, puis même problème, j'ai ensuite changer le moteur, puis... même problème Donc retour vers Anycubic avec un "bah désolé maaaiis... ça marche toujours pas". Ils viennent de me refiler encore un nouveau firmware, je vous tiens au courant, si ça marche pas, j'vais enlever complètement les courroies et les remettre avec ces nouveaux composants, au cas où (j'avoue j'ai plus d'idées)
 0 points
0 points -
Sérieusement, j'ai des gros doutes que le fichier printer.cfg livré pour une E3v3SE avec le SonicPad soit fonctionnel tel quel ou alors l'OS a été mis à jour (projet Nebula ?) avec ajout de fichiers binaires (offuscation ?) pour pouvoir utiliser la jauge de pression (homing) => voir tous les «pseudo» Gcode macros débutant par «CX_PRINT_…, CXSAVE_…, …». Les K1, la CR10SE et la future (très proche normalement) E3v3KE utilisent un autre OS que celui du SonicPad (TinaLinux ≃ OpenWRT). Le fichier de configuration nécessite un autre fichier de configuration (cx_printer.cfg) => [include cx_printer.cfg] pour réellement savoir comment le tout va fonctionner. Aucune directive n'est précisée au cas où l'on voudrait compiler / recompiler le firmware Klipper, juste des infos «génériques» pour la carte et le contrôleur (un GigaDrive pas un STM ) : Le Klipper est une version différente de l'officiel : des sections de configuration ne font pas partie du «vanilla» [z_compensate] [prtouch_v2] [bl24c16f] (pas utilisé., en commentaire) Bon courage à ceux qui tenteront de passer leur imprimante vers Klipper avec un SonicPad (j'espère évidemment me tromper).0 points