
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 11/11/2023 dans Messages
-
Le test complet de la Kingroon KLP1 est en ligne https://www.lesimprimantes3d.fr/test-kingroon-klp1-20231110/3 points
-
Si ces imprimantes étaient munies de buses, j'aurais dit que celle-ci avait raclé le FEP OK, je =>2 points
-
Heureusement que ce n'est pas à crédit, il aurait été mécontent2 points
-
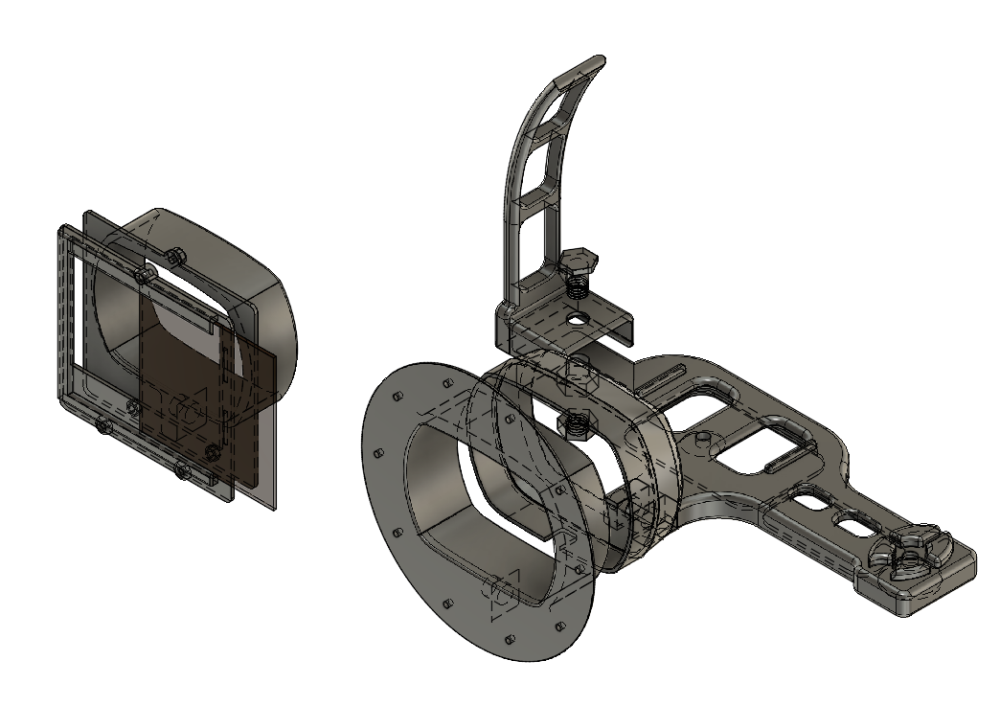
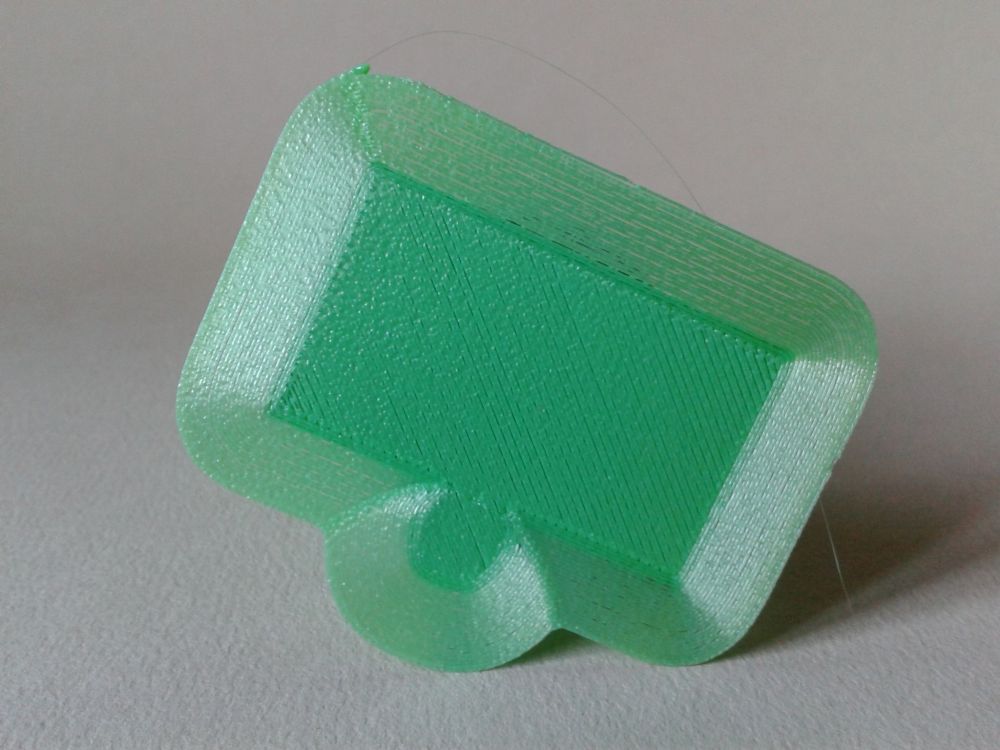
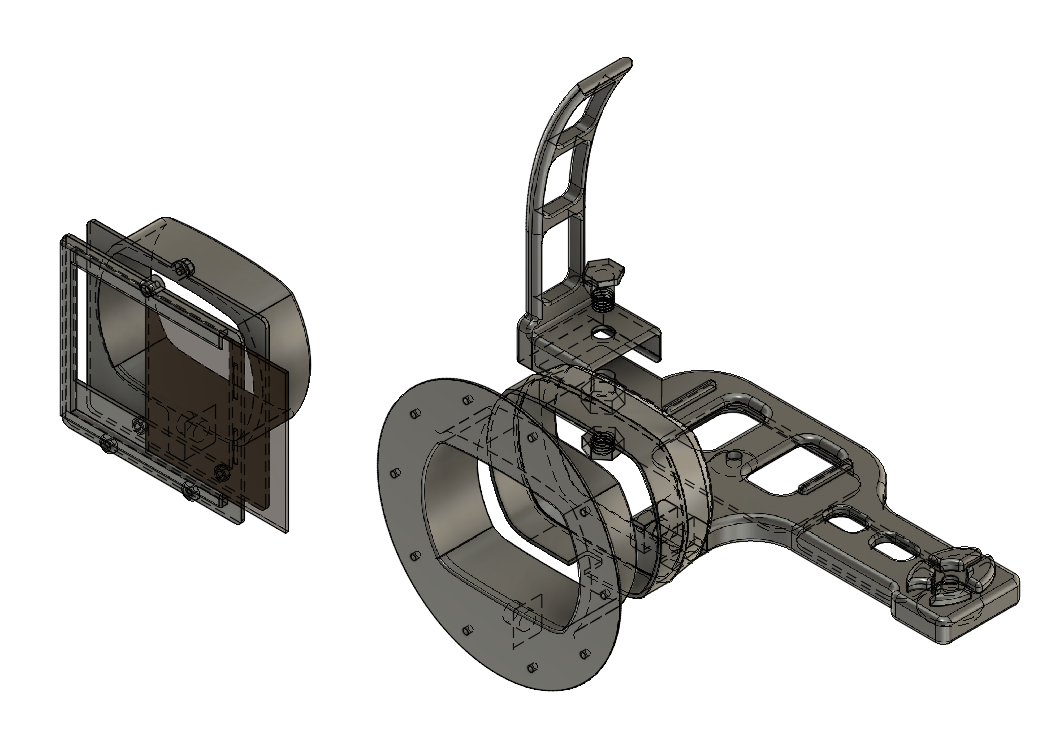
J'ai décidé de passer à l'impression 3D il ya 4 ans, en revenant d'un voyage plongée, j'avais besoin d'adapter un dome (type gopro) sur un caisson étanche Canon G11. Or, ce caisson n'a aucune possibilité d'ajouter quoi que ce soit dessus. Il me fallait donc un adaptateur pour fixer le dôme au caisson. j'avais décidé de le modéliser sur Fusion, et de voir ensuite un service d'impression pour le produire. j'ai modélisé ca en quelques jours (j'étais déja un utilisateur d'Autocad, depuis longtemps, donc je me suis vraiment amusé à faire ça). A l'issue de ce travail de modélisation, je me suis renseigné: - imprimer dans un fablab? - faire imprimer à un service en ligne - imprimer moi-même (je n'avais pas encore d'imprimante 3D) bon, le fablab le plus proche était franchement trop loin. faire imprimer par un service dédié, le tarif n'était pas excessif pour ce que je voulais faire, environ 35-40€, surtout en comparaison d'une imprimante 3d qui tournait, a ce moment là, aux alentours de 150-200€ pour une Ender 3. et puis je me suis fait la réflexion que j'allais certainement devoir faire plusieurs itérations pour arriver au résultat attendu. j'ai estimé à 2 ou 3 itérations minimum, donc, avec le délai nécessaire a attendre la production et l'envoi de la pièce entre chaque reprise. 3 itérations (minimum), à 40€ chaque, on arrive déja à 80% du prix de l'imprimante. le calcul a été affiné, et je me suis rendu compte que j'avais meilleur choix en achetant une imprimante 3D. la machine est arrivé quelques jours après la décision, début décembre, et j'ai commencé à me plonger là-dedans. Je ne vais pas le cacher, j'ai passé des heures à m'arracher les cheveux parce que ca fonctionnait, puis ca ne fonctionnait plus correctement, et ca recommencait, sans fin cette histoire. et puis j'ai pu imprimer, enfin, ma pièce d'adaptation qui était à l'origine de la décision d'achat. Et ca a fonctionné tellement bien, que j'ai continué à modéliser et créer des pièces complémentaires autour de cet adaptateur! ca a fini par donner ca en PJ et puis d'autres pièces, pour du bricolage, pour réparer un truc qui avait cassé sur un appareil electroménager, puis pour mon VTT, dont une grosse pièce antichoc pour le moteur elec monté sur ledit VTT (cette pièce, je ne l'ai pas modélisée, trouvée sur Thingiverse), un support pour le cable de recharge de mon VE, des crochets pour secher les chaussettes de ski et les gants ou les serviettes de bain, voir pour mettre à sécher les affaires de VTT, etc etc. En gros, plein de choses, souvent utiles, parfois juste pour le plaisir. Et ca fonctionne suffisamment bien pour qu'une pièce, modélisée à la demande de mon frangin, imprimée en TPU, soit restée sur son bateau, sans dégradation, et sans perte de capacité mécanique (une pièce de liaison entre une barre franche et un stick de prolongation de barre, ca reprend des efforts non négligeables), même en restant dehors pendant plusieurs hivers d'affilée dans un environnement marin. Alors oui, c'est pas du plug'n play, ca peut vite tourner au cauchemar quand y'a un truc qui merde (et le forum est utile dans ces moments là, d'où le nombre apparemment élevé de pb qui sont lisibles ici), et ca nécessite de mettre les doigts dans le "cambouis" pour regler les petits soucis qu'on rencontre. S'il ya une chose dont je suis certain, c'est qu'on rencontre de tout sur le forum, de l'informaticien, du mécanicien, du modéliste, et même rien de tout ça. mais 1 chose nous regroupe tous, c'est qu'on aime bien comprendre, faire, affiner les réglages, obtenir toujours plus de nos machines, et pour ça, nos machines qui semblent pas "terminées", bah en fait, c'est presque un pré-requis pour qu'on puisse faire nos petites sauces. En revanche, il faut être honnête, entre les ender 3 d'il y a 4 ou 5 ans, et les bambulab et autres elegoo d'aujourd'hui, clairement, il y a eu de sacrées évolutions, et souvent largement dans le bon sens, même si on n'est pas encore au niveau de maturité qui permettrait du "tu déballes, tu lances l'impression, et en 20min, tu as ton impression terminée".
 2 points
2 points -
Oui c’est cela, et avec mes imprimantes 3D je vais faire de grandes statuts me montrant comme le David de Michel-Ange (en mieux outillé, évidement).2 points
-
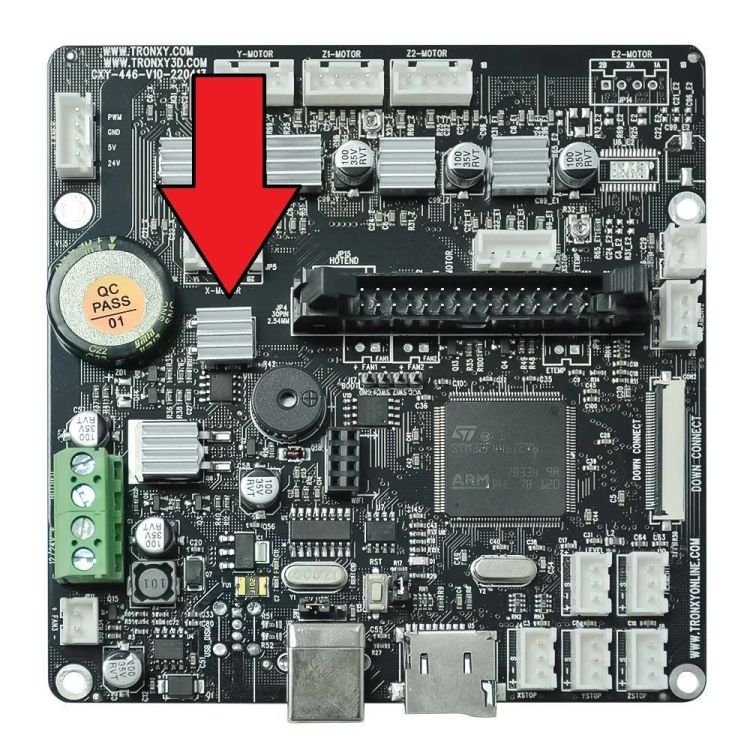
Le suspect devrait se trouver là:
 2 points
2 points -
Ce n'est pas anormal, cela dépend du filament, de la température de la buse, et aussi de la distance buse plateau et ..., perso, je fais chauffer la buse et le plateau environ 15 minutes (pour avoir un plateau à l'équilibre thermique), généralement j'ai un petit fil de filament qui suinte, je le retire à la pince avant de démarrer, si j'oublie je le retrouve sur les lignes de purge. lé début de la première ligne de purge peut-être en pointillé (réamorçage) Après sur la deuxième ligne la buse peut emmener un peu de filament petite boule Tu remarqueras que la buse fait un petit mouvement de haut en bas avant de se déplacer pour démarrer l'impression, justement pour la faire tomber si besoin.2 points
-
Notre test de la Kingroon KLP1 montre les qualités et les défauts de cette imprimante CoreXY rapide (jusqu'à 500 mm/s), passée entre les mains de @MrMagounet https://www.lesimprimantes3d.fr/test-kingroon-klp1-20231110/2 points
-
Phrozen cette marque chère premium , d'imprimante 3D résine décide comme ces concurrents de se placer dans le milieu du FDM, comme Elegoo & Anycubic, ils veulent désormais proposer une machine FDM, ils ne se contenteront pas de sortir un bedslinger comme ces deux là, non c'est pas assez cher fiable, ils vont nous sortir une Core XY avec un AMS, apparemment Je regrette salement de ne pas avoir pris ma semaine pour y aller à ce salon, c'est le festival des dingueries
 1 point
1 point -
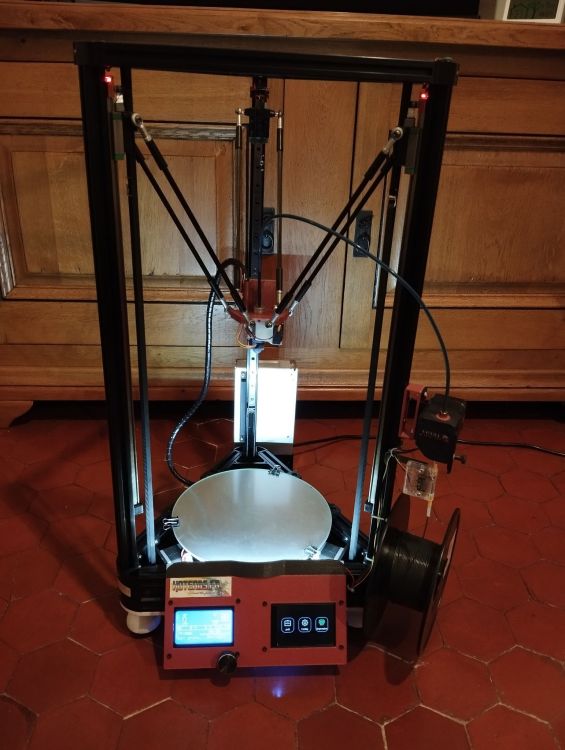
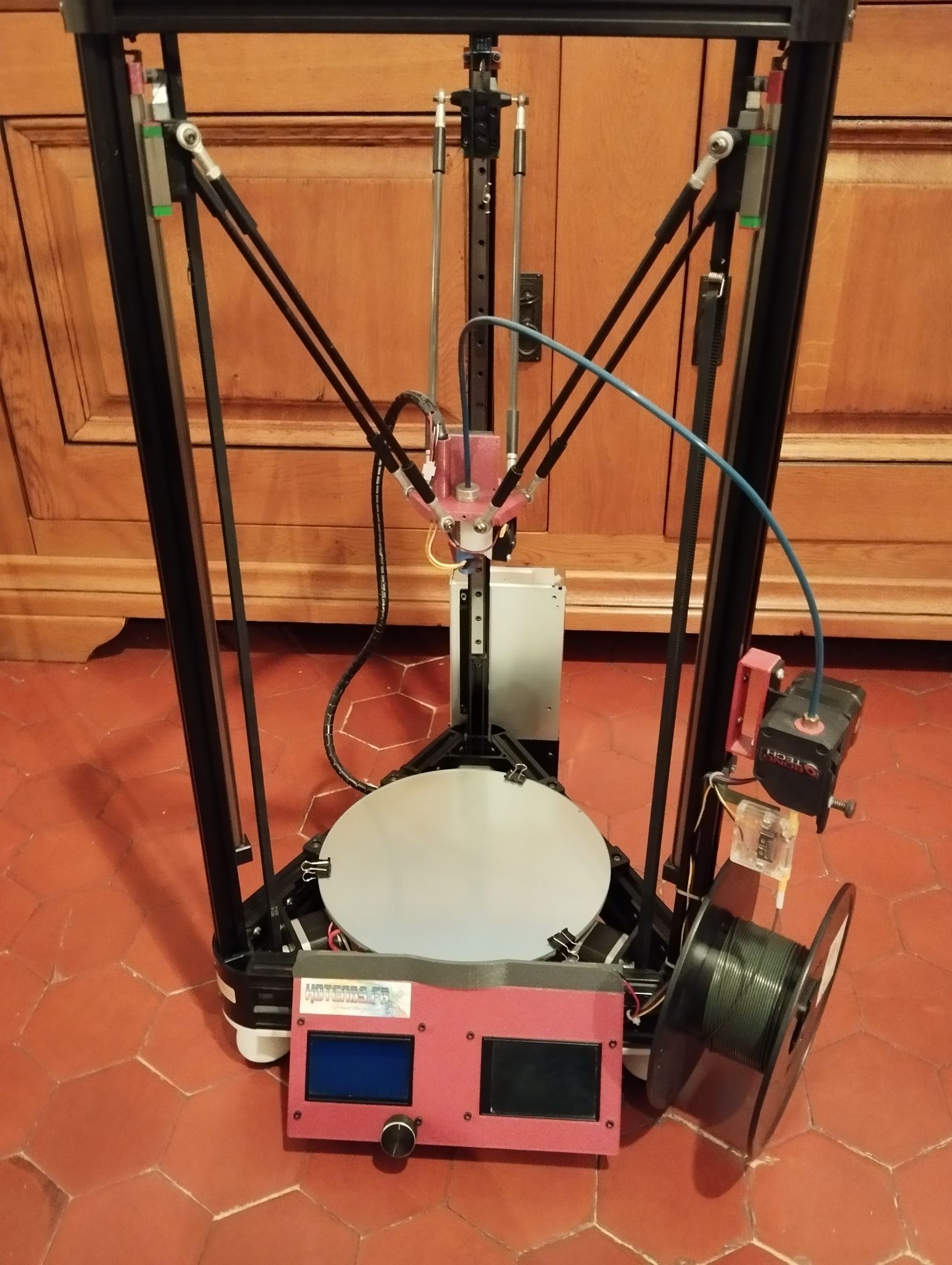
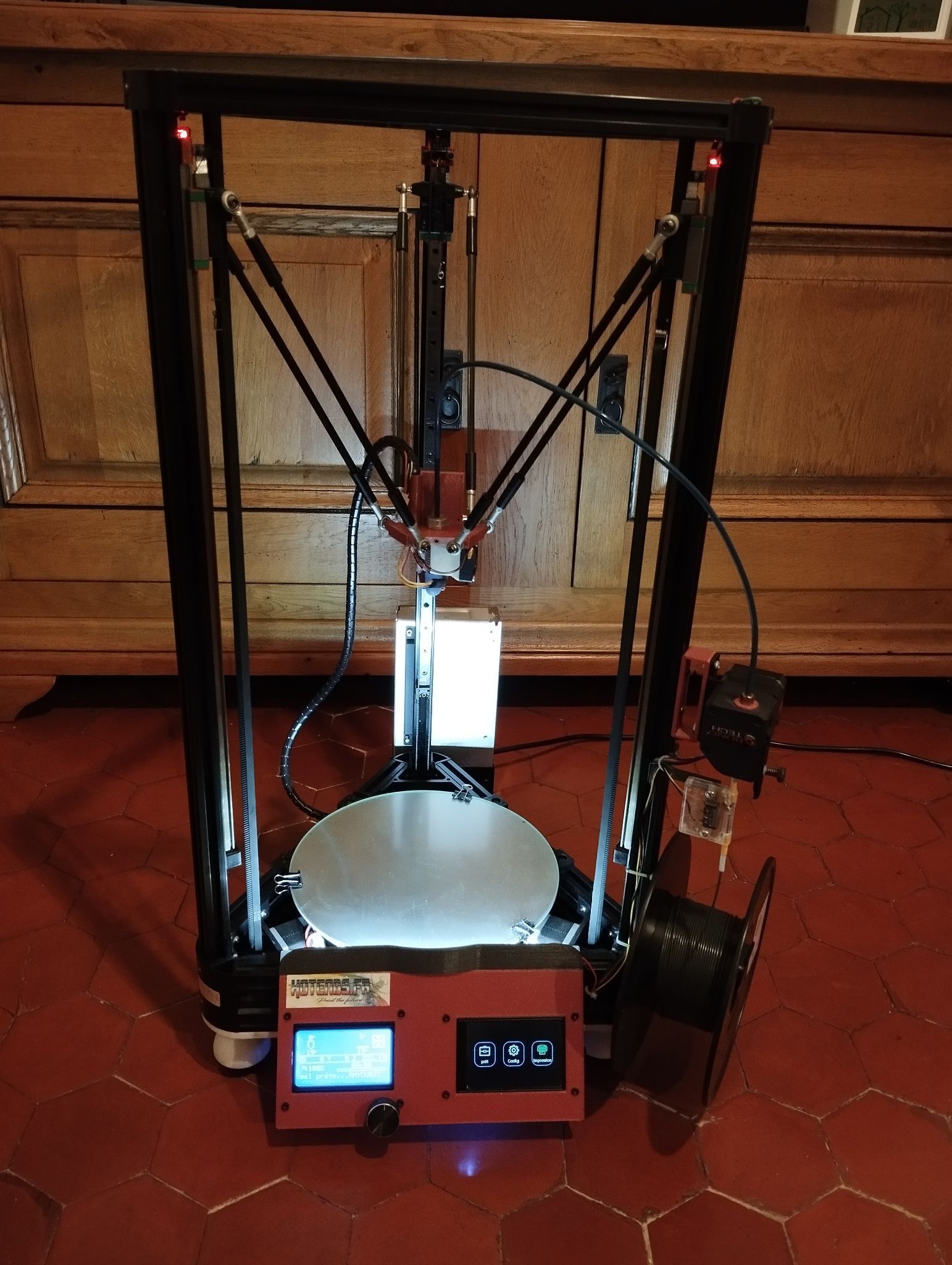
Par manque de place, je vends mon imprimante delta Anycubic Kossel Linear Plus, c'est le model avec rails linéaires Plusieurs composants on été changés : - Carte MKS SGen L, 3 drivers TMC2208 pour les axes et 1 A4988 pour l'extrudeur - Mosfet sur le lit chauffant - Endstops optiques - Extrudeur Bondtech - Tête AIO EVO de chez Hotend.fr - Touch Mi de chez Hotend.fr pour le calibrage - Détecteur de fin de filament - Pieds avec balles de squash - Vitre ronde sur le lit - Eclairage led du lit - 2 écrans dont un écran tactile MKS Je fournis également la platine et la tête d'origine (manque la résistance chauffante de la tête), la carte Trigorilla et l'écran d'origine Je la vend 100 € à débattre (faites une proposition...) Je préfère la vendre dans ma région (Var Est Fréjus St Raphaël) mais je peux éventuellement l'envoyer par colis (frais de port en plus)

 1 point
1 point -
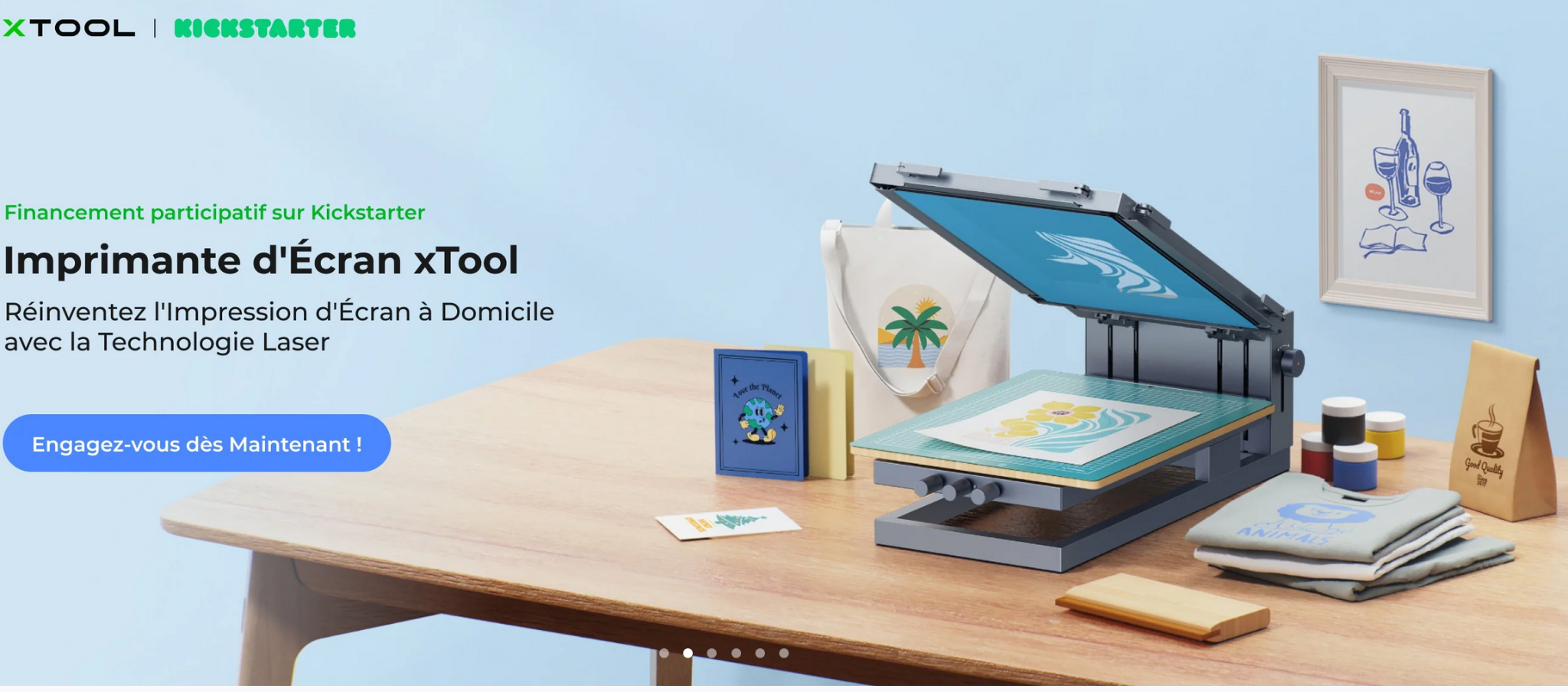
Que voila une drôle d'idée, xTool continue de créer des produits intéressants, cette fois c'est une table de sérigraphie. Une très ancienne techno, mais qui est encore utilisée par les fabricants de parebrises pour ajouter les bords noirs qui cachent la colle et le boitier central haut (enfin la dernière fois que je suis allé voir mon client). Ils proposent un Kickstarter, je pense pour sonder la clientèle potentielle d'un tel projet. Je trouve cette techno sympa pour faire des grandes affiches à moindre cout sur des supports épais, mais pour des petits formats je ne vois pas l’intérêt d'y passer autant de temps. Pour info, c'est un cadre par couleur avec de l'encre pâteuse dans chaque cadre et un caclage manuel (on voit la raclette au premier plan de la photo) vous avez vite fait d'en mettre partout et d'avoir beaucoup de pertes d'encres.
 1 point
1 point -
Si pour toi la réponse est là, je pencherais plus sur un morceau de support mal imprimé qui s'est détaché lors de l'impression, et s'est fait écrasé par la couche suivante, d'où le "piquage". J'ai refais le fichier depuis avec des support plus gros qui ne se déforment pas et s'impriment bien. Donc a mon avis je n'aurais plus le problème (reponse demain). Par contre les impressions se font toujours au même endroit, ça je n'y peut pas grand chose, le deux figurine tienne tout juste sur l'écran, j'aurais du mal a les brasser, sans compter qu'il me faudrait un fichier diffèrent a chaque fois... Au niveau des temps d'exposition, je respect ceux donner par Elegoo, j'ai jamais trop oser y toucher, au risque de voir les couches trop adhérer au FEP...1 point
-
merci HYOTI et PPCA le plus simple : 1) je change le mot de passe de la box : ça marchera a coup sur sans caractère a la noix! 2) j’essaie un clavier ( cela m’arrangeait que cela fonctionne) 3) je souderai une prise Ethernet cela évitera tout cela ! et plus facile a contrôler merci pour vos idées je vous tiens informe de la situation l apparemment je ne suis pas le seul a être coince avec ce symbole % mais les solutions existent : voir lien ci dessous de reddit le clavier !!!! j'essaie demain espérons que cela marche! et le dernier post : je n'ai pas vu sauf erreur de ma part la touche comme indique......:
 1 point
1 point -
En dehors de changer le mot de passe, tu peux activer sur ta box le WPS pour connection automatique du PAD au WIFI. C'est la Box qui enverra le mot de passe. Mais avec le mode WPS qui dure environ 30 secondes, Tous les appareils à portée de ton réseau WIFI pourront s'connecter et avoir ton mot de passe. si tu es en immeuble je déconseille fortement, si ton environnement est maîtrisé (pas de risque d'appareils étrangers capable de voir ton réseau) pourquoi pas. Après un clavier externe USB, tu peux toujours essayer !1 point
-
A piori cela existe, mais souvent avec d'autres noms, Normal cela va aussi sur les imprimantes Kraken. https://www.arianeplast.com/accessoires-/2669-buse-mk3.html
 1 point
1 point -
J'ai fait plusieurs essais, et la commande M0 n'est pas reconnue. Visiblement le M600 non plus. En revanche, j'ai trouvé sur le net qu'elle peut être remplacée par du M25, et cela semble faire le job. On va dire que j'ai trouvé comment faire mon changement de filament. Dans CURA je prends la méthode "BQ M25". Mais il faudra un jour que je me penche sur ces histoires de firmware, histoire d'en apprendre plus sur le fonctionnement de ces machines. J'avoue que pour le moment je me suis contenté d'être un bête utilisateur...1 point
-
Bonjour @NOX Un profil Cura pour la ender3 v3 SE vient de sortir à rajouter manuellement, il devrait correspondre pour une KE ? voir post de @esso1 esso1 Membres 12 Imprimantes: Creality ender 3 V3 SE Posté(e) il y a 6 heures coucou toujours heureux de ma machine 1er chose petite question, j'ai fait pendant 3 jrs des impressions parfaite et ce matin, sans rien changer ( sauf température d'environnement peut etre) je vois des bout de PLA sur le trait de nettoyage et une boule de surplus qui va être sur la bande d'accroche voir photo 2eme chose j'ai vu que sur Cura, la mise a jour de l'imprimante est dispo, seul hic, le faire a la mano cura 5.5 étant deja sortie . j'ai testé cela me semble correct, ayant aussi changer pour mettre a jour le PLA 'sunlu' , la qualité est plus fine pour moi , après .. la config imprimante, ou la config PLA ou les 2 .. je mets le profile télécharger sur leur forum , adresse en bas C:\Program Files\UltiMaker Cura 5.5.0\share\cura ( ou 5.4.0) merger les données dans les répertoires : Variants definitions après vous pourrez choisir l'imprimante https://community.ultimaker.com/topic/44106-creality-ender-3-v3-se-is-not-avalible-in-ultimaker-cura-under-add-printer/ ender3v3se-profile(1).zip3.72 Ko · 1 download1 point
-
Salut, Il y a peut-être plus simple, mais si tu modifies le fichier C:\Users\utilisateur\AppData\Roaming\BambuStudio\system\Creality\machine\Creality Ender?? nozzle.json, tu pourras modifier les paramètres de "printable_area".1 point
-
Salutation Je parle sans savoir car je n'ai pas encore joué avec Bambu Studio, mais https://wiki.bambulab.com/en/software/bambu-studio/add-third-party-printer-in-studio Donc a tous les coups, il n'y a pas besoins de passer le fichier .gcode obtenu dans ArcWelder.1 point
-
Ho oui j'imagine déjà tous les T-Shirts et les taies d'oreiller, avec ta photo sérigraphiée dessus ( ton visage dans un entourage en forme de cœur, et cela de chaque coté voir aussi sur l’envers ) que tu vas pouvoir offrir1 point
-
Aucune commande que des cadeaux pour mes amis et pour des associations1 point
-
Dans les menu on trouve une notion de Z-Offset ( après un leveling, il faut faire un Home, chercher a placer la buse en Z=0 et au centre du plateau et ajuster le Z-Offset pour que le nez de la buse gratte une feuille de papier placé entre le plateau et la buse. ) Après avoir ajusté la valeur du Z offset après un leveling, préparer une impression avec en "type d’adhérence plateau" une "bordure" (brim) bien large et lors de l'impression regarder pour encore ajuster/affiner le Z-offset pour obtenir des lignes bien jointive pour la bordure. (sur la photo suivante on peut distinguer que mon Z-Offset n'est pas encore parfait car les lignes de la bordure ne sont pas bien jointive partout, mais c'est déjà pas trop mal ... )
 1 point
1 point -
Je pense que le pas doit être de 0.04 comme sur une cr10s (dsl je me répond ) La largeur de ligne à 0.44 ou 0.45 ça a du sens (avec une buse de 0.4 ou largeur de ligne + env. 10% de nozzle size) ? Vous connaissez des articles ou vidéos de démo sur ces paramètres ? Enfin je pense le mieux est de tester par soi même..mais si ça peut me faire gagner du temps et filament... ^^ Merci pour vos lumières1 point
-
Whaou c'est cool ! Je me dis que tu vas te faire plaisir avec. (Je viens de regarder je pensais que ce genre de chose coûtée bien plus ... et cela semble aussi abordable au niveau du prix des recharges d'encre. ) Parfait maintenant, je sais à qui demander des T-Shirts, mugs, porte-clé, ..., personnalisés avec par exemple le logo du site. ( mais je suppose que ton carnet de commandes est déjà plein )1 point
-
moi la taille m'inquiète pas trop j'ai de la place en hauteur , mais entre la T1 et la S1 on pourrait imager des différences de dimension par exemple même hauteur de machine mais diametre de plateau différent et donc haut max d'impression différente pour une hauteur de machine comparable. Mais on verra bien car cela m'intrigue 2 versions Alors le dernier visuel mis en ligne par Flsun Montre un bout de la S1 et de la T1. Nous montre 2 choses la S1 ce différenciera de la T1 a première vue avec un zone de stockage du filaments (avec déshydratation ?)
 1 point
1 point -
Salut, que le transistor Mosfet est mouru! soit tu arrives à le remplacer, en espérant que la sortie du microcontrôleur soit toujours de ce monde , soit c'est une nouvelle carte-mère qu'il faudra acheter1 point
-
C'est peut-être pas une bonne idée, c'est le plus mauvais du marché. Voir plutôt PrusaSlicer ou Cura (Ultimaker) pour rester dans le gratuit.1 point
-
Merci PPAC C'est clair maintenant ! Vivement que je reçoives L'imprimante ! et en attendant Je vais me familiariser avec le Trancheur " creality print".1 point
-
j'évide avec lychee en laissant 2,5mm il me semble mais les trous ça bugge parfois... une fois changé le fep je retesterai, merci bon comme on est dimanche je retente: support medium au lieu de léger, raft rajouté que je ne mettais pas et trous également. Je vous tiens au jus. Si ça foire de nouveau j'attendrai d'avoir changer le fep1 point
-
Pas mal de promotions chez Atome3D également (jusqu'à -30%) du 8 au 23 novembre sur un stock limité ! Les réductions sont aussi bien sur les imprimantes 3D que les consommables et accessoires.
 1 point
1 point -
La page dédiée au Black Friday chez Eryone est en ligne Voici les différents codes promo : -45% pour 5 bobines achetées avec le code Friday45 -50% pour 10 bobines achetées avec le code Friday50 -55% pour 20 bobines achetées avec le code Friday55 Les frais de port sont offerts ainsi qu'une bobine supplémentaire toutes les 10 bobines achetées !
 1 point
1 point -
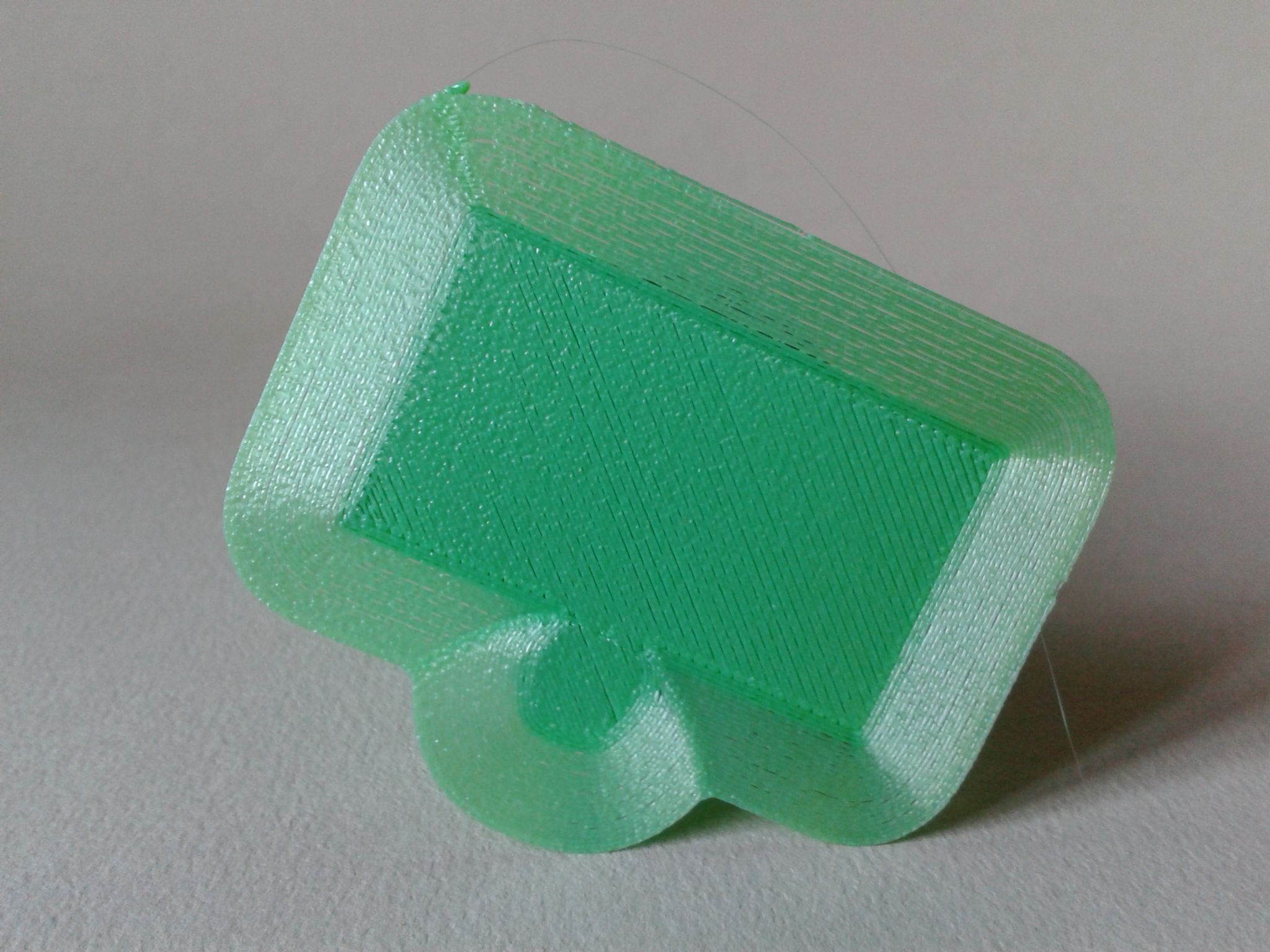
Bonjour, Effectivement comme @PPAC l'a mentionné, "Plus l'objet et gros et plus la surface d'une couche augmente, donc plus les forces en jeu augmente", donc évider au maximum les grosses pièces. Ceci aussi pour éviter d'utiliser trop de résine. Les supports sont aussi très importants, ne pas hésiter à en mettre. Ici pour exemple une pièce relativement important mais qui est évidée. A+
 1 point
1 point -
Encore un truc qui me fait regretter de manquer de place et de temps Mais j'ai l'impression que ça peut couter vite en consommables.1 point
-
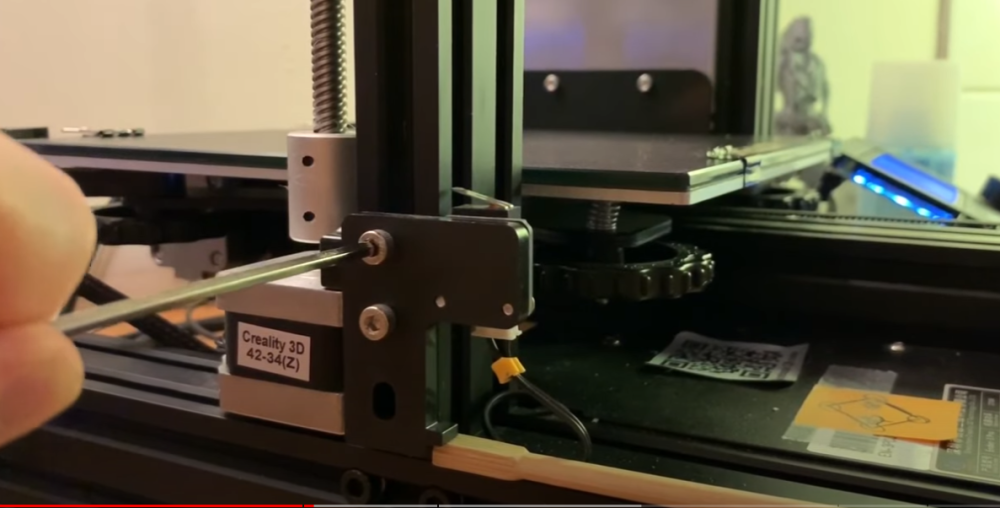
Bonjour @Samz pour le régler tout cela, 1 tu serres les quatre ressorts à mi compression (un peu plus si tu as les ressorts couleur mlétal d'origine) avec les molettes. 2 Tu postionnes le end-zstop à la bonne hauteur, tu peux suivre cette vidéo qui t'explique. n'hésites pas à redéplacer le switch pour affiner ton réglage. 3 Tu fais le niveau du plateau à la feuille de papier.
 1 point
1 point -
coucou toujours heureux de ma machine 1er chose petite question, j'ai fait pendant 3 jrs des impressions parfaite et ce matin, sans rien changer ( sauf température d'environnement peut etre) je vois des bout de PLA sur le trait de nettoyage et une boule de surplus qui va être sur la bande d'accroche voir photo 2eme chose j'ai vu que sur Cura, la mise a jour de l'imprimante est dispo, seul hic, le faire a la mano cura 5.5 étant deja sortie . j'ai testé cela me semble correct, ayant aussi changer pour mettre a jour le PLA 'sunlu' , la qualité est plus fine pour moi , après .. la config imprimante, ou la config PLA ou les 2 .. je mets le profile télécharger sur leur forum , adresse en bas C:\Program Files\UltiMaker Cura 5.5.0\share\cura ( ou 5.4.0) merger les données dans les répertoires : Variants definitions après vous pourrez choisir l'imprimante https://community.ultimaker.com/topic/44106-creality-ender-3-v3-se-is-not-avalible-in-ultimaker-cura-under-add-printer/ ender3v3se-profile(1).zip

 1 point
1 point -
C'est un boulot que je connais assez bien pour avoir diriger une entreprise dans laquelle nous avions une trentaine de postes de sérigraphie, toutes à la pâte d'argent pour des applications électroniques. Pour éviter toute cette perte de temps et faciliter la décoration, je viens de commander une imprimante à sublimation EPSON SC-F100 et deux presses TECABO TC2 et TM1. Ça doit arriver en début de semaine, il faut encore que je trouve de la place pour tout installer.1 point
-
Salutation ! Si tu a déjà fait des impressions comme "The cones of calibration" de TableFlip Foundry, pour trouver la durée d'exposition des couches normale adapté pour la résine utilisé et la température de l'environnement, alors c'est que les supports sont insuffisant pour tenir en place et résister au poids et force de décollement dans le temps de l'impression. (forcement un FEP usé augmente les forces de décollement des couches.) Plus l'objet et gros et plus la surface d'une couche augmente, donc plus les forces en jeu augmente ( au carré car c'est des surfaces ...) donc commencer par augmenter la densité des supports ou ajouter des support moyen ou fort sur les départe des "gros blocs" pour bien les encrer dans le temps de l'impression. le mieux étant d'évider les gros volumes pour avoir moins de surface a décoller du fep et de poids a soulever a chaque couches, mais alors il faut bien faire et placer des ouvertures/events/perçage pour éviter les effets de ventouse due a l'évidage. Si tu ne l'a pas déjà lu prendre le temps de bien étudier le guide de J3DTech https://docs.google.com/document/d/1Z8fkzOxEgI9sOTwDKI6CeblpnuP4V8ayYVwZrYGmo44/edit1 point
-
Salutation ! Alors oui et non. En fait tout dépend de, comment le trancheur utilisé, va se débrouiller selon son paramétrage, pour passer du modèle 3d (par exemple un fichier d’extension ".stl") au fichier d'impression (fichier d'extension ".gcode" de suite d'instructions g-code). L'idée c'est que selon le paramétrage du trancheur tu peux avec une buse de 0.4 mm faire un boudin extrudé plus large que le diamètre de la buse ( le trancheur ajuste le débit ... pour faire un trait plus gros), ou encore un boudin extrudé moins large que le diamètre de la buse (mais là cela donne pas forcément un truc potable a l'impression, donc éviter les modèles 3D, avec des parois qui font moins que le diamètre de la buse pour éviter les surprises, bien que dans certaines conditions il y a moyen) Donc si tu as "un mur" qui fait 1.0 mm de large, le trancheur, paramétré avec une buse de 0.4 mm, peut selon d'autres paramètres soit laisser du vide (il y aura 0.2 mm de non remplis), soit forcer le débit pour faire deux traits de 0.5mm, soit faire 2 trais extérieur de 0.4 et tenter de faire ensuite un trait intérieur de 0.2 mm (donc prend plus de temps a s"imprimer ...). soit ... En gros pour bien comprendre il faut faire des essais avec un trancheur, avec un jeu de paramètres de tranchage regarder l'aperçu après découpage couche par couches... Pour simplifier le travail du trancheur, l’idéal s'est que toutes les épaisseurs des volumes pleins sur le plan XY, soit un multiple entier du diamètre de la buse utilisé. Mais sinon si l'on fait attention a comment se trouve paramétré le trancheur il peut se débrouiller.1 point
-
lien vers le kickstarter en question https://www.kickstarter.com/projects/makeblock/xtool-screen-printer-1st-screen-printing-solution-with-laser Ho oui c'est super pour faire des T-Shirt personnalisé ! Pour ceux qui non pas idée de tout le travail de préparation et des fournitures/matériel a avoir si l'on veux faire plus que du mono couleur ... Moi, pour débuter ce "hobby", perso, j'attend la version de la vidéo dans la citation suivante, (pour plein de couleurs ... le truc c'est que cela prend peut-être un poil de place ... )1 point
-
Ca coincide avec mes valeurs "habituelles" (mais pas obtenues par test), merci pour vos réponses !1 point
-
Un frigo HS peut servir de "caisson", c'est isoler donc plus facile de garder une température à 20°, c'est hermétique au uv, pas de risque que des animaux "joue" avec l'imprimante, c'est assez grand pour pouvoir l'aménager, ça reste toujours pas top en extérieur mais avec ça c'est bien protégé.1 point
-
Pour le chauffage, il y'en a plusieurs qui sont sortie spécialement pour imprimante résine, j'en ai vu plusieurs fois en me baladant sur Ali mais je me rappelle pas les marques. (la plupart des marques de résines préconise 25°C comme température optimale, même si ça fonctionne moins chaud il ne faut pas descendre en dessous de 17-18°C pour pas être emmerdé) Pour les purificateurs, j'ai les 2 petits de chez Anycubic et ils sont très bien et pas très chère, bien qu'en extérieur j'en voit pas trop l'utilité. J'ai 2 imprimantes SLA de grande taille, je les ai mis dans des placard, sur un plateau sur glissière (attention au poids), ça facilite beaucoup la manutention vu que la plupart des imprimantes ont des couvercle chapeau et pas une ouverture avec des portes.1 point
-
Outre la GK2 d'uniformation 3D avec son chauffage intégré, il faut voir aussi les dimensions de ton imprimante, si celle de la vidéo accompagnée du mars mate (la saturn 3 Ultra) ne rentre pas, il est possible que toutes les moyennes tailles posent ce problème. Je ne pense pas qu'il y a ai vraiment une machine plus ou moins sensible aux écarts de température, c'est plutot la résine qui va bouger. Il y a la future M5S Pro qui va avoir un chauffage d'enceinte qui devrait pouvoir dépanner. Les machines "Ultra" de chez Elegoo dégagent de la chaleur en fonctionnement, (surtout la saturn 3), elle ne chauffe pas la résine, mais elle pourrait t'aider à maintenir plus facilement une température élevée. Dans mon cas, je ne voulais pas chauffer mon atelier, mais la nuit ici les températures sont autour de 16°c, j'ai des résultats que je n'ai pas l'été (décollements, wraping, etc.), je vais sans douter monter la température de la pièce à 18°c et ajouter un tapis chauffant (style reptile) sous la cloche de l'imprimante pour garantir les 20°c en fonctionnement pour cet hiver1 point
-
Tu veux que la tige soit libre ou qu'elle soit bloquée ? Perso je mets 0,4 mm de plus au diamètre de mon trou pour avoir un ajustement juste libre et je retouche parfois à la lime.1 point
-
Bonjour, Avant de commencer à faire tes projets, il te faut apprendre à maitriser ta machine et à correctement la régler. Pour cela, je t'invite à consulter cette section : Le problème que tu rencontre (adhérence) est lié : - au réglage de la butée Z - au nivellement de ton plateau (bed) - à la propreté du plateau - aux température d'impression en fonction de ton filament. Bonne lecture1 point
-
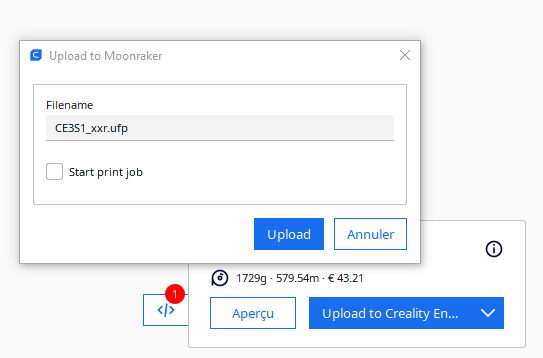
Les vignettes disparaissent aussi quand le fichier gcode a été supprimé du SP (la copie écran plus haut est celle de l'historique des impressions). Cura, Prusaslicer, Superslicer permettent d'ajouter les vignettes à condition de saisir les bons paramètres dans chaque trancheur, généralement deux formats: 32x32 et 300x300. Pour {Prusa|Super}slicer pas besoin de script de post-traitement :
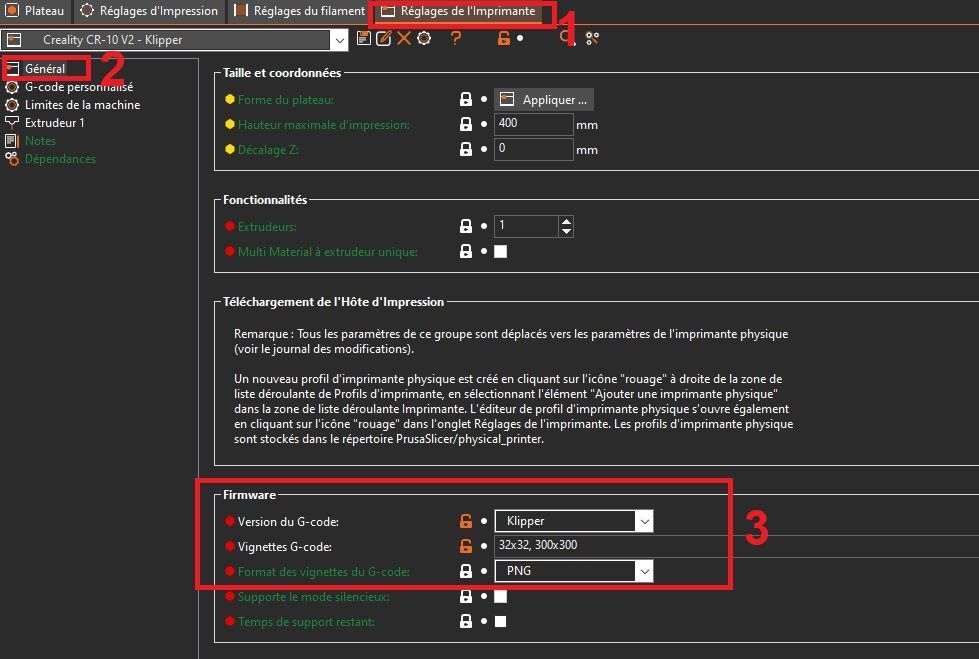 1 point
1 point -
N'est-ce pas lié systématiquement au slicer que tu utilises, ceux avec Prusa ou Cura, Sur le mon Sonicpad j'ai les vignettes avec Cura et pas avec Idéamaker. Pour Cura j'ai activé le script "vignettes" et je transfère les fichiers sur le Pad via l'option moonraker. Je suppose que dans Cura market tu as activé le plugin (extension) moonraker.
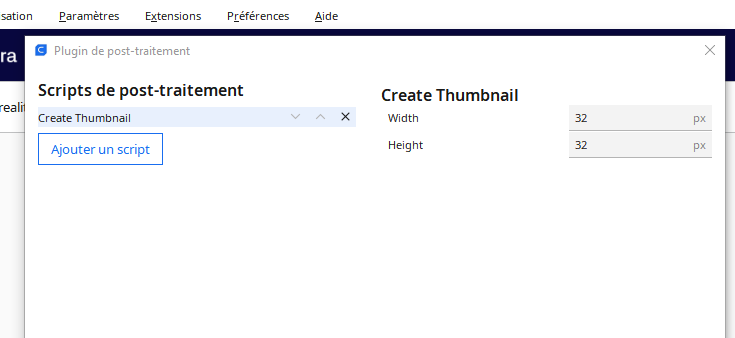
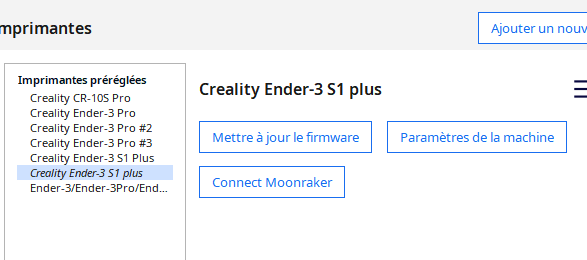 1 point
1 point -
2 eme plantage a 97% J ai relevé la buse

 0 points
0 points





















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)






