Classement



Contenu populaire
Contenu avec la plus haute réputation dans 19/11/2023 Dans tous les contenus
-
Voila mes premiers essais de sublimation sur des mugs. Les photos des mugs sont faites à l'arrache au smartphone et les mugs étant brillants on voit malheureusement un max de reflets car le résultat est vraiment superbe (est surtout, c'est très facile à réaliser).
 4 points
4 points -
un filament expansé ?2 points
-
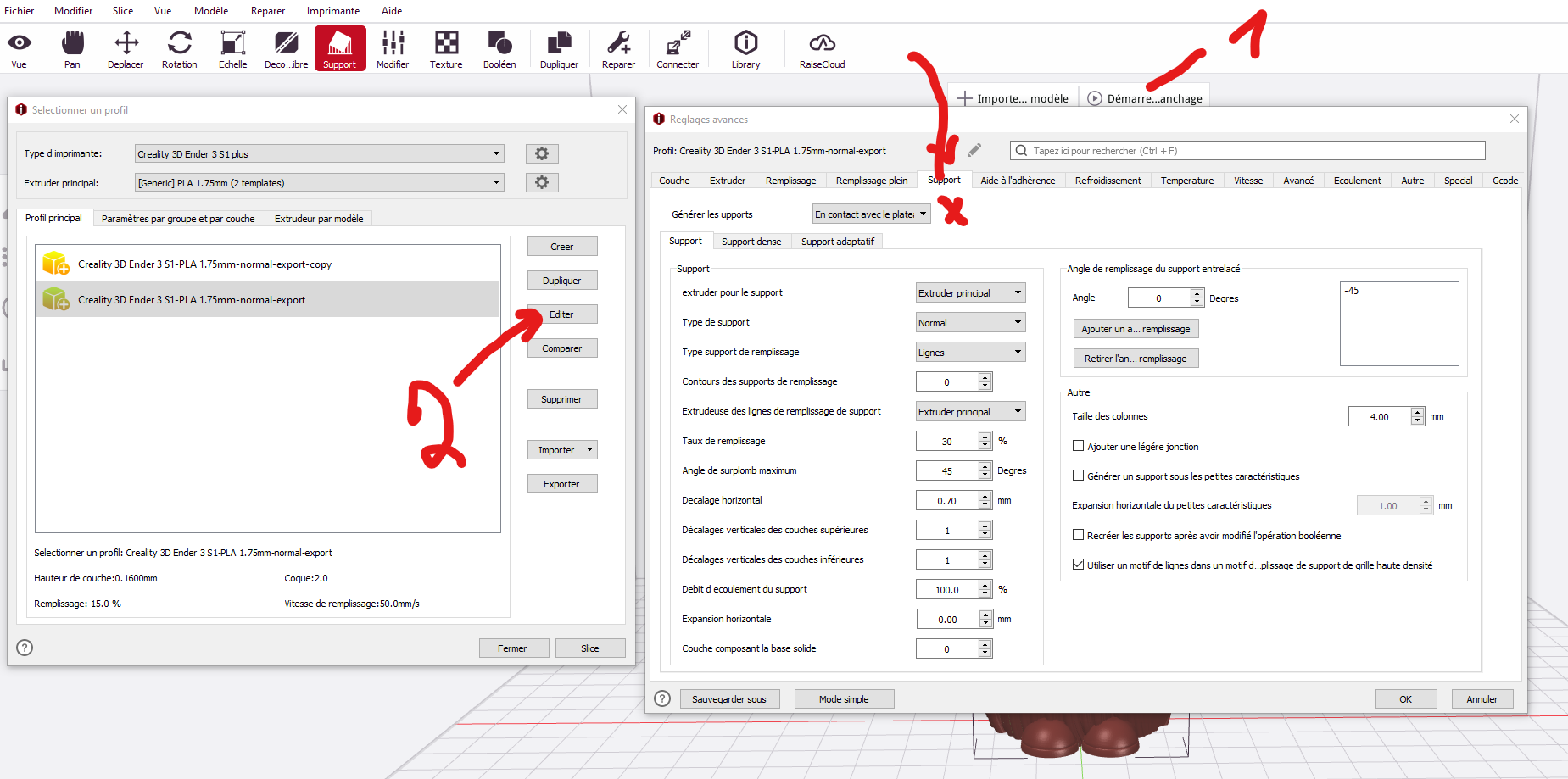
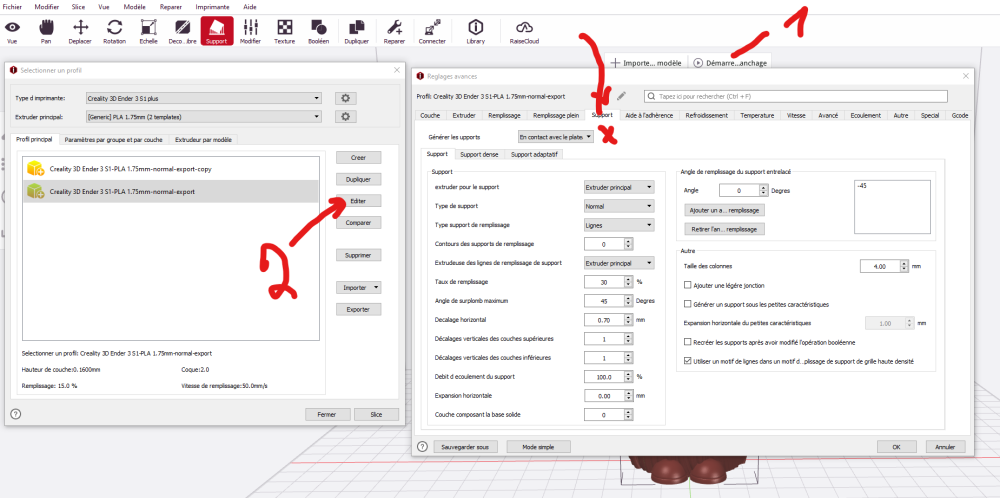
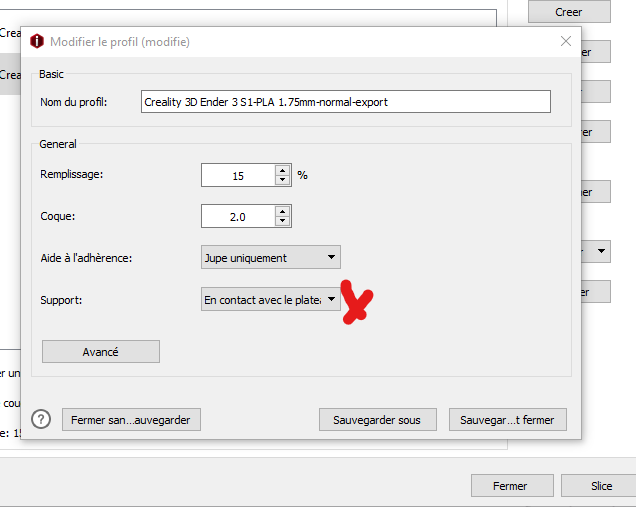
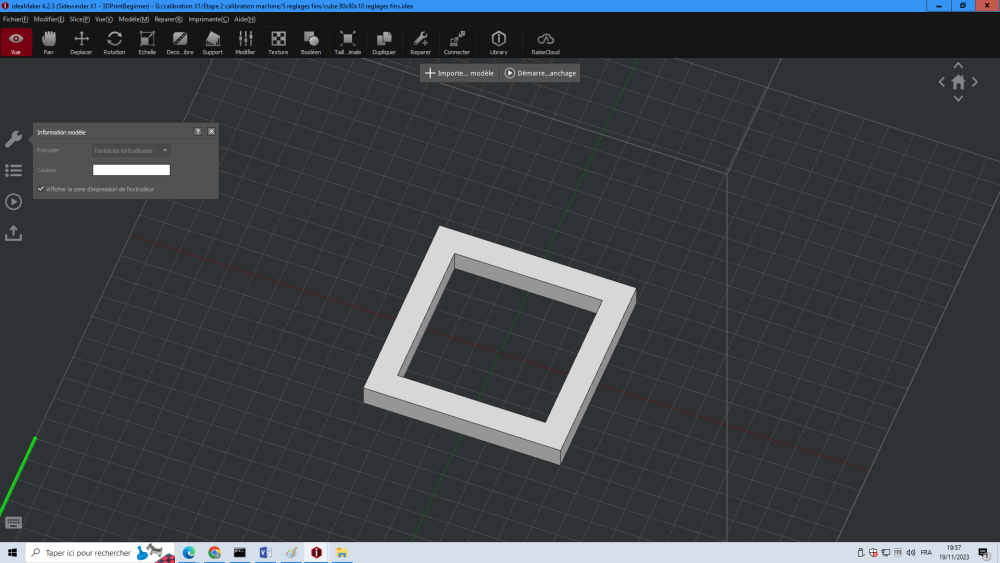
@jasmine A la vue de ta capture d'écran c'est plutôt Ideamaker que tu utilises. Comme indiqué par @RFN_31, les supports ne sont pas mis. Sous Ideamaker, regarde dans l'onglet support, tu mets automatique (soit sur plateau ou partout selon ton modèle). Vérifie aussi que dans ton profil filament, les supports soient activés. pour cela : 1 démarrer le tranchage 2 dans selectionner profil tu fais éditer. dans l'onglet support tu les actives si ils ne le sont pas. et après tu vois dans l'aperçu. voir la copie d'écran ci-dessous. Si lorsque tu édites, tu n'es pas en mode avancé mais simple tu auras la fenêtre suivante : voilà bonne impression.
 2 points
2 points -
Bonsoir, Dans le genre de trucs simple de forme, mais qui prend du temps, j'ai modélisé ça dans Fusion puis imprimé. Je m'en suis ensuite servi comme décor en toy photography (puisque c'était le but de la chose). J'ai tout mis dans une petite vidéo que voici :2 points
-
Oyé Oyé ! INFORMATION SPÉCIALE pour ceux qui auraient des problèmes d'accroche plateau sur imprimante SLA Notamment en période de froid (chez moi 10 à 15° dans l'atelier). Donc la technique qui marche vraiment TROP BIEN c'est: _ faire chauffer un demi litre d'eau à la bouilloire* _ piquer un plat à gratin à votre femme** (en prétextant à votre compagne que la tartiflette c'est bien mignon, mais uniquement accompagner d'un footing quotidien) _ Mettre l'eau très chaude dans le plat avec le plateau*** (quasi propre) pendant 5 minutes _ Sortir et sécher**** le plateau avec un chiffon (quasi propre) _ Et envoyer l'impression sans attendre***** !!! Accroche GARANTI ****** !!! * électrique , ou sur le poile, car le gaz vient de Russie ** ou votre homme, je ne veux pas de problèmes, je précise que je suis contre le patriarcat et que le courant LGBT ne me pose aucun problème *** si et seulement si le plat est plus long et plus large que le plateau **** ATTENTION en cas de goutte d'eau dans le bac d'impression, vous n'êtes plus couvert par la garanti ! ***** Penser à prendre vos précautions avant d'entamer la procédure, en cas de dérangement il faudra recommencer tout le processus donc penser à éteindre votre téléphone, faire un tour au toilette et surtout bien vous étirer ! ****** si le plateau touche bien le FEP à la première couche !! il n'y a ici aucun phénomène paranormal ou magique, toutes réclamations farfelues dénuée de bon sens seront dénoncées et Huées sur la place publique du village ! (derrière l'église, devant le bar de Mauricette, sauf si il y a concours de boule ou de belote évidement ) PS: Si vous n'avez pas la possibilité de faire bouillir de l'eau, sachez qu'il a une buvette avec du vin chaud (2€ la pinte une affaire !!) le mercredi soir après le foot Sénior, le jeudi après midi et le dimanche matin avant la messe ( sur la place du village, Attention à ne pas vous faire gauler par le Curée qui ne tolère pas que le vin chaud soit gaspillé !!! Je vous informe que Robert, un peu trop euphorique il faut reconnaitre, a été interdit de vin chaud jusqu'à Noël pour avoir arrosé Mauricette lorsque l’Angleterre a raté le pénalty samedi dernier... )1 point
-
Hello, Il y a quelque temps, je suis passé au VTTAE et j'ai été étonné de voir qu'il n'y avait pas d'insert pour fixer un porte bidon. En fouillant sur mon site de vente par correspondance préféré, j'ai trouvé : Un support à scratch. Un support qui se fixe sous la selle. Mon projet de support s'est basé sur le second article avec pour but de le solidifier (cf commentaires) en le fixant sur deux points. Voici le STL.support de porte bidon sous selle.stl Imprimé en PLA recyclé en 0.2. ça fonctionnait très bien jusqu'à ce qu'un aléa de l'activité physique vienne à bout du porte bidon alors en place. Le second projet a été de faire un porte bidon plus solide avec un bridage du bidon pour ne pas le perdre. Voici les STL. barre porte bidon.stlcercle porte bidon.stl La barre est imprimée en PETG en 0.2. Le cerclage est imprimé en TPU en 0.2. Si vous l'imprimez, un retour est le bienvenu. Sportivement,






 1 point
1 point -
Bonjour, Je me suis fait plaisir à réaliser un camping car pour mon Land Rover. Comme d'habitude j'ai utilisé différentes qualités de filaments avec mon imprimante TLD3 (PLA+, PETG.) Le choix des couleurs restent dans des tons de bleus Tout est pensé pour passer un agréable séjour les portes vitrées sont lumineuses et très grandes. Nous avons un frigo avec des grands rangements avant et arrière. les panneaux mobiles se transforment tables; la cuisine se situe à l'arrière. Mon Land Rover est prêt à prendre la route avec tous les bagages. Bonnes vacances ! Et vous quels sont vos projets d'impressions ??? A+ Francis
 1 point
1 point -
Merci. Oui ça semble l’être visiblement. Oui j’ai craqué aussi !!!1 point
-
J'ai trouvé une solution très efficace pour ce genre de situation: détaillé ICI1 point
-
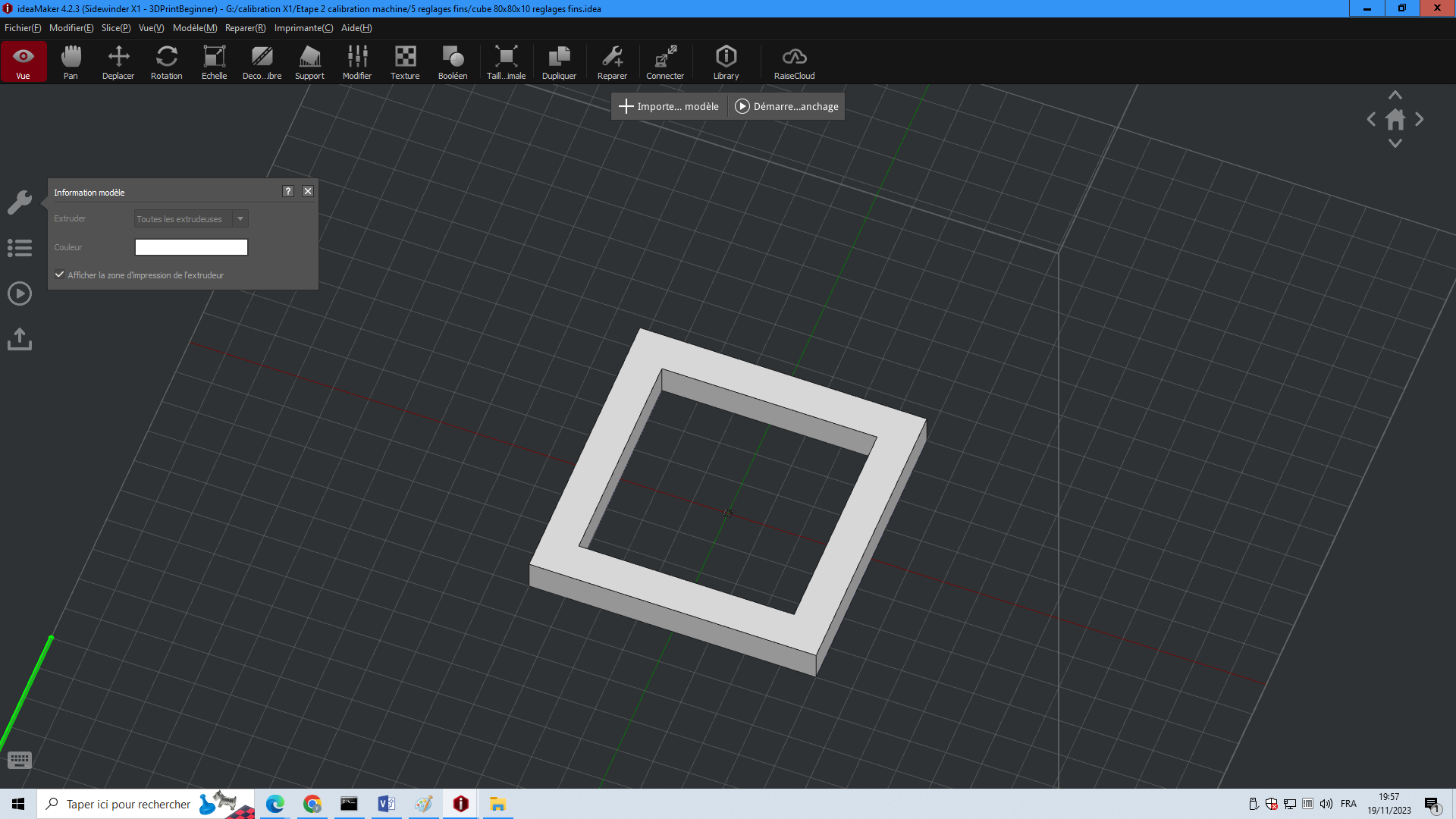
Bonjour à tous Oui sur ideamaker tu peux avoir 2 buses diamètres différents paramétrables indépendamment ou tu appliques tes profils de filaments liées à la bobine que tu as testés et calibré en amont avant d'en avoir besoin. Je sors les bobines de leurs emballages puis elles font un stage tour à tour dans une "boite séchoir" premier prix pendant 5heures puis test de la qté d'extrusion (sur ou sou extrusion) puis création d'un profil. Perso je fait un identificateur unique collé sur chaque bobine marque_date_increment ou je parque les infos puis je teste un cube de 80mmx80mmx10m mais pas totalement creux style 10% 2 coques pour vérifier les compensations XYZ a appliquer. Bref une feuille tableur, un palmer et quelques mesures et jeux d'essaies plus tard par dichotomie j'arrive à une réglage correct de la X1 mais pas satisfaisant au point de faire des ajustement pour un montage mécaniquement parlant acceptable sans repasser par un post usinage (juste, serré, lache ...) c'et une X1 ... Raison pour laquelle j'acheté les bobines par lot 5 ou 10 les paramétrages sont quasi kifkif dans un même lot de bobines qui se suivent et ne nécessitent pas de trop grosses modifications un hormis si pas de bol tu tombes sur un lot de bobines mixées ... J'utilise souvent du sunlu pour le petg bien séché et calibré j'ai pas à m'en plaindre pour le prix en lot. Je restocke les bobines dans un sac zip avec du dessicateur puis un coup de machine lidl pour mise sous vide puis retour dans leurs boites et dans un containeur "hermétique" fermé en plastique car je suis dans vieux atelier mal isolé et qui a parfois des fuites ... Merci à vous deux pour les explications sur le plateau verre PEI. Merci pour ces informations MrMagounet d'un point de vue technique j'aurais donc intérêt à garder l'extrudeur principal en 0.4 (minimum voir 0.6 dans certains cas) en prenant un qui résiste bien à l'abrasion pour le filament chargé petg / petg carbonne est imprimer les supports en pla avec une buse 0.4 standards sur la seconde tête mais avec une couche de hauteur en 0.2 pour gratter de la matière sur les supports giroides / tree et faire des supports de contact direct bien lisse pour que le PETG prenne bien appui. Par contre : - Pas de ventilation directe possible si pla en contact avec petg car ils ils vont refroidir différemment un plus vite que l'autre - le Pla standard servant de couche support servant de plateau risque de pas aimer la chaleur de la buse petg et peut être faudra t'il utiliser du PLA qui résiste en un poil plus à la chaleur / température dela buse et du petg en fusion qui appuy direct sur le support . Cela va être intéressant de voir comment cela se comporte tout cela ! Sinon dans le registre des idex il y a cette imprimante Vision Miner 22 IDEX V2 mais bon le prix est une dinguerie 7K€ un poil hors budget : j'aime beaucoup leurs astuces pour régler les pb de contact, dilatations du plateau et ajustement glissant sur bille pour faire un contact ponctuel ! L'axe X est un carré de Carbonne avec un rail que l'on retrouve sur des voron il me semble. La vidéo est intéressantes cars ils mettent bien en avant les gros pbs liés à la monté en haute température de l'enceinte avec dilatations et des jeux ! Ils font souvent référence à l'open source régulièrement mais j'ai pas trouvé leur git ou bien ils "piquent" dans les projets opensource assemble sans republier ? SUDSUD
 1 point
1 point -
C'est ça...1 point
-
Oui… à la seule condition qu'un maillage ait d'abord été enregistré en EEPROM. En gros tu pourrais faire un Gcode qui palpe le plateau circulaire de la Delta (G29) enregistrer ce maillage en EEPROM (M500). Ensuite, puisqu'un maillage existe, il suffit dans le Gcode de démarrage de placer après le G28, le rappel du maillage pour pouvoir l'utiliser (M420 S1 Z10).1 point
-
Salut ! Si c'est pour Ecran TFT28 Evo ciotto je te mets l'archive que j’avais utilisé Et pour github il y a un gros bouton vert ! on ne peut pas le louper ! Code => Download zip Ecran TFT28 Evo ciotto.zip1 point
-
Je suis bien content que tout fonctionne bien à nouveau pour toi1 point
-
C'est plutôt G29 pour l'auto-nivellement (M29 concerne la carte SD)1 point
-
Je pense avoir trouvé la combine pour passer outre ce défaut. Dans le mode échelle si on tape à la main la cote ou le pourcentage le chiffre passe à 0.1 ou 0, quelque chose. Il suffit de cliquer sur annuler (ctrl Z) et on retrouve la valeur que l'on a tapé. Mes réglages après plusieurs impressions et calibrage avec la résine Jayo Solid White lavable à l'eau. les libellés sont ceux de Halot Box. Global settings Regular part - Epaisseur de couche = 0.05mm Temps d'exposition = 1.4s - Hauteur montante = 5mm - Vitesse du moteur = 2mm/s - Light-off Delay = 3s Bottom part - Exposition initiale = 40s - Bottom Layer Count = 2 Ces réglages sont parfait, ils permettent une très bonne finition, des supports qui se détachent facilement sans laisser de traces et un respect précis des cotes. Le décollage du plateau se fait avec une spatule plastique. Attention tout de même, ce sont des valeurs qui ne sont opérationnelles qu'avec des supports parfaitement adaptés à la pièce. Pas assez nombreux ou trop fin, les pièces lourde pourraient ne pas tenir. Je n'ai eu aucun loupé, jusque là. J'ai commandé du nFEP, j'essaierais de monter la vitesse du moteur à 3mm/s, c'est le maximum.1 point
-
Salut, Tu es sûr de la largeur ? c'est pas plutôt 6mm ? Regarde ici peut-être:1 point
-
Bambu Lab aussi applique des réductions pour ses imprimantes 3D lors de ce Black Friday ! Lien direct https://li3d.fr/BF23-BBL Les détails https://www.lesimprimantes3d.fr/black-friday-2023-bambu-lab-20231119/1 point
-
Ce n'est pas le fichier stl mais le fichier gcode que tu as fourni... Mais ça suffit pour faire le diagnostic : Ce n'est pas un support que tu as mis mais une bordure ou une jupe... C'est bien pour la stabilité mais je vais essayer de t'expliquer ce qu'il se passe avec ton personnage. L'impression commence sur le plateau et monte progressivement. Quand la hauteur arrive à celle de l'extrémité du bras, ton imprimante met la première couche du bras ... dans le vide ! D'où ton échec... Pour ce genre de chose, on n'a pas le choix : il faut mettre un support qui partira du bed j'usqu'à pouvoir débuter l'impression du bras. Comment faire ? Si tu utilises Prusa Slicer, tu vas dans l'onglet "Réglages d'impression" puis tu choisis le menu "Supports". Là tu coches les 2 cases du haut (générer les supports et supports généré automatiquement. La valeur "seuil de surplomb" permet de faire varier le déclenchement des supports : dans ton cas la valeur par défaut doit être suffisante. Si tu es en mode "avancé" dans Prusa Slicer, tu pourras choisir le style de support : il y en a un qui est pas mal, c'est le style organique qui permet d'éviter trop de contact avec les pièces imprimées. Mais tu peux rester aussi sur le style par défaut pour cet objet.1 point
-
Merci pour tes conseils qui me seront précieux ! Je pense que tu auras vite de mes nouvelles ^^1 point
-
Avant de changer le lit, contrôle tes branchements, tes câbles, si c'est possible change ta thermistance ou controle la à l'ohmmetre si je ne me trompes pas tu devrais avoir 100k1 point
-
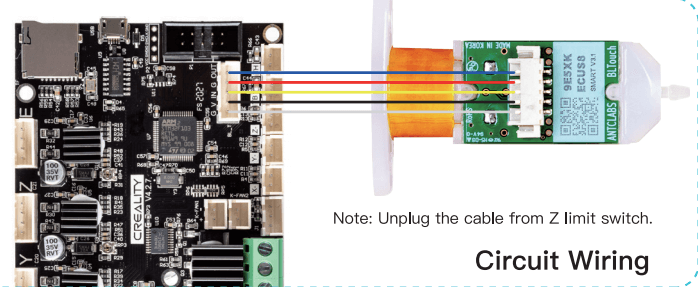
Il a tellement de vidéo que ça serait long a trouver. Je suis tombé sur ce bl touch qui semble être en 3.1 comme mon modèle avec ce schéma.
 1 point
1 point -
Quelque chose de sympa qui m'est arrivé cette semaine... Il y a quelques semaines, un utilisateur de Cults3D a acheté les fichiers du chassis Super Wheelie/Big Bear. Et il m'a envoyé un message pour dire que tout fonctionnait parfaitement et qu'il était heureux de pouvoir réparer sa voiture... Cela m'a pris par surprise : avant, j'avais beaucoup de downloads et quasiment aucun retour. Ici, les fichiers sont payants, un seul achat, et l'utilisateur qui fait un feedback sur le travail. C'est très différent, et c'est très plaisant!1 point
-
Bonjour, je suis un touche à tout qui aime apprendre de nouvelle chose. J'aime me nourrir du savoir des autres mais aussi apporter mon aide. Dans la vie pro je suis développeur ce qui m'aide pour paramétrer le cerveau des bêtes. Je viens d'acquérir ma première imprimante FDM, la FLSun V400.1 point
-
Bienvenue chez les imprimeurs fous1 point
-
Un convertisseur DC/DC ça coupe quasiment rien moins de 5 €, en plus il est possible de regler la tension à la valeur que l'on souhaite, bien plus pratique qu'un simple 24->12V. a+ Charles1 point
-
Bonjour PPAC, merci pour tes conseils. J’ai lavé la plaque au liquide vaisselle + eau chaude et magie, l’impression s’est très bien déroulée, et pas besoin de colle. Merci à vous, johnjohn1 point
-
Salutation Alors le parle sans savoir car je n'ai pas de BambuLab Probablement, mais avant, si c'est bien un problème d’adhérence plateau et que c'est une plaque/plateau qui le permet, nettoyer la plaque avec de l'IPA ( ou liquide vaisselle (genre PAIC Ultra) + eau chaude) pour bien la dégraisser, sinon oui la colle. Car un fichier ".gcode" est une suite d'instructions g-code pour une imprimante spécifique. Et même si l'on interprète les instructions g-code, cela ne permet pas de reconstruire le modèle 3D initiale mais une version "dégradé" (des suite de lignes d'extrusion) ... Sinon là comme solution de récupération de l'impression raté ( car c'est un truc fin et plat dans la zone mal imprimé) je propose de passer la zone de l'impression raté, mise entre deux feuille de papier cuisson, sous le fer a repasser, si tu te débrouille bien tu pourra peut être rattraper le truc. (Ce sera pas parfait mais surement mieux et peut être utilisable)1 point
-
C'est ce que ma femme me dit souvent1 point
-
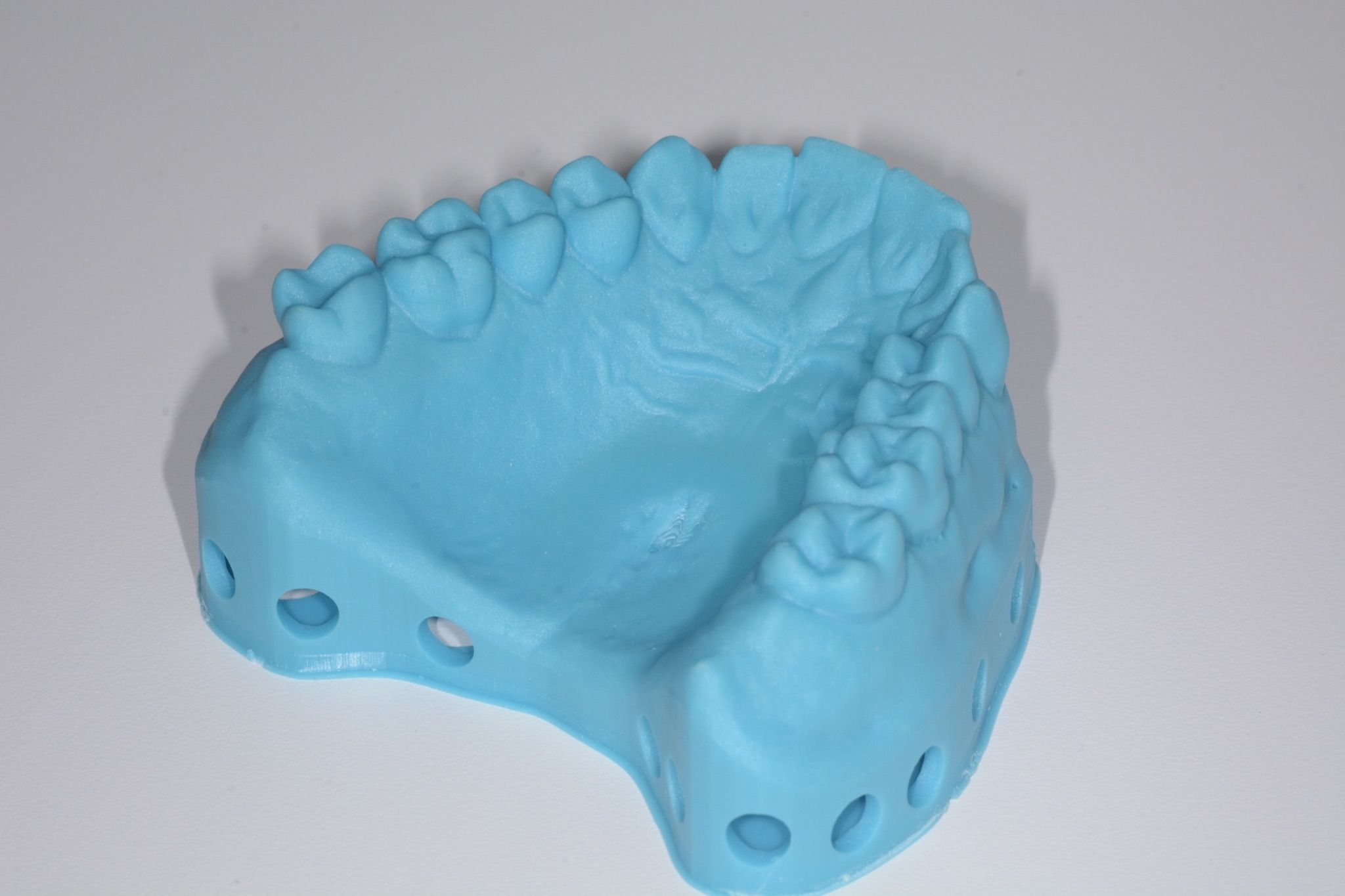
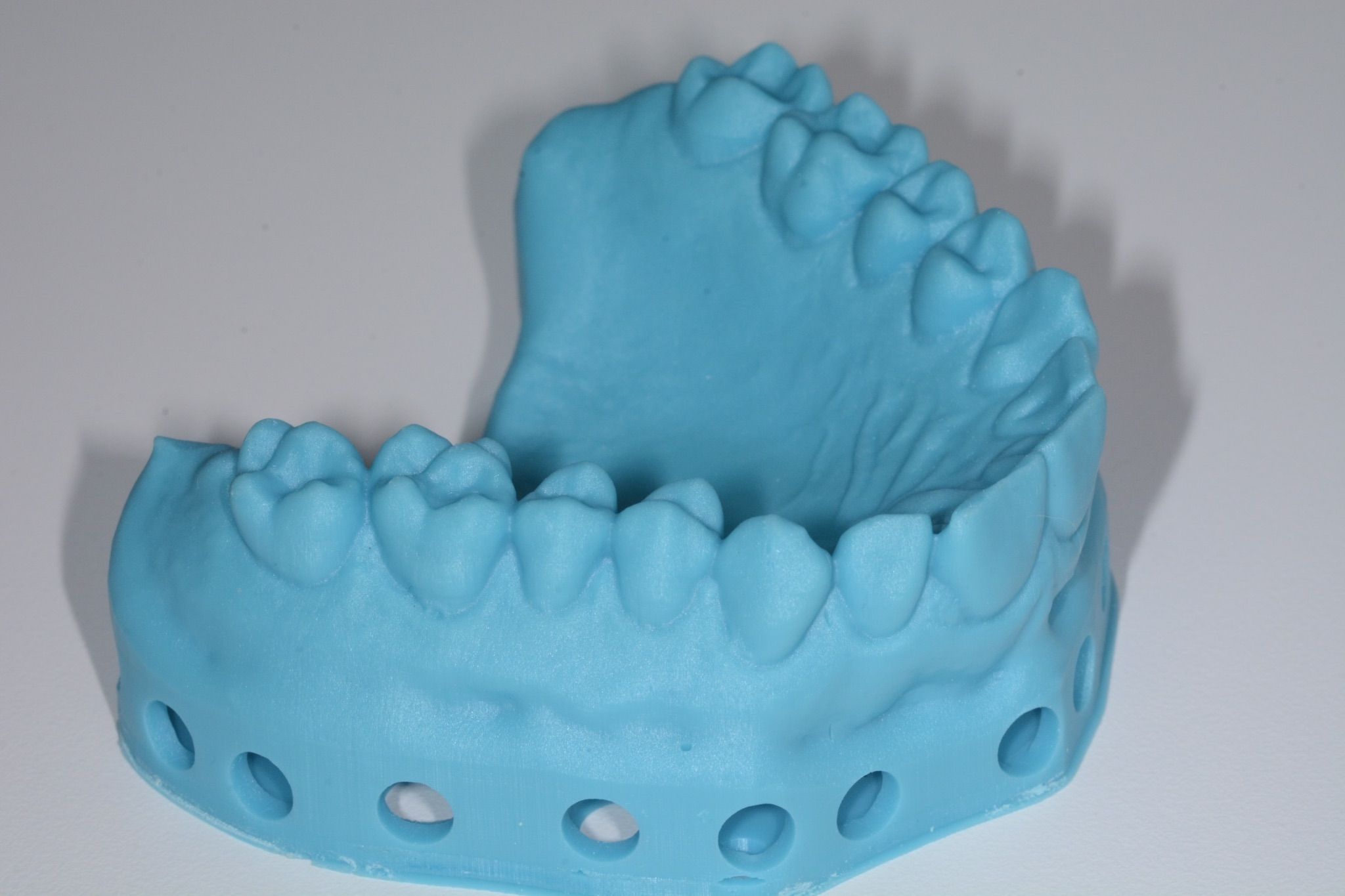
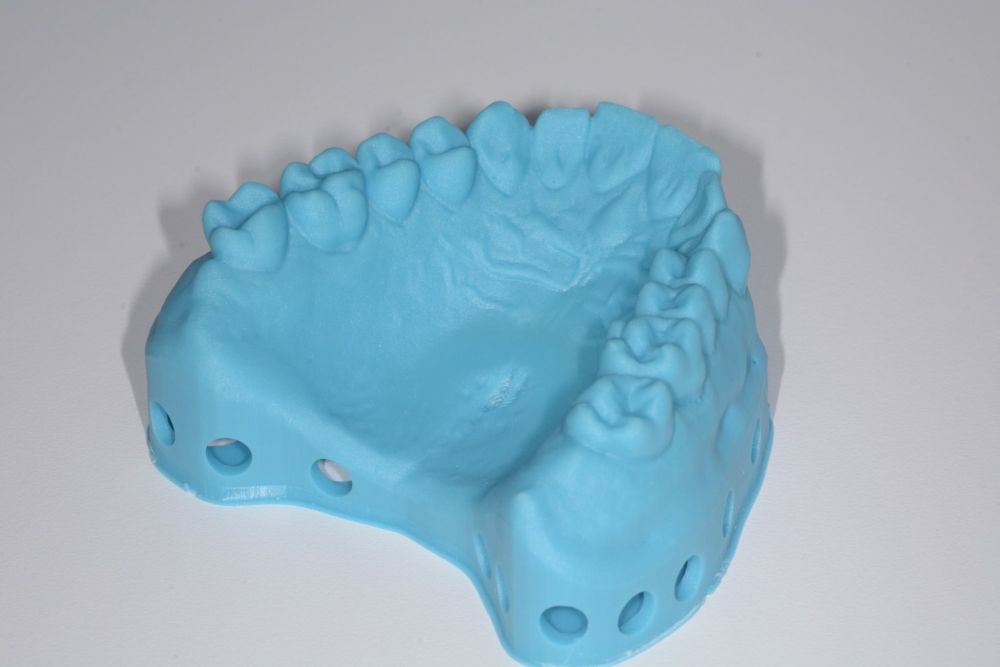
Salut, ca y est le premier modèle dentaire est sorti. Il y a des petits défauts de support internes au palais, je pense un phénomène “d’île” alors que j’y avais porté attention… à creuser. En tout cas le modèle est conforme et la gouttière qui a été réalisée par dessus est impeccable. Elle s’ajuste parfaitement en bouche. Gros point négatif: la personne qui m’a apporté la machine m’a reconditionnée hors du carton et a abîmé le FEP. Il est percé… Je dois déjà le changer et n’ayant pas de FEP ACF ici, je vais devoir passer sur un FEP 8k conventionnel le temps d’en recevoir ACF. Merci pour toute l’aide apportée. À bientôt

 1 point
1 point -
Connaissant @Yo' c'est un vélo d'appartement En tout cas bravo pour ta réalisation1 point
-
Hello @Dent974 J'ai justement rendu servi a un ami prothésiste dentaire avec ma Saturn 3 Ultra, tu trouveras d'ailleurs ma création sur le test Il avait exporté en .stl un fichier avec son logiciel, je ne me rapelle plus le nom, mais c'est un logiciel qui a des profils déjà adapté pour des machines comme les Asiga ou Formalbs par exemple, il a essayé pas mal de machines et a toujours eu des soucis de calibration, c'est pour ça que j'ai pris le relais RJ 45 aucune des deux. La Saturn 3 Ultra est actuellement la machine la plus rapide que j'ai eu entre les mains, 1h pour une pièce de 12cm avec de la résine "fast" en 0.100, c'est d'ailleurs dans ces conditions que j'ai sorti mon plateau de dents en quelques dizaines de minutes (en 0.050 mais ça va vite). Au délà de ça, toutes les machines récentes peuvent convenir à ton usage. Pour des fichiers dentaires uniquement, il est même possible que la Elegoo Mars 4 9K Ultra suffise, mais si tu veux un grand plateau, autant rester sur la Saturn 3. Concernant la Halot-mage pro, elle correspond tout aussi bien que la Saturn 3 Ultra, toutefois chitubox semble faché avec la halot-mage pro et la 1.9.5. J'ai remonté le soucis à Chitubox qui m'a fait parvenir la version beta 1.9.6 qui semble avoir réglé ce soucis, la prochaine version qui arrivera prochainement devrait donc bien améliorer les soucis que j'ai eu lors de mon test de la halot-mage pro Je tiens tout de même à t'informer qu'afin d'obtenir une calibration dimensionnelle parfaite, il faudra probablement faire des tests d'exposition, et bien t'assurer aucun mouvements des pièces avec les supports, c'est principalement à cause de ça que beaucoup de prothésiste me contacte avec des "ma machine marche pas bien, les dents s'emboitent pas", parce qu'ils pensent que la machine va toute seule sélectionner les paramètres de résine parfaite, il faudra donc "faire mumuse" un petit peu avec ton combo machine/résine pour t'assurer que tout ça fonctionne . Si tu n'es pas pressé, tu devrais peut-être jeter un oeil au projet Ultraprint : https://www.ultraprint.store/ Une proposition d'imprimante 12K avec chauffage et capot à charnière (et on attend d'autres infos) pour 439$ en kickstarter (hors frais de port). Mais à mon avis, livraison en 2024
 1 point
1 point -
1 point
-
Après avoir creusé et fait quelques tests, voici où j'en suis de ma recherche. Le mode "utiliser les valeurs E relatives" correspond à un M83, et M82 est utilisé pour des valeurs E absolues. Du coup, voici comment j'ai paramétré mon PrusaSlicer : - je ne mets pas de M82 ni de M83 dans mon gcode personnalisé - je décoche "utiliser les valeurs E relatives" lors des impression normales => ça met un M82 et je peux faire des pauses - je coche "utiliser les valeurs E relatives" en mode spirale, sinon j'ai un bug et ça fait un pâté d'extrusion à chaque changement de couche => ça met un M83 et du coup pas de pause ou changement de filament (mais au moins ça fait un beau vase) C'est quand même zouave que Cura soit bien moins bon que Prusa slicer sur les parois fines, ça serait plus simple1 point
-
Coucoux, Les courroies de la CR10-s PRO sont des courroies ouvertes. Je ne connais pas le mot exact en français des pieces qui ferment les extrémités. Une douille peut-être ?? mais tu peux utiliser des cosses electrique diamètre interieur 5 mm. https://www.leroymerlin.fr/v3/p/produits/lot-de-10-cosses-rondes-femelles-zenitech-e29302 Longueur UTILE de la courroie X = 917mm + 10 mm à chaque extrèmité = 937 mm Longueur UTILE de la courroie Y = 870mm + 10 mm à chaque extrèmité = 890 mm Ensuite,comme sur les photos, il faut enlever la protection plastique des cosses, couper le morceau inutie, légèrement aplatir pour passer la courroie, et sertir à la pince en pinçant la cosse sur la courroie : ça ne bougera plus.


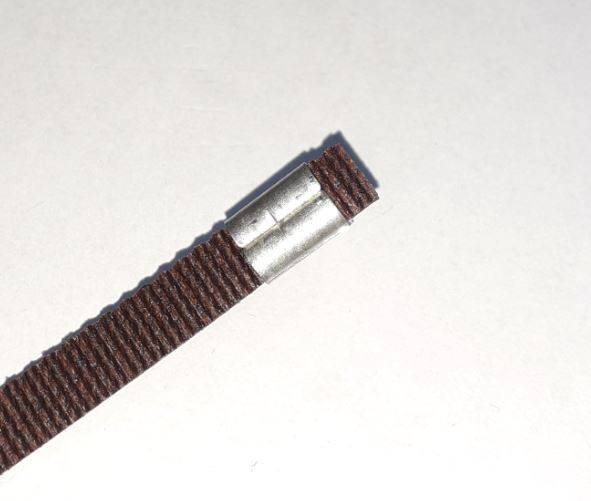


 1 point
1 point -
bonjour, sur mon AM20 modifiée ( deux buse indépendantes), j'ai un filament agenté ( je ne me souviens plus de la marque) qui s'extrude avec un diamètre entre 0,8 et 1 mm. J'ai changé la buse par une neuve, pour le même résultat... Comment est ce possible d'avoir une extrusion de 0,8mm avec une buse de 0,4mm ???? L'humidité??? merci.0 points