Classement




Contenu populaire
Contenu avec la plus haute réputation dans 18/06/2024 Dans tous les contenus
-
Mise à jour du firmware en version .20 : https://github.com/QIDITECH/QIDI_Q1_Pro/releases/tag/Q1_Pro_V4.4.203 points
-
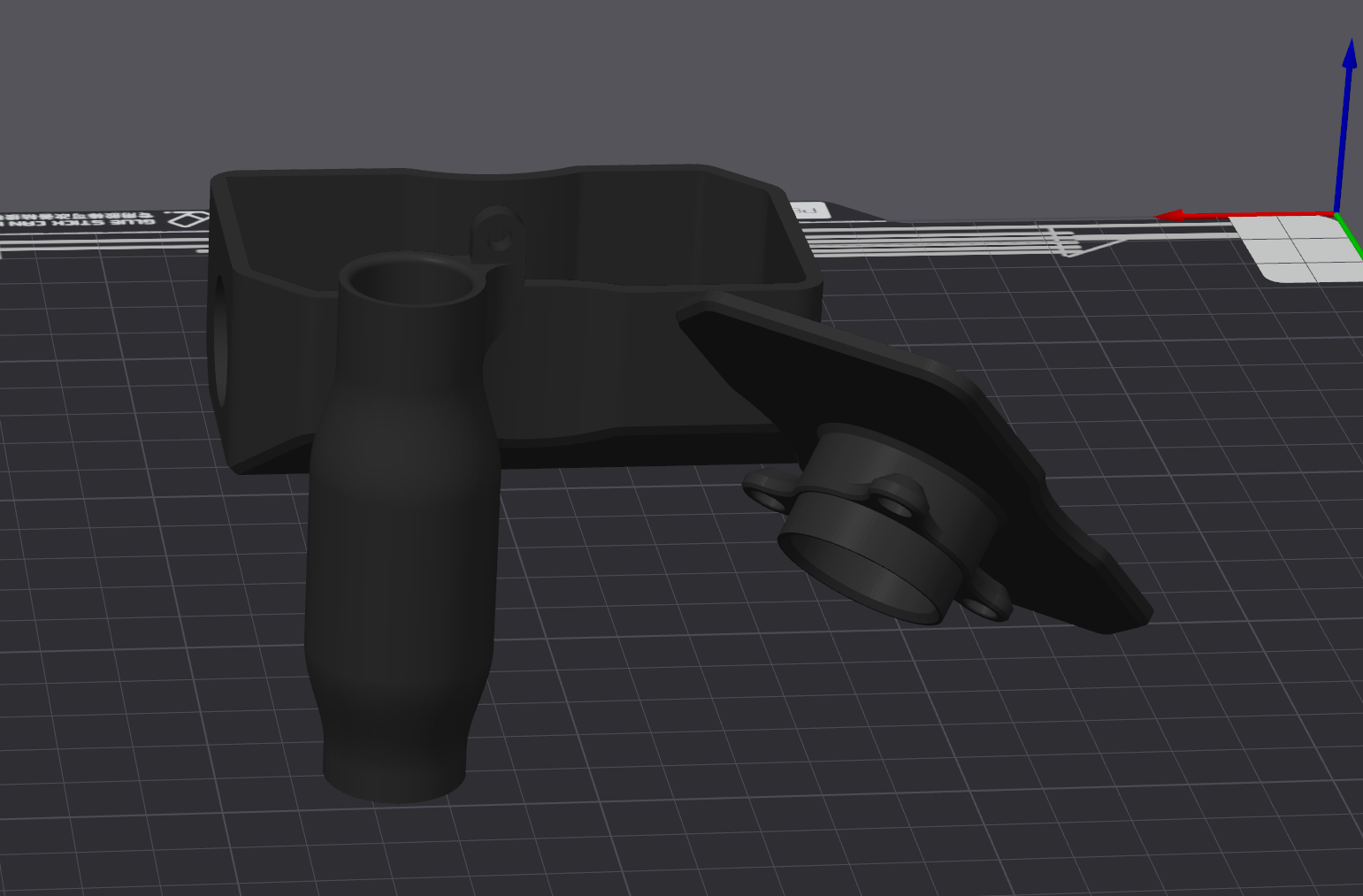
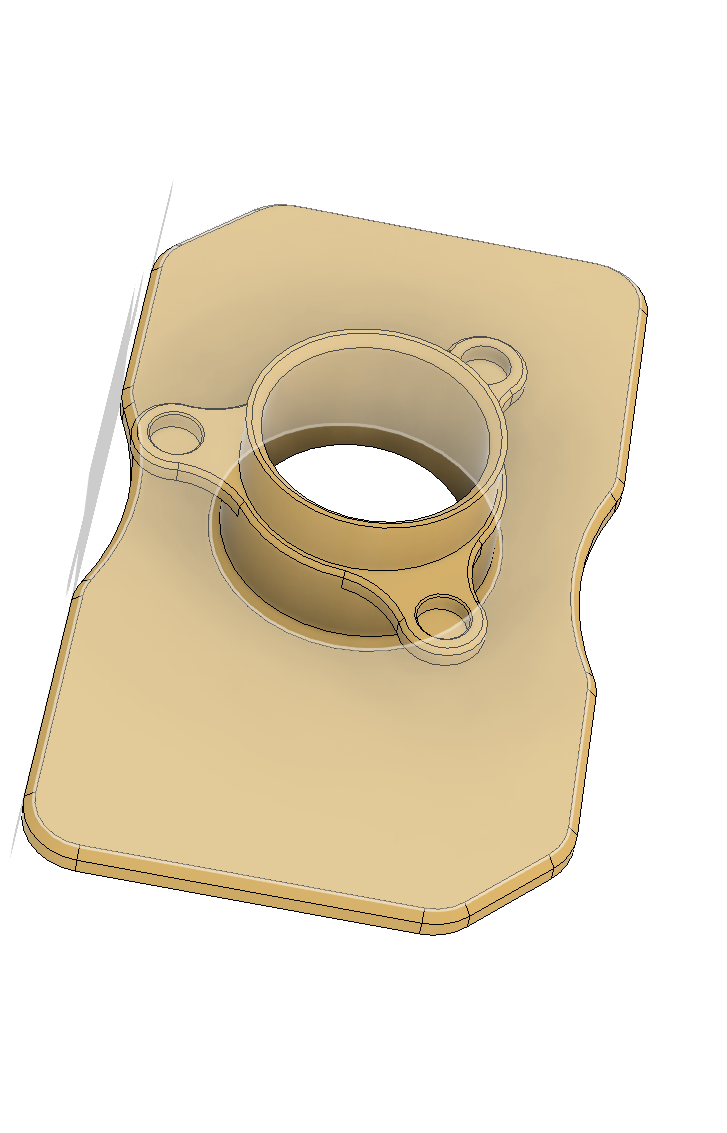
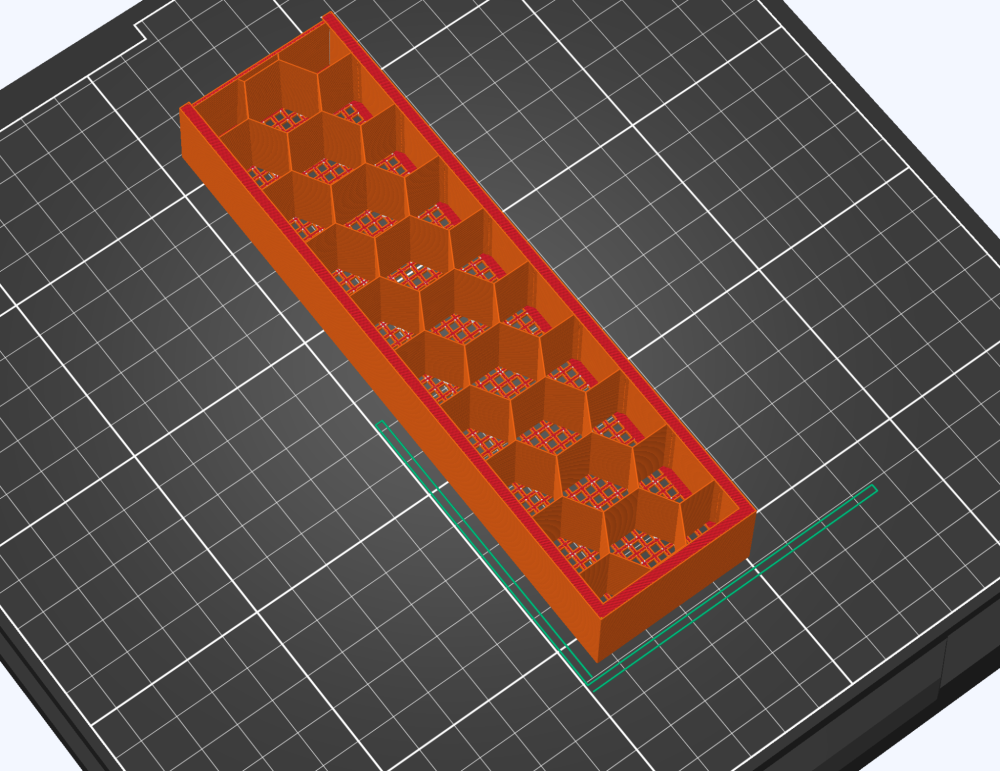
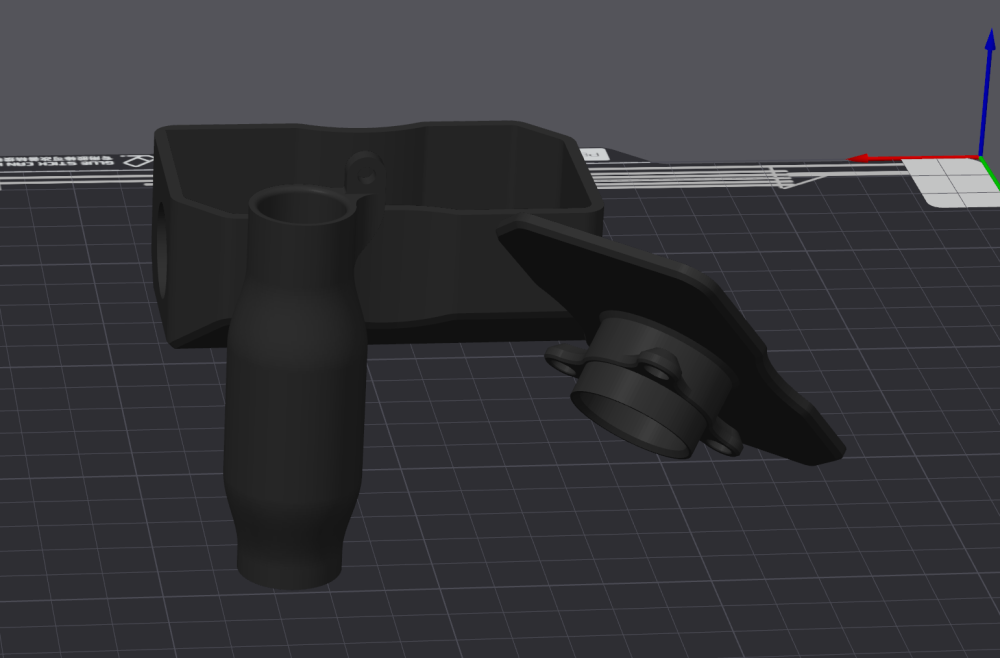
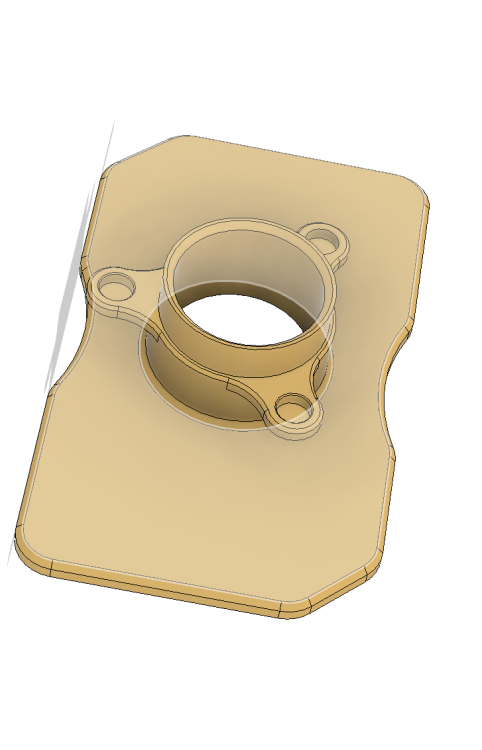
Salutation ! En impression FDM du fait des faiblesses des liaisons inter-couches, pour ce modèle, imprimé comme cela, même avec un remplissage type gyroid ou avec un taux a 100% il y aura toujours une faiblesse a la base d'un picot imprimé orienté dans l'axe Z. Pour plus de résistance, il faudrait penser le modèle pour être imprimable en plusieurs parties. Afin d'imprimer le picot coupé en deux a plat séparément et prévoir un assemblage, car le picot viendrait traverser "la plaque" lors de l'assemblage final… En gros regarde le sujet suivant un commentaire de pommeverte montre ce qui me semble pourrait être une piste Edit > où peut être plus simplement, utiliser une vis traversante. (vis en métal qui par le dessous traverse le socle et le picot pour le rendre bien solide / solidaire au socle ... )3 points
-
Et pourtant, Vogman et Polyworkshop ont bien parlé de cette "vitesse" loin d'atteindre les 150 mm/h Je n'ai pas eu la patience de trop analyser en entier cette vidéo, j'ai rapidement survolé. Vu qu'il a mis de la résine "High Speed" pour la M7 pro, des résines à mon sens de mauvaise qualité (surtout chez Anycubic), un cout important et des vitesses de FDP qu'aucune machine avec PFA ne peut lutter. Dans ces conditions, j'imprime une pièce de taille max sur la mars 4 Ultra en moins d'une heure. Pour en revenir à la mars 4 Ultra, pour illustrer la comparaison : j'ai préférer pour autant virer mon ACF, pour un film PFA, pour deux raisons. Le film ACF marque la surface des pièces d'impression, c'est plus ou moins visible selon le choix de la résine utilisée. Étrangement, sur la M7 pro c'est effectivement peu marquant. Un film ACF est donné pour moins de couches d'impression d'utilisation et coute plus cher qu'un film PFA Alors pour commencer, d'après mes tests en cours (bon c'est peut-être pas le bon post pour en parler). Les machines d'Elegoo proposant ce tilt proposent d'atteindre des vitesses supérieure aux autres machines munies d'un film nfep ou PFA. Mais effectivement, je peux te confirmer que la Saturn 4 Ultra n'a aucune chance, même avec son système de basculement d'aller plus vite que la Saturn 3 Ultra et son ACF en mode "turbo". Je me demande même si en mettant un ACF à la Saturn 4 (non ultra) il ne sera pas possible de s'approcher des vitesses de la 3 ultra (en espérant que le système ne soit pas bridé). J'irai même plus loin. La Creality Halot-mage PRO dégomme la Anycubic M7 Pro en vitesse pure, ce sont les mêmes capacités de vitesse, mais avec une intensité lumineuse de dingue. Pourtant cette machine n'a pas eu un énorme succès (et pourtant, encore aujourd'hui, ça a été ma plus grosse claque technique d'une imprimante résine, ne la rendant pas pour autant parfaite). Je vais déballer et tester la Saturn 4 Ultra d'ici demain, pour l'instant je ne peux pas trop m'affirmer, mais là aussi, j'imagine qu'avec un PFA, imprimer avec un temps de repos de 0,500 secondes par couches sur cette S4U (comme recommandé par Elegoo), c'est à mon sens, casse gueule. A voir selon le type de pièce et les supports souhaités. De toute façon imprimer en 0,100 avec un PFA, je ne m'y risquerai pas (même si ça semble possible sur les saturns) mais décoller des couches épaisses d'un film aussi collant qu'un fep/nfep c'est prendre le risque que le moins effet de succion le dégomme, sauf, peut-être bien dans le cadre de ce système de basculement. Pour utiliser en ce moment la M7 pro, je dois encore pousser la machine dans ses limites pour en affiner le test, mais les profils déjà recommandés par Anycubic sont casse-gueule avec une résine non high-speed. De légères déformations apparaissent sur les grosses pièces, j'ai pris la décision d'abaisser la vitesse. Maintenant, si il avait fait le même test en se cantonnant à une résine "standard" en 0,050 pour chacune, ce qui est en fait, les utilisations de "Mr tout le monde", je peux déjà te dire que dans mon cas, sur mes tests de vitesses habituelles, une pièce de 12cm de haut sort en 4h50 sur cette M7 pro. (profil recommandé par Anycubic). La S4U, d'après chitubox prendrait 4h40 (maintenant à vérifier), donc en soit... Une utilisaiton polyvalente avec une résine standard devrait mettre ses imprimantes à égalité. Maintenant, un bricoleur de profil ou d'imprimante comme l'est sans doute morgenstern pourra avoir des profils adaptés selon le type de pièce qu'il imprime. Il me semble évident qu'une pièce pleine, avec une résine standard avec des vitesses supérieure risquerait d'être fendue en deux. Les "stress test" résine à mon sens sont toujours plus facile que d'imprimer des pièces avec des supports faits par un débutant (donc peu optimisés), ou un modélisation de figurines peu adaptés aux slicers. C'est les gouts et les couleurs. Euh, non. La Saturn 4 Ultra va juste te dire le manque de résine ou si il y a un truc au fond. Elle n'est pas (encore ?) capable de détecter des chutes du plateau ou un plateau qui remonte à vide, ce que permet la M7 Pro. Pour conclure, je ne peux pas encore parler objectivement de la S4U, mais j'ai été séduit par la S4 et sa proposition tarifaire. La M7 pro est une machine que j'apprécie utiliser, même si elle m'en a fait gaspiller de la résine avec les profils aux fraises. les pièces sortent, mais avec des soucis de calibration dimensionnelle, ou légères déformations, horrible sur les grandes pièces. Le principal point négatif c'est son vacarme. Il s'agit de l'imprimante résine la plus bruyante que j'ai jamais eu. (presque 70db pour une imprimante résine...), je ne peux pas encore la comparer à la S4U (bah j'vais la déballer de suite, tiens), mais la S4 simple, elle, est particulièrement silencieuse.3 points
-
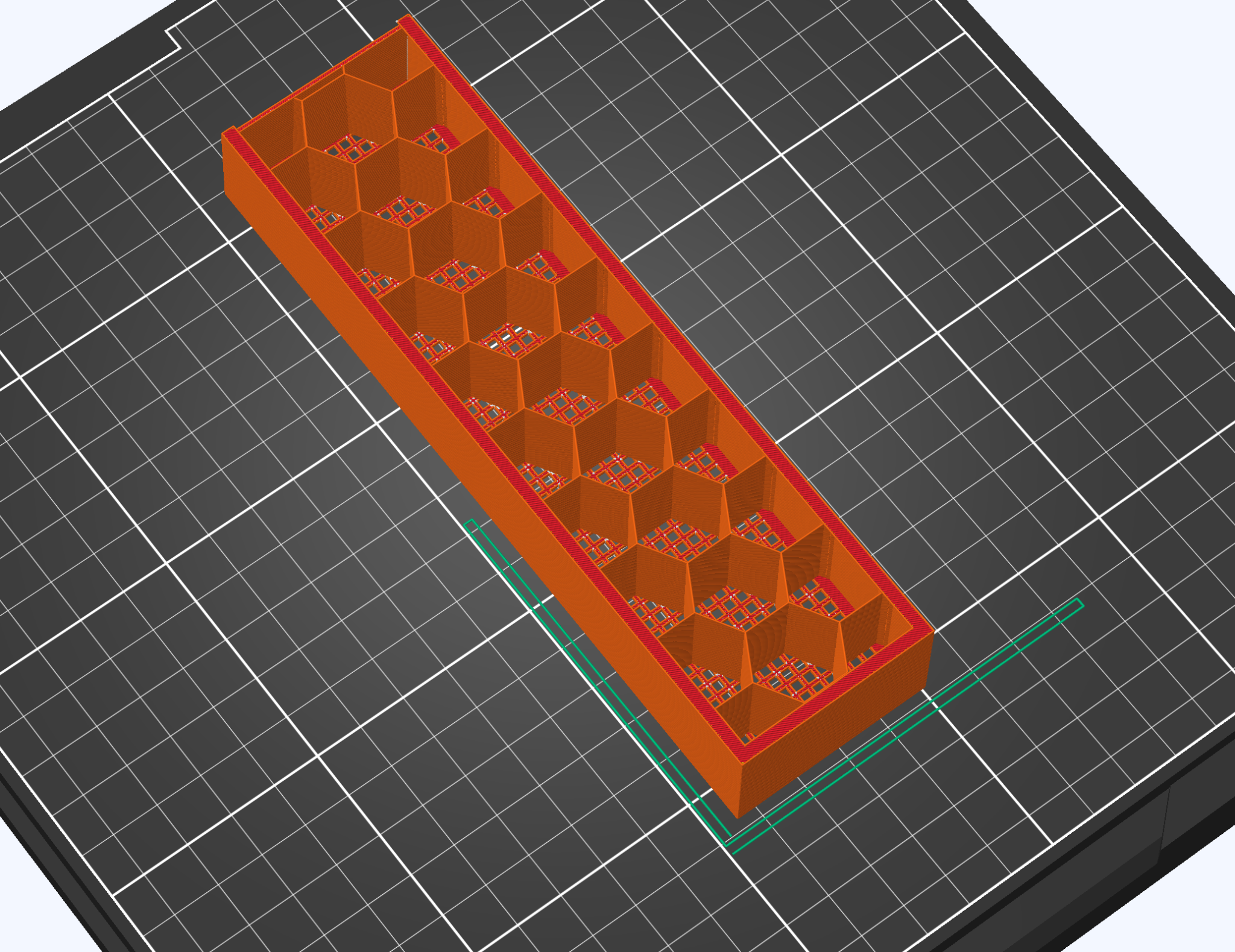
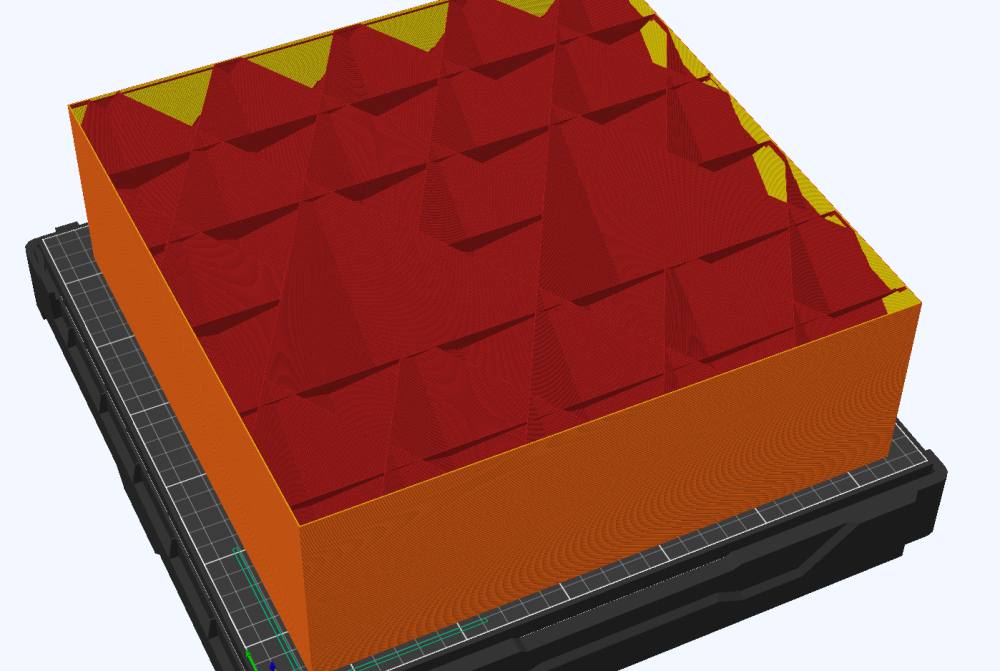
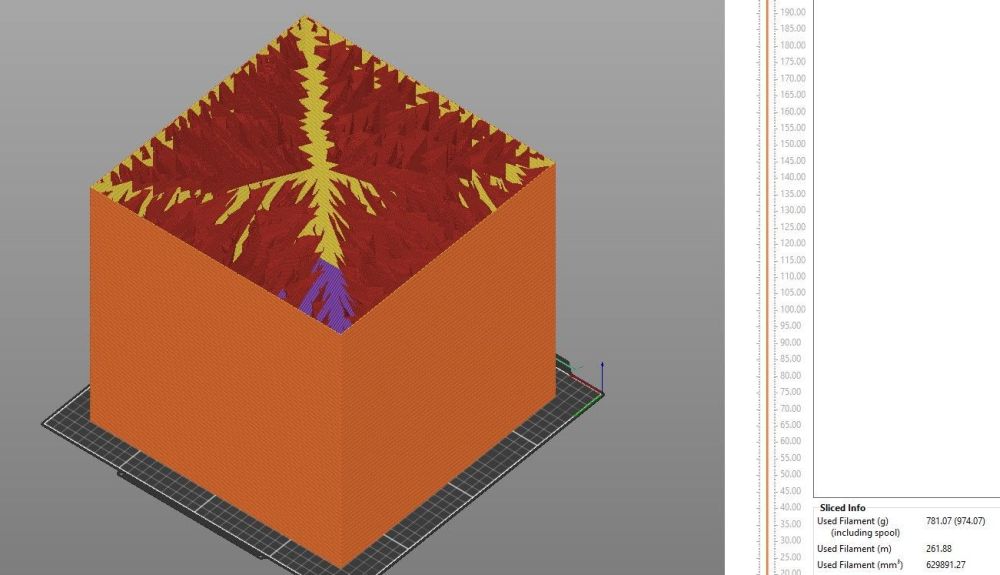
on arrive à alléger encore avec 3% de remplissage en adaptative cubic, on arrive à 1304 gr en PLA
 2 points
2 points -
@Lendelas sinon pour les taraudages, tu as la possibilité de poser à chaud des inserts filetés dans ta pièce avec bien sûr la modélisation adaptée2 points
-
Il envoi du lourd ce PLA (HF) Vu la forte résistance à haute température, il est clair qu'il serait très bien pour des pièces d'imprimante en caisson fermé. Je vois plein de stl de rajout tuning pour la P1S mais comme c'est dans le caisson, la température va les déformer. Par contre pas beaucoup de couleurs de dispo ? Moi j'ai reçu hier ma P1S, je l'ai montée et Hop premier print... Mais là surprise QUELLE VITESSE, venant de la Ender 3 je suis impressionné de voir l'impression de ce benchy, je me demandais même comment le filament avait le temps de sortir entre chaque mouvement Par contre quand j'ai lancé le cache de l'écran, une purge n'a pas été dans le bac mais sur le plateau et est venu se mettre sur l'axe à l'arrière, l'imprimante à détecté un blocage axe z. Une fois la purge retirée j'ai pu relancer l'impression sans soucis. Petite question, une fois une impression effectuée, faut il décharger les filaments ou on éteint l'imprimante directement ?

.thumb.jpeg.e9a32321e42e16ab44d009f73a7a8635.jpeg)
.thumb.jpeg.17f404975a29ea7ae67e84c973fbc513.jpeg) 2 points
2 points -
ça devient grave chaud sur le forum Merci à @pommeverte d'avoir remarqué cette perle2 points
-
Rigolez, rigolez, ça va arriver les premières imprimantes estampillées A.I. (du moins c'est mon idée, ils commencent déjà avec les P.C.). Il y en a déjà des prémices dans les BambuLab, mais ils vont certainement ajouter des fonctions d'ajustement automatique des dimensions de pièces, des reliefs de surface, etc. Vous en pensez quoi et quels sont les fonctions ou les contrôles que vous souhaiteriez voir apparaitre sur nos petites bécanes.1 point
-
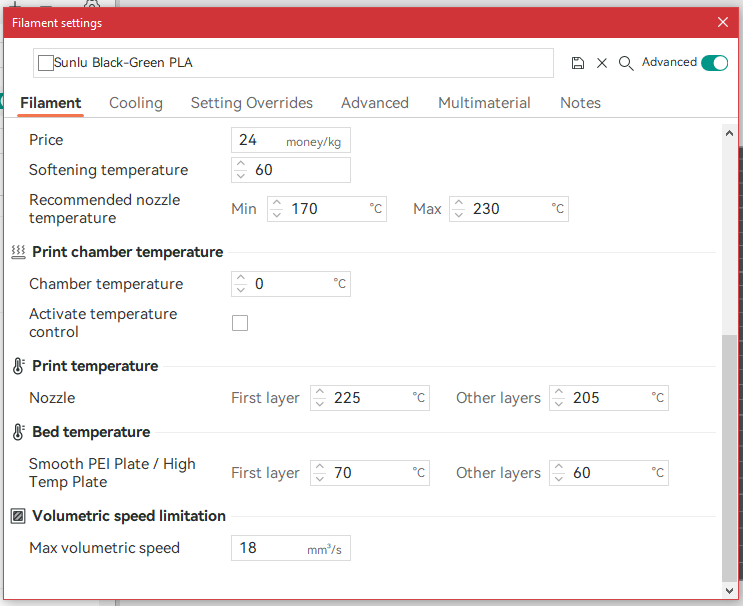
Bonjour, Je pense que je viens de trouvé mon problème avec le réglage suivant dans QIDISlicer : Après relance du tranchage : Mon Slicer était en mode "Simple" comme je suis débutant en impression 3D et en passant en mode "Avancé", ce paramètre est apparu.

 1 point
1 point -
Personnellement, j'ajouterai un congé en bas du cylindre pour augmenter sa surface (à condition que ce qui va dessus le permette...) Je creuserai aussi le cylindre ce qui rajouterait des parois internes. Et si cela ne suffit pas, ce trou permettrait d'y visser une vis métallique afin de rigidifier le cylindre sur le socle.1 point
-
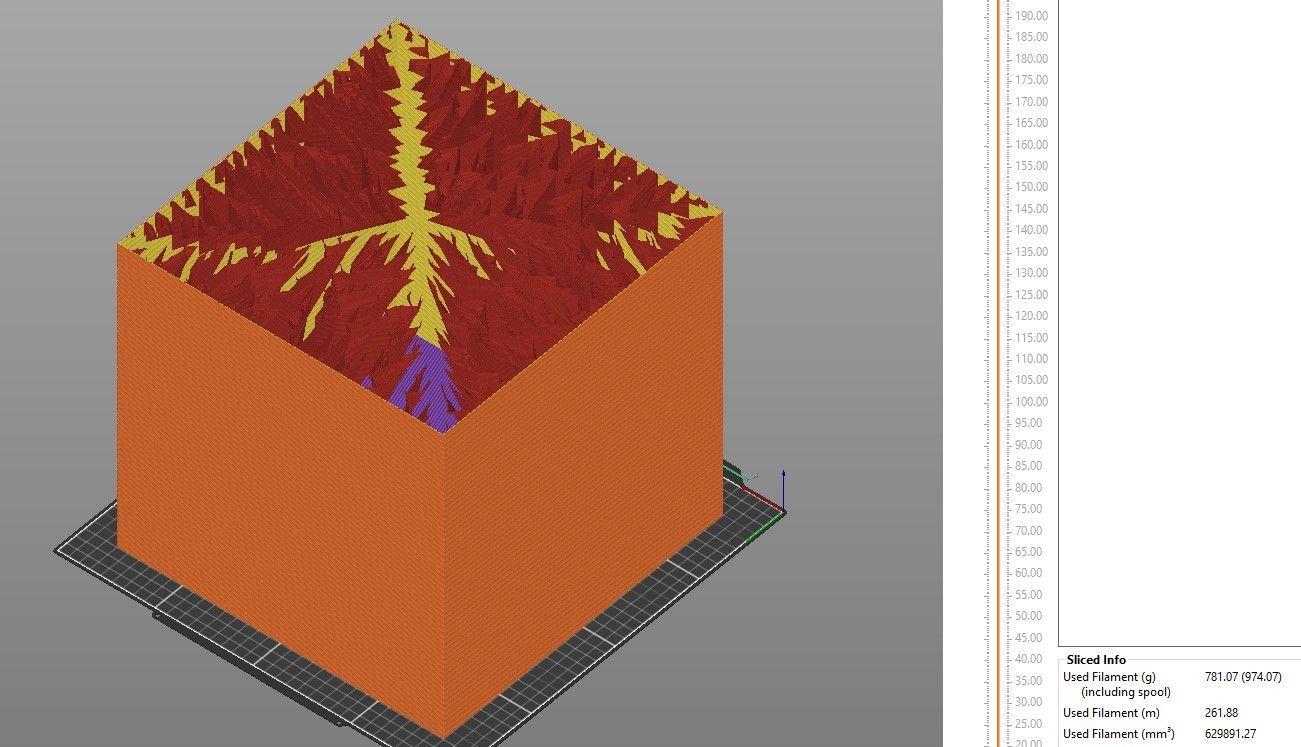
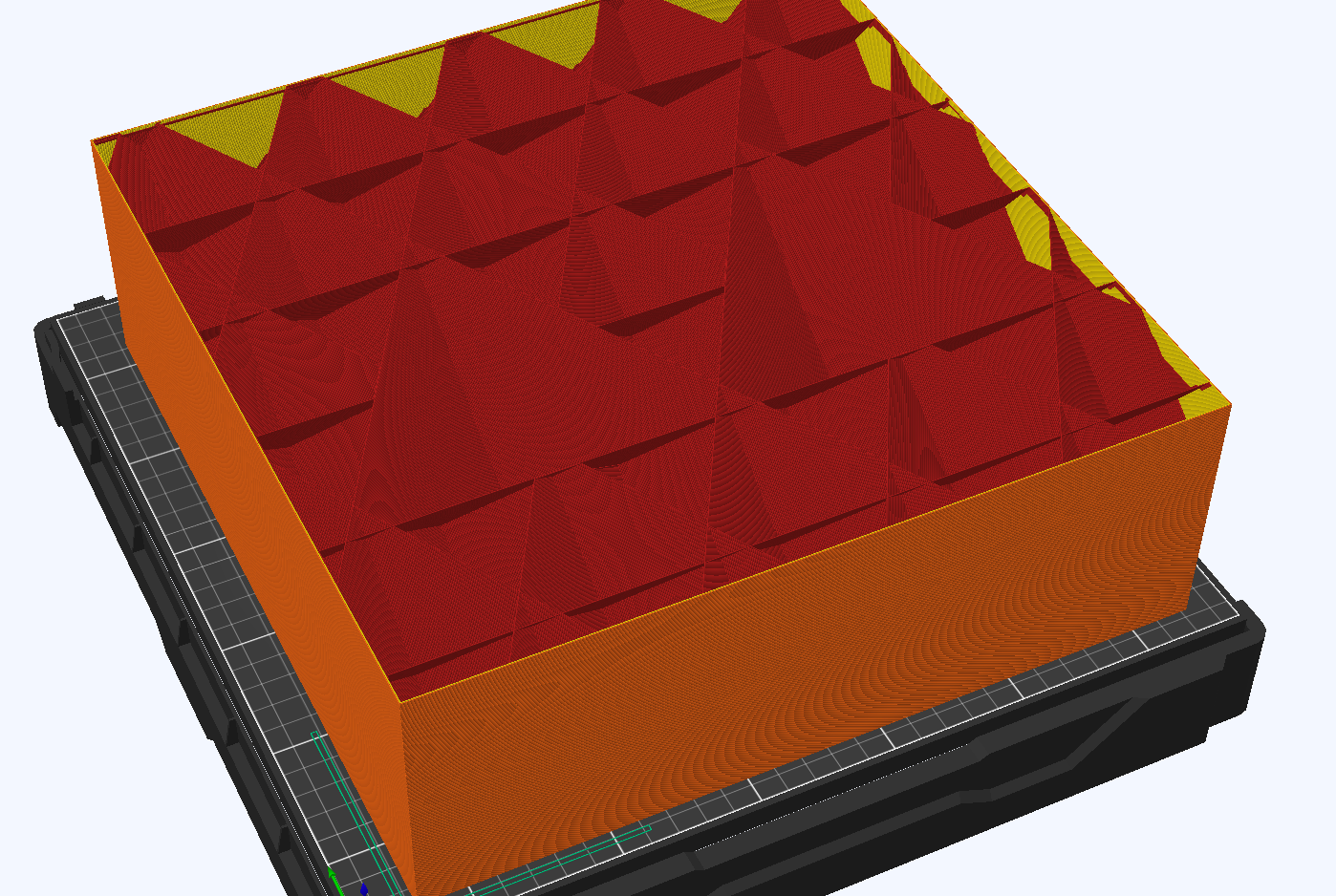
C'était sans compter sur le remplissage Lightning, parfaitement adapté à ce cas de figure. Voici un 30cm de côté avec 15% : 780 grammes. Par contre c'est plus du tout équilibré, et les parois vont avoir tendances à se creuser, ça va être tout mou sans aucune structure à l'intérieur, sinon il faut augmenter pas mal le nombre de périmètres. Honnêtement, vu la simplicité de l'objet, c'est le genre de travail à faire avec de l'outillage conventionnel. C'est pas le meilleur usage pour une imprimante 3D.
 1 point
1 point -
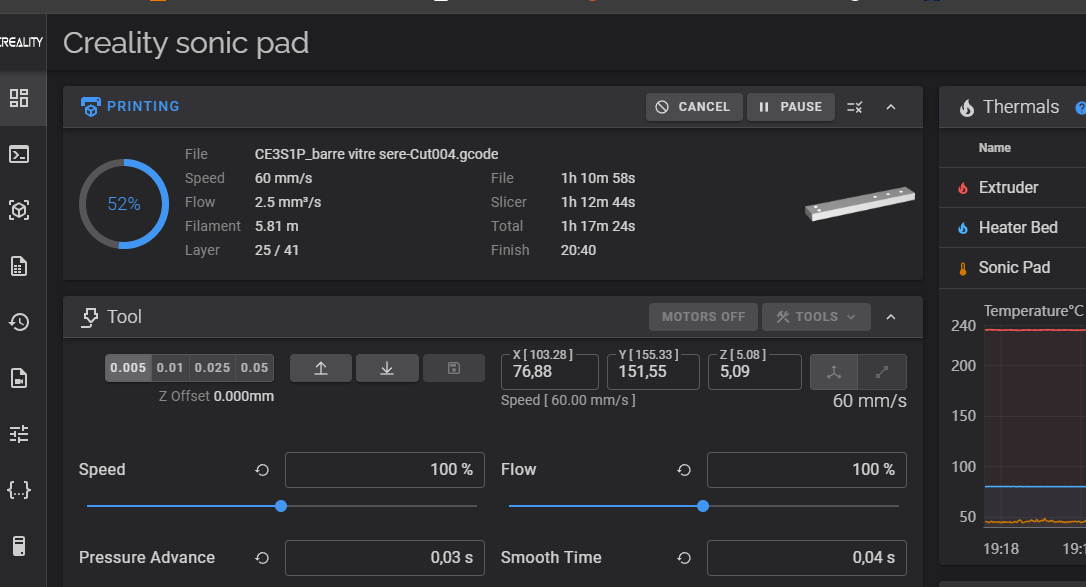
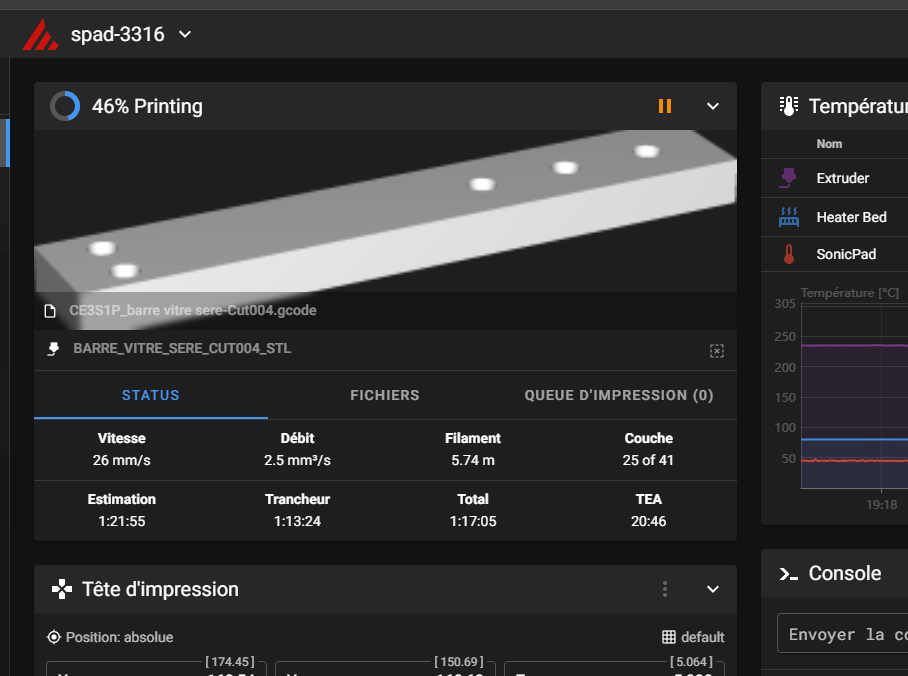
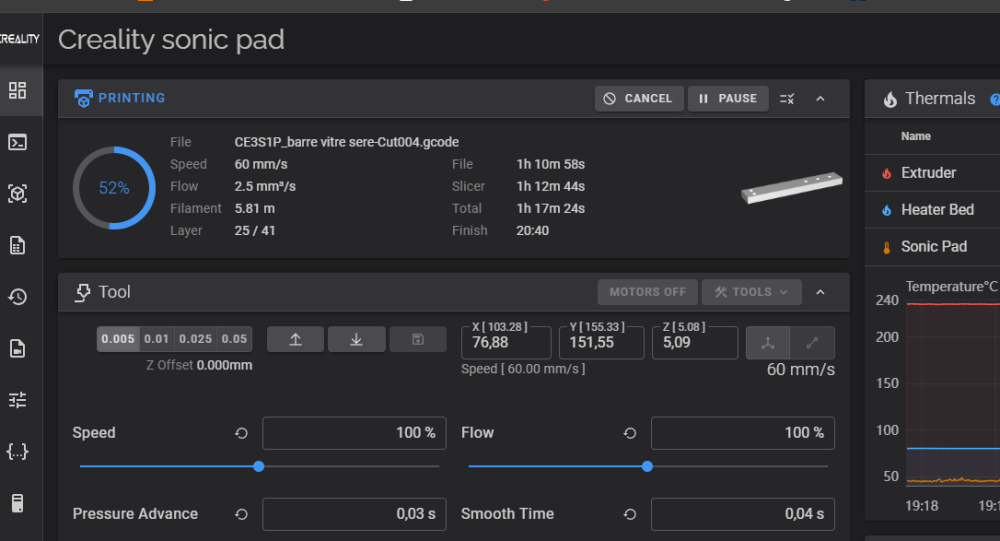
Bon cela ne va pas t'aider, je suis avec un SonicPad sur deux Creality, Fluidd ou Mainsail, j'ai bien le pourcentage de l'avancement d'impression. Pas le même d'ailleurs !!!
 1 point
1 point -
Ok je prends bonne note de tout ça et merci beaucoup pour ta réponse et le lien des promos c'est top ! Je vais me pencher là-dessus, je ne suis pas encore 100% sûr de partir sur une filament je me laisse jusque fin du mois pour me décider si je profite de cette promo ou non déjà, puis après on verra... En effet je n'ai pas apporté de précision sur l'utilisation que je voudrais en faire, je me rattrape de suite : Des figurines de toutes sortes pour de la déco et éventuellement des relativement grandes, d'autres objets déco comme des vases ou pots de fleurs oiu encore des boîtes de rangement, des pièces pour le sim racing (par exemple des passes câbles pour un châssis en profilés alu, des supports muraux pour les volants, etc...) des petites voitures pour la déco ça pourrait être sympa aussi... C'est vraiment la polyvalence qui m'attire sur ce type d'imprimante en fait, comparé à une imprimante résine avec laquelle je ne ferais quasi que de la figurine. Et j'avoue que la possibilité d'ajouter un module par la suite pour imprimer facilement des pièces de plusieurs couleurs me semble un gros plus ! Merci à toi aussi pour ta réponse et tes propositions alternatives, je vais bien évidemment étudier tout ça et voir laquelle me semblera la plus intéressante dans mon cas. Donc comme expliqué plus haut, je voudrais de la polyvalence et un espace d'impression assez grand tout de même, le fait de pouvoir utiliser différents types de filament en fonction de l'objet à imprimer me semble relativement indispensable pour le coup. Comme dit plus haut, je me laisse jusqu'à la fin du mois déjà pour voir sur quoi je pars en premier et j'ai de quoi étudier entre temps grâce à vous, merci bien messieurs ! Intéressant ! Et pour le coup, moi qui était parti pour me dire que la S4U sera ma future, alors qu'après une réponse de @isidon je penchais plus pour la S4 simple, bah ça me conforte encore une fois dans ce sens ! Merci pour tous ces détails les gars !1 point
-
par curiosité, est-ce que tu peux fournir le lien de la page d'achat Amazon? En passant, tu peux tester ta carte µSD avec le logiciel h2testw (voir ici)1 point
-
Salut @Louta et bienvenue sur le forum, En plus de la remarque de @PPAC , on peut voir sur ta photo que l'impression de la surface supérieure est horrible (filament humide? ), ce qui ne doit franchement pas aider à la rigidité de la pièce . Tu devrais chercher également à améliorer ce point. PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
Salut, génial, ça avance j'imagine que tu veux dire "le lecteur de carte µSD" . Avant de l'accuser, je testerais: une nouvelle carte µSD de marque fiable (sandisk, samsung (pas une contre-façon ),PNY,...) avec le logiciel AOMEI Partition Assistant Standard, je réduirais la taille de la carte à 8Go et je la formaterais en FAT 32, secteurs de 4096 octets. j'imprimerais le même fichier qui a fonctionné sous creality slicer.1 point
-
je m imprime ca en abs avec support sur la x1C y en a pour deux heures je mesurai la difference avec le sapin de flsun le chapeau que j ai modifié et le premier muffler de @Guilouz j'utilise sound meter (android) a 50cm de la sortie
 1 point
1 point -
MERCI BEAUCOUP pour ton message ultra détaillé. Tu as refait ma journée, vraiment EDIT : quand j'ai parlé de "capteur de force" sur la S4U je fais référence au fait qu'elle est capable de sentir un morceau de résine polymérisée coulée au fond du bac plein de résine et d'arrêter la descente du plateau, ce qui permet de ne pas endommager l'écran. Je trouve ça top.1 point
-
Depuis un bon moment déjà, même si elles peuvent porter un nom différent (fluidd.cfg / mainsail.cfg) c'est le même contenu (PAUSE, RESUME, CANCEL_PRINT, …) qui pointe vers un lien symbolique «client.cfg». Avec quel trancheur a été fait le fichier Gcode qui n'affiche pas les informations dans Fluidd ? Dans le Gcode de démarrage, il y a bien au tout début, un appel au Gcode étendu (source: Mainsail doc) SET_PRINT_STATS_INFO TOTAL_LAYER=[total_layer_count] Idem pour le changement de couche : SET_PRINT_STATS_INFO CURRENT_LAYER={layer_num + 1} PS: la macro SET_PRINT_STATS_INFO fait partie de Klipper «vanilla», le seul, le vrai. Elle est parfois (souvent) absente des tablettes «Klipper» avec des versions modifiées et anciennes. Sinon, dans la configuration de Fluidd, section General, tu as modifié des choses ? Fluidd est moins «fourni» en documentation, mais celle de Mainsail s'applique en grande partie à Fluidd ( voir ici ).
 1 point
1 point -
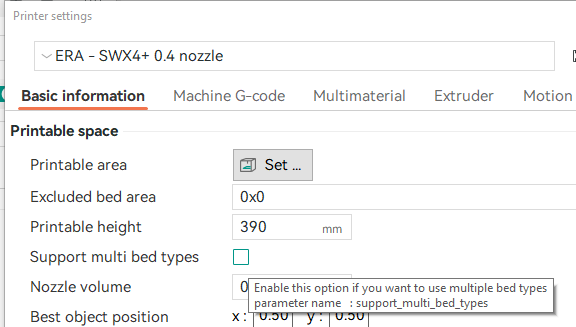
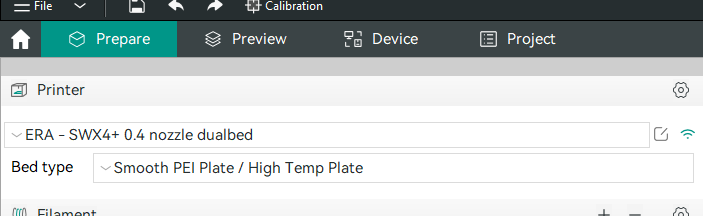
J'ai moins de paramètres, moi: Dans la conf de l'imprimante, j'ai ce paramètre qui n'est pas coché: Vu que tu as plus de paramètres "bed", est-ce que tu sélectionne le bon ensuite (je ne sais pas où ça se sélectionnerait)? Si tu n'as qu'un plateau, décoche la paramètre "support multiple bed types" dans la conf de l'imprimante Sinon au pire tu mets les mêmes températures sur tous les "bed"? EDIT: quand tu actives le "support multiple bed types", il faut choisir le plateau là: ------------------------------------------------------------------------------------------------------------------ Update: Il y a maintenant des buses en acier trempé (hardened steel") en vente sur le site Artillery: https://www.artillery3d.com/en-fr/products/hardened-steel-nozzle-kit-for-sw-x3-sw-x4 Et des brosses en silicone (apparemment, je ne dois pas être le seul a avoir tout arraché sur la sienne) https://www.artillery3d.com/en-fr/products/cleaning-nozzle-silicone-pad Et un adaptateur eMMC pour ceux ayant besoin de reflasher. https://www.artillery3d.com/en-fr/products/makerbase-mks-emmc-adapter-v2-usb-3-0-card-reader-for-mks-emmc
 1 point
1 point -
À propos de la ELEGOO Saturn 4 Ultra vs ANYCUBIC Photon Mono M7 Pro, la dernière vidéo de MorgensternPrinting rebat les cartes ! En effet, celui-ci a soulevé un gros lièvre à propos de la Saturn 4 Ultra qu'AUCUN youtubeur dans le monde (et j'inclus les anglophones qui ont pourtant pondu des mega-reviews de cette imprimante à plus de 50K et même 70K+ vues sur YT) : cette imprimante est tout sauf rapide. L'innovation principale de la S4U provient de son bac à résine inclinable, un mécanisme qui aide à prévenir les échecs d'impression en décollant plus progressivement les couches. Essayez de décoller un sticker par un de ses angles, ou de le décoller d'une seul coup en tirant verticalement sur toute sa surface, vous aurez intuitivement l'idée du truc. Le fait que le plateau ne monte plus et ne descende plus entre chaque couche permet aussi des réglages simplifiés dans le slicer, ainsi qu'une imprimante globalement plus silencieuse en fonctionnement. Ce sont là des caractéristiques qui ont été pleinement vérifiées par les différents youtubeurs. Pour autant, est-ce qu'Elegoo communique sur cet aspect ? Hé bien non, ils clament que le but de ce bac inclinable est de permettre des "vitesses ultimes" (dans le titre de la page) et une "ultra grande vitesse" (dans la section consacrée au bac inclinable) où il annoncent fièrement 150 mm/h, une vitesse en effet très appréciable, l'une des plus rapides du marché. Tiens, bizarre, ils ne précisent pas la hauteur de couche… alors que pour la M7 Pro (sa concurrente la plus directe), ANYCUBIC indique que la vitesse de 170 mm/h est atteinte pour une hauteur de couche de 100 microns. Et là est la manipulation commerciale d'ELEGOO, proche du mensonge le plus éhonté. MorgensternPrinting a en effet pu vérifier de manière répétée que la M7 Pro atteint bien les 170 mm/h à 100 µm, tels qu'annoncés par le fabricant. Mais la Saturn 4 Ultra dans les mêmes conditions de test n'imprime pas du tout à la vitesse annoncée : elle plafonne à 70 à 75 mm/h, ce qui n'est pas du tout "rapide". C'est même plus lent que sa devancière la Saturn 3 Ultra quand on pousse cette dernière dans ses retranchements avec des "paramètres de bâtard". MorgensternPrinting a bien entendu utilisé la même hauteur de couche de 100 microns dans les deux cas, utilisé la même résine "fast" et mis la S4U en "mode fast" dans les paramètres. La Saturn 4 Ultra est donc 2,5 fois plus lente que la Photon Mono M7 Pro en pratique. C'est "un viol" comme il dit. Ne comprenant pas ce qui se passe, il contacte Elegoo en leur soumettant toutes ses mesures, qui lui répondent en substance « Oh heu ben en fait, la vitesse de 150 mm/h est bien atteinte avec cette machine, mais pour une haute de couche de 200 microns… » 200 microns ! Une haute de couche que PERSONNE n'utilise dans le monde de l'impression résine. Autant utiliser une imprimante FDM pour ce genre de définition. Déjà, à ce stade, on peut se demander pourquoi personne, parmi la bonne dizaine de youtubeurs qui ont testé la Saturn 4 Ultra durant la phase de pré-lancement, n'a noté et rapporté ce fait évident avant MorgensternPrinting. C'est bien louche. À vous de trancher entre manque de sérieux et dissimulation à escient. J'ai moi-même précommandé une Saturn 4 Ultra sur la base de ces vidéos dithyrambiques, et je dois dire que je suis bien dégouté. Certains diront "oui mais la vitesse ne fait pas tout, as-tu réellement besoin d'une telle vitesse ? Il faut parfois plutôt miser sur la fiabilité et la qualité que sur la vitesse pure". Ce à quoi je répondrai que je suis parfaitement d'accord, je préfère largement la fiabilité (répétabilité) et la qualité, à la vitesse. Sauf que là où ça devient encore plus incompréhensible justement, c'est que la qualité de surface atteinte par la M7 Pro à 170 mm/h semble bien meilleure que sur la S4U à 70 mm/h ! Regardez bien l'état de surface de la "tour de pi" au timecode 07:48 dans la vidéo de MorgensternPrinting. En particulier toutes les stries verticales sur la pièce imprimée par la S4U à gauche (WTF???) vs la surface super lisse de la même pièce imprimée par la M7Pro à droite. D'ailleurs je ne pige pas pourquoi il ne s'en émeut pas davantage. Il parle d'un peu plus de problèmes d'impression "proche du plateau" pour la S4U (alors que ces lignes absolument dégueu courent clairement sur toute la hauteur de la tour) et dit que dans les commentaires que les deux imprimantes offrent une qualité d'impression similaire, ce qui est démenti par les images de sa propre vidéo. Interpelé sur ce sujet, il ajoute qu'il suffit souvent de donner un temps d'attente supplémentaire à la résine pour augmenter sa qualité. Mais ça signifie quoi, qu'il faut que la Saturn 4 soit 4 fois plus lente au lieu de 2,5 fois, pour atteindre la qualité de l'Anycubic ? Franchement, je suis à deux doigts d'annuler ma commande de la S4U et de switcher à la place sur la M7 Pro, qui est 150 euros plus chère (un coût additionnel qui sera à mon sens amorti très vite en production grâce à une sa vitesse et qui se justifie pleinement, ne serait-ce que par la présence d'un bac chauffant). Même si je vous rejoins sur le fait que sa pompe à résine est useless de part sa lenteur extrême ; que le système de chauffage à moteur et tubulures pose question quand à sa fiabilité dans le temps ; et que le capot cloche est bien chiant face à ses concurrentes. Les deux possèdent un capteur de force et un plateau autonivellant, et un volume d'impression similaire (218.88 x 122.88 x H.220 mm pour la S4U vs 223 x 126 x H.230 mm pour la M7Pro, en légère faveur là aussi pour cette dernière). Concernant les VOC, grâce à son couvercle basculant bien pratique, la S4U propose en plus un petit couvercle dissimulant une ouverture circulaire à l'arrière permettant d'y raccorder un extracteur d'air déporté, et ça c'est vraiment bien vu. Tandis que sur la M7 Pro, un module USB à filtre à charbon actif et ventilo de tailles absolument ridicules est censé faire le job (et est inutilisable si on utilise la pompe à résine, c'est l'un ou l'autre). L'écran LCD tactile de la S4U est aussi plus réactif (mais moins large). La S4U possède aussi une caméra (dont je me fous un peu) absente de l'autre. J'avoue que j'étais au départ séduit par l'extraction d'air, son bac à résine basculant et par le fait que ce système réduise fortement les réglages dans le slicer, moi qui débarque de l'impression FDM. En fait je crois que si la M7 Pro avait eu un capot basculant, je n'hésiterais plus et je partirais directement dessus à la place. Dommage qu'il n'y ait pas eu de comparatif vitesse et qualité en 50 microns. Vos avis ?1 point
-
@gerardm: Bonjour gerardm, grace à toi et à REPETIER que je trouve bien pratique compte-tenu des infos qu'il retourne en cours d'impression, j'ai enfin pu résoudre le problème d'impression; ça venait bien de la rupture de liaison entre le plateau et la carte mère, survenant en particulier lorsque la pièce se situait plus en arrière sur le plateau (le cable alimentant le plateau étant alors soumis à des mouvements plus importants). Le message d'erreur qui survenait n'était pas visible sans l'utilisation de REPETIER-HOST; par ailleurs, et c'est important dans un tel cas, ce message d'erreur restait affiché sur le PC tant que l'utilisateur n'a pas validé la correction du défaut. A tout hasard, j'ai mis le libellé du message dans Google et suis tombé sur un tuto d'un utilisateur ayant eu les mêmes soucis ( ) et donc le même message. Du coup, après ouverture de la base et vérification du câble et de ses connecteurs, j'ai supprimé l'espèce de gaine noire (craquée en trois endroits) pour soulager les câbles issus du plateau; je l'ai remplacé par ce qui me restait de la gaine en hélice fournie avec la CNC, donnant ainsi une plus grande liberté (le câble ne subit plus de tension durant la course du plateau). J'ai refait une impression ce matin d'une pièce en 3 exemplaires, placés en bas à droite, au milieu et en haut à gauche du plateau, en contrôlant le déroulement simultanément dans REPETIER. Le problème a bien disparu! Ouf. En comparaison avec l'utilisation de GRBL-CANDLE sur la CNC, je trouve intéressant avec REPETIER de pouvoir contrôler le G-Code, voire d'envoyer des commandes manuellement. Un grand merci à toi de m'avoir fait connaitre ce logiciel.1 point
-
Comme cela a été dit à plusieurs reprises, tout dépend de ce que tu cherches à faire, à modéliser. A titre perso, la prise en main de F360 m'a pris, environ, 4h. En revanche, c'est surement lié au fait que je maitrise pas trop mal Autocad, et que j'y ai retrouvé les memes principes de conception. A contrario, Sketchup, impossible de m'y faire, ca ne correspond pas à ma logique de conception, et je n'arrive à rien avec. Contrairement à mon fils de 15 ans, qui, lui, adore skecthup, et bloque completement sur F360. Quant a Blender, clairement, je n'y capte rien. Je l'ai utilisé récemment pour tenter un adoucissement d'une conception F360 (des poignées de freins de mob'), j'y ai été a tatons, meme avec le stutos, je ne comprends pas ce que je fais. Tinkercad, c'est la version ultra épurée de F360 mais surtout, c'est une version purement Web. Faut aimer. Perso, j'apprécie pas vraiment.1 point
-
c'est assez rare mais sur ce coup je suis pas d'accord avec mon grand copain @isidon, alors oui les Bambulab sont de belle machine je dirais pas le contraire, mais la ou suis pas d'accord c'est sur le fait que les bambulab ne sont pas les seule a être simple a utilisé et entretenir, la FlashForge 5M Pro fait au moi aussi bien en ce qui concerne la simplicité d'utilisation et l'entretien. Alors ce qu'il faut définir c'est ton besoin en matériaux et type d'impression que tu réalisera en FDM, si c'est que du PLA et une peu de PETG/TPU en effet sur une surface moyenne la A1 est un bon choix surtout si l'AMS a un intérêt, la Kobra 3 combo je peux pas la conseillé pour le moment j'ai pas assez de retour et pas eu dans les mains j'ai les premier retour qui montre qu'il y a du bon et du un peu moins bon. si tu besoin de pouvoir sortir des pièce jusque 300x300 alors la Bambulab tu as pas La Neptune 4 plus ok la Max je dirais hum pas convaincue. Si tu as besoin de faire des print en ABS et ASA par exemple alors la faudra voir pour une machine core XY close plutot et dans ce cas dans mon budget 500 maxi tu as la FF5M Pro et la Qidi Q1 Pro par exemple. Après perso j'ai de la Bambulab de la Flash forge et de la Artillery en ce moment a la maison et toutes fonctionne a merveille. Par contre d'expérience je conseille pas forcement une imprimante Delta pour un débutant, ce sont des mécanique plus complexe a gérer et comprendre pour un novice.1 point
-
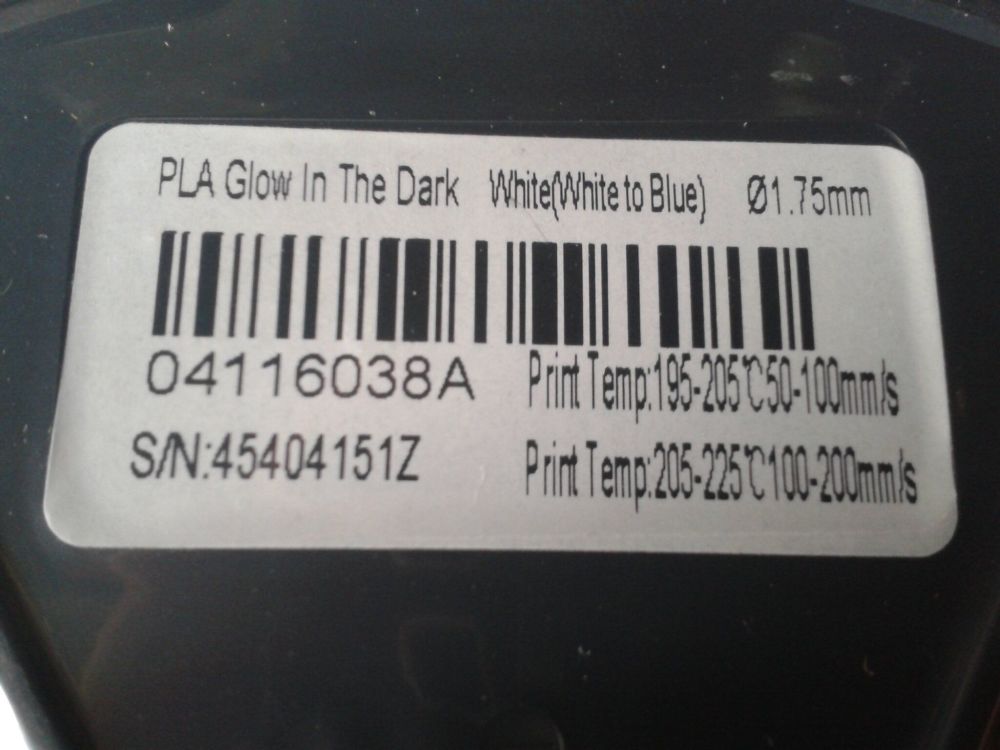
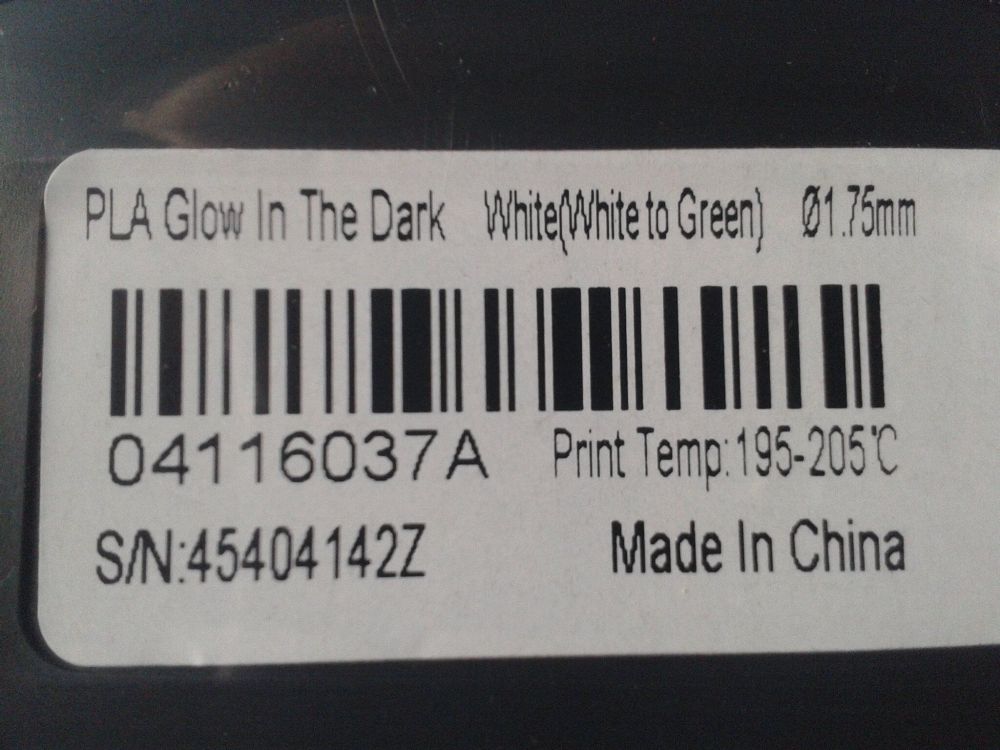
Bingo ! 2/3 pour les couleurs des filaments ! Il y a bien du "PLA Glow Green" et du "PLA Glow Blue" ! mais il manque celle du PETG Là non ! ... https://store.anycubic.com/collections/creative-kits
 1 point
1 point -
Impression d'hier soir! La CR10S refonctionne. L'impression n'est pas top top mais pour le moment cela me suffit. Un grand merci PommeVerte pour tous tes conseils et le temps passé à m'aider. Sans toi, j'y serai encore ou bien l'imprimante serait passée par la fenêtre. Je sauvegarde cette configuration. J'efface les autres pour pas me mélanger les pinceaux. Et j'attaque l'ANET A8. Là, je pense que ça va être plus compliqué. PommeVerte si cela te tente, je veux bien toujours de ton aide pour l'A8. Je vais créer un nouveau post. Le temps aussi de trouver la place pour ce projet de modification. Et bien sûr, si j'ai de nouveau des soucis avec la CR10S, et bien je reviendrai ici. Soucis ou optimisation! On verra.
 1 point
1 point -
Arrête tout Bambu lab pour commencer. Depuis que j'ai des bambu, j'ai vendu toutes mes autres marques de filaments (sauf les très grande), c'est sans doute la marque la plus facile à utiliser et à entretenir ici. Si le budget te le permet : Bambu Lab P1P Sinon, Bambu lab A1 Il y aussi les options multicolore avec leurs AMS, que tu pourras prendre plus tard Tu tombes bien, il y a justement des promos (choses assez rare chez le constucteur) jusqu'au 5 juillet : https://www.lesimprimantes3d.fr/promotions-2-ans-bambu-lab-20240605/1 point
-
????
 1 point
1 point -
et il en rajoute ne soit pas si modeste1 point
-
Il faut aussi que le galvanomètre encaisse la puissance du laser Le stress pour la livraison... l'emballage doit être soigneusement conçu1 point
-
Faute de frappe je voulais dire une boite assez grande, j'ai même pas vue que par faute de frappe j'avais écrit cette bêtise , la franchement j'ai tendue le bâton pour me faire battre vous pouvez vous moquez de moi je le mérite1 point
-
désolé @electroremy c'est vrai que ce terme désigne 2 choses différentes mais je vois que @PPAC a été réactif on parle d'ailleurs communément de galvo ou de galvanomètre optique la poudre ne bouge pas dans une sls c'est tassé mais le faisceau laser dévie avec les vibrations et quand on voit les angles ça part très vite à côté comme le précise @divers on retrouve cette techno dans les graveurs laser quand ils sont déjà d'une certaine qualité un exemple de galvo de qualité qui a lui tout seul vaut plus que l'imprimante Micron : https://www.edmundoptics.fr/p/10mm-aperture-ndyag-5321064nm-dielectric-saturn-9b-dual-axis-galvanometer-scanner/47757/# regardez les traitements optiques, la planéité du miroir, le temps de réponse ... c'est une merveille de technologie1 point
-
Mes excuses. Oui. C'est bien la somme des hauteurs des couches de bases qui est affiché. Donc là, je suis totalement perdu pour une piste avec ton problème.1 point
-
salut, désolé j'avais oublier de te remercier. Merci beaucoup maintenant j'arrive a faire des bonne impressions.1 point
-
Une recherche google https://www.google.com/search?q=galvanomètres+SLS me donne par exemple http://fr.insta3dp.com/info/sls-3d-printing-selective-laser-sintering-sim-71999541.html1 point
-
C'est quoi ces "galvanomètres" ? Pour moi c'est un afficheur à aiguille qu'on trouve dans les anciens appareils de mesures et chaînes hifi... mais ce n'est certainement pas ça dans une imprimante SLS En effet je devine qu'une imprimante SLS est sensible aux vibrations, qui peuvent faire bouger dans la poudre les morceaux de pièces déjà imprimées... pour de la précision il faudrait poser l'imprimante sur une table "flottante" qui annule les vibrations. Je ne me souviens plus du nom exact de ces tables, mais j'ai un de mes clients en Suisse qui en fabrique, pour installer dessus des insturments de mesure mécaniques de haute précision comme des tribomètres... le fonctionnement de ces tables, qui, lorsqu'elles sont bien réglèes, annulent vraiement toute vibration, est assez impressionnant à voir. Faute d'avoir une boule de cristal, difficile de dire quel sera l'avenir du SLS De toute façon dans l'impression 3D on va avoir encore des nouveautés !1 point
-
@electroremy pour être factuel, à la boite il y a une SLS, le laser c'est 100W et la machine c'est 17KW pour un volume de 57 litres. Et si tu veux garder la précision dimensionnelles, chaque objet ne peut dépasser 203x153x258 m. dans leur campagne il y a surtout une donnée essentielle de cette technologie qui est occulté, plus tu charges ton volume plus tu vas vers les problèmes car le laser ne va pas fondre juste un point (d'où la perte de matière qu'ils annoncent au minium de 10% ce qui est une sacré blague, d'ailleurs au passage la dimension du spot n'est pas indiqué ) et si les objets sont trop entassés soit problème dimensionnel soit création d'objets imprimés non identifiés sur les logiciels pro il y a des sécurités pour cela puisqu'en plus ça dépend du matériau imprimé petite particularité également de cette technologie, suivant comment sont monté les galvanomètres, tu peux à la fin de l'impression découvrir combien de camion sont passés en bas de chez toi pendant l'impression ... c'est un marché qui évolue peu car le prix est dans la qualité des composants donc faire du low cost qualitatif va pas être facile mais quand on voit ce qui s'est passé avec la FDM et la MSLA il ne faut pas désespérer d'ailleurs soit dit en passant les Suisses de Sintratec jettent l'éponge sur ce marché1 point
-
@electroremy la première chose qui m'interpelle dans les caractéristiques de cette imprimante c'est la très faible puissance du laser 5 W et l'absence d'information sur les galvanomètres utilisés qui vont pourtant conditionnés la précisions et la repétabilité des impressions beaucoup de marketing, beaucoup de choses soient disant nouvelles qui ne le sont pas et en plus ils font cette campagne pour démocratiser l'impression SLS, c'est tellement beau surtout pour un truc imaginé par des Américains ... j'étais à 2 doigts de chialer1 point
-
@NeoToruS il est inutile de mettre le même post avec le même problème dans plusieurs sections Je clôture celui ci, suite sur l'autre post ou tu ne m'as pas répondu...1 point
-
Tous les fabricants de machines SLS utilisent déjà la même façon de nettoyer les pièces et de récupérer la poudre, les petits nouveaux ne vont rien inventer.1 point
-
désolé, je ne vois pas le rapport??? tu peux m'éclairer PS: c'est pas pour moi, c'est pour un pote1 point
-
Nous sommes des petits joueurs avec les titres de nos messages très ordinaires voir médiocres. Au FIP ils savent donner de bons titres qui claquent. Le but est d'injecter des pièces avec le maximum de matières recyclée, rien de nouveau, mais avec ce titre tout change :
 1 point
1 point -
ils ont quand même oublié de mettre I.A. et blockchain pour faire un peu plus sérieux1 point
-
Salut, Par exemple, tu as ce câble, le plus vendu sur le site PS: n'hésite pas à mettre un point "." à la fin de tes phrases pour que ce soit plus lisible1 point
-
Désolé @RFN_31 de te contredire, mais un fichier STL n'est nullement un nuage de point, c'est une peau faite d'un assemblage de triangles plus ou moins fins suivant les paramètres qu'on lui indique.1 point
-
@Fx_oO7 PLA HP pas HF et bien il a une bien meilleure résistance à la température, pour PLA on est autour de 60 degrés alors que ceux évoqué dépasse tous les 100 degrés et que celui de Colorfabb résiste jusqu'à 134. Pour finir la comparaison le PETG tu vas être autour de 65/70 degrés même si là aussi il existe des variantes hautes températures mais je ne les pas encore vu en distribution grand public.1 point
-
Le plus simple c'est de faire un essai et dans le pire des cas, tu auras perdu 4 euros.1 point
-
Bonjour, Mais il est aussi possible de concevoir les pièces avec des trous déjà filetés : nos machines arrivent à imprimer les filetages avec une précision très suffisante. Il n'est alors plus besoin de tarauder...1 point
-
Le vieux modèle d'AMS n'a rien d'obsolète, il répond à un autre besoin ... d'ailleurs ce serait intéressant de savoir si on ne pourrait pas chainer les 2 versions moyennant l'ajout d'un module en sortie du nouveau ... ça permettrait d'avoir un AMS light pour les filaments peu sensibles et un AMS pur beurre pour les autres. Sinon 2h de gagné, sur une impression de 12h, c'est pas dégueu ... c'est forcément moins impressionnant que le gain qu'a apporté la X1/P1 par rapport au reste du marché mais c'est pas ridicule non plus, surtout sur une architecture aussi mal foutue que le cantilever.1 point
-
il y a Prusa qui se fait du mouron suite à l'annonce de la Bambu A1 Mini... Ils ont envoyé une newsletter en début de soirée pour annoncer la disponibilité de la version stable du firmware Input Shaper pour l'Original Prusa MK4. Et ils annonce un peu plus loin que : La MINI/+ plus rapide que jamais ! Oui, vous avez bien lu ! Notre équipe a réalisé l'impossible et a porté le firmware de la MK4 sur le modeste processeur et la RAM plus petite de la MINI. Nous supportons nos machines pendant de nombreuses années après leur lancement avec des mises à jour et des améliorations régulières. Nous avons donc également implémenté l'Input Shaper dans la nouvelle version 5.1.0-alpha1 pour l'Original Prusa MINI/+. Elle n'est pas en reste non plus ! Découvrez la vidéo de Bonkers Benchy, qui ne prend que 16 minutes (!) à imprimer. => BambuLab annonce 14 min sur la A1 Mini....1 point



.jpeg.fb7ea4bf5d05a622dbab758b72c38166.jpeg)
.jpeg.07b286aa45e75cee56c956e8bfd2617a.jpeg)