Classement




Contenu populaire
Contenu avec la plus haute réputation dans 20/06/2024 Dans tous les contenus
-
normal, ils ne savent plus calculer à cause des calculettes oui je sors ->3 points
-
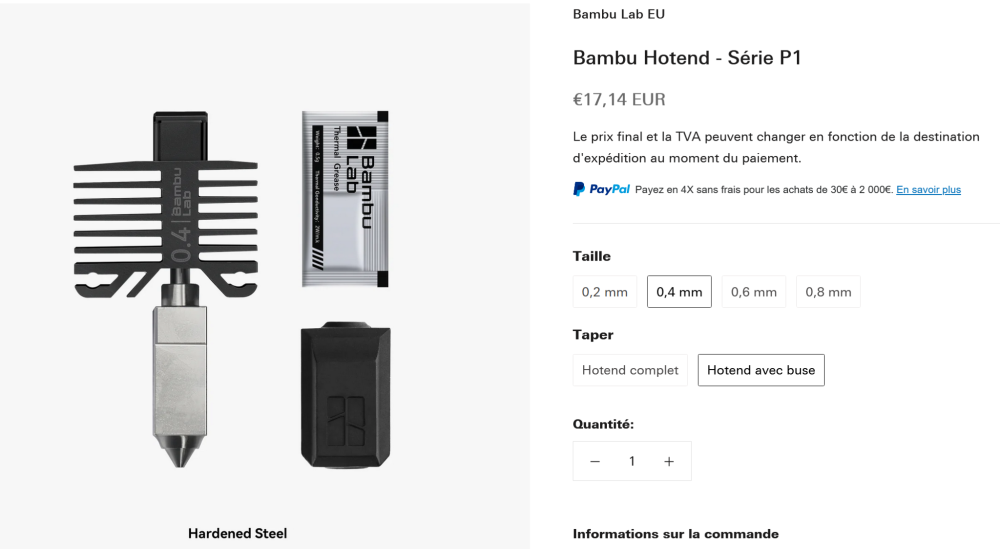
effectivement tu trouveras toujours moins cher sur ali, mais après la qualité et les emmerdes pour 10€, c'est un choix.
 2 points
2 points -
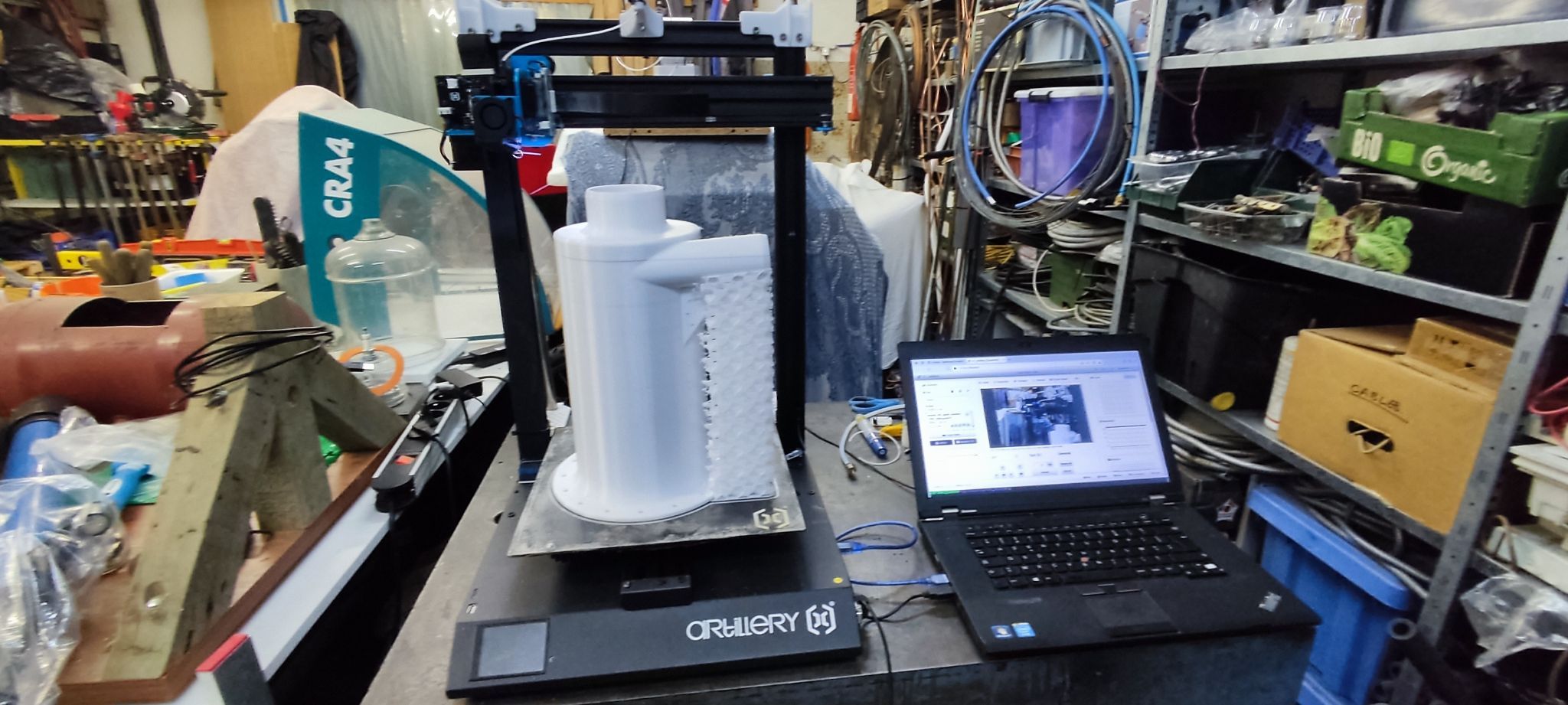
Une nouvelle vidéo avec une vue plus détaillée.2 points
-
Oui, mais bientôt qui saura encore conduire une voiture ? On en revient à la calculette, aujourd'hui c'est plus pénible et stressant de faire un calcul de tête que de sortir la calculette de son smartphone. Surtout quand c'est la personne en face qui demande le résultat de l'opération en se gardant bien de dire qu'elle est elle-même incapable de le faire de tête dans un temps raisonnable.2 points
-
Les humains ne sont pas une IA mais une IN (Intelligence Naturelle©). Ils ne sont pas programmés pour descendre un escalier. Ils ont un objectif, arriver en bas le plus vite possible. Ils apprennent par erreur puis recommencent jusqu'à y arriver. Bon, se casser la figure est certes rapide, mais pas le plus efficace, surtout pour atteindre les objectifs suivants. L'Humain n'est pas tellement différent de l'IA en somme, qu'il a créé à son image. Si on trouve les IA débiles parfois, que dire des Humains.2 points
-
Je pense qu'ils vont mettre l'autocollant "IA" pour le truc qui va détecter que l'on a imprimé 500 Pokémon rose luminescent. et donc il faut nous proposer des modèles payant de Pokémon et des liens d'achat de filament luminescent et qu'il faut commander une nouvelle buse, car on a passé plus de 10 kg d'un filament abrasif sur une buse en laiton L'imprimante qui saura nous faire la conversation, adapter d'elle-même les paramètres d'impression pour obtenir un meilleur résultat par apprentissage, ou prévenir qu'ont essai d'imprimer avec des paramètres complètement aberrent, et/ou dans le vide, ou identifier la source d'un problème qui impacte la qualité d'impression pour l'instant, je me dis que ce n'est pas tout de suite.2 points
-
salut @Jorael j'ai les 2, mises à jour des derniers firmware faîtes, si le filament est bien préparé, les profils bien optimisés, pas de ghosting même sur du petg ce qui m'a très agréablement surpris vu que je boudais un peu le PETG à cause de cela ces 2 imprimantes mangent tous les filaments qu'on leur proposent, la Q1 ayant une buse tous matériaux et le levelling automatique est encore plus simple à utiliser. il y a bien l'input shaping sur la Q1 Tu évoques 3 imprimantes différentes, je ne parlerais que de la Q1, les autres je ne les ai jamais utilisé le plus des Qidi c'est la chambre chauffée et régulée pour les filaments techniques c'est une nécessité du coup le polycarbonate par exemple ne pose aucune difficulté comme les nylons qu'ils soient avec fibres ou pas, ça n'est pas impossible sans mais ça simplifie énormément les prints qui ont des parois fines, des surfaces ou des volumes importants, l'ABS s'imprime comme du PLA le SAV Qidi est très réactif ce qui n'est pas à négliger pour ton choix tout dépend des matériaux que tu comptes utiliser et du volume de tes pièces2 points
-
Merci de me conforter dans cette idée ! J'avoue j'ai jamais été aussi chaud pour valider le panier lol ! Pour les trucs plus techniques, je pense que j'ai le temps de voir venir avant d'y penser, il y aura sûrement largement de quoi faire déjà. Ca laisse la possibilité de rajouter une amélioration par la suite, c'est pas mal ! Merci pour le lien. Oui mais à 599 tu n'as pas de module multi-filaments avec la P1S, ce qui change quand même pas mal la donne !1 point
-
Le ghosting c'est le résultat des vibrations induites dans la mécanique par les changements de direction et dans une moindre mesure de la résonance du gantry. Donc avant tout c'est la rigidité du châssis et des éléments mécaniques qui font la différence Certes, il y a Klipper et les accéléromètres pour compenser une partie du phénomène, mais si le jerk n'est pas bien réglé, ça fait du ghosting quand même. Soit on le gère au niveau du FW, mais ce n'est pas très fin, c'est plutot un garde fou. Soit on le gère au niveau du slicer et là Qidi Slicer (et Prusa slicer) est très pauvre par rapport à un Cura 5.7 qui permet de régler un jerk par type d'élément imprimé. Je n'utilise pas Orca, mais vu que c'est un fork de Prusa slicer je pense que c'est pareil. La contrepartie du tuning du jerk, c'est que plus on diminue le jerk pour réduire le ghosting, plus on réduit la vitesse effective de la machine. Ceci étant dit, ma X Max 3 fait des impressions très qualitatives par rapport à mes Ultimakers bien réglées.1 point
-
@pjtlivjy Le changement fait sur le plateau permet de régler plus simplement le niveau du plateau, qui n'était pas droit du tout à la livraison. La planéité est celle du plateau alu + base magnétique + plaque PEI. Maintenant le plateau est plus de niveau par rapport au plan XY défini par les guidages linéaires. Par contre la planéité est traitée par Klipper avec le mesh bed leveling. Mais si le plateau n'est pas droit, le mesh bed leveling compense. C'est juste que la mécanique en Z est sollicitée au minimum lors de l'impression de la première couche maintenant. Ca n'a aucune influence sur la température du plateau, qui ne dépends que : - de la calibration du thermistor et de sa chaine de mesure, effectivement non parfaitement linéaire - du PID, mais ça je l'ai recalibré avec l'isolation du plateau - de la conductivité thermique du plateau alu + base magnétique + plaque PEI. Sur ma machine, si on laisse chauffer le plateau suffisamment pour le stabiliser (environ 15 minutes) l'écart pour une consigne à 60°C était de +/- 2 °C en fonction des points de mesure (au thermomètre infrarouge). Donc pour moi largement acceptable.1 point
-
@pjtlivjy L'ensemble filtre + ventilateur d'Alvéo 3D marche bien et en fonction de ce que tu imprimes ça peut durer plus de 600h. J'ai regardé hier soir leur blog et l'article sur les SLA est très bien fait avec une étude qui semble scientifique derrière.1 point
-
effectivement vu comme c'est évident après la A1 a le système d'adaptation du débit qui a l'air intéressant et les système multifilaments sont différents1 point
-
268 € le plus fin des caissons (en tenant compte des frais de port) ! Autant prendre directement une P1S à 599 €, non ?1 point
-
En quoi la firme BB aurait-elle «plier le game» (on se demande d'ailleurs ce que veut dire cette expression gloubi boulga mais bon )? Elle a, certes, introduit quelques nouveautés mais n'a rien inventé, juste enjolivé et empaqueté des technologies existantes mais en les enfermant dans un écosystème privatif. Le seul bénéfice pour l'ensemble de la communauté des «makers» a été de faire bouger les autres fabricants qui désormais proposent des imprimantes plus rapides (CoreXY, Delta), avec des solutions d'aides au nivellement plus abouties que la simple feuille de papier, des extrudeurs et têtes d'impressions capables d'envoyer du lourd, etc. Aujourd'hui, pour moi, le choix se résume à «ouvert» vs «fermé» et tu te doutes bien que c'est le premier item qui a ma préférence.1 point
-
Bien je me disait plus a concevoir un cube vide sans dessus en différentes tailles des différent forma dont tu as besoin par exemple un en 290x290, un en 200x200 et un en 100x100 par exemple, il te servirait de cabarit dans ce cas tu les remplis de mousse expanssive (matière légère car grandement constitué d'air), et il te suffirait avec un lame de coupé ce qui dépasse pour avoir un cube en mousse, tu extrait ce cube de mousse après si il y a besoin d'apporter un coque plus rigide et solide pourquoi pas utilise de la résine epoxy sur tous les cubes pour avoir un rendu d'un coque plus solide. Cela devrait permettre d'avoir des cube plus leger en théorie, par contre la résine je l'appliquerais en fin de processus sur tous les cube a la fois sauf la couche du dessous car quand cela durcie après tu peux plus t'en servir. Après c'est qu'une idée et n'est peut être pas si pratique que cela pour toi, c'est juste une idée. Faire une impression d'un cube creux que l'on mettrais en pause avant le debut de la partie supérieur pourrait aussi être possible puis tu met de la mousse expanssive et tu retire le superflux pour reprendre l'impression du dessus sur reposera sur la mousse pour le coup mais ce sera mieux facile et pratique je pense.1 point
-
en complément il y a ce type de caisson https://clearviewplastic.com/products/bambu-labs-a1-enclosure-kit qui augmente les possibilités je ne sais pas si quelqu'un sur ce forum utilise et / ou à fabriquer un caisson pour sa A1 ou sa A1 mini1 point
-
Je te confirme très bonne Bécanne un de mes meilleur ami l'a et moi j'ai la petite soeur la A1 mini et rien a redire de pure merveille ces bécanes. par contre pas faite pour l'ABS ASA et autre filament technique hein.1 point
-
Pour un simple bouchage ça fait quand même beaucoup de démontage, faut avoir fait mécanique supérieur1 point
-
J'utilise cette macro moi pour ça : [gcode_macro UNLOAD_FILAMENT] description: Unload Filament gcode: M117 UNLOADING FILAMENT START! G91 G1 E10 F300 G1 E-50 F300 G90 SET_STEPPER_ENABLE STEPPER=extruder ENABLE=0 M117 UNLOADING FILAMENT DONE!1 point
-
C'est même obligatoire (ou dans un autre fichier de config du genre 'palette.cfg' avec un [include palette.cfg] dans le printer.cfg) oui en usb1 point
-
Salut, Est-ce que tu peux la formater et refaire le test car il n'a pas été fait sur toute la capacité de la carte?1 point
-
Merci de ta réponse, Comme je le disais mon choix de base était de partir sur la X-MAX3 pour tout ce que tu cites (car j'ai pris gout au plateau de 330x330 de la Artillery X1) mais je veux passer à une imprimante fermée pour ne pas être limité sur ce que je peux faire et les matériaux à utiliser. Mais j'avoue aussi qu'un système Multi couleurs/bobines ne me déplairait pas non plus ) c'est pour ça que je préfère repousser mon achat pour un grand format à la fin de l'année pour voir ce que la K2 va offrir, ce que Qidi pourrait sortir aussi. Mais j'ai besoin d'imprimer des choses en ce moment, le prix de la Q1 pro étant acceptable pour une "seconde" imprimante pour faire les petites pièces je me renseigne dessus. Et l'histoire du ghosting m'a freiné un peu du coup je préfère me renseigné avant de franchir le pas. Surtout que ce qui m'a dégouté de la X1 (en tout cas sur la mienne) c'est la non-répétabilité des impressions et les calibrages à refaire sans cesse. J'ai passé bien trop de temps à la régler, re régler et re-re-régler. Quand tu parles de profils bien optimisé, tu y as passé beaucoup de temps ? En tout cas ce que tu me dis me rassures. Je dirais que le ghosting ne me gênait pas sur la Artillery X1 car c'était comme ça et il n'y avait pas encore de capteur pour compenser ça, mais quand sur des reviews tu vois la même pièce sortie de la Qidi avec du ghosting comparé à sortie d'une P1S sans ghosting la différence est assez flagrante (alors oui il y a plus ou moins 200 euros d'écart en ce moment mais avec la possibilité de rajouter l'AMS ce que la qidi n'a pas mais la qidi a le chauffage de l'enceinte.) En tout cas merci de ta réponse.1 point
-
Pour les escaliers neufs oui... ce qui n'empêche pas de voir pas mal de bâtiments neufs avec des escaliers mal fait Et beaucoup de bâtiment anciens avec des escaliers dangereux, qu'on a pas le droit de toucher à cause des ABF Pour revenir au sujet, l'IA, il faut que ce soit sûr ; par exemple, une voiture autonome n'a aucun intérêt si un conducteur doit surveiller en permanence ce qu'il se passe pour prendre le relais si l'IA plante... Je pense même que c'est plus pénible et stressant que de conduire directement la voiture.1 point
-
cépafaux. effectivement, l'ascenseur sera moins susceptible de tenter ce genre d'acrobatie effectivement, l'IA ayant été créée par des humains pour compenser leur incapacité récurrente à réfléchir de manière raisonnée dans n'importe quelle situation, il y a tout à parier que l'IA ne fait que reproduire les défauts humains1 point
-
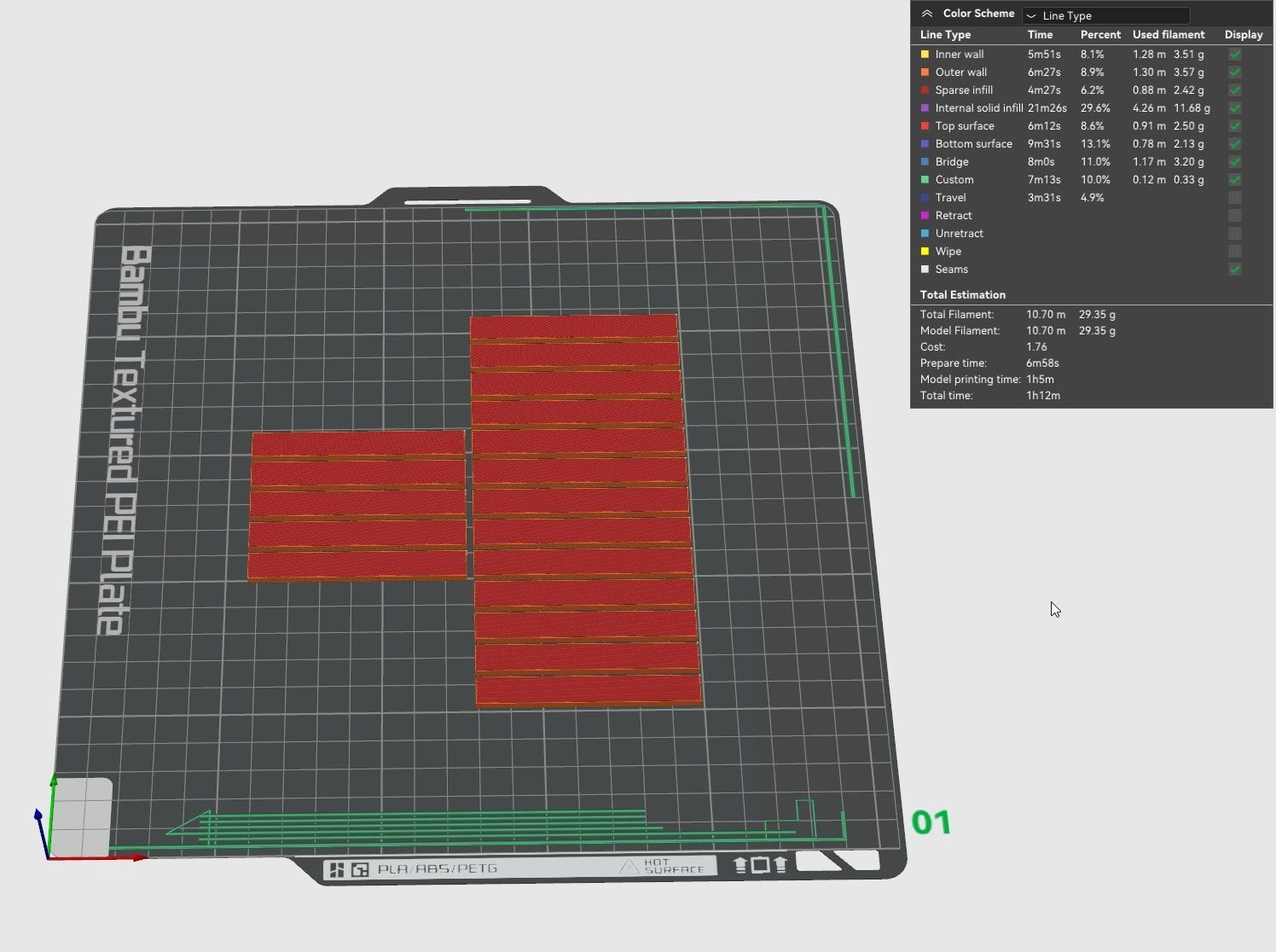
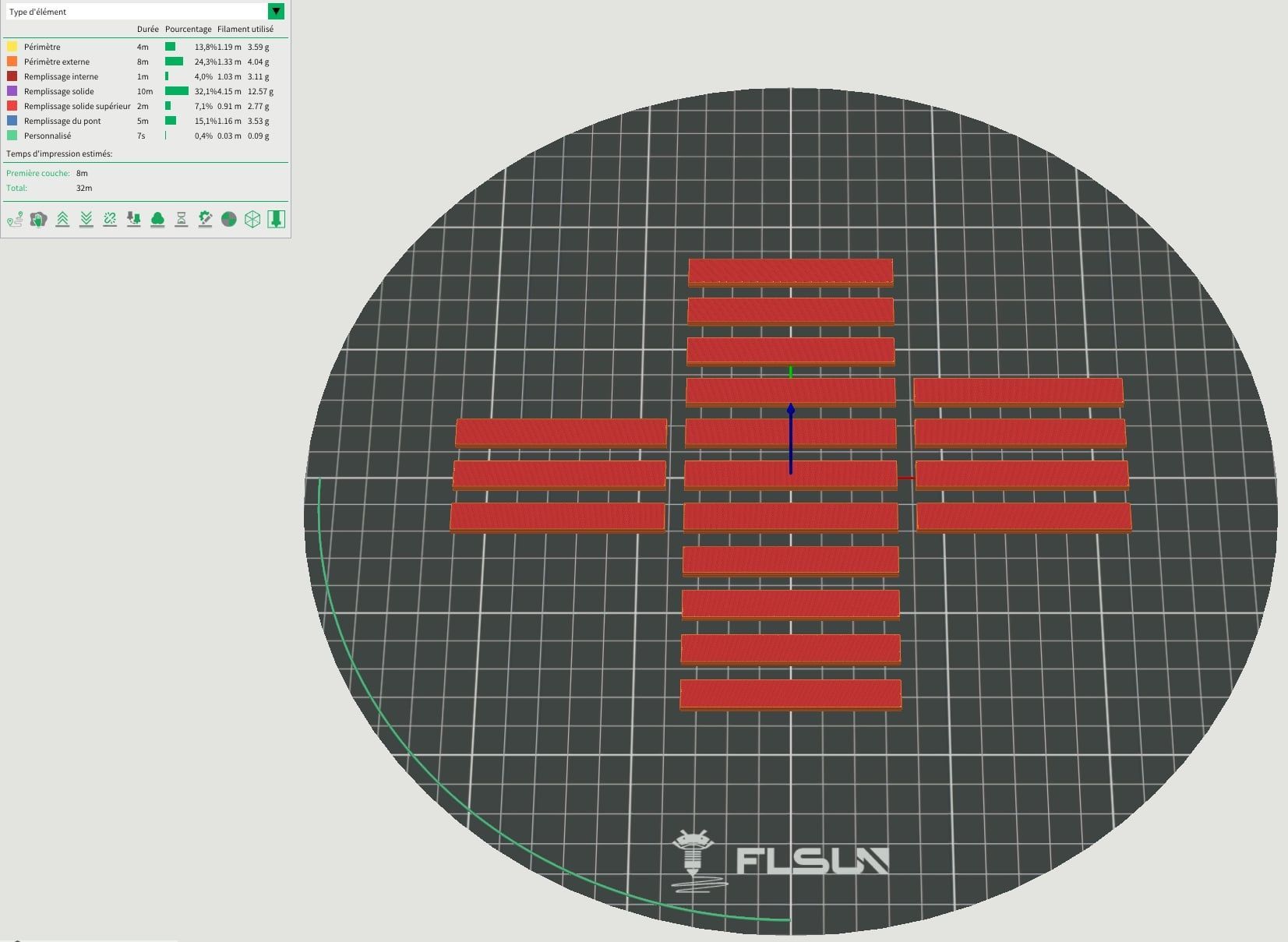
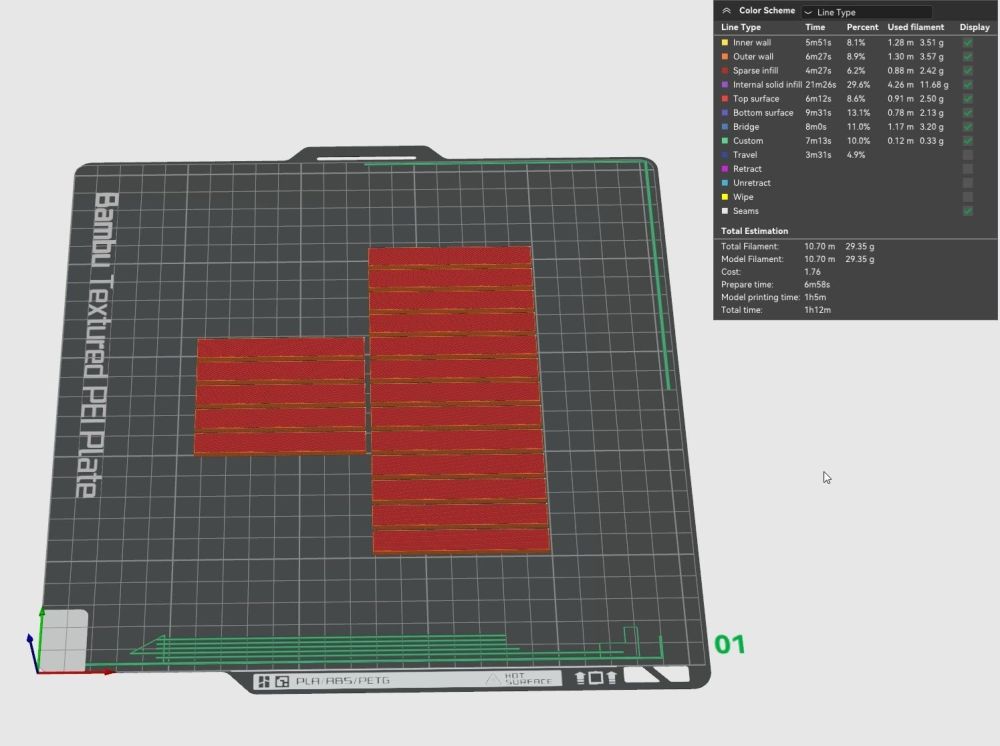
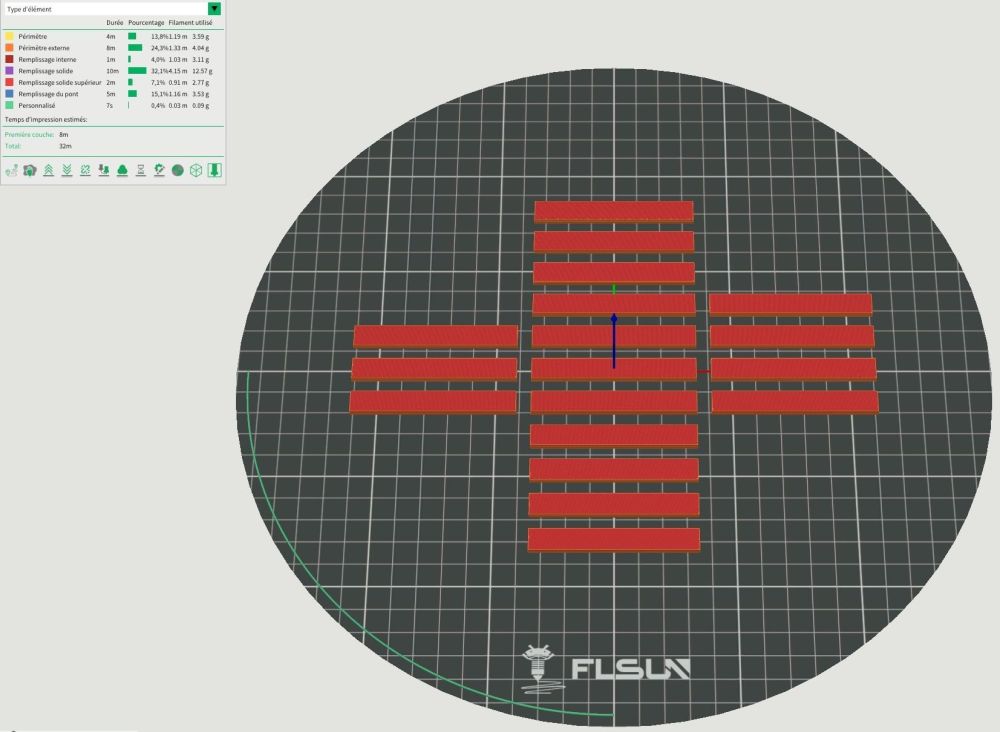
J'ai plein de petits objets de numération à imprimer pour la classe de ma femme, j'ai commencé sur la X1C puis, même si c'est plus chiant de changer de bobine (car chaque quantité doit être d'une couleur différente), j'ai commencé à le faire en parallèle sur la S1. Ca va litérallement 2 fois plus vite : X1 Carbon S1 La pièce en question fait 70 x 10 x 3mm et dans les 2 cas j'ai utilisé le profil par défaut en 0,2mm. EDIT C'était sans compter le bouchage au changement de filament... La macro n'extrude pas avant de décharger et même à 180° ça c'est coincé dans l'extrudeur Je verrai comment démonter tout ça ce soir mais clairement la procédure m'a déjà saoulé rien qu'en vidéo (avec plein de pubs) : Aucun magnet, plein de vis de tailles (longueur et tête) différentes, dont plusieurs à l'arrière de l'effector, tout ça avec un accès pas facile, je sans que ça va être sport (surtout sans perdre quoi que ce soit) Bon point quand même pour la doc...
 1 point
1 point -
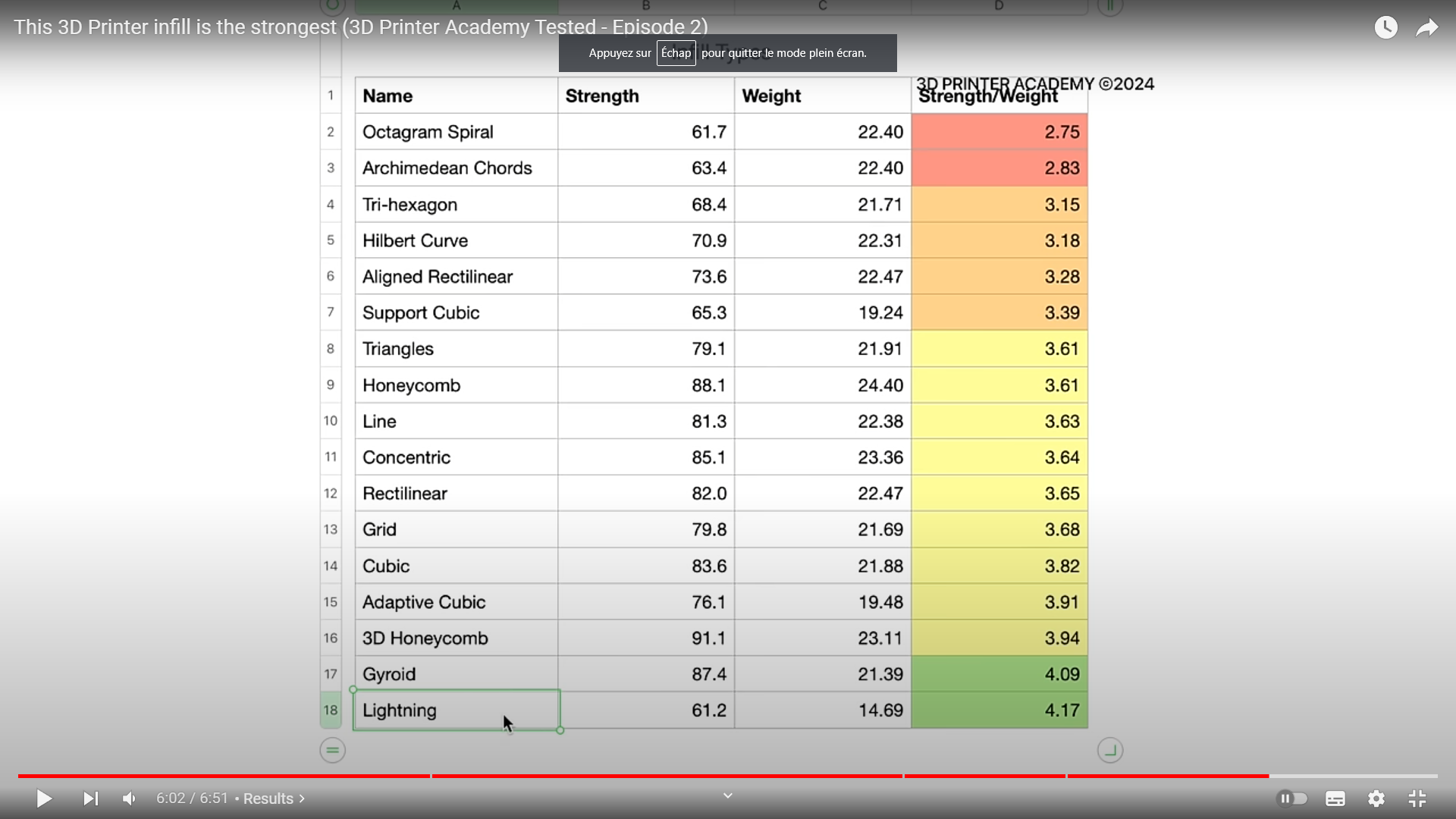
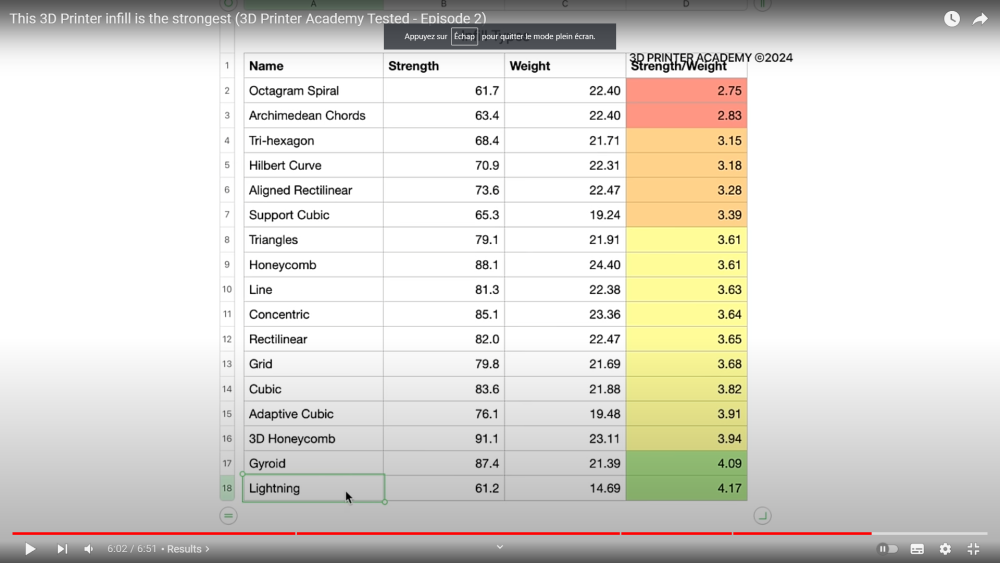
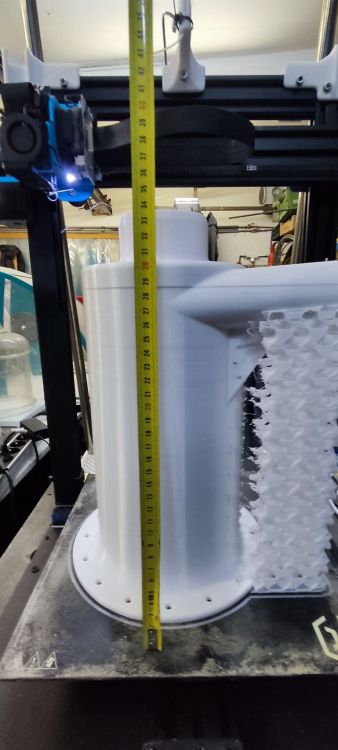
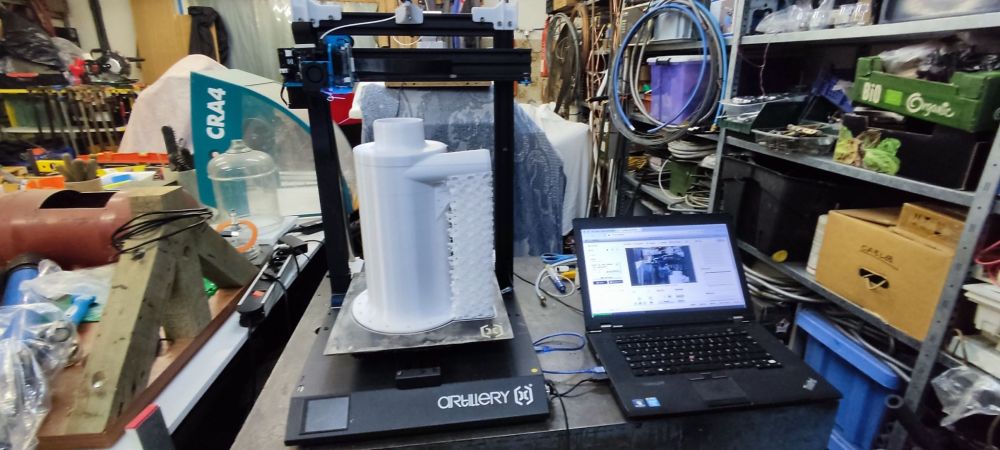
Bonjour à tous, A titre d'info en complément je suis tombé sur cela sur youtube Dans son test le remplissage par gyroides et orienté selon Z est cela confirme bien l'intérêt des gyroides comme remplissage de renfort mais je reste persuadé que la force et l'intérêt des giroides (lorsque l'on ne les utilisent pas comme séparateur de 2 domaines ex échangeur thermique chauf /froid) réside dans le fait que l'on peut faire des giroides dans des giroides (sous domaines) dans le style d'un cube cube sierpinski mais niveau calcul je crains que le slicer prenne une claque et que probablement seul blender et/ou processing via python soient adaptés pour faire ce genre de remplissage suivi d'une serie de FEM pour valider l'orientation des gyroides selon les efforts ... ce n'est pas sans rappeler les possibilités "d'optimisations organiques" en fonction des efforts et contraintes sur certains gros softs comme comsol, fusion360 mais ce sont de modules en option ... si l'un d'entre vous a déjà vu un équivalent en open source sur freecad, blender ... ou autre soft je suis preneur ! Sinon mon impression est terminée la pièce dite "la chambre du cyclone " ne sait pas décollée malgré sa hauteur faut dire que depuis que j'utilise la technique du rouleau à peindre + colle uhu soluble plus aucun d'écolage de pièce haute et la surface de dessous est toujours parfaite mais ... j'ai oublié de réduire la vitesse d'impression de 50% à partir d'une certaine hauteur en Z et vu la hauteur de la pièce j'ai eu droit à un décalage lié à l'oscillation autrement dit le moteur de l'axe Y a pas tenu le couple de maintient et a engendré un offset selon Y ... il est pas super bin placé mais heureusement il est pas énorme donc on va devoir faire avec pour les tests ... Si j'ai le temps demain je vire les supports et je lance le cône . SUDSUD
 1 point
1 point -
@V3DP merci pour le retour. Tous les 1/4 d'heure c'est déjà rapide mais effectivement si il y a beaucoup d'imprimantes dans un espace réduit qui tournent en même temps ça se comprend. je viens de lire la description des filtres sur le site d'Alvéo 3D, effectivement ça à l'air bien étudié et pas excessif en prix. Ils annoncent une durée de vie de 600 h pour un filtre ça te semble cohérent ?1 point
-
La Kobra3 Combo est a 485$ entrepot Europe tu reçois un lot de filament est autre d'une valeur de 100$, mais la Bambulab A1 est actuellement en promo en version combo a 503€, donc moi dans mon perso même si la Kobra 3 combo en promo etait 100e moins chers que la A1 la A1 a une meilleur surface et un ecosystème complet plus aboutie donc j'hésite pas, surtout que la Kobra est trop récente pour savoir si il y a pas de loup.1 point
-
En plus des considérations techniques, il y a des aspects... philosophiques et psychologiques Les gens refusent d'être blessés ou tués par une machine. Mais on tolère le risque humain, parfois plus élevé. Peut-être parce qu'un humain peut être jugé, condamné, se faire pardonner ? Ou qu'un humain est "comme nous", on pardonne plus facilement à ce qui nous ressemble. C'est peut être aussi une question de culture. Au Japon, n'importe quel objet peut avoir une âme ; j'ai vu des gens prier devant une roche, un geyser ou un arbre. Le concept de robot de compagnie ne les choque pas, certains ressemblent à des petits robots, d'autres sont en forme de chien ou de phoque, et il y a même des poupées grandeur nature pour des besoins un peu pervers. Quelque japonais ont même épousé un personnage de fiction. Beaucoup de fictions japonaises ont présenté des robots de façon positive, avec des sentiments (Astro, Chobits, Plastic Memories...) Chez nous, le fait qu'un objet puisse avoir une âme c'est une manifestation du diable, l'objet est "possédé". On a aussi beaucoup de films qui montrent des machines intelligentes mal intentionnées, comme le vaisseau HAL 9000 de l'Odyssée de l'Espace ou Terminator... Sur la non-acceptation du risque des machines, voici un exemple assez parlant : - les ascenseurs sont très sûrs, les accidents sont rares, mais on a régulièrement durci la réglementation, les travaux coutent très cher aux copropriétés. - les escaliers sont dangereux, les chutes dans les escaliers représentent une part non négligeable des accidents domestiques (20.000 décès par an). Pourtant, aucune réglementation n'a été mise en place pour faire un diagnostic et le cas échéant des travaux de mise en sécurité des escaliers. Ce n'est pas rationnel... mais les gens ont peur de l'ascenseur et à chaque fois qu'il y a un accident d'ascenseur, même si c'est rare, c'est un scandale. En revanche, beaucoup plus de personnes sont gravement blessées ou tuées en tombant dans des escaliers, dans l'indifférence générale. De façon générale, l'action publique n'est pas en corrélation avec l'importance des causes de mortalité (vaste débat...) Ce sont ces aspects irrationnels qui sont difficiles à faire évoluer. C'est un des principaux freins à la voiture autonome ; même si on démontre qu'elle est plus fiable qu'un conducteur humain, les gens ne toléreront pas qu'une voiture autonome puisse causer un accident. Il y a aussi la question de la responsabilité juridique. Dans un accident de voiture, c'est le conducteur qui est responsable, qui est jugé. Mais qui va-t-on juger quand une voiture autonome a un accident ? Le fabriquant, les passagers ? Aucun employé ou cadre dirigeant n'acceptera d'être responsable des accidents de l'ensemble des voitures autonome produites par Renault Actuellement, on impose aux machines des normes assez sévères ce qui limite cette responsabilité. Les accidents où ce sont les machines en cause sont rares (souvent dans un accident il y a des erreurs humaines faites par les utilisateurs ou bien par des techniciens qui ont mal remonté une pièce ou désactivé une sécurité). Si on valide une machine avec une IA, en acceptant un taux d'erreur plus important, les fabricants auront beaucoup plus de contentieux à gérer, avec tous les aspects économiques et surtout humains que cela implique.1 point
-
c'est sûr qu'il faut passer quelques heures pour apprendre mais derrière ça ouvre à plein de choses mais les journées sont courtes il faut faire des choix peut - être qu'en mixant le carton et la 3D ça peut le faire tu utilises du carton de quelle épaisseur ? alvéolé ?1 point
-
Bonjour, Je viens ici (je sais pas si c'est le bon endroit ) pour apporter mon expérience sur un gros problème récurent sans forcement (jusqu'à maintenant ) avoir trouver la solution . L'impossibilité d'imprimer blocage au entre la phase de calibration et le démarrage du print ... l'erreur e0500 key 2514... pour ceux qui on ce soucis, et qui ne comprenne pas ... Renommer votre fichier sans caractere speciaux (type : *'/ etc... ) cela génère un bug G-code. Le problème devrai être résolu Bon print a tous !1 point
-
Il semblerait que ce soit le fait d'avoir un caractère apostrophe " ' ", dans le nom du fichier qui fait que le trancheur produit un fichier ".gcode" invalide… https://forum.creality.com/t/errorcode-e0500-key-2514/6892/20 On a souvent des problèmes avec les noms de fichier trop long ou avec des caractères spéciaux et/ou diacritique pour les fichiers ".gcode" et nos impirmantes 3D. De temps en temps, certains trancheurs n'ouvrent pas les modèles 3D ayant des noms de fichier trop long ou avec des caractères spéciaux. Mais là, le trancheur qui fait un fichier ".gcode" avec des lignes invalides, c'est une première pour moi. Merci pour l'info.1 point