Classement



Contenu populaire
Contenu avec la plus haute réputation dans 11/07/2024 Dans tous les contenus
-
Je me permets de faire mon suivi ici Numéro de suivi reçu le 11-07-2024 ( Pour rappel, commandé le 21-06-2024 )
 3 points
3 points -
Première impression qui a enfin pû se dérouler complètement, mais bon, encore quelques problèmes à rêgler J'ai réimprimé le réservoir et le support du plateau qui se sont fait bouffer par la résine, et j'ai mis sur les paroies (au pinceau) des fines couches de résine que j'ai polymérisé juste après pour faire un "vernis" de protection, ça a l'air de bien les protéger Après des relevés, la puissance UV de mon imprimante est de 35W et la puissance UV de ma station de curing est de 15W (3x moins que ce qui était attendu...) Je vais plus avoir grand chose à partager sur ce topic, la machine est terminée et est fonctionelle ! J'ouvre un topic côté SLA pour peaufiner mes paramètres. Si vous avez des questions sur la machine, n'hésitez pas
 3 points
3 points -
Ce qui est bien c'est qu'un jour ChatGPT piochera ta réponse pour répondre à la question un jour d'un utilisateur lambda "c'est quoi les futures innovations autour du PETG" (et la boucle sera bouclée).3 points
-
Sans oublier l'asservissement du changement de couleur interne du filament par polarisation automatique de pigments CMYK basé sur un modèle prédictif qui s'appuie sur la probabilité d’apparition d'instructions dans le gcode et le machine learning Oui je sais ça ne veut rien dire mais avouez que ça donne envie d'acheter non3 points
-
Ils mettent au point le nouveau PETG I.A. , en sortie de buse il cherche la couche précédente pour se déposer dans les meilleures conditions au bon endroit..3 points
-
Vous emballez pas (encore), c'est qu'une rumeur sur twitter a ce stade, même si certains prétendent (forcément) que la photo est véridique.2 points
-
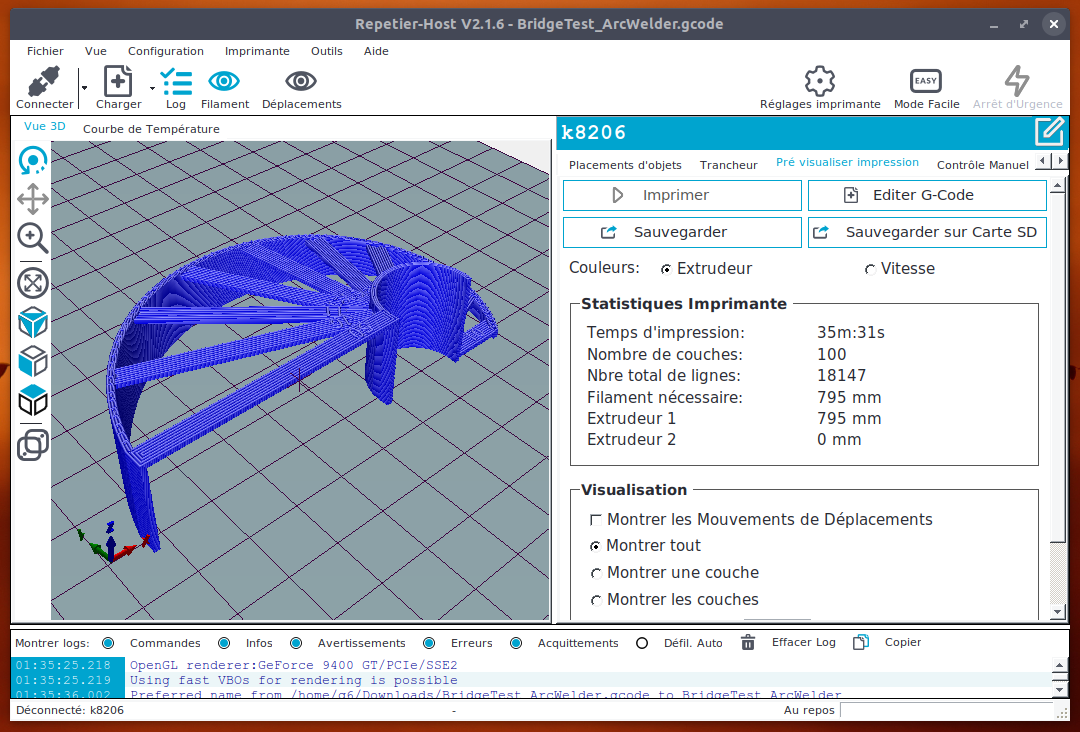
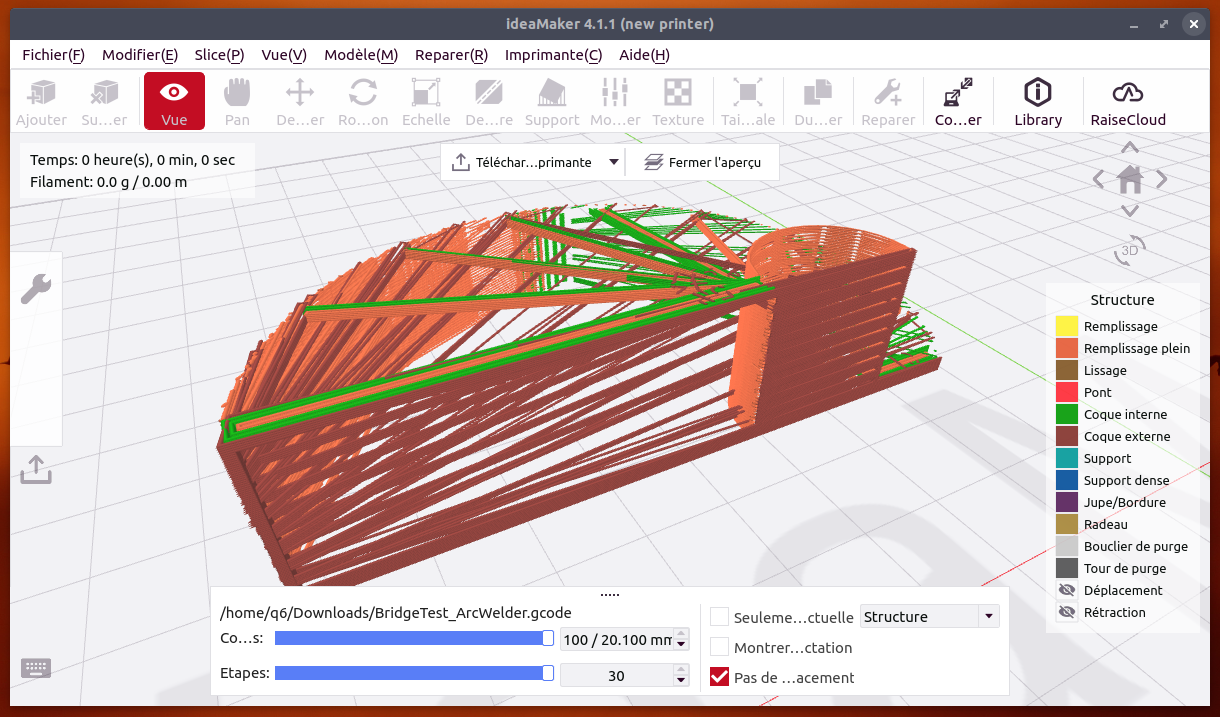
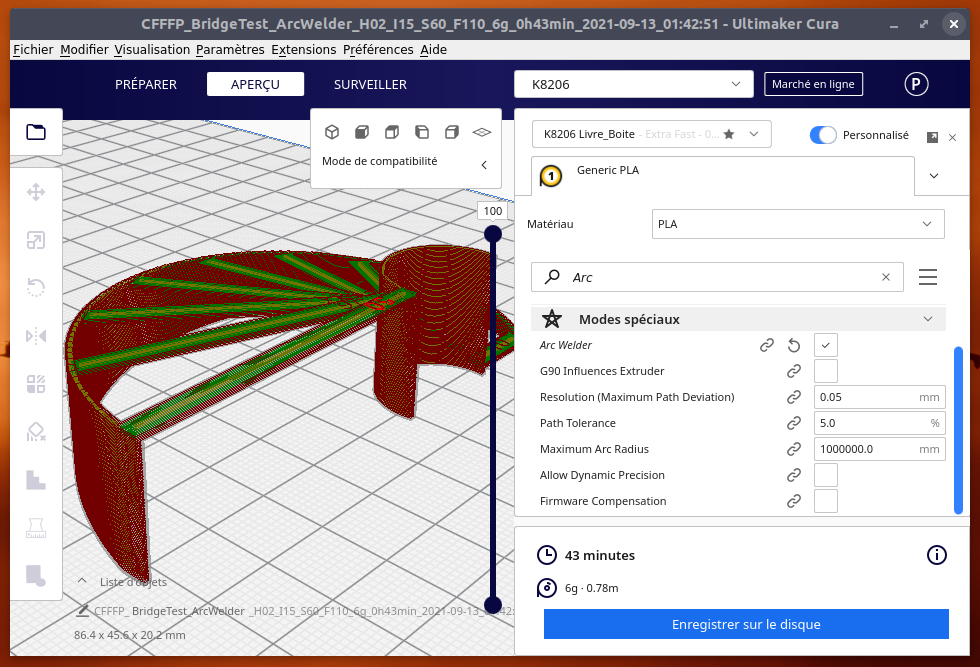
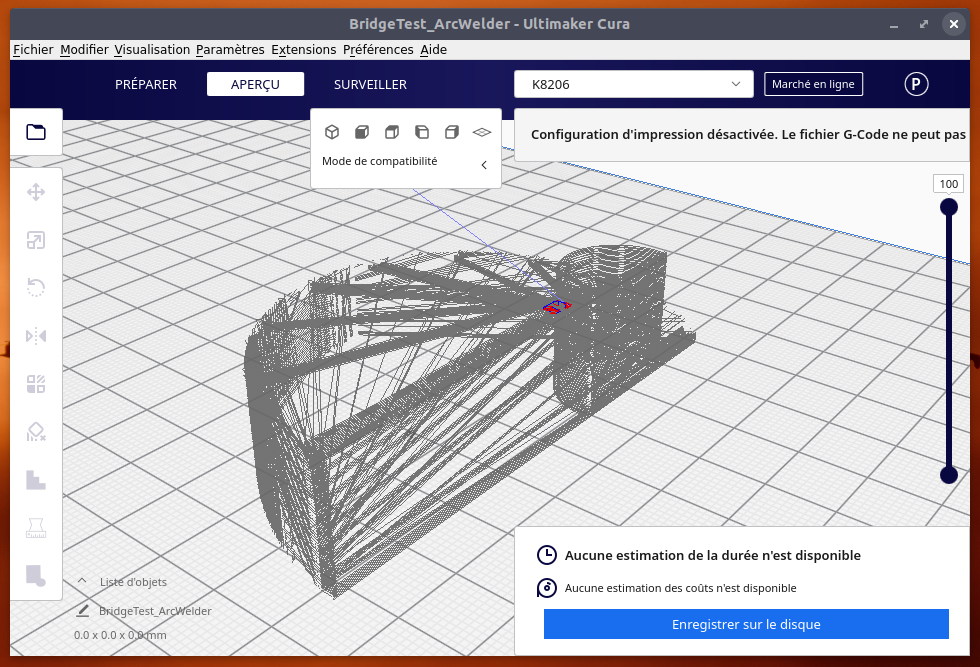
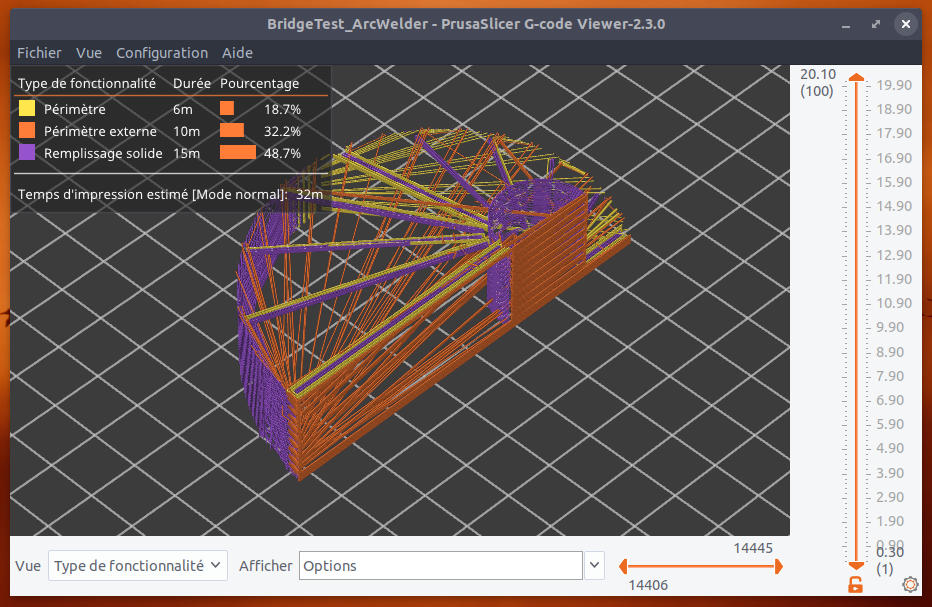
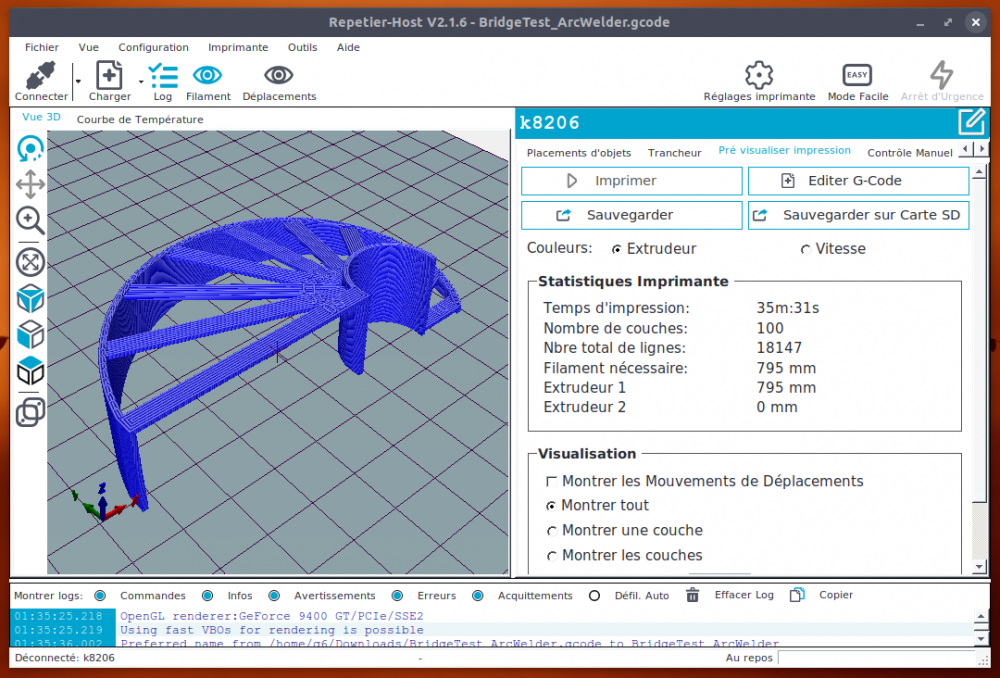
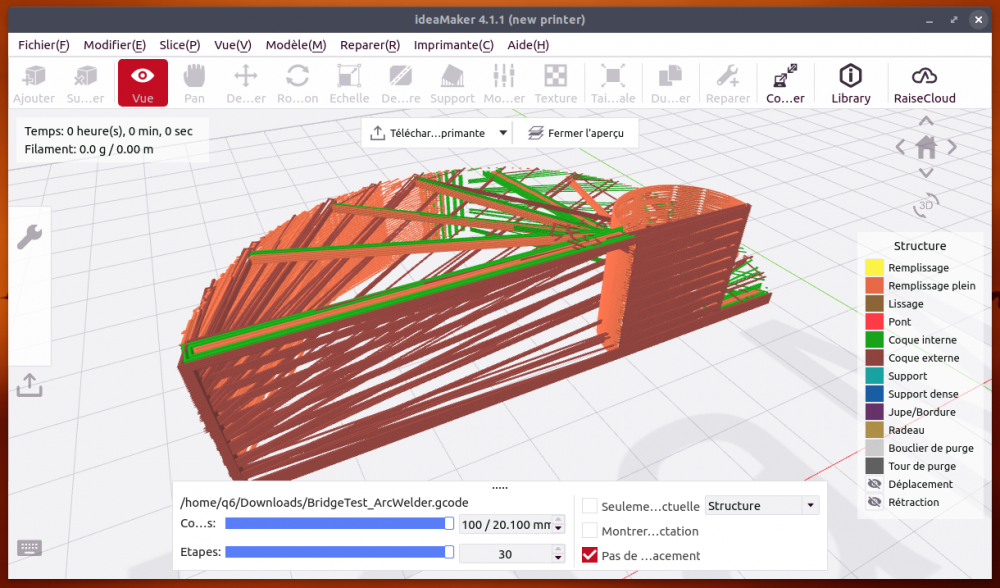
Salutation ! C'est "normale" Ultimaker Cura ne sait pas interpréter les g-code G2/G3 dans son aperçu.
 2 points
2 points -
le fichier shell_command.cfg se trouve au même endroit que ton printer.cfg et moonraker.cfg Si il n'y est pas, tu peux le créer manuellement cela ne devrait pas poser de problèmes. Sinon je suis là pour aider2 points
-
Je viens d'en relever une qui je crois n'avait pas été cité ici : Je dois dire que là tout de suite le souffle me manque pour émettre un quelconque commentaire, j'ai mal au ventre et aux joues en même temps tellement j'ai ris. C'est tellement bien écrit en plus, avec majuscule et point que c'en est d'autant plus beau. Je suis même étonné que ça n'ait pas tilté le filtre de modération.2 points
-
Bonsoir, Voici quelques une de mes créations en 2D j'aime beaucoup recréer des figures, logo, personnages, ombre chinoise en 2D à accrocher ou poser sur le bord d'une fenêtre. Arbre de vie : https://makerworld.com/en/models/528637#profileId-445737 Ligne visage homme/femme : https://makerworld.com/en/models/528854#profileId-445952 Aile d'ange : https://makerworld.com/en/models/522603#profileId-439260 Delorean : https://makerworld.com/en/models/522594#profileId-439255 Tentacules : https://makerworld.com/en/models/507638#profileId-423390 Et quelques autres sur mon profil : https://makerworld.com/en/@zaphkiel Bonne soirée à tous2 points
-
J'étais passé à côté de l'info, Bambu arrête leur production de PETG, et ils préparent apparemment une nouvelle formule Moi qui avait investi récemment sur cette gamme, je ne sais pas trop quoi en penser ... Mais il faut dire que leur PETG n'était pas spécialement qualitatif ...
 1 point
1 point -
C'est vrai. Au moins capot ouvert tu entends qu'ils fonctionnent.1 point
-
oups pas si anonyme que ça alors J'ai tenté de répondre au formulaire, mais j'ai abandonné, quand on me pose 6 fois la même question sous une forme différente je trouve ça agaçant et pénible.1 point
-
Je trouve cette démarche incroyablement prétentieuse ou complètement perchée. Comment une personne qui n'a jamais été confrontée à la réalité des marchés coté vendeur comme coté acheteur et plus généralement jamais travaillée, peut formuler des conseils aux professionnels dont c'est le métier et pour lequel ils ont généralement des outils informatiques performants avec déjà des questionnaire bien ciblés. Pour répondre de façon courte au questionnaire, je veux très court, très rentable et sans aucun risque (plus un beau cadeau pour ma gentillesse et mon beau sourire). je trouve que ce n'est pas sympa pour l'étudiante que les profs valident cette démarche.1 point
-
Milieu de semaine prochaine !!1 point
-
@Foxbat94 je déplace dans la bonne section1 point
-
Éventuellement, tu peux aussi ajouter des radiateurs sur le TMC et le RP2040 Vérifie aussi la valeur de max_temp dans la section [temperature_sensor Toolhead] (chez moi, elle s'appelle Hotend) :1 point
-
Leçon apprise avec @Didi555 . je travaille à un procédure qui fonctionnera pour tout le monde. A suivre...1 point
-
@MrMagounet Comme l'OS et l'écosystème originel de la X4 est très similaire à celui des Qidi (Makerbase inside), en fonction des modifications faites (par exemple mise à jour de Moonraker ), l'emplacement des fichiers de configuration peut-être différent : OS originel sans mises à jour: /home/mks/klipper_config OS originel avec mise à jour de Moonraker: /home/mks/printer_data/config Mes posts dans la section Qidi sont en grande partie réutilisables avec ce modèle1 point
-
@Yoch85 comme promis je te met a dispo un de mes firmwares Marlin en version 2.1.2 avec MBL et tous les option que j'ajoute habituellement l'un des option majeur ajouter est la fonction M600 firmware.hex donc ici le firmware Marlin a installer sur la carte mère, il suffit de branche un Pc en usb et de televersé le firmware via Prusa Slicer par exemple. Après pour avoir toutes les possibilité MBL et M600 je t'invite a utiliser le firmware TFT suivant dispo sur mon drive il faut DL tous les fichier et dossier et placer le tout sur une Carte µSD formater en Fat32 allocation de fichier 4096o de pas plus de 16Go si ta carte Sd est plus grosse faire une partition de 8 ou 16go fait le taf tu placer la µSd dans le lecteur de l'imprimante et du démarre l'imprimante le TFT dois ce mettre a jour un interface totalement différent s'offre a toi.1 point
-
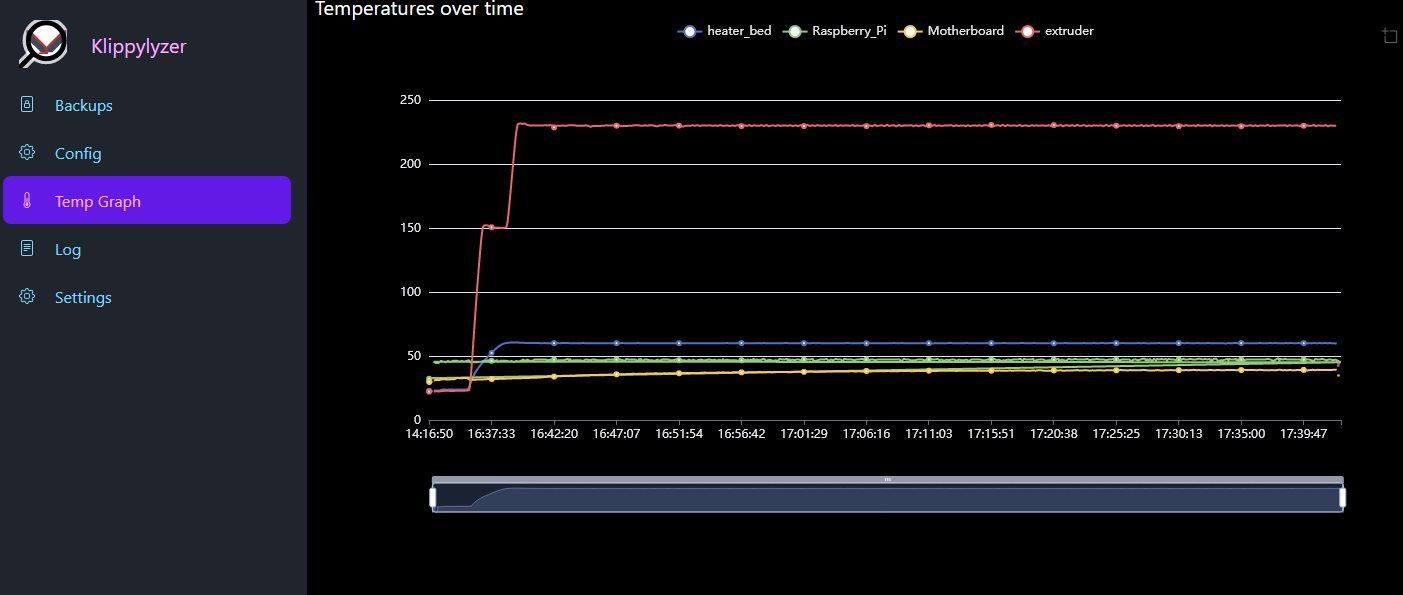
Je ne suis pas sûr Peut-être que le journal (klippy.log), en le passant dans la moulinette klippylyzer permet-il de voir les températures ? Le capot arrière est celui avec les aérations et le ventilateur ajouté ? si oui, ce ventilateur tourne ?
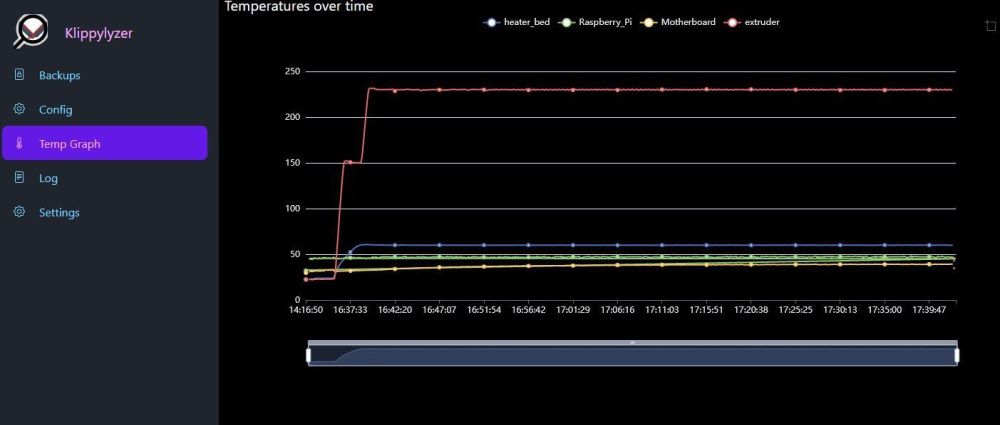
 1 point
1 point -
Ca marche, je fais cela au plus vite .. après le boulot1 point
-
On a résolu les soucis, merci a @Didi555 pour sa patience. @MrMagounet je voudrais refaire une procédure plus "bulletproof" que proposes tu afin que tu puisses l'ajouter au début du fil et qu'on puisse l'adapter au cas ou un cas particulier se présenterait dans le futur ?1 point
-
Tu peux créer un modèle, comme celui ci-joint. Il permet de faire 6 lignes de purge courbe. (voir image) Le fichier ArcH.3mf est un projet Orca qui positionne le modèle Arc en haut. Ensuite tu ajoutes le modèle que tu veux imprimer. Il ne faut pas sélectionner de jupe et de bordure. Pour Cura, tu peux installer une version plus récente. Si tu ne supprimes pas les dossiers de configuration, tu retrouveras la Kossel mini ArcH.stl ArcH.3mf
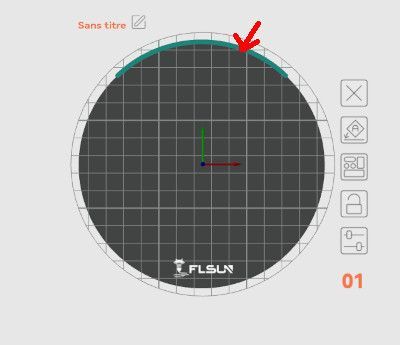 1 point
1 point -
Est-ce mieux maintenant ?1 point
-
Bonjour A l'heure où certains fabricants arrêtent la production d'une partie de leur gamme de filament, je viens de voir que Prusa à rajouter sur son site un guide de correspondance des couleurs pour les filaments Prusament. Ici l'exemple pour le Prusament PLA Azure Blue Je ne sais pas depuis quand cette information est disponible. Perso je la trouve très pertinente pour se faire une "meilleure idée" de la couleur d'un filament sans faire juste confiance dans le rendu de son écran de PC, tablette ou téléphone Peut être que d'autres fabricants le font aussi @+ JC e
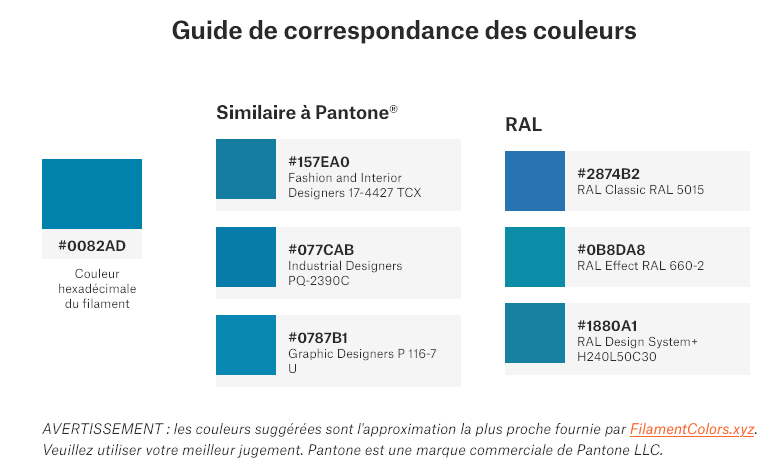 1 point
1 point -
Il y a aussi ce site mais tous les filaments disponibles, évidemment, n'y sont pas référencés (utilisant Spoolman pour gérer mes bobines, c'est bien pratique pour saisir la couleur (HEX) plutôt que son système de sélecteur
 1 point
1 point -
Pour le PTFE, j'ai pris celui de Trianglelab (2,5mm interne) «transparent» (plutôt translucide). Pour le SFS2.0 de BTT, j'ai complété mon sujet sur la XMAX31 point
-
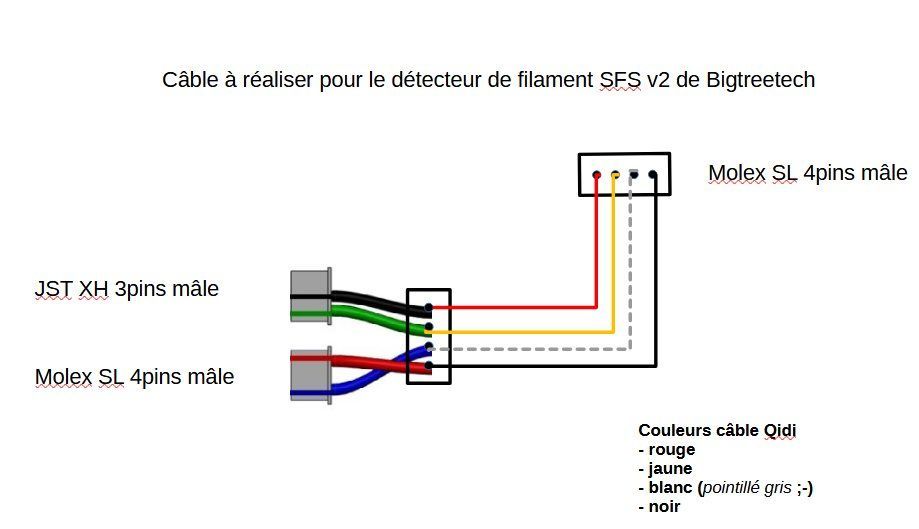
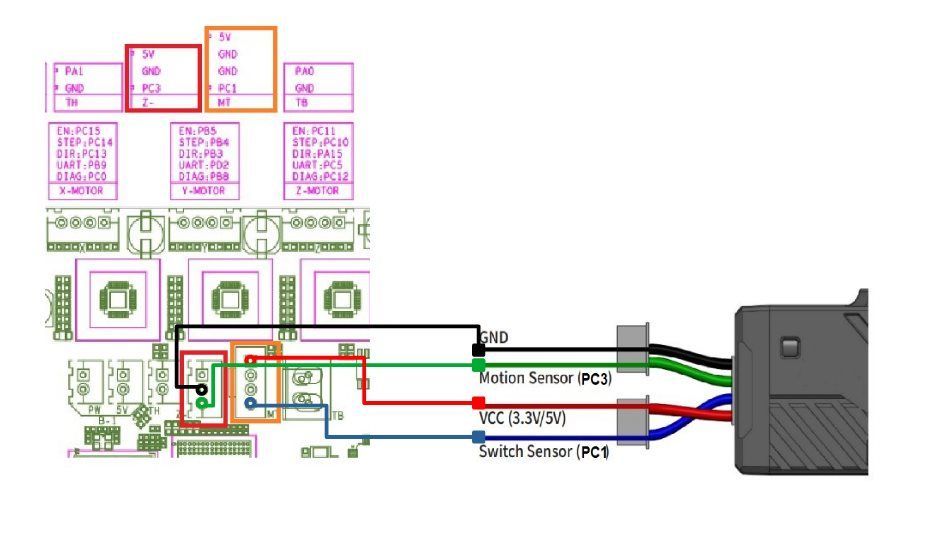
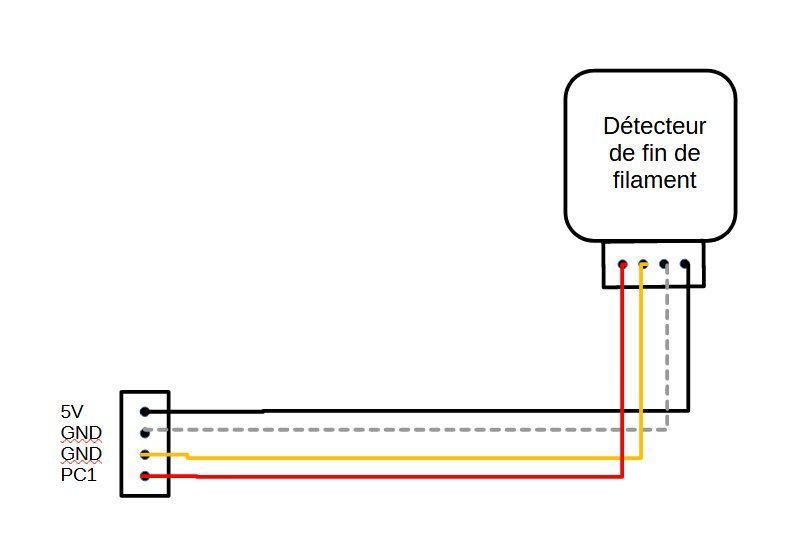
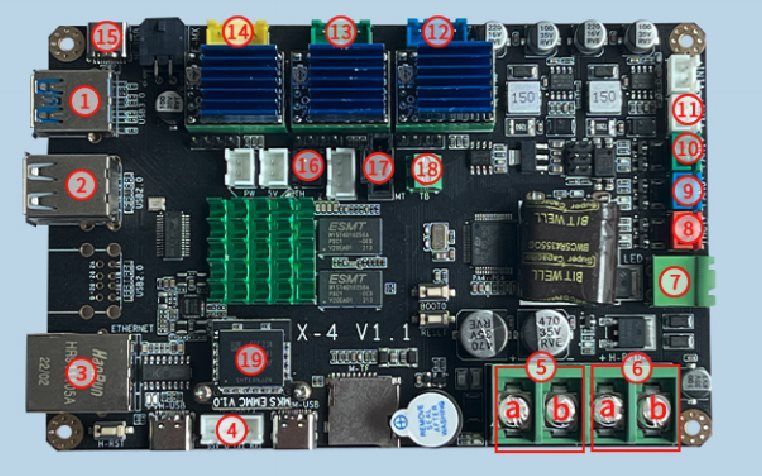
Remplacement du détecteur de filament par celui de Bigtreetech, le SFS2.0 Pour le SFS2.0 de BTT, il faudra faire un câble «adaptateur» car le connecteur mâle / femelle est un connecteur pas franchement facile à trouver (Molex SL 4 pins)… on peut à la place utiliser un Dupont mais il faut alors retirer la coque plastique du connecteur Molex sur la carte et sécuriser la connexion avec un peu de colle chaude. Le détecteur de fin de filament originel est connecté sur la carte à l'emplacement n"17, sérigraphié MT sur le PCB : A sa gauche, se trouve un connecteur non utilisé, prévu pour un interrupteur de fin de course ( Z-) Le SFS2.0, nécessite deux connexions, une «classique» pour détecter la présence / l'absence de filament (switch sensor), l'autre pour détecter le déplacement (ou pas) du filament (motion sensor), le Switch sensor est connecté sur l'emplacement MT, le Motion sensor est sur le Z- : Pour le câble à «bidouiller», si ça peut aider : Le cheminement du filament via le PTFE est modifié afin de limiter les courbes pouvant freiner le filament. J'ai simplement utilisé une pièce trouvée sur Printables (prévoir un câble un peu plus long ). Une fois la connexion matérielle réalisée, il faut modifier (ajouter) dans le printer.cfg : ################################################# # Filament sensor settings # ################################################# # modification for BTT SFS v2.0 #[filament_switch_sensor fila] #switch_pin: PC1 # Qidi settings !PC1 #pause_on_runout: False # factory default True #runout_gcode: # PAUSE # [pause_resume] required in printer.cfg # SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 #insert_gcode: # M117 Filament switch inserted #event_delay: 3.0 #pause_delay: 0.5 [filament_switch_sensor fila] switch_pin: PC1 # Qidi: !PC1 / SFS: PC1 pause_on_runout: False runout_gcode: SET_FILAMENT_SENSOR SENSOR=encoder_fila ENABLE=0 KEEP_PRINTING_AFTER_FIL_RUNOUT D={650} # Addon for BTT SFS V2.0 [filament_motion_sensor encoder_fila] switch_pin: PC3 detection_length: 9.0 # accuracy of motion sensor 2.88mm extruder: extruder pause_on_runout: False runout_gcode: PAUSE # [pause_resume] required in printer.cfg [include macros/keep_extruding_after_filament_runout_detected.cfg] Ci-dessus, la configuration originelle de Qidi est commentée. Pour le Switch sensor, la logique de détection avec le SFS est inversée par rapport à Qidi (plus de ! devant la broche de détection), pour le Motion sensor, après plusieurs tests, la valeur, chez moi, de 9.0mm pour le «detection_length» est celle qui produit le moins de faux positifs (par contre, je n'ai pas testé avec du TPU car quand il m'arrive d'en imprimer, je désactive les deux détecteurs et je ne passe pas le filament par le reverse bowden mais directement). Autre modification faite, c'est l'appel d'une macro Gcode KEEP_PRINTING_AFTER_FILAMENT_RUNOUT. Si on ne veut / souhaite pas l'utiliser, remplacer l'appel à cette macro par un PAUSE (comme pour le Motion sensor nommé encoder_fila ci-dessus) Why? Avec le détecteur placé à l'arrière de l'imprimante, quand il s'active, il reste un bon soixante centimétres dans le PTFE. Qidi recommande pour le changement de filament de couper le filament juste à l'entrée de l'extrudeur plutôt que décharger celui-ci (moins de risque de bouchage / colmatage). Avec la macro «keep_extruding_after_filament_runout_detected.cfg» (honteusement copiée sur Flsun ), le morceau de filament encore présent dans le PTFE continue à être extrudé sur une longueur de 650mm avant de réellement activer la pause. La longueur est «à la louche», ce qu'il faut c'est qu'il en reste juste un peu avant l'entrée de l'extrudeur. Sur ma XM3, pour éviter de devoir à chaque changement de filament, retirer le PTFE de l'extrudeur, j'ai juste un petit morceau de PTFE qui dépasse de l'extrudeur => ainsi quand il ne reste que quelques millimètres de filament, il est plus facile d'en remettre un Le fichier keep_extruding_after_filament_runout_detected.cfg contient : [gcode_macro KEEP_PRINTING_AFTER_FIL_RUNOUT] description: Trigger to pause the print after a further distance has been extruded variable_end_d: 0 gcode: {% set d_start = printer.print_stats.filament_used|float %} {% set d_end = (d_start + params.D|float)|float %} SET_GCODE_VARIABLE MACRO=KEEP_PRINTING_AFTER_FIL_RUNOUT VARIABLE=end_d VALUE={d_end} M117 Pause at {printer["gcode_macro KEEP_PRINTING_AFTER_FIL_RUNOUT"].end_d|round(2)} UPDATE_DELAYED_GCODE ID=PAUSE_AT_D DURATION=1 [delayed_gcode PAUSE_AT_D] initial_duration: 0 gcode: {% set d_current = printer.print_stats.filament_used|float %} {% if d_current < printer["gcode_macro KEEP_PRINTING_AFTER_FIL_RUNOUT"].end_d %} M117 Stopping {d_current|round(2)} {printer["gcode_macro KEEP_PRINTING_AFTER_FIL_RUNOUT"].end_d|round(2)} UPDATE_DELAYED_GCODE ID=PAUSE_AT_D DURATION=1 {% else %} PAUSE M117 FILAMENT RUNOUT DETECTED! CHANGE_TUNE # BEEP to notify user to change filament UPDATE_DELAYED_GCODE ID=PAUSE_AT_D DURATION=0 {% endif %} #[filament_switch_sensor fila] #switch_pin: PC1 # Qidi: !PC1 / SFS: PC1 #pause_on_runout: False #runout_gcode: KEEP_PRINTING_AFTER_FIL_RUNOUT D={650} On peut soit l'inclure au printer.cfg via une section [include …] soit copier son contenu pour l'ajouter directement dans le fichier de configuration. PS: Par défaut, mes détecteurs de filament sont désactivés lors du Gcode de fin et activés seulement à la fin du Gcode de démarrage.
 1 point
1 point -
On retrouve ces 3 lettres dans trop de mots pour les filtrer1 point
-
S'il l'était, en strict, le filtre n'aurait pas été déclenché. En mode «relâché» ( ) il pourrait impacter des termes comme «calculer» ou autre ayant trait aux mathématiques, non ?1 point
-
C'est encore plus chaud Je sais pas si le mot est dans la base1 point
-
En 0.4mm on a une belle qualité déjà je me sert de buse 0.2 sur les projets ou le 0.4 ne permet pas ne niveau de détail bon parfois c'est clairement pratique en effet.1 point
-
Merci beaucoup @Darkos, j'essaie ça demain, je croise les doigts car je suis tout nouveau sous klipper et donc ça sera mon baptême. Merci @MrMagounet pour toutes ces explications très précieuse. Quand j'utilisais ma X2 je me servais de cura et lorsque l'on changeait le diamètre de la buse les réglages se modifiaient automatiquement. Et avec la X4 ce n'est plus le cas, d'où mon intérêt à ce réglage, car je trouve que la qualité de l'impression en 0,2 est bien plus belle, et malgré le fait que ce soit plus long en temps d'impression cela vaut le coup pour certains projets.1 point
-
Oh oki ! Je vais l'ajouter, merci ! Maintenant il faudra que je fait des test en esperant ne plus avoir ce bug de pas... Malheureusement, cela ne marche pas Voici mes config merci encore ! Configuration.h Configuration_adv.h Bon j'ai reussis : Il faut mettre ceci au lieux de ce que tu m'avais donner : #define SDIO_SUPPORT1 point
-
Et avec le plateau lisse, préalablement dégraissé à l'eau chaude plus liquide vaisselle ?1 point

.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)