Classement




Contenu populaire
Contenu avec la plus haute réputation dans 21/07/2024 Dans tous les contenus
-
Un des membres de ce forum, @bistory a fait il y a quelques mois un tutoriel vidéo pour Orca slicer :3 points
-
@Savate tu m'as pris de vitesse, je pensais aussi à ça !3 points
-
Sachant cela (Isodon = Une plante), j'imagine des vidéos avec juste une plante à côté d'une imprimante en fonction. Mais, vite ! Vite ! Il faut créer la chaine YouTube "Isodon" si elle n'existe pas déjà
 2 points
2 points -
Bah pour la prochaine mise à jour peut-être, si pas les mêmes testeur que ceux de Crowdstrike Mais !2 points
-
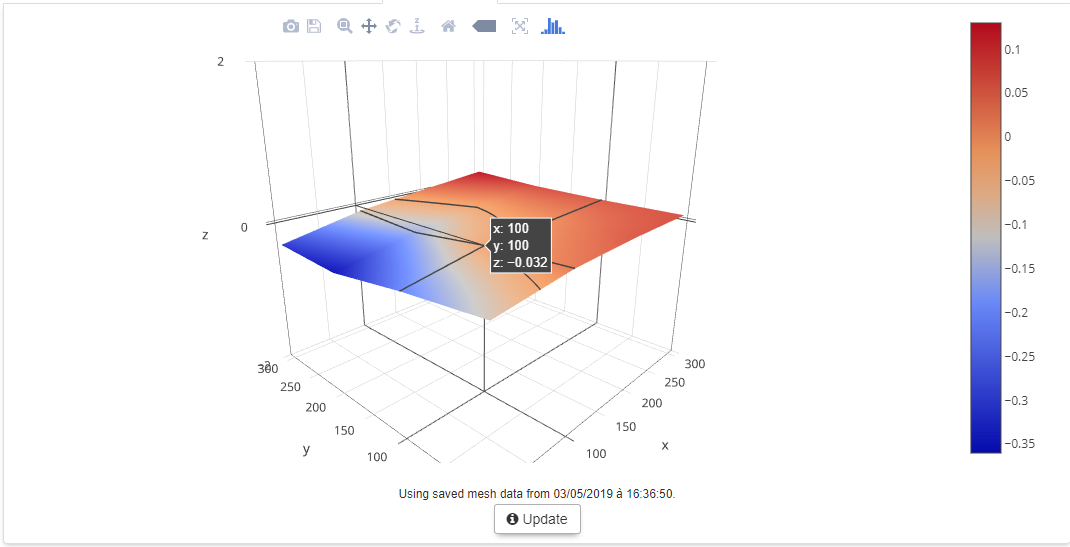
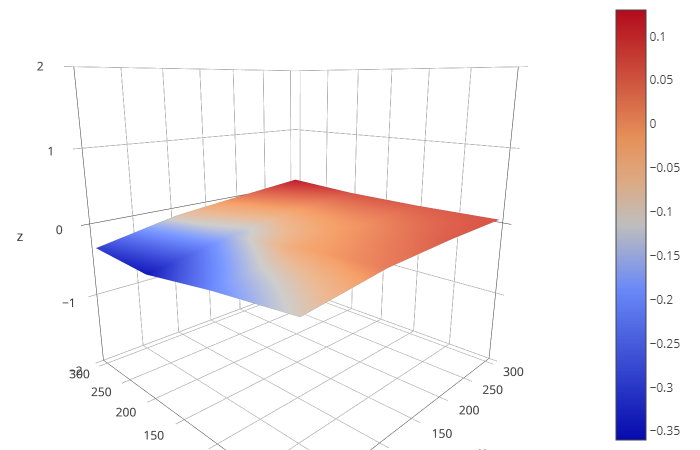
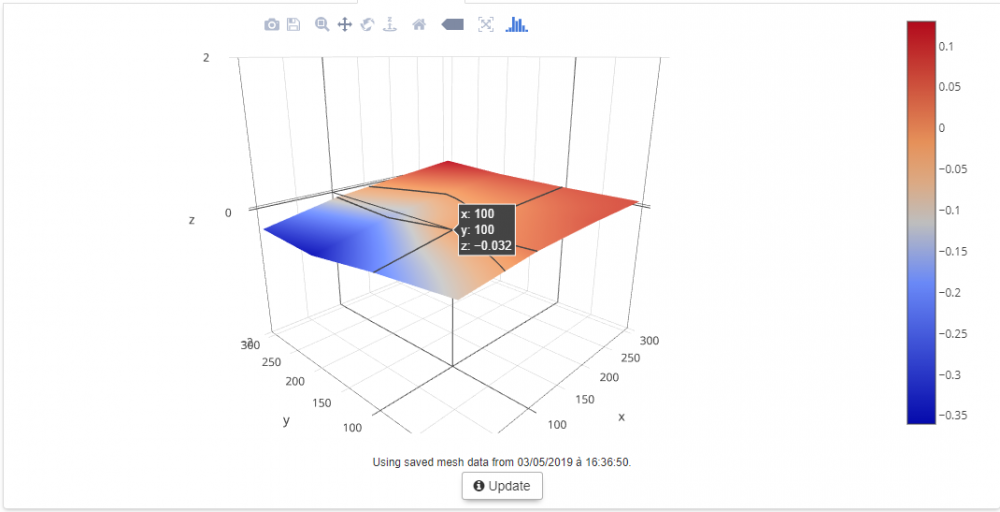
Bonjour, Tu as un plateau en verre ou flexible ? Je suppose que tu as déjà fait le niveau avec la feuille de papier et les quatre coins. Je pense vu la taille du plateau sur une ender3 pro tu dois pouvoir faire un peu mieux, De l'ordre de 0.2mm d'écart entre le plus et le moins, Je trouve que ta valeur arrière droite 0.36 est trop forte. Tu peux essayer dans un premier temps de resserrer ( sens trigonométrique) d'un quart de tour par exemple pour légèrement baisser ce coin et voir ce que donne un nouveau leveling si mieux ou pas. Z-offset à refaire quand on retouche les molettes au moins en final avant impression et un leveling final. Par ailleurs je vois que tu as un Sonicpad (sûrement sur ta S1Pro) Pourquoi pas la gérer sous klipper avec le Sonic Pad, tu peux mettre trois imprimantes facilement, pour la tienne Ender 3Pro carte 4.2.2 avec un STM32 F103 et ABL (Bltouch), elle est préconfigurée. Tu pourrais par exemple en un tour de main faire des leveling en 6x6 voir plus. (si tu as par exemple une plaque métallique vallonnée. Je n'ai aucun problème à faire fonctionner ma S1plus et 3V2 simultanément.2 points
-
Des fails multiples... En cumulant nouvelle imprimante, nouvelle résine, nouveau slicer (Chitubox en V2 est différent). Cela rend les choses plus difficile. La résine n'est pas une résine facile, et je commence à penser que le tilt rend l'orientation des pièces plus compliquées... J'ai retranché mes pièces, revu les supports, et je réessaie... C'est un peu frustrant, mais cela fait partie de la courbe d'apprentissage...2 points
-
facile c'est un appeau pour le propactylactete hachleboul de @Parade2 points
-
Salut! J'en ai un peu parlé dans ma présentation, je fais du modélisme radio commandé, et plus particulièrement avec des machines vintages que je restaure. Les pièces sont devenu pour certaines introuvables (rien de réellement étonnant pour des machines de plus de 30 ans), et j'ai vu dans l'impression 3D une façon de les faire revivre... Mon premier projet d'ampleur a été un Nichimo Spirit FF (1985). Il est arrivé à la maison complet, mais en morceaux... Le chassis et quelques autres pièces sont cassées, l'ABS déjà très cassant sur ces machines à l'origine est fissuré par endroit... Et la personne qui me l'a vendue pour une bouchée de pain m'a clairement dit : "pièces introuvables, ça fait 3 ans que je cherche; il faudra probablement penser à de l'impression 3D" J'avais déjà une imprimante 3D, un peu joué à faire des pièces sous Tinkercad, mais jamais un truc de cette ampleur, et quelques mois plus tard, j'ai fais mes premiers pas sous Fusion360 (janvier 2022)... Après le chassis, je me suis dit qu'il fallait enchainer la suite, puis sur l'élan, quelques semaines plus tard, j'avais tout modélisé, y compris la transmission... Après cela, j'ai commencé avec des test d'impression. PLA, c'est pratique, ça ne bouge pas dimensionnellement ou très peu... L'objectif était de vérifier que l'on pouvait utiliser les pièces imprimées avec les originales, et que tout s'alignait bien... avec parfois des impressions de coupes pour vérifier les corrections... Une fois les pièces clés validées, je suis allé chercher des services en lignes pour imprimer en Nylon PA12 en utilisant des procédé à poudres permettant de se passer de supports durant l'impression, et permettant d'avoir le fini et la résistance souhaitée... Et j'ai fait des estimations pour savoir comment procéder à l'impression: certains services en lignes ont un coût minimal d'impression, et le coût est largement inférieur si on grappe les pièces... Les pièces noires ont été imprimé en Nylon PA12 MJF par l'intermédiaire de fournisseur asiatique, la grappe rouge a été imprimée en Belgique, et les jantes à la maison en PLA (moins critique). L'étape suivant a été le montage... Une petite vidéo du premier run Et un peu de finition... Depuis, les modélisations se sont enchainées, et elles feront l'objet d'autres posts dans ce fil...1 point
-
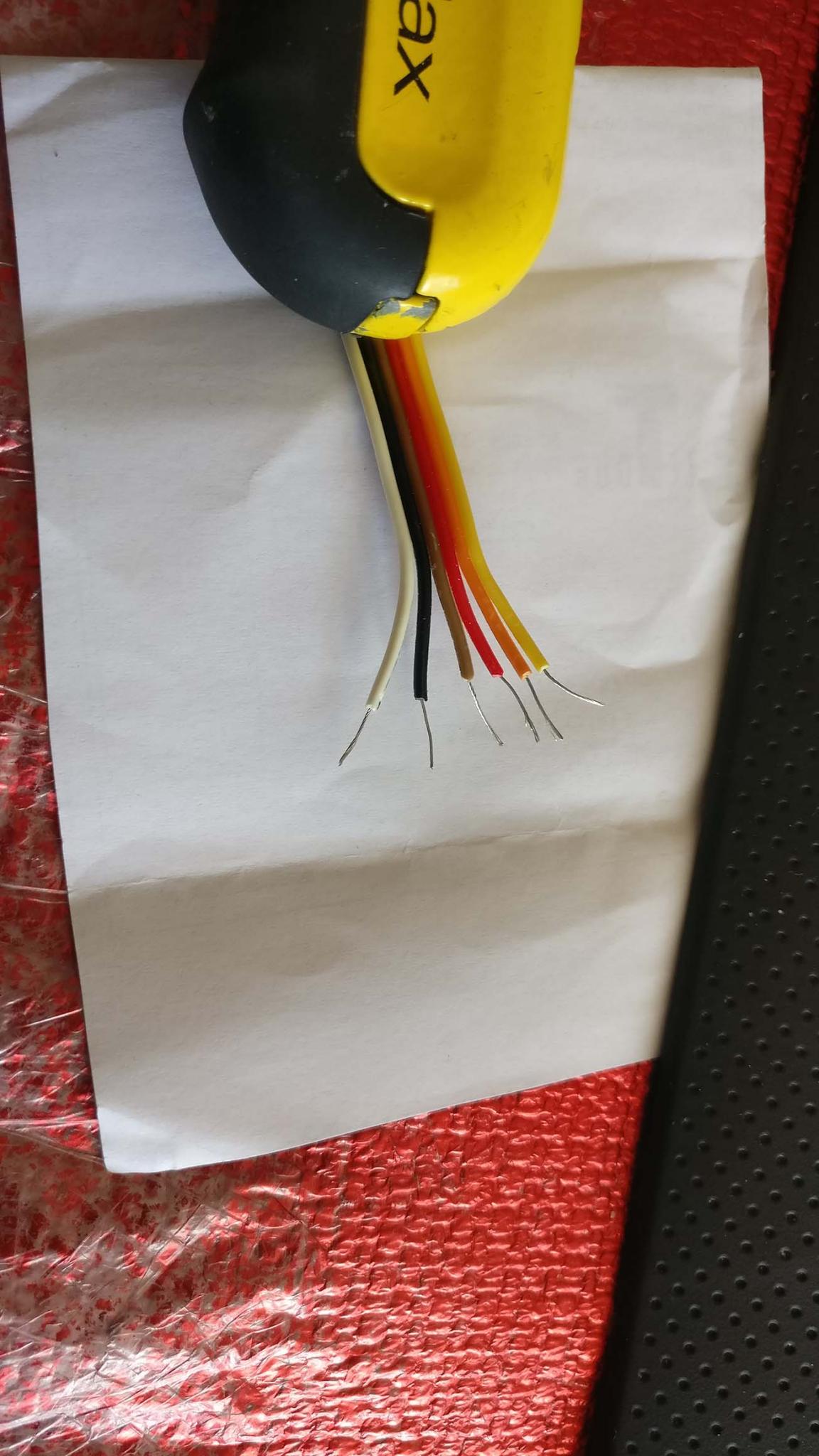
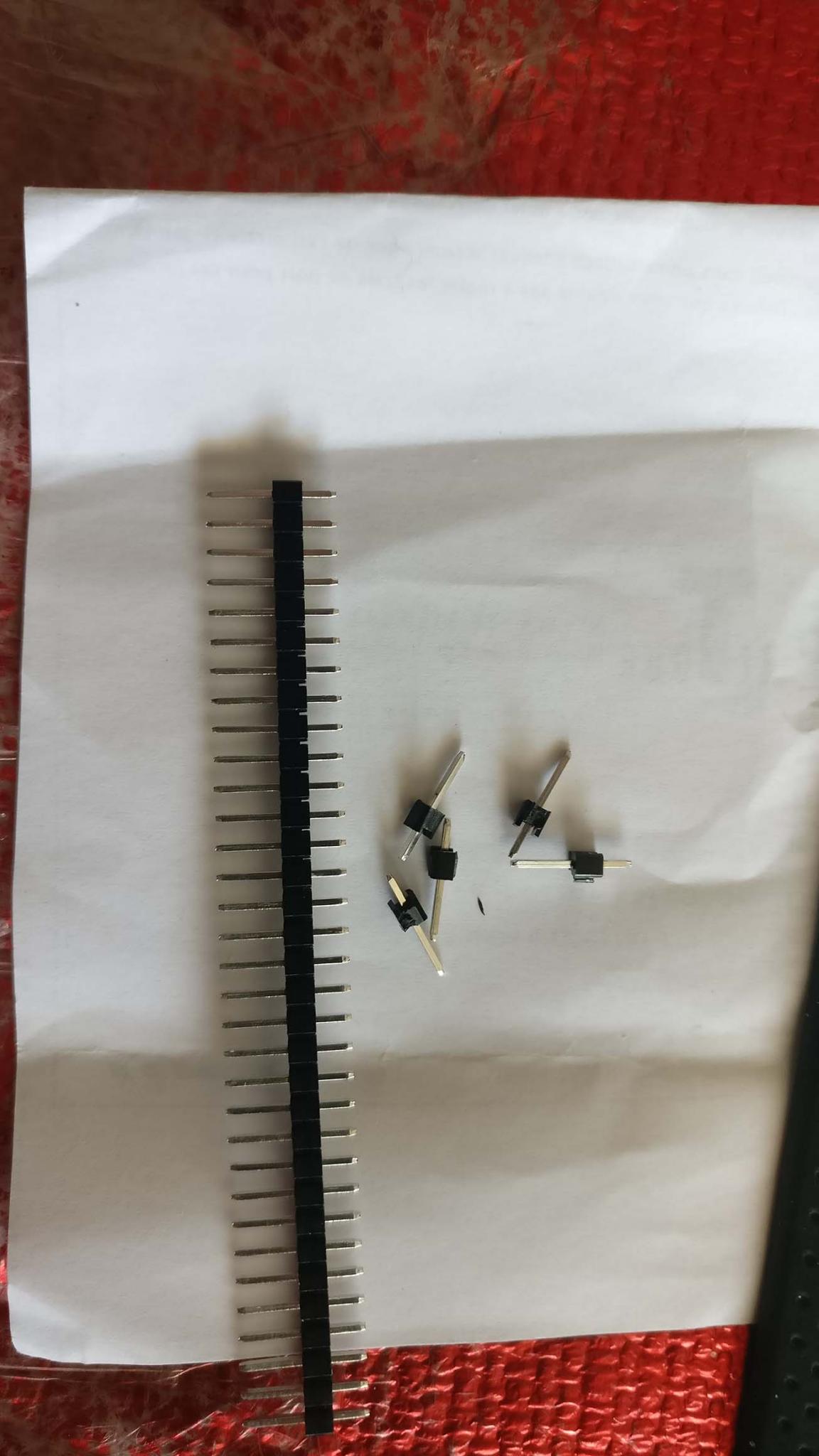
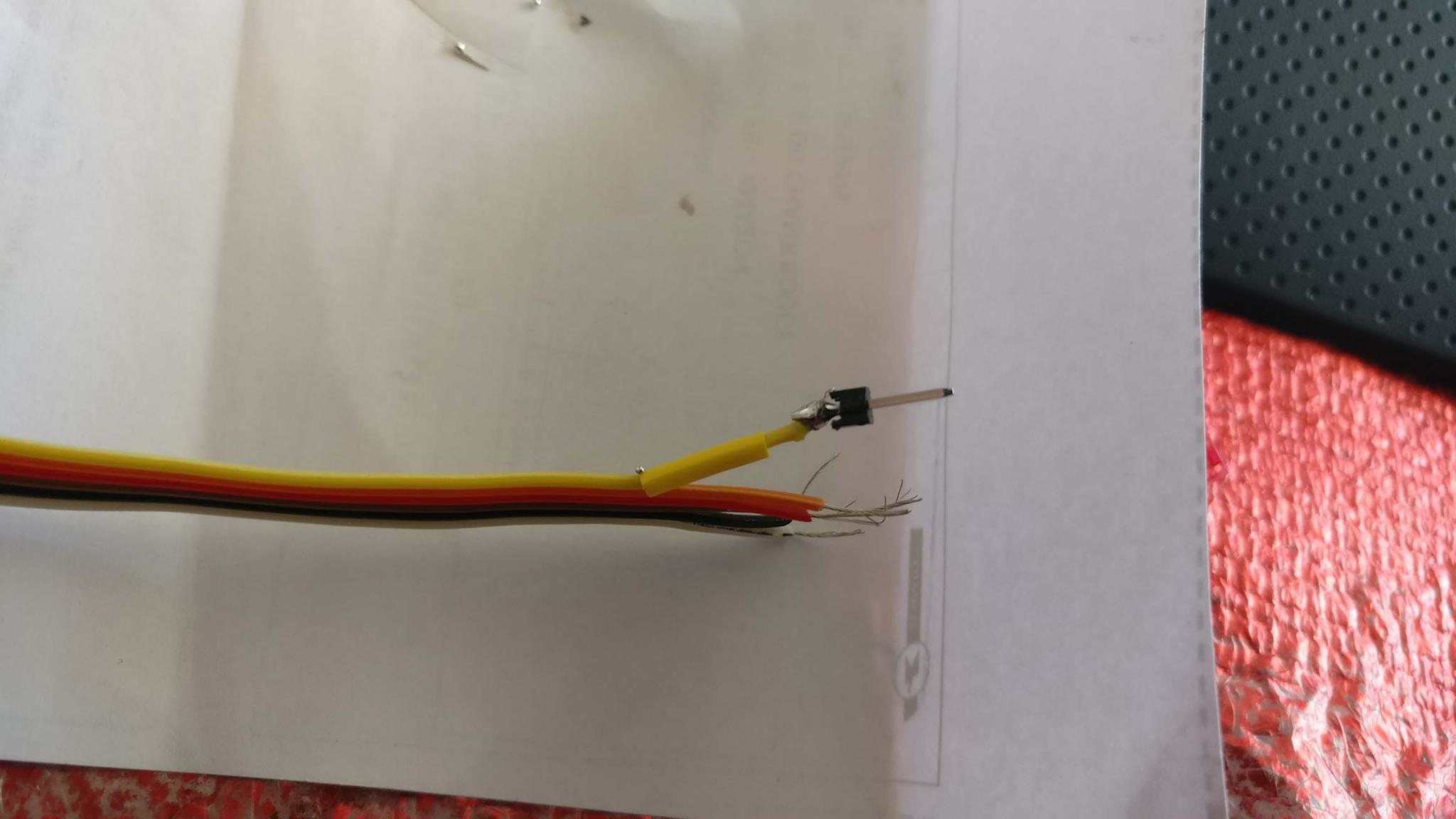
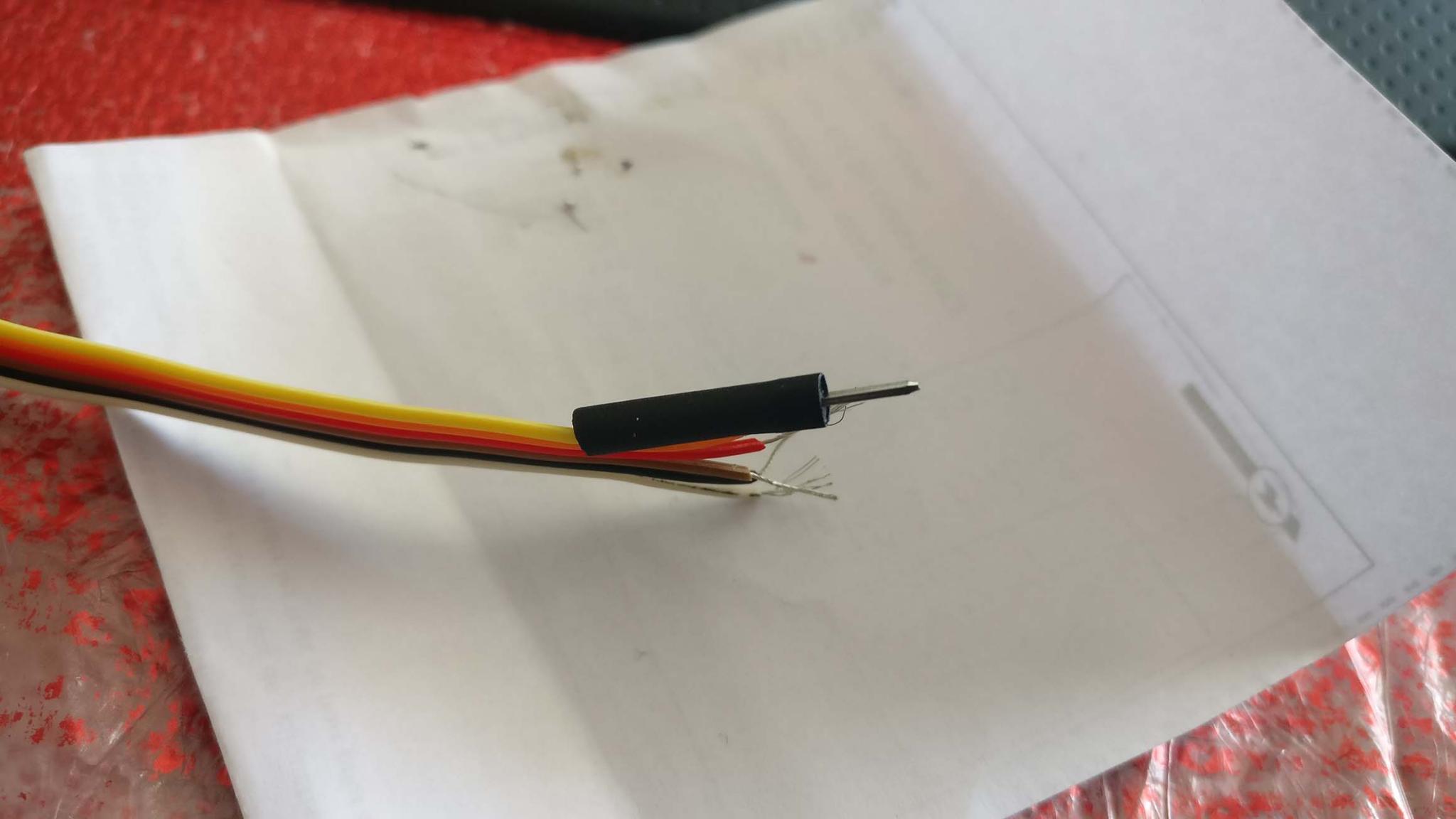
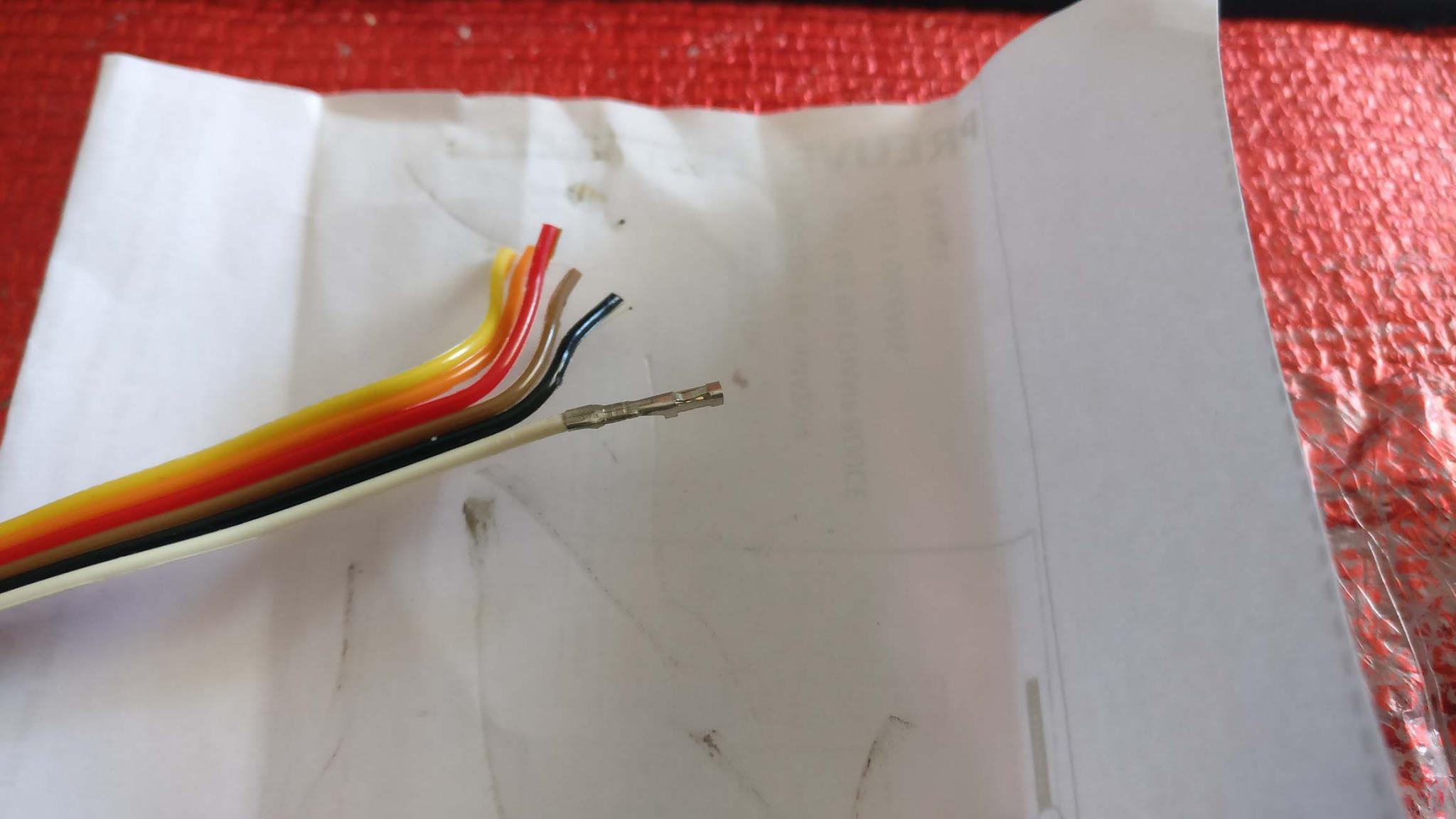
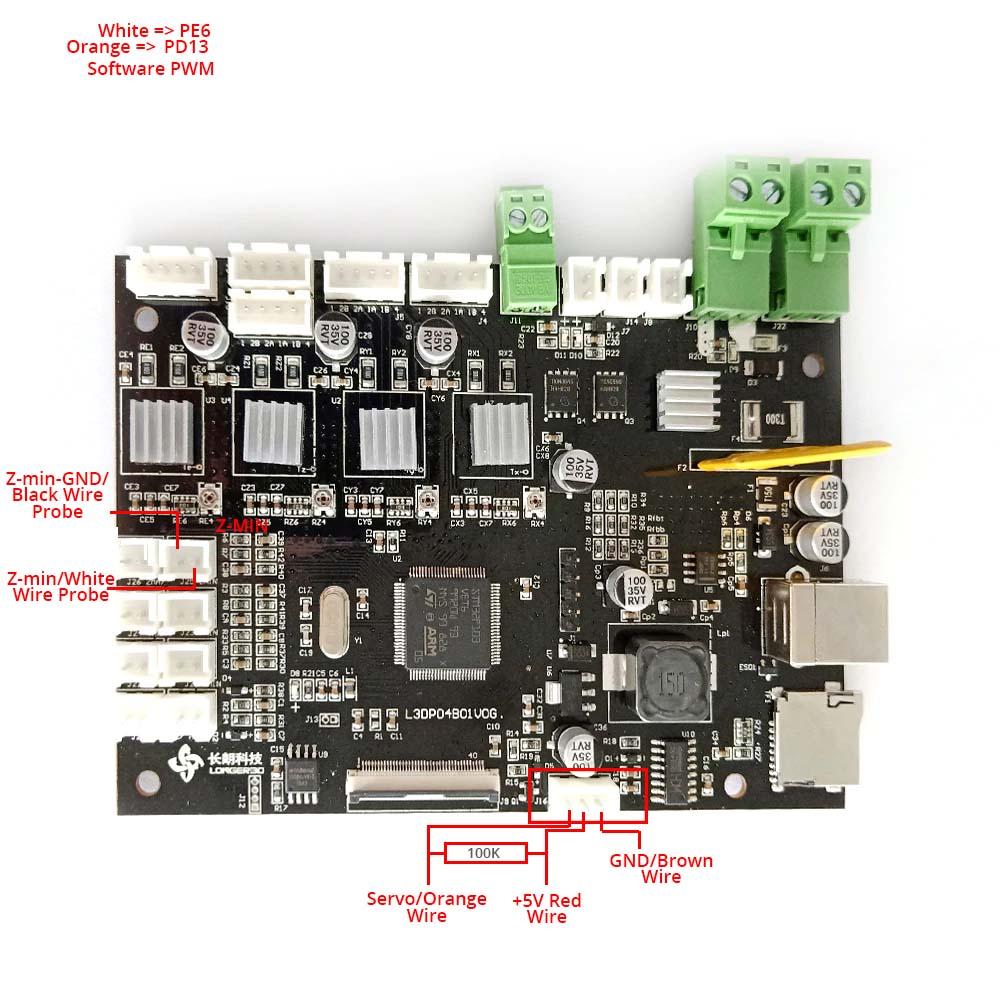
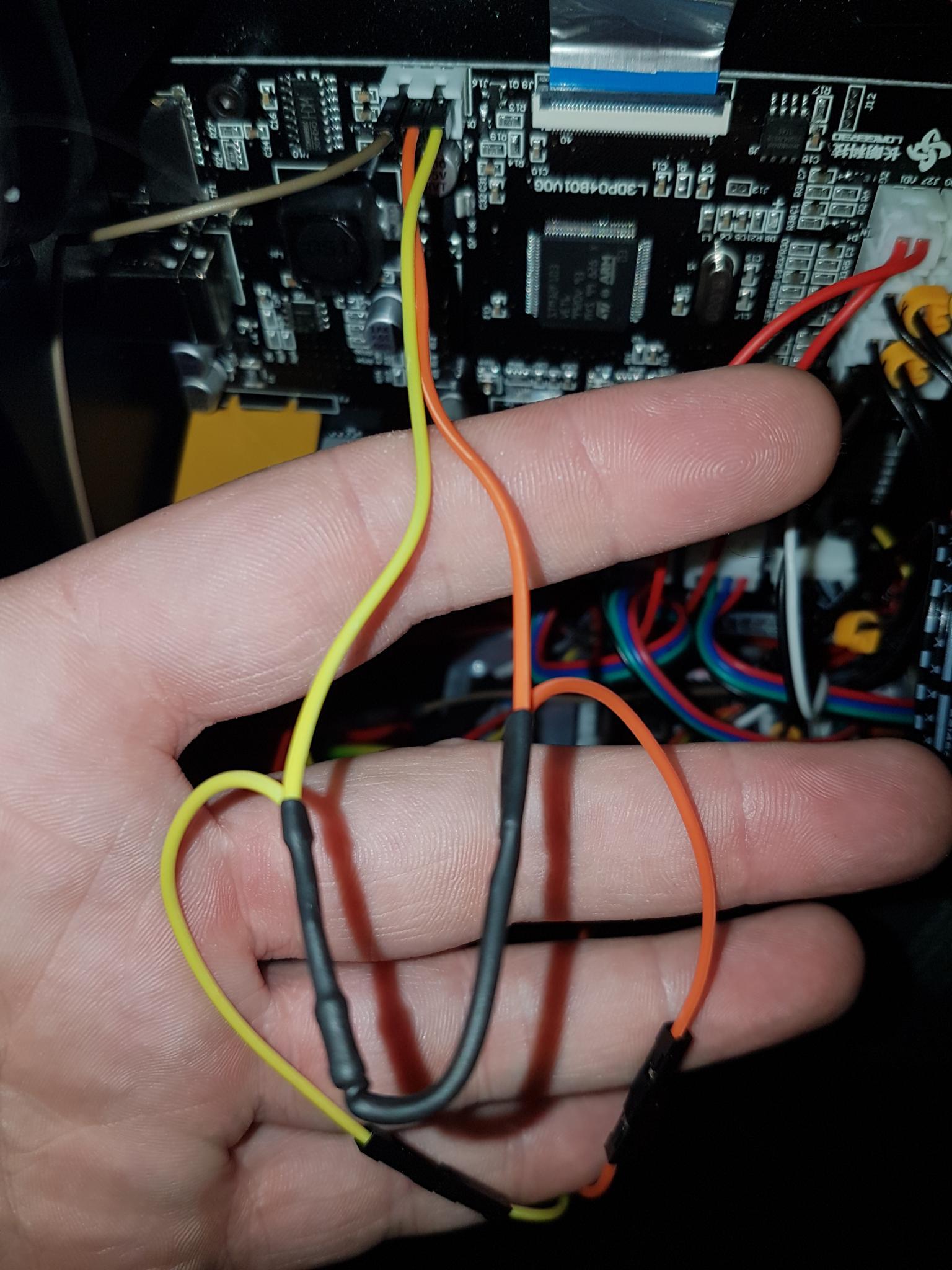
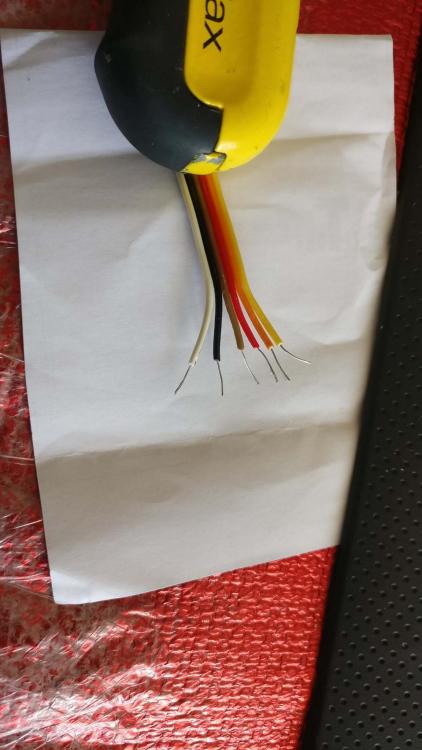
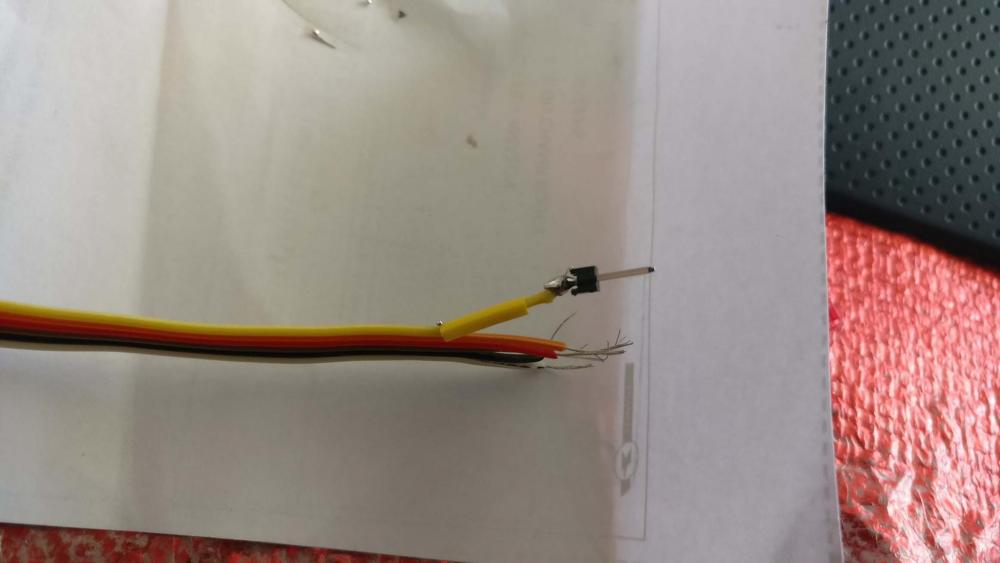
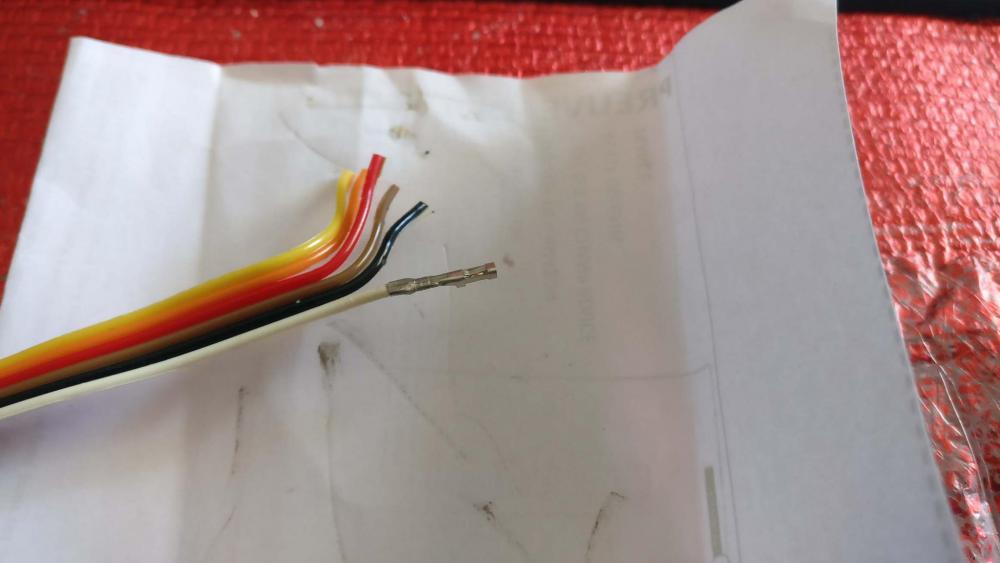
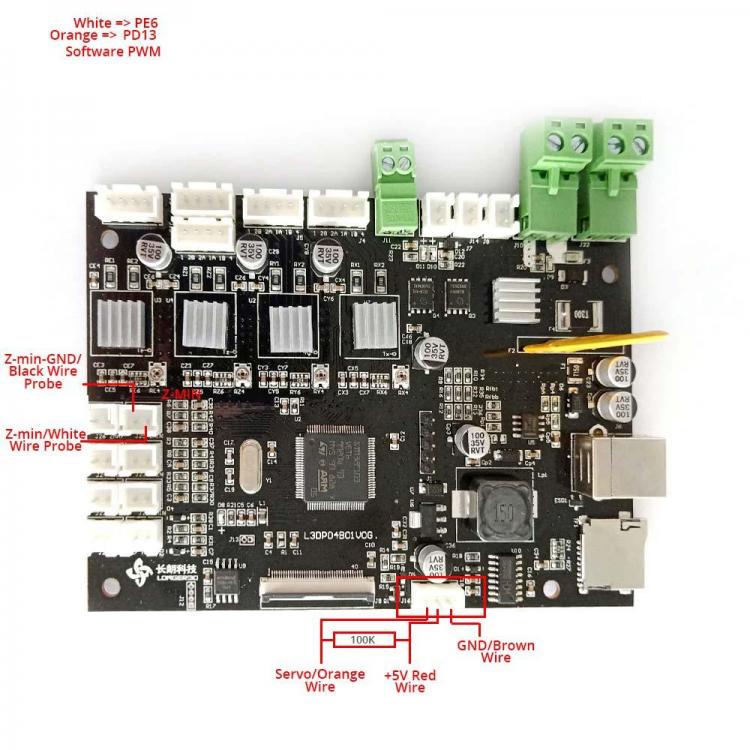
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 1 point
1 point -
Bonjour tout le monde, j'utilise avec bonheur le PLA+ de Sunlu depuis quelques temps et je trouve que les résultats sont époustouflants / PLA standard ou au PETG std, mes pièces sortent toujours impecables y compris l'état de surface. J'en ai d'ailleurs recommandé directement sur leur site (Amazon est trop cher !). Connaissez-vous le PLA Meta de Sunlu ? Apparemment, il serait 2 fois plus résistants au choc que le PLA+, l'allongement à la rupture de 17 %, tandis que celui du PLA et du PLA+ est de 3,1 % et 3,6 et cerise sur le gateau, des températures d'impression plus basses. Quelqu'un l'a testé ? J'ai fait une recherche sur le forum et je n'ai rien trouvé. https://www.sunlu.com/fr/blogs/products-knowledge/what-is-sunlu-pla-meta-and-how-to-print-with-it1 point
-
Impression 3D d'acier à bord du porte-avions Charles de Gaulle et skatepark imprimé en 3D avec du béton, entre autres news ! https://www.lesimprimantes3d.fr/semaine-impression-3d-446-20240721/1 point
-
Salut, Je pense que c'est un écran V1.9. Donc voici le firmware Firmware Marlin-2.1.2.1_U20BLTouchV19.zip (à décompresser et à copier sur la carte µSD) et pour info, les fichiers de config: Marlin_config.zip Au cas où ce serait un V1.2, voici le firmware: Firmware Marlin-2.1.2.1_U20BLTouchV12.zip L'une des 1ères choses à valider sera le fonctionnement du BLtouch. Je te conseille de placer la buse à ~100mm au dessus. Lorsque celle-ci descend au début de la prise d'origine en Z, tu enfonces la touche du BLTouch avec le doigt. Si la buse continue sa descente, alors il faudra éteindre rapidement l'imprimante pour éviter la collision.1 point
-
Intéressant et pas bête en soi, cette idée d'un transfert endothermique par évaporation, mais je ne pense pas que ça joue car on ne parlerait dans ce cas que de quelques degrés ou même plutôt fractions de degré, n'est-ce pas ? Rien de commun avec le jet cryogénique d'une bombe d'air sec tenue à l'envers, ou à l'inverse le flux de chaleur d'un sèche-cheveux ou d'un décapeur thermique, ou de l'eau chaude. Mais j'ai déjà entendu parler de la méthode du sèche-cheveux ou de l'eau chaude, en effet. Dans ce cas j'en déduis que c'est un effet direct de la chaleur, qui ramollit légèrement le plastique (j'imagine qu'il ne faut pas non plus dépasser son point de transition vitreuse), en particulier et surtout la fine jonction des supports qui se séparent plus facilement. En revanche, j'aurais tendance intuitivement à dire que dans le cas de l'IPA vs détergent, les échanges de température avec l'environnement ne sont pas en cause dans le retrait facilité des supports, et qu'il s'agit plutôt d'un processus chimique microscopique. Car comme l'IPA arrive à blanchir la résine et même à la fracturer si les deux sont laissés trop longtemps en contact l'un avec l'autre (de la même manière que les longueurs d'onde UV agressives de la lumière solaire finissent eux aussi par décolorer et fragiliser les plastiques en les rendant facilement cassants), il s'agit je pense d'un processus chimique de dégradation moléculaire. Donc c'est très possible (je n'en ai pas la preuve, c'est juste une idée) que l'IPA rigidifie chimiquement dans la masse les zones peu épaisses comme les supports.1 point
-
C'est se que j'avait dit dans un poste qui parlait du resinaway, obligée de frotter sous l'eau pour enlever cette merde, du coup plus de manip et toujours cette odeur avec des pièce collante, pour moi du coup je n'y voie aucun avantage.... Perso pour enlever les supports, soit je le fait avant passage à l'ipa, soit sous l'eau chaude après passage à l'ipa si les pièces sont fragile mais dans la majeur partie du temps ça s'enlève sans souci même après passage à l'ipa quelque soit la résine.1 point
-
Ça ressemble à un problème rencontré avec les Qidi. Problème lié au firmware de l'écran (qui n'est pas Klipperscreen) qui sauvegarde la valeur du décalage dans un fichier (config.mksini) sous forme d'un baby-step et pas d'un réel Zoffset. Dans le printer.cfg, la valeur Z_offset doit rester absolument à zéro, il ne faut d'ailleurs pas utiliser Fluidd ou Mainsail pour procéder au réglage «Klipper» du Zoffset. Tout ceci n'est que supposition / supputation de ma part tant que l'accès au système n'est pas ouvert (ssh, interfaces Web, etc.)1 point
-
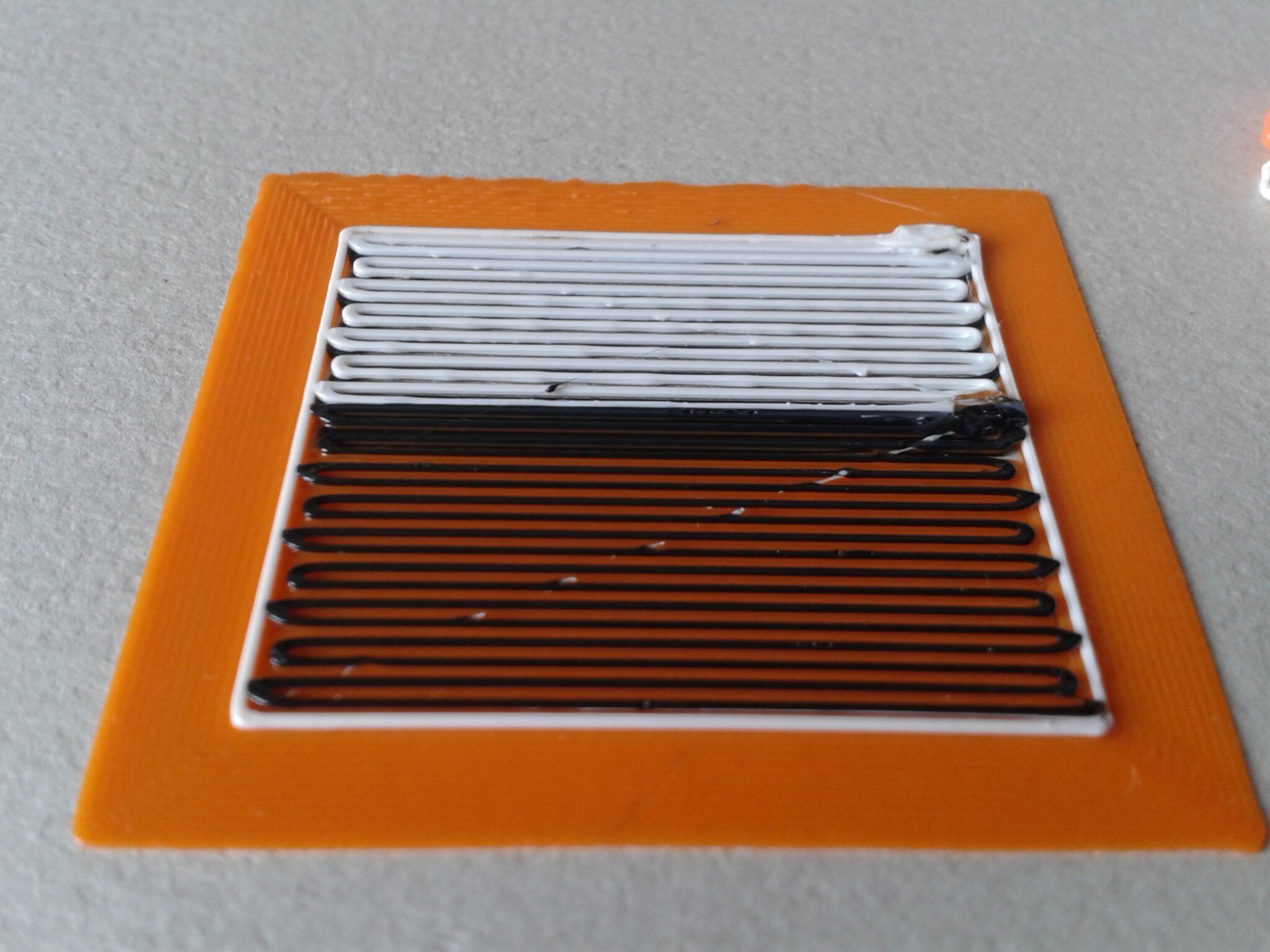
Salutation ! Quand tu regardes l'aperçu après découpage, les espace sont-ils là où sont-ils comblé par le trancheur ? (Zut pris de vitesse par hyoti ) Car si c'est à l'impression et non le trancheur où cela comble, alors c'est probablement que ta couche initiale est trop écrasée et/ou (comme le suggère Funboard29) que tu as un "débit de la couche initiale" trop fort. Pour pouvoir mieux t'aider, il faudrait une capture d'écran de l'aperçu après tranchage, et une photo de la face en contacte avec le plateau d'une impression qui a les espacements de fusionnés.1 point
-
Vérifie aussi que dans ton trancheur, que tu n'aies pas l'option boucher, combler les trous d'activée.1 point
-
Hello, J'ai pré-commander ma XL 5 tête, que j'ai attendu trèèèèèèès longtemps. Oui c'est vrai qu'elle était pas parfaite, mais depuis le firmware 6, c'est sans hésitation la meilleure imprimante que j'ai toucher (en comptant celle du boulot en plus des perso). Le fait de pouvoir faire du multi couleur /multimatériaux sans purge est un vrai plus. Je trouve que les bambu font beaucoup trop de déchet, la XL a rendu obsolete mon ams .1 point
-
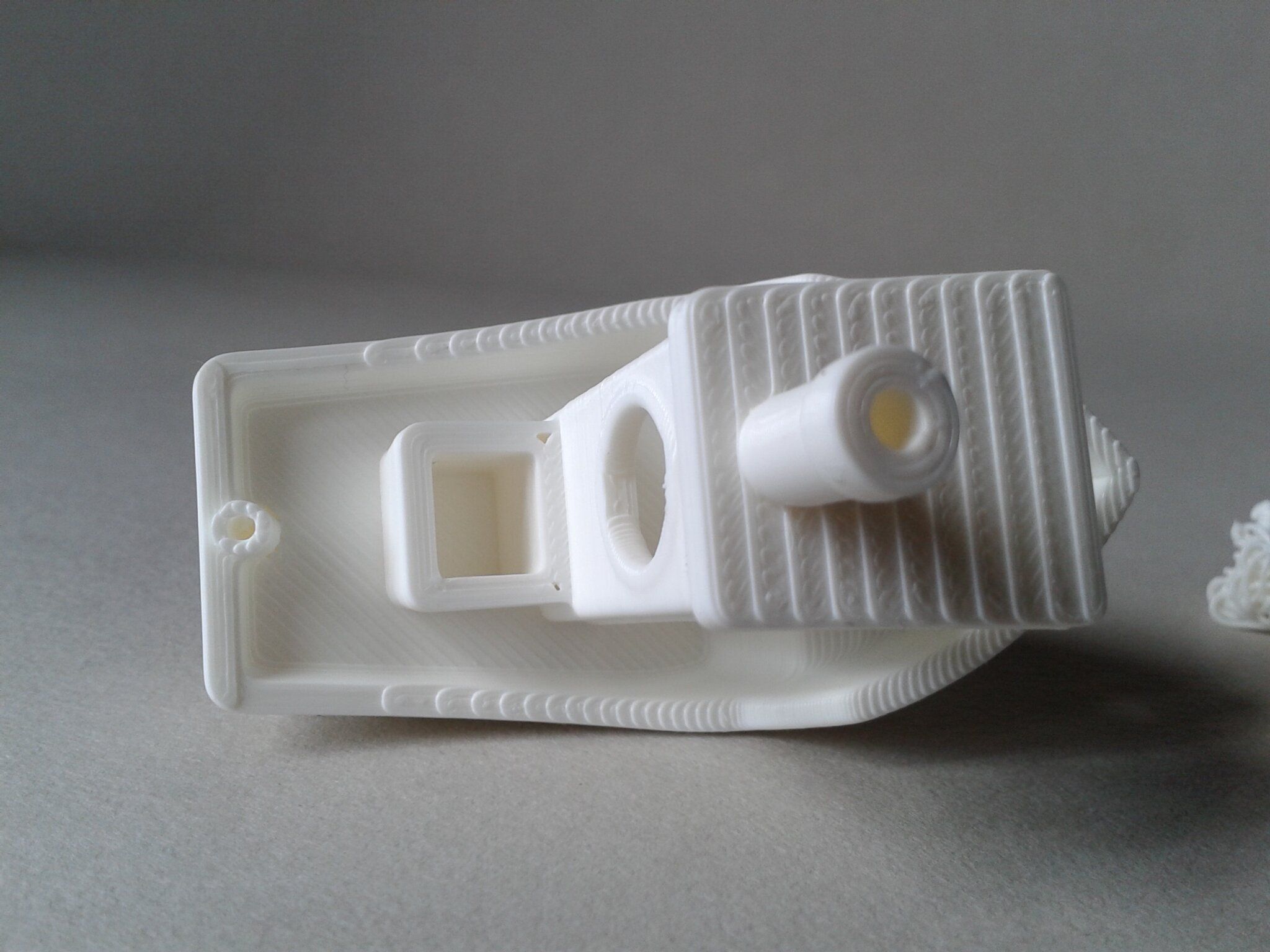
Bonjour, Le débit, tu commences à 98% en baissant de 2 en 2. Inutile de tout imprimer pour les essais qq couche suffisent. Baisser un peu la température (dans le bas de la fourchette du fabricant). Ventilateur à fond dès la première couche. Pas de soucis pour l'accroche vu la surface de la pièce. Je ne connais pas la taille de ta pièce mais les languettes vont être très fragile.1 point
-
J'ai fini par trouver un cas similaire dans mes recherches, il fallait que je résolve le problème parce que depuis le montage d'un extrudeur en direct drive je ne peux plus repousser le filament à la volée comme avant. C'était tout bête mais il manquait un reset de l'extrudeur avant d'imprimer l'arc. Du coup si la valeur de filament extrudé se trouvait être négative la première extrusion devenait une rétraction. Ca explique le coté aléatoire. Par contre j'ai du mal a comprendre la situation qui donnait le bruit de l'extrudeur sans faire bouger le filament. Donc depuis l'ajout d'un G92 E0 dans la séquence de démarrage avant la première mise en œuvre de l'extrudeur, tout roule.1 point
-
Je complète mon message précédent concernant le "film huileux" laissé par certains détergents sur les pièces séchées : les utilisateurs qui rencontrent ce souci ont tous un point en commun : ils n'ont pas immergé leurs pièces dans de l'eau après les avoir lavées au détergent. Ils les ont lavées au détergent, puis les ont laissé sécher à l'air libre (ce qui prend bien plus de temps qu'avec de l'IPA : 30 à 40 mn, au lieu de 3 à 4 minutes soit un laps de temps 10× plus long – on peut cependant réduire ce délai en utilisant un pistolet à air comprimé). Il se passe alors dans leur cas exactement ce que j'ai décrit dans le post précédent : contrairement à l'IPA qui n'est constitué que d'IPA, qui s'évapore intégralement et très vite, les divers composés non volatiles du détergent qui ne s'évaporent pas restent sur la pièce "séchée" et forment ce film. Et il s'avère que ce film est encore plus important et gras avec le Sunlu qu'avec l'Elegoo (pour lequel il reste très léger). Pour se débarrasser de ce film résiduel, les pièces lavées avec le détergent Elegoo doivent être ensuite immergées dans de l'eau claire ; et les pièces lavées au détergent Sunlu doivent quant à elle être immergées dans de l'eau savonneuse tellement le film résiduel est + tenace avec ce produit (voir témoignage en citation ci-dessous). Pour toutes les raisons invoquées précédemment, le détergent Sunlu est blacklisté chez moi. Les gens qui ne passent pas sous l'eau leurs pièces précédemment lavées au détergent ne suivent tout simplement pas les préconisations des fabricants. Par exemple pour son ResinAway, Monocure3D insiste sur le process suivant, qu'ils demandent de "respecter scrupuleusement" : ① IMPRIMER LA PIÈCE ② LAVER LA PIÈCE AU DÉTERGENT — IDÉALEMENT DANS UN NETTOYEUR À ULTRASONS – NE PAS DILUER À L'EAU ③ SOUFFLER LA PIÈCE À L'AIR COMPRIMÉ POUR RETIRER L'EXCÈS DE LIQUIDE ET LA SÉCHER ④ POST-TRAITER LA PIÈCE SOUS UNE LUMIÈRE UV DE LONGUEUR D'ONDE 405 nm POUR FINIR DE LA POLYMÉRISER ⑤ RINCER LA PIÈCE À L'EAU CLAIRE ET LA LAISSER SÉCHER Notons au passage qu'ils préconisent de rincer la pièce à l'eau après son passage dans la machine de cure, et non avant. À déterminer pour les autres détergents… J'ajoute deux avantages des détergents sur l'IPA: Les détergents ne blanchissent pas les pièces dans la masse et ne fragilisent pas le plastique à long terme, ce qui peut arriver quand les pièces ont été été laissées en contact trop longtemps avec l'IPA. Les supports se détacheraient plus facilement. Il semble que l'IPA a tendance à légèrement rigidifier les supports fins, ce qui leur donne tendance à rester plus fermement accrochés à leur point de contact à la surface des pièces ; tandis que les supports restent plus mous une fois passés dans du détergent. Pour finir, je laisse ici le commentaire d'un Américain qui a comparé coup sur coup les détergents d'Elegoo et de Sunlu. Comme d'hab, je traduis en français :1 point
-
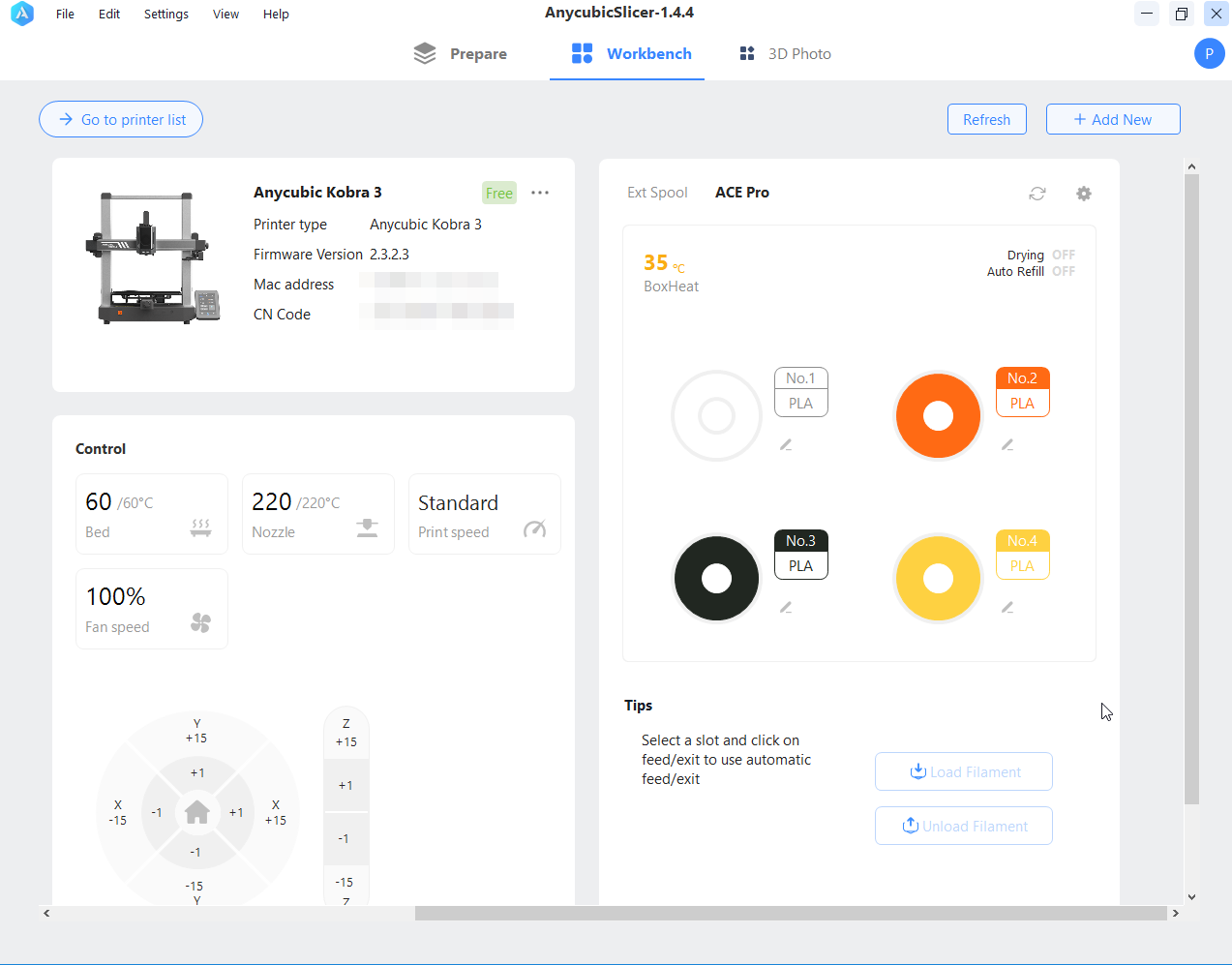
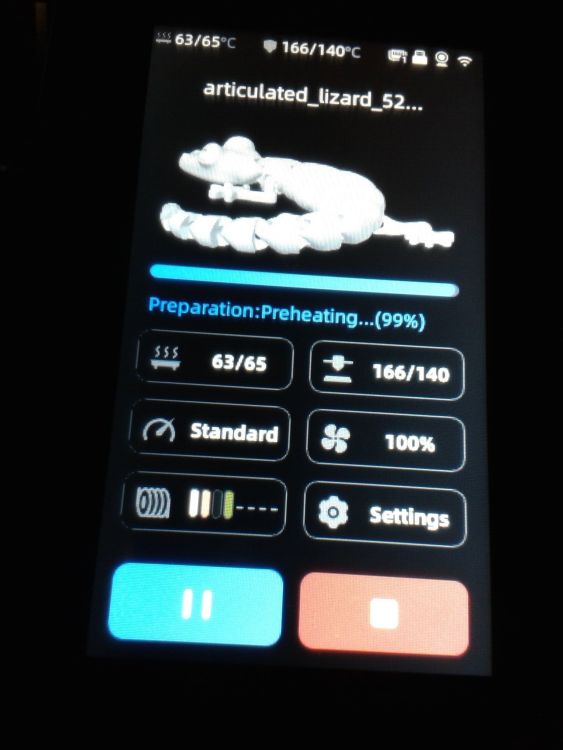
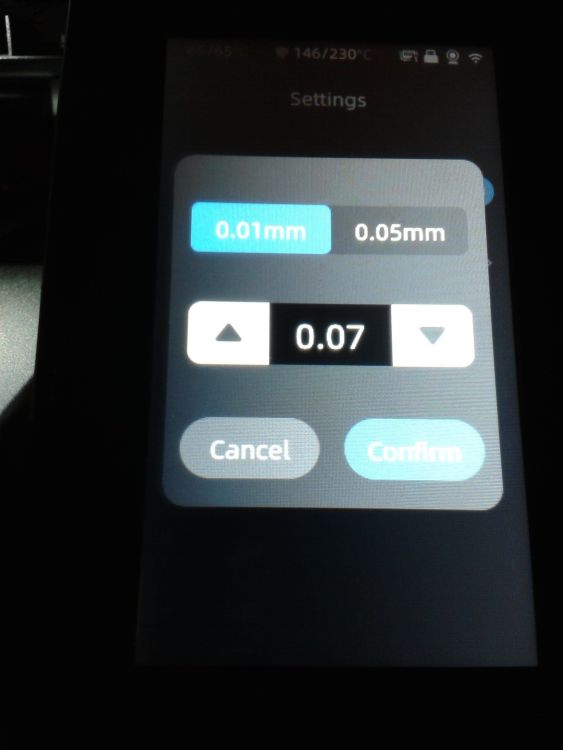
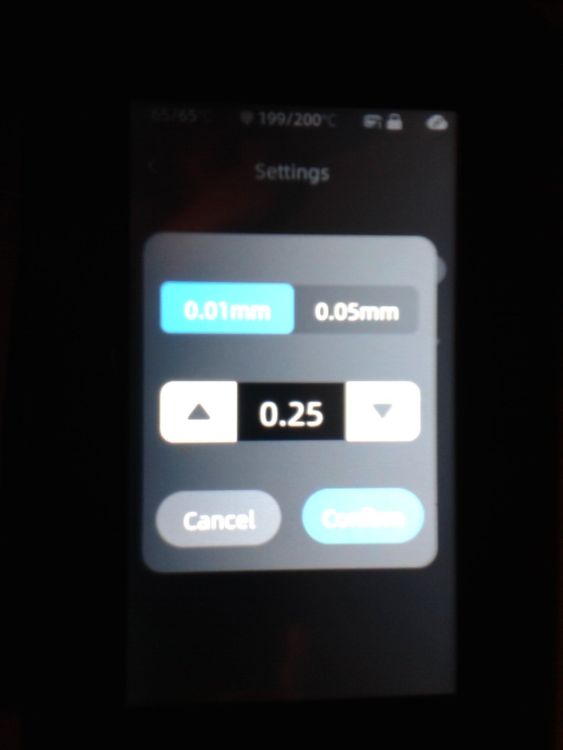
Ne pas modifier manuellement le Z-Offset (firmware V2.3.2.3_1.1.6_1.1.6_release) ( Merci a l'utilisateur Discord "w" qui a posté le message suivant https://discord.com/channels/966957505580236851/1230084715185442857/1262727644571762751 qui continent un lien vers un post reddit qui parle rapidement de cela.) Donc, en fait, il semblerait qu'il y ai un bug avec le firmware V2.3.2.3_1.1.6_1.1.6_release et version antérieur, qui, si on a modifié manuellement le Z-Offset via l'écran de contrôle, alors en début d'impression, cela ne fait plus l'étape de la mesure précise du Z-Offset (par de multiple palpage au centre du plateau, étape qui se fait normalement âpres l'étape de nettoyage du nez de la buse sur le patin de nettoyage "Heatbed Nozzle Wiper" en haut du plateau ). Le fait de faire un reset de la machine et de ne plus manuellement toucher au Z-Offset permet de retrouver cette étape de mesure précise du Z-Offset et de ne plus avoir à ajuster le Z-Offset en début d'impression. ( Mais en même temps, il ne faut plus toucher manuellement au Z-Offset pour ne pas risquer de retomber sur le bug qui fait sauter l'état de mesure précise du Z-Offset donc ) Depuis que j'ai fait une reset de la machine, j'ai bien identifié une étape en plus au début de l'impression et le Z-Offset automatiquement déterminé semble bien plus juste et constant ( là après reset de la machine j'ai quand je regarde un Z-Offset de l'ordre de 0.07 a 0.11 et la couche initiale me semble bonne. (Et je prends bien garde de toujour cliquer "Cancel" pour sortir du menu du Z-Offset, pour ne pas risquer de le modifier et risquer d'avoir de nouveau le bug) Exemple d'un début d'impression apré un reset (Buse sur le patin de nettoyage) (Multiple palpage au centre du plateau) (Buse sur le système de purge ) Alors qu'avant le reset de la machine j'avais un Z-Offset déterminé automatiquement de l'ordre de 0.65 a 0.75 et j'avais presque toujours besoins de l'ajuster de +/- 0.05 voir 0.20. ) Edit > Par contre, le paramètre de tranchage "Z-Offset" sous sons trancheur (quand il y en a un comme par exemple sous Anycubic Slicer Beta, Orca Slicer,) lui, on peut le modifier. (car cela n'est pas la même chose que le Z-Offset de l'écran de contrôle géré par le firmware )


 1 point
1 point -
Salut @Darkos, oui Orca est beaucoup plus complet, j'ai utilisé Cura aussi pour ma SW X2 et ensuite je suis passé à Prusa Silcer, qui est pratiquement identique, à Orca. Du coup avec la X4 Plus le passage sur Orca à été plutôt facile. (bien que je dois finir mon profil dans Cura) J'ai malheureusement pas de liens très complet pour t'orienter. Car j'ai pas mal appris en faisant plusieurs essais et comparé les résultats par moi-même. Je peux te conseiller de chercher plutôt, des tuto ou trucs et astuces, sur Prusa, il y plus de vidéos et tuto que sur Orca. Ils sont très similaires pour les paramètres, ça permettra de mieux de comprendre à quoi sert tel et tel réglages. Sinon, Tu obtiens de bon résultats avec Cura ?1 point
-
Merci pour ta réponse. J ai entre temps résolu de mon côté mais ça rejoint ton explication. J avais pas assez libéré les axes du plateau. Une fois libéré la mise à zéro auto se finalise et j ai pu valider ma modif manuelle derrière. Tout bête mais j ai eu peur ^^1 point
-
Super merci. Je n'ai pas vraiment de méthode, si j'ai eu l'occasion d'utiliser des imprimantes 3D depuis longtemps (ultimaker 3, puis elegoo Mars), cela a été fait de manière empirique. Je me rends compte que j'ai beaucoup de lacunes, et je suis preneur de tout conseil. Je vais tester ça. Un grand merci à toi pour ta disponibilité.1 point
-
C'est une imprimante toute douce pour les bisounours1 point
-
Salut et bienvenue sur le forum, euuuuuh, @isidon apparemment quelqu'un essaie de profiter de ta notoriété stratégiquement, c'est bien joué1 point
-
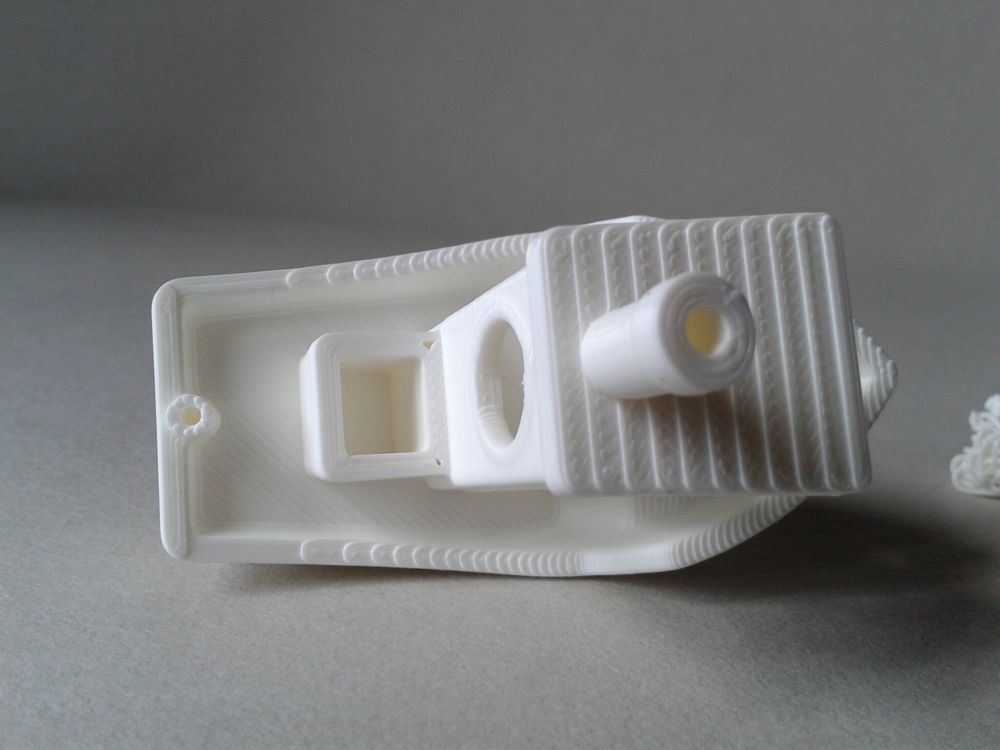
J'ai été contacté par quelqu'un qui a besoin d'un bumper pour son Zerda... Je ne l'ai jamais testé, donc j'en ai imprimé en TPU pour voir... Les dimensions, le profil, et les positions des trous sont parfaites, seuls les découpe arrières ne sont pas parfaites. J'y ferai peut être quelque chose, mais en attendant, si vous avez besoins d'un Bumper pour un Zerda, vous pouvez me contacter.. Une nouvelle imprimante est arrivée à la maison dans la semaine... Elegoo Saturn 4 Ultra Le lit est plus grand que la Photon M3, et cela devrait devenir mon imprimante principale coté résine. Je ne sais pas encore si je conserver la Photon M3, car j'ai un doute sur la capacité de l'imprimante plus grande quand au résines flexibles, et si cela ne fonctionne pas, je garderai la Photon M3 juste pour ces cas là... J'ai l'intention de faire mes premiers tests avec cette Saturn 4 Ultra pendant le week-end... **Plus tard** Nouvelle imprimante, nouvelles erreurs à faire :-). En d'autres termes, nouvelles imprimantes, nouveautés à apprendre. L'imprimante a un mode d'impression réglé par défaut sur Rapide. Je trouvais que le tilt était rapide, et le détachement des pièces du FAP très brutal. Une partie du raft était toujours sur le FEP (les réglages viennent directement du fabriquant de la résine, et ils sont pour le mode d'impression normal - il y a bien une résine pour le mode rapide, mais ce n'est pas celle-ci que j'utilise à cet instant). J'ai donc relancé en mode normal, mais j'ai aussi changé le slicing pour inclure une autre pièce : la cible est d'imprimer la cage du prototype du Hunter avec l'option monoshock en 2 parties. J'ai utilisé l'auto orientation, et des supports forts (cela pourrait fonctionner avec du medium, mais je ne vais pas tenter à cet instant). La resine est de la Siraya Tech Blu obsidian black (nylon like).1 point
-
Une fixation du support d'un pifometre PIF-15® destiné aux estimations métrologiques de ton propactylactete hachleboul (très utile en été)1 point
-
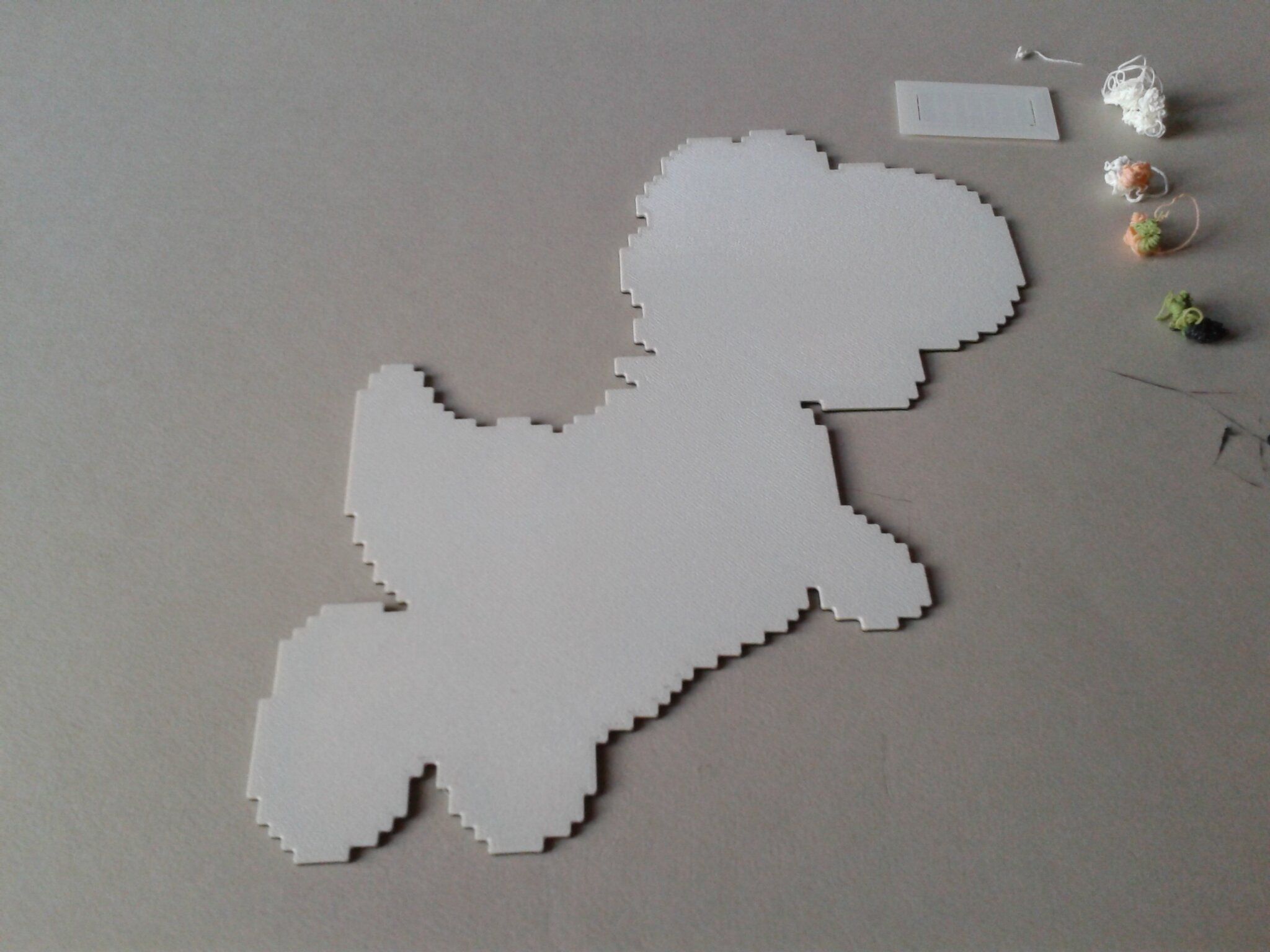
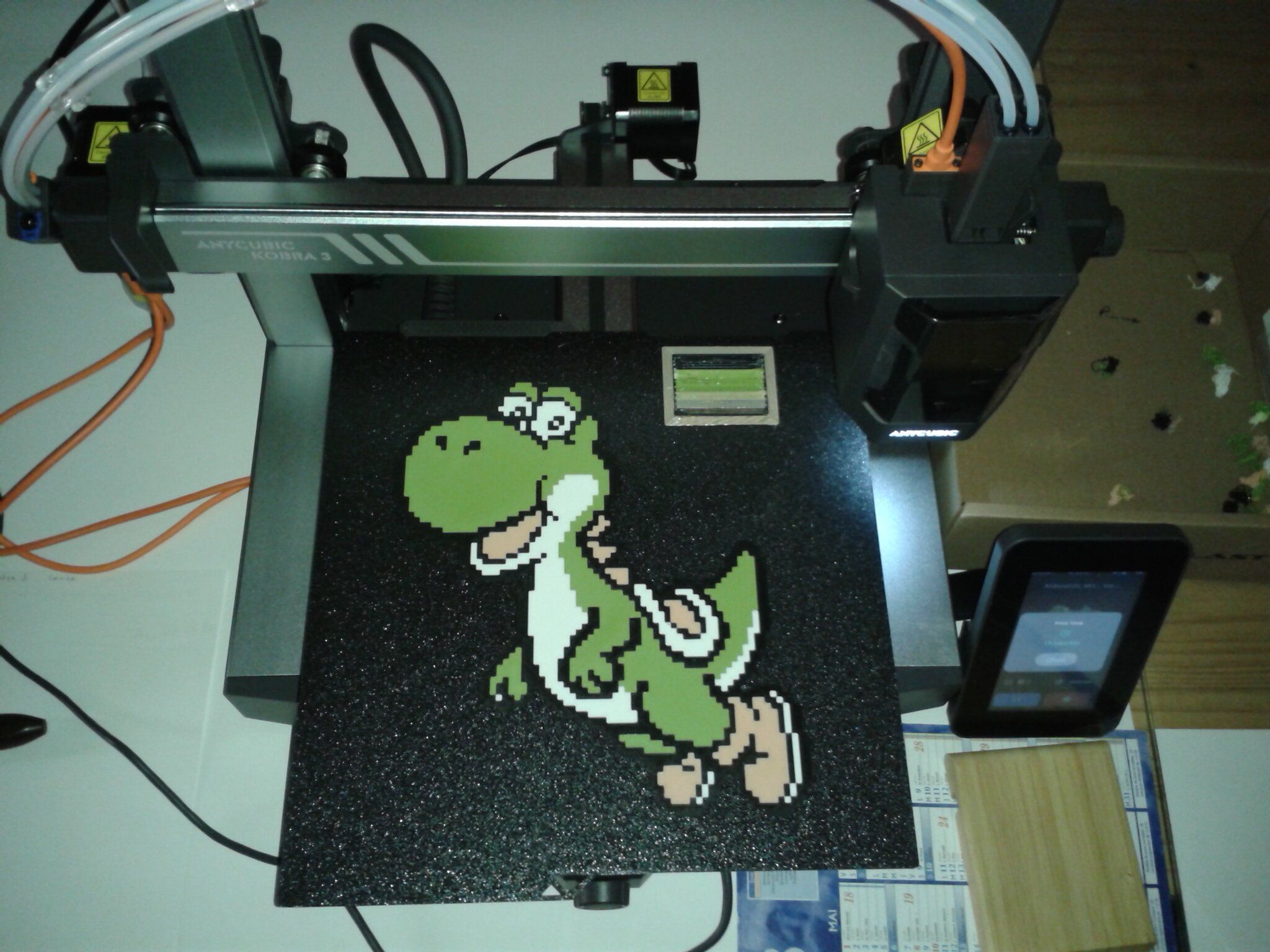
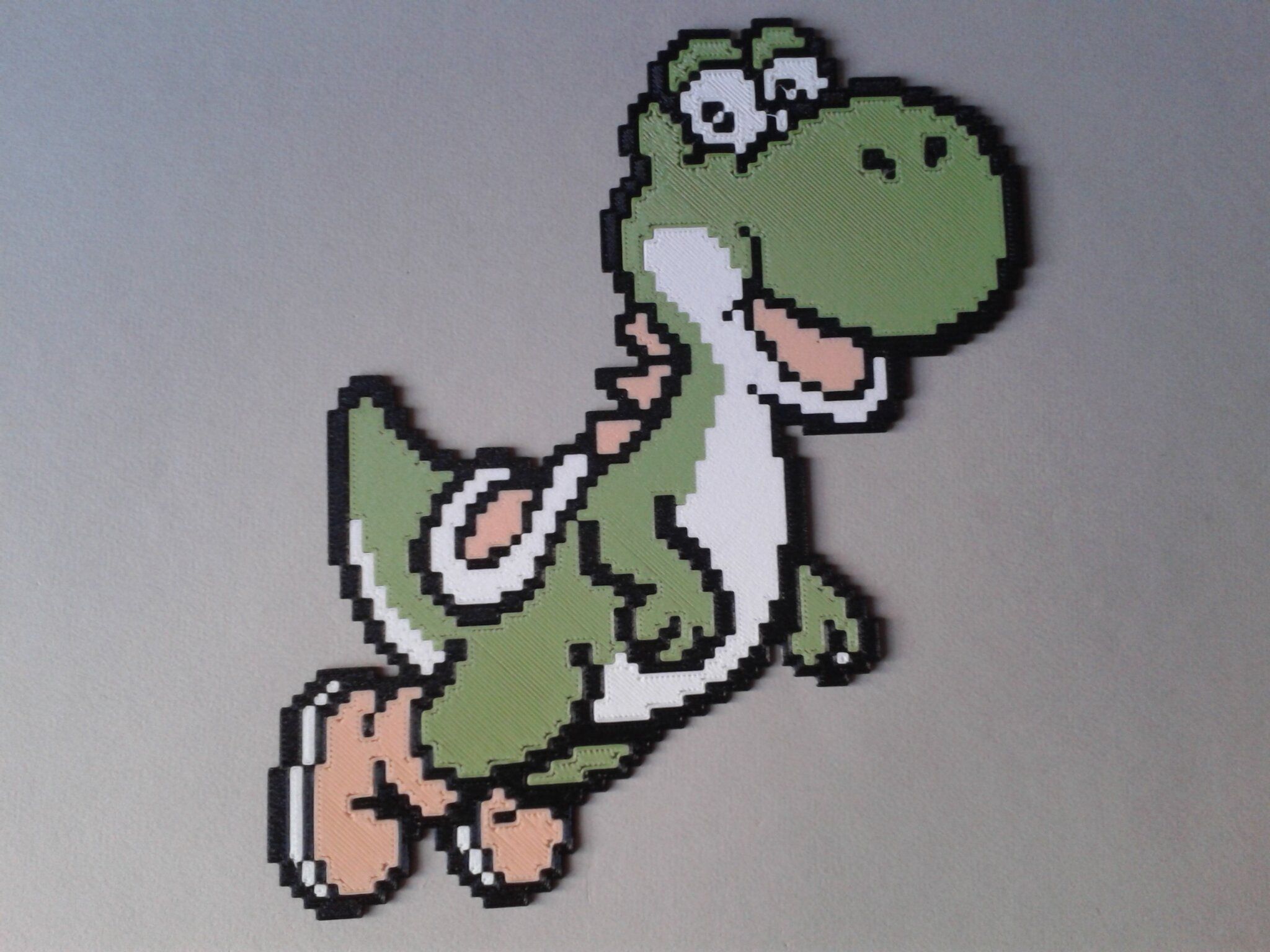
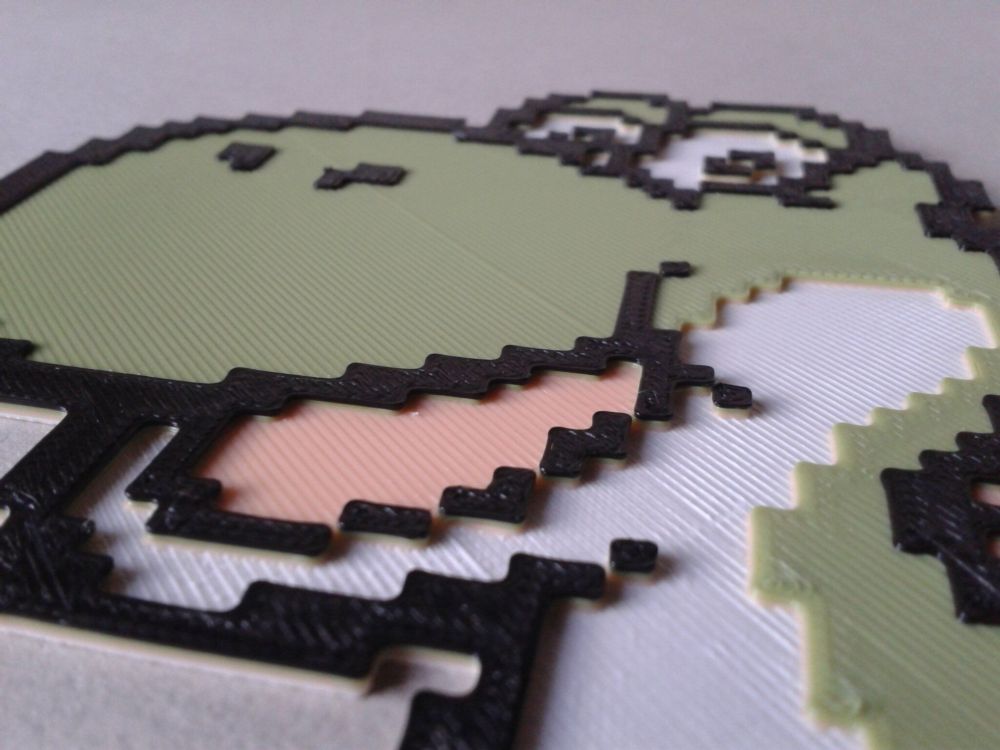
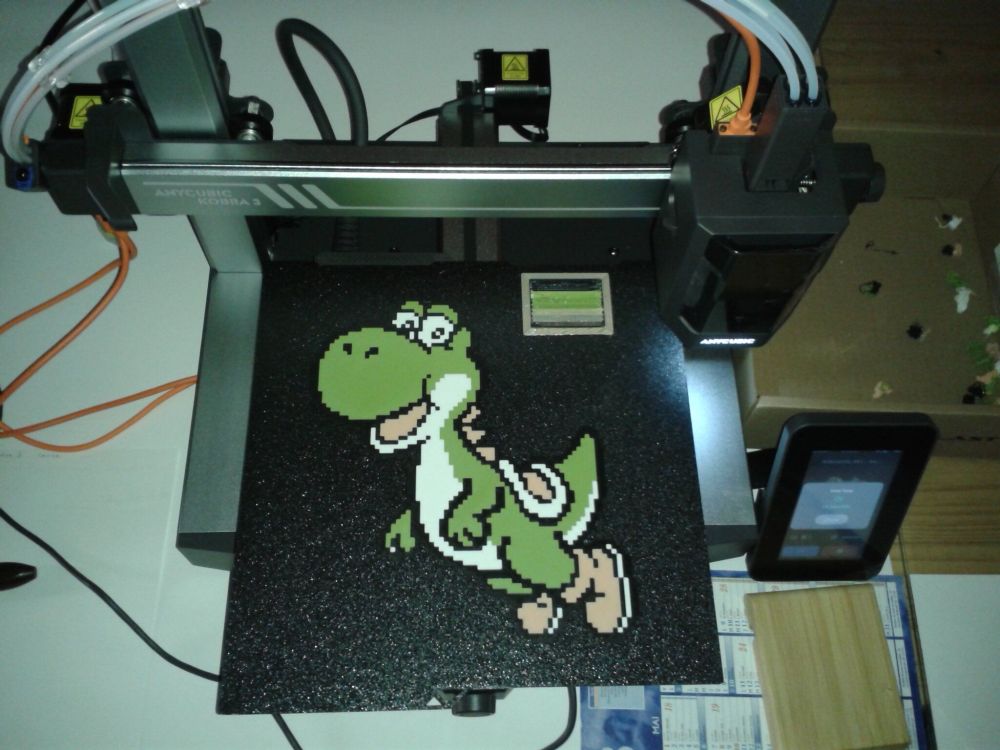
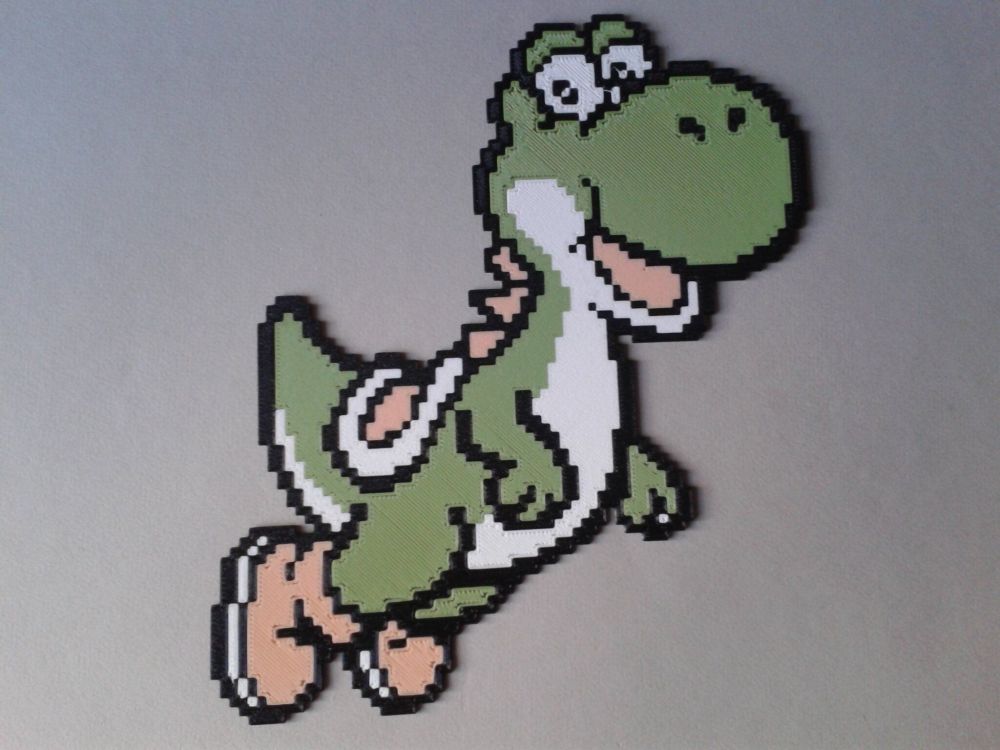
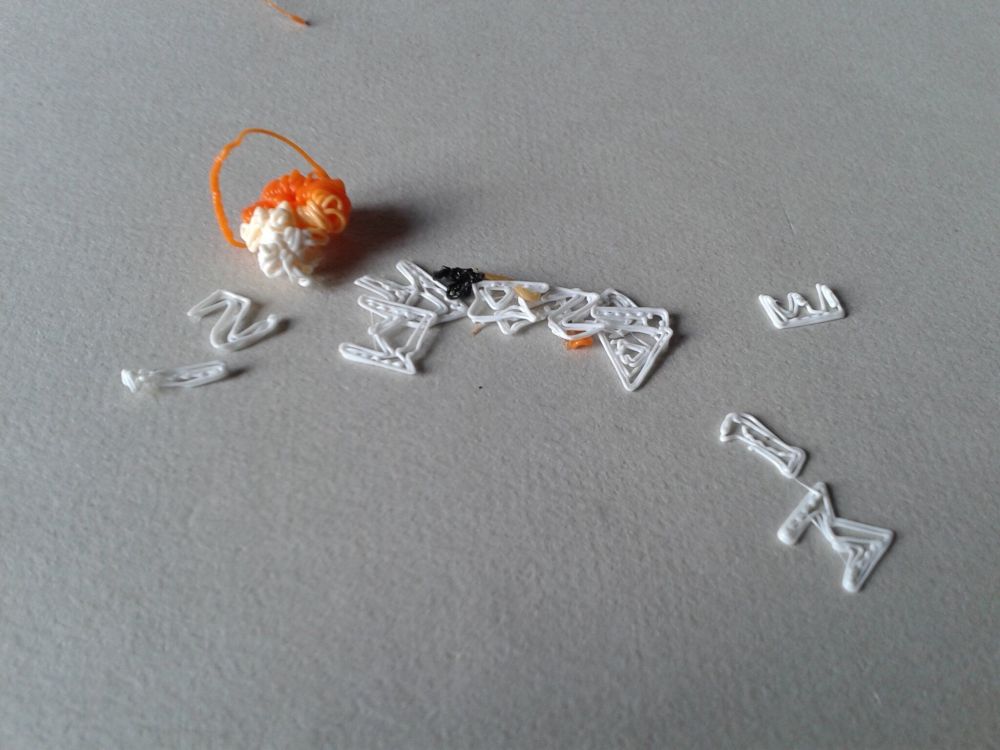
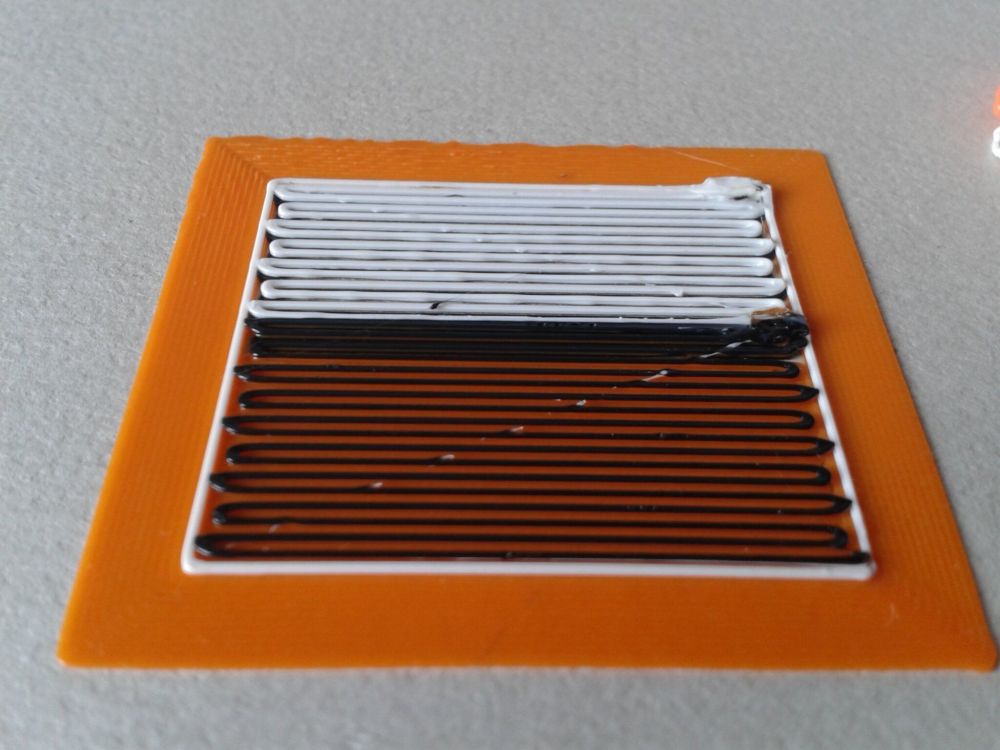
Bingo ! "Feuille de Printemps" / "Spring Leaf". Et, oui. Moi aussi, je trouve que c'est une couleur "feuille de printemps" un poil étrange, mais bon… Sinon les bobine sont bien automatiquement reconnues par l'ACE (merci à la puce RFID cachée, je ne sais pas où dans chaque bobine) Une première impression ( en "relief" pour faire du changement de filament selon la couche de https://www.makeronline.com/en/model/yoshi-01,-3-filament-changes-(at-layer-change)/17384.html ) Filaments PLA > Blanc EcoFil, "Peluche de Pêche" Anycubic, "Feuille de Printemps" Anycubic, Noir ArianePlast Forcement par transparence, les deux couches de "Peluche de Pêche" sous deux couche de "Feuille de Printemps" en hauteur de couche de 0.20 mm, donne un "Feuille d'Automnes" (La version "plate" avec des changements de filament par sous partie en cours d'impression... Edit > https://www.makeronline.com/model/yoshi-01,-4-colors-(by-sub-object)/17387.html )












 1 point
1 point -
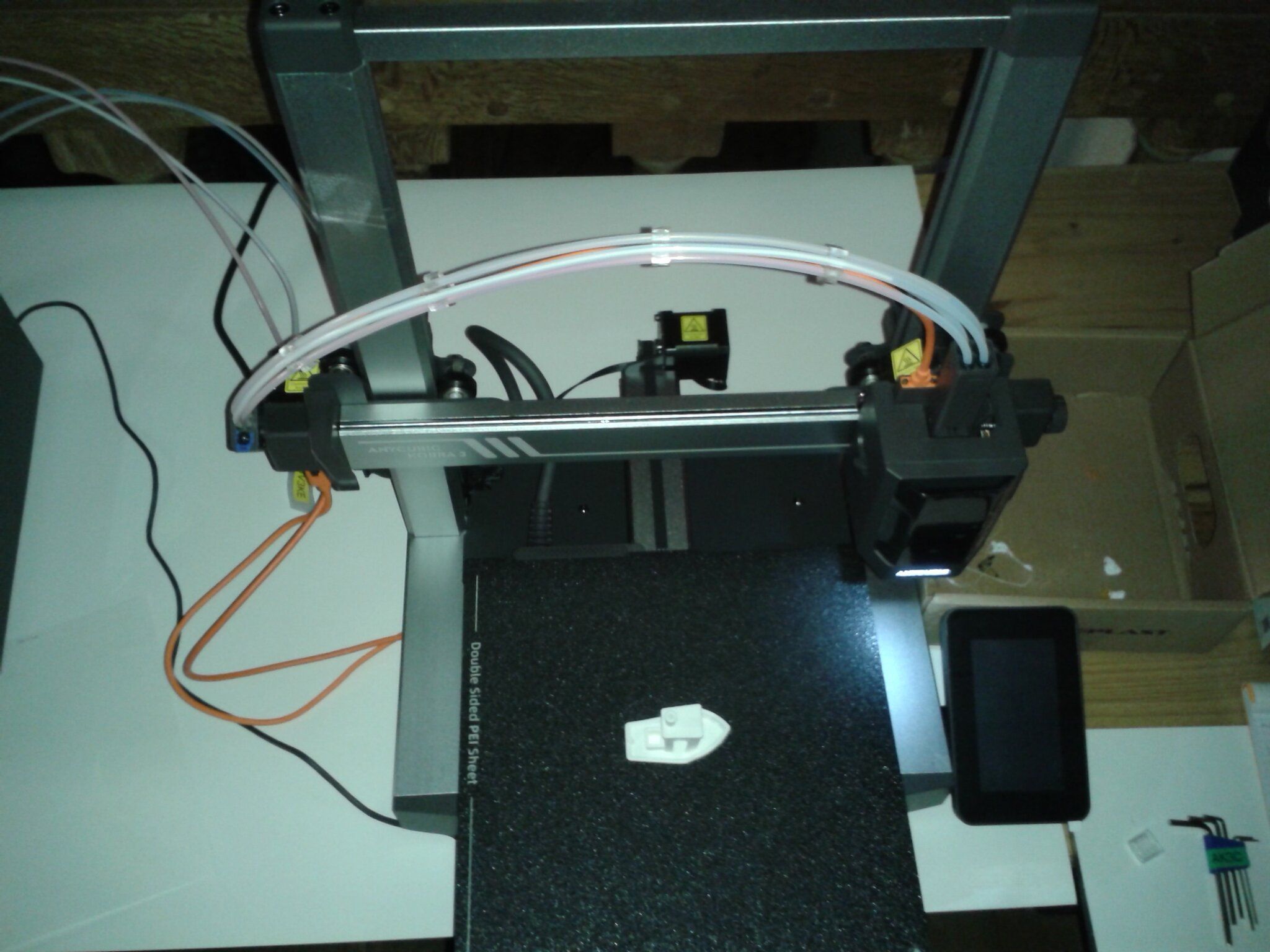
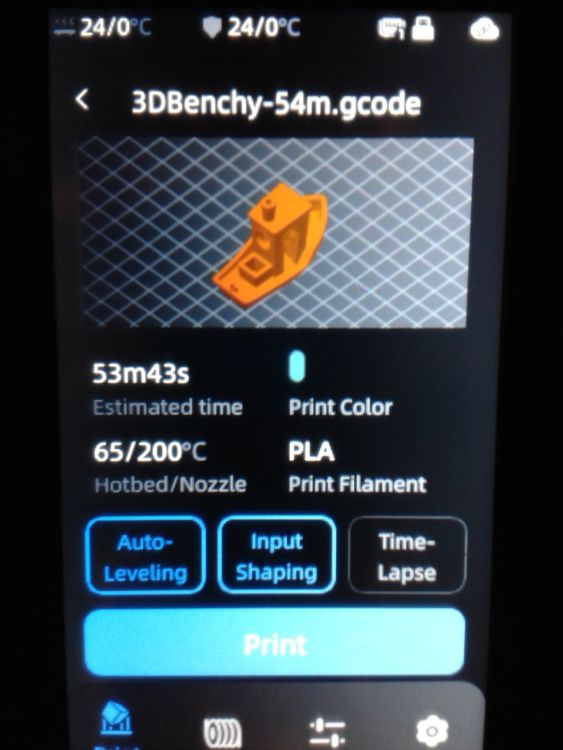
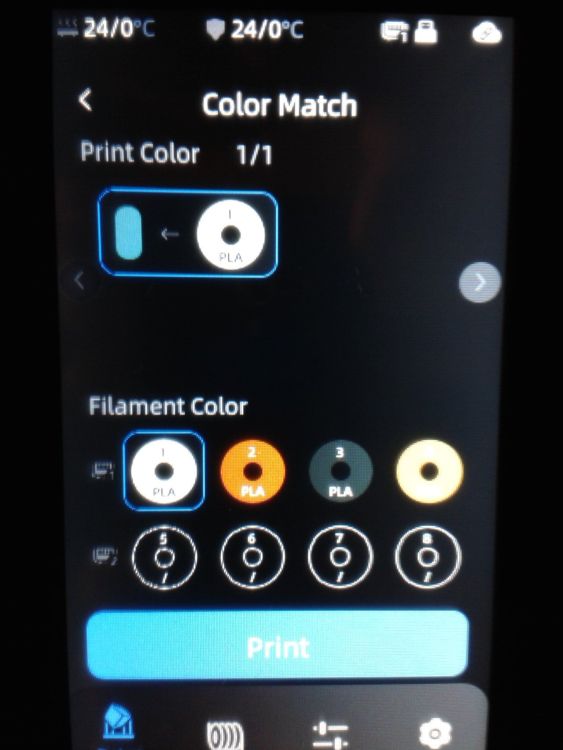
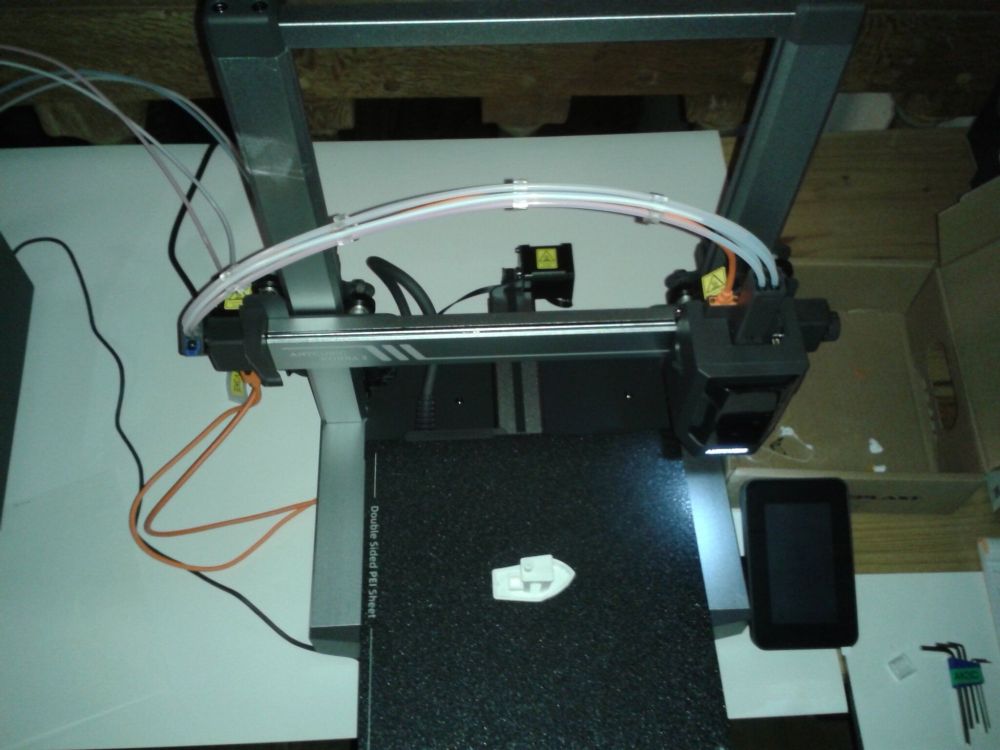
J'imprime depuis vendredi non-stop avec ma Kobra 3 : - Sur l'utilisation de l'imprimante : super simple et fluide. La qualité en impression 300 mm/s est impressionnante ! La seule chose un peu embêtante, c'est le Z offset : la machine prend le Z AVANT de nettoyer la buse si on ne fait pas de leveling. Donc, pour l'instant, je suis toujours obligé de faire un leveling pour avoir un Z propre. Espérons que la mise à jour corrige ce problème. De plus, sur le même sujet, je trouve dommage de ne pas pouvoir régler le Z offset hors impression ; je n'ai vu aucun menu qui le permet (tout comme la gestion des boulettes de purge qui se fait en impression). J'ai envoyer un message au SAV pour leur remonter le problème. - J'ai eu un bouchage de buse dû à un filament humide. Le système l'a détecté et je n'ai pas perdu trop de matière. Du coup, j'ai pu tester le démontage sans outil. C'était hyper simple et bien foutu, en 5 minutes, j'ai résolu le problème. Au passage le dryer de l'AMS fonctionne bien. - Globalement, le slicer Anycubic fonctionne bien, pas de bug. Mais je ne sais pas si c'est pareil chez vous, mais je ne vois aucun fichier de cloud sur l'interface de l'imprimante. Il faut que je les lance sur l'application... et encore, quand celle-ci n'est pas en panne. Là, c'est la galère pour récupérer les fichiers qu'on a préparés à l'avance. Je vais voir pour tester la version bêta Anycubic d'OrcaSlicer (j'utilisais CURA jusqu'à présent, donc pas facile de changer). - L'impression en monochrome est très propre. Les profils par défaut permettent de faire de belles choses rapidement. Comparée à ma Ender 3 Pro, j'ai divisé par trois le temps d'impression pour une meilleure qualité. - L'impression en multicolore est super propre ! Bien que cela génère beaucoup de déchets pour des impressions unitaires, prévoir de grands plateaux pour limiter le coût en purges de buse. Pour moi, l'AMS est parfaitement fonctionnelle, il gère bien les changements et permet même de vider entièrement les bobines ! Il suffit de régler dans les paramètres qu'on a deux bobines de couleur identique, et il changera automatiquement lorsque l'une des deux sera vide. En résumé : je suis super satisfait de ma Kobra 3. Quelques défauts de jeunesse, si on peut dire, mais je pense qu'avec les mises à jour, cela devrait encore s'améliorer.1 point
-
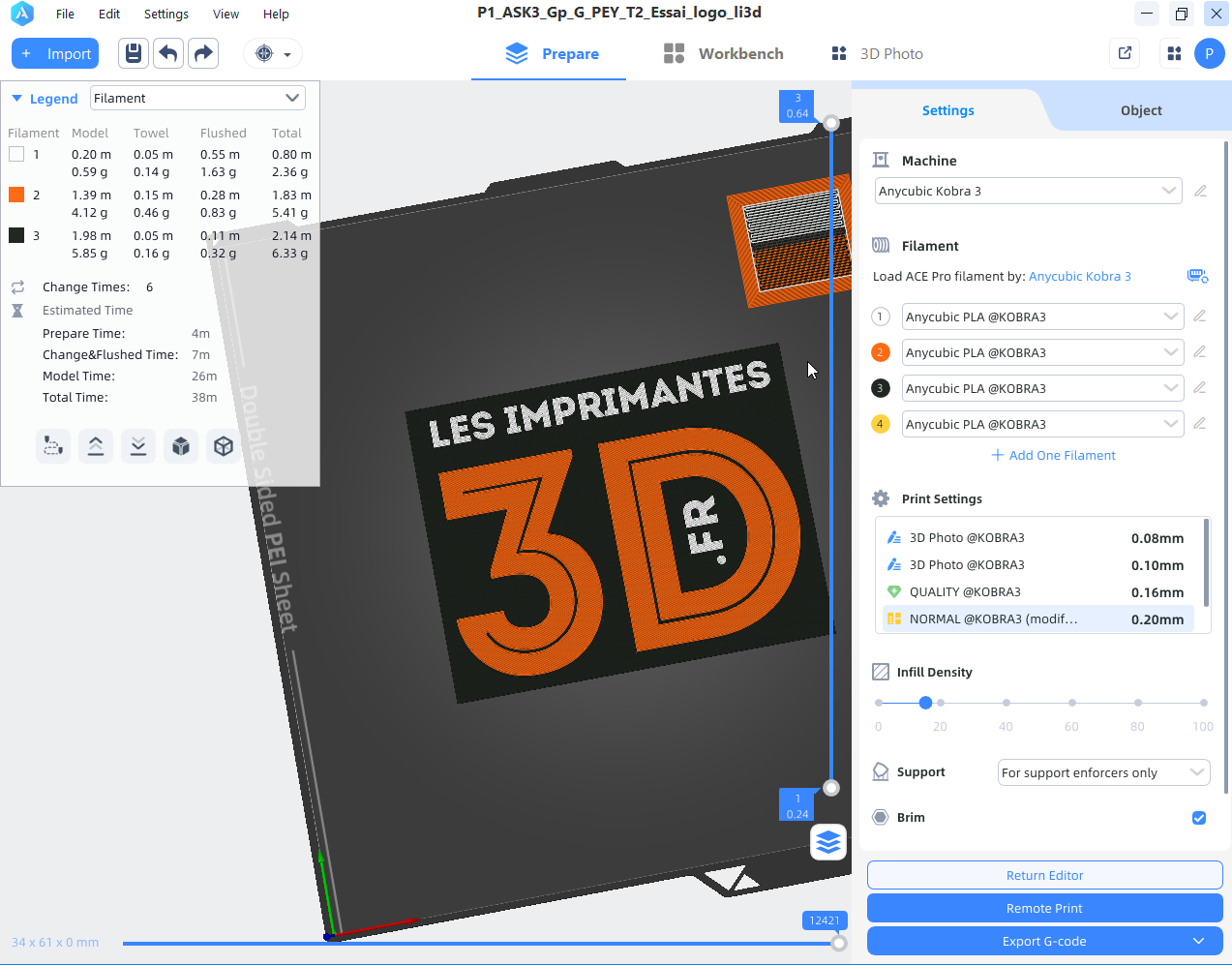
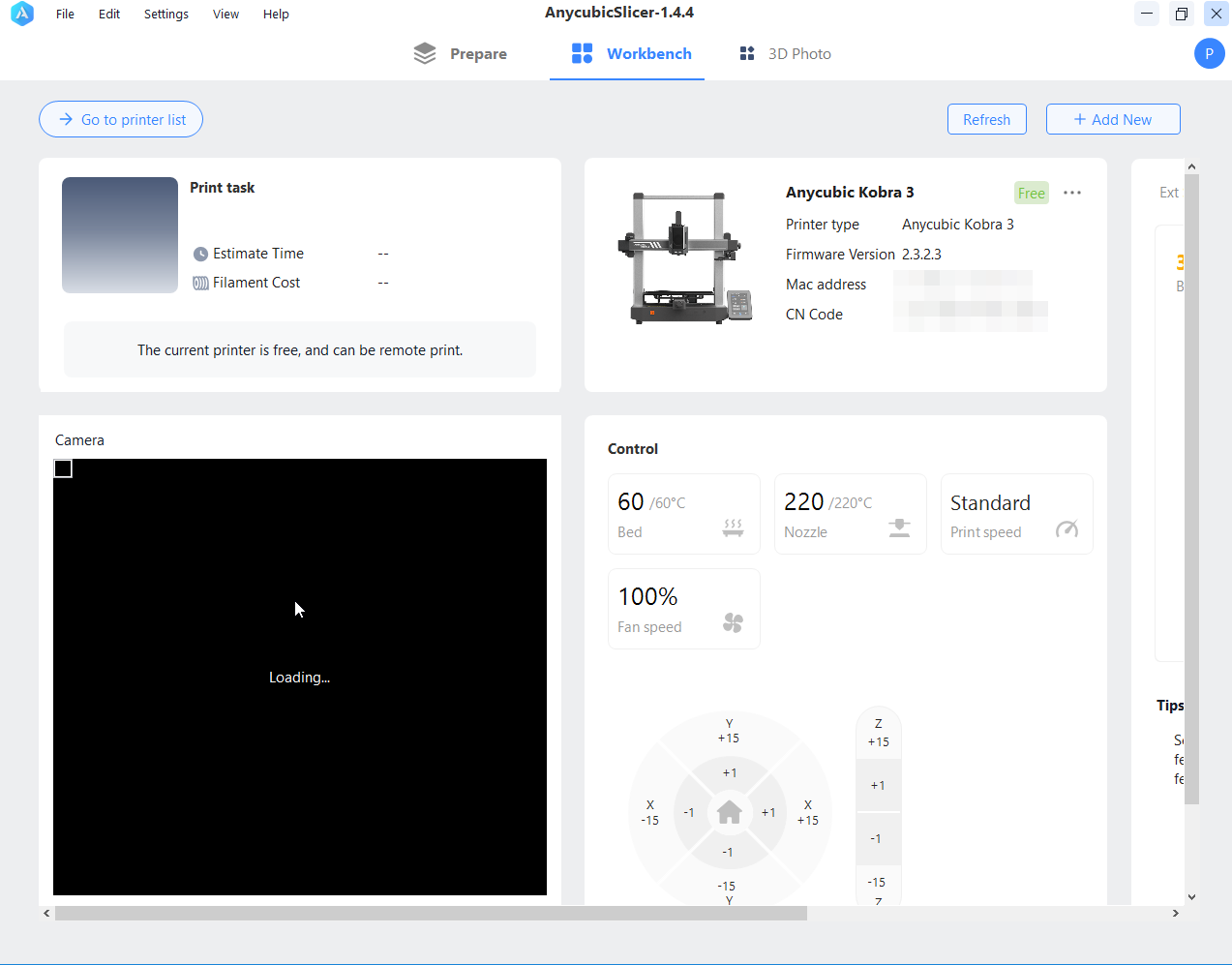
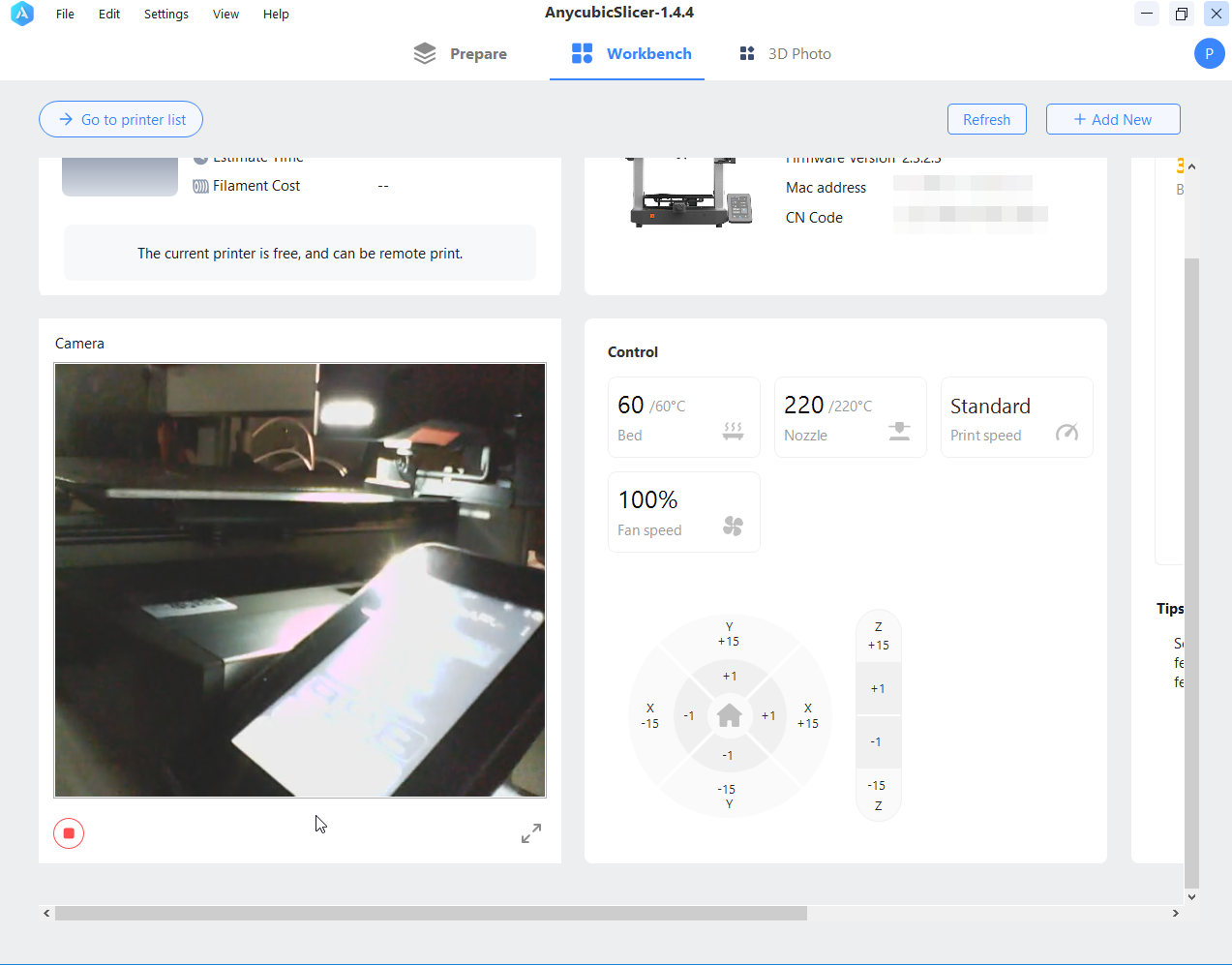
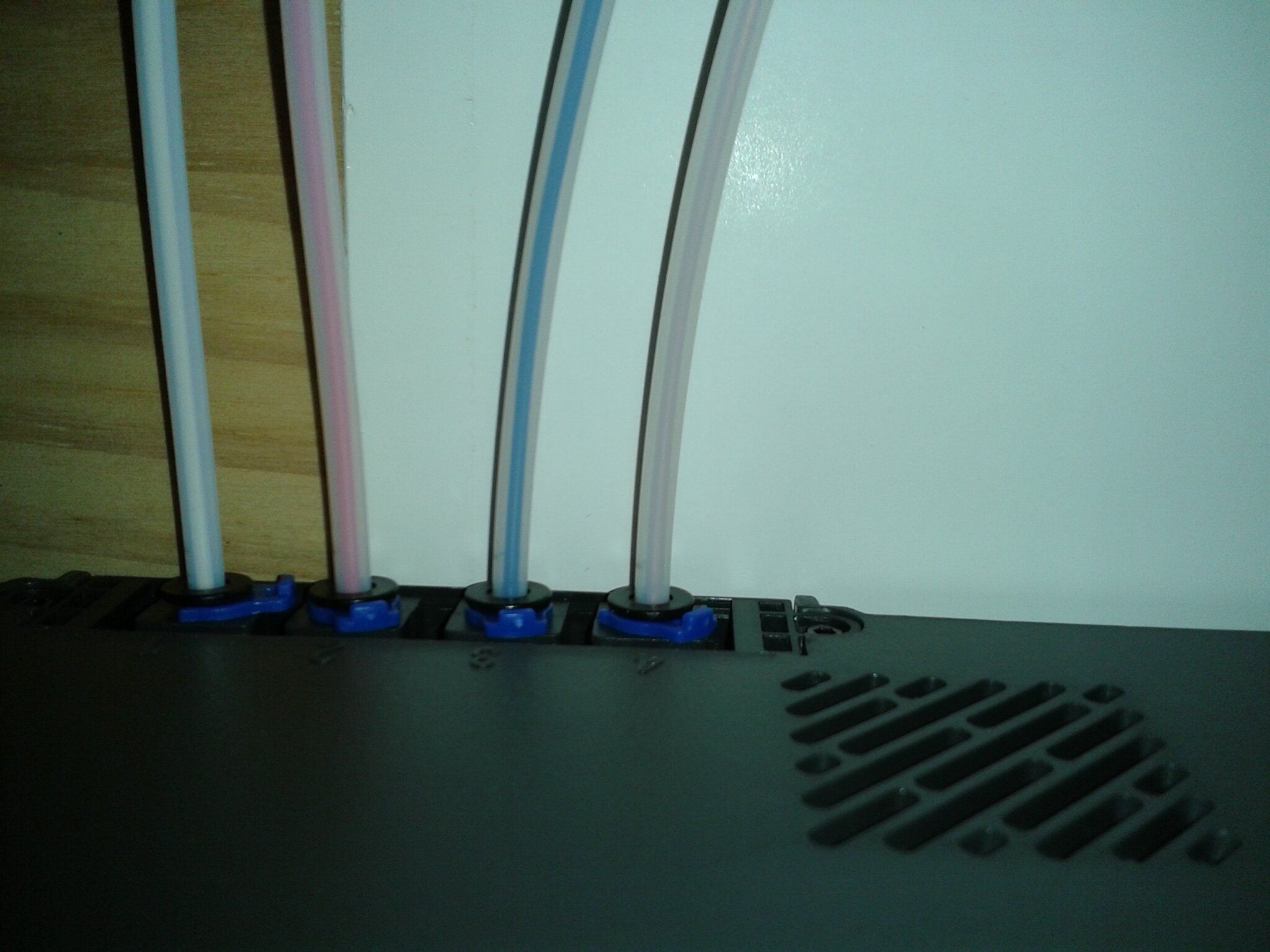
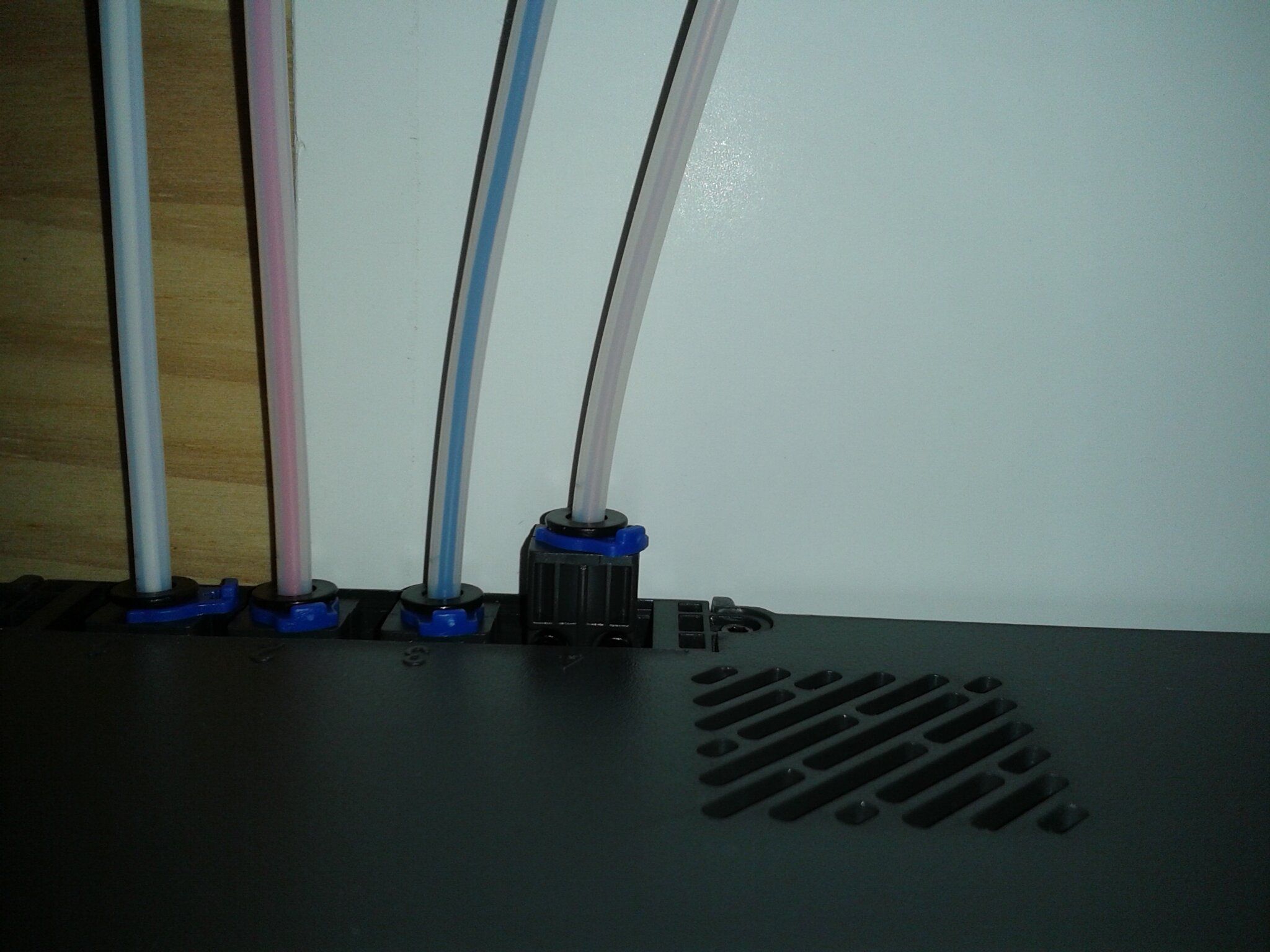
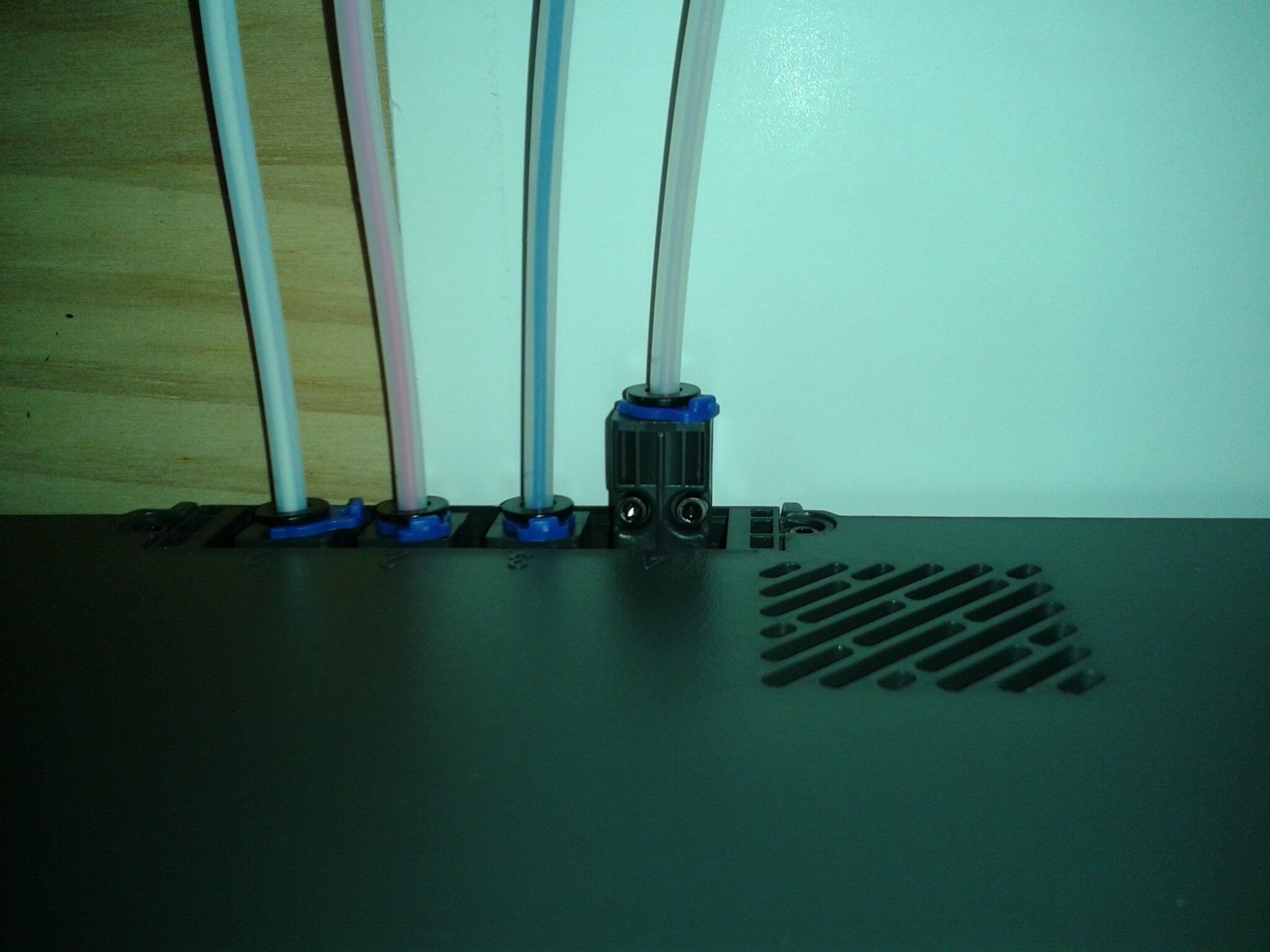
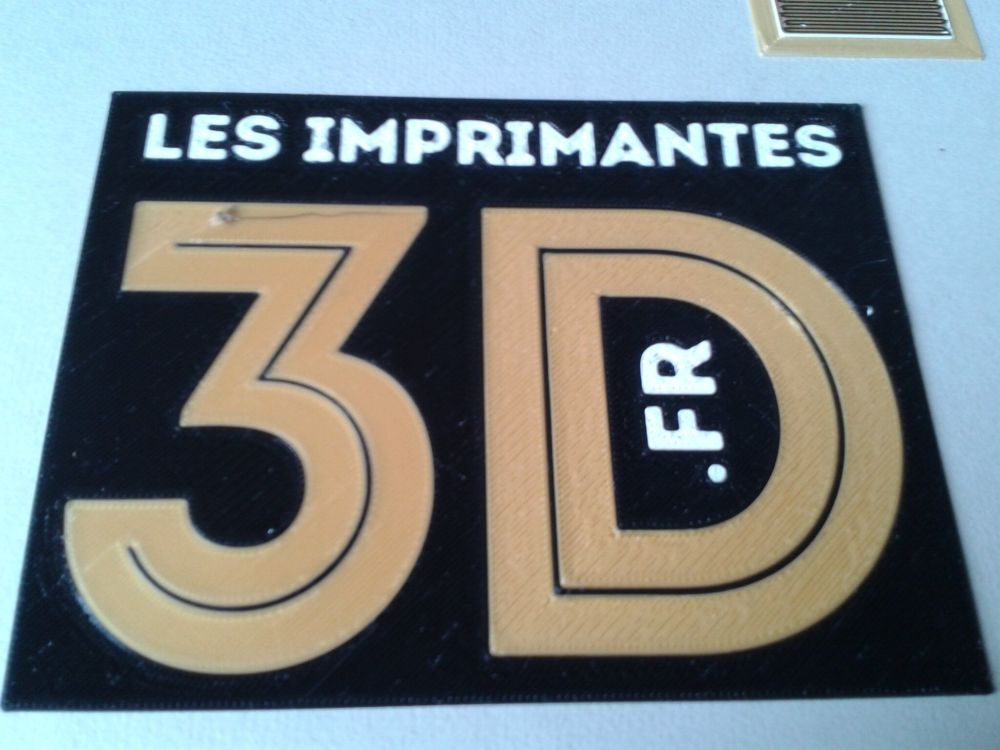
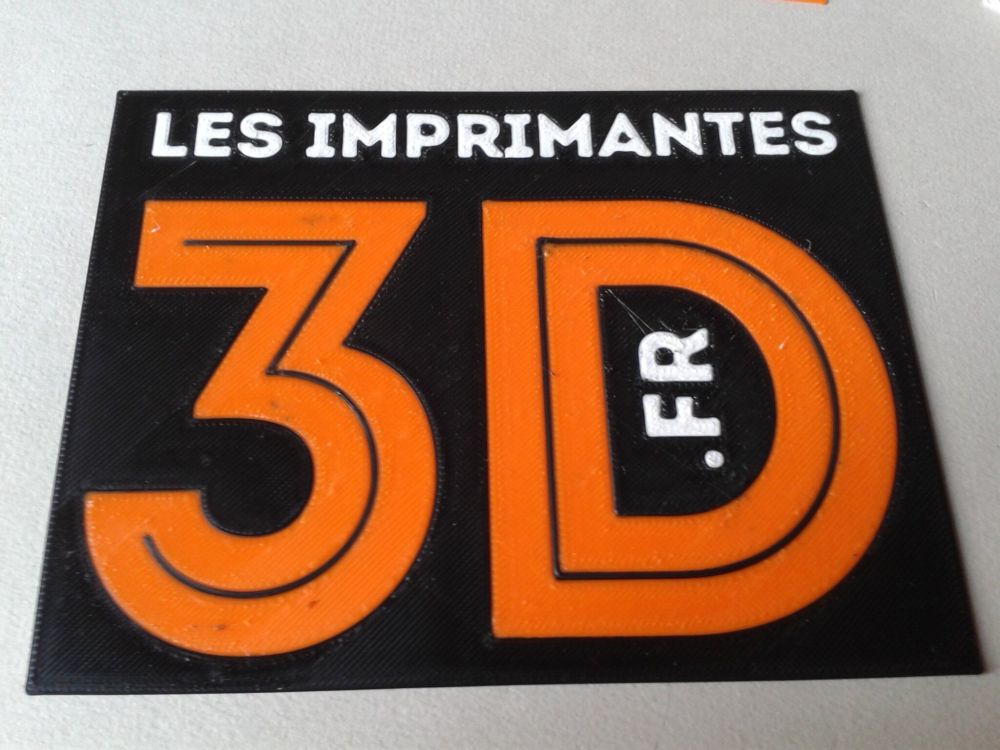
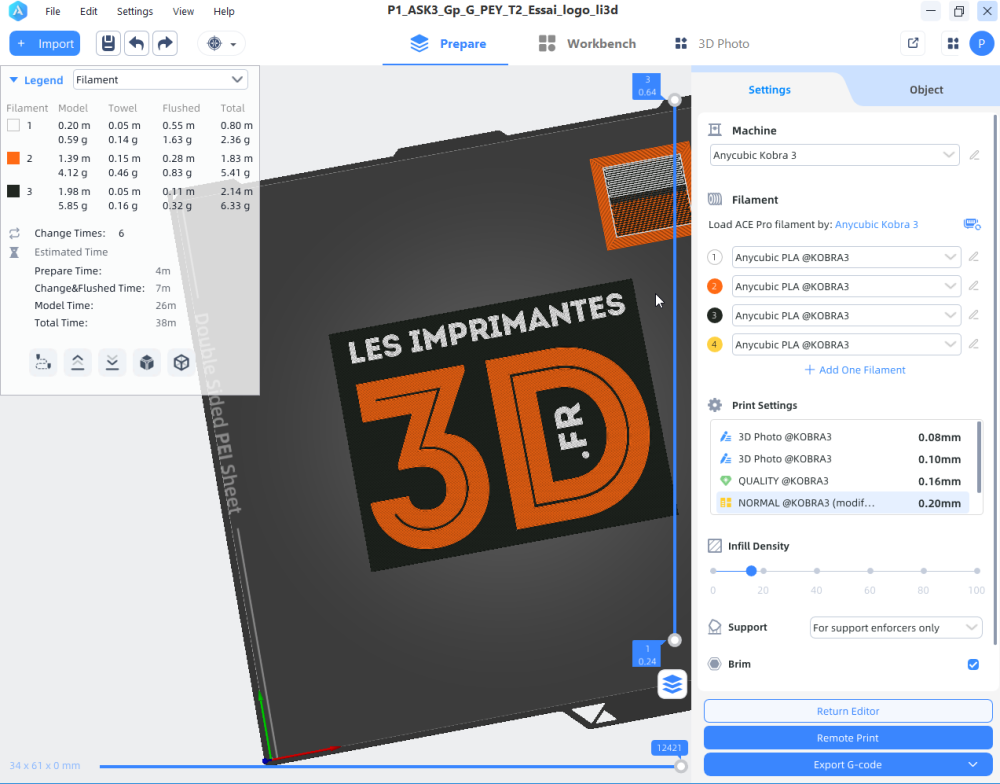
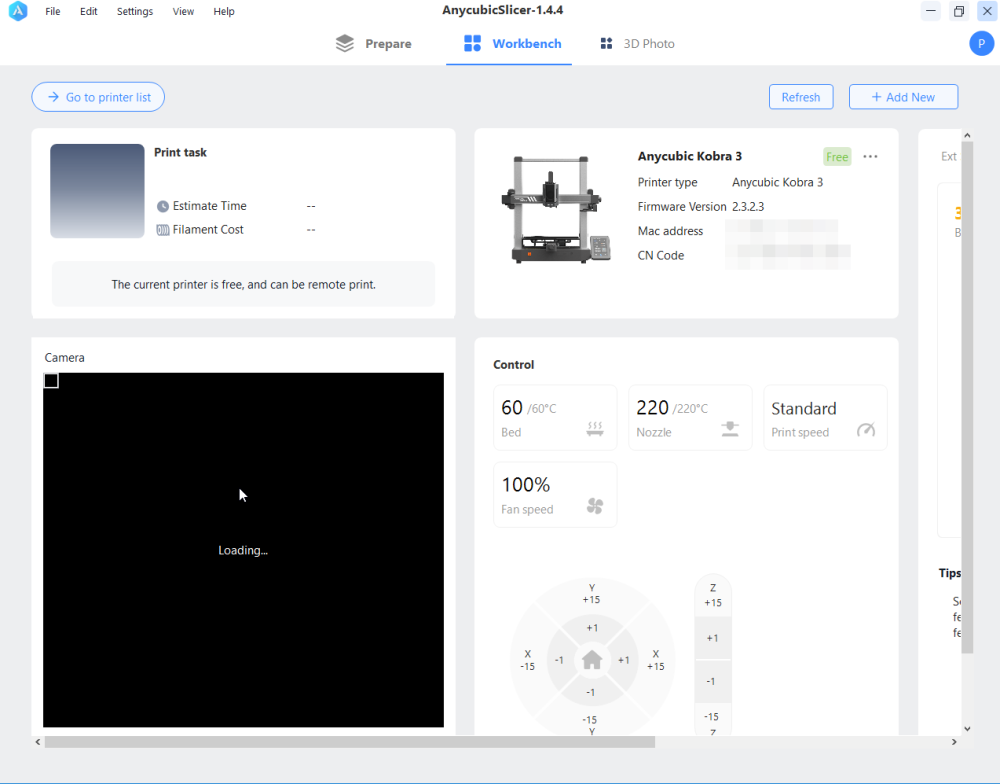
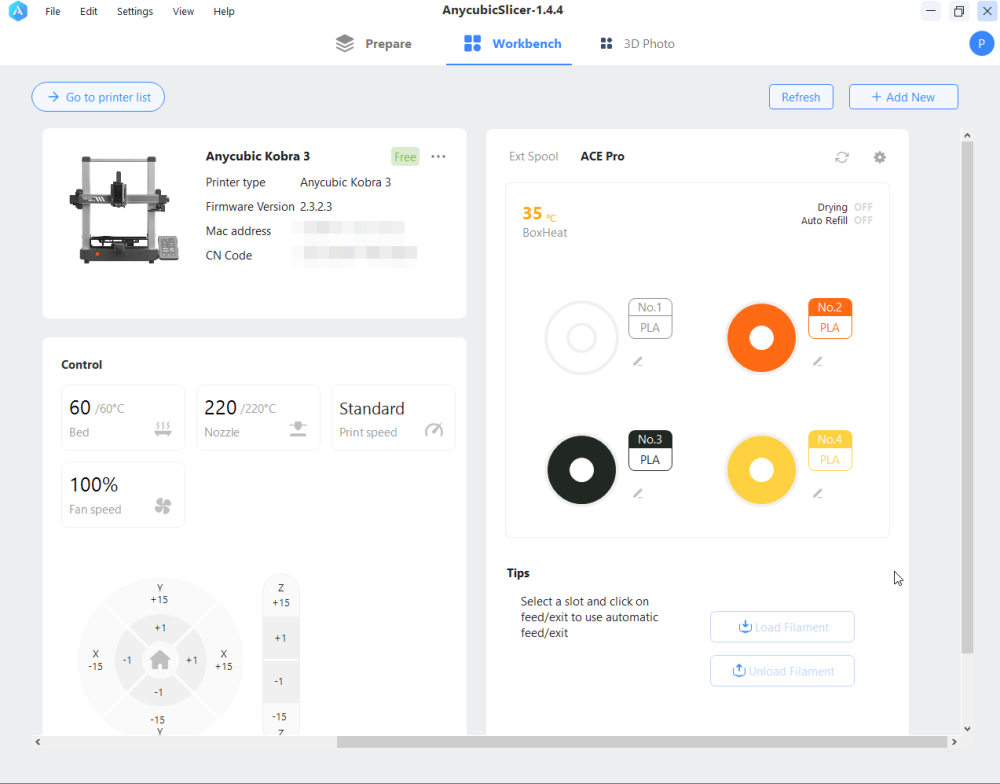
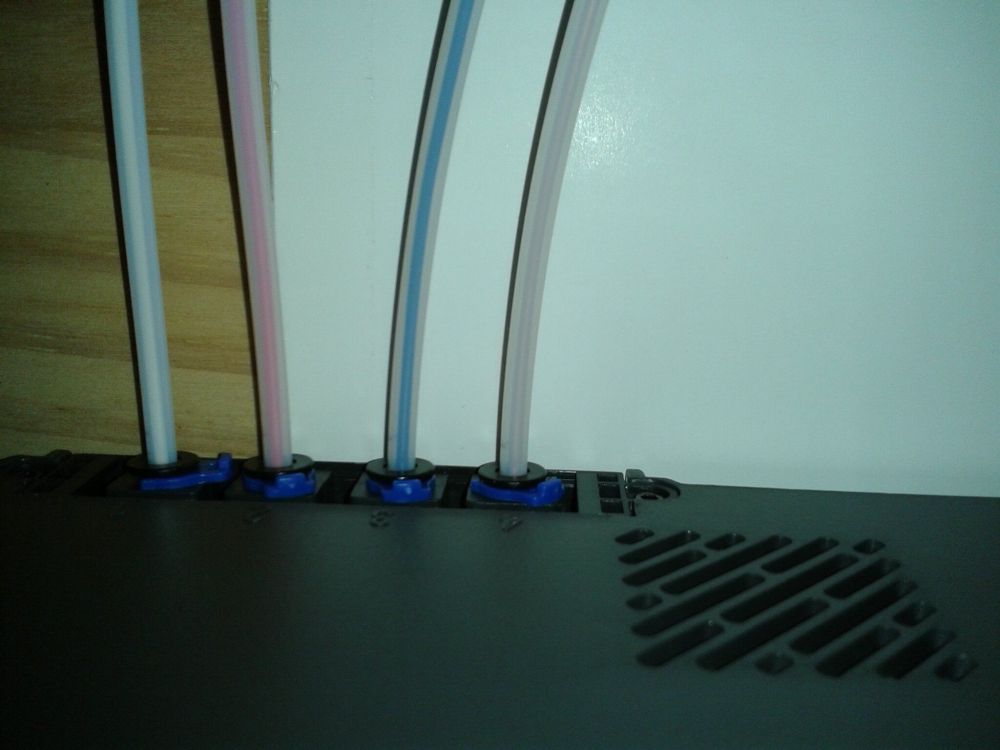
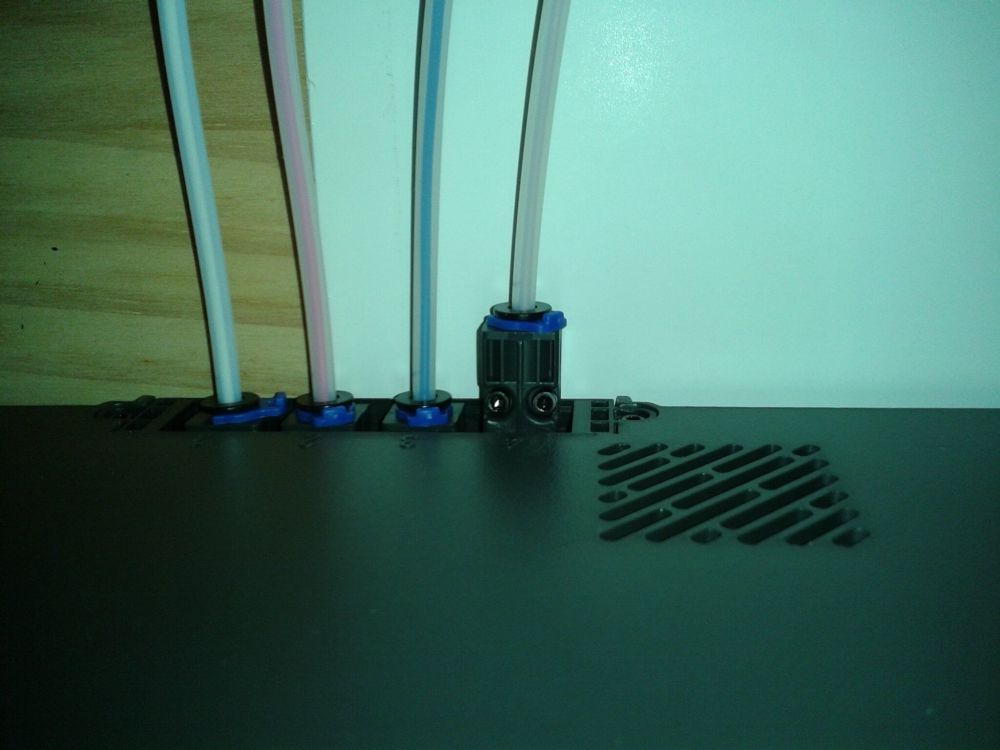
Mise à jours du firmware de la Kobra 3 "V2.3.2.3_1.1.6_1.1.6_release" au lieu de la "V2.3.1.3_1.1.6_1.1.6_release" et du ACE effectués via Wi-Fi. "V1.3.76" au lieu de la "V1.3.73" Impression d'un autre fichier en mémoire de la machine il aurait fallu que j'ajuste le Z-Offset, car couche initiale vraiment trop écrasée sur le plateau (un petit bruit de frottement du nez de la buse sur le revêtement texturé du plateau ), mais le temps que je trouve/accède à l'option, la couche initiale était déjà finie. Le Z-Offset valait 0.25 ( c'est le contact entre le nez de la buse et le plateau qui semble faire le Z=0, mais étrangement il y a un Z-Offset qui ne vaut pas 0.0 et je ne sais pas d'où il vient… sauf, peut-être, comme il ne semble pas y avoir d'essuyage de la buse comme sur la Ender-3 V3 (avec de multiple palpage avant et après essuyage ) pour avoir un contact avec le plateau sans résidus sur le nez de la buse, ils ont mis au pif 0.25 plutôt que de retravailler la macro pour affiner la mesure avec plusieurs mesures avant et après essuyage… mais impossible de savoir, car le firmware est verrouillé comme sur la Kobra 2 Pro (aucun ports ouvert en écoute, pas d'interface web, ni mainsail, ni fluidd ) ( EDIT > En fait il y a un bug du firmware et si l'on modifie manuellement le Z-Offset après cela bug la mesure automatique du Z-Offset lors des prochaines impression. Il faut réinitialiser le firmware et ne plus ajuster manuellement le Z-Offset pour ne plus avoir à bidouiller le Z-Offset en début d'impression. Voir le commentaire suivant ) ) Puis avec Anycubic Slicer v1.4.4 je suis passé à une impression d'un de mes modèles multi-couleur du logo de lesimprimantes3d.fr https://www.makeronline.com/en/model/logo-lesimprimantes3dfr---multi-couleur---par-sous-objets/17269.html P1_ASK3_Gp_G_PEY_T2_Essai_logo_li3d.3mf Là pour le premier essai, j'ai eu le temps de mettre le Z-Offset à 0.70, mais j'ai eu le droit à une coupure de courant (non volontaire, tout le quartier a sauté quelques minutes) au redémarrage, on a bien un écran qui propose la reprise, mais la reprise (après avoir chauffé a 175°C, la tête se parque, chauffe a 230°C, flush, éjecte le filament, recharge le filament, reflush, ... ) ne reprends pas exactement là où cela a stoppé (il m'a semblé que cela a repris à la couche suivante, d'où certaine zone en sous extrusion, car il manque un morceau de couche pour le "Or Jaune" ) et forcement, il y a le point d'arrêt où lors de la coupure de courant la buse a suinté qui donne un défaut. Étrangement même fichier, seconde impression avec juste un changement d'une affectation de bobine pour une des couleurs ( du "Orange Eryone" au lieu du "Or jaune ArianePlast") là la couche initiale n'est vraiment pas suffisamment écrasée, je retrouve le Z-Offset a 1.15 en allant dans les options… je le remets a 0.70 et stop l'impression. Troisième impression, même fichier d'impression. (j'ai passé le Z-Offset de 0.70 a 0.75 après le début de la partie en orange, pour avoir une couche initiale moins écrasé, mais c'était encore un poil trop.) Sinon la clé USB de 4 GB fournie avec ma machine parait foireuse ( mes PC l'ouvrent une fois sur trois à l'insertion dans le port USB, la table d'allocation des fichiers semble déconner une fois sur deux quand le montage se fait… je trouve par exemple dans un sous dossier "Files_English_Anycubic Kobra 3 combo/Anycubic Slicer" le contenu suivant puis, au montage réussi suivant, sur un autre PC même chemin, je trouve ) Ajout > Ma Caméra Logitech C170 semble fonctionner Et étrangement à l'arrière du ACE sur l'une des sorties des filaments, lorsqu'il alimente en filament l'imprimante, il y a un genre de grincement (couinement d'un frottement de plastique) avec le mouvement de ce qui semble être une "sorte de buffer à filament" / "déclencheur de sortie de filament quand revient en position initiale" "grincement" "grincement" ( l'ACE pousse le filament, le buffer / la sortie, ressort du ACE, et cela grince à chaque déplacement de cette sortie sur ressort quand cela imprime. Quand cette sortie reprend sa place, cela déclenche le ACE pour faire avancer ~ 3 cm de filament de la bobine… et donc cela se remet à grincer et ainsi de suite ... mais étrangement quand je tire le truc à la main cela ne fait pas de grincement, seulement quand cela imprime)




















 1 point
1 point -
Voici un article sympa paru dans Polimerica : Bioplastiques issus des grains de brasserie La recherche, financée par l’UE, vise à utiliser des sous-produits pour formuler de nouveaux polymères, copolymères et mélanges biosourcés. 9 juillet 2024 08:44 Une subvention de l’UE de 4,8 millions d’euros a été accordée à l’Université de Pérouse pour mener à bien le projet de recherche Polymeer visant à exploiter les déchets générés par la production de bière (grains) pour la synthèse de nouveaux polymères, copolymères et mélanges de polymères biosourcés. Les grains de brasserie sont les principaux déchets du processus de brassage, constitués de l’enveloppe du grain d’orge, du péricarpe et des enrobages de graines, qui sont des résidus de la phase de brassage. Ils sont principalement composés de fibres (70%), de protéines (20%) et de composés phénoliques. La production de battage est proche de 40 millions de tonnes par an, dont 8 millions rien qu’en Europe. La gestion de ce sous-produit - disent les chercheurs - est problématique en raison de son abondance (environ 40 kg pour 100 litres de boisson), de sa forte teneur en humidité et de sa charge microbienne élevée, qui réduisent considérablement sa durée de conservation. L’objectif est de transformer ces déchets en nouveaux matériaux recyclables et/ou biodégradables, formulés pour répondre à des exigences techniques spécifiques à différents secteurs d’application : dans l’agriculture, où la résistance à la dégradation par les UV, les propriétés barrières et la biodégradabilité dans le sol sont requises ; dans l’emballage, voire dans la chaîne d’approvisionnement de la bière elle-même ; et dans le secteur textile, pour l’industrie automobile, où des propriétés ignifuges et antimicrobiennes, une résistance aux UV, une hydrophobicité et une oléobicité sont nécessaires. Le projet de recherche de quatre ans est coordonné par le professeur Assunta Marrocchi (à droite sur la photo) du département de chimie, biologie et biotechnologie et le professeur Ombretta Marconi (à gauche sur la photo) du département des sciences de l’agriculture, de l’alimentation et de l’environnement et directeur du Centre de recherche sur l’excellence de la bière (CERB). Ce financement s’inscrit dans le cadre de l’appel Horizon « Développement de nouveaux polymères et copolymères biosourcés à haute performance », promu par l’entreprise commune « Circular Bio-based Europe ». Le projet débutera en septembre prochain et verra la participation de 13 partenaires, dont des universités, des organismes de recherche et de technologie et des entreprises, coordonnés par l’Université de Pérouse : Université de Rome La Sapienza (Italie), Bio Base Europe Pilot Plant Vzw (Belgique), Next Technology Tecnotessile Società Nazionale di Ricerca R L (Italie), Lomartov Sl (Espagne), Zabala Brussels (Belgique), Aimplas - Asociación de Investigación de Materiales Plásticos Y Conexas (Espagne), Normec Ows (Belgique), Bio-Mi Drustvo S Ogranicenom Odgovornoscu Za Proizvodnju, Istrazivanjei Razvoj (Croatie), Universiteit Twente (Pays-Bas), Birra Peroni Srl Società Unipersonale (Italie), Dual Borgstena Textile Portugal, Unipessoal Lda (Portugal), Fraunhofer Gesellschaft zur Forderung der Angewandten Forschung Ev (Allemagne), Investornet-Gate2growth Aps (Danemark).1 point
-
hello les amis ! j'ai reçu la mienne vendredi dernier , et j'en suis super centent ! petite video rapide sur le montage et l'impression du benchy : globalement je trouve ça dingue la rapidité et la qualité d'impression par rapport a ma ender 3 pro. La fonction de pouvoir mettre plusieurs fois la même bobine pour terminer toute les fin est génial, ça fait moins de perte avec des fin de fil. La où ma ender 3 met 8h , elle n'est met que 3h pour la même qualité. Pas encore tester le multi couleur. J'en suis super satisfait pour 425 euro.1 point
-
Pendant la durée du projet précédent, j'ai beaucoup partagé d'images de mon travails sur des groupes et forums afférent au modélisme rc... Et il se trouve qu'un Youtuber australien travaillait sur un projet basé sur le même chassis, qu'il avait acheté neuf, mais incomplet : il avait beaucoup de pièces manquantes... Et comme ces pièces ne me serviraient plus vu que j'avais l'intention de les imprimer, je lui ai proposé de les lui envoyer pour l'aider... Mon projet achevé, j'allais attaquer la modélisation d'une autre voiture pour laquelle j'avais besoin de pièces... Mais c'était sans compter sur mon nouvel ami down under. Il avait trouvé un autre Nichimo super rare, sur la baie, en France et d'un vendeur avec 0 évaluations. Perso, dans un tel cas, je ne joue même pas, mais l'australien est joueur : il contacte le vendeur qui n'expédie pas à l'étranger. Il m'a donc contacté pour savoir s'il pouvait faire expédier la machine chez moi, ce à quoi je lui ai répondu, qu'il prenait un gros risque avec un vendeur à 0 évaluation et encore plus gros en faisant envoyer le colis ailleurs, mais que s'il voulait le faire, cela ne me posait pas de problèmes... Et j'en suis resté là après lui avoir donné mes coordonnées complètes... Une semaine plus tard, un messenger suivi d'un sms venant d'Australie m'indiquant qu'il fallait que j'aille récupérer un colis dans un point relais à 2km de la maison, avec un commentaire "This will be disapointing or totally amazing": il s'avère que la transaction était faite et que je devais aller récupérer la bête... Ce que j'ai fait ce soir là à la fin de ma journée de travail. Une fois arrivé à la maison, j'ai ouvert le colis filmé par mon fils (des fois que). Puis pris des photos et répondu à l'Australien avec les photos "This is totally AMAZING!" Le lendemain matin, une courte discussion s'en est suivi avec l'Australien: il me demandait de démonter la machine, de la modéliser et de lui envoyer quand j'aurai fini. Et sans m'imposer un quelconque délai. Mais bon, dans ma tête : la machine n'est pas à moi, il va falloir que je me dépêche un peu... Il se trouve que la machine a un certain nombre de pièces commune avec l'autre Nichimo modélisé, donc ça devait faciliter, et avec un peu de chances, j'y passerai moins de 6-8 semaines de modélisation comme avec le premier... démontage et tri des pièces à modéliser - le plateau du bas (j'avais modélisé jantes et pneus le premier soir) Gearbox avant complétée, avec les differentiel central à glissement limité (non imprimable dans l'état d'origine) En démontant le chassis je m'étais rendu compte qu'il y avait quelques lacunes sur le Midships de l'ami australien, avec un chassis en très mauvais état. Modélisable mais en mauvais état... Et comme en plus j'avais l'envie de m'en faire un aussi, il fallait commencer par trouver les pièces métal d'origine, car je ne sais pas les imprimer... J'ai donc trouvé un Nichimo Exceed, le jumeau du Midships, et dont le chassis d'origine en bon état pourra aider mon pote australien... Environ 2 semaines après le début de la modélisation, j'avais déjà pas mal avancé... Et une semaine plus tard, j'avais ça dans Fusion 360 Quelques tests ont suivi, histoire de vérifier que tout est bon... Le Midships est parti en Australie après les test, quand j'étais sûr de mon coup... Et comme il n'y a pas de repro de la carrosserie disponible, je me suis demandé si je pouvais y faire quelque chose en faisant un moule pour voir Dans me contacts lié au modélisme, j'ai un autre Australien, qui fait des trucs sur un autre forum, et qui dispose d'une thermoformeuse... Je l'ai contacté, envoyé le stl, et il a fait quelques essais avec un thermoformage en PETG dans un premier temps... Et le proto a été envoyé à l'autre Australien, pour vérifier à quel point on est à côté de la plaque (A ma décharge, quand je l'ai modélisé, la carrosserie, c'était sans cette intention, et quand je me suis attaqué à cette idée, c'est bien après que le Midships ait rejoint l'Australie)... En bref, cette aventure n'est pas finie, mais je suis déjà impressionné par ce que j'ai réussi à faire avec Fusion 360 depuis que j'ai commencé à l'utiliser (pour mémoire: janvier 2022 - le Midships est reparti en Australie fin mai 2022)...1 point