Classement




Contenu populaire
Contenu avec la plus haute réputation dans 22/07/2024 Dans tous les contenus
-
J'aurais plutôt dit "taille de la buse", si je ne m'anuse ... ah, mince, ça devient contagieux4 points
-
Quelle muse t'inspire ? On s'amuse mais il ne faudrait pas qu'on abuse en écoutant trop longtemps Muse Car au final ça use3 points
-
Une bonne nouvelle, la F1 Ultra avec son convoyeur sont sur la route. Je devrais être livré avant la fin de semaine. Une moins bonne nouvelle, la place qui lui était réservée est prise par la Cricut depuis la semaine dernière. Et oui, première arrivée, première installée.3 points
-
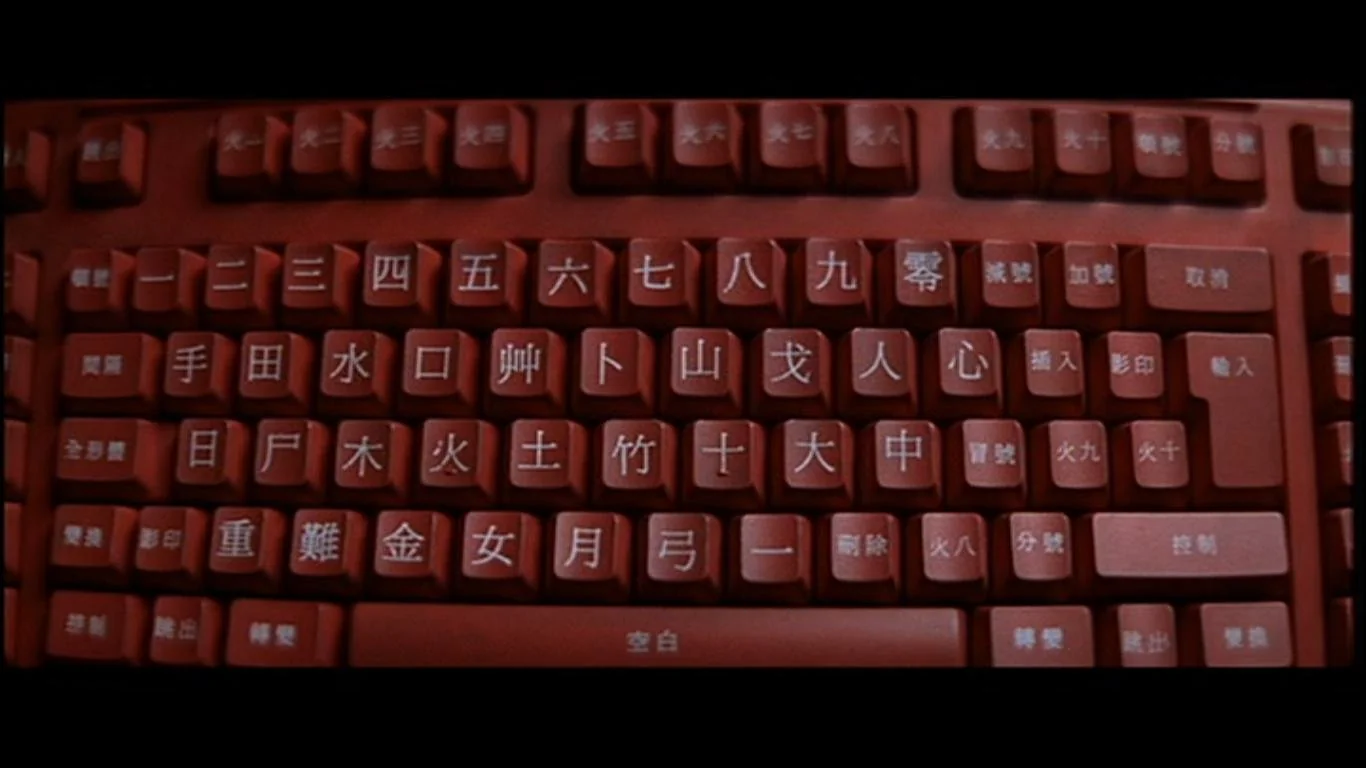
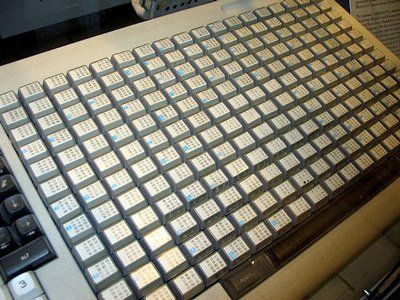
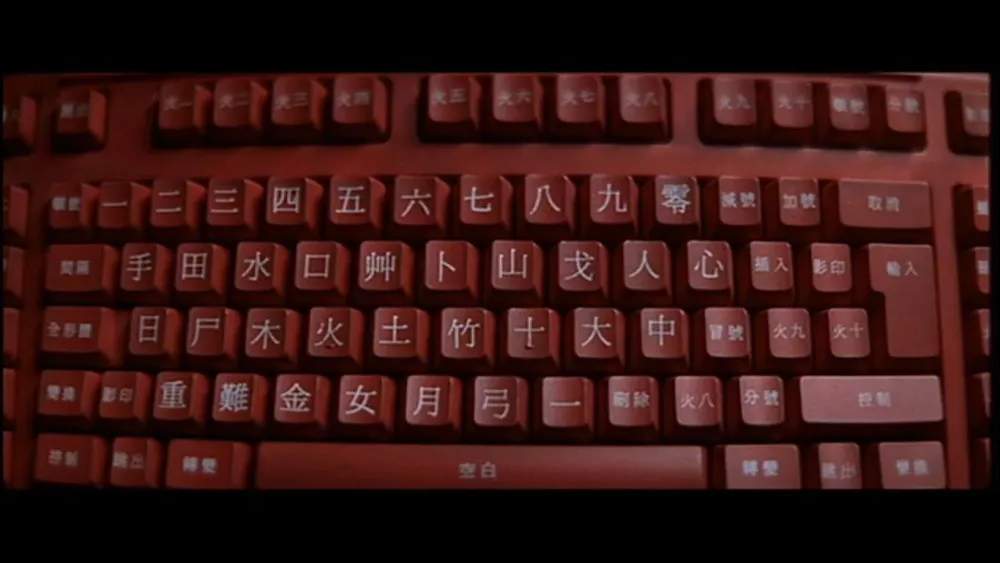
Pour les gros doigts, ancien clavier chinois : Ancien japonais : Chinois moderne (qwerty) https://fr.quora.com/À-quoi-ressemble-un-clavier-chinois

 2 points
2 points -
Ou celui-ci venu à pied ... image Reddit. Faut se méfier sur Ali à ne pas se tromper lors des commandes.
 2 points
2 points -
C'est sur qu'avec un clavier comme ça c'est compliqué de ne pas faire la une de ce post @+ JC2 points
-
Tu ne devrais pas regretter ton choix. Évites pour commencer, d'être plus intelligent que Bambu (ou du moins de le penser) et de faire des réglages perso qui vont te poser plus de problèmes que d'améliorer le résultat. Bonnes impressions2 points
-
Salutation ! Imprimante neuve ? Là, en première piste, je dirai que c'est éventuellement le "contrôleur de moteur pas à pas" ("stepper motor driver") de l'axe Z, sur la carte mère qui chauffe et qui se met en sécurité. Avant de démonter pour vérifier que le radiateur de refroidissement est bien en place sur le "contrôleur de moteur pas à pas" Z, éventuellement pour conforter ma piste de problème de sur-chauffe, vérifier que depuis l'écran de contrôle tu peux bien, après un "Home All" ou un "Home Z", faire des déplacements Z pour arriver en Z max. (le contrôleur de moteur pas à pas de l'axe Z ne devrait pas avoir le temps de trop chauffer, si les déplacements Z ne se font plus avant d'arriver en Z max, cela remettrait en question ma piste et orienterait alors sur un problème de câbles abimé ou de connecteurs mal enfiché et ayant un faux contacte due aux vibrations lors de l'impression ) et/ou faire une impression en mode vase d'un cylindre qui fait toute la hauteur du volume d'impression et ayant un diamètre de disons 3 cm ( comme tu seras en mode vase cela donnera un tube qui devrait s'imprimer relativement rapidement et ne pas trop solliciter et faire chauffer le contrôleur de moteur pas à pas de l'axe Z)2 points
-
bonjour tout le monde, pour être tout à fait clair, un détergent n'est pas un solvant et l'utilisation d'un solvant (alcool isopropylique, glycol ou autres) sur une résine engendrera dans la plupart des cas une interaction avec les composants de la résine (phénomène de dilution voir de dissolution) et ne laissera jamais une pièce propre et nette. qui plus est, souvent le solvant utilisé n'est pas propre et contient des restes des précédents nettoyages qui contamine la pièce. (si le nettoyant Elegoo est à base de glycol pas étonnant qu'il laisse une pellicule grasse sur la pièce puisque le glycol est un solvant au touché huileux ) nettoyer avec un solvant va diluer la résine de surface (qui n'est pas encore complètement polymériser) dont une partie va se redéposer sur la pièce d'ou ce touché pâteux / collant même si on éponge la pièce et la pièce va s'imbiber du solvant en question, créant à terme des fissures, des décoloration etc etc ... le plus commun des solvants, c'est l'eau et on a tous remarqué que faire la vaisselle à l'eau froide n'est pas très efficace, à l'eau chaude c'est mieux et avec quelques gouttes de liquide vaisselle c'est tout à fait efficace ... le liquide vaisselle contient des composés chimiques qui vont casser la liaison entre la salissure et l'assiette, on parle de tensio actifs ... dans le cas de la vaisselle c'est assez simple puisque la salissure a une nature chimique très différente de l'assiette dans le cas de la résine, il va falloir séparer la résine polymérisée en partie de la résine liquide du bain qui recouvre la pièce, on comprend aisément que cela va être un peu plus complexe et qu'un solvant n'a pas cette propriété puisqu'il lui manque entre autre les fameux tensio actifs et qu'il opère une dilution voir plus grave une dissolution. pour nettoyer correctement une pièce il faut un détergent qui a la composition suivante : - un dispersant qui ne réagira pas avec les composants chimiques de la résine utilsée - des tensio actifs adaptés - des agents anti statique - d'agents nettoyant (complément de l'action des tensio actifs) - agent complexant (stabilisation du PH, mouillabilité) - une base (solubilisation des souillures grasses) et comme pour la vaisselle, après on rince à l'eau chaude (enfin pas trop chaude, à une température compatible avec la résine sinon ramollissement garantie) et on essuie et là au miracle si le détergent a bien été formulé, on a une pièce sèche, absolument pas collante au touché, qui n'attire pas la poussière et qui donne la sensation d'une pièce dure, nette et finie (on aura l'impression qu'un curage aux UV n'est pas nécessaire !) j'espère avoir été le plus compréhensible possible2 points
-
Un des membres de ce forum, @bistory a fait il y a quelques mois un tutoriel vidéo pour Orca slicer :2 points
-
Les vide grenier en chine ou musée ? Parce que sur la photo il n'était pas complet.
 1 point
1 point -
Petit exemple entre IPA et le détergent basique (liquide vaisselle), qui n’a pas grand chose de comparable, mais quand même. Quand ton imprimante FDM n’adhère plus malgré ton plateau nettoyé plusieurs fois à l’IPA, un seul remède : le liquide vaisselle, un détergent à trois ronds. Comme quoi un détergent est parfois plus efficace qu’un diluant.1 point
-
-Après verif des deux boitiers, tout est bien rangé, sans rien qui pourrait gêner une bonne circulation d'air. -L'imprimante est libre de toute autre source de chaleur à part celle de l'atmosphère ambiante. -Le ventilateur est un petit ventilateur de table de 15cm de diamètre que je vais placé en dessous, avec le flux canalisé sur les 2 boitiers; on verra bien; le plateau est protégé par un capot que j'ai posé sur le dessus du ventilateur; il est alimenté en 220V, donc pas de risque de tirer des amps sur une des prises usb. Je lance à l'instant une nouvelle impression, nocturne celle-ci, vu que la température chute assez conséquemment durant la nuit. Je te tiens au courant du résultat. Une petite question en passant: ce sont les moteurs qui ont les sondes de température; donc vaut mieux ventiler ces derniers ou la carte? merci encore pour tes réponses!1 point
-
Ah oui, en effet.....avec toutes les étapes ca marche nettement mieux. MERCI beaucoup pour la réponse ultra rapide et surtout pour une réponse claire et détaillée....même moi j'ai compris !1 point
-
Houai en faite tu mélanges toutes les touches quoi1 point
-
@NoOne38 Pour la température regarde le mini conseillé, le Cr abs de Creality est donné pour 220 260°C je crois, tu peux essayer 230-235°C, regarde aussi si tu as assez de longueur de câble pour juste sortir l'écran de la boîte carton, (il aimera) comme cela va chauffer pas mal, le plateau et enceinte en carton ne laisse pas tourner sans surveillance, l’électronique en dessous aura plus chaud que d'habitude. (elle pourrait se mettre en sécurité, donc si tu peux sortir l'écran)1 point
-
Et zut ! Satanée touche 'n' qui est trop proche de la touche 'b' sur mon "clabier" ( et la touche 'b' trop proche de la touche 'v' ou alors, j'ai des trop gros doigts )1 point
-
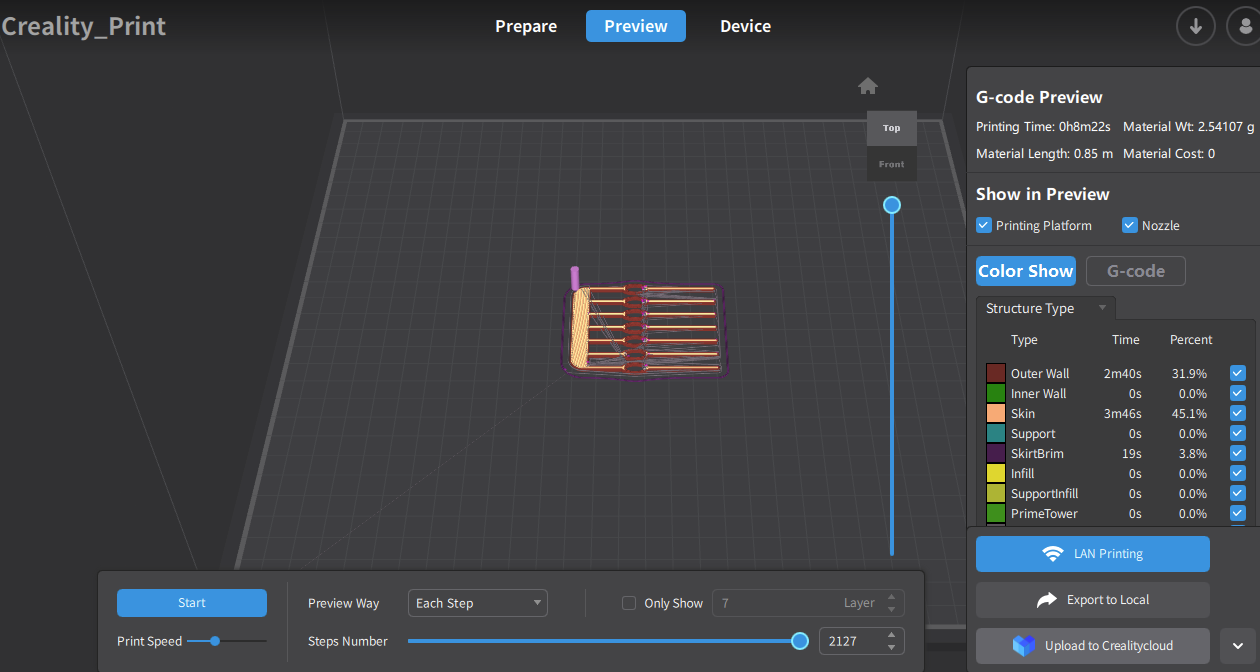
Oui tu as du oublier une étape importante, les fichiers .stl ne sont pas imprimable tels quels, il faut les transformer en .gcode que la machine sait interpréter. Dans CrealityPrint, une fois le STL ouvert tu dois le découper (slicer). sur la version Crealityprint 4.xx, en bas à droite tu cliques sur Slice, sur la version 5.xx c'est slice plate. tu auras la visualisation du fichier découpé, ci-dessous avec la version 4.xx ensuite tu l'exporte en local ou vers ta machine .
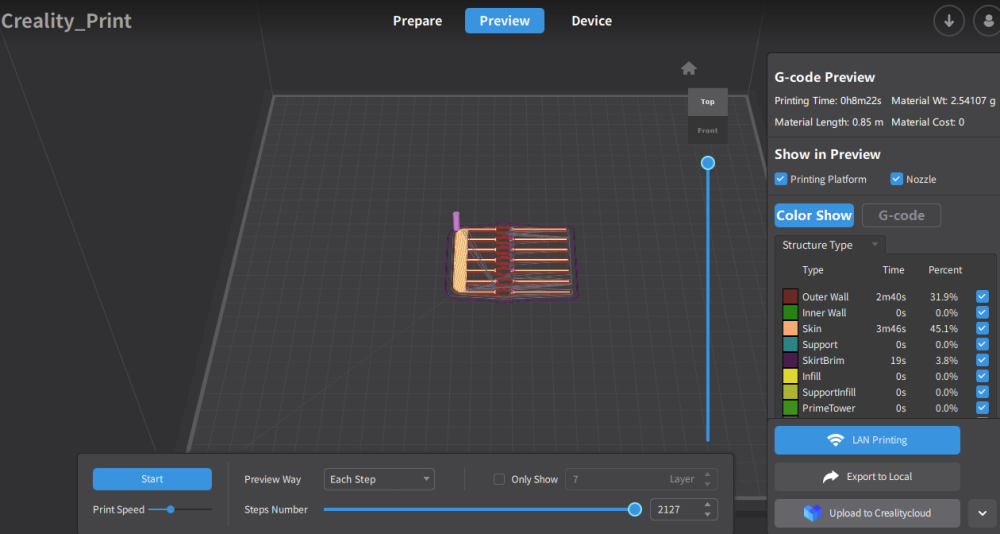 1 point
1 point -
@flux_capacitor secret industriel ? "Liquide de nettoyage "+ "Nom de la société qui le formule" + "code recette de formulation" ? Et je dirais que ton dernier message ne me semble pas formulé de manière à donner envie a pjtlivjy de te répondre alors qu'il a précédemment dit qu'il ne voulait plus parler de cela.1 point
-
Salut, Tu es obligé de passer par le port USB. Le plus simple, c'est via Cura: menu préférences -> Configurer Cura -> Imprimantes, bouton Mettre à jour le firmware => bouton Charger le firmware personnalisé Sinon, tu as le logiciel xloader . Tu remplis toutes les cases (fichier = mon firmware, port différent de COM1 (voir dans le gestionnaire de périphériques), vitesse 115200 ou 57600 si problème), tu choisis le "device" Mega(ATMEGA2560). Si le firmware pose problème, on pourra tester celui de TH3D1 point
-
 Non. Je n'ai pas encore osé vendre d'impression dans un vide-grenier. Car il y a le problème des licences de certain modèle 3D ( sauf bien sûr si on a fait nous-mêmes le modèle) qui n'autorise pas forcément la vente d'une impression sauf si on prend une licence/un abonnement spécial pour la vente. Et surtout, parce que j'ai la grosse flemme de me levé tôt et de rester des heures à tenir un stand vide-grenier. (Mais ce n'est pas dit qu'un jour je n'essaie pas de refourguer comme cela les monceaux d'impression 3D cumulées depuis mes débuts ) et le prix du stand.1 point
Non. Je n'ai pas encore osé vendre d'impression dans un vide-grenier. Car il y a le problème des licences de certain modèle 3D ( sauf bien sûr si on a fait nous-mêmes le modèle) qui n'autorise pas forcément la vente d'une impression sauf si on prend une licence/un abonnement spécial pour la vente. Et surtout, parce que j'ai la grosse flemme de me levé tôt et de rester des heures à tenir un stand vide-grenier. (Mais ce n'est pas dit qu'un jour je n'essaie pas de refourguer comme cela les monceaux d'impression 3D cumulées depuis mes débuts ) et le prix du stand.1 point -
Navré. Non là je ne sais pas. (Pour la Kobra 2 Pro dans la doc papier il y a un "Ambient Operation Temperature: 8°C-40°C" donc il faudrait un environnement qui ne dépasse pas 40°C. Mais pour le contrôleur de moteur pas à pas là, je ne sais pas). Si c'est bien un problème de surchauffe. Vérifier que les ouvertures d'aération du boitier de la machine ne sont pas obstruées ou qu'il n'y a pas un truc trop proche de l'imprimante ou en mauvais "câble management" dans le boitier de l'imprimante, qui pourrait gêner la circulation des flux l'air. (Ne pas avoir l'imprimante placée sur une table, avec juste en dessous, des trucs qui dégagent de la chaleur (je pense à une box internet par exemple)) Et oui éventuellement ajouter un autre ventilateur pourrait aider. Mais bien étudier où tu l'alimentes. Il ne faudrait pas trop tirer de puissance sur un port de la carte mère qui n'est pas prévue pour et ce n'est pas dit que le bloc d'alimentation a beaucoup de puissance disponible en plus par rapport à ce que demande la machine dans les pics de demande.1 point
-
Bonjour Ce n'est probablement pas sous Cura (ou tout autre slicer) que tu corrigeras ces problèmes. Déjà tu tournes sur une Ender 3 V2... une imprimante qui n'est pas équipée d'une enceinte. Ça complique l'impression de l'ABS Mais il y a des solutions 1) Tu te fabriques une enceinte "10 minutes chrono" 1-1 ) Tu prends un très grand carton dans lequel ton imprimante plus le plateau entre (quelle que soit la position du plateau) 1-2) Tu enlèves la partie ouverte (le dessus quoi) 1-3) Tu découpes une fenêtre pour voir ce qui se passe 1-4) Tu fermes la fenêtre avec du film alimentaire transparent 1-5) Tu fais deux petites ouvertures, une sur chaque côté pour pouvoir apporter de la lumière et tu les bouhes avec du film tranparant Voilà... tu as un enceinte au top ! 2) Tu recalibres ton extrudeur par rapport à ton filament (l'avance de 100mm demandée doit correspondre à une avance de 100mm réelle) Cette opération est nécessaire pour obtenir de bonnes qualités d'impresion à chaque changement de type de filament même quand on garde le même matériau (et à plus forte raison en changeant de type de matériau bien-sûr) 3) Tu vérifies que la température plateau de ton "generic ABS" est bien élevée (105° c'est pas mal), que le ventilation est à 0% et que la température de buse tourne autour de 240° 4) Tu règles des vitesses lentes... 50mm/s c'est pas mal 5) Avant d'imprimer tu laisses le plateau assez longtemps (5 minutes) au dessus de 100°... ça va chauffer dans ton enceinte 6) Tu imprimes avec une bordure de 6 à 8mm 7) Tu actives l'option "étirage" dans Cura pour aplanir la surface supérieure Tu n'ouvres jamais l'enceinte durant l'impression !!! L'ABS ne supporte pas les mouvements d'air1 point
-
Salut ! Alors j'ai remis d'usine la kobra 3 et enfin elle fait les choses dans le bon ordre : chauffage de la buse , prise du point zéro dans le coin, essuyage , puis prise du zéro au centre du plateau et enfin elle va purger et commence l'impression ! Ma distance c'est 0,12. Et ça ne frotte pas comme j'ai déjà eu.1 point
-
Bonjour @Grymreaper bienvenue chez les imprimeurs fous1 point
-
Re! Merci pour ta réponse extrêmement précise qui pourrait bien être la solution; j'ai pensé à pas mal de choses, mais pas le overheating Cela ne m'étonnerait pas que cela soit ça, car vu où j'habite, il fait 30°C en moyenne à l'intérieur; alors avec en plus la chaleur dégagée par les différents composants, ça doit atteindre des sommets, d'où une coupure de sécurité; donc la piste est sérieuse! Je vais de ce pas tester le Z max avant d'aller chercher ma trousse chirurgicale et je te tiens au gaz. Et si ça monte jusqu'en haut, je tenterai d'ouvrir pour vérifier si le radiateur est bien là, ou correctement posé. Connais-tu la température limite de la sécurité? Je te redis quoi comment. Encore merci! Bien bien Alors pour monter, ça monte, et sans problème, jusqu'en haut La machine étant froide, pas de problème; et après réflexion, j'ai lancé les impressions les unes derrière les autres, sans la laisser refroidir, dans une atmosphère très chaude. J'ai vérifié le ventilateur de la carte, il tourne bien. Est-ce que l'ajout de ventilateurs externes pourrait réduire le risque de surchauffe, même à cette température ambiante(~30°C), ou dois je la plonger dans de la neige carbonique? Je constate aussi que ma CR1 tient nettement mieux la chaleur Je vais essayer avec un bon vieux ventilo orienté sur la carte si ça peux résoudre le problème. Merci encore pour ton aide qui a sans doute résolu ce problème qui en soit n'est pas conséquent, mais bien ch...t! Je te donne des news asap! François1 point
-
Pas soucis indique moi un soir ou tu as du temps et on essaye de ce prendre une 1h-1h30 pour que je réponde a certaines questions qu'il te reste . Pour cela on passera par le MP ont vas pas polluer topic ici1 point
-
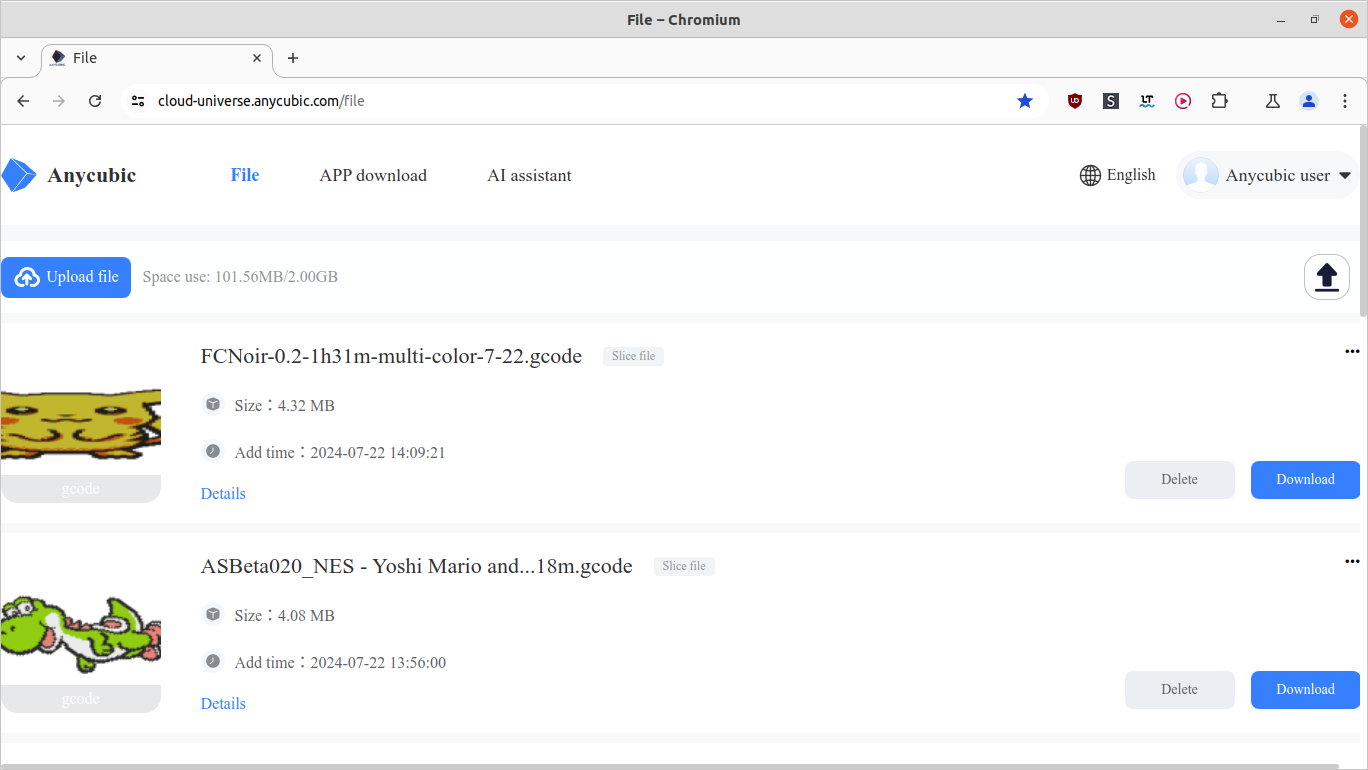
Pour moi aussi. C'est vide. Si je regarde sur l'écran de contrôle de l'imprimante, la liste des fichiers Cloud est vide. ( alors, que j'ai pourtant bien mon compte Anycubic Cloud de lié et des fichiers d'impression ".gcode" tranché pour la Kobra 3 et envoyé depuis Anycubic Slicer v1.4.4 visibles sur https://cloud-universe.anycubic.com/file ) ( ) C'est donc probablement la même chose que pour l'activation de l'option IA quand on a la caméra, ou de pouvoir allumer les LED de la caméra, c'est une fonctionnalité pas encore disponible avec le firmware actuelle. Mais je n'ai pas demandé au SAV pour vérifier. ( Et c'est la même chose sur ma "Kobra 2 Pro" En fait, il me semble que c'est depuis qu'ils ont corrigé une faille de sécurité sur leur cloud ... )
 1 point
1 point -
Nouveau firmware ce jour qui corrige quelques bugs + maj de l'AMS en v 06.44: P1 series OTA version 01.06.01.00 (20240722) Improvement Improved system stability. Bug fixes Fixed the intermittent time synchronization failure. Fixed the intermittent manual calibration failure. Fixed the issue where there was a small chance the K factor from flow dynamics calibration was not effective.1 point
-
Merci d'avoir pris le temps de rédiger ce message explicatif sur les mécanismes chimiques à l'œuvre dans ce type de produit. Cependant, le comble c'est que bien que ton post soit bien détaillé, il ne fait qu'apporter davantage de confusion au sujet, comme les précédents. Car depuis le début de ce thread, tu interviens pour nous parler des détergents "spécial résine" vis-à-vis de "l'IPA qui n'est qu'un solvant" en nous vantant les bienfaits incroyables du produit utilisé dans l'entreprise où tu travailles, en donnant des détails qu'on ne retrouve cependant nulle part dans les témoignages des utilisateurs (et j'ai littéralement ÉCUMÉ les forums anglophones sur le sujet). Et on ne sait pas quel est ce produit miracle. Et plus tu expliques, plus c'est différent de ce que les gens disent expérimenter. Ça n'est pas normal, quelque chose cloche. Mais je crois que je viens de comprendre pourquoi. On va donc tenter de remettre l'église au milieu du village. Tu viens à nouveau d'insister sur le fait qu'un détergent résine correctement formulé ne laisse aucune trace, aucun film sur la pièce lavée et séchée (comme celui, industriel, utilisé dans ton entreprise). Et tu indiques que puisque le détergent Elegoo est sur une base de glycol, c'est le problème, car c'est donc un solvant, gras qui plus est, et ce n'est pas étonnant qu'il laisse une telle pellicule huileuse sur la pièce. Et qu'un vrai détergent ne le ferait pas. Mais alors que dire du "détergent" Sunlu, qui d'après les témoignages des utilisateurs (comme je l'ai déjà noté précédemment) laisse une pellicule encore plus grasse que le "détergent" Elegoo ? À te lire, ces produits ne sont pas des détergents, mais des solvants. Ces entreprises auraient donc le droit de commercialiser dans le monde entier, notamment sur les marchés américain et européen, des produits estampillés "resin detergent" alors qu'ils n'en seraient pas ? Bon, admettons… D'ailleurs, je note que la plupart des produits de nettoyage (hormis celui de Sunlu, Elegoo et Sailsea) n'ont pas le nom "detergent" dans leur nom, mais "cleaner" et que nulle par le mot "detergent" n'apparaît dans leur fiche produit En tout cas, c'est bien cette histoire de glycol qui est le nœud du problème de ce thread. À ce sujet, les "détergents d'Elegoo et de Sunlu ne sont pas des cas isolés. C'est la même chose en vérifiant les nettoyants pour résine similaires des autres marques, en tout cas celles qui se conforment à la loi en fournissant la fiche de données de sécurité du produit. La plupart de ces substances, vérifiables et disponibles dans le commerce pour nettoyer les pièces imprimées en résine en alternative à l'IPA et à l'ethanol, sont bien sur "base glycol", plus exactement du DPM (éther de diropylène-glycol monométhylique) ou du TPM (éther de tripropylène-glycol monométhylique) : Elegoo Photopolymer Resin Detergent est sur base glycol (comme indiqué sur le Discord Elegoo) Monocure3D ResinAway est sur base glycol (MSDS) Liqcreate Resin Cleaner est sur base glycol (MSDS) BASF Ultracur3D Cleaner est sur base glycol (info) BlueCast X-Cleaner est sur base glycol (MSDS) Arcane TPM est sur base glycol (MSDS) Pour les pièces imprimées en technologie SLA, Formlabs préconise le traditionnel IPA, ou un produit à base de TPM (glycol, donc), voire du DPM légèrement moins efficace (glycol aussi) et ils parlent d'ailleurs de solvants dans tous les cas, et jamais de détergents. Par conséquent, je veux bien te croire (je pense sincèrement que tu t'y connais) mais dans ce cas cela ne peut signifier que les deux choses suivantes : Aucun des produits que je viens de citer, disponibles commercialement sur le marché pour les hobbyists et les PME, ne sont des "détergents" au sens où tu l'indiques. Tous les produits accessibles à notre niveau seraient donc des solvants et non des détergents, tout comme l'IPA, juste différents chimiquement. Tu vantes les bienfaits d'un vrai détergent industriel spécial résine, véritable produit-miracle à te lire (qui n'a aucun des inconvénients mentionnés par tous les témoignages à propos des "détergents résine" du commerce) mais dont on ne connait ni le nom, ni la composition secrète (réalisée sur mesure pour l'industrie par des entreprises spécialisées en bidon de 20 litres, comme tu me l'as confirmé en mp), avec l'inconvénient majeur pour nous que personne sur ce forum n'est en mesure d'acheter ce "vrai" détergent spécial résine inconnu, ou un quelconque équivalent… Or, il est évident que ce thread démarré par @Earwin posait la question des témoignages des utilisateurs à propos des nettoyants pour résine librement accessibles à tout un chacun dans le commerce, et pas des "véritables" détergents industriels qui bien qu'apparemment fantastiques, sont malheureusement inaccessibles au commun des mortels. Bref, tout ça nous fait une belle jambe !1 point
-
Je ne connais pas Jayo (que de nom). J'utilise principalement du Sunlu et de l'e-SUN, (PLa, PLA+, Silk et mat) une petite préférence pour le eSun, mais cela dépend des couleurs dont j'ai besoin et des disponibilités et les prix aussi. Pour moi l'eSun est une bonne référence. (le glow in the dark est pas mal aussi) en PETG aussi. A titre d'info, sur 3Djake.fr actuellement le nouveau e-Sun PLA-SS (haute vitesse) est à 14.39 € la bobine de 1 kg (compatible AMS) Je ne l'ai jamais essayé, de toute façon je n'ai pas de machine qui imprime à ces vitesses, la prochaine sûrement. j'aime aussi beaucoup le creality CR silk white. en tricouleur coaxial je ne connais qu'Amolen.1 point
-
Nous avons le vainqueur, même si @RFN_31 n'était vraiment pas loin et que @PPAC avait donné un indice qui s'approchait le plus du shimlick. Il s'agit bien d'un embout pour fixer une cordelette sur un S-Pen pour une tablette Samsung. La personne qui s'en sert n'a qu'une mobilité partielle d'une seule main. Le stylet est très pratique pour pouvoir utiliser la tablette sans fausses détections d'appuis. Avoir à maintenir la paume de la main en lévitation demande un effort important, sans parler de l'orientation du poignet et de la flexion des doigts. L'embout avec la cordelette permet de récupérer aisément le stylet qui peut échapper facilement de la main. Il est compatible avec la recharge induction qui s'effectue au dos de la tablette, et rentre sans problème dans l'emplacement stylet de la coque.
 1 point
1 point -
@pjtlivjy ok je regarde de plus près tout ça et je vais relire plus attentivement le lien de @Den76 ainsi que les docs Sunlu merci @Den76 Merci pour les liens complémentaires1 point
-
Un embout ou bouchon pour un stylet qui sert à écrire sur une "ardoise magique" ou une tablette (voire une tablette graphique) ? Un embout ou bouchon pour un feutre de tableau blanc ?1 point
-
Ca peut servir à écrire, dessiner, colorier et bien plus encore... pourtant ça ne laisse pas de trace. La vérité n'est pas loin.1 point
-
Ah oui ! j'ai effectivement ce problème, je vais reset ma machine ! merci pour cette information. Effectivement, j'ai déjà remarqué que changer cette valeur avant le début de l'impression faisait bug la valeur, mais je ne pensais pas à ce point ! Question ? vous arrivez à voir vos fichiers cloud directement sur l'imprimante ?1 point
-
bonjour @Den76, pour avoir imprimer les 3 variantes du PLA Sunlu (high speed, pla +, meta) je suis resté sur le PLA + car résistance à l'impact supérieure aux 2 autres et fluidité supérieure aux 2 autres également. par contre très fort en communication Sunlu car leurs fiches techniques donnent d'autres chiffres, par exemple un allongement à la rupture de 20.3% pour le PLA + les 3,1 et 3,6% sont des chiffres de PLA et PLA+ basic le seul intérêt du Meta c'est qu'il a l'agrément FDA1 point
-
La redif du live sur la T1 : https://www.facebook.com/FlsunOfficial/videos/4905393536653691 point
-
ça peut être utile en effet , au moins ça permet de pouvoir paramétrez nos machines comme l'on veut, enfin perso, je ne connais que très la programmation CNC que ce soit firmware + TFT ou avec un trancheur, et je n'ai pas non plus envie de passer 3 mois à faire un firmware personnalisé, alors que quelqu'un en a déjà fait un qui est très bon et qui en plus est partagé, je préfère essayez de comprendre comment marche cura, parce que pour l'instant, mes tests d'impression ne sont pas terrible , débit faible ou inexistant ( buse bouchée ? temp trop faible ? bobine bloquée ? ) au bout de 15min d'impression, stringing mais qui je pense va bientôt être résolue. Enfin, les galères de débutant .1 point
-
Comme mentionné plus tard, j'ai dans l'idée de mettre en test une résine Nylon-like... Ces pièces sont difficile en FDM car il n'y a pas d'orientation idéale... En théorie, le SLA est bien meilleur en Z, donc il y a peut être un excellent cas d'usage pour ce type de pièces... J'en ai imprimé quelques unes de manière à m'assurer que si j'en casse une, j'en ai de rechange pour faire le remettre en route facilement. Ce sera probablement les seules pièces imprimées pour le Mercury 4xi en dehors des jantes...1 point
-
Cette fois-ci, c'est un succès. J'ai changé les réglages des supports en suivant des trucs et astuces indiqués sur le groupe d'utilisateurs sirayatech sur Facebook, et ajouté quelques supports pour être sûr, et ça a fonctionné... J'ai ôté les supports, nettoyé et c'est en cuisson... Je vais maintenant mettre d'autres pièces, plus petites. Il n'y aura pas de time lapse car les pièces ne sont pas suffisament grandes1 point
-
Je suis allé sur ton lien… Que dire ? Soit il y a une erreur de frappe, soit ils ont «à l'insu de leur plein gré» un peu trop écouté leur publicitaire ou comme c'est le Zone Ricain, une erreur dans l'unité utilisée (°F => °C) Cette tête serait capable de monter jusqu'à 550°C (si 550 °F alors ≃ 290°C). Le site n'indique pas si c'est une thermistance (laquelle ?) ou un thermocouple (lequel) qui est utilisé pour mesurer la température (donc pas de réglage possible avec Klipper ou à l'aveuglette).1 point
-
Faut tester Orca1 point
-
J'ai pensé à un NDA au début en effet. Mais si c'était le cas, il suffisait de le dire, et tout était réglé. Plutôt que de tourner autour du pot pendant deux pages, sans réponse à la fin. Ça rime à quoi sérieux… un forum c'est fait pour partager, pas pour se faire mousser ! Mais un document officiel qui empêche de parler d'un produit, ok, tout le monde respecte ça. Fin du débat. Sauf que… imagine donc que c'est ça, un NDA tellement sévère qu'il protège non seulement la composition du produit, mais aussi son nom commercial, et par dessus le marché le nom du contractant qui le fabrique ! Pour le premier, ça se voit tout le temps, pour le deuxième et le troisième… à part à la Zone 51, je vois pas. Mais admettons : bien que ce NDA soit le plus sévère du monde, les employés de l'entreprise qui a commandé ce produit hyper secret auraient le droit d'en écouler (avec apparement la bénédiction de la boîte qui ferme les yeux) en volume limité, dans un petit business perso auprès des particuliers sur Internet ? Ça ne tient pas debout. Je pense plutôt que tout tourne justement autour du "petit business" en question, qui ne marcherait plus très bien si les gens pouvaient acheter le produit directement ! Y a-t-il une autre explication logique ? Alors ça c'est la meilleure ! Un message respectueux, qui calme le jeu, qui invite à l'ouverture, et il ne serait « pas formulé de manière à donner envie d'y répondre » !!!!! Là c'en est trop. C'est vraiment la goutte d'IPA qui fait déborder la wash0 points
-
J'ai une entreprise justement, donc j'aimerais connaître le nom commercial de ce "vrai" détergent pour résine, produit miracle accessible aux entreprises, mais aussi produit mystère que tu vantes tant ici depuis le début de ce thread mais que personne à part toi ne semble utiliser dans tous les exemples que j'ai lus ailleurs y compris chez Formlabs, la référence du secteur. Non, je ne lis pas "très vite les choses", je les lis à fond. Je ne fais pas de raccourcis ni ne déforme les propos des autres, je suis au contraire toujours extrêmement précis dans mes dires. Je source ce que j'écris dans le français le plus clair et avec toutes les références nécessaires en liens consultables par tout le monde, je ne cache rien. Tout est logique et issu de la discussion accessible à tout le monde. C'est parfaitement clair, carré. Je ne louvoie pas. Je n'utilise pas non plus des sophismes type "argument d'autorité" ou "appel à la pitié" pour éviter les questions et clore le débat sans donner la réponse (genre "la chimie est affaire de précision, merci au revoir" ou "dès qu'un pro te propose d'y avoir accès, tu lui fais un procès d'intention". Je ne fais de "procès d'intention" à personne, faut arrêter le sentiment de persécution victimaire hein. Je ne fais que demander des informations claires. En revanche tu sembles allègrement utiliser la technique du miroir en reprochant injustement aux autres ce que tu fais toi-même. Car en mp quand on te pose la question de la référence de ce produit, en effet, tu louvoies. Tu réponds que "c'est compliqué", que ce produit est formulé par une société tierce pour le compte d'entreprises industrielles qui le leur commandent, qu'ils ne révèlent pas sa formulation secrète, qu'au final le produit n'a qu'un nom commercial, et pas d'autre info. Mais que tu peux en fournir "en petites quantités". Et tu refuses de donner le nom commercial de ce produit, objet de la demande en mp ! Mais justement, osef de la formule, on n'est pas Walter White ! Je souhaite connaître le nom commercial de ce produit (et je pense que je ne suis pas le seul ici). Par conséquent, ma question est hyper simple : peux-tu indiquer s'il te plaît le nom de ce produit, et si possible, le nom de son fabricant. Oui ou non. Et si non, pourquoi ? J'ai déjà dit que j'étais prêt à revoir mes propres conclusions sans a priori via des informations sourcées. Je pense que ce que j'ai exposé est suffisant et que l'auditoire appréciera la clarté de l'argumentaire.0 points