Classement




Contenu populaire
Contenu avec la plus haute réputation dans 07/08/2024 Dans tous les contenus
-
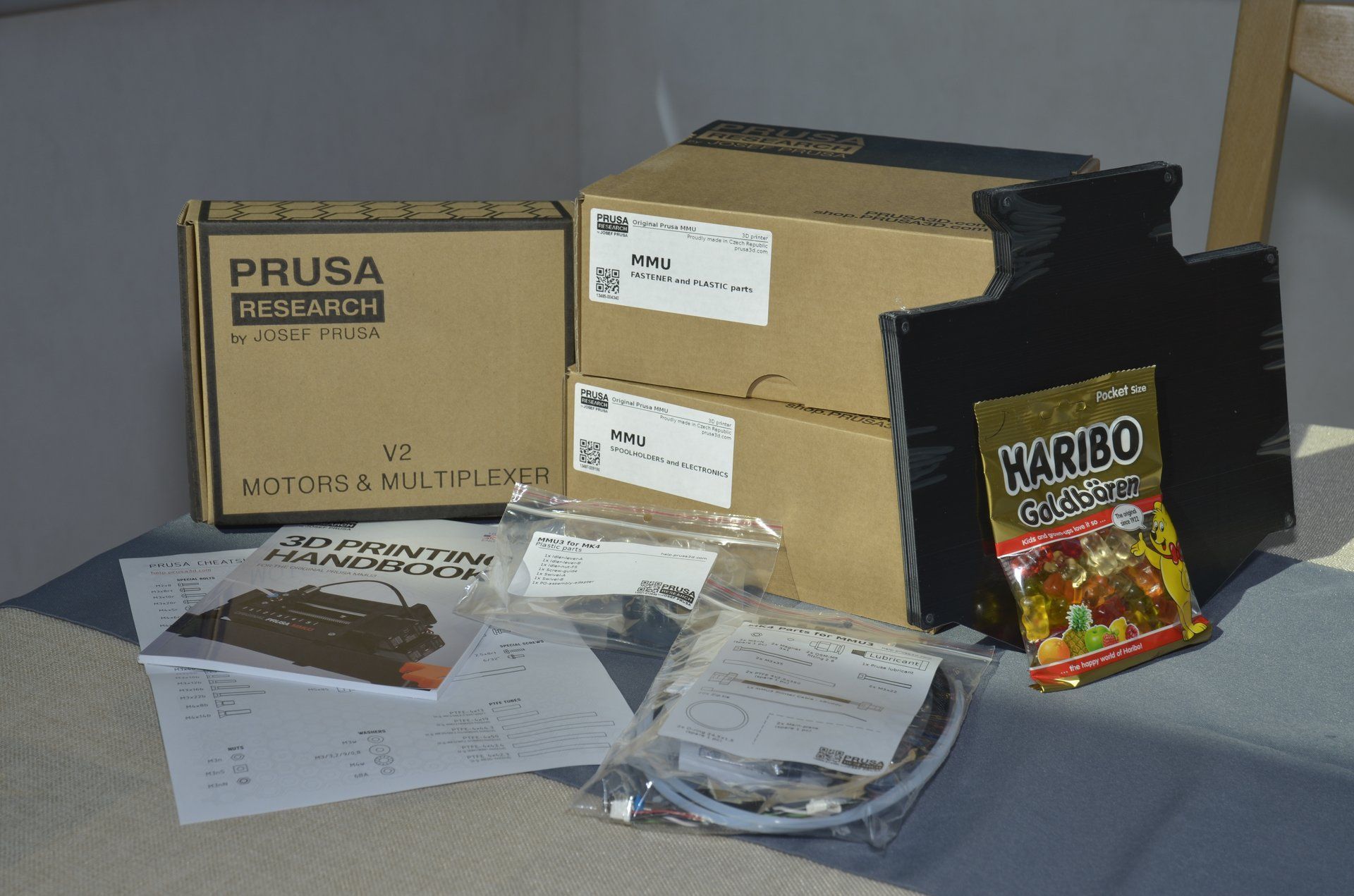
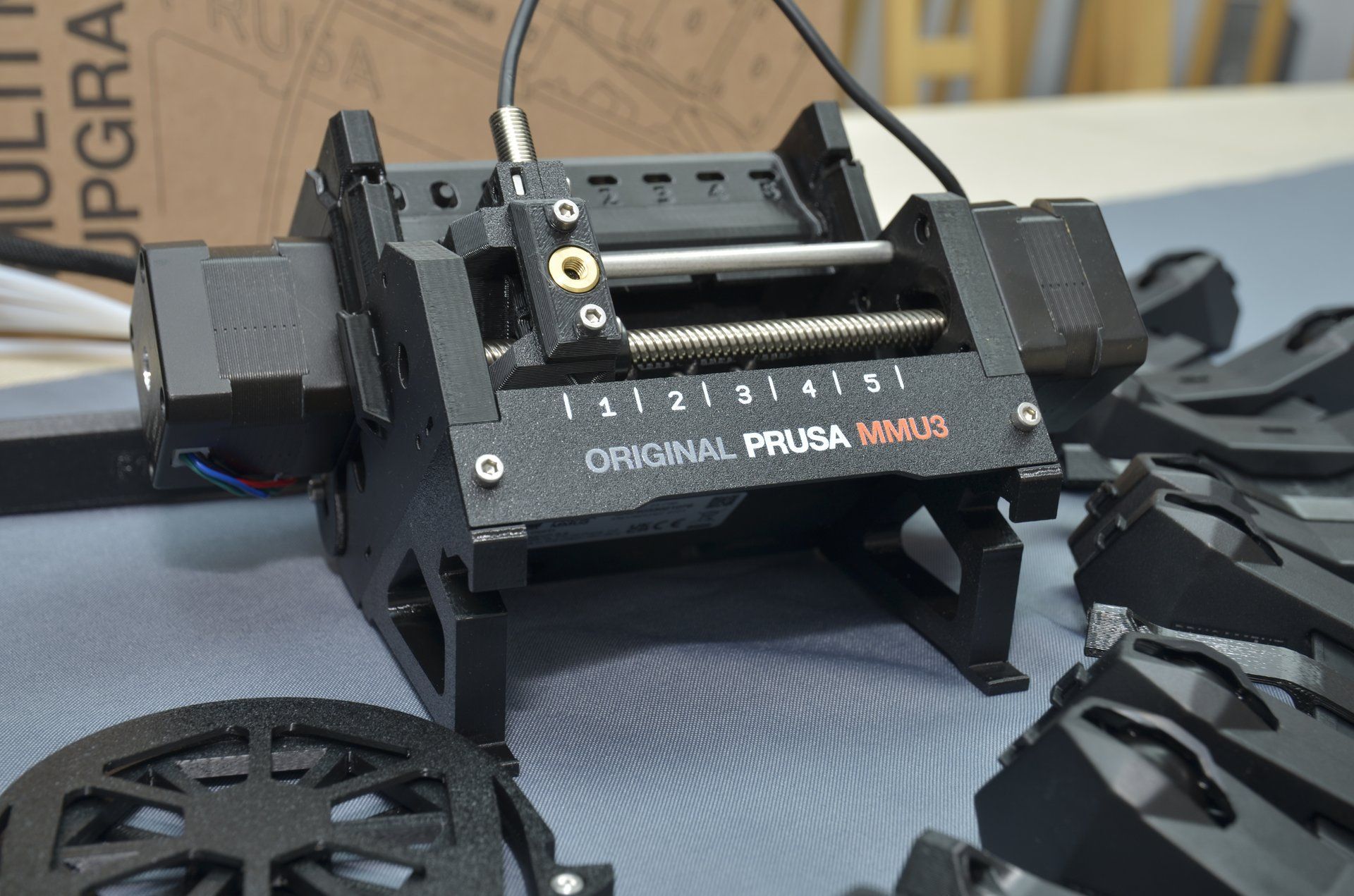
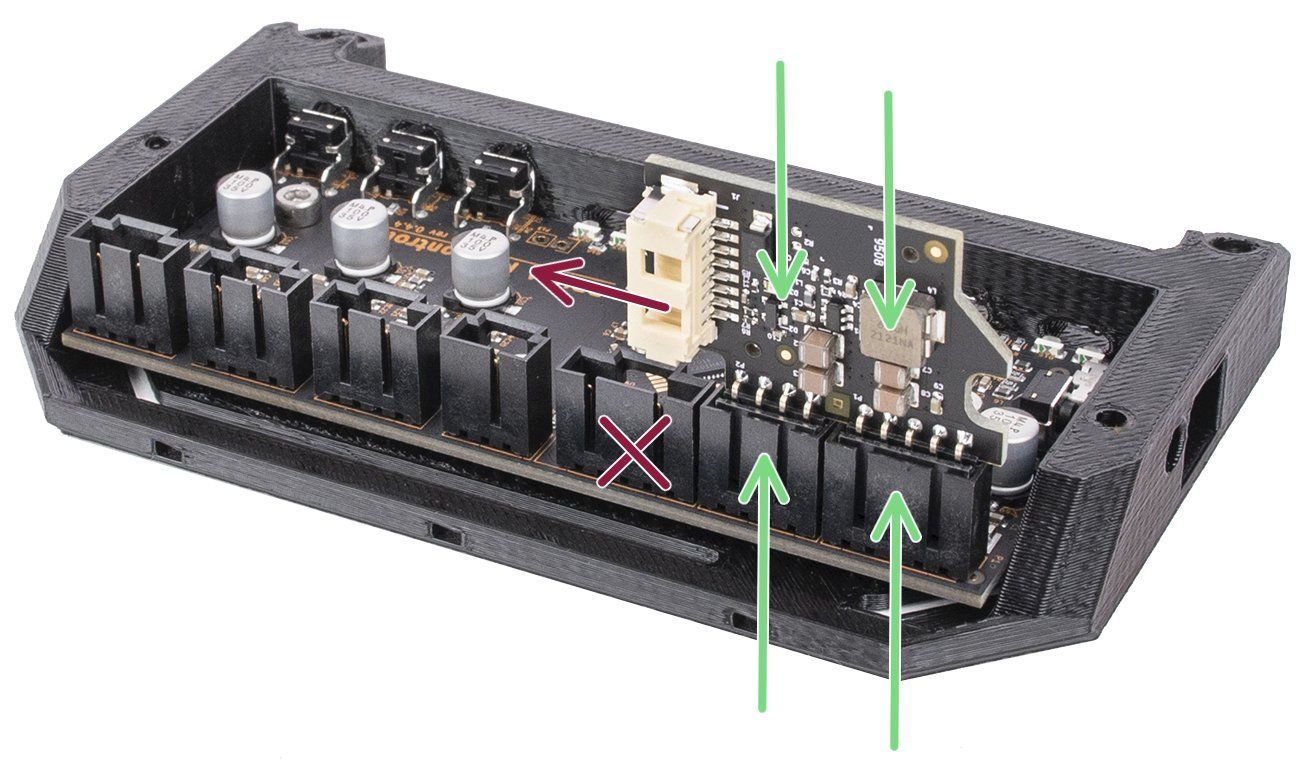
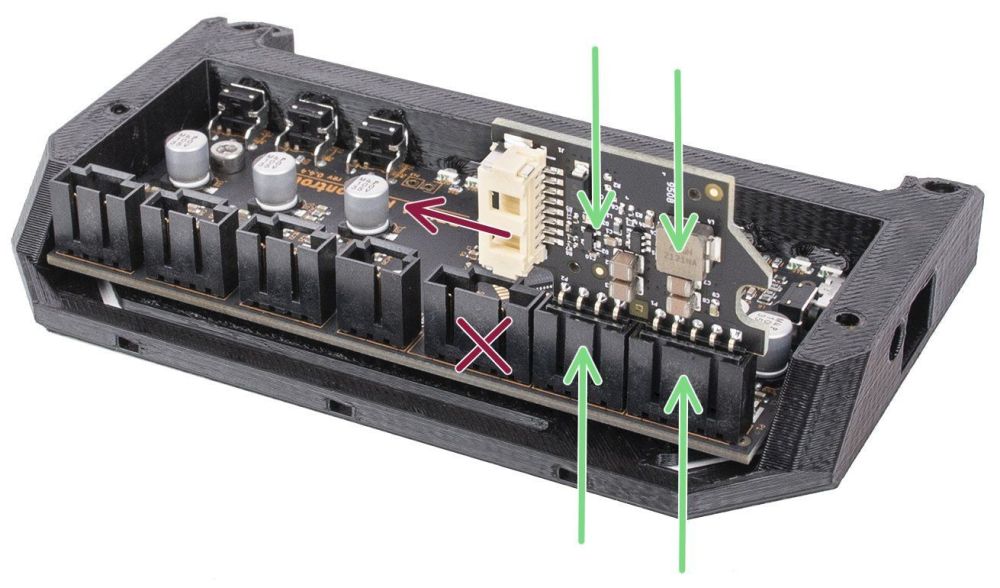
Bonjour à tous pour un nouveau test haut en couleur ! Suite au test de l'Original Prusa MK4, j'ai la chance de pouvoir poursuivre l'aventure avec l'upgrade multi-couleur => l'Original Prusa MMU3. Comme toujours je précise que j'essaie d'être le plus critique possible durant mes tests. Alors c'est parti pour le test live ! Commençons par le carton : Comme souvent emballage impeccable et très condensé. Il s'agit ici de la version avec les pièces imprimées en usine. A l'intérieur de ce carton on retrouve les éléments triés et étiquetés, un ensemble de sous-carton, ainsi que le plus important de tous les éléments, le paquet de Haribo : Je vous fais grâce de toutes les photos du montage, ça n'apporte rien de plus que le manuel en ligne (ici pour le Français) qui explique tout ça très bien. Cependant je peux vous faire part de mon ressenti durant ce montage. Tout d'abord et comme souvent, le manuel en ligne en version anglaise est bien plus utile grâce aux nombreux commentaires que l'on y retrouve. La plupart du temps il s'agit de commentaires obsolètes dont on voit qu'ils ont été écouté car le manuel a été adapté au fur et à mesure des retours des utilisateurs. Parfois on y retrouve des commentaires rigolos, mais aussi quelques-uns utiles au moment où on en besoin. Généralement lorsqu'une étape donnée possède plusieurs dizaines de commentaires, c'est qu'il y a quelque chose à savoir sur cette étape. L'ensemble du montage s'est déroulé de manière fluide, excepté à deux moments où j'ai du "improviser". Dans les deux cas il s'agissait d'un problème dû à une imperfection dans les pièce imprimées en usine. Le hic c'est que ça arrive forcément lorsqu'il faut rentrer de force un palier en laiton ou un tube PTFE, et que tenter de le retirer à mi-parcours c'est prendre le risque de l'abimer. Rien d'insurmontable toutefois, un bon bricoleur saura s'en sortir. Hormis ces deux "points durs", les tolérances entre les pièces imprimées sont très bonnes, bien que ces dernières soient de qualité moyenne. Le montage prend du temps, j'ai passé 4h uniquement sur le MMU3. On rajoute bien une heure ou deux pour le buffer et les supports de bobines. Ces supports sont très simple à monter, mais le travail de collage des petits patins en mousse est assez fastidieux (60 en tout à coller). Le buffer quant à lui est assez ludique, aves ses grandes roues qui rappelle les Meccano pour les plus anciens. C'est aussi la partie qui comporte le plus de visserie, quand on nous demande d'étaler 25 petites vis d'un coup on sait qu'on va s'amuser. Il fallait bien trouver un moment pour les manger ces Haribo. Car oui, le manuel n'indique pas quand et combien de gummy bear il faut manger. C'est le point noir de ce guide. Comparé au MMU2, et ce n'est pas une découverte, on voit tout de suite les similitudes. Des tas de petits détails sont différents cependant. Mais on peut tout de même s'étonner de certains choix, tel que la "PD-board". Cette carte n'est là que pour corriger un défaut de design électronique qui avait été relevé depuis des années sur le forum de Prusa. Il existait plusieurs techniques pour solutionner ce problème, shunter une diode sur la carte électronique, ou augmenter la tension d'entrée. Cette "PD-board" fait ce travail d'augmentation de tension. Mais alors, pourquoi de pas l'avoir intégré directement sur la carte électronique principale, ou tout simplement corrigé le défaut de design ? D'autant plus que Prusa manufacture ses cartes électronique dans sa propre usine. Il y a quelque chose qui m'échappe. Toujours est-il que cela ressemble à un patch mis sur un produit existant, et non pas à un nouveau produit avec une conception révisée. Voici où j'en suis pour le moment. La prochaine étape, marquée comme "très difficile" dans le manuel (j'en tremble ) consistera à effectuer l'upgrade du Nextruder de la MK4. C'est à dire qu'il s'agit de faire ce que l'on déconseille à tous les nouveaux sur le forum => démonter une machine qui fonctionne parfaitement pour l'upgrader. J'en reparlerai en temps voulu.




 5 points
5 points -
Retour aux conseils Je n'aime pas la marque Bambulab à cause du côté propriétaire / fermé des matériels (également le penchant Applemania / maniac). Mes imprimantes ne me servent pas d'outil de travail / production, capable, jusqu'à maintenant, de me débrouiller tant matériellement que logiciellement avec toutes celles qui me sont passées entre les mains. Donc mon avis ne vaut que ce qu'il vaut : Si tu cherches un outil pour imprimer sans trop de soucis alors les imprimantes de Bambulab sont ce que tu dois prendre. Si tu cherches à t'amuser / bricoler / bidouiller / apprendre / comprendre… alors n'importe quelle imprimante récente fera ton bonheur.5 points
-
oui jamais de pince ni de clé à molette ! le seul outil de base du bon bricoleur ... c'est ça : Je sors, ça me rend marteau tout ça ->4 points
-
@KpDp_3D Why? Serait-ce le «e» de perdue qui te ferait penser à la gente féminine ou une malencontreuse erreur d'orthographe Depuis le temps, j'en ai fait mon deuil. Désormais je me laisse pousser le crâne.4 points
-
ma boule de cristal tourne, mais ne sort rien -> je sors aussi tu as quelle imprimante ? si tu as une molette de réglage sur l'extrudeur est-ce qu'elle est réglée ? (il faut que le filament soit légèrement marqué) Est-ce qu'elle a déjà imprimé ? Est-ce que ton filament est cassant ? C'est du PLA ?3 points
-
@timoutlamouche Comment dire...? Désolé, je vais faire comme la mouche du coche, mais si tu ne nous en dis pas plus... on ne va rien pouvoir te sortir comme aide...amha.3 points
-
Si tu es chauve, aucun problème OK, je =>3 points
-
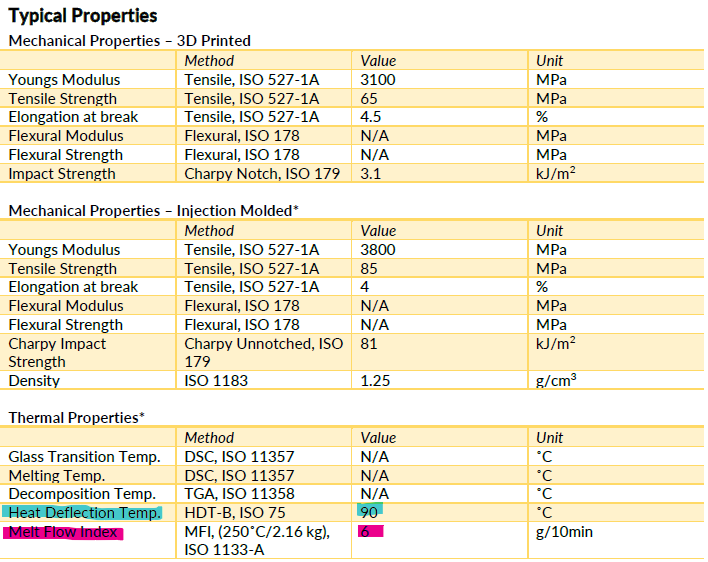
Salutations, L'impression du filament flexible est un sujet à part entière dans le monde de l'impression 3D. Il y a 5 ans maintenant que j'ai créé ma société en ingénierie mécanique, impression 3D, usinage et formation pour les secteurs de la défense et de l'industrie. Du coup je me disais que je pouvais partager un peu de ce que j'ai appris Sur la partie industrie de ma société, je suis amené à concevoir et fabriquer des protections sur mesure, des outillages et des améliorations machine en filament flexible. Ces pièces peuvent nécessiter jusqu'à 150h d'impression en fonction de leur application qui me permet de définir des capacités et seuils d'amortissement dont découle une forme et densité de remplissage ainsi que le nombre de parois internes et externes. Mais déjà avant tout ça, il y a une petite précision à apporter. Le "Flexible" est un terme "fourre tout" lors des discussions à ce sujet mais il y a plusieurs catégories importantes. Pour les pièces de mes clients je n'utilise que du TPU. Cependant, en fonction de la dureté du TPU exprimée en SHORE, il y a une variation énorme en terme de paramétrage. Donc pour être précis, j'utilise des TPU en 95A, 82A, 70A et enfin 60A. Notez que les filaments en dessous de SHORE 70A ne sont pas utilisables en agro-alimentaire. Dans le TPU (et peut-être en TPE, je ne n'en utilise pas donc je ne sais pas), il y a deux familles. Le semi-flexible et le flexible. Le filament de dureté SHORE 95A est le seul représentant de la famille des semi-flexibles. La famille des filaments flexibles quant à elle inclut les duretés SHORE 82A, 70A et 60A. En dessous de cette dureté on opte en général pour un type ou un autre de silicone. Déjà ça dégrossit pas mal le tableau. Maintenant, il y a un paramètre très important à prendre en compte au niveau facilité d'impression : on prend du filament Ø1.75 ou Ø2.85 ?! Pour répondre à cette question il faut se demander à quel usage seront destinées les pièces que vous souhaitez imprimer. En effet, si cet usage implique d'utiliser du 95A uniquement, le Ø1.75 s'imprime assez facilement même sur des systèmes Bowden. En revanche, si l'usage de vos pièces implique d'utiliser des filaments de dureté SHORE inférieure, il vaut mieux passer sur du Ø2.85 en extrusion directe. "J'veux bien mais BORDEL à cul POURQUOI ?!!" me demanderez vous La réponse à cette question implique de parler de viscosité, de HDT, de dilatation et de pression (je vais simplifier bien sûr, soyez indulgents svp). La viscosité dans notre contexte d'imprimeur représente la difficulté à faire passer le filament fondu sous forme de pâte au travers du trou de sortie de la buse. C'est ce qui fait que vous pouvez imprimer du PLA à 500mm/s sur une K1 Max non modifiée puisqu'il est très fluide une fois fondu, alors que sur du PETG "haute température", qui lui est beaucoup plus pâteux et difficile à extruder en terme d'effort mécanique pour le moteur d'extrusion, vous devrez descendre à ~80mm/s. La HDT (Heat Distortion Température) ou température de fléchissement sous charge correspond à la température à partir de laquelle le matériau que vous utilisez perd tout ou partie de sa résistance mécanique. Cette info est indiquée sur la fiche technique du matériau. La dilatation de la matière plastique est importante et s'exprime en micron/mm²/°. Cette dilatation nous pose problème en tant qu'imprimeur pour la justesse géométrique de l'objet imprimé mais, dans le cas qui nous concerne, parce qu'elle impose des tolérances élevées dans les pièces qui assurent le passage/guidage du filament dans l'extrudeur. La pression dans notre cas correspond à la force de poussée pour faire passer le filament fondu au travers du trou de sortie de la buse répartie sur la surface du filament. Voici un exemple de tableau sur lequel la valeur de dilatation apparait (Source Simplify3d) : Voici un exemple de Fiche Technique de matériaux (du PolyAmide détectable en l’occurrence) sur lequel le Coef de viscosité ainsi que la HDT apparaissent (Source ColorFabb) Donc, le filament en Ø2.85 permet de répartir la force de l'extrusion sur une plus grande surface ce qui diminue la pression et il est plus "rigide" ce qui empêche le phénomène de l'accordéon dont je parle ci-après. Afin de pouvoir expliquer la suite, il faut que l'on parle du système d'extrusion : Il est composé de plusieurs parties mais on ne va pas tout détailler, on est Dimanche et j'bosse comme le gros benêt que je suis... On va se concentrer sur le passage du fil en omettant la motorisation et sa mécanique que l'on suppose fiable (un extrudeur "fait pour" quoi). On a donc deux parties : Le corps froid qui comprend le dissipateur thermique ainsi que le tube de liaison qui fait la jonction entre l'extrudeur et le corps chaud. Le corps chaud qui comprend le corps de chauffe et la buse. Explication de la problématique : Le filament doit passer librement dans le système d'extrusion ce qui implique de laisser du jeu entre le diamètre du filament qui fait en général le diamètre annoncé plus ou moins 0.02mm pour les filaments faciles et plus ou moins 0.05mm pour les filaments complexes (en fonction du fabricant ça peut varier mais je simplifie ici aussi. Pour voir les tolérances exactes, regardez la fiche technique du matériau en question (TDS en anglais pour Technical Data Sheet)). Donc le tube de liaison a un jeu de passage sur son diamètre intérieur qui est pratique pour que le fil coulisse librement mais nous emmerde fortement parce que, qui dit jeu, dit fuite. De plus, comme il y a du jeu, avec la pression exercée sur le filament pour l'extruder, il peut se courber dans le tube et, si la pression est trop forte, devenir un superbe "accordéon" qui va s'arcbouter sur les parois du tube et bloquer le passage. Dans le cas du flexible qui à une viscosité très élevée, le jeu n'est pas gênant mais pour les filaments très fluide ça peut faire refluer le plastique fondu dans le corps froid ou il va être refoidi (CQFD), figer, supprimer le jeu de passage et créer une magnifique occlusion qui va flinguer votre impression en cours. Les deux derniers points sont liés, en effet, le corps froid essaei de dissiper la chaleur produite par la résistance du corps de chauffe en permanence afin que la chaleur ne se transfère pas du corps chaud au corps froid. Mais comme le corps chaud et le corps froid sont liés mécaniquement, le corps froid est de plus en plus chaud à mesure que l'on descend et approche le corps de chauffe. La résultante de ce phénomène tout à fait normal est que le filament risque de dépasser sa température de fléchissement sous charge AVANT le corps de chauffe et ramollir plus ou moins dans le tube de liaison. Si on met tout ça bout-à-bout qu'est ce que ça donne ? Et bien, le filament est maintenu en pression dans le passage entre le corps chaud et le corps froid, dans le même temps il chauffe au fur et à mesure qu'il s'approche de la buse. Si la pression est trop forte, le filament va se tasser jusqu’à être pâteux dans le bas du tube de liaison qui est en contact direct avec la buse. Et c'est à cette instant que la dernière difficulté imposée par le flexible va vous prendre par surprise et achever votre impression... Comment ?! Et bien il faut savoir qu'un tube de liaison de qualité (acier, inox, titane, etc...) est poli miroir ou rodé ce qui donne une rugosité extrêmement faible à l'intérieur de l'alésage pour obtenir une friction minimale. Les tubes PTFE, quant à eux, sont presque parfaitement lisses par défaut et le PTFE (Téflon) accuse, de base, du meilleur coef. de friction des polymères. MAIS les filaments flexibles s'entourent d'une couche extrêmement collante quand ils commencent à fondre (vous pouvez essayer en chauffant un bout de flex au briquet ) et cette "colle" arrive à adhérer à la paroi interne du tube de liaison juste à sa jonction avec la buse et forme une espèce de bague. Cette bague va gêner le passage du filament qui va avancer par saccade au lieu d'avoir un mouvement fluide. Au début ça cause une légère sous extrusion mais comme le filament avance par saccade, ça occasionne des pics de pression derrière la buse, le fil se tasse et devient mou plus loin que d'ordinaire et... c'est le début de la fin, le phénomène s'accélère et empire jusqu'à une occlusion quasi, voir complète du jeu dans le tube de liaison. En l'absence de jeu, c'est le "serrage". Le filament ne passe plus Voici la photo de tubes de liaisons à divers stade du phénomène : [Edit] : Paramètrage et explications supplémentaires à venir

 2 points
2 points -
mon imprimante tourne mais rien ne sort2 points
-
Salutation ! Pour compléter et2 points
-
donc si l'extrudeur fonctionne, c'est la buse qui est bouchée ou le tube ptfe qui est abimé. Il faut le sortir de la tête d'impression pour vérifier son état. Si il est déformé ou noirci, il faut couper le morceau abimé (attention il faut essayer de le couper le plus droit possible et sans déformer le tube) Pas de soucis, je suis un très bon photographe aussi (mais les miennes sont généralement floues en plus )2 points
-
Pour le vérifier, il faut le démonter car souvent il se fêle par en dessous, et cela ne voit pas de l'extérieur.2 points
-
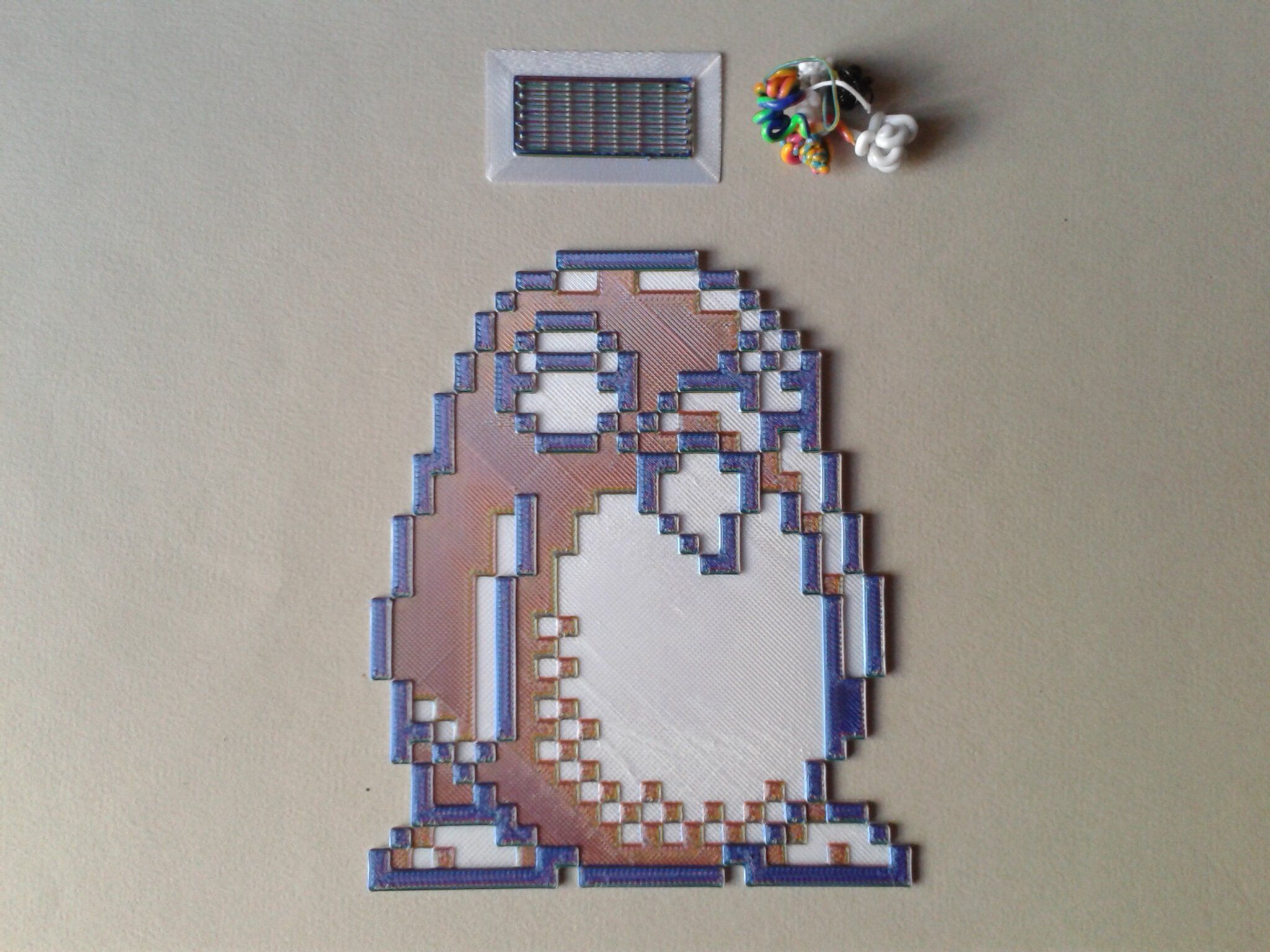
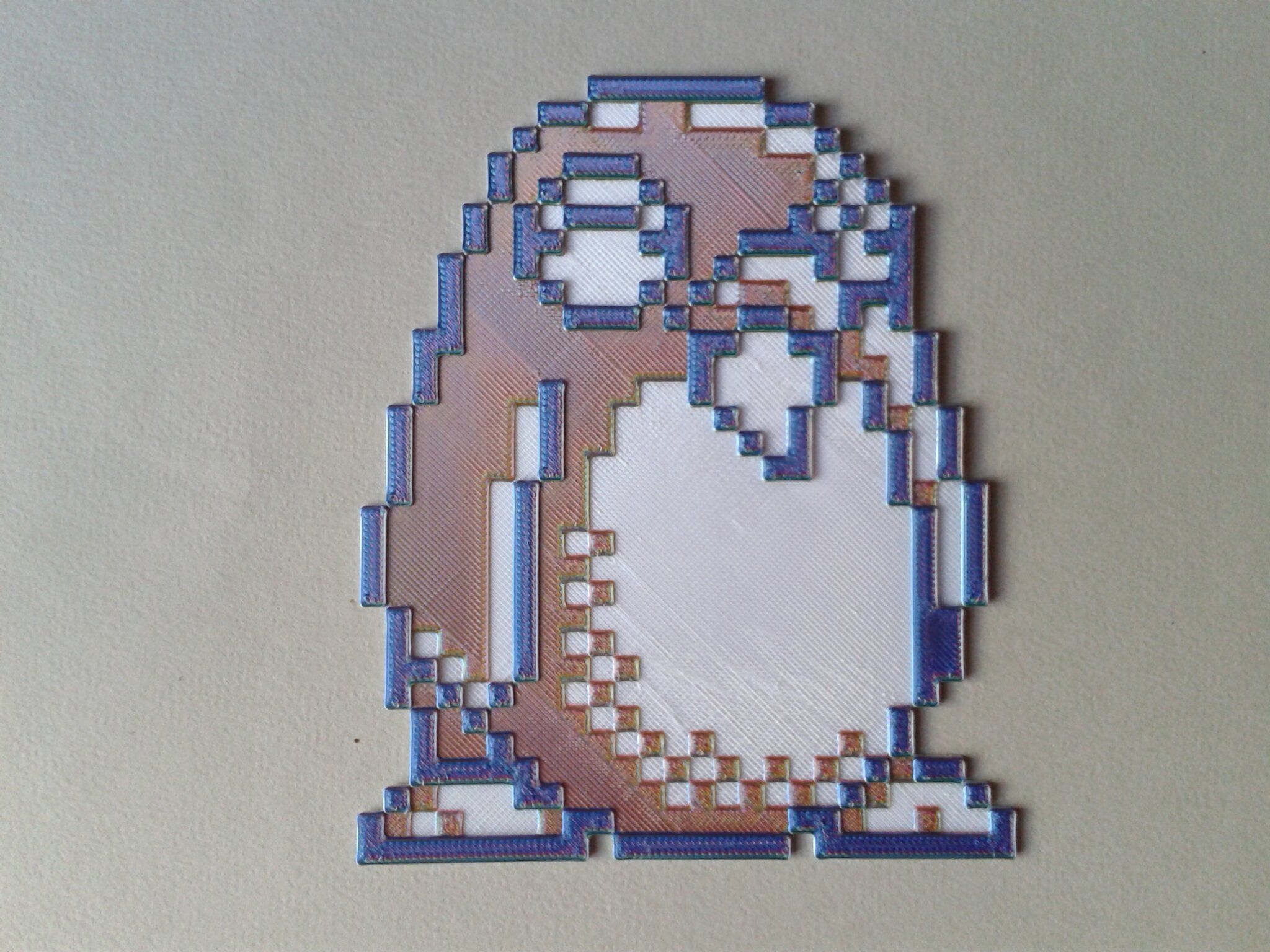
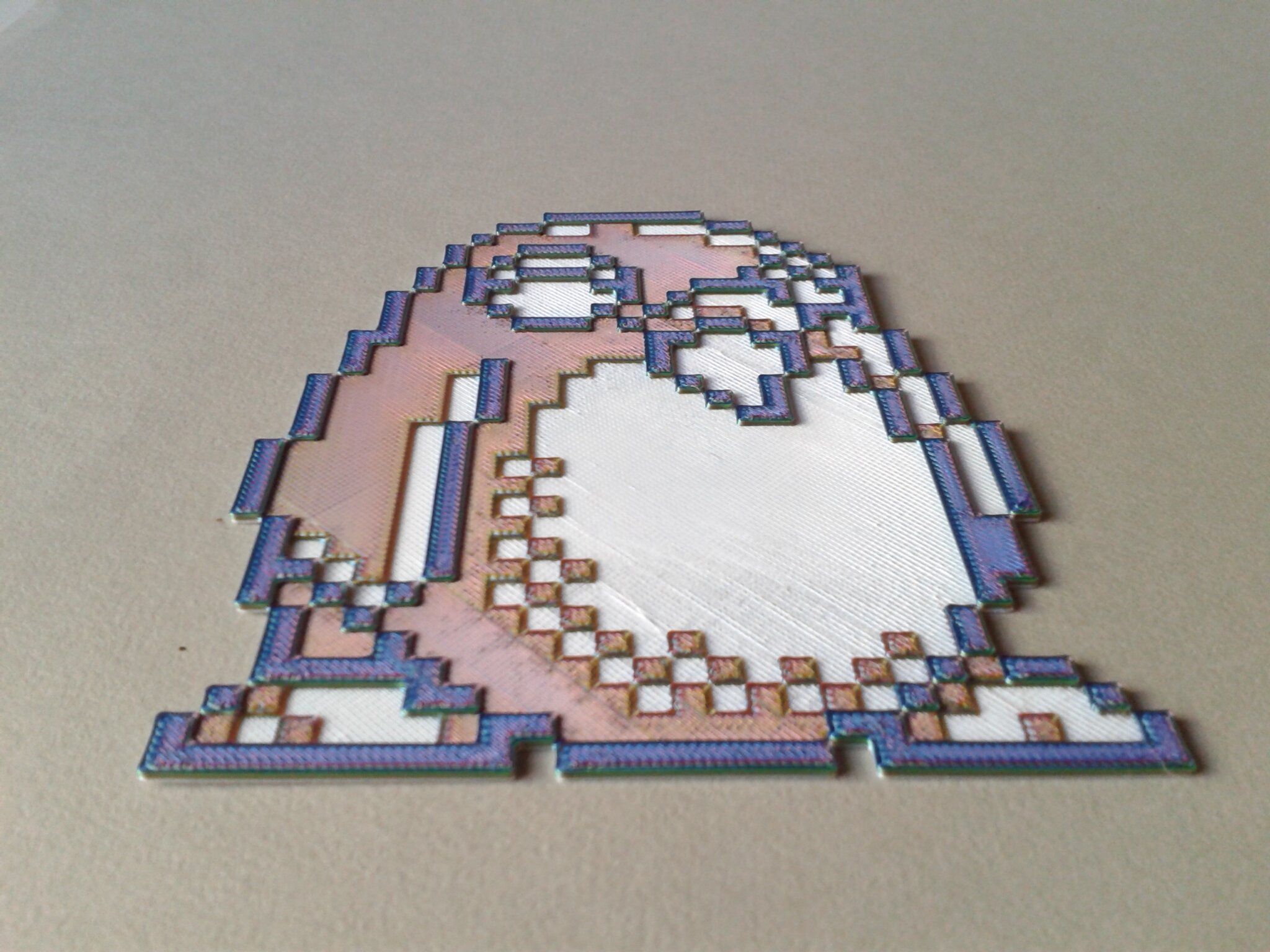
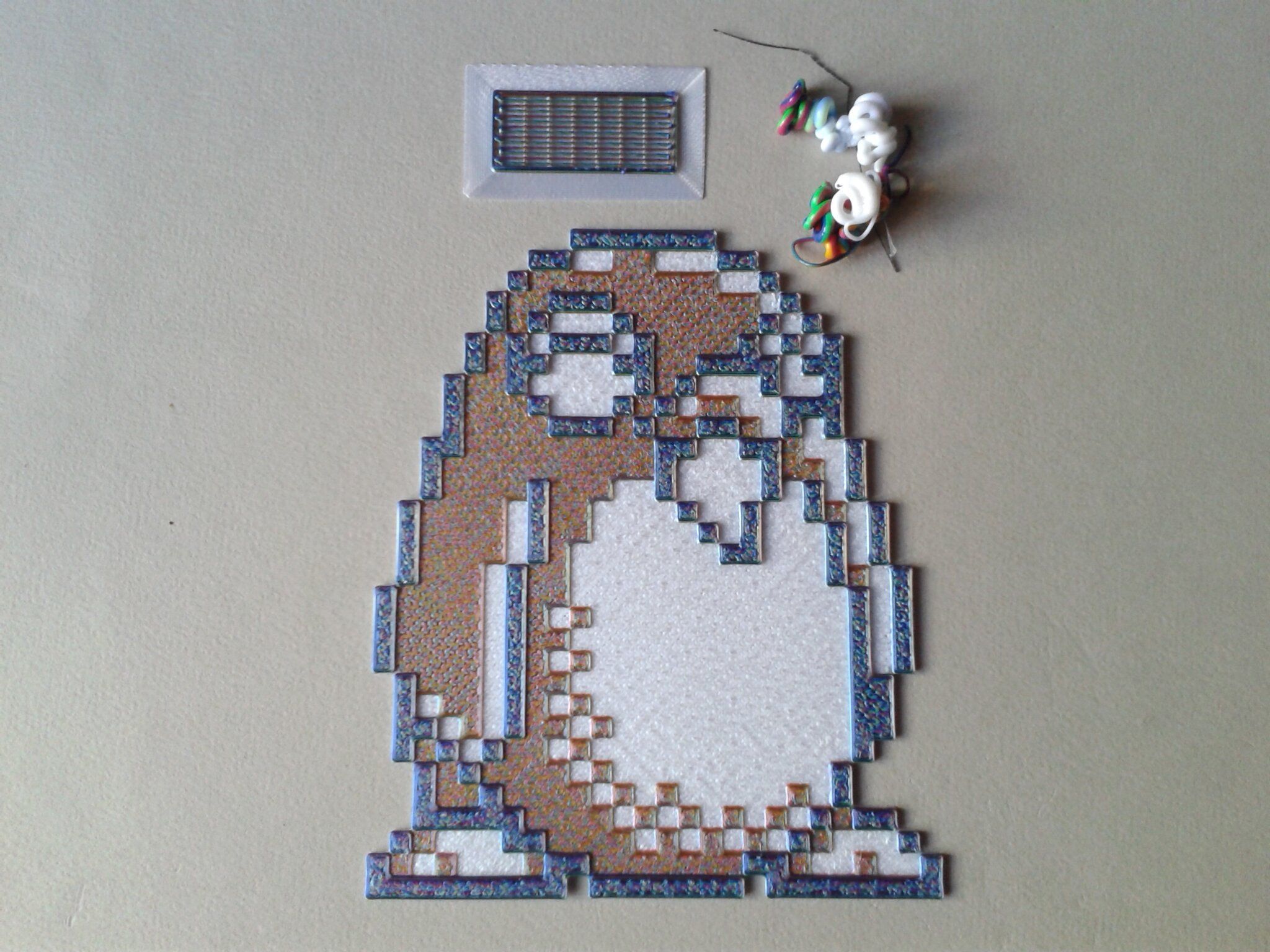
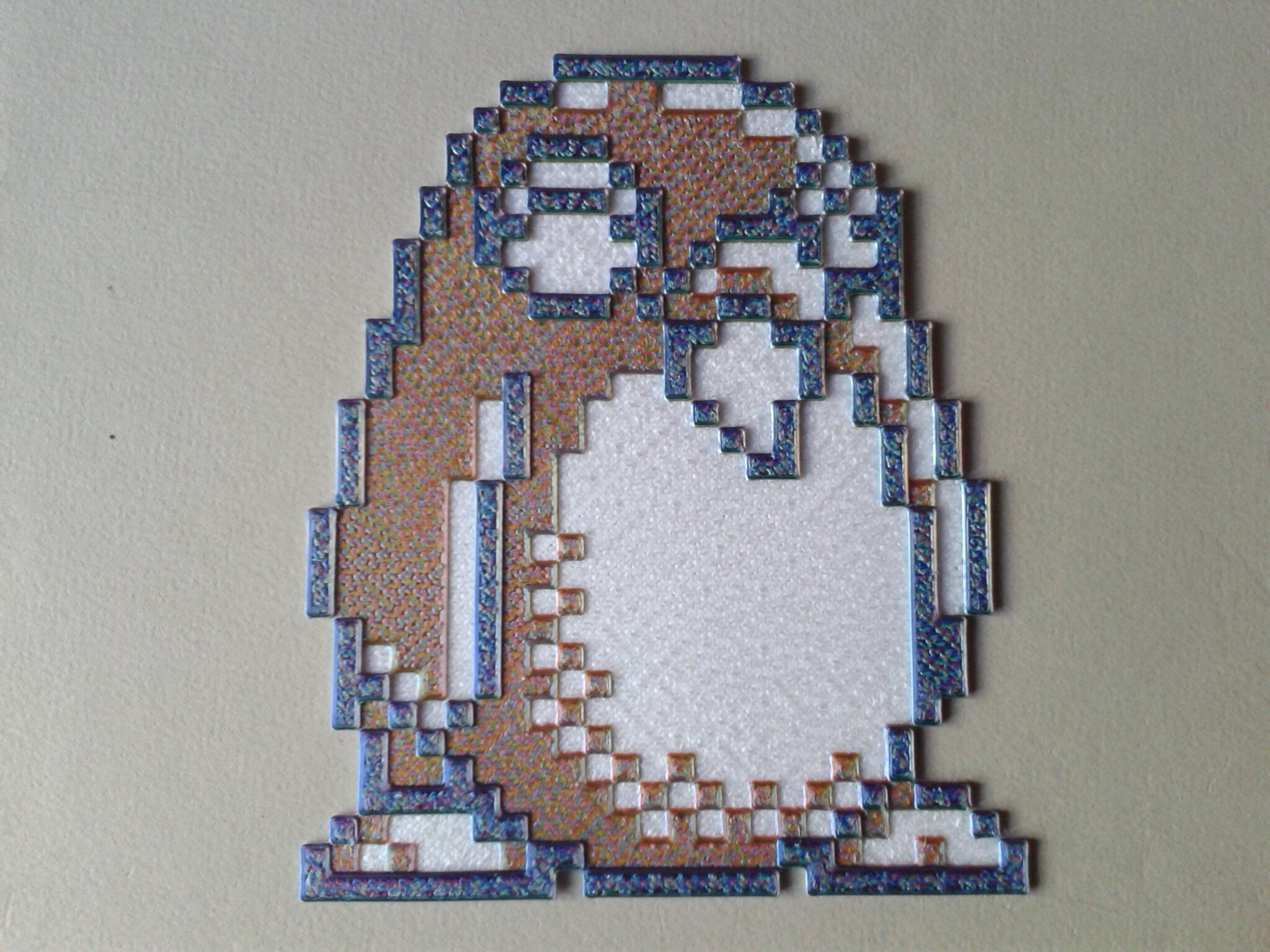
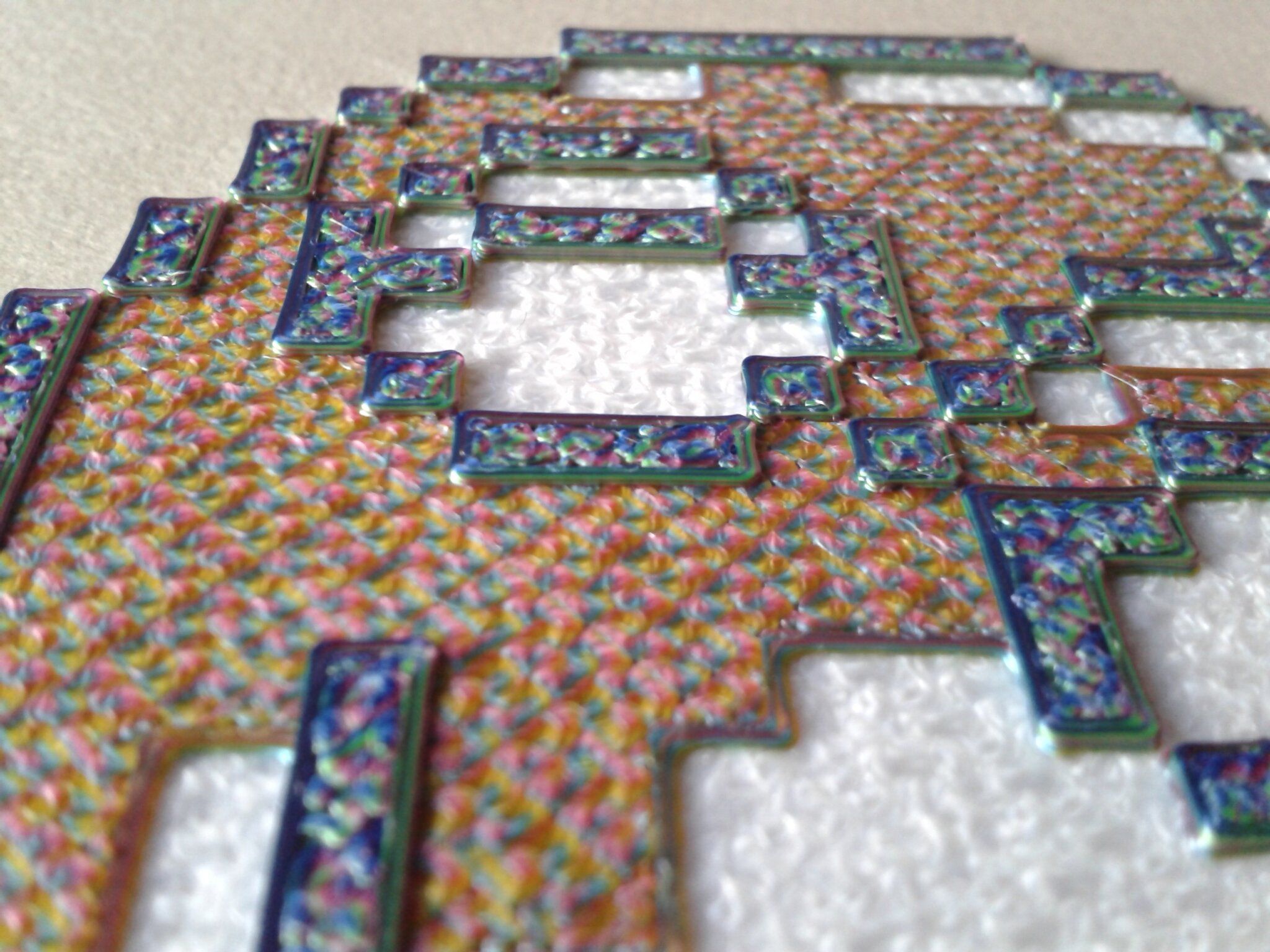
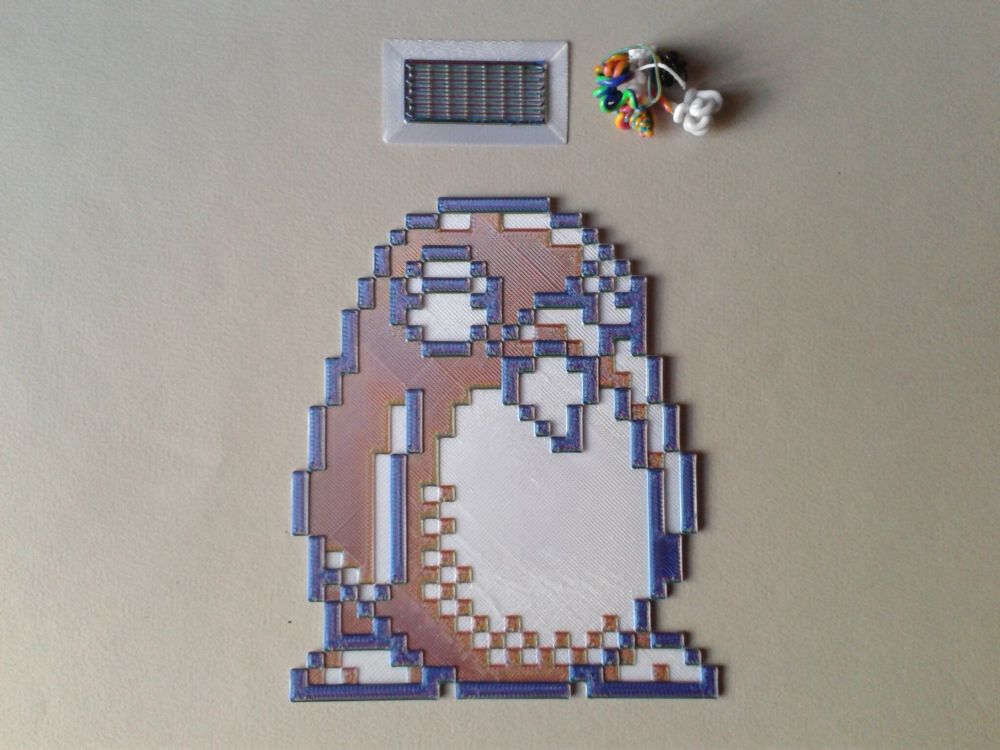
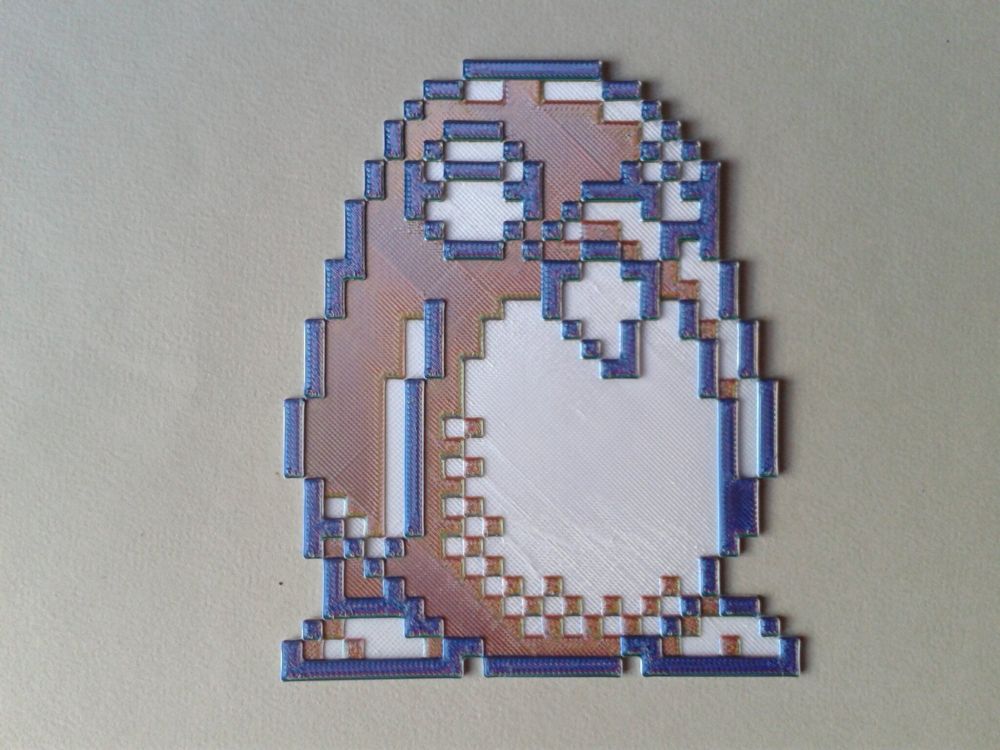
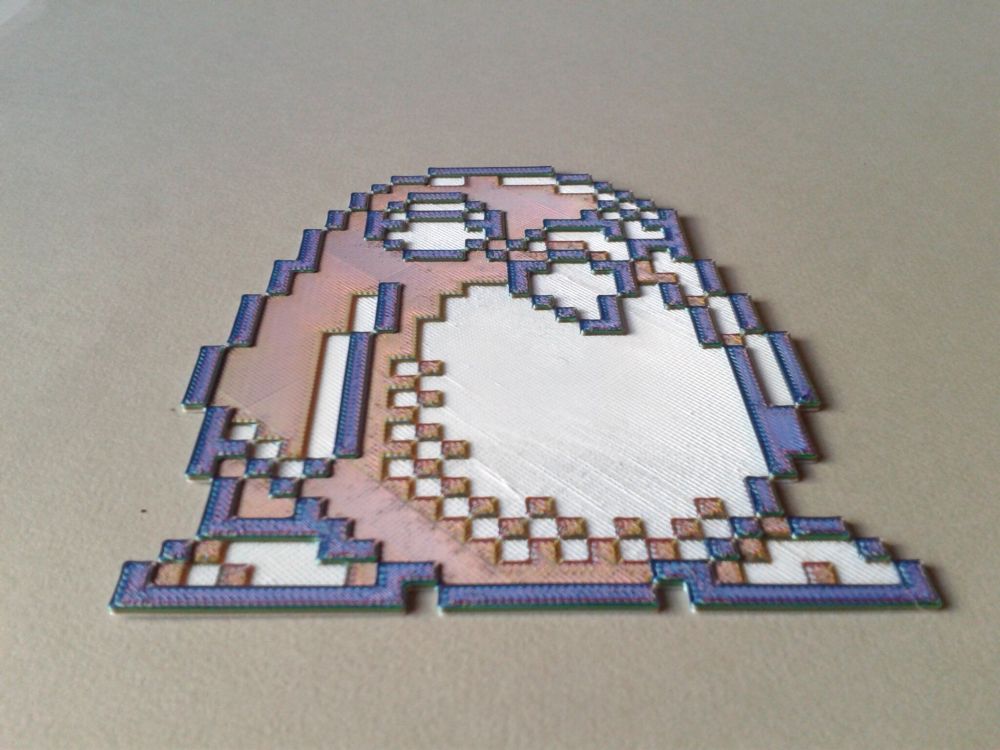
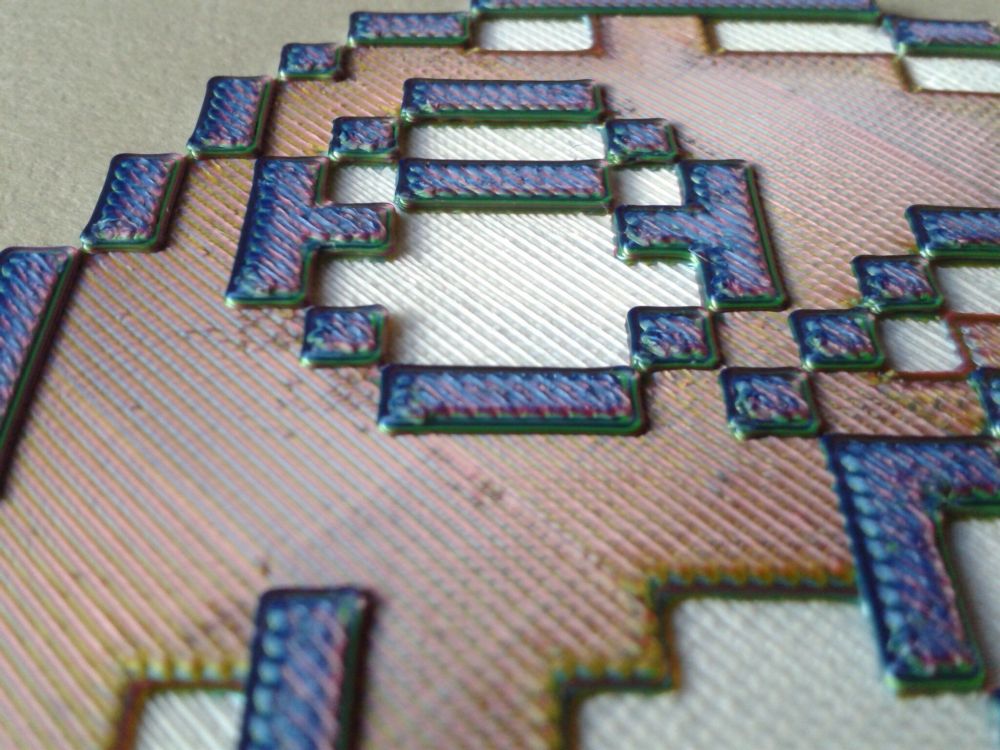
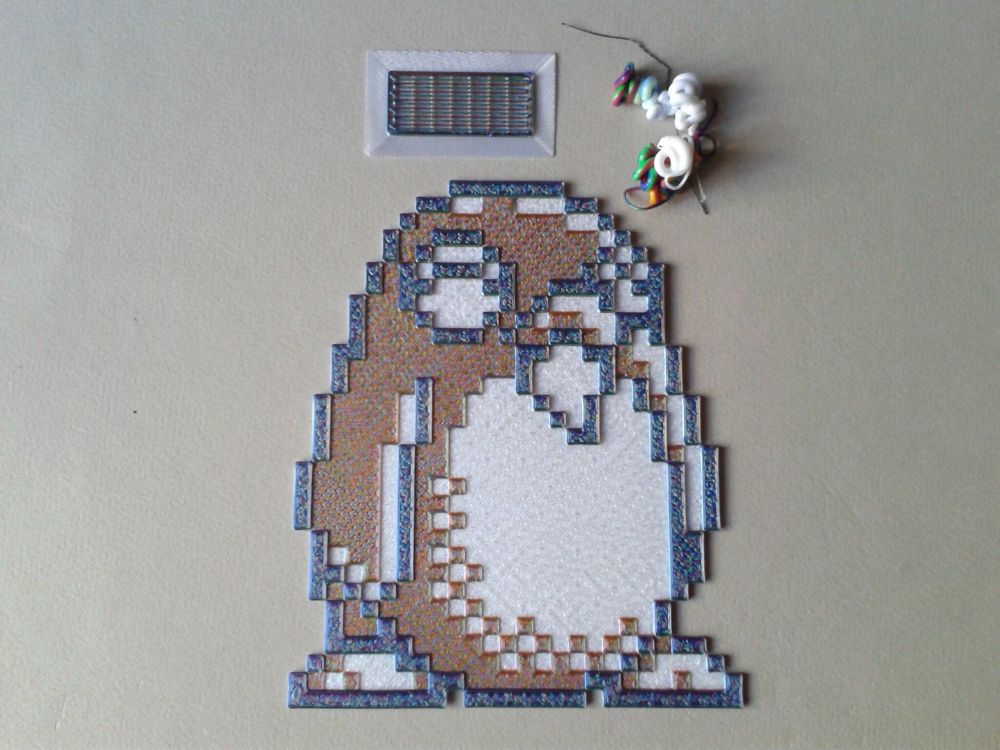
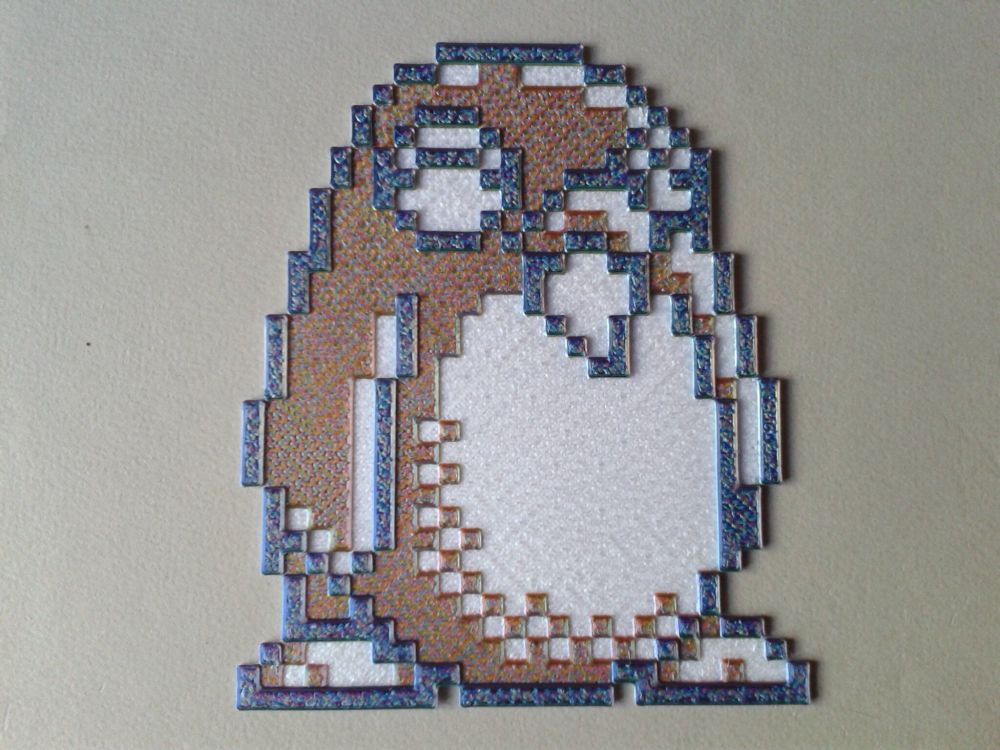
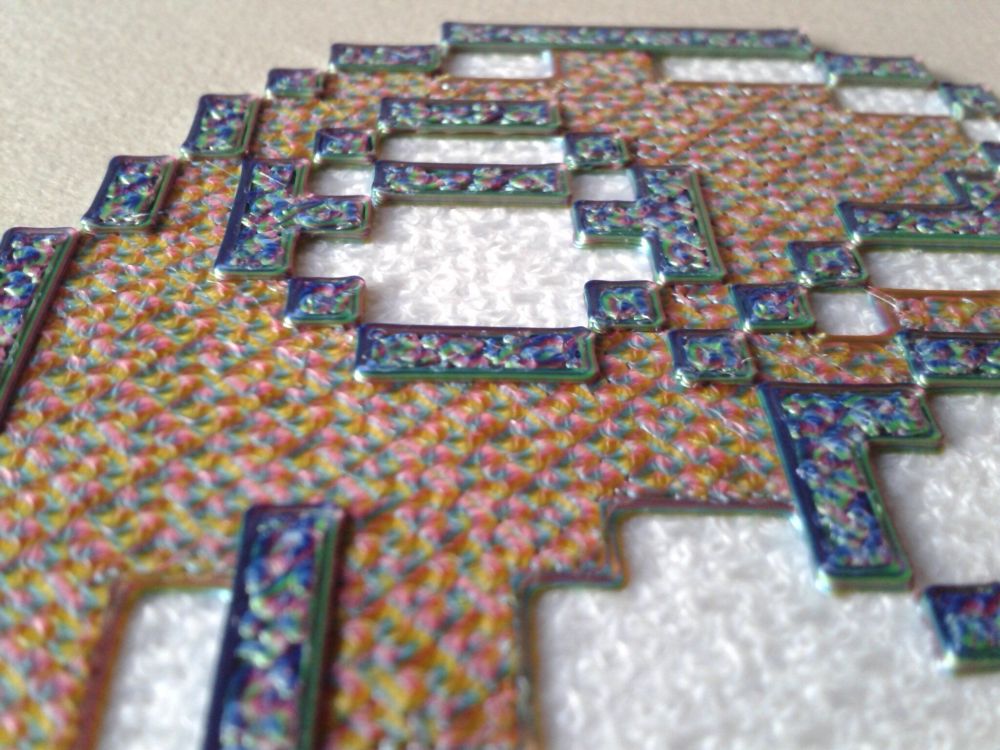
Je n'ai pas pris un modèle spécialement adapté (, mais j'avais cela en cours pour une activité sur MakerOnline ...) Pour les deux impressions suivantes, ce sont des enchainements de deux couches (de 0.20mm de hauteur de couche ) de "Silk PLA+ White Anycubic", puis "Silk PLA+ Tri-Color Red Yellow Green Anycubic", puis "Silk PLA+ Tri-Color Blue Green Purple Anycubic". Le premier avec un motif "Monotonic Lines" pour les couches du dessus Le Second avec un motif "Hilbert Curve" pour les couches du dessus Je viens de lancer un premier "Spring Bunny" avec du "Silk PLA+ Tri-Color Red Yellow Green Anycubic", estimation durée d'impression de ~2h ... Je reviendrais poster les photos ici quand fini pour celui en cours et le prochain en "Silk PLA+ Tri-Color Blue Green Purple Anycubic" ...


 2 points
2 points -
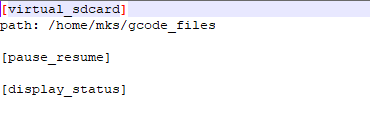
Salut @PPAC le chemin est indiqué dans le fichier Fluidd.cfg dans la section virtual_sdcard comme vous pouvez le voir si dessous Donc en effet @LorenzoGex première chose a vérifier c'est que le dossier existe bien dans l'arborescence indique en te connectent en SSH, et faire un MKDIR (make directory pour la création d'un dossier si le dossier est absent).
 2 points
2 points -
Une BambuLab A1 mini devrait lui permettre de démarrer sereinement. C'est fiable, prêt à l'emploi, facile à utiliser, les pièces détachées sont abordables et le logiciel est très complet tout en restant assez simple.2 points
-
Bonjour, Je ne vois pas de topic sur la T1 fraichement sortie. Il n'y a pas grand chose dans le manuel et ni sur le wiki https://wiki.flsun3d.com/en/FlsunT1 Alors voici mes interrogations soulevées jusqu'à présent : Comment faire pour éteindre correctement la machine ? Brutalement avec l'interrupteur du côté gauche ? Comment récupérer les vidéos/time lapse à distance ? Le revêtement du disque magnétique en PEI s'est enlevé après avoir retiré une pièce en PLA. Normal ? Pour remplacer filament/bobine, il faut allez dans contrôle puis en bas à droite sur le bouton flèche du haut " ^ ". Un popup apparait indiquant 180°C ou 240°C. Que dois-je choisir ? Des conseils de petite maintenance générale sur cette machine ? Sinon top cette T1 à 500€ ! Le silencer est limite obligatoire même si j'ai une pièce dédiée :1 point
-
"Pixel Art" depuis des images Je travail sur un truc en Java+OpenScad Pour d''un fichier "au pixel" exemple faire un .stl en mode couleur par changement de filament par couche et aussi générer un lot de .stl pour faire du changement de couleur dans une même couche ( des groupes des ensemble de pixel de même couleur pour affecter un extrudeur/filament) ) , et en bonus de faire aussi comme https://makerworld.com/en/makerlab/pixelPuzzleMaker une version où l'on peut imprimer des plateau de tuiles pour chaque pixel en séparé et des grilles pour faire le "pixel puzzle" ... Pour le moment je suis qu'au mode changement de couleur par changement de filament en début d'une couche.( j'ai a affiner mon code pour générer les lots de .stl ...)1 point
-
-
 Ma participation au "Olympic Moments Design Contest" sur MakerOnline. Lien vers le modèle https://www.makeronline.com/model/Olympic Rings, Mini-Puzzle/19429.html1 point
Ma participation au "Olympic Moments Design Contest" sur MakerOnline. Lien vers le modèle https://www.makeronline.com/model/Olympic Rings, Mini-Puzzle/19429.html1 point -
Merci @PPAC et @MrMagounet pour vos pistes ! J'ai mesuré en sortie du transfo (et en entrée de la carte mère), j'ai bien un 24.3V continu qui est stable. Et toujours impossible de faire tourner un ventilateur ou de bouger en X, Y ou Z. J'ai eut un reboot de la machine pendant qu'elle avait le capot ouvert, mais malheureusement je n'avais pas le multimètre qui mesurait à ce moment, donc je ne peux pas dire s'il y a eu une baisse de tension à ce moment. Visuellement je n'ai trouvé sur la carte mère qu'un dissipateur plus noir que les autres, mais je revérifierai demain avec moins de fatigue dans les yeux. Merci pour l'idée de la prise connecté, depuis qu'elle est dans mon garage je remarque moins quand elle a finit de tourner en plus, donc j'appliquerai cette astuce dès qu'elle sera réparée !
 1 point
1 point -
Oh chouette, un nouveau Schmilblick ! La technique des oreilles de Mickey d'une couche d'épaisseur est très courante et fonctionne très bien. En les retirant dans le bon sens, c'est à dire vers le haut comme présenté et surtout pas vers le bas en arrachement, on peut même le plus souvent se passer de l'ébavureur. Il suffit de bien les plier sur l'angle avant de tirer dessus.1 point
-
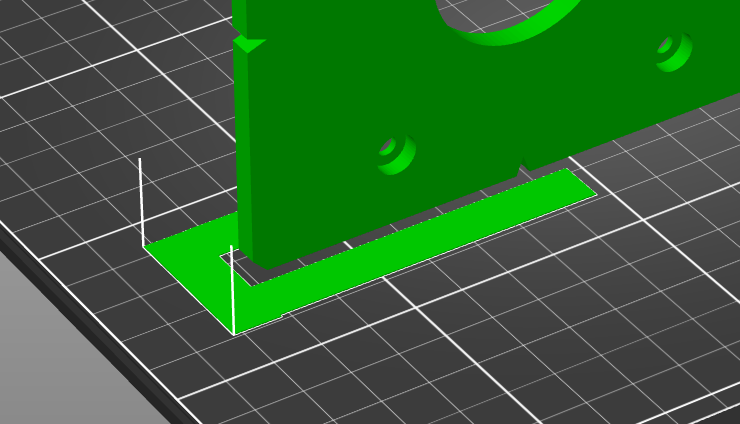
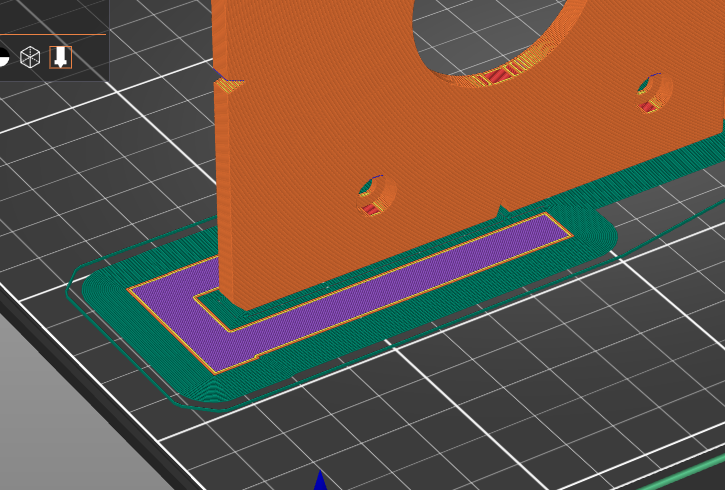
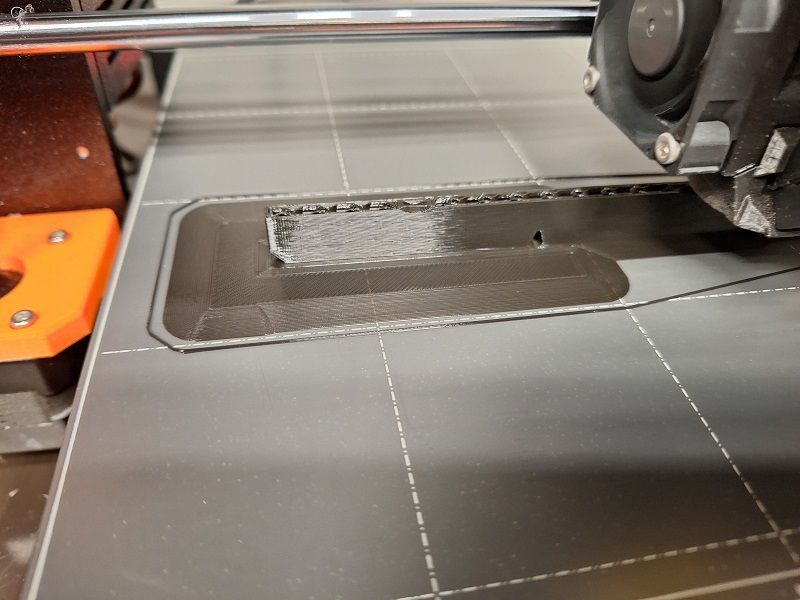
Salut Bon après petite réflexion j'ai utilisé la méthode décrite par @pommeverte en créant directement directement la forme en U dans PrsaSlicer Et le résultat est bon. Pas de décollement Merci à vous deux pour vos suggestions @+ JC
 1 point
1 point -
Tout d'abord merci pour le temps que vous prenez pour lire mes message et pour y répondre ! Pour donner quelques infos j'ai 3 thèmes liés à l'impression 3D (photo, vidéo, création artistique plastique et électronique). Pour se faire je vais investir dans une graveuse laser (pour certaines parties de ces projets), une imprimante résine (pour certains besoins de précision et de détails très poussés) et pour le "basique" (tests, impressions résistantes au soleil, d'autres aux chocs, etc en fonction des projets) une imprimante 3D fdm (d'où mon besoin de prise en charge d'un maximum de filaments techniques). J'ai 2k5€ de budget on va dire. J'ai déjà 700€ de budget pour le graveur laser moins de 1k€ pour l'imprimante résine (faut tellement de trucs aussi pour ça) le reste pour l’imprimante 3D filament. A terme la gestion multi-matériaux / couleurs sera nécessaire ainsi que la possibilité d'imprimer des pièces plus grandes, à ce moment la je vais partir sur une I'Original Prusa XL (ou équivalente à venir d'ici un an ou deux, ça bouge tellement vite). car son coût reste raisonnable si je n'avais pas le reste à acheter j'aurai le budget pour le modèle de base avec une tête en plus. Ça règlera mon soucis de déchets pour le multi-couleur et la qualité d'impression multi matériaux sans avoir à intervenir au cours de l'impression. D'ici la on garde sa thune et la Q1 Pro pour les premiers projets sera suffisante pour me faire la main, apprendre à imprimer avec des filaments autrement plus délicats à régler que le PLA et les 400 a 500€ que je sauve ça fera quasi une tête déjà de payé pour la prusa HAHAHAHA ! Je vais me laisser la soirée pour réfléchir avant de prendre l'imprimante ! @fran6p je vais regarder un peu ce que tu as fais ton imprimante ya peut être des trucs qui seront pertinentes à mettre en place un jour sur ma future Q1 Pro.1 point
-
C'était évidemment humoristique1 point
-
vérifie le levier en plastique de l'extrudeur, il me semble qu'il a tendance à se fêler. Quand tu posses à la main ça marche (le filament avance bien ?)1 point
-
Sa marche je vais consacré ma journée de demain à faire les modifications et relancer un test pour tester les diverses théories identifier. C'est vrai que le homing sans capteur c'est un peu limite
 1 point
1 point -
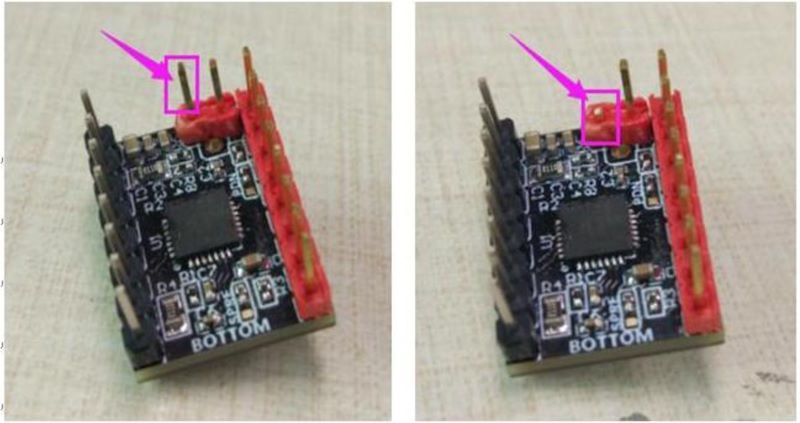
Salut, Normalement, c'est à faire même si dans cette note (TMC2209-V1.2-manual.pdf ) il est indiqué que ça n'a une incidence que sur la prise d'origine. Dans le doute autant faire la modif: non, seulement la possibilité d'activer la fonction prise d'origine sans détecteur (sensorless). Comme cette fonction n'est pas très fiable, ce n'est pas dérangeant
1 point
-
une buse laiton en serrant au lieu de desserrer, ça doit casser facile1 point
-
faut être courageux1 point
-
"Utilisateur spécifié" nécessite d'autres paramètres situés en dessous qui peuvent conduire à ce que la couture soit face à toi. Oui, "essaie angle le plus aigu" en mettant Préférence de jointure à " Masquage intelligent "afin de la mettre à l’intérieur (sauf si ce n'est pas l'effet voulu) . Sous réserve, que ces paramètres soient les mêmes en 5.8. Sinon tu peux installer Cura Settings Guide dans les extensions qui apporte la traduction en français des explications des paramètres1 point
-
En résumé si tu veux une A1 mini, c'est ici : https://li3d.fr/BambuLabA1Mini-BBL (version seule à 200,68€) Tu rajoutes une ou plusieurs bobines de "filament PLA" pour démarrer facilement, c'est tout. Du "PLA Basic", ce sera très bien pour débuter. Il y aura ensuite bien d'autres questions après la réception mais tu peux déjà (ton fils aussi) lire notre test avec sa vidéo pour te faire une idée de la prise en main très facile de l'outil : https://www.lesimprimantes3d.fr/test-bambu-lab-a1-mini-combo-20231031/1 point
-
Salutation ! Je parle sans savoir, car je n'ai pas cette machine. (Mais je me dis que @MrMagounet devrait pouvoir corriger si je dis des bêtises, ou sinon compléter ) Il me semble que c'est dans le fichier "printer.cfg" (ou un fichier qui y est inclus) qu'il y a de définie le chemin vers le dossier où stocker/lire les fichiers ".gcode". Mais là, je me dis que tu as probablement supprimé le dossier du système de fichier et qu'il te faut le recréer ( se connecter en utilisateur "mks" via ssh a la machine vérifier si le dossier existe ou non avec un ls -l /home/mks/gcode_files et s'il n'existe pas, alors faire un mkdir -p /home/mks/gcode_files )1 point
-
@PPAC Nous mettras-tu quelques photos de pièces pour voir comment il rend ? En tricolore je n’ai utilisé que de l'Amolen, (l'éventail de choix de couleur est plus grand), le tricolore donne de bons résultats (par exemple sur des dragons des glaces) , le seul problème c'est que de temps en temps le filament peut subir une rotation dans l'extrudeur cela me l'a fait entre deux impressions à la suite une boîte et son couvercle (raccord des couleurs impossible).1 point
-
L'écran de la machine est indépendant du reste sur la partie soft seul l'alimentation électrique est fournit par la carte mère, donc au vue de ce que tu indique si le reboot inclus un redémarrage de l'écran avec logo etc cela implique que la carte mère ne délivre plus les 5v demander par le TFT ou que l'alimentation ne délivre plus de courant suffisant. Comme la suggérer mon ami @PPAC commence a vérifier quand en sortie de l'alimentation on a bien le 24v qui alimente la carte mère, et après bien regarder du côté de la carte mère. Même si il faisait 40°c dans ton garage l'imprimante en veille ne consomme quasiment rien en puissance car un cable USB sur un PC suffit a alimenté carte mère et écran (l'usb délivre 5v pour 0.5A en USB 2 et 5V 0.9A en USB 3 donc ici sur la X2 usb 2 implique 2.5W), les mouvements moteurs et chauffe buse eu impose que l'alimentation 24V soit la (le plateau est alimenter en 230v via le SSR mais commander par la carte mère). Regarde aussi si la ventilation du boitier est fonctionnel (après de mémoire sur la X2 elle s'allume que en cas de chauffe buse), je dirais que tu as 80% de risque que ta carte mère est dégager après pourquoi y a t'il eu un surtension, des condensateur sur la carte mère qui aurait gonflé ? difficile a dire. Un conseil il m'arrive moi aussi de laisser mes imprimante finir un print et partir en week end ou autre, j'ai par contre branché toutes mes imprimantes sur des prises connecté et cela depuis plusieurs années, actuellement il me reste que des machines sous klipper ou système propriétaire avec caméra que je peux surveillé a distance, mais même avec mon ancienne Genius quand je savait que l'impression etait terminer depuis 2h si j'ai pas de caméra et d'etat d'impression hop a distance je coupais la prise connecté comme cela pas de soucis1 point
-
@Scall tu aurais pas ton ventilateur 4010 a gauche de ta tête qui sera en panne ? as tu démonter la tête et vérifier que le ptfe a l'intérieur de ton heatbreak est pas complètement HS, d'origine la X1 et la X2 on un heatbreak bore (PTFE traversant), ce dernier est bien plus susceptible de ce dégrader surtout si tu as imprimer du PETG ou autre filament a 240°c.1 point
-
OUUUUUIIIIIIIII ! A toi la main D'Artagnan


 1 point
1 point -
Filament d'origine chinoise ? Anycubic ? pas le Pantone c'est par quatre?1 point
-
Vivement l'AMS séchoir1 point
-
Validé ce PETG-HF1 point
-
C'est vrai qu'une A1 mini rentre pile dans le budget et permet de se consacrer au reste, mais une Ender 3 ou équivalent ne sera pas forcément plus complexe à maintenir en vie. Aussi penser au volume d'impression plus limité sur la A1 mini qu'avec la plupart des concurrentes à ce prix. Quelques idées dans ce budget de 200 € : Bambu Lab A1 mini : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/bambu-lab/a1-mini/ Creality Ender 3 V3 SE : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/ender-3-v3-se/ Anycubic Kobra 2 : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/anycubic/kobra-2/ A chaque fois, tu as un test en lien pour te faire une idée de la machine. Tu feras ton choix entre boutique officielle du constructeur, revendeur français ou asiatique en jugeant du prix / risque de problème si SAV. Et ton fils pourra ensuite venir sur ce forum pour apprendre et découvrir1 point
-
La buse d'une neptune 4 n'est pas du tout en pas inversé * vis (ou buse dans ce cas là) de face : - serrage : sens horaire - desserrage : sens antihoraire sinon quelle que soit le pas de la vis il y a toujours un moment ou l'on peu la visser (ou la dévisser) vers la droite ... ça dépend de la position de la clé1 point
-
Merci pour vos réponses. Je teste ça demain et je vous dis quoi @+ JC1 point
-
pour l'évacuation on voit le système arrière sur cette vidéo. https://youtu.be/SOwa_OxiiNg?t=22 Sur un seul changement de filament sûrement pas. 1 mètre de filament PLA en 1.75mm a une masse de l'ordre de 3 grammes.
 1 point
1 point -
Salutation ! Là, pour moi, c'est en sur-extrusion de partout. Mais les pistes de la température d'impression trop haute ou de manque de refroidissement ne sont pas à écarter. A tu testé d'imprimer un ancien fichier d'impression d'extension ".gcode") qui s'est déjà imprimé sans problème ( pour vérifier que c'est bien un problème de paramétrage de trancheur et pas autre chose ... ) ? ( Et, éventuellement tenter de réimporter le profil depuis ce fichier d'impression .gcode ( si fait avec Ultimaker Cura il y a peut-être un profil d'impression embarqué dedans ) ) Sans un export des paramètres d'imprimante et de tranchage, pas simple de vraiment t'aider. Essais de nous faire un export pour cela regarder le sujet suivant
 1 point
1 point -
Bonjour, @Julien Tout va bien je vais bien ainsi que mes TLD3 TENLOG elles sont fidèles et sont toujours en cours d'évolution pour avoir opté pour la nouvelle carte mère 32bits. Nous avons une nouvelle carte mère qui inclue KLIPPER c'est une nouveauté pour laquelle j'attends encore un peu pour l'installer en Septembre. Les fonctions sont toutes opérationnelles avec encore un gain de rapidité et en qualité. je suis toujours disponible pour répondre aux questions techniques des utilisateurs; car je propose des réparations quand celles-ci sont fortement endommagées. Notre ami STEVEN est très disponible pour répondre aux questions techniques. le lien nouvelle carte KLIPPER Imprimante 3D TENLOG INNOCUBE LNL IDEX kit Klipper – Innocube3d Voici un nouveau projet qui vient de se terminer l'impression d'une JEEP WILLYS qui est aujourd'hui une véhicule de collection emblématique très recherché. Je vous propose de découvrir la construction de cette JEEP j'ai mis environ 10 jours pour la réalisation ave les tests de roulage. La JEEP est un véhicule 4X4 imprimé en PETG KAKI avec mes TLD3 voici les caractéristiques : Longueur 60cm largeur 28 cm hauteur 32 cm avec la mitrailleuse. le poids 3.8Kg avec la batterie et la motorisation. La construction est facile car les fichiers STL sont de qualités pas de soucis d'assemblage. La motorisation est assurée par un moteur 3650 T55 avec une LIPO 2S Pourquoi j'ai réalisé cette JEEP car avec ce véhicule j'ai vécu des bons et mauvais moment à l'armé j'ai une anecdote la voici ! Facebook la vidéo test de roulage ! J'ai pris 3 jours d'arrêt car quand j'étais en mission à MOURMELON ; j'ai emprunté des pistes de chars et la transmission arrière le cardan c'est cassé ! J'ai donc démonté le demi arbre arrière et j'ai enclenché le crabotage pour rouler en traction avant... Comme j'étais sous-officier je suis rentré chez moi pour faire environ 200 kilomètres. Le commandant de la garnison n'a pas aimé 3 jours d'arrêt ; par contre le chef d'atelier a trouvé l'idée géniale. Moralité il faut ne faut pas prendre d'initiatives à l'armée, il faut toujours référer à son supérieur et attendre.... A+ Francis


 1 point
1 point -

From the album: VAP38
1 point -

From the album: VAP38
1 point -

From the album: VAP38
1 point -

From the album: VAP38
1 point -
Bonjour @Jorael, Bienvenue dans le monde QiDi. J'utilise ma XPlus3 pour imprimer pas mal de sujets et autres pour notre petite fille depuis le mois de décembre 2023. Toujours avec son système d'origine et à ce jour pas de soucis. Il est probable que je demande à mon fils lors de la fin de sa garantie la modification que @fran6p a expliqué sur un autre 'post'. ceci étant, il est possible de trouver ton bonheur ici: https://www.printables.com/fr/search/models?q=QIDI&o=latest1 point
-
Bonjour, Voici une boite à bijoux cadeau pour mon épouse elle est très contente je pensais qu'il y avait une difficulté technique pour découper et assembler les cloisons courbes et bien tout c'est bien passé. Il faut surtout bien simuler le montage pièce par pièce pour éviter une erreur d'assemblage. Petite recommandation bien chanfreiner les angles pour éviter une éventuelle fracture des petites encoches. a+

 1 point
1 point