Classement




Contenu populaire
Contenu avec la plus haute réputation dans 02/09/2024 Dans tous les contenus
-
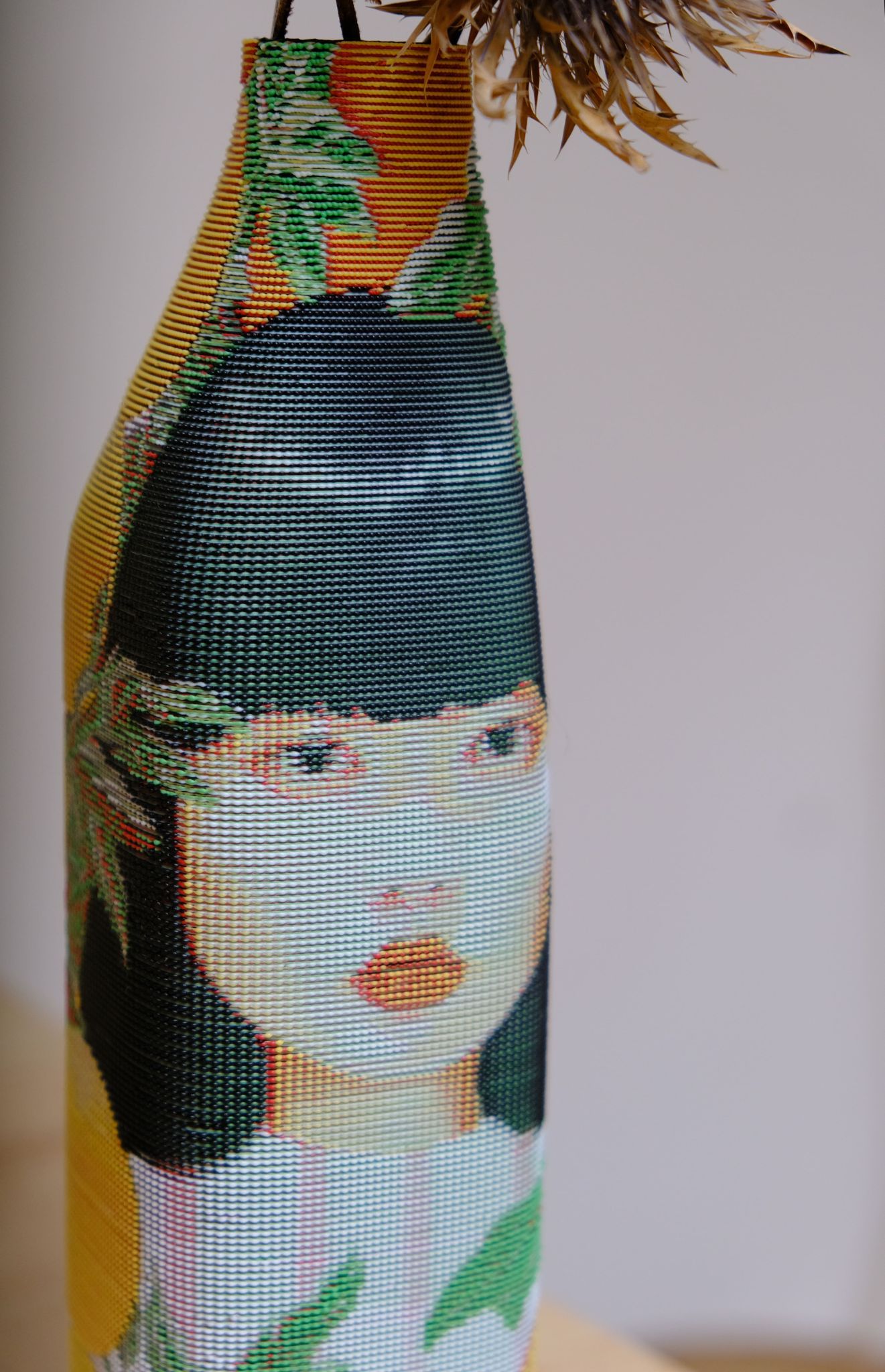
Petite update sur ce projet. J'ai amélioré l'algorithme pour imprimer en 5 couleurs en convertissant une image RGB en CMYKW. J'ai utilisé la technique de conversion du papier de recherche intitulé "Color Uniformity Improvement for an Inkjet Color 3D Printing System" de Pei-Li Sun. Imprimé avec Prusa XL 5T. Quelques images ci-dessous


 5 points
5 points -
Actuellement existent deux serveurs Discord: le plus anciens non «inféodé» à la marque : https://discord.gg/V3zCGnRr le plus récent, initié par le développeur (du nouveau modèle ), CChen616 : https://discord.gg/mHVjwujU Sur le dernier, de temps en temps, CChen616 propose quelques «défis» permettant éventuellement de gagner des lots (principalement du filament). Le dernier «défi» consiste à décrire les modifications réalisées : https://discord.gg/v8Um2wYG?event=1279996588747522058 Je vais probablement J'ai participé à ce dernier défi4 points
-
Thomas Salander a publié il y a peu une vidéo (en anglais). Elle contient des liens vers quelques études scientifiques. Même si on n'a pas de recul sur la nocivité (quoi que c'est utilisé dans l'industrie depuis des dizaines d'années), les règles de bon sens s'appliquent. Et si vraiment, on a des doutes et bien on s'abstient d'utiliser une imprimante 3D. Chacun est libre d'appliquer le principe de précautions (que j'estime à outrance, de plus en plus mis en avant, pour tout et n'importe quoi, mais ce n'est que mon avis). A mon souvenir, @divers dans son usine d'injection de bon nombre de matières plastiques, les ouvriers ne portent pas de tenue particulière et les quantités de matières utilisées sont sans commune mesure avec celle d'un particulier.3 points
-
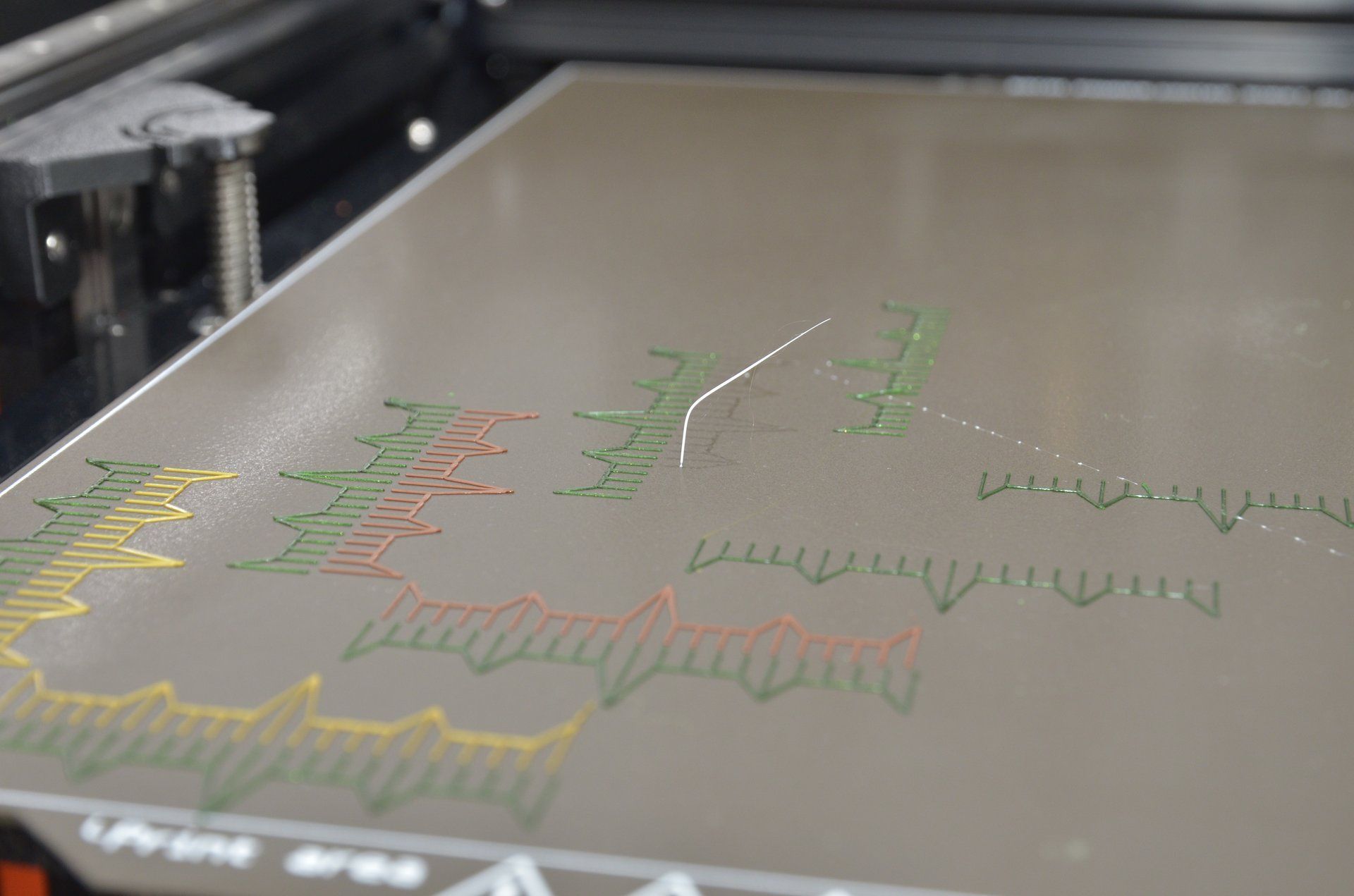
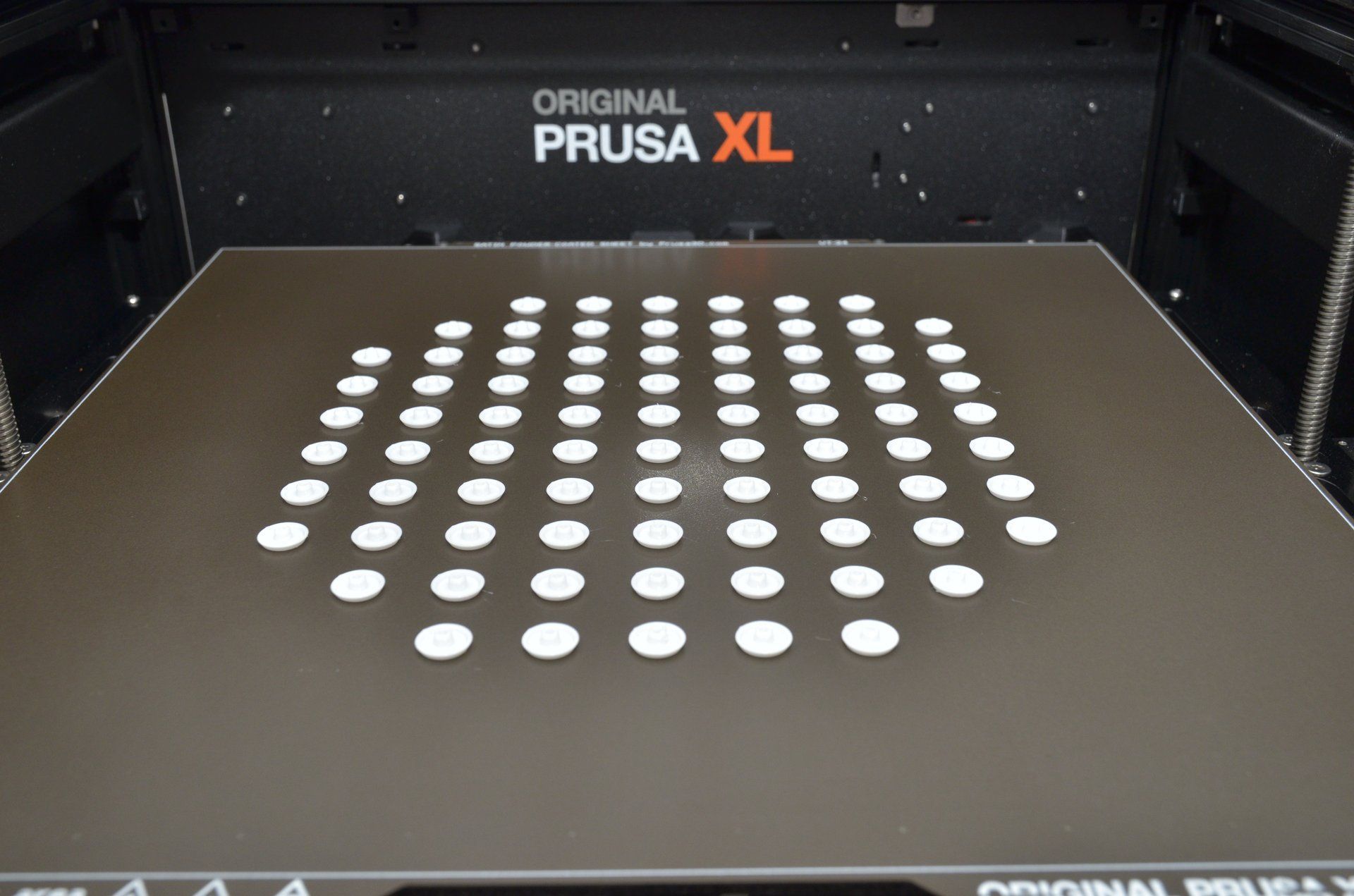
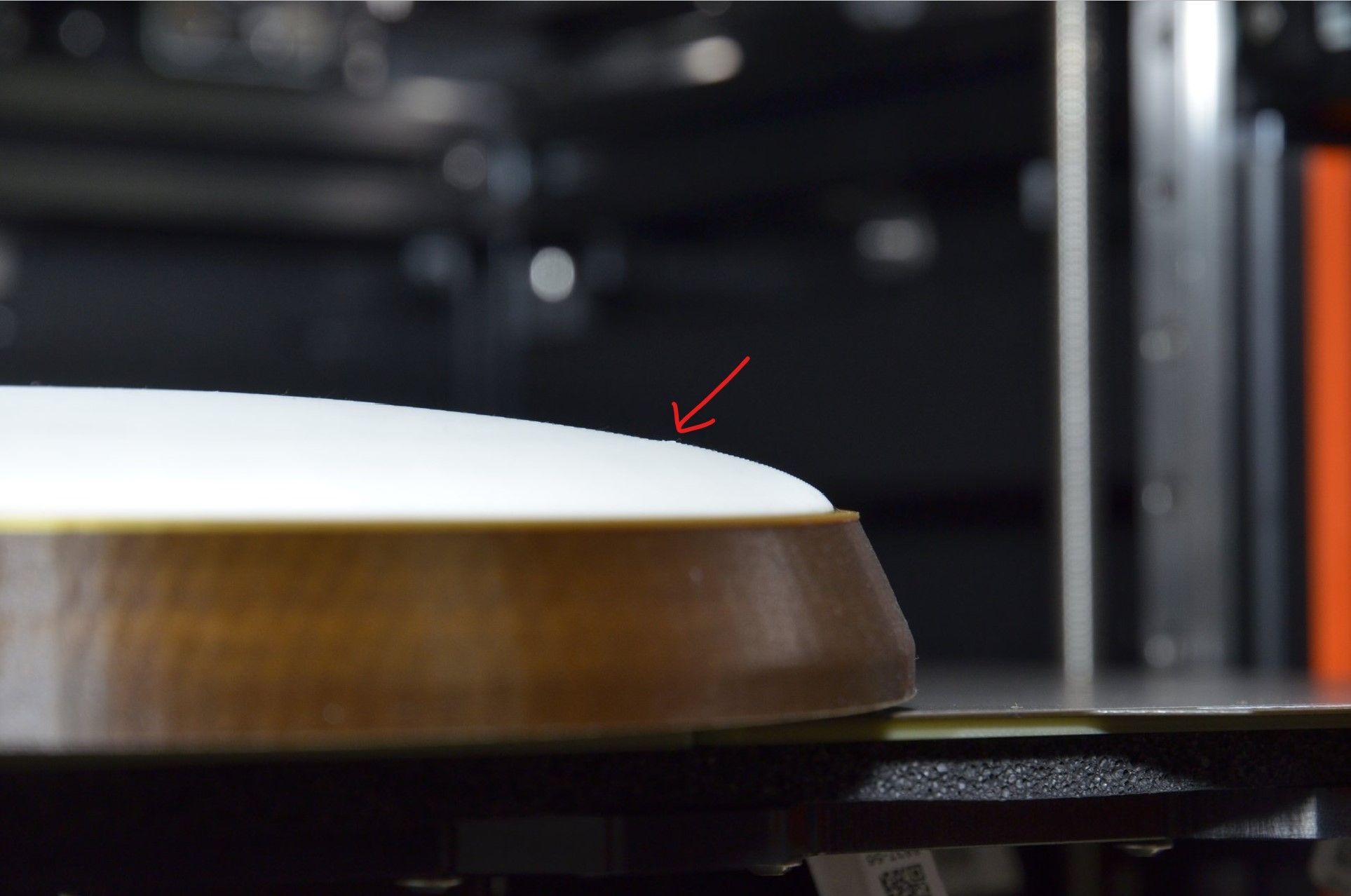
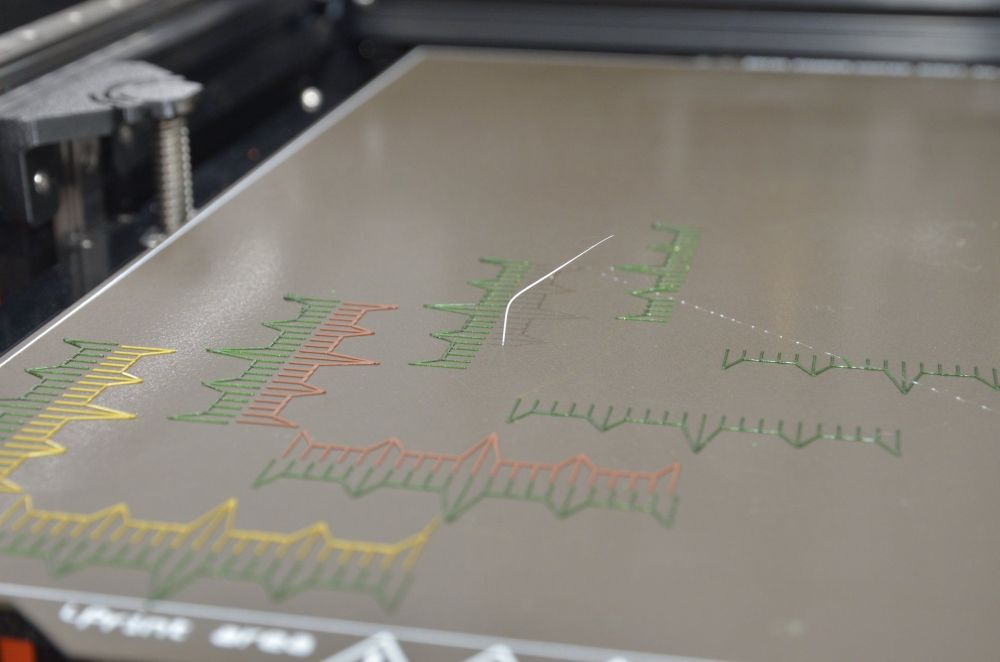
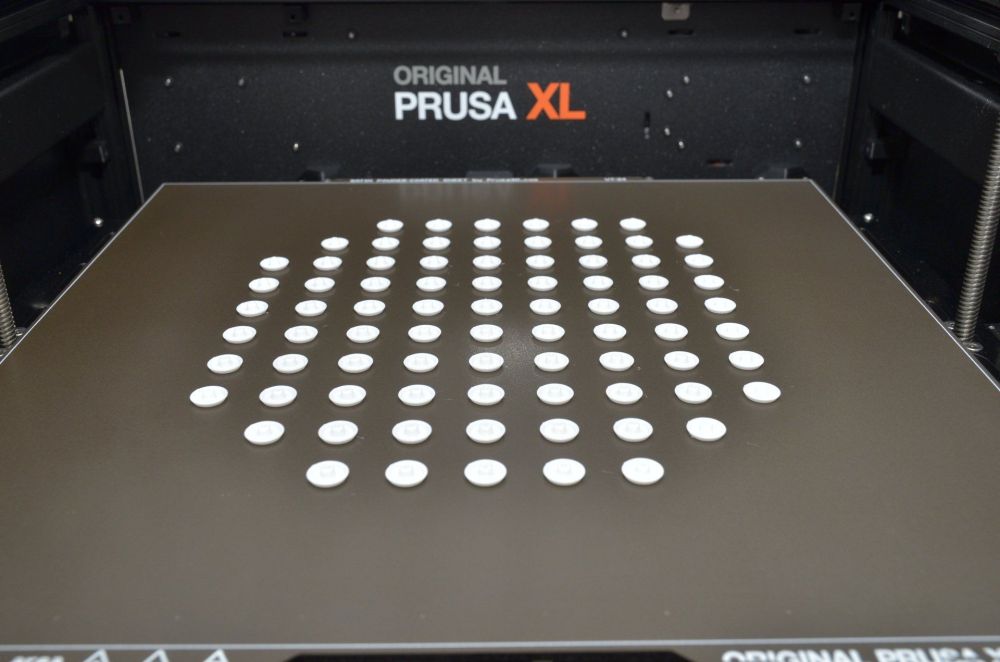
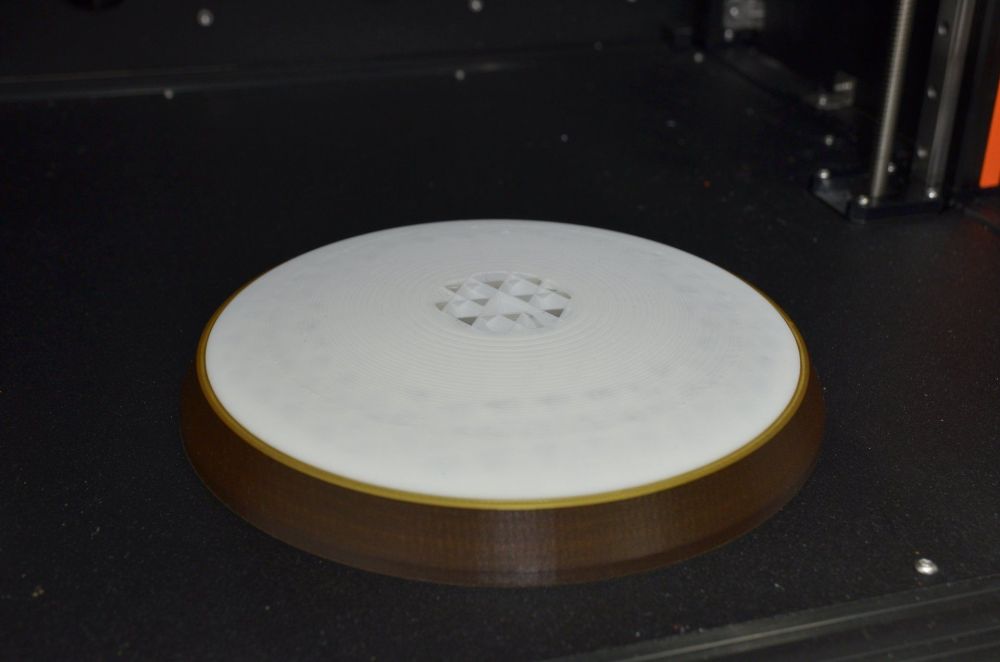
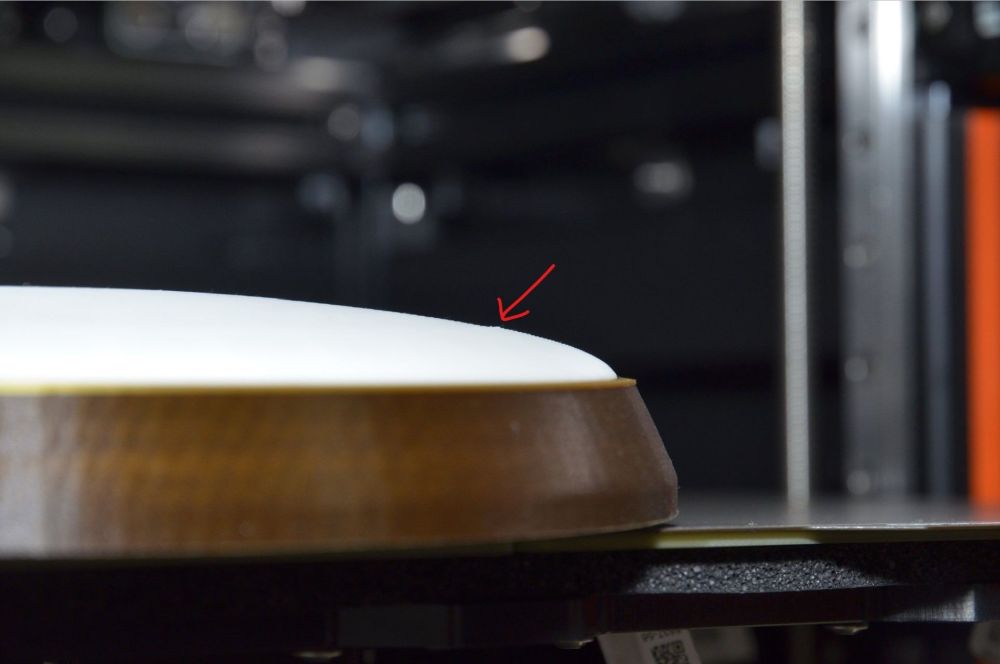
Bonjour, Petit retour d'expérience du week-end. L'imprimante travaille, même si elle ne totalise que 150h d'impression et 2.5kg de filament depuis sa naissance. Elle a tout de même effectué 8725 changements d'outils. Les axes X/Y on parcouru presque 20km. J'étais partis sur un projet en Z max c'est à dire 36cm pour une empreinte X/Y d'environ 20cm, en cinq couleurs. Malheureusement j'ai dû interrompre l'impression après la base de l'objet, au moment où ça passait sur une autre couleur. J'étais là pour observer les changements d'outils, car je tente une expérience dont je vous ferai part plus tard, cet essai ayant échoué. J'ai vu à ce moment là qu'il y avait du vide entre la nouvelle couleur marron qu'on ne voit pas ici (tête n°3) et la dernière couche de blanc (tête n°4). Grâce à l'éclairage intégré aux têtes d'impression c'était flagrant. Je ne pouvais pas laisser le test se poursuivre sans risquer la décapitation par la suite. Je l'ai donc stoppé, il sera upcyclé pour les décos de Noël. Sur le coup je me dis mince, est-ce que c'est un effet de bord de l'expérimentation en cours, ou bien la tête n°3 qui s'est décalibrée ? Ni une ni deux, je lance un fichier de test de calibration qui est présent sur la clé USB. Et là, patatras. Les têtes 1-2-3 (vert jaune marron) pas de problème, arrivé à la n°4 (le blanc donc) j'entend le nextruder claquer, je stoppe en urgence. Et m@#*!! le plateau. Bon, on se calme et on réfléchi. Ce n'est pas la tête n°3 (marron) qui s'est décalibrée trop haute, mais la n°4 (blanc) qui s'est décalibrée trop basse. Ca n'a pas fait deux secondes dans ma tête pour que je fasse le lien avec un problème connu des makers possédant cette machine. La hotend ne tient que sur une petite vis qu'il faut serrer "sans user de force excessive" sous peine d'écraser le tube de la buse... Je vérifie, et oui, ma buse est tombé d'un bon demi-millimètre. De là je repend ma pièce imprimée précédemment et j'observe de plus près un problème que j'avais mis sur le compte d'un remplissage trop faible et de couches trop fines. Dans la partie blanche, à un moment donné il y a une marche, c'est subtil alors j'ai pris la photo de profil et mis une flèche. Au toucher c'est flagrant. Et là tout s'explique, c'est à ce moment que la buse est descendue. De ce fait les couches suivante ont sur-extrudé ce qui me donne cet effet granuleux que j'ai mis sur le compte de l'infill trop faible. Et de ce fait toujours découle l'explication de pourquoi la couche de marron était dans le vide, car la dernière couche de blanc était un bon demi-millimètre trop basse. J'ai desserré, repoussé au fond et resserré moins modérément toutes les buses, en espérant que ça suffise. J'ai nettoyé tout le monde et procédé à une recalibration des offsets (procédure automatique qui prend 15 minutes). Concernant le plateau, après quelques impressions de rectangles en PETG et PLA pour enlever le PLA incrusté, et un bon passage à l'eau chaude, liquide vaisselle et éponge verte, on ne voit plus rien, sauf à chercher un reflet de lumière. Ca laisse autant de trace sinon moins que les marques de spatule et bien moins que les marques des piges d'alignement du fond. Je relancerai ce test une autre fois, il faut que je trouve un créneau où je puisse surveiller tous les changements d'outils durant l'impression (qui dure 22h), et surtout lorsqu'il fera moins chaud parce que là c'est plus tenable dans le bureau si je n'allume pas la clim. Bon on ne va pas s'arrêter sur un échec. J'avais besoin d'une poignée de bouchons de tête de vis sans tête. M'enfin des bouchons de vis quoi. Une petite heure pour 80 petits bouchons en PETG, aucun problème pour le travail à la chaine. Une fois le plateau bien "froid", les bouchons sont décollés automatiquement. D'ailleurs tiens, gros plan sur la zone du raclage de buse avec un reflet lumineux. Je n'ai pas mis de flèche, si vous ne voyez rien c'est en plein milieu, juste sous le bouchon net. Moi je sais où elle est donc je la vois, mais faut bien chercher. Quand je vous disais que ça ne laissait pas de trace, costaud le PEI satiné. A+ et passez une excellente semaine.

 3 points
3 points -
10% de réduction pour les nouveaux clients 3DJake jusqu'au 31 octobre 2024. Offre valable uniquement sur les produits non remisés. Code promo : AWIN10 https://li3d.fr/3DJake2 points
-
Dans les autres usines que je visite c'est identique. La matière que je refuse d'injecter c'est le PVC, il dégage des gaz nocifs donc il faut une aspiration efficace. Même les machines se corrodent avec cette saleté de matière.2 points
-
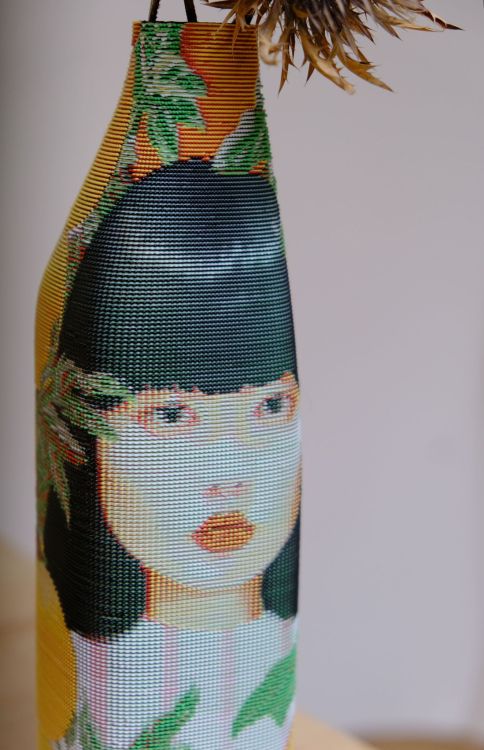
Il suffit de préparer des motifs répétables pour que la couture soit invisible Pour les formes complexes on a 2 solutions : soit utiliser des images rectangulaires et avoir des déformation d'anamorphose lorsqu'on a des changemetns de diamètre, soit récupérer l'UV à plat du modèle 3D et appliquer la texture afin d'eviter les déformations.2 points
-
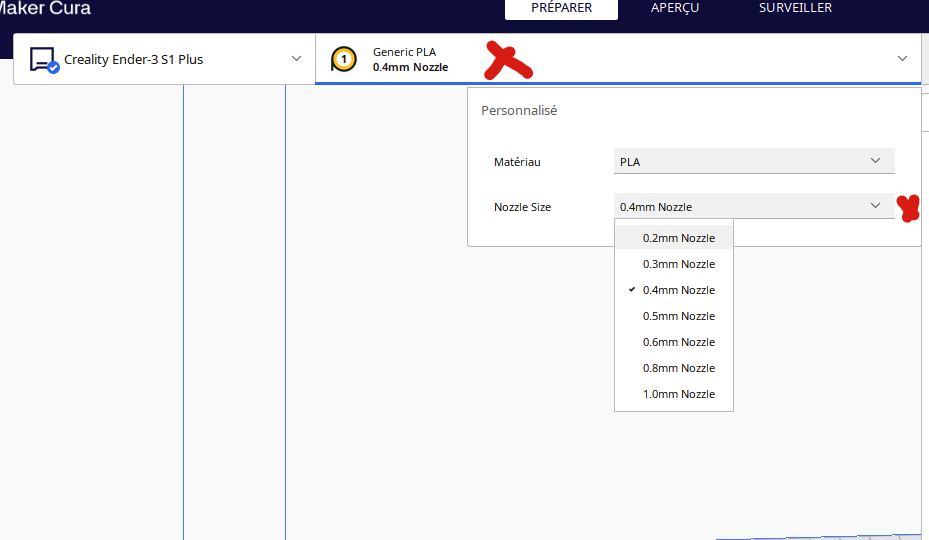
Salut, Disons que c'est le plus simple. Une autre méthode pour ajouter un nouveau diamètre de buse dans la liste, c'est d'ajouter un fichier de configuration dans le dossier C:\Program Files\UltiMaker Cura 5.8.1\share\cura\resources\variants\creality , pour ta Ender3. Dans ton cas, il suffit de dupliquer le fichier creality_ender3_0.2.inst.cfg pour le renommer en creality_ender3_0.1.inst.cfg et de modifier les lignes suivantes: name = 0.1mm Nozzle machine_nozzle_size = 0.1 ce qui donne ce fichier: creality_ender3_0.1.inst.cfg.zip1 point
-
Bonjour a tous. Creality a finalement envoyé une carte mère comme prévu. Après installation je lui ai fait faire sa mise a jours qui c'est faite sans soucis. Reste a savoir si elle sera capable de prendre les futures mise a jours ou si elle va se bloquer comme la précédente. Y a plus qu'à patienter et voir le résultat. Merci a tous1 point
-
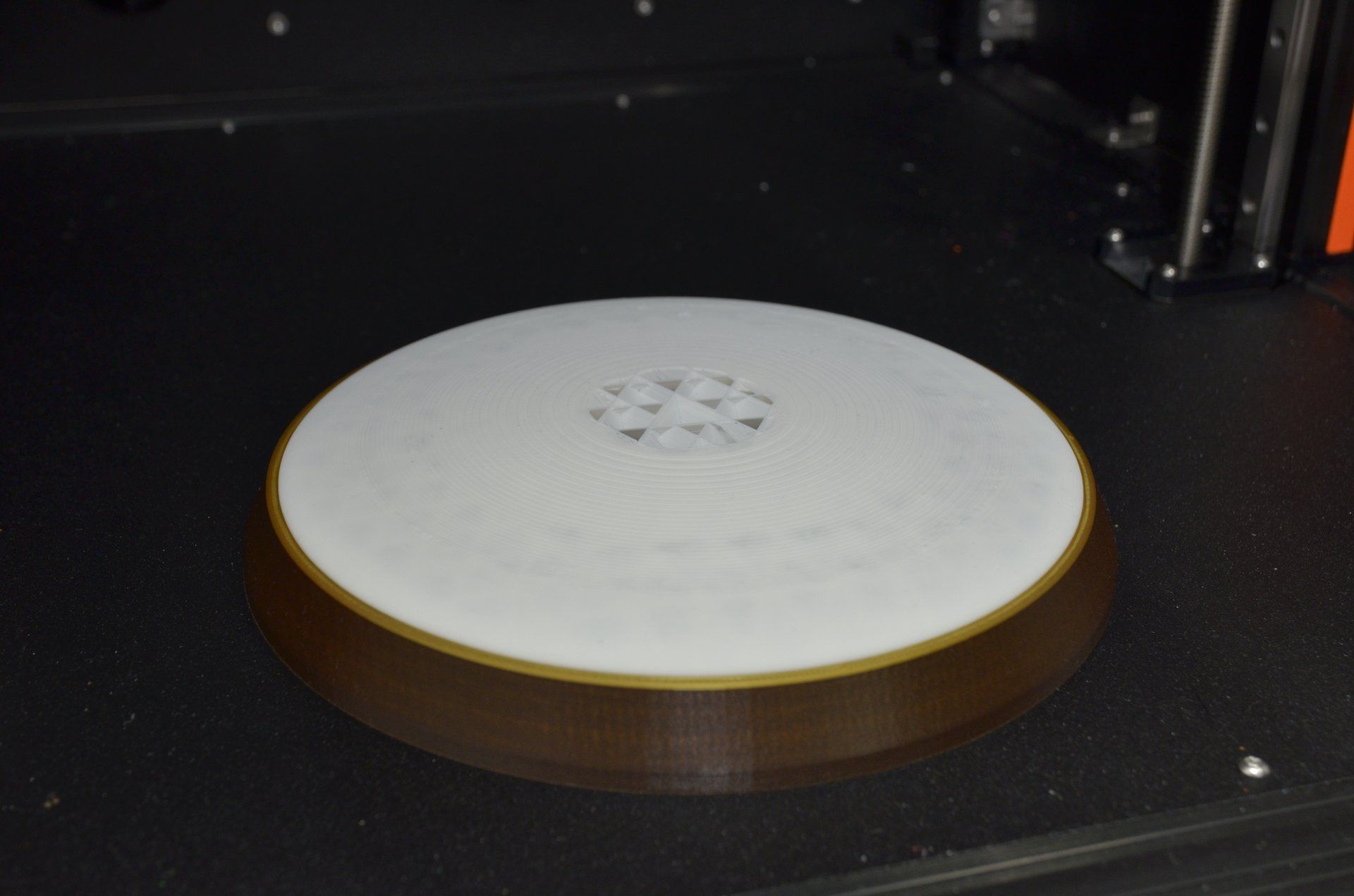
Encore une question, cette techno m'intéresse. L'épaisseur de couche c'est une contrainte technique ou c'est pour gagner du temps ? Le rendu est sympa, mais je me demande quelle résolution on pourrait atteindre avec ce procédé. A moins que ça ne soit par simple cohérence avec la résolution X/Y ? Est-il possible d'avoir un ou des G-code de démo avec un motif générique (pour ne pas avoir à approvisionner des bobines CMY) ? Par exemple le dernier pot en couleur. Ou alors avec des dessins en KW comme l'oiseau qui seront plus facile à tester. Bref, n'importe que que je puisse faire un essai . Merci !
 1 point
1 point -
le timelapse induit un délai je suis sur le c.. logiquement si il y a assez de puissance sur la carte mère et que tout cela est bien programmé ça ne devrait avoir aucun impact sur le déroulement de l'impression1 point
-
Oui, toujours . La pause pour le Timelaps laisse couler un tout petit peu de filament et ça dégrade l’impression. En attendant de régler mieux la rétractation, je ne fais plus de timelaps.1 point
-
Bonjour, Un nouveau firmware vient de sortir pour la Q1 Pro : https://github.com/QIDITECH/QIDI_Q1_Pro/releases1 point
-
Le développeur (cchen616) doit être en vacances, un stagiaire a voulu se démarquer et passer directement de la version 4.4.21 à la 4.4.24 en sautant les versions .22 et .23 mais il s'est mélangé les pinceaux1 point
-
Juste pour rappel, avec nos graveurs laser, il est fortement conseillé de ne jamais utiliser de PVC ou toute matière contenant du chlore. Et pourtant, je vois encore régulièrement des utilisateurs montrant fièrement leurs disques vinyles découpés (ce sont de bons candidats pour les Darwin awards ).1 point
-
@Vicckkky le rendu est magnifique ! Ca donne encore plus envie de se mettre à l'impression multicouleur1 point
-
Oui dit tous des choses erroné moi aussi l'avantage que que tu as appris une chose que tu savais pas1 point
-
Merci Merci pour tes conseils je vais en parallèle du mail faire un test avec une autre résine peut-être plus adaptée j'ai une ABS like qui me reste, sait-on jamais...1 point
-
Dans Cura 5.8: c'est là Mais je te conseillerais de commencer avec la Buse de 0.2mm et une &épaisseur de couche de 0.1 mm si tu mets une de 0.1 mm cela implique une épaisseur de couche de 0.05mm je ne suis pas sûr que la ender 3 V1 puisse le faire sans problème.
 1 point
1 point -
C'est déjà l'automne chez Eryone ! 45% de réduction pour 5 bobines achetées avec le code Autumn45 50% de réduction pour 10 bobines achetées avec le code Autumn50 55% de réduction pour 20 bobines achetées avec le code Autumn55 De plus, une bobine est offerte toutes les 10 bobines achetées et vous pouvez même choisir la couleur !
 1 point
1 point -
J'ai eu le même problème de buse qui tombe avec un autre genre de tête d'extrusion, une vis qui sert sur un tube céramique (peut pas serrer trop fort en plus) , au bout d'un moment ça tient pas....(j'ai tout jeté) Avec les expansions thermiques ,ça glisse toujours à un moment ou un autre, suivant la puissance de l'extrudeur , pour ma part un orbiter V2.1 point
-
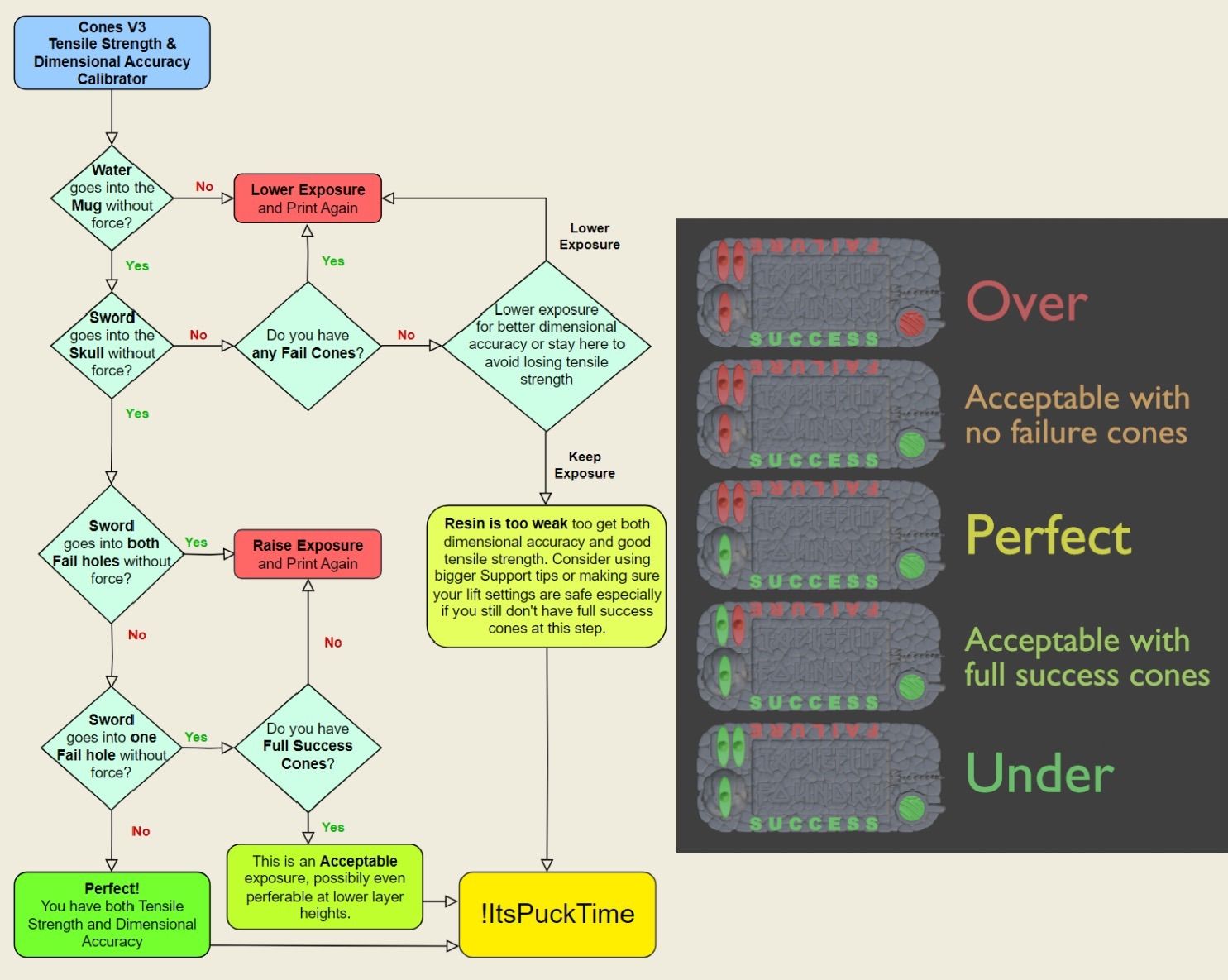
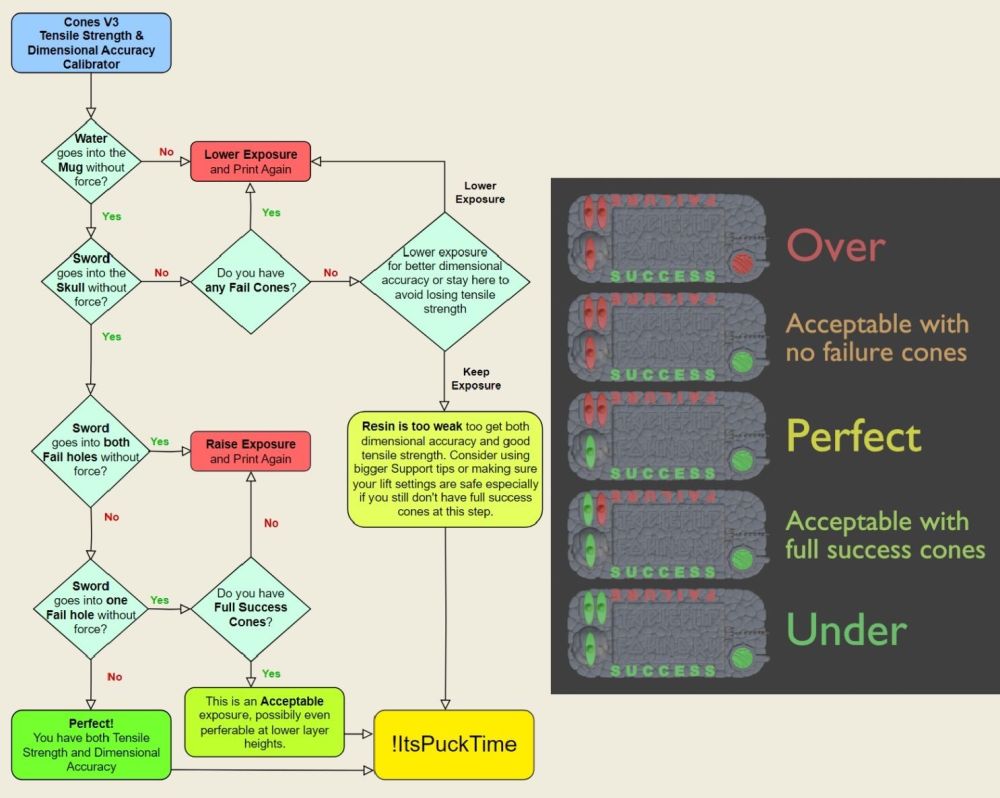
@Dom35 si la bière ne rentre pas dans la chope et l'épée ne rentre dans aucun trou, tout est expliqué sur cette procédure tu es clairement en sur exposition mais la première erreur c'est de mettre de l'eau dans la choppe ... sacrilège
 1 point
1 point -
Merci @pommeverte, ça marche, je vais refaire un récapitulatif de ma config, et je partagerai le Firmware en zip pour les intéressés1 point
-
Ouppps je voulais bien faire. Désolé.1 point
-
Des nouveautés, des tutos, du DIY et des tests, voici le programme de notre 452ème #hebdo #impression3D ! https://www.lesimprimantes3d.fr/semaine-impression-3d-452-20240901/1 point
-
Impression résine ok maintenant faut peindre.




 1 point
1 point -
C'est la peur de l'inconnu. Pour le tabac, l'alcool, les voitures, les barbecues, les produits de nettoyage, le ponçage, la soudure, les feux de bois, etc. même pas peur, on est habitué.1 point
-
Les résultats sont publiés ! https://forum.makeronline.com/en/forum/topic/Join the Anycubic 30Day Challenge and Win Big-1224.html?target=1 Félicitation aux gagnants ! Et Youpi ! Car j'ai, semble-t-il, gagné un bon d'achat de 100 USD et la possibilité d'un essai d'un "nouveau produit qui sortira en automne" (Mais, aucune idée de ce que c'est ce "nouveau produit". J'aimerais bien un "Hub-Pro" pour Kobra 3, mais c'est peut-être un service en ligne ou une chose à laquelle je ne m'attends pas... donc surprise pour l'instant).
 1 point
1 point -
Si tu soudes et que tu peints sans plus d'aération, je pense que tu peux imprimer du pla sans te prendre la tête et sans monter d'usine à gaz (ou anti-gaz) je pense que cette romance va faire fondre tout le monde, mais va mal finir pour la bobine elle va finir à plat1 point
-
Salutation ! Il me semble qu'il manque une romance, par exemple, entre une bobine de PLA et le plateau chauffant, et éventuellement ajouter une scène d'action pour compléter l'arc narratif.1 point
-
C'est encore chaud ici ... Une bonne pelle alors ? Voir plus si affinité1 point
-
Ce serait sympa @electroremy que tu évites d'en faire des caisses pour une question simple qui demandait une réponse également simple à laquelle nous avons déjà répondue. Cela fait dix ou vingt fois que tu expliques que tu es un génial créateur de géniaux logiciels (que tu es le seul à connaitre et donc à peut-être utiliser), c'est très bien, félicitations.1 point
-
Bambu a pompé sur Prusa et Prusa avait pompé sur un logiciel existant donc tout le monde pompe, Prusa comme les autres. Je ne suis pas d'accord avec toi pour le prototypage, nous réalisons des pièces dans plein de matériaux pour s'approcher des caractéristiques de la matière finale afin de réaliser de nombreux tests. Le PLA c'est uniquement pour l'aspect, l'encombrement et la montabilité.1 point
-
L'input shaping, c'est bien le système pour compenser les vibrations des moteurs et de la mécanique pour avoir une très bonne précision Pas cool... pourtant la Prusa XL a un CPU rapide La vitesse est clairement un critère majeur pour l'achat d'une imprimante. Les "temps morts" liés aux changement de tête ou de filament peuvent fortement pénaliser une bonne imprimante. C'est comme ce qu'il s'est passé pour l'automobile : après avoir connu dans les années 60 les débuts de l'auto pour tous avec les 2CV et les 4L, dans les années 70 / 80 les gens voulaient des voitures rapides pour aller sur l'autoroute... C'est le fameux chauffage par morceaux du bed ? J'ai toujours été assez septique... Chauffer partiellement une pièce sans créer de déformations c'est un défit D'autre part, une imprimante de cette gamme est censée être en caisson pour imprimer des filalements spéciaux (ABS...) Dans cette situation, le lit chauffant sert aussi à chauffer le caisson. S'il faut rajouter des résistances pour chauffer le caisson ce système n'a aucun intérêt. Alors oui, c'est pertinent pour imprimmer des pièces en PLA de grande taille avec le système multitête... mais est-ce qu'il y a un marché pour ça ? Le PLA est un matériaux conçu à l'origine pour imprimer facilement en 3D avec peu de moyens, avec des caractéristiques inférieures aux autres matériaux (notamment la résistance à la température, il faut des précautions pour transporter et stocker les pièces imprimées en PLA). Des "pros" ainsi que leurs clients veulent-ils des pièces "haut de gamme" en PLA ? J'en profite pour dire que Prusa ne commercialise toujours pas une imprimante conçue dès le départ en caisson. Le caisson se rajoute toujours après, sans être bien étanche, et avec un doute sur la longévité des composants exposés à la chaleur du caisson. Les Bambu Lab en caisson sont "plug and play", elles sont performantes et moins cher... Prusa est resté sur le côté "prototype" / imprimante en kit qui est sa philosophie originelle. Mais maintenant on peut faire des machines vraiement "de série" tout en ne sacrifiant pas le côté réparable. Prusa est surement capable de le faire aussi mais ça remet probablement en cause leur organisation interne (des postes qui vont disparaitres, d'autres qui seront à créer, un recours à la sous-traitance plus important...)1 point
-
Bonsoir, j'ai posté un petit tuto pour expliquer comment utiliser l'astuce de Jan Mrázek il se trouve dan la section "tutoriels", même titre que ci-dessus.1 point