
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/11/2024 Dans tous les contenus
-
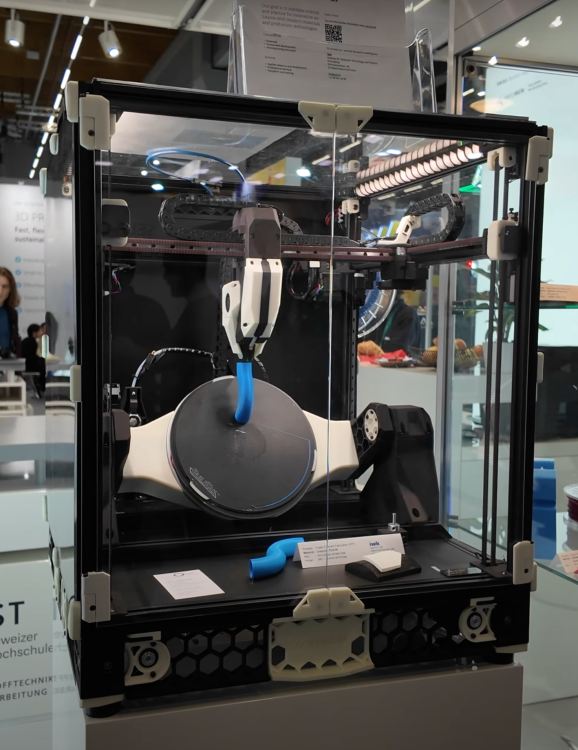
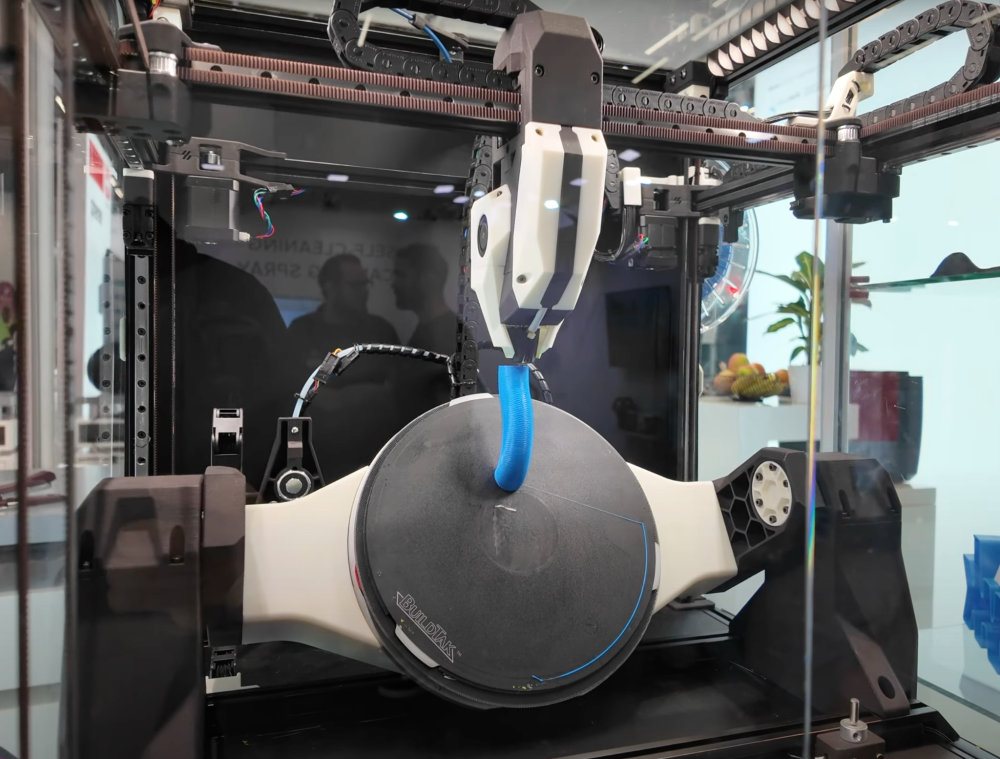
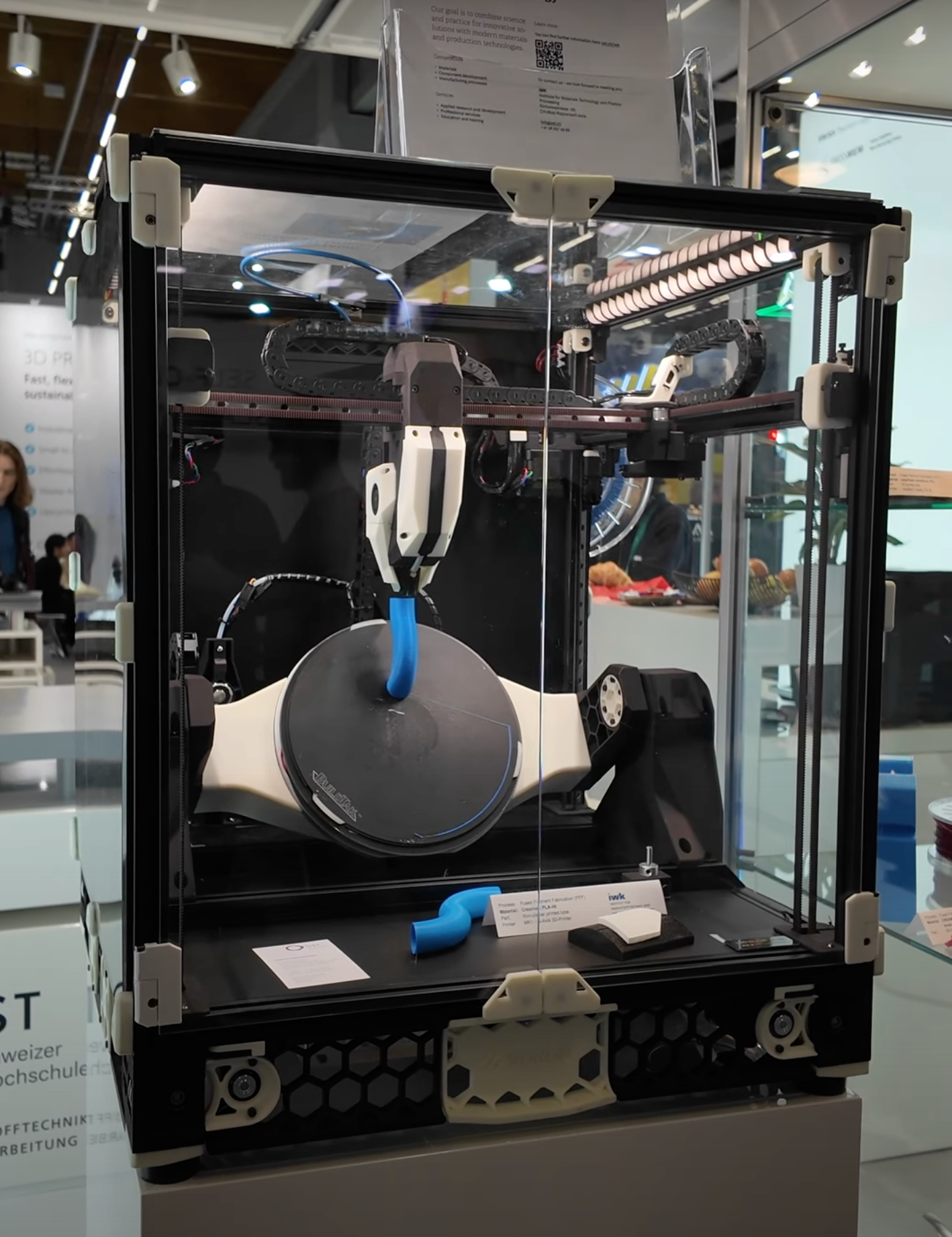
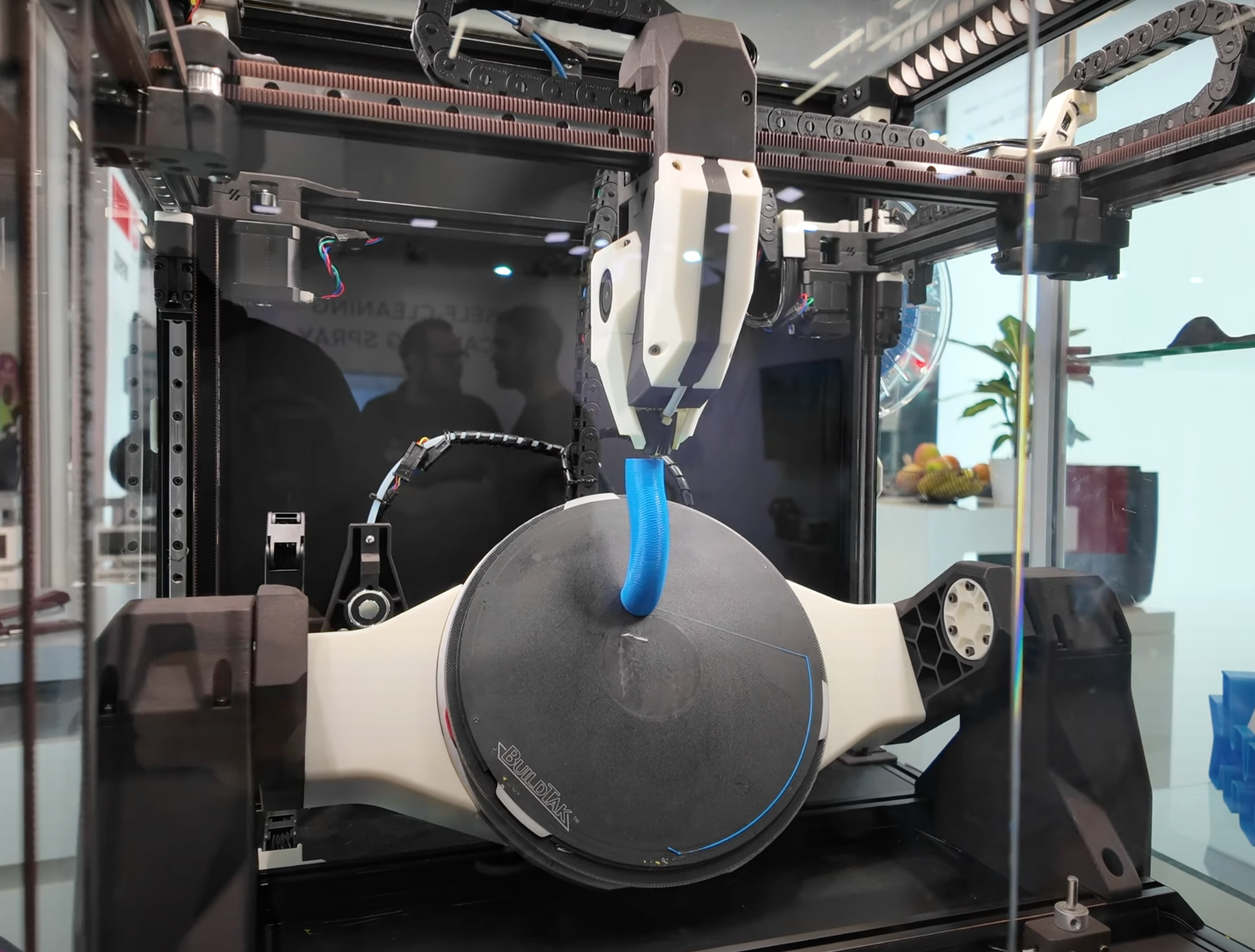
voici l'imprimante du futur ... est une voron ... et oui en 4 axes présentée cette année au Formnext et parce que c'est dimanche vous avez droit à une vue plus détaillée pour admirer cette merveille ...
 6 points
6 points -
Pour un sissy bar, imprimée en petg

 5 points
5 points -
Pour les bobines je parlais en général. On ne peut mettre qu’une bobine dedans, peut être une 2 kg aussi.. mais pas sur.. J’ai mis une photo sans le double fond, pour que vous puissiez voir la place qu’il reste avec une bobine de base dedans. Oui à 49€ je l’ai eu à un bon prix, car il est souvent à 79€. Mais je l’ai vu plusieurs fois à 49€ donc c’est jouable.



 3 points
3 points -
Devenu un complément indispensable pour l'impression de certains filaments ou facilitant l'impression lorsque l'on ne dispose pas d'un atelier tout confort, l'offre des fabricants s'est considérablement étoffée depuis quelques temps pour notre plus grand bonheur. Je lance donc ce sujet pour que tout à chacun puisse montrer le ou les sécheurs qu'il utilise en donnant leurs points forts et leurs défauts et son retour d'expérience. Pour commencer, on va parler de l'avenir Sunlu est sur le point de sortir un sécheur à vocation pro selon leurs dires, puisque la température est réglable jusqu'à 110 degrés. Il a été présenté et annoncé à 200 € au Formnext 2024. Une bonne nouvelle pour les nylons, polycarbonate et même ASA et ABS, sans parler de certains TPU et sans oublier les PPA et PPS.
 2 points
2 points -
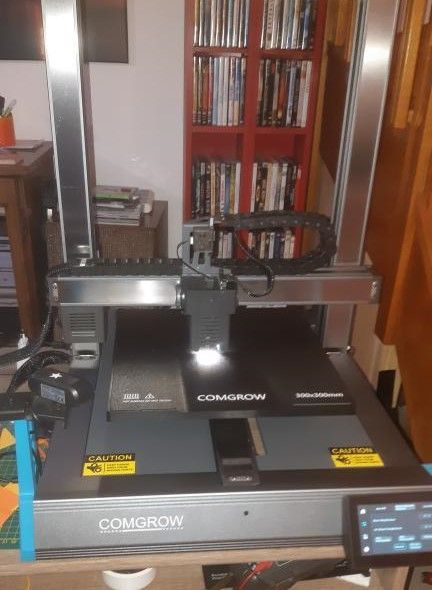
Bonjour, @fran6p @Julien @mich0111 Pour faire suite de la présentation de la COMGROW T300 dans le forum celle-ci est en promotion actuellement chez SOVOL. j'ai fait l'acquisition de la T300 ! très belle prestation mécanique tous les axes sont montés sur des rails linéaires. la vitesse d'impression est fantastique peut de bruit de fonctionnement par contre il faut un bureau très stable au sol. Klipeer est natif et l'interface est riche en fonctionnalités avec des macros très utiles. La qualité d'impression est remarquable la vitesse est sont atout majeure; en exemple une impression avec une TLD3 6 heures avec la T300 2h15 ! il faut s'habiter aux réglages de base et augmenter la température d'extrusion d'environ 5° et augmenter la température du BED entre 60 et 64°. Très satisfait de cette imprimante je vais m'investir à comprendre l'essentiel de KLIPPER en particulier le calibrage de l'extrudeur et d'autres fonctions. Tout ce passe en majeure partie dans la configuration de Printer.cfg il faut se référer à la documentation en ligne de KLIPPER qui est une aide majeure. J'utilise ORCA qui est une interface très intéressante et permet de contrôler la machine avec la page WEB de Mainsail c'est très facile assis dans son fauteuil sans stress Le seul inconvénient la bobine de filament joue la gigue et engendre des vibrations dans les déplacements rapides. la mini bobine de test très légère à finie la course au sol sans crier garde ! De ce fait j'ai réalisé un nouveau support monté sur roulements avec deux cônes opposés. Une vis conique enserre le moyeu central de la bobine (fini le bruit et c'est une sécurité de fonctionnement) çà ne bouge plus.... Conclusion la T300 est une superbe machine et me fait gagner du temps et la qualité d'impression est remarquable. A dire que KLIPPER est facile à installer et à paramétrer je dirai que c'est un autre investissement intellectuel moins plug and play que MARLIN. Voilà si vous le souhaitez je partage avec vous mes faibles connaissances mais j'apprends doucement. Bon j'ai 75 ans et çà réveille le potentiel intellectuel ces petites machines. Ont n'arrête plus le progrès. A+ Francis
 2 points
2 points -
hôte moi d'un doute dans ta précipitation, tu l'as bien sorti du carton avant de la cacher dans le caisson, ? ...2 points
-
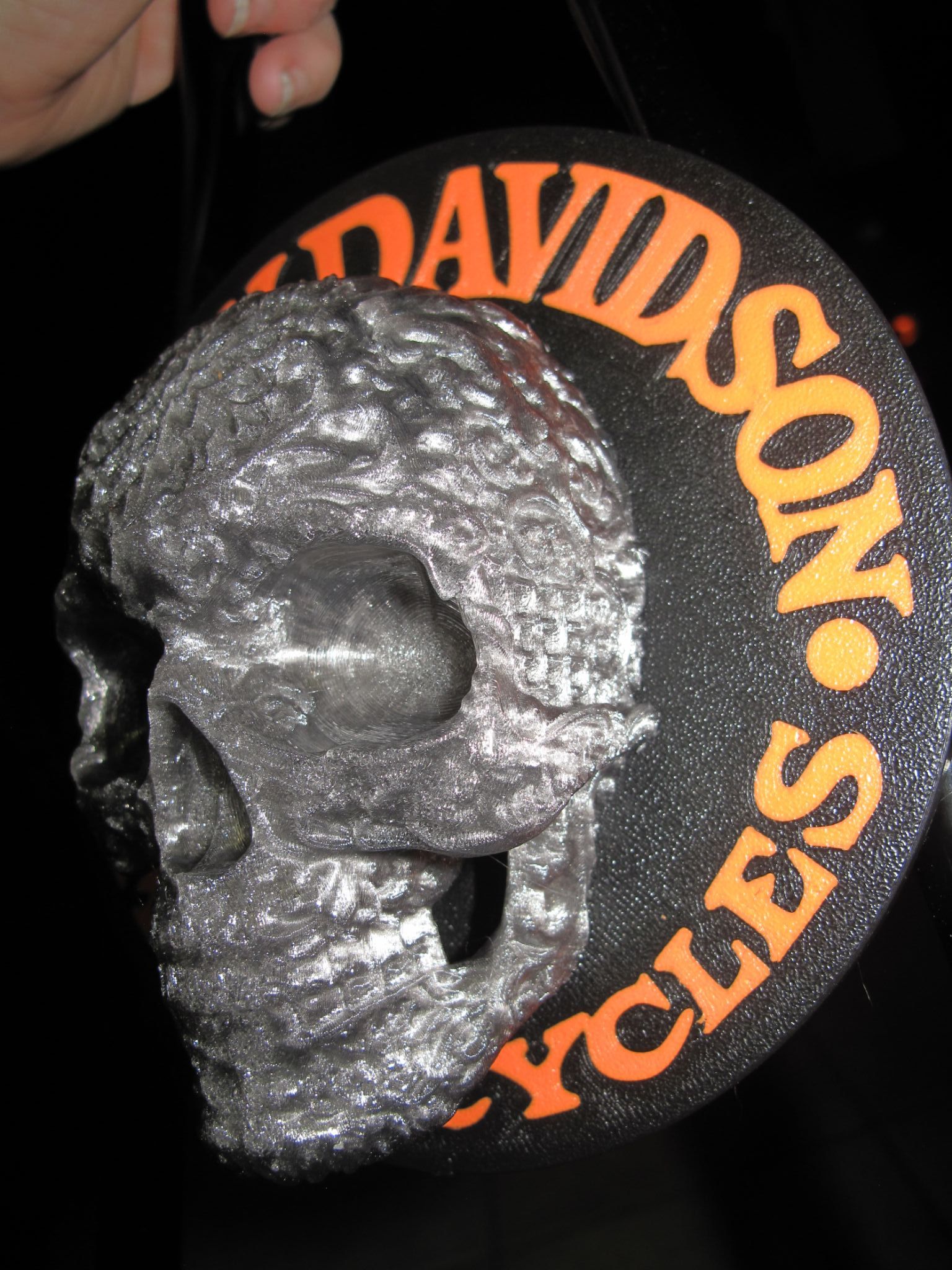
une impression de 4 h 29 sur Plus 4 en Petg en couche de 0.2 mm après nettoyage des supports (c'est vraiment une merveille c'est support Tree ) l'original se trouve au Pays de Galle, tous les détails ici


 2 points
2 points -
Qu'entends-tu par «extérieur» ? J'utilise Obico et/ou Octoeverywhere qui permettent l'accès hors réseau local. J'ai également sur mon smartphone une appli Mobileraker, sinon n'importe quel VPN fera l'affaire… par contre ne jamais ouvrir l'accès direct de l'extérieur à son réseau local, surtout avec des matériels qui chauffent.
 2 points
2 points -
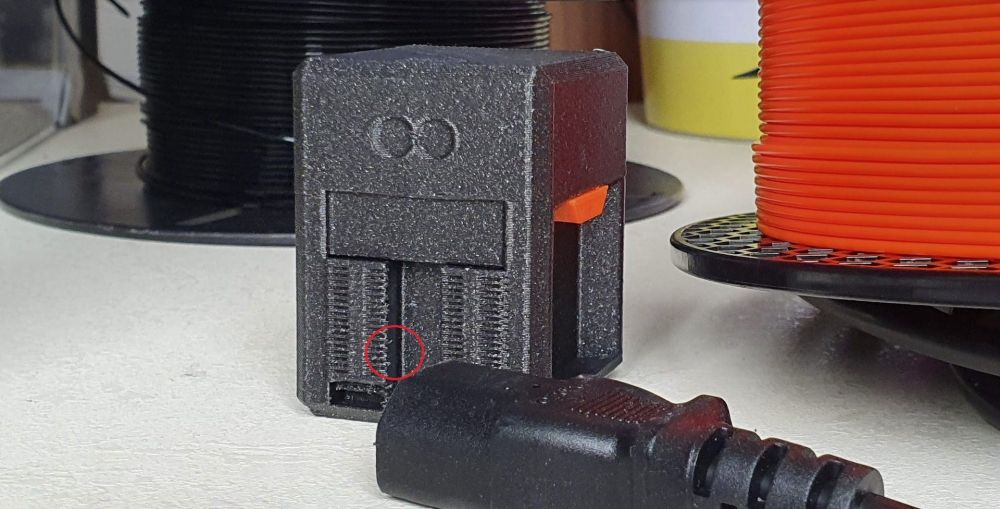
En Europe normalement pour celles où il y a un sélecteur c'est mis sur 220V par défaut. Les seuls cas vus sur le forum ce sont des personnes qui ont suivi à la lettre des tutos canadiens et ont basculé le sélecteur en 110 V.2 points
-
Non. On ne se comprend toujours pas. Si tu imprime le fichier suivant cela devrait faire un autotune PID pour une température cible de 260°C PID_260.gcode Car, un "PID autotune" cela se fait pour paramétrer l'imprimante, donc on le fait seulement quand il y a besoin (changement d'un élément qui influence la chauffe et inertie thermique, donc on le fait très rarement) et donc cela ne se fait pas en début de chaque impression. (il ne faut pas mettre cela dans ton g-code de démarrage sous ton trancheur) Sinon il y a d'autre méthode pour faire la même chose ( google "PID autotune" pour les détails des autres méthodes que j'ai déjà mentionnées )2 points
-
L'heure est à la raclette et la pause a ses vertus Les écrous baladeurs sont pas idéals, j'ai décidé d'augmenter l'appareil à raclette à base d'impression 3D, avec un petit complément des écrous livrés en impression 3D pour un serrage manuel et confortable... Le tout reposant sur un pause en cours d'impression pour insérer les écrous... https://makerworld.com/en/models/8177912 points
-
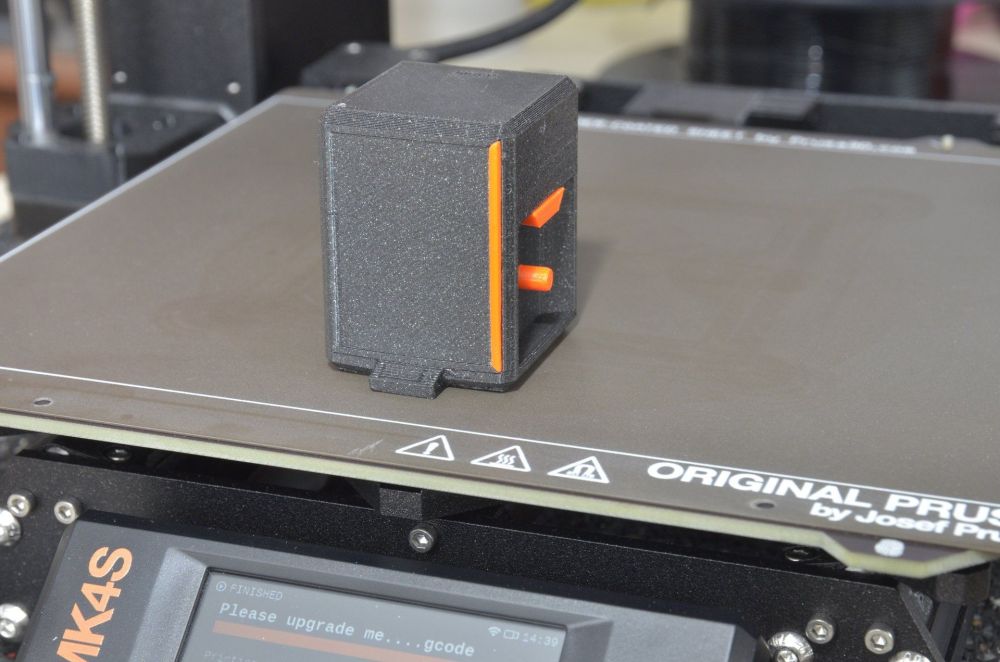
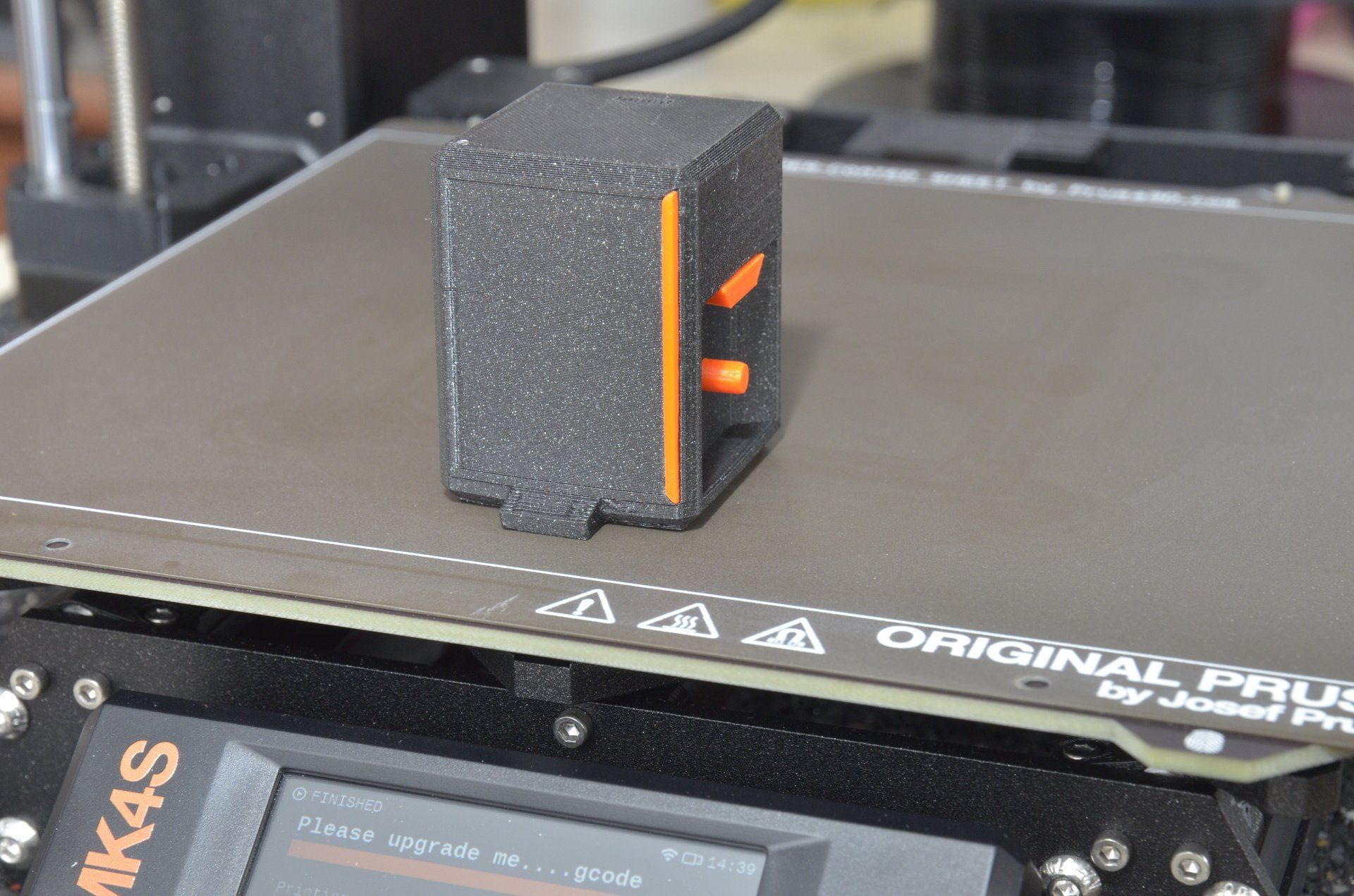
Ca y est elle est montée ! L'assemblage s'est très bien déroulé, j'en suis à la mise en route, mais je n'ai pas trouvé le bouton power en façade ! Flûte, il est encore une fois à l'arrière de la machine, et en plus dans un endroit bien difficile d'accès. On sent bien que Prusa n'éteint jamais ses machines...
 2 points
2 points -
J'ai le vrai chantier naval déjà , il sera exposé dans mon magasin quand il ne sera pas utilisé.2 points
-
alors j'imprime du TPU et du TPE (il est plus souple à dureté égale qu'un TPU) allant de 95 à 70 A et pas de problème, l'introduction du filament est plus délicate sur la X-MAX3 mais sur la Q1 Pro et la PLUS 4 c'est plus simple le détecteur n'est pas le même et la position est aussi plus accessible2 points
-
Salutation Je n'ai pas testé. Car comme c'est un Klipper avec une interface web en place sur la machine (Fluidd et interface d'envoi Mainsail), OctoPrint n'a pas spécialement d'utilité pour envoyer et contrôler à distance une impression puisque l'on fait tout cela depuis l'interface web de la machine. Il me semble que sur les machines nouvellement livrées il y a une grille plus protectrice que celle sur la machine que j'ai eu en test ( et sinon il me semble que si l'on demande au SAV il nous envoie la grille plus protectrice, mais je n'ai pas fait la demande, car au final pour moi le fait de le savoir ("Ne pas toucher ici, il y a possiblement du 220V") suffit. ) Je confirme, une fois que l'on a adapté les profils d'impression / filament, rien à signaler. Il semble possible de mettre en place un système pour couper le filament automatiquement ( comme on en trouve sur les systèmes d'imprimante concurrente ) mais je n'ai pas encore pris le temps d'en mettre un en place. Il n'y a pas sur la Q1 Pro de levier de débrayage pour tirer le filament. La méthode de coupe a ras de l'entrée de l'extrudeur, plutôt que d'éjection / tirage manuel, limite grandement le risque de se retrouver avec un petit morceau de filament qui bloque le passage du filament dans la tête d'impression, mais il est toujours possible de demander une éjection du filament. Je n'ai pas testé plus bas que du Shore 95 A, Mais si l'on ne passe pas par l'entrée extérieure ( et donc évite le tube PTFE de guidage et capteur de blocage du filament ) donc que l'on déconnecte le tube PTFE a l'entrée de la tête d'impression pour y passe directement le filament flexible/élastique, je me dis que l'on peut passer des filaments moins dur que du Shore 95 A, mais donc, je n'ai pas encore testé. Je n'ai pas testé de fonctions IA ( car il n'y en avait pas de base d'installé sur la machine que j'ai testée et les systèmes de détection IA demande souvent un abonnement ...)2 points
-
Ouai mais du coup on aura peut être des machines mieux finies avec des pieds solides.2 points
-
oui ils en fournissent une maintenant et pour ceux qui la reçoive sans, tu fais la demande soit tu l'imprimes ils fournissent le fichier soit ils te l'envoient gratuitement comme ça été mon cas quand au risque d'électrocution, c'est un peu comme si tu me disais il y a des trous d'aérations sur les côtés de mon micro onde est ce qu'il y a un risque, ce sont les utilisateurs Américains qui ont lancé ce problème toujours prompt à appeler un avocat ... pour ta question sur octoprint on va faire appel aux spécialistes : @fran6p et @PPAC2 points
-
pour ma part j'ai renoncé à comprendre quoi que ce soit au marketing Chinois, depuis la fin de la construction de la grande muraille, tout est devenu flou2 points
-
Je ne serais pas surpris que ce soit une stratégie volontaire. Même si le client n'a pas 100% de ce qu'il a commandé directement, il peut quand même faire joujou avec la machine et commencer à faire ses marques dessus sans le CFS. Du coup il est plus patient et accepte plus facilement l'attente du second colis.2 points
-
en fait la Core One est immédiatement disponible là2 points
-
j'ai trouvé ça sur le site officiel Why are there only power levels but not temperature? Since the internal temperature distribution of PolyDryer™ during drying is relatively complex and directly related to a variety of objective conditions or factors, we believe that temperature cannot be used as a complete indicator of drying capacity. Polymaker has taken the above subjective and objective conditions and factors into consideration and chosen to express the drying capabilities of PolyDryer™ in terms of power levels, it means higher power levels represent better drying capabilities. The different power levels are directly related to the temperature at the Dry Dock outlet only. 1) With power level 1, the temperature at the Dry Dock air outlet is ~50°C. 2) With power level 2, it is ~60°C. 3) With power level 3, it is ~70°C. source : https://polymaker.com/introducing-polydryer1 point
-
@pjtlivjy Les vis doivent être sous les pieds caoutchouc si il y en a , c'est assez fréquent. Par contre 90% du temps les enlever les détériore suffisamment pour les rendre inutilisables.1 point
-
C’est sur, il manque un « Bambu Lab » dans l’impression résine…1 point
-
Dans le firmware, le dépassement maxi est de 15°C. Donc, dans la dernière version, un message d'erreur apparaitra au delà de 300°C si le réglage du PID est paramétré à 285°C.1 point
-
ah chouette de la couleur ... rappelle toi les ateliers de année 70 / 80 on avait droit a du gris ou du vert kaki sur les machines au moins c'est rock'n'roll noir orange rose il ne manque plus que la boule à facettes Qidi ne fait que du noir, là sur la plus 4 ils sont un gris métallisé c'est un peu tristos en tout cas Prusa est bon en marketing, certains influenceurs titrent La Core One l'imprimante qui domine le Formnext à priori le kit d'upgrade pour la MK4s sera dispo à partir de fin mars 2025.1 point
-
merci de ton retour @RT36 alors je suis très septique sur ce produit qui ne chauffe pas si j'ai compris mais ventile uniquement quand je lis dans le manuel qu'on sèche du nylon en 18 heures sans le chauffer, ça le séchera certes en surface mais ça ne le fera dégorger si je puis dire pour cela il faut le chauffer ! après nylon ça ne veut pas dire grand chose, c'est une famille le PA12 n'est pas le PA66 une petite photo d'impression d'un PA6 conservé dans une boîte hermétique et du même étuvé 4 h à 95° avant impression
 1 point
1 point -
La Mise a jour firmware corrige pas mal de soucis lié a la première version de firmware oui . L'ADXL 345 a de l'intérêt uniquement pour corriger le ghosting si tu en as lié a un meuble qui bouge trop par exemple, cela peu avoir de l'intérêt perso j'en avais un en stock que je pouvais cable sur la carte mère mais dans mon cas j'avais des réglages adapter de base.1 point
-
Quelqu'un m'a contacté récemment pour modéliser une jante de voiture thermique 1/10 dont le flasque trop fragile les rendaient maintenant introuvables... Bien évidemment, c'est du vintage... Mais cette jante a un feature intéressant : un système de quick release (il est directionnel, suivant le coté d'installation de la roue, la pièce métallique est retournée - l'impossibilité des voitures thermiques de rouler en marche arrière aide bien pour cela)... Le flasque et la jante, ainsi que le système de blocage sont relativement facile à modéliser et cela ne m'a pas pris bien longtemps... Une fois cela fait, il me restait à faire un check avec un print (PLA, pour du pur test dimensionnel, j'ai utilisé l'A1 mini pour cela avec un reste de rouge sur une bobine à finir). Dimensionnellement, pas de doute, on est bon1 point
-
Je n'avais jamais fait attention à ce détail (il faut dire que rapidement après avoir acheté mon imprimante je l'ai mise en caisson) Mais du coup avec les paillettes t'es pas trop embêté pour la purge lors du changement de couleur ?1 point
-
Pour un projet de cette taille ce n'est pas démentiel. Et c'est normale que nos premières modélisations nous prennent un temps incroyable, on ne fait pas que modéliser, on apprend en parallèle et ça prends du temps. En tout cas tu te débrouilles bien et on suit tes projets avec enthousiasme1 point
-
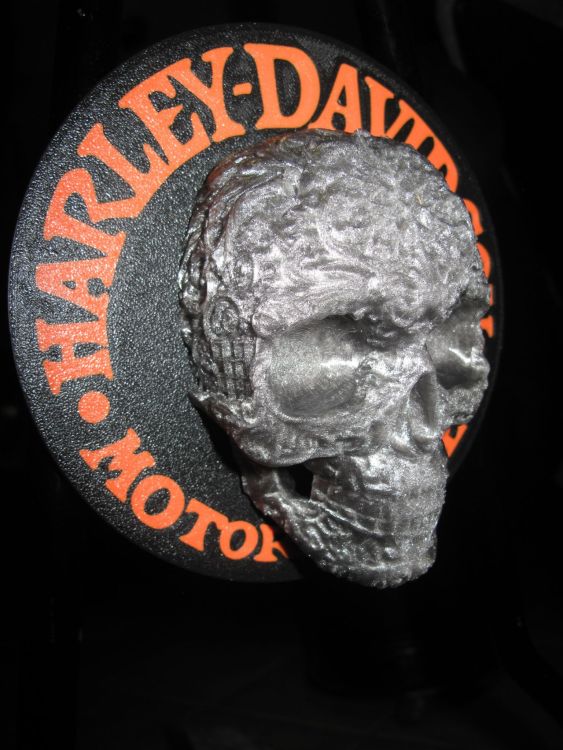
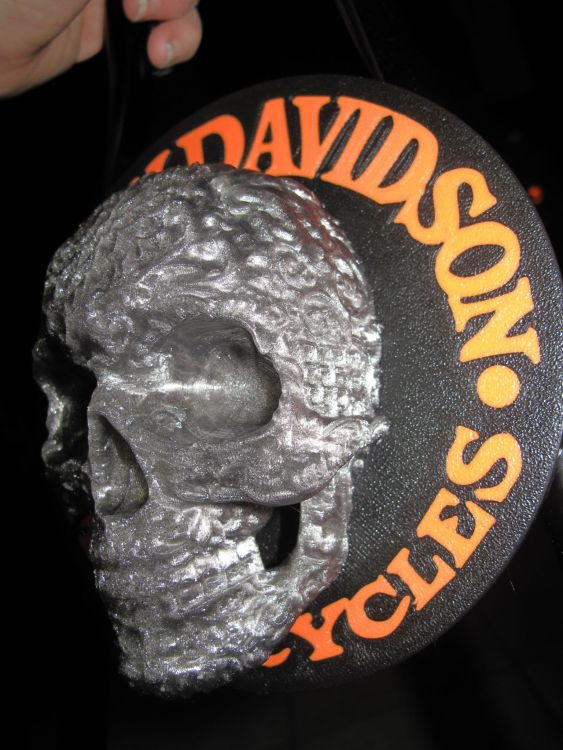
C'est pourtant fait exprès, j'ai pris les couleurs signatures de Prusa, le Galaxy Black et le Prusa Orange, pour être au plus près de la réalité. D'ailleurs, ta Prusa MK2S porte aussi ces couleurs, le galaxy black est la couleur inspirée de la peinture du cadre des i3.1 point
-
@PPAC t'a expliqué qu'il suffit d'imprimer un fichier qui contient les 2 lignes, soit ce fichier: PID260degres.gcode Sinon, voici un nouveau firmware où j'ai augmenté la température maxi de la tête à 285°C et ajouté un menu pour régler les PID (tête et plateau):Marlin-2.1.2.4_U20_285deg.zip compilé avec ces fichiers: Configuration.hConfiguration_adv.h PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
Ca s'appelle l'expérience ou le talent selon le dico utilisé. C'est juste l'effet naturel du Prusament Galaxy Black, un filament pailleté. Peut-être accentué par les couches épaisses (0.25mm), la température basse (240°C pour un PETG) qui matifie bien.1 point
-
Perso, j’ai acheté un Air fryer pour sécher mon filament. J’avais vu une vidéo sur YouTube (Sam Hillier), qui montrait un modèle adapté, car avec un mode déshumidificateur. 49€ sur BackMarket, très content. Si ça intéressé quelqu’un, c’est le AF100 de chez Ninja.1 point
-
Notre hebdo 3D est en ligne, sous le signe du Formnext et du Black Friday mais pas que ! https://lesimprimantes3d.fr/semaine-impression-3d-464-20241124/1 point
-
Vu la photo, je dirais que tu as zappé les réglages du plateau, d'une avec la feuille de papier, puis ensuite un bed leveling et pour voir si tout va bien, imprimer une des pièces qui son fournies sur la clé USB Artillery, si après ça tout va bien, alors il faudra voir ton slicer, du moins tu vas devoir nous en parler. Sinon ne va pas croire que tu débutes tout seul, même nous ont débute, tien aujourd'hui je suis en train d'imprimer, tant que j'ai imprimé mes pièces à l'unité, c'est à dire au milieu du plateau, tout allait bien, puis j'ai eu un fichier avec trois pièces qui prennent presque toute la surface du plateau, et là, rien ne va plus, première couche en vrac ci et là, j'aurais du stopper l'impression, bref, je ne me suis pas cassé la tête, j'ai activé "Bordure extérieur" de 3mm et relancé l'impression, ça me permet de voir ou les premières couches sont trop écrasées ou pas assez, j'ai retouché les molettes de réglage, j'ai du mis reprendre à deux fois et maintenant c'est nickel, c'est en train de me les imprimer, car le premier jeu de pièces, c'est poubelle. @+ Jean1 point
-
1000 fois d'accord Je trouve hallucinant cette opposition entre "manuel" et "intellectuel" de notre Education Nationale Pour être un bon ingénieur il faut être intellectuel et manuel. C'est pareil pour un ouvrier : les métiers manuels demandent de la réflexion, car quand on travaille avec la matière le bouton "annuler" n'existe pas, comme la lime à épaissir . En plus de rater une pièce, si on ne réfléchit pas quand on travaille la matière, on peut aussi se blesser gravement. Ha bizarre... du coup les axes A et B seraient "indexés" ? pourtant on voit clairement une trace circulaire de purge de la buse sur le plateau sur les photos. Je pense plutôt que la limitation vient du slicer.1 point
-
la réponse est très simple, je le constate tous les jours au boulot : - les métiers manuels ont mauvaises presse depuis bien longtemps dans notre pays - nos dirigeants depuis les années 80 ont fermés des filières techniques entières de formation - la désindustrialisation pour des causes multiples résultat pénurie de main d'oeuvre qualifiée je pense que mes collègues de l'industrie présent ici ne me démentiront pas, les anciens partent et on ne trouve pas leur remplaçant et ça n'est pas la faute des jeunes que l'on a pas préparé à cela, tout cela a été décidé au niveau européen on a aujourd'hui un sous traitant en Pologne parce que celui qu'on avait a fait faillite suite au Covid revenons à nos 4 axes elle a été présenté comme cela, j'ignore pourquoi ... des axes aux mouvements en partie bridés, des mouvements impossibles sur certains axes ... je suis d'accord que la cinématique est celle d'une 5 axes1 point
-
@RT36 je suis aussi ce blog mais dans une voron et en fonction présentée dans un salon ça laisse augurer de bonnes choses @electroremy j'ai aussi peur de cet aspect parce quand je vois la différence de prix au boulot entre un logiciel qui gère 3 axes + rotation et ceux qui gérent 4 ou 5 axes full, je me dis que on est pas prêt de les voir dans nos ateliers ...1 point
-
Non, c'est un truc à faire une seule fois. (Pour recalculer les paramètres de PID de la chauffe de le tête d'impression, donc a ne surtout pas refaire en début de chaque impression car perte de temps et suintement de filament si chargé ...) Donc dans un fichier "d'impression" initialement vide. Ou via un soft (qui permet l'envoie d'instructions gcode) connecté en USB a l'imprimante1 point
-
C'est une réalité... Ce genre de trucs tout bête apporte du confort pour 5 à 10 minutes de modélisation et une vingtaine de minutes d'impression. La dernière fois que j'ai monté l'appareil, c'était chez mes parents et je n'avais pas d'imprimante sous la main... Là elle était à côté et pas en cours d'impression (enfin, l'une n'était pas en cours d'impression ), donc c'est allé assez vite. Je l'ai fait avant de remballer la machine... Avec une demi-meule à 4, ça fait 3/4 raclettes, donc ça servira très bientôt1 point
-
Il te faut probablement faire un M303: PID autotune, via l'écran de contrôle de l'imprimante (si il y a cela de disponible dans les menus), ou via une connexion USB et par exemple Pronterface, ou via un fichier d'impression (fichier texte simple renomé avec l'extension ".gcode") avec par exemple les instructions suivantes. // À adapter pour la température cible M303 E0 C8 S260 U ; Auto-tune hotend at 260 °C for 8 cycles. "U" to use PID result. M500 ; Save all configurable settings to EEPROM.1 point
-
bonjour @Hedd à quand le mini chantier naval pour l' accueillir ... ta grue est elle à l'échelle par rapport au bateau1 point
-
Je découvre le fil, et moi aussi j'ai fait plusieurs test en la matière. Le PETG peut servir d'interface de support au PLA et vice versa. Il faut juste garder en tête que les matériaux ayant des températures d'impression différente, cela peut générer des déformations. Et contrairement à ce qui est dit plus haut, on ne change pas de matériel à chaque couche, on imprime support et pièce dans la matière cible, et juste l'interface de support (2 couches) dans la matière alternative : cela limite les changements et les purges. Quand à ce que dit @tuxstang, il a raison : il faut impérativement augmenter la purge au retour dans la matière cible de manière à éviter la fragilité car les deux matériaux n'adhère pas bien l'un et l'autre, ce qui est justement ce que l'on cherche dans ce cas là...1 point
-
Les tarifs sont dévoilés sur l’Instagram de Uniformation. J’ai eu l’info par un gars de YouTube. Je ferais bien une précommande quand ce sera possible, mais j’ai vu des GK3 ultra, précommandée en juillet, toujours pas livré… Donc j’hésite..1 point
-
J'ai pas de Windows... Du coup pas possible d'installer 3D Builder. Du coup j'étais partie sur la solution de @pommeverte. J'ai bien mes pièces et la pièce modifiée. Mais c'est la reconstruction qui pose prblème maintenant.1 point
-
J'utilise beaucoup l'ASA et je ne le déshydrate pas. Je n'utilise que du ColorFab. Mes bobines sont dans des boites étanches avec un peu de silicate et je reste aux alentours de 45/50%. Sinon pour le TPU, de temps en temps, j'utilise de la haute technologie de chez Lidl à 18€. Pour une résistance et un ventilo c'est le maximum que je suis prêt à payer.1 point
-
salut j'ai trouvé sur aliexpress une colle qui colle tres bien mais par contre elle sent tres tres mauvais https://fr.aliexpress.com/item/1005001639620601.html?spm=a2g0o.order_list.order_list_main.17.78925e5bQOO3I6&gatewayAdapt=glo2fra Jean-Marie1 point
-
Etant donné que le marché de l'impression 3D n'est pas (encore) dominé par un acteur ou un pays, il ne serait pas surprenant que le PCC et/ou BambuLab mettent en oeuvre une stratégie de prix bas pour conquérir le marché. Une fois qu'un fabricant sera seul sur le marché ou sur un segment de marché il pourra augmenter ses prix... Les Chinois savent faire de la qualité, si on leur demande de la qualité et qu'on met un prix correct. Les machines-outils bas de gamme Chinoises sont de mauvaise qualité car les revendeurs demandent le prix le plus bas possible, en sachant très bien que la qualité ou la durée de vie ne sera pas au rendez-vous. Pour un usage occasionnel amateur ça passe, mais les passionnés qui utilisent beaucoup leur matériel et/ou qui veulent de la précision sont rapidement déçus... A contrario, des marques haut de gamme d'outillage font fabriquer en Chine sans difficulté mais mettent le budget pour que la qualité soit bonne. Sur les matières premières, deux autres problèmes : - ils ont des ressources naturelles (terres rares, charbon, ...) et pas nous ; c'est facile de faire de l'acier pas cher quand ton pays a du minerais et du charbon dans son sous-sol, alors que nous devons tout importer au prix fort - ils n'ont pas les mêmes normes environnementales que nous, la Chine est très polluée ; lors des JO de Pékin ils avaient arrêté les industries avant les épreuves pour que l'air soit à peu près respirable.1 point
-
@pjtlivjy Mon banquier ne va pas te remercier . Leur boutique propose pas mal de variétés et de belles couleurs. Les pailletés me font de l'œil. Je crains de me laisser tenter.1 point


















.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)








