Classement




Contenu populaire
Contenu avec la plus haute réputation dans 11/12/2024 Dans tous les contenus
-
Crowsnest ne tourne pas sur openwrt. Ce n'est pas un OS commun et connaissant Creality ils ont du mettre ça dans un fichier compilé car j'ai checké le firmware, il n'y a aucun service de camera qui démarre dans l'init mais j'ai trouvé par mal de chose comme le chemin des caméra y compris celle de la hotend.3 points
-
oui c'est vrai, sauf que pour l'instant le sceau....c'est moi ! voici donc une photo des deux sots, mais retournés...
 2 points
2 points -
Elle est humide ton imprimante ? Pourquoi diable mettre un radeau ?2 points
-
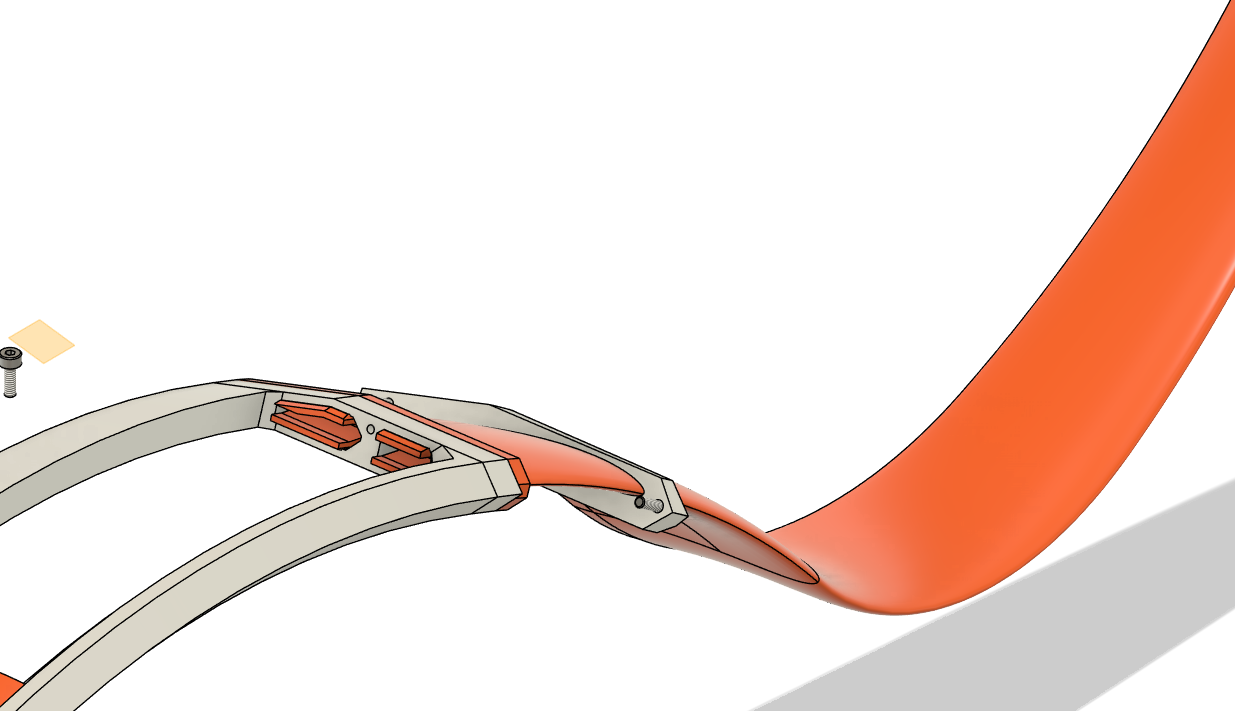
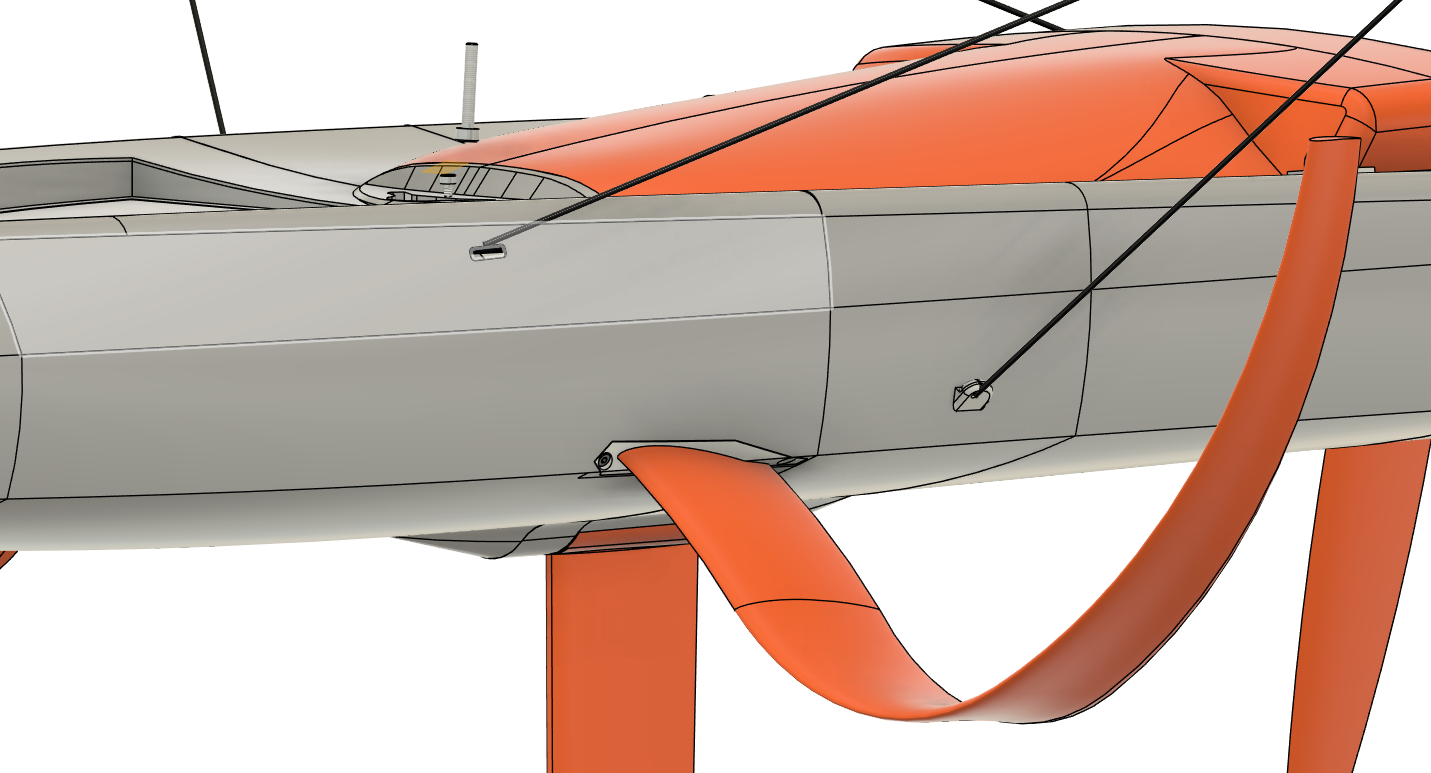
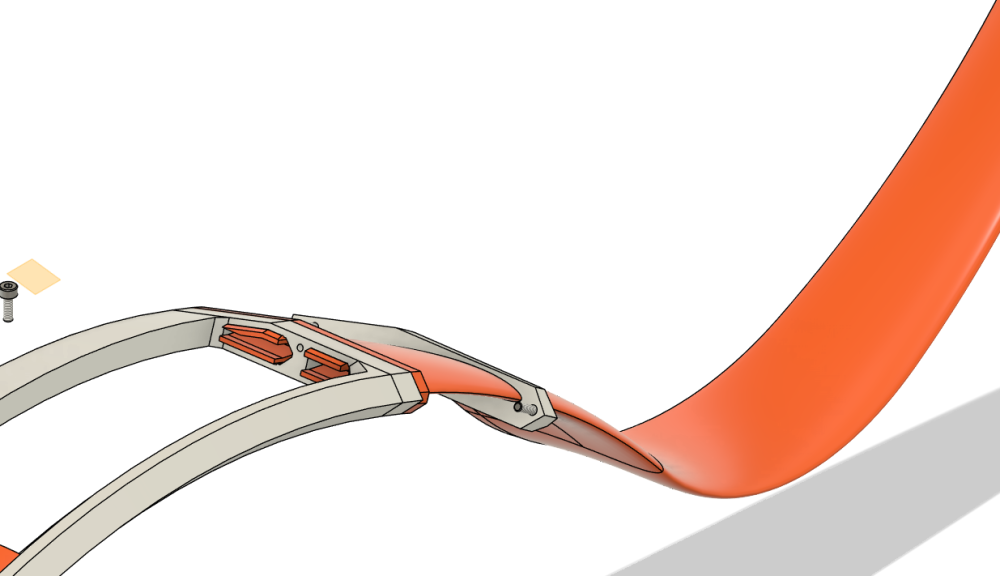
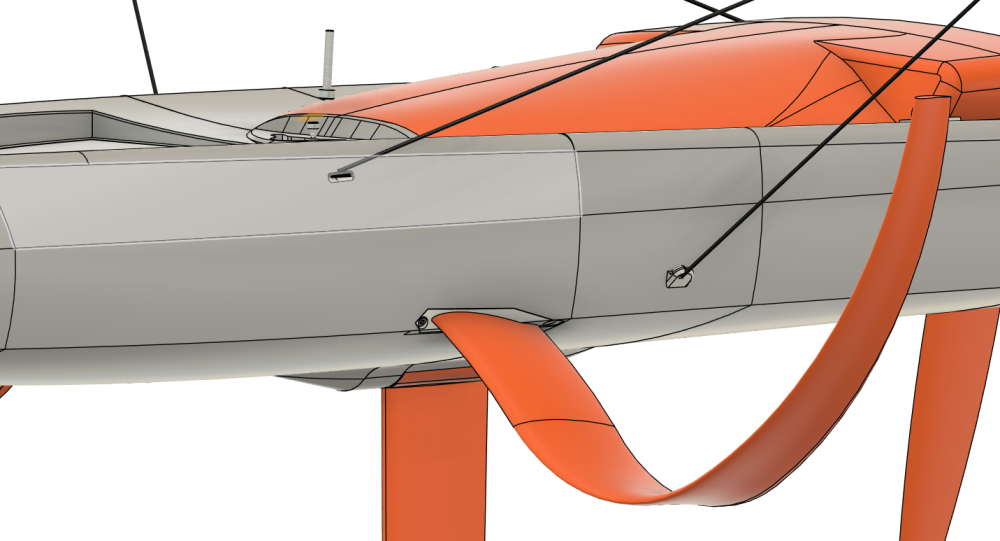
Dernière grosse modif sur le Pt'Imoca! Suite à l'essai, j'ai constaté deux choses, les foils pose problèmes. Dans le très petit temps, ils créent trop de trainé, donc le bateau est innavigable, second problème, ils portent beaucoup, le bateau vole très bien des 3/4 nœuds, c'est top dans le temps medium, mais ça risque de posé un problème dans le gros temps où le bateau ira plus vite, il risque de "marsouiner". Sur les IMOCA grandeur, ils peuvent régler le rake, ce qui, en gros, permet de jouer sur l'incidence du foil, sur le Pt'Imoca, un tel système n'est pas possible si on veut rester simple et léger. Il y avait donc deux objectifs et un point bonus, rendre les foils démontables facilement, C'est-à-dire sans défaire les drosse de foils, et de pouvoir adapter plusieurs foils différents, ce que ne permettait pas l'ancien puits puisqu'il avait la forme du profil de foils. Le point bonus, c'est de ne pas alourdir le bateau. Les foils seront donc guidés par une cale à l'extérieur qui sera démontable et sera clipsé sur une navette qui coulisse dans le puits de foils, pour démonter les foils, il suffit de démonter la cale et de tirer sur le foil pour le déclipsé de la navette , de plus la forme du puits autorise d'autre profil de foils, il faudra juste changer la cale extérieur qui sera spécifique à chaque profil de foils ici, on aperçoit la cale qui sera vissée avec deux vis m2x8 Ici, on voit la navette et le système d'emboitement du foil, on voit aussi la cale. pour le point bonus, la coque a pris 5g, mais les foils ont perdu 15 g, j'ai donc mon point j'imprime un foil et la navette pour valider le jeu de l'emboitement et je vais pouvoir imprimer une nouvelle coque ! j'ai aussi reçu mon PA12cf, après quelques essais, j'essaie de faire une coque avec
 2 points
2 points -
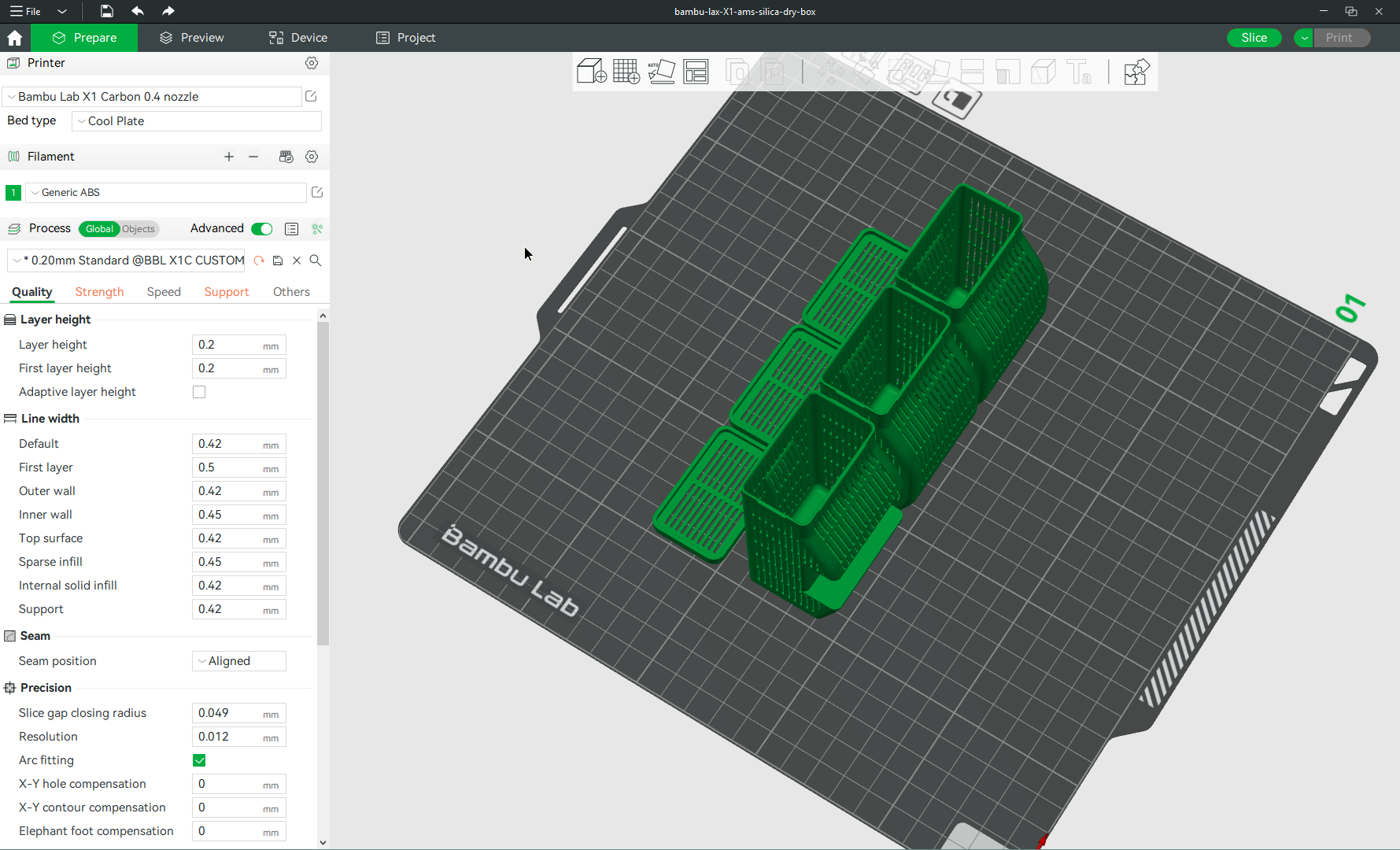
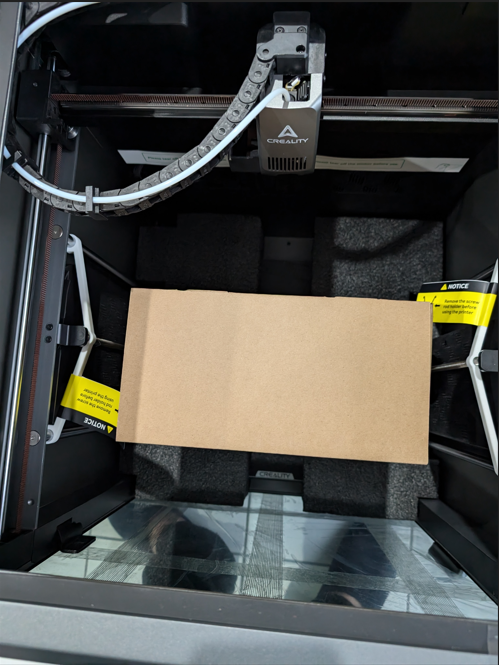
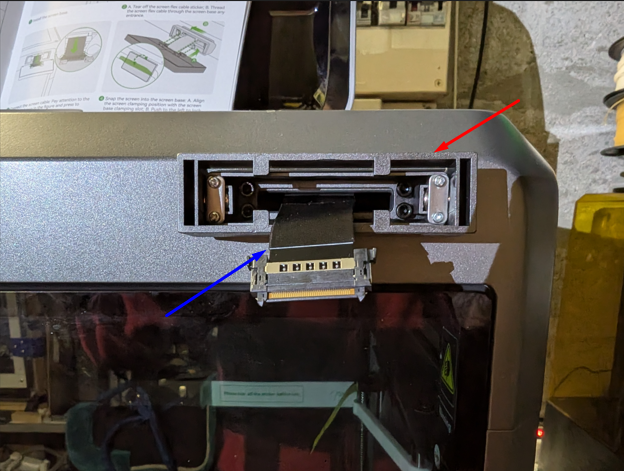
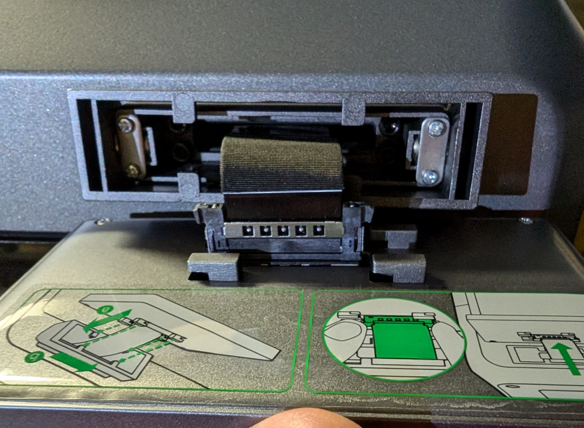
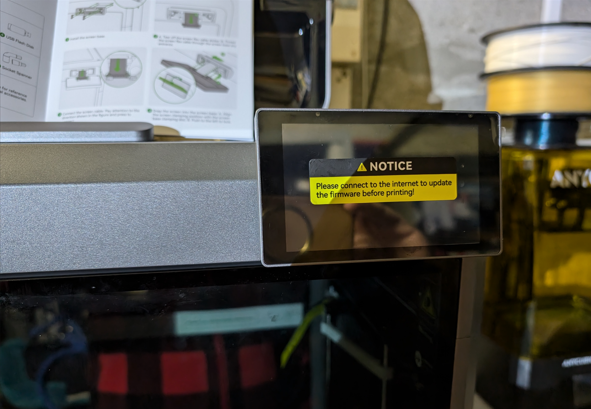
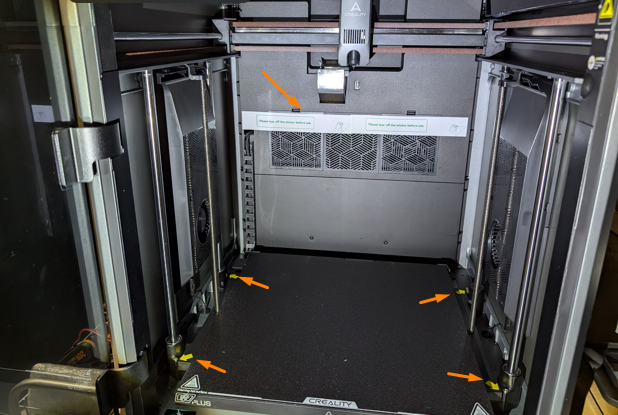
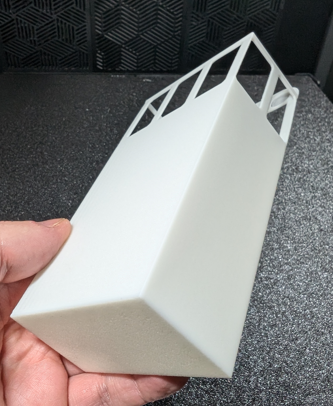
Nous avons l'honneur d'être les premiers francophones (voire européens) a avoir reçu un exemplaire de la K2 Plus Combo avec son CFS ! Ce topic permettra de vous faire mes remontés au fil de l'eau du ressenti et des infos importantes sur cette machine que beaucoup attendent. Les test commencent, je voudrais proposer une vidéo sur la mise en route initiale de l'imprimante avec quelques infos sur la K2, puis une seconde qui servira de vous donner un avis complet sur cette machine, le tout est épaulé par un article complet sur K2 Plus + CFS publié sur le site https://www.lesimprimantes3d.fr/ Cela me permettra de vous apporter, ici et via la première vidéo, un début de réponse sur cette imprimante et pouvoir prendre le temps de bien tester aussi bien les capacité en filament technique de la K2 Plus, ainsi que l'usage du CFS pour mélanger les filaments. La K2 Plus reçue nous a été envoyé par Creality que l'on peu remercier pour cela, on est les premiers à la recevoir dans notre région du monde. L'envoi a été effectué en 3 colis, ce qui diffèrent un peu avec les premiers youtubeur américains qui ont reçu un unique colis contenant l'imprimante et dans l'imprimante le CFS ainsi que 4 bobines de 500gr de Hyper PLA. Dans mon cas, livraison DHL en 3 colis comme on peut le voir sur ces photos : Je ne peux dire dans quels format vous recevrez votre modèle, la documentation indique aussi un CFS dans la K2 Plus. J'ai donc reçu la K2 Plus (machine très lourd le colis fait environ 35Kg), le CFS (le colis fait environ 7Kg), et 4 Bobines de Hyper PLA Creality en prime (Noir, Blanc, Magenta, Bleu). J'ai aussi reçu des bobines en carton Creality qui n'a pas encore finalisé les bobines en support plastique avec NFC / RFID pour la reconnaissance automatique des filaments par le logiciel slicer. Déballage CFS J'ai donc naturellement commencé par déballer le CFS de Creality pour voir l'aspect de la bête qui nous intéresse tous et cette fois j'ai fais une courte vidéo très basic qui montre l'engin, il présente bien même s'il est essentiellement en plastique. Le CFS, contrairement au ACE Pro de Anycubic, n'est pas un déshydrateur actif, par contre il a un écran LCD qui affiche ma température et l'hygrométrie, ce qui est pas trop mal et ajoute 2 trappes de base avec 2 sachets de billes de silicate. Il faut ouvrir les compartiments et retirer les films de protection des sachets avant usage. Pour le moment, je n'ai pas assez de recul pour un avis complet sur le CFS, le produit a des atouts si le le compare aux AMS Lite et AMS de chez Bambulab et toujours certaines faiblesse comme pour l'AMS, sa force son chargement auto qui semble très correct, les PTFE pour l'insertion du filament donne de la souplesse et les compartiments pour les sachet de silicat sont un plus, les bobines sont bien gérées, les patins blancs sont motorisés et bien gérés, on a le NFC pour reconnaitre les filaments. Même si les bobines carton passent dans le CFS, celles en plastique sont vivement conseillées, pour moi on aura possiblement quelques soucis avec les bobines cartons même si les fente sont la pour garder un bon placement de la bobine. D'ailleurs ceci m'a posé un souci avec une bobine de filament, les bobines de 500gr, 2kg par exemple ne passeront pas et ne seront pas compatible comme sur l'AMS. Le déballage de la K2 Plus Voila le gros morceau du déballage qui arrive et cela ce fait plutot facilement car l'on a juste à défaire les 8 plots en plastique blanc en partie basse et à tirer la carton par le haut. On trouvera dans l'imprimante des mousses de protection, et les accessoires. En commencent par le haut, on retrouve la prise d'alimentation et le support d'écran, en dessous l'écran tactile de la K2 Plus, suivi par le porte bobine latéral (enfin un système latéral et solide), et dans la petite boite noire quelques composants de spare de l'imprimante comme la carte de détection de filament. En retirant les mousses intérieures, on trouve une boite avec une bobine plastique de 500Gr d'hyper PLA Blanc et une trousse à outils assez complète Dans cette boite a outils, on retrouve une pince coupante, un tube de colle, un crapper, un tube de graisse, des clés pour la buse, un manche plastique aimanté avec des embouts, des clés Allen, une aiguille pour déboucher les buses et une clé USB. Dans cette clé, on trouve 3 fichiers tranchés en gcode, 5 fichiers 3MF, des documentations PDF, et le setup de Creality Print le trancheur maison que je teste actuellement. Point de Orca Slicer mais pas de panique car Orca slicer en release 2.2 inclut les profils de la Creality K2 Plus donc je testerai ça aussi. Assemblage et mise en route L'assemblage est des plus simples et rapides, il n'y a que le capot de verre à déballer et poser, puis monter l'écran sur la K2 Plus. Pour l'écran, on a un support à visser via 4 vis (pas de soucis à la pose y a un détrompeur), puis on passe la nappe à travers la fente et puis clipse la nappe sur l'écran. Une fois la nappe installée, il suffit de clipser l'écran de gauche à droite et l'écran est en place. Perso je préfère que l'écran soit en partie haute de mes imprimantes, je le trouve donc très bien placé sur cette K2. Il est inclinable vers le haut ou le bas si besoin. A l'intérieur de la Creality K2+ on a 2 pièces blanches à retirer à droite et à gauche qui protègent les tiges lisses du Z durant le transport. Il y a aussi 4 vis qui maintiennent le plateau à retirer et un autocollant qui maintient les grilles de ventilateurs. Avant d'aller plus loin, on peut voir dans le fond la zone de purge de la buse un peu similaire que ce que l'on a sur les Bambu Lab X1C et P1S. Sur le côté, on a 2 gros ventilateurs auxiliaires et la grille du milieu au fond est la zone de chauffe du caisson. Connexion du CFS sur la K2 Plus On peut fixer le hub CFS soit à l'arrière du CFS soit de la K2 Plus, perso je l'ai fixé au dos de la K2 Plus, juste au dessus de l'évacuation de la purge. On a ensuite 2 câbles à brancher, un entre la K2 Plus et le CFS et le second entre le CFS et le hub, et on finit en branchant les tubes PTFE. On a un câble de 1.5m dispo pour mettre en déport le CFS et j'ai un lot de PTFE de différentes tailles en rab. Le petit cache noir masque un port d'alim jack, je ne sais pas exactement à quoi il sert pour l'instant mais je pense que c'est pour le déport. Je ne connais pas non plus comment on chaine exactement plusieurs CFS (on peut avoir jusque 4 CFS en même temps pour mélanger 16 bobines sur une imprimante K2). La machine est à présent prête à démarrer Je peux déjà vous dire ceci : Temps de mise en route initial entre 15 et 18min Langue sur le TFT : chinois et anglais (pas de français pour l'instant sur mon exemplaire, ça viendra sûrement avec une mise à jour du firmware) On a les étapes classique de démarrage : retirer les vis, penser à vérifier que rien ne gêne sur le plateau, etc. et la config WiFi (support du 2.4GHz et 5GHz), configuration Creality Cloud puis une calibration du plateau et enfin un input shaping automatique Une fois la mise en route finie, une MaJ du firmware m'a été proposé (installée en 10-15min). Une fois téléchargée et installée l'imprimante redémarre et je vous conseille de refaire les calibration plateau et input shaping Avant de parler des impressions, comparons la taille de la K2 Plus. Voici la surface du plateau de la K2 Plus par rapport à celui de la Bambu Lab A1 Mini, puis a celui de la SW X4 Plus. Pour rappel, le plateau de la Artillery X4 Plus fait 315 par 325 mm. Le plateau de la Creality K2 Plus est donc bien plus grand avec son format de 350 x 350 mm. Et à présent la taille de la K2 Plus vs la FlashForge 5M Pro qui parait minuscule. Les premières impressions La première impression est faite depuis la clé usb, il s'agit du Benchy. Ici je vous met juste les timelapse faits par la caméra intégrée de la K2 Plus. Vous voyez donc la qualité de l'image et la position de la caméra dans le caisson. Le Benchy est sorti en 13 minutes avec un rendu parfait, pas de stringing, qualité de l'extrusion parfaite, première couche parfaite, pas de souci sur les pontages et même la cheminé est très propre. L'impression a été effectuée avec le filament HyperPLA Blanc, le spool de 500gr présent dans la K2 Plus, je fournirai des photos pour mieux voir le rendu du Benchy dans le test complet de la K2 Plus sur le site. En seconde impression j'ai imprimé une boite pour recevoir les déchets de purge. Ce modèle me convient pour le moment, à voir si je remplacerai cela par la suite pour un système de plus grande capacité. Le plus grand pontage s'est un poils affaissé mais cela est lié en partie à mes paramètres. Vous trouverez le modèle sur différente plateforme, perso je l'ai prise ici sur Creality Cloud c'est un modèle de Flo-3D. Vidéo short du print Puis j'ai imprimé des pièces pour ajouter des billes de silicates au milieu des spools et optimiser la déshydrations des filaments dans le CFS : Vu que le CFS n'a pas de déshydratation active, il faut un peu de temps pour faire redescendre le taux d'humidité des filaments dans le CFS, surtout dans ma belle région où en cette période j'ai environs 70% de taux d'humidité dans mon garage. Alors pour le moment les 2 petits reproches que je peux faire sont qu'il est dommage que le CFS ne soit pas à chauffage actif et qu'il n'y a rien d'origine de prévu pour la récupération des déchets de purge, j'en ai donc imprimé un magnétique. Parlons peu mais parlons chiffres Voici quelques infos utiles qui seront mises à jour si besoin, niveau sonore de l'imprimante, chauffage actif réguler, consommations etc... Le niveau sonore relevé (attention j'ai relevé cela via mon smartphone n'ayant pas de sonomètre sous la main) est de 46 dB sur la première couche, puis passer progressivement à 48 dB. Les moments où le CFS déroule ou rembobine le filament on a des piques sonores a 49-50 dB, alors on entend bien la mise en route de la ventilation mais le bruit n'est pas strident ni trop présent. Le chauffage régulé de la chambre de la K2 est bien présent et permet de monter jusque 60°C, pour le moment même en mode PLA la chambre est a 35°C et cela très rapidement alors que j'ai 16°C dans mon garage. On peut monitorer et contrôler la chauffe de la chambre depuis l'écran en façade de la K2. La consommation sur des impressions PLA : j'ai remarqué une consommation de 750W environ en début de print lors des phase de chauffe initiale, en cours d'impression on est sur un moyen de 165W - 170W avec des variations en fonction de la régulation de la chauffe buse plateau. Je regarderai la consommation initiale et moyenne lors des futures impression ABS car dans ce cas précis le plateau ne sera pas chauffer a 50°C mais plus vers 100°C, la buse passer de 220 à 240°C et le caisson de 35°C a 55-60°C logiquement, ce qui donnera une consommation probablement supérieure. Malgré le fait que le CFS ne soit pas actif pour la déshydratation, je réussi à passer de 68% d'humidité lors du chargement de 4 bobines lié a l'air humide de mon garage, à 58% en 15 - 20 min de temps (-10%) et en 1 heure je suis passé à un taux de 40% (presque -30%), c'est la raison qui me fait imprimer des système de boitier a dessiccant qui se placent dans le centre des bobines, j'en ai testé plusieurs et le pense en avoir trouver un plus pratique que les autres. Vidéo de fin de test et de conclusion:

















 1 point
1 point -
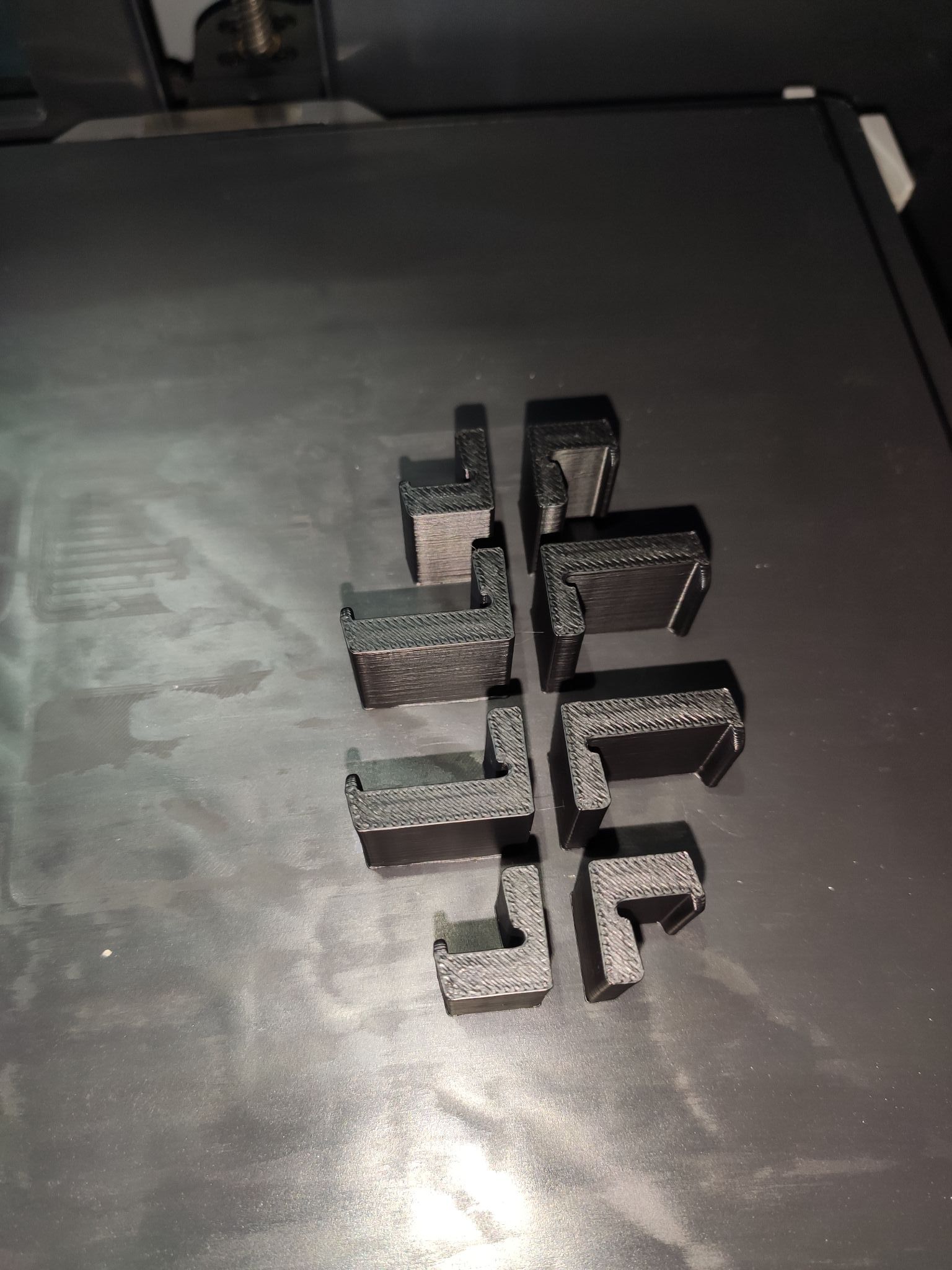
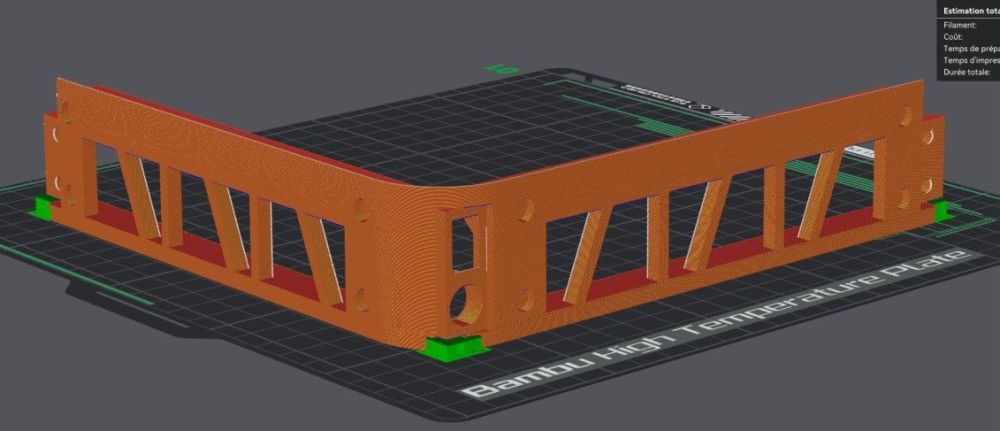
Aussi curieux que ce soit, je n'ai jamais autant imprimé d'améliorations (certaines indispensables, certaines un peu moins) que pour la Bambu Lab X1C dans mon cas. Ce topic pour recenser les améliorations et donner des idées aux autres possesseurs de Bambu. Il est conseillé pour beaucoup de ces objets de les imprimer en ABS ou PETG afin de résister aux températures à l'intérieur voire autour de l'imprimante. Je vous mets à chaque fois l'objet que j'ai retenu (parmi les N versions et remix disponibles, parfois très nombreux !), j'ai imprimé tous ceux de ce post (la plupart des photos sont les miennes, mais pas toutes). Et j'en oublie, mais c'est déjà un début. N'hésitez pas à partager les votres. Sommaire. A. Où trouver des items à imprimer pour améliorer la Bambu Lab ? B. Les items indispensables. C. Les items indispensables pour AMS. D. La catégorie "objets additionnels". E. La catégorie "il faut encore que je m'y penche". F. La catégorie "gadgets" Bambu. ------ A. Où trouver des items à imprimer pour améliorer la Bambu Lab ? Sur les sites classiques : - sur printables.com (c'est là où, je trouve, il y a le plus d'activité et d'items en rapport avec les Bambu) : lien vers la recherche "most downloaded", lien vers la recherche "nouveaux uploads Bambu Lab", lien vers ma "collection" personnelle d'items Bambu Lab m'ayant intéressé - sur Thingiverse (pas grand chose, mais ce site n'est-il pas en perte de vitesse) : https://www.thingiverse.com/search?q=bambu+lab&page=1&type=things&sort=relevant - sur Thangs : https://thangs.com/search/bambu lab?scope=all - sur Cults3D (pas grand chose non plus) : https://cults3d.com/fr/recherche?q=bambu+lab (beaucoup d'objets se retrouvent sur chaque, mais il y a parfois des différences - çà vaut le coup de faire le tour) B. Les items indispensables. - Le support pour le fan intérieur, quasi indispensable, à imprimer en ABS/PETG pour résiter à la chaleur de la chambre. Plutôt que celui fourni sur le wiki officiel, préférez plutôt ce modèle : https://www.printables.com/model/256442-bambu-lab-aux-fan-saver/comments/447422 pour les Bambu "v1" (le fan est juste collé de base avec des scotchs 3M double-face) (c'est celui que j'ai imprimé pour la mienne) ou celui-ci pour les Bambu "v2" (fan vissé) https://www.printables.com/model/311255-bambu-lab-aux-fan-saver-20 : - Un support vertical à mettre à côté pour faire tenir les plaques supplémentaires : https://www.printables.com/model/270579-bambu-lab-x1c-plate-holder/comments/447985 - Un purge bucket pour collecter les scories expulsées à l'arrière - il y a 36 modèles, celui là me semblait clairement mieux, pas trop grand, bonne collecte, aimants) : https://www.printables.com/model/291141-bambu-lab-x1-purge-bucket/comments/448965 - Des bases GRIDFINITY pour permettre de ranger tout son bordel au-dessus de l'imprimante. Compatible AMS ! Il y a plusieurs versions, avec ou sans LED en dessous, j'ai pris cette version "sans". Voir ce post sur le forum sur ce qu'est GRIDFINITY, si vous ne connaissez pas, je vous encourage vivement à vous y pencher. Pour ma part j'ai imprimé niveau boitiers : un 1x1 pour le tube de glue, un 3x2 pour les clips, ..., le 2x2 en support des pinces, un 1x1 pour chargeur de lampe OLight (histoire d'en avoir une toujours chargée sous la main), ... Cette photo d'exemple n'est toutefois pas la mienne mais çà donne une idée (il faut que j'en prenne une de mon installation) : https://www.printables.com/model/287407-bambu-lab-x1-gridfinity-base-without-light Ce lien par exemple pour une case Gridfinity 1x1 pour le tube de colle Bambu : https://www.printables.com/model/355112-gridfinity-glue-stick - Des clips pour maintenir les plaques en place et éviter le warping, particulièrement pour les grosses pièces en ABS. En imprimer 4, 2 de chaque type(voire plus au besoin). https://www.printables.com/model/321213-bambulab-x1-bedclamps-for-big-prints - Le petit clip pour permettre de passer le volume d'impression en 256x256x256 au lieu de 250x250x250, tel que décrit sur le wiki : https://wiki.bambulab.com/en/knowledge-sharing/print-volume-limitations - Dans le même ordre d'idée, à imprimer avant d'en avoir besoin, depuis le WIKI officiel : l'outil aidant à démonter la tête "gear removal tool" : https://wiki.bambulab.com/en/x1/troubleshooting/extruder-clog - Réducteur de son : une partie du bruit vient du fan à l'arrière. Plutôt que de le remplacer, il est possible de positionner un réducteur de son par l'extérieur (qui va faire perdre quelques décibels, à priori sans augmentation de température). Il y a très nombreux modèles, tous plus ou moins sur le même principle ("boite" à positionner avec vis et/ou aimants, et un cheminement particulier du flux d'air pulsé en sortie du ventilateur). Tous sont normalement compatibles avec le hub pour AMS (j'ai imprimé un de tous premiers mufflers proposés, et il passe tout juste avec le hub AMS). Celui ci est toutefois sans doute le plus recommandé : https://www.printables.com/model/338482-bambu-x1-ams-hub-exhaust-muffler-fan-silencer (chercher "muffler" sur printables.com pour trouver d'autres modèles) C. Les items indispensables pour AMS. - Des containers pour absorbeur d'humidité : afin de pouvoir mettre des billes de silice libres, sans en éparpiller partout. Ce modèle est compatible AMS v3, et on peut continuer à utiliser le cache d'origine pour un rendu plus propre : https://www.printables.com/model/322613-new-bambu-lab-silica-gel-desiccant-tray - Des boites pour aborbeur d'humidité à mettre à l'avant de l'AMS : idem, il y a 36 modèles, j'ai choisi ceux ci (faciles à installer, encoche arrière si vous devez réparer votre AMS, et version pour hygromètre qui se trouve sur aliexpress pour 2€, avec 2 piles LR44) : https://www.printables.com/model/292343-silica-dry-box-for-bambulab-ams et https://www.printables.com/model/299215-bambulab-ams-dryer-pod-with-indent-for-ams-fix - Un "Y Splitter" pour permettre de garder branchés à la fois le spooler simple et à la fois l'AMS. Il faut des connecteurs pneumatiques, j'ai pris ceux-ci (boîte de 20 pour 10€ sur amazon). Le modèle : https://www.printables.com/model/308131-bambu-lab-y-splitter-with-pc4-m10-pneumatic-connec - En complément, il faut une pièce pour permettre d'espacer le support du spool d'origine (pour que les cables de l'AMS puissent passer), j'ai pris celui-ci, il permet pile d'utiliser des vis M3x30mm (j'ai pris ce kit sur amazon, je n'en n'avais pas des si grandes) et il y a un espace pour positionner les cables en dessous : https://www.printables.com/model/315677-bambulab-x1-spool-holder-extender/comments - Et tant qu'on y est, des clips pour attacher les 2 cables de l'AMS ensembles : https://www.printables.com/model/276184-bambu-lab-ams-cable-clip D. Dans la catégorie "objets additionnels". - Des pièces pour aider à sortir la carte SD, qui sinon est en effet assez difficile à extraire (peuvent se clipser n'importe où autour de l'écran histoire de ne pas les perdre) : https://www.printables.com/model/271315-bambu-x1-printer-micro-sd-ejector - Des risers pour sur-élever la vitre du dessus : préférez la version "avec aimants" pour une meilleure tenue en place. Usage marginal au final (beaucoup d'impressions se font finalement vitre fermée). Soit ce lien : https://www.printables.com/model/314181-bambu-lab-x1-top-glass-lid-cover-riser-holder-shim - Un boitier interne pour mettre des billes absorption d'humiditié. Pas indispensable, mais si jamais vous vouliez vraiment avoir des billes de silice à l'intérieur. Attention, cette boite se couple bien sûr avec le support pour ventilateur interne linké plus haut. https://www.printables.com/model/344792-desiccant-box-for-bambu-lab-fan-support - Une pièce facilitant le nettoyage des déchets à l'intérieur du caisson, pour pouvoir + facilement les évacuer à l'aide d'une balayette. https://www.printables.com/model/288373-bambu-lab-x1c-p1p-filapoop-scoop-base-insert-plast ou https://www.printables.com/model/345528-waste-recovery-base-insert-for-bambu-lab-x1 E. La catégorie "il faut encore que je m'y penche". - Un mécanisme pour placer des LED au dessus. Il y a 36 modèles, j'ai du mal à choisir, d'autant que tous ne sont PAS compatibles avec les AMS v3 (beaucoup ont une forme "carrée" qui ne matche que les v1 / v2, alors que les v3 sont un peu moins larges niveau espacements entre les pieds à l'avant qu'à l'arrière). Exemples : https://www.printables.com/model/326664-bambu-lab-x1c-led-bracket, https://www.printables.com/model/320939-bambulabs-ams-attached-lightbar, https://www.printables.com/model/260470-bambu-lab-x1-chamber-light-ring-frame, https://www.printables.com/model/280168-bambu-lab-x1-led-light-frame, https://www.printables.com/model/265701-bambu-lab-x1c-light-frame, https://www.printables.com/model/273214-bambu-lab-x1-ams-riser-frame-with-leds, https://www.printables.com/model/271784-low-profile-led-frame-for-bambu-x1-and-others, ... - Des QR code à imprimer / coller sur les plaques Bambu de vendeurs tiers. Pour qu'elles soient reconnues comme des plaques officielles. A coller et à recouvrir de "quelque chose" (résine epoxy, ...) pour que çà résiste à la chaleur de la cambre voir à l'eau en cas de nettoyage des plaques. Voir : https://www.printables.com/model/335511-bambu-labs-smooth-pei-gr https://www.printables.com/model/330476-bambu-lab-bed-sheet-qr-codes-xile6 https://www.thingiverse.com/thing:5535223 Ex. : F. La catégorie "gadgets" Bambu. - Des dessous de verre en fac-similé des plaques Bambu. Parfaits pour le salon quand vous avec des geeks à la maison. https://www.printables.com/model/341733-bambu-lab-build-plate-coaster





 1 point
1 point -
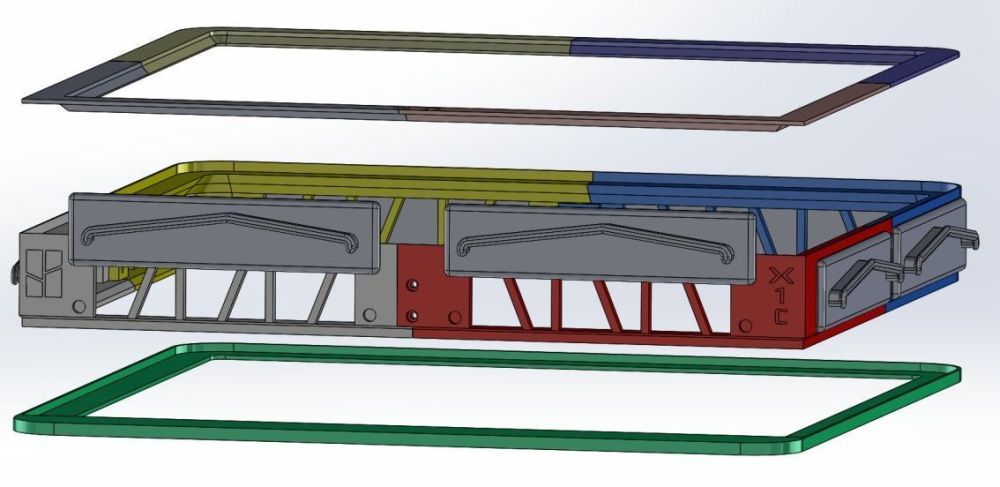
Hello, J'ai cherché sur le Net un aérateur avec LED, mais je n'ai rien trouvé qui me convenait. J'ai donc créé le mien en m'inspirant du logo Bambu Lab. Je vous le propose pour ceux qui seraient intéressés de garder la vitre fermée avec un AMS par exemple. Je n'en ai pas encore, mais c'est un achat que j'envisage prochainement. Je suis en train d'imprimer les couvercles aimantés. Je suis en panne de filament gris J'ai utilisé des inserts commandables ici : https://www.amazon.com/dp/B08T7M2H4S?psc=1&ref=ppx_yo2ov_dt_b_product_details Pour l'interrupteur c'est ici : https://fr.aliexpress.com/item/32987717201.html?spm=a2g0o.order_list.order_list_main.107.7ab75e5b1mpcCF&gatewayAdapt=glo2fra L'alimentation 12 V : https://www.amazon.fr/dp/B0B9BFTY3T?psc=1&ref=ppx_yo2ov_dt_b_product_details La prise femelle 12 V : https://www.amazon.fr/dp/B09QJ4P34J?psc=1&ref=ppx_yo2ov_dt_b_product_details Les aimants : https://www.amazon.fr/dp/B0B5RGXYQM?psc=1&ref=ppx_yo2ov_dt_b_product_details Les fichiers : Avant gauche.STLAvant droit.STLArrière gauche.STLArrière droit.STLTPU avant gauche.STLTPU avant droit.STLTPU arrère gauche.STLTPU arrère droit.STLCouvercle avant.STLCouvercle arrière.STLCouvercle gauche droite.STL EDIT : Les dernières photos avec les couvercles malheureusement dans un autre gris qui suit moins avec la machine. C'est dur de choisir une couleur à partir d'une photo



 1 point
1 point -
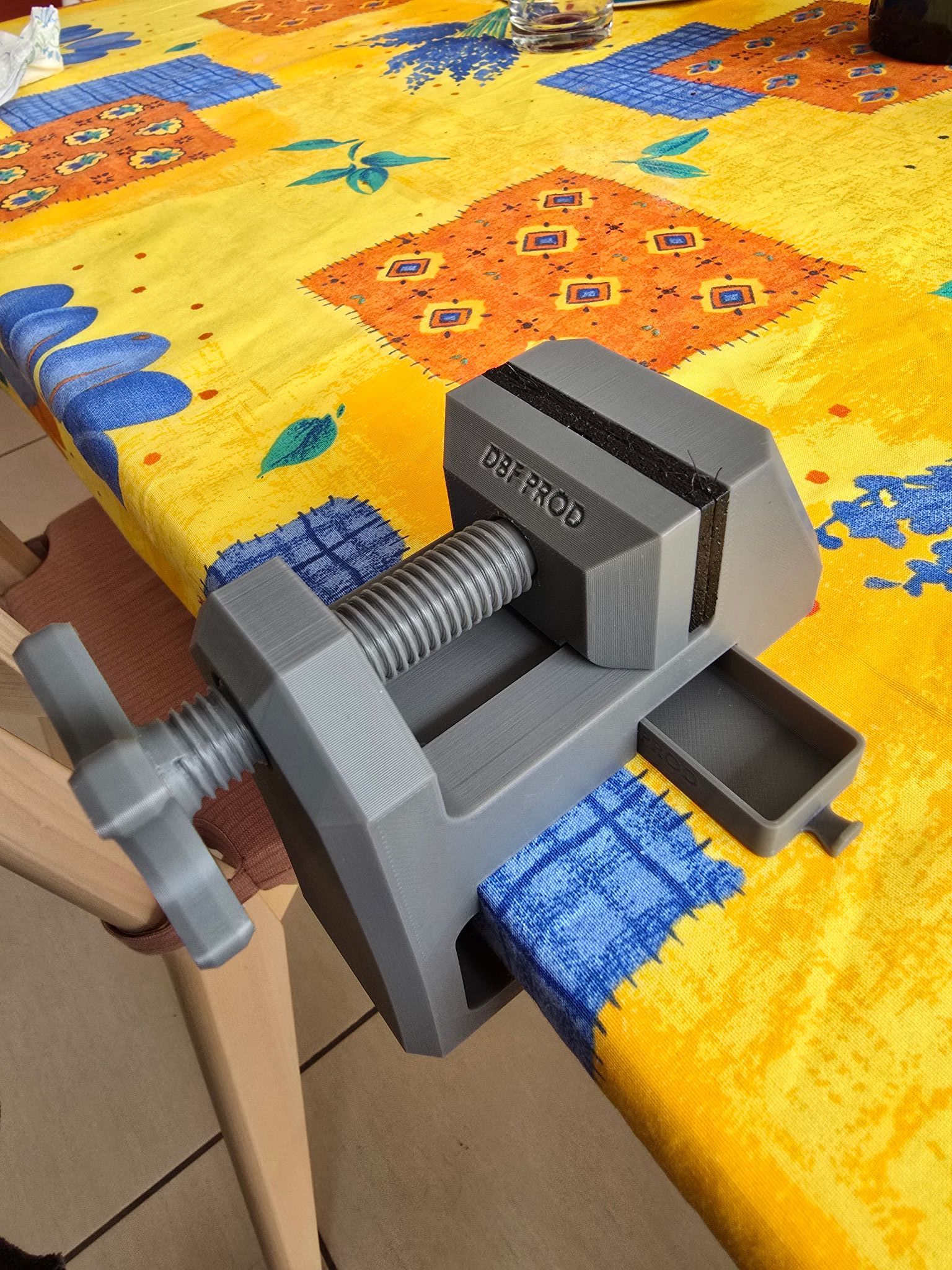
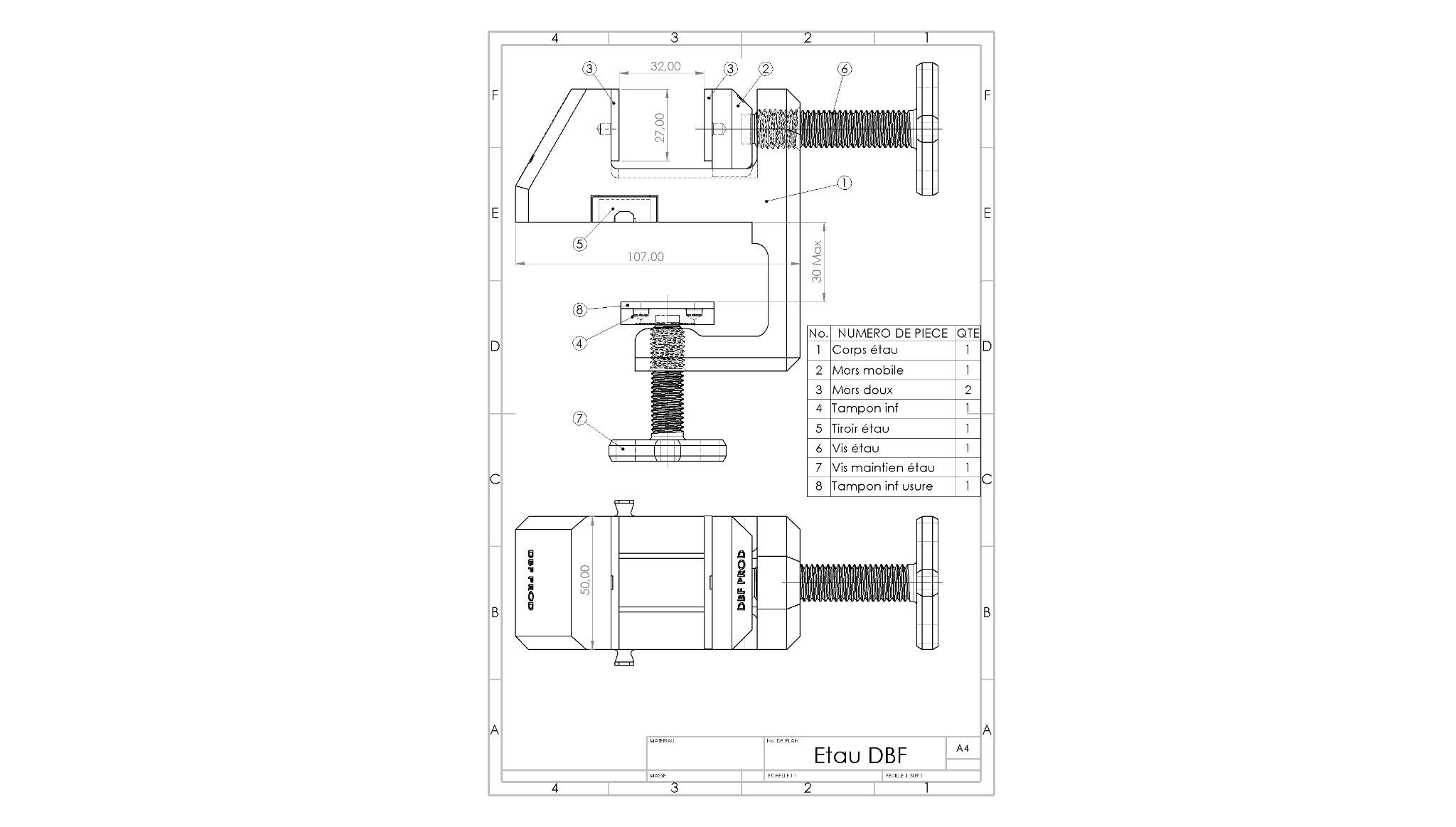
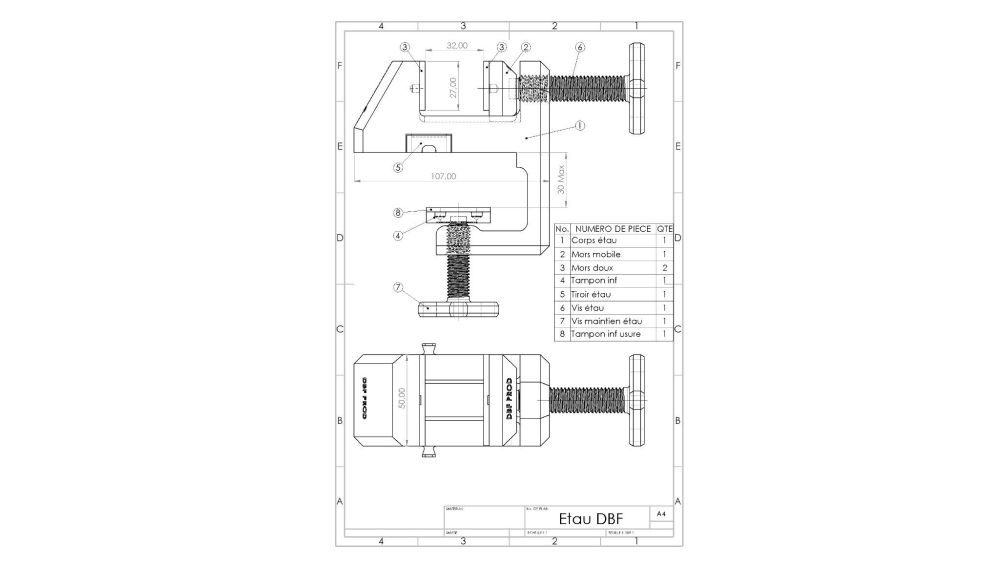
J'ai conçu et imprimé un petit étau pour une table de salle à manger. Toutes les pièces sont en PLA+ et les mors sont en TPU 95A pour ne pas abîmer les pièces à serrer. Il y a une petite boite sous l'étau pour récupérer les copeaux. Les fichiers, gratuits, sont ici : https://www.thingiverse.com/thing:6794060/files


 1 point
1 point -
@RT36 voilà un temps satisfaisant1 point
-
Aucune même si je n'en est pas fait 50 encore... superbe machine, vitesse, qualitée,.. venant d'une ender 3 s1 pro c'est le jour et la nuit1 point
-
concernant le SAV - pour ce qui est de dry dock, j'attends - sinon, j'ai reçu une bobine du esun petg cf défectueuse (problème de couleur) ... ils m'ont remboursé en 3 jours, et m'ont laissé la bobine pour les prototypes & tests1 point
-
Salut Si tu cherches des infos liées aux couleurs des filaments il y a cette base de données https://filamentcolors.xyz/library/ Elle n'est pas parfaite certes mais des fois on tombe juste A+ JC1 point
-
A l'intérieur de ce 3D touche il y a un cylindre qui accueil la pin attention de support de pin est assez fragile si il ne fend ou casse la pin tiendra plus il faut donc bien la remettre correctement sans trop forcer. Si ta pin est tordu ce que tu peux faire provisoirement pour imprimer c'est de la retirer mesurer sa longueur (détordu) et prendre un cure dent que tu coupe de la même longueur les cure dents font le même diamètre que la pin est donc fonctionnel cette astuce elle a été tester par d'autre membre a qui je l'ai expliqué a l'époque1 point
-
ok je n'avais pas percuté non à chaud, enfin précisément à la température à laquelle tu vas l'utiliser1 point
-
ok formidable on va pouvoir causer technique alors j'ai bossé en fonderie et j'ai également ma petite installation pour l'ASA ça s'imprime bien plus facilement que l' ABS car moins sujet au warping mais tout est devenu relatif car quand on voit avec quel facilité on imprime de l'ABS sur une Q1 Pro pour la résistance à la pression, tu peux lire ce sujet de @akoirium pour commencer à explorer le premier niveau du filament métallique il y a la Proto Pasta Filament poudre métallique ça s'imprime comme du Pla, un petit recuit à 110 degrés d'au moins 10 minutes et hop ça fait fondre le liant et en main la sensation est vraiment métallique et lourde (on est sur une densité de 2.4 environ) et tu peux arriver à un niveau de polissage intéressant1 point
-
Salutation Je parle sans vraiment savoir car je n'ai pas de Sidewinder X3, mais Si c'est bien un firmware marlin, alors oui, pour modifier la taille plateau (utilisé pour déterminer les "limites logiciel") il faut forcément recompiler et flasher un firmware où l'on a modifié la taille du plateau. cf https://marlinfw.org/docs/configuration/configuration.html#movement-bounds (contrairement à sur un firmware Klipper où pour cela c'est juste un fichier de configuration à modifier et redémarrer Klipper) Sous un firmware marlin il y a normalement la possibilité de désactiver les "limites logiciel" ( cf M211: Software Endstops ) mais alors bien faire attention à ce que l'on demande/fait comme déplacements, car forcement les moteurs vont forcer sur les butées physiques si on demande un déplacement trop grand et cela risque de faire des dégâts Donc, normalement, si tu ajoutes une ligne M211 S0 ; desactiver les limites logiciel de deplacement en début de ton g-code de démarrage sous ton trancheur, alors la machine ne devrait plus prendre en compte les limites logiciels… Pour plus d'info regarde dans les résultats d'une recherche de M211 sur le forum https://www.lesimprimantes3d.fr/forum/search/?q=M211&quick=11 point
-
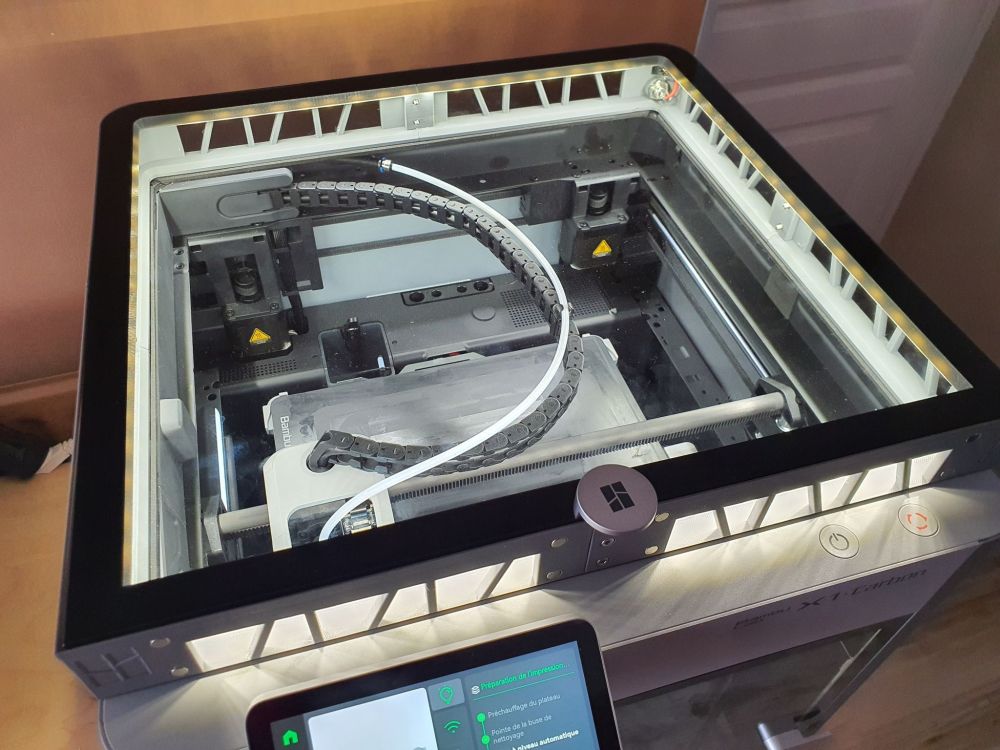
bonsoir , j'ai longtemps hésité entre les 2 car je voulais être sur de pouvoir contrôler mon impression sur toute la surface du grand plateau de la Xmax3 et également visualiser les détails . après une discussion avec un IA j'ai pris la 1.8mm = pari perdu , avec l'ultra grand angle de 1.8mm je vois le caisson en plastique mais je ne vois pas très bien le centre du plateau . La 2.8mm pourrait peut être un bon compromis distance / surface plateau/ détails d'impressions. je ne vais pas la changer car elle me donne malgré tout une image de très bonne qualité. Le corps est en métal , ce qui lui donne un côté premium . j'espère juste qu'elle tiendra le coup quand j'activerais la chauffe du caisson .1 point
-
Mais pour un plateau le mieux c'est l'eau chaude et le liquide vaisselle (après tu fais ce que tu veux ). Ton plus gros problème pour le moment c'est la distance buse plateau là c'est trop loin et la première couche n'est pas assez écrasée (elle devrait être toute lisse). Et 60° pour du pla, c'est largement suffisant au dessus ce sera contre productif1 point
-
d'un point de vue chimique, l'alcool iso est une solvant pas un dégraissant et encore moins un détergent (nettoyant) désinfectant oui, solvant oui mais un détergent c'est autre chose mais lave ta vaisselle à l'alcool tu vas voir comme ça dégraisse demande l'avis à d'autres sur le fait qu'un simple produit vaisselle fonctionne comme @Savate ici présent la première couche est essentielle et tu es à 70 degrés, au dessus de la température que supporte un Pla (heat distorsion température qui est de l'ordre de 50 / 55 degrés)1 point
-
599 «brouzoufs». N'ayant ni compte Instagram et encore moins d'amis (à tagguer), je me permets de répondre ici1 point
-
@Eternam, à 70 degrés tu es au-dessus de ce que supporte le Pla hors il ne faut pas oublier que l'impression dure un certain temps l'alcool iso n'est pas un dégraissant c'est un solvant c'est une erreur courante (on en a parlé sur plusieurs sujet) tu étales les résidus et tu en enlèves un peu avec le chiffon fais ta vaisselle avec de l'alcool tu verras1 point
-
Merci pour ta réponse M. Magoooo ! ça confirme bien ce que je pensais.1 point
-
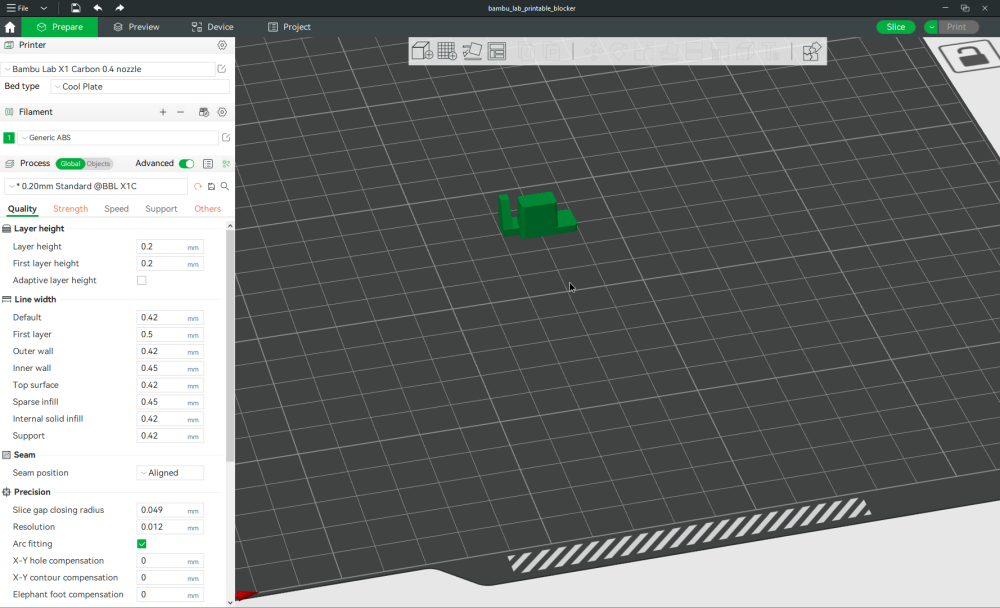
Désolé de mal m'exprimer, oui cette seconde couche fait parti du "nombre de couches inférieures de la coque" qui est de 3 pour ce projet. La vitesse est donc bien indiqué dans "vitesse" "autres couches" ce qui est la capture d'écran de mon post au dessus: l'imprimante va donc faire le mur extérieur à 200 et le mur intérieur à 300 mais quand elle fait l'intérieur de cette couche (là ou je remarque mon problème aléatoirement) elle va aller à quelle vitesse vu ma capture au dessus? a quelle ligne cela correspond? 270,250,200 Je me répond à moi même en regardant au tranchage les types de lignes la partie intérieure de cette seconde couche correspond "en francais" au "Remplissage solide interne" donc vu ma capture 250 mm/s1 point
-
@kalia comme expliqué plus haut si tu as fait un reset il y a 2 chose a effectué la première sera de faire un reglage du Z-offset sur l'imprimante cela ce fait depuis l'ecran TFT, le Z-offset est le hauteur de buse ideal entre le plateau et ta pointe de buse pour une impression de la première couche idéal. Il faut utiliser un feuille de papier 80gr type A4 tu tu placera sous la buse et le but est que ta buse frotte très legèrement sur la feuille de papier, une fois fait on save en Eeprom le z offset et on effectue un Abl (auto bel leveling) une cartographie du plateau en somme qui permettra a la buse de savoir si elle doit monter ou descendre pour rester tout le avec la même différence de hauteur entre le plateau et la buse. Suivant l'interface graphique les menu sera présente différemment je peux pas beaucoup plus t'en dire la1 point
-
Le mandataire NGINX (/etc/nginx/nginx.conf) permet de connaître les ports ouverts (4408 pour Fluidd, les caméras de 8080 à 8083) : @Guilouz, sur le Github du firmware de la K2, il manque le répertoire /mnt et particulièrement le /mnt/UDISK que Creality utilise en équivalent du ~/printer_data/config. J'ai aussi cherché, mais pas trouvé non plus comment la caméra est gérée… ou alors : Il y a bien dans /usr/bin, un script auto_uvc.sh dont le contenu laisse à penser que cela servirait à gérer deux caméras, mais il utilise des fichiers binaires (cam_app, cam_sub_app, cam_util) et semble contenir un daemon gérant les deux caméras (main / sub). Extrait du auto_uvc.sh : Avec :1 point
-
@Usernet bon et bien tout est bien qui finit bien , si je peux me permettre un conseil nettoie ton plateau au liquide vaisselle et à l'eau chaude pas à l'alcool qui n'est qu'un solvant par un détergent1 point
-
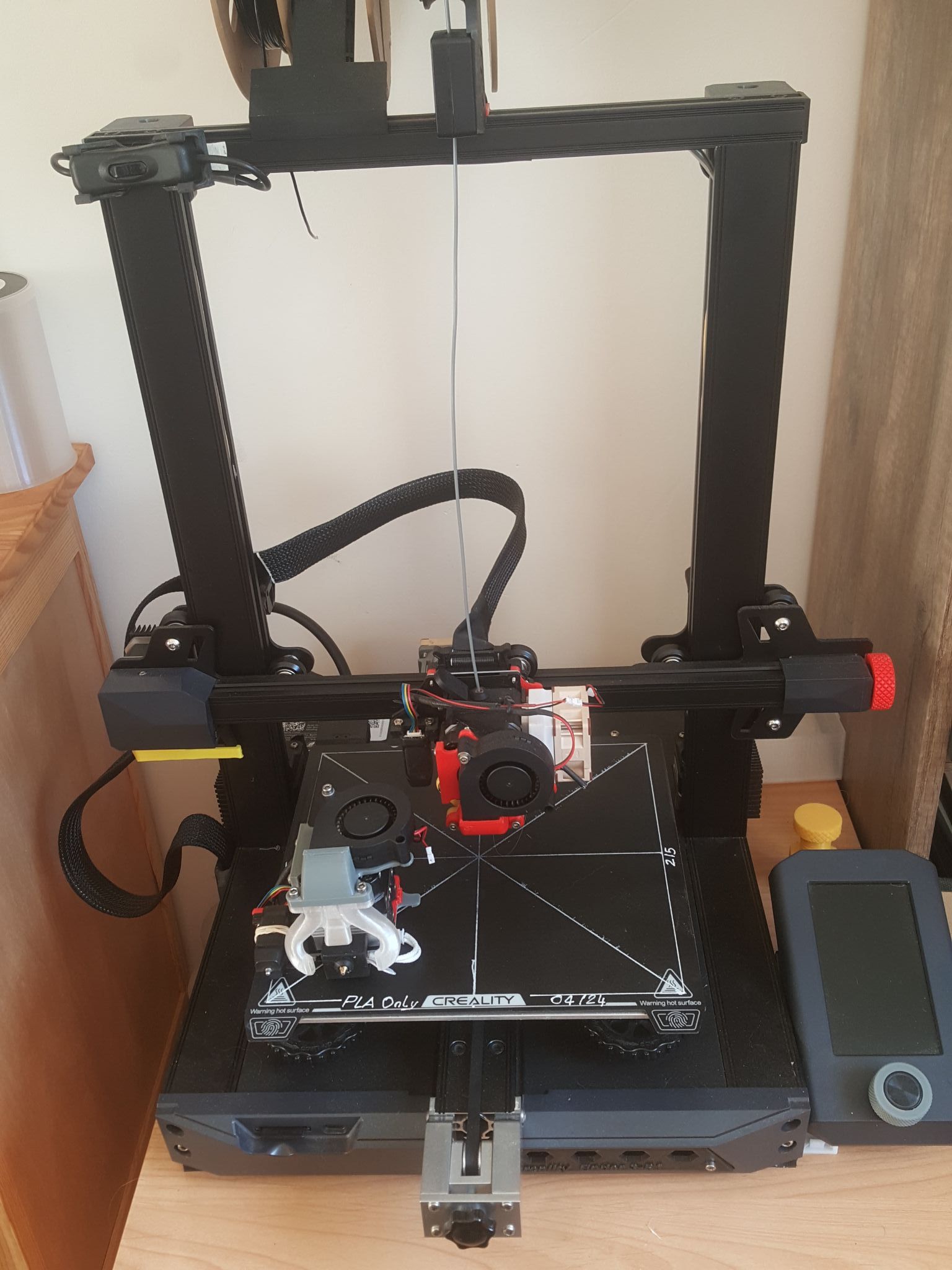
Bon, une photo de la bestiole, avant que j'imprime un truc.
 1 point
1 point -
 C'est peut être un fan des Doors non ? (il a le droit donc...) sinon personnel c'est aussi avec deux N (sal... de clavier !!)1 point
C'est peut être un fan des Doors non ? (il a le droit donc...) sinon personnel c'est aussi avec deux N (sal... de clavier !!)1 point -
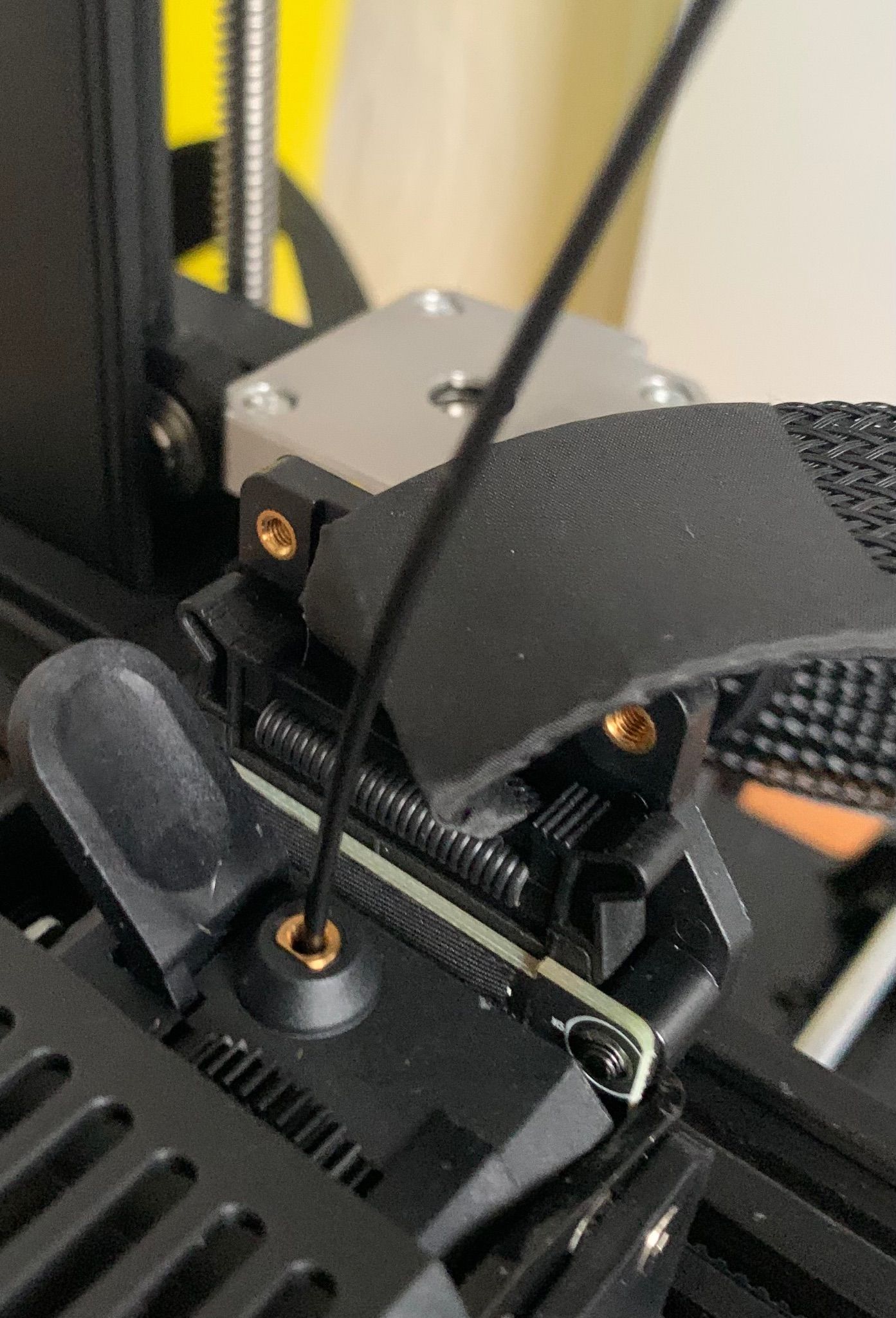
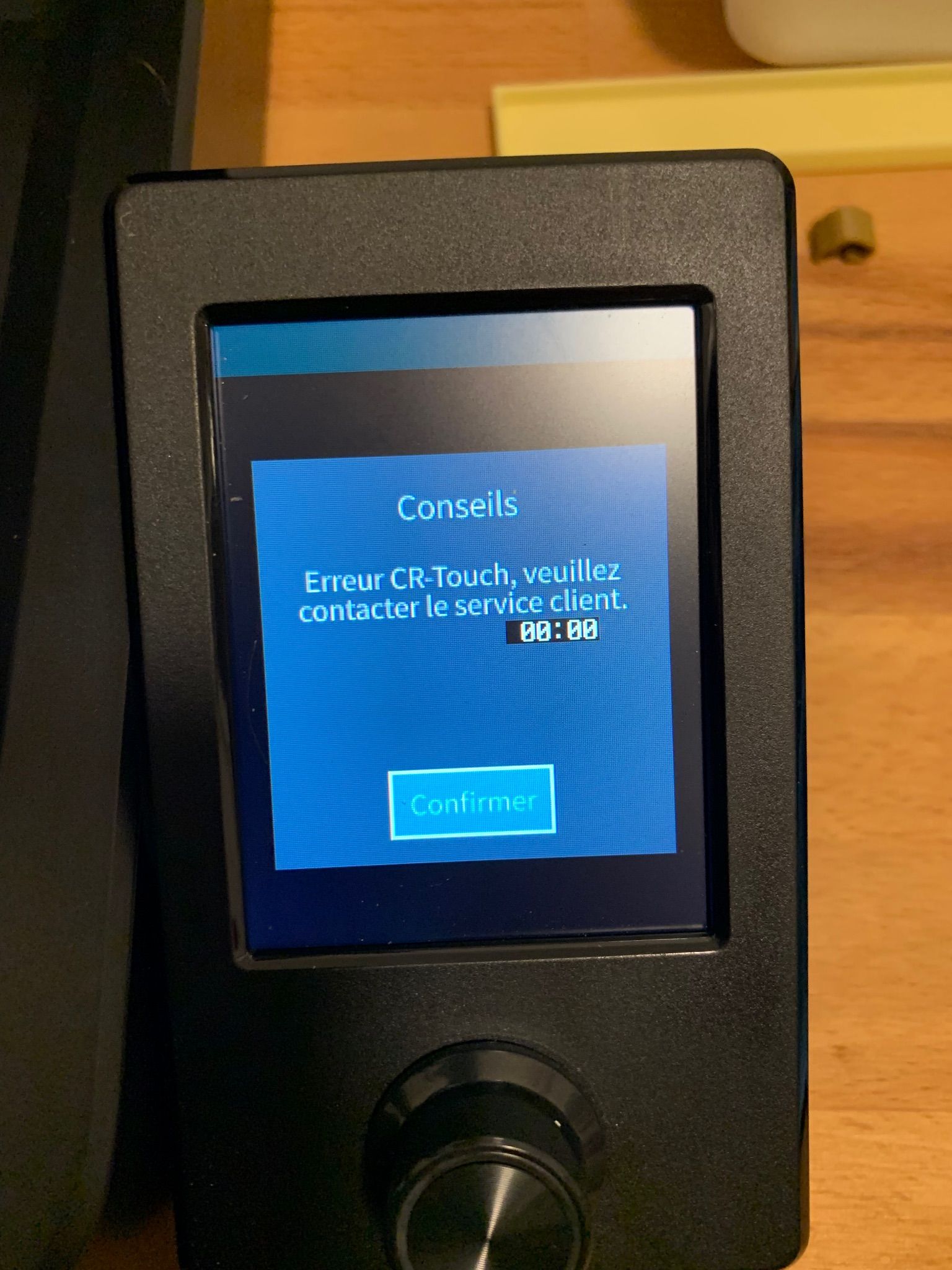
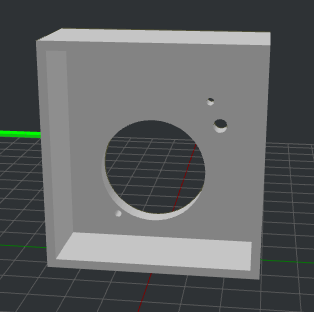
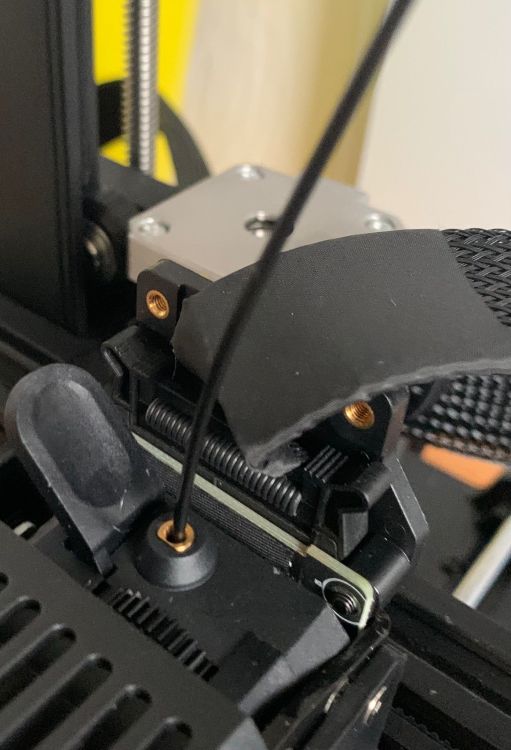
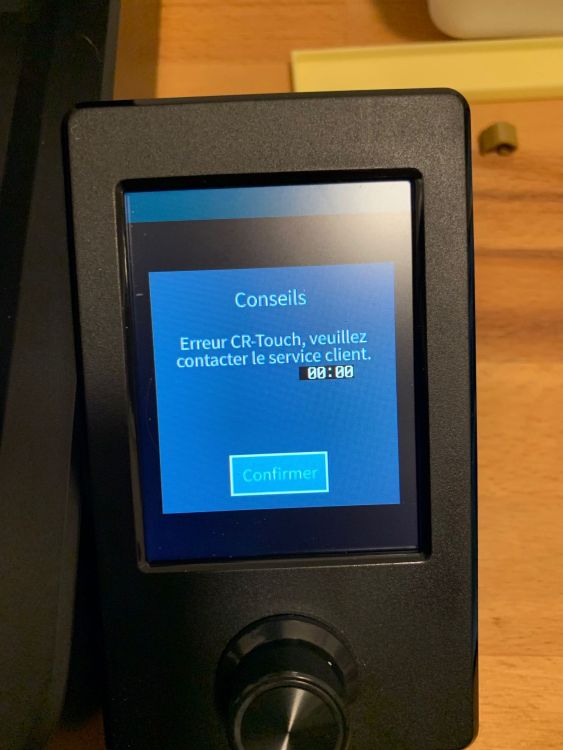
En fait j’ai remarqué autre chose. Lorsque j’ai monté l’imprimante j’avais remarqué qu’il me manquait une pièce. Je me suis dit que c’était peut être une option (photo ci-joint). Et la, en faisant des test, j’ai une erreur du CR TOUCH. En bougeant le fil sa partait et revenait. Donc sûrement un faux contact. Je viens de contacter la marque. Un technicien va prendre contact avec moi demain. Donc ça vient sûrement de là. J’espère…
 1 point
1 point -
ça s'est plus embêtant, il faut vraiment tout absolument tout vérifier, on ne peut pas faire confiance aux gars qui programment les slicers ça a du t'arriver aussi de t'apercevoir d'une erreur de sélection de filament ou de paramètres et qu'au final ça sorte correctement1 point
-
tu fais bien de le rappeler car on touche toujours un peu les réglages ça peut faire une énorme différence1 point
-
Salutation ! Même si tu dis Tu ne précises pas si tu a déjà imprimé correctement ce fichier d'impression. Peux-tu nous confirmer que c'est bien une réimpression (car en mémoire de l'imprimante pour ces nouveaux essais) d'un fichier d'impression (.gcode) dont l'impression avais réussie ? ( En fait, car cela m'arrive de temps en temps, je me dis que tu as peut-être tranché pour de l' "Hyper PLA" qui s'imprime plus vite qu'un "Generic PLA". Ils n'ont pas le même "Maximum volumetric Speed" (Paramètre avancé profiles filaments) et le fait que le plateau soit à 50°C semble confirmer mon idée, car pour le "Generic PLA" le plateau est à 60°C par défaut et alors que pour l'Hyper PLA le plateau est à 50°C par défaut sous Creality Print v5.1. ) Sinon en autre piste, il y a la possibilité d'une buse partiellement obstruée, (ce qui réduit le débit maximum ...)1 point
-
prends le temps de refaire le Z pour mettre toutes les chances de ton côté et monte la température à 60° quelle température d'extrusion pour le filament ?1 point
-
@pjtlivjy Oui bien sûr, voici le fichier, voici rod.stl1 point
-
bonjour @inferno2 ça n'est pas du remplissage, regarde au tranchage ça fait partie du nombre de couche que tu as définit dans "Bottom Shell Layers" donc au niveau vitesse tu vas au max des vitesses définies pour "Other Layer Speed"1 point
-
Edit mercredi 11 décembre 2024 Chitubox vient de m'envoyer une version 2.3 beta Cette fois elle inclu un profile pour l'Anycubic Photon Mono 7 ! Il y a les bons paramètres et l'export au format .pm7 Cool, reste à tester A noter également une muse à jour d'Anycubic Whorkshop v3.5.0, qui inclu de sympathiques nouveautés, au point d'enlever de l'intérêt de passer à Chitubox, à voir.. C’est tellement le truc à se mélanger les pinceaux, en pièce jointe un tableau Numbers pour se faciliter la tâche et éviter des erreurs. Anycubic Workshop to Chitubox.zip1 point
-
Si la camera fonctionne sur l'interface Creality c'est qu'il y a forcément un service de caméra qui tourne mais peut être pas sur le port par défaut tout simplement. J'ai reçu la mienne de Creality mais toujours dans le carton ^^ Quelqu'un a essayé ceci ? Utiliser ces paramètres (en remplaçant xxx.xxx.xxx.xxx par votre adresse IP locale) : http://xxx.xxx.xxx.xxx:4408/webcam/?action=stream pour Camera URL Stream http://xxx.xxx.xxx.xxx:4408/webcam/?action=snapshot pour Camera URL Snapshot1 point
-
 Salutation ! Joli modèle. Beau résultat d'impression. Bien joué. Sinon, je me permets de t'encourager à mettre le lien du modèle 3D, voir le/les filaments utilisé en description des photos de tes impressions que tu publies. Bonne continuation.1 point
Salutation ! Joli modèle. Beau résultat d'impression. Bien joué. Sinon, je me permets de t'encourager à mettre le lien du modèle 3D, voir le/les filaments utilisé en description des photos de tes impressions que tu publies. Bonne continuation.1 point -
Impec merci beaucoup pour tous ces renseignements, j'ai installé et tout baigne !1 point
-
Tiens on ne travaillerait pas dans la même boîte sans le savoir A+ JC1 point
-
Je viens De cocher sur les surfaces " Toutes". Vitesse de réinsertion equivalente ( 45mm/s ) , je n'ai toujours aucune rétraction. Je ne comprend pas pourquoi car sur simplify la rétraction se fait bien Edit : je viens de lancer malgré tout un print quelconque, ça fonctionne, on dirait que c'est uniquement avec le print du test de rétraction de ORCA . Je vais récupérer un stl de test rétraction sur le net et je vais essayer avec ...1 point
-
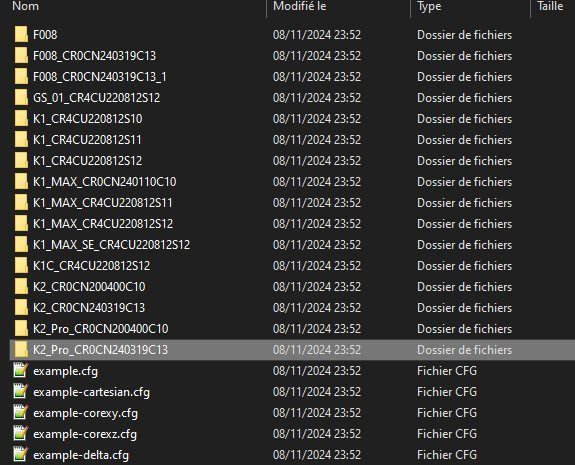
Si la caméra est gérée via un fichier webcam.txt, c'est géré non par Crowsnest mais autrement via un service webcamd (+ mjpegstreamer), comme le fait Octoprint . Ne pas tenter alors d'installer un Crowsnest officiel, surtout si la version de l'OS est basée sur une vieille Debian/Armbian Buster. Crowsnest, de plus, s'attend aux chemins de stockage des fichiers de configuration de Klipper / Moonraker «standards». N'ayant pas cette imprimante, je me base sur un firmware de K2Plus trouvé sur github : l'OS est un dérivé OpenWRT (comme SonicPad, K1 et E3V3, NebulaPad) Klipper, Moonraker, Fluidd ne sont pas dans le dossier utilisateur (/home) qui n'existe pas avec OpenWRT/Tina, mais sont stockés dans /usr/share le releases.md (/usr/share/klipper/docs/) semble indiquer que la version de Klipper serait basée une version 0.11 (première release fin 2022), les fichiers de configuration klipper sont dans /usr/share/klipper/config… Toute une série de dossiers (F008… K2_Pro_CROCN240319C13) : …
 1 point
1 point -
@3xkirax3Salut, je viens de changer une bobine bambu au boulot mais je ne vois pas de clavette, de quelle clavette parles tu ? Edit c'est bon vu, merci j'avais jamais fais gaffe !1 point
-
L'avantage de la Biqu Frostbite, c'est comme la cool plate originale des X1C : avec un lit à 35°C pas besoin de porte et capot supérieurs ouvert pour l'impression du PLA.1 point
-
Voilà une explication claire, nette & précise. Et en plus c'est vrai !! Merci.1 point
-
Salutation Il me semble que c'est un "mode vision de nuit" qui s'active quand la luminosité ambiante passe sous un certain seuil. ( Donc si à côté d'une fenêtre avec la lumière du jours et non avec un éclairage constant et suffisant cela passe du "mode couleur" au "mode niveau de gris" (vision de nuit) en fonction de la luminosité ... ) Sur la Ender-3 V3 Plus, dans mes essais, le fait de cocher le mode pour la caméra sur l'écran de contrôle de l'imprimante ( mode nuit ou mode jours ) ne semblait pas fonctionner ( la caméra changeait toujours de mode selon la luminosité ambiante )1 point
-
@Den76 joli travail1 point
-
@Savate J'aurais pu aussi utiliser des sous, des anciens / nouveaux francs ou encore d'autres monnaies «bizarres». En utilisant des sous, j'aurais pu faire référence à Bourvil Sinon, hormis les anciens (nombreux ici) qui sait encore ce qu'est un brouzouf (la bonne époque de Canal+)?1 point
-
Bonjour, Voici les modifications pour la dimension du BED à 235mm Pour la ligne de purge c'est dans le Gcode du sclicer qu'il faut modifier et rajouter 1à 2 mm sur l'axe X. Pour le ventilo rien de spécial ! le home se fait en principe au milieu mais j'ai rajouter des commandes X Y Z pour déplacer les axes à 0 individuellement. Question les statistiques fonctionnent-elles dans le menu informations ? qu'elles sont les valeurs... Pour le déplacement aléatoire ce symptômes peut provenir de la protection thermique de la Hoten à voir ? cette imprimante est-elle neuve ou d'occasion ? ci-joint le firmware corrigé merci de me rajouter un petit cœur en bas à droite de la page ! a+ Marlin.ino.hex1 point
-
Bonjour, @Laurent Pouliquen Voici le fichier hexa Marlin 2.01 comprenant les drivers par défaut a4988 pas de BLtouch, menu en Français partout. Statistiques nombre d’impressions dans le menu information Amélioration des cercles avec suppression des facettes. Menu retour individuel manuel pour les axes X Y Z en O Amélioration de sélection des menus. Le Mixer pour les couleurs fonctionne parfaitement. Nota : je ne peux pas tester le fichier Hexa compte tenu que mon imprimante est en version BETA Marlin 2.06. Merci de me faire un retour avec un pouce en bas à droite ! bonne découverte... a+ Marlin.ino.hex1 point