Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/01/2025 Dans tous les contenus
-
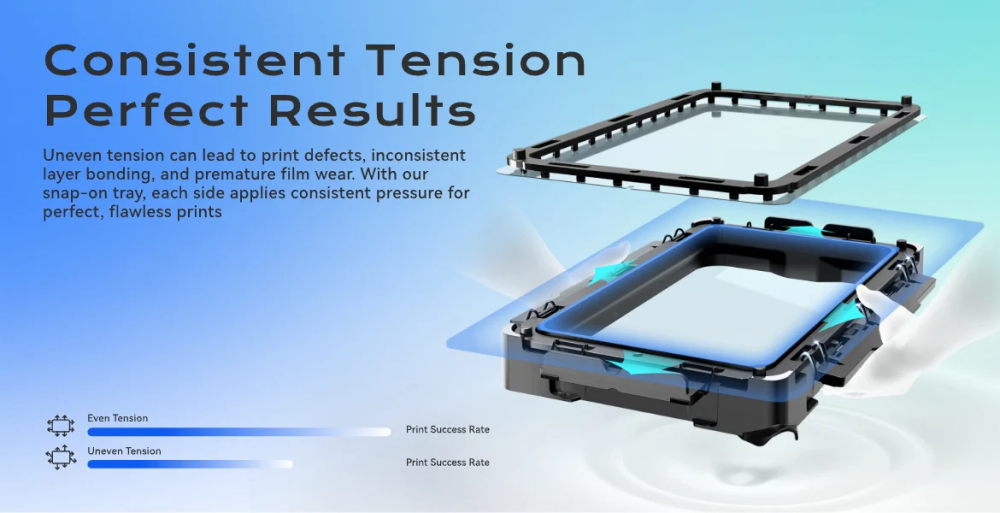
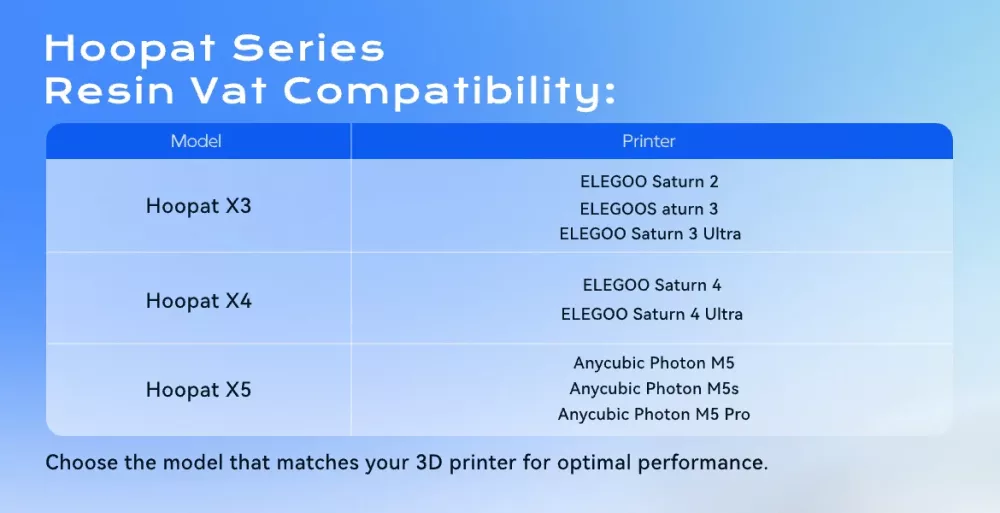
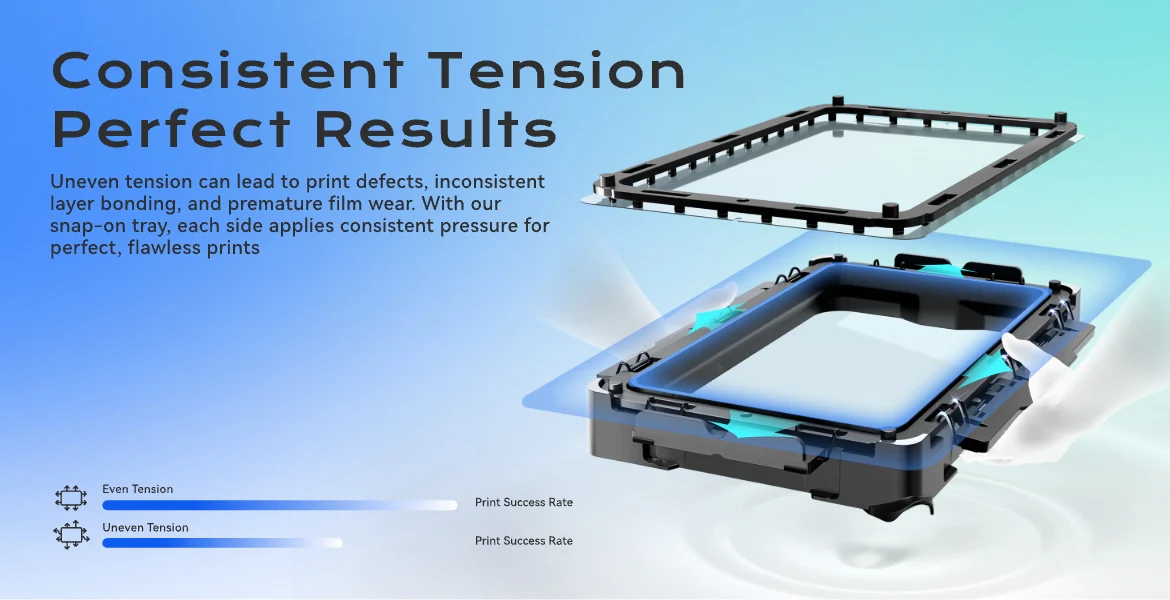
bonjour, voilà que Chitu Systems nous propose un nouveau bac métallique pour résine avec un système de remplacement du film différent appelé Hoopat, le changement du film ne nécessite plus d'outils et assure une tension du film également répartie pour l'instant en pré-commande pour les Saturn 2/3 et 3 ultra, pour les Saturn 4 et 4 ultra et pour les Photon M5, M5s, M5 Pro la petite vidéo de présentation
 3 points
3 points -
Pour compléter les propos de @pjtlivjy, le slicer va écrêter toutes les vitesses pour respecter le MVS qui a été définie pour le filament sélectionné. Ce qui peut amener à avoir des vitesses identiques entre des éléments différents de l'objet, par exemple entre les périmètres intérieurs et extérieurs ou entre les couches supérieures de la coque et la dernière couche supérieure. Alors que l'on veut souvent aller moins vite sur les parties visibles pour améliorer l'esthétique. Donc il ne faut pas uniquement régler la MVS, mais aussi s'assurer que les différentes vitesses d'impression sont dans les plages compatibles avec ce que l'on veut faire. Bon, ca c'est si on est perfectionniste. Ou qu'on galère à sortir la pièce ....2 points
-
si si c'est ce critère qui contrôle les vitesses @JDL61 en clair tu peux mettre des vitesses à 1.000 m/sec, le slicer calculera la vitesse possible en fonction MVS (VVM) d'ou l'importance du test2 points
-
@pjtlivjy il y a mieux & plus simple https://makerworld.com/en/models/191263?from=search#profileId-2348082 points
-
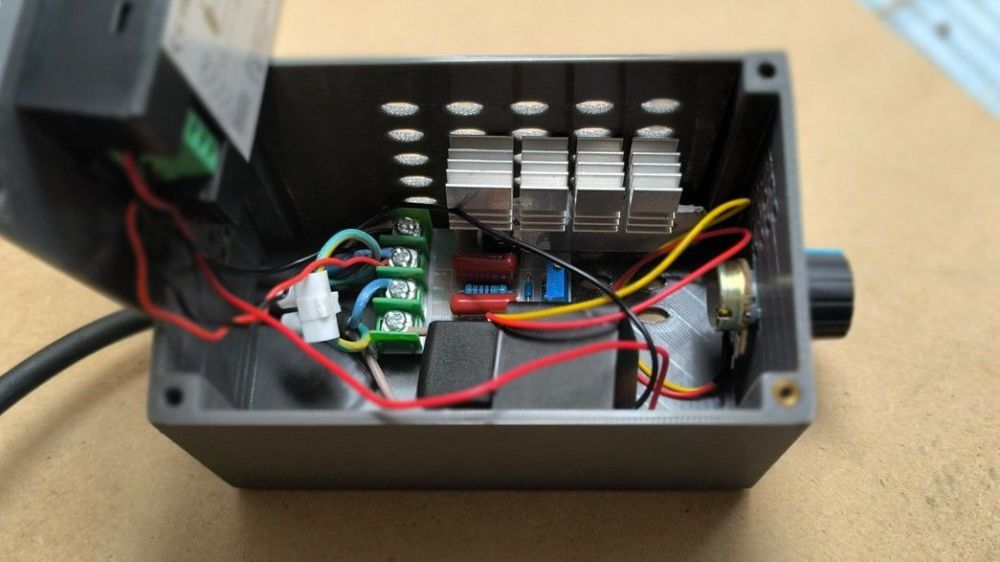
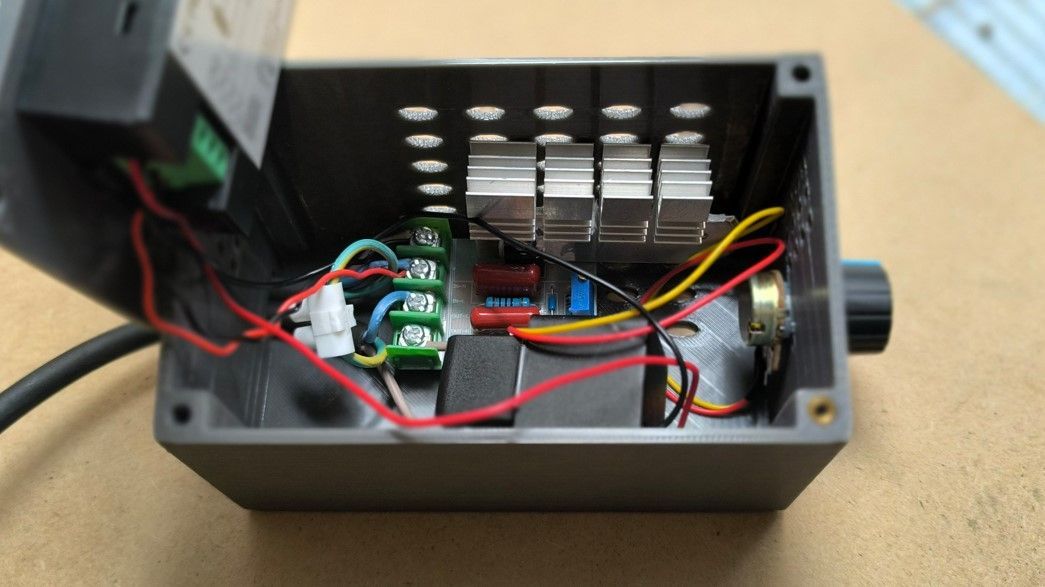
Je me suis laissé tenter par une plancha à pas cher, et encore moins cher, puisqu'en solde. Elle fonctionne très bien, mais elle avait un très gros défaut. Son régulateur thermostatique était plus que merdique. La température de la plaque était en dents de scie. Elle passait de 250° a 160° en permanence à cause d'une sonde avec une inertie extrêmement longue. Le thermostat est le même système que sur un fer à repasser. Un système à bilame. On peut à la rigueur faire cuire des merguez ou un steak haché, et encore. Mais moi, je voulais cuisiner sur cette plancha, et c'était impossible sans une température stable. Il fallait que je trouve une solution à pas cher et très facile à mettre en œuvre. La seule solution que j'ai trouvée était de baisser la tension pour réguler la chaleur de la résistance avec un variateur (6€) et son potentiomètre. J'ai donc acheté un dimmer 2000W (la plancha fait 2000W). J'ai changé le radiateur sur le triac qui chauffait un peu trop. J'en ai mis un plus grand récupéré sur alimentation PC hs. Au départ, je voulais juste faire ça, et puis je me suis dit, pourquoi ne pas ajouter un ampèremètre qui permettrait de contrôler finement la température. Et voilà. J'ai coupé le câble d'alimentation pour mettre le système au milieu, entre la plancha et la prise. Après quelques essais de température, je sais que la plancha a une température entre 200/220° à 5A, après un temps de chauffe de plusieurs minutes. Il faut d'abord que je monte à 250/270°, et ensuite seulement, je mets à la température voulue. Pas plus tard qu'hier soir, j'ai fait 2 gros burger .



 2 points
2 points -
Bonjour, @souriceaux Je viens de faire le test, c'est sympa comme test, cela change des formes pas trop artistiques. A+2 points
-
220x220, c'est la surface d'impression utilisée par le trancheur 235x235, c'est la surface totale de la plaque2 points
-
Merci pour l'info. En effet, cela semble très pratique à l'usage. Après reste à voir si c'est vraiment pratique et si le prix du VAT "Hoopa" (~70 USD modèle X3 et X4, ~75 USD modèle X5) https://www.chitusystems.com/products/resin-tank et des FEP PFA ou ACF prés découpés https://www.chitusystems.com/products/pfa-film-for-chitu-systems-hoopat-resin-vat en vaut bien le cout.
 2 points
2 points -
Ben normalement tu ne devrais pas en avoir besoin avec ce plateau, mais oui tu peux en mettre sur tout le plateau (une fine couche ne pas faire comme un enduit à la truelle ), l'idéal avec la colle c'est de laver ton plateau à chaque utilisation mais dans l'absolu tu peux faire 2 ou 3 impressions et si tu en a mis une couche, ne pas en remettre une autre par dessus ... Je confirme qu'avec du liquide vaisselle, éponge propre (coté doux pas coté vert qui gratte), bien rincer à l'eau chaude, essuyage avec un sopalin propre et ça devrait améliorer les choses2 points
-
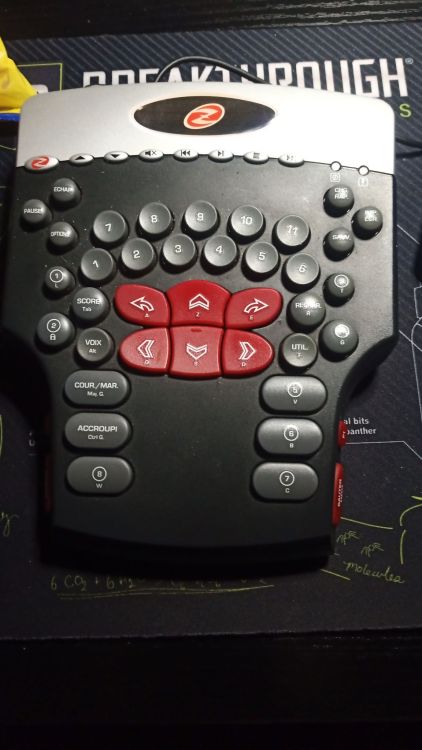
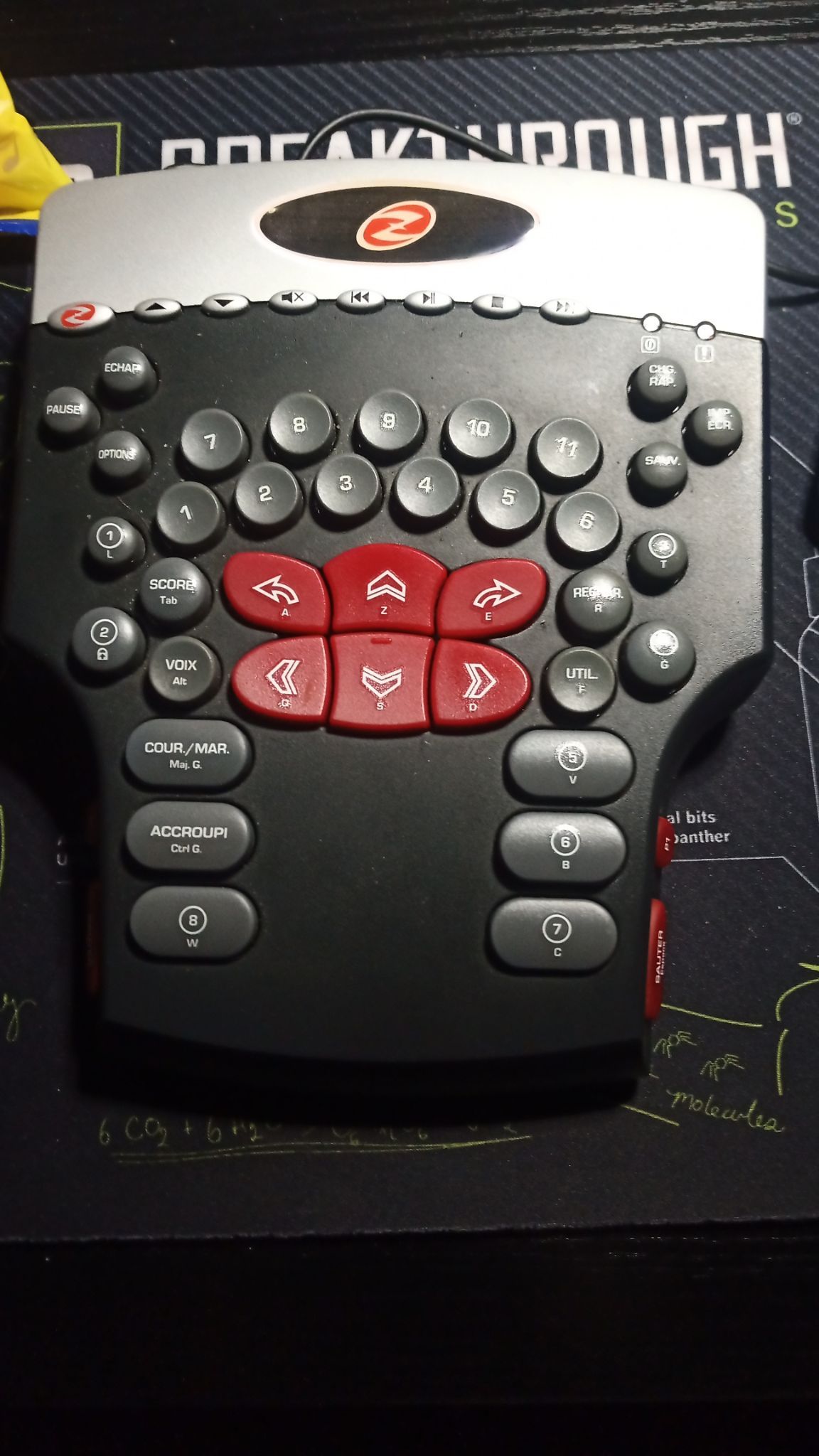
Aimant jouer aux jeux vidéo, je suis sur Fallout 4 en ce moment, j'ai retrouvée dans un carton mon vieux ZBOARD qui est bien plus ergonomique qu'un simple clavier. Malheureusement il n'est plus compatible avec les nouveaux PC (depuis je ne sais quel Windows), j'ai certaines touches qui ne sont pas reconnue et c'est bien chiant.... Alors certains arrive a le faire reconnaitre mais avec un driver pas officiel et en trifouillant le pc, je veux pas foutre la merde dans mon pc donc on oublie.... J'ai cherchée une alternative mais pour moi rien de bien ergonomique, le mieux que j'ai trouvée c'est le Razer mais à part les touches qui sont programmable, je ne retrouve pas le côté ergonomique des 6 touches de déplacement, la c'est juste un mini clavier....à plus de 100 balles pour le premier prix... Donc je continue à chercher... Je me dit que je peux peut être acheter un keypad programmable pas cher et le coller dans mon zboard mais bonjour le boulot pour surement avoir un truc bancal et je tombe sur le Cyborg d'azeron qui pour le coup est vraiment ergonomique mais le prix .... D'après les avis que j'ai pu voir de gros joueurs après un temps d'adaptation on ne peut plus s'en passer... Vue qu'il est imprimé en 3D je me met à la recherche de fichier et je les ai trouvé (copie du vrai bien sur...) payant, rien en gratuit tant pis j'avais une petite cagnotte sur cults donc j'en ai profitée pour l'acheter... Alors au final sur le prix avec l'impression, l'achat des STL et des composants, je vais arriver dans les même prix que le Razer (un peu mois de 100 € bien plus que se que je voulais mettre au départ pour un clavier de jeu...) mais la je vais avoir quelque chose de vraiment adapté à ma main car tout est réglable et je suis pratiquement sur qu'il va falloir que j'en imprime 2 car mon mari est un plus gros joueurs que moi si il essai le mien, il va surement en vouloir un (ça rentabilisera mieux l'achat des STL)... La liste Aliexpress est prête reste plus qu'a attendre le mois prochain pour passer la commande des composants car la avec les cadeaux de Noël c'est mort.... Si vous avez déjà essayer ce genre de keypad, je veux bien vos avis et si par miracle quelqu'un en a déjà monté un je veux bien des conseils.

 1 point
1 point -
Le deuxième est opérationnel, j'ai résolue le souci du bouton et des led, c'était deux fil d'inversés sur le bouton, j'ai aussi modifiée les pièces qui maintiennent les rotules car même serrée à fond les "doigts" bougeaient maintenant c'est nickel. J'ai tester plusieurs heures sur Fallout 4 et c'est vraiment top, très intuitif, on s'y habitue vite, le plus chiant c'est les réglages car certaines vis sont pas top niveau accessibilité mais une fois réglé on n'y touche plus.1 point
-
Bon, j'ai avancé. Je savais jusqu'à présent recueillir "en temps réel" de l'info sur des paramètres (état de l'imprimante..) mais je ne savais pas déclencher des actions comme par exemple déclencher une impression ou faire exécuter un Gcode par MQTT. Ca y est, je sais faire. Les explications demain. Là, il est tard.1 point
-
Bonsoir, Pour faire suite à nos échanges, j'ai opté pour devenir un QIDI-OWNER. J'ai passé commande pour une X Plus 4 ( même si l'option éventuelle du multi couleur ne faisait pas partie de mes critères de choix ). Dans l'attente de recevoir la machine, je suis en train de prendre en main leur slicer QIDI Studio.1 point
-
Ce sont des moyennes, en général tu es censé calibrer tes filaments, via les test de calibration dont le fameux test MVS afin de connaître le vrai débit volumétrique de ton filaments. Maintenant certaines marques peuvent collaborer avec les fabricants et par conséquent ils incorpore directement les données dans les profiles de filament.1 point
-
bonsoir @JDL61 tout d'abord bienvenue chez les Qiditstes chaque filament est définit par sa vitesse volumétrique maximale (ou vitesse volumétrique limite) qui fixe le volume maximal de matière que l'extrudeur peut déposer par unité de temps, généralement exprimé en mm³/s. Elle est un paramètre clé pour déterminer à quelle vitesse on peut imprimer sans compromettre la qualité d'impression. C'est donc spécifique pour un combo filament / extrudeur / buse1 point
-
Les temps de chargement sont quasiment identique avec ceux des vrais AMS, et c'est pas à "chaque couche" c'est des changements qui s’opère pendant l'impression d'une couche sur grand max 5 couches.1 point
-
oui, 0 pb de cfs...1 point
-
Effectivement cela change des différents "tests"1 point
-
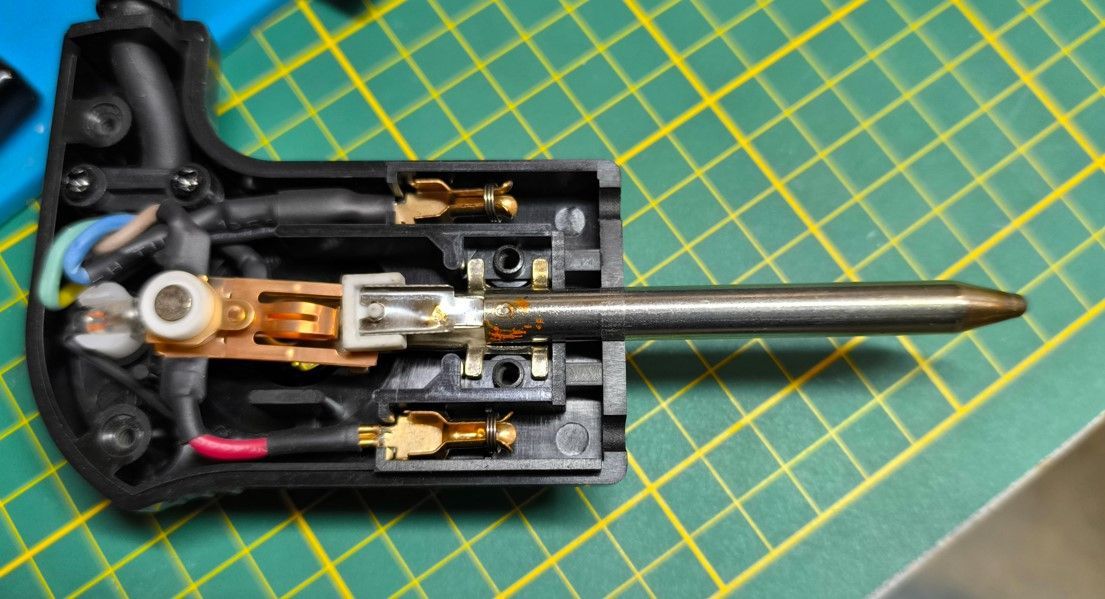
Yeeeeeeees! je viens de trouver! j'ai fais un essai sur un remplissage pour qu'il grave assez longtemps, puis j'ai bougé les fils, et sur la fiche du haut il y avait un mauvais contact, donc en poussant un peu la fiche vers l'arrière ça fonctionne, faut maintenant que je trouve le moyen que ce contact reste bien en place, OUF !
 1 point
1 point -
Ce n'était pas mon budget, j'ai juste apporté ma touche sur certains paramètres à prendre en ligne de compte et vous avez aussi contribué :-)1 point
-
Oui, tu avais bien aiguillé : tu n'as pas assez insisté c'est pourquoi j'ai relancé dans ce sens. Reste à avoir le résultat ...1 point
-
Je pense que cela vient de là... Peut-être pourrais-tu mettre un raspberry Pi avec Octoprint pour que ce dernier gère l'imprimante : par expérience, c'est bien plus efficace qu'un PC. Et tu te connectes au Raspberry par wifi par exemple. J'ai testéun raspberry Pi Zéro 2 W : il suffit pour octoprint. En plus il dispose d'un port vidéo sur lequel tu peux mettre une picamera pour les timelapses ou la supervision depuis ton PC. Sinon, la carte mémoire, c'est bien aussi. Tu devrais essayer cette méthode pour t'assurer qu'en enlevant cette liaison usb entre ton PC et ton imprimante, ton problème est bien résolu.1 point
-
Hello @Kachidoki J'ai bien fais tout ce que tu m'avais dis et c'était bien la tension de la courroie, merci beaucoup Bon dimanche1 point
-
Tiens donc, quelle étrange rumeur non fondée à mon sens, presque cinq ans avec une E3S1 au moins 6 plaques Creality de série utilisée (bah oui, je décolle au cutter à peinture...) j'ai toujours eu plutôt des problèmes de trop forte adhérence qu'au chose. Achetable chez le père Ali, nettement moins cher, bien regarder aussi les prix.... qui peuvent varier du simple au double pour le même matos. J'en ai toujours une que j'envisage d'utiliser sur ma K1C, mais il n'y a pas le balai brosse. Concernant les graph du "Mesh", il faut oublier l'aspect visuel, qui donne l'air du grand Canyon au plateau, comme dit, il faut regarder les valeurs, qui vu comme ça me paraissent honnête pas parfaites, mais suffisante. Tu es toujours sur un épéda multispires à ressorts si j'ai compris ? . Un ressort bouge...Pour ma part les ressorts sont partis très rapidement à la poubelle remplacés par des coussins silicones, (d'ailleurs aujourd'hui, beaucoup d'imprimante ont abandonné les ressorts), cela garanti une stabilité du bed pour de multiples impressions (le contrôle du mesh devenant un lointain souvenir sauf pour le changement de buse ou plaque) Par hasard, tu n'a aucun jeu dans les glissements de la tête, dans le coulissement des axes .1 point
-
Ce matin, j'ai ajusté les amortisseurs pour le Zerda. A l'origine, les amortisseurs sont en 80 et 90mm, mais je trouve que les arrières sont trop long de 5mm. Je suis donc parti d'amortisseur de 85mm. Les arrières sont inchangés, alors que la course des avant est raccourcie de 5mm par insertion d'une entretoise imprimé dans le corps de l'amortisseur autour de l'axe du piston. Les amortisseurs sont plus large que les originaux et cela nécessitera très certainement un ajustement sur la fixation supérieur... On le vérifiera plus tard, mais au vu de ce que j'ai fait sur le 44B, ce devrait être le cas. Les cardans sont des 61mm génériques trouvés sur aliexpress. J'en ai 8 et 5 d'entre eux ne sont pas exempts de défaut: la boule est un poil plus large à l'une des extrémité, et cela nécessite de mettre ce coté du coté roue, car sinon, ça coince côté diff cup. J'ai fait un marquage pour éviter de me tromper au montage, mais ils vont faire le travail. J'ai imprimé la tour avant, et je l'ai installé sur le châssis avec le servo et un sauve servo tamiya (avec le sauve servo original Hirobo, il n'est pas possible d'utiliser des billes pivot ici). La direction sera symétrique, et ce que j'ai expérimenté avec le Hilux me fait penser que ce sera suffisant tout en évitant d'ajouter de la complexité... Ensuite viennent les bras de suspension. Tout est prêt à la mise en place. Du réglage fin sera peut être requis pour les liens de direction, mais sinon, c'est complet et ça fonctionne. Notez le pont supérieur en place. J'ai utilisé le 2mm mais le 3 mm fonctionnerait aussi (je l'ai testé). Mon châssis est suffisamment rigide avec le 2mm, en particulier grâce au renfort inférieur de 3mm. J'ai ajouté 2 joints toriques dans la sortie de diff de chacun des coté pour éviter au cardan de se désengager côté roue. La partie arrière est plus simple... Il se pourrait que je refasse la tour d'amortisseur plus solide, ceci dit. J'ai positionné l'arceau cage pour vérifier le placement. Quelques ajustements seront nécessaires pour les 3 barres transverses car elle sont bien trop faciles à détacher... Au final, tout va fonctionner. Je dois encore y mettre un moteur et de l'électronique, et gérer les quelques ajustements nécessaire, mais c'est en très bonne voie...1 point
-
Tes autres impressions c'était aussi de l'ASA ? Le problème c'est que l'ASA demande une température ambiante constante et assez élevée... C'est toute la pièce qui se décolle ou juste les bouts ? As tu bien nettoyé ton plateau ? Liquide vaisselle, éponge propre, rinçage à l'eau chaude, essuyage sopalin propre ?1 point
-
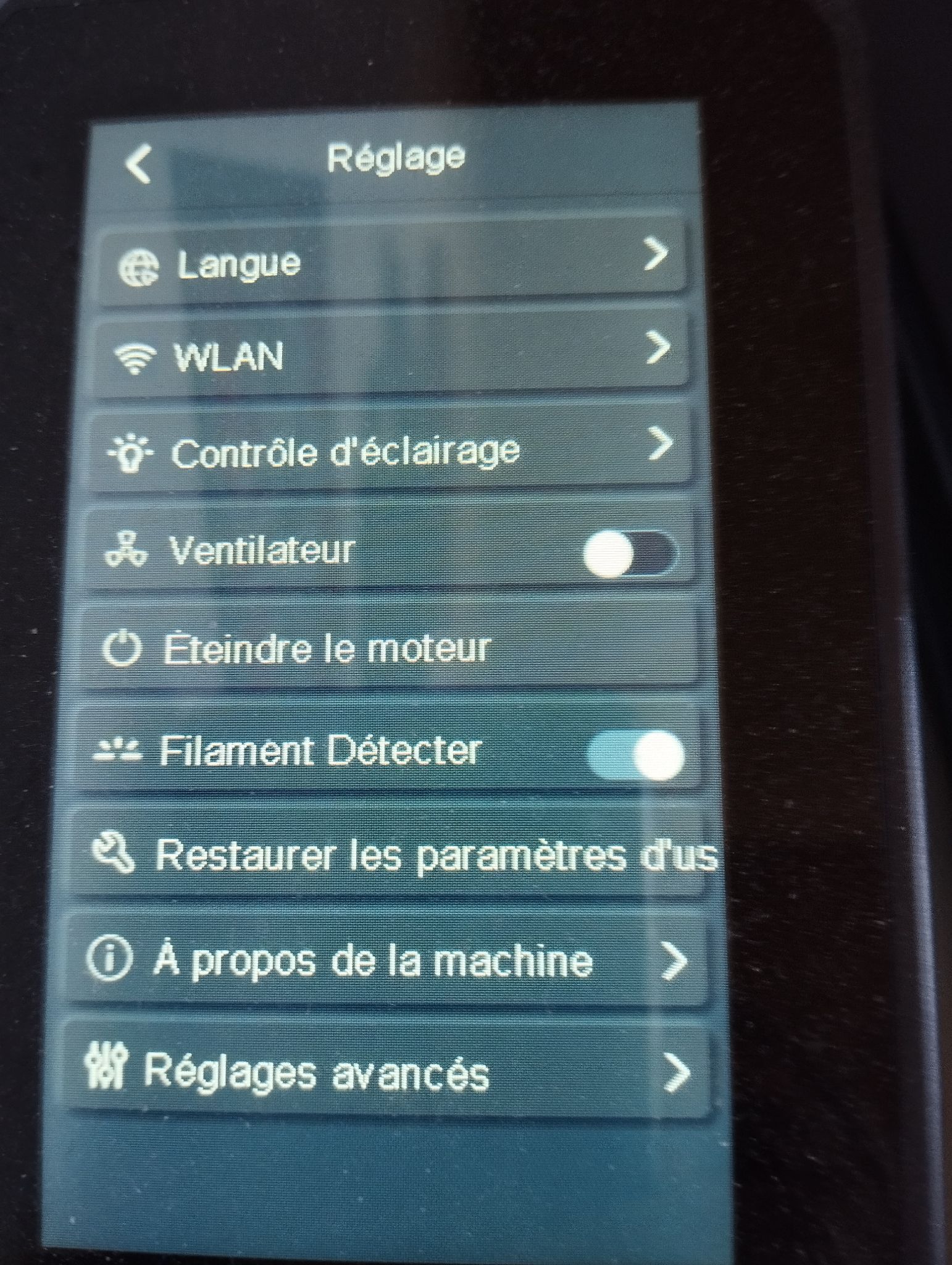
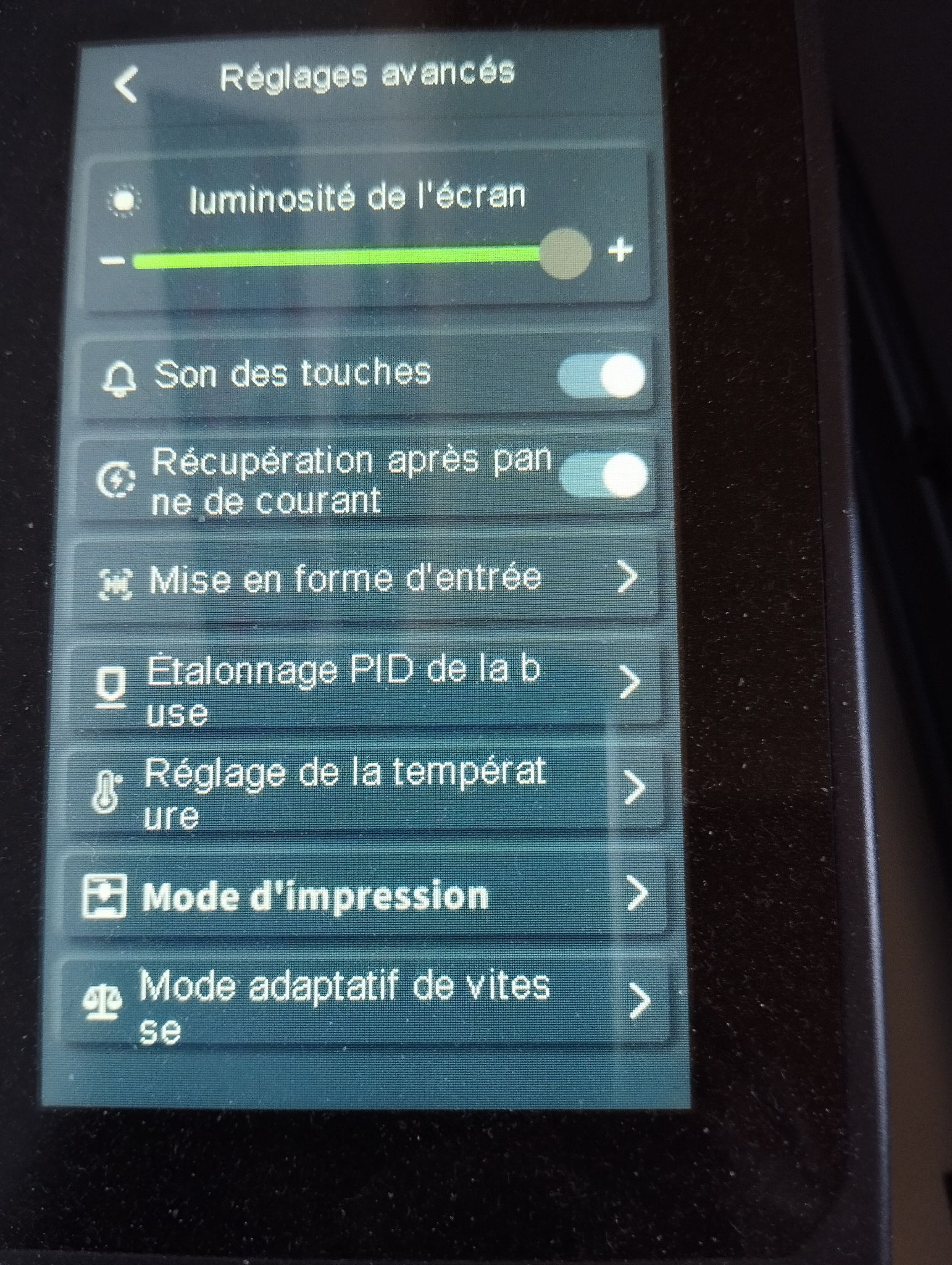
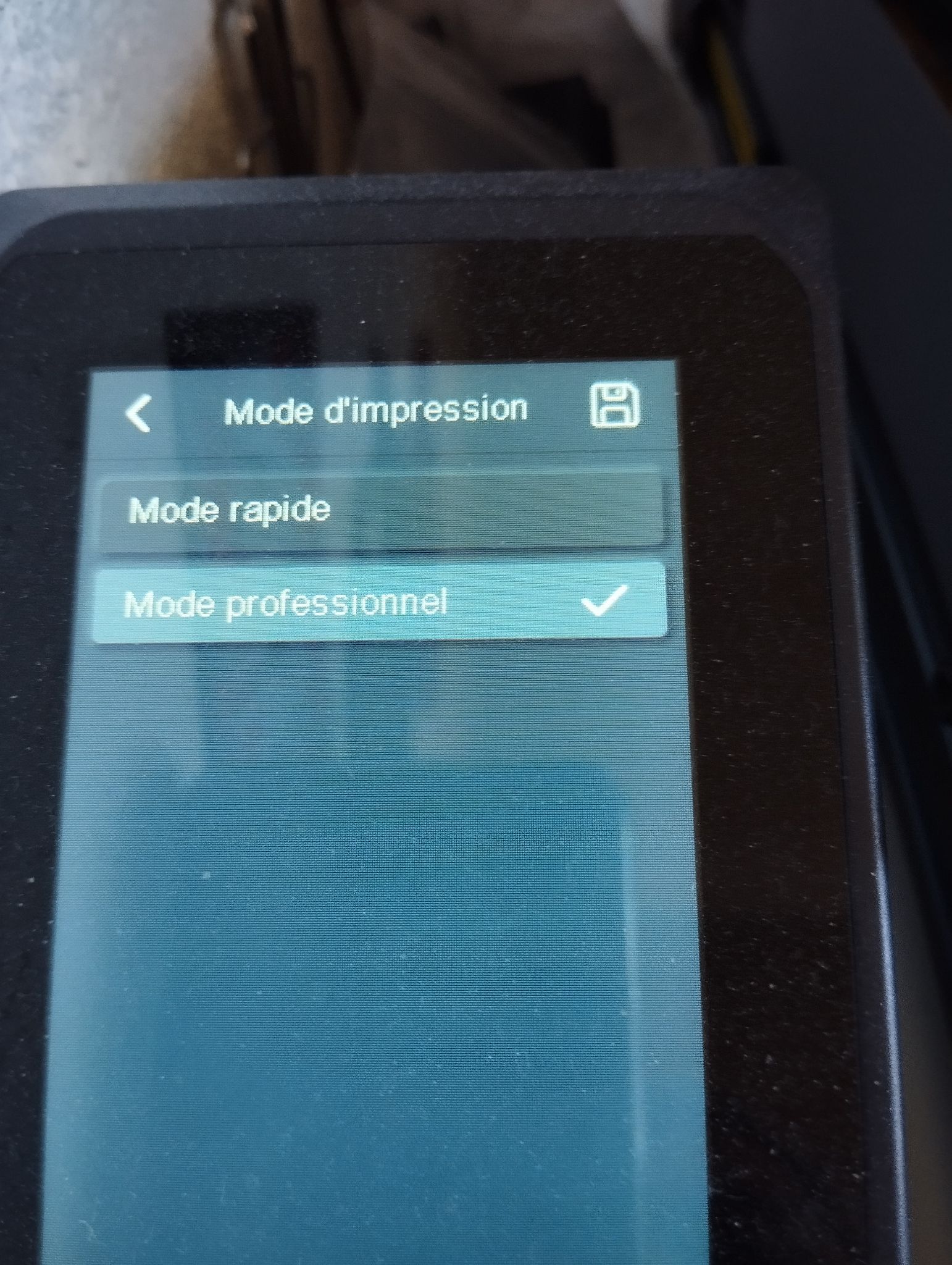
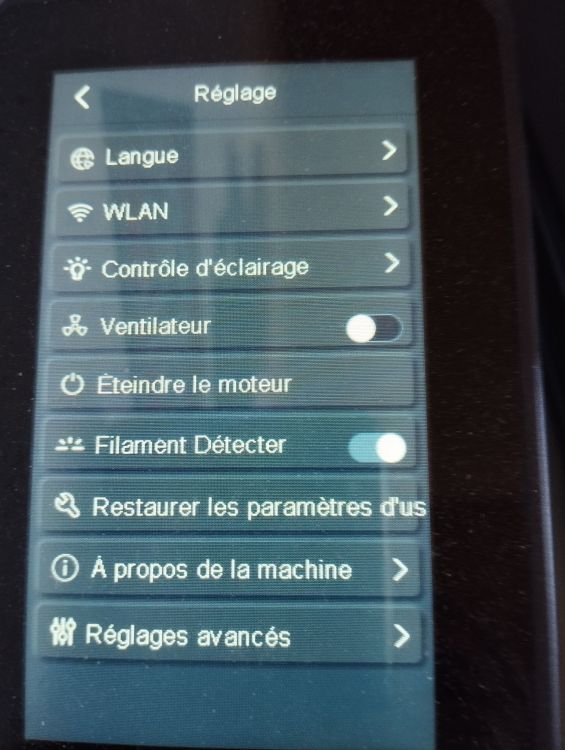
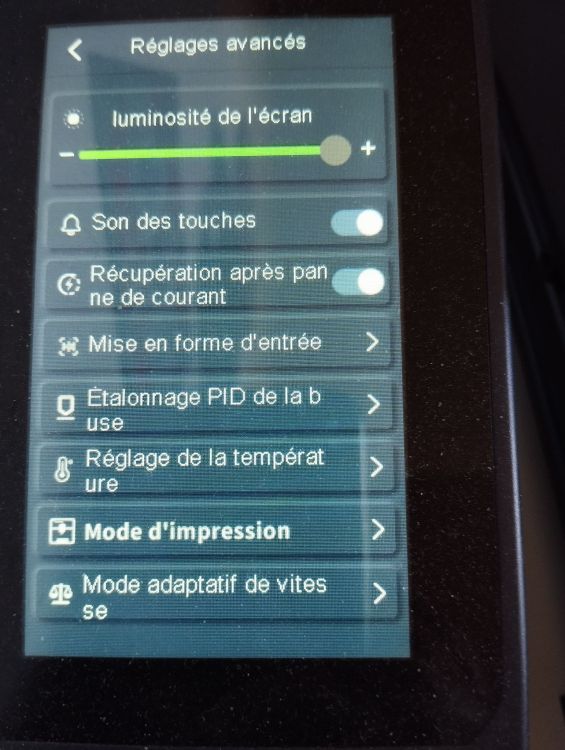
Oui Normalement si c'est comme sur les Neptune 4 plus pas besoin de toucher le printer.cfg sur l'écran tu vas dans Réglages, Paramètre avancés, Mode adoptif de vitesses, et tu coches Mode professionnel Après ça tu enregistres avec la petite disquette en haut à droite et du redémarres ta machine et normalement tu devrais avoir 121 points de contrôle Et je déplace ton sujet dans la bonne section

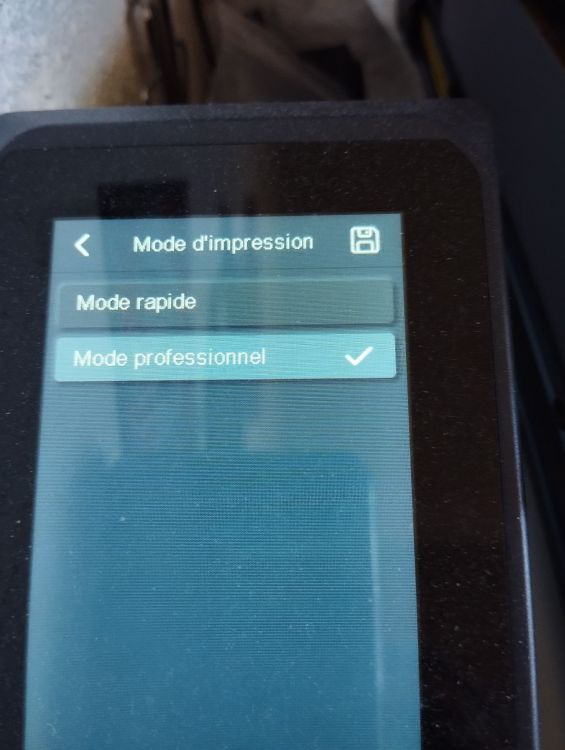 1 point
1 point -
Je suis (presque) aussi débutant que https://www.lesimprimantes3d.fr/forum/profile/63623-lignum-borealis/. Mais je suis déja passé avec ma ender5 par toutes les problèmes cité et j'ai finit par les résoudre après avoir bien galéré et m'être complétement perdu dans les réglages et changement de pièces sur l'imprimante. Mes conseils quand on en est au stade des pieces qui n'adhére plus au plateau et du hot bend qui se bouche , alors que les première impression de test étais correcte. C'est de tout reprendre à zéro. D'abord le hardware nickel: assemblage tube, hot bend soigné, buse neuve et surtout un lit neuf. C'est utile d'en avoir un de rechange quand tu enchaine des impressions (tu laisse pas le fil prendre l'humidité pendant que tu attend que la piece refroidisse pour qu'elle se décolle) et maintenant quand j'ai un problème d'adhérence, j'alterne d'abord le bed avant de changer les réglages, j'ai remarqué que le lit souple fonctionne mieux à la première impression de la journée par rapport au bed rigide en verre. Aprers quand c'est chaud, pas de différence. Ensuite les réglage de base sans modification et un filament neuf. Perso maintenant j'utilise un boitier sécheur de filament pendant l'impression et j'emballe systématiquement la bobine sous vide des que j'ai fini, je laisse plus le fil à l'air, même si je dois reprendre une impression quelques heures plus tard. De manière à retrouver le fonctionnement initial et ensuite seulement progressivement modifier un réglage à la foi pour améliorer si besoin. Sur ma ender5, j'ai aussi le BLtouch et l'étalonnage automatique du Z (en 5 point seulement). Mais ca nécessite quand même d'ajuster un décalage dans les paramètres imprimante (pas du slicer). Pour avoir la bonne hauteur de référence, par ce que le positionnement du capteur par rapport à la buse est spécifique à l'assemblage de chaque imprimante. Je suppose que ca doit être pareil sur la ender 3 ? A refaire obligatoirement chaque fois qu'on démonte la tête d'impression (buse, hot bend, etc..). Pour le paramètre "Adhérence du plateau", il ne faut jamais avoir "aucun", à minima jupe pour que la téte se purge avant de commencer la pièces. Je fait aussi des pieces soumisse à des contraintes mécanique, mais je suis jamais allé aussi loin en épaisseur de parois (max 1 mm), je préfére jouer sur la densité du remplissage. j'ai moi aussi baissé la vitesse de refroidissement, mais c'est par ce que j'ai modifié le diffuseur d'air, je pense pas que ce soit utile si rien n'est modifié à ce niveaux1 point
-
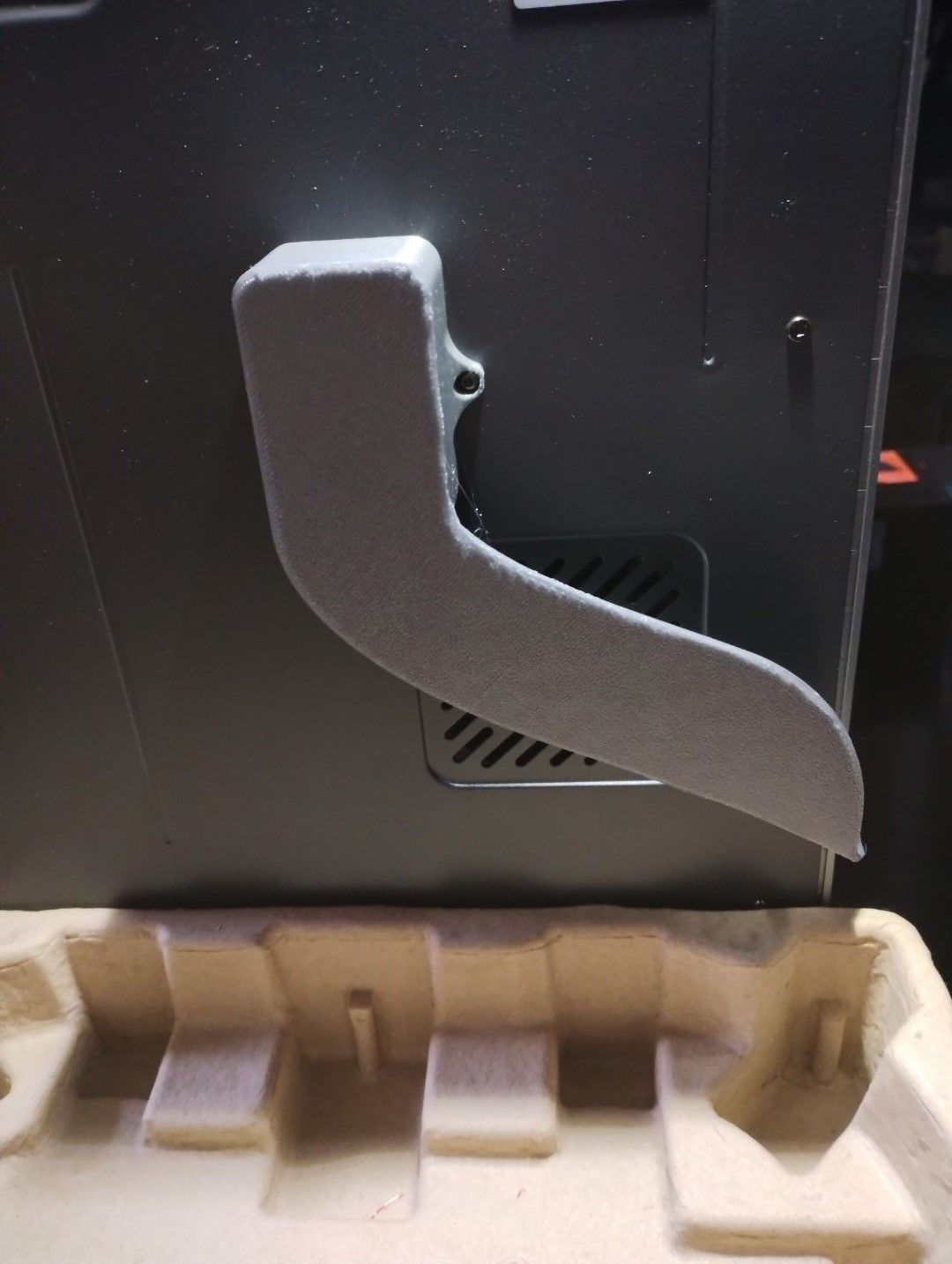
Cette poigné été deja présente avec l'imprimante Yep, j'avais justement checker l'imprimante afin de vérifier que le gcode possède bien cettte ligne, ce qui est le cas, Pour ce qui est de cura, j'utilise les paramètre par défaut du profil ender 3 S1 pro fournis dans l'utilitaire quand ont crée l'imprimante. Je tien d'ailleurs à ajouter, que j'ai pu retester la première impression en mettant de la colle ( le UHU ), cela à marcher ;-; aves une première couche assez lisse. La piste du plateau pourrais être la faute , j'essayerai la méthode avec le liquide vaisselle afin de voir si cela s'agrippe bien après !1 point
-
Avec le F1 Ultra impossible en IR, ça passe au travers.1 point
-
Tu sais, depuis que nos amis Asiatiques ont été dans l'espace des valeurs les ont marqué Par contre bienfait de la "chose" lors d'impression de petg, ses déplacements à la vitesse de la lumière, font que les classiques fils d'anges de cette matière, n'ont même pas le temps de se faire, par contre, il faut que je renforce mon petit meuble sur lequel l'indomptable bestiole est posée, j'ai l'impression terrible qu'il se désolidarise, déboitant les chevilles bien collées au départ..... Ayant été perverti par @fran6p et d'autres que je nommerais pas sur les bienfaits de "Klipper", j'ai changé d'imprimante et rooté cette dernière,. Bon, trêve de plaisanterie, je m'adresse au Klipéridien ou dienne de tout poil, afin d'éclairer ma lanterne, qui ce matin, n'éclaire pas aussi loin que mes pieds Le "Klipper" même de contrebande présent dans ma machine grâce au travail de sieur Guilouz, me permet donc une fonctionnalité très intéressante, dont j'ai la terrible impression de ne pas profiter. Je m'explique l'ont peut ou pourrait donner ordre à la bestiole de faire un mini mesh sur la zone de la pièce à imprimer. Alors d'abord, je dirais que mon plateau est exemplaire grâce à mes savant réglages et que je n'ai point besoin de refaire du "meshing" entre chaque impression . En fait je ne refait le bed mesh qu'au changement de buse ou plaque (Ben, oui, j'ai donné le coup de grâce à celle d'origine....Heureusement mon pote Ali m'a aidé après), toutefois je voudrais bien comprendre comment fonctionne cette option "Kampienne".. Mein Kamp comme dirait l'imprimeur.... Bref, mes yeux acérés n'ayant jamais vu la tête d'impression faire quelques menus palpages avant ou après m'avoir craché sa purge sur ma délicate feuille d'impression. Alors que la fonction est bien active. Je m'étais innocemment dit qu'en activant la calibration au départ d'une impression résoudrait le problème, ors il n'en ait rien, la bestiole faisant un bed mesh 5x5 classique, standard, etc.. Alors merci d'avance.. PS : Je cherche toujours le vil menu.cfg1 point
-
c'est certain, la régulation n'est pas celle d'un four de labo dans cette recette, j'ai été très prudent au risque de passer à côté d'une amélioration car je ne sais pas la nuance d'aluminium utilisé, j'ai envoyé plusieurs email à des fabricants pour voir ce qu'il me répondent +11 point
-
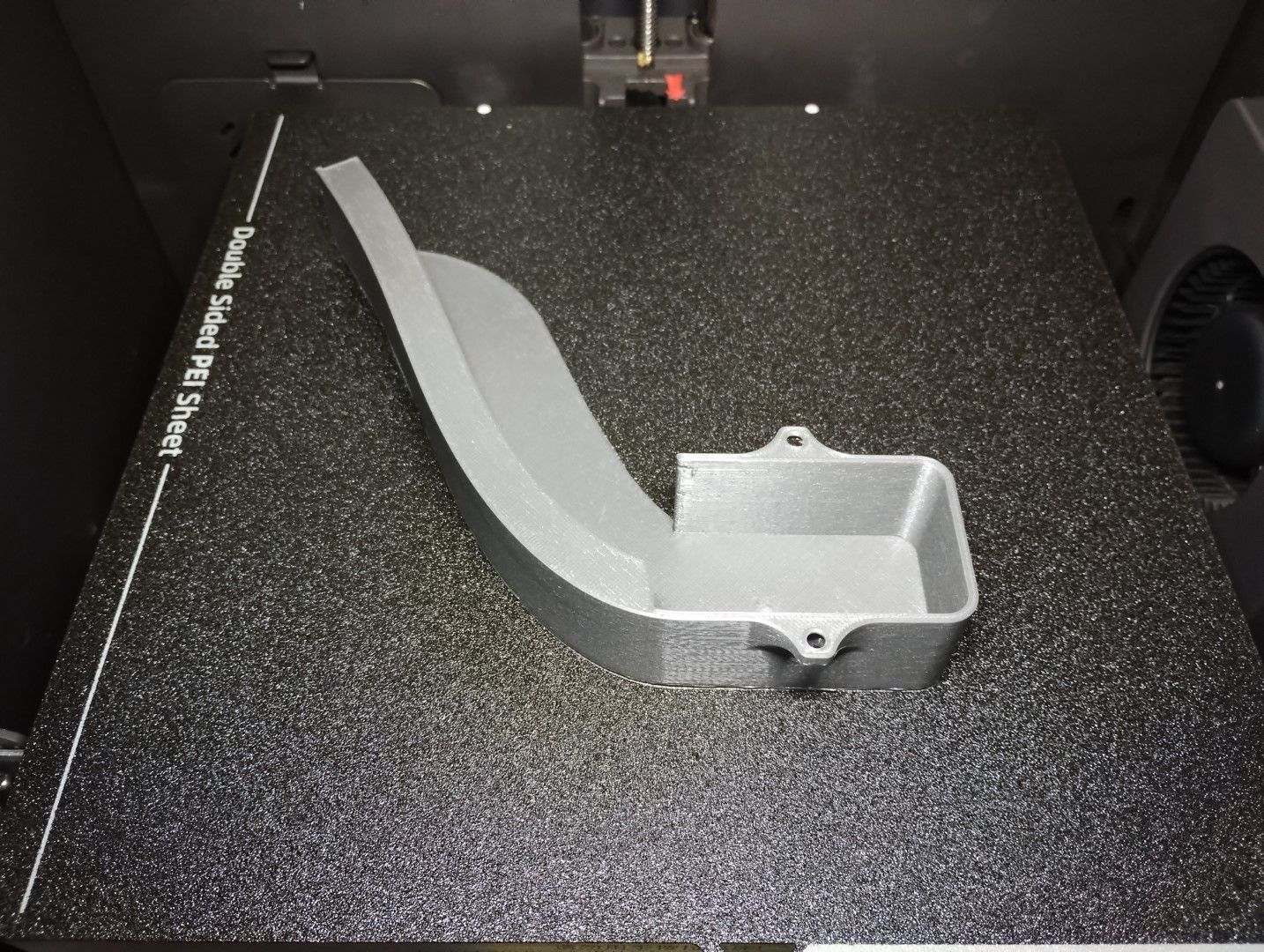
@Lurius Bonjour, Quant je regarde avec attention l'image du carré imprimé sur presque toute la surface du Bed, la forme des décollements anormaux fait ressortir des défauts assez nombreux qu'il faudra régler un à un pour les éliminer. c'est vrai qu'ils laissent à penser que la plaque est "sale ou grasse". De ce que j'ai compris tu te sert de Cura comme slicer, c'est un bon produit. Le manque d'adhésion ou de décollement, peut effectivement provenir d'un "lit sale", le genre de nettoyage préconisé par @pascal_lb est le plus simple, un nettoyage à l'alcool isopropylique (trouvable dans les GSB) l'est tout autant. Cependant il n'y a pas que la propreté de la plaque (je ne connais pas cette dernière, ma S1 ayant un autre modèle). Intervient aussi pour la première couche, vitesse, chaleur de fusion et du "beb" et nivellement bien sûr. Tous ces paramètres pouvant être vérifié par toi, grâce à un add-on téléchargeable dans Cura, ce qui te permet de définir les variables d'impression pour TON fil. Je ne pense pas que ton nivellement soit en cause, car par endroit ce la semble correctement imprimé, toutefois, vérifie aussi que dans le gCode de démarrage de l'imprimante l'ordre M420 S1 soit bien présent, il permet de dire à l'imprimante de prendre en compte le maillage. le mien sur ma S1 est en pièce jointe. Une impression comme celle que tu as faite n'est pas vraiment suffisante pour détecter un défaut réel. Donc je dirais, nettoie ton plateau de fond en comble suivant la méthode écrite avant, fait une impression, garde la plaque imprimée, refait de suite une impression, toujours en gardant le même fichier c'est important et regarde si la reproductibilité du ou des défauts est constante, après il sera plus aisé de chercher. Une première couche peut "foirer" la même derrière non. Concernant le profil Cura employé à tu changé quelque chose ? Je te joins un profil Cura en PLA 0.20 employé sans jamais faillir sur ma Ender 3S1, en l'absence des tests de ton filament, change simplement la température de fusion et celle du plateau. Tu peux l'utiliser sans risque. EDIT : Pas de panique une S1 "pro" ou non imprime parfaitement bien et avec régularité en plus...Il suffit simplement d'y aller pas à pas.. 020_Normal (v1.1) PLA.curaprofile Profil E3S1.txt De mémoire la S1-"Pro" à cette poignée d'origine la non "Pro" non.1 point
-
1 point
-
le résultat va être intéressant @potam95 car si on retombe sur le même problème ça ne donne pas envie tu as lu la réponse d'Anycubic plus haut @PPAC, Anycubic a donc bien conscience du défaut de planéité car 100 s pour les première couches, il doit y avoir une augmentation significative de l'épaisseur je regarde à tout hasard pour un autre fabricant de plateau compatible avec la série M7 mais pour l'instant rien, tu en connais ? p.s : je viens de faire un bout de calcul une exposition de 100 s sur une résine classique pour créer une surépaisseur comprise entre 0.1 et 0.2 mm1 point
-
salut @fred5976 il est certain que la proximité d'un SAV c'est un plus. Bon le responsable de service doit être satisfait, l'économie sur le budget initial est conséquente1 point
-
bonjour @JuLaFrite37 alors voici le programme du dimanche bien sûr les temps sont à respecter et il vaut mieux plutôt plus longtemps que moins longtemps Montée en température : jusqu'à 250°C en 5 heures (≈ 50°C/h). Palier : Maintenir 250°C pendant 2 heures Refroidissement : De 250°C à 50°C en 8 heures (≈ 25°C/h) Puis en dessous de 50°C laissez refroidir à température ambiante si tu as des questions, tu n'hésites pas1 point
-
Je rejoins (?) @pascal_lb, ça devient chaud ici... "equivalement" : j'aime ce forum, on apprends plein de choses ! Trêve de plaisanteries... Au vu des dernières photos, je dirais : que le plateau n'est pas propre du tout, que la hauteur de buse est à vérifier ainsi que le nivellement.1 point
-
Salut les amis, J'ai récemment imprimé de L'ABS et avec la conception de mon rehausseur d'AMS, j'ai dû replacer les couvercles aimantés pour fermer mon caisson. Je me suis dit que c'était finalement assez embêtant ce système de couvercles. Alors jai décidé d'en créer un autre Le lien makerworld : https://makerworld.com/fr/models/1034341#profileId-1017801
 1 point
1 point -
Leur page produit -> https://fr.xtool.com/pages/precommandez-xtool-apparel-printer Ils disent compatible "tous les tissus, y compris coton, polyester, denim, toile, spandex, nylon et plus". C'est toujours sympa en présentation mais en réalité, on imprime sur un "calque" qu'on "colle" (presse) ensuite sur le textile ? Donc il faut une 2e machine ? Edit : oui Leur vidéo démo (hébergée "chez nous" car on ne pouvait pas intégrer leur version) : Je me demandais aussi ce que ça pouvait donner sur la durée de vie d'un tshirt par exemple : Les consommables ne sont pas donnés : Pour le coût d'usage : C'est donc une machine formidable qui fait même économiser les taxes et autres charges Notre page produit https://www.lesimprimantes3d.fr/comparateur/accessoires/xtool/apparel-printer/
 1 point
1 point -
meuh non, mais comme je suis de plus en plus anti tout alors ...1 point
-
Après la carrosserie de la pancar 1/12, j'ai décidé d'étendre ce projet coté chassis pour créer un fork du projet sans dépendance avec l'axe Kyosho Fantom EF-209, avec la volonté de le rendre plus accessibles à tout ceux qui voudraient l'imprimer. Pour cela, j'ai décidé d'utiliser une vis M3x70 avec un filet complet, et 2 écrous nylon M3 comme base: J'ai besoin d'avoir la partie droite permettant d'utiliser un porteur modifié et un diff modifié. J'avais une solution en tête, et il fallait que j'essaie... Les deux écrous sont espacés de 20cm et l'un d'entre eux est rentré jusqu'au bout du filetage. L'axe sera fait en deux parties, qui seront tenue ensemble par le porteur gauche, les roulements et le couple conique à droite. J'ai imprimé tout ça et procédé à l'assemblage pour vérifier... Côté gauche, l'entraineur est carré, et j'ai inclus un trou pour fixer le porteur. J'ai dessiné le porteur pour garder le tout ensemble... A la fin, j'ai juste eu à modifier le diff pour permettre l'usage d'un différent diamètre d'axe : j'ai procédé pour cela à l'inclusion de deux roulement à flange 3x6x2.5mm sur la couronne du diff, et modifié le porteur droit pour utiliser les même roulements à chaque bouts alors que ce sont des roulements différents avec l'axe Kyosho. Est-ce que je dois envisager une version imprimée du chassis pour la suite?1 point
-
Ca me semble le plus rationnel, c'est la solution que j'ai choisi. Huit boites qui contiennent les filaments les plus usités et le reste dans des sachets sous vide. J'utilise, rarement, un déshydratateur à légume. Je n'utilise qu'un seul filament technique que je passe dans un vieux four que j'ai exhumé du grenier. Je crois que j'ai piqué l'idée des boites alimentaires à @Savate, merci à lui. Les boites sont ICI. Elles sont juste à la taille. il y a un peu de boulot pour les axes et mandrin mais tout est dispo sur Thingiverse. J'ai préféré créer les miens avec des roulements de récup. Il y a des pneufit pour la sortie de filament et un capot en TPU. Une couche d'absorbeur d'humidité et voila. Le système est simple et me convient parfaitement. De plus ça m'a permis de positionner la sortie de filament des boites exactement à la hauteur de l'entrée de mes imprimantes. Ce n'est pas le cas du tout des appareils du commerce.

 1 point
1 point -
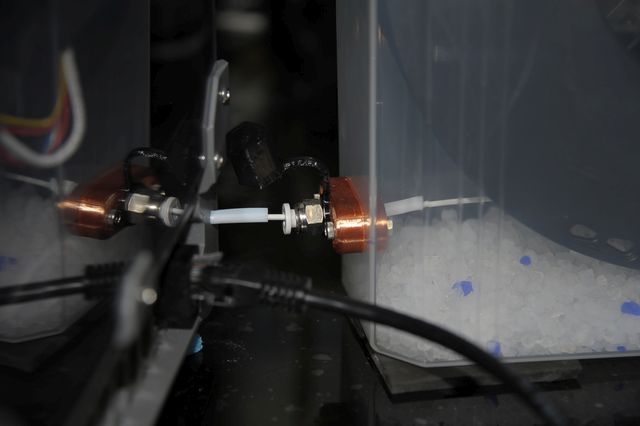
Au tout début, j'avais placé un bloc de carton servant d'emballage à l'arrière à l'aplomb de la sortie de l'éjecteur, donc ≃20 cm. On doit pouvoir faire moins, car l'amas de filament éjecté tombe directement (gravité, Newton, toussa). Depuis, j'ai imprimé un collecteur et une boite de récupération dont je te montre en primeur quelques photos (le filament utilisé est du PETG) :

 1 point
1 point -
perso j'ai une autre idée pour tenir une imprimante à température constante merci Copilot ok je sort
 1 point
1 point -
Je ne suis pas allé jusqu'à Qidi Studio, mais jusqu'à Orca avec le script. Après comme Qidi Studio est un fork de Orca, si on recopie les fichiers migrés au bon emplacement dans Orca, on devrait avoir le résultat attendu. Mais pas testé et pas prévu de tester car Qidi Studio est un fork pour que Qidi ait un écosystème complet à mettre à disposition.1 point
-
Ce qui me chagrine avec Bambu pour être honnête, c'est uniquement d'un point de vue "morale", imposé toujours des choses. C'est néfaste pour la communauté, car cela peut inciter d'autre fabricant à faire de même, ont l'a vue avec les 50 Slicer, alors qu'il y a 4-5 ans ont avait une poignée de slicer qui se compté sur les doigts d'une main. Puis ensuite avec Klipper, tout le monde tape dedans et le met à sa sauce et en verrouille en grande partie afin d'évité les "Mods" Puis je trouve que ça va à l'encontre de l'état d'esprit de Maker, la ou ont partagé tout à une époque, va finir par disparaître... C'est pas tant la maj qui me pause problème, mais plus la direction par la quelle ce dirige Bambu qui me fait peur. Personnellement cette annonce et tout ce grabuge au tour de cette annonce ma un petit peu miné le moral, et aura eu pour effet de faire accéléré la construction de ma Voron afin d'avoir une machine toujours libre à porté de main. J’espère juste que le rapport de force va s'inverser, il n'y que par le porte-feuille qu'ils comprendront hélas...1 point
-
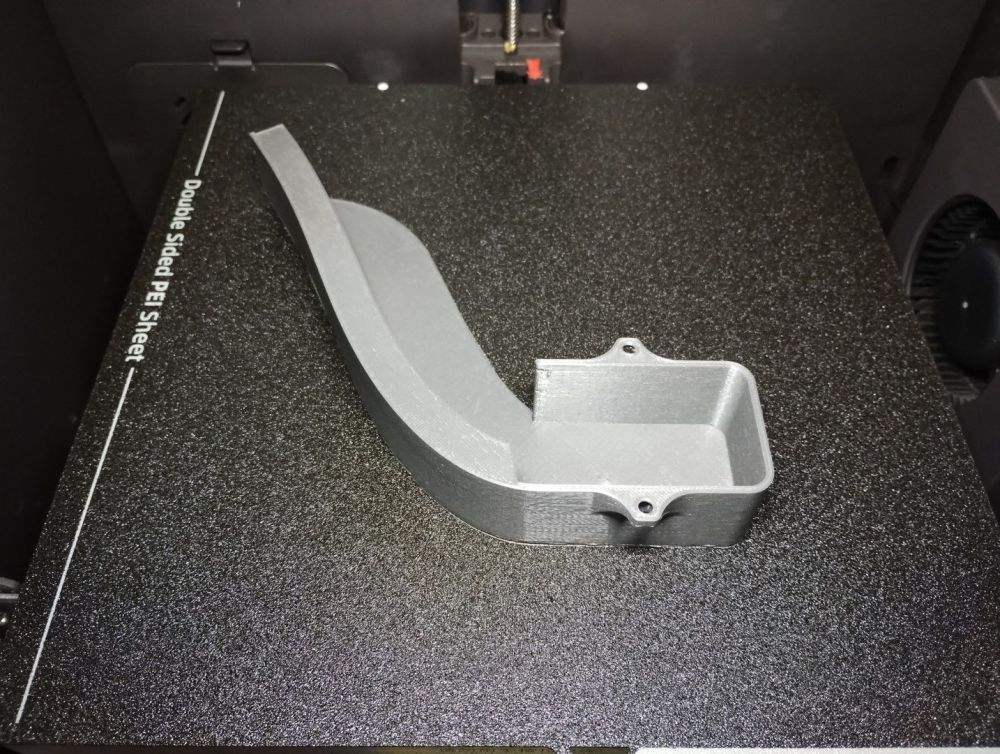
petite impression du samedi sur la Plus 4, du PCTG rouge de Fiberlogy pour mon petit aspirateur Dyson
 1 point
1 point -
Quelle belle époque vivons-nous, c'est magnifique, on fait de plus en plus d'accessoires pour les handicapés.1 point
-
sauf pour certains qui comme je l'ai mentionné nécessite une enceinte chauffée et pour de l'impression pro c'est pour moi un impératif dans une entreprise ou j'ai bossé par le passé il y avait une Raise pas le modèle que tu indiques, mais d'énormes soucis d'extrudeurs et un sav absent J'utilise du Qidi à titre professionnel mais aussi professionnellement, je souhaite à beaucoup d'entreprises Françaises un SAV de ce niveau Pour 3.000 € professionnellement j'investis direct sur K2 Creality avec le multifilaments ou si j'ai je temps j'attends la nouvelle Bambulab ou une Plus 4 Qidi (extrudeur 350° degrés) et j'attends leur multifilaments Le volume est un vrai faux problème surtout qu'en l'axe le plus étendu est le Z car en cas de souci bonjour le temps, l'énergie et les matériaux perdus surtout quand ils coûtent un bras La Bambulab X1C est de mon point de vue trop petite1 point










.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)