Classement




Contenu populaire
Contenu avec la plus haute réputation dans 28/01/2025 Dans tous les contenus
-
« Les promesses n'engagent que ceux qui les écoutent », Henri Queille (c'est un bon résumé de ce qu'est la réclame / publicité, non ?)5 points
-
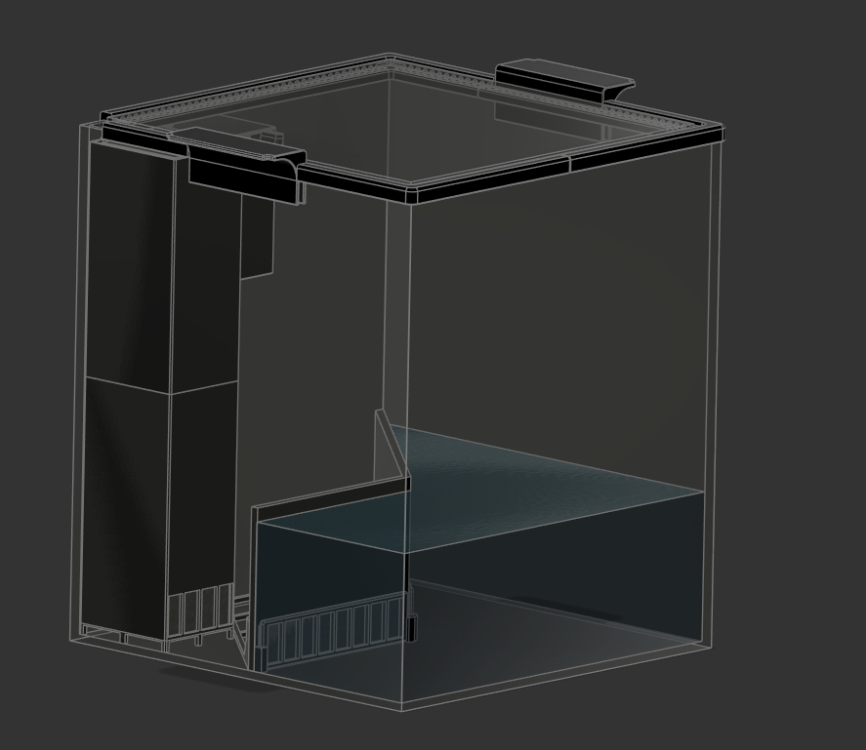
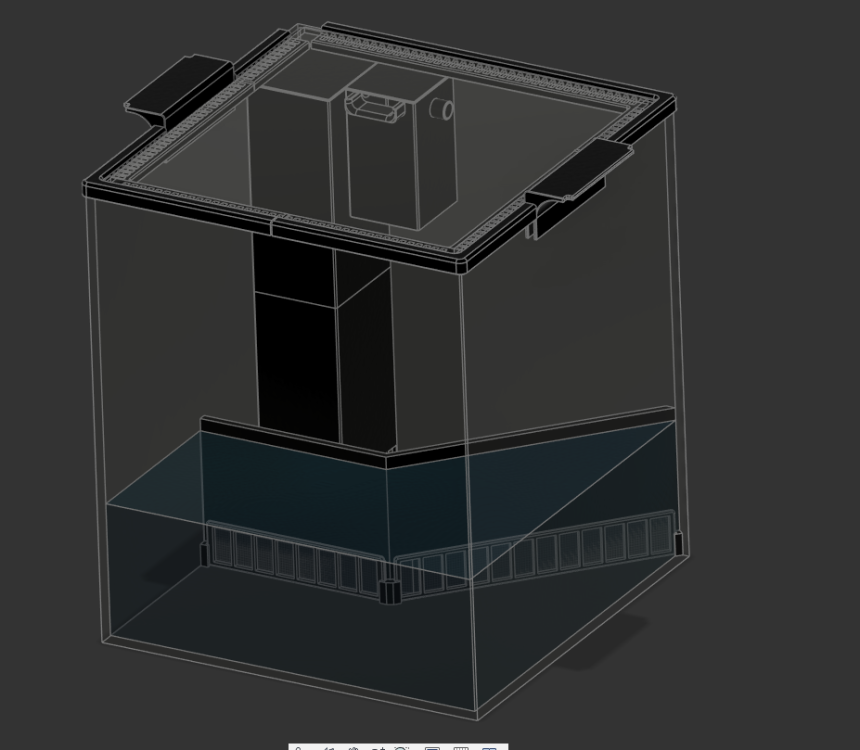
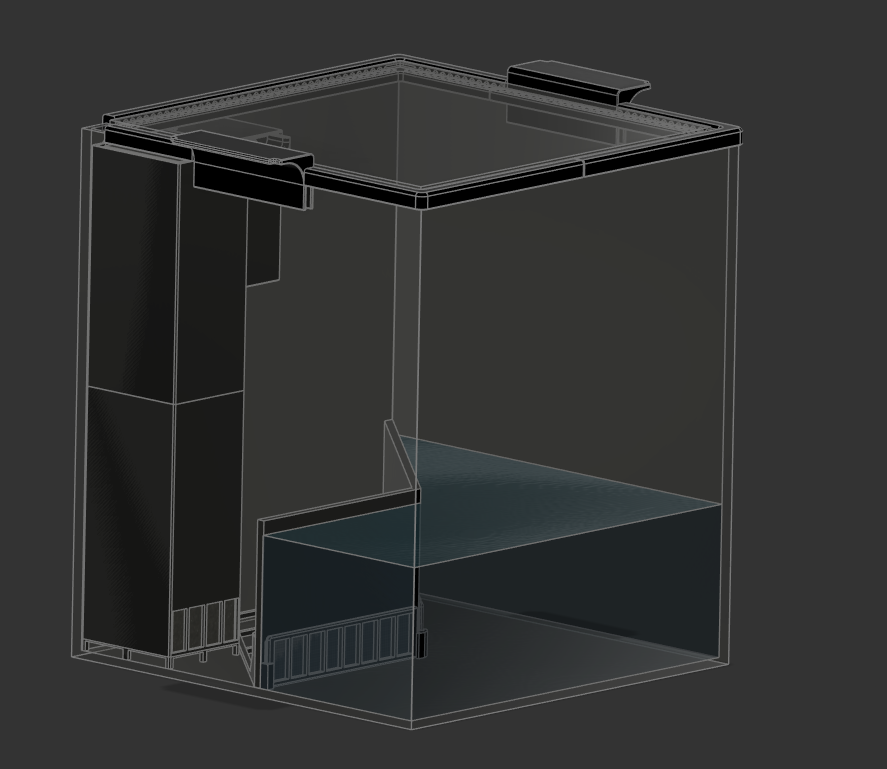
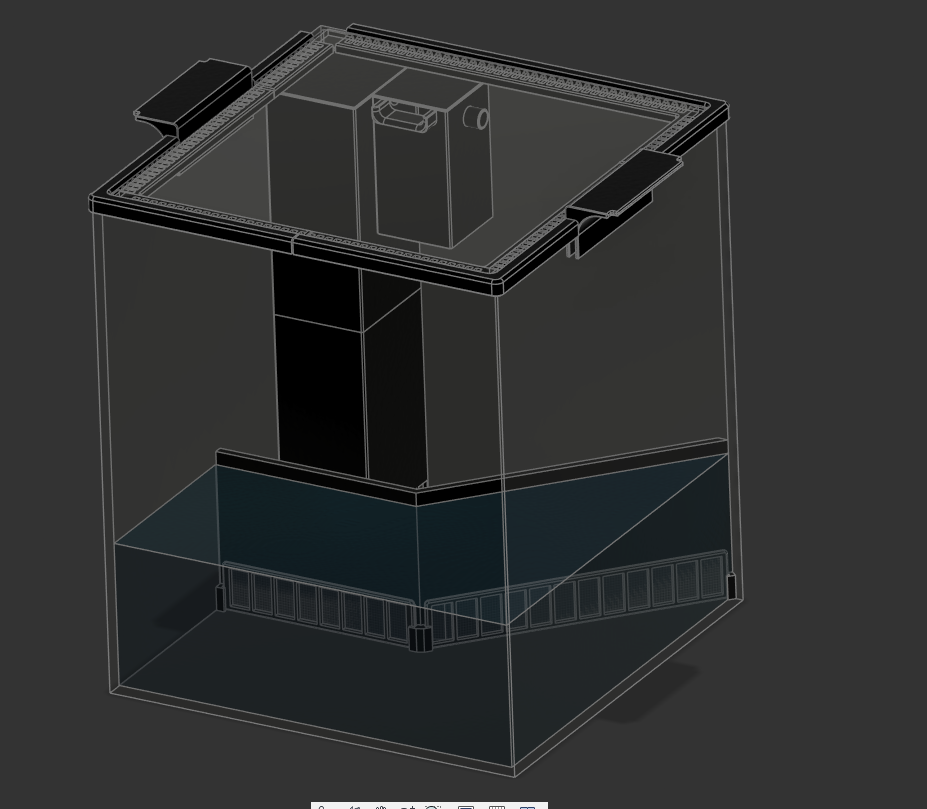
Nouveau projet pour de nouvelles bestioles, je vais transformer mon aquarium nano en paludarium tropicale pour y mettre de petites grenouille type Dendrobates. Pour l'instant, j'en suis à la modélisation de tout le coté techniques avec des grilles au niveau de la vitre du dessus histoire que personne ne se barre, une cloison pour maintenir séparée la partie eau et la partie terre, une colonne pour la pompe ou il y aura le chauffage et à coté une réserve d'eau pour le générateur de brume, tout sera caché par de la végétation, roches et racines. Pour les plantes, on part sur de la mousse de Java qui peut pousser dans l'eau et hors de l'eau si il y a l'humidité, il me reste une plante aquatique gazonnante (je ne sais plus le nom) dans le nano, une petite anubias naines qui fait des fleurs blanches quant elle sort de l'eau. Pour la partie "terrestre", toujours la mousse de Java si elle à assez d'humidité, j'aimerais des petites fougères et peut être une petite orchidée, faut que je cherche encore ce qui est compatible dans un si petit espace. Schéma de implantation du sol. Reste plus qu'à tout imprimer.

 3 points
3 points -
Sujet mis à jour. Y aller.3 points
-
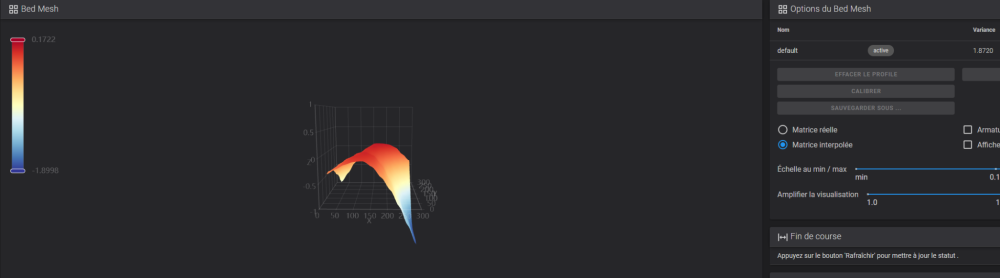
le bed mesh n'est pas fait à chaud et tu recharges le bed mesh à la fin en écrasant le bedmesh_calibrate fait juste avant ... tu devrais remplacer ton gcode de démarrage par celui-là : ; Ender 3 S1 Pro Start G-code ; M413 S0 ; Disable power loss recovery G92 E0 ; Reset Extruder ; Prep surfaces before auto home for better accuracy M190 S{material_bed_temperature_layer_0} ; mettre le bed à t° et attendre M109 S150 ; t° pas trop basse mais pas trop haute pour que le filament ne coule pas G28 ; Home all axes BED_MESH_CLEAR ; petit ajout BED_MESH_CALIBRATE G1 Z10.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0 Y0 M190 S{material_bed_temperature_layer_0} M109 S{material_print_temperature_layer_0} G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish avec la ligne du dessous tu massacres le beau bed mesh fait juste avant ... #BED_MESH_PROFILE LOAD=default3 points
-
En tout cas les bobines s'écoule trop vite, les 2 pla noir reçu sont déjà passées

 3 points
3 points -
C'est peut-être une maladie de l'imprimeur 3D Bordelite aiguë2 points
-
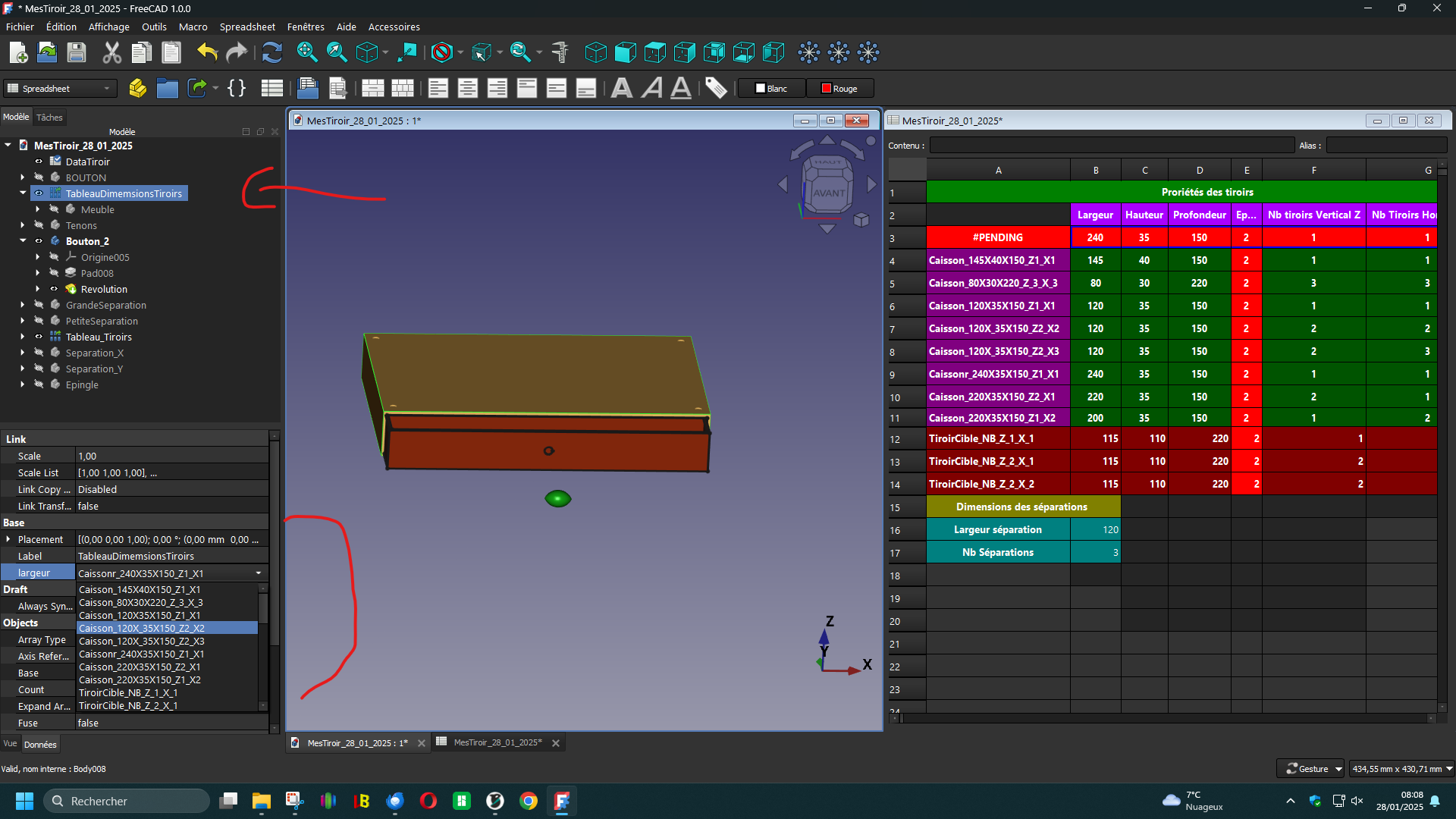
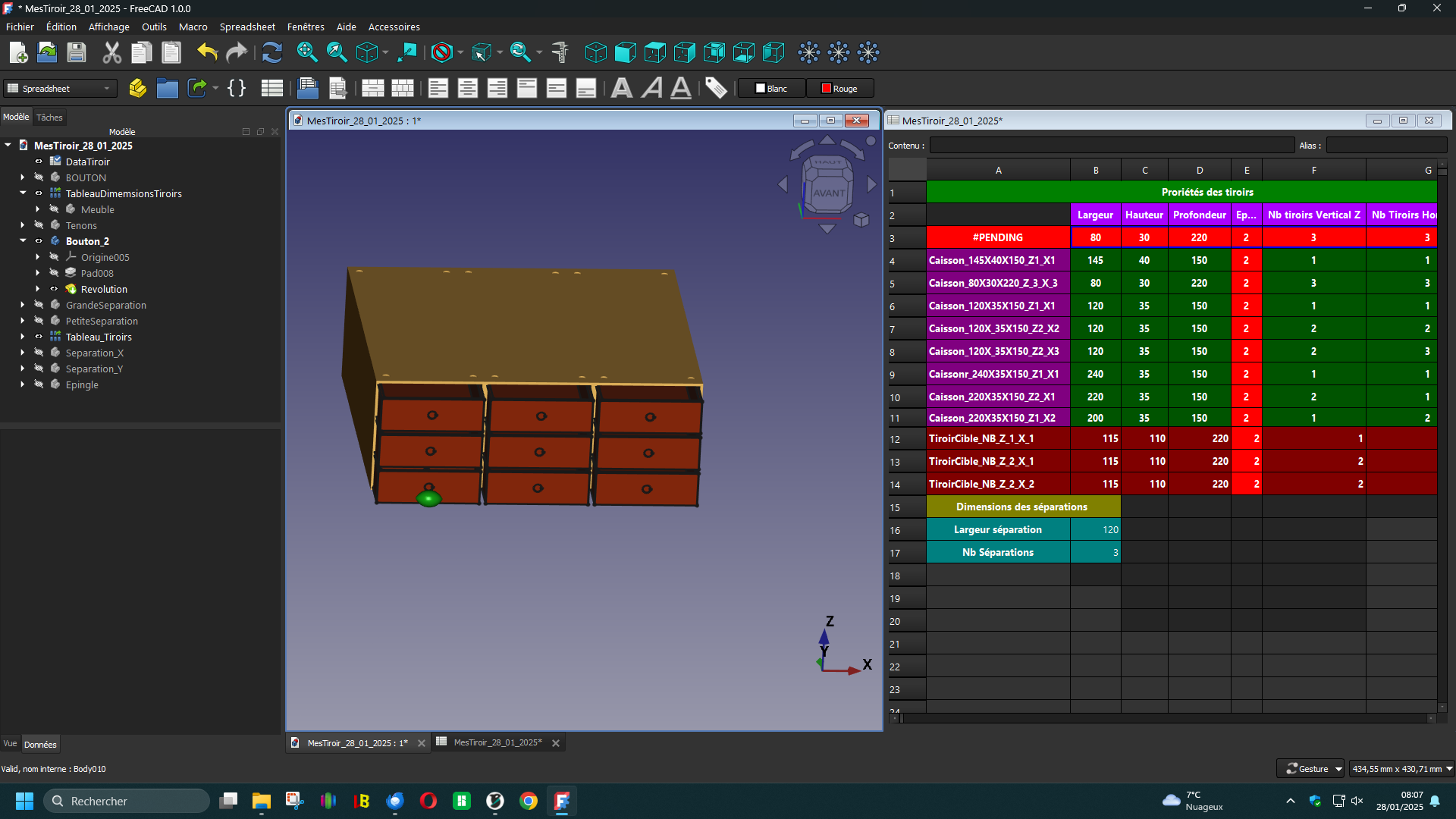
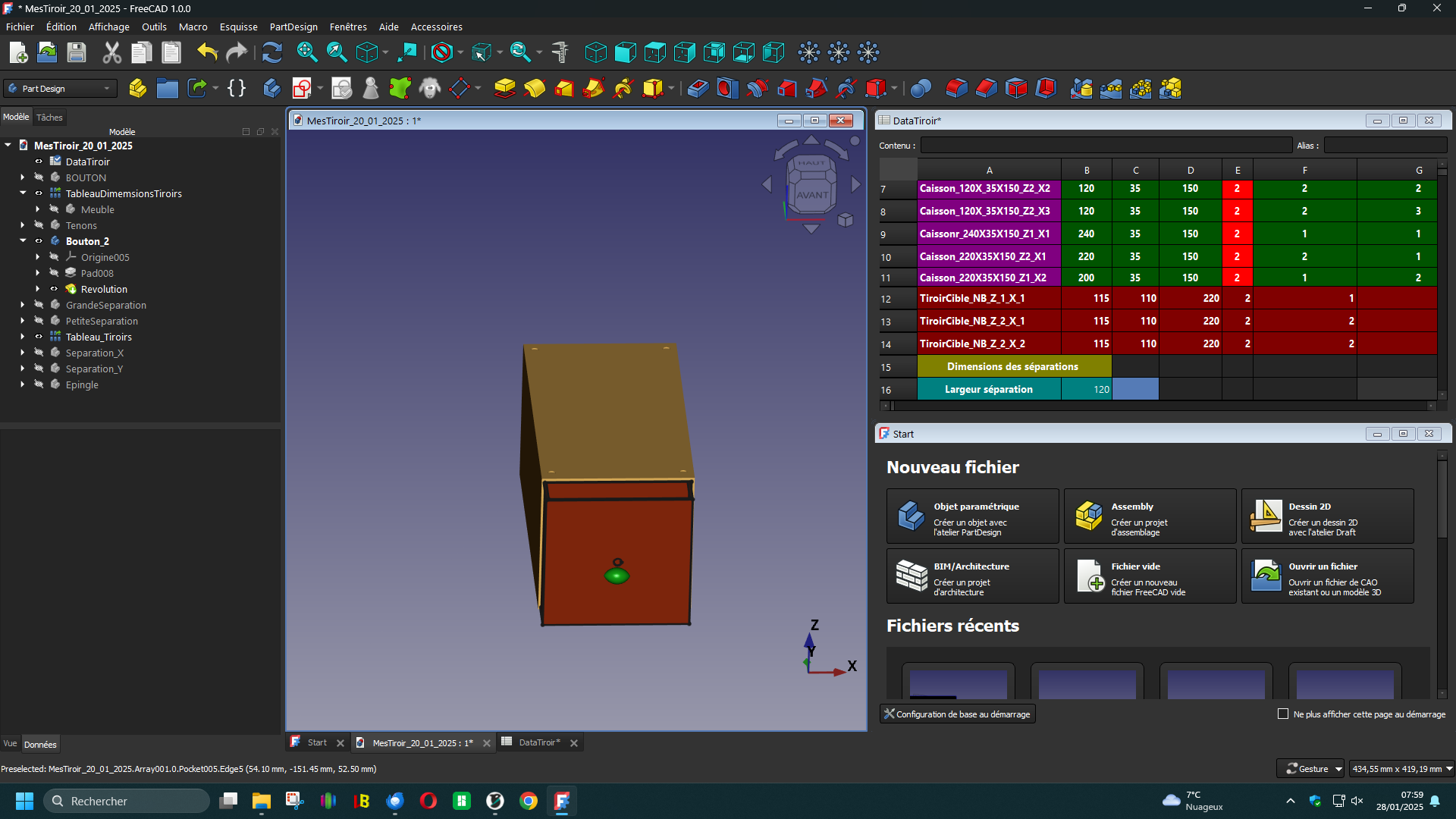
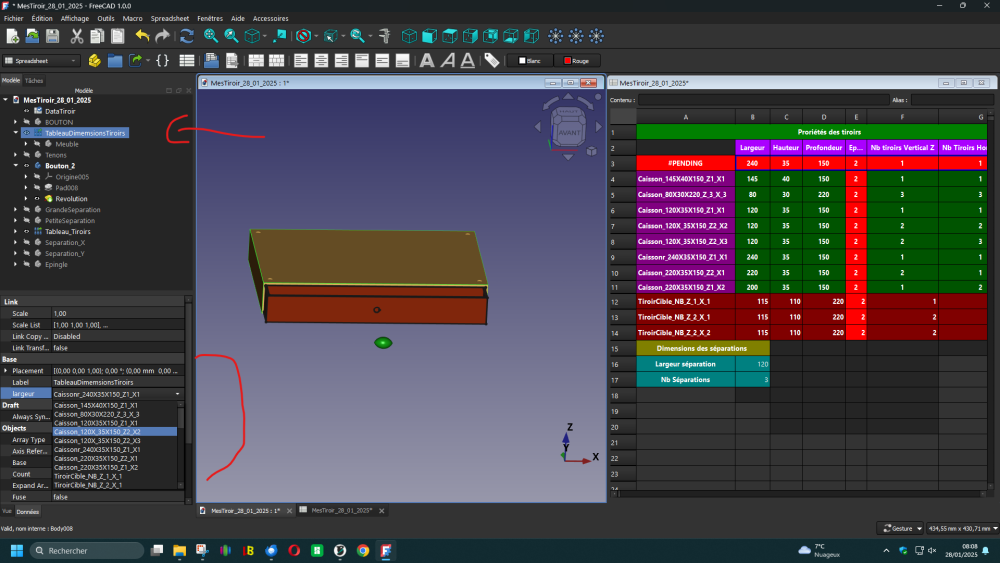
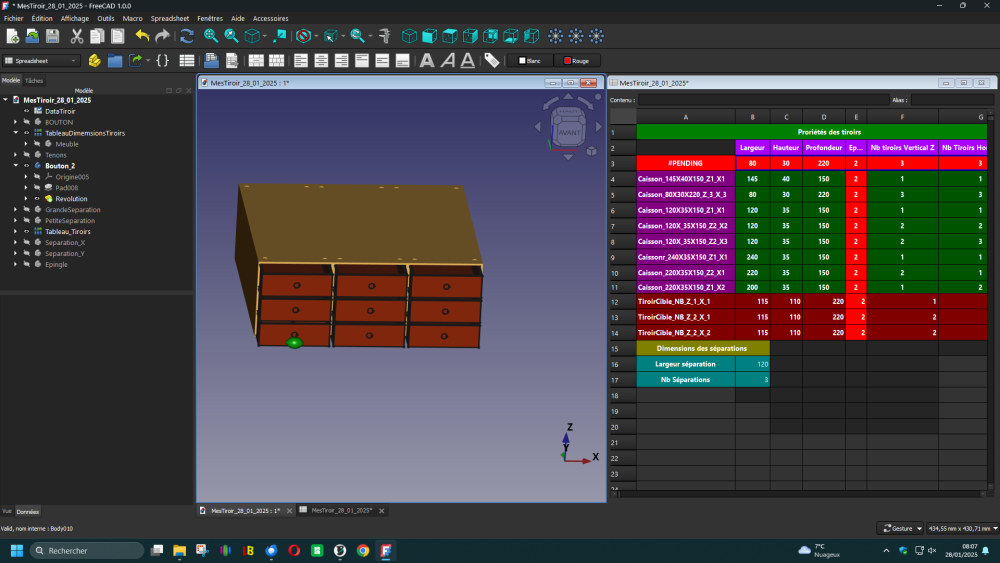
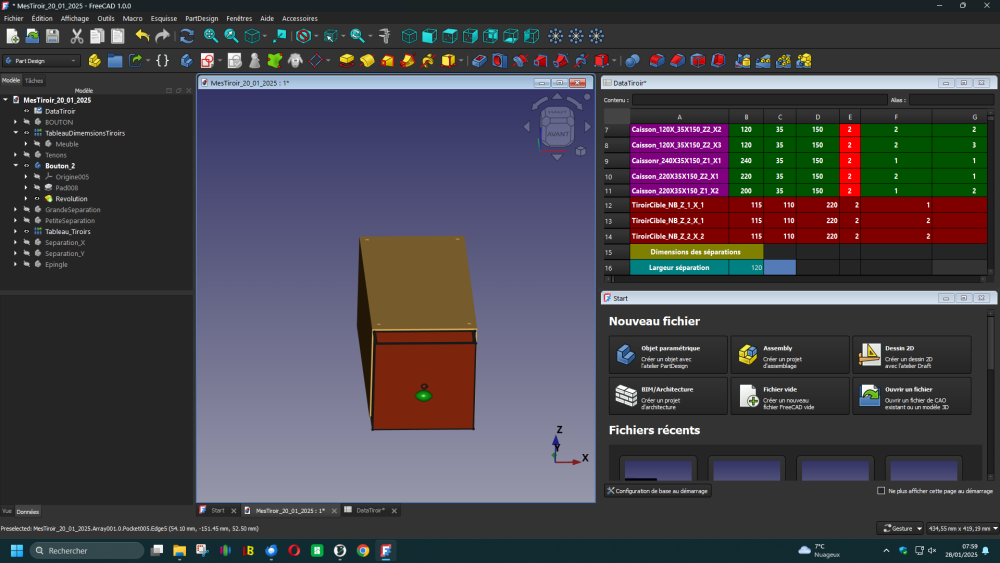
Bonjour, J'avais besoin de classer quelques objets, pour l'occasion j'ai crée un tableau avec l'atelier Speadsheet lié avec Part Design de Freecad 1. Il suffit de paramétrer les diverses dimensions dont on a besoin puis dans Part Design dans l'onglet model sélectionner le tableau dimensions -> largeur pour ouvrir la liste déroulante. Je joins le fichier FreeCad a titre d'expérimentation pour les personne intéressées MesTiroir_28_01_2025.zip
 2 points
2 points -
c'est clair il fallait y penser, en fait ce qui attire notre attention @jerem59120 ce sont les bruits isolés et les variations de bruits en instensité et avec le bruit blanc on parle de rideau sonore c'est à dire que l'on cache accoustiquement tout cela derrière un bruit continu réparti sur toute la gamme audible (20 Hz et 20 KHz) la première fois que l'on ma présenté cela, j'ai cru à une blague des collègues, et j'ai été plus que stupéfait dit comme ça on croirait presqu'à une arnaque tu trouves des exemples sur YouTube2 points
-
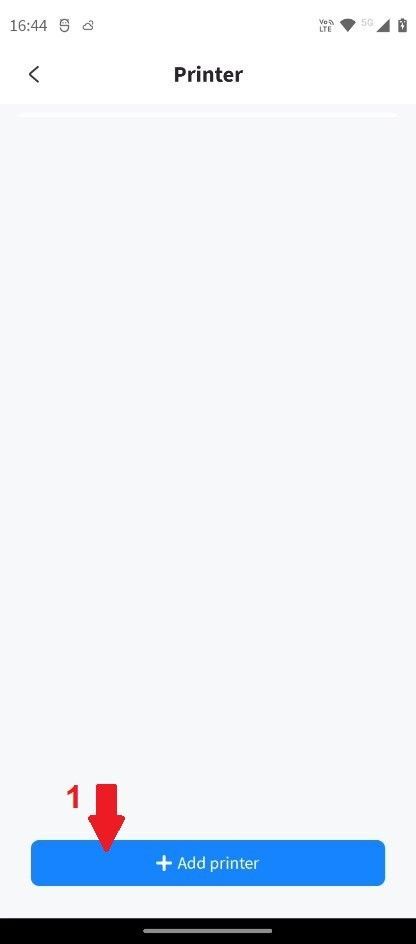
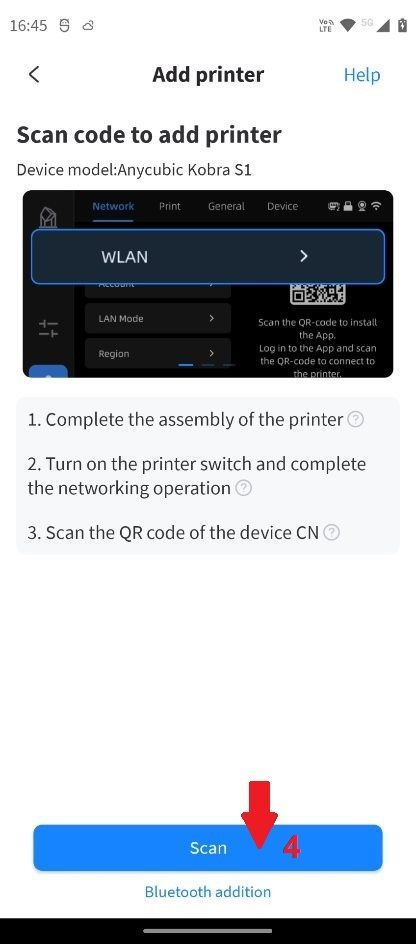
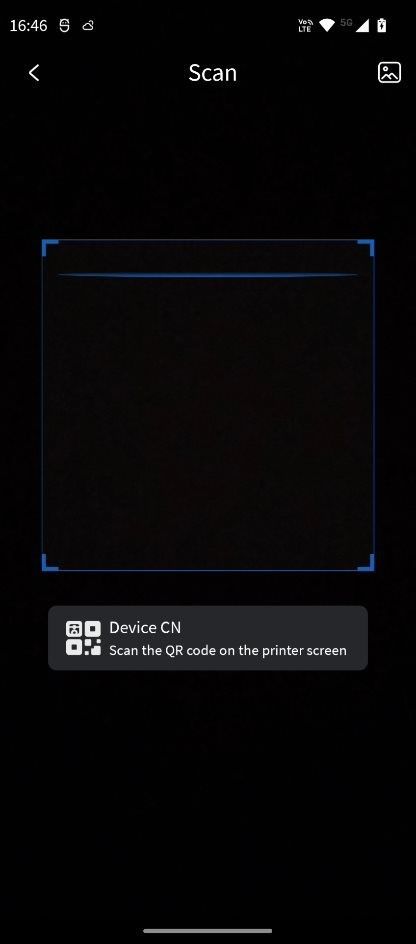
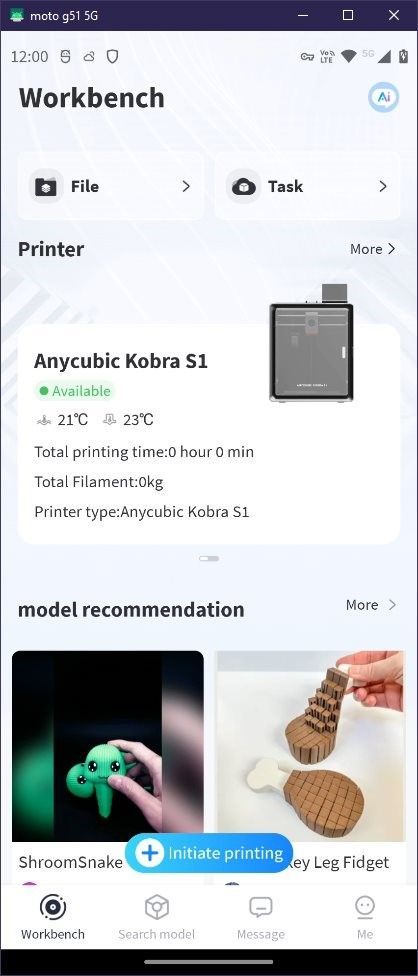
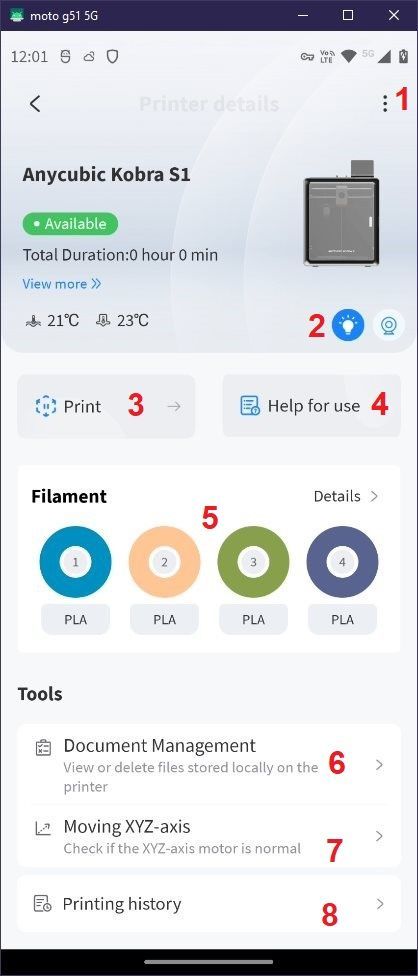
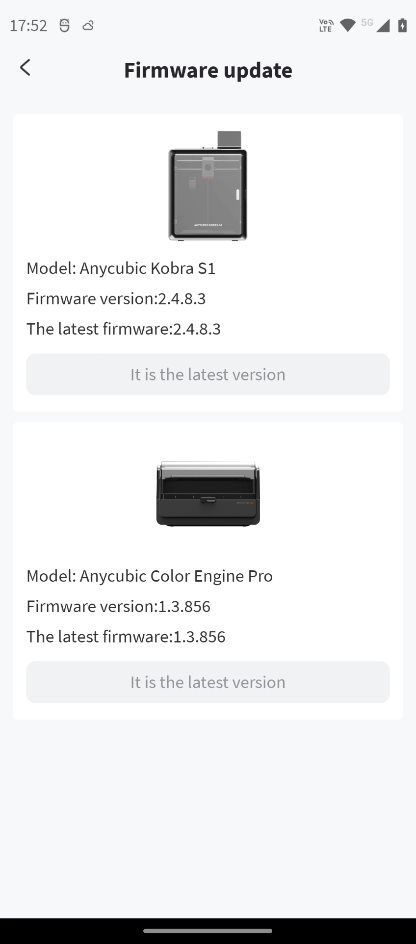
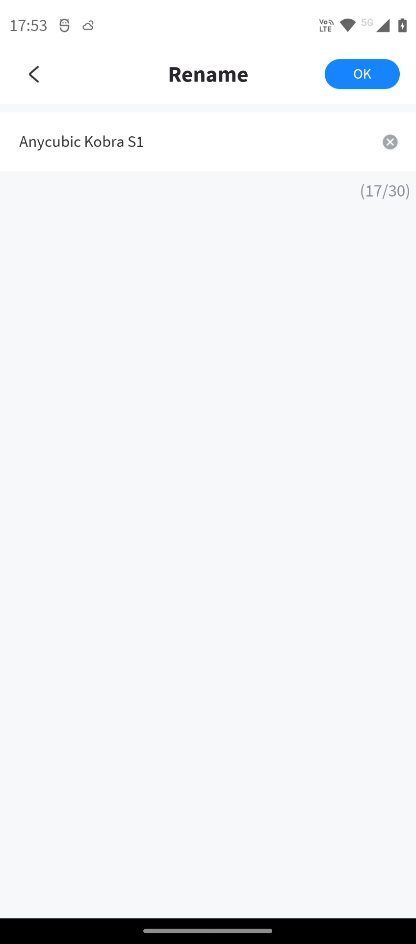
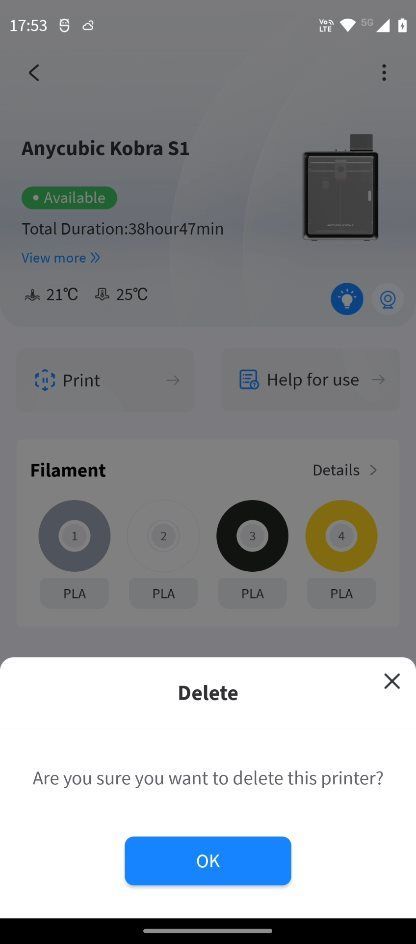
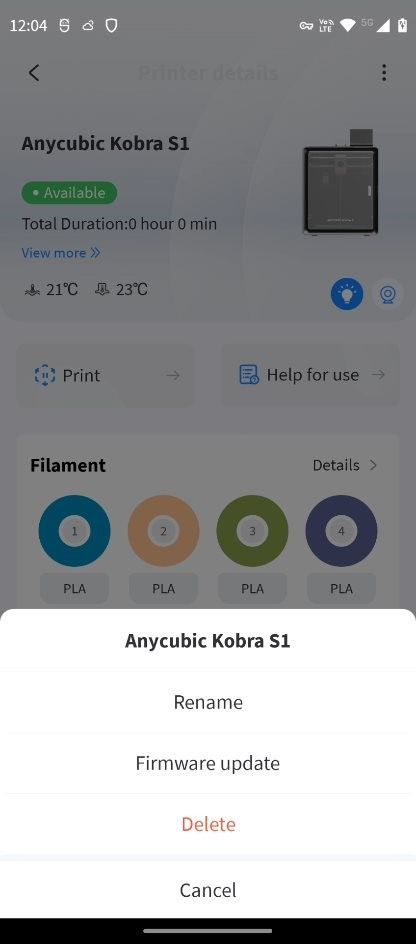
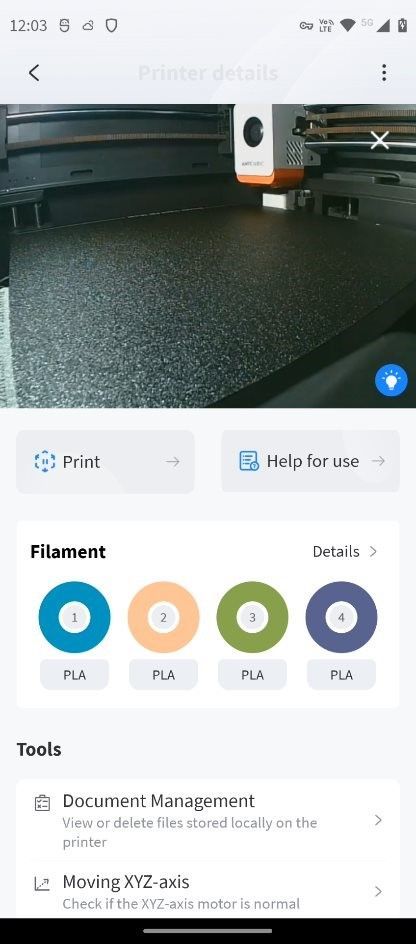
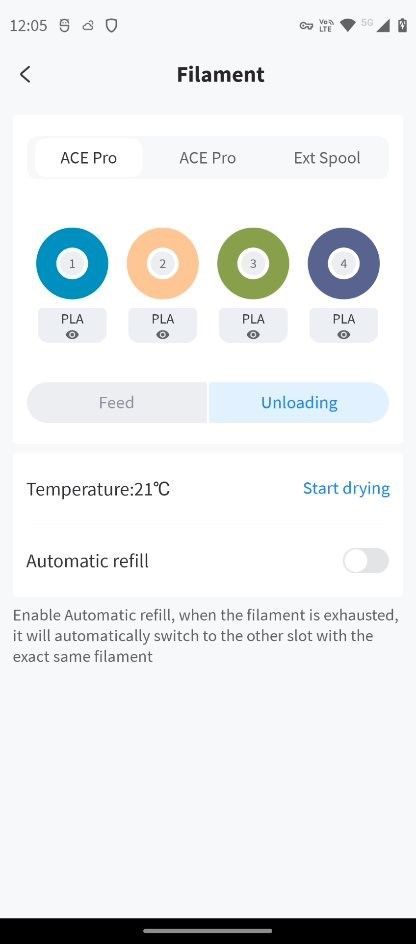
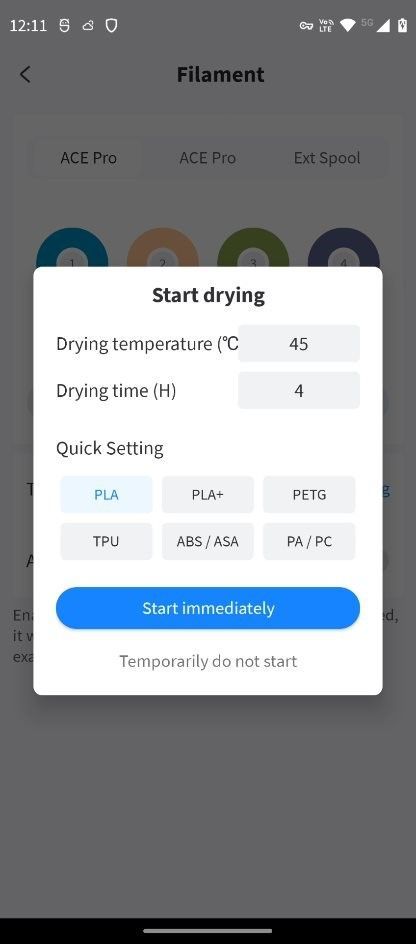
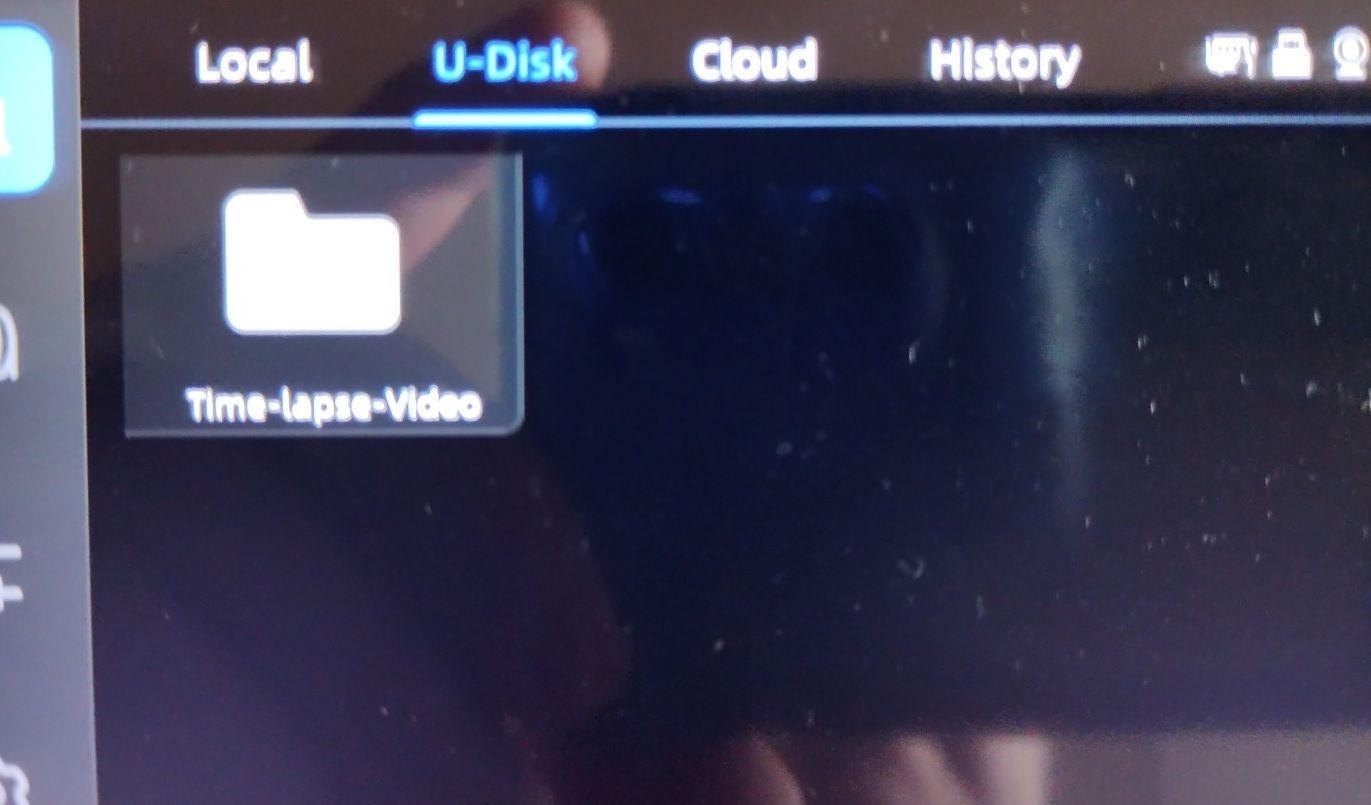
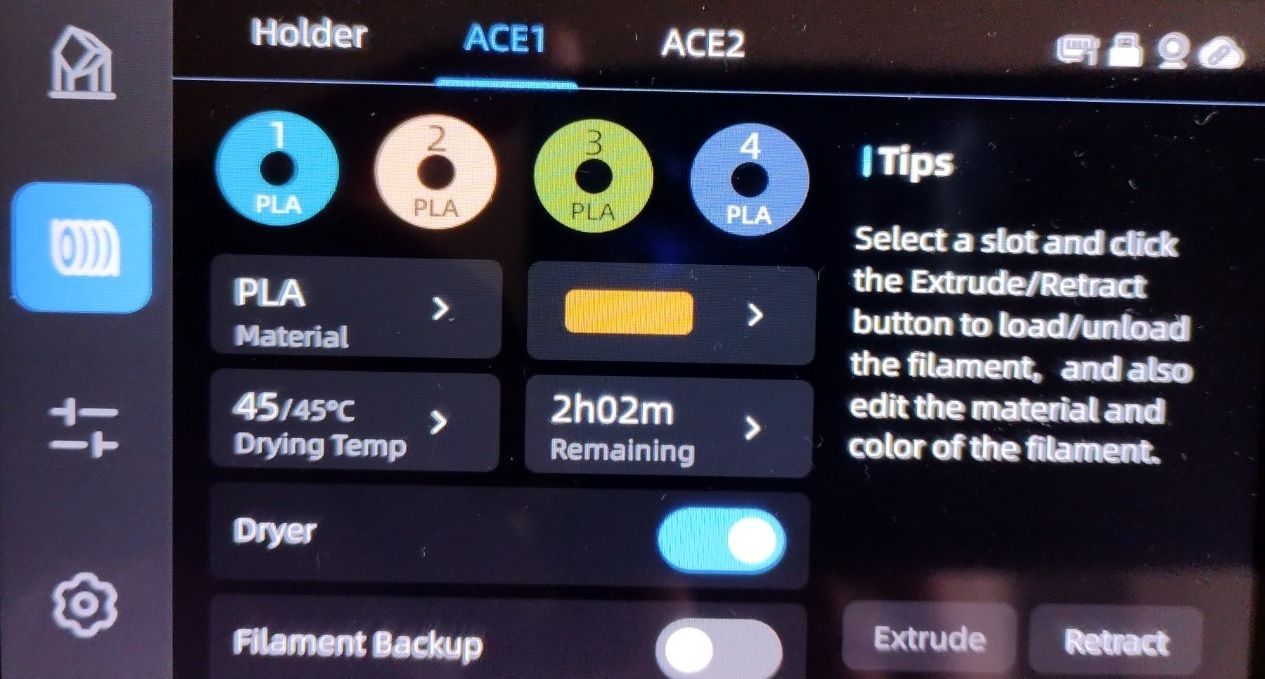
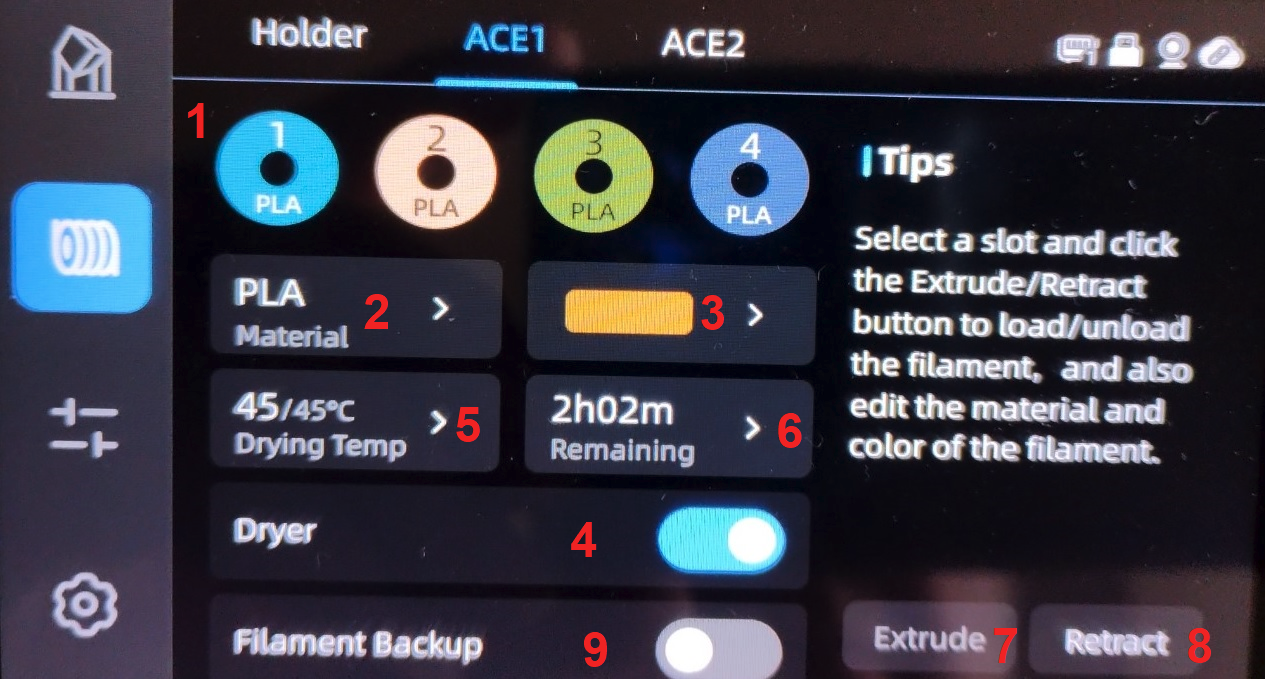
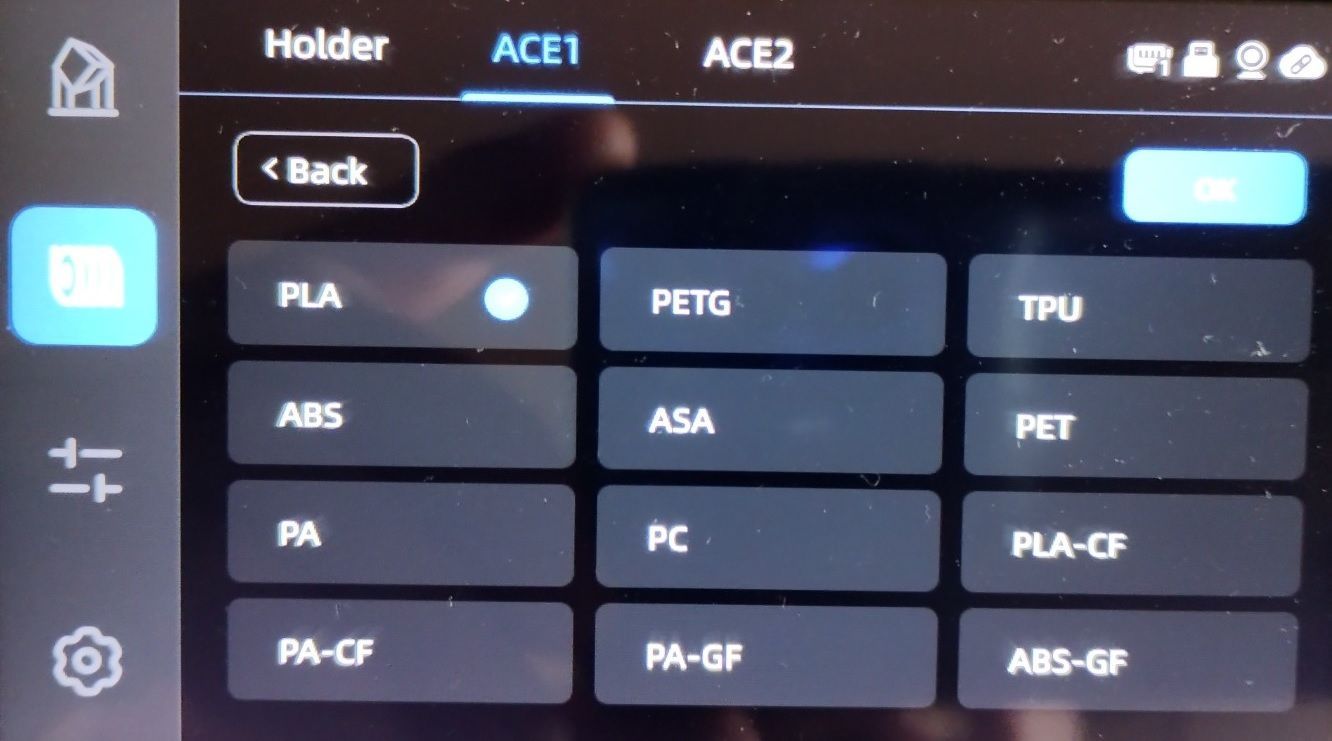
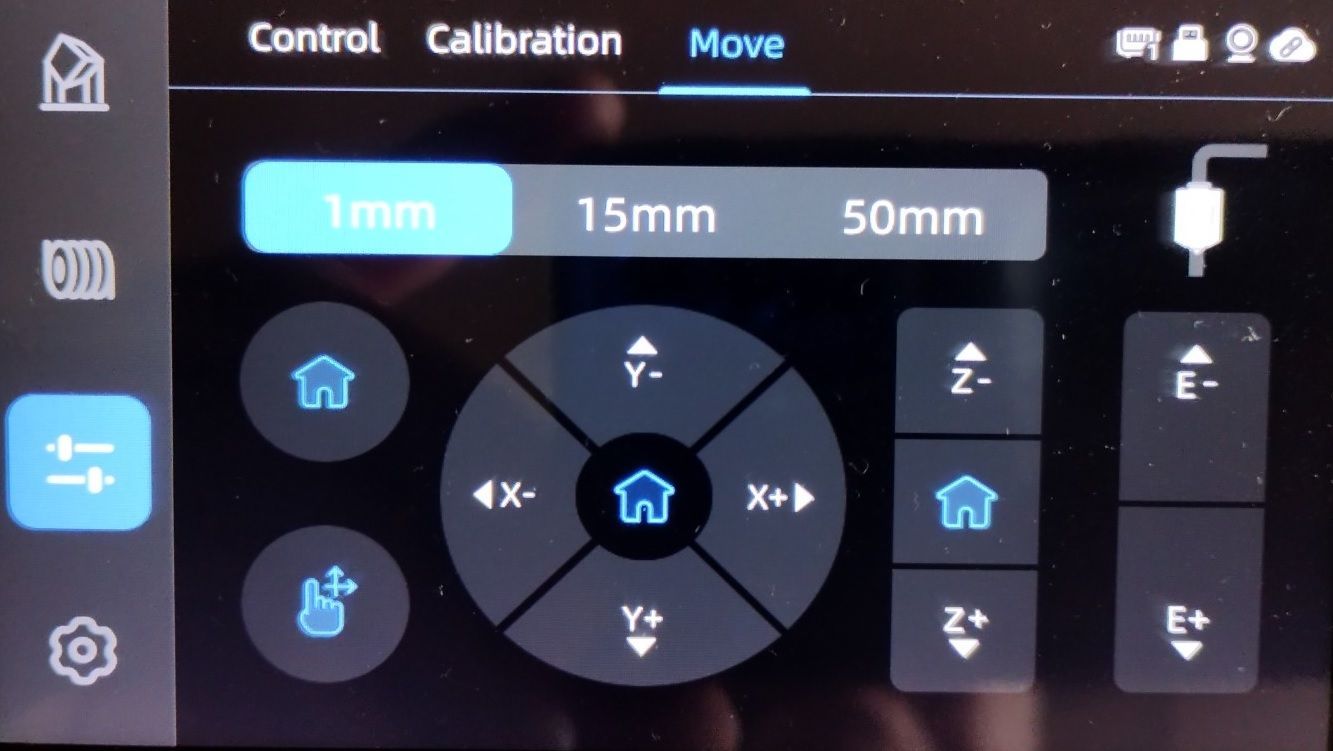
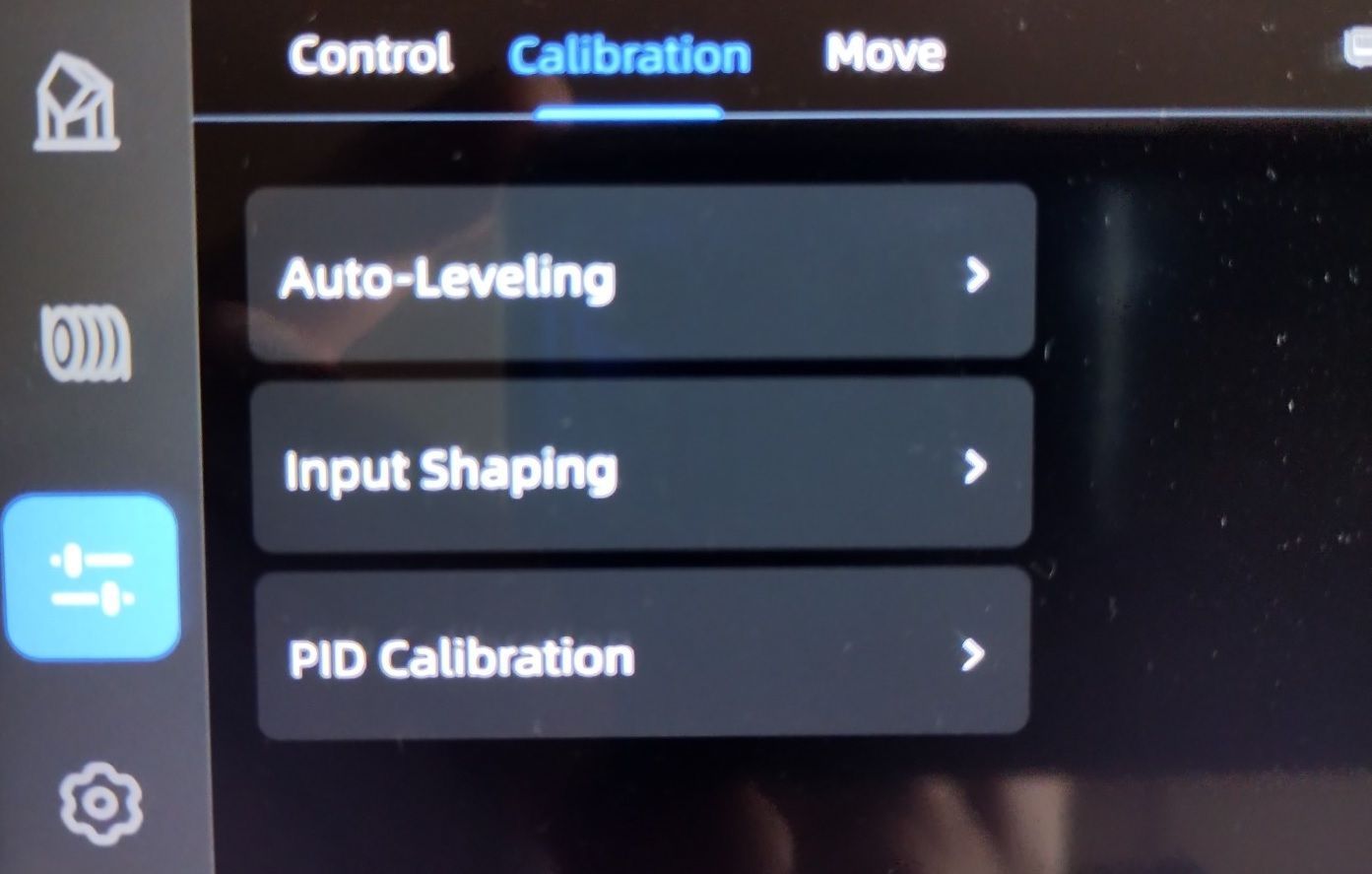
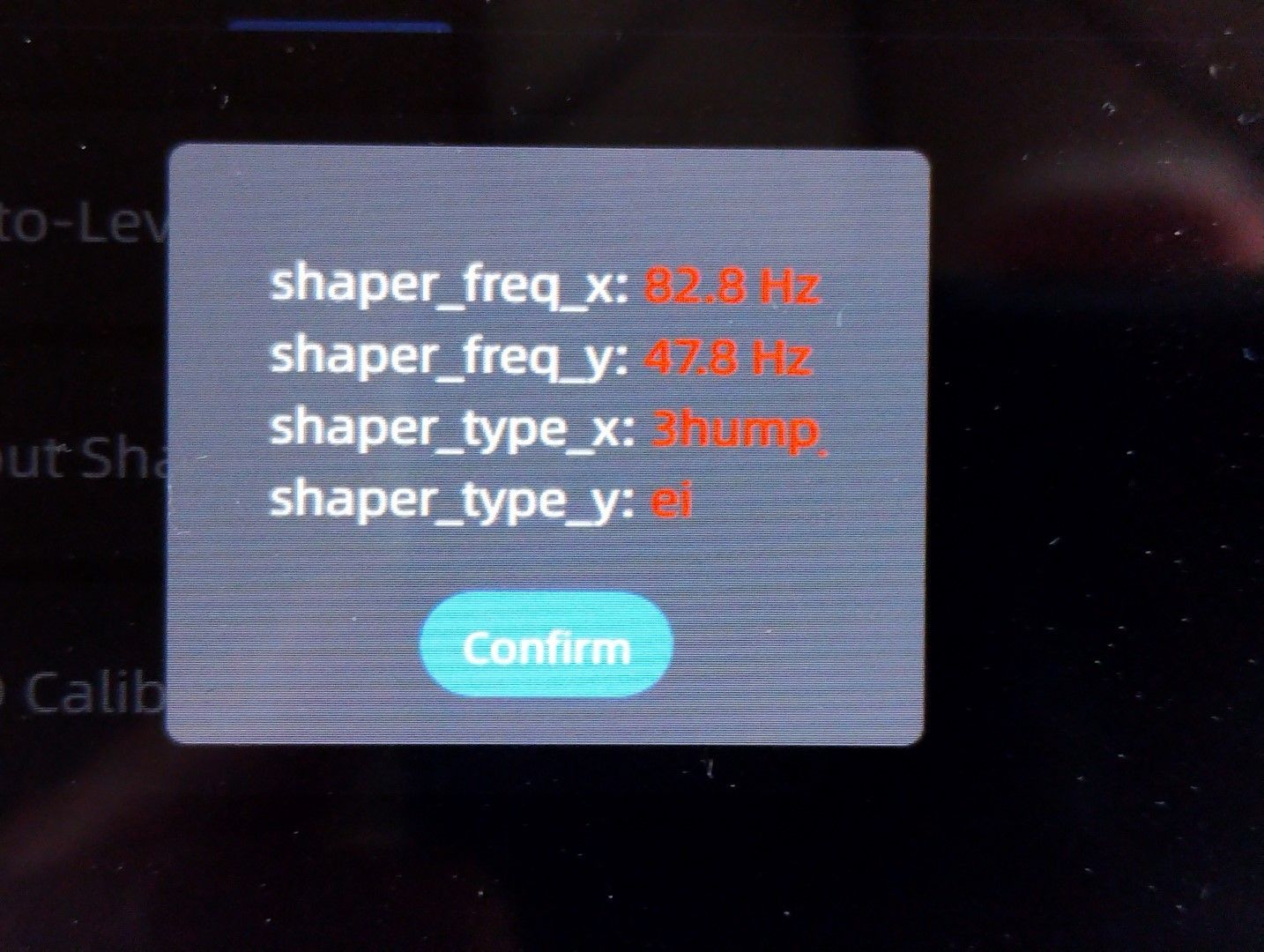
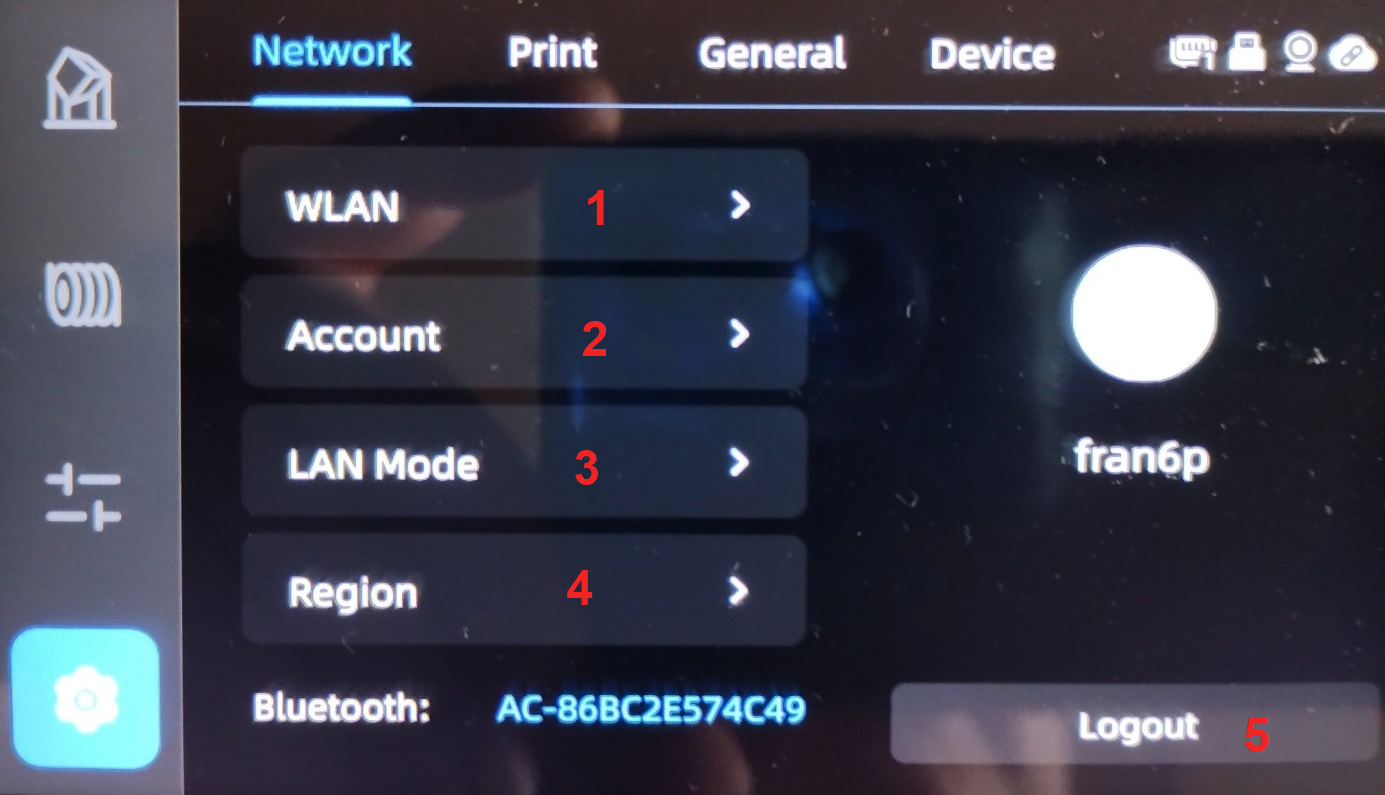
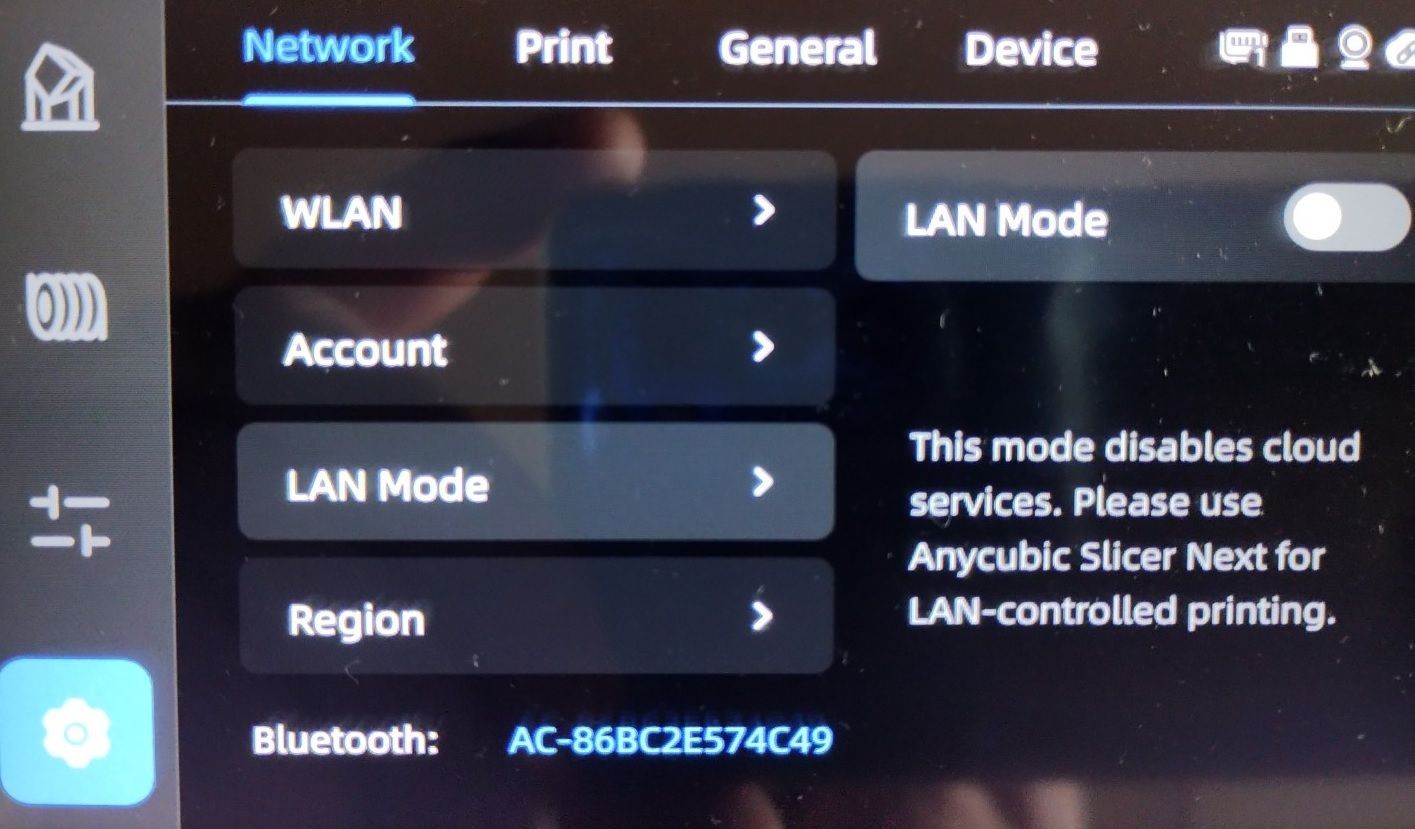
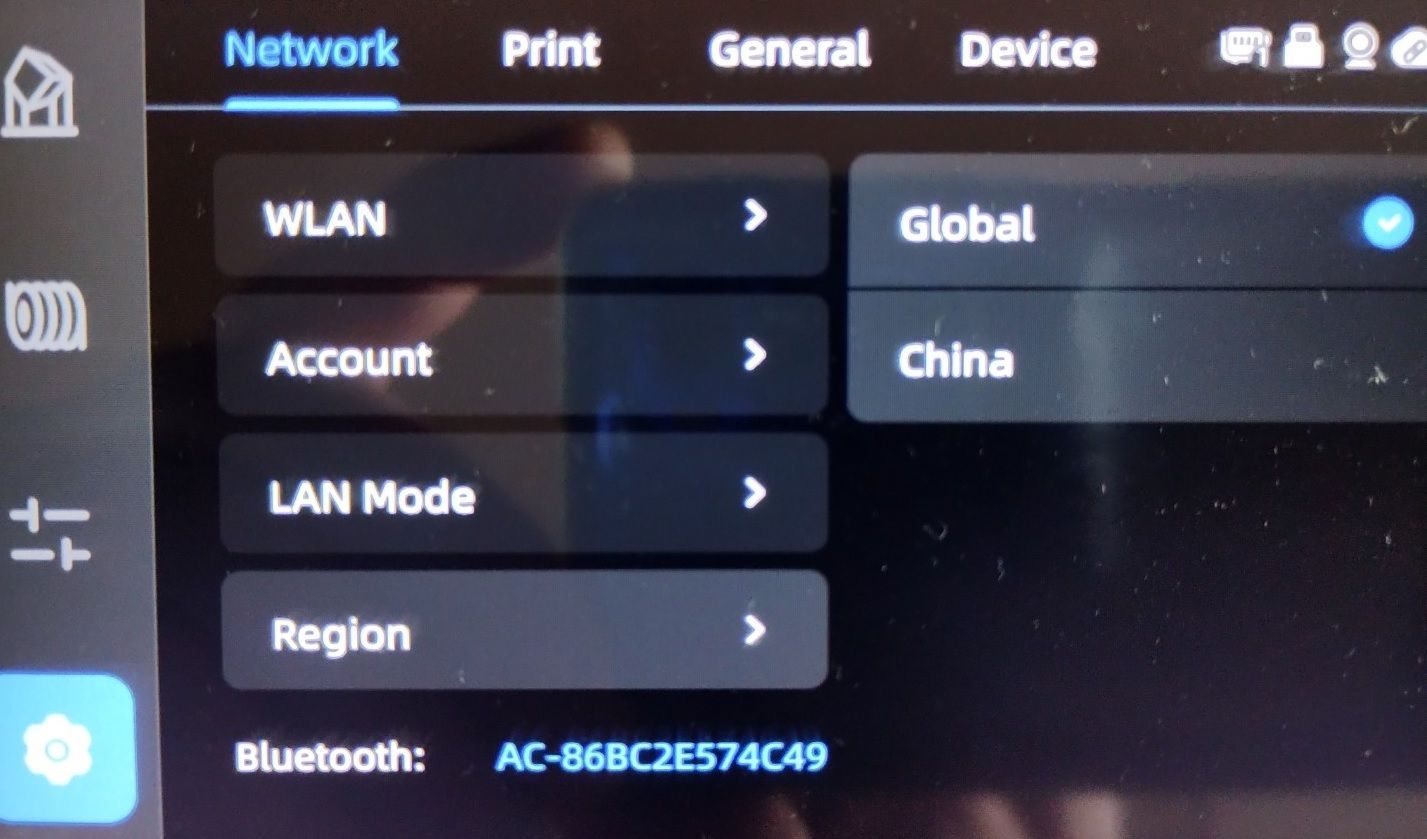
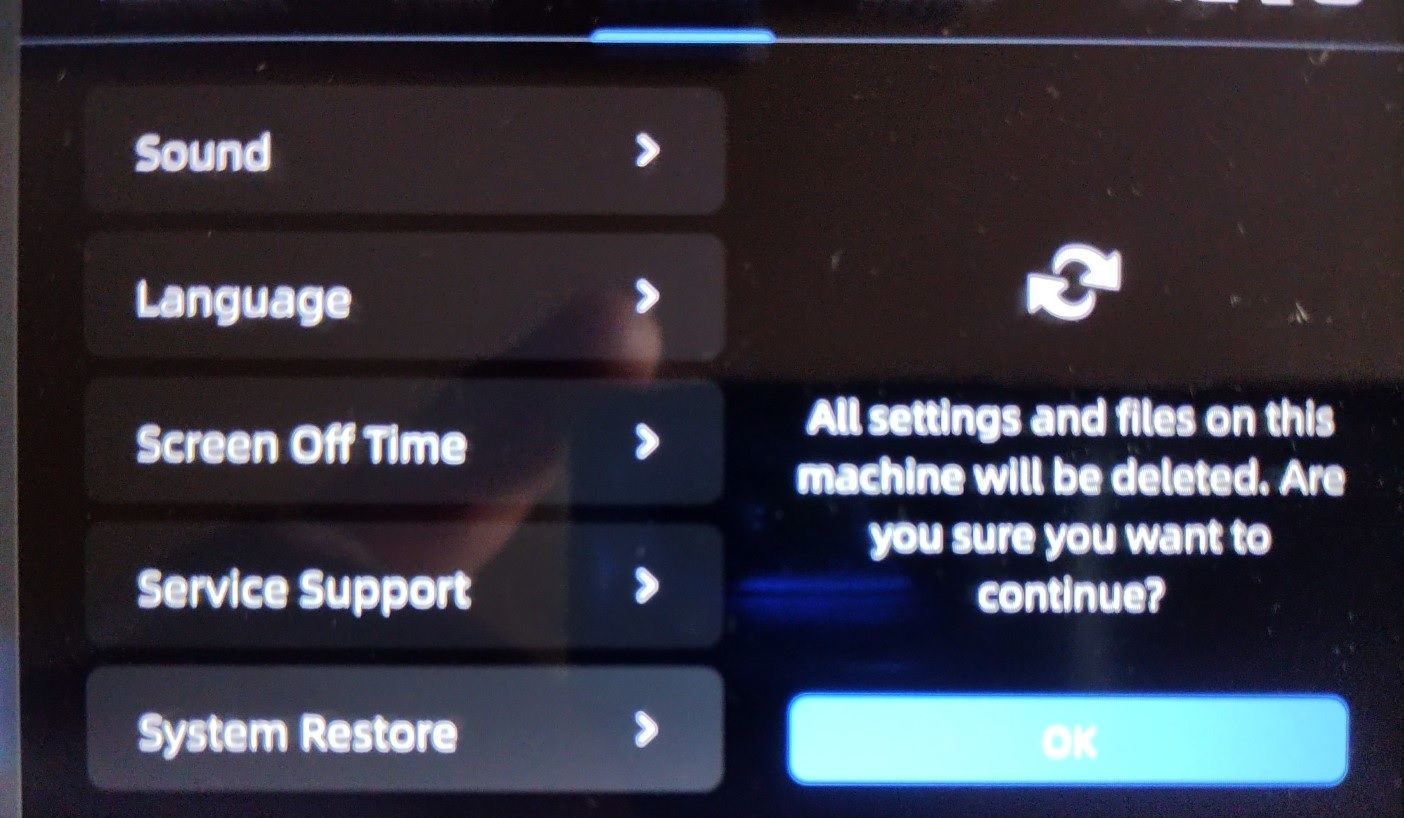
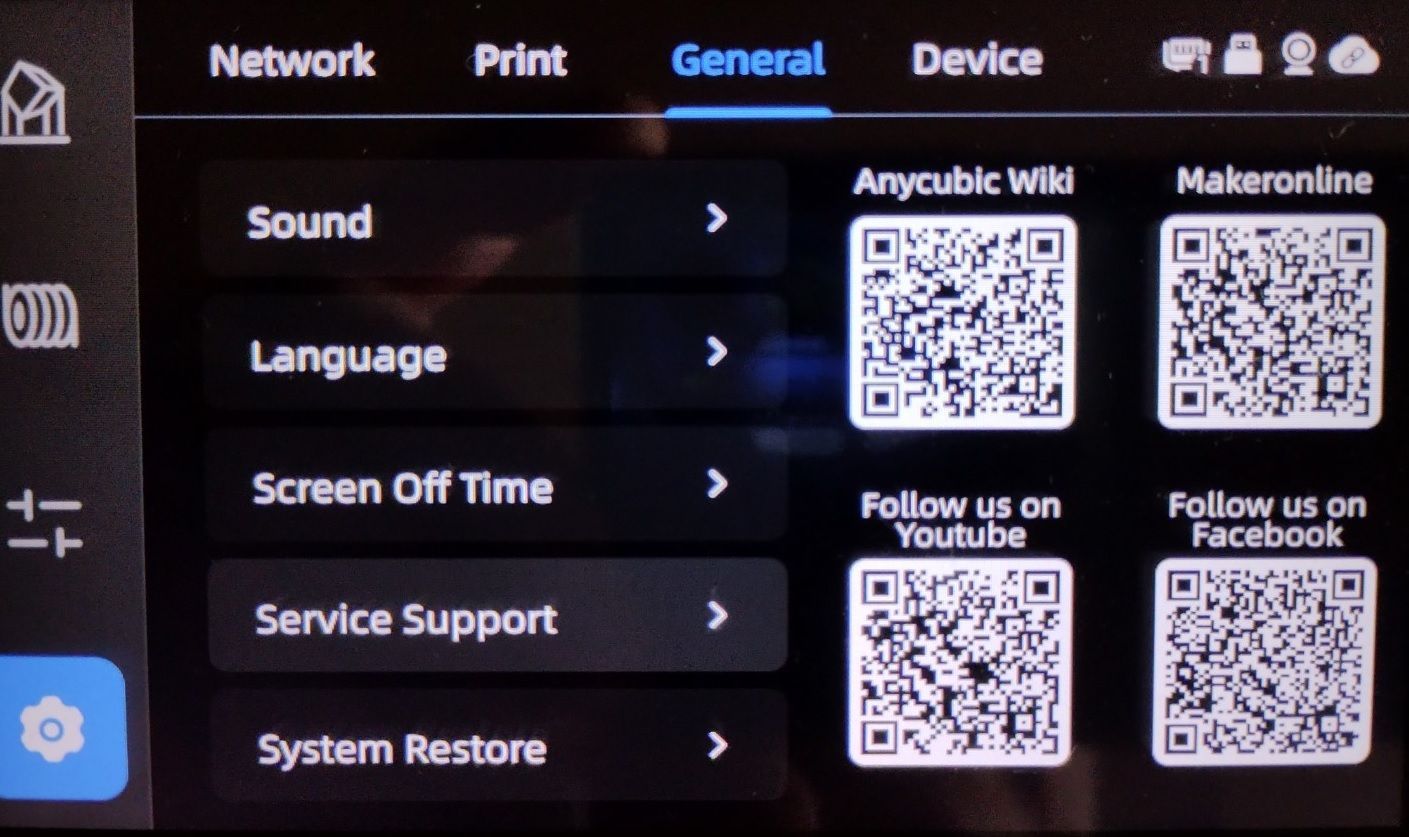
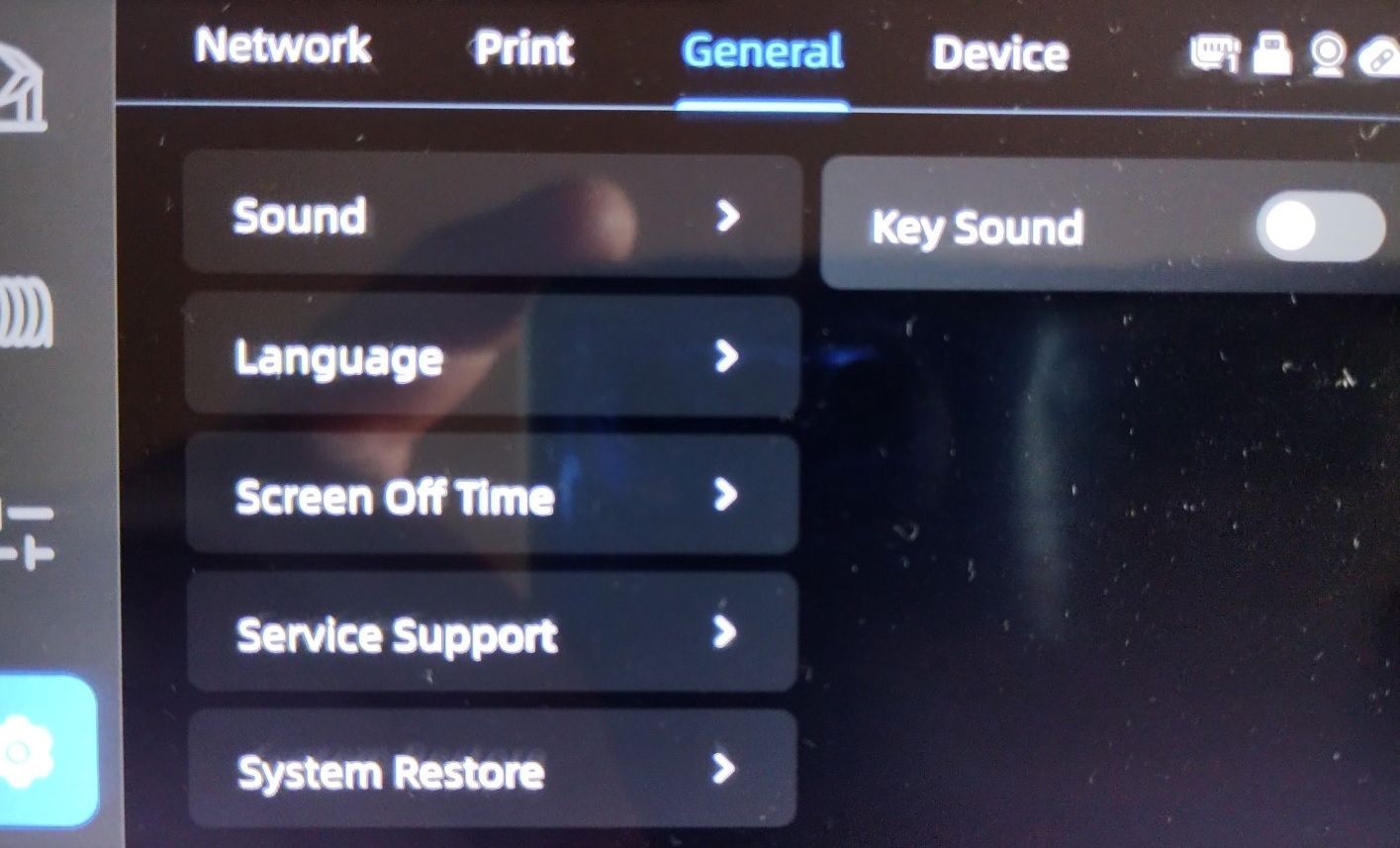
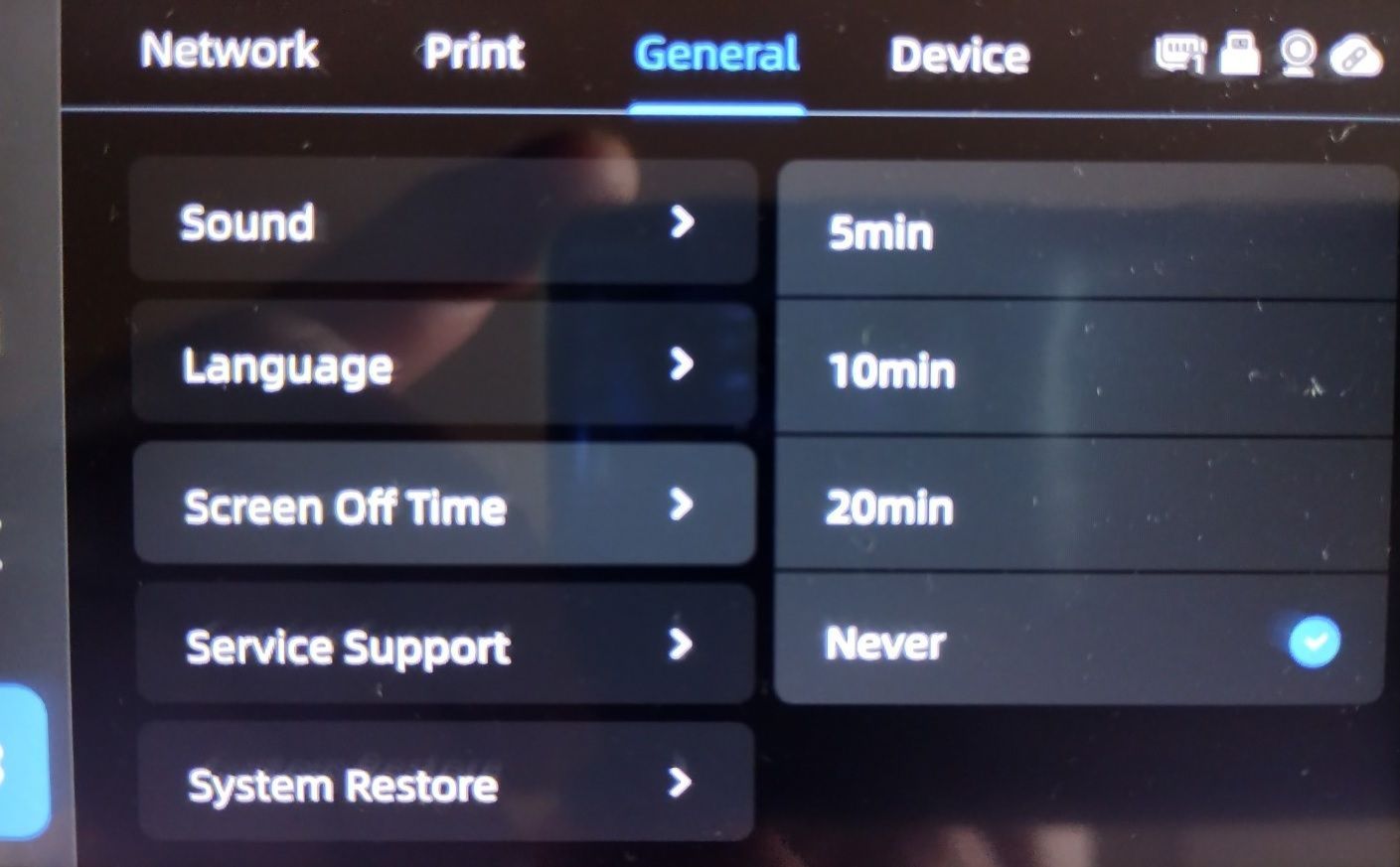
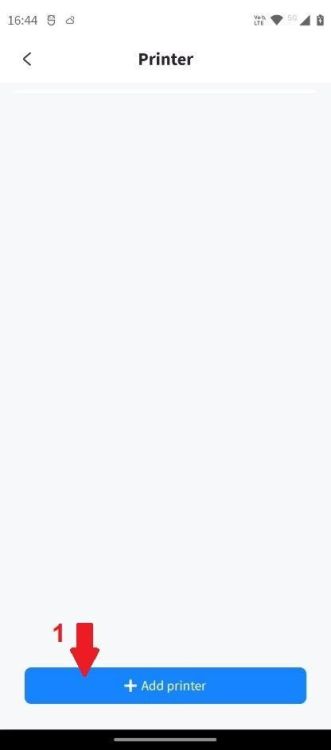
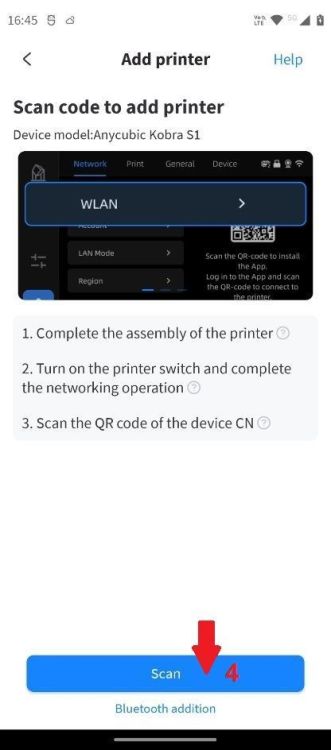
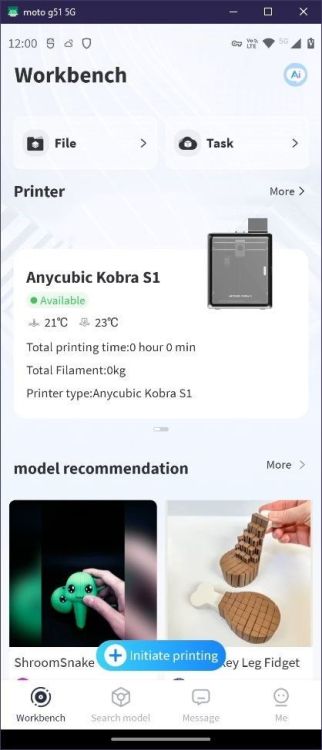
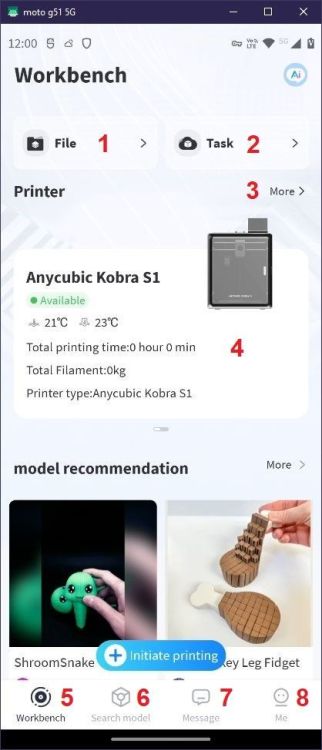
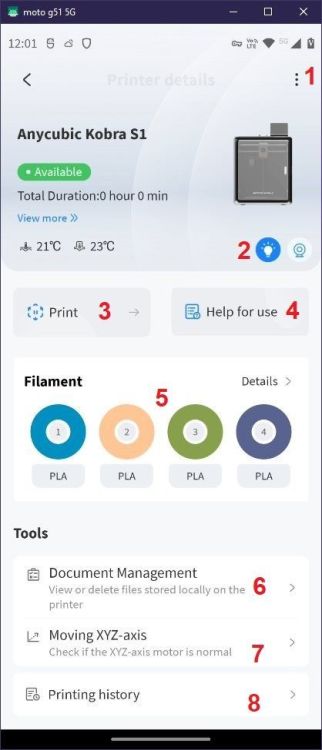
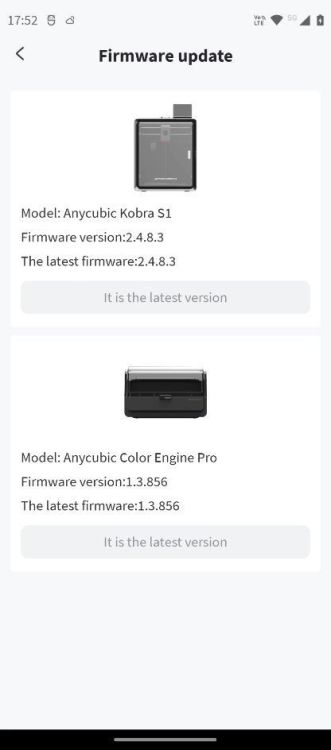
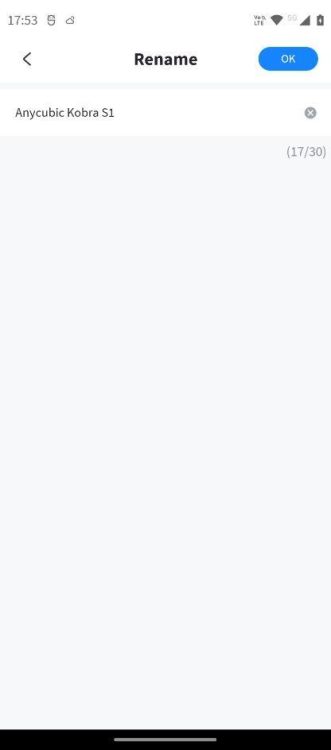
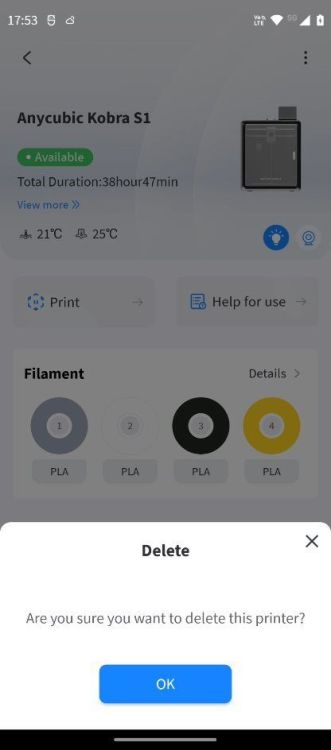
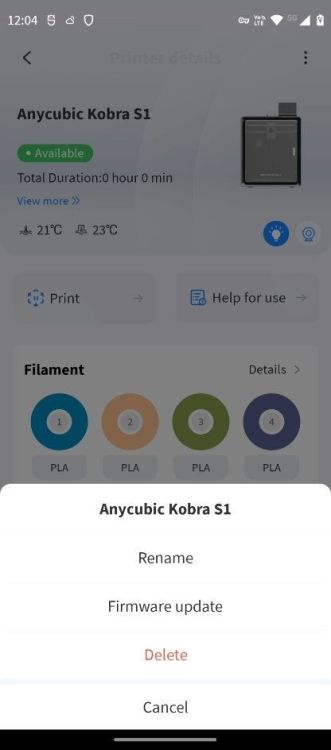
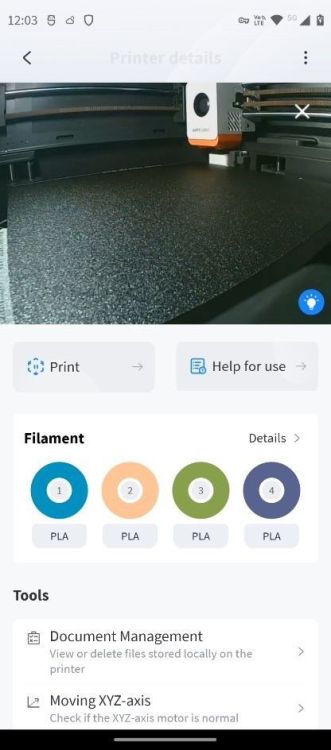
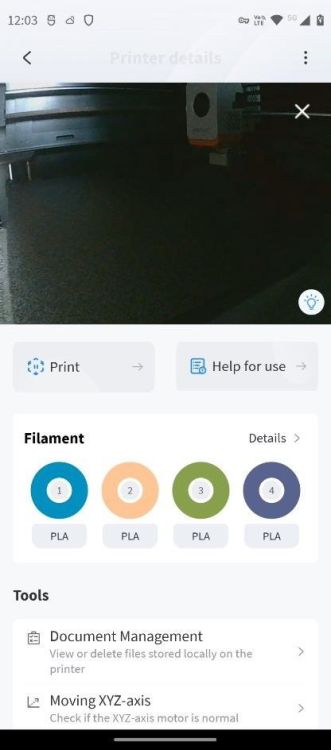
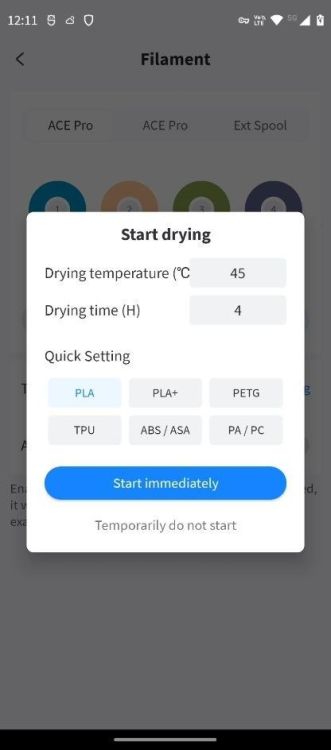
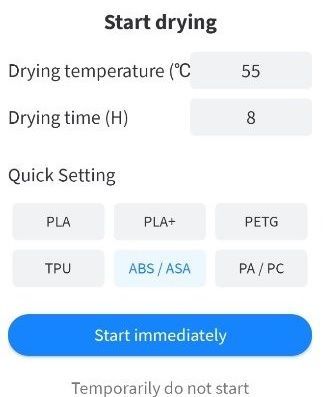
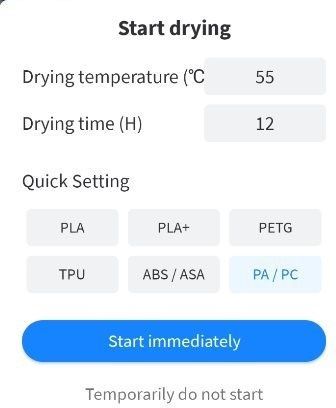
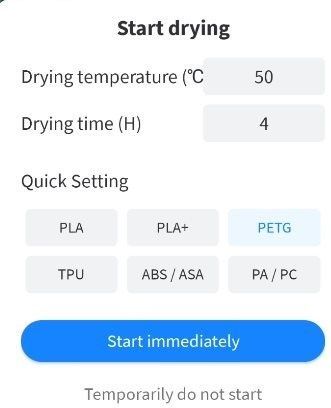
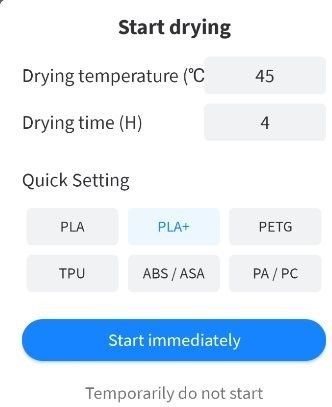
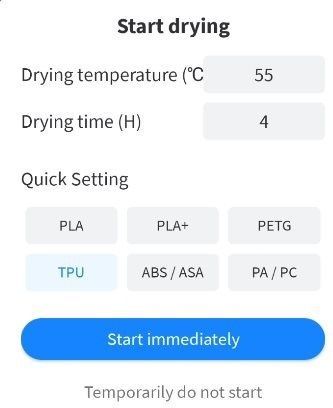
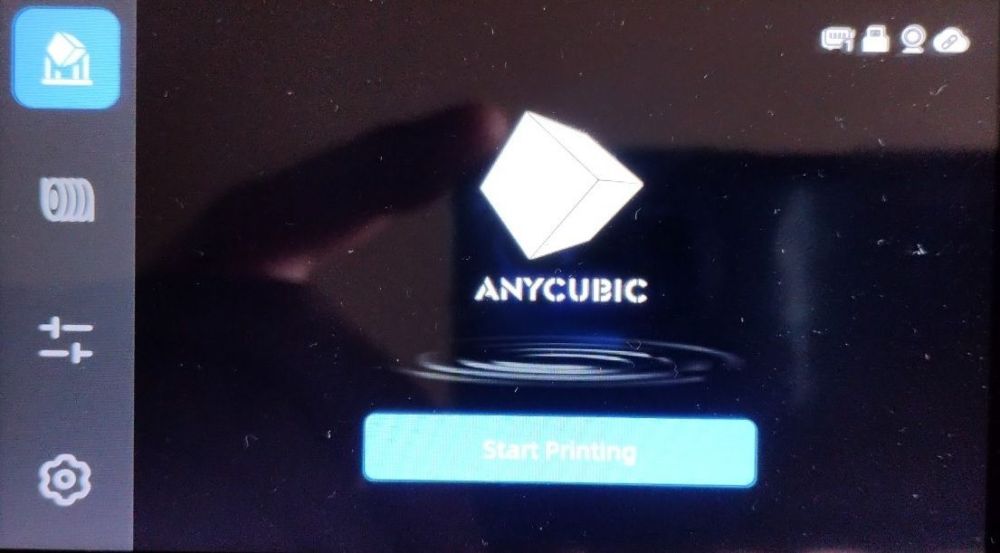
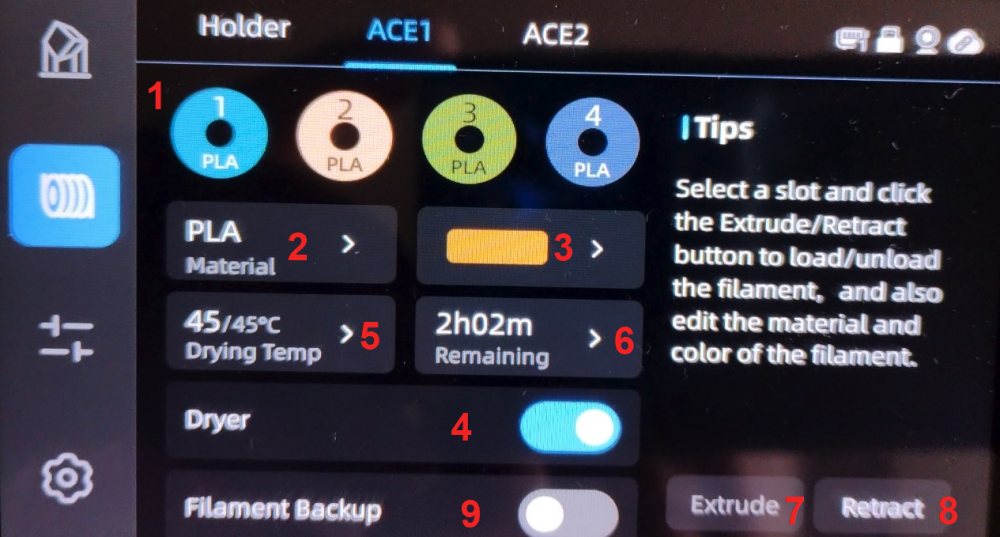
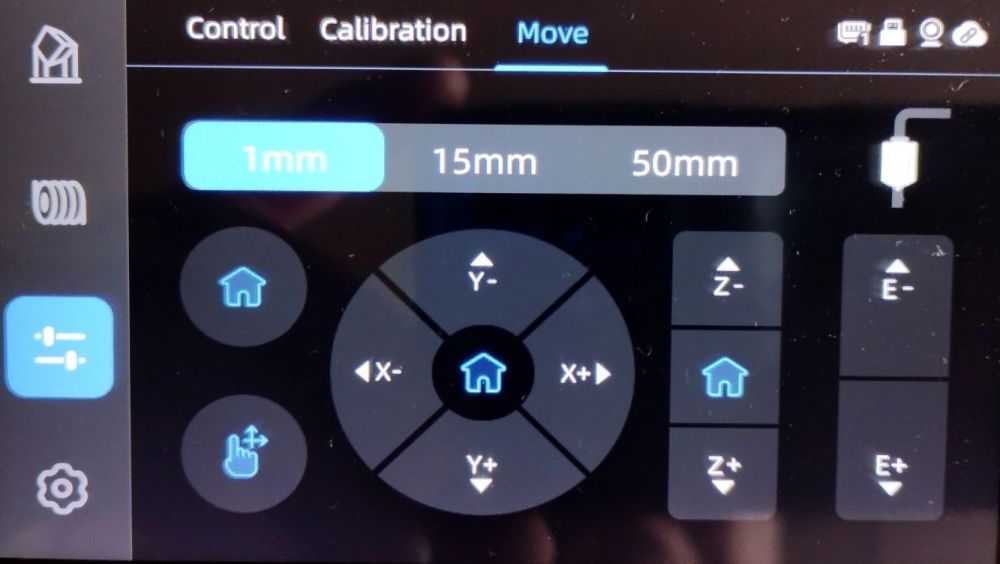
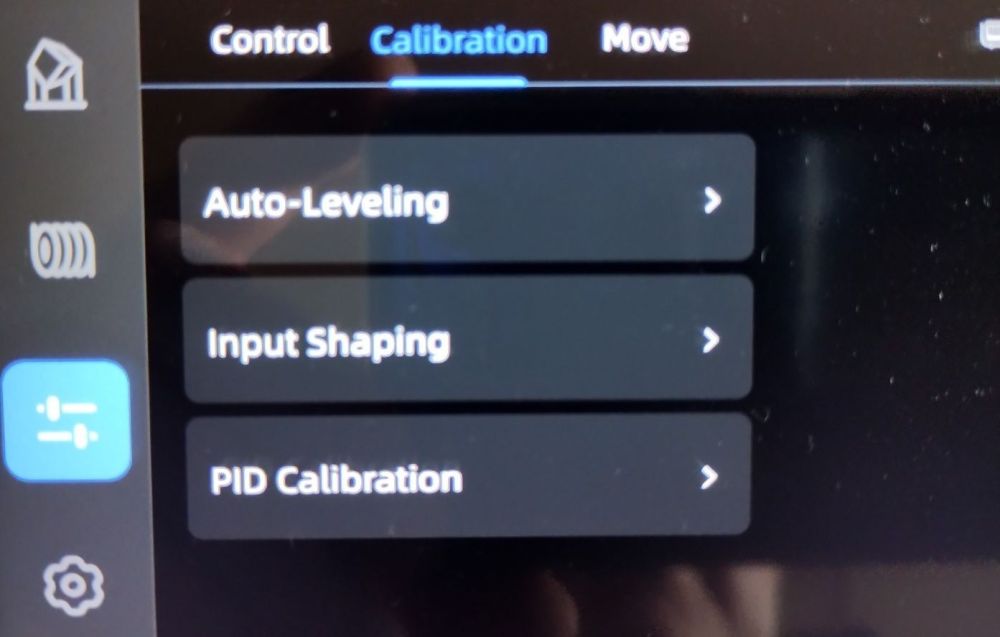
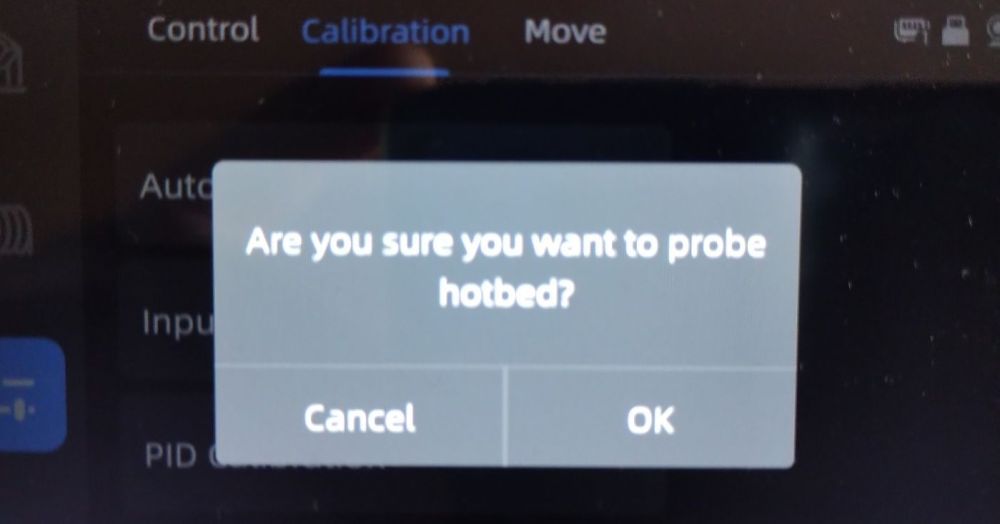
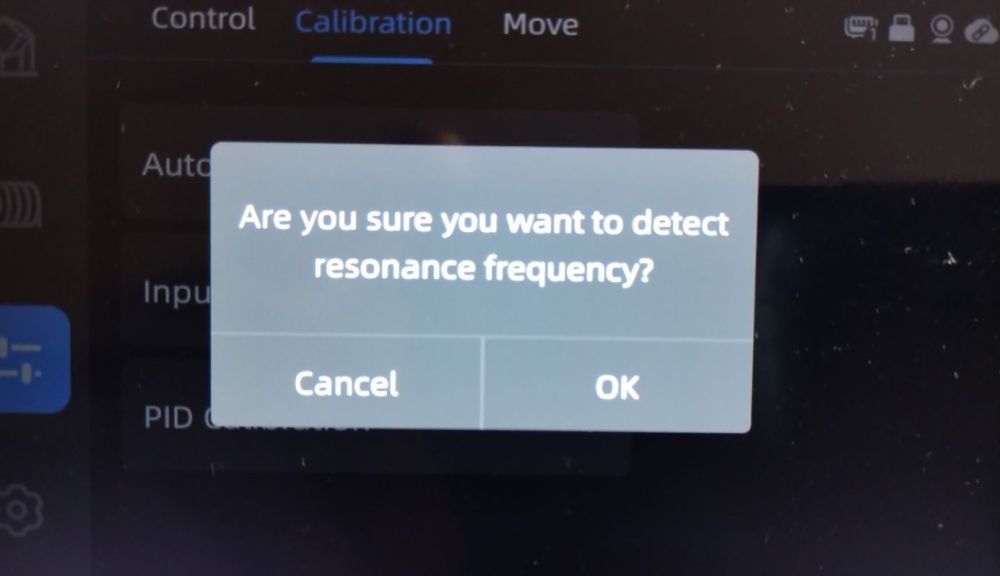
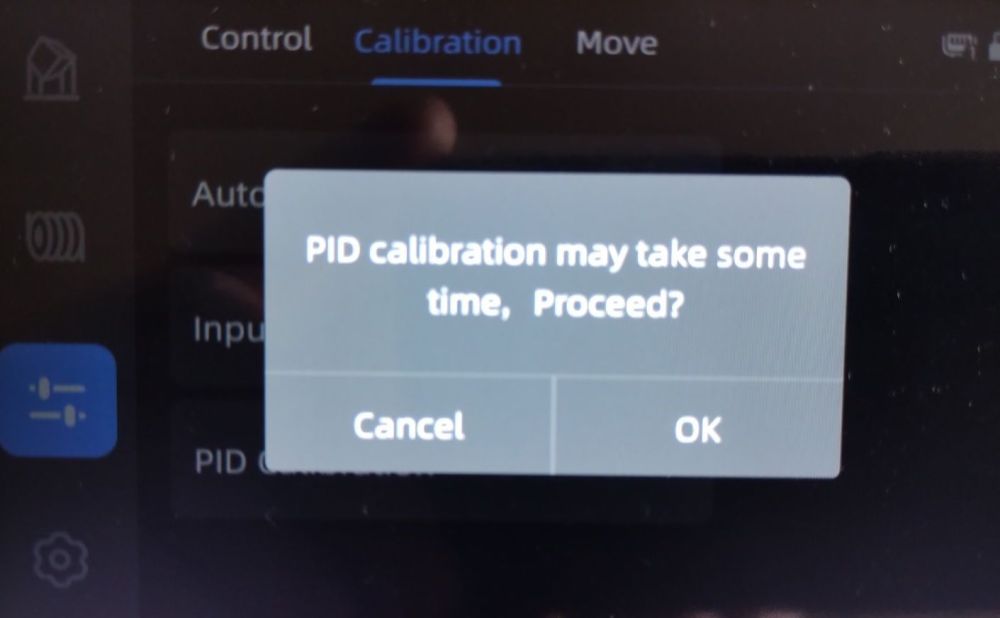
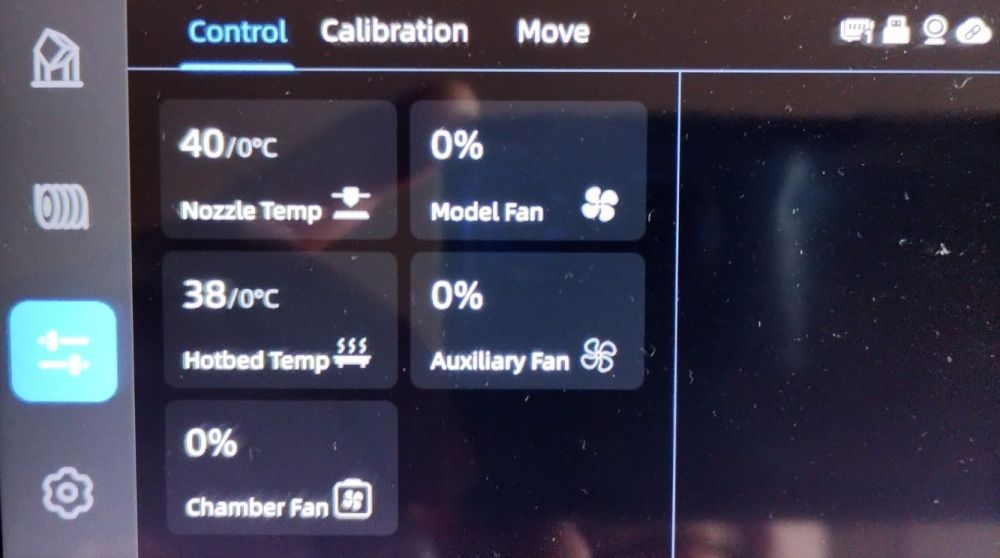
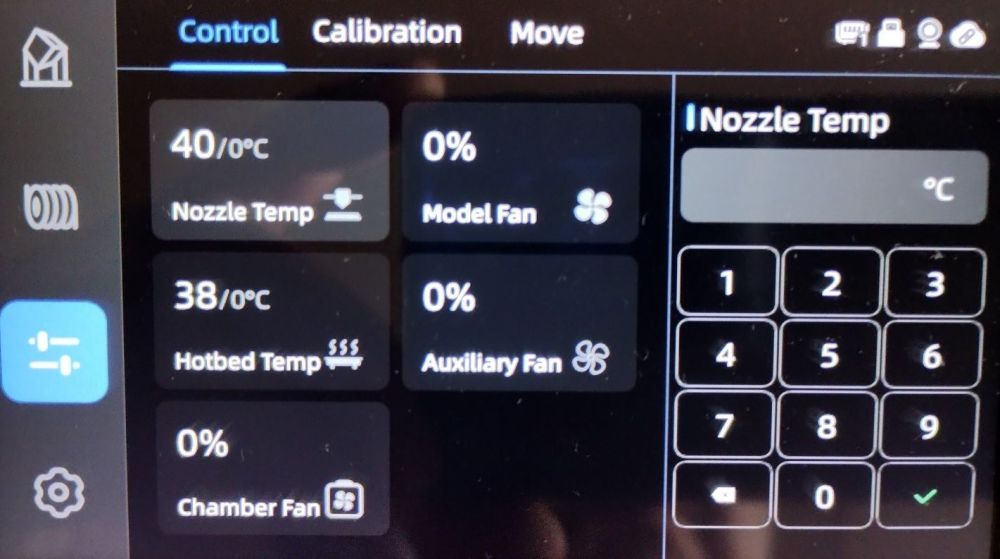
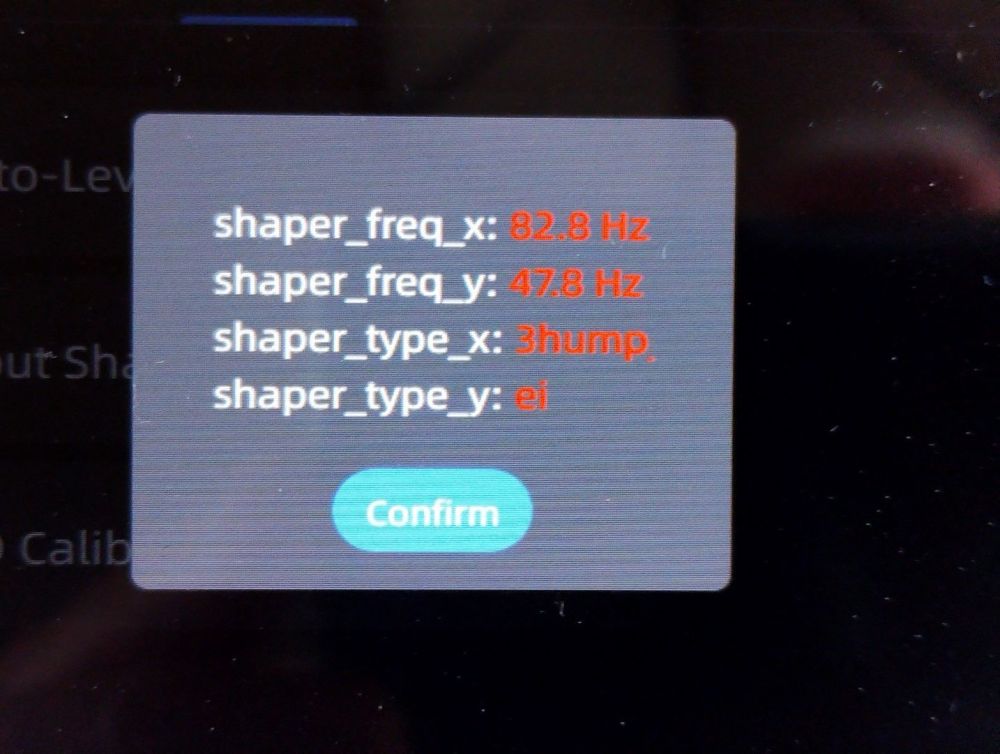
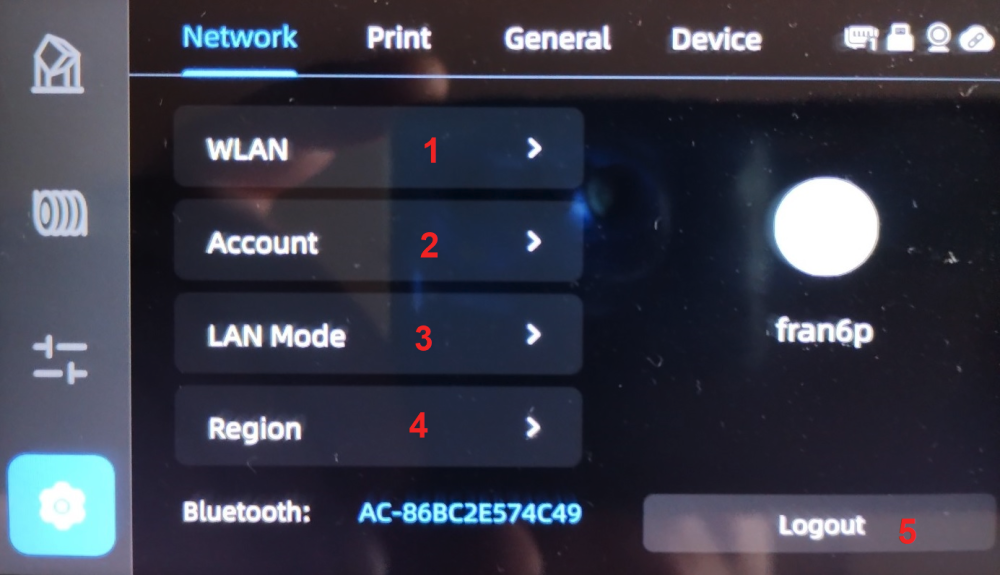
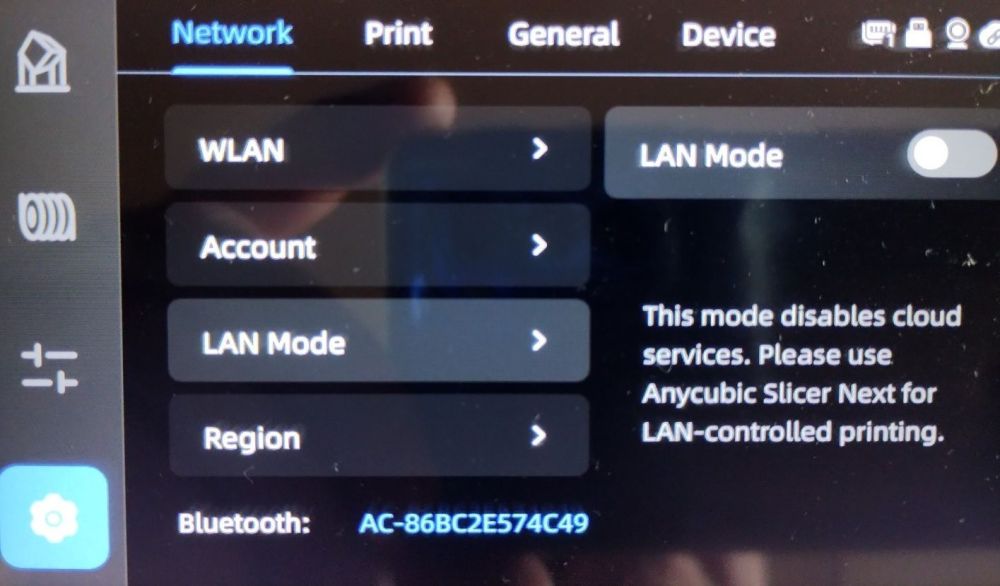
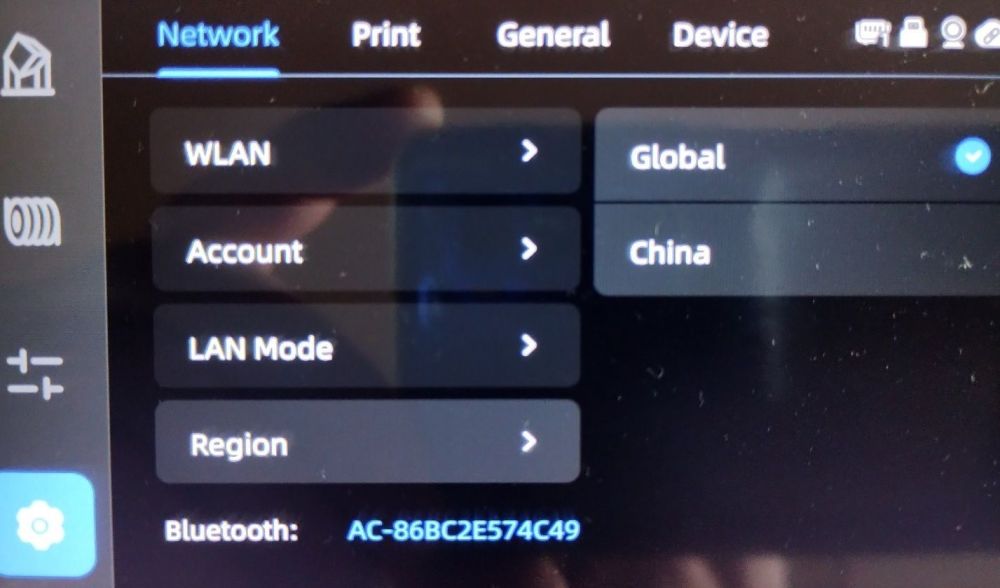
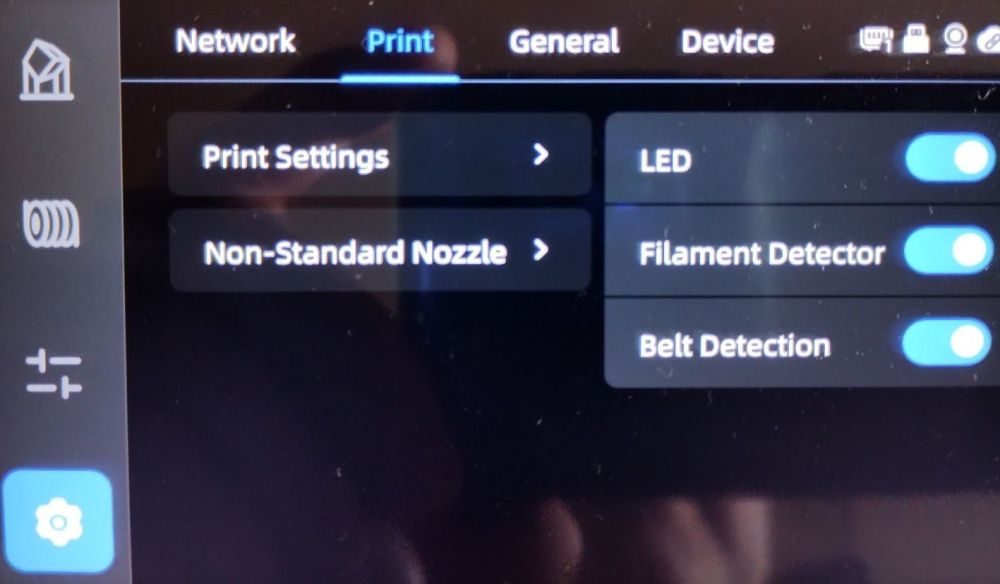
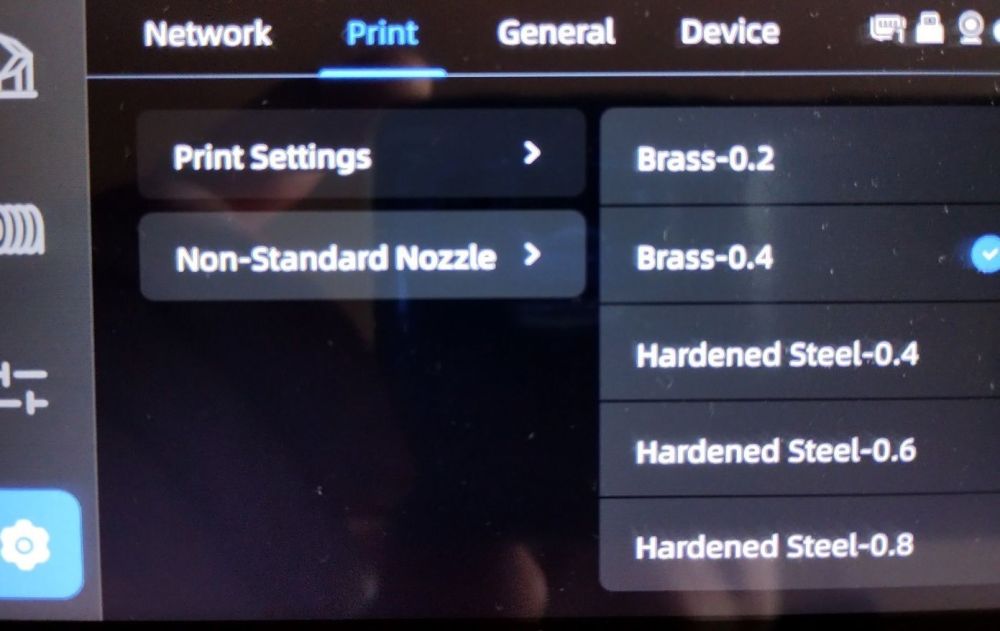
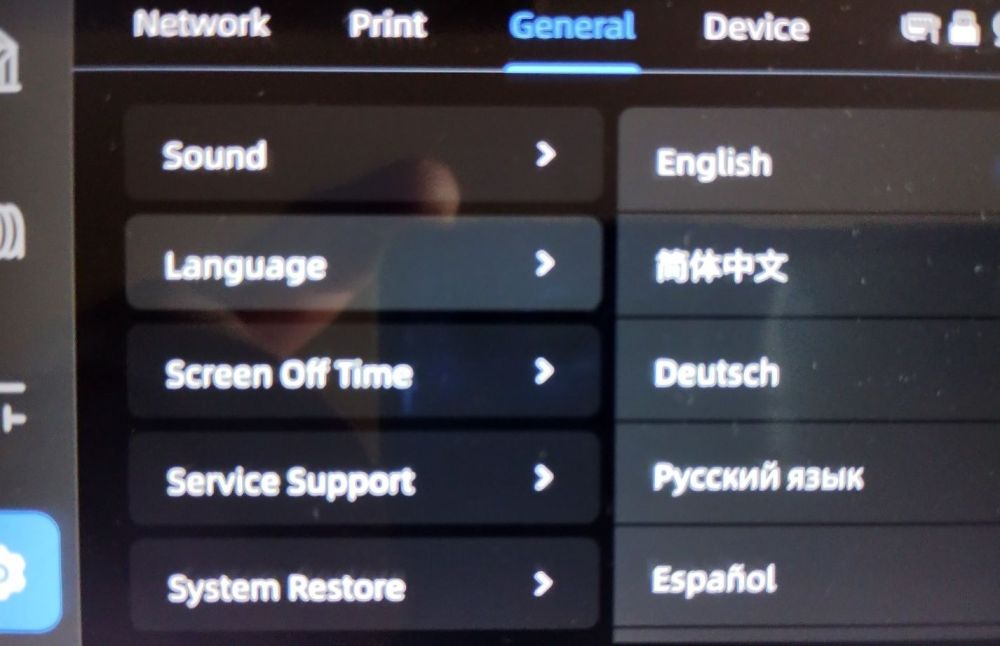
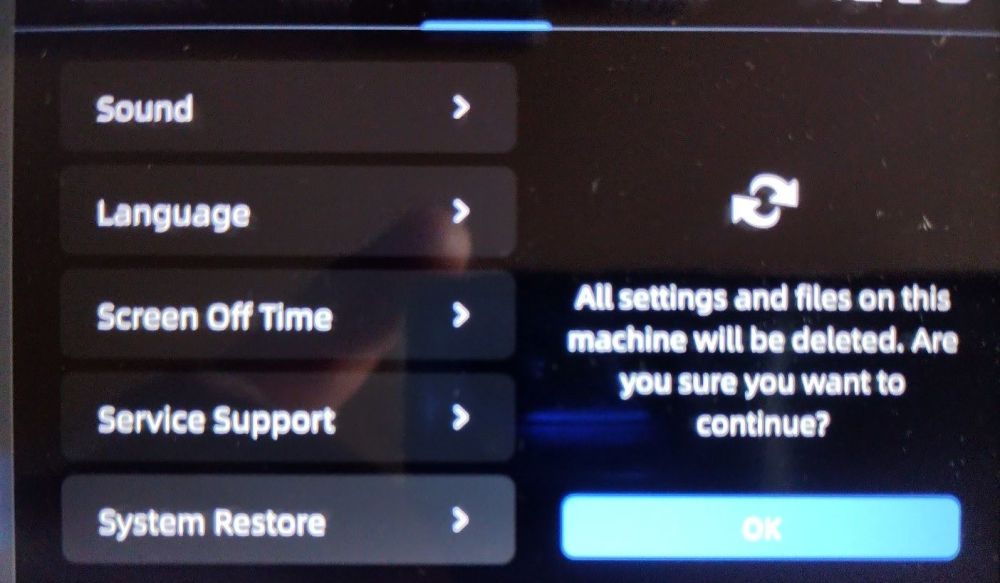
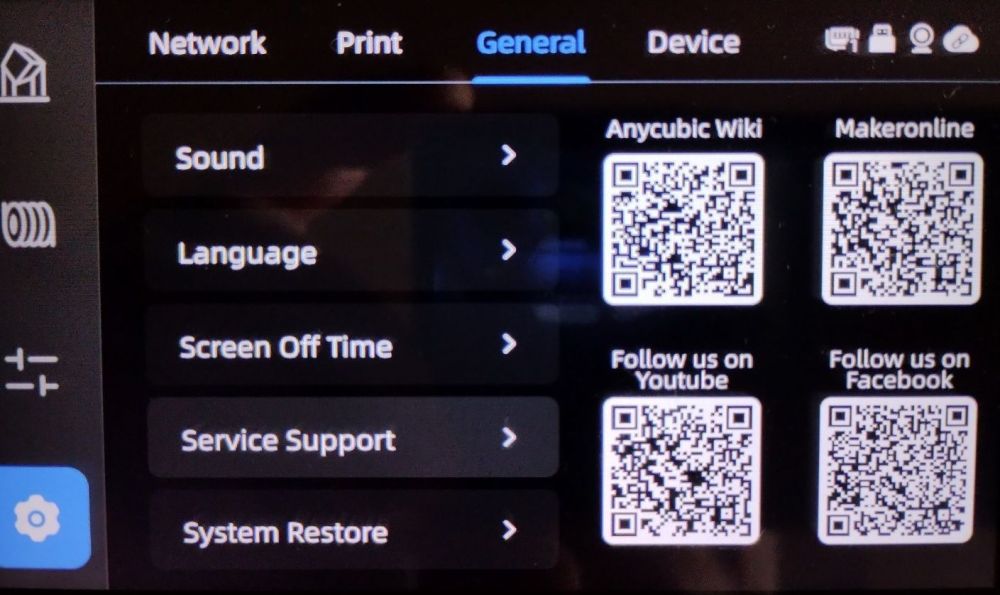
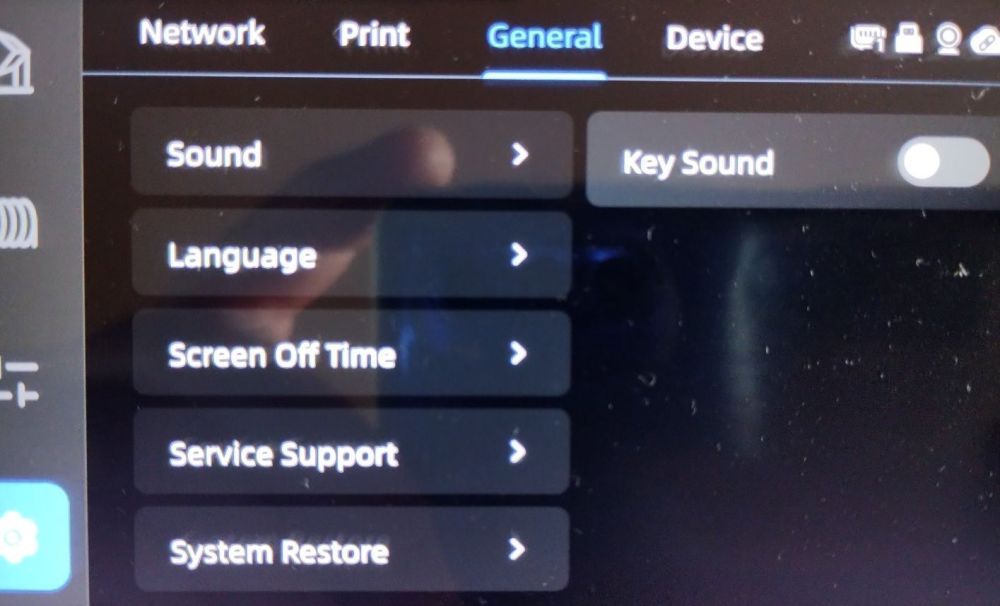
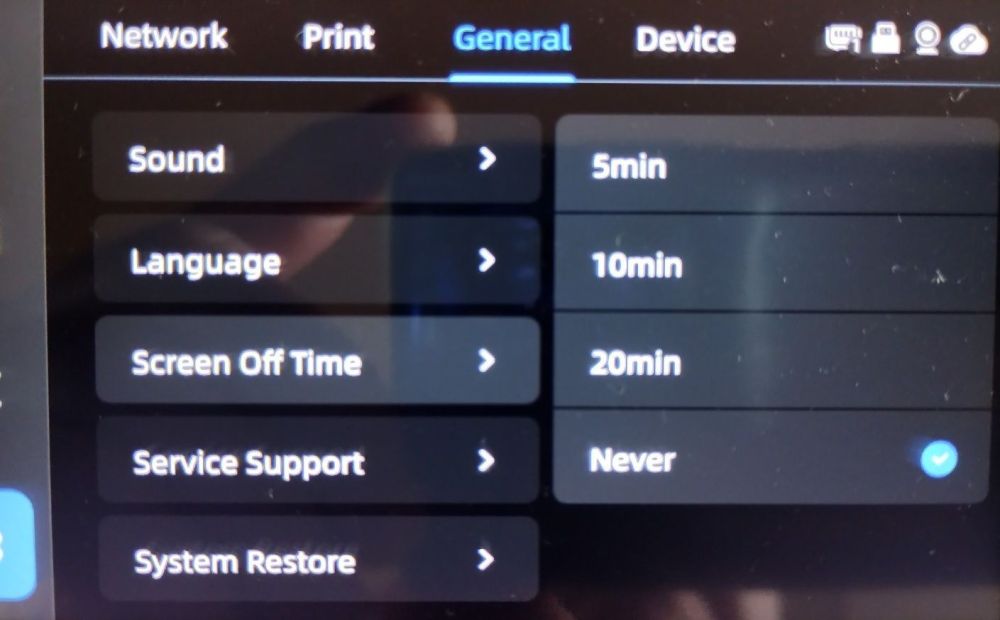
Environnement logiciel (écosystème Anycubic) Clé USB La Anycubic Kivra S1 est livrée avec une clé USB. Celle-ci a une capacité de 4 Go. Cette clé se branche sur la kobra S1 en haut, côté droit (vue de face). Elle dépasse et risque d'être accrochée : Comme la majorité des clés USB ou cartes SD livrées avec nos matériels, c'est probablement un élément de piètre qualité. Je l'ai remplacée par une clé de marque connue, Sandisk de capacité de 16 Go et surtout bien moins protubérante : Comparaison des deux clés USB (Anycubic 4Go / Sandisk 16+ Go) : Pour revenir à la clé originelle, son contenu est minimal : deux dossiers (Anycubic slicer et User Manual) : Le dossier Anycubic Slicer contient deux dossiers et un document PDF détaillant l'installation de ce trancheur. Des deux dossiers, seul Windows contient un exécutable (.exe) adapté à la Kobra S1 Au moment de la réception de cette imprimante (24/12/24), la version disponible Anycubic Slicer Next en ligne ne gérait pas encore la Kobra S1. Depuis une mise à jour début janvier, la version «officielle» contient la Kobra S1. Les afficionados de la marque à la pomme devront attendre encore un peu une version finalisée : le dossier Mac était vide (cela sera peut-être différent pour ceux recevant ce modèle courant mars 2025). Le second dossier, User Manual, contient un manuel PDF (v1.3) uniquement en anglais. Le manuel est identique à celui en papier trouvé à l'intérieur du carton d'emballage. La version disponible en ligne est la même version, bien que le nom comporte une version 1.3-2 À noter qu'aucun fichier Gcode n'est fourni sur cette clé. La clé USB devra rester en permanence branchée si on veut pouvoir faire des timelapses. Un dossier est créé pour enregistrer ceux-ci. Chacun des fichiers enregistrés porte un nom distinct de la forme «video_XXXXX _nom-du-fichier-généré-lors-du-tranchage» (XXXXX étant un nombre), exemple : Video_00002_Paper Reel Outer Ring Anycubic S1_PLA_0.25_31m55s.mp4 La clé sert également à enregistrer des fichiers tranchés via le trancheur (slicer) au format gcode. Cela nécessite toutefois de déconnecter la clé de l'imprimante pour la connecter sur un PC, puis de faire l'inverse pour la reconnecter sur la Kobra S1. Si l'imprimante est en réseau (LAN ou cloud), il est plus facile de lancer alors l'impression directement depuis le trancheur. Wiki Anycubic, à l'instar de ses concurrents, alimente un site Wiki servant à la fois pour la documentation et pour des dépannages simples. Il n'est disponible qu'en deux langues : anglais ou chinois Au moment de la réception de ce modèle (décembre 2024), il était presque vide, seul le manuel PDF était disponible. Il a été depuis régulièrement complété, seuls quelques rares liens mènent encore actuellement à un laconique «soon» Appli pour smartphone Lors du premier démarrage, après avoir associé l'imprimante au point d'accès Wifi, il est proposé d'installer une application pour Smartphone (Android/Apple) permettant de piloter la Kobra S1. Cette application nécessite la création d'un compte «Anycubic». Ça tombe bien, @PPAC, en avance pour mon anniversaire (c'était le 23/01) m'avait fait bénéficier d'une de ses cartes de réductions obtenues grâce à son dur labeur pour peupler le site makeronline.com. J'avais acheté quelques bobines de filaments sur le site. Je possédais donc un compte. L'appli installée, au premier lancement, il faut saisir les informations indispensables (email / mot de passe), puis ajouter la Kobra S1. Pour installer l'imprimante, il suffit de cliquer sur le bouton (+ Add printer], faire défiler l'écran pour accéder au modèle, se rapprocher de l'écran de la KS1, puis cliquer sur le bouton [Scan] et finalement scanner le QRCode affiché sur l'écran de la Kobra S1. Une fois l'imprimante liée, on accède au Workbench : Ce premier écran permet d'accéder à différentes fonctionnalités. 1- Files permet d'utiliser des fichiers présents dans le téléphone 2- Tasks permet d'accéder aux tâches d'impressions (en cours, complétées) 3- Accède aux imprimantes installées 4- Accès direct à l'imprimante 5- Retour au Workbench (l'écran actuel donc) 6- Recherche de modèles sur la Cloud Anycubic (Makeronline) 7- Messages système (Tâches d'impression, Activités, Récompenses…) 8- Accès au compte utilisateur, Forum, Centre d'aide, Mise à jour, Réglages compte) L'écran le plus intéressant est évidemment le (4) : 1- Renommer, vérifier les mises à jour, supprimer l'imprimante 2- Allumer / éteindre le bandeau de LED interne, allumer/éteindre la caméra 3- Lancer une impression (Cloud, Local (Mémoire interne / clé USB)) 4- Accès à l'aide (Wiki) 5- Gestion de l'ACE Pro (matériau, couleur, chargement / déchargement, séchage des bobines (choix matériau et durée, soit manuellement, soit via le choix direct (PLA, PLA+, PETG, ABS/ASA, TPU, PA-PC) 6- Gestion des fichiers (gcodes uniquement, pas d'accès direct aux timelapses) 7- Gestion des déplacements des axes uniquement hors impression en cours 8- Historique des impressions (vide au moment de la capture ) Mon téléphone fonctionne avec Android comme OS. Pour réaliser les captures d'écran, sur mon PC, j'utilise le logiciel scrcpy (la communication entre le téléphone et le PC se fait en USB via adb). Écran tactile L'écran tactile capacitif de 4,3 pouces, inclinable au-dessus du boitier, est très réactif, même avec mes gros doigts. On n'a pas accès à autant de fonctionnalités qu'un écran fonctionnant avec Klipperscreen, mais les fonctions essentielles sont présentes. Après allumage de l'imprimante, on arrive sur cet écran : Les quatre icones à gauche numérotées de 1 à 4, permettent d'accéder à d'autres écrans. 1- Accès aux fichiers après avoir cliqué sur le bouton bleu Onglet local Onglet clé USB Onglet Cloud Onglet Historique (après quelques impressions) 2- ACE Pro, gestion des bobines de filament Après avoir sélectionné une bobine (1), on peut modifier les paramètres de matériau (2), couleur (3), température de chauffe de l'ACE (5)), durée de chauffe (6) si le chauffage st actif (4). Ces modifications ne peuvent se faire que sur des bobines non équipées de puce RFID Anycubic. 3- Pilotage de l'imprimante via trois onglets 3.1- Contrôles (température buse / lit, ventilateurs (refroidissement filament (model), auxiliaire ensemble du plateau, extraction (chamber) 3.2- Calibration (auto-nivellement, input shaping, calibration PID) A l'issue du test de l'input shaping, le résultat s'affiche à l'écran (c'est la seule fois où on peut en avoir connaissance ) 3.3- Déplacements NOTE: pour l'axe Z, le déplacement se fait par rapport à la tête qui est pourtant «fixe» dans le plan Z . Donc (Z-) monte le plateau (qui lui est mobile dans le plan Z) et (Z+) le descend. 4- Paramètres du système Cet écran permet de modifier l'accès Wifi (1), le compte (2), activer le mode réseau local uniquement (3), modifier la région (Global (Monde - Chine)/Chine) (4), se déconnecter du Cloud (5) L'activation du Mode réseau local désactive l'association de l'imprimante au Cloud Anycubic ainsi que l'utilisation via smartphone. L'imprimante reste évidemment pilotable via le trancheur Anycubic Slicer Next 4.1- Réseaux 4.2- Imprimante Activation / désactivation de la lumière interne, du détecteur de fin de filament, détection de courroies (???, je n'ai pas trouvé encore à quoi ça sert ???) Choix du type de buse (matériau, diamètre). Actuellement, seule la buse laiton en 0,4 mm est disponible 4.3- Général Réglages matériels (son lors de la manipulation de l'écran, langue, durée de veille de l'écran, accès au SAV, restoration du système) 4.4- Matériels Accès aux informations de version de la Kobra S1, de l'ACE Pro et du code CN (utilisé si le QRCode non fonctionnel pour appairer le matériel au Cloud Anycubic) Quand une mise à jour est disponible (Kobra S1 ou ACE Pro), un symbole apparait dans le numéro de version. On peut alors procéder (ou pas) à celle-ci (téléchargement OTA, installation, extinction / allumage matériel) : Trancheur (slicer) Anycubic Slicer Next Ce dernier logiciel sera vu plus en détail dans un post distinct. À suivre…













 2 points
2 points -
Comme pour la X1, je vais essayer de créer un topic qui rassemble toutes les informations sur la Super Racer Caractéristiques techniques Fiche comparateur Les revendeurs En France : Atome3D En Chine : Site officiel FLSun3D Banggood Aliexpress Tomtop BuyBestGear GeekBuying Le test Firmware La Super Racer est livrée flashée sous Marlin 2.0.8. Le constructeur met en ligne le dernier firmware compilé. Une demande au support suffit pour en obtenir les sources. Cependant, il existe quelques firmwares modifiés par la communauté plutôt sympas : La Super Racer peut aussi tourner sous Klipper, en perdant l'usage de l'écran de contrôle. Logiciel La SR est livrée avec une vielle version de Cura alors que la 4.11 (encore en beta au moment d'écrire ces lignes) intègre directement un profil pour la machine. On peut cependant lister quelques profils efficaces pour différents slicers ici : Profil pour Cura Profil pour Simplify3D Profil pour PrusaSlicer Profil pour IdeaMaker gCode de démarrage avec nettoyage de la buse en arc (prime) : G21 G90 M82 M107 T0 M140 S{material_bed_temperature} M104 S{material_print_temperature} T0 M190 S{material_bed_temperature} M109 S{material_print_temperature} T0 G28 ; Lower nozzle and move to start position G1 Z150 G1 X-125 Y0 Z0.4 F3000 ; Extrude about 40 mm by printing a 90 degree arc G3 X0 Y-125 I125 Z0.3 E40 F2700 ; Retract and move nozzle up G92 E0 G1 E-1.5 F1800 G0 Z0.5 G1 E0 F300 Maintenance et qualité Tuto - Calibrage de l'extrudeur (toutes imprimantes 3D) Réglages PID (buse et lit), avec plein d'infos sur Marlin Améliorations A acheter et installer : Lit magnétique et flexible Direct Drive Dual 5015 radial fans en 24V (avec le support qui va bien) Ventilateur Noctua pour le corps de chauffe avec un le régulateur de tension qui va bien Ventilateur silencieux pour l'alimentation de ce type Tube PTFE Capricorn (Aliexpress ou Amazon) Un système d'éclairage LED : des infos ici et ici A imprimer : Fan ducts (attention à la hauteur en fonction du corps de chauffe, clone Volcano ou Volcano officiel) Pieds qui améliorent la stabilité, le refroidissement et les nuisances sonores (ce modèle ou encore celui-ci) Passe-câbles Support d'écran quand l'aimant ne colle plus Support d'écran avec accès à la carte SD Supports pour parquer les tiges pour leur maintenance Support de bobine horizontal Support de maintenance de la tête d'impression par @jmarie3D Amélioration du support de bobine pour qu'elle tourne mieux Pièces de rechange Alimentation d'origine Carte mère Bloc de chauffe Volcano Stock (court) Original (haut) sur Banggood, Aliexpress ou 3DJake Cartouche chauffante Heatbreak bi-métal titane Aliexpress ou Amazon Buses type Volcano (compatible avec le corps de chauffe E3D Volcano) : Laiton d'origine chez Atome3D ou adaptable chez Aliexpress Acier (améliorée) chez Atome3D ou Aliexpress Nozzle X (durable) chez 3DJake Nitro Max Ruby (chère !), Melow "low cost" sur Aliexpress ou Olsson Ruby High Output hors de prix et difficile à trouver en version "volcano" (sur eBay) que vous pouvez découvrir dans ce topic ! Accessoires divers A venir... Il s'agit d'un topic évolutif que je vais essayer de mettre à jour dès que possible. Si vous avez des compléments, n'hésitez pas à les partager dans les commentaires !
 1 point
1 point -
Tout le monde sait que Windows 10 devait être la dernière version de Windows. Seulement voilà il faut bien forcer un peu les ventes de matériel. Rien de plus simple : imposer quelques prérequis comme un module TPM ou un processeur pas trop ancien pour pouvoir passer à Windows 11. Bon il y avait toujours moyen de by-passer ces contraintes alors il a bien fallu monter un peu la pression => Fin du support de Windows 10 en Octobre de cette année, qui ne recevra plus de mise à jour. Le tout sous couvert de sécurité pour le bien être des utilisateurs bien entendu. Si vous comptiez jouer les irréductibles gaulois en faisant fi de tous ces avertissements qui font peur, et continuer d'exploiter votre matériel (but d'un système d'exploitation) un peu vieux mais parfaitement fonctionnels, et bien c'était sans compter sur Autodesk. Plus précisément Fusion360, suite à une mise à jour aujourd'hui, en plus d'avoir une toute nouvelle interface, je me suis fait engu*uler parce que mes drivers graphique sont trop vieux (et pourtant c'est la dernière version pour ma CG). Si encore la pression s'arrêtait là, je pourrais aussi m'en ficher complètement puisque mon matos de 2012 est parfaitement fluide avec ses 8 coeurs, 32Go de RAM, SSD, et Fusion360 tourne très bien. Mais non, ça ne s'arrête pas là : Et bim, Janvier 2026 fini Fusion si je ne renouvelle pas mon PC...
 1 point
1 point -
Bon alors finalement on a carrément coupé les fils au ras de l’ancienne fiche et juste au moment de la manipulation et avant de couper un des fils est sorti, il devait être mal serti dedans et c’est à cause de ça qu’il y avait le mauvais contact. ensuite, on a pris une fiche neuve et identique et on a dû sertir les toutes petites cosses sur les fils, mais c’était pas évident du tout et heureusement qu’on était à deux, car ces petites Cosses font à peine cinq ou 6 mm de long et à peine plus d’1,5 mm de large et pour les sertir, c’est pas évident par mesure de sécurité on a mis un tout petit point de soudure. J’aurais bien voulu mettre de la gaine thermorétractable dessus, mais je m’en suis aperçu une fois que les fils étaient dans la fiche donc trop tard tant pis maintenant ça fonctionne
 1 point
1 point -
un sécheur passif de filament original de Dryfix ça peut contenir 3 bobines et il y a une pompe à vide intégrée et une batterie qui se recharge sur un port USB Smart Vacuum Filament Container je vous ai garder le meilleur pour la fin ... 199 $ ou 197,90 € TTC livré sur Amazon
 1 point
1 point -
Hello, merci pour toutes vos réponses Je précise que le meuble n'a pas été démonté, il est bien stable et bien d'équerre. Je n'ai pas plus de bruit qu'avant mais la localisation des imprimantes dans mon appartement est proche des chambres... ce n'est pas compatible avec deux insomniaques ^^ j'ai l'impression que les vibration résonne et sont amplifiées par le meuble. C'est pour cela que je pensais mettre les plaques de caoutchouc pour les desous des machine à laver sous les imprimantes, mais ce n'est pas très esthétique.... En plus je pense que ça ne corrigerai qu'une partie d'une problème, il y a en plus des vibrations un effet de "raisonnance"...1 point
-
en plus ces petites vis sont souvent de l'acier de très mauvais qualité @robert957701 point
-
celle la en utilise environ 150gr, il doit y en avoir pleins d'autre qui fond moins. https://makerworld.com/fr/models/719390#profileId-650206 J'en ai imprimée 2 (pas besoin de plus car je prend de temps en temps des bobines complète en achat) celle de ton lien et celle de mon lien les deux vont bien, je les ai imprimé en pla car je les passe jamais au four pour les sécher.1 point
-
L'option L permet de spécifier l'indice de la matrice sauvegardée (voir M420 et G29 UBL ). Évidemment, c'est au cas où la correction est de type UBL (abréviation qui apparait dans le nom du firmware mriscoc). Il est aussi possible de remplacer le M420... par: G29 L0 ; Load UBL mesh values from slot 0. G29 J ; Probe 3 points and tilt the mesh to the plane. voir la documentation marlin1 point
-
tu peux surveiller la montée des flots, plus que 10%1 point
-
Pour info, la kobra S1 est bien présente depuis quelques jours sur la version mac du slicer1 point
-
Du coup va falloir refaire une commande, j'ai pratiquement plus de noir mais j'attends qu'ils remettent en stock du rouge foncé donc je vais faire une pause sur le projet mais pas dans les impressions car j'ai une nouvelle idée de projet (j'en ai trop...) mais en petg, l'imprimante ne fera pas de pause elle...1 point
-
Coucou @pjtlivjy Bon, j'ai essayé de faire un test avec mon filament petg, pas fameux, impression bloquée Là je t'embête pas avec le réglage des températures, car le message d'erreur est "buse recouverte de filament ou plateau mal réglé". Trop fatiguée pour vérifier ça ce soir, je regarderai demain soir Et je viens de commander le filament petg spécial support dont tu m'avais parlé Je te tiendrai au courant de la suite Bonne soirée1 point
-
Ca marche avec CURA, tu aura un avertissement en bas, pas de possibilité de modifier des paramètres ou l'objet.1 point
-
Tu peux nous mettre ton printer.cfg ou équivalent ? Tu fais ton bed mesh sur combien de points ?1 point
-
Bah les autres ne sont pas terribles aussi!! Bon tu as un Pi, tu es sous klipper ou toujours Marlin ?1 point
-
Pour avoir fait l'expérience, j'ai dans mes filaments un filaments dont le profil a été customisé (Recreus Filaflex 60A), il doit être absent du 3MF, sinon le fichier est rejeté. Par ailleurs, si tu as des post ou pre processing modifiés, le 3mf sera probablement rejeté...1 point
-
Je l'avais fait aussi pour une bobine de chez Formfutura et ça passait plus dans l'AMS (le capot frottait le contour imprimé), pourtant modèle trouvée sur makerworld. Impression avec le profil généric sans rien changé.1 point
-
En politique, oui Mais pas pour les droits des consommateurs1 point
-
par contre ça bouge bien @Jc2101, il faut donc prévoir en conséquence, je l'ai posée sur une table pourtant massive mais assemblée tenons et mortaises et là il va falloir que je trouve / fabrique quelque chose de plus robuste car elle commence à prendre du jeu tu souhaitais venir la voir de prêt ?1 point
-
Au passage l'utilisation d'ASA élimine les imprimantes ouvertes. Donc exit la Prusa XL à moins de lui adjoindre l'enclosure dont on a très peu d'info sur son efficacité. Pas de chauffage actif et bien moins optimisé que la Core ONE dont on ne sait toujours pas si les 55°C ambiant max suffiront.1 point
-
Cool. Trop content d'avoir participer (indirectement) au sauvetage de ton motoculteur A+ JC1 point
-
bonjour @Jc2101 alors 32 kg pour 505 x 487 x 550 mm hors tout (je t'avoue ne pas avoir vérifié) je suis dans la région de Valence1 point
-
Salut, dans le doute, tu peux spécifier lequel prendre avec l'option L: M420 S1 L0 Z21 point
-
Donc, qu'est-ce qui a / aurait été modifié ? La vis de montée, un simple / double rail de guidage ?1 point
-
Attention, la vidéo parle d'un autre modèle d'imprimante. Mais, j'ai fait le lien, car cela me semble au final être le même problème de fond. ( Ne communique pas qu'il y a des changements ou différences par rapport à ce qui est "promis" sur les fiches produit précédemment publié, et aux machines pré-séries envoyées aux testeurs ... )1 point
-
Côté fiabilité, c'est certain qu'avec une Prusa tu n'as rien à bricoler. Pour la Prusa Core ONE, il faut prendre les données avec des pincettes, on n'a pas encore de retour sur cette machine, rien que des specs sur le papier. On sait seulement qu'elle reprend énormément de pièces de la MK4S et qu'elle partage des technologies déjà éprouvées sur les autres machines du fabricant. On est en droit d'attendre au moins aussi bien que la MK4S qui est une excellente machine, mais l'architecture n'étant pas la même on ne sait pas encore si l'essai sera transformé, surtout qu'elle a encore des limites que ses concurrentes n'ont pas, comme la température maximale de la chambre qui plus est non chauffée activement. La question est de savoir si c'est uniquement sur le papier, ou si ça te manquerait vraiment ? Personnellement 90% de mes designs ne nécessitent pas de support soluble car ils sont pensés pour l'impression. Pour les 10% restant on trouve toujours une solution pas trop contraignante. Il faut savoir que l'impression de supports apporte son lot de contraintes et de problèmes si ce n'est pas correctement maitrisé. Pas plus tard qu'hier j'ai voulu imprimer une pièce en PETG avec du PVA. J'ai du abandonner l'impression en cours de route car le PVA était un peu trop humide et se faisait aplatir dans l'extrudeur... Elle n'est pas "complexe" en soit, seulement avec 2 ou 5 têtes c'est 2 ou 5 fois plus de travail de préparation et la technologie toolchanger amène aussi son lot de contraintes qu'il faut savoir dompter (notamment le séchage des filaments). Elle n'est pas destinée à un maker novice ça c'est certain. Tu peux aussi lire le test du MMU3 et son topic dédié pour te faire une idée. Compatible Core ONE. On avance dans ta recherche, ça s'affine mais il manque encore beaucoup d'infos. On a toujours pas d'idée du volume que tu t'es fixé, on sait juste que les 250x220x270mm de la Core ONE ne te suffisent pas. Ni des matières que tu souhaites imprimer avec. Il faut garder en tête qu'il n'y a pas de machine universelle, chacune aura ses avantages et inconvénients. Il faut seulement trouver celle qui est adaptée à la majorité de tes cas d'usage.1 point
-
@Lurius Bonjour, Mais que vois-je sur ta dernière photo le carré imprimé qui est resté collé sur la buse ? désolé.... Ta S1 n'en ferais qu'à sa tête..... Dans ton cas je ferais plusieurs choses Je vérifierai la planéité du lit sans la plaque d'impression à l'aide d'un réglet dans tout les sens, pour me donner une idée de la planéité du carré d'Alu, sachant aussi, que dans la plaque aimantée il y a de faible variation d'épaisseur qui hélas se retrouve sur celle du dessus.. Elle aussi n'étant pas exempte non plus de variation d'épaisseur J'investirai une quinzaine d'euros dans des coussins de silicone.. pour remplacer ces maudits ressorts (Pour info, normalement avant de faire les quatre coins, on comprime à mort les ressorts, que les spires se touche, et on règle par la détente, pas par la compression, qui finalement est aléatoire) J'augmenterais de 10°C la température du plateau, Creality le préconise sur la K1C par exemple lors de l'utilisation de plaque PEI.... Pourquoi ne me demande pas, c'est comme ça. Et àa vaut le coup d'essayer aussi. Je retenterai le coup des carrés avec une vitesse de 25mm/s max, c'est quand même la première couche. Je serais plus tolérant aussi, nos machines ne sont précises qu'au 1/10 un coin légèrement écrasé sera rattrapé. Non ma S1 le fut parfois aussi... Je retenterais quand même la spirale infernale, pour vérifier la reproductibilité. Ce n'est pas parce que cela fonctionne une fois, que tout est terminé, hélas..Je tenterai de diminuer d'un quart de poil de chouilla le z-offset vaut mieux une bonne vieille première couche écrasée, dont tu pourra corriger cette dernière dans Cura J'ai un poil de mal à comprendre, qu'est ce qui te faire dire ça, comment le contrôle tu ? bref pour ma part je ne comprend pas, comment le BL_Touch donne une valeur et que tu ne la constate pas ? Certainement déja dis je pense, pas de petite saloperie qui s'agrippe férocement à ta plaque juste avant de la poser ?1 point
-
J'achète pas trop d'autre marque que bambu et grossiste3d, celui de grossiste (qui va très bien avec les paramètres génériques petg) est à 16,92€ avec livraison offert en relais pour une commande de plus de 40€, c'est le moins cher que j'ai achetée, j'en ai pas essayée d'autre.1 point
-
je vais changer les engrenages de l'extrudeurs par des "Pignon d'extrusion BMG" de chez Hotends.fr . comme dit mon fiston "ça y est ça commence" J'ai changé le pignon mené (rlt à aiguille) mais le pignon menant à une vis qui à pas l'air facile à dévisser faut juste forcer (j'ai horreur de ces petites empreintes 6 pans creux dans des vis sans tête ou fraisée car elle utilise une taille en dessous donc fragile) ou c'est collé et il faut chauffer la vis au fer à souder ? pour avoir la ligne de purge dans cura 4.4 il suffit bien de faire un copier coller de ces lignes piquées dans FLSun slicer? G92 E0.0; reset extrusion distance G1 F3000 Z1 G1 X-130 Y0 Z0.4 G92 E0 G3 X0 Y-130 I130 Z0.3 E30 F2000 G92 E0.0 ; reset extrusion distance après celui là (config d'origine cura pour la SR) G21 G90 M82 M107 T0 M140 S{material_bed_temperature} M104 S{material_print_temperature} T0 M190 S{material_bed_temperature} M109 S{material_print_temperature} T0 G28 G92 E01 point
-
tu ne serais pas un peu extrême dans tes propos ? Je te trouve bien virulent ? Est ce que Creality via son logiciel met en péril la sécurité mondiale ? Je pense que tu as la réponse. Donc faut redescendre un peu, respirer et utilise donc creality 5 puisqu'il te convient . En attendant que creality debug sa version 6. mais te la a dire qu'ils font exprès de bugger leur logiciel. Faut pas exagérer. Perso j'ai déjà eu 6 imprimantes avant la K2 et j'utilise creality print. J'ai utilisé des années CURA et franchement je ne suis pas mécontent de creality print, même s'il a des défauts.1 point
-
Déjà bobine carton, pas top dans l'AMS et pas moins cher que le bambu qui est à 16,99€ pour le refill si achetées par 4 et les bobines sont à 19,99€ toujours si achetées par 4, en plus tu aura des spool réutilisables pour 2 € de plus que ceux sur amazon donc perso, je préfère le bambu (j'ai horreur des bobines cartons...)1 point
-
oui @Julien une photo polymérisation plus complète, plus ciblée et plus rapide donc moins de déformation1 point
-
Là tu as une ligne de trop, soit tu laisses la ligne G29 et il fera un leveling avant le début de chaque impression (après le le home) dans ce cas la ligne M420 S1 ne sert à rien. ou si tu as fait le leveling avant comme sur ta photo d'écran et que tu l'aies sauvé, dans ce cas tu supprimes la ligne G29 et tu mets le M420 S1 Z2 ( ou 3- 10 à la place du 2). Le G28 fait le home mais efface les valeurs du leveling, le M420 S1, rappelle les valeurs du leveling fait précédemment (hors impression) si tu as fait un save après.1 point
-
Et bonjour, Me voici ici après été attiré par le super post de MrMagounet sur l'artillery SW 4 plus, cela m'a donné envie d'en savoir plus ! Encore bravo c'est très détaillé, et concret ! J'ai commencé il y a 10 mois sur une Elegoo Neptune 4 Pro, dont j'en suis plutôt content. Il m'a fallu plusieurs jours pour la dompter et peaufiner les réglages. Utilisateur de Cura, je commence à peine à utiliser Orca, chaudement recommandé par mes amis makers. Suite au poste sur les SW4+, je l'ai reçu aujourd'hui, la configuration est en cours, et les modifications suggérés vont suivre. Merci de votre attention et à bientôt ! Happy printing1 point
-
Bien le bonsoir ! Je tiens à remercier chaleureusement MrMagounet pour ce post très complet ! Ce qui m'as motivé à en prendre une, J'ai donc tenté l'aventure sur Ali, pour 180 € que j'ai reçu aujourd'hui d'ailleurs Pour le moment, j'ai mis le firmware en 1.5 à jour, vérifier les réglages de base (axes, vis bien serrés et graissage), mais alors le réglage du plateau... 4 fois que je m'y reprends à la feuille, niveau et tutti quanti, quasi le même résultat que la pièce jointe (qui fait peur quand même) Je crois que je vais m'y coller à virer les 2 entretoises du milieu comme indiqué. Mais ca ira, le tuto est clair Egalement merci à tous ceux qui contribue au post, j'en suis qu'à la page 2, comptez sur moi pour aller jusqu'au bout et y trainer
 1 point
1 point -
ok pas de souci, je m'en occuperais sans doute plutôt demain après-midi @Alex671 point
-
Salut Il y a un autre post sur ce sujet qui peut te donner quelques pistes Et à propos de Tinkercad, j'avais posté ça à l'époque A+ JC1 point
-
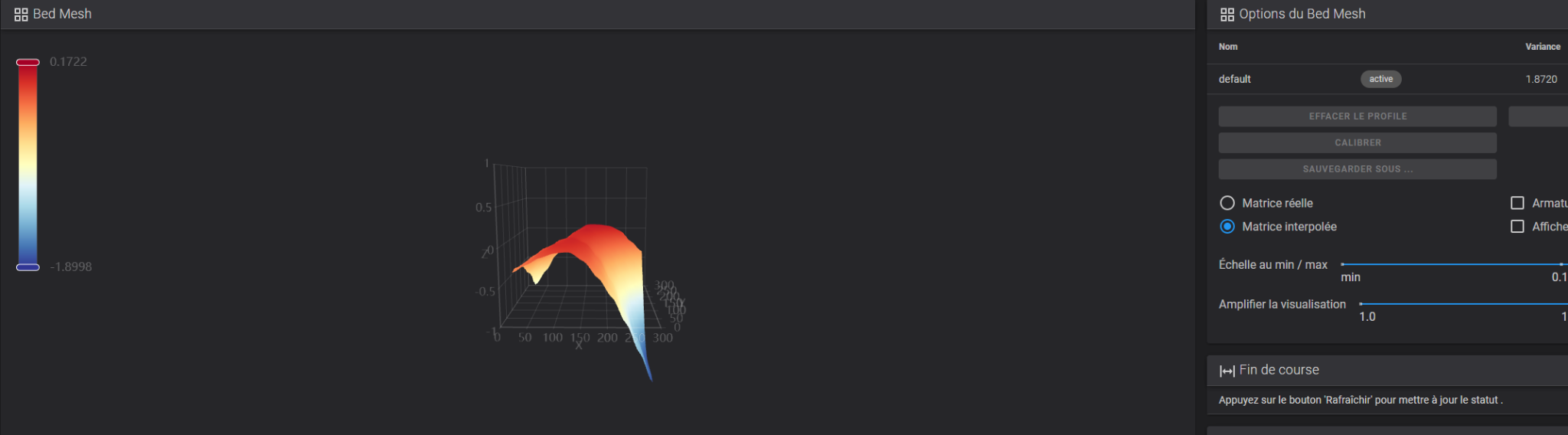
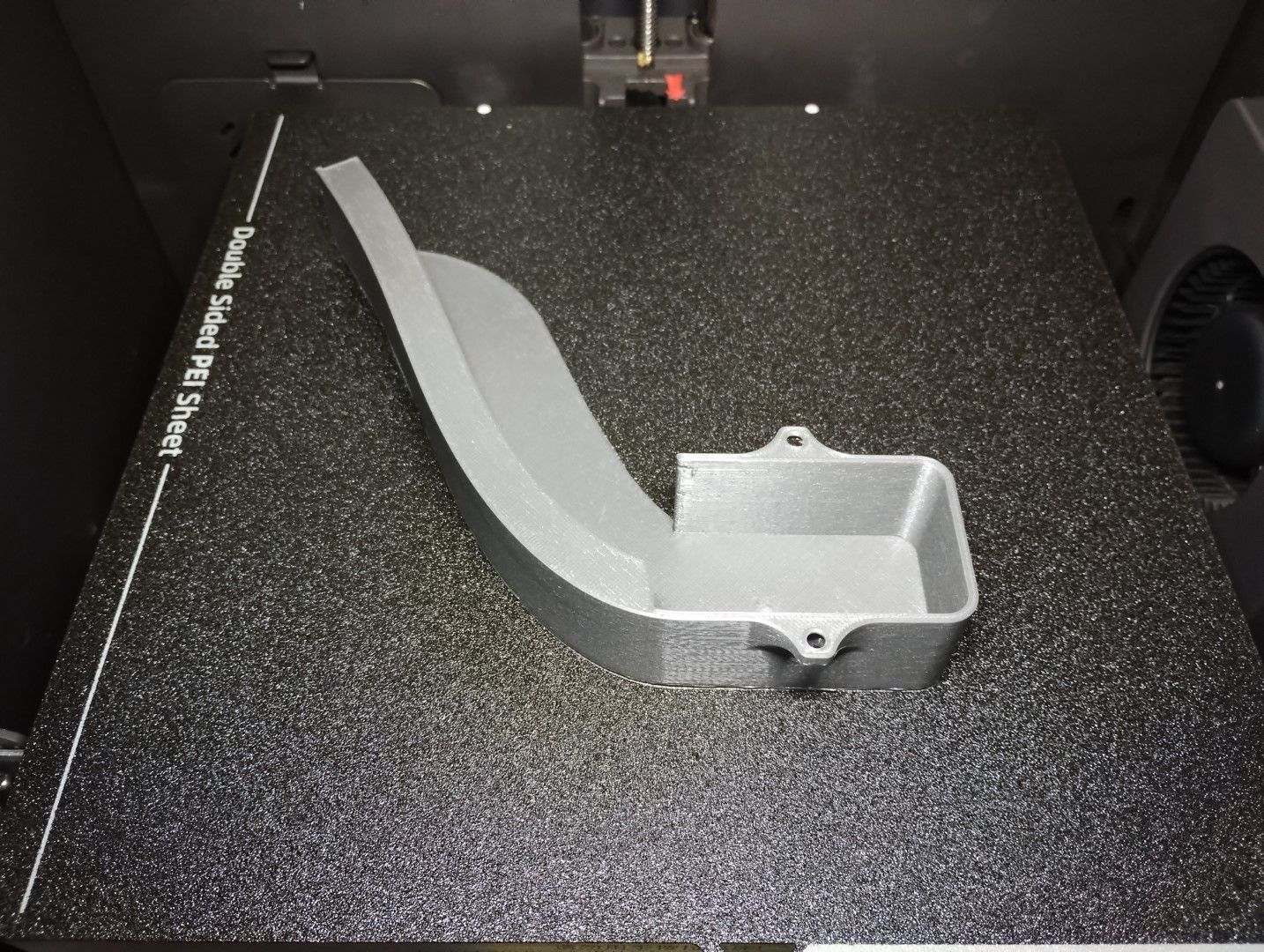
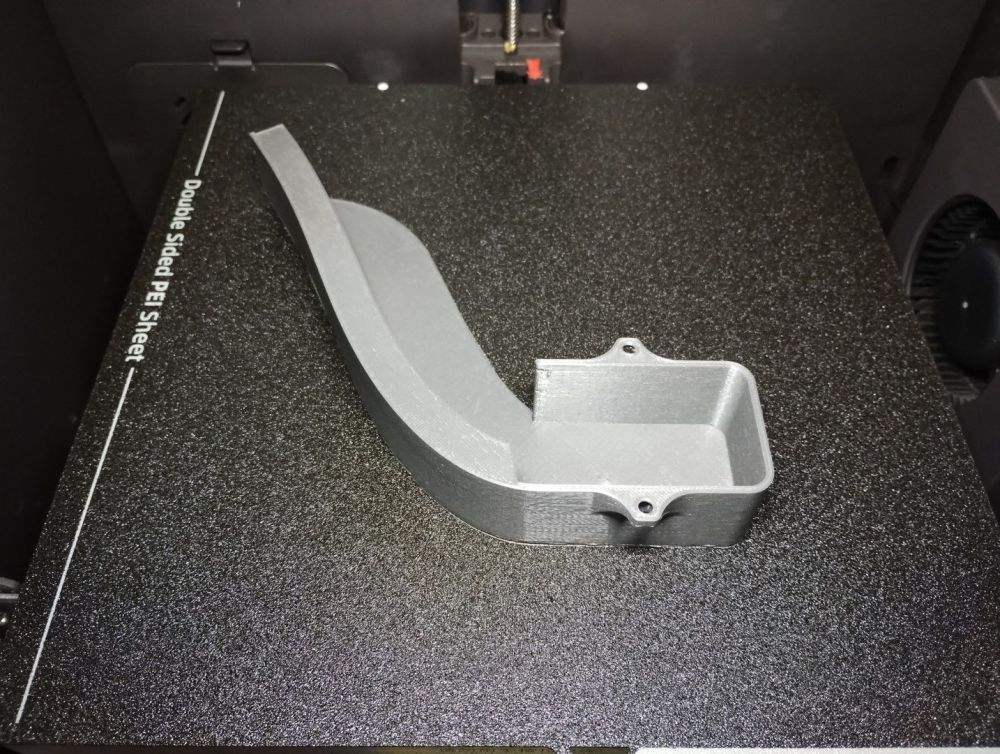
Au tout début, j'avais placé un bloc de carton servant d'emballage à l'arrière à l'aplomb de la sortie de l'éjecteur, donc ≃20 cm. On doit pouvoir faire moins, car l'amas de filament éjecté tombe directement (gravité, Newton, toussa). Depuis, j'ai imprimé un collecteur et une boite de récupération dont je te montre en primeur quelques photos (le filament utilisé est du PETG) :

 1 point
1 point -
Salut, Le choix d'un logiciel de modélisation n'est pas lié au modèle d'imprimante puisque l'extrême majorité des logiciels (pour ne pas dire tous) sont capables d'exporter leur fichier au format stl ou obj. Donc, dans le domaine gratuit: si c'est pour de la CAO (pièce "mécanique"), le plus documenté et répandu est fusion360 mais il en existe plein d'autres (freecad,...) si c'est pour de la modélisation "artistique" (type figurine): Blender1 point
-
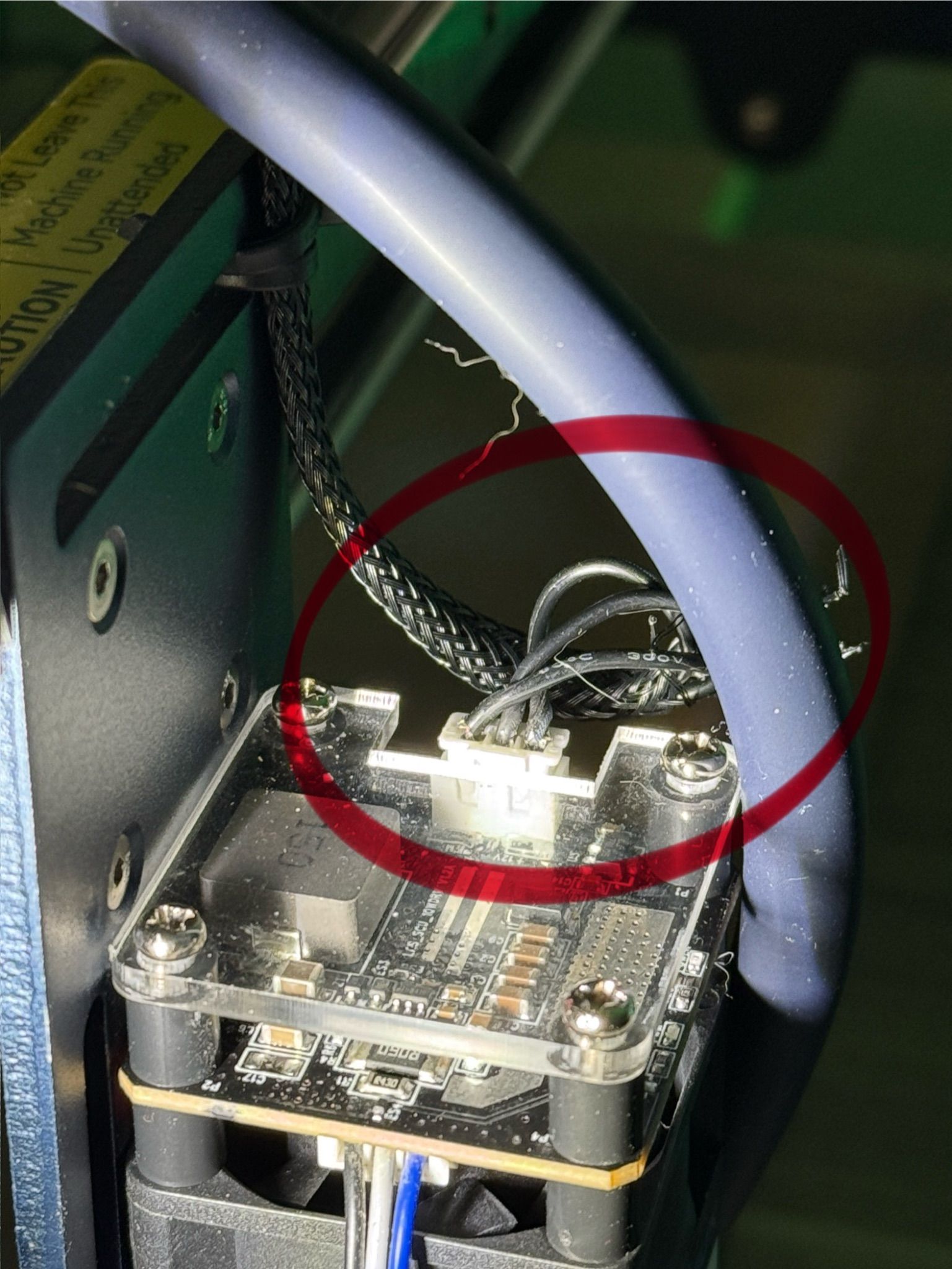
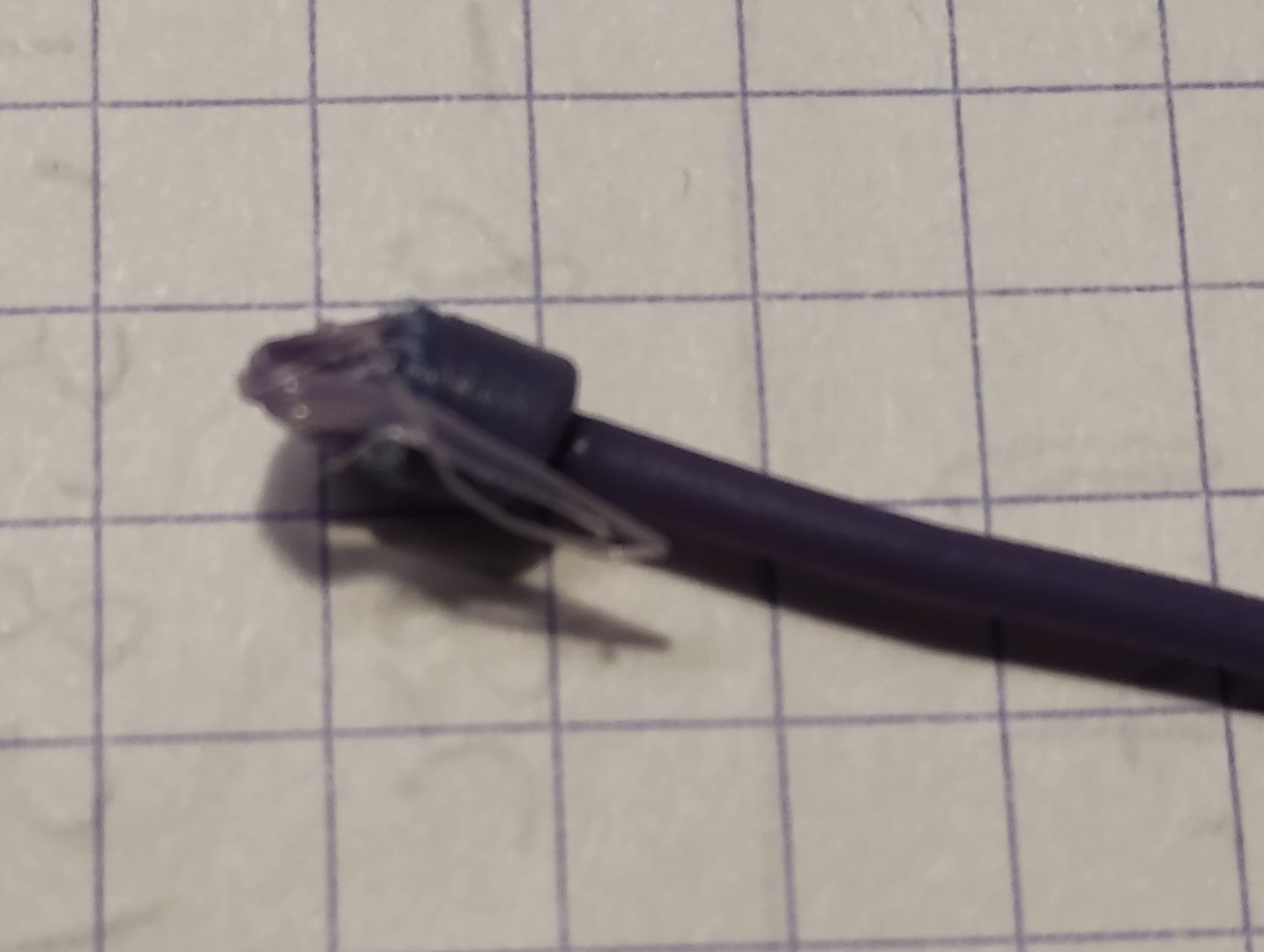
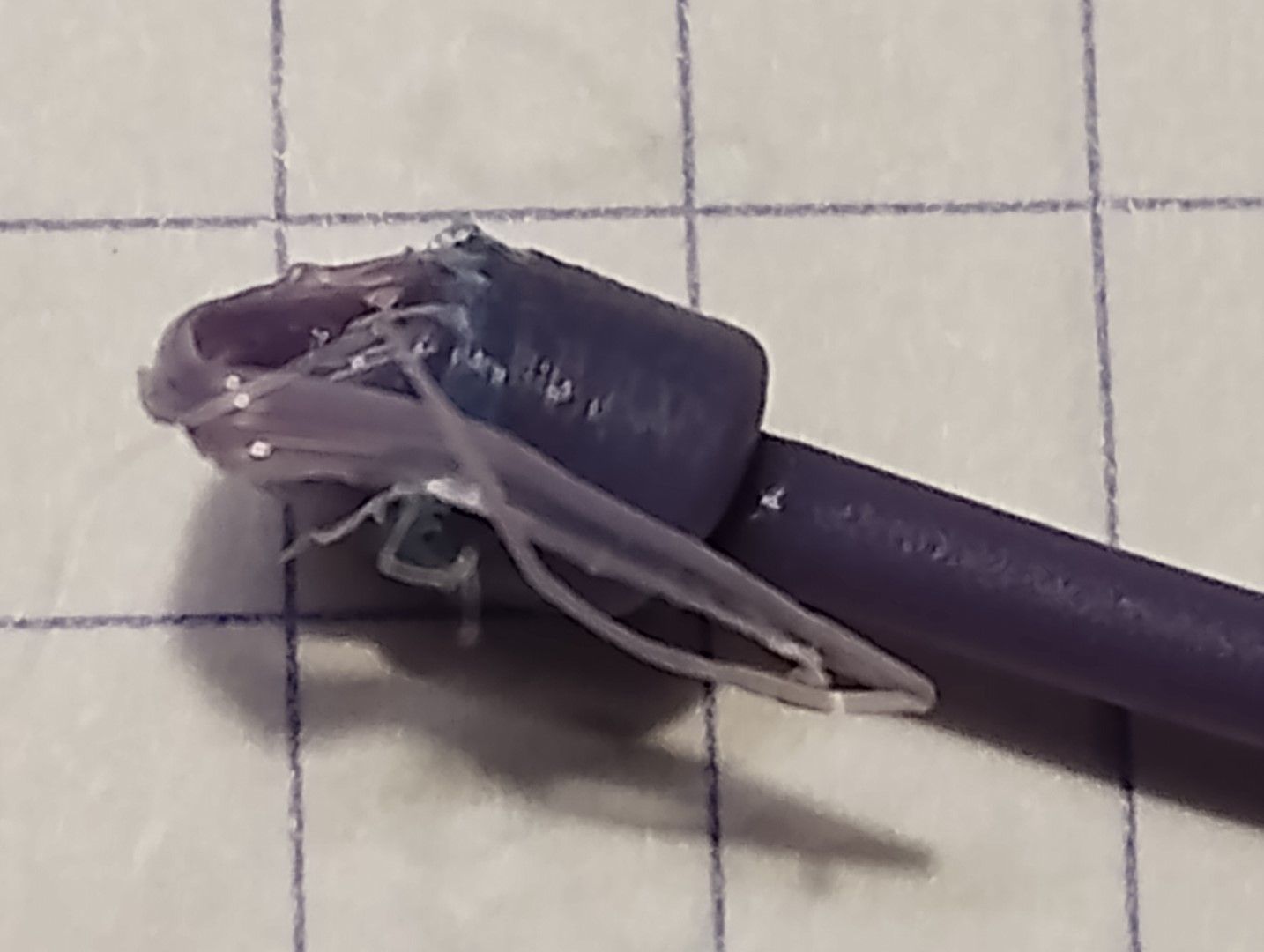
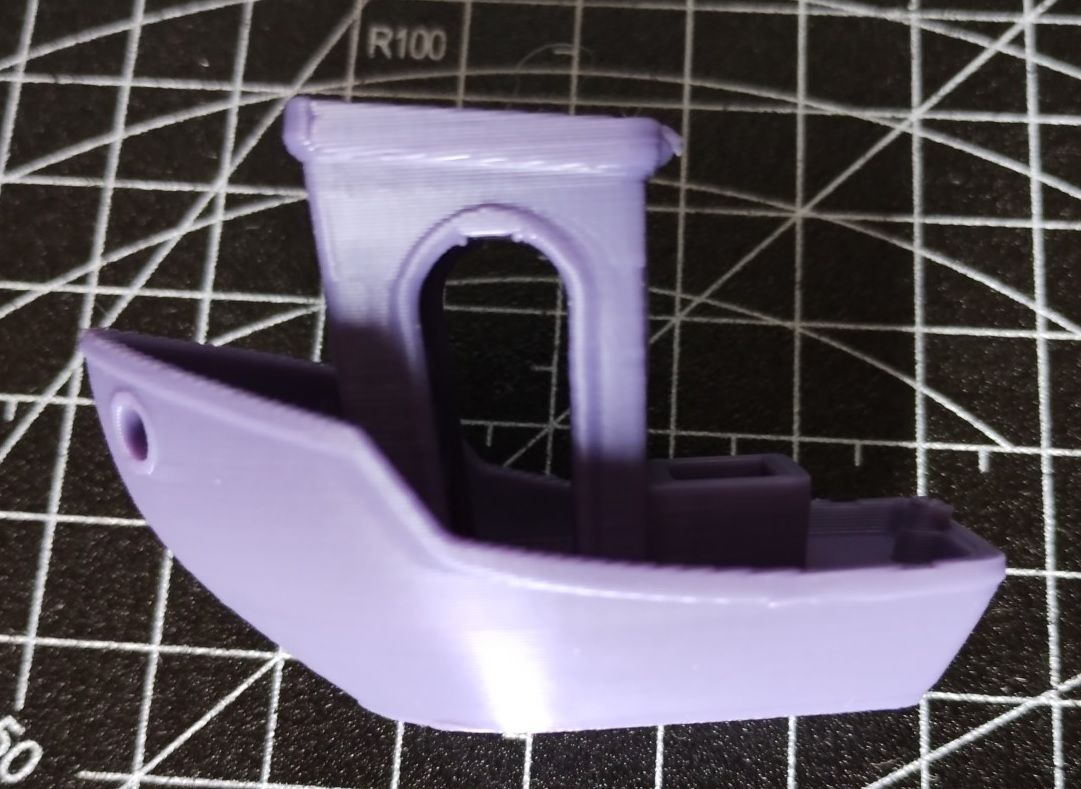
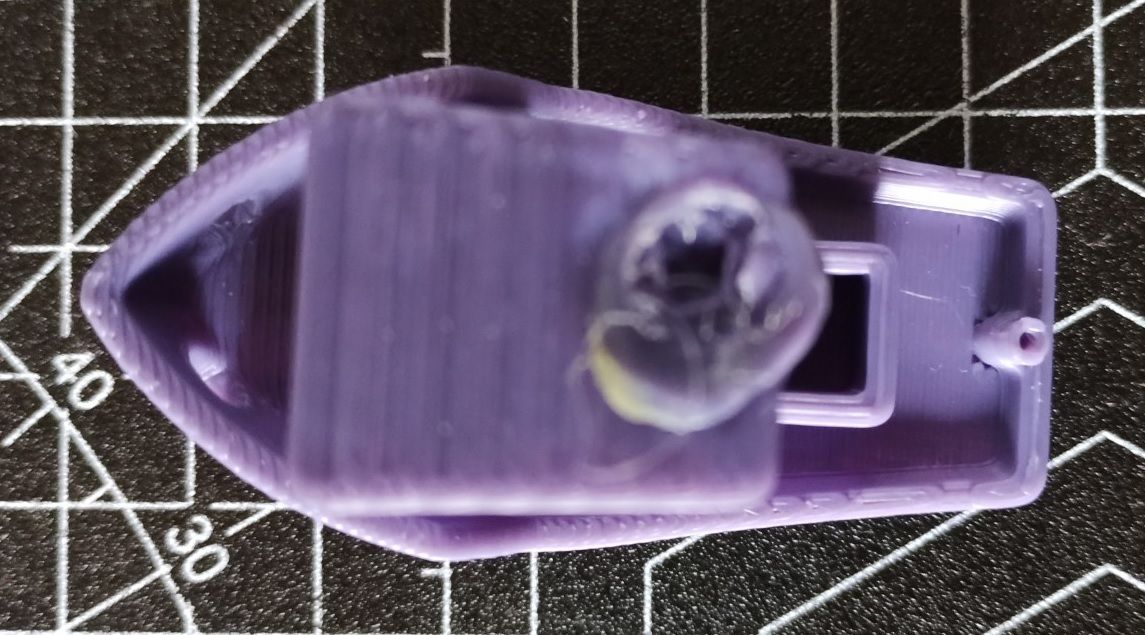
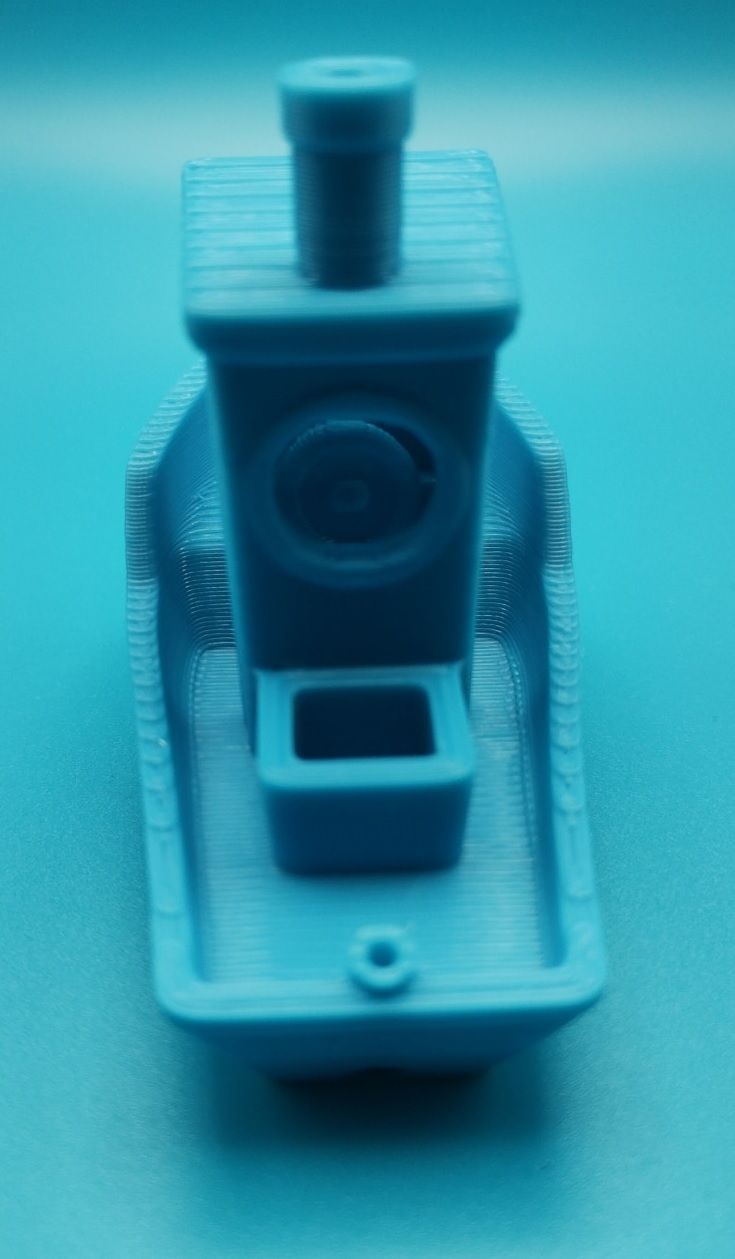
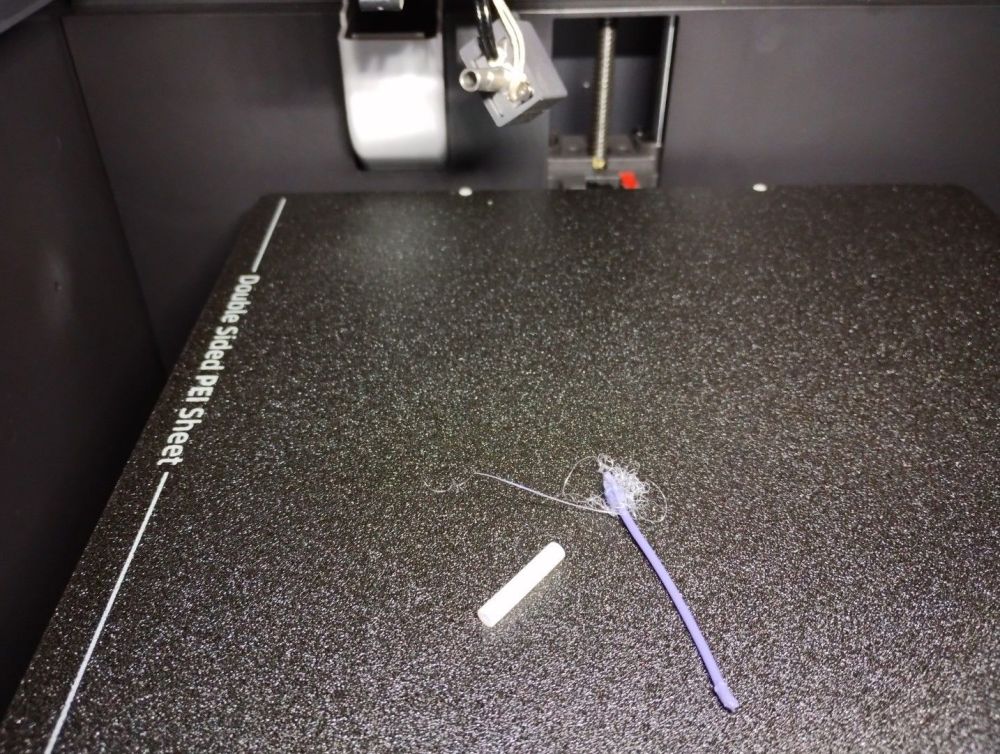
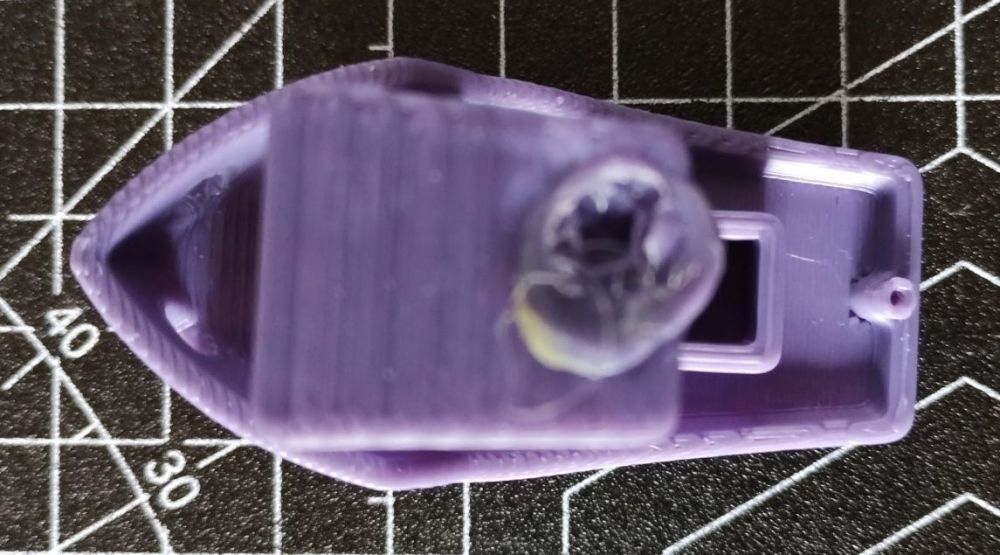
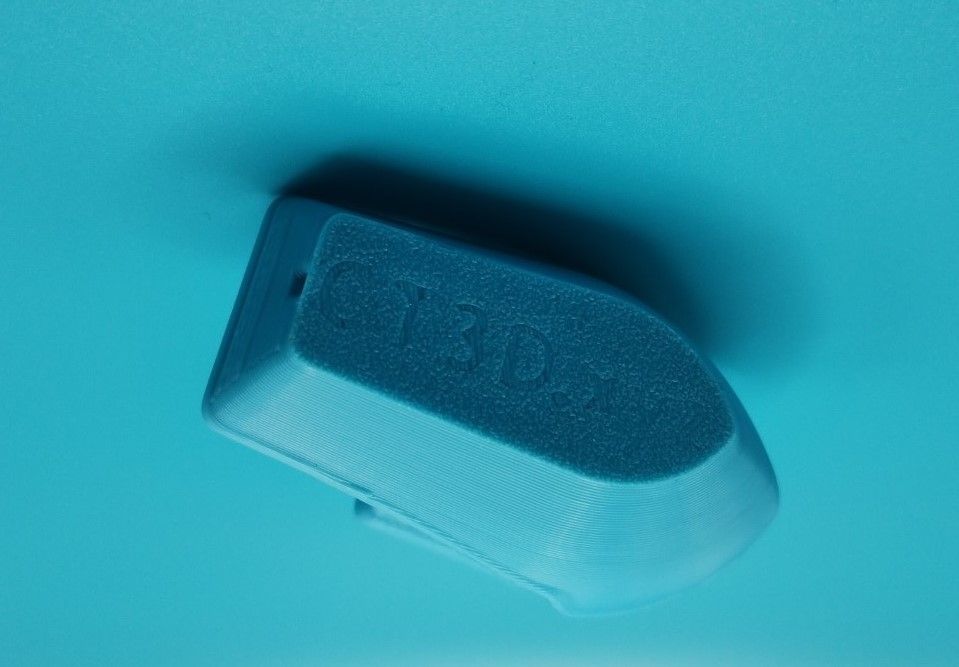
Problèmes rencontrés Benchy rapide L'impression du Benchy de couleur Interstellar violet a rencontré un problème en fin d'impression. Le bateau s'est décollé du plateau, la cheminée ne s'est pas imprimée. Les trois autres impressions du même Gcode s'étaient pourtant bien déroulées . Que s'est-il passé ? Dès l'ouverture de la porte, je me rends compte d'une chose anormale : la buse (amovible) n'est plus à sa place normale. Dans la précipitation, pour remédier au problème, je n'ai pas pris de photo de la buse sortie de son logement . Comment a-t-elle pu se déloger ? Anycubic pour réaliser leur système de buse amovible utilise un montage « classique » : un corps de chauffe accueillant une cartouche de chauffe et une thermistance dans lequel sont vissés d'une part la buse, d'autre part le heatbreak une buse (pas encore démontée) du genre Volcano un heatbreak munie sur le dernier tiers de sa hauteur d'une gorge. C'est celle-ci qui permet un montage / démontage rapide après avoir déverrouillé le levier de blocage. À cause de sa gorge de blocage de diamètre de 5 mm, le heatbreak a un diamètre externe de 6 mm. À l'intérieur d'icelui, se trouve un élément blanc ressemblant à un tube de PTFE (diamètre externe de 4 mm, interne de 2 mm). Ce n'est donc pas un heatbreak «full metal» Si à l'intérieur du heatbreak, il y avait un morceau de PTFE, comme celui-ci est au contact direct de la buse, on ne pourrait pas dépasser des températures de 240/245 °C sans qu'il soit détérioré. La Kobra S1 étant annoncée comme pouvant monter jusqu'à 320 °C, Anycubic a dû utiliser un autre matériau pour ce tube. D'après le constructeur, ce tube n'est pas en PTFE mais en céramique « aérospatiale ». Effectivement, après quelques tests, c'est beaucoup plus dur que du PTFE et surtout bien moins souple (pas du tout même). Après avoir mis en chauffe la buse à 240 °C, je peux tirer sur le filament pour l'extraire (le coupe-filament laisse ≃ 3 cm au-dessus du heatbreak). En retirant le filament, le tube céramique est, lui aussi, extrait. Je pense comprendre ce qui a pu se passer : Le tube céramique n'était pas en contact ferme avec le haut de la buse, un bouchon de filament s'est formé dans le heatbreak entre le bas du tube céramique et le haut de la buse. Le filament n'arrivant plus à sortir par l'orifice de la buse, en s'accumulant, la force de poussée de l'extrudeur a été suffisante pour désolidariser le système amovible. La buse chaude est restée collée à la cheminée du Benchy entrainant celui-ci dans une ronde infernale. Remède : un bon nettoyage du conduit interne du heatbreak et du haut de la buse, remise en place du tube céramique bien à fond, réinsertion du système amovible, verrouillage du levier, vérification et revérification que tout bien, Les impressions ont pu reprendre sans rencontrer depuis le même problème. En espérant que cela ne se reproduise pas, je vais contacter le SAV Anycubic pour qu'ils soient au courant de cet éventuel problème. Ce sera l'occasion de tester l'efficacité de ce service. Je n'espère pas de réponse rapide, car depuis le 22/01/25, c'est le Nouvel An lunaire (chinois) et ce jusqu'au 5/02/25. <EDIT> Dès le 6/02, le SAV a répondu à l'ouverture du ticket. Il m'ont renvoyé une nouvelle tête complète et un extrudeur. Il a juste fallu que je complète en procurant mon adresse postale. J'ai recu le tout en moins d'une semaine. </EDIT> À suivre si d'autres problèmes advenaient.


 1 point
1 point -
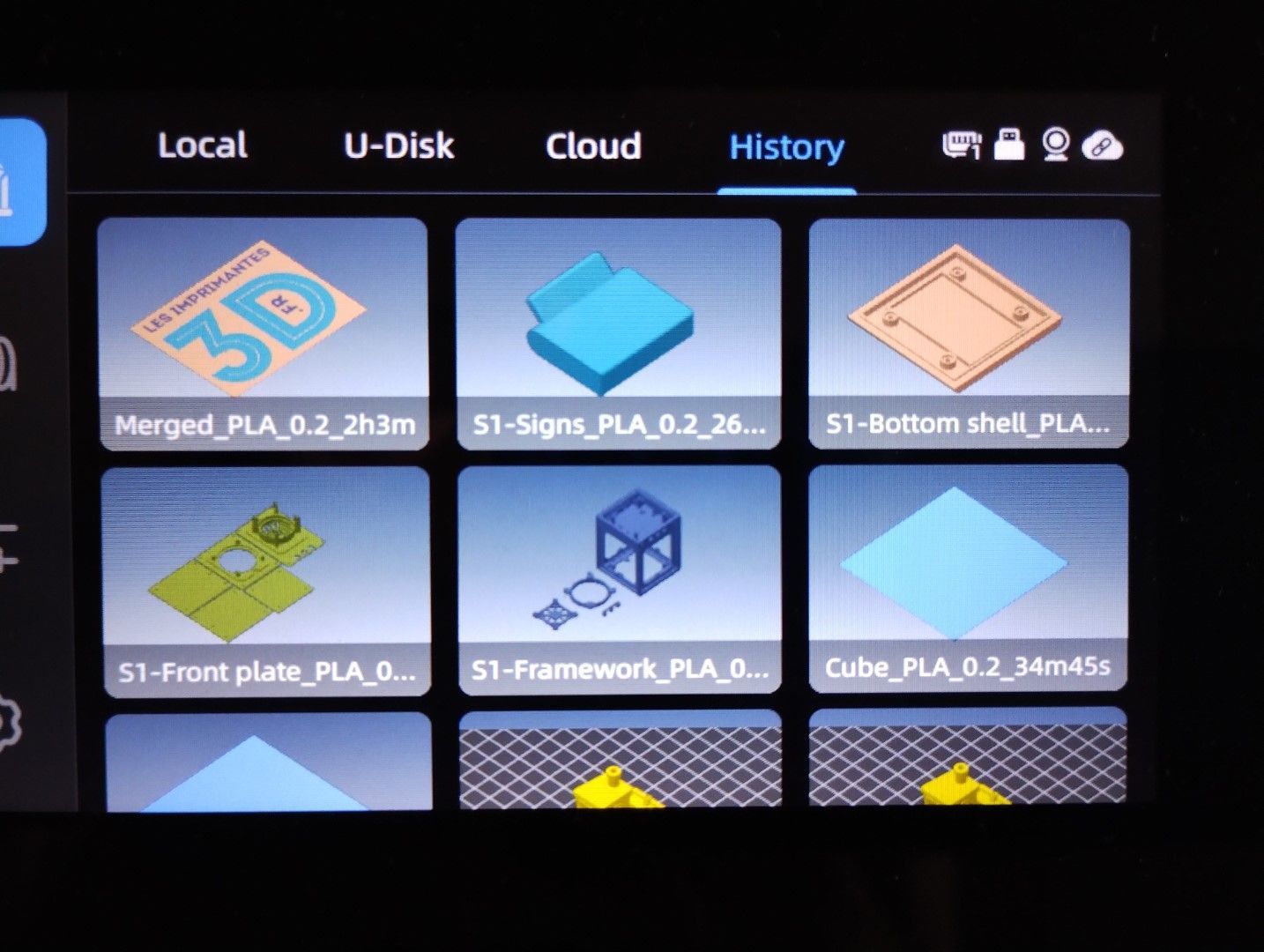
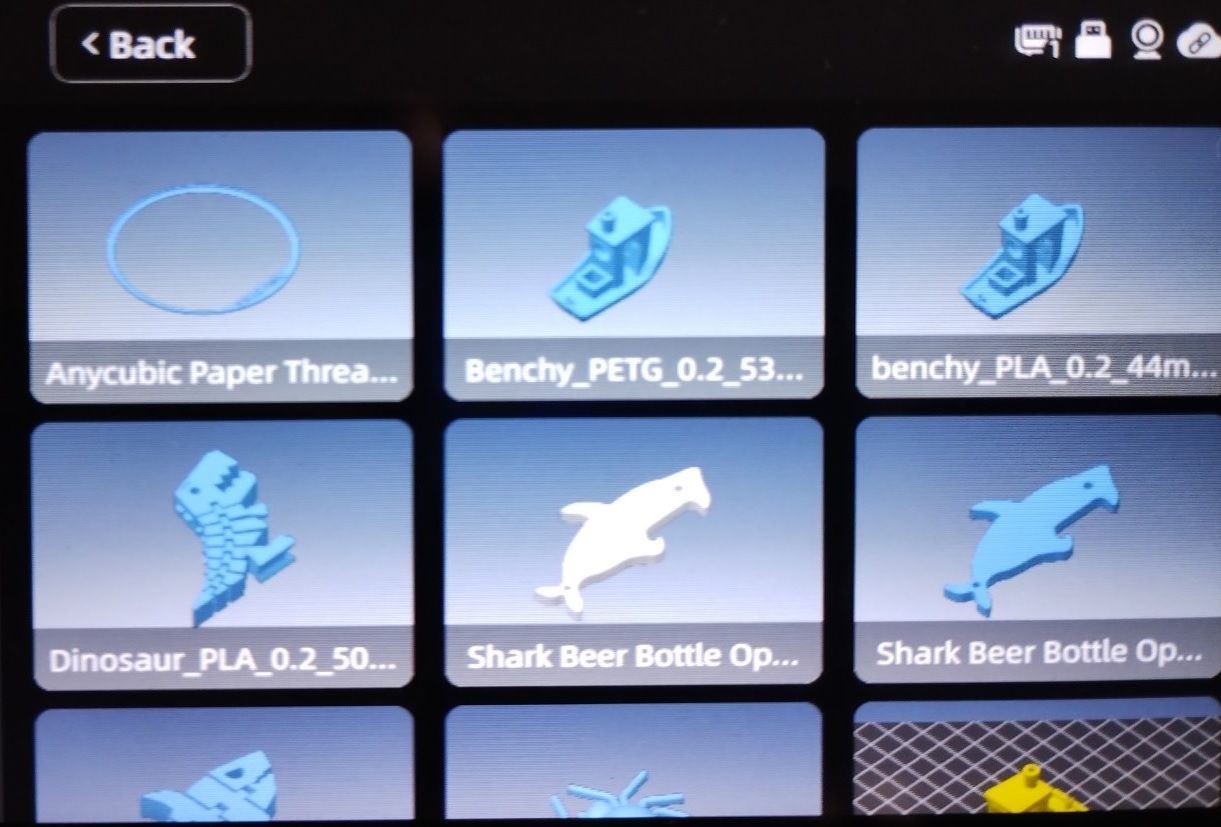
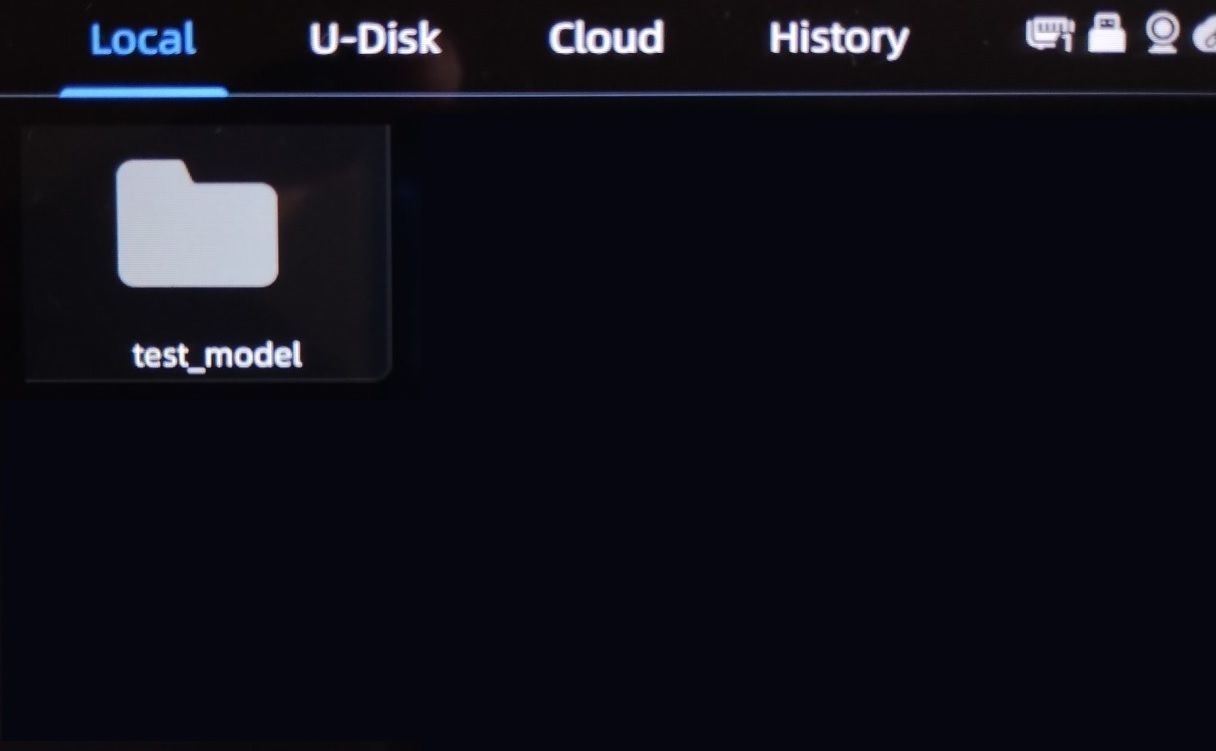
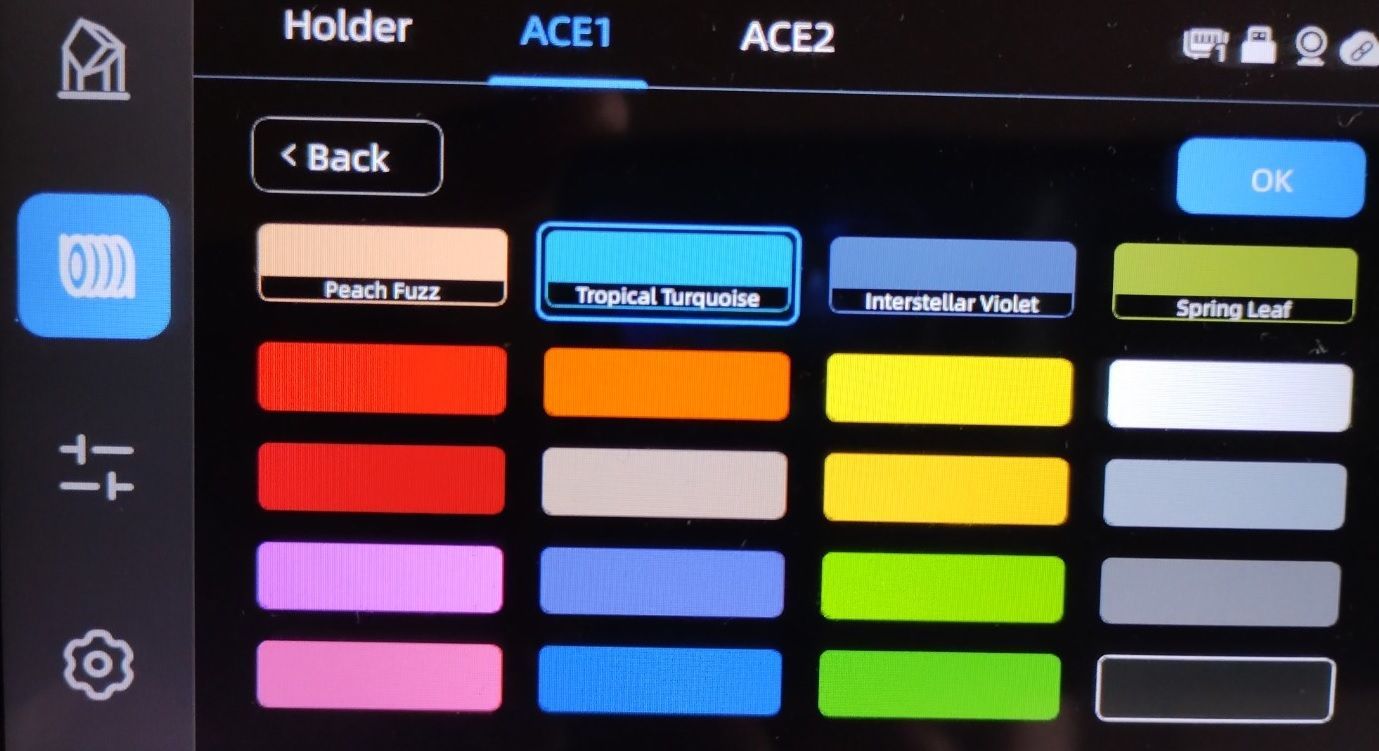
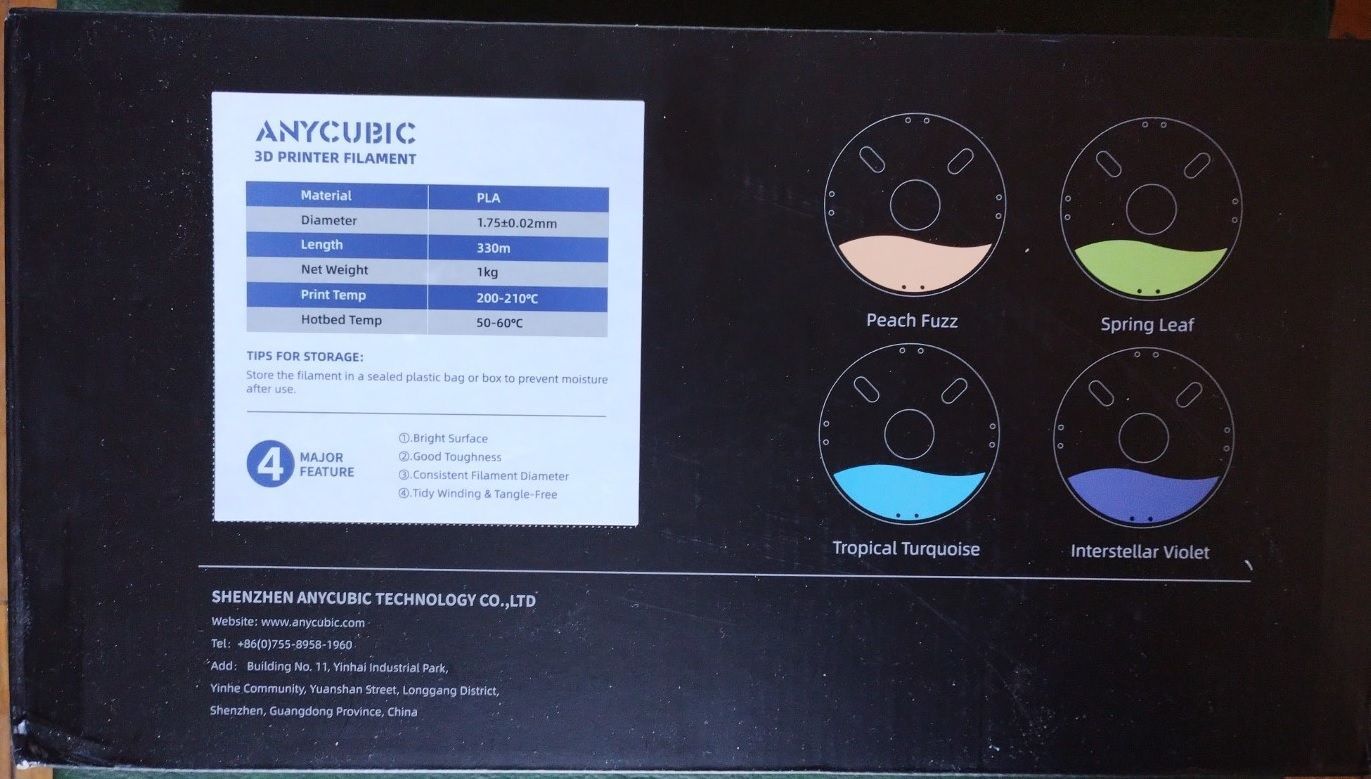
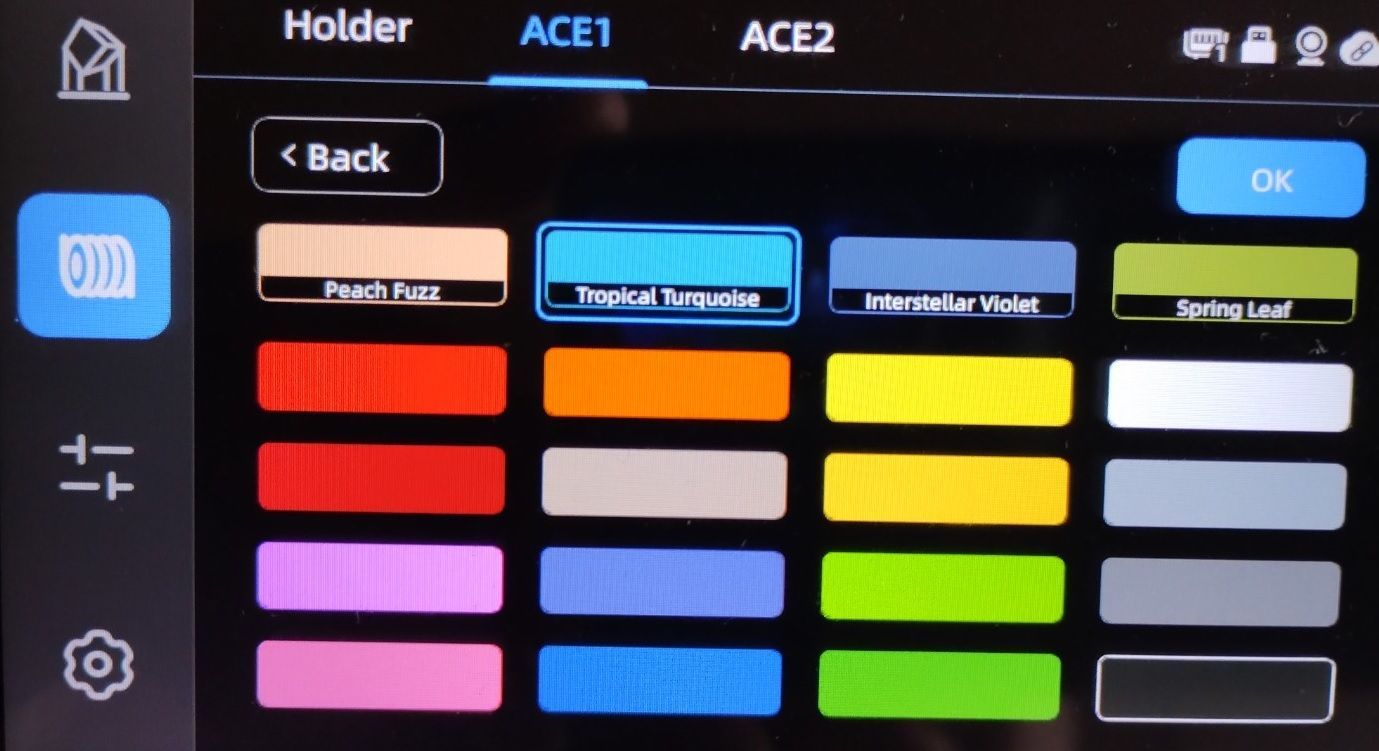
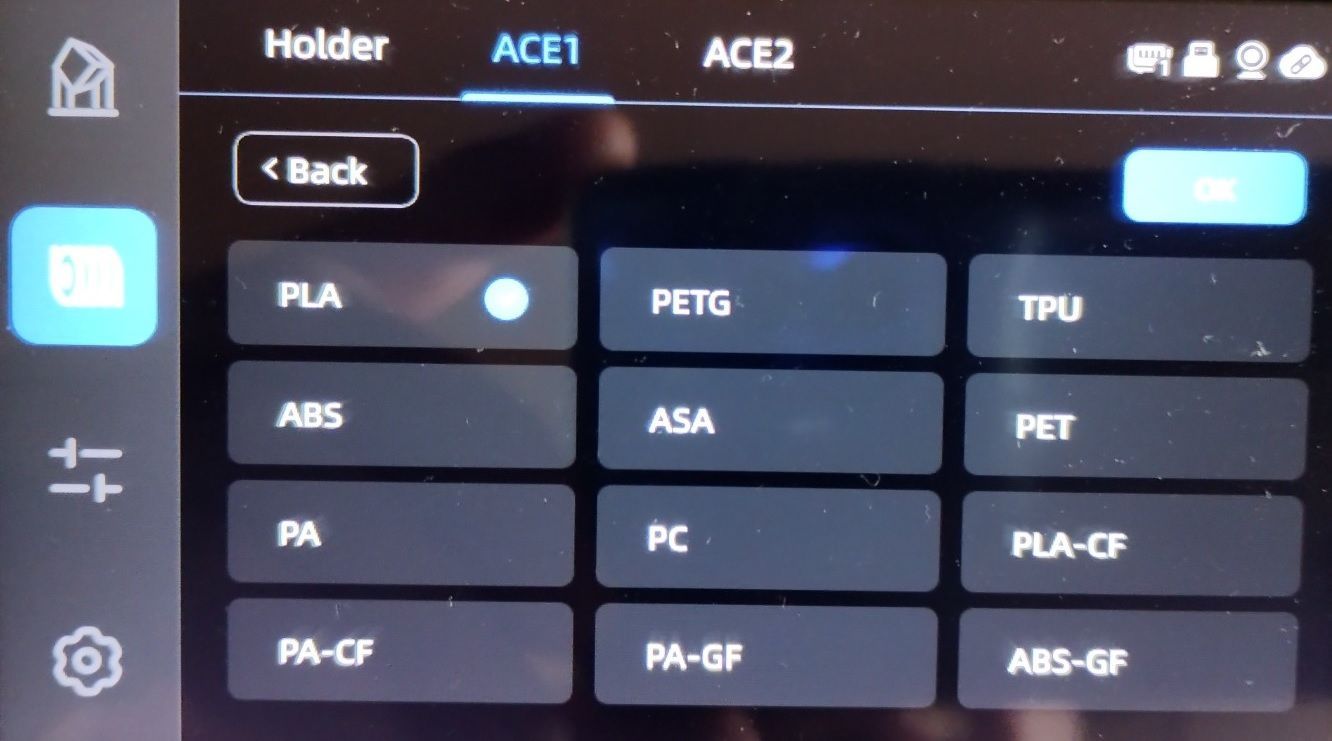
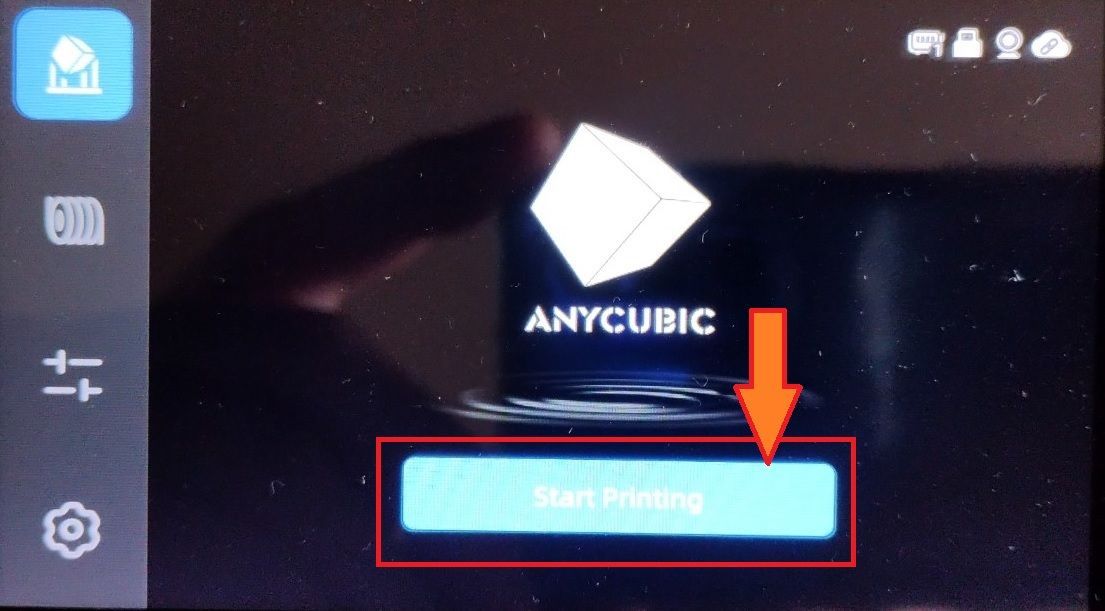
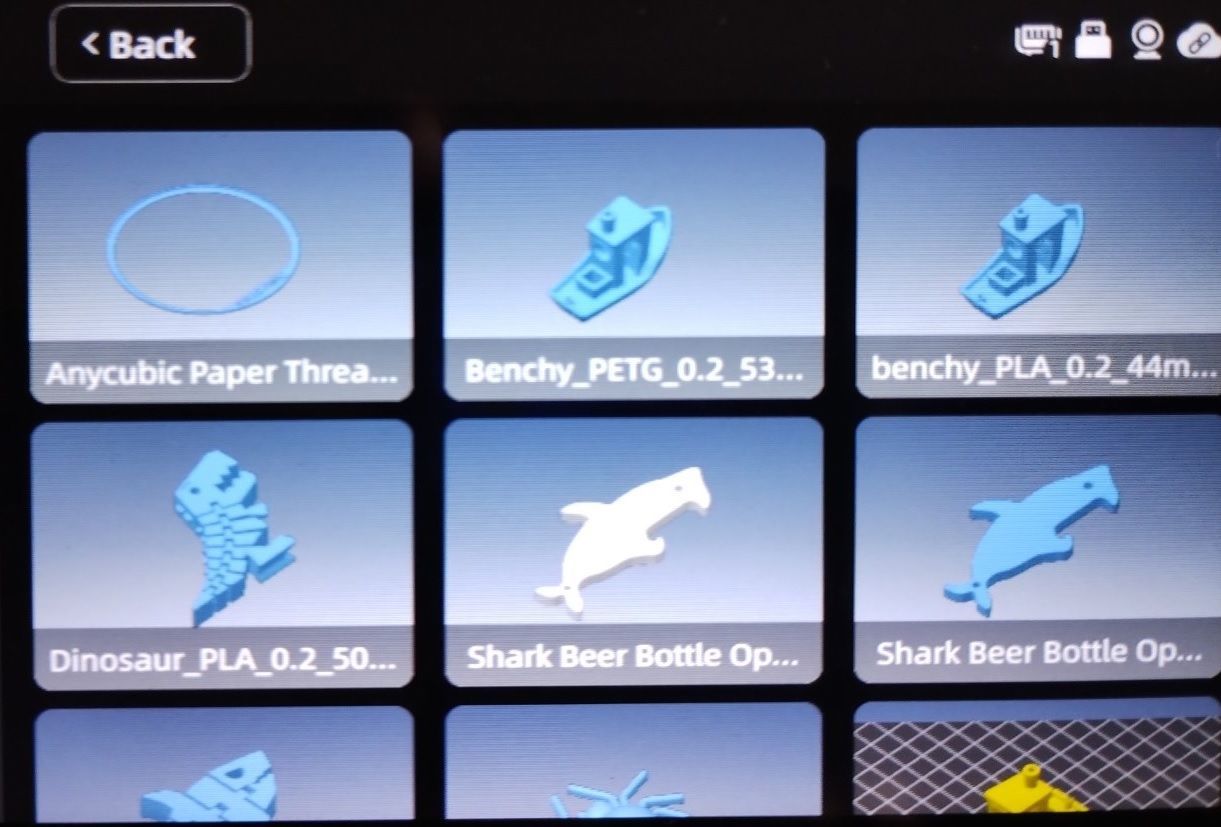
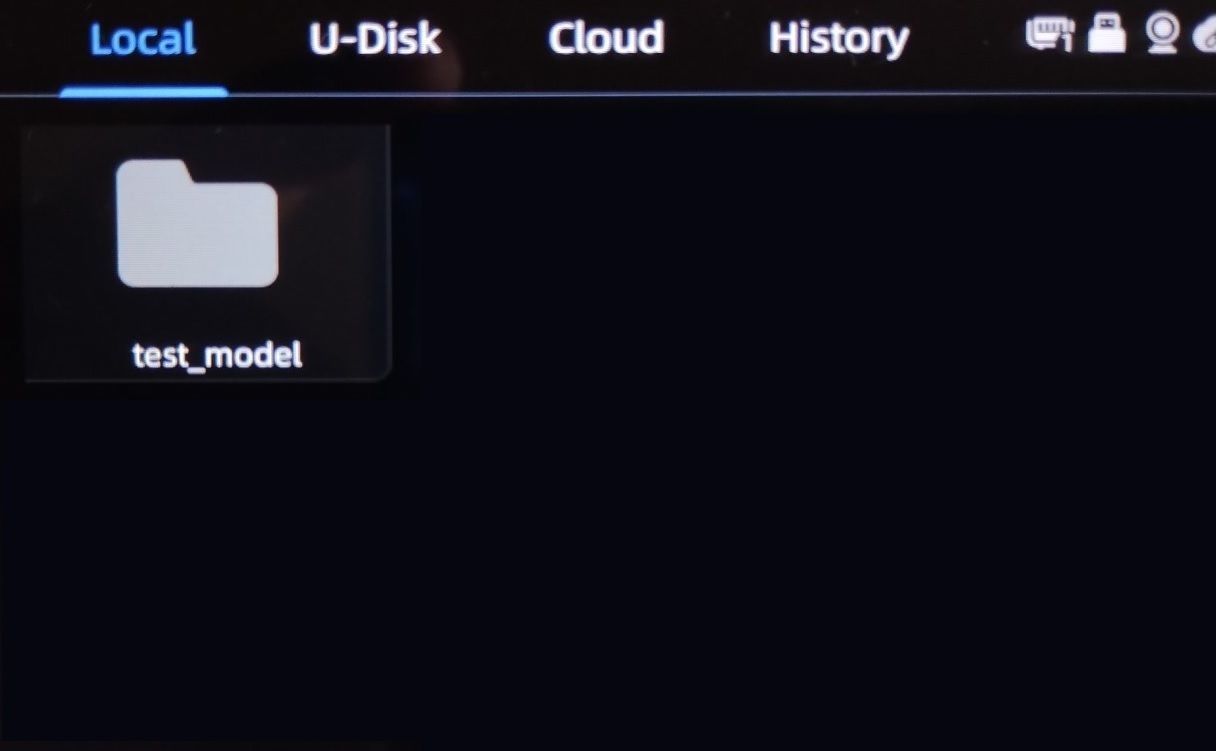
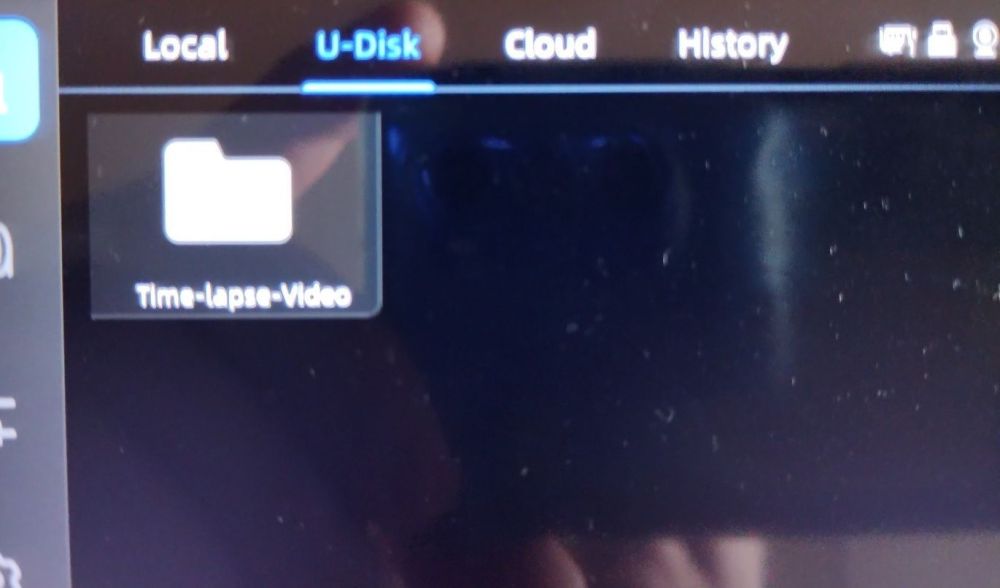
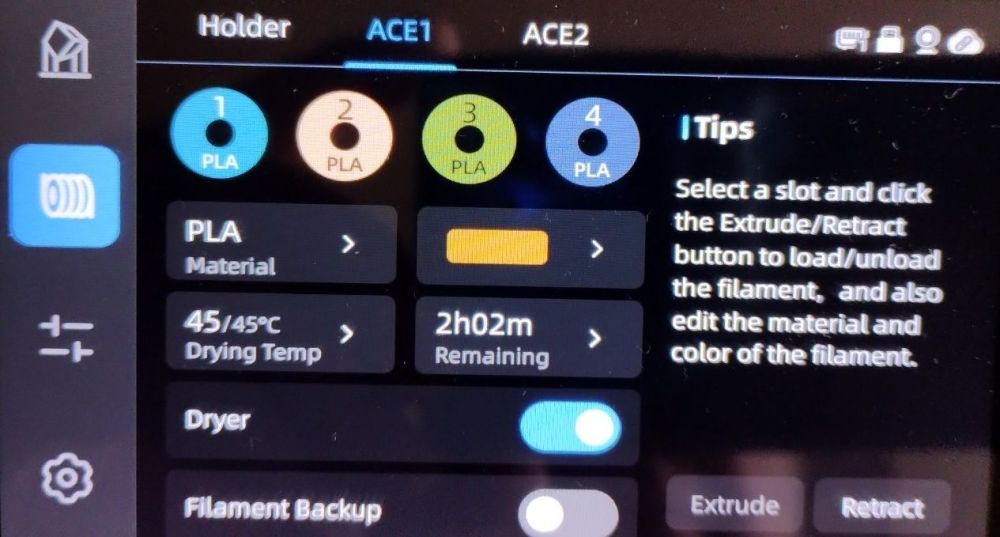
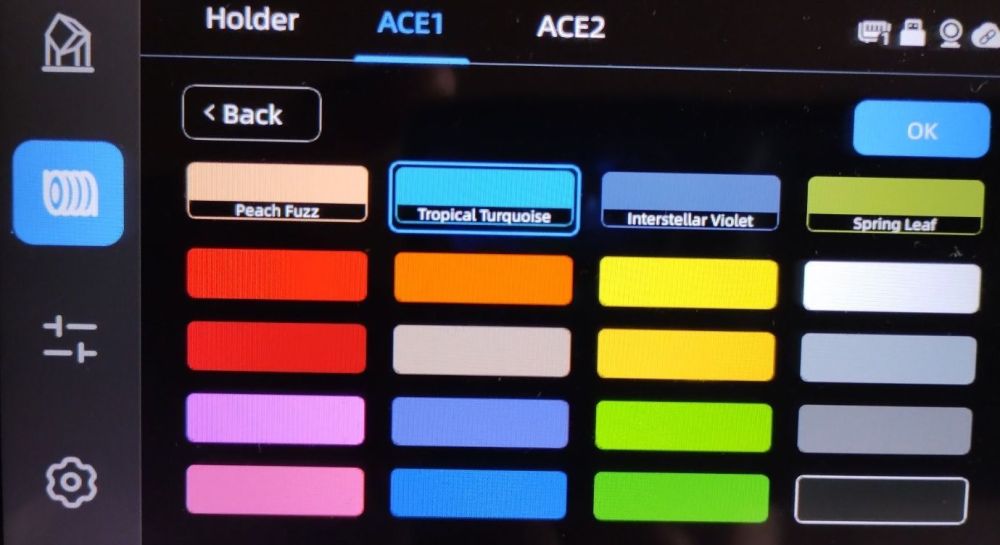
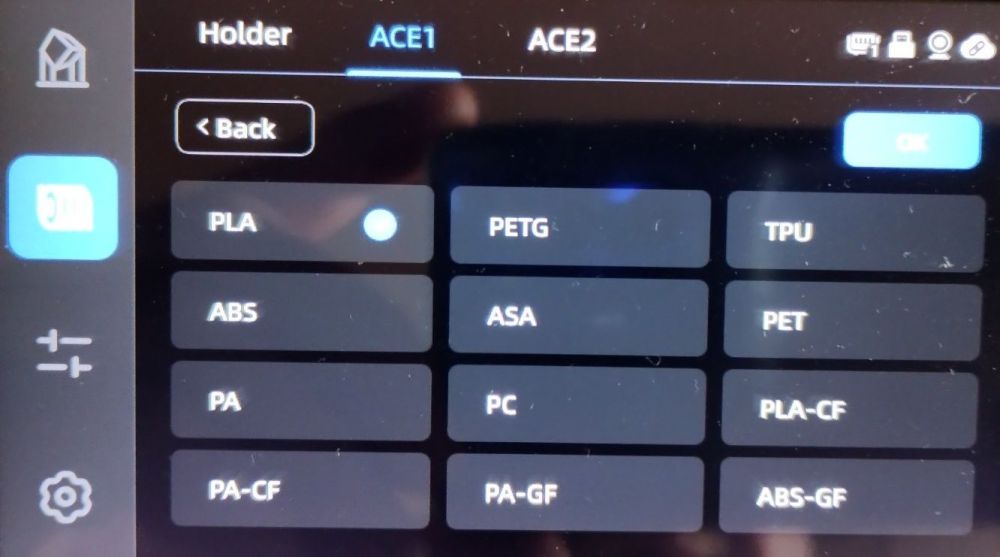
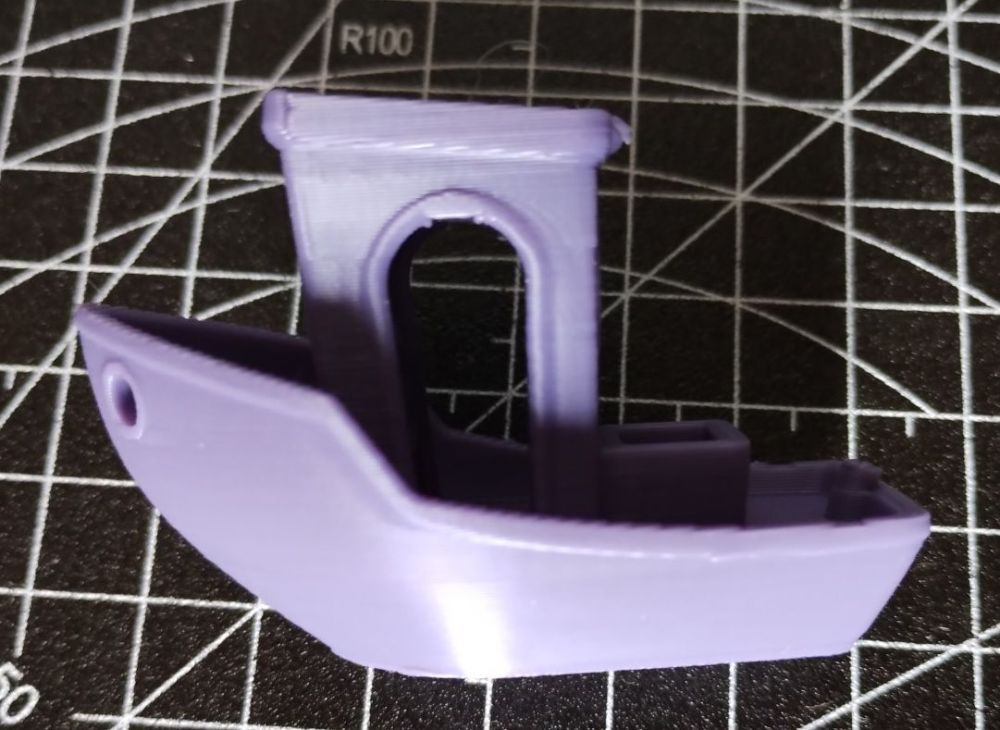
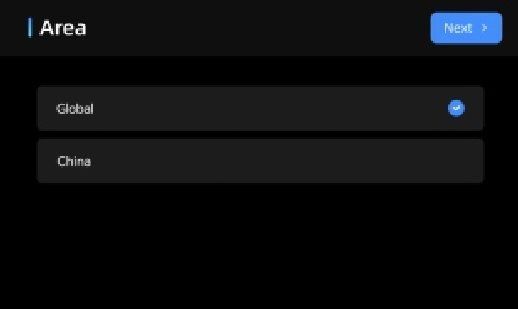
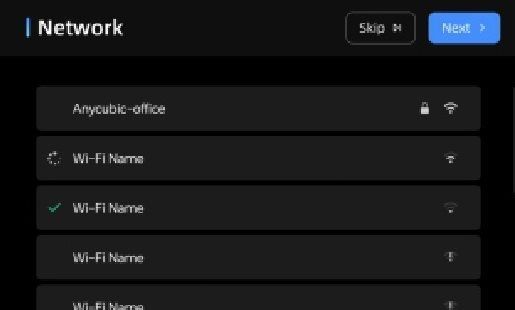
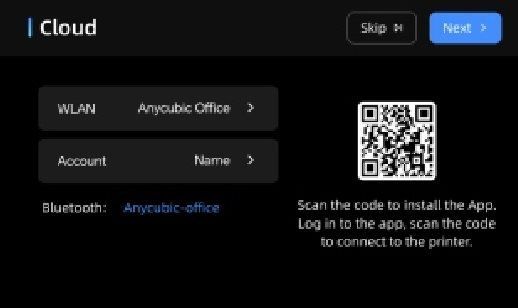
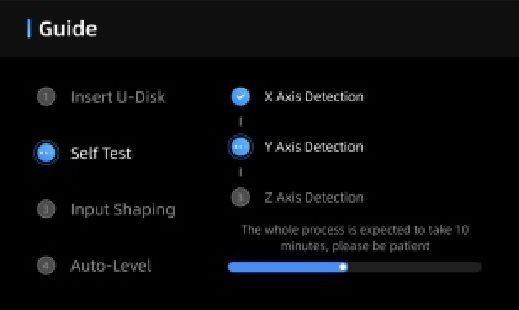
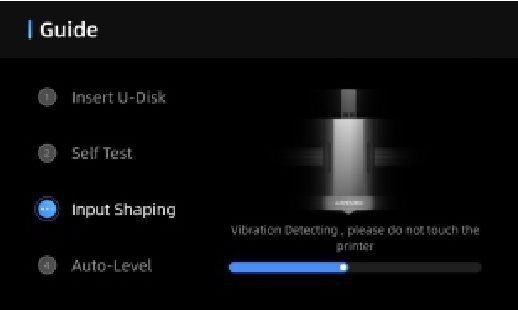
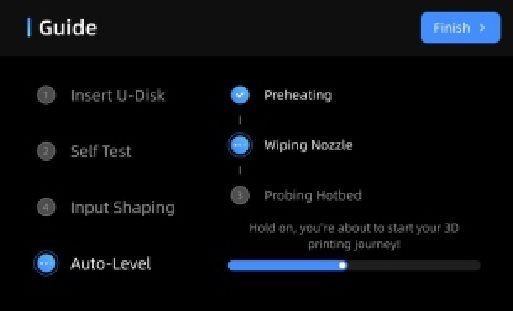
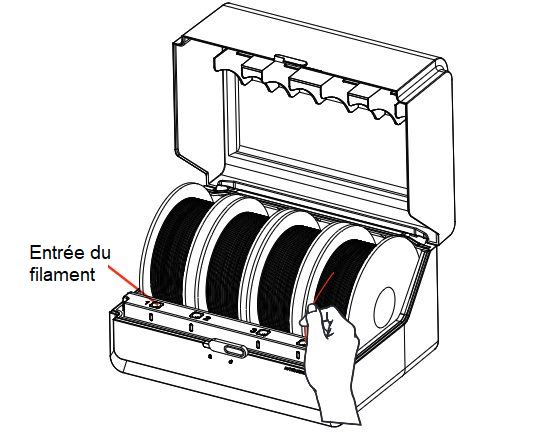
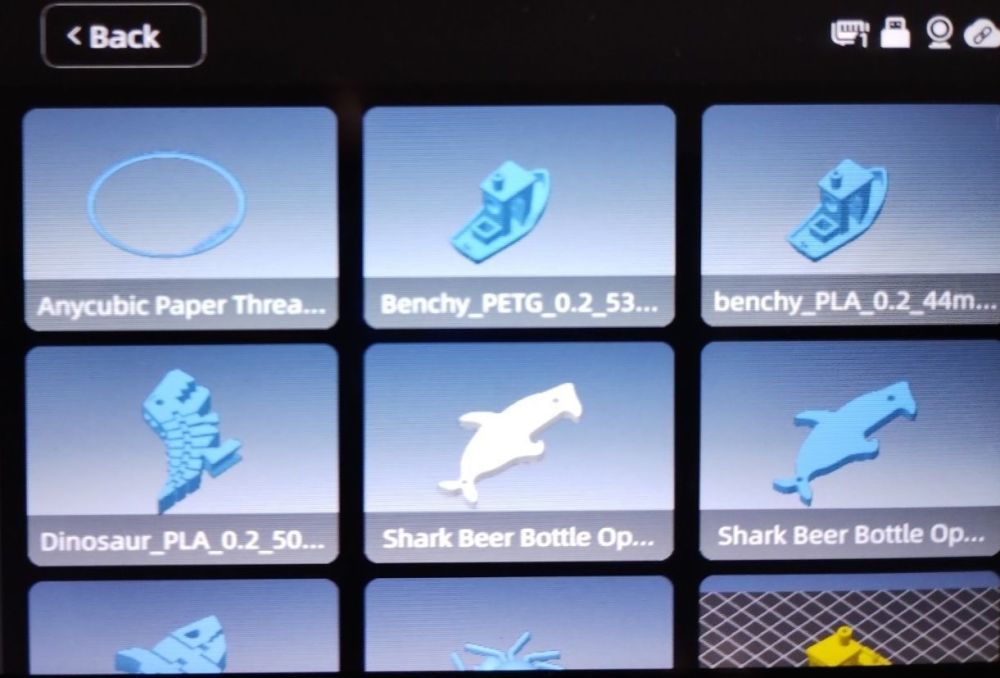
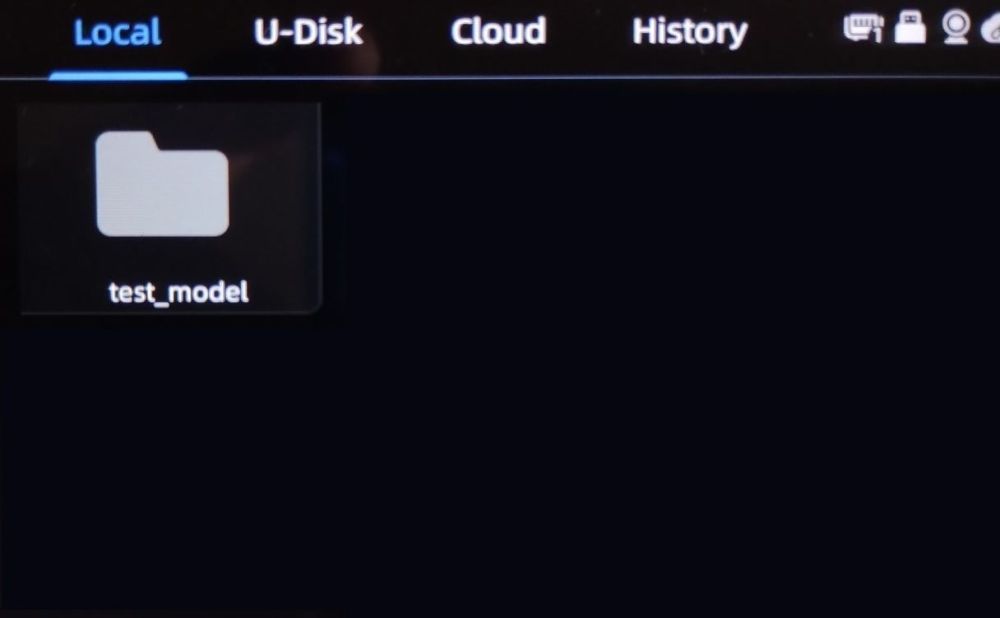
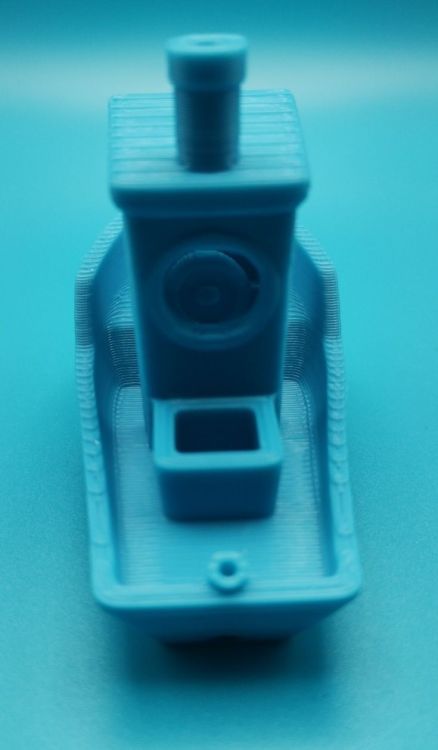
Mise en route et premières impressions Le déballage terminé, l'imprimante Kobra S1 et son ACE Pro positionnés sur le plan de travail, on peut procéder au démarrage. Chaque élément (Kobra S1, ACE Pro) possède sa propre alimentation électrique. Il faut donc brancher sur chacun un câble d'alimentation, puis basculer l'interrupteur sur ON. L'écran de la Kobra S1 s'illumine et nous accueille par : Après une dizaine de secondes, la lumière interne du caisson s'allume. Le démarrage du système (nommé KobraOS par Anycubic) prend une trentaine de secondes avant de nous proposer une suite d'étapes permettant de finaliser l'installation. Choix du langage d'affichage (je reste dans un premier temps en anglais) Sélection de la zone géographique (Cloud) : Association du Wifi (2.4 Ghz uniquement) avec le point d'accès du domicile (sélection du nom (SSID), puis saisie du mot de passe) : Si l'on souhaite installer l'application Anycubic sur son smartphone (Android / Apple), c'est à cette étape qu'on le réalise. Le QRcode permet d'installer l'application, un compte Anycubic est nécessaire pour permettre l'appariement de l'appli et de la Kobra S1 : Les étapes suivantes vont permettre de vérifier le bon fonctionnement du matériel (détection de la clé USB, tests de déplacements des axes, input shaping, auto-nivellement) : Une fois ces tests terminés, l'écran d'accueil s'affiche : Avant de pouvoir lancer une impression, il faut alimenter l'ACE avec quelques bobines de filaments. Note: quelques jours après réception du colis de la Kobra S1 Combo, j'ai reçu un autre colis. Celui-ci contient quatre bobines du filament Anycubic Pantone Le manuel indique comment charger chaque bobine de filament dans le changeur. Il préconise de bien « lisser » l'extrémité sur une dizaine de centimètres pour faciliter l'introduction dans le conduit d'entrée. Pousser l'extrémité lissée du filament dans le conduit jusqu'à sentir l'entrainement de celui-ci. À l'avant de l'ACE, une diode blanche clignote là où se trouve la bobine insérée. Une fois une bobine chargée, si celle-ci possède une puce RFID «Anycubic» alors le matériau et sa couleur sont automatiquement reconnus. Actuellement, seules certaines bobines de Anycubic intègrent une puce : la gamme Pantone (quatre couleurs), la majorité des nouvelles bobines «carton» (PLA basic, PLA+, HS-PLA) Aucune bobine carton de PLA Mat ou Soie (Silk) et aucune bobine plastique (PETG, ASA) n'incorpore de puce . Si la bobine n'a pas de puce, alors, via l'écran, on peut / doit préciser le matériau et la couleur. C'est plutôt aisé à faire, il suffit de suivre les étapes illustrées ci-dessous : cliquer sur le bouton [Filament] (1) sélectionner l'emplacement de la bobine (2) choisir le matériau (3) puis la couleur (4) On peut vérifier le bon chargement en demandant une extrusion de celui-ci (5) L'ACE Pro ayant été nourri de bobines PLA Pantone, une première impression peut être lancée. Mais avant vraiment de débuter une impression, une dernière étape est absolument nécessaire : le nettoyage de la plaque flecible recouverte de PEI texturé. Pourquoi ce nettoyage ? Une impression réussie est une impression qui reste collée au plateau tout au long de la durée d'impression : c'est la base de l'impression 3D FDM (également résine). Si la première couche adhère au plateau, alors le reste des couches qui se déposent correctement est augmenté. C'est comme pour une habitation : si la fondation est solide, les murs le seront (à condition évidemment de respecter les règles de l'art de la construction). Même si la plaque est neuve et malgré les précautions prises (ou pas) par les assembleurs, elle doit être préparée : un bon nettoyage à l'eau chaude avec un produit vaisselle, suivi d'un bon rinçage puis du séchage ne peut nuire. On recommencera ce nettoyage profond de temps en temps. Même si l'alcool isopropylique n'est pas un nettoyant, c'est ce que j'utilise toutes les quatre / cinq impressions entre chaque «gros» nettoyage. Une fois cette plaque nettoyée et remise en place sur le plateau, on va pouvoir lancer une première impression. Conseil : Avec toute nouvelle imprimante, il est conseillé d'imprimer les modèles préparés et fournis par le constructeur (fichiers Gcode). Via l'écran, en cliquant sur le bouton fléché, on accède à un nouvel écran muni de plusieurs onglets : Local (le dossier «test_model» contient les Gcods tranchés par Anycubic) U-Disk (clé USB) Cloud (Makeronline) History (historique des impressions réalisées) Quelques Gcodes présents sur le système : Dans la liste des modèles prétranchés stockés dans le système d'exploitation se trouve un test de Benchy rapide (treize minutes d'impression auxquelles rajouter quatre minutes pour la préparation) : auto-nivellement, topographie de la totalité du plateau, chargement / déchargement de filament via l'ACE, mise à l'origine, nettoyage buse … La bobine placée dans la première voie est la couleur Tropical turquoise. À l'issue de l'impression, le Benchy se tient fièrement sur le plateau : Très peu de défauts à noter. Le refroidissement du filament au niveau de la tête et l'auxiliaire (côté droit de l'enceinte) ont pleinement joué leur rôle. Les surplombs ne s'affaissent pas. Le «texte» imprimé au-dessous est lisible, même si avec un Z-offset moins prononcé, ce serait mieux. Pour tester le chargeur de filaments, je refais d'autres Benchies avec chacune des bobines actuellement présentes dans l'ACE. Couleurs Pantone : Peach fuzz Spring leaf Interstellar violet Lors de l'impression du quatrième Benchy (Interstellar violet), je rencontre mon premier souci . Ce sera l'occasion de relater celui-ci dans ce post. À suivre…













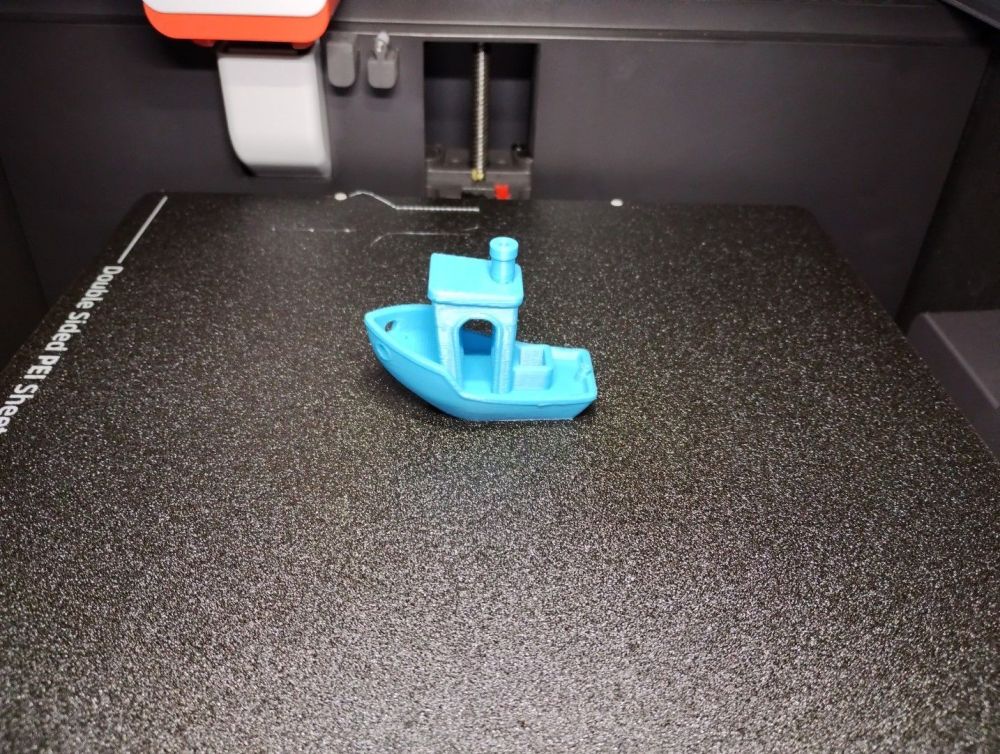

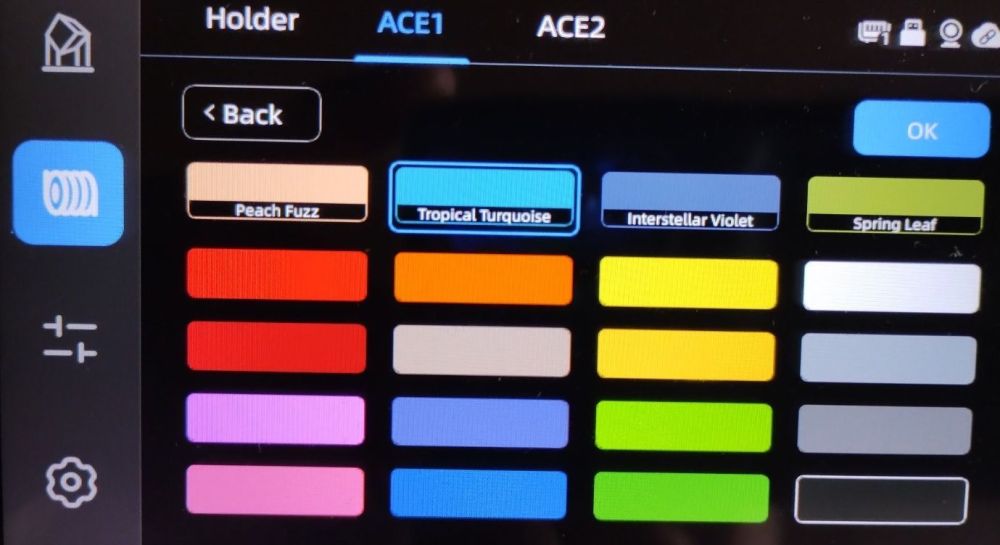
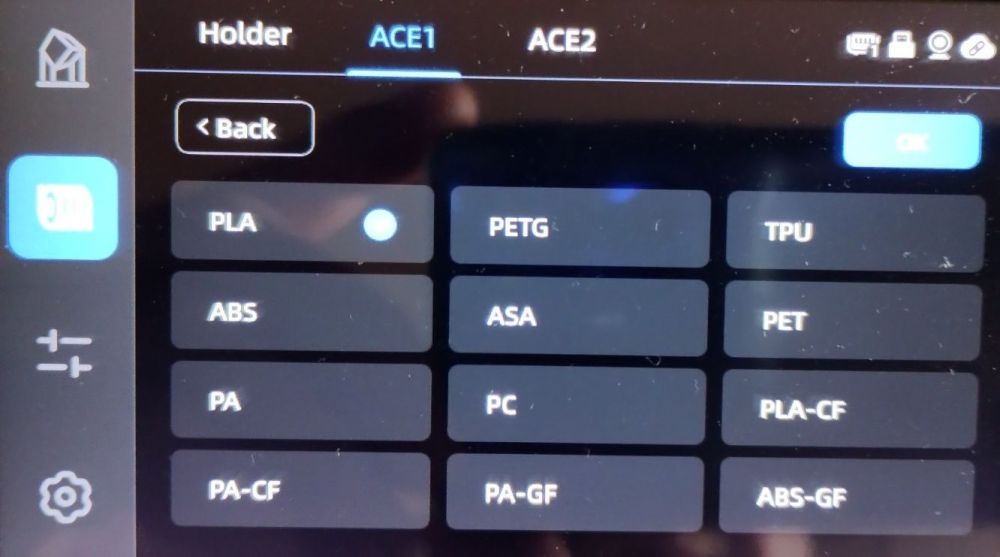
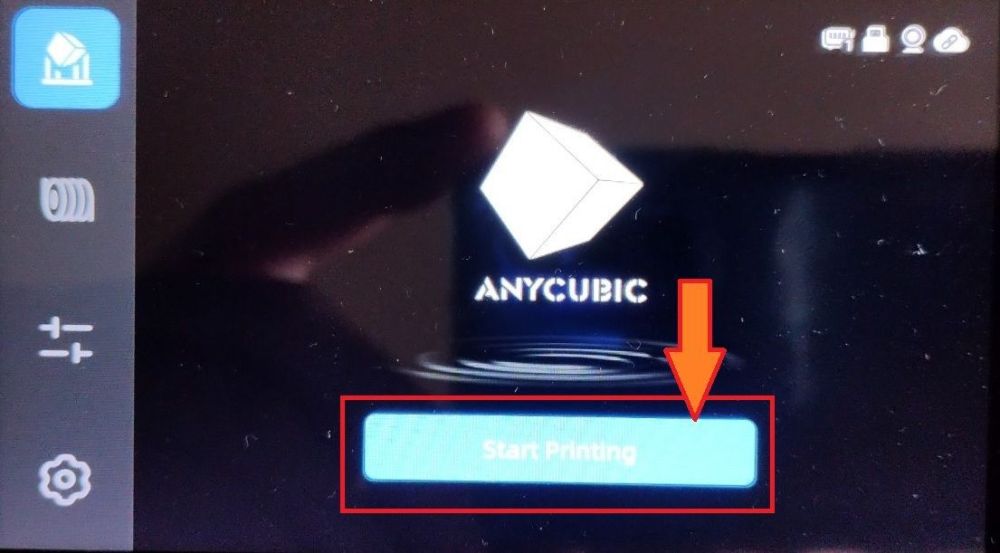











 1 point
1 point




.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)