Classement




Contenu populaire
Contenu avec la plus haute réputation dans 20/03/2025 Dans tous les contenus
-
J'ai découvert ce système de changement de bobine qui permet pour les gros imprimeurs de ne pas tomber en panne de filament et tout ça sans modification dans le firmware de l'imprimante Vous en pensez quoi ? https://infinityflow3d.com/
 3 points
3 points -
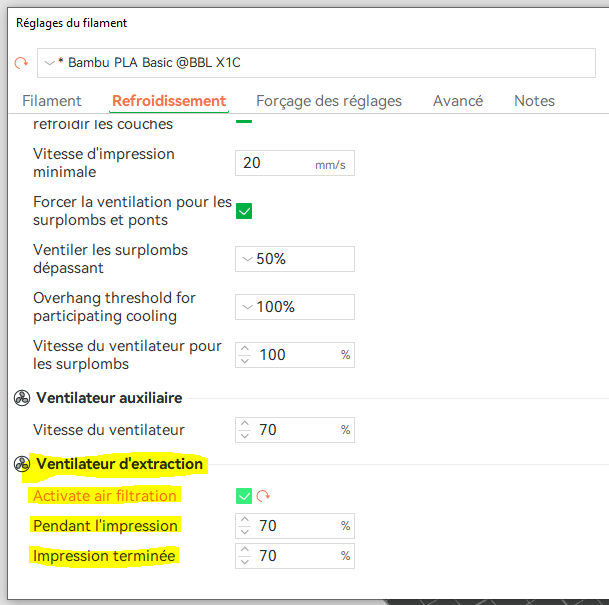
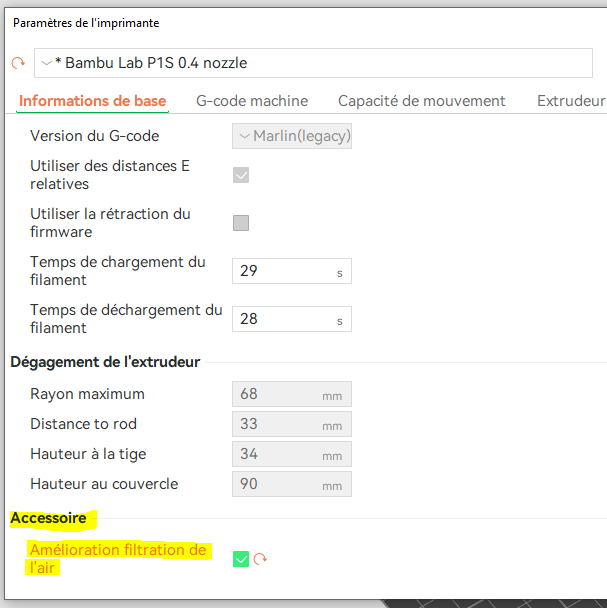
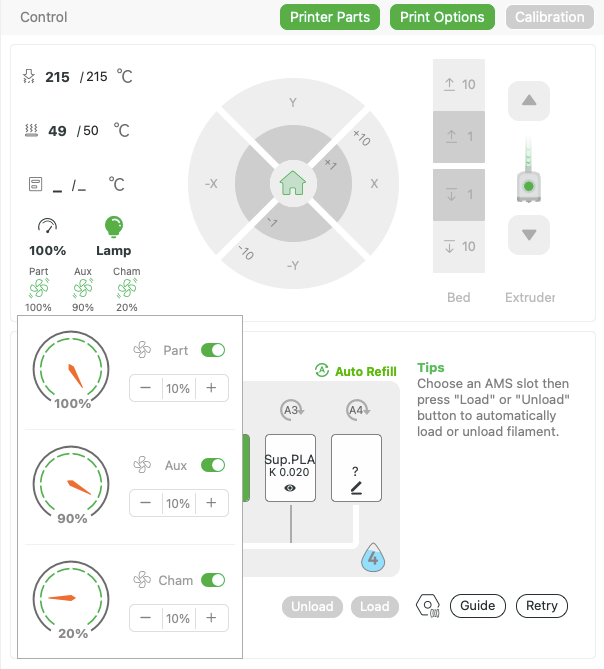
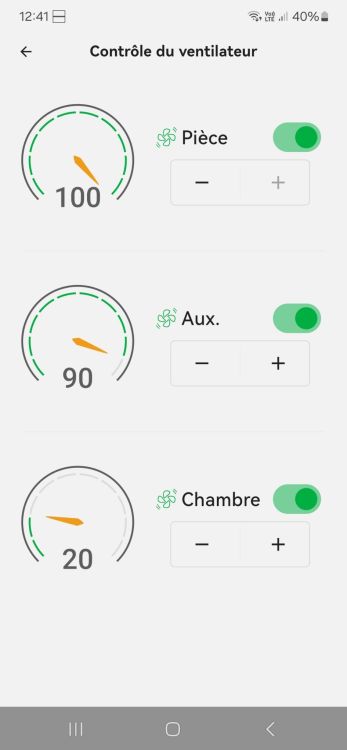
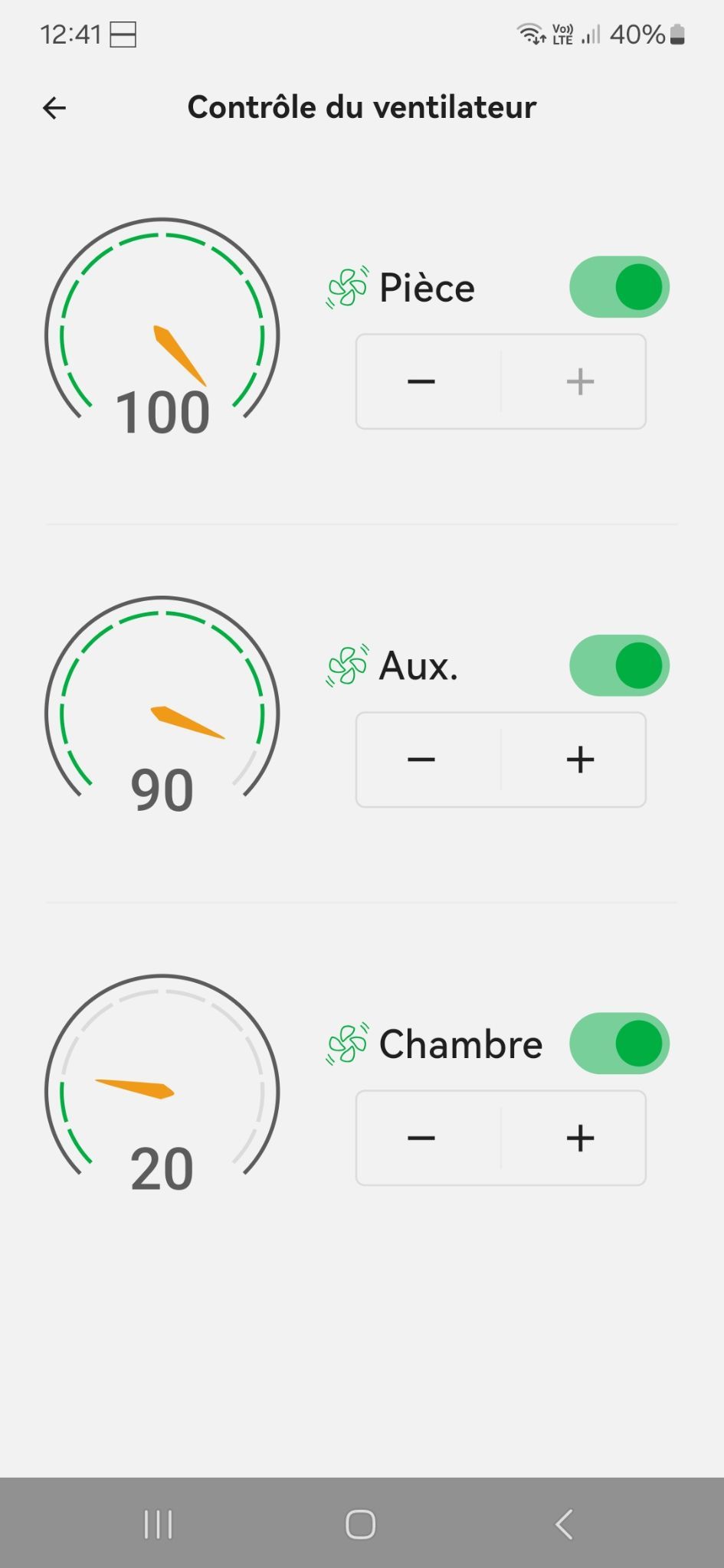
Salut la meute 2 posts récents avaient aiguisé ma curiosité, Je vous propose donc d'essayer de comprendre comment fonctionne ce ventilateur Attention : Tout ceci vient de ce que j'ai pu trouver dans le wiki de Bambu Lab, le slicer Bambu Studio et sur le forum Bambu Lab. Il y a peut être (sans doute) des erreurs ou des oublis, je les corrigerai avec plaisir si vous me les signalez. Que fait ce ventilateur ? La P1S est équipée entre autre d'un ventilateur de filtration ou d'extraction qui permet de forcer l'extraction de l'air contenu dans l'enceinte vers l'extérieur en passant à travers un filtre à charbon actif. Ce ventilateur est donc utile lorsque l'on imprime des filaments comme l'ABS ou l'ASA mais également pour faire baisser (réguler ?) la température à l'intérieur de l'enceinte quand c'est nécessaire. Par exemple pour le PLA Fonctionnement et réglages Ce ventilateur est piloté par défaut en fonction du filament et de la température du plateau via le G-code envoyé à l'imprimante et généré par le slicer Bambu Studio Il est possible de modifier son mode de fonctionnement à partir du slicer Bambu Studio grâce à plusieurs paramètres au niveau de la machine et du filament. Pour accéder à ces paramètres il faut d'abord activer la fonction "Amélioration de la filtration de l'air" au niveau de l'imprimante et ensuite "Ventilateur d'extraction" au niveau du filament. Il est alors possible de modifier la vitesse du ventilateur pendant l'impression et une fois l'impression terminée pour finir d'éliminer les particules toxiques et aussi refroidir l'enceinte Il y a un post sur le forum Bambu Lab qui explique comment ajuster les paramètres du ventilateur dans Bambu Studio https://forum.bambulab.com/t/exhaust-fan-air-filtration-control-set-here/144407 Il est également possible de modifier la vitesse du ventilateur en cours d'impression via l'onglet "device" dans Bambu Studio : Ou via l'application Bambu Handy à partir de l'onglet "Imprimantes" : C'est le ventilateur appelé "Chambre" Réglages par défaut Par défaut les paramètres de gestion du ventilateur sont les suivants : G-code de début de la machine : ;=============turn on fans to prevent PLA jamming================= {if filament_type[initial_extruder]=="PLA"} {if (bed_temperature[initial_extruder] >45)||(bed_temperature_initial_layer[initial_extruder] >45)} M106 P3 S180 {endif};Prevent PLA from jamming {endif} --> Pour les filaments de type PLA et si la température du plateau est >45° le ventilateur tournera à 70% (S255 pour 100% et donc S180 pour 70%) G-code de démarrage du filament : ; filament start gcode {if (bed_temperature[current_extruder] >55)||(bed_temperature_initial_layer[current_extruder] >55)}M106 P3 S200 {elsif(bed_temperature[current_extruder] >50)||(bed_temperature_initial_layer[current_extruder] >50)}M106 P3 S150 {elsif(bed_temperature[current_extruder] >45)||(bed_temperature_initial_layer[current_extruder] >45)}M106 P3 S50 {endif} {if activate_air_filtration[current_extruder] && support_air_filtration} M106 P3 S{during_print_exhaust_fan_speed_num[current_extruder]} {endif} --> Pour une température du plateau >55° le ventilateur tournera à 78% (S255 pour 100% et donc S200 pour 78%) --> Pour une température du plateau >50° le ventilateur tournera à 59% (S255 pour 100% et donc S150 pour 59%) --> Pour une température du plateau >45° le ventilateur tournera à 20% (S255 pour 100% et donc S50 pour 20%) --> Si le paramètre "Activate air filtration" est activé au niveau du filament alors le ventilateur tournera aux vitesse définies par les paramètres "Pendant l'impression" et "Impression terminée" dans les réglages du filament G-code de fin de filament: ; filament end gcode M106 P3 S0 --> A la fin de l'impression le ventilateur est coupé. J'imagine que cette instruction n'est pas exécutée ou exécutée après un certain temps si le paramètre "Impression terminée" est activé (Voir ci dessus) Attention Bambu Lab recommande de prendre quelques précautions avant de toucher à cette fonction ou de modifier le fonctionnement de ce ventilateur en réduisant la vitesse ou en rajoutant des caches pour diminuer le bruit. Il est important ici de rappeler que cette fonction sert à éliminer/réduire les émanations toxiques dégagées par certains filaments. Bien lire ces recommandations avant de modifier quoi que ce soit. Perso je n'y touche pas. Je n'ai pas encore eu besoin de le modifier. Complément d'info Je rajouterais qu'il y a la possibilité d’améliorer la filtration par l'ajout d'un système de filtration externe comme celui que j'ai installé. Voir les posts suivants Le ventilateur d'extraction se trouve sur l'arrière de la machine Le filtre à charbon actif est accessible depuis l'intérieur de la machine via une petite trappe Il est recommandé de le remplacer toutes les 1440h ou 60 jours d'impression continue. Vous pouvez aussi utiliser votre nez pour savoir quand il faut le remplacer. Quand ça commence à sentir l'ABS c'est que c'est l'heure On peut se le procurer sur la boutique en ligne Bambu Lab https://eu.store.bambulab.com/fr-fr/products/activated-carbon-air-filter?_pos=1&_sid=02609bbbd&_ss=r La procédure est décrite dans le wiki https://wiki.bambulab.com/en/x1/maintenance/replace-carbon-filter @Moucklee nous fait savoir qu'il est possible de faire soit même son filtre à charbon actif. Tout est expliqué là Voilà pour aujourd'hui. Comme indiqué au début, n'hésitez pas à me faire part de vos remarques ou siganler des erreurs ou oublis de ma part. Je mettrais ce post à jour A+ JC PS: Si un modo pouvait me donner le droit permanent de modifier ce post et éventuellement "l'épingler" ce serait cool



 3 points
3 points -
Y a plus d'informations dans le fil sur le forum Bambu Lab. Apparemment l'AMS HT est un AMS à 1 slot, tandis que le AMS 2 Pro en a 4, les deux avec possibilité de séchage. L'AMS 2 Pro pourrait se vendre par palettes : il serait compatible A/P/X series aussi... Bambu Lab H2D Key Features Multi-function Capabilities Dual-nozzle 3D printer Laser engraving and cutting capability (10W and 40W laser modules available) Digital cutting feature Pen drawing function Printing Capabilities Multi-material printing: Can combine flexible and rigid materials in a single print Dedicated support material printing: Perfect supports with minimal waste Efficient multi-color printing: Reduces purge cycles to save time and materials Build Volume Single-nozzle printing: 325×320×325 mm³ Dual-nozzle printing: 300×320×325 mm³ Total volume for two nozzles: 350×320×325 mm³ Performance Specifications Maximum hotend temperature: 350°C Maximum heatbed temperature: 120°C Maximum chamber temperature: 65°C with active chamber heating Maximum toolhead speed: 1000 mm/s Maximum toolhead acceleration: 20,000 mm/s² Smart Features BirdsEye camera for live spatial alignment (up to 0.3mm accuracy) Auto arrangement feature that leverages real-time images to optimize material usage Material CodeSync: Automatically scans QR codes on materials to load perfect presets AI-backed nozzle camera with macro lens for monitoring extrusion patterns Full-auto calibration Comprehensive filament monitoring system (15 sensors on one filament path) Hardware & Technical Features Vision encoder for 50μm ultra-fine motion accuracy DynaSense Extruder with intelligent sensing for precise extrusion control Chassis made of aluminum and steel Air purification system with HEPA filter (H12 grade) Expandability Supports up to 4 AMS 2 Pro and 8 AMS HT units (total of 24 filament slots) Maximum of 25 colors possible (using all AMS units plus external spool holder) Safety Features Laser protective windows (no goggles needed for laser operation) Optional air purifier for clean air during laser operations Pre-flight checklist system that checks for debris and verifies hardware configurations Can H2D be upgraded to H2D Laser Edition? Yes, we plan to launch a laser upgrade kit for the non-laser version of H2D, expected to be released in June. This kit will include installation instructional videos to assist users. However, note that the upgrade kit features an external air pump, which differs from the built-in air pump of the full combo. The external pump must be installed separately and connected via an air tube. The H2D Laser Full Combo includes built-in air and pipe systems, a pre-installed BirdsEye camera, laser-protected doors, and a laser module with accessories like a cutting module, smoke exhaust pipe, adapter, and emergency stop button. Are the left and right hotends identical? Yes, both hotends are identical in structure and materials, allowing them to be used interchangeably. What is the maximum number of AMS 2 Pro and AMS HT units that the H2D supports? How many colors can it print at most? The H2D supports up to 4 AMS 2 Pro and 8 AMS HT units, totaling 12 units with 24 slots. Since the H2D is a dual-hotend printer, it can theoretically support up to 25 colors if all AMS units are connected to one hotend while the other hotend uses an external spool holder. Is H2D compatible with the first-generation AMS? Yes, the first-generation AMS is fully plug-and-play compatible with H2D for multi-color printing but does not support AMS drying. However, due to differences in the feeding mechanism and buffering structure, the H2D does not support the AMS Lite. What are the two 4-pin ports on the back of the printer used for? These ports are reserved for future expansion accessories. For example, one of them can be used to connect an external air pump when upgrading a non-laser version of the printer to a laser version. Can I use the A1 series hotend on the H2D? Can H2D hotends be used on A1 series printers? While similar, H2D hotends are specifically designed for optimal compatibility with H2D printers. They support a higher maximum volumetric flow rate, lower clogging risk, more precise nozzle offset calibration, and automatic hotend type recognition via the live camera. Using an A1 hotend on an H2D printer is not recommended. However, H2D hotends can be used on A1 printers if paired with the H2D hotend silicone sock. What are the differences between the 10W and 40W laser modules? Both modules use blue light lasers and can process materials like wood, rubber, metal sheets, leather, dark acrylic, and stone. Differences include: Cutting Thickness (Basswood Plywood): 10W (5mm) vs. 40W (15mm) Engraving Speed (Basswood Plywood): 10W (400mm/s) vs. 40W (1000mm/s) Processing Area: 10W (310mm x 270mm, max height 280mm) vs. 40W (310mm x 250mm, max height 265mm) Is a USB included as standard? What functions are affected without a USB? No, a USB is not included. The printer has built-in storage for printing, but without a USB, the following functions are affected: No recording or time-lapse photography. Printing cannot be initiated via LAN. Print files cannot be stored through the studio. Log files cannot be exported. USB Requirements: USB 2.0 or higher, minimum write speed 10MB/s, FAT32/exFAT format. The printer supports only one USB at a time. Why can’t I freely select a hotend for printing built-in files? The hotend used for printing is determined during slicing. Built-in models are pre-sliced for the right hotend, so selection cannot be changed on the printer screen. However, in Bambu Studio, users can choose the left or right hotend when slicing their files. For specific filaments like TPU and PPS/PPA-CF, recommended hotends should be used. For more details, refer to the H2D Wiki 50. Bambu Lab AMS 2 Pro AMS, Evolved. The all-new 2nd-generation AMS 2 Pro features more powerful feeding motors that significantly boost filament feeding efficiency, accelerating multi-color and multi-material printing. Even better, the AMS 2 Pro introduces a filament drying function with active air vent on a fully sealed system, greatly enhancing drying efficiency and maintaining optimal filament conditions for extended periods. Engineered To Better Dry & Use High-performance Filaments Faster multi-color printing The powerful Bambu permanent magnet synchronous servo motor accelerates filament feeding by 60% for enhanced efficiency. Fast filament drying & air-tight filament storage Automated venting facilitates dehumidification during drying and ensures airtight sealing for weeks of high-quality printing. Serial connect up to 4 AMS 2 Pro & 8 AMS HT, total of 24 filaments Supports multi-material and 24-color printing capabilities. Key Features Up to 65°C drying temperature Provides effective drying for many filament types. 60% faster feeding speed The brushless motor significantly improves feeding efficiency. Auto-rotate Drying During the drying process, the filament spools rotate automatically to ensure more even drying. RFID Sync AMS 2 Pro uses RFID to auto-match drying settings for Bambu official filaments, no manual input needed. Speed Up! Faster Multi-material Printing! Saves an average of 10 minutes per 100 filament changes. Evolved, Polished Design Details Easy-access Filament Tubes See-through filament guide rails and a quick-release feeding mechanism make removing stuck filament quicker and easier. Ceramic Inlet Ceramic filament inlet, offering increased durability. Accurate Temp/Humidity Sensor Accurate temperature and humidity sensor for clearer readings. Compatible With All Bambu Lab Printers The AMS 2 Pro is compatible with all Bambu Labs products. Specifications Dimensions: 372 × 280 × 226 mm³ Net Weight: 2.5 kg Housing Material: ABS/PC Filament Supported: PLA, PETG, ABS, ASA, PET, PA, PC, PVA (dried), BVOH (dried), PP, POM, HIPS, Bambu PLA-CF/PAHT-CF/PETG-CF/Support for PLA/PETG, and TPU for AMS Filament Not Supported: TPE, generic TPU, PVA (damp), BVOH (damp), Bambu PET-CF/TPU 95A, and other filament that contains carbon fiber or glass fiber Filament Diameter: 1.75 mm Spool Dimension: Width: 50 mm-68 mm Diameter: 197 mm-202 mm RFID Identification: Supported Highest Drying Temperature: 65°C Filament Supported for Drying: PLA, PETG, Support for PLA/PETG, ABS*, ASA*, PET*, PA*, PC*, PVA*, BVOH*, PP, POM*, HIPS*, Bambu PLA-CF*/PAHT-CF*/PETG-CF*, and TPU for AMS* *Filaments marked with * require higher drying temperature. The AMS 2 Pro cannot dry them completely. If you want better drying performance for these filaments, we recommend purchasing an AMS HT. Power Input: 24 V 4 A What’s in the Box Bambu AMS 2 Pro Desiccant PTFE Tube Bambu Bus Cable-6Pin FAQ 1. There is an independent power port on the AMS 2 Pro in addition to the 6-pin port. Is this necessary? When the H2D is used with a single AMS 2 Pro, all functions, including automatic feeding and drying, can be utilized without an external power adapter. When the H2D is used with more than one AMS 2 Pro, if some AMS 2 Pro units are used for multi-color printing while others are used for filament drying, then the AMS 2 Pro units used for drying require an external power adapter. The external power adapter can be purchased from the Bambu Lab official store. 2. Can the X1 Series and P1 Series printers use AMS 2 Pro? X1 Series and P1 Series support AMS 2 Pro, if only the automatic feeding function is used, only the 6-pin cable is required, and no external power adapter is needed. However, if you need to use the drying function, an external power adapter is required for the AMS 2 Pro. The AMS 2 Pro is compatible with X1/P1 series printers for multi-material printing. The filament drying feature for these older generation machines will be fulfilled through an OTA update by the end of April. AMS 2 Pro compatibility with A1/A1 mini printers will be added through an OTA update in Q3 2025. 3. Can AMS and AMS 2 Pro be used at the same time for printing? Yes, you can use both AMS and AMS 2 Pro on one H2D. 4. Can I dry filament while printing? Currently, drying is not supported for AMS 2 Pro/HT that are actively involved in the printing process, including those that may be used for automatic refill during the current print job. Printing while drying is not yet supported. The only “dry while print” scenario currently supported is: the printer uses some of the connected AMS 2 Pro/HT units or an external spool holder for printing, while the AMS 2 Pro/HT units not involved in the current print job can be used for drying. If the printer is feeding or printing, and at the same time powering 1 AMS 2 pro for drying, the drying power will be automatically reduced, in order to ensure that the printing power is prioritized. So it is recommend to use the external power adapter for best drying results. 5. Can I get power from the printer for drying? The H2D printer supports powering one AMS 2 Pro for drying directly from the printer. If you need to dry filament in multiple AMS 2 Pro units simultaneously, the additional AMS 2 Pro units require power supply via a power adapter (purchased separately). — Bambu Lab AMS HT Specialized for High-Performance Materials Engineered To Better Dry & Use High-performance Filaments Key Features 85°C Drying Temp Specialized for high-performance filament drying. Drying temperature up to 85°C, optimized for high-temperature materials. Fast filament drying & air-tight filament storage Automated venting facilitates dehumidification during drying and airtight sealing for weeks of quality printing. 60% faster feeding speed Brushless motor improves feeding efficiency. Serial connect up to 4 AMS 2 Pro & 8 AMS HT, total of 24 filaments Supports multi-material and 24-color printing capabilities. Dry Filament Quickly and Intelligently Auto-rotate Drying During the drying process, the filament spools rotate automatically to ensure more even drying. RFID Sync AMS HT uses RFID to auto-match drying settings for Bambu official filaments, no manual input needed. Bypass Outlet Independent filament outlet designed for soft or brittle materials. Evolved, Polished Design Details Ceramic Inlet Ceramic filament inlet, offering increased durability. Over Temperature Protection Accurate temperature sensor and physical failsafe for safe, precise heating. Status Display Clear digital display for easy monitoring of drying status. Compatible With All Bambu Lab Printers The AMS HT will be compatible with all Bambu Lab products. Specifications Dimensions: 114 × 280 × 245 mm³ Net Weight: 1.21 kg Housing Material: PC/PA Flame Retardant Grade: UL 94 V-0 Screen: Supports displaying real-time temperature and humidity, and remaining drying duration. Filament Supported: PLA, PETG, ABS, ASA, PET, PA, PC, PVA (dried), BVOH (dried), PP, POM, HIPS, Bambu PLA-CF/PAHT-CF/PETG-CF/Support for PLA/PETG, and TPU for AMS. Bypass Filament Outlet: TPE, generic TPU, Bambu PET-CF/TPU 95A, and other filament that contains carbon fiber or glass fiber. Filament Not Supported: PVA (damp), BVOH (damp) Filament Diameter: 1.75 mm Spool Dimension: Width: 50 mm-68 mm Diameter: 197 mm-202 mm RFID Identification: Supported Maximum Drying Temperature: 85°C Filament Supported for Drying: PLA, PETG, Support for PLA/PETG, ABS, ASA, PET, PA, PC, PVA, BVOH, PP, POM, HIPS, Bambu PLA-CF/PAHT-CF/PETG-CF, and TPU for AMS Voltage: DC: 24 V AC: 100 V–240 V~, 50 Hz/60 Hz Average Power: 150 W What’s in the Box Bambu AMS HT Desiccant PTFE Tube Bambu Bus Cable-6Pin FAQ 1. What is the difference between the two discharge ports on the back of the machine? The port at the rear of the top cover is specifically for TPU filament. Due to the softness of the TPU filament, it is easy to fail when using the AMS 2 Pro automatic feeding function. When using the TPU, insert it into the AMS HT and ensure the material tray rotates in the correct direction. Insert the material tube into the TPU output port and manually push the filament through the PTFE tube until it is fully loaded into the extruder. Note: When using TPU, AMS HT cannot use the automatic feed and return function, but can be used as a drying box to prevent material moisture. 2. Can the AMS HT be used with the X series and P series printers? AMS HT compatibility with X1 and P1 printers will be added through an OTA update by the end of April. If only connecting one AMS HT to a X or P series printer, a filament buffer is required to be purchased separately. If connecting multiple AMS HT units, we recommend that you purchase an AMS Hub. AMS HT compatibility with A1 and A1 mini printers will be added through an OTA update in Q3 2025. 3. Can I print and dry at the same time? Printing while drying is not yet supported, including all the AMSs that are related to the on-going print job (eg. The AMSs assigned for auto-refill). However, you can dry filament in AMSs that are not assigned to the on-going print job. 4. How many AMS HT units can be connected to the X1 series and P1 series at most? X1 and P1 series printers support up to 4 AMS HT connections at the same time. 5. Can the AMS HT be directly connected to the printer for drying? H2D and X/P/A series printers are connected to AMS HT and use drying function. Each AMS HT requires an external 220V power supply for drying. It is not supported to draw power from the printer for drying (The power adapter is pre-included with the product package) Au passage, dans les specs de la H2D : pas de port Ethernet, ce n'est donc pas une version pro, donc il se peut qu'elle se positionne entre la X1C et la X1E, ou au même niveau que la X1E pour la version combo non laser édition... La caméra Bird View correspond à l'un des teasers vus dans le passé lointain et cela ne s'était jamais traduit en fait... Utile pour positionner la découpe/gravure laser, mais potentiellement aussi pour mesurer un pièce avec précision... Quand au vinyl cutter et au plotter, ça me fait penser à un teaser de tool head alternatives pour la Prusa XL vu récemment dans une vidéo dont je ne trouve pas la source...3 points
-
Après quelques colis taxés par erreur (et sans avoir rien demandé à la poste) : ce beau courrier est arrivé aujourd'hui :
 3 points
3 points -
Ils visent certainement un nouveau public avec cette machine multi-usages et je ne les imagine pas faire ça au hasard3 points
-
Perso, je trouve lamentable la communication de la sortie de cette nouvelle imprimante, comme si c'était le Messie attendu par les makers.. Ce type de marketing, qui joue sur l’impatience et la curiosité des passionnés d’impression 3D derrière un rideau de suspense artificiel, est ridicule à mes yeux. Valoriser à l’extrême le moindre détail, comme si le moindre écrou méritait une ovation, frôle l’absurde. Plutôt que de susciter de l’excitation, cette approche donne le sentiment d’être pris pour un simple spectateur dans un feuilleton mal ficelé. Un lancement clair et direct aurait été bien plus respectueux des clients.3 points
-
Aucune idée de ce que c'est comme type de laser, mais je viens de finir ~9H de gravure sur ardoise et j'ai clairement pas envie de faire la même chose dans ma Bambu Et pourtant j'avais le purificateur qui tournait à fond.
 2 points
2 points -
Peut-être parce que ce n'était pas la Prusa XL mais le toolchanger de E3D ?2 points
-
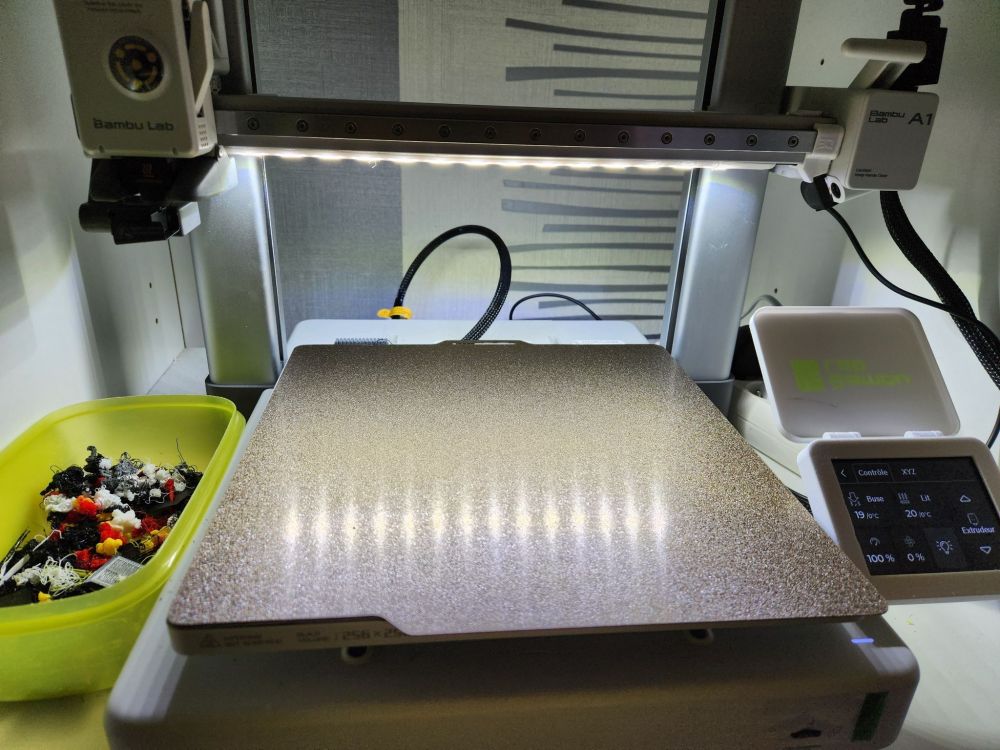
Pour le bandeau led c'est pas mal du tout. Il est branché sur le 2eme emplacement AMS. Je l'ai depuis plus de 2 mois sans aucuns problèmes. L'avantage est qu'il n'y a pas d'interrupteur, il est commandé la la fonction éclairage 'normale' grâce a un petit boitier qui se fixe devant l'éclairage de la A1 Je l'ai mis en place avec cela : Imprimé en PETG https://makerworld.com/fr/models/839617-a1-panda-lux-led-cover#profileId-859015 A noter : le clip afin de maintenir correctement le boitier : https://makerworld.com/fr/models/976957-a1-panda-lux-led-light-sensor-clip#profileId-949983 et le résultat : wahoouu on voit enfin ce que l'on fait !


 2 points
2 points -
Un leak des specs... à prendre avec des pincettes... Item Specification Printing Technology Fused Deposition Modeling Body Build Volume (W*D*H) Single Nozzle Printing: 325*320*325 mm³ Dual Nozzle Printing: 300*320*325 mm³ Total Volume for Two Nozzles: 350*320*325 mm³ Chassis Aluminum and Steel Outer Frame Plastic and Glass Physical Dimensions Physical Dimensions 492*514*626 mm³ Net Weight 31 kg Toolhead Hotend All Metal Extruder Gear Hardened Steel Nozzle Hardened Steel Max Nozzle Temperature 350 °C Included Nozzle Diameter 0.4 mm Supported Nozzle Diameter 0.2 mm, 0.4 mm, 0.6 mm, 0.8 mm Filament Cutter Built-in Filament Diameter 1.75 mm Extruder Motor Bambu Lab High-precision Permanent Magnet Synchronous Motor Heatbed Build Plate Material Flexible Steel Plate Included Build Plate Type Textured PEI Plate Supported Build Plate Type Textured PEI plate, Smooth PEI Plate Max Heatbed Temperature 120 ℃ Speed Max Speed of Toolhead 1000 mm/s Max Acceleration of Toolhead 20,000 mm/s² Max Flow for Hotend (Standard Flow Hotend) 40 mm³/s(Test parameters: 250 mm round model with a single outer wall; Bambu Lab ABS; 280 °C printing temperature) Chamber Temperatur Control Active Chamber Heating Supported Max Temperature 65 °C Air Purificatio Pre-filter Grade G3 HEPA Filter Grade H12 Activated Carbon Filter Type Granulated Coconut Shell VOC Filtration Superior Particulate Matter Filtration Supported Cooling Part Cooling Fan Closed Loop Control Cooling Fan for Hotend Closed Loop Control Main Control Board Fan Closed Loop Control Chamber Exhaust Fan Closed Loop Control Chamber Heat Circulation Fan Closed Loop Control Auxiliary Part Cooling Fan Closed Loop Control Supported Filament Type PLA, PETG, TPU, PVA, BVOH Optimal ABS, ASA, PC, PA, PET Superior Carbon/Glass Fiber Reinforced PLA, PETG, PA, PET, PC, ABS,ASA Superior PPA-CF/GF, PPS, PPS-CF/GF Ideal Sensor Live View Camera Built-in; 1920*1080 Nozzle Camera Built-in; 1920*1080 BirdsEye Camera Built-in; 3264*2448 Toolhead Camera Built-in; 1920*1080 Door Sensor Supported Filament Run Out Sensor Supported Filament Tangle Sensor Supported Filament Odometry Supported with AMS Power Loss Recovery Supported Electrical Requirements Voltage 100-120 VAC / 200-240 VAC, 50/60 Hz Max Power* 2200 W@220 V / 1320 W@110 V Average Power 1050 W@220 V / 1050 W@110 V Electronics Touchscreen 5-inch 720*1280 Touchscreen Storage Built-in 8 GB EMMC and USB Port Control Interface Touchscreen, mobile App, PC App Motion Controller Dual-core Cortex-M4 and Single-core Cortex-M7 Application Processor Quad-core 1.5 GHz ARM A7 Neural Processing Unit 2 TOPS Software Slicer Bambu Studio Supports third-party slicers which export standard G-code, such as Super Slicer, PrusaSlicer and Cura, but certain advanced features may not be supported. Supported Operating System MacOS, Windows Network Control Ethernet Not Available Wireless Network Wi-Fi Network Kill Switch Not Available Removable Network Module Not Available 802.1X Network Access Control Not Available Wi-Fi Operating Frequency 2412-2472 MHz, 5150-5850 MHz (FCC/CE) 2400-2483.5 MHz,5150-5850 MHz (SRRC) Wi-Fi Transmitter Power (EIRP) 2.4 GHz: <23 dBm (FCC); <20 dBm (CE/SRRC/MIC) 5 GHz Band1/2: <23 dBm (FCC/CE/SRRC/MIC) 5 GHz Band3: <30 dBm (CE); <24 dBm (FCC) 5 GHz Band4: <23 dBm (FCC/SRRC); <14 dBm (CE) Wi-Fi Protocol IEEE 802.11 a/b/g/n 10W Laser Module Laser Type Semiconductor Laser Laser Wavelength Engraving Laser: 455 nm ± 5 nm Blue Light Height Measuring Laser: 850 nm ± 5 nm Infrared Light Laser Power 10 W ± 1 W Laser Spot Dimension 0.03 mm * 0.14 mm Working Temperature 0 °C–35 °C Max Engraving Speed 400 mm/s Max Cutting Thickness 5 mm (Basswood Plywood) Laser Safety Class for Laser Module Class 4 Overall Laser Safety Class* Class 1 Engraving Area 310 mm * 270 mm Processing Height Range 0 mm-280 mm XY Positioning Method Visual Positioning XY Positioning Accuracy < 0.3 mm Z Height Measuring Method Micro Lidar Z Height Measuring Accuracy ± 0.1 mm Flame Detection Supported Temperature Detection Supported Door Sensor Supported Laser Module Installation Detection Supported Engraving Timelapse Supported Safety Key Included Air Pump Built-in; 30 kPa, 30 L/min Ventilation Pipe Adapter Outer Diameter 100 mm Supported Material Type Wood, rubber, metal sheet, lether, dark acrylic, stone, and more 40W Laser Module Laser Type Semiconductor Laser Laser Wavelength Engraving Laser: 455 nm ± 5 nm Blue Light Height Measuring Laser: 850 nm ± 5 nm Infrared Light Laser Power 40 W ± 2 W Laser Spot Dimension 0.14 mm * 0.2 mm Working Temperature 0 ℃–35 ℃ Max Engraving Speed 1000 mm/s Max Cutting Thickness 15 mm (Basswood Plywood) Laser Safety Class for Laser Module Class 4 Overall Laser Safety Class* Class 1 Engraving Area 310 mm * 250 mm Processing Height Range 0 mm–265 mm XY Positioning Method Visual Positioning XY Positioning Accuracy < 0.3 mm Z Height Measuring Method Micro Lidar Z Height Measuring Accuracy ± 0.1 mm Flame Detection Supported Temperature Detection Supported Door Sensor Supported Laser Module Installation Detection Supported Engraving Timelapse Supported Safety Key Included Air Pump Built-in; 30 kPa, 30 L/min Ventilation Pipe Adapter Outer Diameter 100 mm Supported Material Type Wood, rubber, metal sheet, lether, dark acrylic, stone, and more Cutting Module Cutting Area 300*285 mm² Drawing Area 300*255 mm² Supported Pen Diameter 10.5 mm-12.5 mm Cutting Mat Type LightGrip and StrongGrip Cutting Mats Blade Type 45°*0.35 mm Blade Pressure Range 50 gf-600 gf Max Cutting Thickness 0.5 mm Blade and Pen Recognition Supported Cutting Mat Type Detection Supported Supported Image Type Bitmap and Vector Images Supported Material Type Paper, vinyl, leather, and more Source : un fil sur le forum Bambu Lab2 points
-
Si tu préfères un lancement simple et clair, c'est tout à fait possible: tu ne regardes ni cette partie du forum ni le site de BambuLab et tu attends le 26 mars (pour avoir quelques heures de sécurité à cause des décalages horaires). Perso, je trouve cela distrayant, chacun y va de ses supputations, de ses envies ou de ses besoins. Et franchement, nous avons pas attendu la récente com de Bambulab pour en discuter.2 points
-
Wiki Creality pour la protection du tube bowden. https://wiki.creality.com/en/k2-flagship-series/k2-plus/secure-PTFE-tube1 point
-
J'utilise ces modèles depuis longtemps, et c'est vrai que ça marche niquel sur toutes les machines. Je pense même qu'Anycubic et la M5S pro s'est énormément inspiré de ce modèle (en plus gros, et moins efficace ). Maintenant j'attends de tester le concurrent de chitusystem un peu moins cher. Sympa pour le socle1 point
-
Non, c'était bien d'une Prusa XL qu'il s'agissait, avec des têtes outils alternative (vinyl cutter, porteur de marqueur, ...), et en particulier le stylo était utilisé pour faire une interface de support... Prusa XL non FDM toolheads, vidéo sur Twitter le 14 mars En termes de timing, c'est intéressant... Comprendre laser à diode. En 10W, ça doit être équivalent à un X-Tool F1 Lite.1 point
-
@JoOj alors perso évite les surface en verre le verre est pas un super bon conducteur thermique. Tu as une autre chose qui peut être fait pour rectifier le plateau, quand tu as plateau alu avec revetement magnetique si tu peux démonter le plateau utilise un marbre et tu colle au double face du papier de verre de ponce a l'envers l'excèdent de surface sur le support magnétique, tu auras un plateau parfaitement plan malgré le plateau alu légèrement fossé, mais cela impose le démontage complet du plateau ce qui saoul les gens et donc les bande d'alu sont utilisé.1 point
-
@jcjames_13009 voilà normalement c'est fait1 point
-
Moi non plus je ne suis pas spécialiste là dedans, mais si BIGTREETECH commercialise ces accessoires je pense qu'ils savent ce qu'il font ils ne vont pas se tirer une balle dans le pied en vendant des articles qui vont pauser des problèmes1 point
-
Déjà 1 kg sur un seul plateau je n'est encore jamais fait ça, par contre pour finir les bobines c'est plutôt sympa, pas donné mais sympa1 point
-
Merci @Moucklee Je l'ai rajouté dans le post initial A+ JC1 point
-
Merci ! J'aurais du chercher avec "smoothing"1 point
-
Sans doute la même technique que l'ABS avec les vapeurs d'acétone Exemple (mais il y en a d'autres sur les forum) : https://www.lesimprimantes3d.fr/forum/topic/48898-lissage-abs-par-vapeur-dac%C3%A9tone-homog%C3%A8ne/ Ou https://www.lesimprimantes3d.fr/forum/topic/9586-tuto-lisser-les-impressions-3d-%C3%A0-la-vapeur-dac%C3%A9tone/1 point
-
Salut, J'ajouterai aussi, qu'il est possible de faire soit même son filtre à charbon actif, en achetant des pellets de charbon et en imprimant une boite identique a celle d'origine mais qu'ont peut ouvrir/fermé à souhait.
 1 point
1 point -
ahah , oui pardon ce n'est pas terrible comme explication , je le reconnais ...1 point
-
Je pense que c'est du au fait qu'après le bedmesh l'écran k2 n'a pas validé (n'est pas sorti du mode leveling) et que j'ai rebooté pour sortir de ce mode. Pourtant il avait bien fini et la tête s'était mise en position repos. Un Bug. Fluidd avait bien les valeurs de températures.1 point
-
Générer du buzz, c'est du marketing efficace et pas vraiment cher... Et ça marche. La preuve, tu lis le contenu de ce fil1 point
-
Ca fait très "Inspired by Dyson". Il y a peut être aussi un système d'extraction/filtration de type Dyson compatible FDM et Laser pour filtrer l'air dans l'enceinte
 1 point
1 point -
"If the perfect motor doesn't exist, we build it. That's our commitment to excellence. Guess where it's going to be? " c'est joli, mais j'ai hâte d'en savoir plus...1 point
-
Bonjour @Moucklee ! Alors effectivement j’ai essayé au sèche cheveux vu que je n’avais pas de décapeur mais première vitesse et premier cran de chauffage pour ne pas surchauffer l’écran ! E rien à faire ça n’a pas bougé d’un micron … Alors bonjour à tous !! voilà quelques nouvelles suites avec le SAV de Elegoo à mes commentaires peu élogieux sur les écrans … j’ai donc refait des tests d’impression pour voir car je ne comprenais plus rien à mes impressions car les autres pièces marchent très bien et sortent nickel ! du coup je vous ai mis les photos de mes tests d’impressions ( je les ai vraiment fait à l’arrache en plus en me disant foutu pour foutu je vais pas m’amuser à tout calibrer …) les pièces sortent nickel sans aucun défaut ! ( il faut quand même que je regarde le plateau si y’a pas un soucis avec car le test de calibrage est bon sur le côté droit mais pas le côté gauche ) Du coup en repensant et en réfléchissant à ce qui pourrait « merder » dans mes impressions je me demande si c’est pas mon fichier qui est corrompu ou défectueux je m’explique : le fichier original que j’ai téléchargé sur cults fonctionne très bien en impression ! Sauf que j’ai voulu faire une découpe longitudinale sur meshmix car je n’ai besoin que de la moitié ! Et c’est ce fichier là qui foire à chaque fois… du coup je pense que je vais plus vous demander de l’aide pour mon fichier que mon écran


 1 point
1 point -
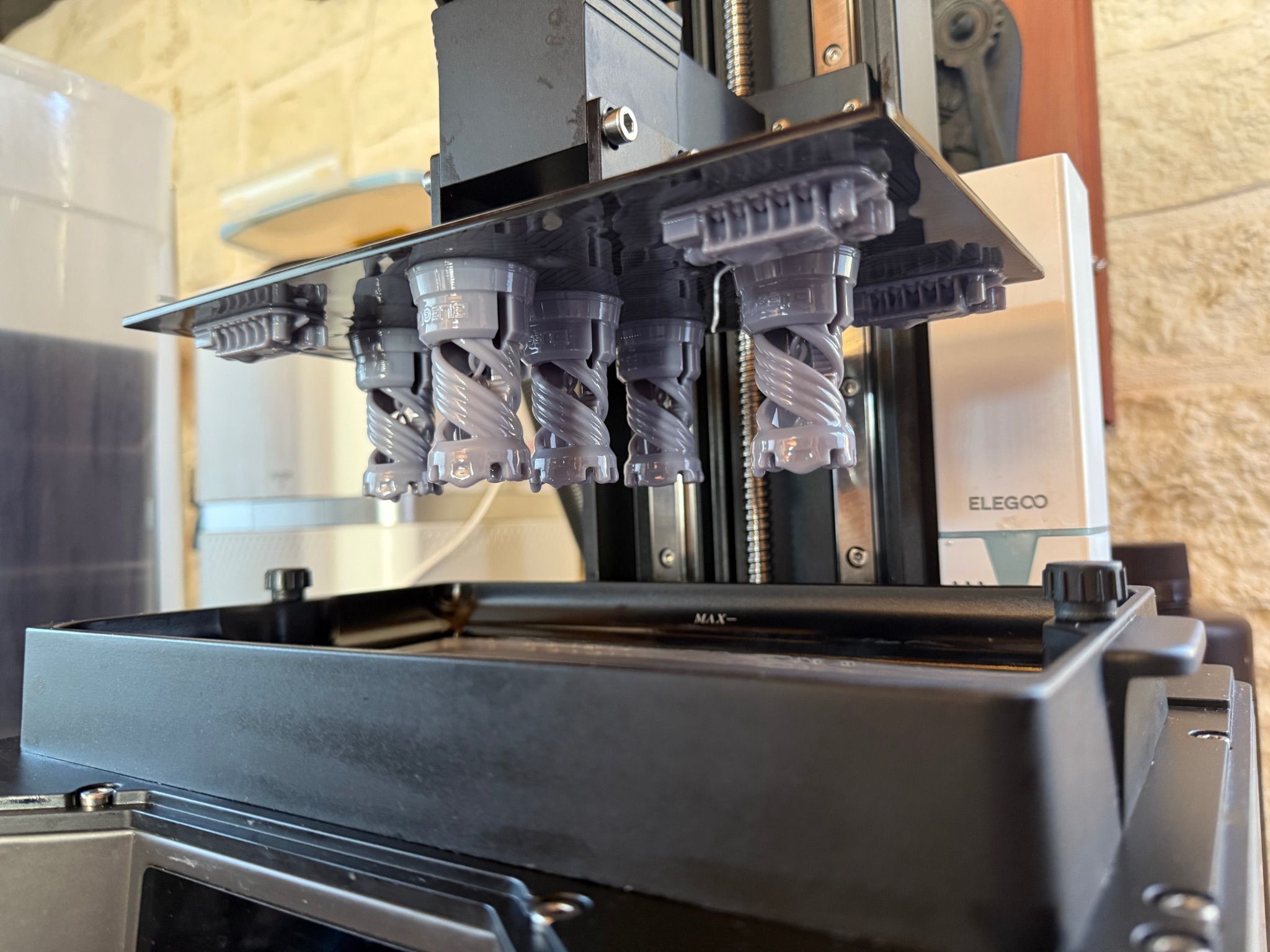
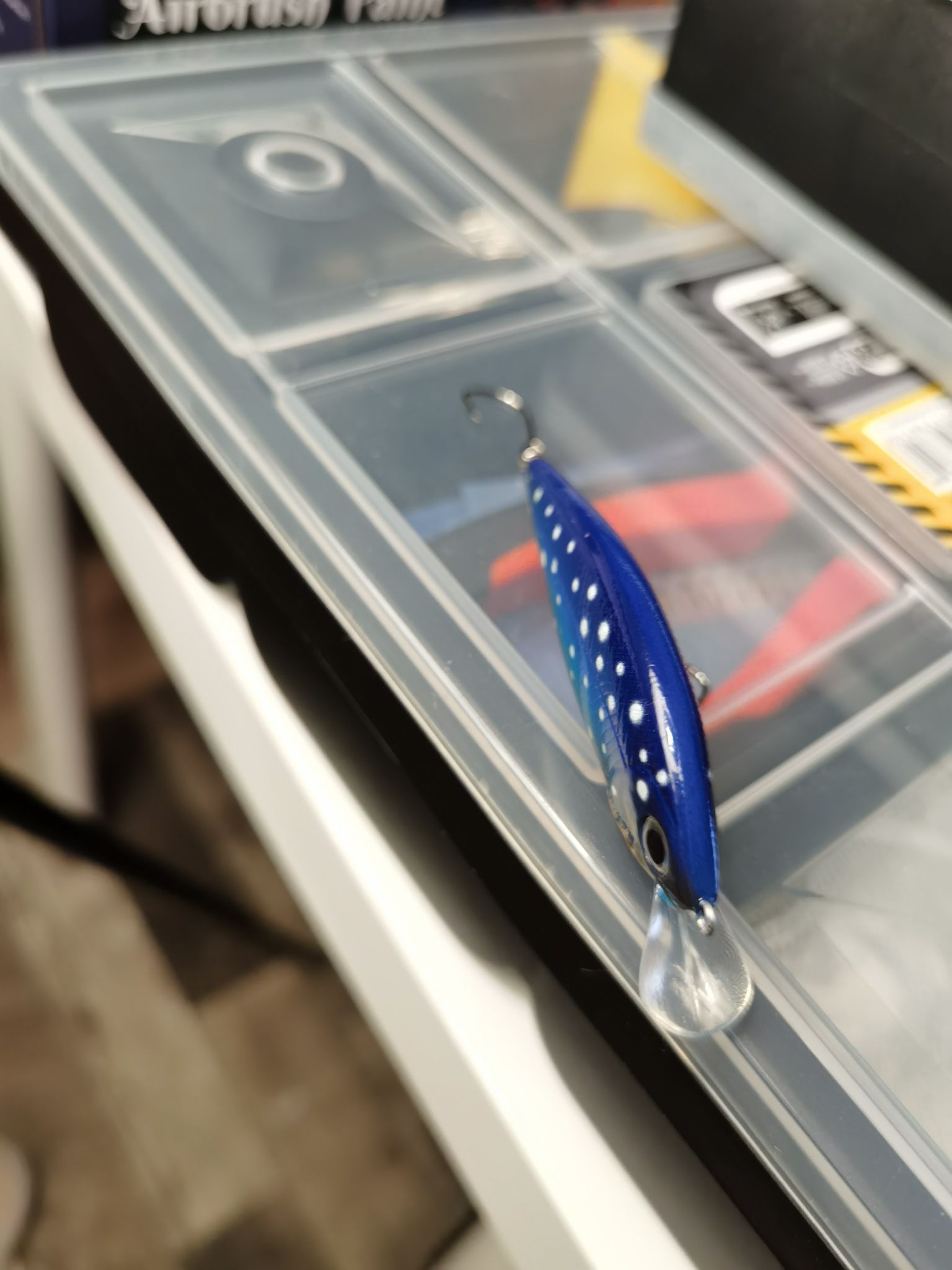
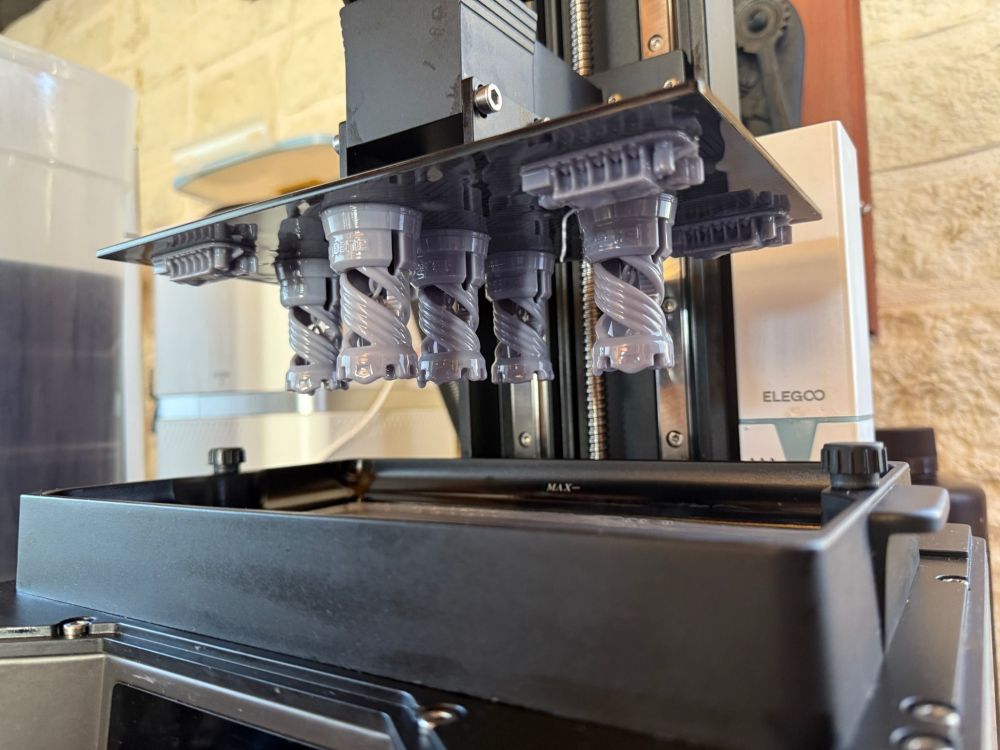
Yo les gars, je viens vous montrer mon travail terminé, voici les premiers prototypes ! Du coup l'histoire de résine transparente obligatoire, c'est du à la bavette devant le leurre qui doit être transparente. Voilà voilà. A bientôt


 1 point
1 point -
regarde ce poste qui parle du pla haute vitesse :1 point
-
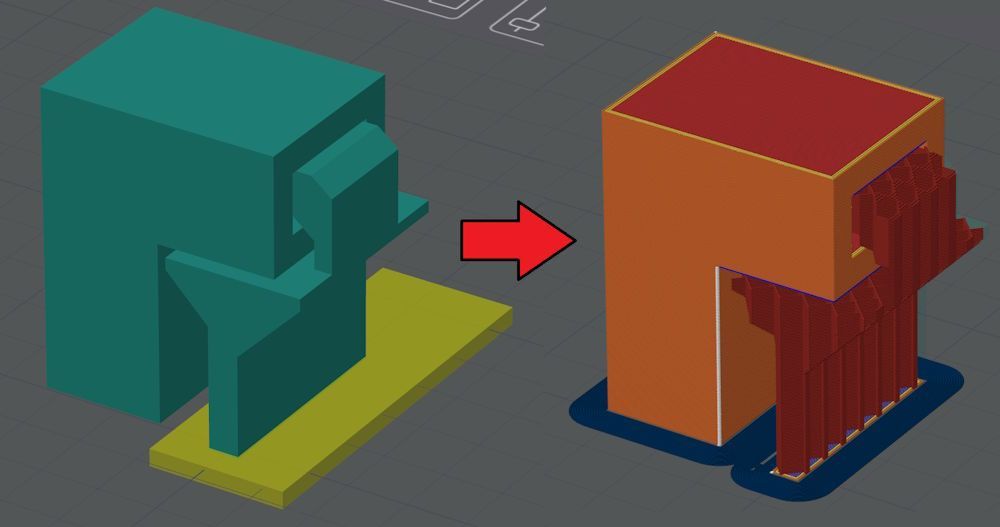
Salut, Tu peux tenter la version DIY : tu dessines toi-même le support et tu choisis des paramètres d'impression qui se rapprochent des supports automatiques. Voici un exemple (à optimiser ) avec un modificateur au pied pour avoir une face inférieure pleine en contact avec le plateau:
 1 point
1 point -
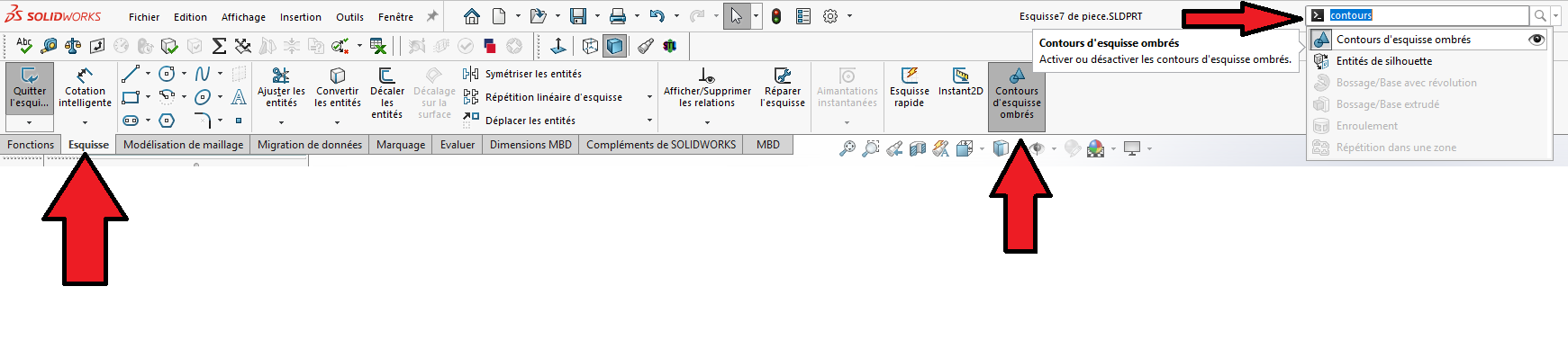
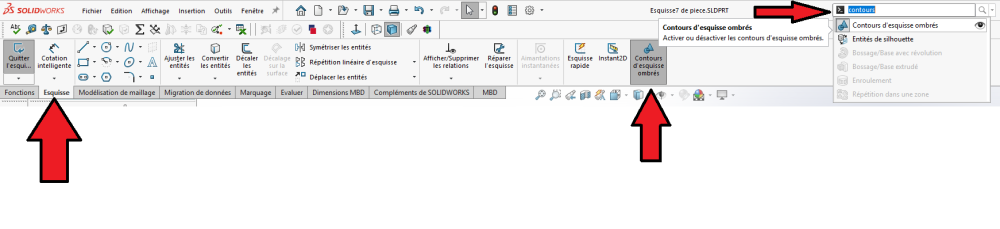
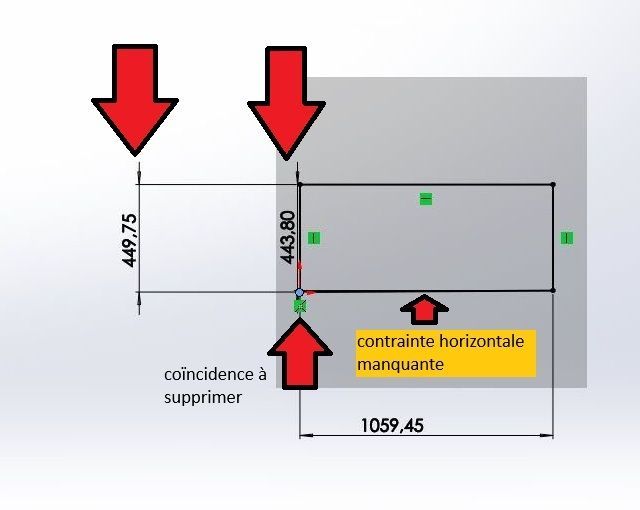
je précise la manière pour l'activer: soit tu cliques sur le bouton "Contours d'esquisse ombrés" dans l'onglet Esquisse du CommandManager (affiché avec un clic droit dans la barre d'outils, en haut) soit tu recherches le mot "contours" et tu cliques sur "Contours d'esquisse ombrés" qui apparait dans la liste Dans la copie d'écran, l'esquisse est totalement contrainte donc, par définition, tu ne peux pas la déplacer avec la souris. Si tu souhaites le faire, il faut supprimer la contrainte liée à l'origine (coïncidence). En passant, il faudrait ajouter une contrainte d'horizontalité sur le trait inférieur et supprimer une des 2 cotes de hauteur d'accord, c'est le "la bande de Leds à coller est de 10cm max " qui m'a perdu
 1 point
1 point -
Comme il n'a pas pris feu sur le bed, je verrais plutôt contact avec un porte-avions en mer Med.
 1 point
1 point -
Je dirais bien de tenter au décapeur thermique, à basse température et sans insisté dessus, voir si les bulles disparaisse1 point
-
Merci à tous. La bobine concernée est en cours de séchage Et je vais lessiver mes plateaux ! Je retiens bien que l'alcool c'est pour l'apéro !1 point
-
Reçu hier Aliexpress par Chronopost : RAS Il y a du avoir un bug chez la Poste à un certain moment, réglé depuis.1 point
-
donc plutôt une mauvaise fabrication, c'est quand même fou ... aucun contrôle qualité tu les reçois directement d'Elegoo dans la cadre de la garantie c'est cel ?1 point
-
J'ai contacté Jean Marc d'ArianePlast pour avoir des précisions concernant les filaments hautes vitesses Voici ma question suivi de sa réponse : Je voudrai avoir ton avis sur les filaments hautes vitesses, penses tu que c'est une arnaque commercial ou une réalité ? Pour t'apporter quelques précisions concernant les filaments haute vitesse c'est simplement un grade de PLA plus fluide qui est utilisé. Comme il est plus fluide le moteur va arriver à pousser le fil à une température d'affichage " normale d'utilisation " aux alentours des 200°c. Pour t'expliquer un peu plus dans les détails plus un pla a des chaines de molécules longues / plus il est résistant mécaniquement / plus il est compliqué a fabriqué / plus il est cher / et plus il faut le chauffer. Un test simple pour le voir tu prend un fil HI speed et tu descend la température de ta buse a 160°C , tu constatera que tu arrive toujours a le pousser et il s'écoulera. Un pla Arianeplast ( grade ingeo 4043D) tu n'arriveras pas à le faire fondre a 160°C. Si tu essayes de fabriquer du pla dans ta cuisine comme on peut le voir dans certaines vidéos sur YouTube tu va arriver à faire un PLA qui va durcir mais à peine tu vas le chauffer qu'il sera à nouveau liquide. ( ça c'est un pla de faible qualité) Par contre si tu fabrique un PLA dans un laboratoire ou en industrie avec tout le matériel nécessaire tu vas arriver à faire un pla avec des chaines de molécules beaucoup plus longues (ce qui caractérise en général un polymère de qualité et résistant) Et là tu va avoir un plastique qu'il va falloir chauffer plus pour le ramener à nouveau à l'état visqueux (visqueux, mais pas liquide) Moins le pla est de bonne qualité plus tu peut l'imprimer vite a une température " de base 200°c" Ce qu'il faut toujours garder en tête c'est le temps de séjour du fil dans la tête d'impression. C'est pour cela que toutes les imprimantes ont des bloc de chauffe et des buses plus longue. Par exemple j'ai réalisé des pièces avec notre PETg à haute vitesse. température standard noté sur la bobine 245°C A cette vitesse tu pourras constater qu'a une vitesse de 300mms la dépose ne se fait plus correctement. Le remplissage va devenir merdique car la couche chaude ne va pas se souder à la couche précédente. Tu pourras aussi observer que ta pièce va devenir plus mat. ( c'est que tu ne fais pas bien fondre ton polymère) Il suffit juste d'augmenter la température a 265°C pour constater que le remplissage va à nouveau bien se déposer (le temps de monter de quelques couches) et ta pièce va redevenir brillante. (comme elle l'est en temps normal aux vitesses que l'on avait l'habitude d'utiliser sur les générations de machines précédentes) C'est exactement pareil avec n'importe quel polymère. PLA/ABS/Nylon ect Tu peux utiliser des fil " normaux " à très haute vitesse, il suffit de ne pas avoir peur de sortir des tranches de températures défini sur la bobine. (Ils auront même tendance à garder une meilleure forme et à mieux garder les côtes de ta pièce en refroidissant) Les fabricants de fil ont défini des bases de température sur les machines qui étaient commercialisé jusqu'à présent. PLA 200/230°c Le fait que les machines ont évoluées, fait que les indications de température ne sont pas bonnes pour des vitesses rapides (10x plus rapide qu'avant) Je pense que les fabricants chinois ont favorisé des grades de PLA plus fluide pour ne pas devoir surdimensionner le moteur de l'extruder à cause de l'inertie pendant les mouvements pour pouvoir imprimer vite. Et pour se faciliter leur travail au niveau des sondes de températures et des cartouches de chauffes Et les utilisateurs particuliers ne font pas de test de résistance mécanique en laboratoire surtout pour faire de la figurine, donc un PLA plus fluide et moins résistant mécaniquement pour de l'industrie sera perçu comme plus qualitatif pour un particulier parce qu'il est " HI speed". J'imprime les pièces PLA qu'on produits sur K1 et K1 max a une température de 245°C alors que sur une CR10 je les utilisais a 225°c. (buse 0.4mm) J'imprime les pièces PETG a 265°c sur k1 et K1max alors que sur CR10 je travaillais a 245°C (buse de 0.4mm) Plus je mets une buse grosse, plus je diminue la température. En espérant que cela puisse aider des utilisateurs. Bien sûr tu peux publier ma réponse1 point
-
C'était le fameux "je vous tiens au courant" des forums Internet… Une problématique me turlupine à mon tour. J'ai aussi remarqué qu'imprimer du PETG (de chez ArianePlast justement, un beau rouge) à haute vitesse sur Bambu Lab ne rendait pas du tout la même brillance qu'imprimé à basse vitesse sur Prusa. Le plastique imprimé rapidement devient mat. J'ai donc augmenté la température de buse légèrement sur la X1C tout en diminuant un peu sa vitesse d'impression, ce qui a contribué à redonner du lustre à la pièce sans toutefois obtenir le plein éclat de "l'ancien temps" à 50 mm/s (mais je ne vais pas à nouveau imprimer à cette basse vitesse, c'est trop lent quand on doit passer beaucoup de pièces, les temps ont changé). Bref, ma question par rapport à tout ceci : Jean Marc suggère de ne pas abaisser la vitesse d'impression pour retrouver de la brillance, mais au contraire de travailler à haute vitesse tout en sortant franchement des intervalles de température préconisés, en allant chercher de hautes températures (il cite 265°C pour du PETG). Sauf que dans les faits, les imprimantes "rapides" ne travaillent pas toujours (presque jamais, en fait) sur l'intégralité de la pièce à ces vitesses maximales. Elles ralentissent très fortement à certains endroits, notamment dans les zones de courbure à faible rayon, ou aux extrémités des pièces, ou encore dans les overhangs prononcés. Que se passe-t-il dans ces zones lentes alors que le plastique resté chauffé bien au-delà de sa spec de base recommandée ?1 point
-
Exactement, ça me turlupine depuis un moment, du coup j'ai la réponse1 point
-
Donc si j'ai bien tout comprit on nous vend plus cher un PLA haute vitesse car c'est soit disant mieux alors qu'en faite c'est un PLA de qualité inférieur qui fond plus vite....1 point










.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)