Classement




Contenu populaire
Contenu avec la plus haute réputation dans 21/05/2025 Dans tous les contenus
-
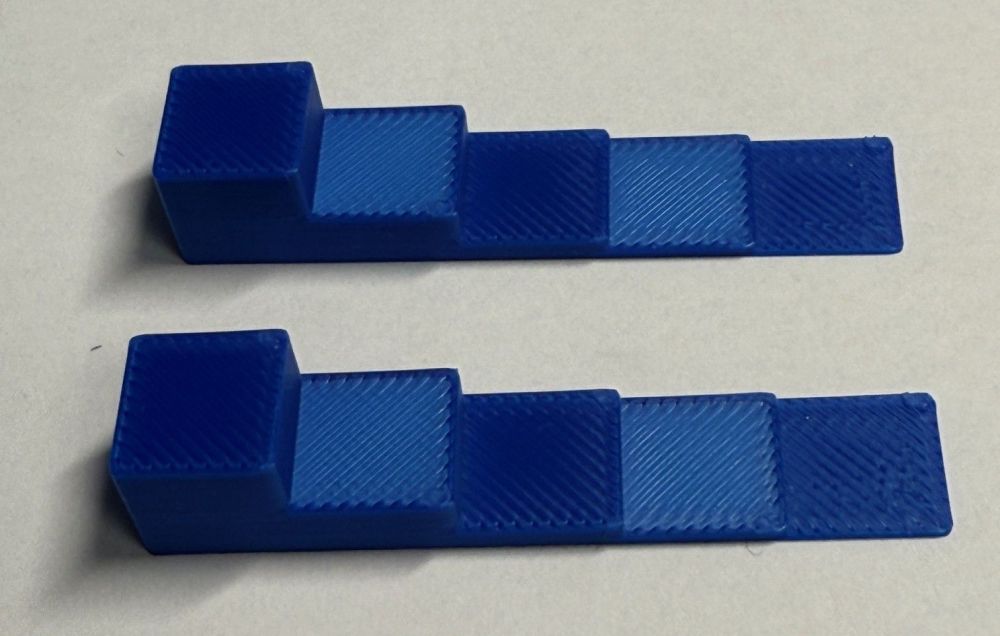
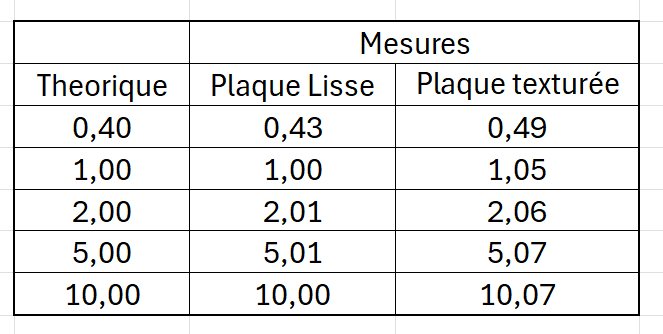
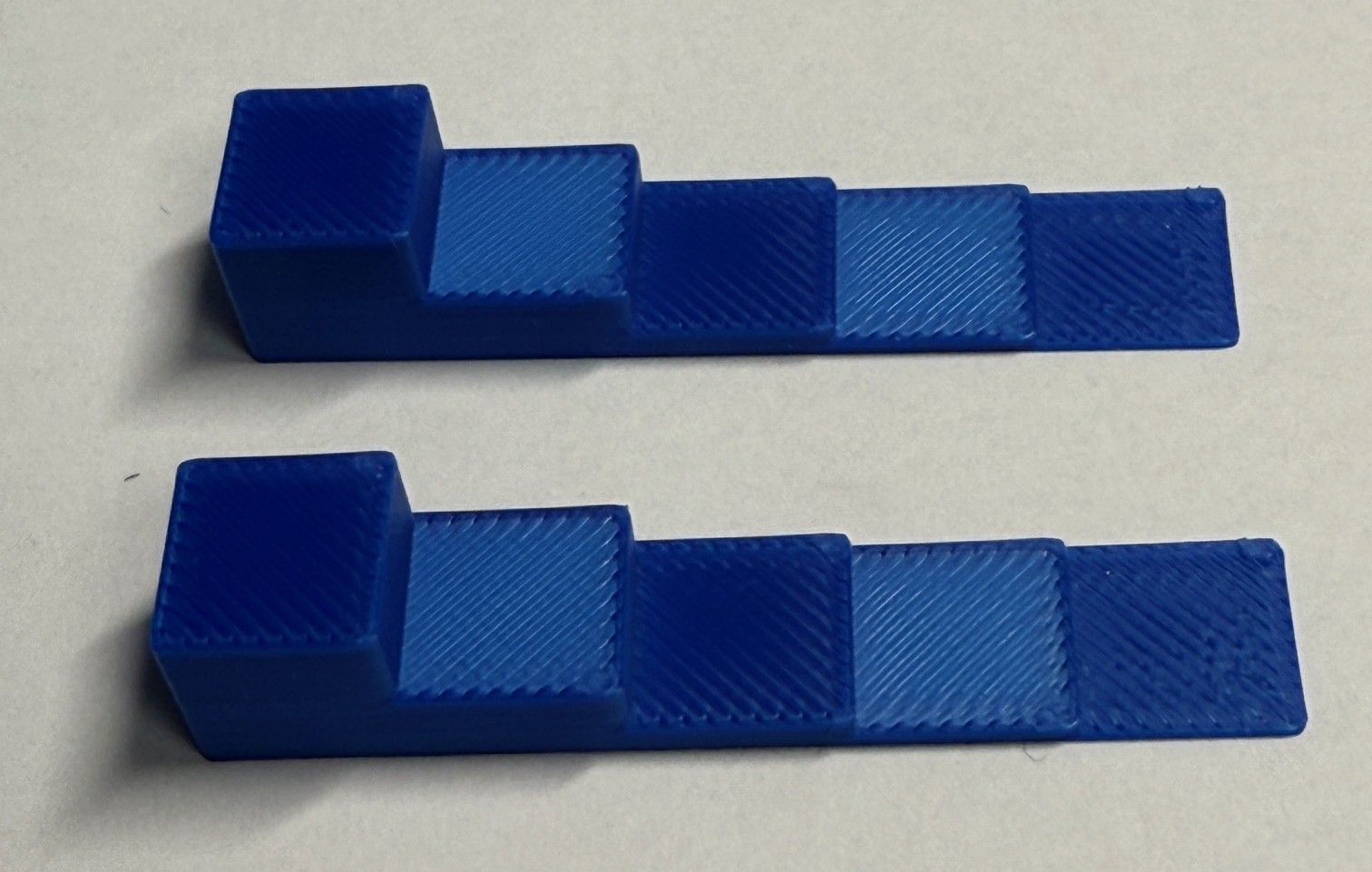
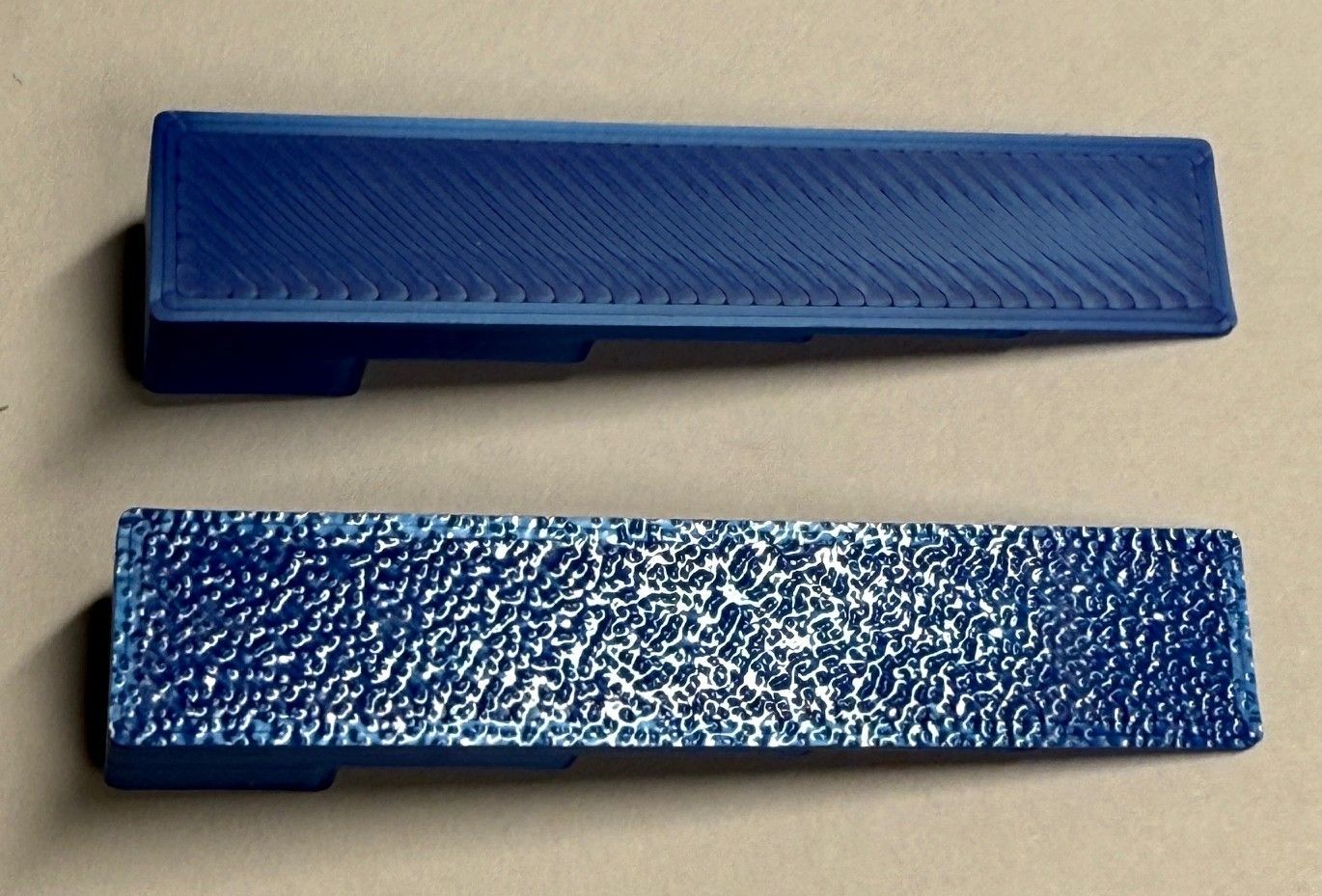
Je me suis amusé à imprimer la même petite pièce de contrôle sur la plaque lisse et sur la plaque texturée de la H2D, voici les photos et résultats. Les pièces mesurent 50 mm de long par 10 mm de large, vu de dessus aucune différence. Le dessous montre bien la différence de plaque. Et maintenant les mesures: On voit très bien que les 0.05 à 0.07 mm de plus sur la pièce texturée représentent la hauteur des crans de texture dont l'imprimante ne tient pas compte. Cela est normal car lors du palpage de la surface c'est bien le haut de la plaque texturée qui vient en contacte avec la buse.

 3 points
3 points -
Ça va finir par sentir mauvais dans cette rubrique3 points
-
Hello tous, Voici la réponse de bambulab : ------------------------------------------------------- Bonjour, Merci d'avoir contacté le support technique de Bambu Lab. Je suis heureux de pouvoir vous aider. Je suis désolé de vous avoir fait attendre et je m'excuse pour le malentendu. Veuillez noter que si aucun message d'erreur ne s'affiche à l'écran, il est normal que le moteur de l'extrudeuse atteigne 60-70 degrés. En effet, de nombreux accessoires sont connectés sur la carte à proximité du moteur, et l'ensemble de chauffage est également fixé sur la tête de l'outil. S'il y a des messages d'erreur, vous pouvez traiter l'étalonnage et exporter le dernier fichier journal complet. Si l'étalonnage échoue et que vous exportez le dernier fichier journal, vous pouvez vous référer au Wiki pour l'exportation : Comment télécharger les fichiers journaux et je vous aiderai à poursuivre les vérifications. Je vous remercie de votre coopération et vous prie de m'excuser pour la gêne occasionnée. Si vous avez d'autres questions, vous pouvez me contacter à tout moment, je vous fournirai toujours le meilleur service ! Je vous souhaite une bonne journée ! Je vous prie d'agréer, Madame, Monsieur, l'expression de mes salutations distinguées, Bambu Lab Customer Support Site web : https://bambulab.com/en/support ------------------------------------------------------ Je n'ai évidemment pas de message d'erreur. Donc, la température est normale. Voilà voilà...3 points
-
Voilà ce qui arrive lorsque l'on ne se relit pas3 points
-
« j’ai également testé « détecter les paroles fines » ça ne corrige pas. » Incroyable, on peut maintenant parler à Bambu Studio, mais cela n’a pas l’air d’être au point.3 points
-
@jcjames_13009 comme tu es un mec sympa, personne ne met tes boulettes dans cette rubrique, veinard.2 points
-
A peine livrée, serait-elle déjà trop petite ?2 points
-
C'est ce que je fais presque tout le temps de peur d’apparaître un jour dans cette rubrique2 points
-
On peut maintenant commander les bobines de filament directement depuis l'écran de l'imprimante . A voir si la bobine est directement livrée dans l'AMS Trop for Elegoo2 points
-
Ah ben voilà. Merci @Didi555, j'étais revenu ce matin pour faire de l'archéologie dans mes confs2 points
-
La qualité du print ABS est parfaite, clairement un niveau au dessus de ce que j'obtiens avec la X1C...2 points
-
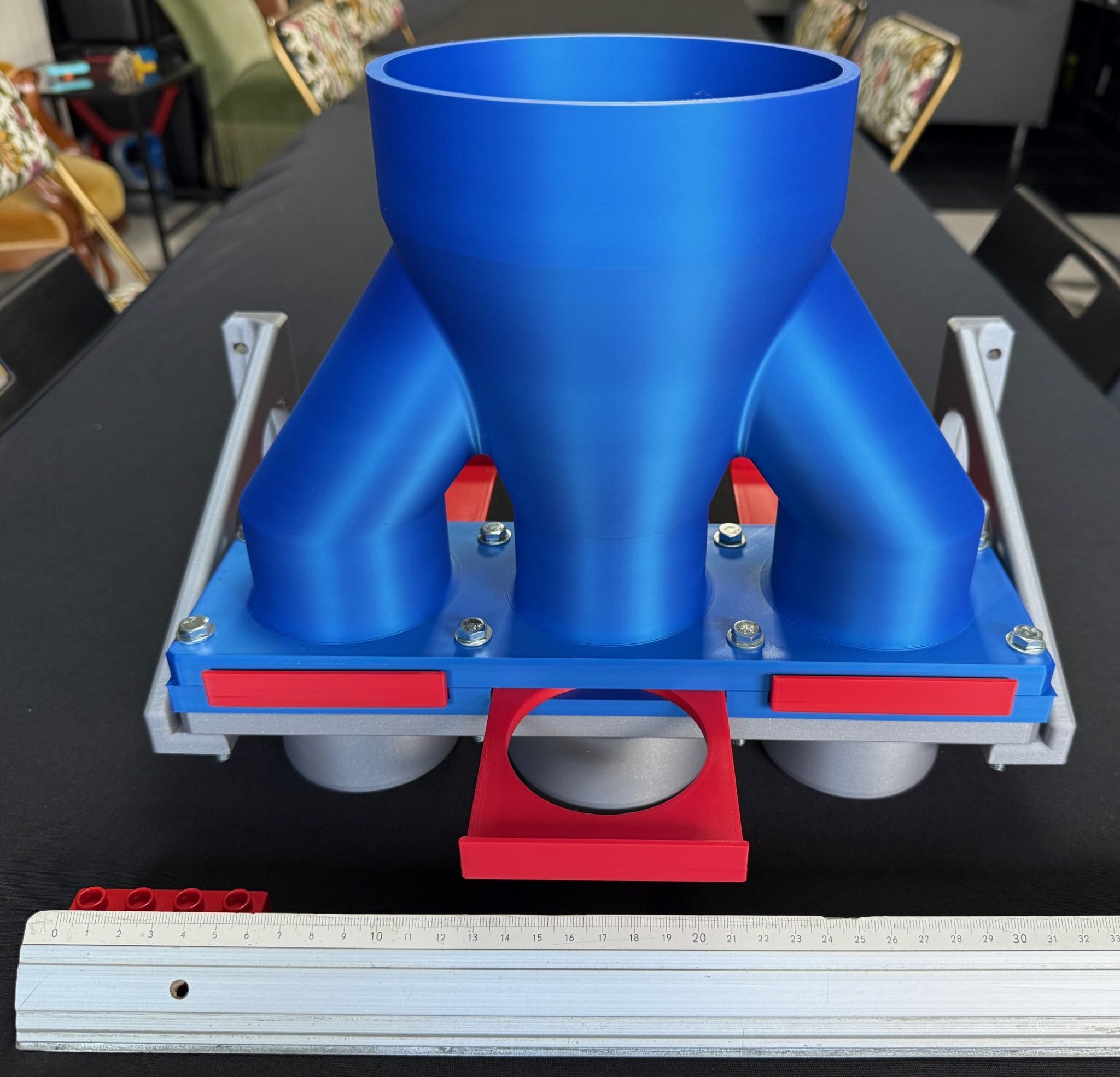
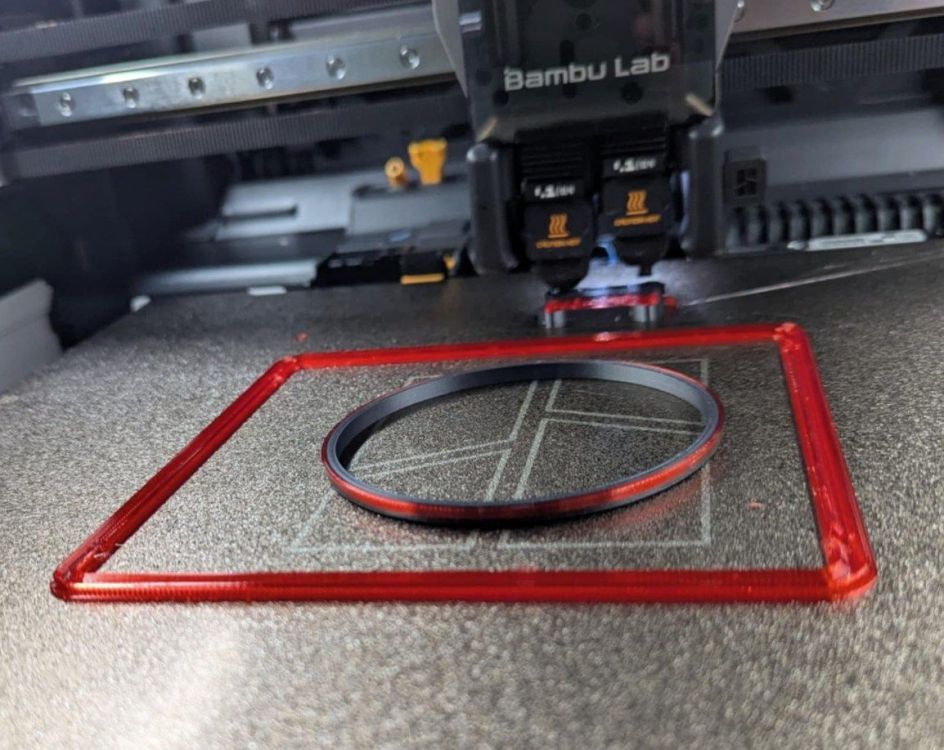
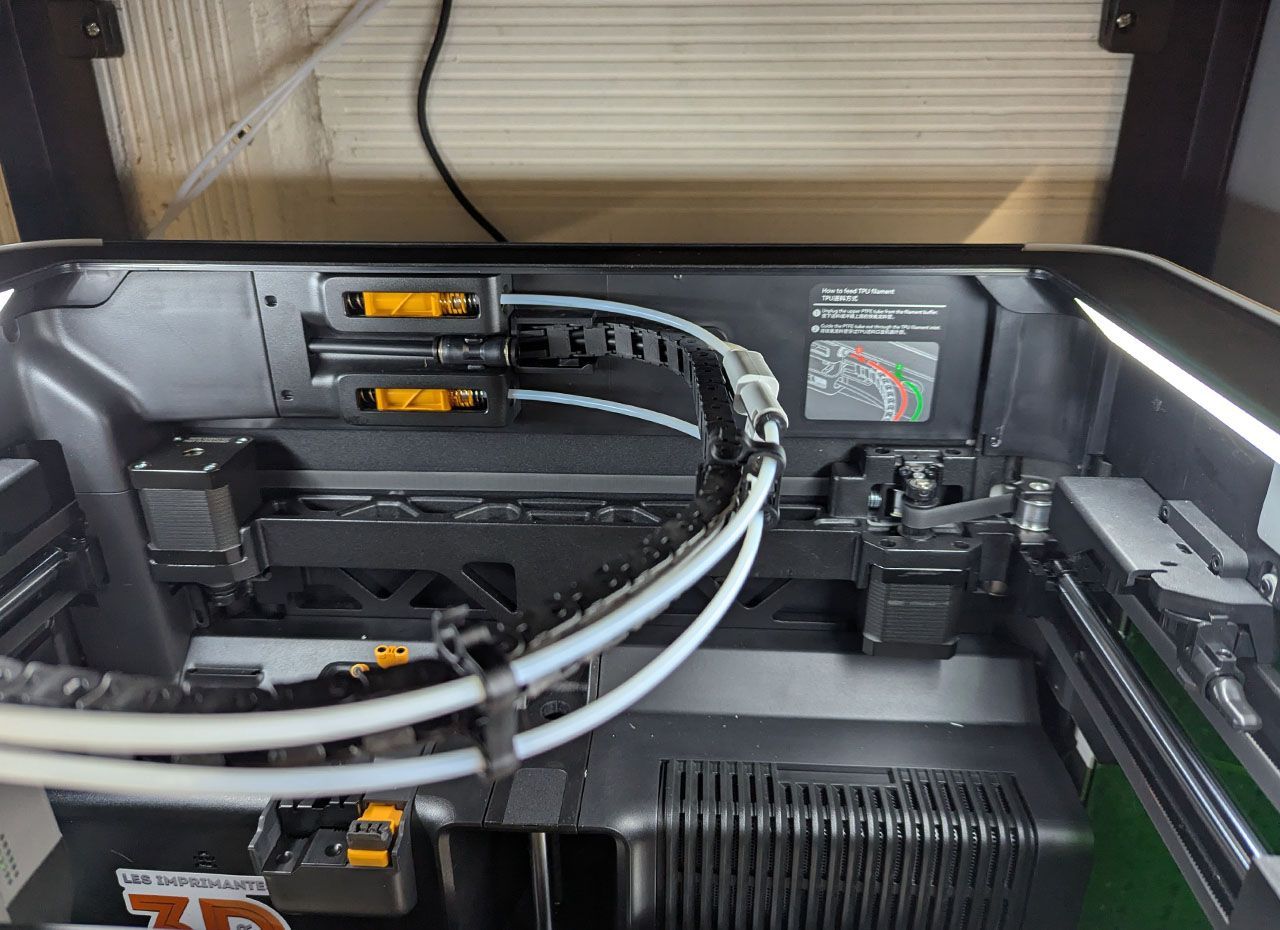
Je commence à avoir quelques heures de print avec cette configuration, aussi bien avec l'AMS que la bobine extérieure et ce sans aucun souci Mon dernier print en date c'est ASA + TPU malgré le warning de Bambu Studio : Il s'agit du raccord rapide pour le tuyau d'évacuation des fumées du laser pour cette bouche à 90°. L'efficacité et la qualité de cette H2D c'est un vrai plaisir

 2 points
2 points -
AMS HT ?1 point
-
C’est bien pour des odeurs, mais pour des fumées chargées c’est insuffisant avec ses 15W. ce type de produit déplace une importante quantité d’air, mais avec une faible pression1 point
-
Et si tu mettais un prix et savoir si tu l'envoies ou si c'est du surplace1 point
-
Quel bois utilises-tu ? Si c'est du MDF (pas vraiment du bois). Ça émet beaucoup de fumées. Si tu as une pompe à air et que son débit est réglable, utilise-la même pour de la gravure avec un faible débit : ça évite que les fumées remontent vers la lentille.1 point
-
On n'a pas encore cité dans les perles une perle de cette discussion (du moins je crois)... mais ça pourrait venir...1 point
-
500 x 500 x 500 et 5.000 € avec la même fiabilité et facilité, je la commande immédiatement. J'ai l'impression qu'il va me falloir attendre un peu.1 point
-
bonjour, @jcjames_13009 Je confirme c'est la pièce du bas; merci pour le test de séchage c'est parfait (comme quoi c'est indispensable) a+1 point
-
Un bon début (en anglais) : https://www.simplify3d.com/resources/materials-guide/1 point
-
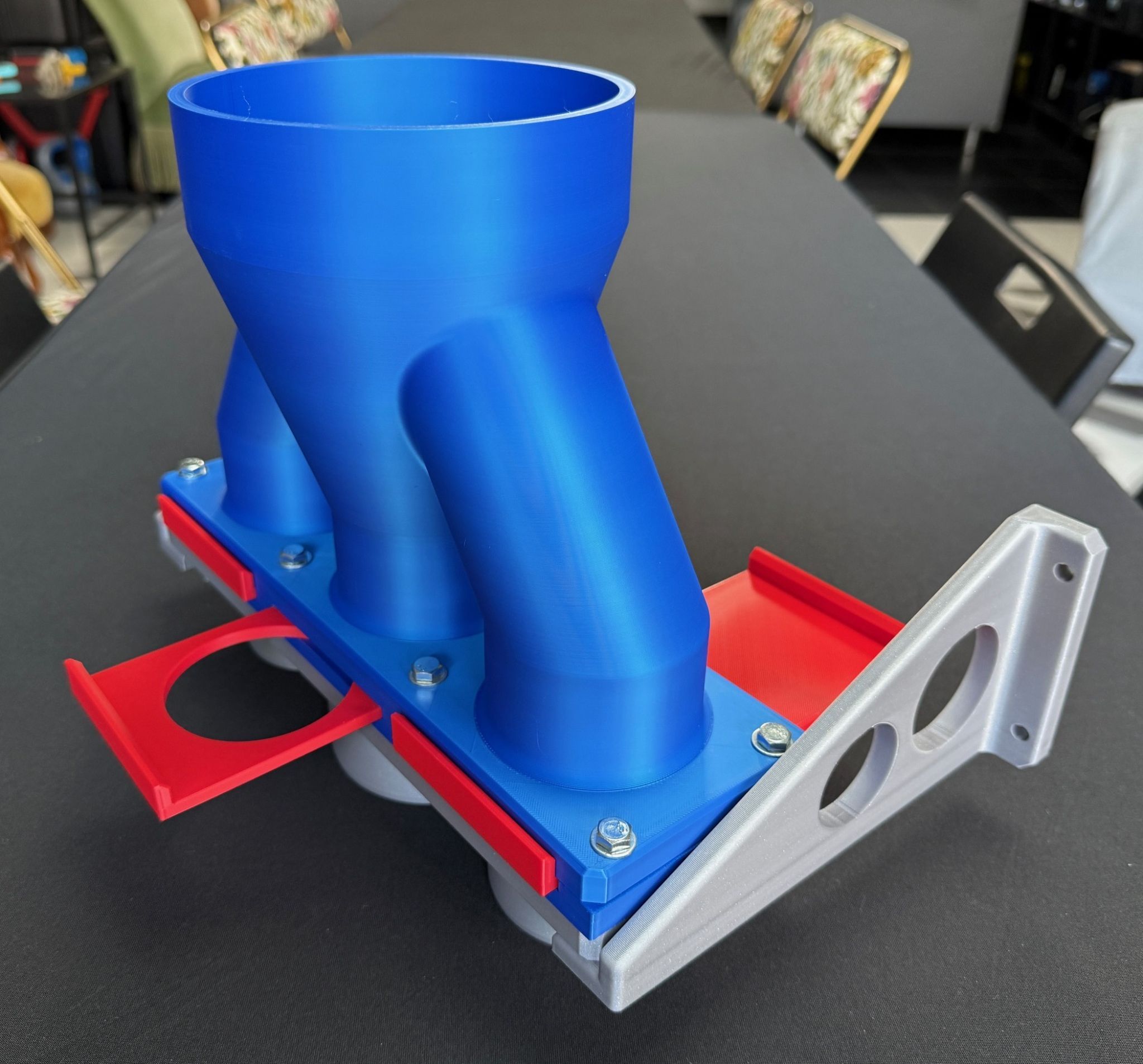
Super cette pièce, elle serait utile pour raccorder un aspirateur d'atelier sur des petites machines à bois dans devoir tout débrancher à chaque fois.1 point
-
La mienne est à jour et tout fonctionne, j'ai pas de bug, elle imprime toujours aussi bien.1 point
-
Salut oui Pascal est ici le plus amène a t'en parlé il l'a depuis un certain temps et en a fait la review, pour répondre très rapidement a tes questions Elegoo a changer de façon de faire sur la Centauri Carbon Vs la Série Neptune, la Neptune 4 avait un klipper en parti ouvert ou l'on avait accès a linux, a la configuration printer.cfg et une interface Fluidd, sur la Centauri on a un Elegoo OS qui est un klipper clos comme dans l'esprit de ce que l'on voyait déjà sur d'autre machine comme la FlashForge 5M Pro/ AD5X ou encore les Anycubic Kobra S1. On va dire qu'ils ont cherché a rendre plus simple d'emploi en sacrifiant la possibilité d'y mettre les mains dedans, Artillery a d'ailleurs suivi le même chemin sur la M1 Pro qui arrive.1 point
-
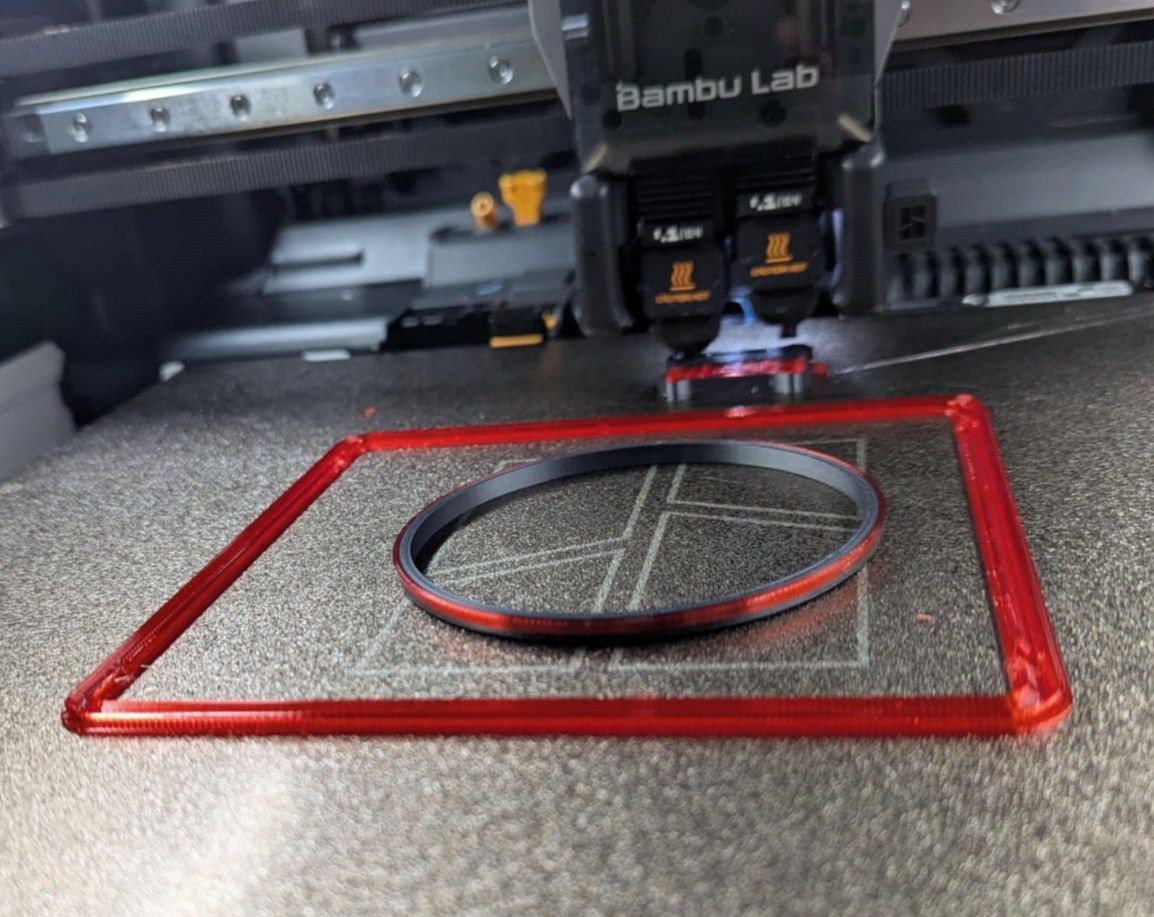
Tu peux tenter une première couche concentrique ou tout simplement de mettre plus de parois pour ne pas avoir de remplissage. Si c'est pas mieux tu peux aussi écraser un peu la première couche avec une largeur supérieure à 0.5mm. Pour l'overlap c'est ici.1 point
-
Oui certainement Mais j'ai les mêmes critères qu'auparavant qui me conduisent à la même solution... Les problèmes surviennent chez tous les constructeurs de toutes façons. Mais cette fois je l'ai commandé en France, ce qui ne devrait changer que la langue du sav et j'espère la réctivité du fait de l'absence de décalage horaire Oui, mais je ne vais pas me presser. Déjà parce que j'ai beaucoup d'autres choses à faire en ce moment et surtout pour ne pas essuyer les plâtres du 1er jet de production ! Quand je vois ce que vous arrivez à faire je suis plein d'espoirs. Je ne suis qu'un bricoleur du dimanche et mes ambitions sont bien en deçà de ce que vous réalisez. Sont superbes tes prints @vap381 point
-
Je pense que ce n'est pas forcément la réponse que tu attends mais je pense qu'il est plus intéressant pour toi d'imprimer un autre matériau que de chercher à "augmenter" les capacités de résistance thermique du PETG pour différentes raison. Premièrement parce que ça va pas être facile du tout, certainement plus difficile que de te diriger vers de l'ASA ou autre. Deuxièmement parce que tu risques d'avoir une application de ta protection pas forcément homogène et qu'un seul point faible pourrait ruiner tout tes efforts à côté. Après ça dépend aussi de l'environnement de lequel se trouve tes pièces, peut-être qu'il y a possibilité d'y apporter un refroidissement ? Je ne sais pas si cela t'aide dans ta réflexion, mais c'est personnellement comme ça que je procéderais.1 point
-
235°C pour un PLA, c'est beaucoup même un PLA + Il m'est arrivé d'avoir parfois des soucis du même genre, que j'avais fini par incriminé le PLA d'une marque que j'utilisais depuis longtemps, dont la qualité de bobinage avait baissée, nos extrudeurs ne sont pas des treuils tout de même, tout comme des variations de diamètre. Mauvaise série ? Peut être. C'est vrai qu'avant l'apparition des petits soucis, je ne prêtais pas attention au fil, je changeais la bobine un point c'est tout. Bref, j'ai testé plusieurs marques ensuite, pour n'en retenir qu'une que j'utilise encore sur ma K1C, même si elle ne permet pas d'atteindre les vitesses que d'autres marques peuvent faire. Peut être faut il que tu regarde de ce coté aussi. Je fais de l'impression 3D (en amateur) depuis presque les débuts et je n'ai jamais changé un moteur d'extrudeur, ni ailleurs sur mes machines, bon ils vieillissent bien sûr, m'enfin. Défauts de réglage machine exclus, de "sliçage" aussi, ne reste plus que le matériau. Pour finir, j'avais arrêté les fameuses MaJ avec Cura, car si elles apportent parfois des fonctionnalités nouvelles (surtout pour d'autres machines) j'ai eu des déception, je suis resté longtemps sur le 4.8.0, et ensuite sur la 5.2.1 qui m'ont toujours procuré une constance dans l'impression, toutefois regardant tes photos, le trouble ne vient pas de Cura, mais du couple machine/filament. As tu regardé aussi, la constance ou la faible variation de la température de fusion ? Car j'ai eu des soucis de temps en temps, et je changeais systématiquement mes blocs chauffants chaque année sur ma E3 et E3S1, avec un PID derrière après.1 point
-
au cas ou tu ne l'aurais pas vu je t'ai répondu dans ce sujet1 point
-
Hello ! Bon et bien je confirme que l'impression avec un bed à 105°C suffit pour imprimer correctement sans warping ! Merci énormément à tous les 2 pour votre aide !1 point
-
Salut ! Ca ressemble pas mal au souci que j'ai rencontré avec mon Ender 3 (et les deux imprimantes sont relativement semblables en termes d'extrusion, à moins que tu ai pimpé la tienne ^^) Idem, dégradation sans explication. Au final, j'ai jamais vraiment su ce qui allait pas, puisque j'en ai profité pour passer en Direct Drive. J'ai donc changé Extrudeur et l'Ensemble hotend / heatbreak. Les pistes : tu as quelque part du plastique fondu qui a petit à petit colmaté le passage (mais si t'as refait l'embout du bowden, et avec une buse neuve, ca devrait repartir) ton moteur d'extrudeur fatigue (c'est ce qui finalement m'a semblé le plus crédible sur la mienne) tes engrenage d'extrudeurs se sont usé, et patinent un peu ? ton PLA est "en tension" (le chemin pour aller du moteur de l'extrudeur à la hotend est sinueux ?) Oh, tant que j'y pense, est ce que tu as encore l'extrudeur "d'origine" et est ce que le levier, comme sur la Ender 3, est en plastique ? Si c'est le cas, il y a eu des soucis de casse / fissures de cette pièce, qui du coup déréglaient totalement l'extrusion.1 point
-
C'est sur la 1ère page. @MrMagounet un fait un tuto. Il faut rajouter des lignes dans Moonraker.conf et printer.cfg1 point
-
Oui et non au niveau de la Neptune le firmware était semi ouvert dans le sens que l'on pouvait faire des modifs, là sur la Centauri Carbon c'est niet aucune modification possible, par contre la CC a un qualibrage tout automatique vraiment performant, après 4 mois d'utilisation il n'a jamais été prit en défaut Oui elle est en précommande, en France à ma connaissance il n'y a pas de canaux parallèle pour l'avoir avant après Elegoo est en avance sur les envois d'un ou deux mois suivant les pays1 point
-
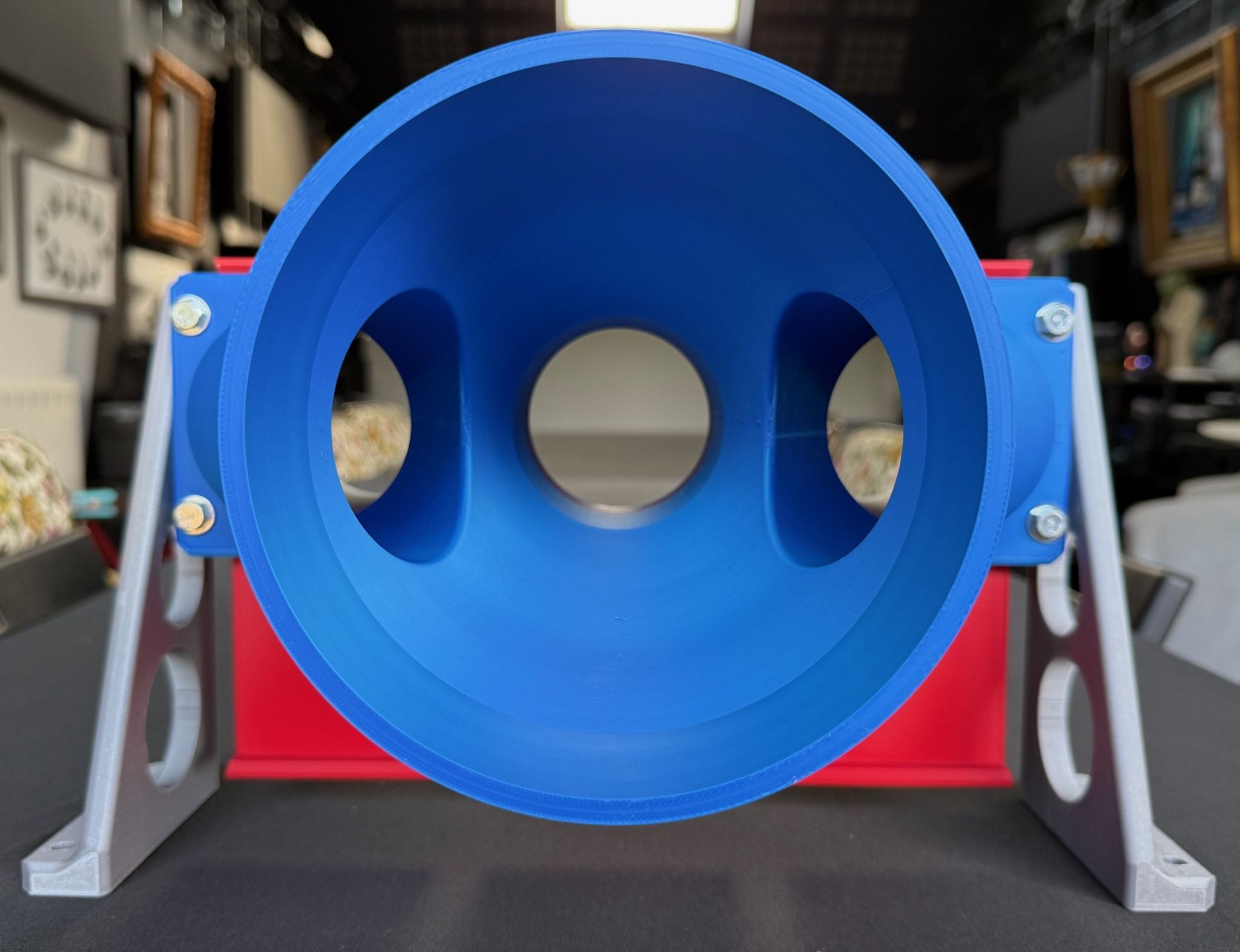
Le collecteur d'aspiration est fini, voici quelques photos du truc (j'ai mis une règle pour vous montrer que je ne pouvais pas faire plus grand sur la H2D) :
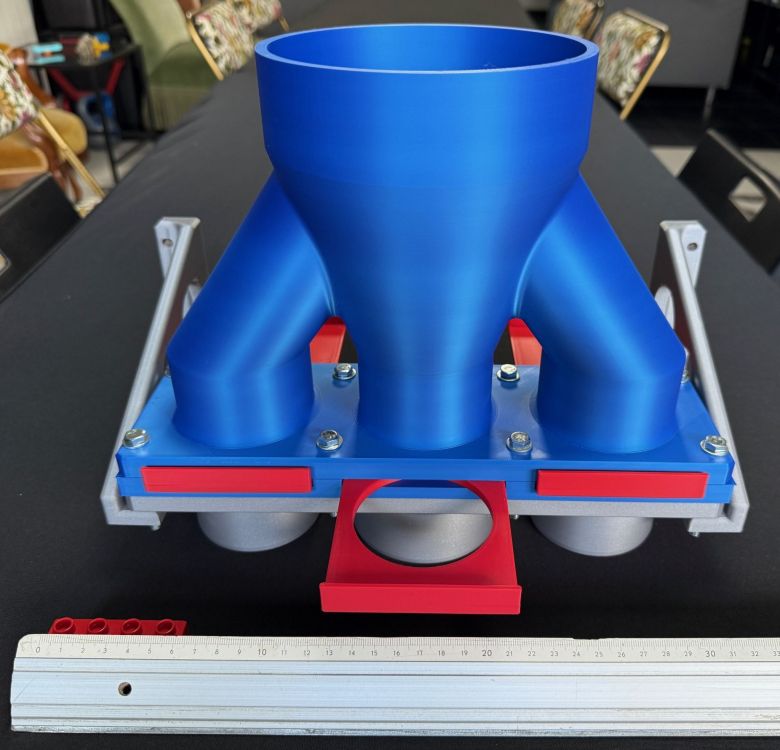
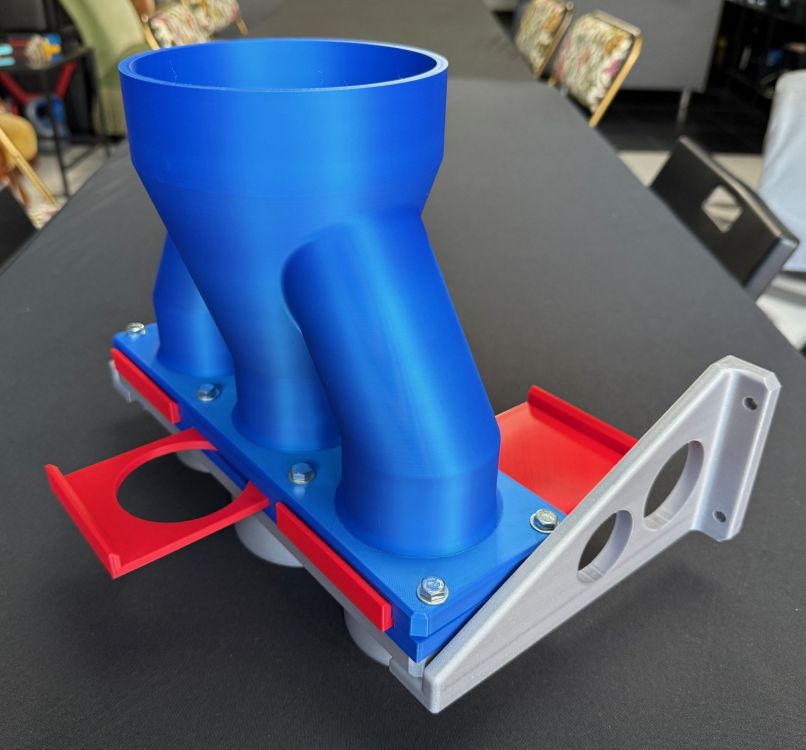
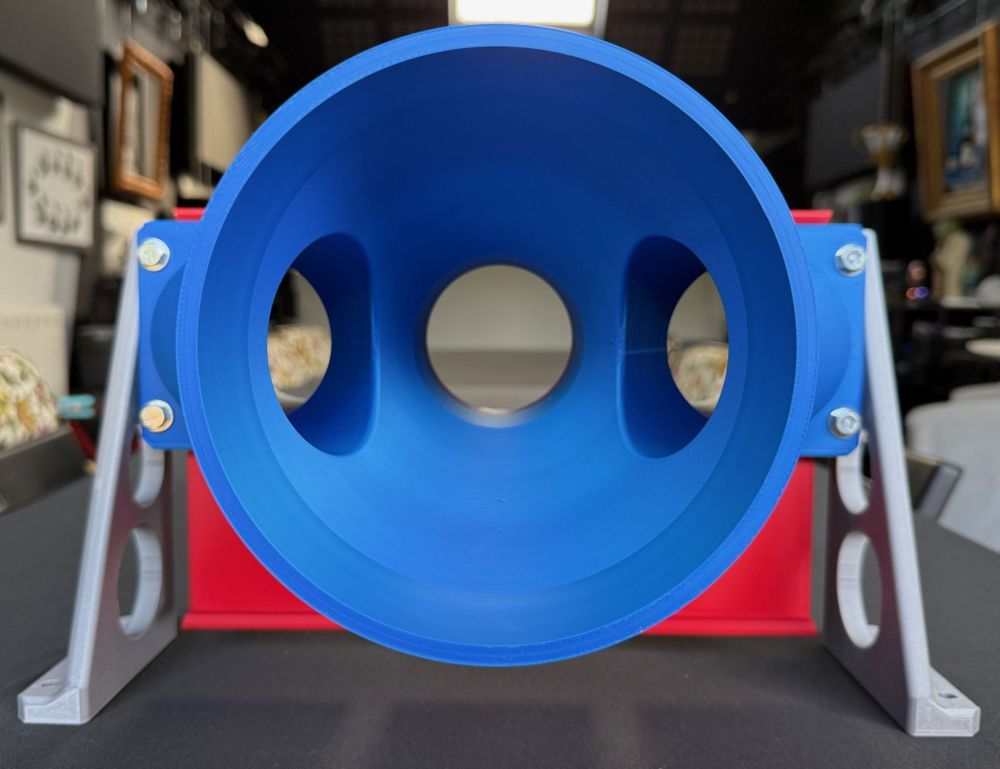 1 point
1 point -
Ça c'était avant sur une installation bricolo maison, mais pas sur des bécanes à 3.500 €1 point
-
Hors demande, mais... Difficile de faire un truc avec des pas de vis, bien étanche et résistant à l'eau. Tu vas mettre beaucoup de temps et d'efforts pour un truc qui vaut 6€ et qui sera bien plus solide que ce qu'on peut faire en 3D (Si tu n'as pas de magasin de bricolage à côté, cherche "robinet reserve d'eau de pluie" sur A... ou autre)1 point
-
Salut, couche par couche (voir ce tuto)1 point
-
Un peu maso non1 point
-
J'ai toujours , la BTT GTR et sa carte additionnelle M5 pour monter jusqu'à 11 pilotes (6+5), une Fysetc Spider ou une Mellow Super 8 HV, mais il faut leur associer un SBC pour les utiliser avec Klipper.1 point
-
Puisque ça fait longtemps que personne n'a posté de "preuve" de l'utilité du séchage. Voici un exemple d'aujourd'hui même : Extrait d'un test qui n'avait rien à voir avec le séchage. Les trois sont du Arianeplast PETG noir. Au fond sur la MK4S avec le filament apparemment humide, au milieu toujours la MK4S mais après avoir séché pendant 3h à 65°C (et devant le même filament séché, sur la CORE One). C'était juste une petite piqure de rappel. (Va falloir que j'améliore mon workflow stockage/séchage des filaments...)
 1 point
1 point










.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)