Classement




Contenu populaire
Contenu avec la plus haute réputation dans 05/03/2026 Dans tous les contenus
-
Bingo. Ca n'a pas trainé Elle va bientôt rejoindre ses copines derrières pour un test complet A+ JC
 5 points
5 points -
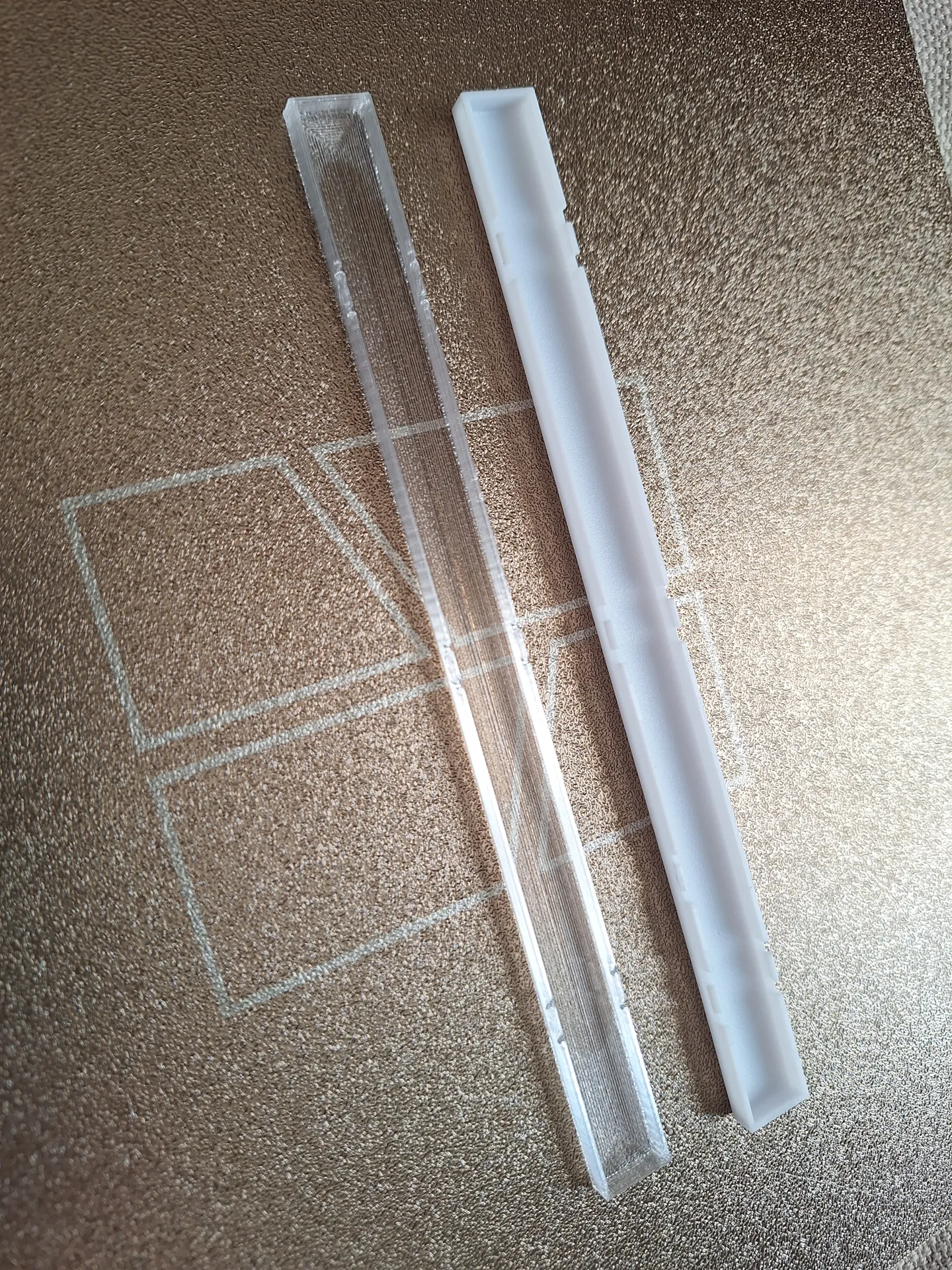
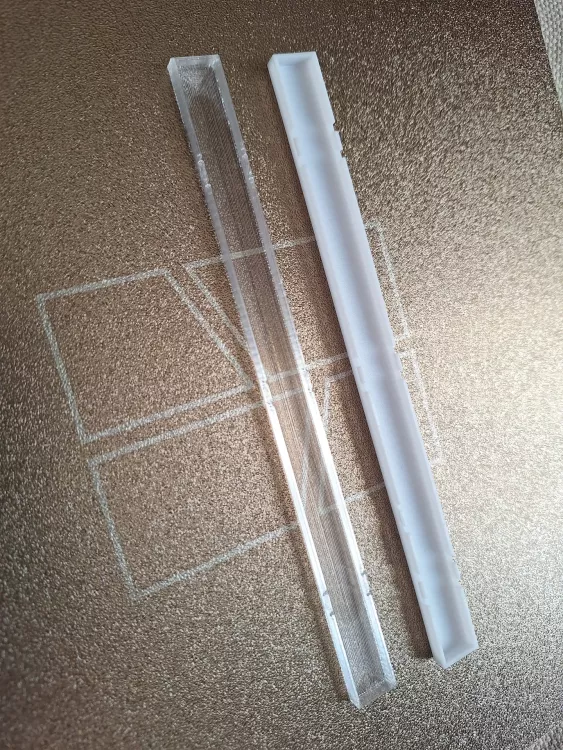
Salut Pour compléter ces premières infos, je rajouterai que pour avoir un résultat "transparent" il y a quelques réglages à faire en fonction du matériau utilisé PETG ou PLA. J'ai imprimé un cache pour le bandeau led de ma P1S avec du PETG transparent de chez Arianplast et voilà le résultat. * Je m'étais inspiré de https://www.printables.com/model/15310-how-to-print-glass Il y a ça aussi mais jamais testé https://www.printables.com/model/69331-transparent-window-printing-petg-pvb-composite-pro Une petite recherche dans cette section du forum te donnera pas mal de pistes --> https://www.lesimprimantes3d.fr/forum/search/?&q=transparent&type=forums_topic&quick=1&nodes=13&search_and_or=or&sortby=relevancy A+ JC
 4 points
4 points -
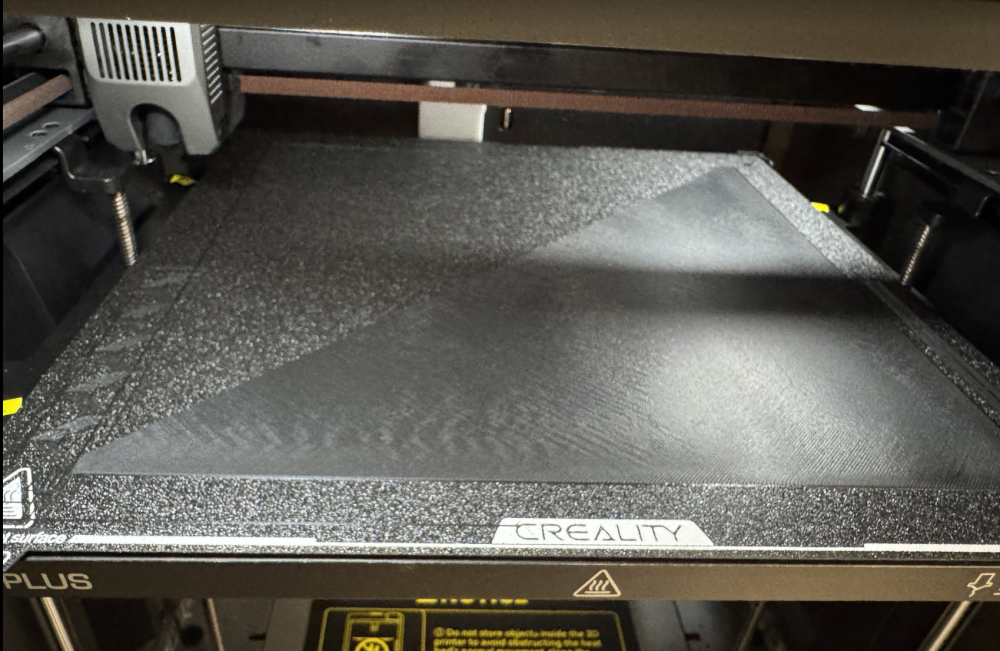
re à tous du coup j'ai réussi a imprimé sans colle avec ses réglage et peu être que je peux affiné plus si je regarde mieux comment fonction bambou studio mais je le maitrise pas bien encore . bien sur la ligne de code rajouter dans le g_code de début de machine temperature premiére couche 250° puis 240° pour du PLA vitesse première couche 30mm/s motif de remplissage solide et couche inférieur courbe de hilbert température du plateau 65° première couche puis 60° qualité 0.20mm standard ps: pascal_lb tes ligne de code ne marcher pas alors voici celle que j'ai mise ;===== for Textured PEI Plate , lower the nozzle as the nozzle was touching topmost of the texture when homing == ;curr_bed_type={curr_bed_type} {if curr_bed_type=="Textured PEI Plate"} G29.1 Z{-0.04} ; for Textured PEI Plate {elsif curr_bed_type=="High Temp Plate"} G29.1 Z{-0.06} ;lower of 0.06mm for High Temp or Wham Bam Plate {endif} voici le résultat pla esun basic blanc et rose pour le test les première lettre ne son pas belle car j'avais une vilaine crotte de filament qui était sur ma buse car elle était pas très propre au démarrage et j'ai retirer les trois première lettres du mot carbon au changement de couleur mais si non tout c'est bien passer c'est très lisse et très propre et sans colle du coup . merci à tous et peu être que cela aidera d'autre utilisateur .
 3 points
3 points -
Salut @alanya Tu trouveras ces infos et bien d'autres dans le super wiki de Bambu Lab --> https://wiki.bambulab.com/en/software/bambu-studio/preset A+ JC3 points
-
Pour de beaux cheveux, il faut du PLA soyeux !3 points
-
Pourtant, il y en a beaucoup qui se plaignent que leur machine imprime des cheveux d'anges…3 points
-
Super, pense à nous donner des nouvelles en 2030 qu'on sache ce qu'il en est. On pourra fêter les 10ans du topic.3 points
-
Le collectionneur de carton d'emballage s'appelle un Chartalophile2 points
-
Houla Oui... Les statistiques actuelles de ce sujet confirment la remarque de @divers ( Et il semble que je sois le plus actif ... ) Il faut croire que pour être modérateur ou un membre actif du forum, faut aussi être un minimum "carton-philes" ou éventuellement être un chat. ( Car c'est connu que les chats aiment les cartons. )
 2 points
2 points -
Pas que je sache. Il faut juste avoir des cartons avec des trucs dedans. Le week-end dernier j'ai ouvert (et vidé) 4 cartons de vin pour une grosse fête a la maison. Mais je n'ai pas eu le temps de les prendre en photos A+ JC2 points
-
En lisant les vingt derniers messages, je me pose cette question : Cette rubrique, serait-elle réservée aux modérateurs et assimilés ? Vous me connaissez, comme je suis un grand timide, je n'ose pas faire de proposition sur le contenu de tous ces beaux colis.2 points
-
Je me suis fait implanter des poils de fion, mais l'odeur est persistante.2 points
-
Creality (celle qui fait des étincelles avec processeur Intel (sparki7) ) ? Elegoo (CC2) ? Anycubic ? Trop petit et pas assez lourd pour une Qidi Max4.2 points
-
Des vrais français, jamais contents...2 points
-
J'avais pensé à la même chose (même le coup du dentier ) mais je me suis dit que non... ça ne devrait pas être ça2 points
-
C'est déjà en cours, mais pas avec les cheveux d'ange (ou il faut trouver le bon donneur) !! https://emrahcinik.com/fr/greffe-de-cheveux-artas/
 2 points
2 points -
Pour compléter, j'ai du PETG et du PLA transparent ... avant d'être imprimé. On peut s'en servir comme guide de lumière, comme une fibre de 1.75mm, pour déporter un indicateur lumineux. Mais après impression, on est dans le translucide. J'ai fait un cache pour mon clignotant de vélo, cela diffuse plutôt bien la lumière des leds mais ce n'est pas transparent. Au regard, c'est plus blanc que transparent..2 points
-
Bonjour les dernières nouvelle de ma K2+ Quelle galére pour en arriver là. j'ai ben reçu les pièces en garanti mais pour moi elles présentent le même défaut la suite prochainement Bon Print
 2 points
2 points -
Je ne vois pas de qui tu parles
 1 point
1 point -
Ouiiii.. un aimant !! Je garde les petits enfants aujourd'hui...cela requière de l'attention et du temps1 point
-
Moi je savais mais je n'ai rien dit Non mais les autres ne proposent rien donc on est bien obligé de faire vivre cette rubrique N'hésite pas à proposer tes cartons1 point
-
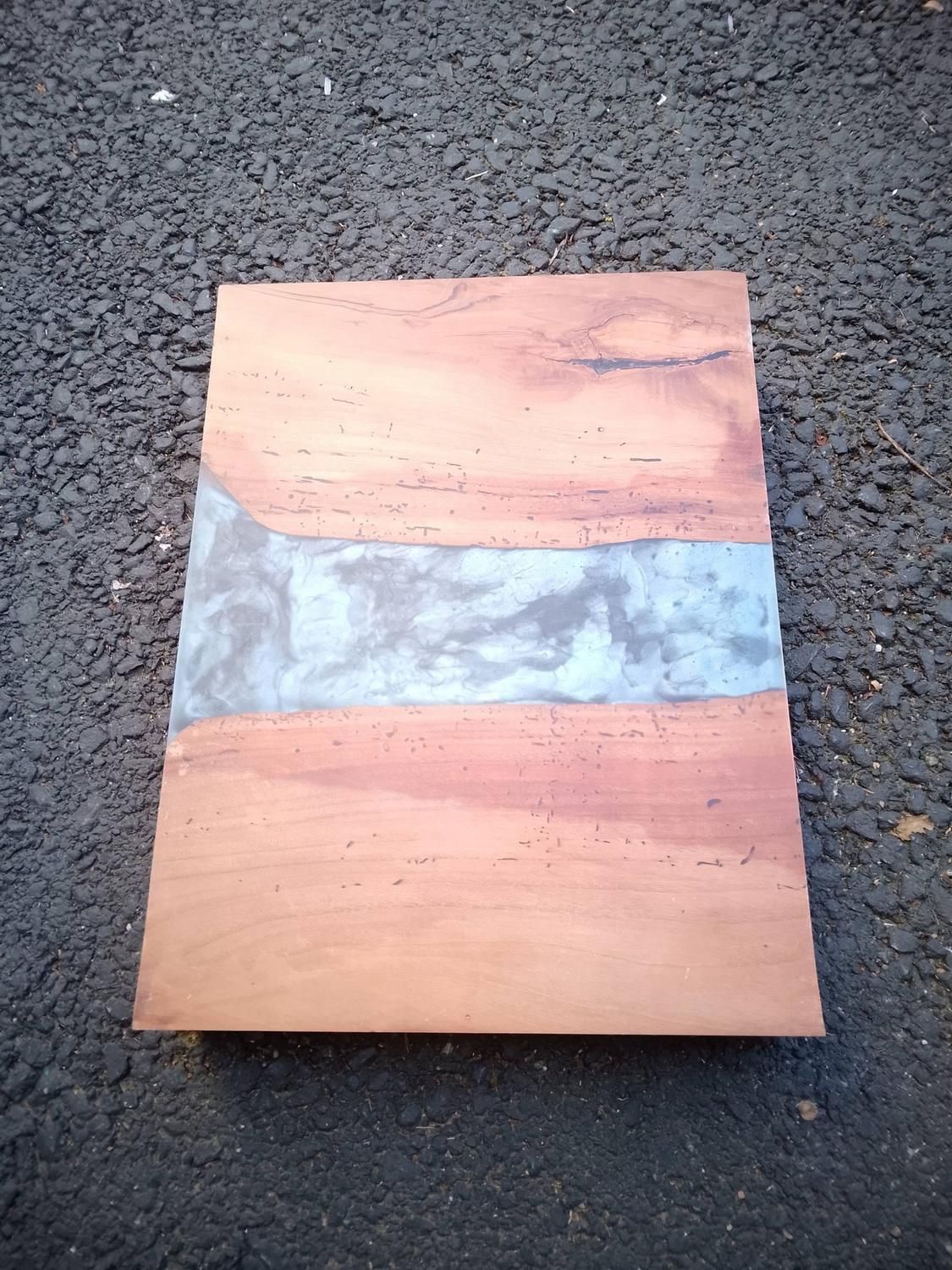
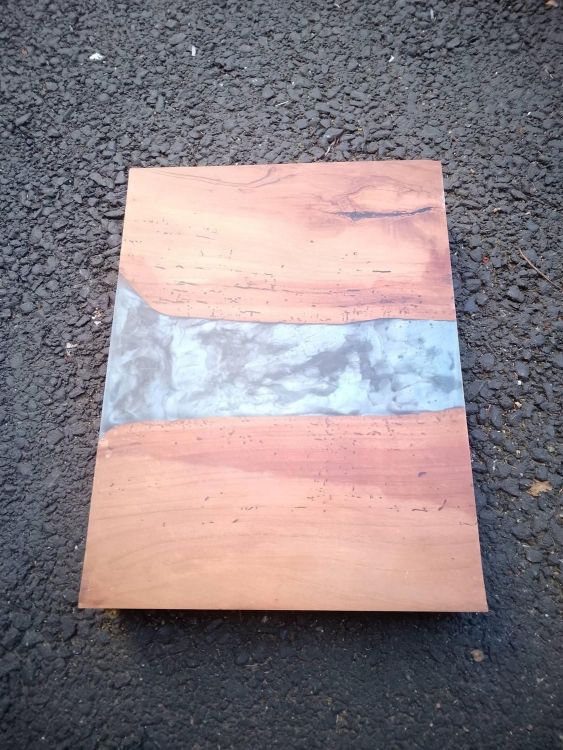
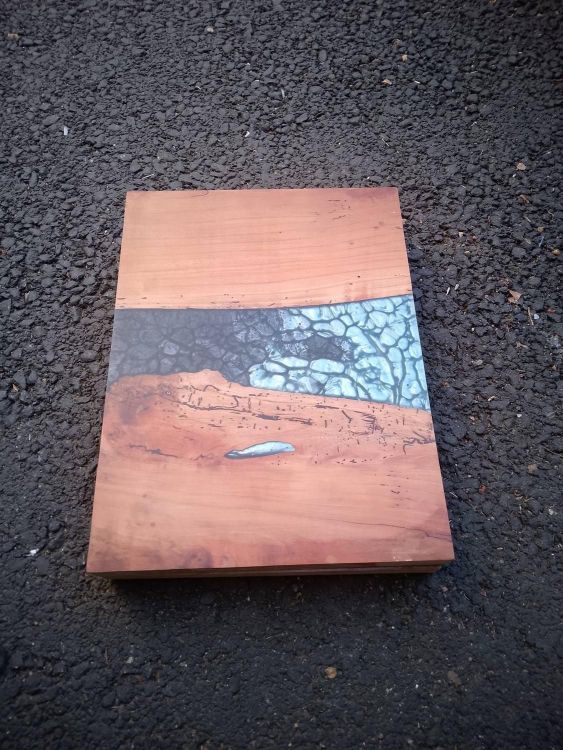
merci je ne travail qu'avec du vieux bois , celui ci est découpé depuis env 100 ans. l'orme travail , donc à chaque fois que je l'usine , il bouge , après je suis partie d'une planche mal taillé donc elle a pas mal de contrainte dedans, plus tu diminue l’épaisseur, plus ça bouge. le chene serait plus simple a travailler. le noyer encore mieux - Pour la CNC je sais pas si c'est la broche ou le montage, mais il y a une légère souplesse sur la pointe de la broche. donc passe niveau hauteur assez légère fraise de 8mm ... soit c'est l'axe Z vu que j'avais du jeu j'ai resserré 4 vis sur les 8 , n'ayant pas réussi à ouvrir l'axe Z pour accéder au 8 vis, soit c'est le montage rail linéaire derrière qui ajoute du jeu au montage. le montage aussi avec l'axe centrale par rapport à 2 axes en Y ajoute aussi du jeu donc on à de léger décalage , mais on est de l'ordre de 0.1 mm max... donc niveau reproduction c'est plutôt bien pour le prix, de 599 € ... je regrette pas, cela permet de ce faire la main, comprendre comment cela fonctionne etc. les moteurs nema17 bien réglé sont suffisant en effort - rappel par defaut ils sont a 0.6 , j'ai réglé le vref a 1.1 sans aucun problème de chauffe. - pour de l'usinage standard ( gravure, Vcarve), et de la 3D en sculpture, cela passe, il faut simplement être patient.... du moment que la passe n'est pas haute et que la fraise et de taille std. je pense que la broche de 500W est limite. mais pour le moment elle suffit à deja faire de jolie truc.1 point
-
Pas vraiment difficile de faire mieux, non ? Même avec de la soudure électronique, le Mintion ne doit pas être efficace du tout pour aspirer les fumées . Quand j'aurai un peu plus de temps, il faudra que je désosse le vieux filtre à charbon du Mecpow P150, pour avoir si on ne pourrait pas en modéliser un à imprimer. Celui au-dessus doit également pouvoir être bidouillé pour accueillir des filtres HEPA. Ça permettrait probablement de réduire le coût du filtre, pas toujours disponible su GBG.1 point
-
Normalement pour la P1S tu as dans ton GCODE de démarrage : ;===== for Textured PEI Plate , lower the nozzle as the nozzle was touching topmost of the texture when homing == ;curr_bed_type={curr_bed_type} {if curr_bed_type=="Textured PEI Plate"} G29.1 Z{-0.04} ; for Textured PEI Plate {endif} tu remplaces cette partie par : ;===== for Textured PEI Plate, High Temp Plate and Wham Bam Plate =============== ;curr_bed_type={curr_bed_type} {if curr_bed_type==“Textured PEI Plate”} G29.1 Z{-0.04} ; for Textured PEI Plate {elsif curr_bed_type==“High Temp Plate”} G29.1 Z{-0.06} ; lower of 0.06mm for High Temp or Wham Bam Plate {endif} il faut bien sûr que tu sélectionnes la "High Temp Plate" pour que ça fonctionne et régler la température dans ton profil pour cette plaque Attention cette manipulation va baisser ta buse de 2 centièmes certes ce n'est pas beaucoup mais attention de ne pas descendre trop tu risques de rayer ta plaque Et pour finir, en cas de problème je ne pourrai pas être tenu responsable des dégâts éventuels1 point
-
Salut la meute Un carton fraîchement reçu et retiré au point de deal relais à côté de chez moi cet après-midi Dimensions 55 x 51 x 52 cm. Poids 19 kg Quoi qu'est-ce ? JC
 1 point
1 point -
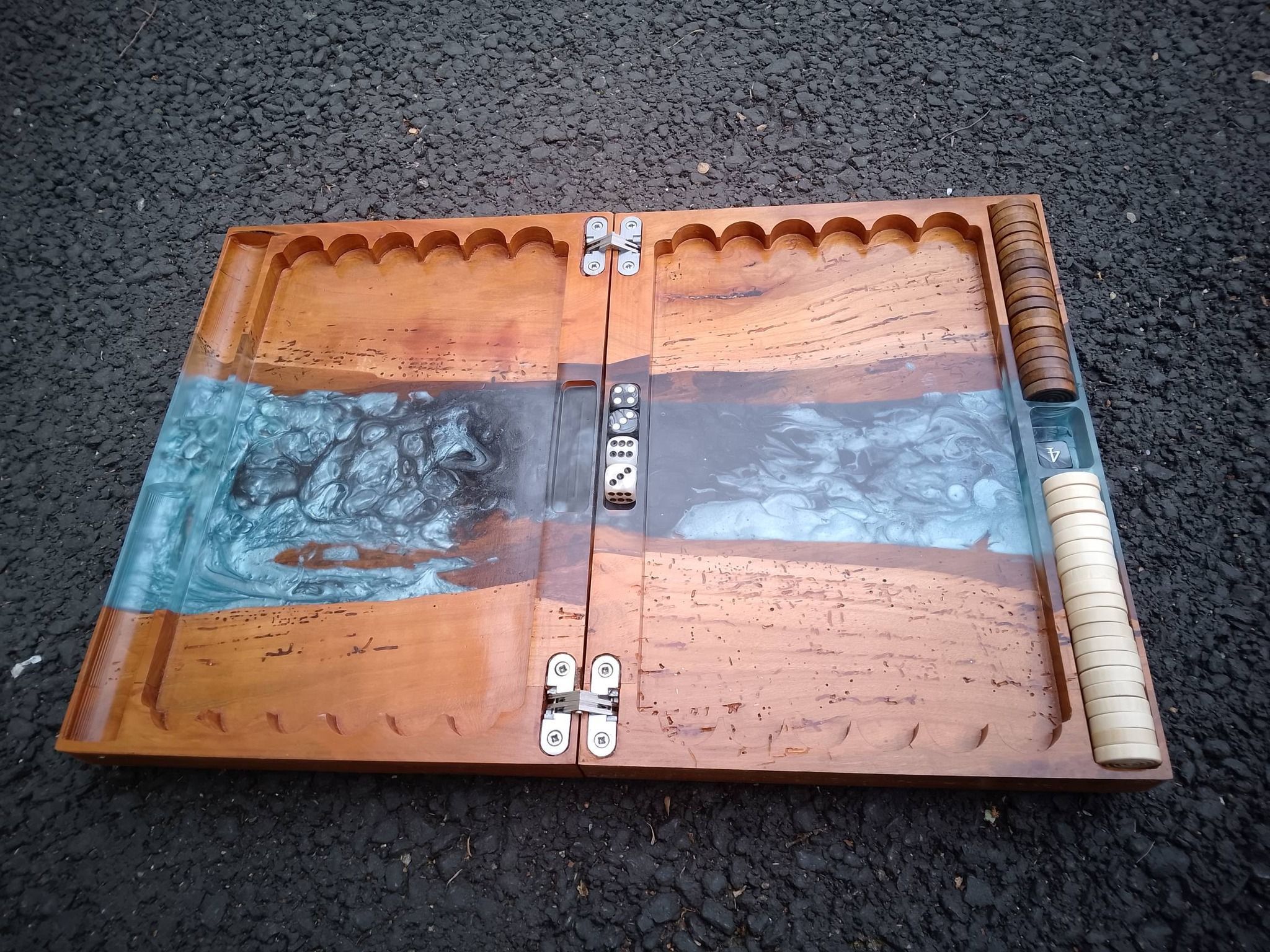
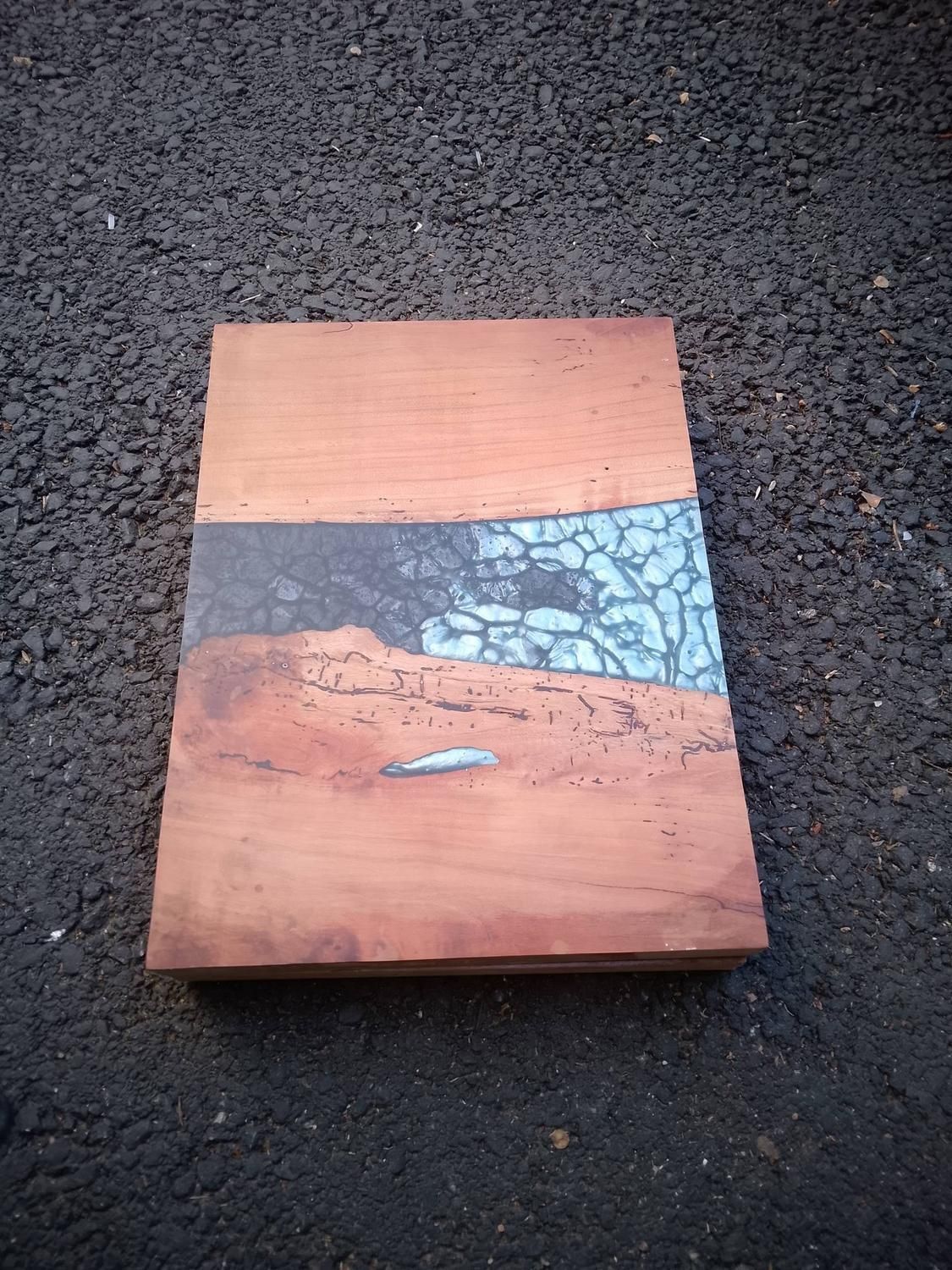
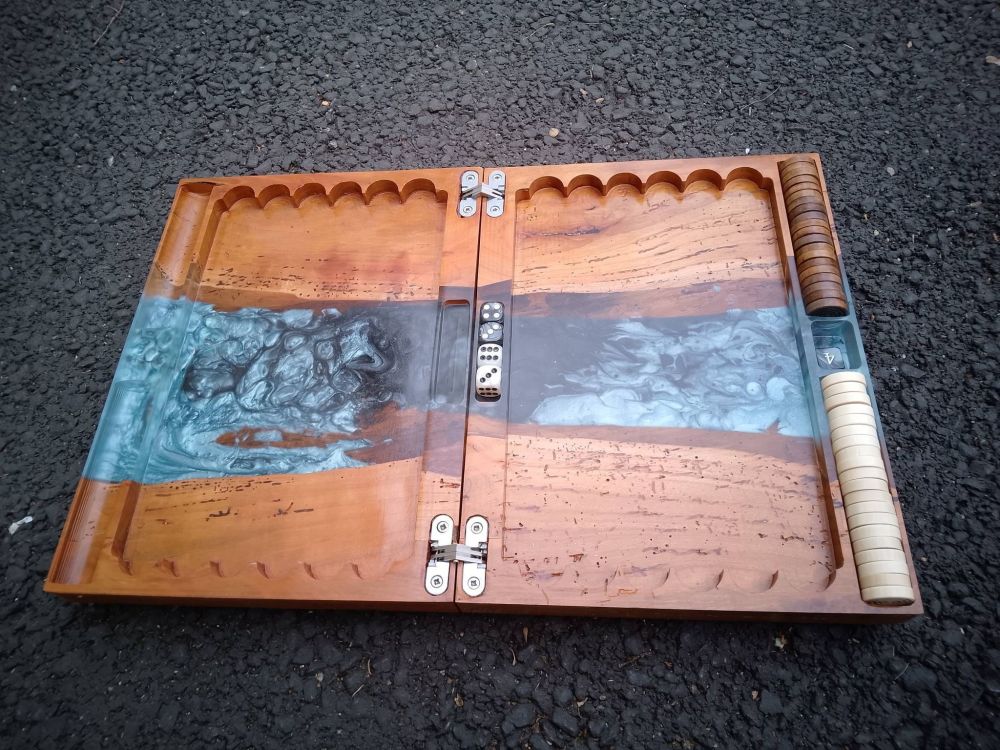
voila j'ai pas mal galéré, charnière pas au bonne cotation j'ai du reprendre pions pas assez profond j'ai du reprendre ( j'en profite pour agrandir et passer a 4 dés ) logement pions pas assez profond j'ai du reprendre. je vais tester pour faire des pions , mais deja comme ca , il est jouable. me restera a coller et fixer les fermetures .. c'est pas parfait mais je le trouve sympa. si je dois en refaire un , je prendrais pas de l'orme ... plus du chêne avec moins de tensions dedans


 1 point
1 point -
@ascgu euh nous faudrait plus de détails ! tu as quelle machine ? tu as pris quelques firmware de qui ? pourquoi as tu changer de firmware ? tu utilise quels trancheur ? perso je suis pas devin donc avec si peux d'infos dans le message initial je sais pas quoi te dire.1 point
-
super. Merci1 point
-
Salut. Pareil, j'utilise une plaque effet carbone (Chinoise) et avant toute utilisation je la dégraisse au produit vaisselle, et une petite pulvérisation de 3Dlac. Ca colle très bien, mais quand même beaucoup moins qu'une PEI classique.1 point
-
J'ai la même plaque et warping à ma premiére impression. Maintenant je mets du 3dlac en spray et les impressions adhérent trés fort, même les petites piéces. Un produit d'adhérence, peu importe la marque, évite bien des problémes.1 point
-
Salut @geger Je déplace ton post dans la bonne section. Tu auras plus de chance d'obtenir une réponse1 point
-
La U1 est une très bonne machine a coup sur qui est supérieur a la P2S sur le plan du multi couleur ou multi matériaux, elle permet vite de belle économie de filament, elle permet aussi d'utiliser des matériaux différent comme par exemple concevoir une pièce en PETG qui aura des support en PLA (au moins l'interface de support car le PLA et le PETG ne fusionne pas ensemble) tout en ayant par exemple du TPU sur les zone de la pièce PETG pour avoir de la souplesse ou des pied anti dérapent par exemple chose que tu peux pas vraiment faire sur de l'imprimante mono buse par exemple. Après si tu ne fais que très peux d'usage du multi color ou du multi matériaux a voir alors si le passage a une U1 est réellement justifié ? La Partie Chauffage du caisson si elle t'intéresse pour la U1 s'appel PandaBreath chez Biqu/Bigtreetech cette solution existe déjà pour les Bambulab tu peux donc avoir une idée du prix, mais sache que sur la P2S tu n'a pas de chauffage actif du caisson de l'imprimante et comme dis c'est facultatif tout cela. Enfin FlashForge va sortir la Creator 5Pro qui a un format identique a la U1, elle aura par contre de base un TopHat et une chauffage actif du caisson de base par contre aucun idée du prix. Pour ce qui est du prix de la U1 je doute qu'il augment au dessus du prix actuel (mais je me base que sur mon analyse actuel du marché)1 point
-
Le passage à Bambulab s'est fait comme une lettre à la poste. L'ecosysteme est tellement bien pensé de A à Z qu'à aucun moment je me suis senti frustré: 1) parce que tout est assez propre en automatique, donc finis es casses tetes sans fin d'autres slicers 2) je n'avais jamais imprimé des trucs qui n'étaient pas de ma conception et là je me retrouve parfois à vadrouiller dans makerworld pour trouver un truc que j'aurais aimé faire (dernier exemple en date: je voulais une boite de rangement pour mes Wago, j'avais commencé la modélisation - c'est pas bien compliqué - et je me suis dit de regarder dans makerworld... Pouf la boite, avec le logo imprimable en AMF, super propre (peut etre mieux que ce que j'aurais fait), un clic et c'est lancé sur l'imprimante...) Les 2/3 fois où j'ai pu avoir un souci, j'ai trouvé la solution dans l'outils sans avoir a chercher dans le wiki ou autre... Perso, pour mon utilisation, je ne me sens pas bridé par l'ecosysteme... En meme temps, les vitesses de la P2S ouvrent tellement le champ des possibles que par rapport à mes anciennes limites... J'ai encore le temps pour arriver au bout!1 point
-
Deuxième info: Polymaker a publié toute une tripotée de presets pour ses filaments, qui sont disponibles aussi pour la P2S : https://presets.polymaker.com/1 point
-
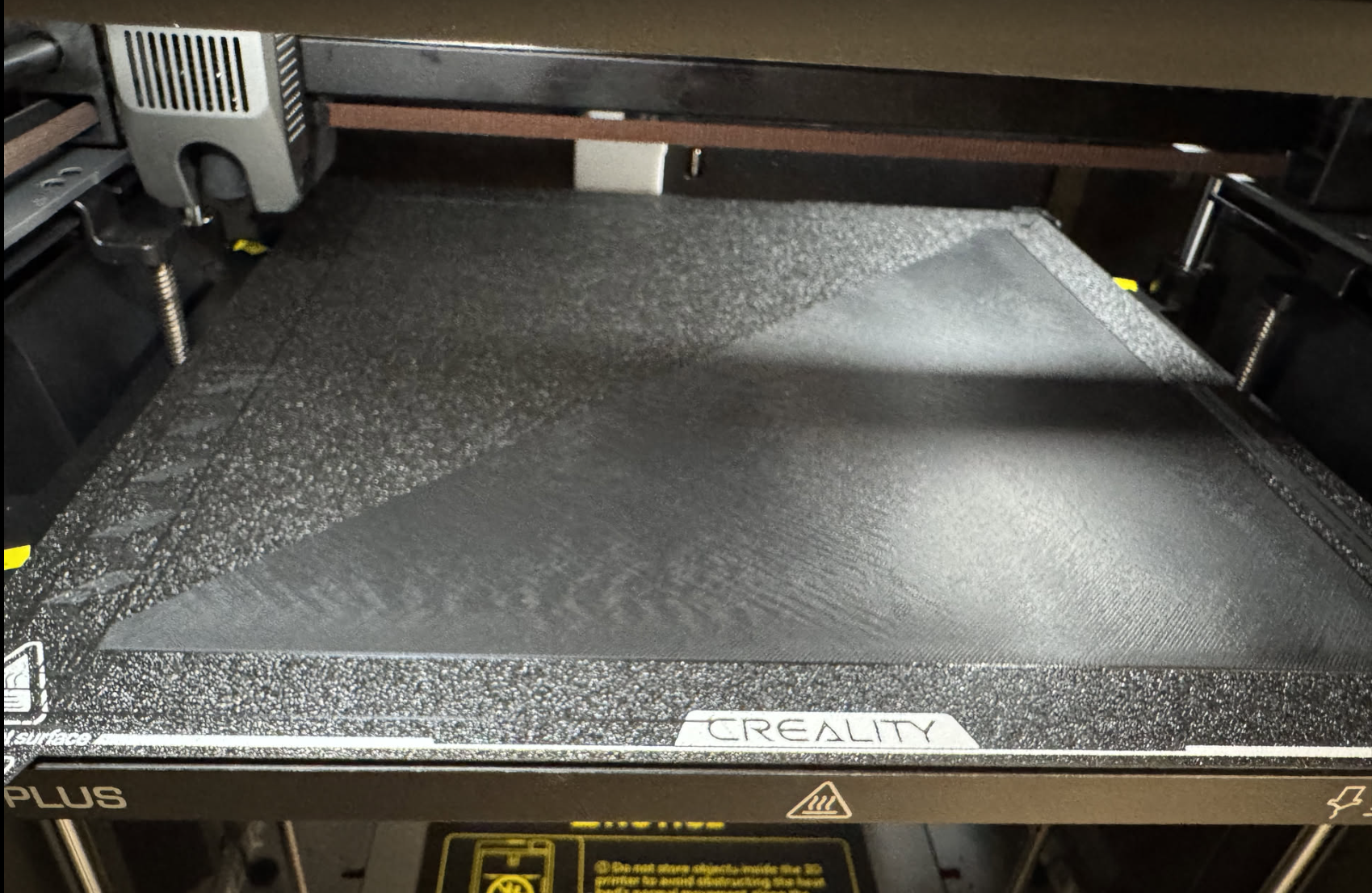
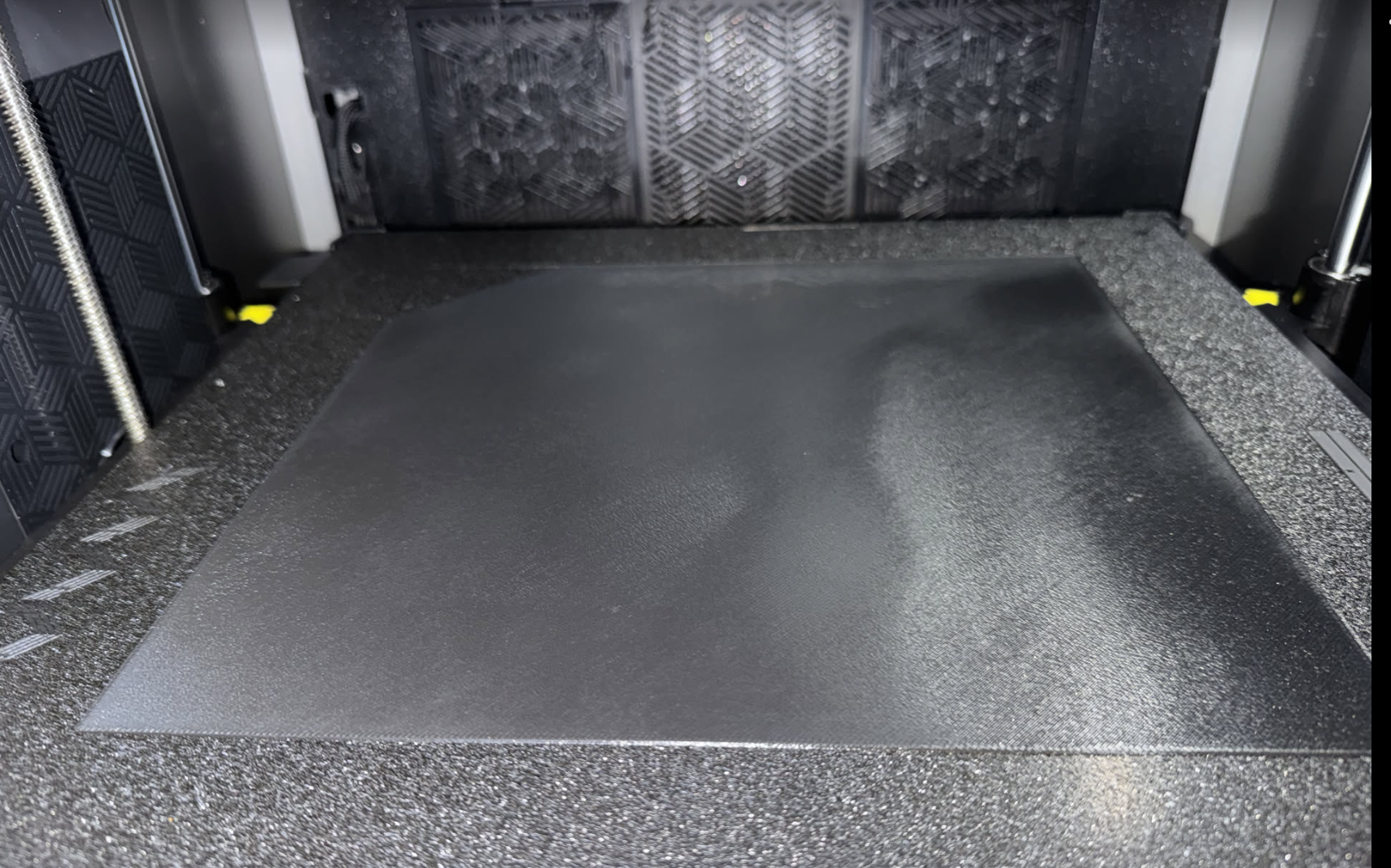
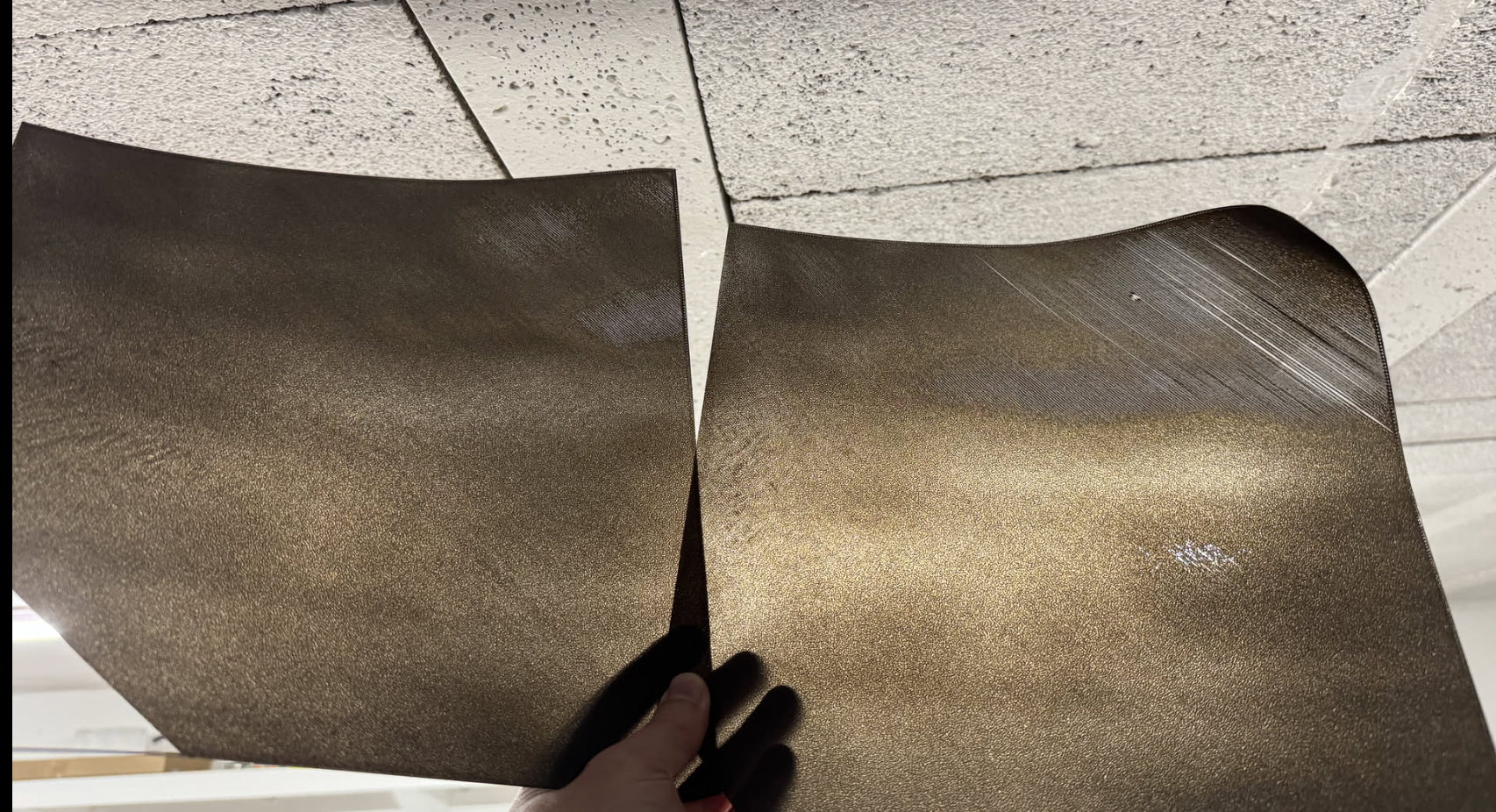
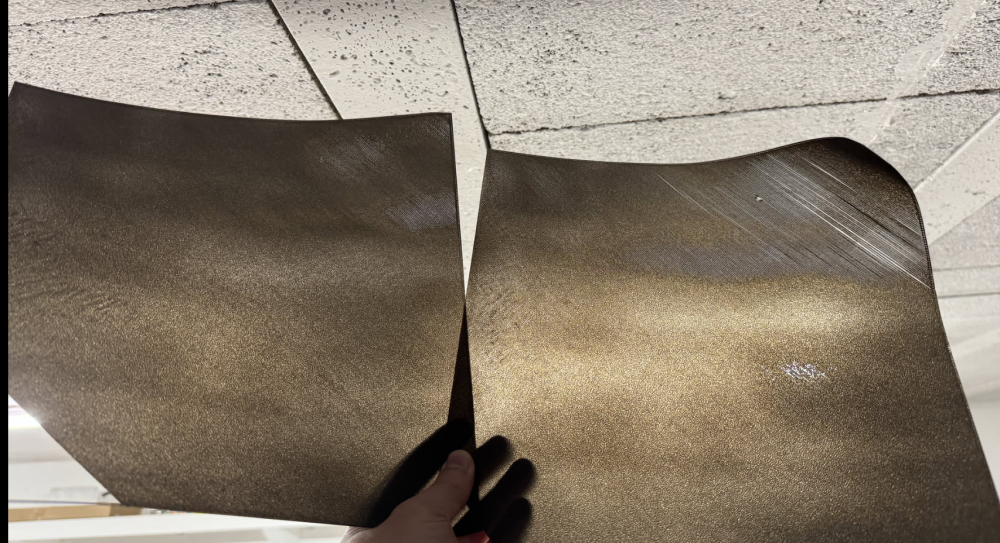
Je reviens comme convenu donner des nouvelles ! @hyoti Alors j'avoue ne pas trop en revenir que le problème vienne probablement de ca mais en effet le nettoyage a l'air d'avoir résolu le souci ... ! Malgré mes nettoyages régulier il semble que cela est permis de récupérer l'adhérence donc Top. En revanche je suis surpris de l'auto-nivellement qui finalement ne traite pas les légère déformation et crée a certain endroit pas assez plaqué et d'autre trop .... voici un réglage a Z offset a +0.05 j'obtiens des lignes non fusionné par endroit et surcollé a d'autres : avec un Z offset a 0 beaucoup moins de lignes non fusionné mais plus de ligne SURcollé : Voila les 2 côtes a côtes 0 a gauche et +0.05 a droite : Dans tout les cas merci pour le conseil du nettoyage, j'en ai profité pour contrôlé les serrages mais je n'avais aucun jeu nul part. J'ai augmenté ma chauffe a 60° histoire d'enfoncer le clou pour l'adherence et éviter de laisser 10min de plus le temps de chauffe avant le début d'impression.
 1 point
1 point -
Franchement, je sais pas si la U1 est vraiment le meilleur choix d'un point de vue financier, pour ton usage (deso, je remet une pièce) sachant en plus que c'etait possiblement très annexe pour toi (au départ en tout cas) Certe y a un gros gâchis en multicouleurs avec les autres solutions, mais avant de gâcher 160€ de filament (en gros 10kg de gâchis) faut imprimer régulièrement en multicouleurs. Et toutes les pièces multicouleurs n'ont pas le même ratio : en faisant un bon choix de positionnement des couleurs (en évitant d'avoir 4 couleurs sur une même couche par exemple, pas toujours possible, certes) , tu peux largement réduire le gâchis. Si on reprend le dragon : si tu en imprime 4 en même temps, tu auras la même quantité de gâchis que pour 1, pas 4x plus. (Ce sont vraiment les figurines qui sont les pires sur ce point. ) Le critère de choix à mon avis, c'est la quantité de multicouleurs que tu penses faire. T'aurais quelques modèles qui te tentent ? On peut regarder rapidement ce que çà donne et te donner quelques chiffres pour t'aider à décider ?1 point
-
Ca serait pas du PETG par hasard ? Ce genre de truc arrive lorsque de la matière s'accumule sur la buse, au bout d'un moment y'en a trop et ça fini par s'accrocher dans la pièce. C'est dû au fait que le PETG soit sujet aux cheveux d'anges (qu'on distingue sur le dessus de la pièce c'est pour ça que j'en parle), et ces cheveux viennent fondre sur la buse lorsqu'elle repasse à proximité. Un séchage du filament peut aider, et plus généralement tous les conseils visant à réduire le stringing s'appliquent.1 point
-
Bonjour, ce qui s'en rapproche le plus, c'est le PVB mais en impression 3D, la transparence comme du verre ne sera pas atteinte mais seulement approchée ce sujet en parle en détail1 point
-
J'aime beaucoup celle là, elle est mignonne. Jolie trouvaille !1 point
-
Ta jauge de pression a l'air de fonctionner normalement, regarde juste si ta hotend ne bouge pas vis serrées car pour avoir accès à jauge de pression c'est plus compliqué voir le Wiki ( https://wiki.creality.com/en/k2-flagship-series/k2-plus/replace-strain-gauge ) il faut démonter pas mal de choses, avec les risques de fausses manœuvres, pour peut-être juste un plateau encrassé ou gras !! Perso je préchauffe le plateau 10 minutes à température stablisée avant de lancer l'impression. Sur l'écran menu réglages tu peux désactiver l'IA mais laisse les cases calibration PA et rapport de débit. de toute façon ils ne seront faits que si tu coches la case calibration au moment d'envoyer l'impression, autrement il prend par défaut la valeur qui est indiquée dans le profil du filament. Tu as quand même intérêt à le faire pour des filaments d'autres marques que Creality ou en profil générique. Tu voir la valeur prise dans la console et la case avance à la pression de fluidd. Attention il ne change pas la valeur rentrée dans le profil du filament, tu dois la changer dans le profil en l'éditant si tu veux garder cette valeur pour d'autres impressions sans refaire la calibration. Souvent les valeurs pour les hyper PLA Creality sont bonnes. Je viens de le faire pour un Hyper PLA Creality (bon pas neuf) de 0.044 par défaut je passe à 0.028. Le motif imprimé pour la calibration PA :
 1 point
1 point -
pour moi l'option IA, sert à détecter si il y a un objet restant sur le plateau avant une impression et les éventuels spaghettis ou anomalies de ce type, si réglé au plus sensible, risque de faux positifs. (avec la caméra de la chambre) Après pour la calibration PA et débit; Il imprime un motif de calibration sur la gauche du plateau (avec des angles droits sûrement pour la PA) et un autre motif sur le côté droit avec du remplissage et une échelle repère (sûrement pour le flow) une fois les motifs faits la tête repasse dessus (led tête allumé) et avec la caméra de la tête il fait un traitement d'image pour déterminer les paramètres ad hoc. IA activé ou pas. Après pour la détection du bouchage de la poubelle à Poops avec la caméra de la tête il faut peut-être l'option activée. Entre deux impression ok, mais si ton plateau est sale ou adhère mal (même par endroit), il est nécessaire de nettoyer la plaque au liquide vaisselle (savon marseille cela marche aussi mais pas les surgras) éponge propre dédiée ou neuve à l'eau chaude et rinçage eau chaude essuyage. ensuite iPA ou pas. Vérifie aussi lorsque le Z=0 est fait (le levelling aussi que tu n'as pas un petit bout de filament qui reste sur la pointe de la buse. Quand tu as changé la tête, tu as changé quoi ? as-tu vérifié si la sonde de pression dans la tête est bien fixée sans jeu (strain gauge).1 point
-
Bravo ca ressemble étrangement en effet!1 point
-
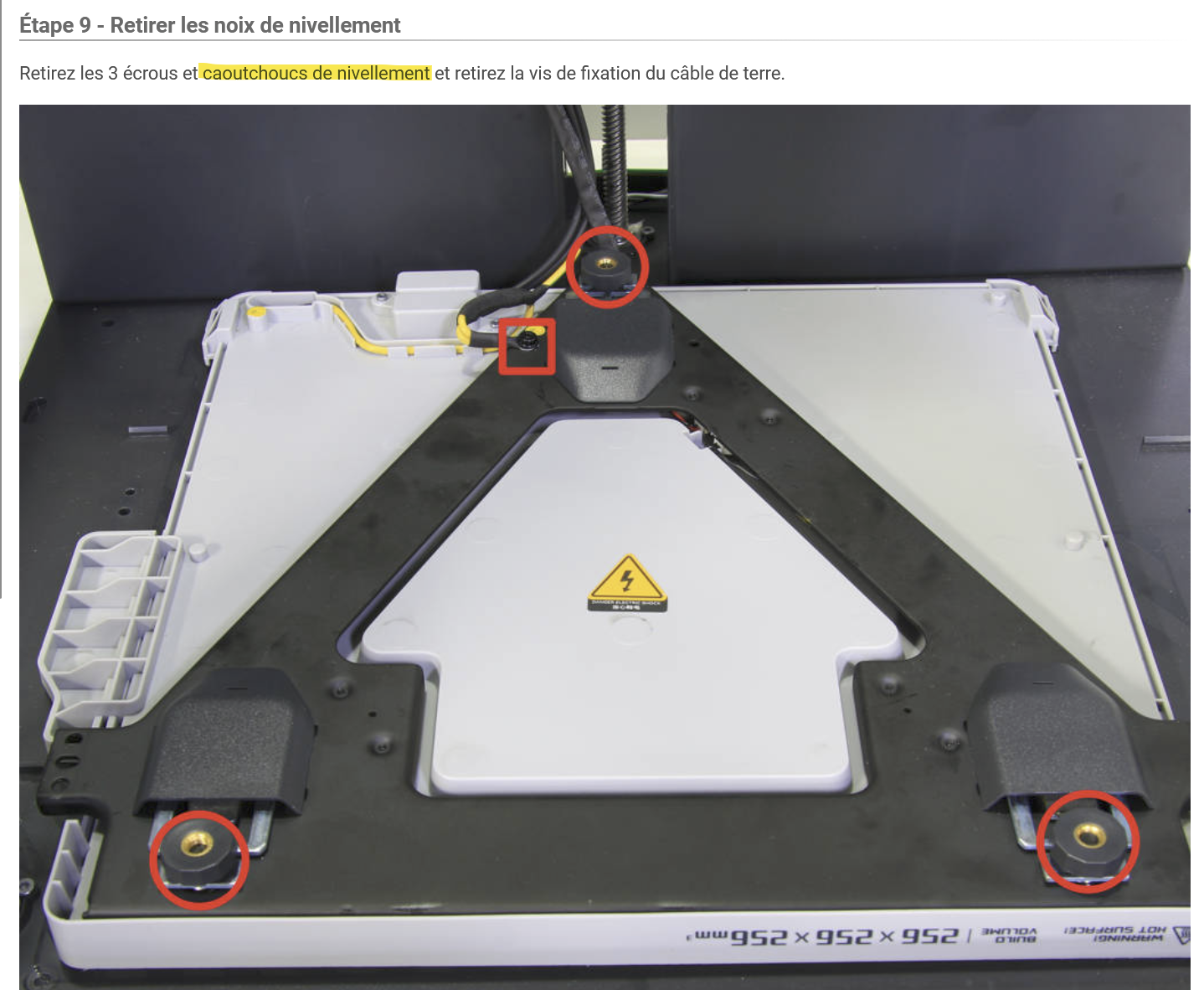
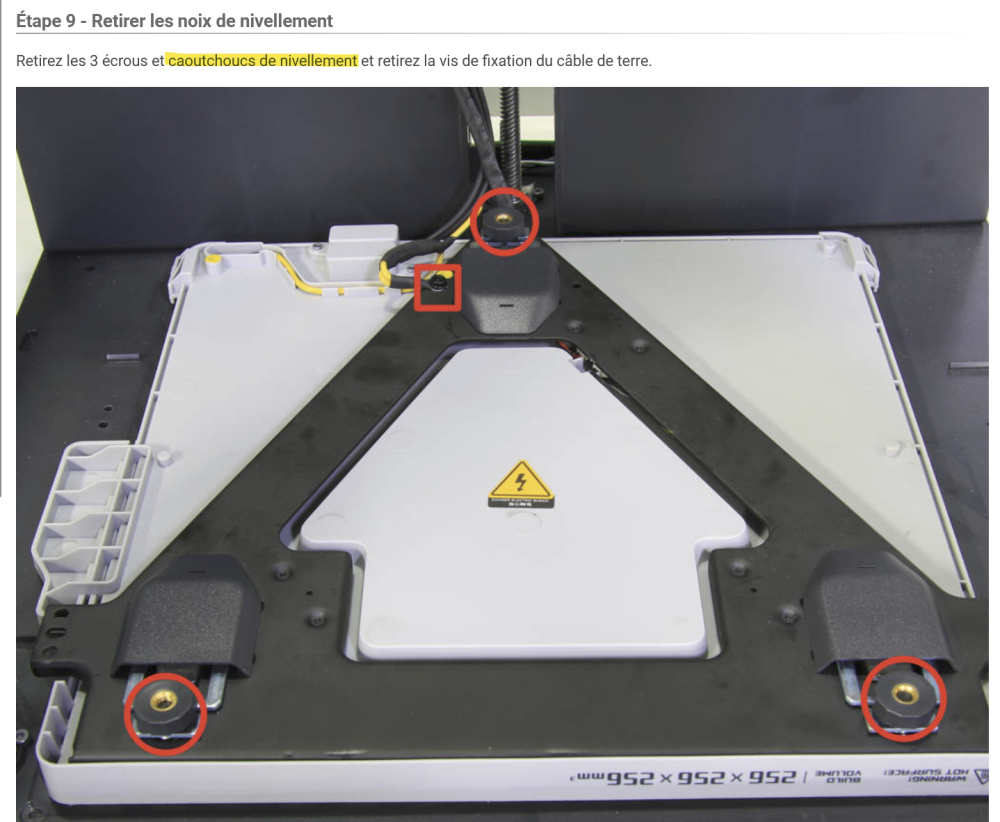
Je pense que les rondelles vont entre les gros écrous et le plateau. Je viens de relire le wiki et il parle bien de "caoutchouc" (traduction de la page ci-dessous)
 1 point
1 point -
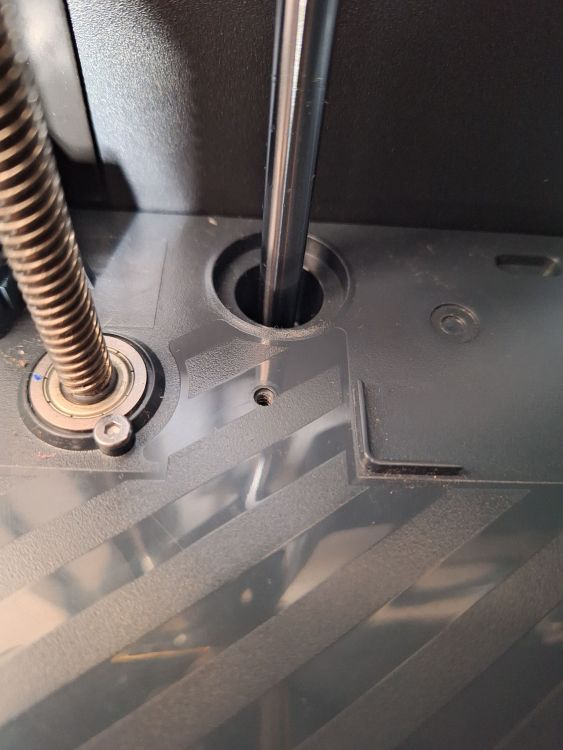
Quel est le diamètre des rondelles ? Est que le trou est de 8 ?1 point
-
Je ne vois rien sur ma P1S qui pourrait ressembler à ces rondelles As-tu démonté la vis située à l'arrière du plateau ? Sinon, démonte-la en regardant comment c'est monté. Tu peux t'inspirer de ce tuto pour sortir le plateau https://wiki.bambulab.com/en/p1/maintenance/heat-bed-signal-cable-p1p Bonne chance JC1 point
-
Je ne sais pas où elles vont, sur la P1S je ne sais pas mais sur la P2S j'ai été amené à changer le lit chauffant mais je n'ai pas vu de rondelles de ce type La prochaine fois plutôt que de démonter le lit chauffant prend un aimant pour récupérer la vis ou alors met la machine à l'envers1 point
-
Salut @geger C'est dans ce trou que les vis étaient tombées ? Et ce sont les deux vis à gauche que tu as enlevé ? Pas de rondelles visibles dans cette zone sur ma P1S A+ JC
 1 point
1 point -
La Jolie Brise coque en couleur

 1 point
1 point -
Bonjour à tous Les chauffes manuelles fonctionnes correctement mais pas de chauffe lorsque je veux imprimer donc pas d'impression après l'installation du firmware Marlin 2.1.2.6 Error:Heating failed, system stopped! Heater_ID: E0 Error:Heating failed, system stopped! Heater_ID: E0 cordialement0 points
-
bonsoir, après une petite recherche, j'ai trouvé plusieurs post: il font faire un mouvement pour bouger un contacteur... c'est pas très pratique ? un le système que je préconise est bien plus simple et efficace ! et ont doit mettre 15' de plus pour que tout refroidissent calmement autrement il m'est arrivé un truc incroyable ! j'étais en train d'imprimer les paumelles du coffre... en attendant, je regardait le gcode et reprogrammer avec m'est températures j'avais trouvez ce qui me fallait comme réglages... et tout a été reprogrammer (tout seul ) avec beaucoup plus de lignes ? et en mieux !!! peu être un coup de lia ou une mise a jour sauvage ? juste un bog, mais pas grave, le ligne déshuilage ce fait devant, plus de passage sur la mousse (essuyage), mais les température sont mieux géré! et je ne suis plus forcer d’arrêté pour que cela arrive a température... la tête monte toute seul en hauteur a la fin, dans le deuxième réglage de x2, mais bien la "x4 plus s1" ... donc mieux, mais d’où cela viens ??? le bug: la tête en hauteur ne repart pas avec un nouveau projet (une ligne d’erreurs) ont fait le centre et tout est repartie (pas un prob), j'ai juste viré le calage plateau qui prend trop de temps entre chaque projet. donc super, mais ??? l'ia ! je ne peu pas suivre c'est lignes plus/trop complexe pour moi ! (haut début ou avant 6 à 7 lignes) mais là c'est autre chose --------------------- //debut: ; Initial setups G90 ; use absolute coordinates M83 ; extruder relative mode M900 K0.12 ; K factor M900 W[line_width] H[layer_height] D[filament_diameter] M200 D0 ; disable volumetric e M220 S100 ; reset speed factor to 100% M221 S100 ; reset extrusion rate to 100% ; Set the heating M190 S[bed_temperature_initial_layer_single] ; wait for bed to heat up M104 S[nozzle_temperature_initial_layer] ; start nozzle heating but don't wait ; Home G1 Z3 F3000 ; move z up little to prevent scratching of surface G28 ; home all axes G1 X3 Y3 F5000 ; move to corner of the bed to avoid ooze over centre ; Wait for final heating M109 S[nozzle_temperature_initial_layer] ; wait for the nozzle to heat up M190 S[bed_temperature_initial_layer_single] ; wait for the bed to heat up ;Auto bed Leveling @BEDLEVELVISUALIZER G29 ; ABL T M420 S1 Z3 ; reload and fade mesh bed leveling until it reach 3mm Z ; Return to prime position, Prime line routine G92 E0 ; Reset Extruder G1 Z3 F3000 ; move z up little to prevent scratching of surface G1 X10 Y.5 Z0.25 F5000.0 ; Move to start position G1 X100 Y.5 Z0.25 F1500.0 E15 ; Draw the first line G1 X100 Y.2 Z0.25 F5000.0 ; Move to side a little G1 X10 Y.2 Z0.25 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder M221 S{if layer_height<0.075}100{else}95{endif} //fin: G4 ; wait G92 E0 ; prepare to retract G1 E-0.5 F3000; retract to avoid stringing ; Anti-stringing end wiggle G91 ; use relative coordinates G1 X1 Y1 F1200 ; Raise nozzle and present bed {if layer_z < printable_height}G1 Z{z_offset+min(layer_z+120, printable_height)}{endif} ; Move print head up G90 ; use absolute coordinates ; Reset print setting overrides M200 D0 ; disable volumetric e M220 S100 ; reset speed factor to 100% M221 S100 ; reset extrusion rate to 100% ; Shut down printer M106 S0 ; turn-off fan M104 S0 ; turn-off hotend M140 S0 ; turn-off bed M150 P0 ; turn off led M85 S0 ; deactivate idle timeout M84 ; disable motors ------------------------------- du petg (pas rapide) la deuxième paumelle sur 4, les petites boites la première est la plus propre a 200° ! pas bon pour la paumelle, elle plus chaud... en tout cas cela tiens fort a la table

 0 points
0 points