Classement




Contenu populaire
Contenu avec la plus haute réputation dans 06/10/2019 Dans tous les contenus
-
Bien content pour toi, de mon côté avec l'hybride j'ai aussi trouver une solution qui est plutôt simple. Je n'utilise pas le mode tft, donc je suis normalement branché sur exp1 et 2, et en fait la présence de la détection de la carte sd sur exp 2 fait foiré le chargement du firmware, il suffit de simplement débranché exp2 ,pour ne garder que l'alimentation,le temps de l'upload du firmware et ça marche systématiquement et sans utilisation d'autre matériel.2 points
-
Bonsoir, j'ai mis le .bin de @Poisson21 et maintenant mon afficheur fonctionne et la température du bed est bien revenu sur la bonne position. Pour l’instant juste en alimentation USD Par contre j'ai perdu la communication avec S3D sur le port COM3, on ne peut pas tout avoir Message d'erreur "TMC COONECTION ERROR", mais c'est normal pas de driver sur ma carte. Bon je sais déjà que ma carte fonctionne, reste a compiler MARLIN 2.0 a ma sauce et avec votre aide Merci a @Poisson21 pour son tuto sur la carte et la mise à dispo de ces fichiers.2 points
-
des problèmes de vue @masu61 ? si non, inutile de mettre tout en gras...2 points
-
J'ai fait mon choix : Vis à métaux ! La pièce en bois n'apporte aucun intérêt à pars plein de galères, et les boulons sont bien plus simple à mettre en place, car à part glisser l'écrou et la vis, il n'y a rien à faire Je mettrais devant une plaque en métal pour répartir uniformément la préssion afin de minimiser le risque de déformation de la pièce en plastique. Merci de votre attention2 points
-
Salut, C'est balo. Il est bien connu que certains artistes trouvent la grâce du public alors qu'ils ne sont plus vivant2 points
-
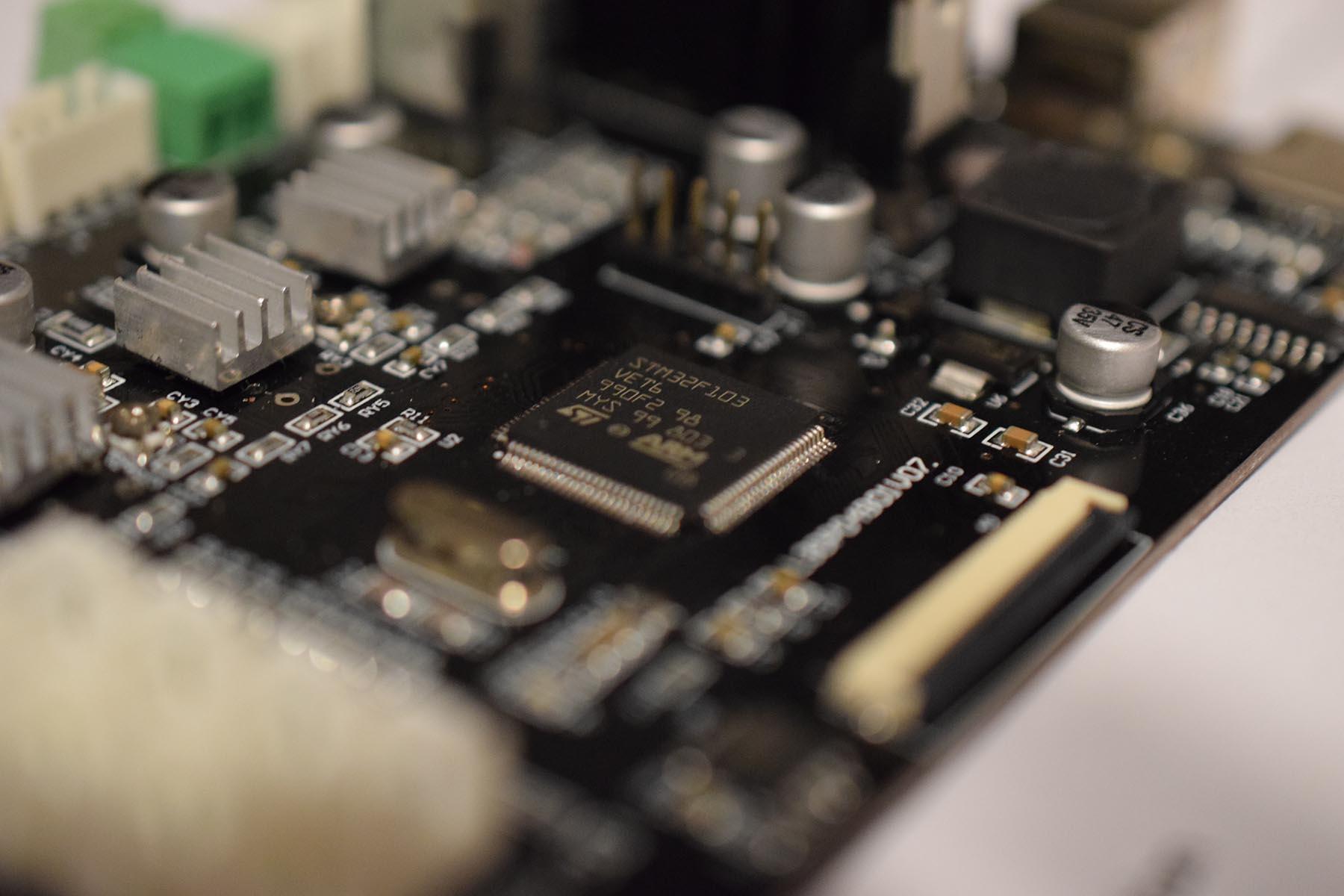
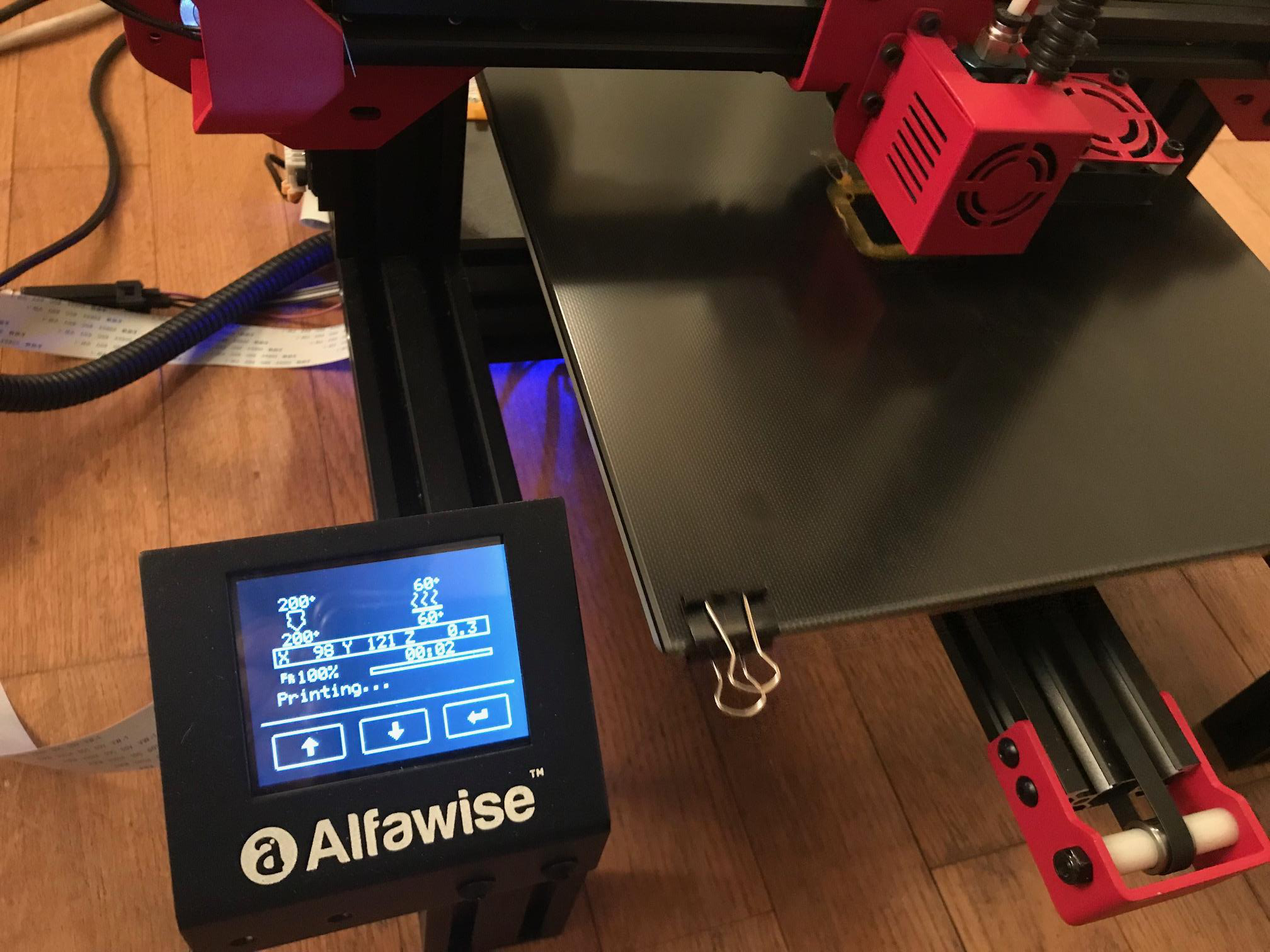
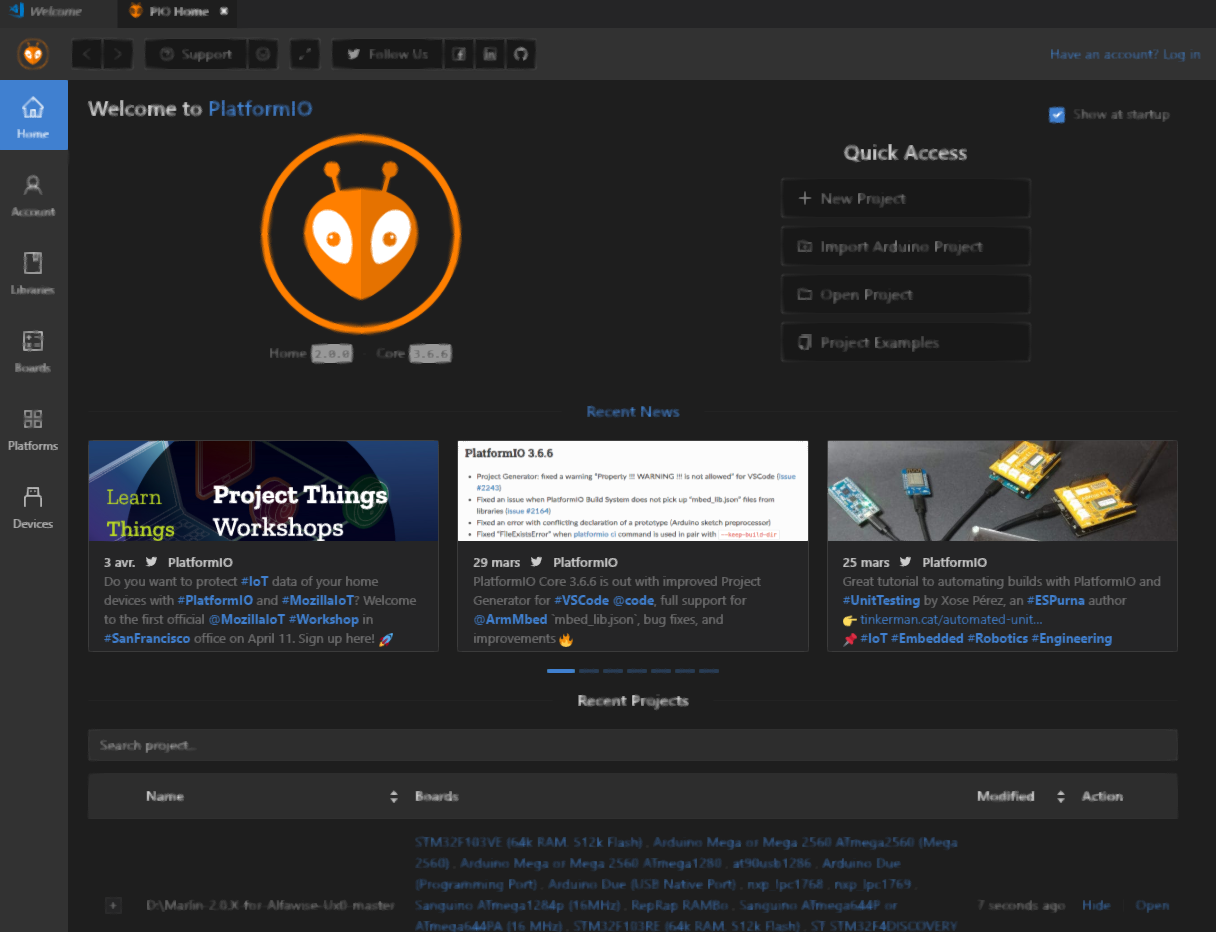
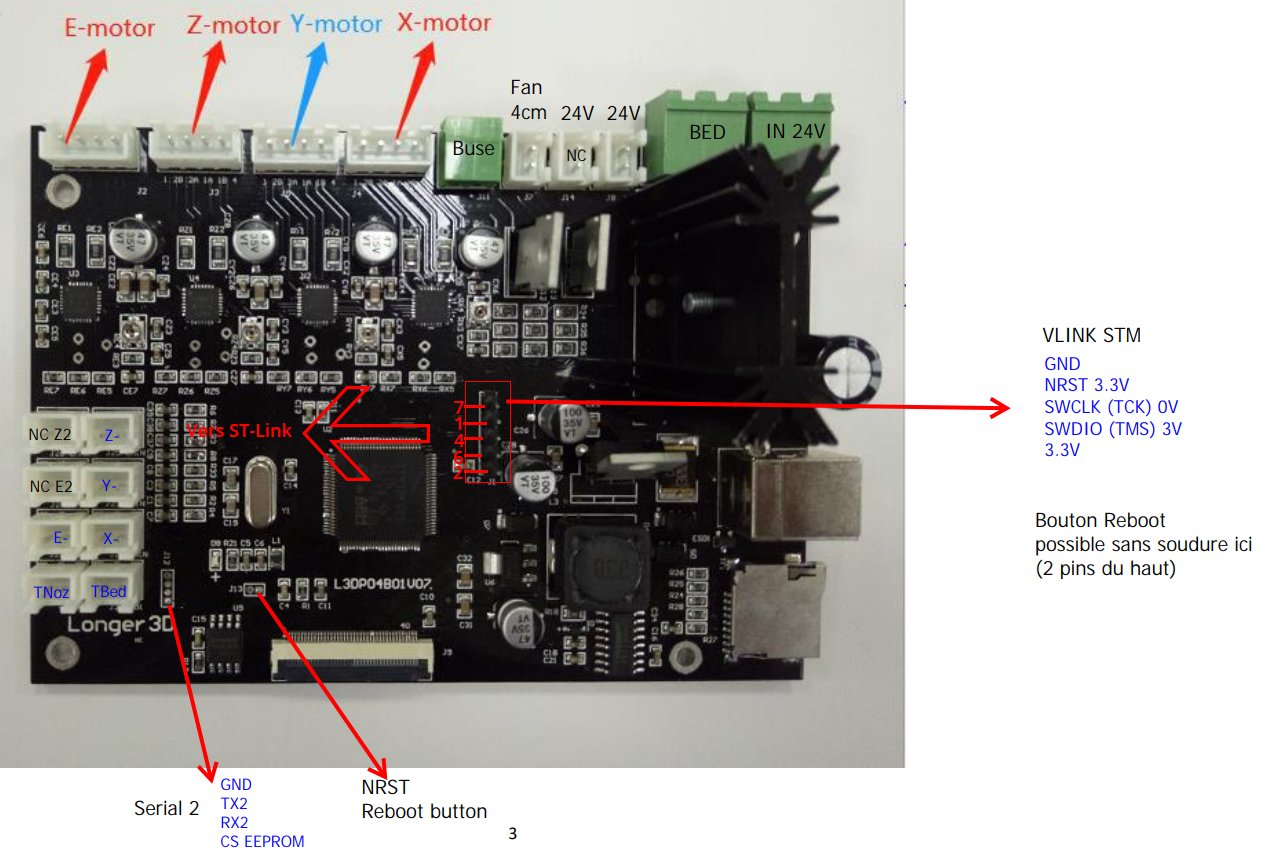
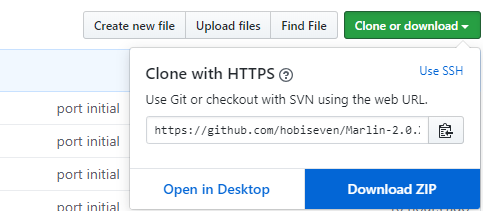
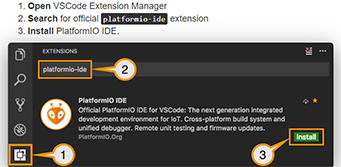
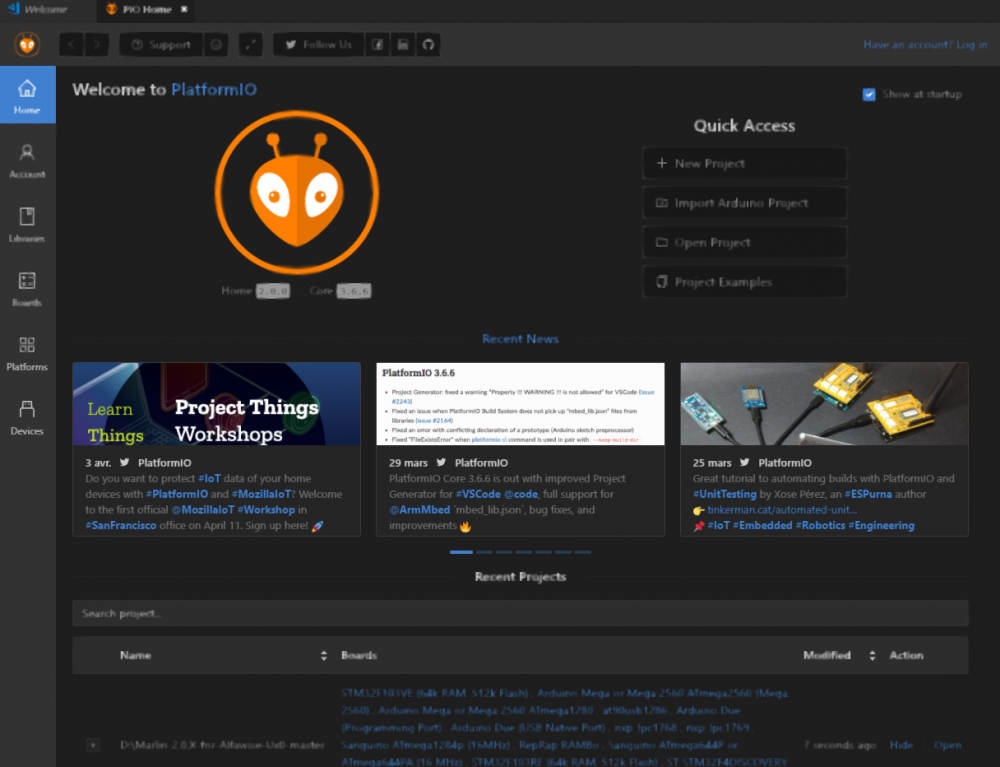
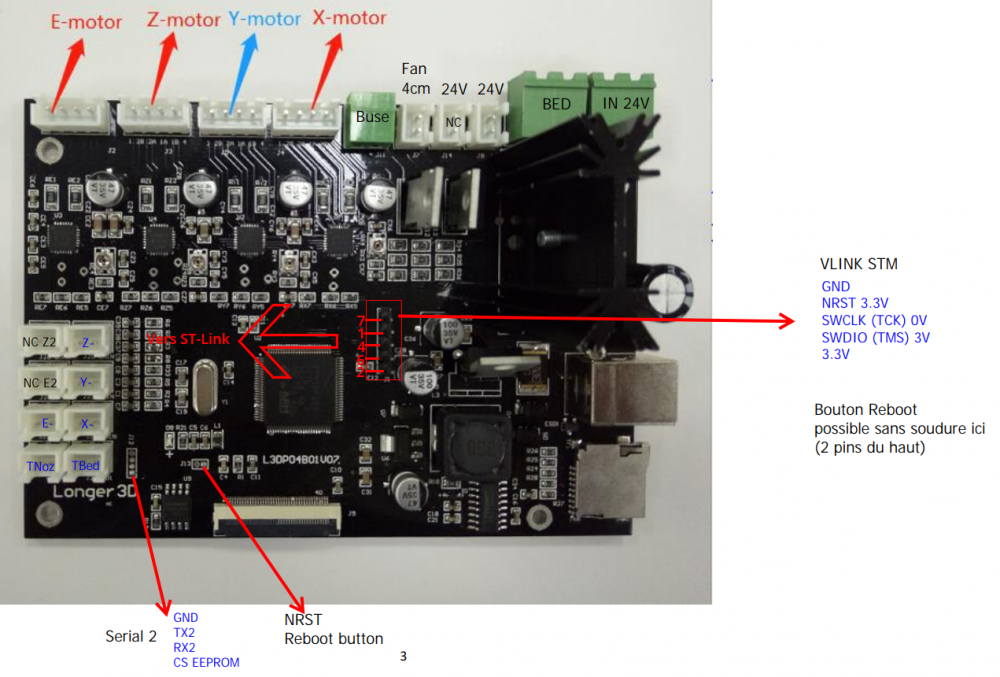
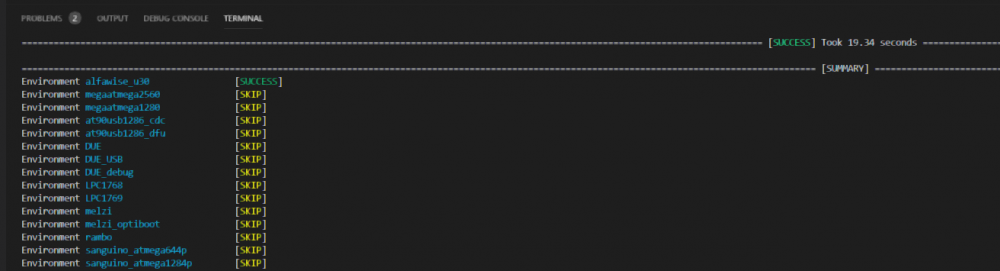
TUTO Officiel du portage Marlin 2-x pour Alfawise U20, U20+ et U30 AVERTISSEMENT : Ce Topic est dédié au tutoriel pour flasher son imprimante Alfawise U20, U20Plus, U30 d'origine, à ses updates et améliorations. >> Un sujet sur le développement, résolution des bugs, et avancées majeures dédié existe ici << >> Pour tout ce qui est optimisation, ajouts de périphériques et configurations diverses c'est ici << ================================================================================= Comme promis, voici LE tuto sur l'installation de Marlin 2.x sur AlfaWise U20, U20+ et U30 : (v8 update du 25/08/2019. Modification de la méthode de paramétrage pour compilation dans VScode). IMPORTANT / RAPPEL : Marlin est aujourd'hui le firmware OpenSource le plus populaire des imprimantes 3D. Alors que la version la plus répandu est encore Marlin 1.x.x, la version 2.x est toujours en cours de développement. Cette dernière apporte le support en natif des carte-mères en 32bits de type ARM, bien plus puissantes. Les développeurs actuels n'ayant pas inclus les cartes de chez Alfawise, nous avons donc créé un fork de la dernière bêta de Marlin 2.x. La version proposée aujourd'hui est donc une bêta stable. Pour ces raisons et malgré notre travail, des bugs peuvent être rencontrés. Il est désormais possible de revenir totalement en arrière et de reflasher avec le firmware d'origine. La procédure est en cours de rédaction. Flasher votre imprimante est une opération non anodine et peut rendre inutilisable cette dernière de façon temporaire ou définitive. Veillez à suivre scrupuleusement toutes les explications et recommandations, plusieurs fois, et de faire tout cela au calme sans précipitation. Vous perdrez l'environnement graphique que vous connaissez sur l'écran de vos machines. En effet, cela demande un développement spécifique qu'il faudra là encore produire. Vous aurez à la place un affichage plus austère, mais néanmoins efficace. Nous travaillerons plus tard sur une nouvelle intégration graphique. L'écran tactile est parfaitement fonctionnel en version 1.1 et 1.2 L'imprimante fonctionne parfaitement sous Marlin avec un Octoprint. Toutes les cartes mères excepté celle de la U10 sont compatibles ! Vous pourrez au choix, soit directement utiliser la dernière version compilée en PJ de ce post, soit personnaliser votre propre version de Marlin pour votre machine. Marlin permet également de corriger le problème de baudrate en USB, ce qui causait des impressions de mauvaises qualités ou ratés à contrario de la carte-sd, comme vu ici : Pourquoi passer sous Marlin ? Tout utilisateur d'Alfawise s'est confronté tôt ou tard aux limitations d'un firmware fermé et limité en options de réglages. Utiliser Marlin permet de configurert de A à Z son imprimante pratiquement dans les moindres détails. Ainsi, chaque utilisateur peut avoir au final SA version de l'OS personnalisé sur sa machine. Des problèmes techniques ou limites techniques sont également habituellement rencontrées. Limitations de vitesses de déplacements du homing, vitesse d'impression MAX, Optimisation/configuration des éléments de chauffe, de sécurité.. Ajout d'un palpeur/sonde pour mise à niveau du bed automatique (Z probe comme un BL-Touch par exemple), Sécurités supplémentaires en cas de problème, Précisions globales des impressions, performances des moteurs, Débit USB limité etc... Bref la liste est longue, et impossible de tout détailler ici. Chacun jugera nécessaire ou non de passer sous cet OS, mais personnellement, le bonheur est total ! De quoi ai-je besoin ? Plus besoin d'alourdir les dépenses ou la prise de tête, vous pouvez flasher votre firmware directement par la carte SD, et ce, sans aucune modification ! En effet, c'est le bootloader d'origine présent dans le CPU qui se chargera de ce travail. Vous pouvez toujours vous procurer un ST-Link qui vous permettra soit selon le cas des personnes de se faciliter la vie, soit pouvoir debugger, soit en cas de souci débloquer la machine. Si vous êtes intéressé voir l'archive du post d'origine plus bas. Si vous souhaitez personnaliser votre version de Marlin pour votre machine (compilation) : Si vous ne souhaitez pas personnaliser votre version de Marlin pour votre machine (flash seul) : Vous avez pris votre décision ? Vous avez dégagé tout élément perturbateur autour de vous ? (Votre femme, votre homme, vos enfants, votre chat vos amis...) Alors allons-y ! Méthode personnalisée AVEC compilation : Méthode standard SANS compilation (flash seul) : Archive (obsolète) : Archive (obsolète) : Archives (obsolète) : Voilà, vous avez Flashé votre machine avec Marlin 2-x, amusez-vous bien ! ##### Remerciements ##### Aux tauliers du forum et du site, A @Hobi et @Epsylon3 @jmz52 pour leur remarquable travail de Recherche & Développement, A tous les bêta-testeurs @Crzay, @Oniric, @Sylvain37, @wipeout85800, @BarthDVS, @beber75, @Neolink désolé si j'en oublie... Cliquez sur le petit bouton merci, ça fera du bien à tous les participants ! ########################################### =======================================================================================================================




 1 point
1 point -
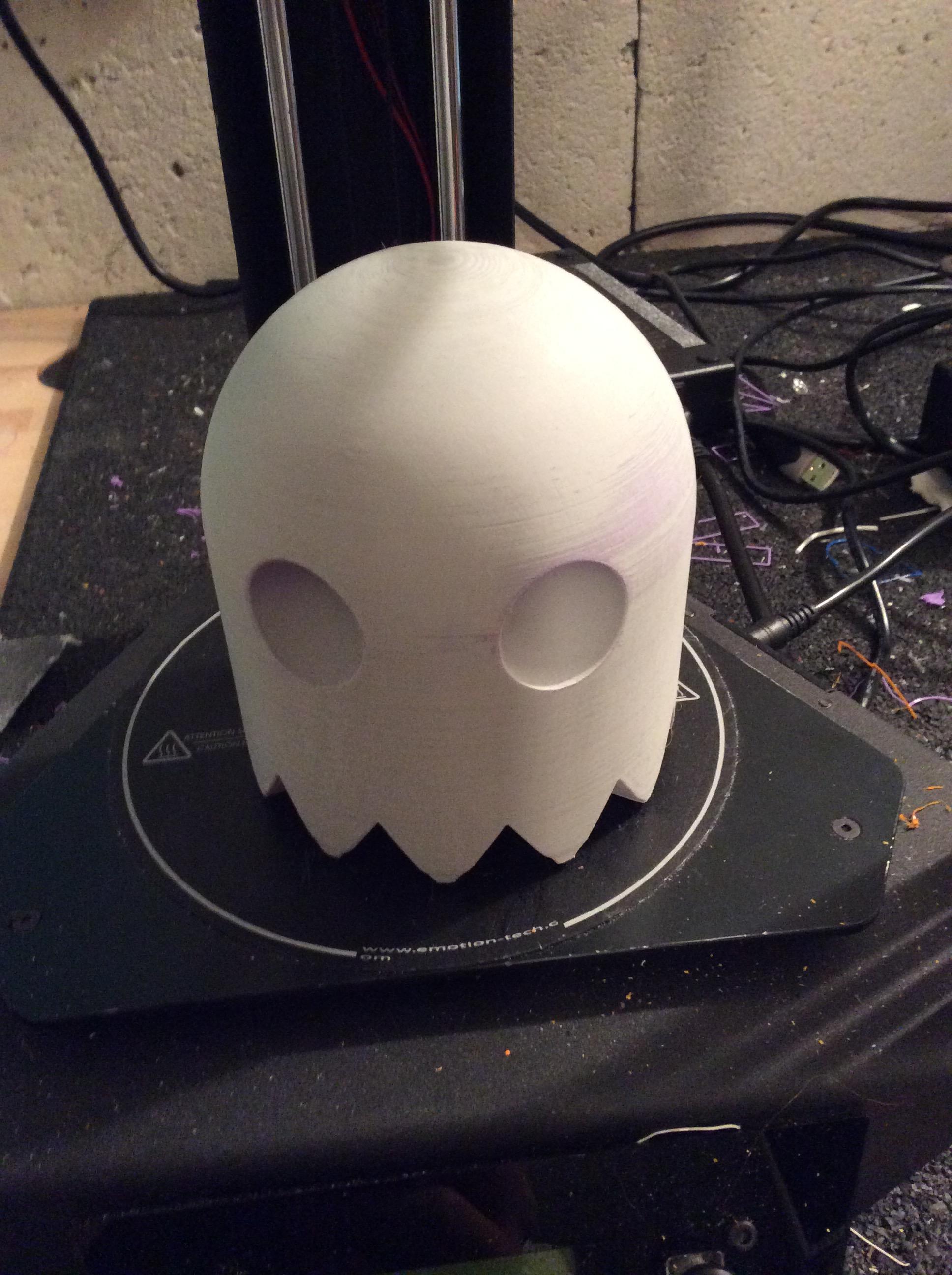
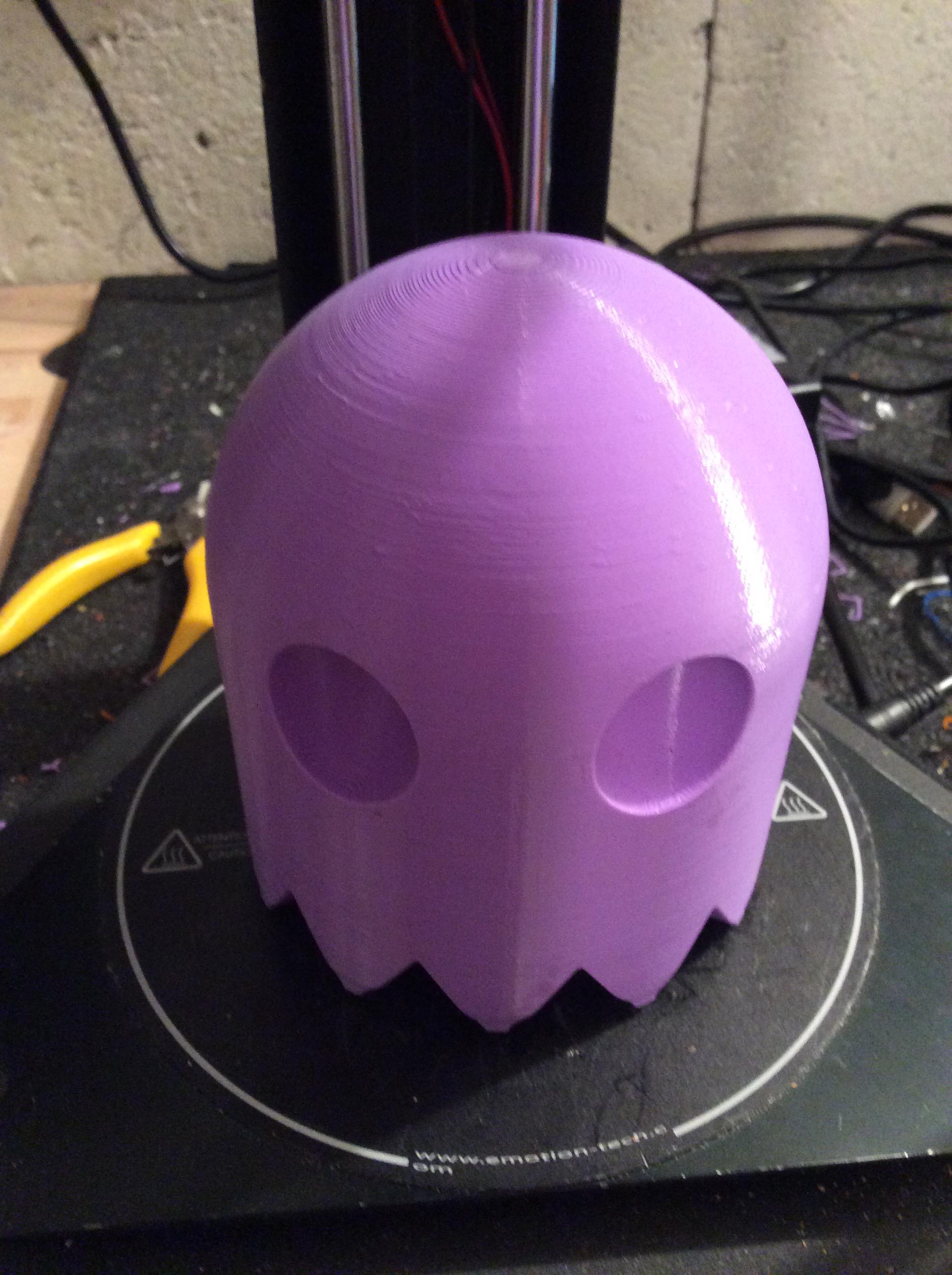
Bonjour à tous, Petit essaie pour vous faire découvrir la technique du transfert de peinture par eau, ou Hydro dipping pour faire plus classe ! Je découvre et partage mon initiation avec vous, donc possible que je disent ou fassent des conneries. Avant ça, c’est quoi ce truc ? Selon google ; Le transfert de peinture par bain d’eau (hydrographics) est un concept innovant qui permet sans adhésif de personnaliser tous types de supports pouvant être peints et trempés dans l’eau. Donc le principe sera de déposer une couche de peinture dilué avec un medium en surface, de crée ses motifs,etc… et une fois que le résultat nous plaît. Bim, bam, boom, on la trempe dans l’huile l’eau. Les résultats sont bluffant et à la porter de tous ! Après faut chopper le coup de main et surtout bien préparer sa peinture et son support ! Une vidéo explicative suivi de quelques exemple pour imager mes propos et on rentre dans le vif du sujet ! C’est cool hein ? Bon, comment on fait ça chez nous alors ? Avant toute choses,faut faire son choix ! Trois option pour la peinture A) Vous optez pour de la peinture en bombe que vous allez pulvériser en surface comme sur la deuxième vidéo. (Avec le risque que Greta Thunberg débarque pour vous cassez la gueule par souci d’écologie) B) Vous optez pour des films de peinture avec motifs intégré. On en trouve sur Amazon avec de pas très bonne notes entre 5 et 25€. https://www.amazon.fr/LImpression-transfert-0-5-mx2-Autocollant-Hydrographics/dp/B07H3QPHRX/ref=sr_1_23?__mk_fr_FR=ÅMÅŽÕÑ&keywords=hydro+dipping&qid=1569411955&sr=8-23 C) On prépare de l’acrylique mélanger à du médium qu’on dépose à la surface avec une pipette ou autre. Pour le moment, je me contente de la dernière solution. Moins salissante, polluante et surtout plus économique que le reste. Pour réaliser ceci chez vous, il vous faudra ; - Une pièce à peindre (logique quand tu nous tiens !) - De l’apprêt - Peinture acrylique - Medium pour peinture - Un bac étanche - De l’eau - De l’huile de silicone (facultatif) - Du vernis pour les finitions J’ai trouvé mon bonheur chez action pour un peu plus de dix euros encore une fois et on a de quoi en dipper du PLA ! (J’adore ce magasin!!!) Partie 1 : Imprime et ponce! On commence par imprimer la pièce de son choix. Perso j’ai opté pour un boîtier histoire de protéger ma petite framboise qui gère l’imprimante. Une fois finis, on retire les supports et on ponce,encore et encore jusqu’à obtenir une surface propre, lisse, douce et soyeuse ! Je plaisante pas, on ne va pas plus loin tant que le support est nickel ! C’est la base de la post-production ! Les petits défaut ressortiront encore plus avec une couches d’apprêt et de peinture. On économise donc du temps et des matériaux en s’attardant sur cette partie. Une fois fini on dégraisse au vinaigre blanc ou à l’eau pour retirer les poussières et on fait sécher. Partie 2 : Soit bien apprêter ! Une fois notre support bien poncé,propre et enfin sec. On va pouvoir sortir le pinceau ! Je dilue de l’apprêt avec un peu d’eau pour le rendre plus fluide et hop. Je tartine une première fois ma pièce de manière généreuse, ensuite je sèche mon pinceau et je viens retirer l’excédent et étirer le reste. Ensuite un léger ponçage au grain 400 pour retirer les défauts de la peinture (je peins comme un nazbrok, mais c’est une autres histoire). Et on recommence. Une fois les deux fines couches posé,poncé, on obtiens une pièce déjà pas trop dégueulasse visuellement et sur laquelle notre peinture va venir s’accrocher comme une teigne ! Voici mon résultat. Le premier qui me jette une tomate, je lui renvoi une pierre ! Vous êtes prévenus ! Partie 3 : La préparation du Bac Voilà, notre pièce est devenu grande, elle est au lycée depuis 3ans. Il est temps de préparer son bac de manière sérieuse ! Pour ma part ce sera un bidon d'eau déminéralisé coupé! On commence donc par préparer les couleurs souhaités. Dans mon cas ce sera du ‘’White titanium’’ et ‘’Black’’ qu’on va venir dilué avec du médium dans les proportions de 1 pour 2. Soit un volume de peinture pour deux volume de médium. Et on touille jusqu’à obtenir un mélange homogène. Du moins en théorie. Ensuite on prépare sa zone de travail, il faut tout avoir sous la main une fois lancée. Donc on prépare déjà le support sur lequel notre ‘’œuvre’’ va sécher, l’œuvre en question et on rempli notre bac d’eau. Et là mes amis, laissés parler vos âmes d’artiste incompris ! Jouer avec les couleurs, les effets, l’écoulement naturel de la peinture à la surface et un couteau ou un bout de bois pour crée des motifs ! Le point positif est qu’on peut vraiment s’amusé et expérimenté. Le motifs sera définitif uniquement lorsque votre pièce sera trempé dedans ! Votre âmes d’artiste est satisfaite du résultat ? Si oui, on passe à la suite ! Partie 4 : Le plongeon ! Le plus dur reste à faire ! Il va falloir dipper maintenant ! Peu d’info sur la technique à employer. Beaucoup de maker semble le faire au feeling et ajuster au fur et à mesure de leurs expérience. Il faut plonger sa pièce de manière à ce que le transfert depuis l’eau se fasse en ‘’douceur’’ et de manière uniforme. Et surtout, adapter l'angle de plonger en fonction de la pièce à peindre. Ainsi en théorie, en fonction du geste il sera possible d'obtenir différent résultat avec le même motif de base. Une simple rotation du poignet lors de la plongé, l'angle qui varie ,etc...auront une incidence direct sur le transfert. Du coup un petit essaie avec un porte clef qui fait aussi arme d'auto-défense trop kawaï. Et c'est là catastrophe! La peinture coule direct au fonds ou se dilue dans l'eau, rien ne reste à la surface et le final est dégueulasse. Je test un mélange au ratio 1:1 peinture pas assez liquide qui reste en tas à la surface. Je suis pas du genre à rester sur un echec, du coup je sors sur la terrasse. Deux bombes de peinture et là c'est parti grave en cacahuète! J'ai diper 4-5 fois de suite pour obtenir un résultat pas trop dégueulasse et voilà pour le moment. La pluie m'a stopper dans mon élan donc je me contenterais de ce résultat. Encore du progrès à faire! On pose sa pièce et c’est partie pour 24h minimum de séchage ! Partie 5 : Un peu de vernis sur les orteils ? C'est sec? Sure? Alors on va finir par un coup de vernis pour protéger son œuvre et éviter que la peinture s’écaille rapidement. Libre à vous de choisir ce qu’il vous plaît. En bombe ou pots, mat, satiné ou brillant ? Adapter en fonction de la pièce ! Mais pour cette partie, rendez-vous demain. C'est pas encore sec chez moi. Bilan de cet après-midi. - Il est important de ne pas oublier de mettre des gants, même dans un élan qui semble être un mix entre la frustration et la créativité. - Le dipping fonctionne parfaitement sur les doigts aussi. - Trouver une solution pour maintenir l'acrylique en surface - Les bombes font l'affaire. De prochain test viendront dans les jours qui viennent. Le temps de nettoyer mes doigts du moins et de racheter un peu de peinture. La prochaine fois je mets la dose diluer à 1:1.5. Et je revois grandement mes gestes pour une meilleurs accroches de la peinture sur la pièce. Bref, sa parait simple dans les vidéos, moins en réalité. Mais je l'aurais un jours, je l'aurais!1 point
-
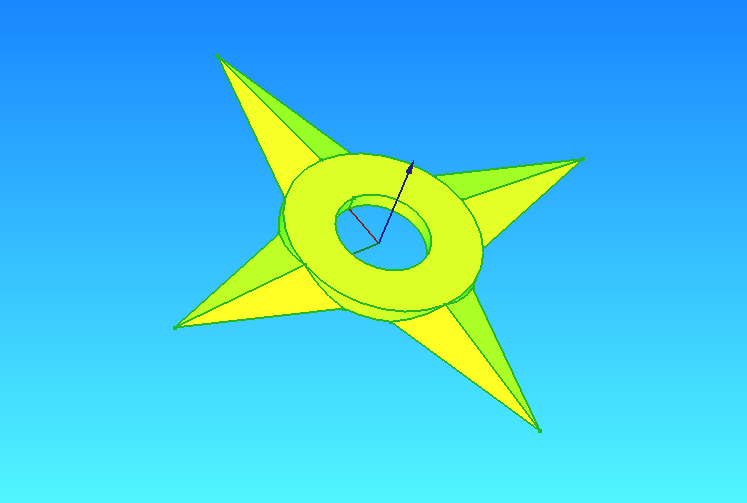
Simple comme ça ? Inutile de dire que tout est lié et paramétrable : le nombre de branches, leur longueur, l'épaisseur, les diamètres intérieur et extérieur. Je sais, je prêche pour Fusion 360.
 1 point
1 point -
Je dois être chanceux, j'ai jamais rencontré ce type d'erreur malgré le fait que j’étais et que je suis toujours complètement novice dans ce type de procédure. Et pour compiler je ne lançait pas de commande particulière, la petite coche en bas à gauche permettant de le faire directement. Edit: Par contre ne pas s'étonné que la première fois ça foire, sur le github BTT c'est signalé qu'il faut couper VScode et le relancer au moins une fois pour que ça marche.1 point
-
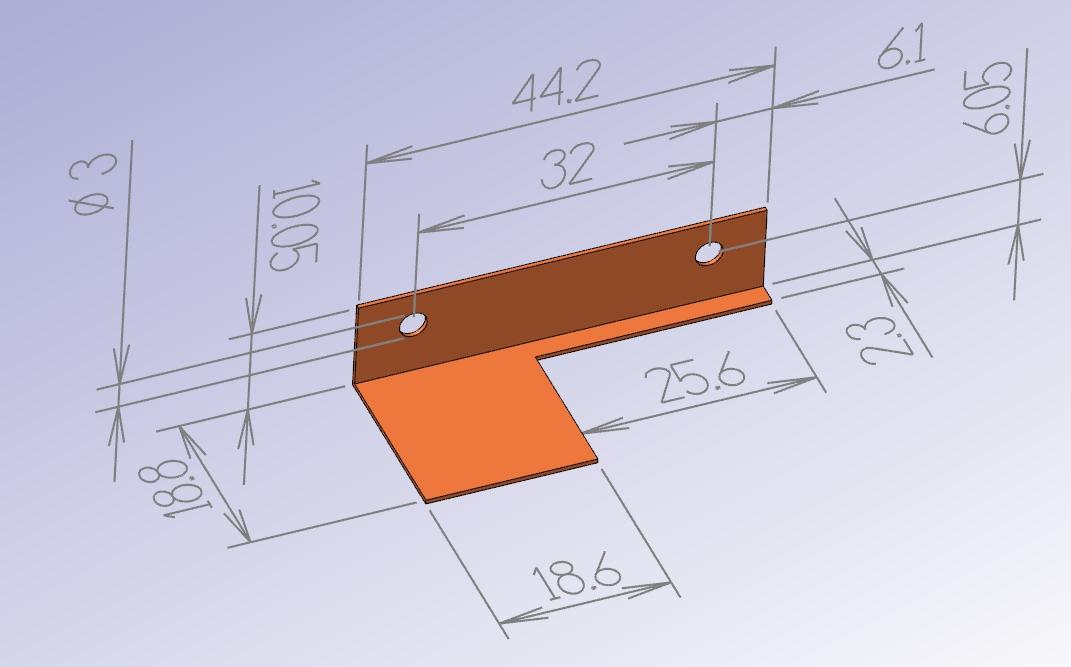
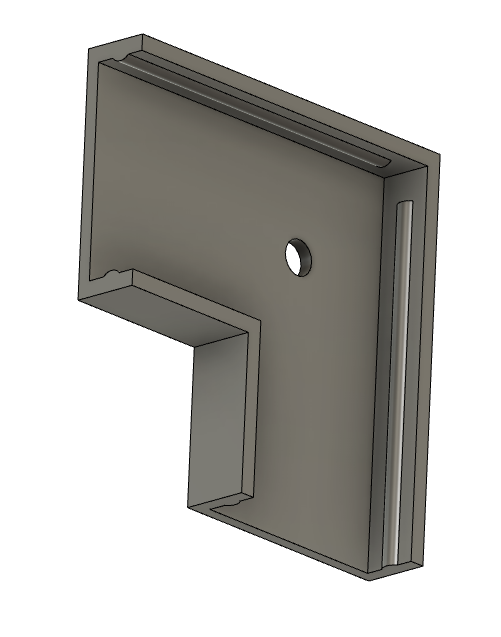
Après impression des capots d'angle, j'ai revu ma copie pour faire un capot en en seule pièce, plus esthétique Capot angle T rail cable 36mm-v4 v1.stl Pas encore essayé, en cours d'impression
 1 point
1 point -
Et pour les utilisateurs de vinaigre blanc en tâche ménagère, si vous allez en magasin de coopératives agricoles ou gamm vert vous pouvez en acheter du un peu plus costaud (mais non consommable ou alors très dilué), idem pour l'eau de javel et pour de nombreux autres produits.1 point
-
Pardon, j'étais resté sur la réponse de l'auteur du sujet : Donc oui pour une SKR, c'est pas pareil (plus simple) J'attends la mienne dans les jours/semaines à venir (elle passera aussi en TMC2130 / SPI)1 point
-
fichiers à jour: Angle ci dessus et capot avec un trou pour les retirer facilement Conduit rail cabless-v3.rar1 point
-
Modification de la pièce d'angle pour une meilleur mise en place du capot. Fonctionnel sur l'ancienne version en glissant le capot Angle droit rail passe cable 43.5mm-v6 v1.stl1 point
-
Je ne sais pas si il y avait plus simple, mais j'y suis arrivé (enfin, je pense). Utilisation des ateliers Sketcher, Part et Draft. Sketcher pour créer les 2 esquisses servant de base aux branches. Part pour créer les faces puis le volume d'une demi-branche à l'aide de l'utilitaire avancé de création de formes, puis son mirroir. Draft pour créer les 3 autres branches par rotation polaire. Retour dans Part pour créer les cylindres et faire les unions et différences nécessaires. Je joins le fichier FreeCAD etoile.FCStd
 1 point
1 point -
Comme @lion02, mais version Magigoo ou Dimapen, plus pratique à appliquer je trouve. Et bien attendre que ça refroidisse sinon c'est le verre qui va rester collé sur la pièce.1 point
-
bon la COM avec l'unité MMU fonctionne parfaitement, j'arrive à émuler1 point
-
Bonjour J'ai répondu à un post sur le sujet il y a un bout deflecteur mis a plat.pdf Imprime le pdf à l'échelle 1 Colle le sur une canette en alu de coca ou autre et decoupe avec des ciseaux
 1 point
1 point -
Bienvenue !1 point
-
j'ai corrigé le titre... bonne idée, à la question pour quoi faire... pour faire la nique à Alzheimer...1 point
-
J'avais pas vue t'a réponse désolé Ce kit là: https://fr.aliexpress.com/item/32962141480.html Ou https://m.fr.aliexpress.com/item/32962960479.html1 point
-
@kb_79 Bonjour, J'ai donné le lien de récupération des firmwares avec Bltouch de Creality quelques posts plus haut . Je te le redonne : https://creality.com/download/bl-touch-firmware_c0006 Pour ta Ender3 Pro, tu n'as qu'à cliquer sur le bouton Download, puis dézipper le fichier et suivre les instructions (si tu as le kit Bltouch de Creality)
 1 point
1 point -
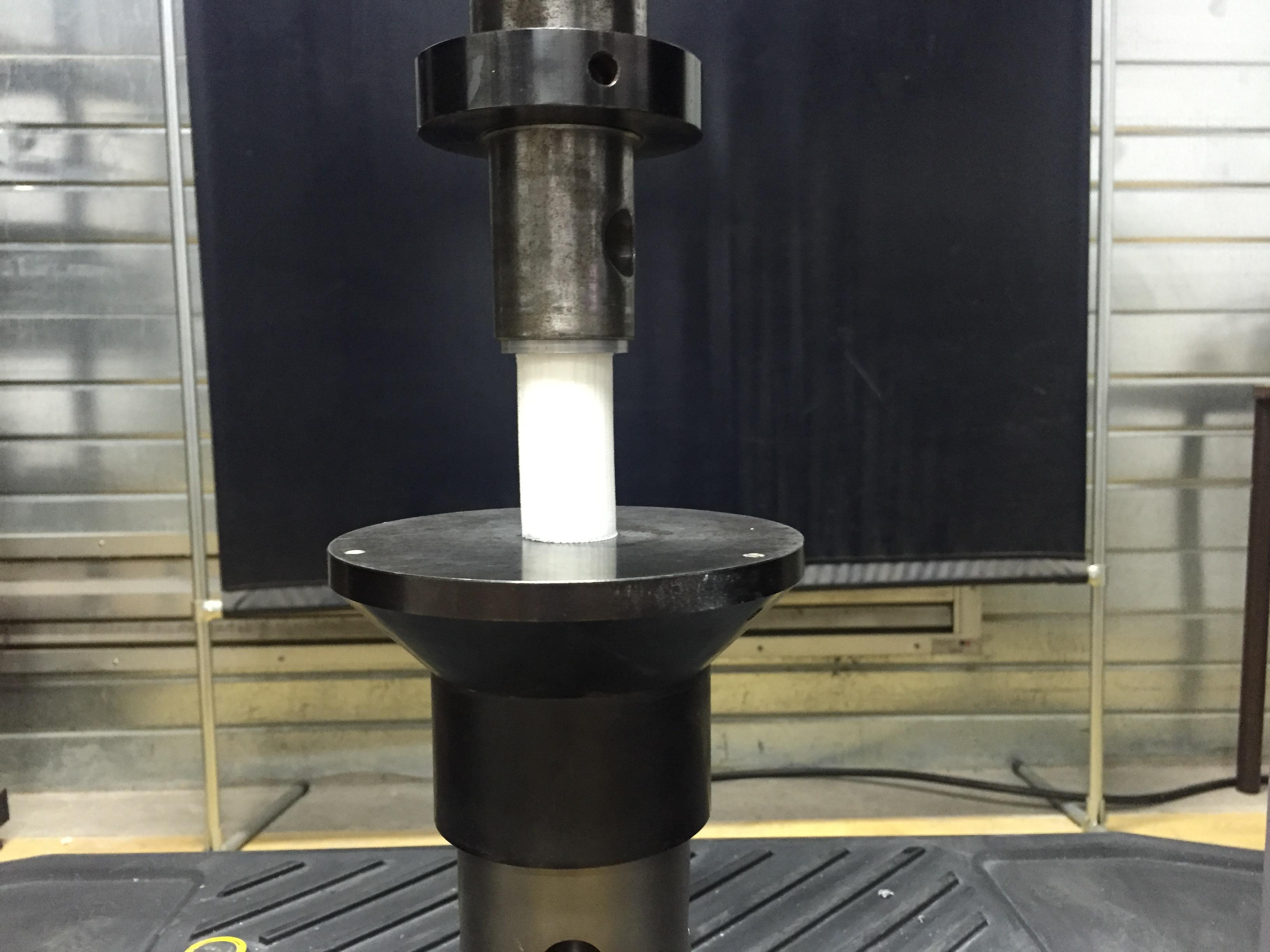
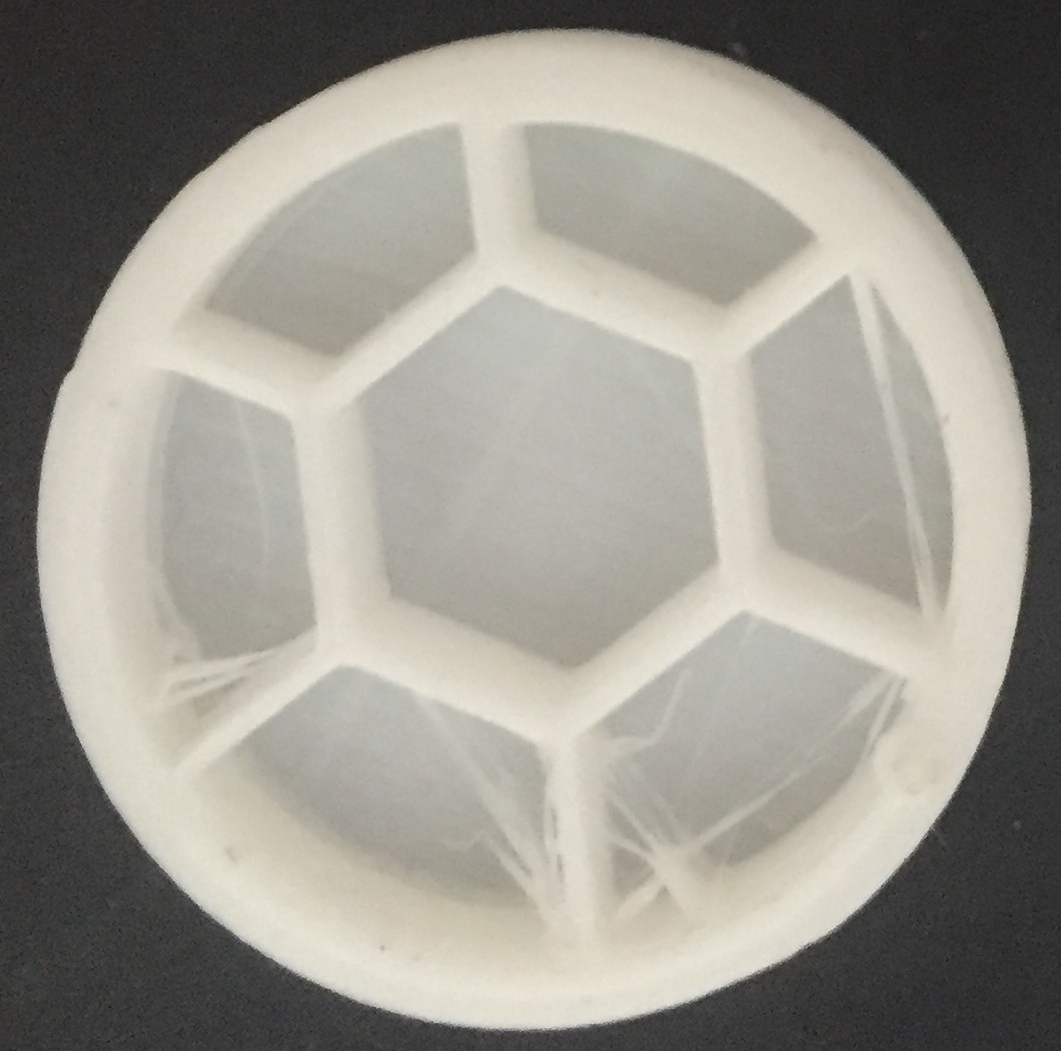
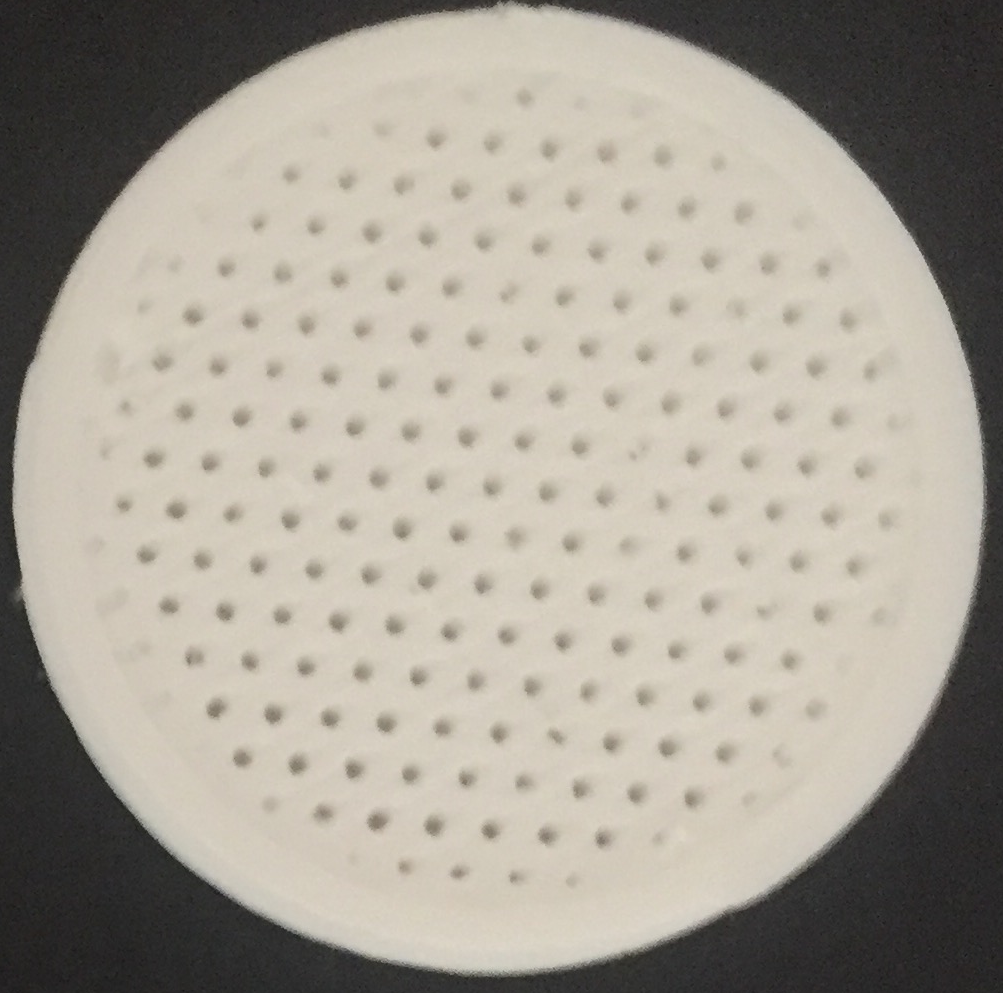
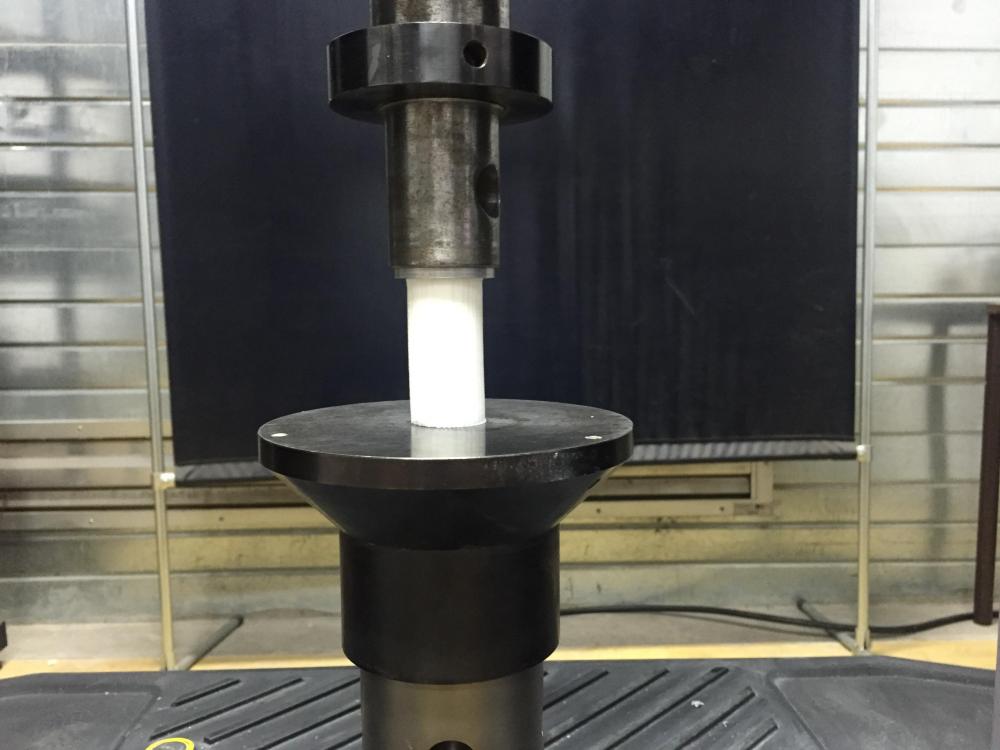
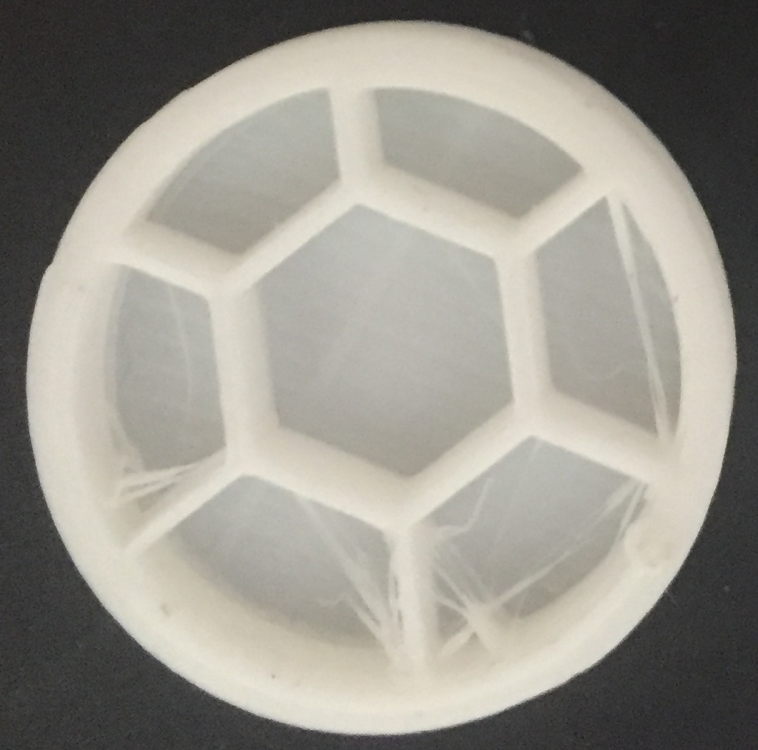
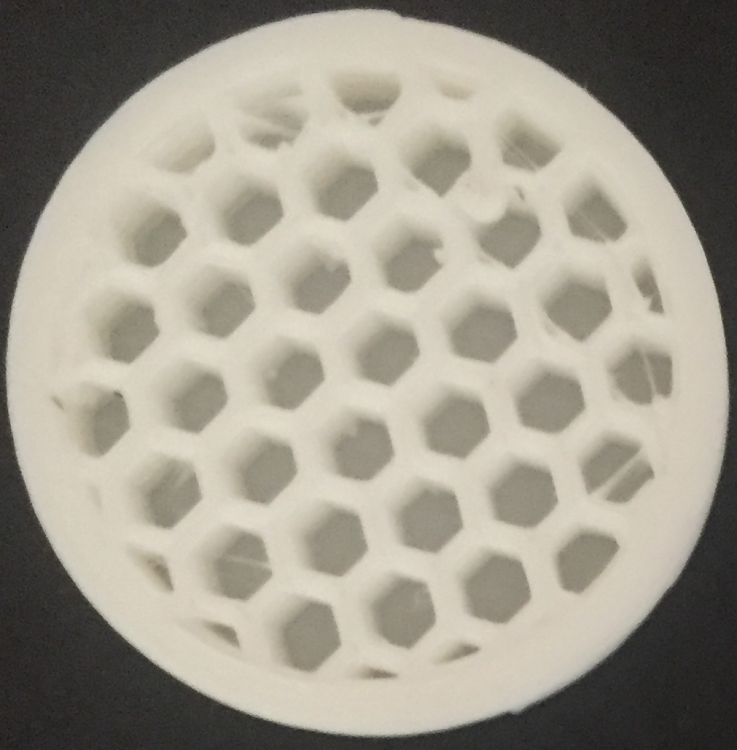
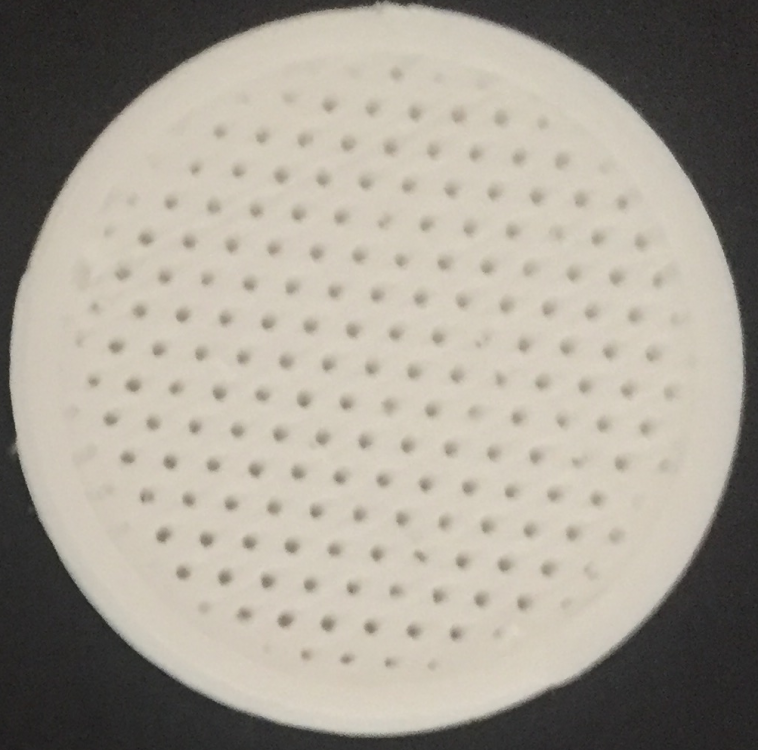
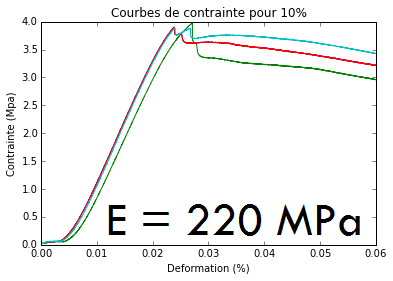
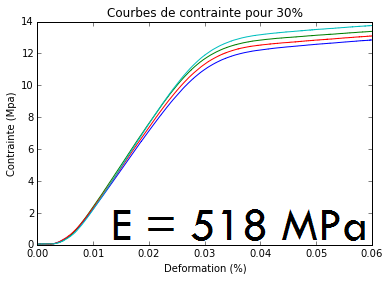
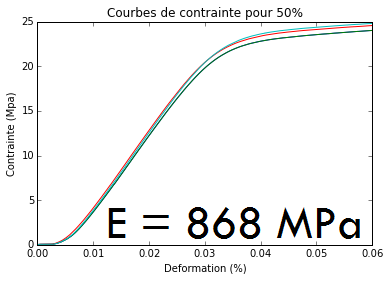
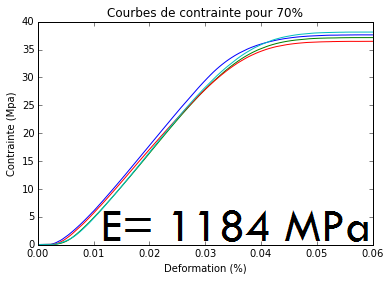
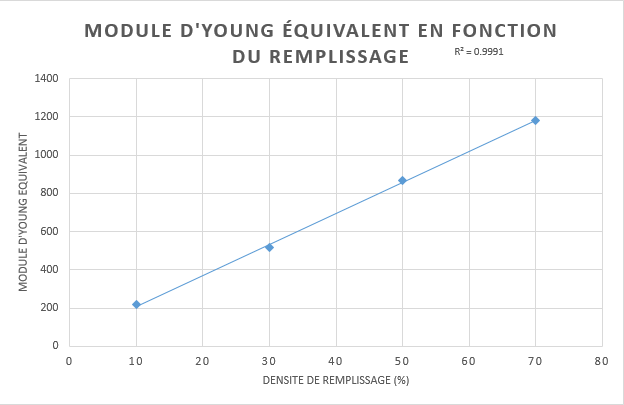
Bonjour, dans le cadre de mes études j'ai décider de réaliser des compression d'éprouvettes de PLA imprimées en 3D pour savoir s'il y avait un taux de remplissage privilégié. J'ai voulue vous partager mes résultats, le sujet est un peu long mais j'espère qui vous intéressera . Pour réaliser cette expérience je suis allé dans un laboratoire de recherche sur les matériaux : Le but était de déterminer s'il y avait un taux de remplissage limite au-delà duquel il n'était pas rentable de remplir plus les pièces imprimées. Pour ça, comme j'avais pas forcément énormément de temps sur la machine, j'ai testé 4 taux de remplissage différent à partir d'une géométrie hexagonale : 10% / 30% / 50% / 70% (coupe transversale) Comme on peut le voir sur les coupes, l'échantillon a 10% n'a pas beaucoup de contact avec la surface latérale (périphérie) et cela se traduit qualitativement par une rupture non linéaire de cette surface latérale assez rapidement et une perte total des propriétées mécanique après rupture. Tandis que pour les autres taux de remplissage (30% , 50% et 70%) , la surface latérale reste intact même après rupture et donc toutes la matière interne se condense / se tasse à l'interieur de l'éprouvette, subissant une déformation uniquement selon la hauteur. Le diamètre de l'éprouvette reste inchangé. ==> on a une conservation des propriétées mécanique même après rupture. Cela se confirme par les courbes ci-dessous, avec le module d'Young (E) déterminé par un calcul de pente lors de la première phase de contrainte, la phase d'élasticité. courbes de contrainte (1courbe = 1 éhantillon) Que nous disent les courbes ? cela confirme nos observations qualitative. En effet, les courbes pour 30,50 et 70% on exactement la même allure, seul leur pente et donc leur module d'Young diffère. On remarque pour ces courbes que, après rupture de la courbe (donc de nos échantillons), on conserve une pente croissante qui confirme également une conservation des propriétées mécaniques après rupture, puisque cela montre que l'échantillon montre encore une résistance face à la machine. Les observations pour 10% sont également confirmé par ces courbes puisque l'ont voit que les courbes font un peu chacune leur vie après une chute nette de contrainte ce qui montre la perte des propriétées mécaniques. Les courbes nous révèle en plus l'aspect aléatoire de la rupture pour les échantillons à 10% puisque l'on peut voir le point de rupture se fait jamais au même point de déformation alors que pour les autre taux de remplissage, les courbes sont très similaire. Pour l'anecdote, le technicien du laboratoire m'a confirmé n'avoir jamais vu des courbes aussi rapproché pour différent échantillons. On a donc une régularité des propriétées mécanique à partir de 30%, alors que pour 10%, la résistance est incertaine, et on aime pas vraiment ça ! Que révèle alors le module d'Young noté E sur les courbes ? En physique, le module d'Young est déterminer par une relation de proportionalité, appelé loi de Hooke : où : est la contrainte, exprimé en MegaPascal (MPa) , c'est à dire la force appliqué à l'échantillon par rapport à sa surface. (rapport Force / Surface) est la déformation, exprimé en %, rapport de la différence de hauteur engendré par l'expérience sur la hauteur initiale () est le module d'Young, exprimé en MegaPascal (MPa) est une grandeur caractéristique des matériaux / échantillon testé. Comme le module d'Young n'est pas forcément très parlant à tout le monde, je vais vous donner un équivalent du poids nécessaire qu'il aurait fallu pour arriver à une rupture : 10% : 290 kg 30% : 940 kg 50% : 1670 kg 70% : 2600 kg Si je vous donnais l'équivalent en twingo, votre première remarque serait : Merde, c'est que du plastique ! Vous vous souvenez du but de l'expérience ? On voulait déterminer s'il y avait un taux de remplissage au-delà duquel il était pas rentable de remplir plus, il faut donc tracer là courbe qui exprime le module d'Young en fonction du taux de remplissage, à partir des 4 valeur que l'on à ici et essayer de voir si on peut remarquer si la courbe admet une rupture de pente notable. Et bien il se trouve que l'on obtient une courbe parfaitement linéaire, on peut supposer que l'on obtiendra éventuellement une rupture de pente au delà de 70% mais bon, 70% c'est déjà beaucoup. Donc quelles sont les conclusion de tout ça ? Au final, 10% est à proscrire ( si la pièce est soumise à une contrainte de compression plus ou moins importante, au quotidien pour des pièces quelconque, 10% peut amplement suffir) puisque on arrive à une rupture qui détruit totalement la pièce. On peut alors recommander 30% pour avoir des propriétées mécaniques régulière et qui peut encaisser une déformation sans forcément détruire le système. En revanche, sauf nécessité mécanique, il n'est pas nécessaire d'aller au delà, vous connaisez tous les contraintes en terme de temps d'impression et de coût en matière que cela engendre de monter à 50 ou 70% Cependant, il aurait été intéressant de réaliser de nouveau test entre 10% et 30% pour voir jusqu'où on pouvait descendre pour obtenir des résultats similaire. J'ai fait une machine pour des essaie de compression pour d'autres expériences lié à ces travaux, j'essaierais de le faire si j'ai du temps à perdre cet été . Voilà, j'espère que cela aura été intéressant, encore une fois je précise que les résultats obtenue sont par rapport à des pièces qui serait soumise à des contraintes, je ne dis pas qu'il faut bannir le remplissage à 10% pour tout type d'impression.




 1 point
1 point -
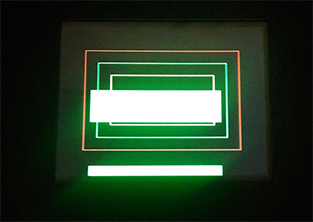
Hello à tous, J'ai lancé ce week-end les premiers tests de l'imprimante. Pour le moment, je me suis contenté de lancer les modèles présents dans la carte sd. Avant de lancer une première impression, j'ai fait la calibrage du plateau, pour ce faire, j'ai démonter le bac recevant la résine, j'ai mis une feuille au dessus de l'écran, puis sur l'écran tactile en façade, j'ai simplement sélectionné l'option auto-home (après avoir dévissé le plateau bien sûr). Une fois tout vissé, on remonte le niveau, on remplie le bac et toujours sur l'écran, on sélectionne le modèle à imprimer et c'est lancé. Premiers constats : - La machine fait beaucoup de bruit, ou du moins, le ventilateur fait beaucoup de bruit, sinon elle est proche du zéro DB sans lui (je pense le remplacer dans pas longtemps, je vous dirai ce qu'il en est) - La résine, ça sent (c'est ma première expérience "maison" avec une imprimante à résine), on sent l'odeur de la résine, mais je n'ai pas ressentie d'effets (maux de tête, de gorge etc etc etc), mais j'étais dans une pièce avec une porte fenêtre ouverte et une fenêtre ouverte. Voici faux premier print (je vous réserve le vrai premier pour la fin) : On est sur un casque de StormTrooper cassé avec le crane visible (trouvable par exemple là : http://3dmag.org/en/market/item/3803/ ) La sortie fait 30mm de haut ... Honnêtement, les détails sont fou. Il y a une très faible présence des couches sur les parties courbes. N'ayant pas préparé le fichier, je ne peux pas vous donner les détails, mais de ce que j'ai : Modèle plein 3h30 d'impression La cuve indiqué 30° Second print : On est ici sur une pièce de 45mm de haut (je n'ai pas trouvé la source, si vous l'avez, je suis preneur), 4h00 et quelques d'impression. Le niveau de détails est encore plus haut que sur le précédent, surtout au niveau des paupières et le crane présente une sorte de texture vraiment peau. Dernière pièce : Vampire Lord, mois impressionnant, car moins de détails et les couches sont plus visibles (je rappelle que je n'ai pas tranché moi même les modèles, je ne sais donc pas quelles sont les réglages). La pièce fait 76 de haut. Le seule point qui m'a impressioné sur cette pièce c'est les pointes, impossible d'avoir ça avec une fdm. Cette pièce (creuse) à demandé presque 5h. Premier retour : Hormis le bruit que fait le ventilateur, l'imprimante est ultra simple à prendre en main et nous donne des pièces d'une qualité irréprochable. Étant novice en SLA, j'ai découvert la joie des gants et de l'alcool isopropylique. C'est sûr que c'est moins simple qu'une FDM niveau entretient, mais le résultat est juste wahou Prochaine étape (et dernière pour ce teste) : Tester une autre résine que celle de la marque Trancher moi même un objet Imprimer un ou deux modèle sur une de mes FDM à la même taille dans la qualité la plus haute pour comparer. Pour finir, voici mon vrai premier print : Un magnifique bloc de résine de la taille du plateau sur 22mm d'épaisseur.... Pour la petite histoire, j'ai profité de partir à la campagne pour l'emporter et faire les teste. Histoire de ne pas avoir des odeurs partout (et ne connaissant pas le monde la sla), j'azi mis la machine sous ma véranda ..... Entre la luminosité et la température (la machine indiquait 37°), ça m'a fait un super bloc de savon ....




 1 point
1 point -
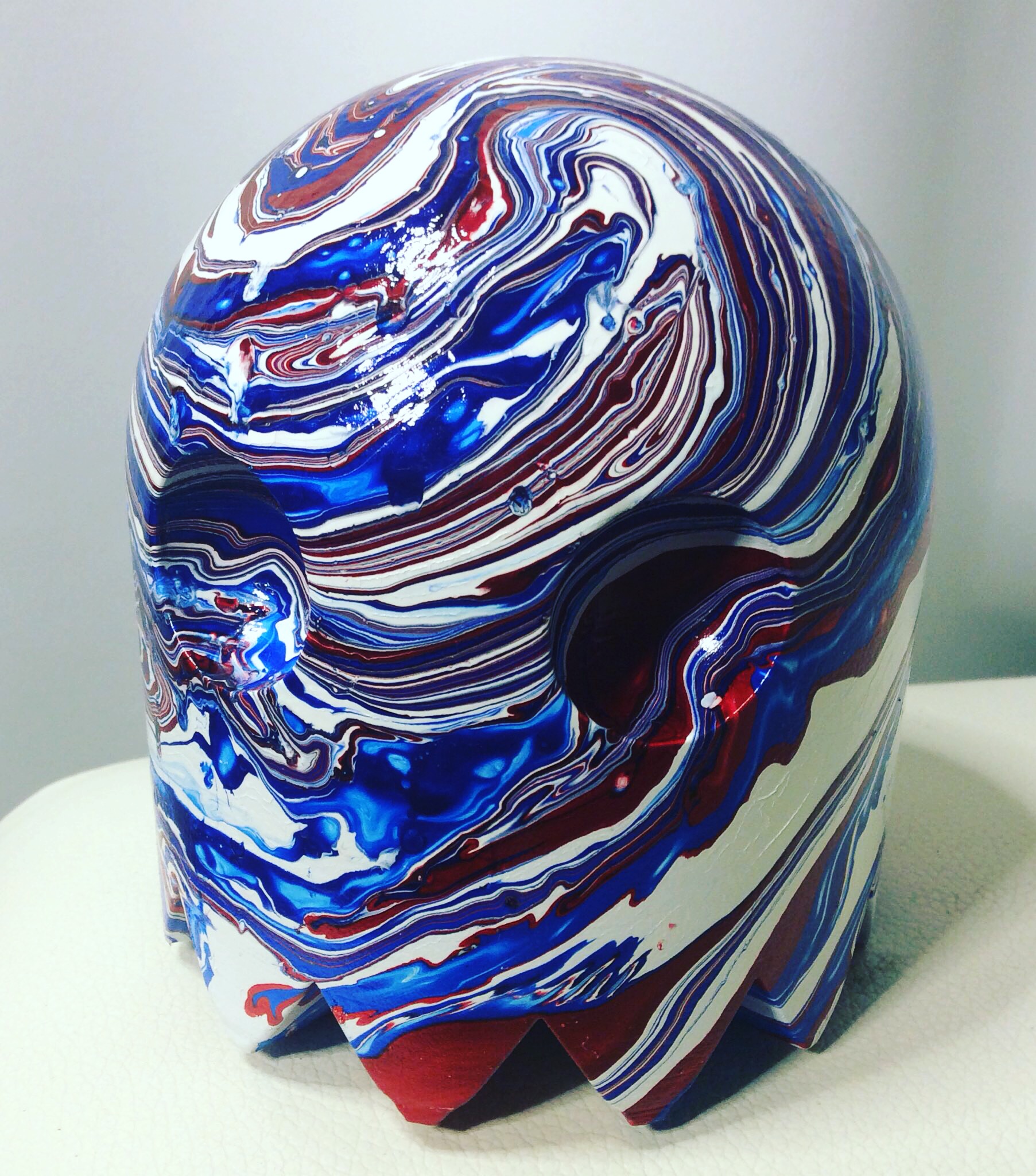
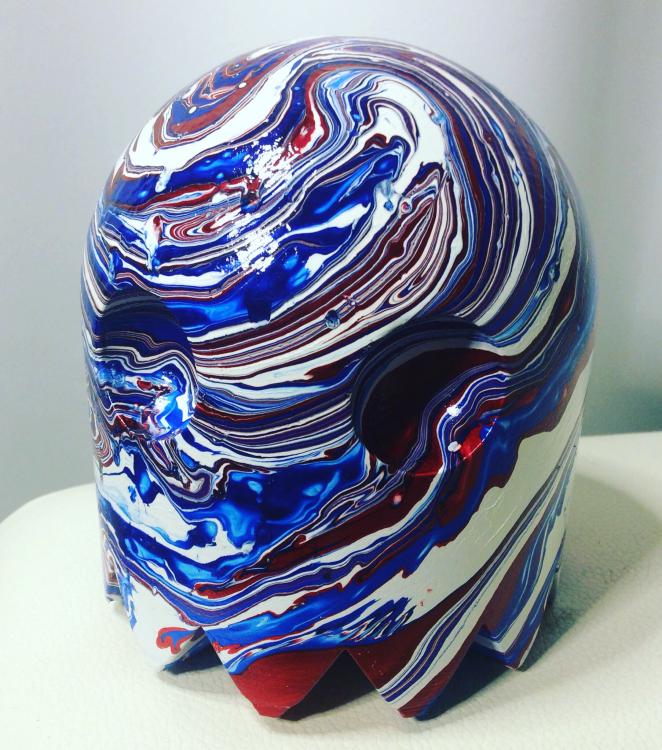
Bonjour Un mini TUTO pour peindre rapidement tout en donnant un effet psychédélique à vos impression3d. Voici le résultat final : Voici la pièce originale : La première étape consiste bien sûr à ponçer la pièce. Ensuite j'ai appliqué ce produit afin de lisser la pièce. Forcément sur certaines pieces on peut perdre du détail : Application de deux couches avec ponçage fin : Une fois la pièce relativement lisse application d'une sous couche acrylique de la couleur que vous désirez avoir pour les parties qui ne seront pas recouvertes par la la peinture. Pour moi une bombe aérosol acrylique blanc : Ensuite viens la phase de marbrure proprement dite. Pour cela j'ai utilisé le kit Marabu trouvé chez Cultura mais chaque couleur peut s'acheter séparément sur le site de Marabu : Voici un lien YouTube qui montre comment appliquer ce type de peinture : un bac à eau et un peu d'imagination En ce qui me concerne j'ai vous un effet à envers donc bleu,blanc et rouge ... Pour finir j'ai appliqué un vernis protecteur de carrosserie Brillant (Castorama) Et voilà c'est tout :))





 1 point
1 point -
Salut, j'ai un petit problème de pièces.C'est depuis que j'ai mis Creawsome dans Cura que ça commencer.Ce programme a au moins réglé une bonne partie. Sauf un détail, il laisse une ligne bossue. J'ai commencé avec une figurine de Chocobo et ça laisser une ligne en arriéré de ça tête.Puis j'ai imprimé deux autres : modèles : https://www.thingiverse.com/thing:3597069 et https://www.thingiverse.com/thing:3639693 Il avait plusieurs petites lignes dans même direction et qu'elles ont fusionner l'un à l'autre. Je me demande si vous aussi vous avez le même problème et que vous avez régler. Merci pour m'informer.0 points
-
salut pour moi c'est juste une copie de cela https://www.amazon.fr/GEEETECH-A20M-Imprimante-impression-Mix-Colore/dp/B07K1X2RKB0 points
-
La bobine tourne sur un tube PVC qui la laisse aisément tournée car le tube nage un peut, cependant le fil frotte un peut sur l'angle de la planche, je vais ajouter une mini poulie !0 points