Classement



Contenu populaire
Contenu avec la plus haute réputation dans 27/10/2021 Dans tous les contenus
-
Salut, Cette discussion à déjà eu lieu plusieurs fois sur le forum. On redécouvre à chaque fois le principe de l'humidité relative (relation température/humidité). Et les conclusions sont les mêmes, montée en température, évaporation de l'eau dans l'air, baisse de température, condensation/ré-absorption de l'eau. L'utilisation de desiccant permet d'absorber plus vite l'eau que le filament lors de la condensation, grâce à un taux d'absorbtion plus élevé. Sortir la bobine encore chaude pour la sceller reste le plus efficace. Pour l'évacuation, les déshydrateurs domestiques pour aliments comportent des ouïes au sommet pour laisser évacuer la vapeur d'eau. Ce n'est que du bon sens, si vous voulez faire réduire une sauce, vous laissez la casserole bien fermée, ou vous lui retirez son chapeau ? Si ces ouïes n'existent pas, il y a alors en général un gros sachet de desiccant au fond qui va absorber l'eau lors du refroidissement, mais au bout d'un moment, c'est sa propre humidité qui se retrouve évaporée dans la boite... Je ne suis pas un expert, mais il me semble que les desiccants sont inoffensifs, le marquage "ne pas avaler" sert simplement à tenir les enfants éloignés de ces sachets de mini dragibus, qui pourraient absorber une partie de l'humidité de leur estomac. Bon faut en avaler un sacré paquet...3 points
-
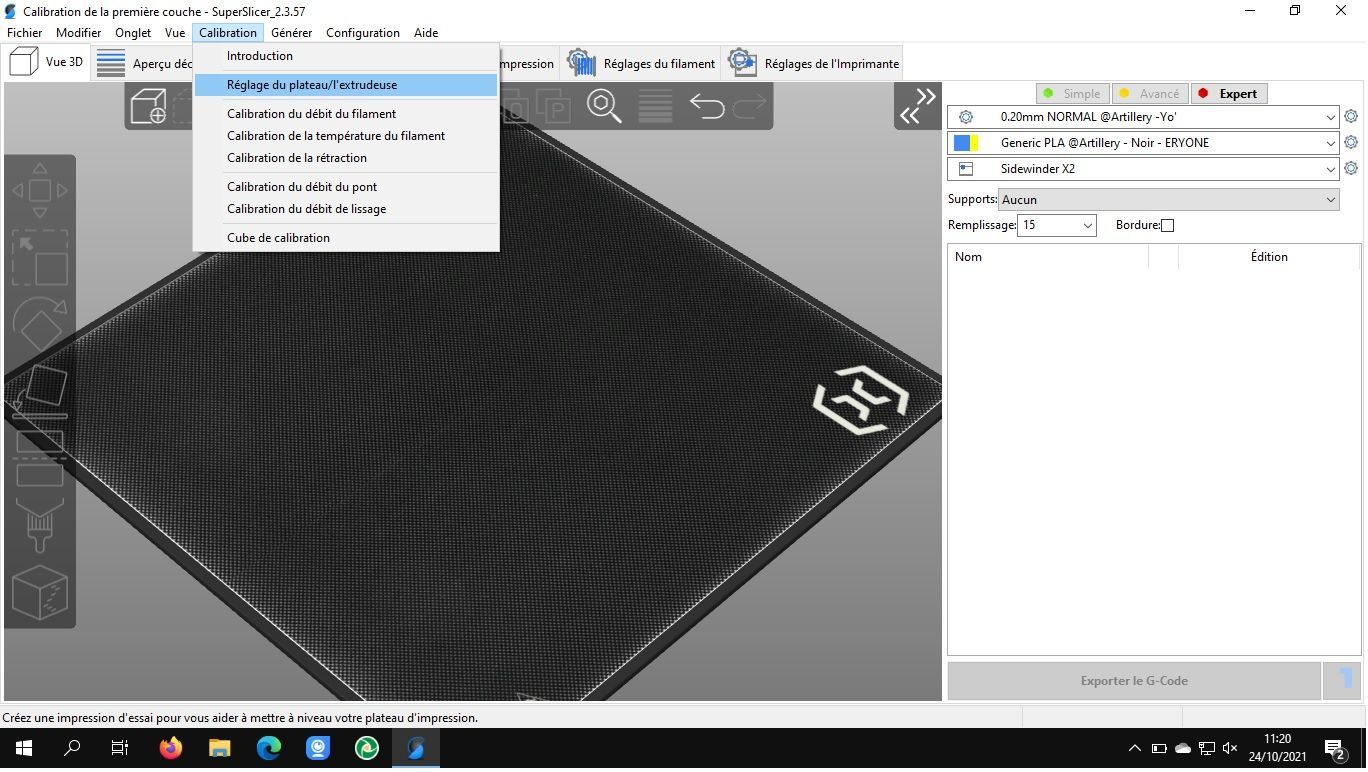
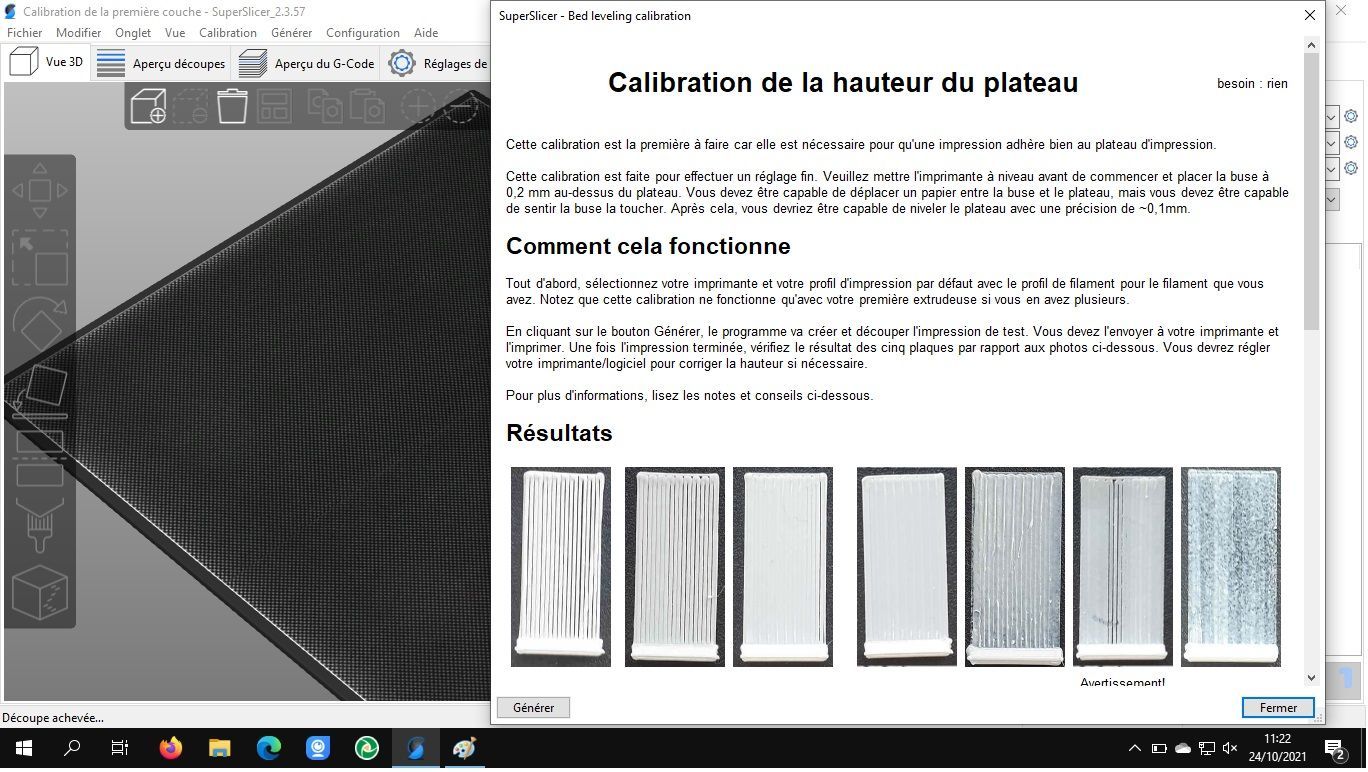
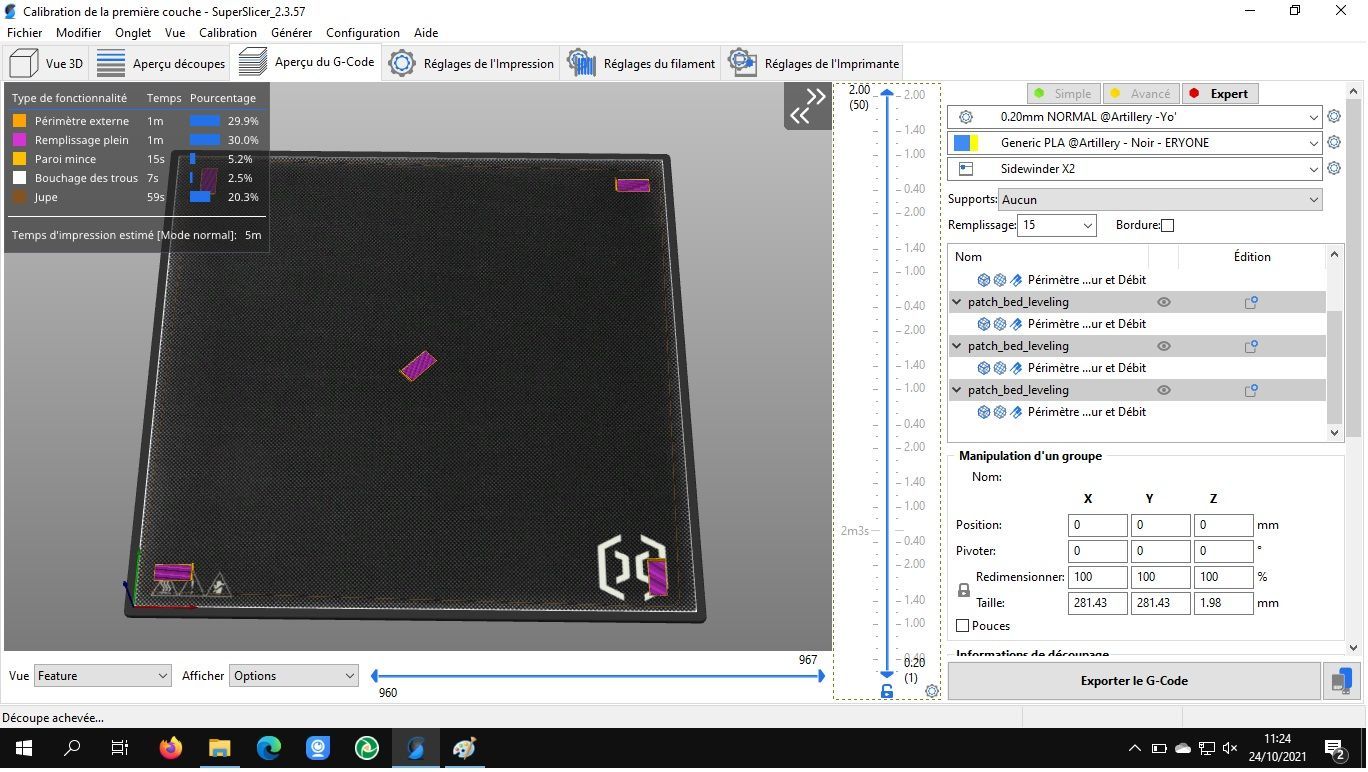
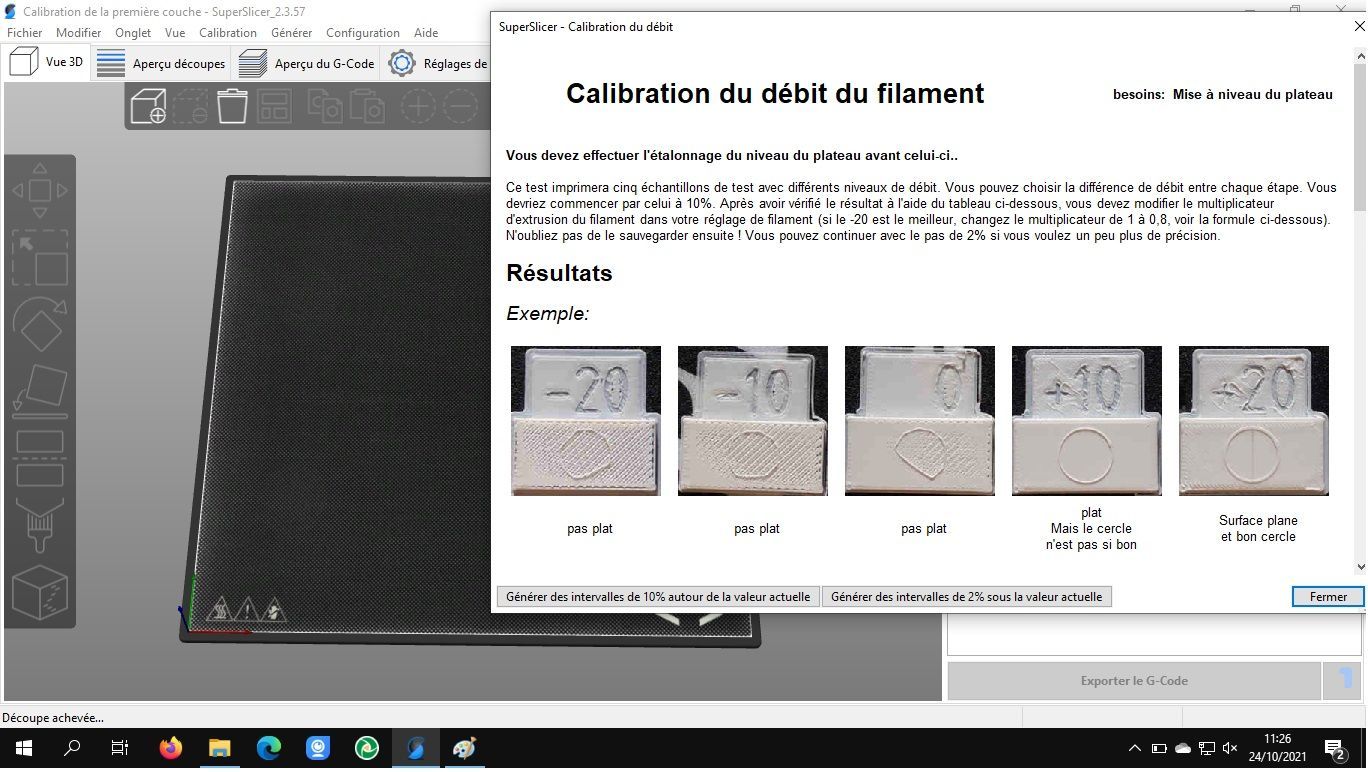
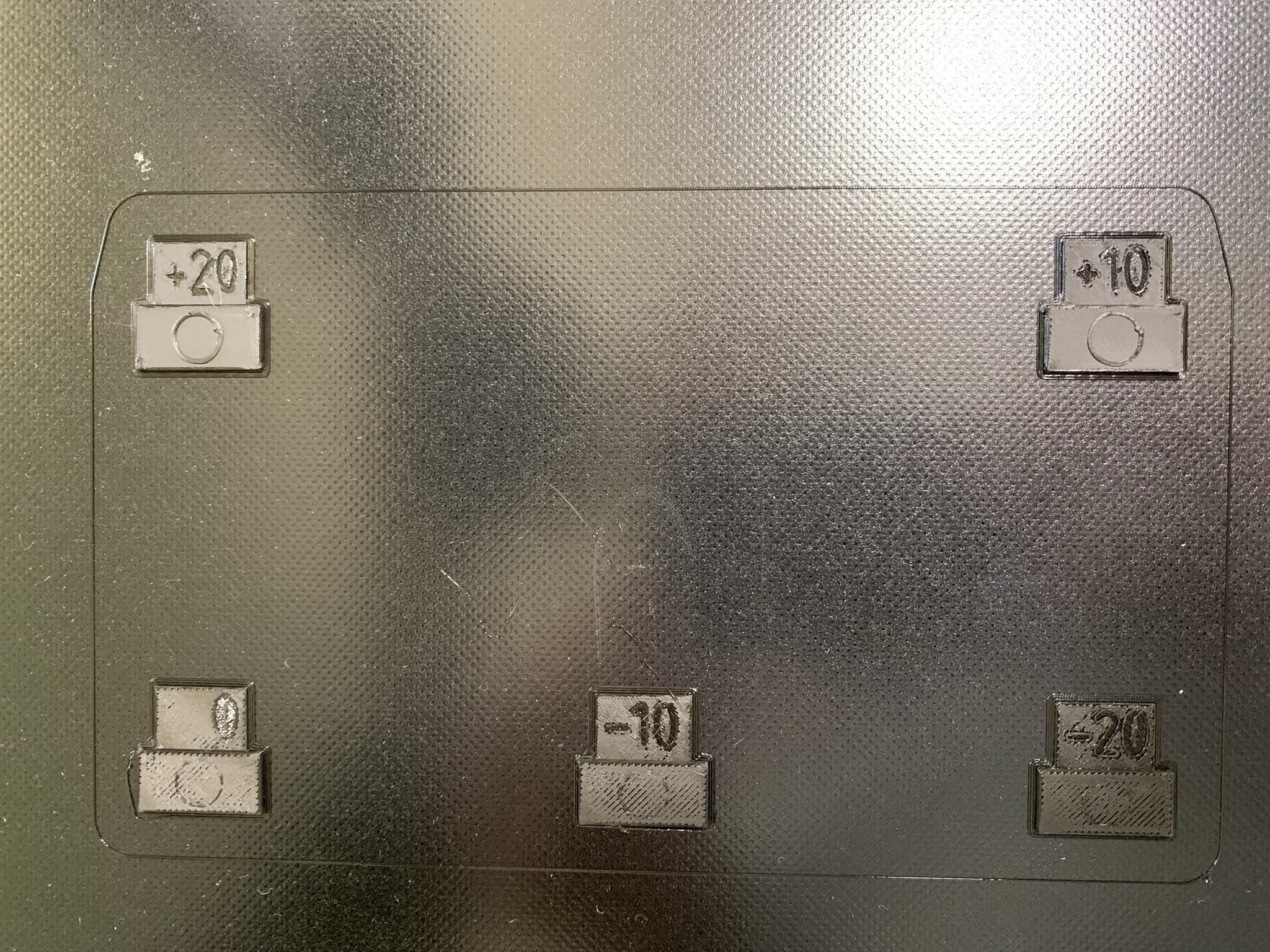
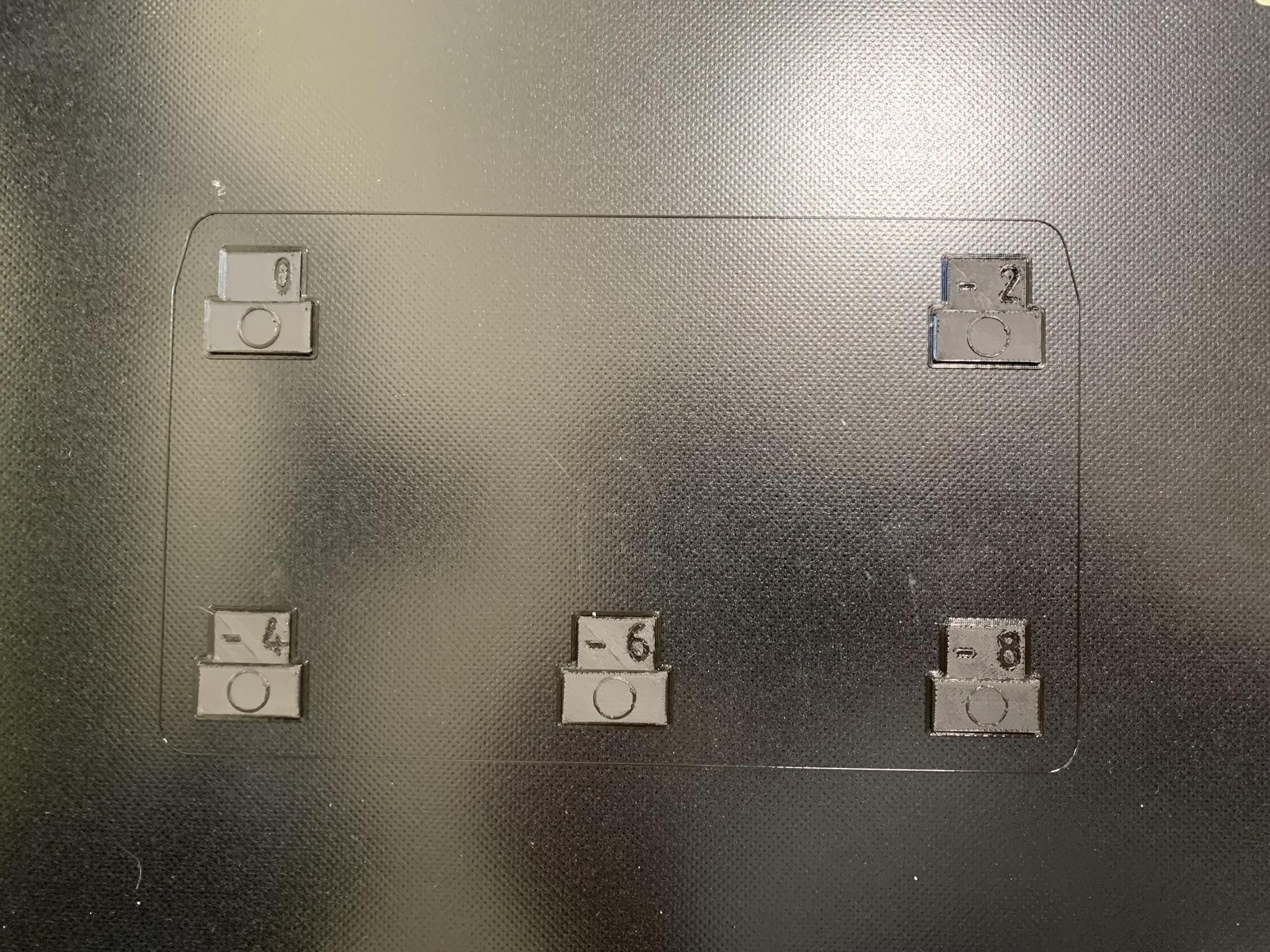
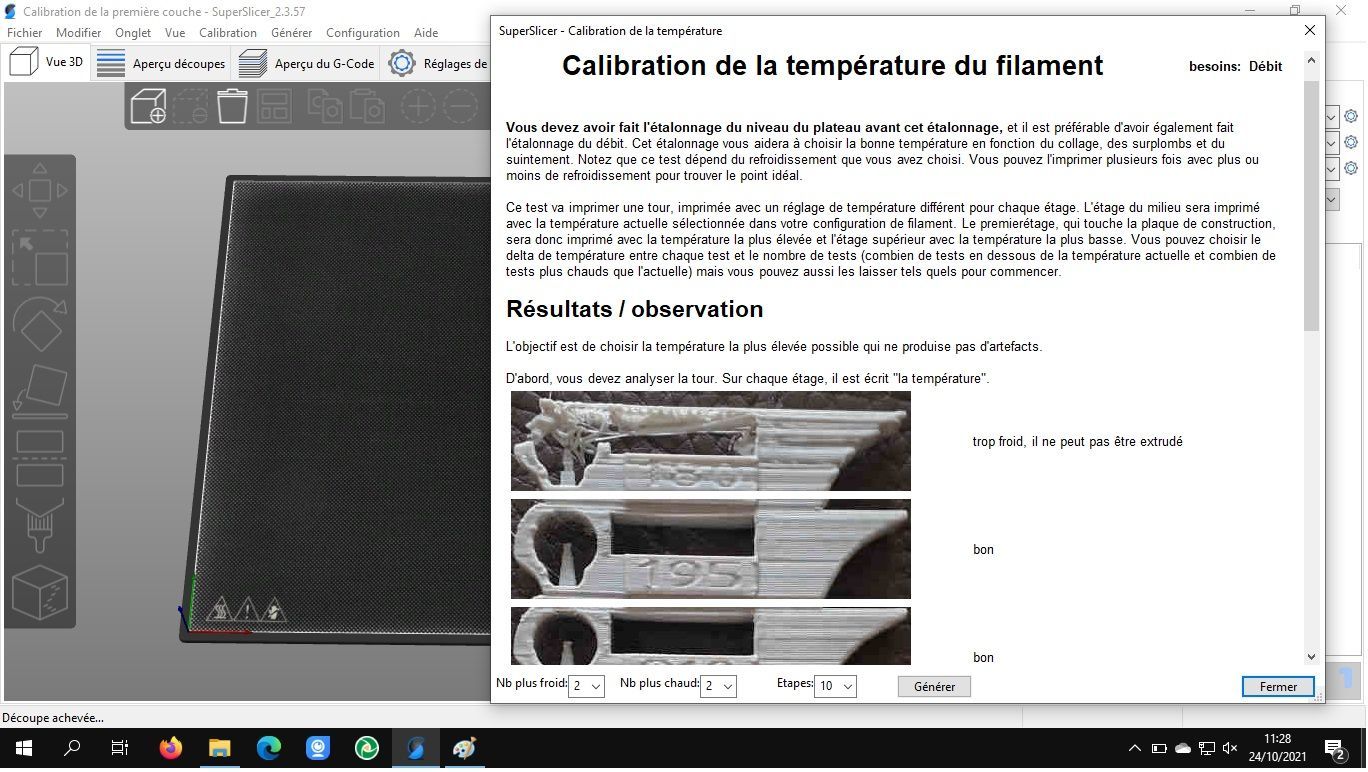
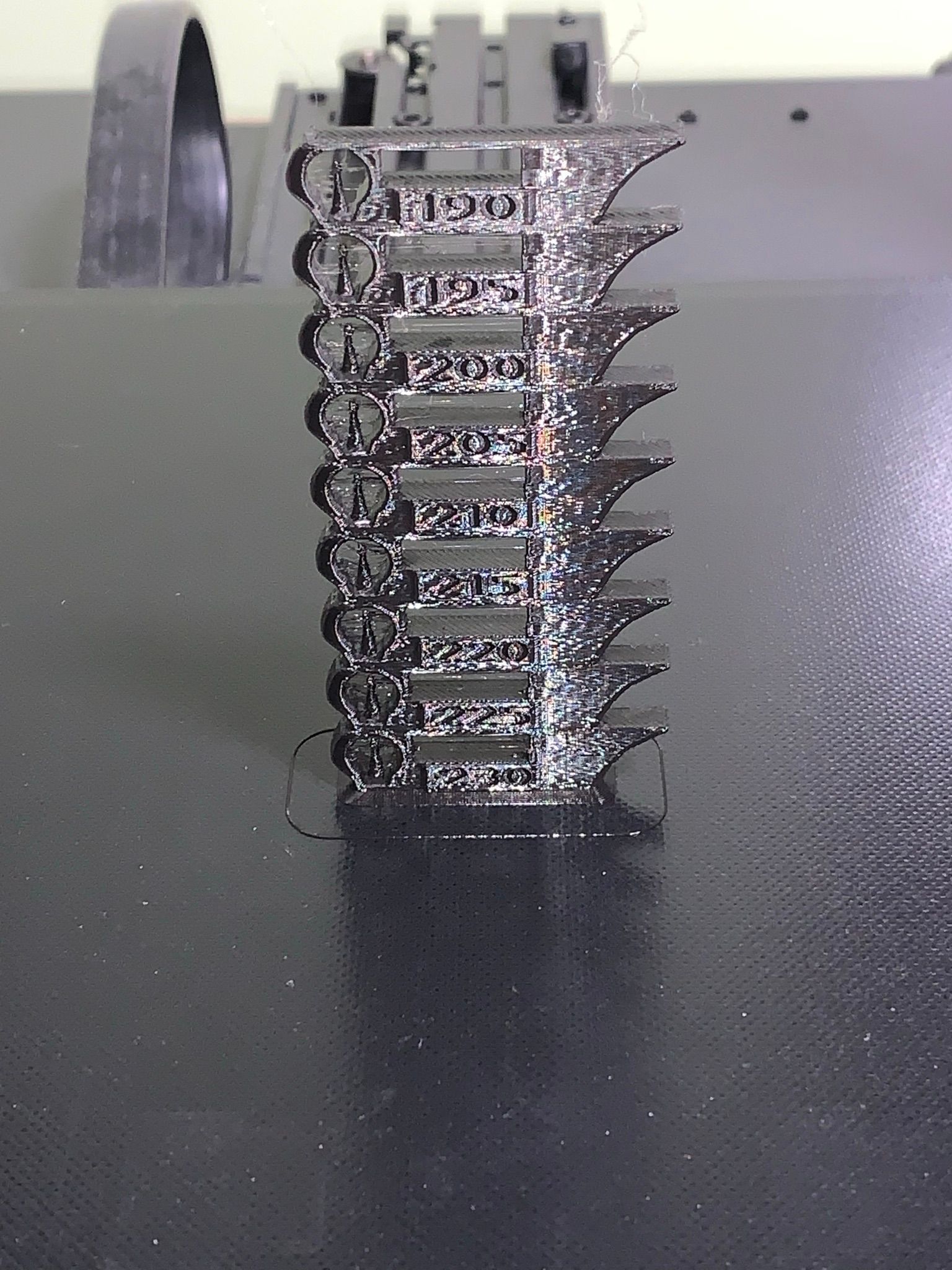
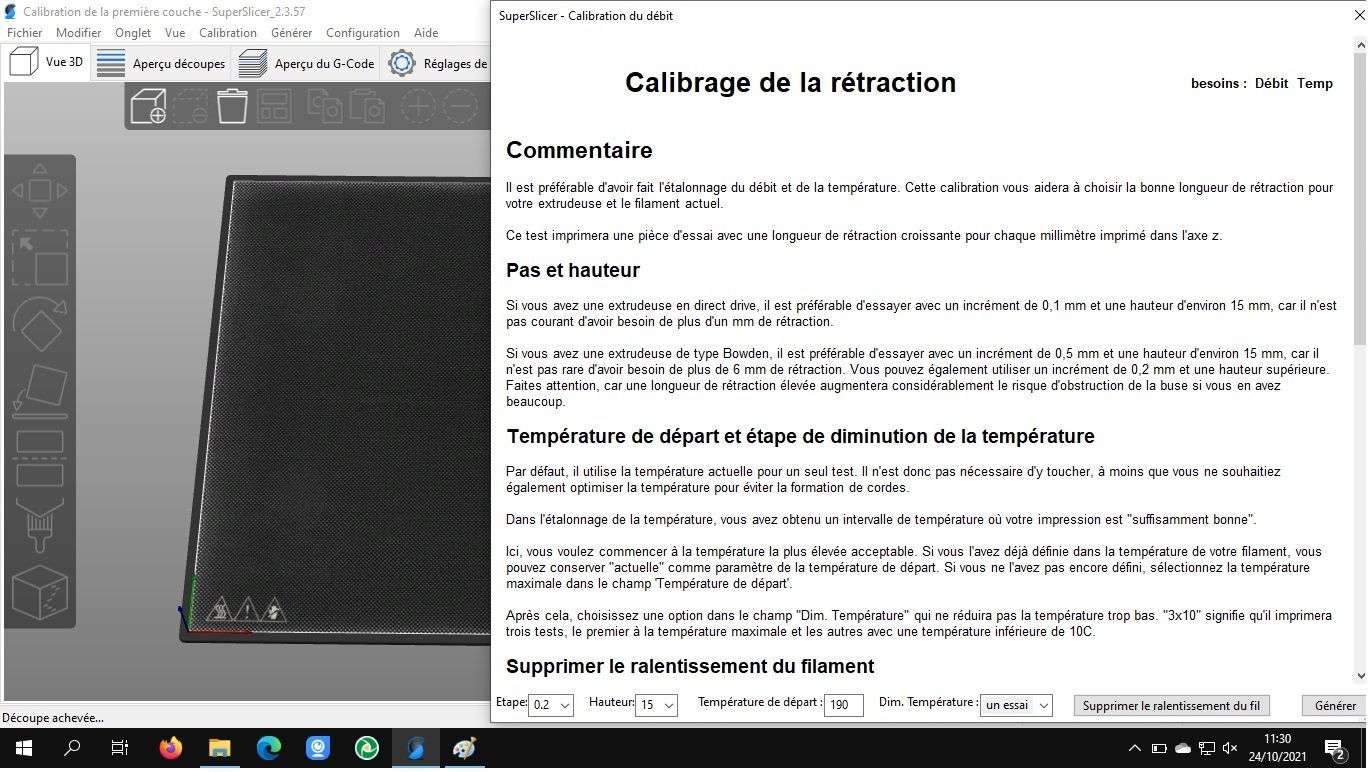
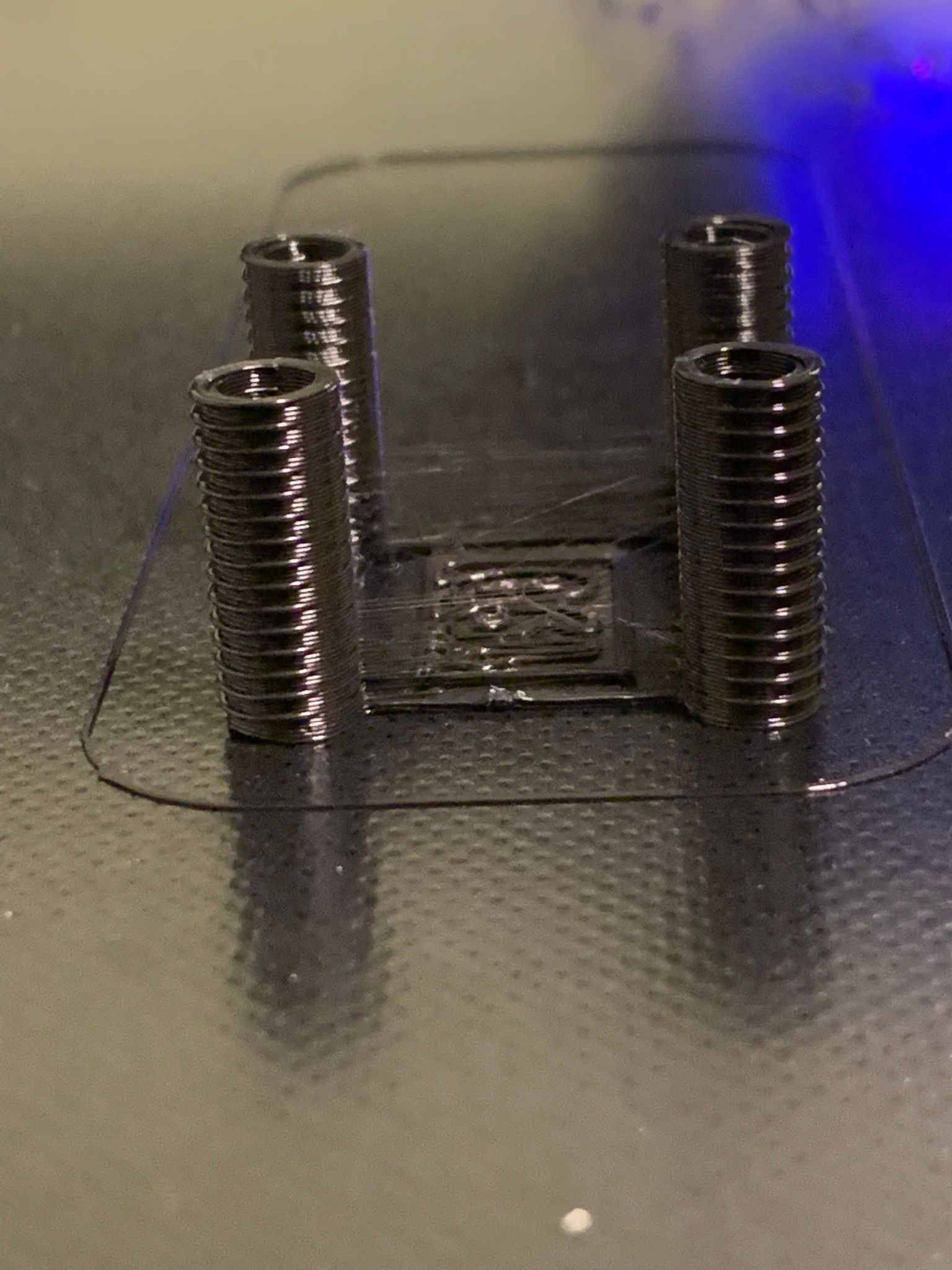
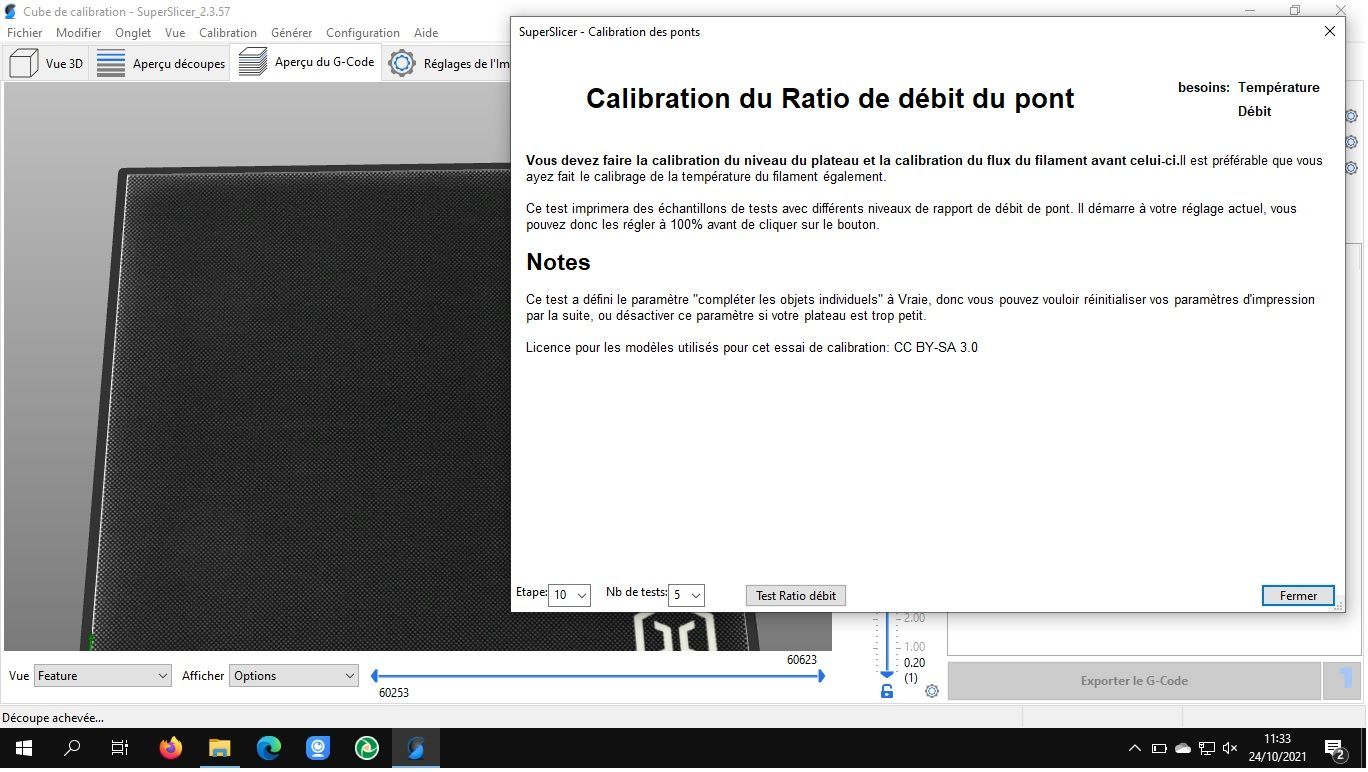
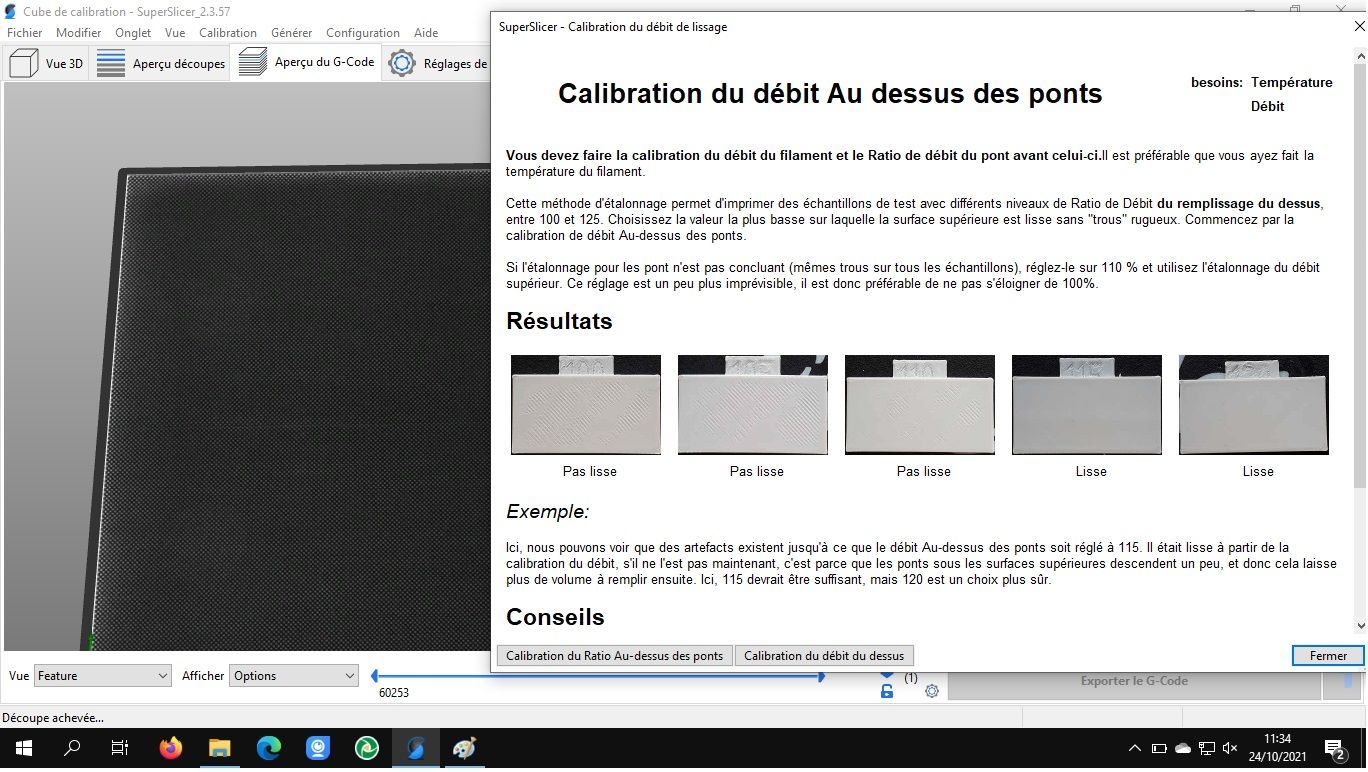
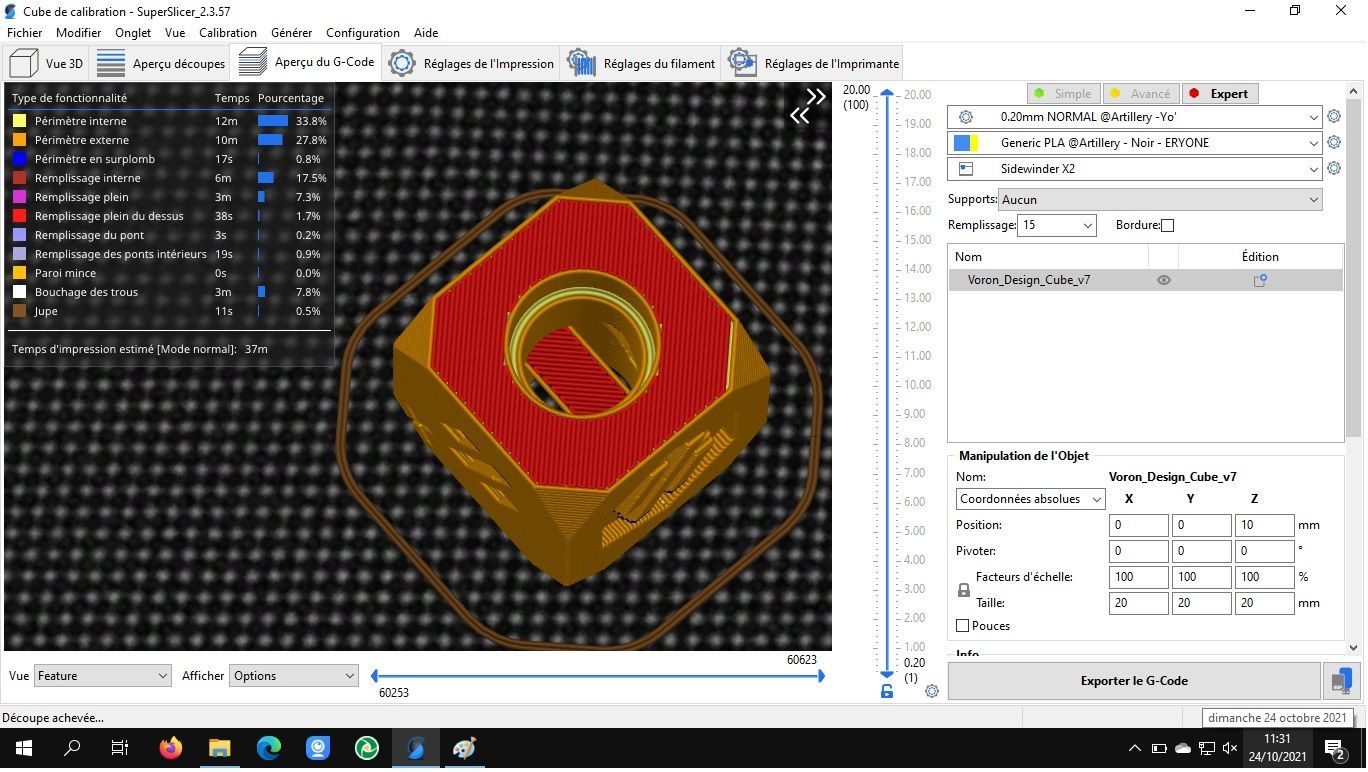
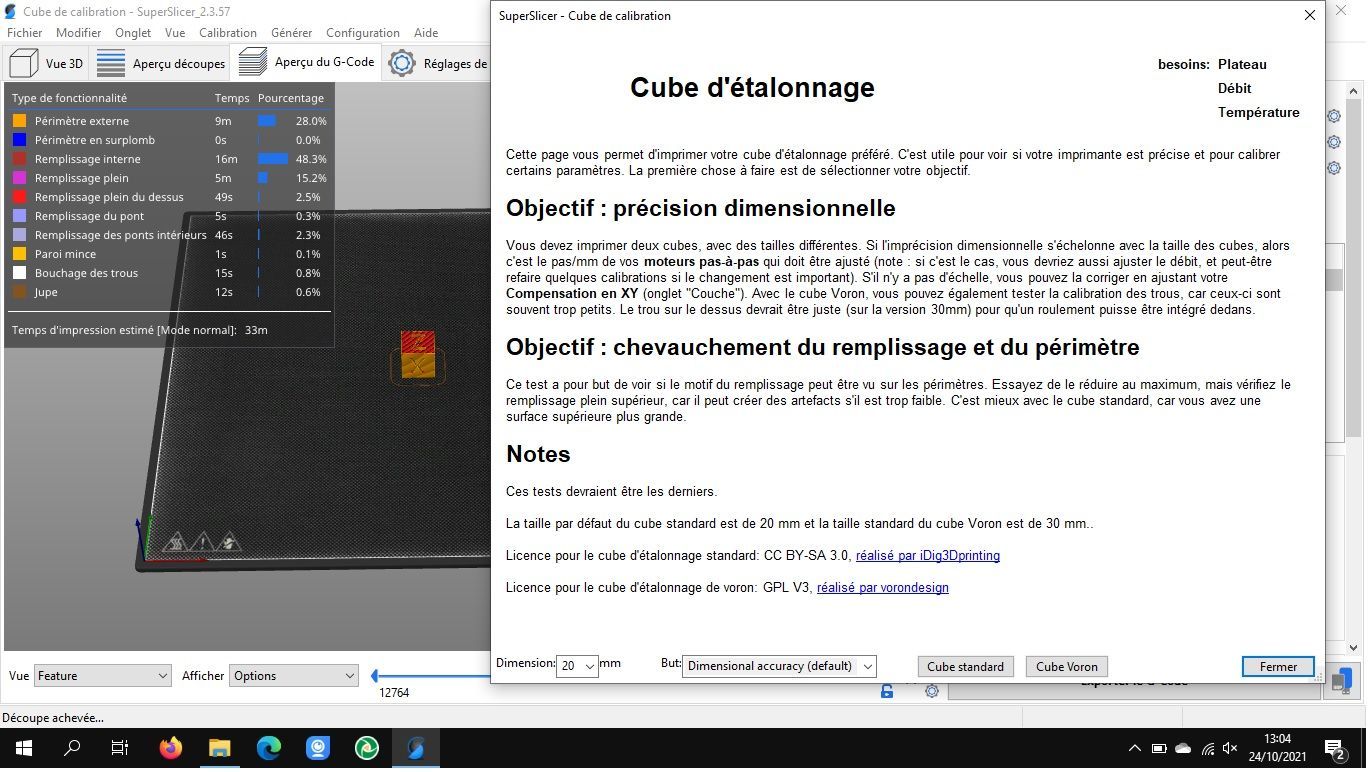
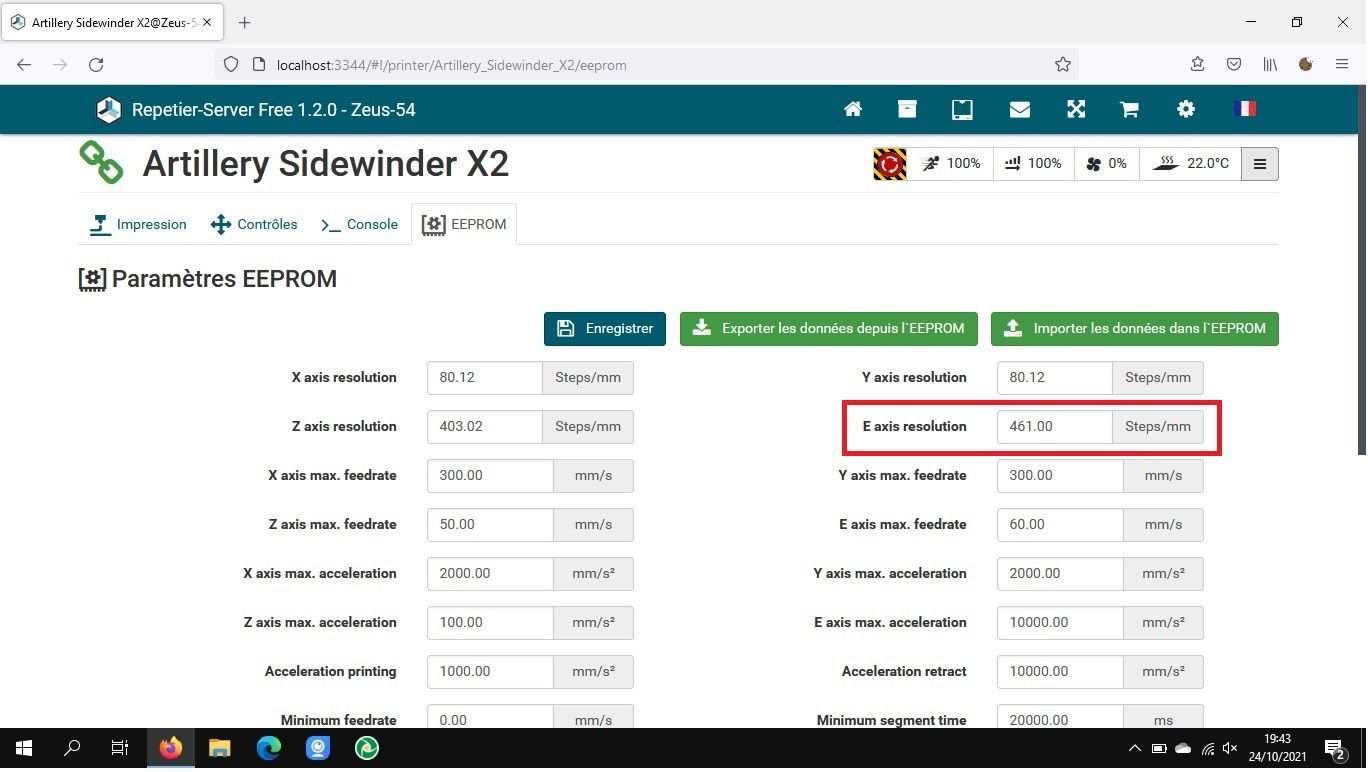
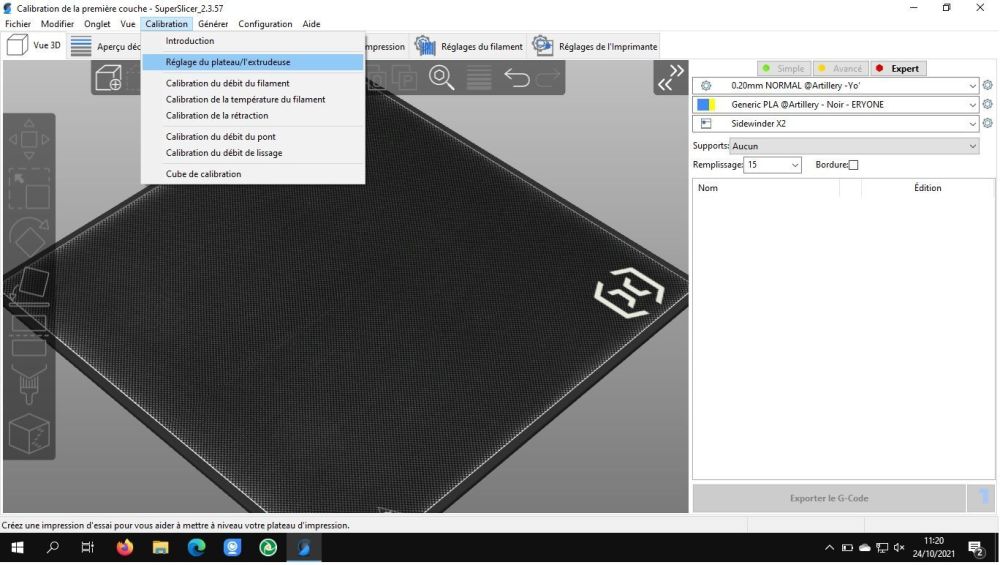
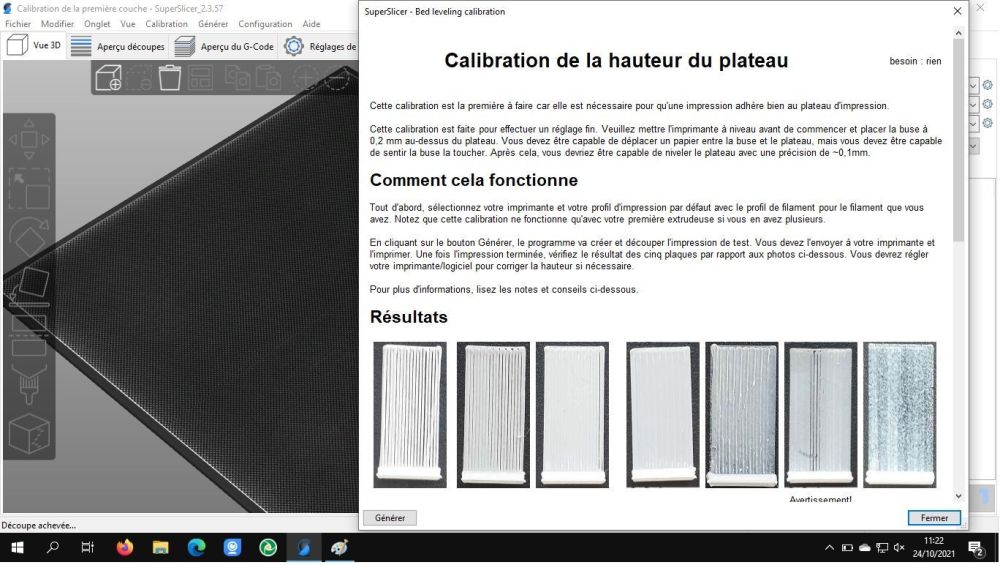
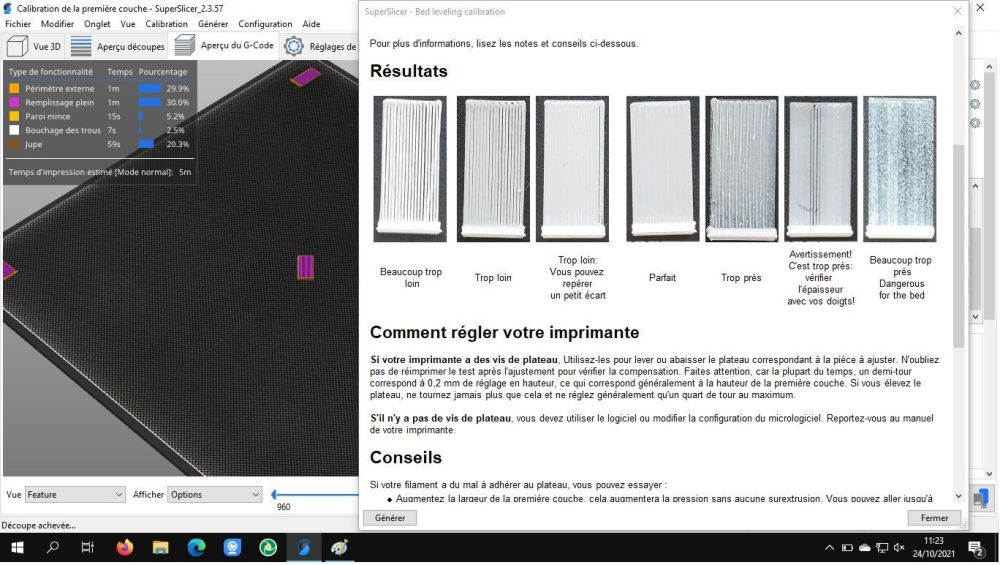
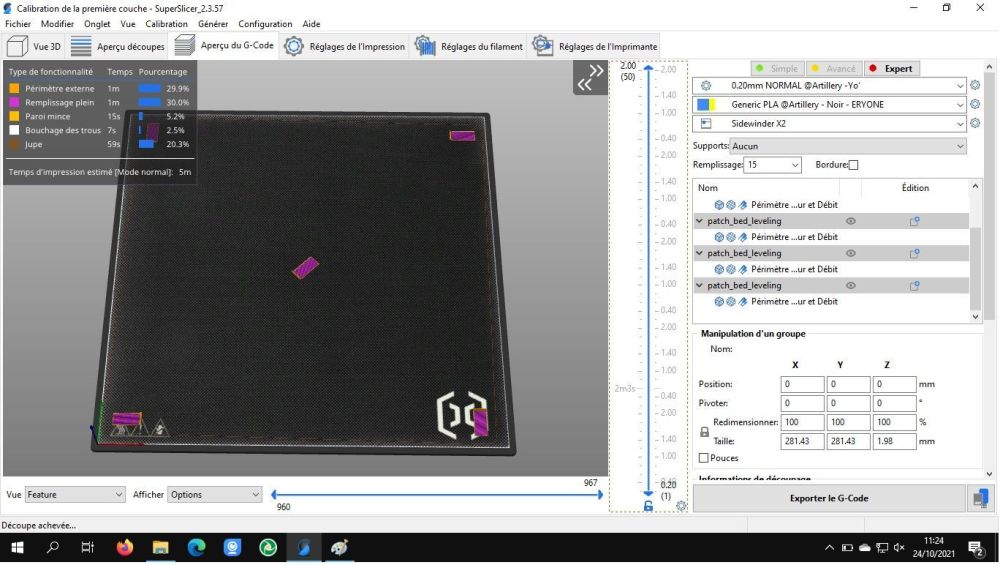
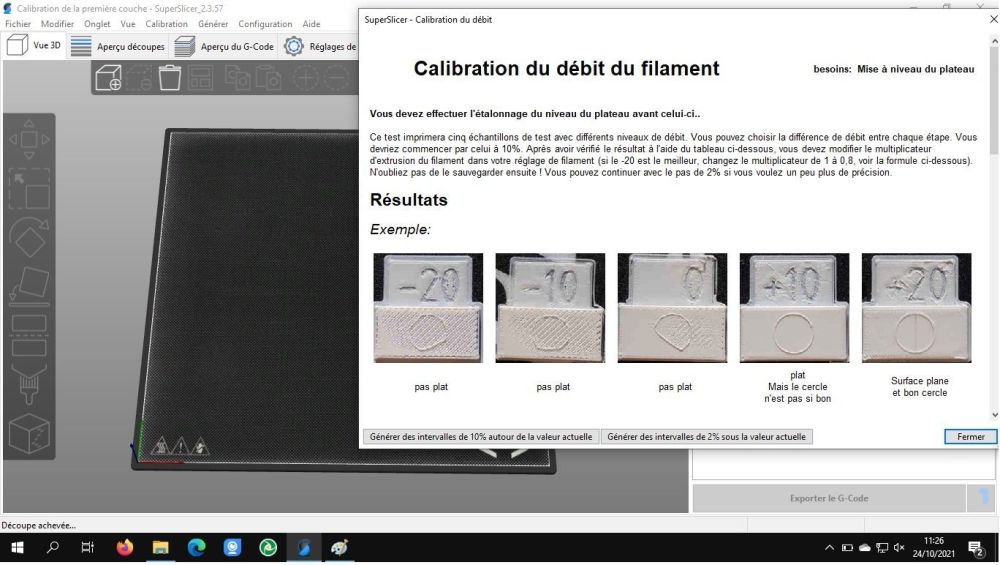
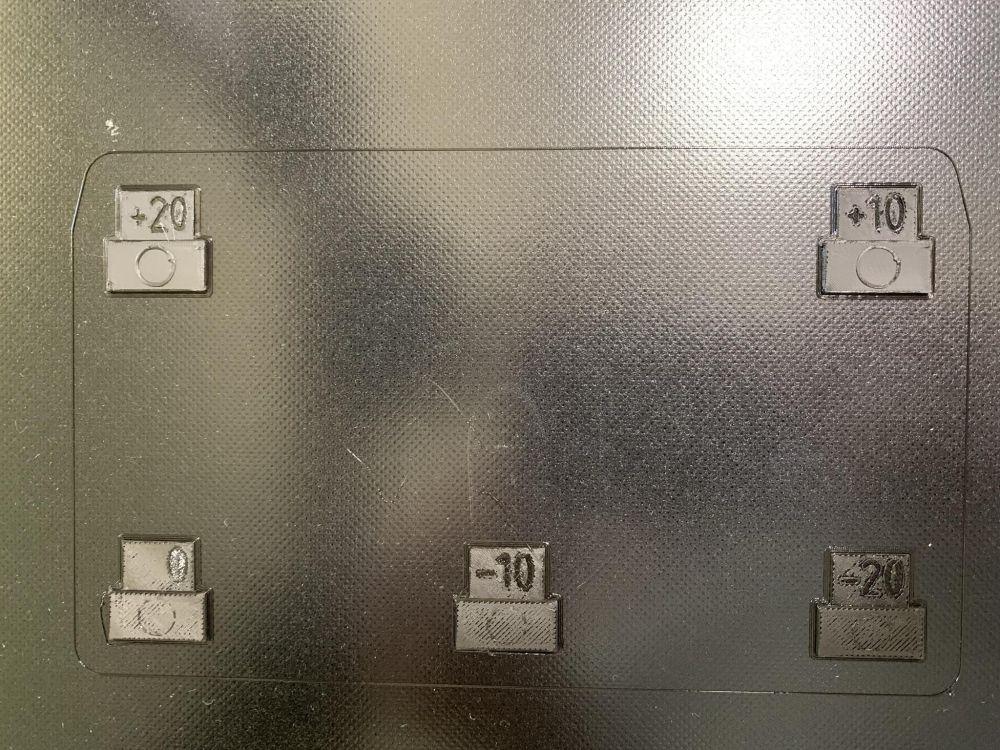
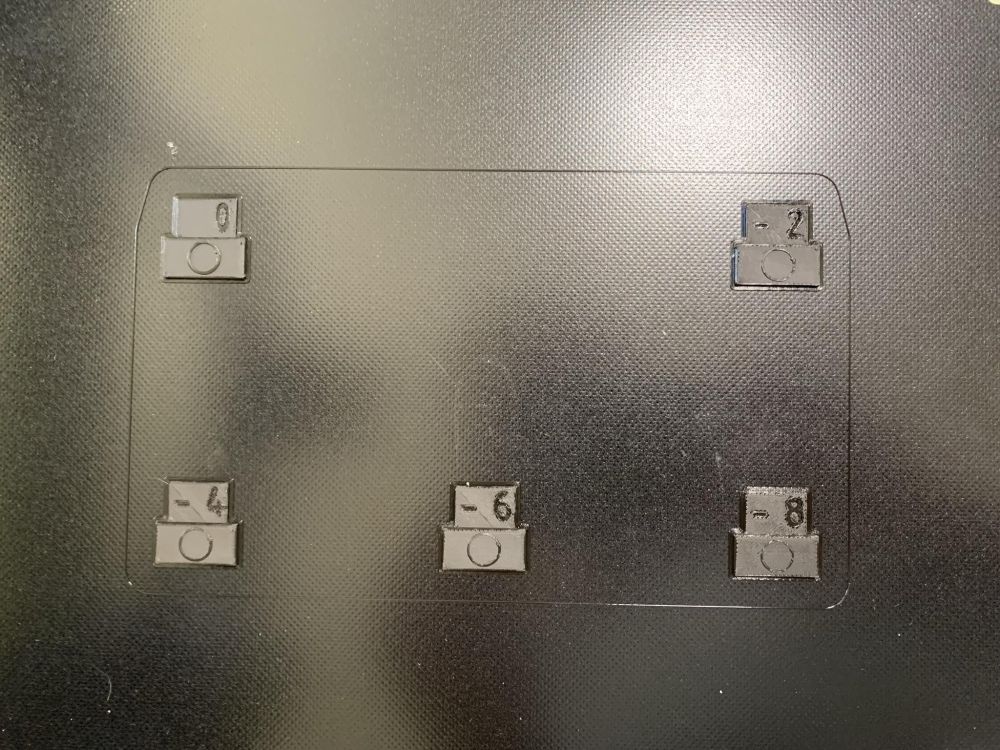
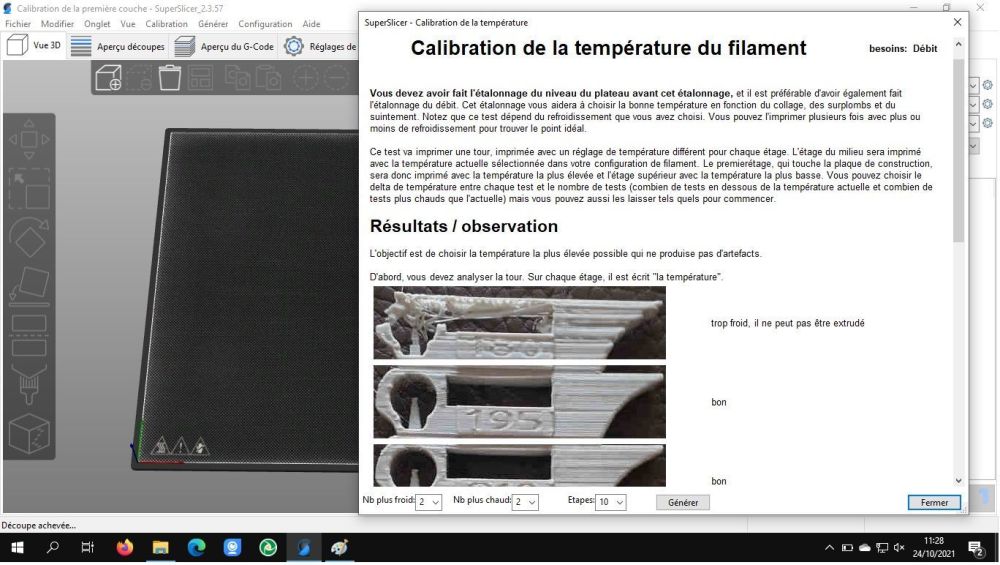
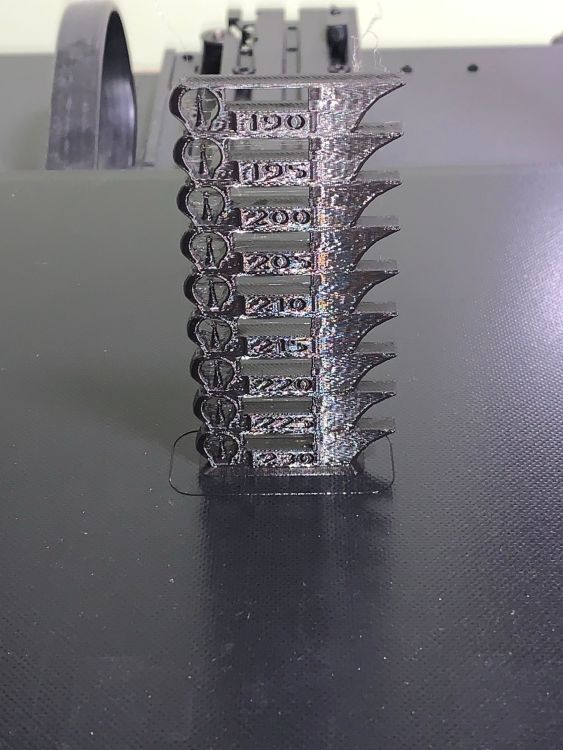
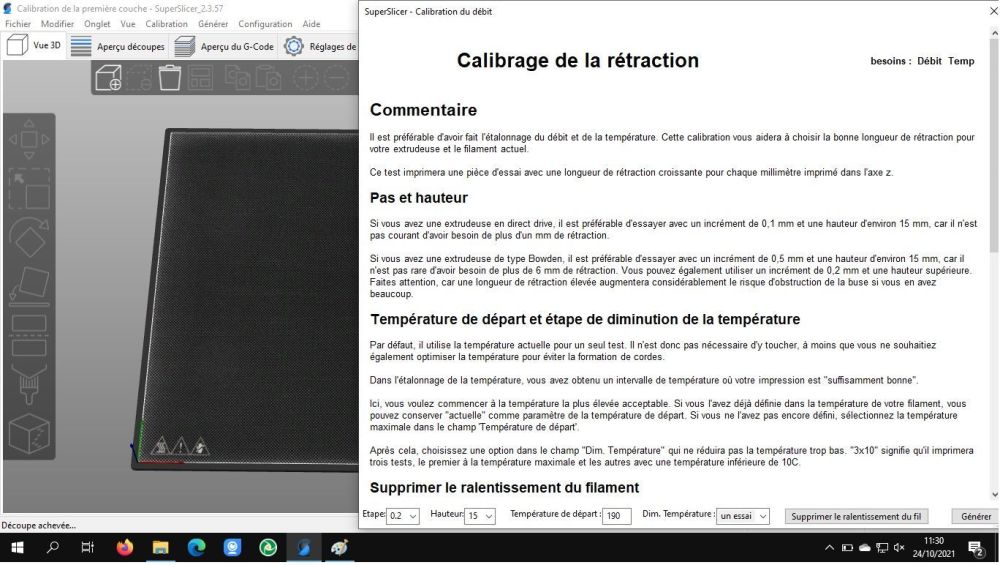
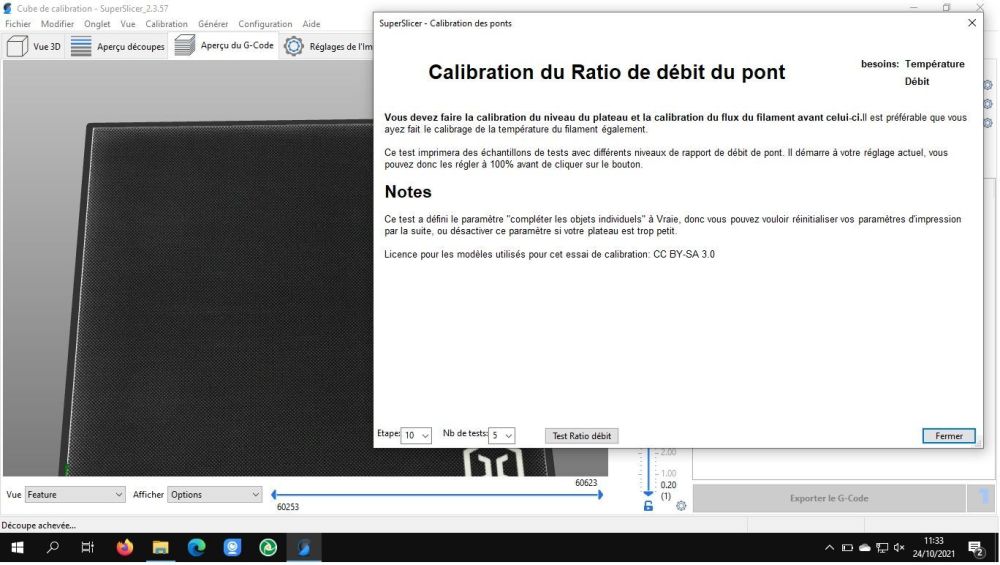
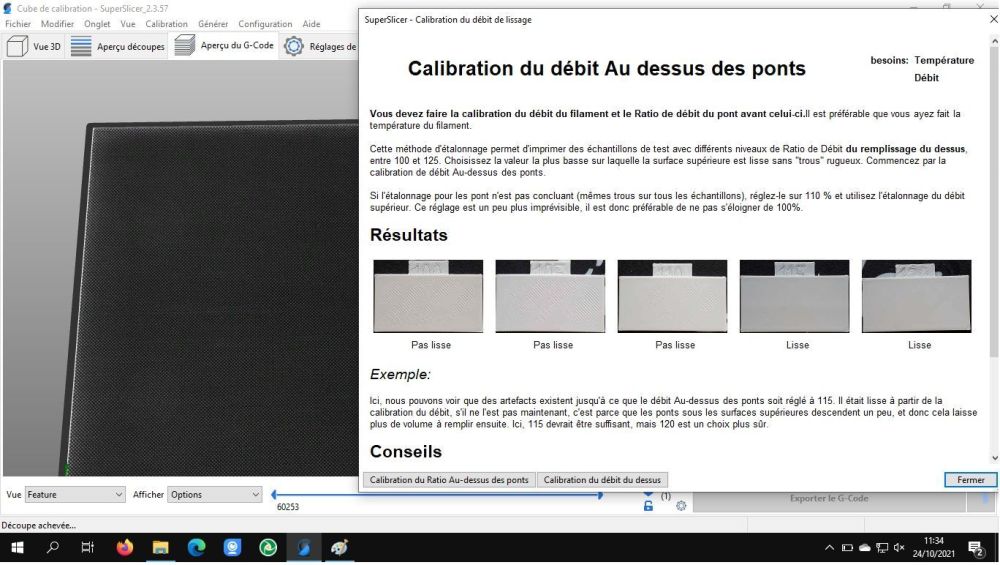
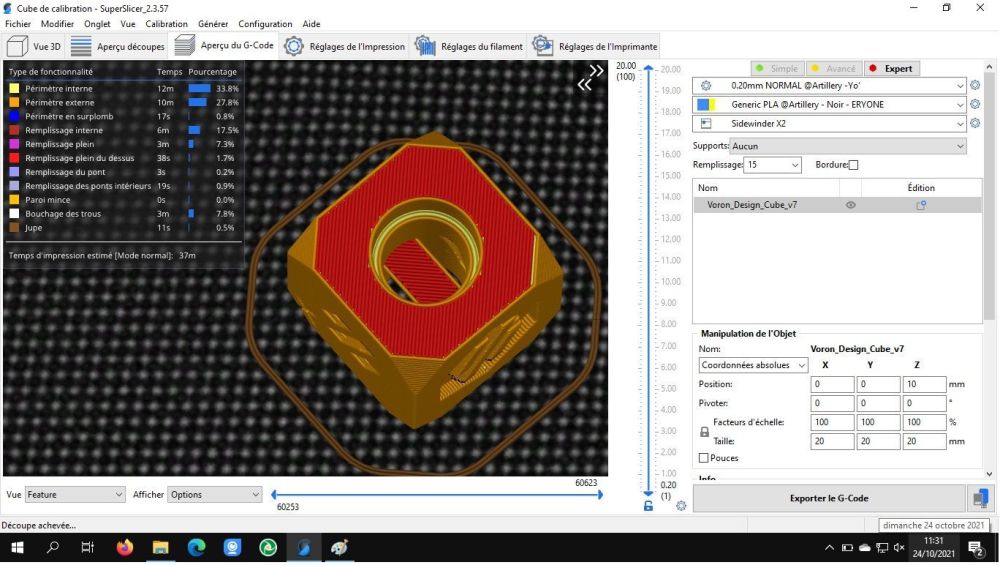
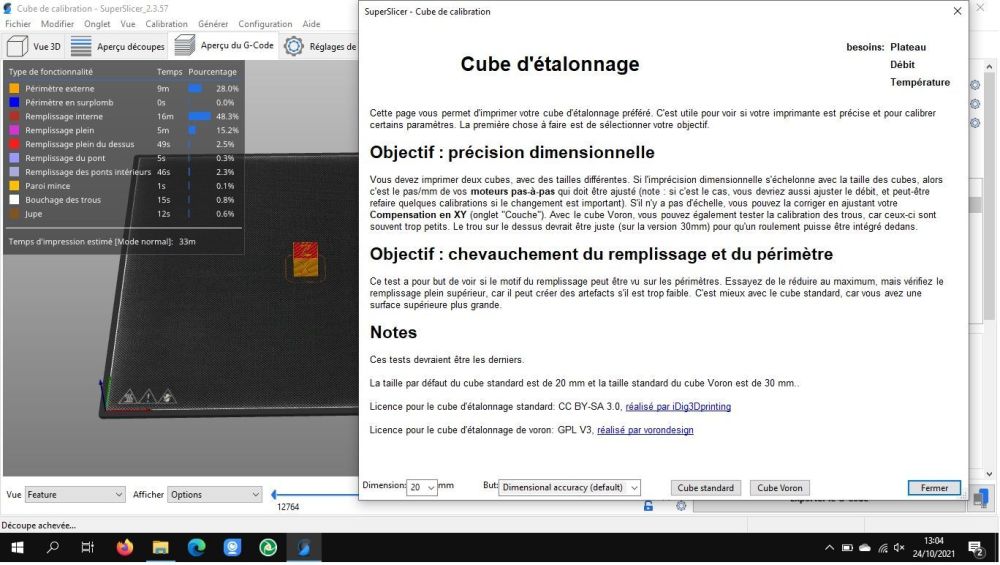
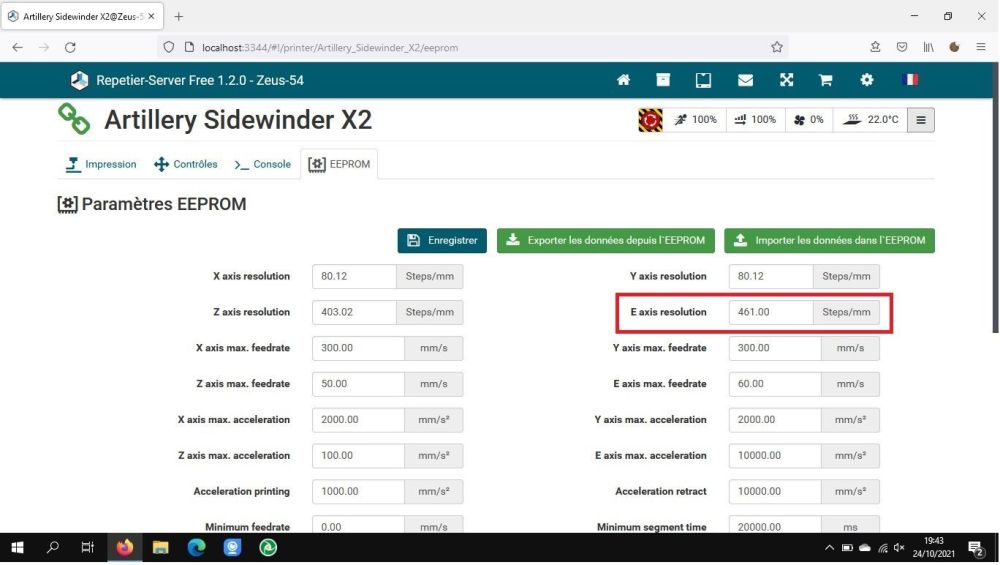
Hello, Pour qu'une impression se déroule le mieux possible, il est nécessaire de réaliser des calibrages (nivellement du plateau, débit, température, rétractation, etc.) Aujourd'hui nous allons voir comment les réaliser simplement grâce au logiciel Superslicer. Avant de commencer, il faut télécharger le logiciel https://github.com/supermerill/SuperSlicer/releases (les liens se trouvent dans "assets" | Attention à bien choisir une version finale (la dernière version finale du moment). Il ne s'installe pas, il faut simplement lancer l’exécutable. Il est à noter que Windows l'a reconnu, sur mon PC, comme logiciel indésirable et que l'antivirus PANDA l'a mis en quarantaine dès que j'ai cliqué dessus Les utilisateurs de PrusaSlicer ne seront pas dépaysé par SuperSlicer. Pour débuter, allez dans "Calibration", puis choisissez le réglage que vous désirez. On va commencer par le plateau. Une fenêtre s'affiche avec des explications et deux boutons dont un "Générer" En cliquant dessus, Superslicer va générer du code pour imprimer 5 pavés. Un fois la fenêtre fermée, il suffit d'exporter le Gcode (en bas à droite) sur une clé USB puis de lancer l'impression. Une fois l'impression terminée, vous pourrez comparer les objets imprimés avec les images affichées plus haut dans le tuto. 2nd test, le débit Comme vous pouvez le voir, il y a 2 tests proposés. Un pour dégrossir et un pour peaufiner. Voici un exemple de ce qui est imprimé. A ce stade, il y a 3 possibilités de réglage. Soit vous modifiez le facteur de correction dans le trancheur (comme c'est indiqué dans les explications du test) Soit vous changez le réglage dans l'imprimante Soit vous intégrez le nouveau débit dans le fichier Gcode que vous allez imprimer Le problème du réglage dans le logiciel, c'est qu'il va falloir le faire dans tous les logiciels que vous utilisez. Pour ma part, durant les réglages j'ai opté pour l’intégration d'un --> M92 E461 --> dans le Gcode de test de débit. M92 --> réglage des steps par mm E --> Extrudeur 461 --> mon réglage Les valeurs affichées sur les pièces imprimées étant des pourcentages, il faut connaître le réglage actuel de la machine (ou y aller au pif (450 pour un extrudeur démultiplié et 100 pour un non démultiplié)). Vous pouvez trouvez ces valeurs sur votre écran (mais ce n'est pas possible pour toutes les machines) via un logiciel comme Repetier-Server dans le firmware de votre imprimante Une fois que j'ai obtenu un réglage qui me convient, je l'ai sauvegardé dans la machine. ça peut se faire via un G92 E461 M500 Ou via les écrans, ou en modifiant le firmware ou en utilisant un logiciel comme Repetier-Server 3ème test, la température là, pas le choix, le réglage se fait dans le trancheur. 4ème test, la rétractation là également, le réglage se fait dans le trancheur. 5ème test, le débit pour les ponts 6ème test, le débit pour le lissage Et enfin, deux cubes de calibration Faire ces tests prends un peu de temps mais au final vous en économiserez (ainsi que du filament) en imprimant au mieux des capacités de votre imprimante et de votre filament. Bien évidement, à chaque changement de filament, les tests en lien avec le filament sont à refaire. N'hésitez pas à laisser vos commentaires.

 1 point
1 point -
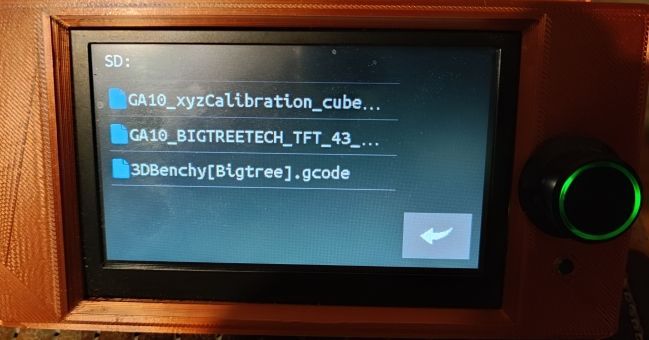
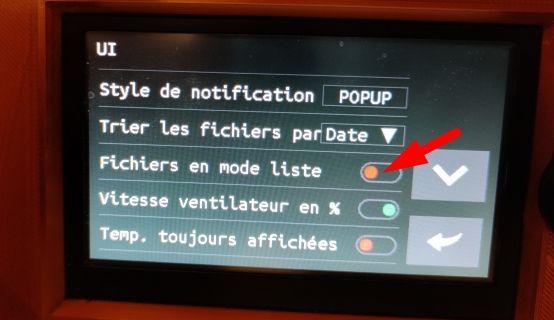
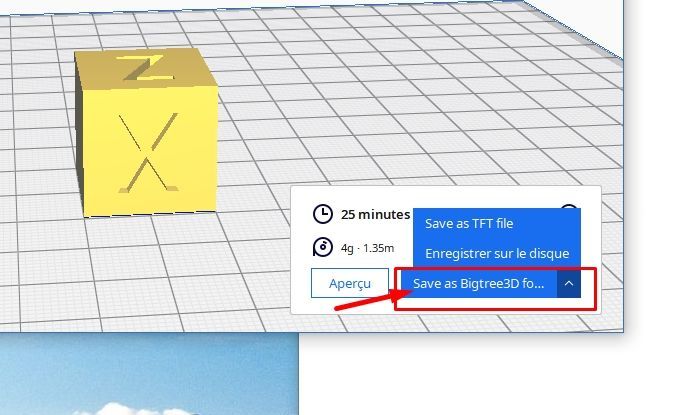
L'aventure continue avec l'écran TFT sur ma Geeetech A10. J'ai pensé qu'il serait intéressant de partager la façon de faire pour avoir les objets en 3D sur l'écran TFT, plutôt qu'une liste de noms. Je ne sais pas si je suis très clair dans mon propos ? Des photos valent mieux qu'un long discours. Liste des noms de la carte SD Liste en 3D de la carte SD C'est quand même plus sympa, non ? Surtout si l'on a plusieurs dizaines d'objets sur la carte SD. En 3D on repère bien plus facilement ce qu'on l'on a mis dans la carte il y a 6 mois, avec parfois un nom pas très explicite. Les objets 3D sont possibles depuis les versions du firmware TFT Vx.x.27. La dernière version étant (pour mon écran TFT43) V3.0.27 Ceci fonctionne pour tous les écrans TFT - 24/28/35/43/50/70. 1- Il faut bien évidement mettre a jour le firmware de l'écran TFT avec la dernière version ---> https://github-com.translate.goog/bigtreetech/BIGTREETECH-TouchScreenFirmware?_x_tr_sl=en&_x_tr_tl=fr&_x_tr_hl=fr&_x_tr_pto=nui,op 2 - Installer le plugin "Bigtree3DPlugin Suit" dans le dossier plugins de Cura (version 10 ou supérieur) ---> https://github.com/bigtreetech/Bigtree3DPluginSuit Pas encore testé avec d'autres trancheurs. 3 - Désactiver dans le menu TFT l'option "Fichier en mode liste" Et c'est tout ! Heuu, non c’est pas tout. J'ai oublié de parler de comment faire avec Cura . Mais c'est tellement simple. Une fois le plugin installé dans Cura, une nouvelle option apparait au moment de sauvegarder le Gcode .


 1 point
1 point -
Super tuto Je ne connaissais pas Superslicer. On dirait un remix de PrusaSlicer qui est un remix de Slic3r...1 point
-
Oui avec du Prusament super bien bobiné1 point
-
J'ai le Sunlu S1, c'est vraiment pas terrible et les tests confirment que la bobine ne chauffe pas du tout de façon uniforme. Avec de petites modifs que je vais faire prochainement (ajout d'un ventilo, déplacement de la sonde de température et ajout de gel) ça semble bien plus honnête. Je vais me baser sur cette vidéo Par contre ceux qui changent de couleur semblent nocifs.1 point
-
Bonsoir, je vais pas t'être d'une grande aide mais il te donne le détail des fichiers d'où vient le problème... ton pc ne peut pas faire tourner win 10 ? Ou encore beaucoup plus simple, tu prend un rasberry pib+ (pas besoin du 4) et tu installe Octoprint et plus de problème de rien du tout et tu peux suivre et interagir avec ton imprimante, suivre l'impression en vidéo et depuis n'importe quoi, pc, smartphone, etc...1 point
-
Normalement ça devrait être ajouté à la fin du fichier printer.cfg (équivalent du M500 avec Marlin pour sauvegarder en EEPROM). C'est ce qui se passe en tout cas avec ma CR10V2. Ma macro G29 : Une fois sauvegardé, c'est réutilisable. Exemple pour ma macro START_PRINT ( au lieu de «save», c'est «load» avec le nom du profil comme paramètre) :1 point
-
si ta bus est mal montée le claquement apparait même si c'est normal aussi c'est la rétraction lors de l'impression. Si ça le fait sans arrêt c'est que tu as un problème de bouchage de buse ou elle est mal montée. En première page tu as plein de tutos que l'on t'a donné et qui l'explique. Bon courage ça va le faire.1 point
-
J'ai commandé le "Bl touch" officiel pour artillery qui est exactement le même que celui donc déjà monté https://fr.aliexpress.com/item/1005003391784463.html?spm=a2g0s.9042311.0.0.27eb6c37MGjwsT D'ailleurs, il devrait arriver d'ici à ce weekend alors, hate de voir si le prob sera résolu!1 point
-
Elle était neuve ou d'occasion ? Sinon regarde du côté de la cartouche de chauffe et de la sonde de températures. Si l'une ou l'autre défaille, ça peut causer l'arrêt de la machine.1 point
-
Si ça peut aider, j'ai une branche Marlin (2.0.9.2) dernière version stable à ce jour pour une SKR 1.4 Turbo. Les pilotes déclarés sont des TMC2209, fonctionnement en UART : probablement modifier la valeur des X|Y|Z|E_CURENT dans configuration_adv.h pour correspondre aux caractéristiques des moteurs #define INTERPOLATE true #if AXIS_IS_TMC(X) #define X_CURRENT 800 // (mA) RMS current. Multiply by 1.414 for peak current. #define X_CURRENT_HOME X_CURRENT // (mA) RMS current for sensorless homing #define X_MICROSTEPS 16 // 0..256 #define X_RSENSE 0.11 #define X_CHAIN_POS -1 // -1..0: Not chained. 1: MCU MOSI connected. 2: Next in chain, ... //#define X_INTERPOLATE true // Enable to override 'INTERPOLATE' for the X axis #endif #if AXIS_IS_TMC(X2) #define X2_CURRENT 800 #define X2_CURRENT_HOME X2_CURRENT #define X2_MICROSTEPS X_MICROSTEPS #define X2_RSENSE 0.11 #define X2_CHAIN_POS -1 //#define X2_INTERPOLATE true #endif #if AXIS_IS_TMC(Y) #define Y_CURRENT 800 #define Y_CURRENT_HOME Y_CURRENT #define Y_MICROSTEPS 16 #define Y_RSENSE 0.11 #define Y_CHAIN_POS -1 //#define Y_INTERPOLATE true #endif #if AXIS_IS_TMC(Y2) #define Y2_CURRENT 800 #define Y2_CURRENT_HOME Y2_CURRENT #define Y2_MICROSTEPS Y_MICROSTEPS #define Y2_RSENSE 0.11 #define Y2_CHAIN_POS -1 //#define Y2_INTERPOLATE true #endif #if AXIS_IS_TMC(Z) #define Z_CURRENT 800 #define Z_CURRENT_HOME Z_CURRENT #define Z_MICROSTEPS 16 #define Z_RSENSE 0.11 #define Z_CHAIN_POS -1 //#define Z_INTERPOLATE true #endif sensorless homing pour X et Y (SENSORLESS_HOMING) . Là encore, il faudra probablement modifier les valeurs pour que ça fonctionne correctement (tester l'arrêt à la main en bloquant l'axe) #define SENSORLESS_HOMING // StallGuard capable drivers only #if EITHER(SENSORLESS_HOMING, SENSORLESS_PROBING) // TMC2209: 0...255. TMC2130: -64...63 #define X_STALL_SENSITIVITY 8 #define X2_STALL_SENSITIVITY X_STALL_SENSITIVITY #define Y_STALL_SENSITIVITY 8 #define Y2_STALL_SENSITIVITY Y_STALL_SENSITIVITY la logique de fonctionnement des moteurs est inversée par rapport à des pilotes Allegro A4988 (configuration.h). Là encore tester pour vérifier le sens de déplacement de ceux-ci … A tester sous toute réserve1 point
-
Dalle reçu ce jour, y'a plus qu'a. Reste plus qu'a trouver un petit tuto. Autant changer H/W ne va pas me poser de problème, autant la partie firmware je n'ai pas trouvé de tuto/lien. Mais je vais trouver Il y a bien une archive dispo et on trouve un joli fichier zip 【CBD-Tech General】L V2-(UI-A-2.8&3.5&4.3&5.0+Firmware+FPGA)-V443-c1-20210712-3 Maintenant...il y a 3 fichiers bin pour le TouchScreen UI 2.8, 3.5 et 4.3/5.0 à quoi cela correspond t'il.... on va chercher. Peut être est ce la taille de l'écran 'TouchScreen' ?1 point
-
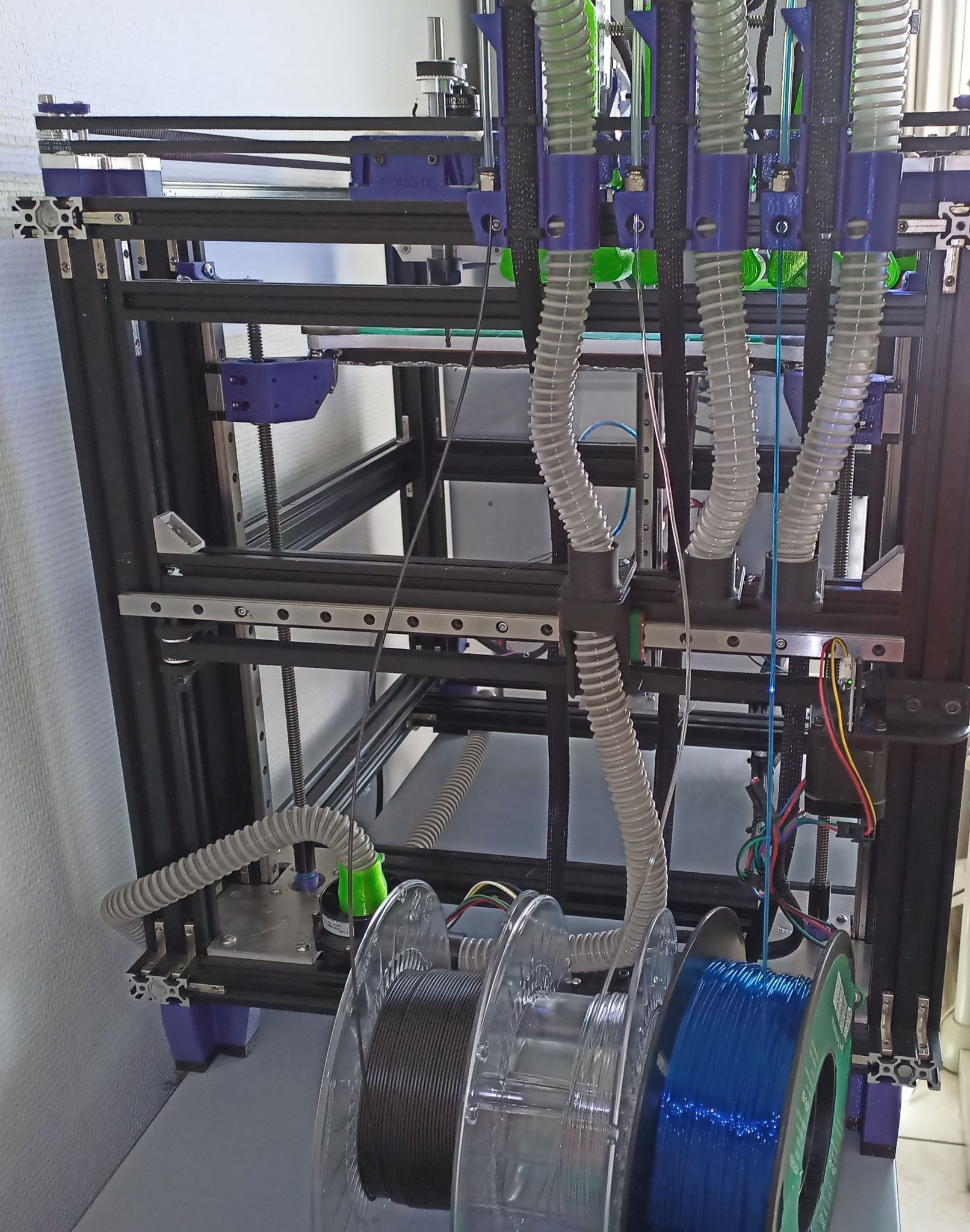
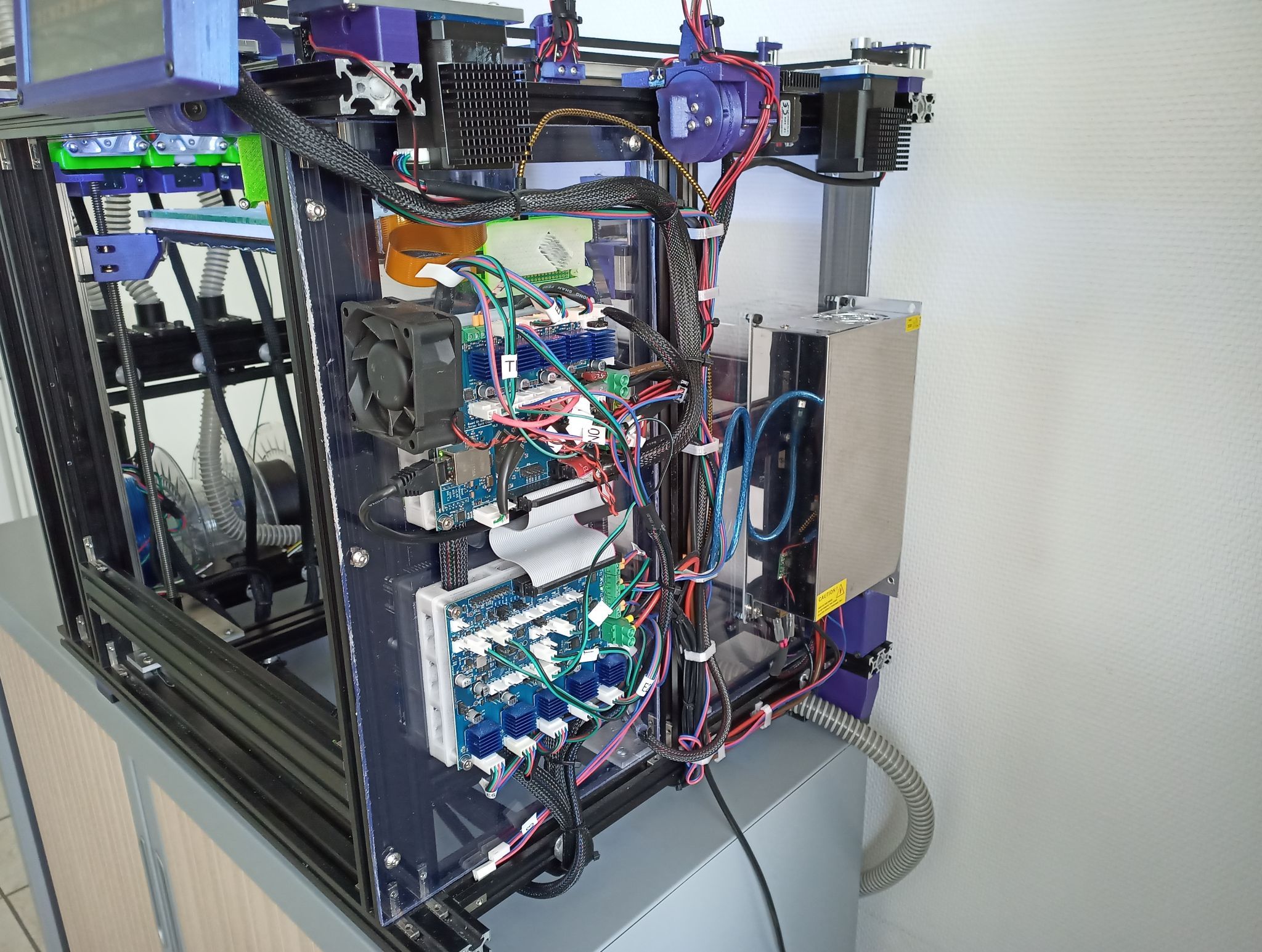
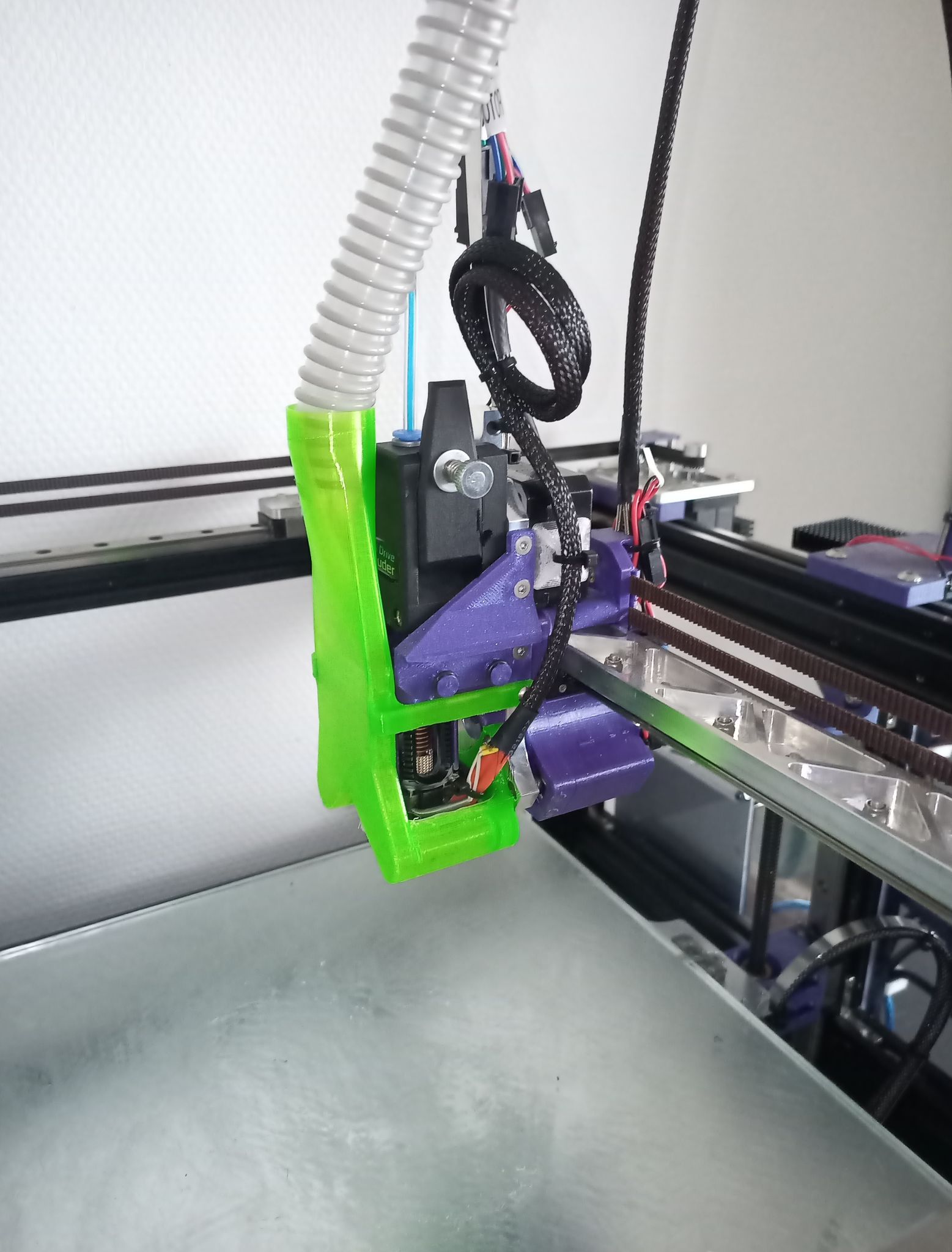
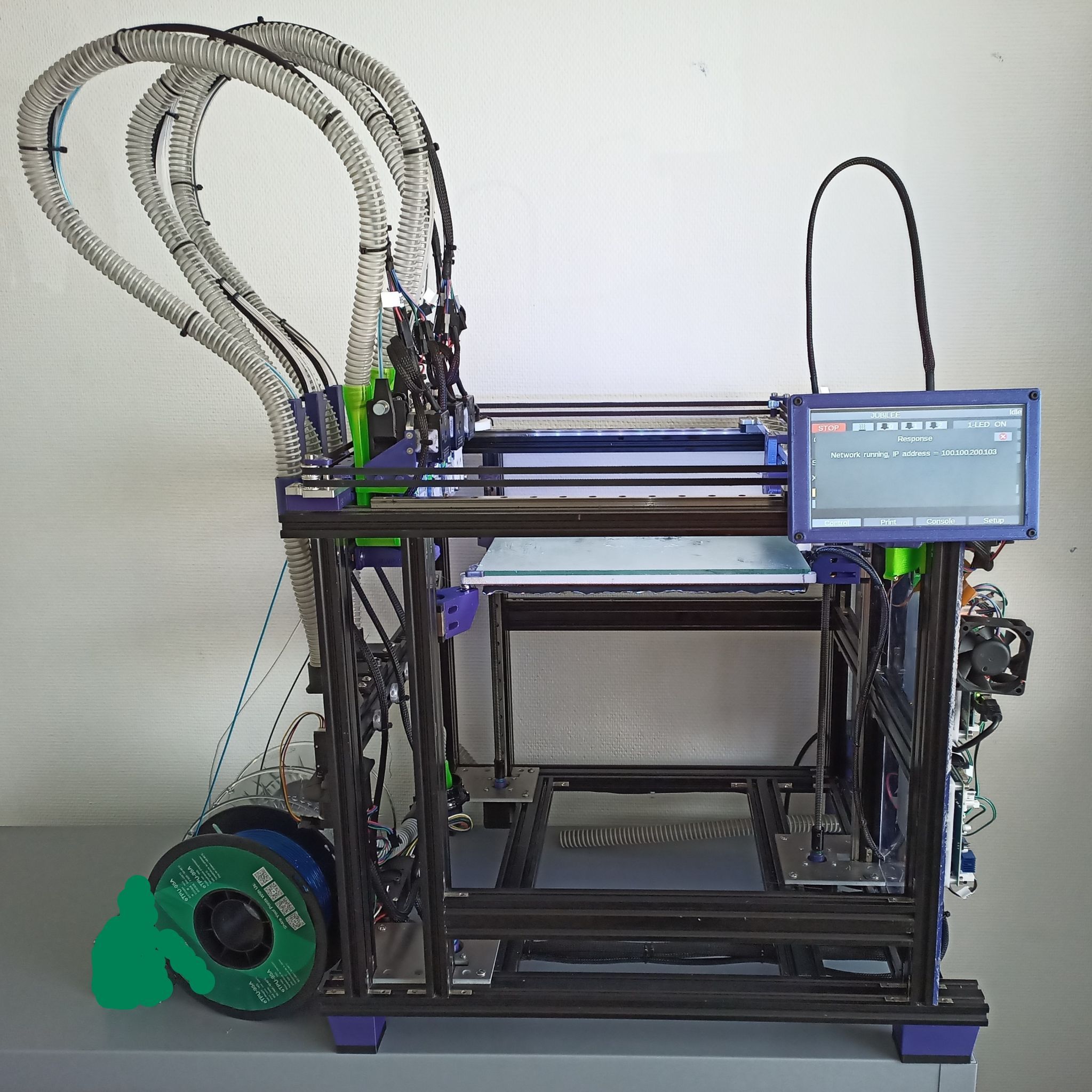
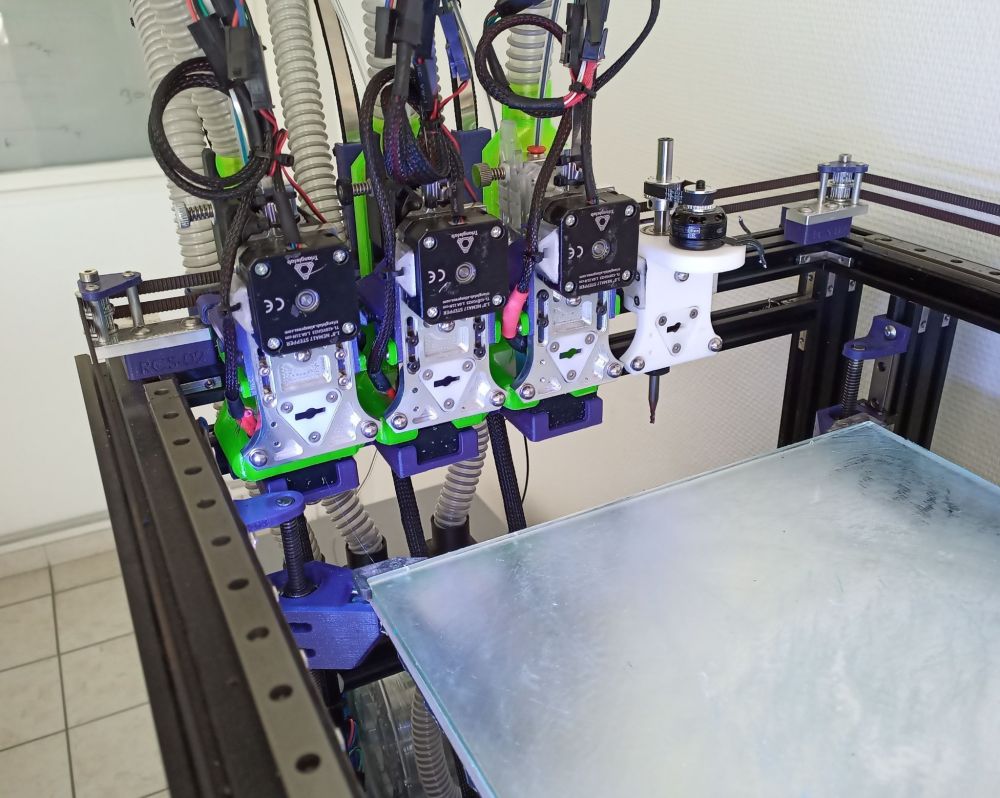
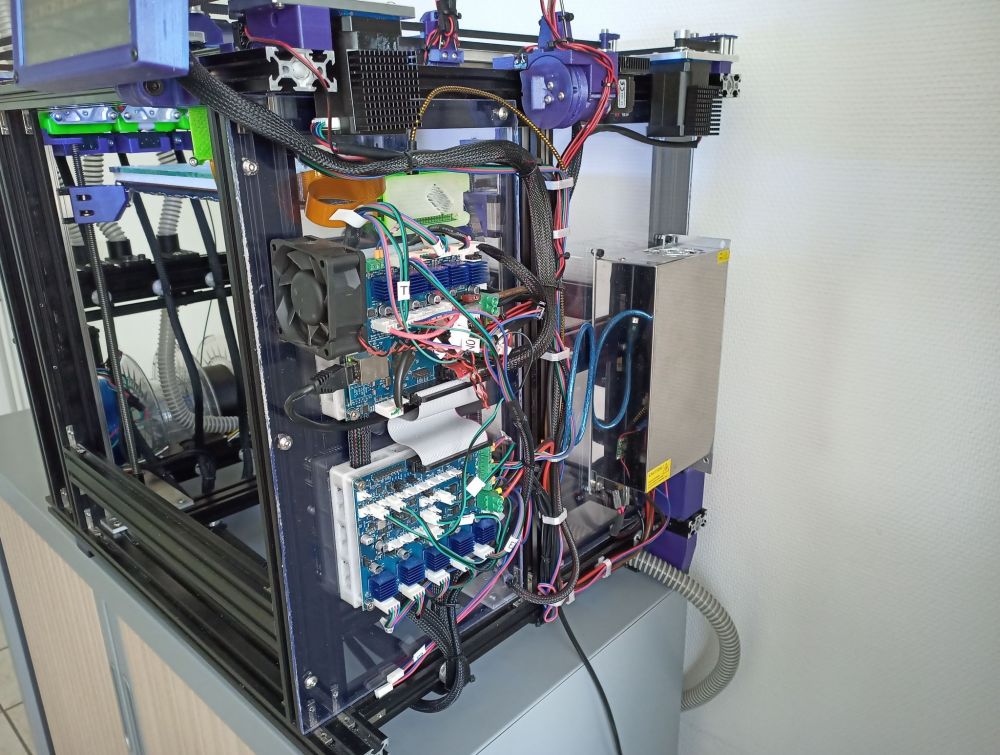
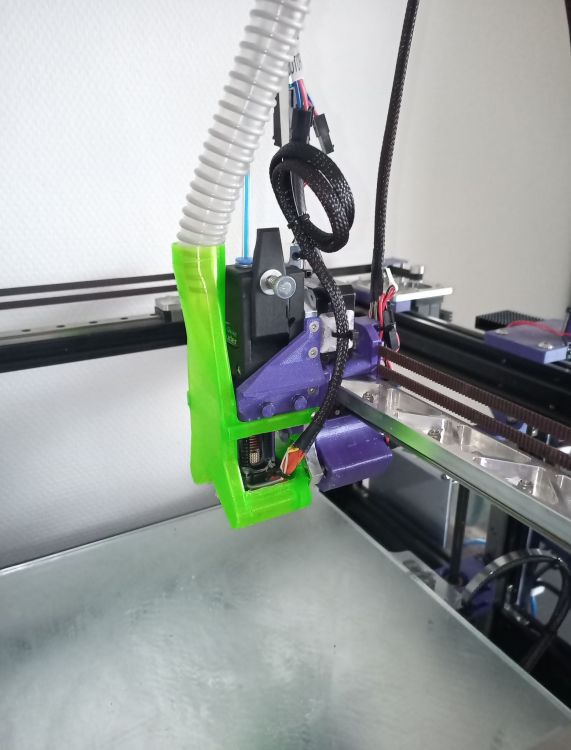
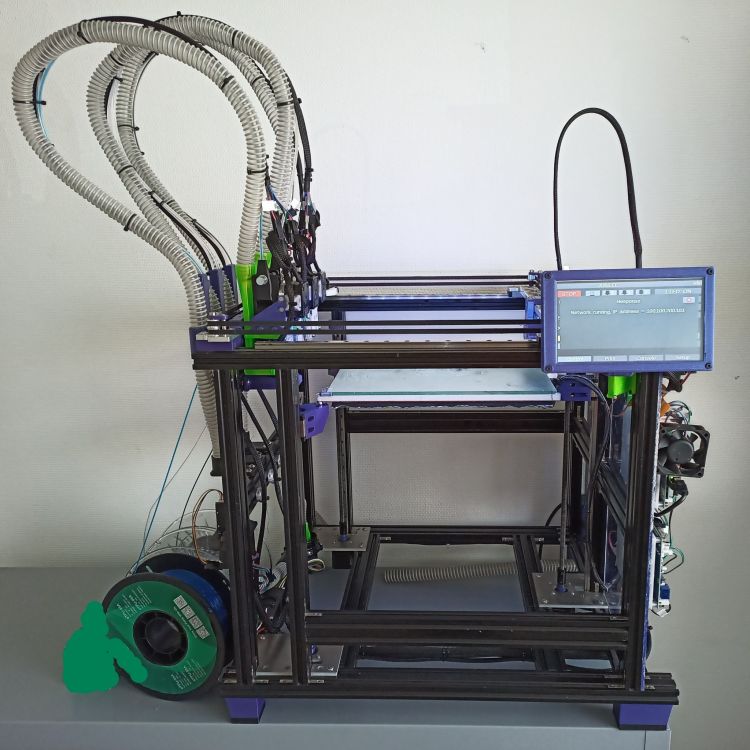
Voici ma version de l'imprimante 3D JUBILEE multitool -Volume d'impression 300x300x300 -Plateau a nivèlement automatique 3 moteurs -Palpeur pour le plateau, auto tramming. -2 outils d'impression DRAGON high flow + extrudeur BMG -1 outil d'impression VOLCANO + extrudeur BMG -1 outil de rectification (en cours) -1 outil de gravure laser (à venir) -Système de ventilation commun à tous les outils grâce à un système de distribution de l'air + le ventilateur haute pression CPAP -Carte DUET 2 ETHERNET + DUEX + Panel DUE V3 -Plateau chauffant 8mm aluminium casté + 24V 400W silicone + vitre de 5mm + colle papier -Raspberry PI Zero pour camera IP wifi (surveiller l'impression) -Châssis en profilés 4020 rempli avec des barres d'acier et du silicone (absorber les vibrations) https://jubilee3d.com/index.php?title=Main_Page

 1 point
1 point -
La carte MKS Gen1.4 est une base «RAMPS». Comme fichier de configuration, ce serait mieux de partir sur generic-ramps.cfg1 point
-
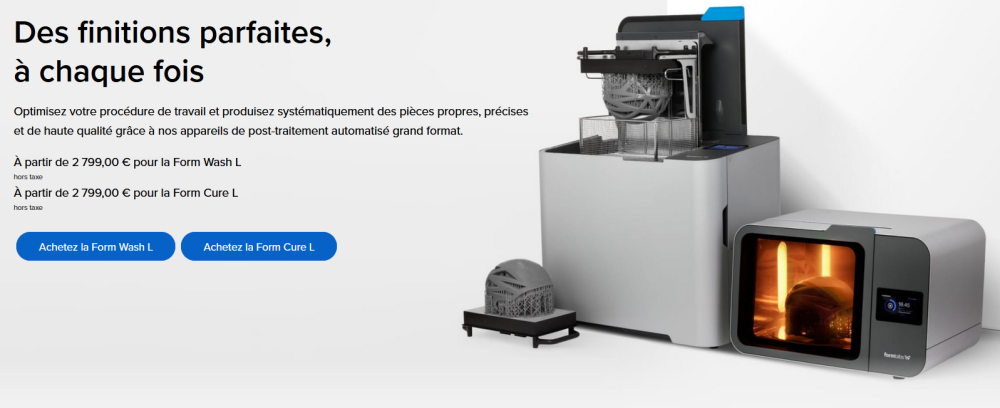
Formlabs vient d'ajouter sur leur site les deux appareils de post-traitement pour grandes pièces, les prix piquent mais la qualité doit être au rendez-vous (enfin je l'espère). Il faut débourser 6.720 € TTC pour s'offrir les deux, donc usage pro exclusivement.
 1 point
1 point -
Un appareil de contrôle du taux d'humidité dans la matière vaut dans les 5.000 €. Une bobine ne tenant pas à l’intérieur, il faut en découper plusieurs morceaux pour faire la mesure. J'ai un collègue qui en a un pour contrôler le bon fonctionnement de ses dessiccateurs.1 point
-
Je pense qu'il faut quand même faire la part des choses ... Entre un Anycubic qui n'en est pas à son coup d'essai en matière d'impression 3d (SLA et FDM) et une startup née de nulle part (ou un particulier) et n'ayant jamais rien produit, je pense que les risques ne sont pas les mêmes. Il y a quand même peu de chances qu'Anycubic sorte une bouse infâme (même si rien n'est impossible), elle devrait au moins être correcte. Par contre effectivement dans le cas de la startup ou du particulier, les risques sont nettement plus importants. Surtout si le volume engrangé lors du KS est important, auquel cas vont survenir des soucis de logistique voire d'industrialisation. Je ne dis pas qu'il n'y a pas de risques dans le cas d'Anycubic (ou autre grosse boîte), mais ça reste plus limité. C'est d'ailleurs un peu la polémique sur KS, car ça s'éloigne un peu du principe de base des financements participatifs. La on est juste sur de grosses boîtes qui veulent nous faire porter une partie des investissements nécessaires à la création d'un nouveau modèle. Ce serait plus conforme si le produit était vraiment différent et pas certain de rencontrer un certain succès. Auquel cas ça permettrait de tester la réaction du public avant de vraiment se lancer. Pour le modèle en question je doute qu'il y ai de grands risques qu'elle ne trouve pas son public, qu'elle soit mauvaise, ou qu'elle ne soit pas livrée.1 point
-
Salut, = courant de fonctionnement (si déplacement il y a) = courant de maintien (si déplacement il n'y a pas) S'il s'agit du courant max (courant crète) du moteur, il faut multiplié par 0.707 pour obtenir le courant max en RMS soit : 1.06A. Nota : il s'agit de courant max, donc à ne pas dépasser, en général on met moins Pour le courant de maintien (hold_current) il faut multiplié le courant de fonctionnement maximal par 0,6 soit : 1.06 x 0.6 = 0.6A Nota : ceci s'applique pour des drivers 2208 / 22091 point
-
si tu sais faire, tu partitionnes ta carte sd 32/32Go en formatant en fat32 cela devrait passer.1 point
-
Commandée aujourd'hui sur flsun3D.com, un code promo de moins 30 $, Je suis impatient de la recevoir ... Je reviens vers vous dès réception ... Le nombre d'utilisateur augmente ... A bientôt1 point
-
@jackantubis Une «Jubilee» même avec seulement deux outils n'est pas du tout dans la même gamme de prix qu'une IDEX (≃ 500€) et n'offre pas du tout les mêmes possibilités: imprimer simultanément deux pièces identiques ou en miroir grâce aux deux têtes par exemple1 point
-
Plutôt que faire du IDEX, ce serait pas plus simple de faire une imprimante multitootl comme celle de E3D ou un JUBILEE, je possède un JUBILEE et c'est une core XY perfomante et plus simple que du IDEX, celle de E3D aussi est bien. En terme de budget avec 2 tools ça doit revenir au même qu'une IDEX avec de meilleures performances. Tu peux voir mon post sur la JUBILEE si tu veux plus de détails.1 point
-

From the album: R3DSKULL
1 point -
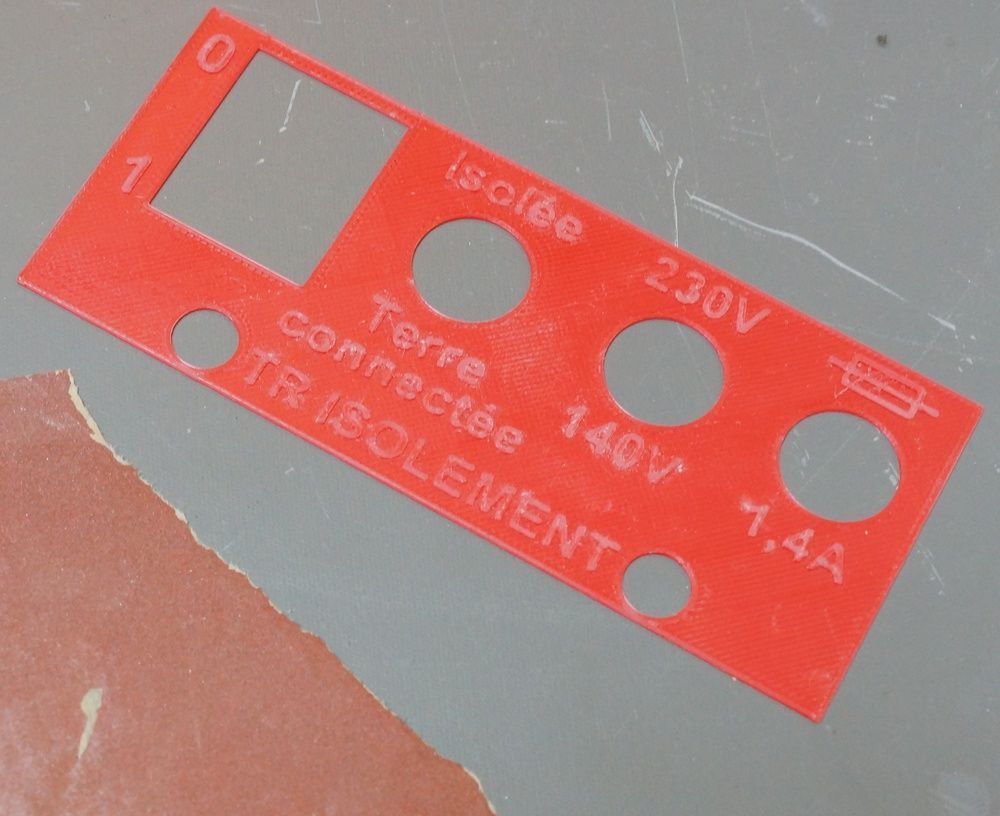
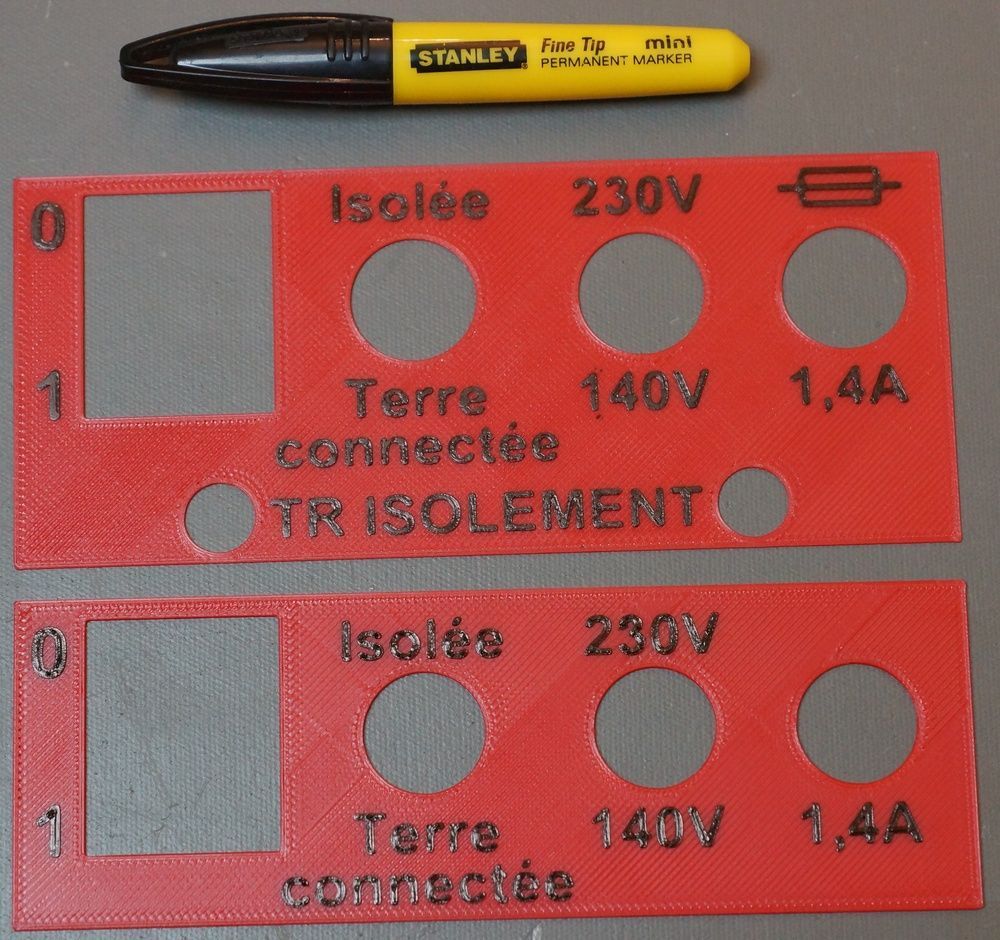
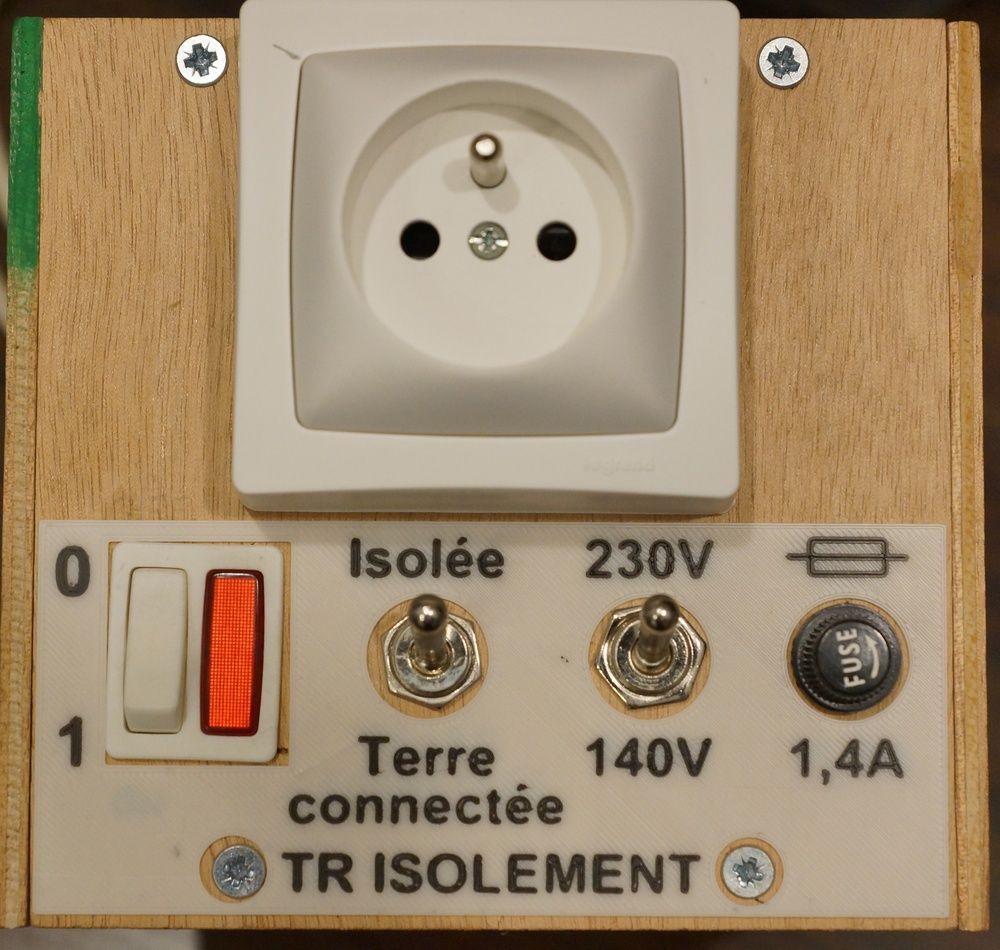
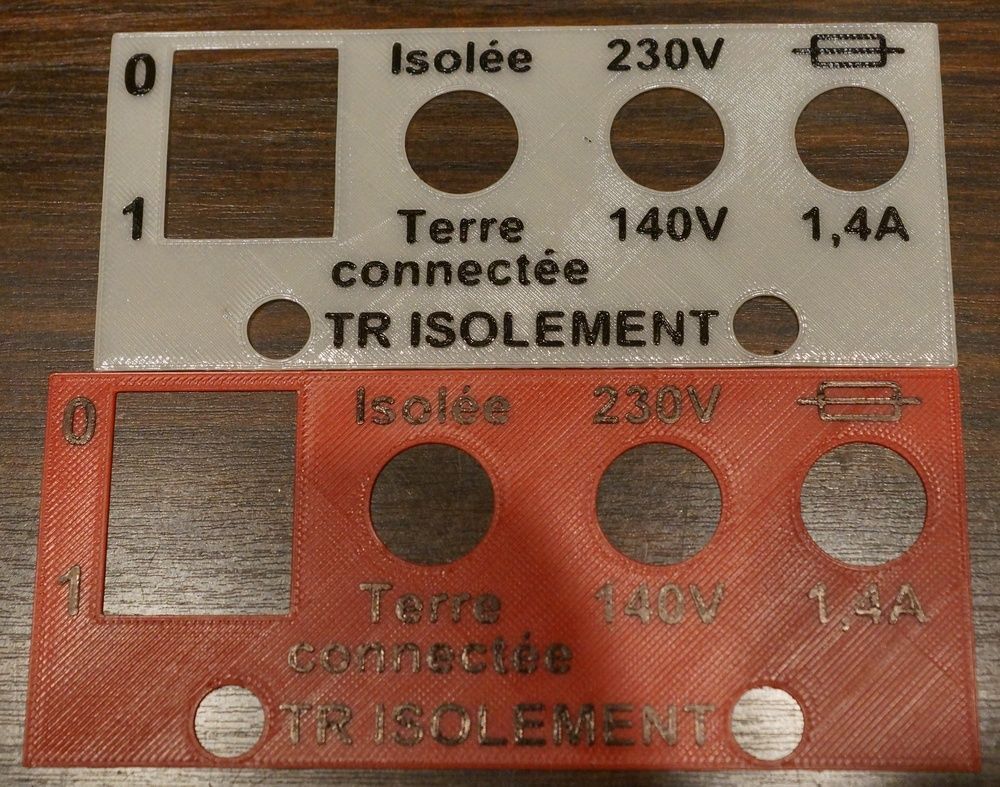
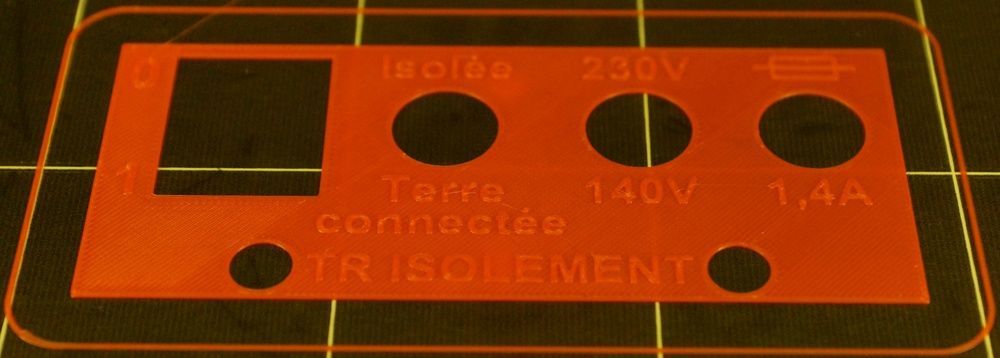
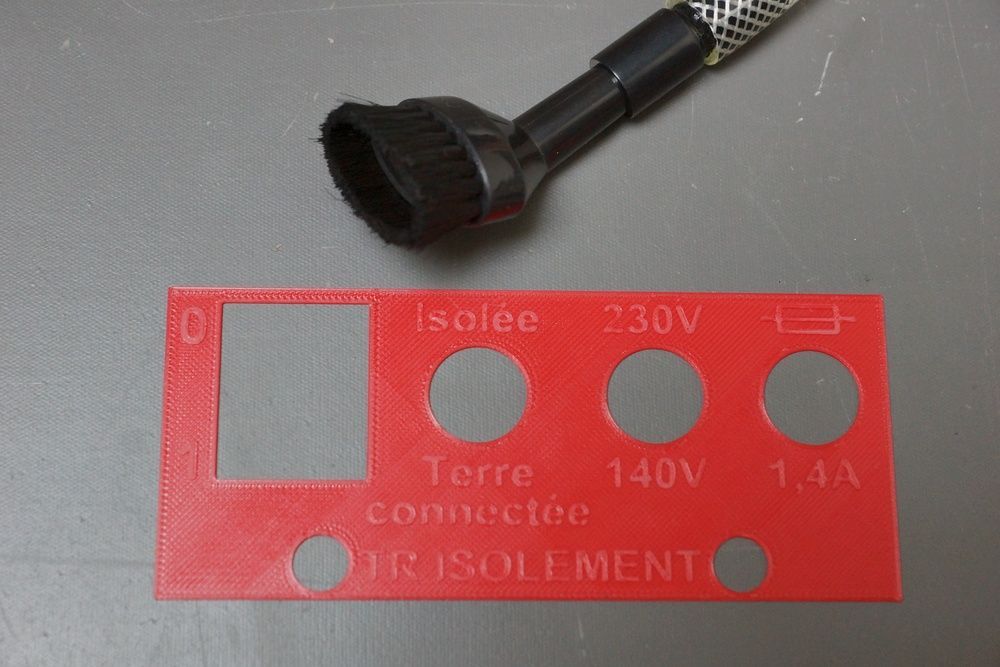
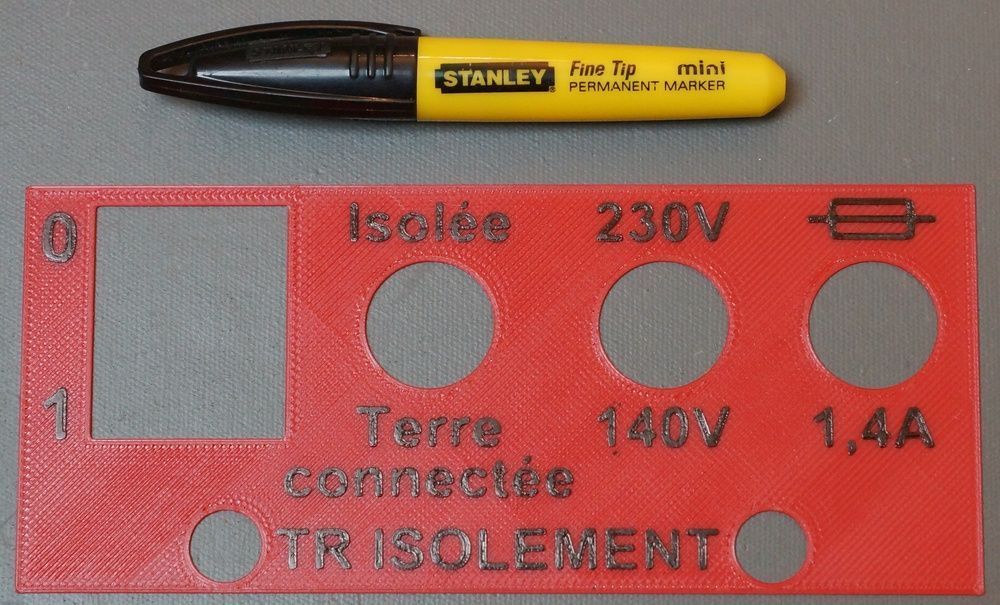
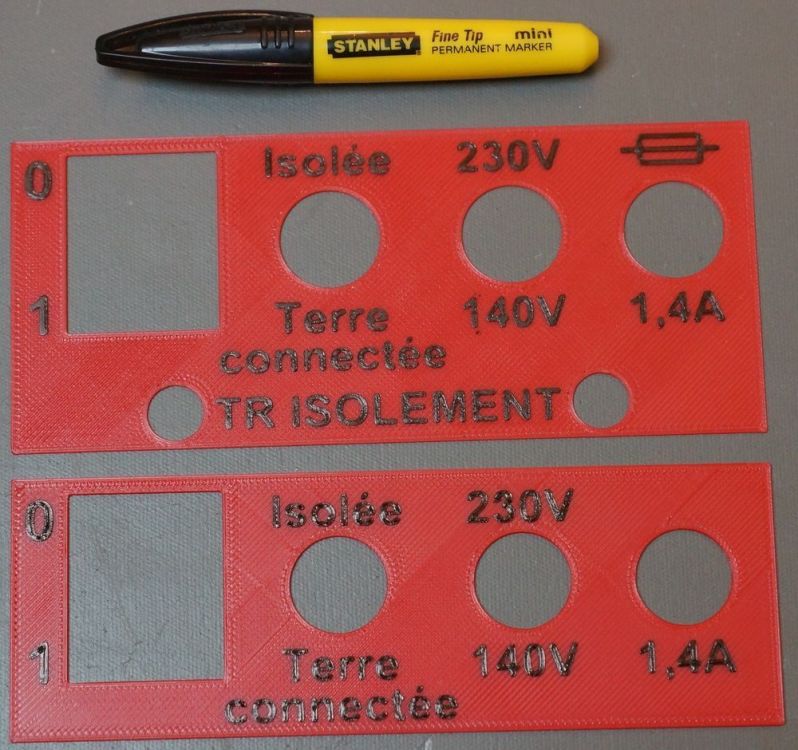
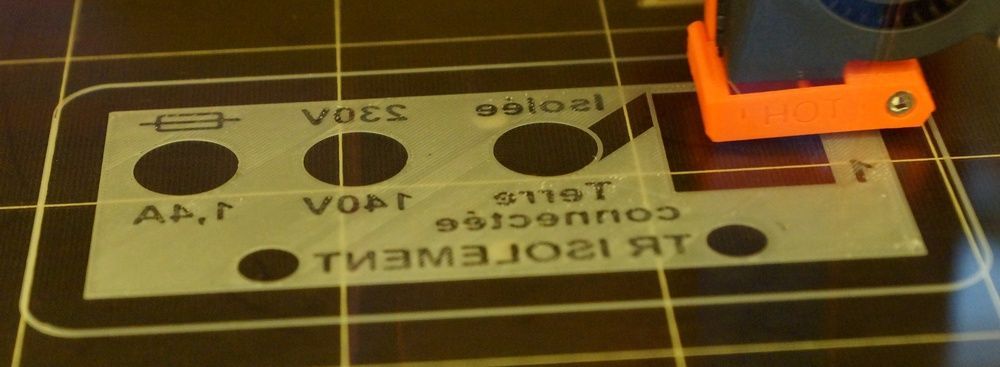
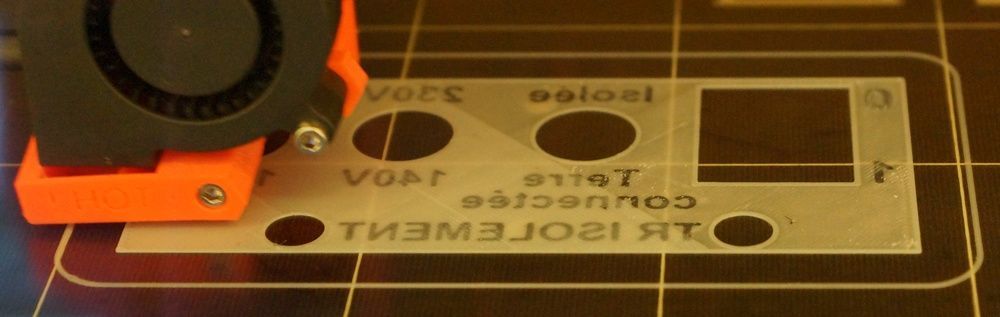
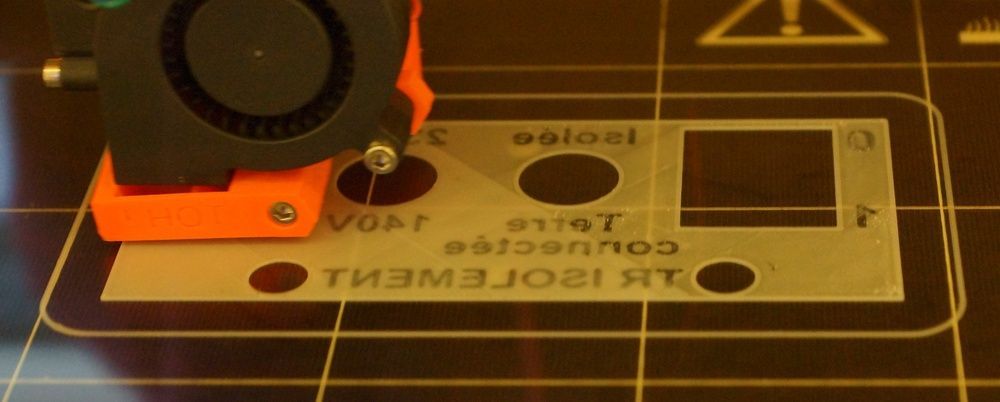
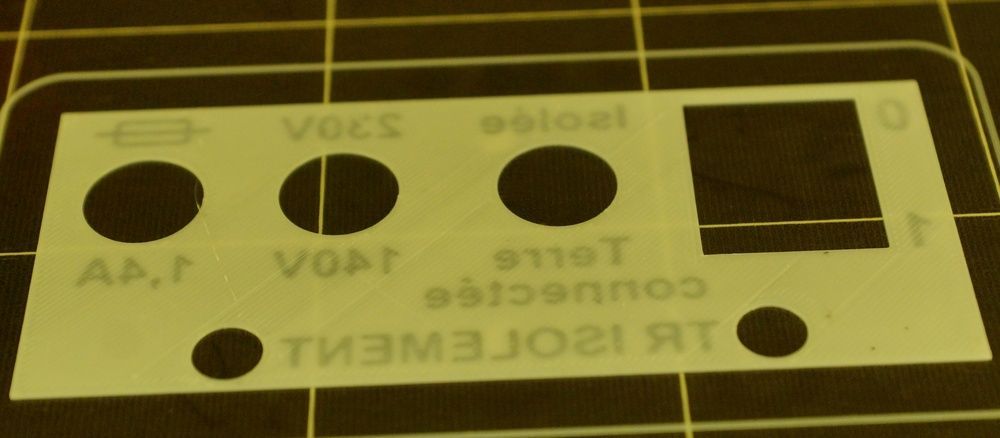
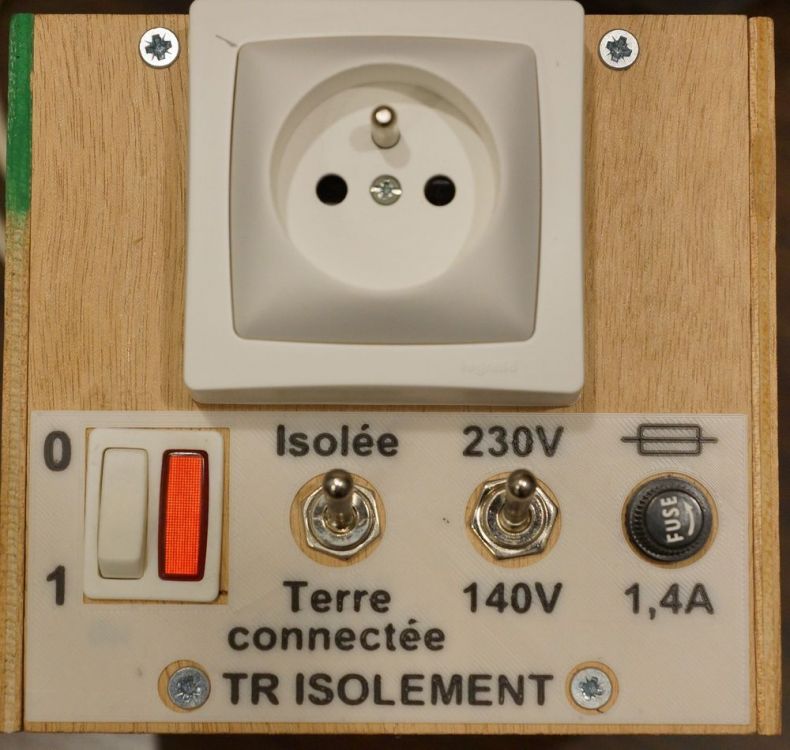
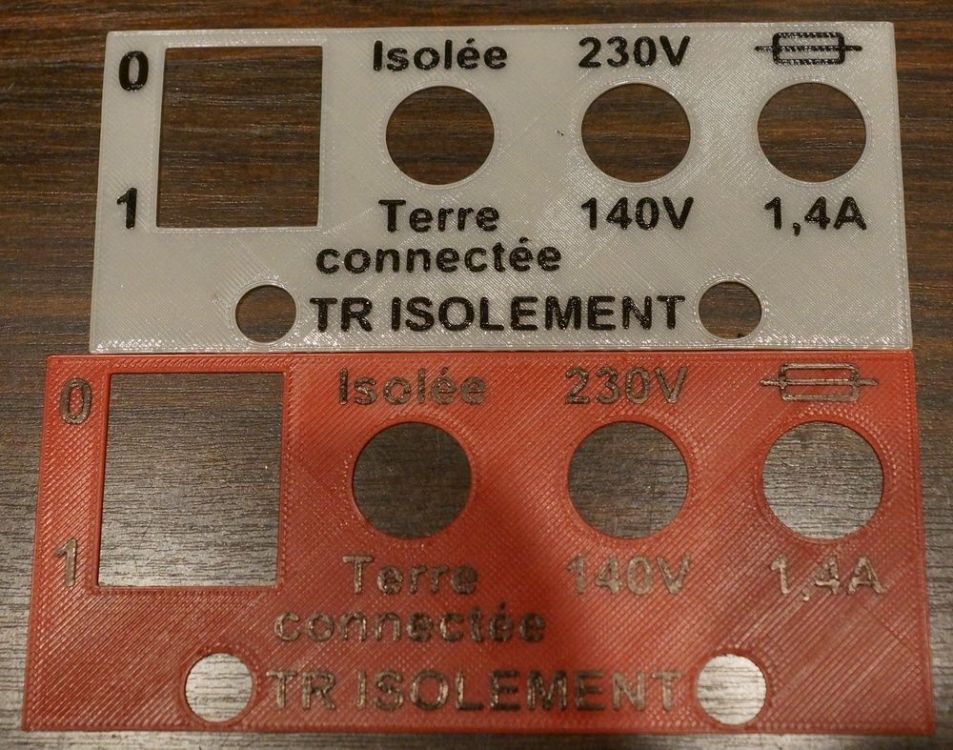
Bonjour, Alors j'ai testé, ça marche très bien J'ai un petit appareil maison avec une face avant assez moche : J'ai fait un comparatif avec une autre méthode "classique" Quand on imprime une plaque avec un texte en relief, ce n'est pas très visible (impression en ABS rouge) : Il faut "peindre" les lettres avec un marqueur. D'abord, un ponçage : Puis nettoyage avec aspirateur : La peinture au marqueur - il faut être soigneux : Le ponçage n'est pas obligatoire, ci-dessous une plaque sans le ponçage, seulement, on abîme plus le feutre, et les lettres "accrochent" vêtements et chiffon : Voilà le résultat : C'est pas mal... MAIS : - le marquage au marqueur peut s'effacer (on aurai pu changer le filament pendant l'impression pour imprimer les lettres avec une autre couleur) - le ponçage n'a poncé que la surface des lettres, le fond de la plaque reste "accrocheur", ça reste difficile à nettoyer et dangereux pour les pulls en laine Donc maintenant la fameuse technique de la surimpression : Le dessus est sur le banc, il faut inverser la pièce comme dans un miroir Il faut faire deux fichiers : un avec que les lettres, un autre avec la plaque sans les lettres. Attention les deux impressions doivent êtres positionnées correctement l'une par rapport à l'autre. D'abord on imprime les lettres, ici en ABS noir - ATTENTION : la hauteur des lettres doit être égale (ou inférieure) à la hauteur de la 1ire couche du 2e fichier - ici mes lettres font 0,2mm de haut car dans mon slicer c'est l'épaisseur de la 1re couche : Ensuite, il faut retirer les fils qui "bavent", et aussi le cadre et la trace de démarrage (ne garder que les lettres sur le bed) ATTENTION : remettre le bed en chauffe tout de suite après l'impression, sinon il y a un risque que les lettres se décollent Ensuite, on change le filament, puis on imprimer le deuxième fichier, ici en ABS blanc : On constate que l'ABS est translucide... donc le mieux, avec cette matière, c'est d'imprimer les lettres en noir et la plaque dans une couleur claire. Voilà le résultat : C'est pas mal, les lettres noires sont légèrement sous extrudées (on voit des incrustations de blanc) L'avantage, c'est que la plaque est lisse (facile à nettoyer, n'abîme pas les vêtements) ; le côté rugueux permet d'accrocher la colle ce qui est un autre avantage. Bien sûr, il est possible de faire une face avant complète voir un coffret, au lieu d'imprimer une étiquette J'ai eu ensuite envie de tester l'acétone smoothing. Surprise : la pièce a rétréci (elle est très fine) : J'ai réimprimé une deuxième plaque : En fait, on se rend compte que l'acétone smoothing a rendu la pièce brillante, mais que la pièce originale mate est mieux L'acétone smoothing a aussi accentué l'aspect translucide : Voilà le résultat : Sur cette deuxième plaque, le noir n'était pas sous-extrudé, mais du coup les lettres ont été écrasées et la police est devenue plus grasse. Comme dit sur ce fil de discussion, il serait possible d'imprimer les lettres à 0,1mm au lieu de 0,2mm Bref, voilà une bonne façon de faire des face avant en couleur A bientôt










 1 point
1 point -
oui je suis meme trop bas a certains endroits mais dès que j'imprime ça monte vraiment plus haut, je dois descendre d'au moins 4*0.025 pour que ce soit bon merci0 points
-
ok et ce n'est pas le métaplat mais méplat ^^0 points