Classement



Contenu populaire
Contenu avec la plus haute réputation dans 10/11/2021 Dans tous les contenus
-
Il me semble que @flodepassn'est pas du genre masculin @divers, je confirme la réplique de @PPAC: c'est pas gentil (j'ai volontairement omis la négation dans mon propos ). L'écrit de @flodepass, même s'il diverge des règles orthographiques et grammaticales, phonétiquement est correct donc compréhensible. Un petit rappel : Un chaton est donc mort
 2 points
2 points -
Pour compléter:2 points
-
En demandant une hauteur de première couche de 0,25 (c'est valable pour n'importe quelle épaisseur de couche) après calibration avec n'importe quelle jauge (feuille de papier ou autre), lorsque la machine fait sa mise à l'origine (home, G28), la buse n'est pas en Z=0 mais en Z=épaisseur de la jauge donc avec une feuille de papier de 80g/m2 d'épaisseur ≃0,1mm la buse est déjà à 0,1mm, l'épaisseur de la première couche sera alors de 0,35mm (si 1ère couche de 0,25).2 points
-
Alors, j'ai créé mon propre logiciel, qui permet, à l'origine, d'usiner une pièce en 2.5D à partir d'une image BMP en couleurs. Ce logiciel a été commencé en 2011, époque où je me suis équipé d'une petite fraiseuse à commande numérique. Le principe est que chaque couleur dans l'image correspond à une hauteur Z. En fait, c'est presque de la lithophanie mais avec un nombre limité de couleurs et une vectorisation. Pour chaque "couche" (niveau de Z) : - 1) une conversion en noir et blanc est faite - 2) les contours sont détectés avec l'algorithme PoTrace, l'image est alors "convertie" en vectoriel, sous forme d'une "forêt de contours" - 3) les contours sont lissés avec des équations de traitement numérique de signal (c'est ma spécialité de fin d'études) adapté en 2D (je n'utilise pas le lissage de PoTrace car il transforme les cercles en "patates", PoTrace est adapté pour de la vectorisation de dessins artistiques au crayon où il faut avoir de beaux angles vifs mais pas pour de l'usinage) - 4) un algorithme de ma conception réalise une "détection de perçage" optionelle ; en gros on identifie les trous ronds (avec une tolérance et un diamètre maxi) pour les réaliser par perçage plutôt que par fraisage - 5) je génère les parcours d'outils de pointage (avant trou avec fraise à graver) puis de perçage - il est important de pointer les trous avant perçage, car sinon, les forêts "ripent" et les trous sont percés avec non seulement une position incorrecte mais en plus de travers - 6) j'utilise la librairie Clipper pour générer des parcours d'outils (offset de polygones) pour l'ébauche, la demi-finition et la finition, en faisant moi-même la correction de rayon d'outil - J'ai prévu un pointage, un perçage et un usinage en "deux étapes de bridages", c'est à dire qu'on fixe la pièce sur la fraiseuse avec un premier jeu de brides, le logiciel va générer un premier lot de fichiers G CODE qui usine toute la pièce sauf les parties recouvertes par les brides, avec une marge de sécurité, puis ensuite on fixe le deuxième jeu de brides, on retire les premières, et le logiciel va générer un deuxième lot de fichiers G CODE pour pointer, percer et usiner les endroits qui étaient recouverts par le premier jeu de brides - Pour les paramètres de coupe, étant donné que je travaille le bois, j'ai prévu une option pour ajuster les vitesses de coupe et d'avance en fonction du sens du fil du bois - 7) j’optimise les parcours d'outils avec un algorithme génétique pour réduire les déplacements - 8 ) enfin, j'écris les G CODE, ils ne comportent que des déplacements linéaires (G0 et G1) sans correction d'outils et sont donc compatible avec toutes les fraiseuses J'ai conçu ma visualization et simulation usinage avec OpenGL Ce que je viens de décrire est la version initiale du logiciel. On peut créer une pièce à partir d'une image, c'est très pratique : - prenez un logo sous forme d'image et vous avez une pièce - dessinez un truc avec Word ou un logiciel de dessin "classique" et vous avez un pièce - prenez une image de circuit imprimé et vous pouvez le graver et le percer à la fraiseuse, même si c'est un très vieux circuit imprimé scanné dans une revue des années 1970 ou 1980 Rapidement, je l'ai amélioré en permettant, en plus de l'usinage d'images, d'ajouter des formes vectorielles directes... ...mais je butte sur la création d'un langage de script permettant de le faire, l'analyse de syntaxe est complexe Lorsque j'ai eu mon imprimante 3D en 2017, j'ai ensuite ajouté "naturellement" une fonction d'exportation au format STL pour pouvoir imprimer mes pièces en 3D en plus de pouvoir les usiner. Les triangles du fichier STL sont créés : - soit directement (pour les "murs" verticaux entre couches) - soit avec deux méthodes de triangularisation de polygône : Poly2Tri qui est optimale mais non robuste (elle peu échouer), et en cas d'échec avec LibTess qui marche à tous les coup mais qui est non optimale Et ensuite, j'ai ajouté des fonctions de création de fichiers STL en 3D "libre", et pas seulement en "2.5D" Mais là aussi, je butte sur la création d'un langage de script permettant de le faire, l'analyse de syntaxe est complexe Le logiciel a été commencé il y a plus de 10 ans maintenant et il n'est toujours pas terminé Il est codé en DOT.NET (interface en VB.NET, algorithmes en VB.ET et en C#), le code a été optimisé pour une occupation RAM réduite et une vitesse d'execution importante. VB.NET n'a plus rien à voir avec VB5 ou VB6, quand on maîtrise ce langage c'est aussi rapide que du C# ou du C++. Les fonctions de visualisation - y compris 2D - utilisent Open GL pour bénéficier de l'accélération matérielle de la carte graphique car les bibliothèques GDI et GDI+ de Windows sont trop lentes pour de la CAO. Voilà ! Si ça t'intéresse, je peux publier des copies d'écran avec un exemple de pièce2 points
-
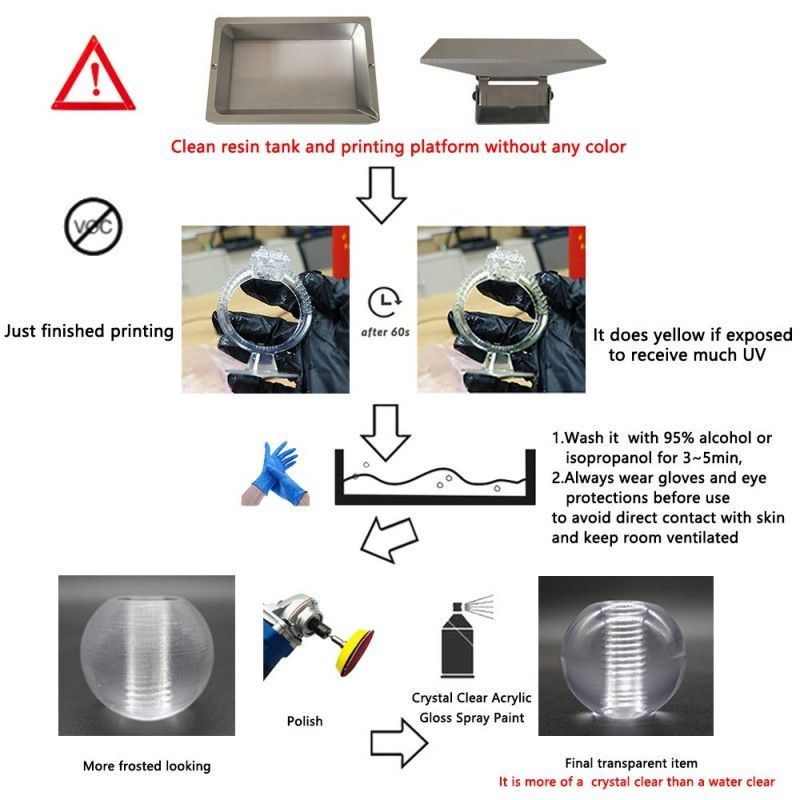
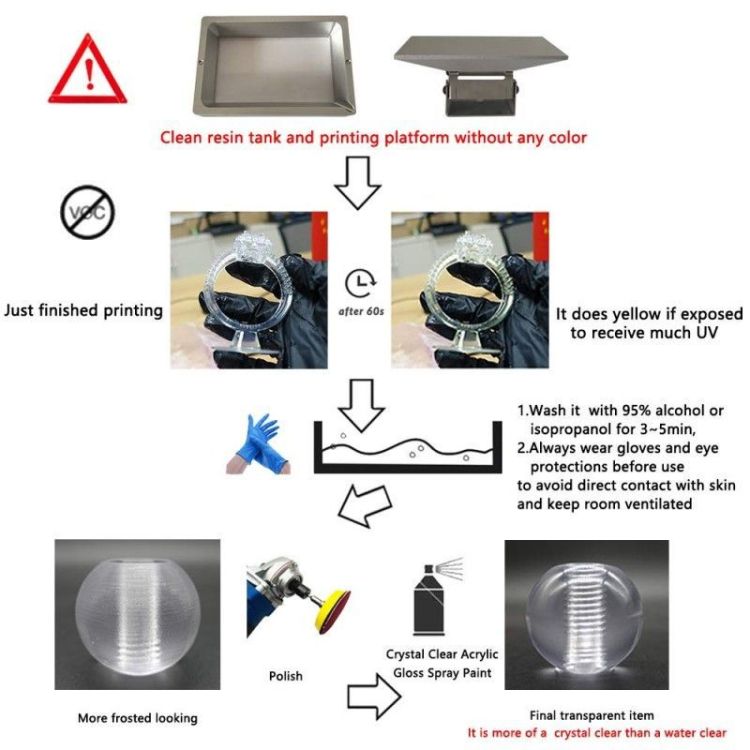
Ma résine transparente verte ou clear (anycubic standard, à l'eau j'ai jamais essayée) est bien brillante et transparente sortie de l'imprimante par contre une fois passée au wash c'est tout mat, quant tout est bien sec et durci, il faut mettre une couche de vernis pour avoir de nouveau un truc brillant et transparent, pour les petites pièces comme les figurines je prends la même résine que je durci avec les uv, ça fait office de vernis.2 points
-
De la Nabila ? à l'eau quoi Désolé je sors -> Sinon il faut demander à @JMR06 ce qu'il a utilisé c'est vrai que la gestion de la transparence est particulièrement belle (bon après un cheval (ou un hippo) bleu et transparent ...)2 points
-
oui, ce n'est que de la plomberie2 points
-
Pas de soucis, tu as raison de commencer et te faire la main sur le PLA et PLA+ c'est très bien et beaucoup plus simple a maitriser. Par contre un conseil si tu compte passer sur du PETG je te recommande vivement de remplacer le HeatBreak de type Bore d'origine par un modèle bi metal de qualité, car a 240°c le PTFE d'origine avec le HeatBreak d'origine (Bore) sont plus que limite en quelques heure d'impression le PTFE va fortement ce dégrader. Alors que pour ma par j'utilise un HeatBreak bi metal TriangleLab et un PTFE Trianglelab basic et j'ai aucun soucis malgré les kilo de PETG que j'ai imprimé. (tu peux regarder mon topic sur les modif de ma Genius en siganture tu y trouvera des choses utiles). Pour ce qui est de la résistance au intempérie oui le PETG tiens mais le meilleur filament pour résistance Froid chaud pluie et UV reste la ASA (le Asa est proche de l'ABS avec toutes les contraintes d'impression de ce dernier, émission de particule fine, très sensible au warping environnement contrôlé nécessaire).2 points
-
oui sans aucun problème (je ne change de filament que quand la bobine est finie ou que j'ai besoin d'une autre couleur)2 points
-
Pas de souci avec ça. Avec tout ça Trickster n'est pas prêt d'avoir un caisson pour son imprimante....2 points
-
un direct drive plutôt ? Tu peux essayer d'imprimer du tpu 95A avec ton bowden, s'il n'est pas trop souple ça peut marcher. Pour la PLA souple, je n'en n'avais jamais entendu parler ... (mais s'il est souple, le même problème qu'avec n'importe quel filament souple se posera ...)2 points
-
@flodepass salut a toi. Comme @methylene67 (ouhaip je devrais peut être contacté Artillery pour leur demander une X1 ou X2 pour mes talent de commercial et SAV sur la Marque mdr ) te l'a dit une idex est le meilleur choix en dual color mais ton budget de 300€ ne colle pas. Je te conseil dans ce cas plus de parti sur un bonne imprimante dans ton budget. Si tu veux mon avis la FLsun SR a beaucoup de potentiel, imprimante Delta rapide et efficace j'en prendrais peut être une courant d'année 2022 a voir, mais il faut savoir que sont bed de est rond de 260mm de diamètre si tu dois print une pièce carré ou rectangulaire tu sera limité a une taille de 180x180mm, ce qui fait plus petit qu'une Ender 3 ou Genius par exemple. Comme cité plus haut les Artillery X1 et X2 sont un choix possible, la X1 a l'avantage d'être trouvable a peine plus chers que la Genius Pro et bien moins chers que la X2, leur qualité de print sont identique, mais elle n'a pas la carte mère 32bits et le 3Dtouch de la X2. Si tu as un budget pas trop élevé la X1 peut être une super choix, et dans ce cas assez facilement évolutive (pour cela regarde dans ma signature ma Review sur la Genius ce sont les même imprimante la X1 est juste plus grande). En surface 300x300 c'est la seule que tu trouvera a moins de 300€ neuve et qui a un bon SAV et belle communauté. Après il y a d'autre possibilité d'occasion par exemple comme les Creality CR10s Pro, CR10 V3, la Sovol SV03, la Anycubic Chiron mais la c'est de l'occasion. Sinon il y a les modèle plus petit comme la Genius Artillery, Gamme Ender 3 V2 et maintenant la S1 qui arrive, chez Sovol la SV01, mais bed de 220x220 sauf la SV01 280x240. Les modèles dual extrudeur non idex comme les Geetech ou la Sovol SV02 je déconseille car au final vue le gaspillage de filament des têtes types cyclope qui oblige a faire une tour de purge qui cout autant en filament que le print lui même la plupart des personnes n'utilise l'option dual color que très très très très rarement.2 points
-
je n'ai pas d'imprimante résine, mais vu le post traitement nécessaire, je pense que le seul caisson utilisable c'est ça :2 points
-
Voilà, après avoir peiné pour m’inscrire avec le mot de passe qui doit être très fort, je suis enfin inscrit ! J'ai une Creality Ender5 sur laquelle je suis en train d'installer une carte 4.2.7 avec un CR Touch. Ha oui, soyez indulgent, j'ai 60ans et je débute dans la 3D ;)1 point
-
A priori le schmilblick C'est arrêté dans les WC Y a plus qu'à tirer1 point
-
Le Z-Offset est la distance entre ton plateau et ta buse, cet élément doit être super bien calibré sinon ton filament adhérera pas si buse trop haut et sur elle est trop basse alors effet de vague pico sur la première couche pied d'éléphant et aussi risque de décollement. L'explication de @fran6p est parfait sur ce point. Donc ici vue que tu semble être novice au vue des questions (et y a rien de mal a cela on débute tous ), j'ai donc une question as tu ajouté dans ton Start Gcode en dessous de la ligne G28 une ligne M420 S1 ? car si tu l'as pas fait ton MBL sert a rien car tu active pas les réglages au lancement de ton impression. Si tu as bien fait l'ajout alors dans cas tu ne peux joué qu'avec le baby stepping lors d'un print pour ajuster la hauteur de ta buse pour la première couche. Ce qui peux être fait pour éviter de rayer le plateau est de monter un peu le baby stepping du Z et de regarder le cordon de PLA qui doit être déposer doit pas avoir une forme ronde mais être un peu écraser, exemple : Trop haut sa accroche pas, parfait c'est un peu écraser, trop bas c'est trop écraser et créer des irrégularités voir empêche le PLA de sortir. Voici le Résultat en images : N.B : A noté une dernière chose si l'on utilise un plateau magnétique texturé comme les Biqu SSS ou un PEI texturé (Poudre de PEI projeté comme ceux de énergétique) il faut rapproche un peu plus la buse du plateau car dans ce cas il faut amener la matière a remplir les texture du bed
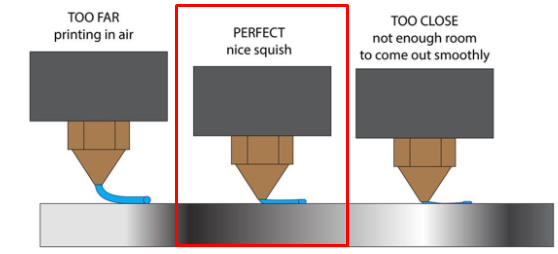
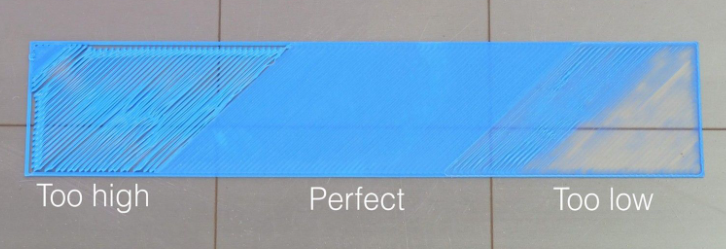
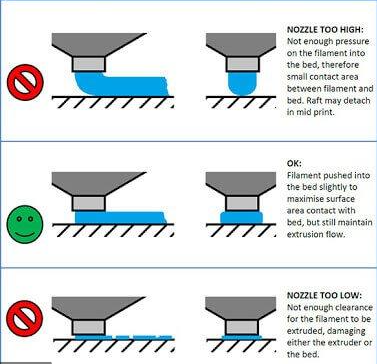 1 point
1 point -
Pas question, il parait que la mère Noël trompe le père Noël avec le père Fouettard, ah la salope.1 point
-
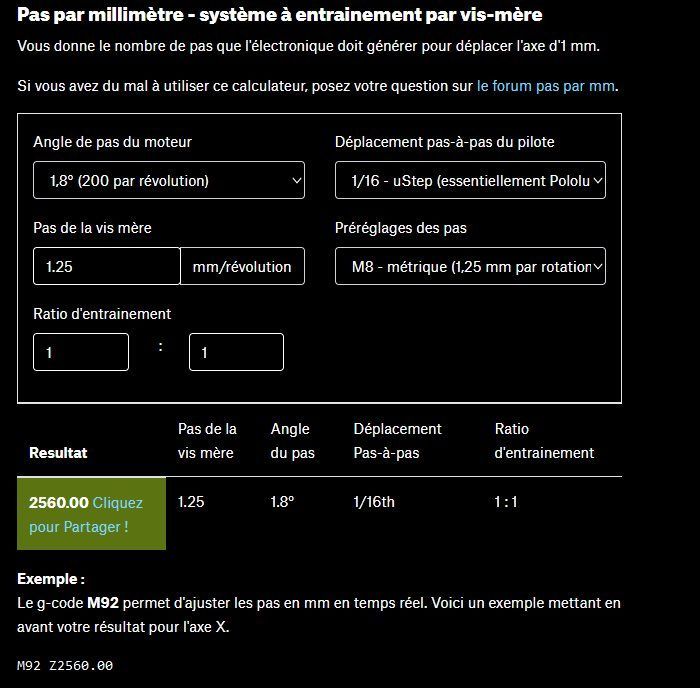
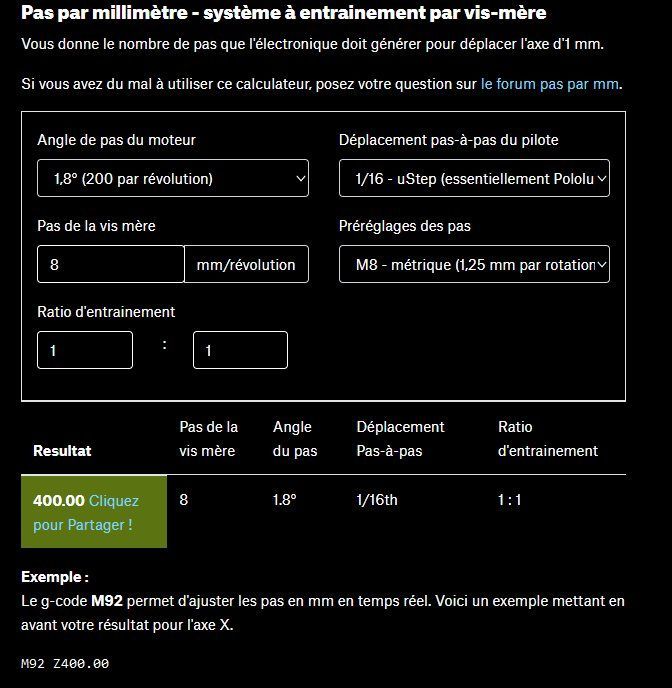
Le pas de l'axe Z dépend de la vis utilisée. Avec les vis «classique» M8, un tour de vis complet fait monter / descendre l'axe Z de 1,25mm, le pas peut être calculé manuellement via une formule ou plus simplement en utilisant ce calculateur. Exemple pour ton ancienne vis M8 : Pour une vis trapézoïdale T8 d'avance de 8mm par tour : Les vis trapézoïdales ont toutes un pas (pitch) de 2mm mais l'avance (lead souvent mal traduit en «plomb») dépend du nombre de filets de celle-ci (1 / 2 / 4 /…) : Un moyen simple, sans recompiler le firmware, de modifier le pas d'un axe est d'utiliser le Gcode M92 (ce que dit de faire le support Geeetech ).
.png.07dca88dd3214b17df3aff7f005e208c.png) 1 point
1 point -
Je suis déçu, tout le monde devrait connaître Lex et Yacc (ça me rappelle ma jeunesse) Si tu lui demande ça, tu va finir bloqué dans une photo toi1 point
-
Merci pour le retour, Effectivement le code DIEGO30USD fonctionne encore ce qui fait la FLSUN SR à 419$ (avec livraison depuis entrepot européen incluse) ... soit un peu moins de 365€ fdp in, et donc a priori un rapport qualité/prix parmi les meilleurs du marché actuel. je vais vite me laisser tenter1 point
-
Avec l'électronique et le bricolage, la programmation c'est une de mes passions depuis que j'ai eu un Amiga 1200 quand j'avais 13 ans Plus tard j'ai eu la chance de pouvoir étudier ça sérieusement en école d'ingé... donc je n'ai pas de talent particulier Alors... je ne sais pas du tout ce que c'est Le développement informatique est très vaste, même en y étant très investit on ne connait qu'un nombre limité d'outils et de technologies Quand on a de bonnes bases (maths, physique, grands principes de conception d'un logiciel) on peut en apprendre autant qu'on veut... le seul problème c'est le temps disponible ainsi que la durée assez courte d'une vie humaine. Quand on voit la somme de connaissances, de techniques, de livres, de films, de musiques qui ont été créés, nous sommes tous condamnés à finir notre vie ignorants Rien que chez moi, en voyant le nombre de projets "à faire" ou "à finir" qui traînent un peu partout sur les étagères maudites de la procrastination, je me dis que je risque de mourir en laissant un certain nombre d'oeuvres inachevées - et que vu la tronche de certains trucs, que si des archéologues tombent dessus dans 500 ans ça va leur faire un sacré schmilblick Le drame c'est quand un truc devient obsolète avant d'être terminé. Le jour où je trouve un génie dans une lampe je lui demande direct la possibilité d'avoir un temps infini1 point
-
Demande plutôt à la mère Noël, si tu est bien gentil avec elle, tu aura se que tu veux...1 point
-
Ironblue a répondu (et elle, elle parle pas sans savoir comme moi ) Quand j'ai cherché les resine UV high clear : https://lesresines3d.fr/fr/resines-/43-66-resine-ifun-laser-sla-500-grs.html#/5-poids-500_grs/13-couleur-clair ->
 1 point
1 point -
Bien joué . Par contre le prix des condensateurs ça pique chez eux ^^ En moins couteux mais qui fonctionne très bien en bronze: https://www.amazon.fr/gp/product/B07FM2MMYV/ref=ppx_yo_dt_b_search_asin_title?ie=UTF8&psc=1#customerReviews1 point
-
Merci beaucoup pour ces liens, ces outils prêts à l'emploi sont très intéressants, à la fois complets et faciles à utiliser, ça rend le procédé accessible à tous Je créé mes STL avec un outil "maison" ; je m'étais programmé un petit logiciel pour de l'usinage, que j'ai adapté pour générer des STL ; au fur et à mesure je complète et j'ajoute des fonctions. Le logiciel n'est pas terminé, car il est difficile de créer une interface qui ne soit pas une usine à gaz ; ce qui pose le plus de difficulté est la mise au point du langage de script... du coup en attendant de finaliser le logiciel, je créé mes STL en tapant du code dans un module ; c'est amusant et cela offre le maximum de souplesse, mais le logiciel dans cet état "provisoire" n'est pas diffusable1 point
-
Ah non pas cela, j'ai demandé de gros cadeaux au père Noël.1 point
-
J'ai aussi changé un 2200uF 10V +105°C bombé, qui sur circuit était non mesurable et une fois dé soudé là encore non mesurable donc il devait vraisemblablement être la vrai raison du problème. en plus des deux 470uF 200V +85°C (pour un total de 17€60 a mon magasin local de radio / électronique https://radioson.com/ ) Après quelque coups de fer a souder, mon PC de secoure semble fonctionner avec ce bloc d'alimentation réparé ... Mais comme conseillé je ne vais pas continuer de l'utiliser pour un PC. Il me semble plus raisonnable d'en acheter une nouvelle pour le PC (pour éviter de le griller mais je ne pense pas passer a du Gold ou Platinum en rendement ... trop cher pour ce vieux PC de secoure ... ) et d'utiliser ce bloc d'alimentation "réparé" pour autre chose qu'un PC. Merci a tout les participants pour toutes ces informations !
 1 point
1 point -
Par rapport au question répondue par @Yo' et lié a mon expérience sur les Artillery . - Oui entre les premiers modèles et les séries suivantes, le support de bobine a évolution vue que beaucoup ce sont plein du système avec les rouleaux métallique dont les bobine ce déroulais pas toujours bien, ils sont revenue a un système avec roulement et rouleau en plastique sauf que c'est dernier flotte un peu je te recommande d'en imprimer des nouveau pour modèle X1 ou Genius qui sont compatible normalement. - Pour le refroidissement du filament dans la tête, il faut prend en compte que le température dois arriver sous les 50°c pour la buse avant d'éteindre l'imprimante, d'ailleurs c'est simple le ventilateur de gauche celui du Heatsink s'enclenche au dessus de 50°c et s'arrête en dessous de 50°c. Pas besoin de retirer le filament après chaque usage, mais plus un filament est a l'air libre plus il ce gorgera d'humidité et deviendra cassant et créera est irrégularité, bulles, sous extrusion etc, je te déconseille de laisser plusieurs semaines ton filament a l'air, achète des sac plastic sous vide avec pompe manuel pour les stocker, et pourquoi pas investir dans un Déshydrateur de filament (moi j'ai prix un modèle alimentaire a Electro Depot avec un rehausseur imprimer et c'est top). - Pour ce qui est du levier d'extrudeur garde le, car oui en effet dans prêt de 70% des machine cette pièce casse après quelques mois d'utilisation.1 point
-
Non en fait si tu indique 0.25mm de hauteur de première couche il va ce placer a ce qu'il lui semble bien en hauteur, mais si ton Z offset est trop bas dans ce cas ta couche a pas assez de place pour la matière déposer par ta première couche au final cela te formera des pied d'éléphant. Dans les Slicer tu peux ajuster le flow/débit pour tes couches et aussi la première couche, le débit doit être calibre cela est important comme les step/mm pour avoir des dimensions de parois respecté, si il te faut normalement 96% de débit et que tu a un débit de première couche a 105% tu a de très grand risque d'avoir un excédant de matière et l'un des effet peu aussi être les pied d'éléphant. Mon premier conseil il est pas toujours évident avec une feuille A4 de régler correctement le Z offset (car suivant le grammage l'épaisseur varie), si tu as le MBL du doit pouvoir ajuster les baby stepping en cour d'impression (ce qui te permet d'ajuster le Z offset en cours de print), remonter ta buse quelques peu je pense que ton Zoffset est trop bas.1 point
-
Je sais que le projet de fabriquer du filament existe dans un FABLAB je vais me renseigner sur le sujet. pour t'aider voici un lien des différents FABLAB Fablab, makerspace : annuaire des lieux en France – Le Ruban (makingsociety.fr) Le principe du FABLAB Vous avez entendu parler des fablabs et vous désirez connaître leurs principes. Comme les hackerspace et les makerspace, le principe des fablabs, c’est le partage libre d’espace, de machines, de connaissances et de compétences. Ainsi, les fablabs ont formé un réseau qui a permis de mettre sur pied d’importants patrimoines informationnels communs. Ces patrimoines sont comme des sites internet sur lesquels passent les biens communs, les éventuelles informations à faire connaître à tous. Leur principe fondamental étant de répondre aux besoins d’une communauté, il revient donc à cette dernière et surtout à ses fondateurs de définir la direction que prendra le fablab. Fabriquer du filament avec une extrudeuse1 point
-
@Patrick76 merci mais ca m'aide pas beaucoup. Je voudrai imprimer souple sans devoir installer une tête bowden. D'où ma question... @divers merci pour ta participation1 point
-
@bp006 j'espère que ces informations te seront d'une grande utilité. Si tu n'as besoin de rien d'autre n'hésites pas à le demander.1 point
-
Le souci d'une petite IDEX est que tu perds une partie de ses avantages : les modes copie et miroir. Concernant les autres, comme l'Artist-D, malheureusement elle sera hors budget. Mais commencer par une classique est une bonne chose pour se faire la main. Et sauf besoin particulier, l'IDEX n'est pas systématiquement nécessaire, on fait déjà beaucoup avec une simple tête.1 point
-
Elle a deux avantages, on peut aussi s'en servir pour aller faire les courses, aller restau, au ciné, ... en toute tranquillité1 point
-
Sans oublier en plus, une combinaison préventive minimale :
 1 point
1 point -
rarement le cas cela est plus lié a une largeur de ligne ou un flow de première couche, ou encore a une buse trop proche qui écrase donc trop la première couche.1 point
-
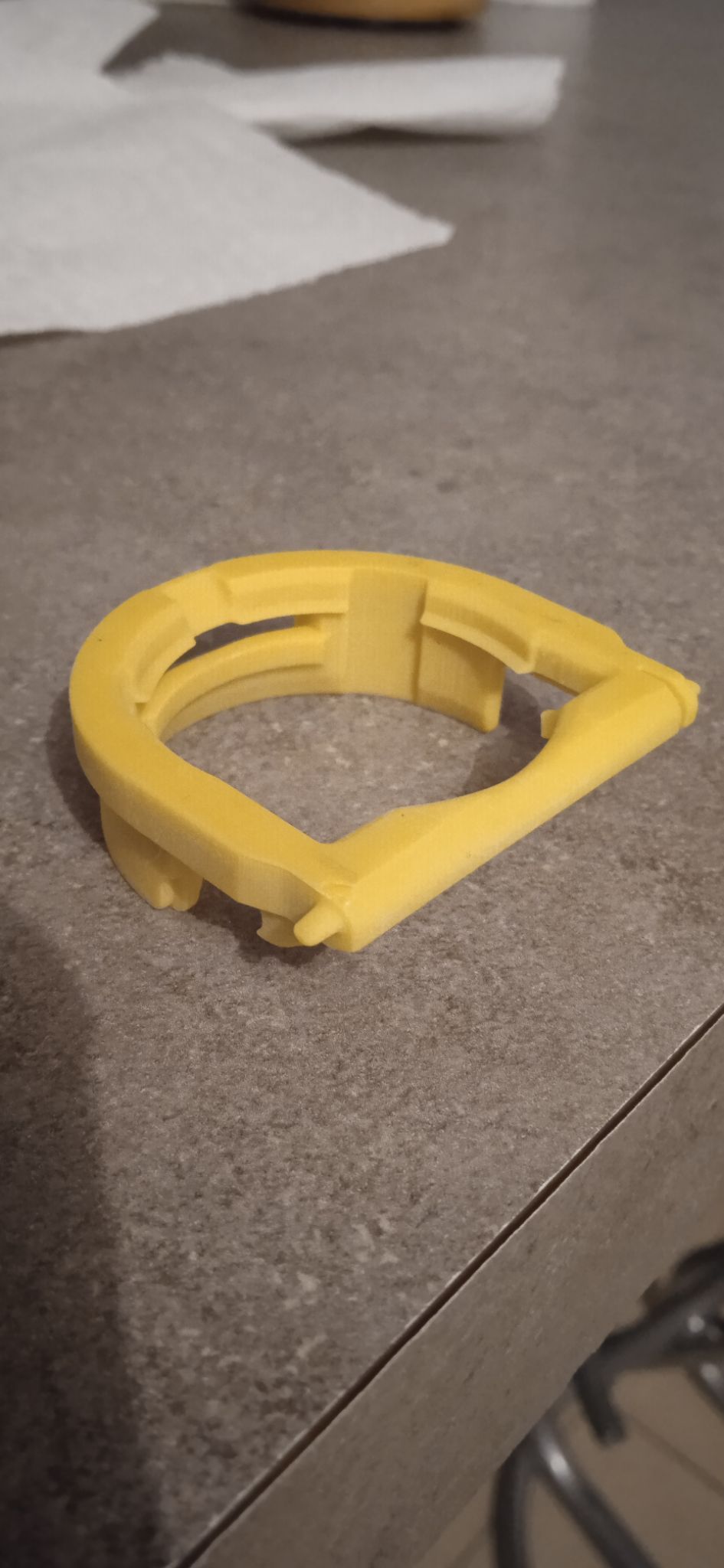
La mise au point continue, pour pallier aux défaillances de la pièce, une nouvelle version renforcée vient de sortir , merci à toutes les personnes qui m'accompagnent et m'aident dans le développement de cette pièce. - Suppression des dents - Optimisation du ressort - Suppression des zones de fragilités - Augmentation de la largeur du crochet Plusieurs exemplaires en essai, A suivre


 1 point
1 point -
houai l'age compte pas et pui je vien d'arriver est tout le monde est gentille est puis moi je suis assé jeune1 point
-
Bonjour, J'ai achetée la mienne sur le site de FLSUN : https://flsun3d.com/ Un code de réduction de 30$ : DIEGO30USD (apriori toujours actif) ramène le prix à 419$ soit un peu plus de 360€. J'ai commandée le mercredi 27/10 et je l'ai reçu le samedi 30/10 soit 3 jours de délais. Livraison gratuite, pas de surprise.1 point
-
Et pense que ton plateau n'est pas un hérisson, il n'aime pas le côté vert....1 point
-
Et si les deux premières n'ont pas marché, tu peux aussi essayer le nettoyage du plateau à l'alcool isopropylique à 99,9% (ou à l'eau et au liquide vaisselle + bon rinçage)1 point
-
Si j'ai bien compris la description, ta pièce s'est décollée du plateau et le filament a continué à être extrudé formant le célèbre «plat de spaghetti». Deux solutions: revoir la distance buse / plateau afin que la première couche permette au reste de l'impression de se terminer ou invoquer le «monstre en spaghetti volant» cher aux pastafariens en espérant que dans son immense bonté et mansuétude il interviendra afin de faire cesser ce dysfonctionnement1 point
-
Bienvenue à toi. peu importe l'age1 point
-
Ce n'est pas tes fautes d'orthographes qui vont te valoir un bannissement. C'est ton comportement et ton absence d’effort pour t’intégrer au forum. Tu dis qu'à ton age, on ne peut plus évoluer ? J'ai quasiment le même age que toi et je viens d'obtenir un diplôme de niveau bac+2 et je me dirige vers des études supérieures. Ne t'en prends qu'à toi pour ton comportement et ton potentiel futur bannissement.1 point
-
Le pied d'éléphant peut être du à un problème de tassement du coupleur. C'est pour cela que je fais en sorte que la vis du Z soit en appui sur l'axe moteur dans le coupleur1 point
-
J'ai déjà utilisé une technique encore différente, et cerise sur le gateau, en couleurs. J'ai une imprimante laser (enfin led) couleur et le toner n'est ni plus ni moins que de la poussière de plastique très fine. Je connaissais la méthode du transfert de toner pour la création des PCB maison sans insoleuse, technique qui fonctionne très très bien. Donc il s'agit ici d'avoir une surface plane, et d'imprimer en 2D sur papier le motif que l'on souhaite (en miroir !), et ensuite de l'appliquer avec un fer à repasser, comme pour un flocage. Le toner va fusionner avec la pièce. Ensuite on laisse tremper le tout dans de l'eau pour que le papier se désagrège, j'utilise une brosse à dent pour retirer les fibres de papier collées dans le plastique. En général je fini avec une couche de vernis pour rendre les couleurs vives. Sinon on peut utiliser du papier spécial flocage, mais c'est plus cher. J'avais utilisé cette technique pour faire des médaillons avec des personnages Disney en couleurs, mais malheureusement ou bêtement je n'ai pas pris de photos... Je n'ai testé qu'avec de l'ABS, ça pourrait peut-être marcher avec d'autres matières, mais gaffe à la température du fer à repasser.1 point