Classement



Contenu populaire
Contenu avec la plus haute réputation dans 23/12/2021 Dans tous les contenus
-
Je vous souhaite à tous de très bonnes fêtes de fin d'années, profitez bien de votre famille malgré les restrictions, passer un bon repas festif, et attention à l'estomac Joyeux Noël à tous et toutes, et bonnes fêtes de fin d'années. j'espère que vous serez gâté comme il se doit, le principal, c'est d'être en famille avant tout, et de s'amusé, alors, sortez vos plus grands sourires, et amusez vous. Je réactualiserais ce post pour vous souhaitez la bonne Année, je ne le fais pas encore, je suis superstitieuse, et j'aime pas le faire avant. Amicalement, Morganne.
 6 points
6 points -
Merci ! A toi aussi, et a touts les utilisateurs du forum : "Bonnes fêtes"5 points
-
C'est Génial, les règles de prudence ont changées, d'une certaine façon c'est une bonne nouvelle. Au paravent la prudence était de ne pas trop picoler afin de pouvoir rentrer chez soi. Tout cela a été balayé avec le Covid, maintenant la prudence réside dans la distanciation et le port du masque. Donc pour les fêtes, vous pourrez picoler autant que vous en aurez envie, vous pourrez rouler parterre, ne plus reconnaitre vos amis, ne plus réussir à finir une phrase compréhensible, rater la lunette des WC lorsque vous éliminerez le surplus d'alcool, enfin que des trucs qui ne vous étaient pas arrivés depuis des années. Allez bonnes fêtes masquées. PS: Petit dicton de mon village Picard : "Dormez bien, dormez plein."4 points
-
Merci, bonnes fêtes à tous également, profitez bien mais restez prudents3 points
-
Mince, je m'suis gourré de site, c'est un site de rencontres !!!3 points
-
Bah oui mais ce fil c'est devenu "adopte un indrien", pas "adopte une grosse delta" !!!2 points
-
Bonjour, je suis totalement "noob" en impression 3D je me lance donc avec une sidewinder X2 et franchement je la trouve bien ! Pour avoir vécu les débuts d'amis avec leurs imprimantes je trouve vraiment que cette machine est simple à prendre en main ( encore plus si tu à déjà une X1). Après... quitte à passer pour un bleu... je me pose la question suivante: Si tu as déjà une X1 fonctionnelle ne serait-ce pas plus économique pour toi de la "upgrade" avec les pièces détachées de la X2? Sinon pour revenir au sujet principal, je n'ai eu aucun soucis de bl touch ou de bras d'extrudeur . Si tu as peur pour le pin, tu peux vérifier le serrage avant la mise en service et vérifier le niveau BLt/buse (car grâce au forum tu as déjà identifié ces deux possibilités ) . Moi j'ai eu un souci avec le capteur de fin de bobine mais rien de grave. Voila, retour de "noob" mais bon, retour quand même .2 points
-

From the album: Tenlog
1 point -
Merci @Morganne46pour ton message Passez tous de bonnes fêtes et profitez bien @+ JC1 point
-
Dernière vidéo de la série sur la construction de la Voron 2.4 ! A la demande générale, il y aura une vidéo bonus pour revenir sur le coût total, les difficultés, les avantages et inconvénients du kit, les derniers petits brols à terminer et un aperçu de la bête en action !1 point
-
Bonne fête de fin d'année a tous et a toutes1 point
-
Mer.. alors... En même temps, je n'y croyais pas trop. J'ai des machines au boulot avec des capteurs optiques qui sont exposé à la lumière du jour et je n'ai aucun problèmes. Du coup, je pencherai plus pour un faux contact (soudure, connexion ou câble) pense à vérifier le câble jusqu'au coté imprimante. Sinon ça pourrait aussi être le capteur optique qui est défectueux...1 point
-
bonjour, personnellement je débute sur l'impression 3D et j'ai donc une x2 depuis 3 semaines. démarrage un peu compliqué car j'y connait rien mais aucun soucis aucune panne tout fonctionne très bien et j'en suis pleinement satisfait. et coup j'ai toujours envie d'imprimer un truc1 point
-
Oui, mais bon pour le moment il n'y a qu'un Grosse Delta qui se vend au plus offrant mais dont personne ne veut Ok je disparaît ->1 point
-
ce matin après une connexion, j'ai recu ça par mail Pas terrible la précision étant donné que je suis dans la région bordelaise
 1 point
1 point -
yep mais au moins si tu t'es pas connecté à ce moment tu peux t'inquiéter1 point
-
@Savatethx j'ai reussi à build mon 1er firmware Je vais voir pour commander un autre capteur à induction plus adapter pour l'imprimante maintenant1 point
-
Tu à regardé ici :1 point
-
Marrante comme approche, superficielle mais marrante1 point
-
C'était de l'humour Why not bien que je me demande où je pourrais la mettre1 point
-
Si je peux me permettre, avec la CR6-SE il faut bien vérifié que toutes les vis du plateau soient bien serrer, la mienne est arrivé avec pas mal de vis desserrer, c'est pour ne pas abimé le plateau pendant le transport. Bien vérifié le serrage du plateau pour commencé, j'avais aussi des valeurs comme lui au début, plateau bien serrer ma plus grosse valeur est à -0.052 Pour évité ce phénomène, sur toutes mes imprimantes, quand j'ai terminé d'imprimé, je retire un peux le filament vers l'arrière de l'extrudeur, de cette façon au prochain print, le filament ne se trouve pas dans la buse, et, par conséquent, il ne peux plus arrivé ce genre de soucis, c'est une habitude que j'ai prise, je tire juste de 3 cm mon filament.1 point
-
De mon côté, m'en fiche et bon débarras. Je m'en servais pas mal au début, quand j'étais plus actif sur le forum, mais avec le temps j'ai l'impression de tourner en rond. Donc maintenant je ne consulte plus que depuis un PC. Une bonne raison pour désinstaller l'appli de mon téléphone, puisqu'elle ne me servait plus que pour ici.1 point
-
Bon, pas sur d'avoir tout compris dans ta réponse... Pour venir au secours du soldat "ressort d'origine", les critiques dont il fait l'objet ne sont pas complètement de sa faute...c'est plus parce que nos fabricants d'imprimantes ne vont pas jusqu'au bout du système...il manque 2 pièces pour que ça fonctionne bien et 2 pièces x 4 ou 6, c'est du pognon !: en premier, un écrou M4 sous le plateau pour rendre la vis solidaire de ce dernier et bien perpendiculaire grâce à sa tête fraisée. L'écrou M4 sert aussi de centreur au ressort en partie haute. En deuxième, une rondelle plastique avec lamage (imprimée) pour centrer le bas du ressort par rapport au trou du support de plateau. Avec ces 2 éléments, les ressorts de série sont guidés et le plateau ne se vautre plus à la moindre sollicitation latérale...et donc le réglage tient parfaitement sans avoir à tout régler à chaque impression. Utilisé avec succès sur mes deux imprimantes
 1 point
1 point -
Systématiquement est un brin exagéré Mes deux X1 (qui ont les mêmes extrudeurs que la X2) on leurs leviers d'origine et elles on mangé quelques dizaines de kilo de filament chacune sans donner l'obre d'un signe de faiblesse. Après la différence entre une X1 et une X2 est vraiment light * Le câble du plateau est sympa sur la X2 (c'est son seul vrai plus par rapport à la X2) * La carte 32 bits ne sert pas à grand chose (l'ancienne 8 bits marche très bien et ils n'ont pas changé e plus important : les drivers) * Le bltouch peut être ajouté très facilement sur la X1 (et il est réglable en hauteur, lui)1 point
-
Ca ressemble à un capteur avec faisceau optique que la bille vient couper... C'est plutôt fiable se genre de capteur.. tu peux aussi vérifier les soudures!1 point
-
Ben voila, avant c'était Tapatalk maintenant c'est taputalk...1 point
-
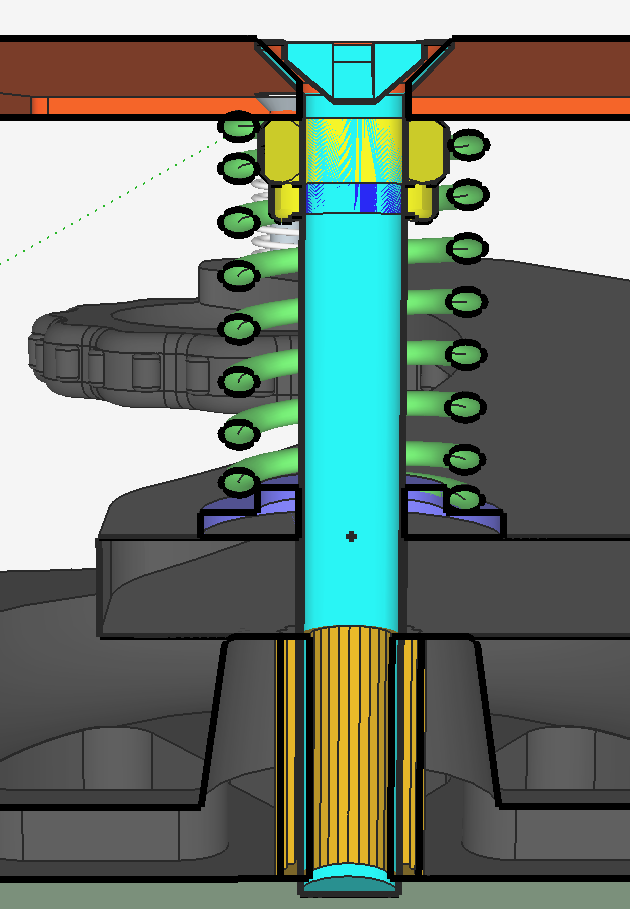
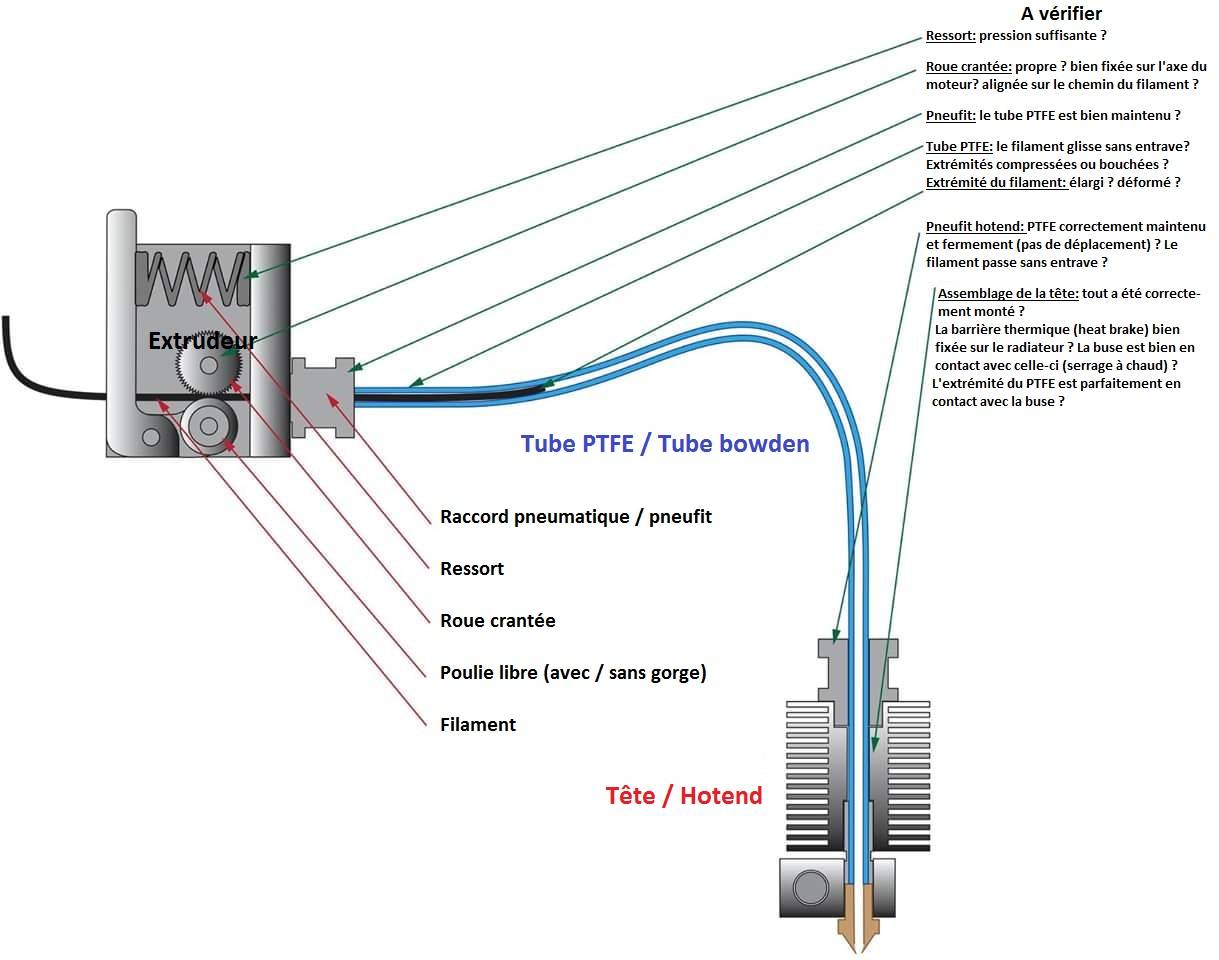
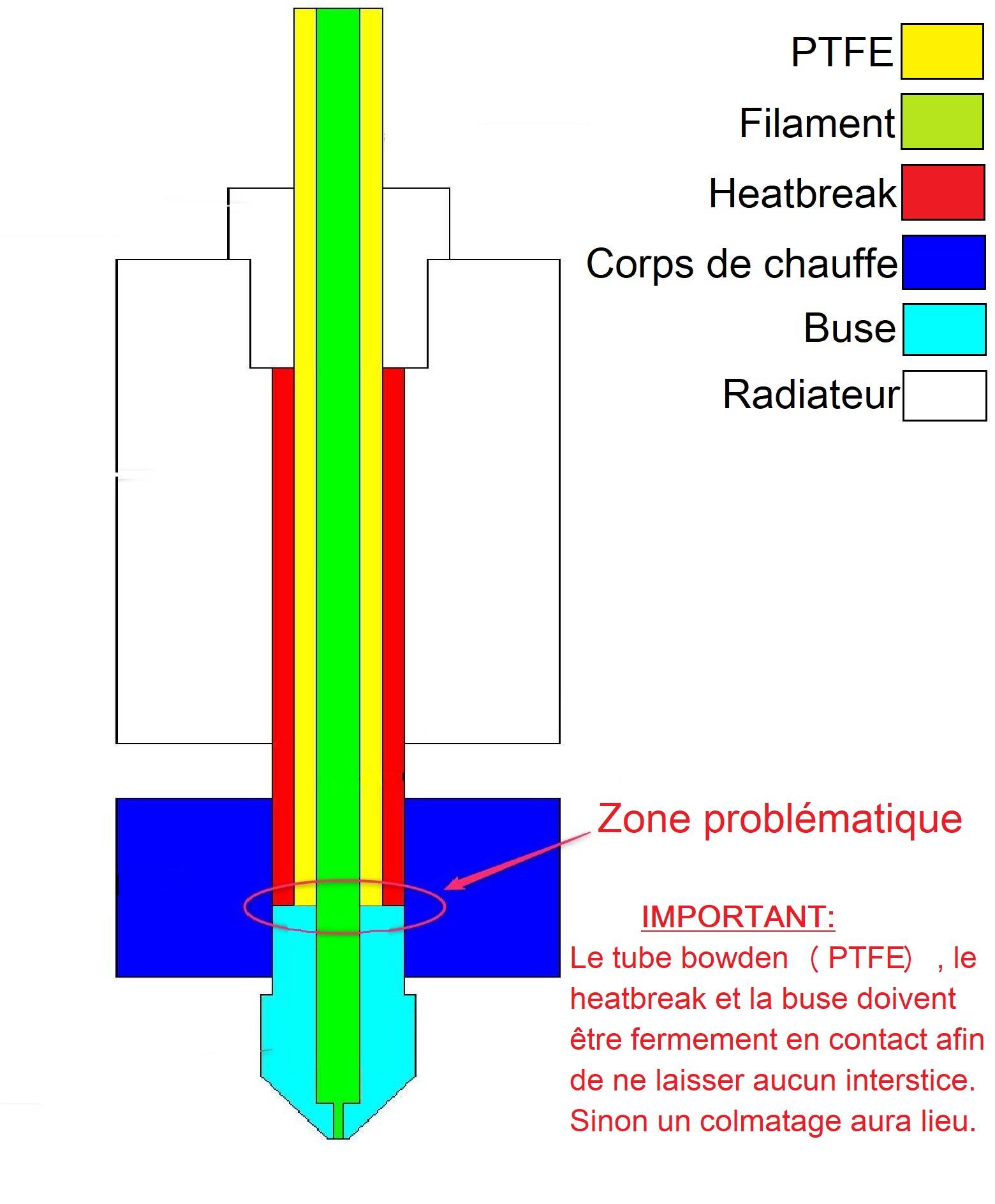
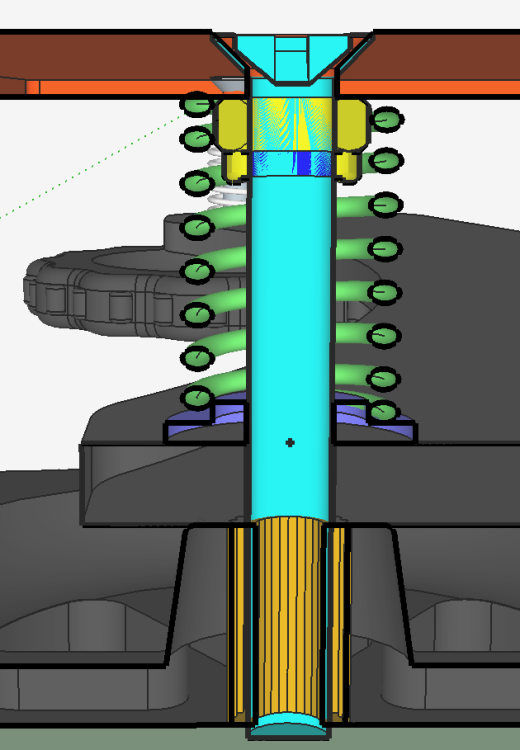
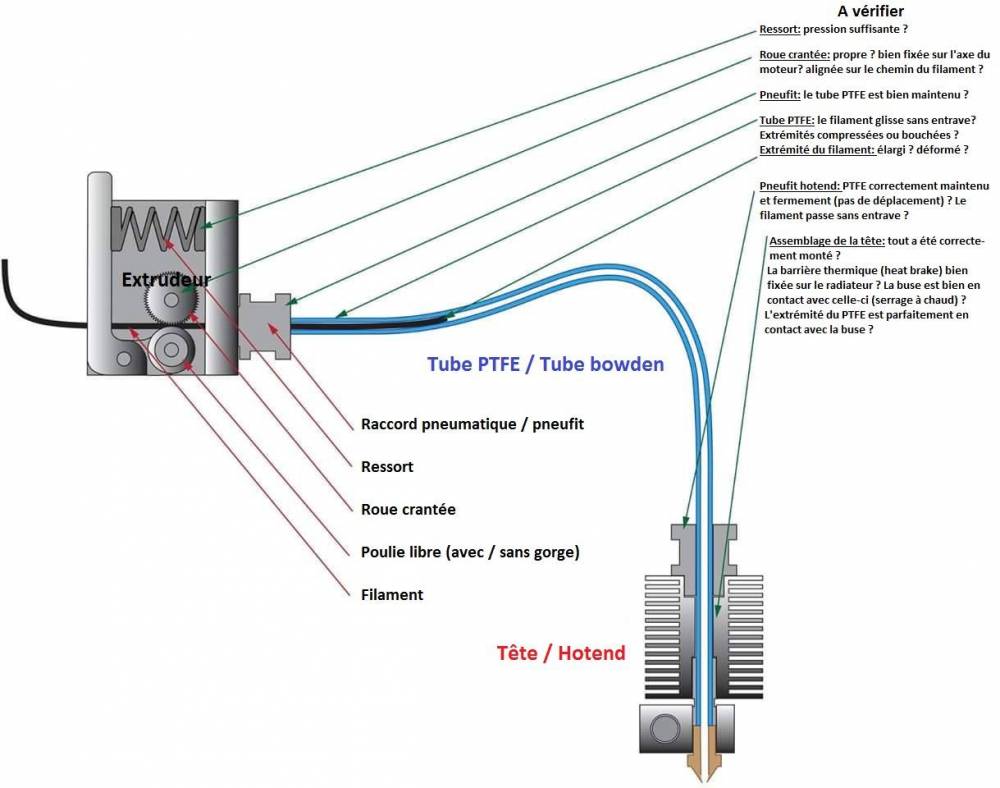
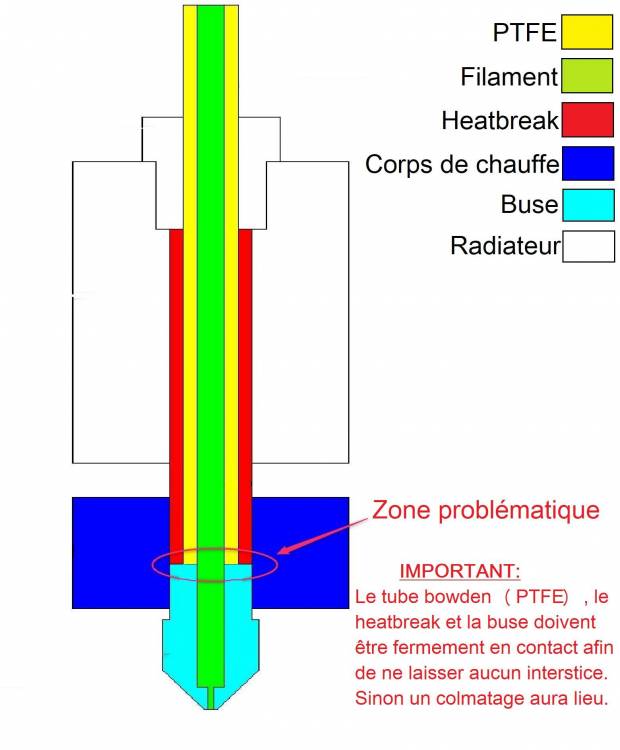
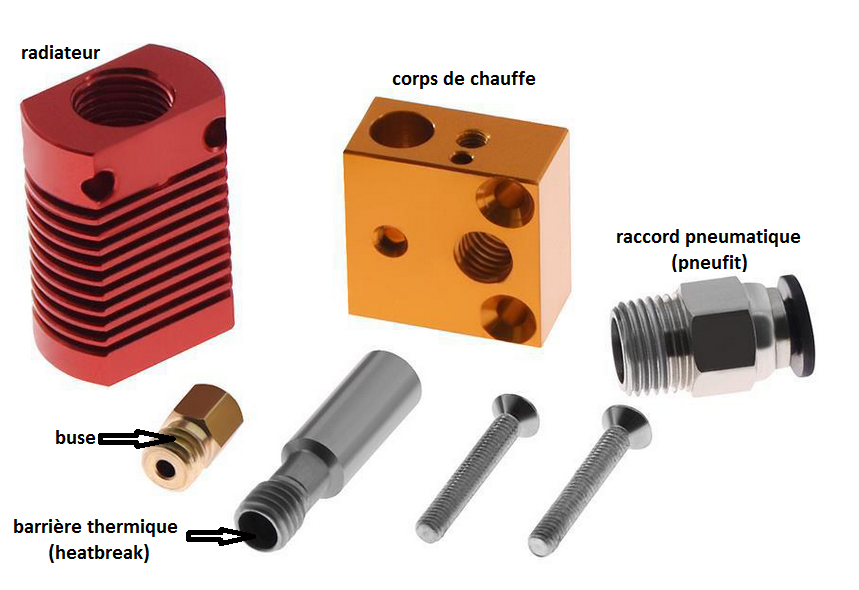
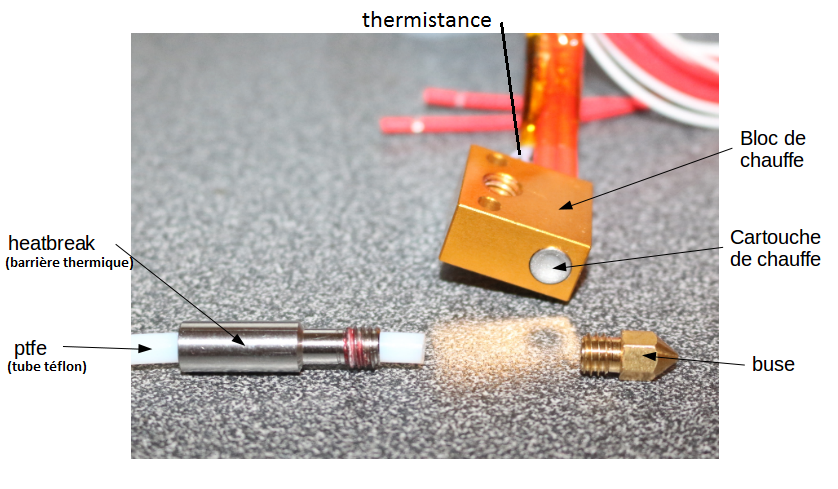
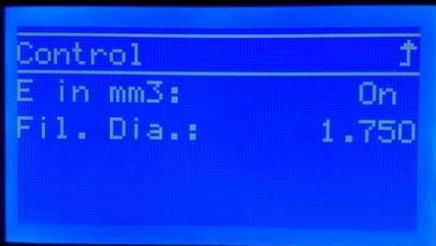
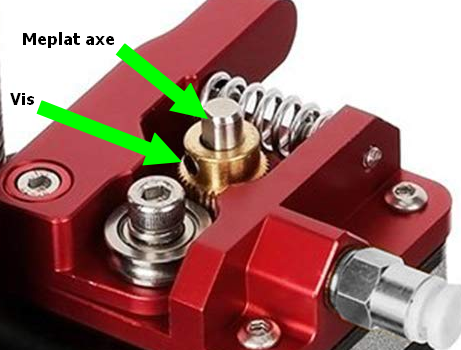
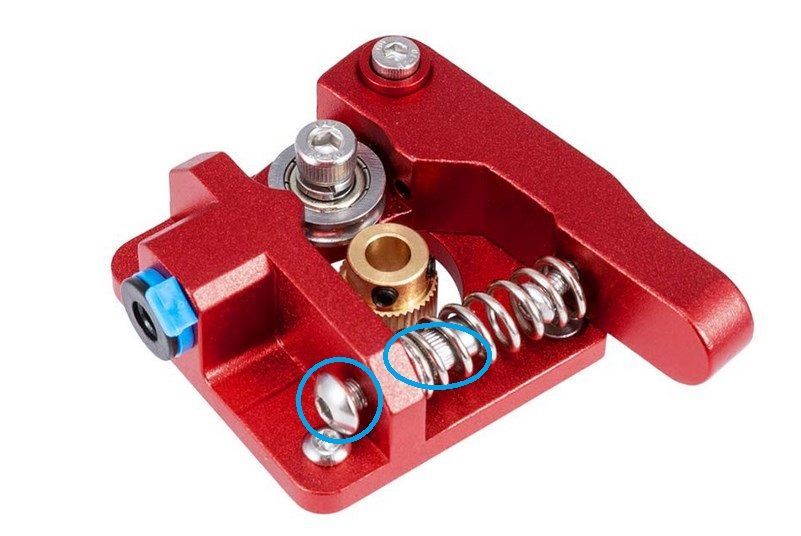
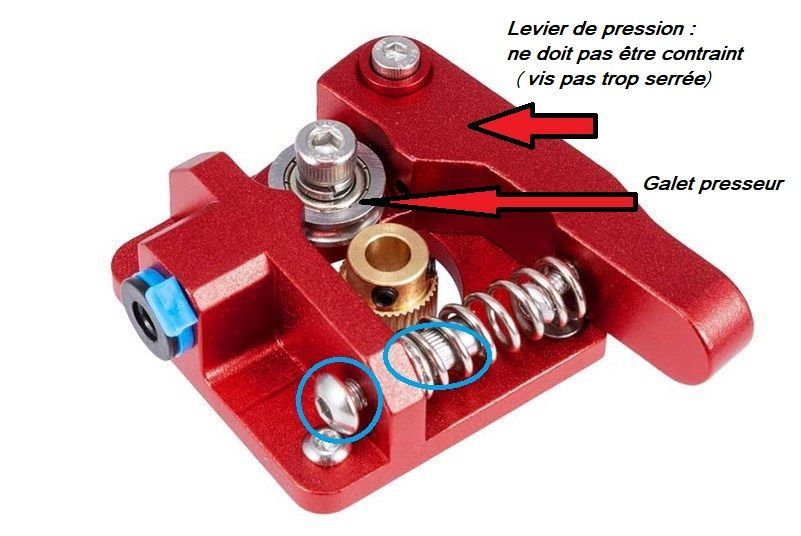
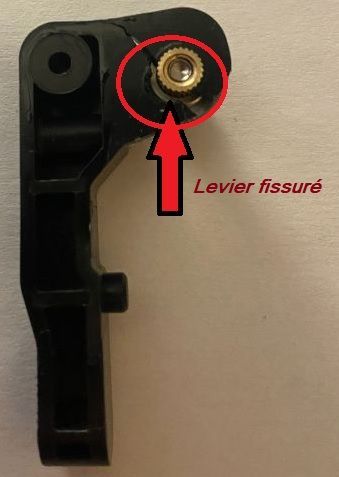
«En cas d’éponge, à la sous-extrusion il faut que tu songes» @volavoile Afin de remédier aux problèmes d'extrusion que tout imprimeur rencontrera tout ou tard, il est utile de comprendre le fonctionnement de l'ensemble des éléments que constitue un «extrudeur». Pour se mettre en jambe, un dessin valant mieux qu’un long discours, voici le parcours du filament de la bobine jusqu’à la buse : le filament entre d’un côté de l’extrudeur (en anglais : feeder), il est poussé vers la sortie en étant pris en sandwich d’une part par une roue dentée (qui mord dans celui-ci) fixée sur l’axe du moteur E(xtrudeur) et d’autre part par une poulie libre (ou une autre roue dentée, cela dépend du modèle d’extrudeur). Le flanc de cette poulie presse sur le filament. Celle-ci est montée sur un levier équipé d’un ressort de rappel pour assurer une pression correcte, à la sortie de l’extrudeur, le filament glisse dans un tube en PTFE (téflon) plus ou moins long qui va jusqu’au contact de la buse (très important) : c’est ce qu’on appelle un système «bowden» (il existe un autre système d’extrudeur appelé «direct-drive» dont je ne parlerai pas ici). Normalement, durant son parcours jusqu’à la buse, le filament reste solide et son diamètre ne devrait pas varier (1.75mm). Comme on le voit sur le dessin ci-dessus, plusieurs éléments peuvent contribuer à une fourniture incorrecte de filament. A) La partie entraînement du filament : le moteur, la roue dentée / crantée, le levier de rappel (ressort, galet / roue crantée). B) La partie guidage du filament : pneufit en sortie de l’extrudeur, tube PTFE pneufit de la tête C) La partie tête : zone froide (radiateur, partie haute du «heatbreak» (barrière thermique / coupe chaleur), PTFE, ventilateur de refroidissement), zone de transition, espace du heatbreak entre le radiateur et le corps de chauffe à l’air libre (PTFE), zone de chauffe (corps de chauffe, buse, bas du heatbreak, PTFE, thermistance, cartouche de chauffe). Vérifications à effectuer : A) le moteur (connexions, couple, Vréf) la roue d’entraînement correctement fixée sur l’axe du moteur (deux vis, une obligatoirement sur le méplat de l’axe), ni trop usée ni avec des dents pleines de filament le levier en lui même (celui en plastique a tendance à se fendre et en plus dessous où on ne le voit pas) le galet presseur (en bon état : tourne librement (roulement à billes non grippé), vis de maintien ) le ressort de rappel B) le tube PTFE qui n’est pas toujours de bonne qualité : le téflon ça glisse, le plastique moins. les raccords pneumatiques (pneufits) sont parfois de piètre qualité, leur rôle est de maintenir le PTFE en place via de petites dents qui mordent dedans. C) C’est la partie qui très souvent conduit aux problèmes d’extrusion. Elle est constituée de trois zones : une froide (radiateur, ventilateur), une intermédiaire, une chaude. En zone froide, le filament doit être solide. Le ventilateur doit être efficace (rarement compatible avec le silence) et assurer son rôle (fonctionne en permanence ou mise en marche au delà de 50°C). En zone intermédiaire, le filament commence à ramollir. En fonction de la distance de rétraction, le filament dans cette zone peut remonter dans la zone froide (ce qui n’est pas forcément souhaité ni souhaitable), particulièrement avec des distances de rétraction élevées. En zone chaude, le filament est liquide, la gravité fait que celui-ci lors des déplacements sans extrusion continue de s’écouler. Avec ce système de guidage du filament qui va jusqu’à la buse (tube PTFE), il existe une zone problématique : la jonction extrémité du PTFE, bas du heatbreak et haut de la buse. Si le moindre espace existe à cet endroit, un colmatage (bouchage si vous préférez) se produira tôt ou tard (généralement plutôt tôt que tard en vertu de la loi de Murphy, autrement appelée loi de l’em…dement maximal). Voici ce qui se passera : Le filament va créer un bouchon plus ou moins solide alors qu’on cherche à avoir un filament qui passe de solide à liquide avec une phase intermédiaire «ramolli» ; le filament solide va avoir de plus en plus de mal à s’écouler. La sous-extrusion se mettra alors en route et la pièce imprimée ne sera pas celle espérée. Mais si c’est le cas, tout n’est pas désespéré : @Titi78 a mis au point une procédure qui a déjà dépanné de nombreux utilisateurs : <EDIT> Une autre cause de sous-extrusion à laquelle on ne pense pas toujours et qui n'est pas liée au matériel mais au logiciel: une déclaration erronée du diamètre de filament utilisé dans les trancheur (slicer): 2,85 au lieu de 1,75mm. Donc penser à vérifier que celui-ci correspond bien (matériel et logiciel) <EDIT 2> Certains modèles de Creality (Ender 5 pro par exemple) permettent de régler l'extrusion du filament en mode «volumétrique»: Dans ce cas, bien vérifier que le nombre de pas de l'extrudeur est 2,4 fois celui normalement déclaré dans le firmware (ex: firmware sans extrusion volumétrique de 93.0, avec extrusion volumétrique il faut passer cette valeur à 223,2) ou la meilleure solution, désactiver cette option en la passant à «off» afin d'utiliser le mode d'extrusion classique : (information provenant de ce post où @DBC3D et @Idealnight ont permis la résolution du problème, le facteur multiplicateur a été rectifié (de 2 à 2,4) ). <Complément> @Yellow T-potliste également des causes possibles à un extrudeur qui claque : <EDIT> Une dernière cause possible avec les cartes mères Creality équipées de pilotes silencieux (TMC) est l'activation du «linear advance» qui au bout d'un certain temps (plus ou moins rapide, c'est selon) va complètement stopper l'extrusion de filament: le moteur s'arrête mais l'impression continue (dans le vide évidemment ). La solution, dans ce cas : soit le désactiver totalement via l'ajout d'un G-code «M900 K0» au début du Gcode de démarrage du trancheur, soit mais cela nécessite de passer par la case CB, remplacer la carte mère Creality par un modèle concurrent gérant correctement le mode UART des pilotes TMC. ____________________________________________________________________ Pour conclure, un peu de terminologie afin de parler le même langage quand on demande de l’aide :

 1 point
1 point -

From the album: TENLOG TLD3PRO
1 point -
![20210526_082113[1].jpg](https://www.lesimprimantes3d.fr/forum/uploads/monthly_2021_06/small.1047708149_20210526_0821131.jpg.f2451777e3887f878f5221c4b7584482.jpg)
From the album: Tenlog
1 point -
Salut, Pour faire suite à la demande de mode nuit, après plusieurs jours de tests et ajustements, je pense que le "Dark Mode" est prêt pour tous. Vous devriez donc avoir un nouveau bouton en haut dans le menu utilisateurs et en bas dans le pied de page. N'hésitez pas à me remonter d'éventuels problèmes d'affichage EDIT du 26/09/2020 : le plugin étant trop contraignant, pas complet (certains bouts de la version sombre pas sombres) et interférant avec le thème clair, j'ai préféré essayer autre chose, un thème qui ne touche pas au thème d'origine et n'ajoute que du CSS. Ca se passe dans le footer pour le sélectionner : Même chose, n'hésitez pas à me dire ce que vous en pensez et si y'a des bugs :x

 1 point
1 point -
Si le cœur t'en dit n'hésite pas à faire un pull request sur le gihub de Klipper. Ton travail pourrait être utile à d'autres.1 point
-

From the album: Tenlog
1 point -
Hello, Voici quelques sujets susceptibles de vous intéresser pour bien débuter votre incursion dans l'univers de l’impression 3D. A) Les indispensables : Brancher son imprimante en USB sur un PC Windows Comment choisir et formater sa carte sd ou sa clé usb <--Nouveau Le réglage des axes Z Le réglage du plateau Le réglage des moteurs Comment bien monter son bloc de chauffe / hotend Calibrer son imprimante avec Superslicer deux, trois choses à vérifier quand l'extrusion n'est pas celle attendue. Le livre blanc de l'impression 3D Le glossaire de l'impression 3D B) C'est bon à savoir : L'impact de la qualité de vos bobines sur vos impressions Diamètre de buse et qualité d'impression La lubrification des roulements Le stockage des bobines Fonctionnement de l'extrudeur C) Au cœur du sujet : Trouver des objets à imprimer Les techniques d'accroche -- > un sondage sur ce que font les membres du forum pour que leurs impressions tiennent sur le lit. Analysez vos défauts d'impressions pour mieux les corriger D) En attendant que votre impression se termine : Un peu de lecture sur la découverte de l'impression 3D <--Nouveau Quelques généralités sur la mécanique Step by step autour des moteurs pas à pas Si vous possédez une ANYCUBIC I3 MEGA, voici un recueil de divers liens pour vous aider à démarrer (merci à @OUPS65)1 point
-
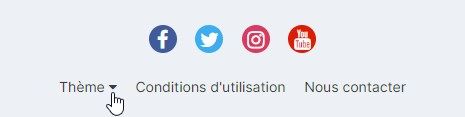
Hello, Dans ce tuto, on va procéder à 2 réglages essentiels pour avoir des belles impressions 3D. Mais avant cela assurez vous d’avoir fait le réglage des axes Z Le réglage du plateau s'effectue en 2 étapes 1) L'alignement du plateau avec les axes X et Y Pour ce faire, il vous faut une cale d’épaisseur qui peut avoir la forme de cales d'épaisseur, d'une feuille de papier, d'un post-it plié en 2, etc... Il faut ajuster la distance entre le plateau et la buse grâce aux 4 vis de réglages prévue à cette effet (entourées en orange). Glisser la cale entre le plateau et la buse. Le post-it, dans cet exemple doit simplement frotter, si le plateau est trop loin de la buse, desserrez la vis, si il est trop près, resserrez là. Faites de même pour les 4 coins. NOTA : si vous avez 2 buses, prenez toujours la même pour faire le réglage. Étape 2) Réglage de la distance entre le plateau et la buse (appelé Z offset) afin d'avoir une première couche parfaite. Si vous avez un 3DTouch, un BLTouch ou un autre capteur de ce type, le réglage du Z offset ne se fait plus par une vis mais par un réglage 'numérique' qui peut généralement se faire via l'écran de contrôle de votre imprimante ou dans votre trancheur (Cura, Ideamaker, Prusaslicer, Supersclicer, etc.). Mis à part ça, le principe reste le même. Ce réglage se fait dans les conditions d'impression : plateau et buse en chauffe. a) Faites un auto home (et coupez les moteurs via la ligne du dessus) ou un Z home b) Si ce n'est pas fait, déplacez la tête d'impression à l'endroit où votre pièce sera imprimée (en générale, c'est au centre du plateau) c) Prenez une cale, de 0.1 mm (l'équivalent d'une feuille de papier) et glissez là entre le plateau et la buse. d) Réglez la vis du endstop de Z (Attention, dans mon cas, la vis de réglage est une vis de 3mm au pas de 0.5mm. Donc, 1 tour de vis modifie le réglage de 0.5mm alors que l'on cherche a peaufiner le réglage en dessous de 0.1 mm. Ne tournez pas trop cette vis.) Si le plateau est trop éloigné de la buse, desserrez cette vis. Si le plateau est trop proche, serrez la vis Recommencer au point a) jusqu'à obtenir le réglage souhaité Tout ceci n'est que la partie préparatoire pour avoir une première couche écrasée comme il se doit. Vous devrez finaliser ce réglage en observant le début de vos impressions Si la première couche n'est pas satisfaisante, pas la peine de continuer. Voici une couche trop écrasée: Voici une couche pas assez écrasée. Qui peut être à l'origine de ceci : (du warping) Et voici une première couche pas mal Si vous voulez commenter ce tuto, proposer une amélioration, ou autre, suivez ce lien. Si vous ne parvenez pas régler votre plateau, suivez ce lien.
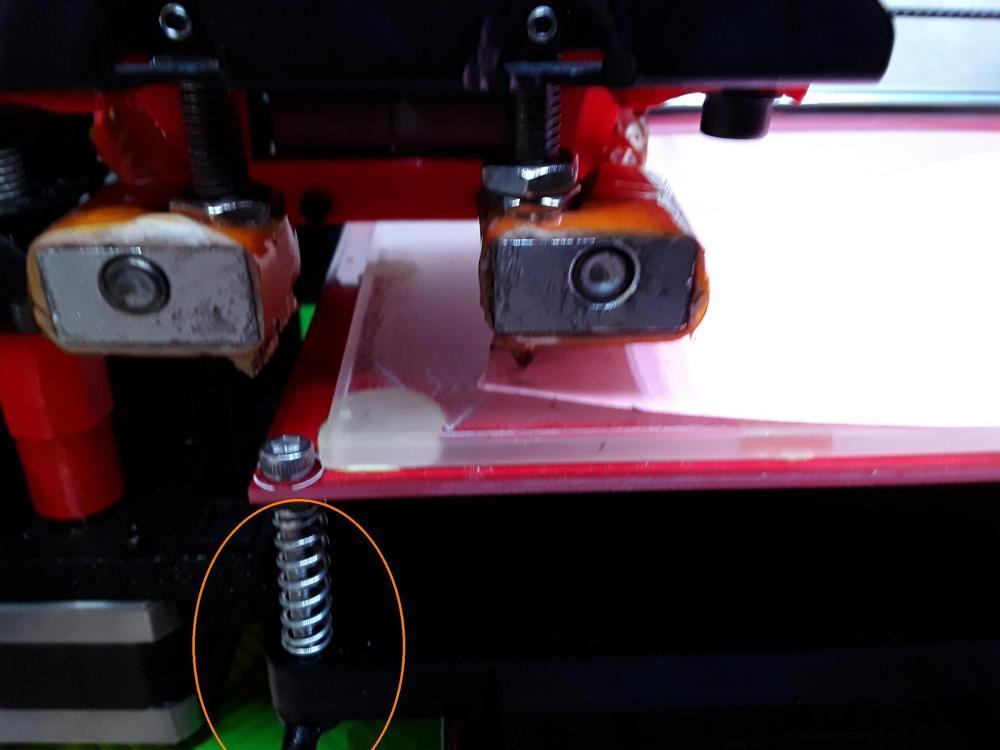
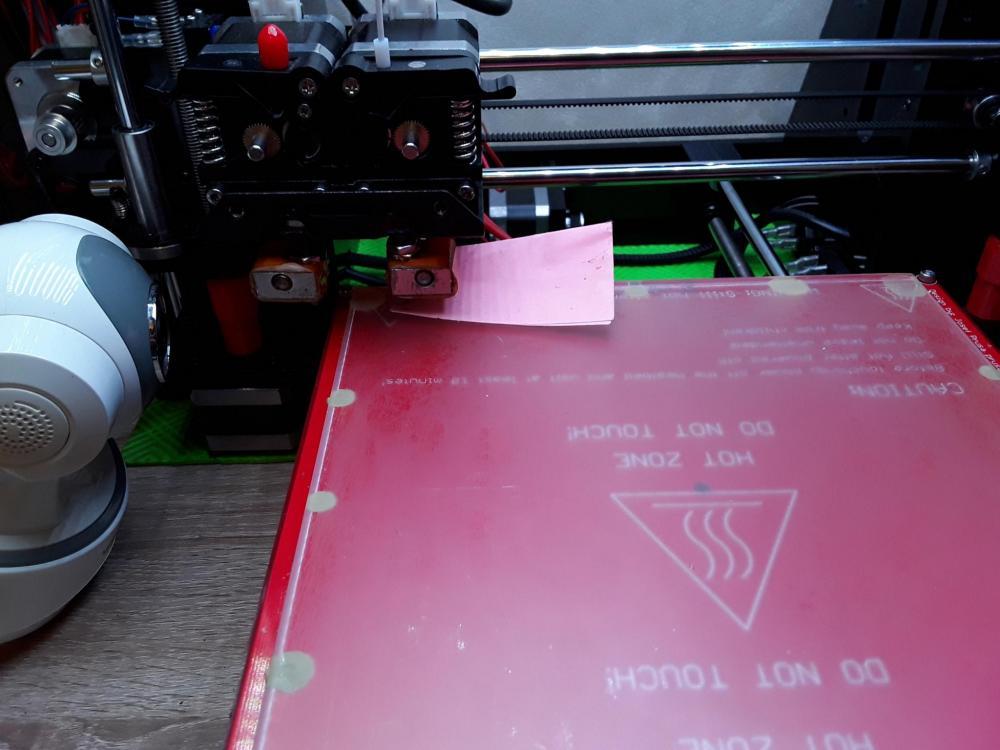

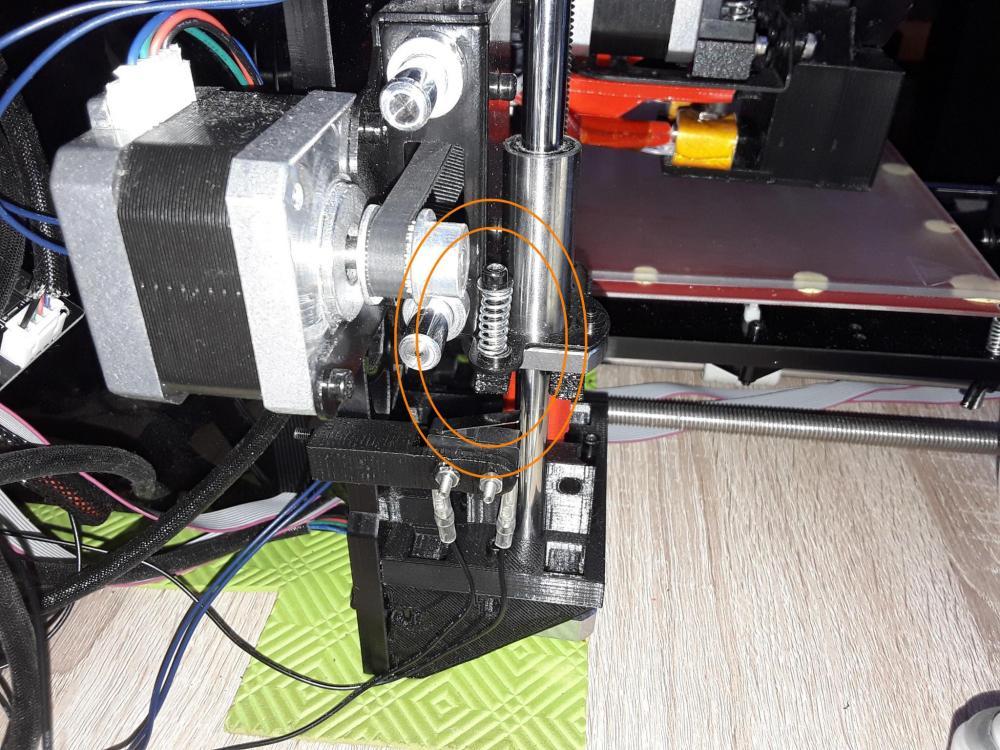

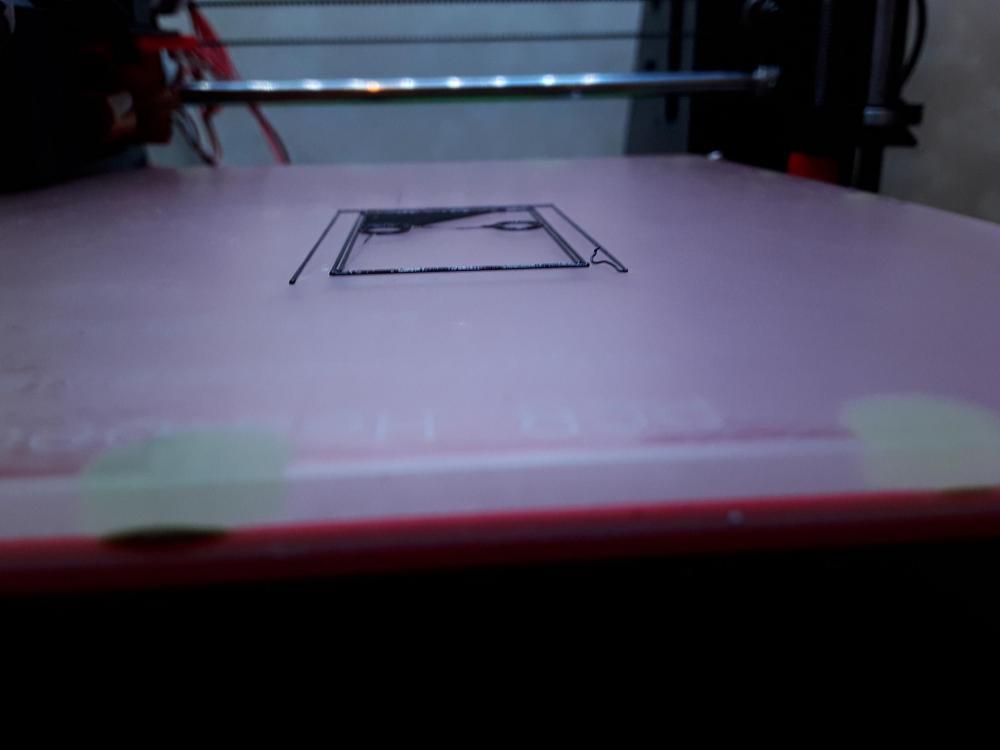
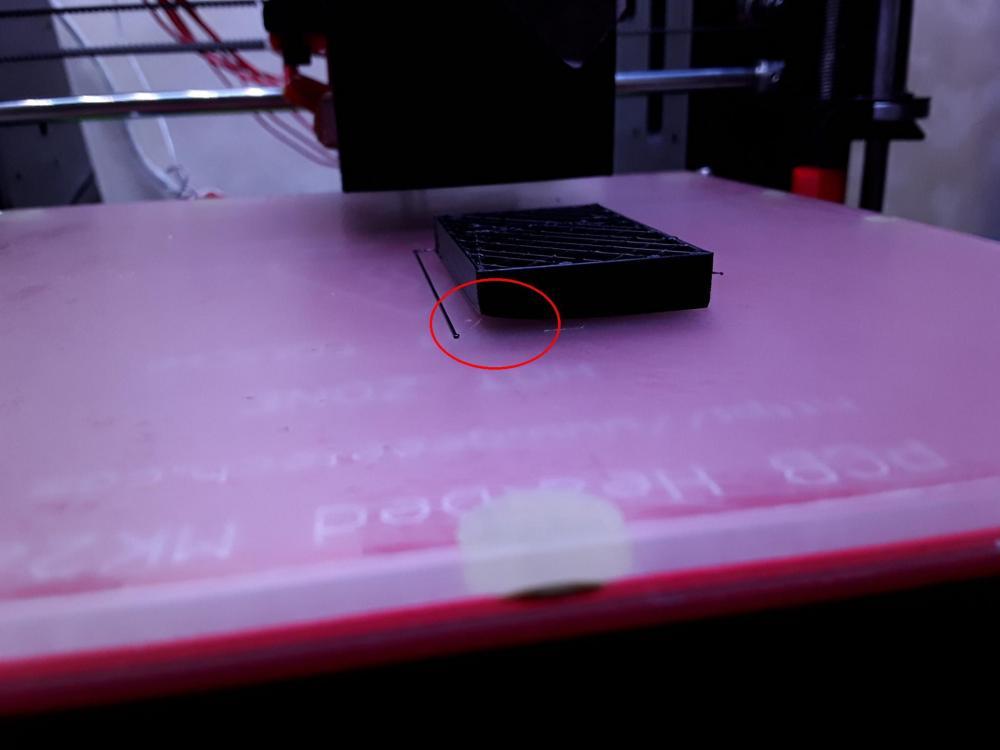
 1 point
1 point -
Heuuu, il n'y a toujours pas les supports arborescents pour le FDM dans cette version.0 points