Classement



Contenu populaire
Contenu avec la plus haute réputation dans 08/03/2022 Dans tous les contenus
-
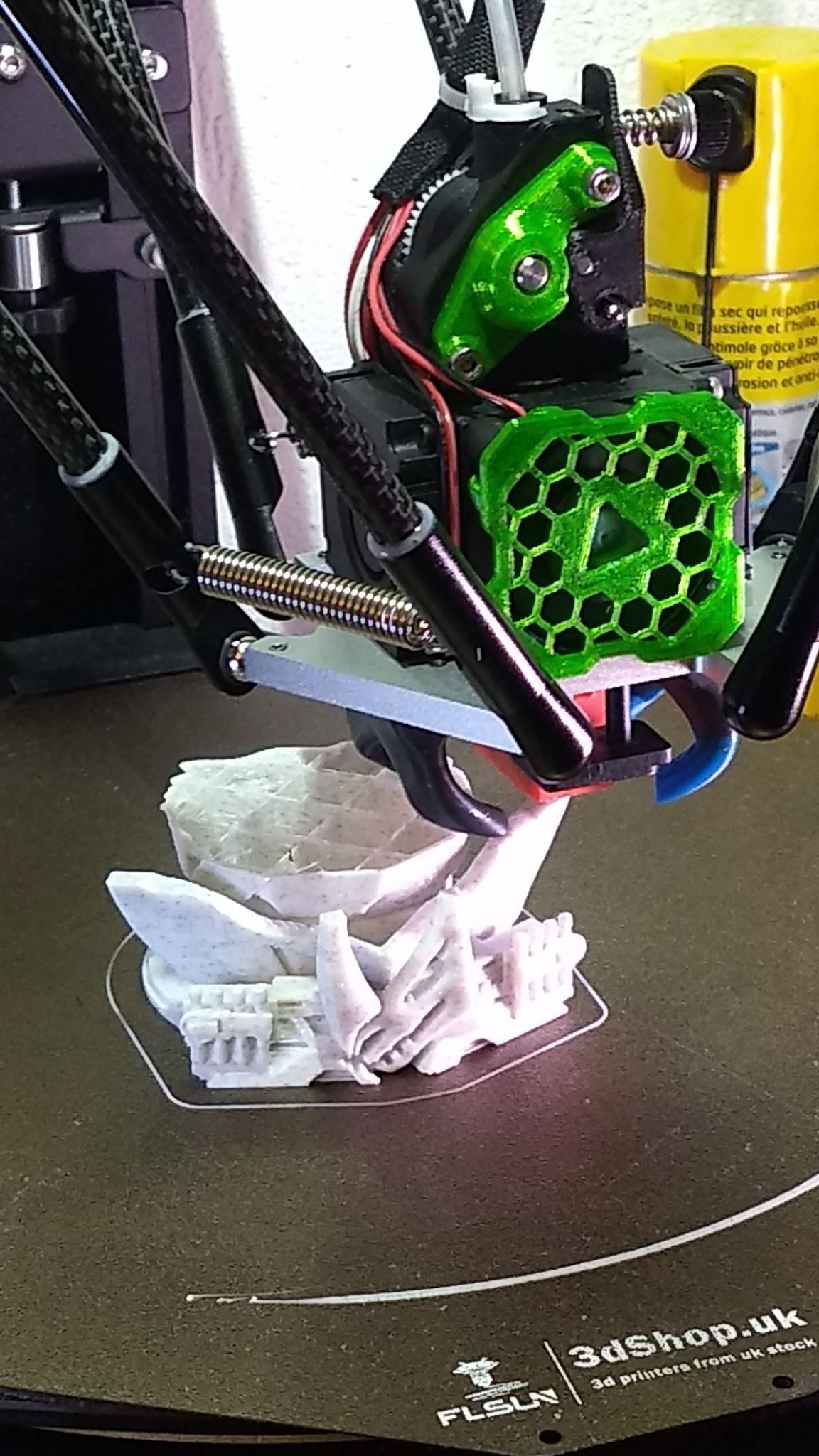
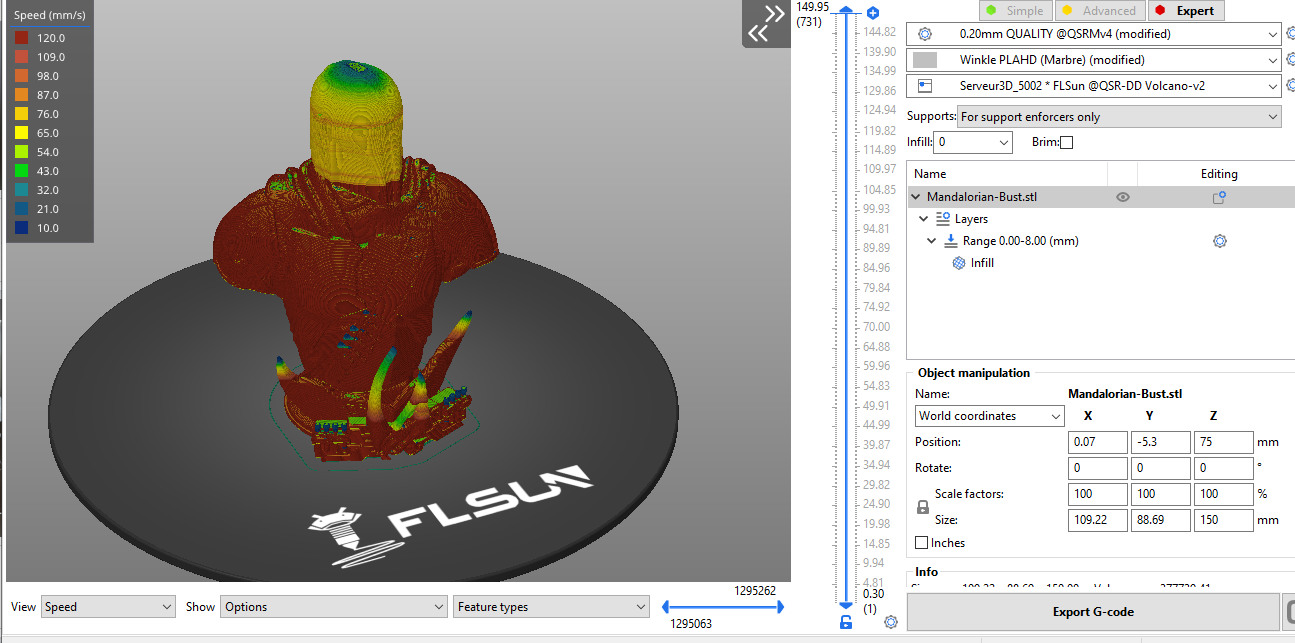
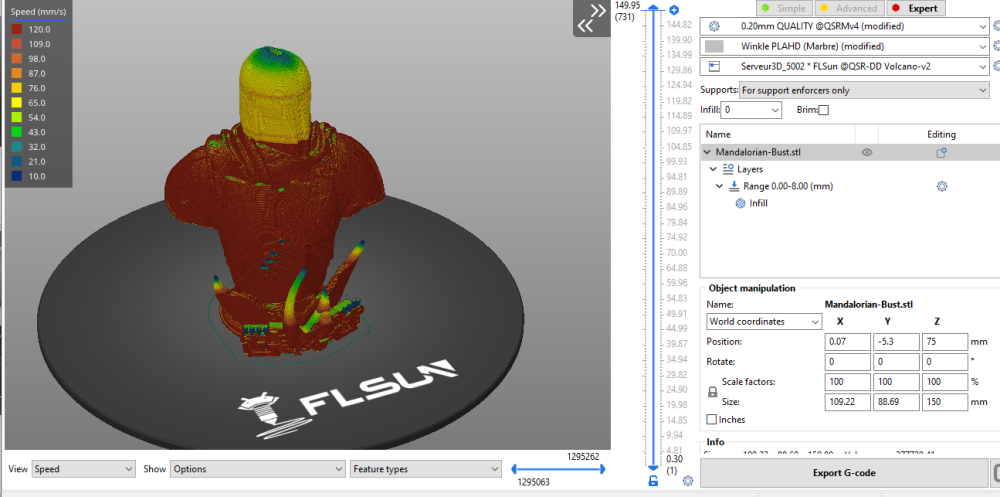
Première impression de la SR avec sa nouvelle extrudeuse DirectDrive. Imprimante : SR Mod SDHX Marlin 2.0.9.3(32steps) + (BTT-TFT35v3/Mks-TS35) Slicer : SuperSlicer Filament : PLAHD marbre WINKLE, Profil : couche 0.2, remplissage 4% (0-8mm)/0% après, LA 0.08, Lit 60/55°C, Buse 235°C Durée : 4h23, hauteur : 150mm Source : Thingiverse(5256720) Note : Limité en vitesse à 120mm/s par le débit maximum de 8 mm3/s avec ce filament. SDHX-Mandalorien.mp4 Bonne journée


 4 points
4 points -
Ben peut-être pour créer un nouveau sujet 'mon imprimante ne s'allume plus, au secours' ^^3 points
-
Hello, une jolie vidéo publiée par Artillery aujourd'hui :2 points
-
Merci, c'été bien l'écran qui été défectueux, une fois changé, c'est reparti. Je ne comprenais pas l'histoire de la colle et du sèche cheveux. Car même s'il y avais quelques traces de colle a chaud, tout pouvez s'enlever sans problèmes. C'été les nappes qui me portez soucis, mais un copain réparateur informatique m'a indiquer comment les enlevés. Exactement comme tu me l'a indiqué, garde ces photos elles pourront aider d'autres gaucher des deux mais comme moi . Merci à tous.2 points
-
Un jour comme sur ta photo (plus épais que le plateau et presque aussi épais que le verre !) n'est pas possible s'il n'y a pas quelque chose de voilé, hors équerre, hors niveau, ressorts pas de la même force, etc. Il faut revoir tout l'assemblage, serrage des vis du châssis, etc. Sur la photo, il y en a un autre de "jour", à droite... ou alors la photo est trompeuse.
 2 points
2 points -
Bonjour et bienvenue, Dommage que vous ne soyiez pas passé par le forum avant l'achat. Cela dit une imprimante résine conviendra très bien pour la réalisation de figurines. Des conseils avisés vous seront donnés sur le forum pour vos premiers pas. Un conseil, allez y doucement et ne grillez pas les étapes ...2 points
-
Bonjour, bienvenue C'est clair, ces deux types de machine n'ont qu'un point commun : le nom "d'imprimante 3d". Pour trouver des infos sérieuses (effectivement Facebook c'est pas le top !), il y a votre ami, les forums (mais il faut avoir le temps et poser des questions précises), et les FabLabs https://www.lesimprimantes3d.fr/forum/membermap/ Sur le forum, il y a une section de tutoriels qui vous permettra de débroussailler le chemin à votre rythme. En prime, une video très accessible qui fera un "état des lieux" sur les bases2 points
-
En PETG avec Simplify3D :
 2 points
2 points -
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Bonsoir amis Canadiens, @Gigi-Iza Alors une imprimante FDM pour des usage de décoration avant tous cela impliquera l'usage principale de filament PLA dont les imprimantes cités vont bien. Les Creality Ender3 sont des machine simple et éprouvé il y a beaucoup d'information et de monde pour aider, pareil pour la Anycubic Mega S, après je suis moins fan de ce modèle Tronxy le double extrudeur n'est pas forcement un système top passer le nouveauté découverte quand l'on vois le gaspillage de filament par la suite. Mais tant qu'a partir sur une Ender 3 j'irais plus sur un ender 3 V2 plus moderne et silencieuse, présente des évolutions intéressante pour une prix qui reste dans votre budget.1 point
-
Bon voila, je viens de finir l'upgrade (enfin faut encore que j'achète les bonne vis :D) Bon par contre, faut que je trouve comment réglé le ratio dans Cura (ou autre) afin d'adapter la vitesse de celui-ci à la nouvelle "puissance" de refroidissement... Parce que bon 100% avec celui-ci, j'ai l'imprimante qui va décoller XD Une idée de comment faire @MrMagounet ? PS : C'est bon j'ai trouvé en fait1 point
-
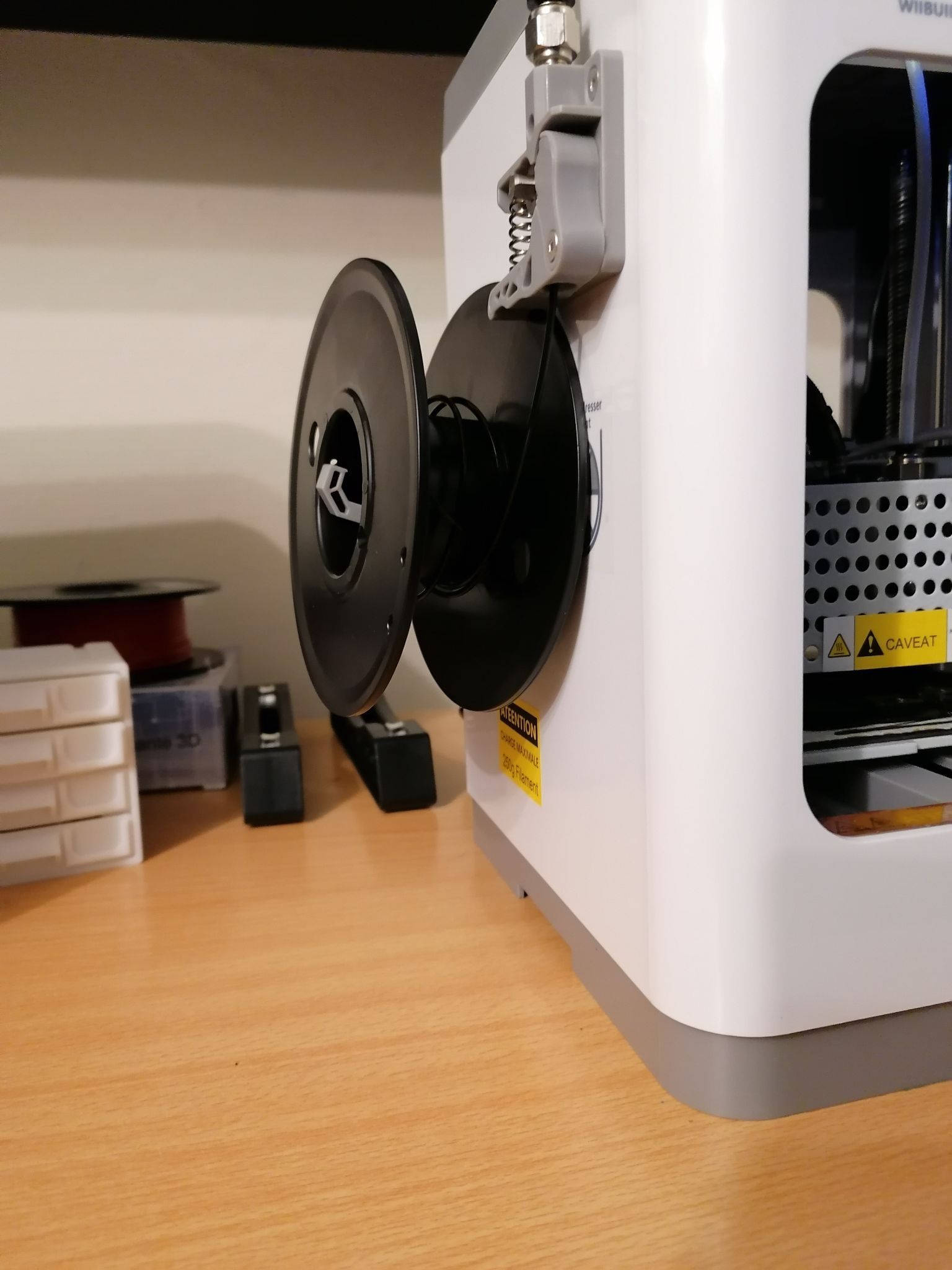
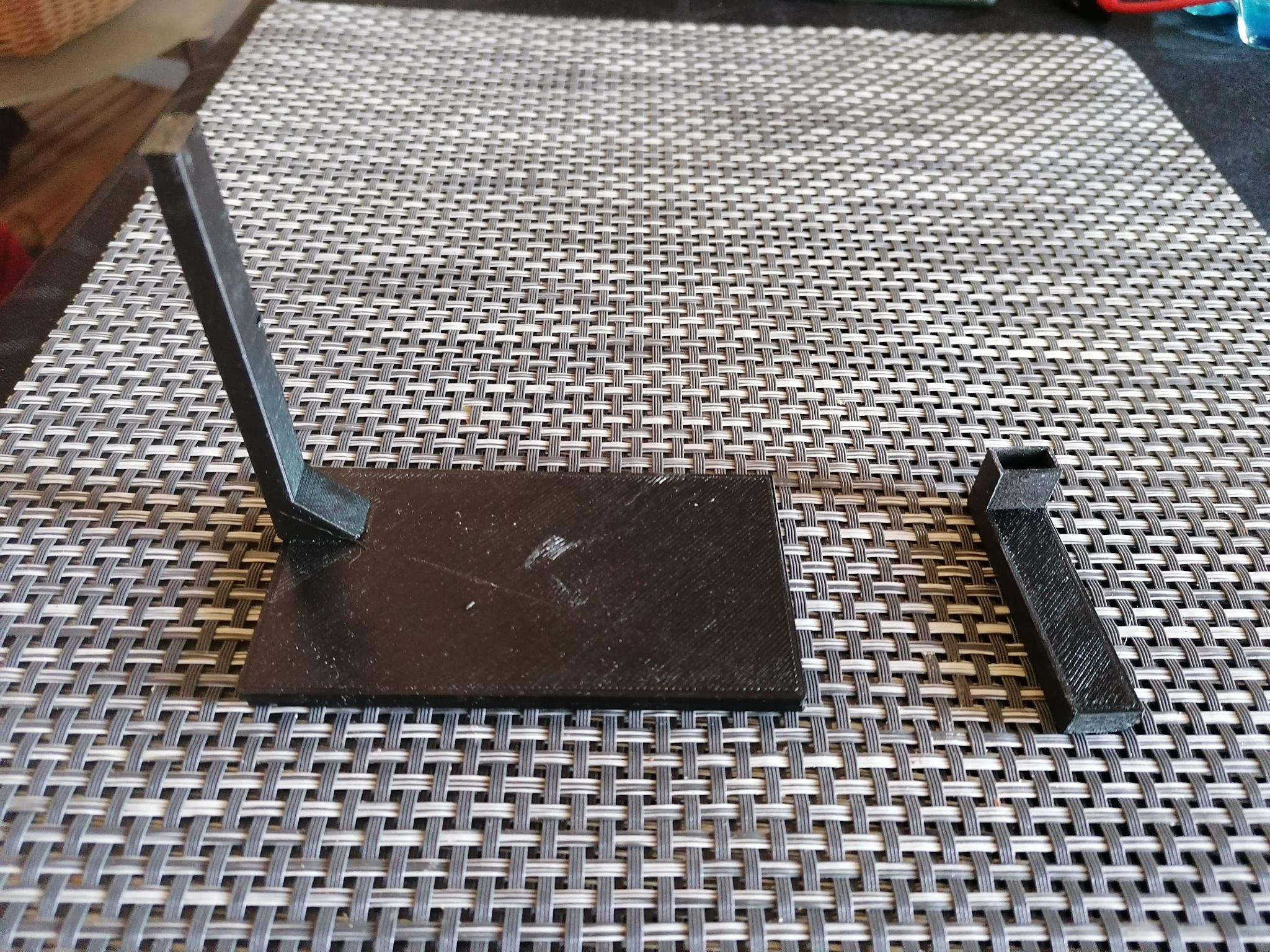
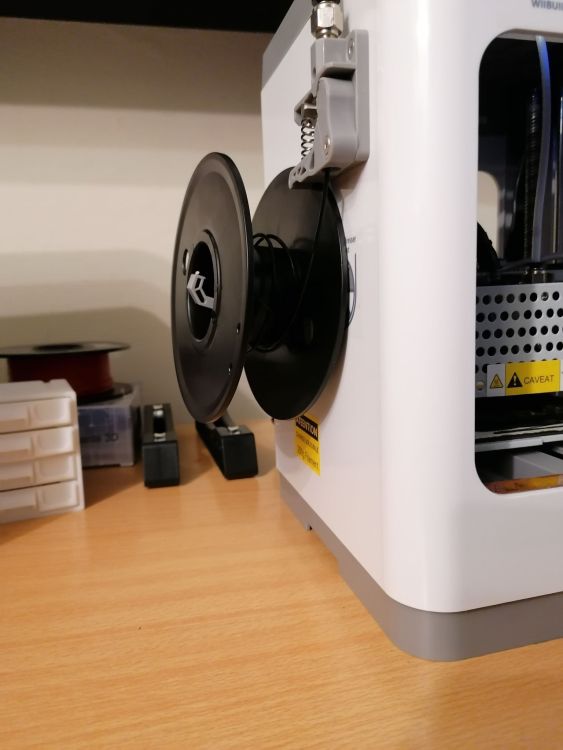
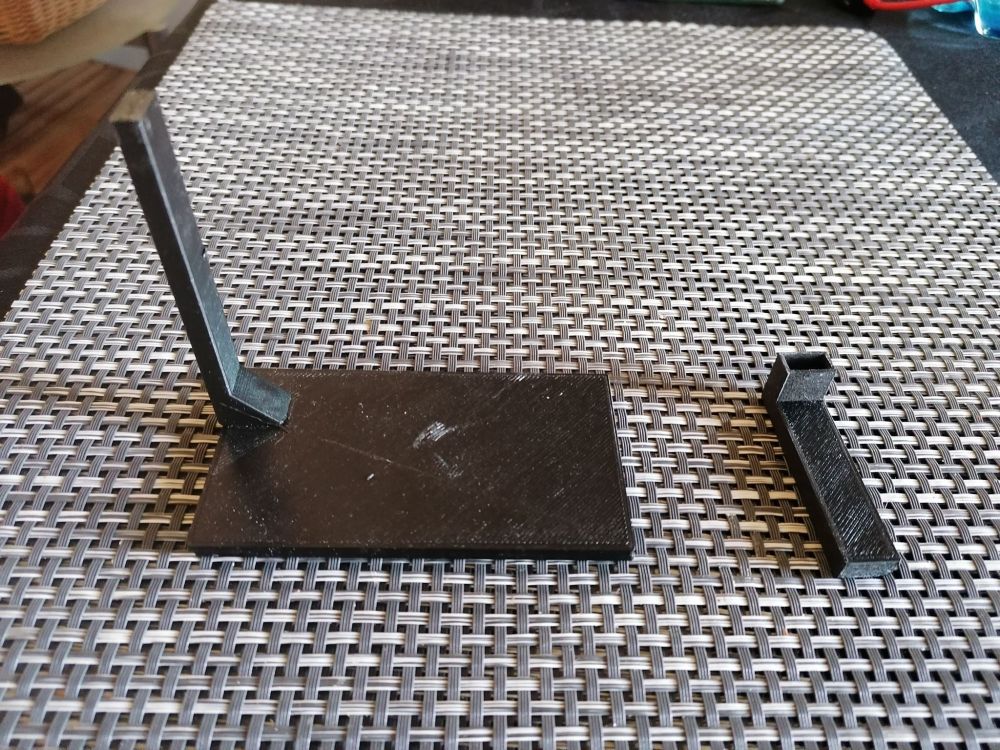
Avec les bobines de 250gr, quand elles arrivent à la fin, elles deviennent plus légères et donc se baladent dans tout les sens sur l'axe de maintien (photo du haut), pour éviter cela j'ai créé un système permettant de maintenir la bobine en place (photo du bas). Pour des questions de facilité d'impression le système est en deux parties, le socle (qui s’insère dans l'encoche sous l'imprimante et le haut qui lui s'emboite sur la poutre du socle. Pour une bonne utilisation, je place sous le socle un morceau d'anti dérapant découper aux dimensions de la base. Ci-joint les fichier SLT. BloqueBobinePartieHaute.stl BloqueBobineSocle.stl

 1 point
1 point -
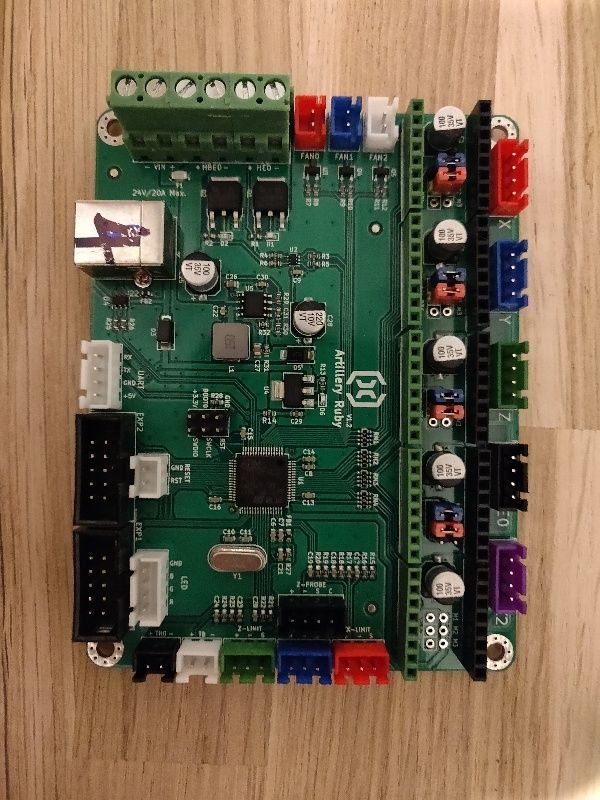
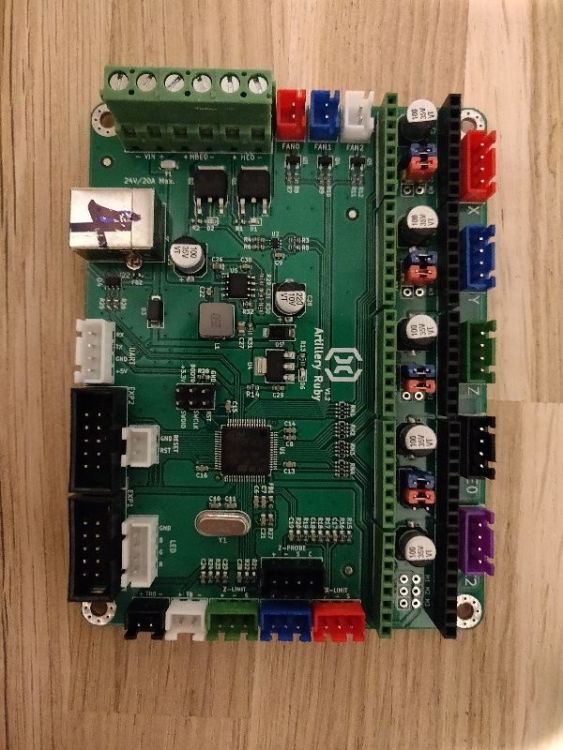
Bonsoir, Ça y est, ça marche super ! J'ai acheté un kit avec des pin et jumper sur Amazon : https://www.amazon.fr/dp/B0868LJDW1/ref=cm_sw_r_apan_glt_i_0ZG7W2SE2S9M9PWCQVZW?_encoding=UTF8&psc=1 J'ai soudé les pins sur la CM puis j'ai mis des cavaliers sur ms1 et ms2 : voir photo. Maintenant ça marche très bien, j'ai pu faire un home, bed leveling et une impression de test. L'imprimante est vraiment plus silencieuse. Sur des mouvements lents c'est impressionnant ! Je n'ai pas remodifier le firmware, par rapport à celui de @MrMagounetj'ai juste inversé le sens de rotation et déclaré des TMC2208_standalone. Donc pour faire fonctionner des TMC2208 sur une carte Artillery Ruby, vous savez ce qu'il faut faire .
 1 point
1 point -
Si ton extrudeur est celui en plastique, tu ferais bien d'en commander un en métal, ça t'évitera de futurs soucis Si ton filament a été capable d'user à ce point l'entrée en laiton de ton extrudeur, il est plus que probable que ta buse, elle aussi a «morflé». Tous les filaments chargés (y compris ceux fluorescents) usent les buses laiton (le diamètre de l'orifice augmente de plus en plus). Mais c'est ton matériel et c'est toi qui vois / verras à l'usage.1 point
-
Attention dans un lot de plots silicone il doit toujours en avoir 1 moins épais qui est a mettre sur le coin ou y'a l'alimentation du bed. Une telle différence il faut chercher a comprendre a mon avis je ne pense pas que la plaque métallique puisse être autant tordue ou il y'a eu un gros problème...1 point
-
Si, si, il y a du monde sur ce forum Peut-être que personne n'a la réponse ? Ou qu'après consultation du site E3D, tu aurais ta réponse ? C'est mon moment de bonté: oui pour la déclaration de la thermistance (5 : 100kΩ ATC Semitec 104GT-2/104NT-4-R025H42G - Used in ParCan, J-Head, and E3D, SliceEngineering 300°C) Pour la température maximale, 285°C devraient être atteignables avec une cartouche de chauffe de 40W.1 point
-
Bonjour, essaie d'utiliser l'astuce de @Patrick76 : place une latte métallique (genre niveau à bulle -ce n'est pas pour le niveau mais pour la rigidité de la latte-), sur ton plateau dans les diagonales et les médianes et regarde de profil si tu vois un jour entre la latte et le plateau, fais de même pour le verre à part. S'il y a un "jour", c'est voilé, donc à remplacer...1 point
-
Bienvenue de charente1 point
-
Salutation ! Pour moi, tu a la couture Z de visible (difficile de la faire disparaître, tu peux éventuellement la mettre en aléatoire pour quelle soit "répartie" et tu semble avoir une reprise de rétraction difficile ... Éventuellement pour se model désactiver la rétraction pour contourner le problème ( mais le mieux serai de bien ajuster les distance et vitesse de rétractions et de vérifier que tu n'a pas de jeux dans les fixation des tubes PTFE ... ou un défaut d’assemblage de la tête (voir la titis procédure) ). Sinon si sous Ultimaker cura regarde la fin de Pour le greffon "settings guide" qui a une section "troubleshooting".1 point
-
Je n'ai jamais vu de câble plus long, mais des rallonges moteurs oui. Par contre, i est évident que cela peut engendrer des faux contact. Par contre tu peux réaliser tes propres câbles, les connecteurs se trouvent. facilement1 point
-
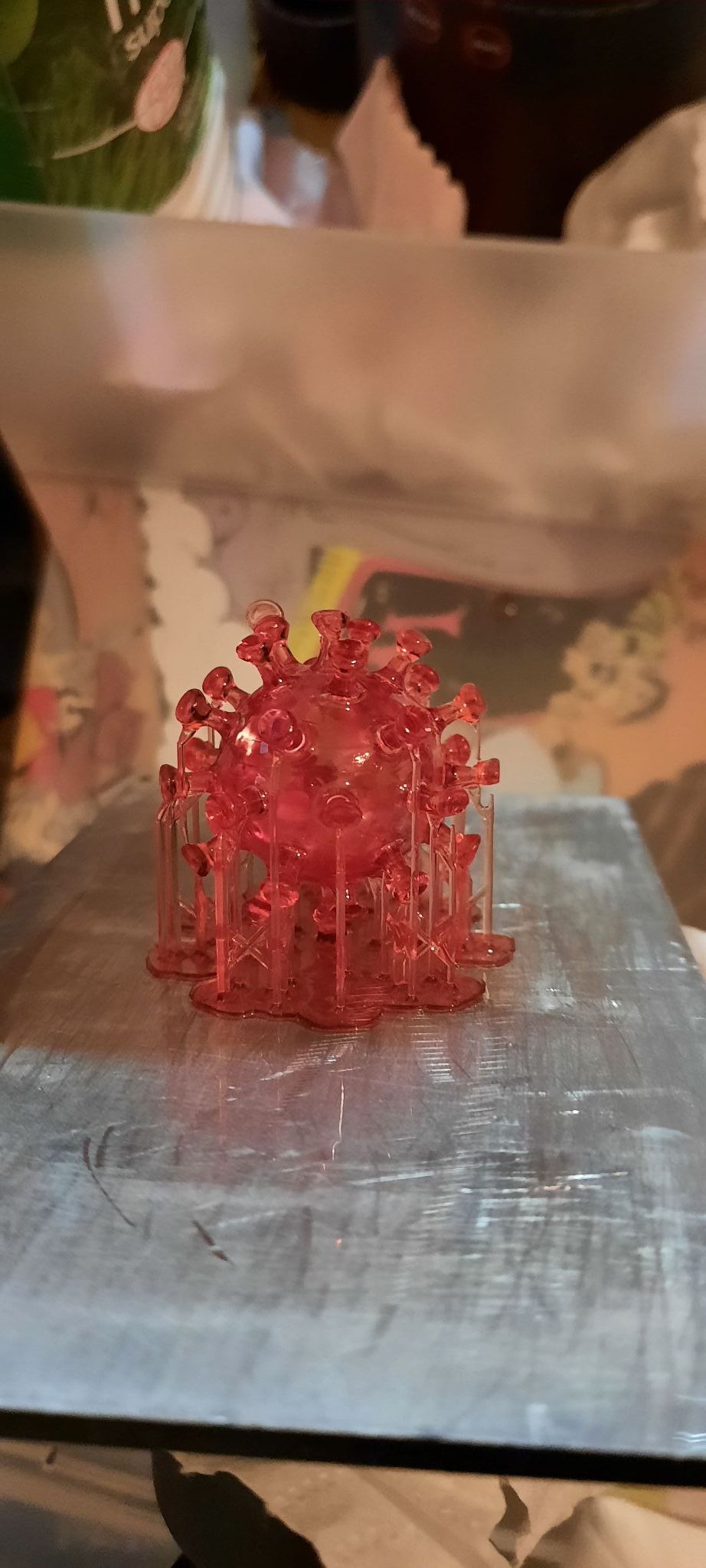
Bonsoir, Tout nouveau dans le domaine de la résine, je vous donne mon aperçu sur l’utilisation et le nettoyage avec de la résine lavable "Elegoo". La première impression a été complétement raté du fait de mauvais paramètres. Les autres ont été une réussite: Pour le nettoyage, j'utilise de l'Alcool Ménager Supérieur 95° Tout y passe, même le FEP Puis après nettoyage, tous les résidus et chiffons vont dans la cabine UV de chez Elegoo, ceci afin de durcir l'intégralité de la résine Pour un débutant, cette petite machine est vraiment superbe. Je vais peut être aussi effectuer un achat pour un scanner 3D afin de réaliser plus d'objets (A voir) @+ pour la suite



 1 point
1 point -
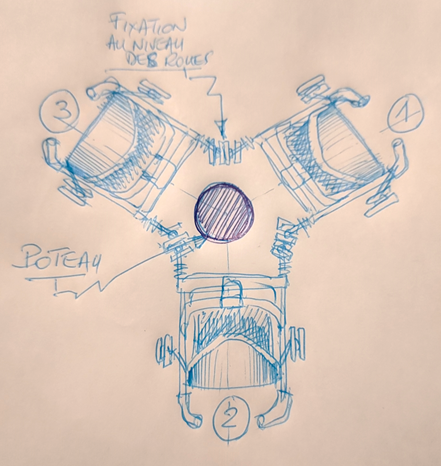
Pour les fixations du bas, tu peux en rajouter une sur les poussettes exter, ça sera pratique pour faire tranquillement les courses dans les magasins. Y a qu'un poteau à trouver !
 1 point
1 point -
Salut, comme les roues sont parties pour être jointive (ce qui risque de poser problème pour la direction) y'a pas moyen de simplement raccorder les roues entre elles ? il n'y aurait qu'une pièce à modéliser. Sous l'enjoliveur des roues, est ce qu'il y a des s points de fixation ?1 point
-
Faut ce qui faut ! Bienvenue à toi. Je te le confirme, on passe de bons moments sur le forum ...1 point
-
Il ne l'est plus. Je ne l'avais pas vu et donc l'ai laissé passé sinon des remarques il y aurait eu . Parfaite démonstration justement du pourquoi il faut absolument éviter de créer deux (ou plus) fois la même demande1 point
-
Bonjour, Je découvre l'installation de la carte mère SKR Mini E3 V2 sur l'imprimante CR10 V2. Je constate que les connecteurs de ces deux cartes ne sont pas tous identiques, aussi J'ai déjà passé beaucoup de temps a essayer de comprendre comment adapter les connecteurs de la CR10 V2 à cette nouvelle carte, mais d'autres configurations sont nécessaires. J'ai choisie le partage de mes recherches étape par étape dans ce forum, afin que tout ceux qui souhaitent effectuer cette modification trouve ici un tuto détaillé. Mes choix peuvent ne pas être adaptés aussi tous commentaire qui permette la correction de mes erreurs sera le bienvenue. La liste des points que je vais détailler est listée ci-dessous, elle sera éventuellement modifie pendant mon installation. - Le câblage des deux cartes - Les connecteurs des limites des axes X,Y,Z. - Le branchement du BLTouch de Créality - Le firmware Marlin pour la carte mère - La carte écran d'origine de la CR10 V2. - L’installation de l'écran TFT35 E3 V3 - Le firmware de la carte écran - L'adaptateur pour installer la carte mère dans le boitier de la CR10 V2 - L'adaptateur pour installer la carte écran sur le boitier de la CR10 V2 Merci de votre contribution si vous pouvez m'aider.1 point
-
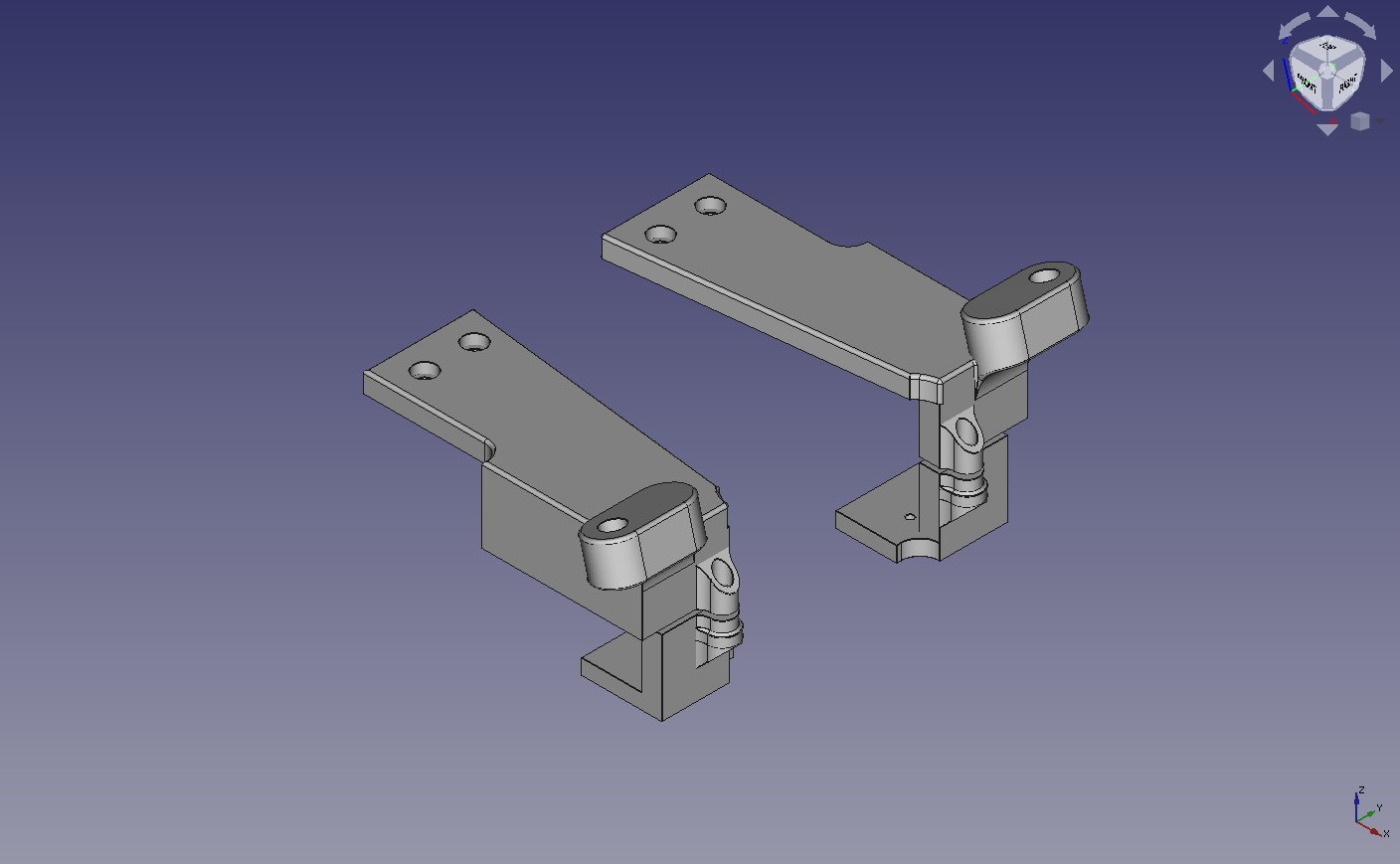
Merci pour vos témoignages. J'ai vu récemment une vidéo sur YouTube sur un gars qui a changé les patins de son imprimante par des patins plus souple (imprimé en TPU il me semble), il en était satisfait son bureau faisait moi de vibration. J'ai voulu la poster ici mais je ne là retrouve plus désolé En fait j'ai décidé de modifier les pièces du bas pour les rendre plus stable et cela me convient mieux et si quelqu'un est intéressé je peux partager les fichiers STL ici ou sur un autre poste, je ne sais pas comment faire afin de ne pas polluer le sujet de Yo.


 1 point
1 point -
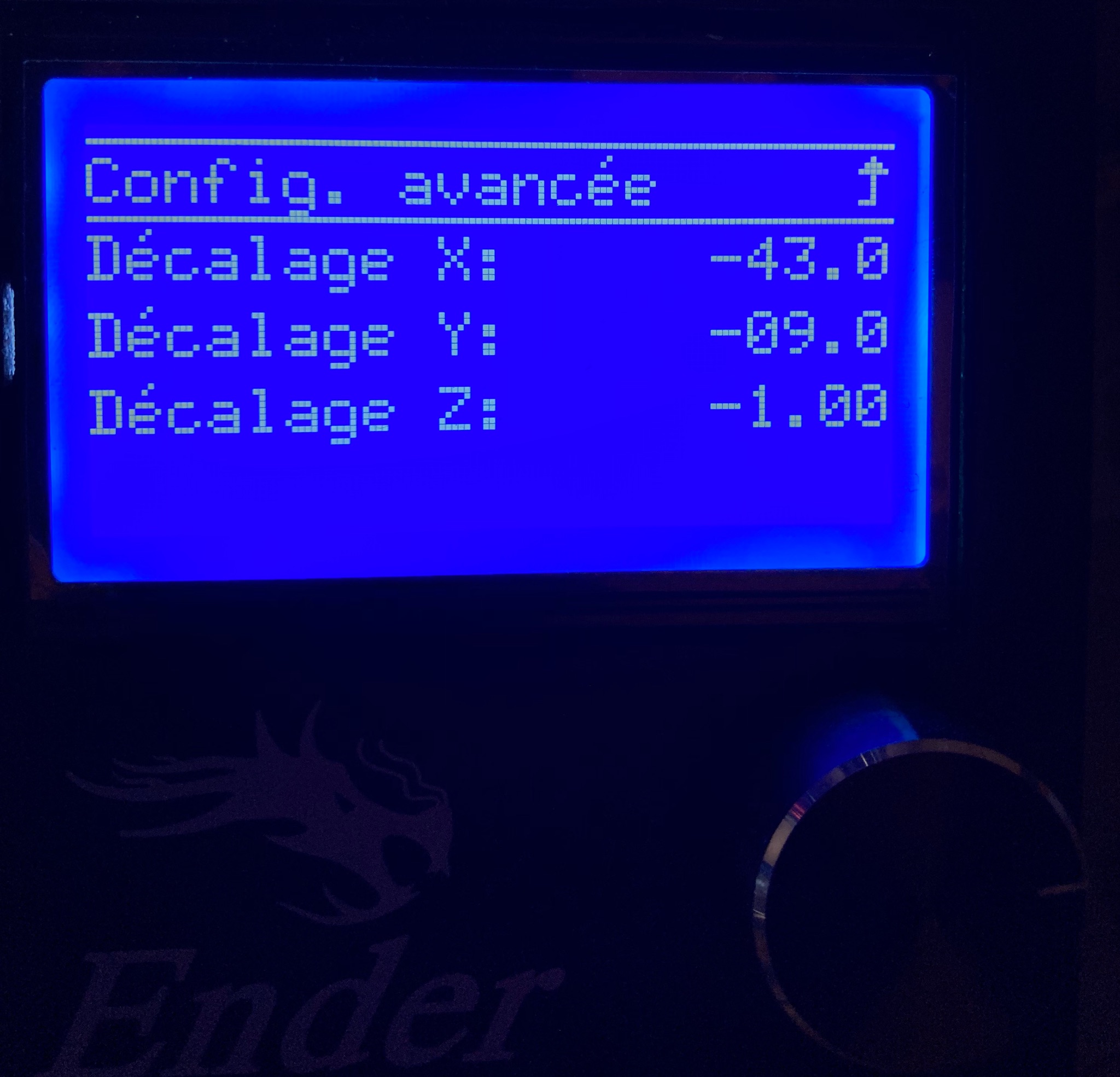
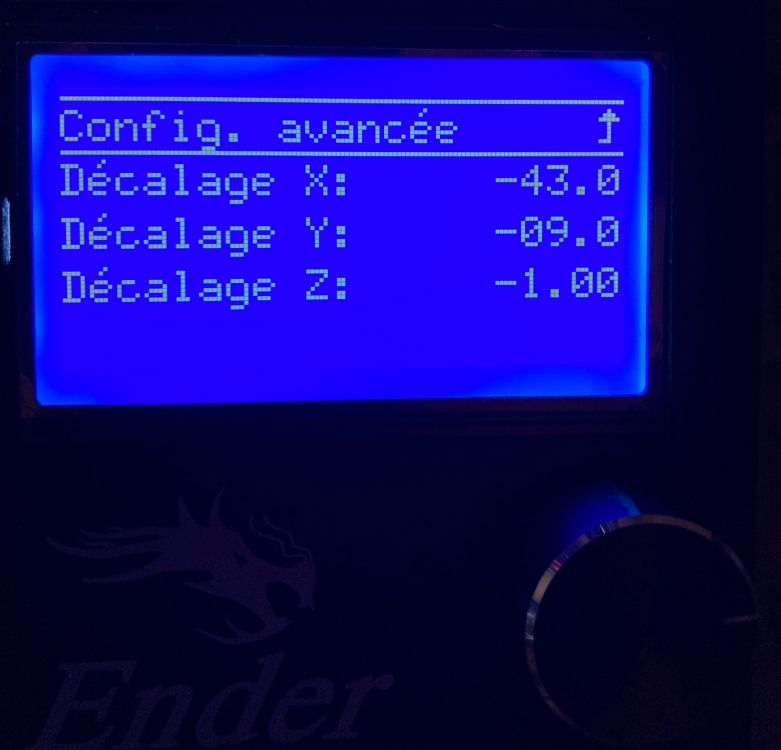
Bonsoir tout le monde, Je poste ce petit tuto suite aux différentes demandes qui m'ont été faites en MP. Je précise bien que l'image fournie est faite seulement pour les cartes CM V4.2.2 32bit, ce build a été testé sur une Creality Ender3 pro et un BLTouch clone de notre bon revendeur Jeff Bezos. je reste intimement convaincu que le mieux reste de compiler sa propre image de Marlin, cela permet de bien comprendre comment le soft fonctionne et cela n'est vraiment pas si compliqué et très rapide à faire (je me suis appuyé sur ce tuto vraiment bien.) Pour ceux que cela effraye ou qui souhaitent voir la mise à jour marcher avant de creuser plus voici comment si prendre. - Première étape télécharger le fichier "Marlin CM V4.2.2.bin" ici - Le mettre sur la carte mémoire et allumer l'imprimante, après quelques secondes la MAJ devrait avoir été faite, les menus seront en français et les options nécessaires pour utiliser le BLTouch et l'auto leveling activé. (palpage 3 colonnes sur 3 lignes) - Paramétrer les différents décalages entre le palpeur et la buse de votre imprimante, ces valeurs seront différentes selon l'installation que vous aurez faite du BLTouch. Configuration -> Config. avancée -> Régl. décal origine -> Position sonde Z Il y a 3 décalages (en mm) à modifier: Décalage X: Valeur négative si la sonde se trouve à gauche de la buse, positive si elle se trouve à droite Décalage Y: Valeur négative si la sonde se trouve en avant de la buse, positive si elle se trouve en arrière Décalage Z: Différence de hauteur entre le palpeur déployé et la buse (valeur négative forcément) Le décalage Z pourra être peaufiner plus tard pour l'ajuster finement par paliers très fin. Une fois tous les paramètres modifiés il ne reste plus qu'a sauvegarder la configuration et voila tout est prêt. Vous pouvez lancer le nivelage du lit manuellement (pensez à sauvegarder la config après le nivelage) ou en ajoutant le Gcode "G29" (après le code G28 qui est l'auto home) en début de vos fichier. Et voila c'était aussi simple que ça. Pour bien régler le Décalage Z, lancez un Origine auto (cela permet de déterminer la position du X0, Y0 et Z0) Puis allez dans configuration -> Décalage Z, glissez une feuille de papier entre le lit et la buse et jouez sur la valeur de décalage comme vous le feriez pour calibrer manuellement votre imprimante (pensez à sauvegarder bien sur la configuration à chaque modification), bien sur cela se fait buse et tapis de chauffe chaud. Si vous avez des questions n'hésitez pas et si cela vous a aidé ou plu n'hésitez pas cliquer sur un petit "j'aime". Victor
 1 point
1 point -
Nickel, MERCI !! Il y a également les config des filaments (C:\Users\***\AppData\Roaming\cura\4.1\materials), et des imprimantes (C:\Users\***\AppData\Roaming\cura\4.1\definition_changes). Christian.1 point