Classement




Contenu populaire
Contenu avec la plus haute réputation dans 06/08/2022 Dans tous les contenus
-
Merci pour l’info. il va falloir que je pense à un autre cadeau pour Nöel, les XL ce sera peut-être pour la fête des pères (ce qui fait une sacrée prolongation)3 points
-
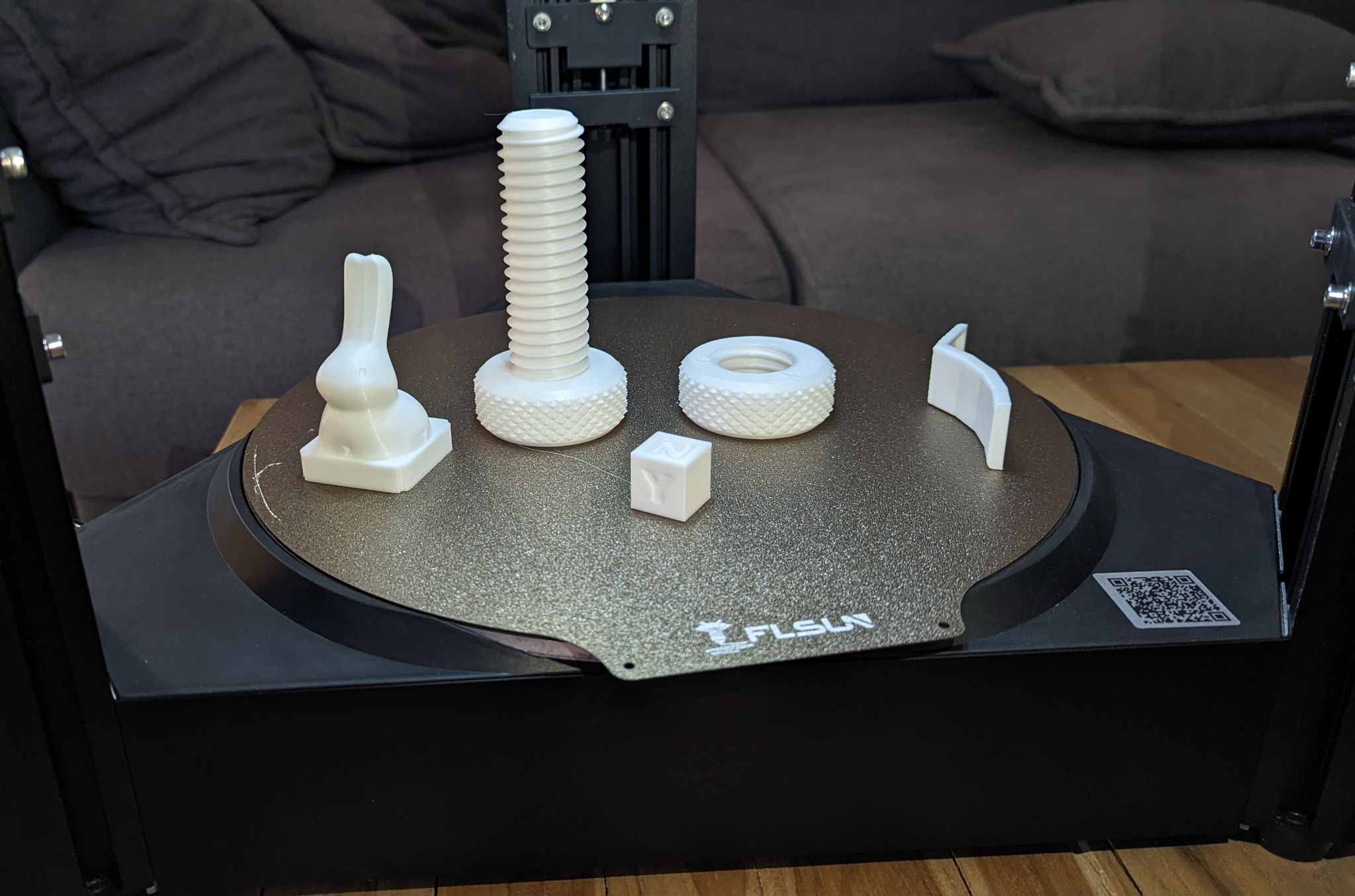
Je ne sais pas, j'aurais tendance à dire que oui, faut juste revoir la connectique J'imprime mon dernier print de la SD (y'en avait 4), c'est superbe EDIT Petite photo des prints bruts : L'expérience "out of the box" est vraiment géniale. Le gap n'est pas le même qu'entre ma X1 et ma SR mais tant en terme de vitesse que de qualité c'est déjà génial. 1h54 pour la vis et son écrou, 32mn pour le lapin, 23mn pour l'overhang test (nickel jusqu'à 70°) et 7mn pour le cube CHEP. Et il me reste pas mel de leur filament c'est cool Entre la taille de l'écran, sa réactivité et son contenu, c'est véritablement une toute autre expérience. L'interface est dense mais plutôt intuitive je trouve (et encore une fois, bien documentée). J'ai juste échoué à connecter l'imprimante à ma Livebox 6 J'ai aussi trouvé très pratique le capteur de filament transparent, on voit bien où va le filament et ça permet de le guider plus facilement

 3 points
3 points -
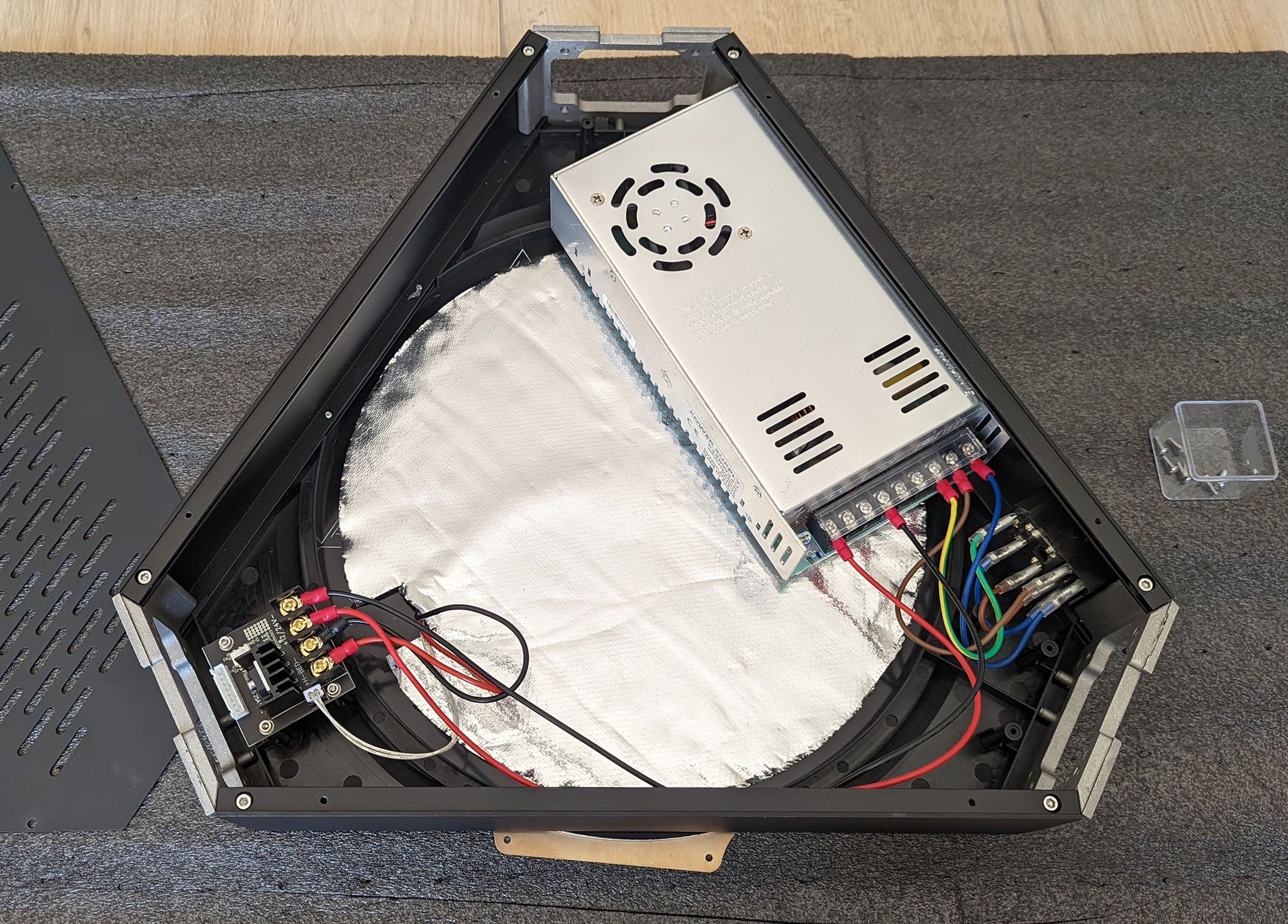
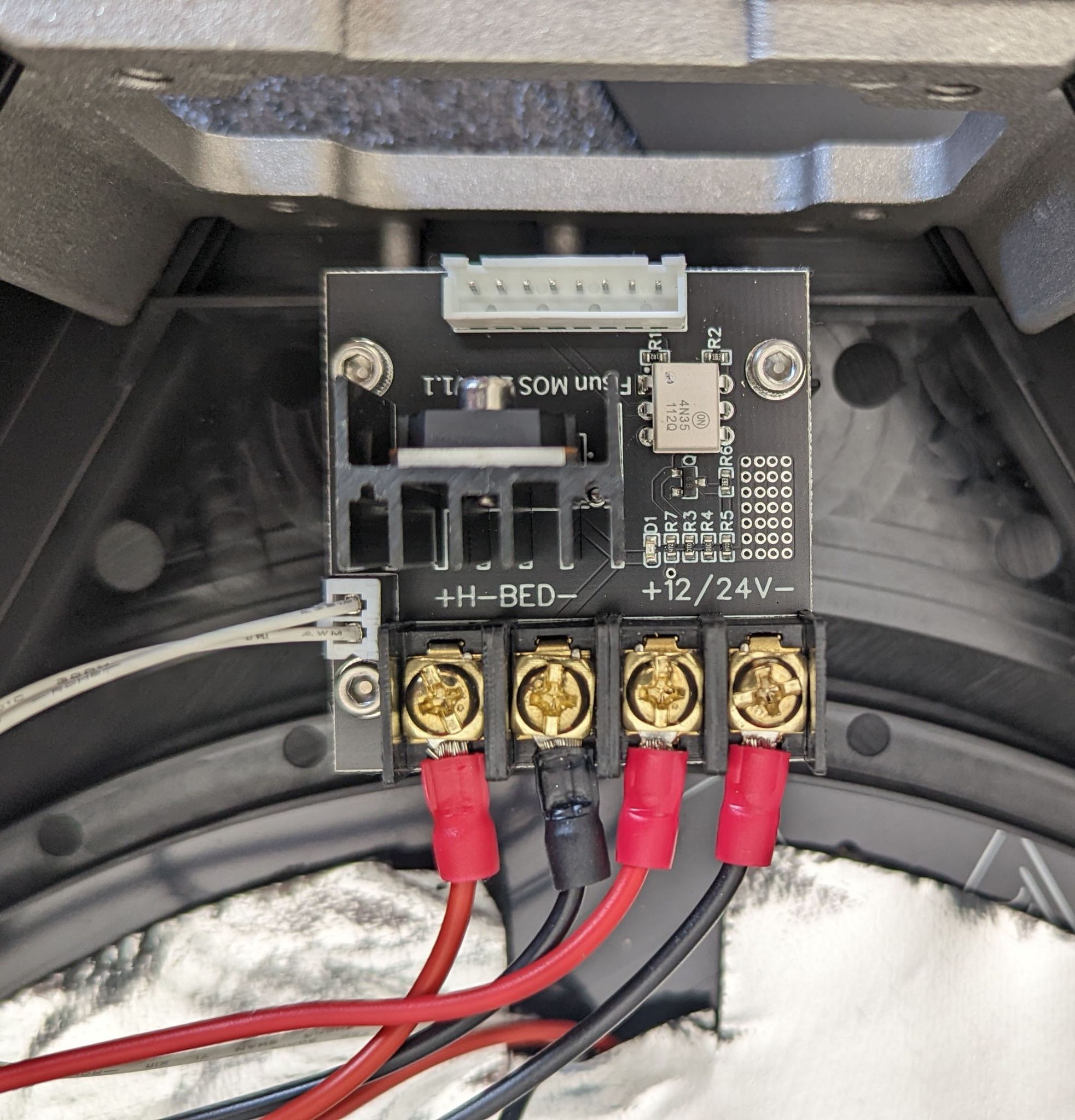
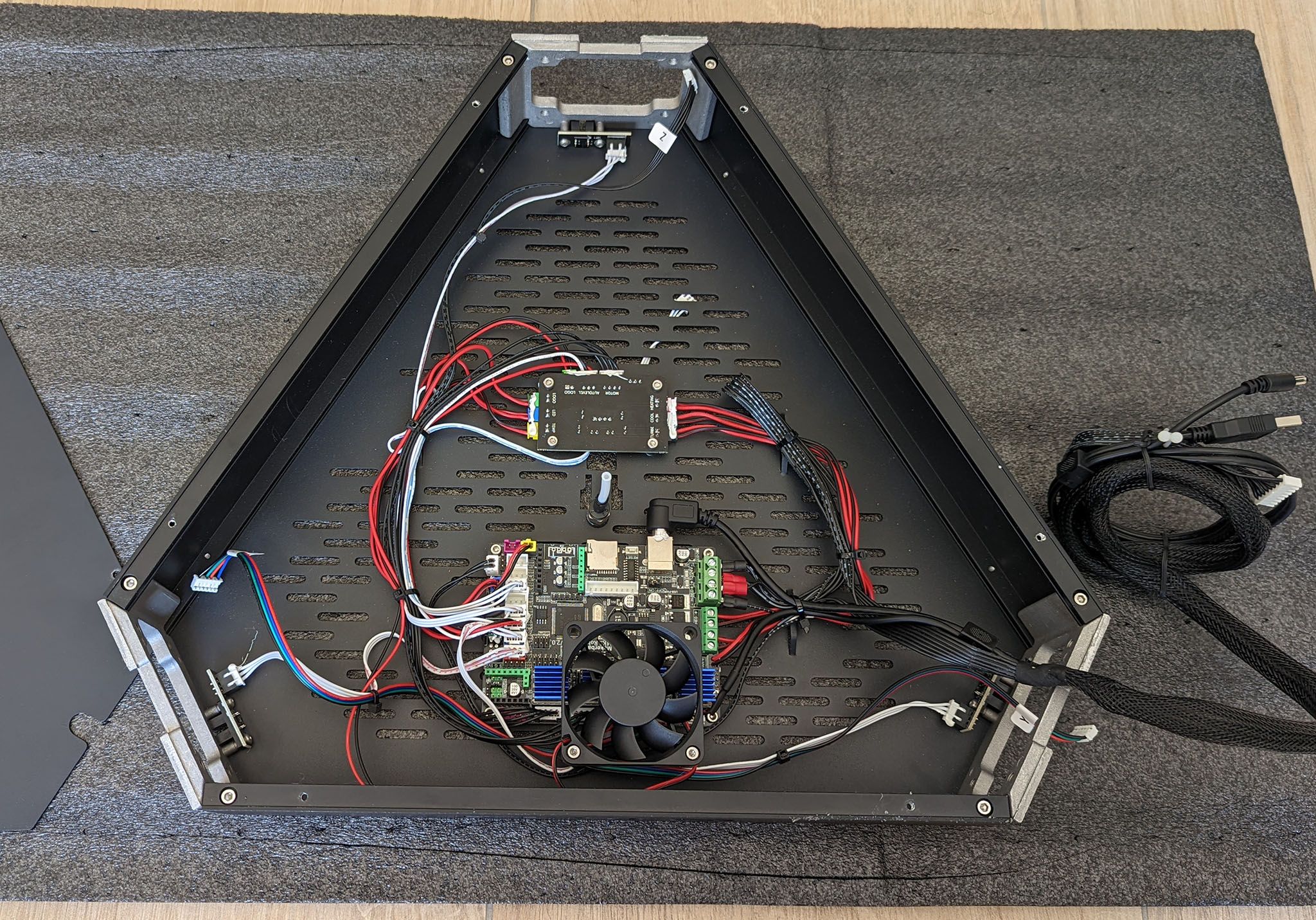
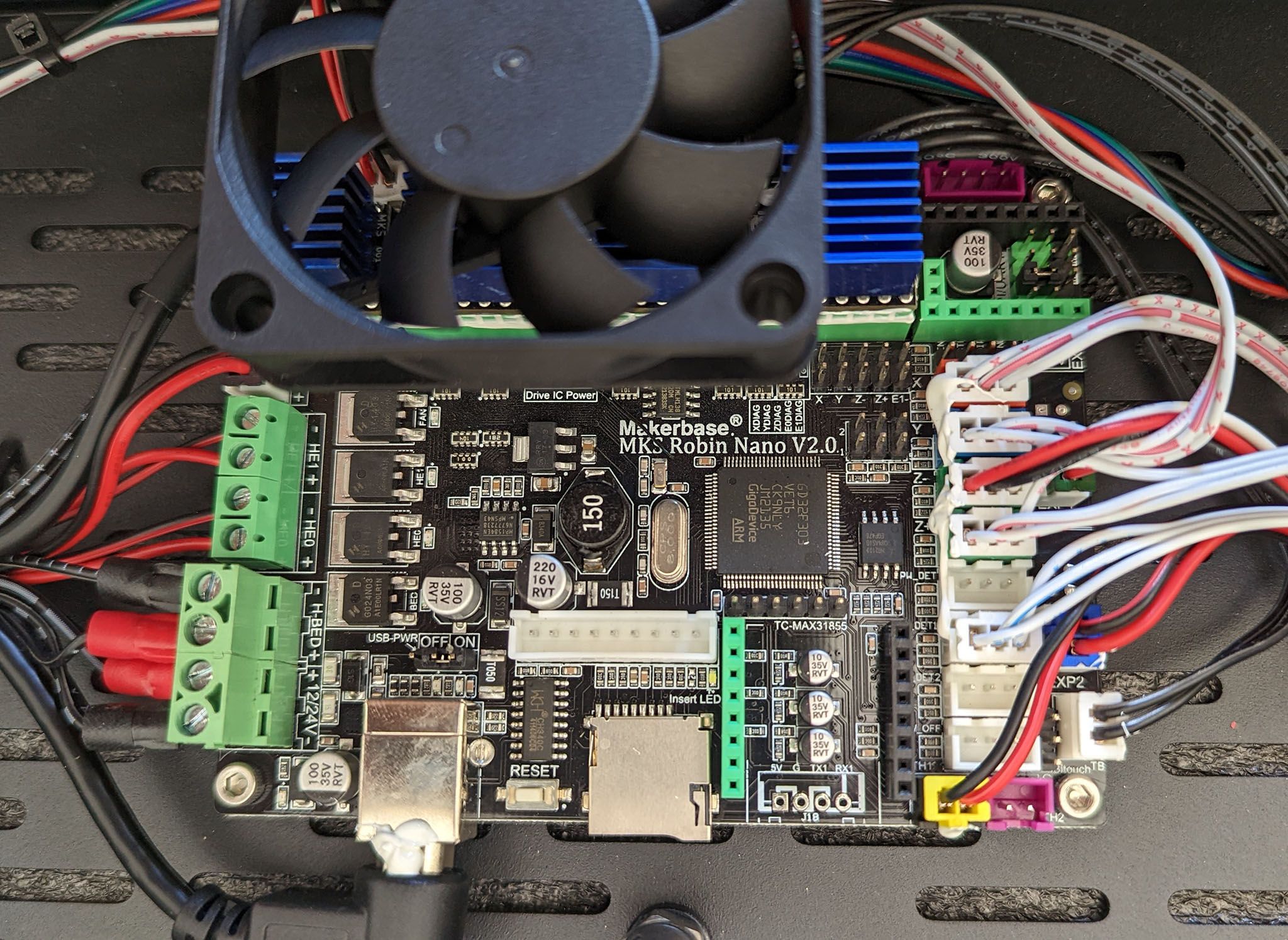
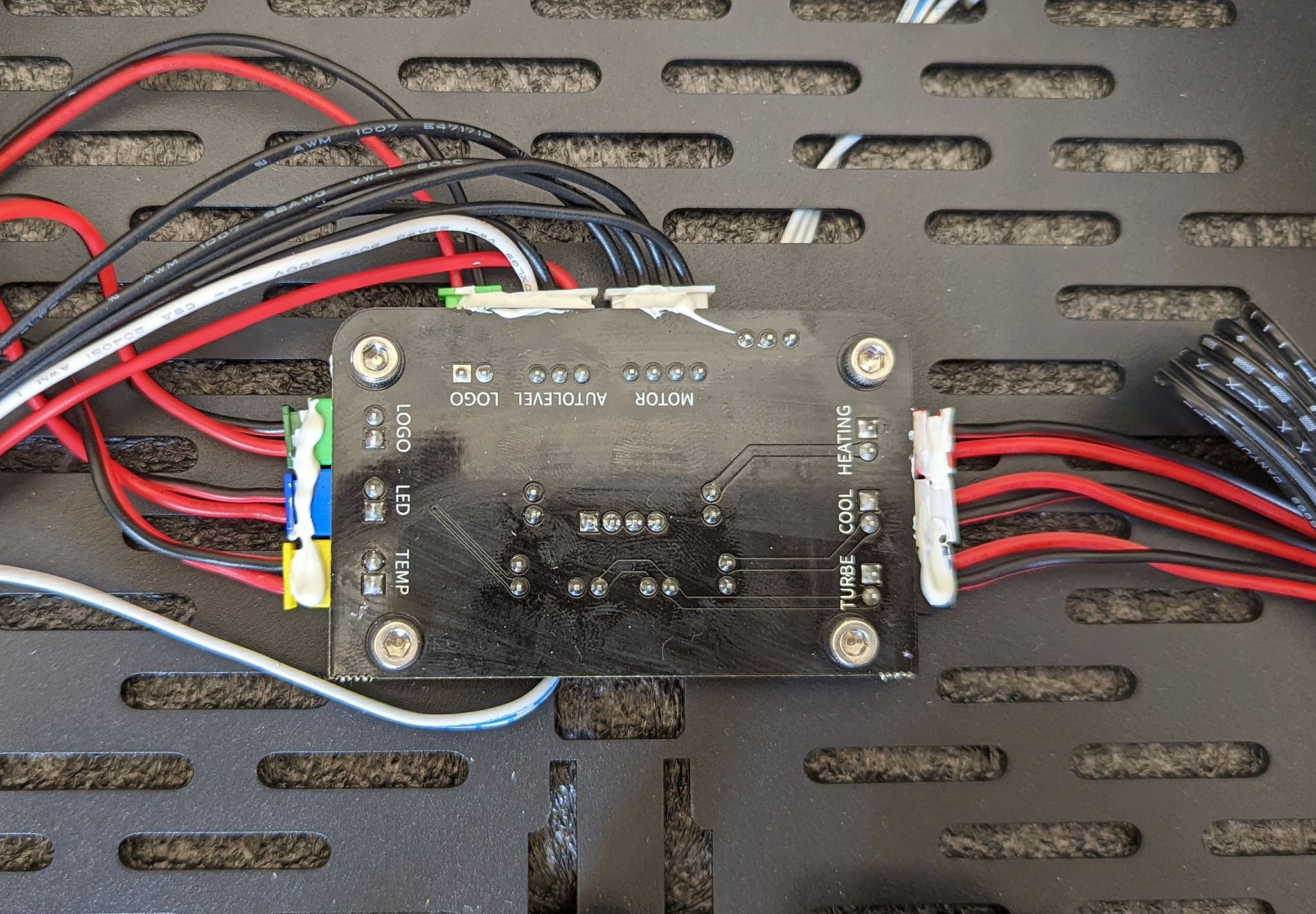
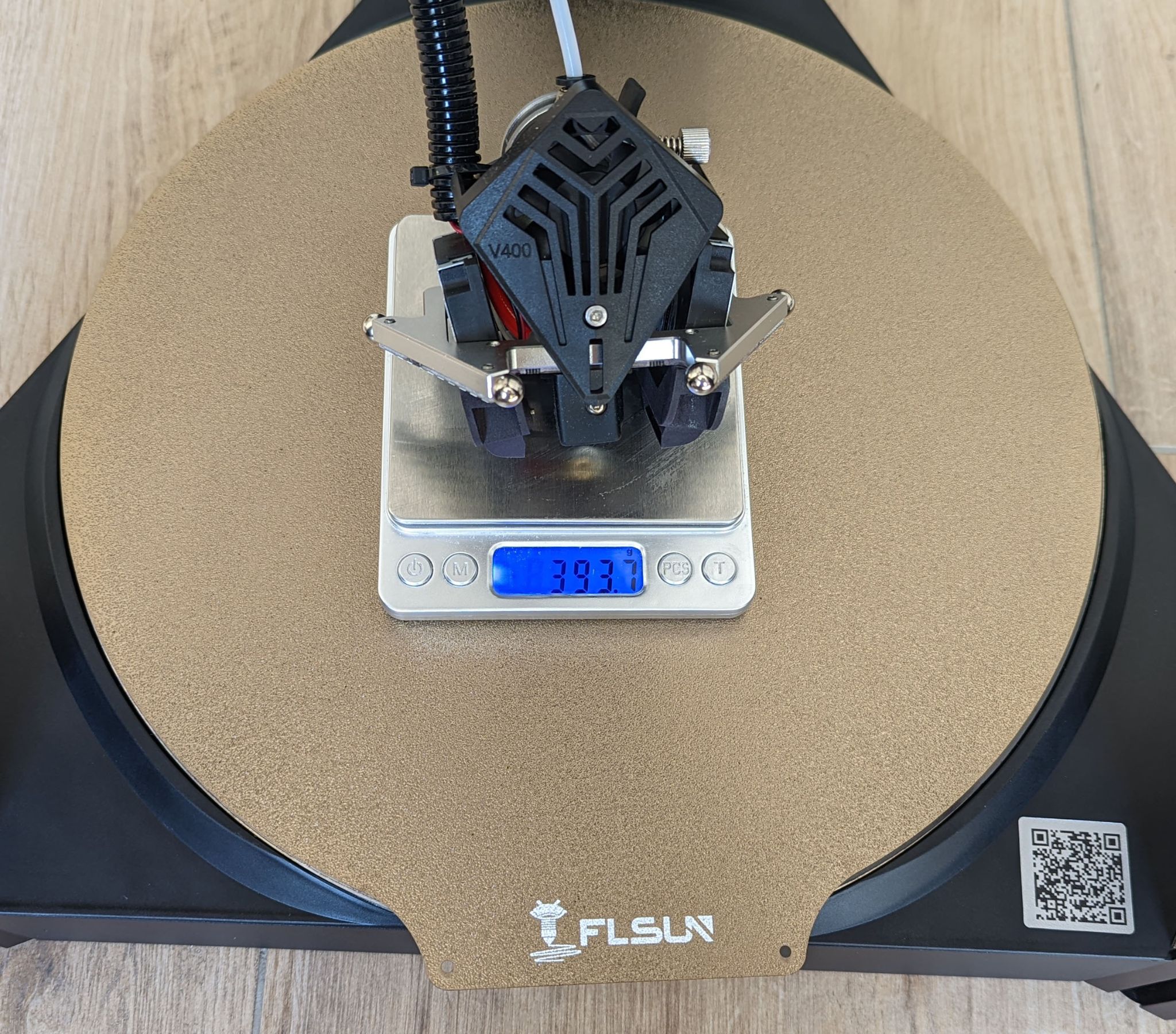
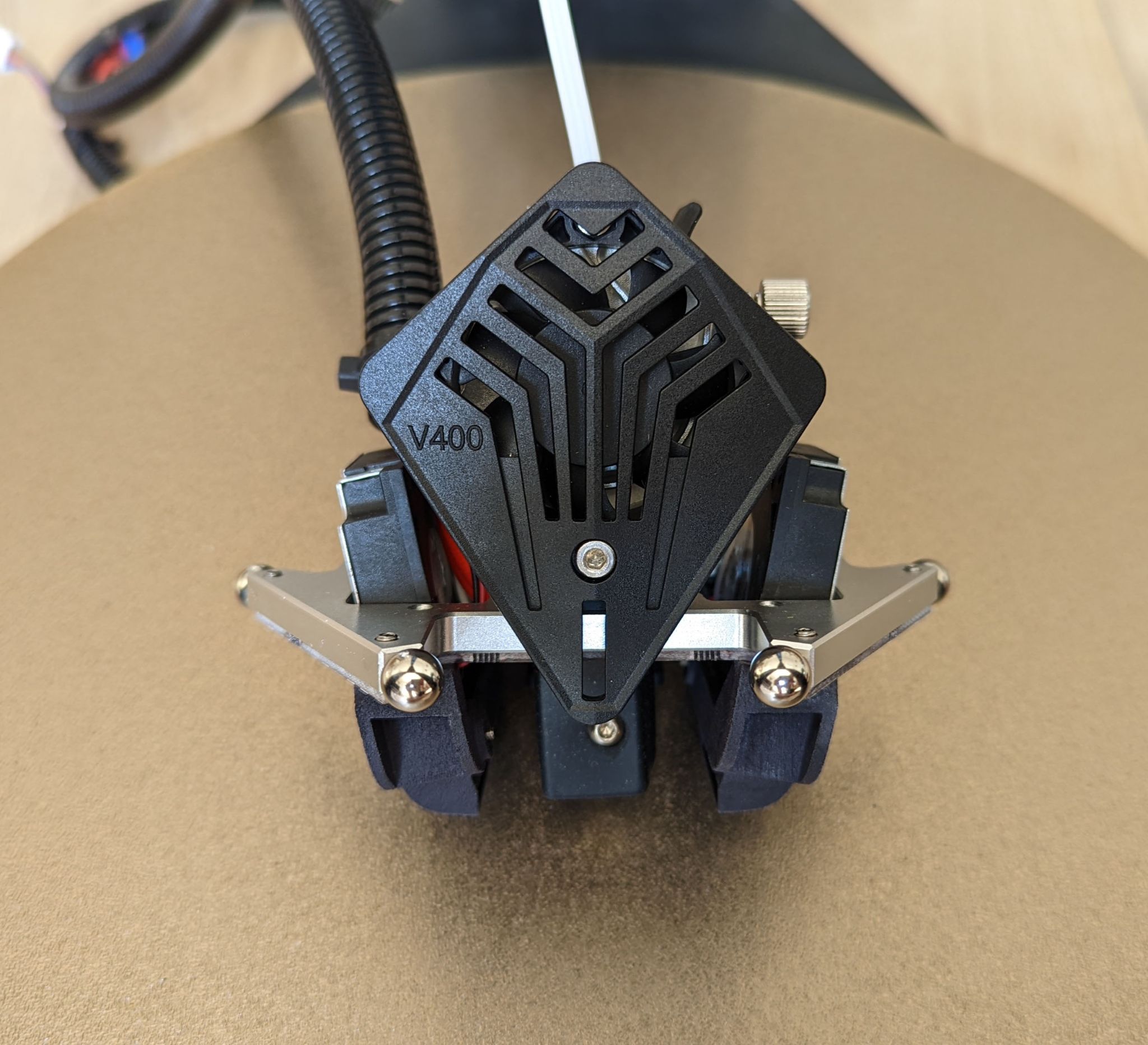
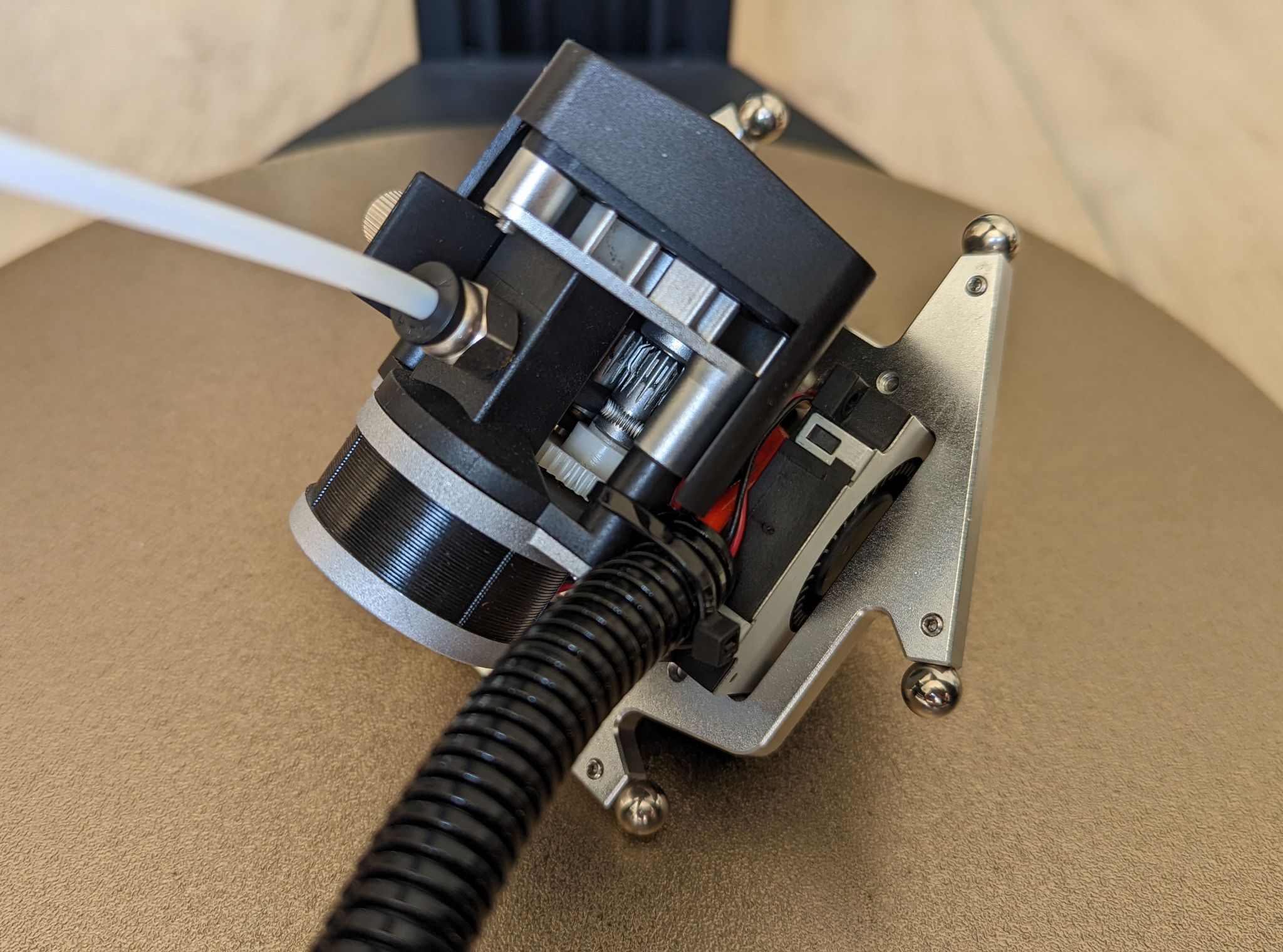
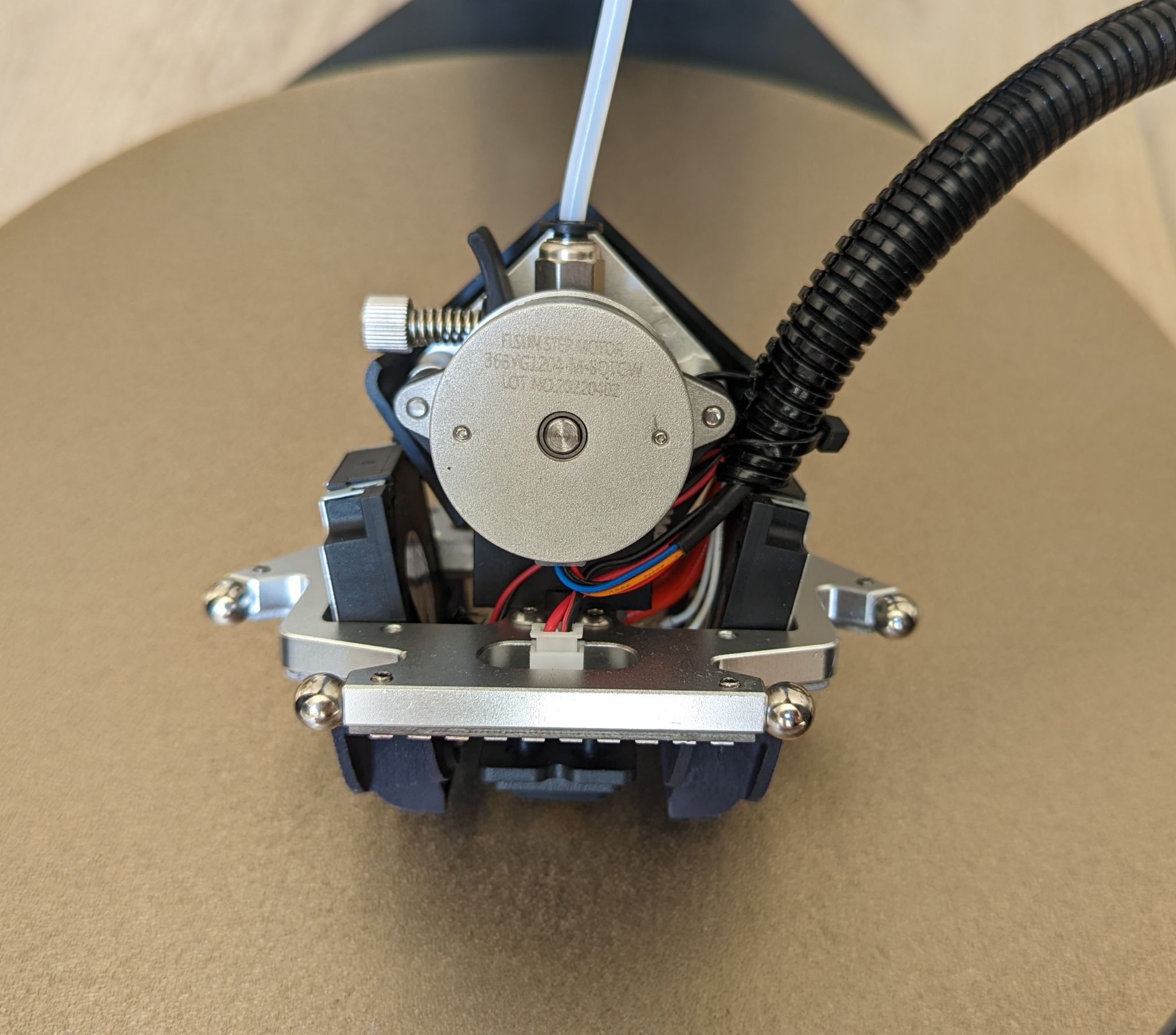
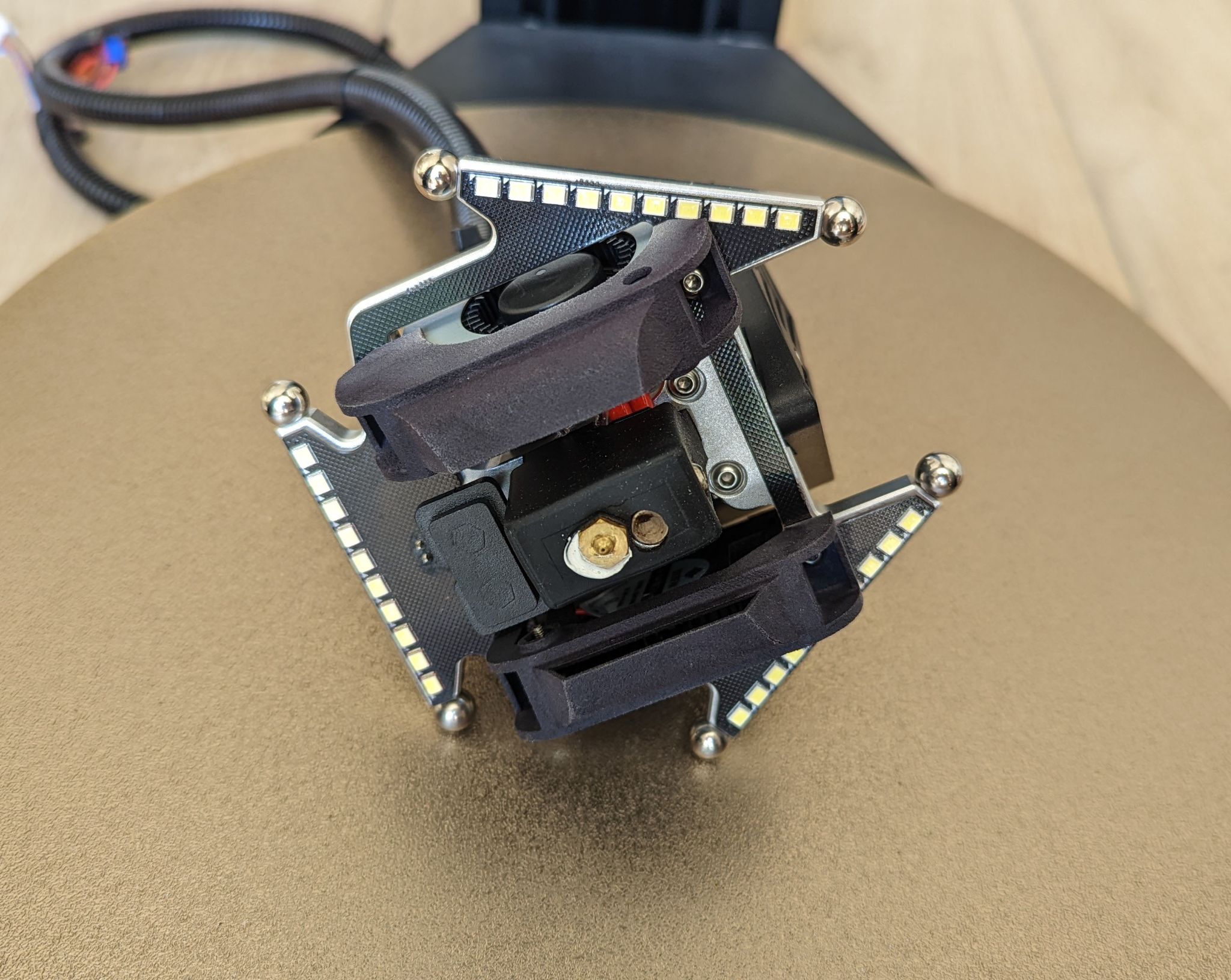
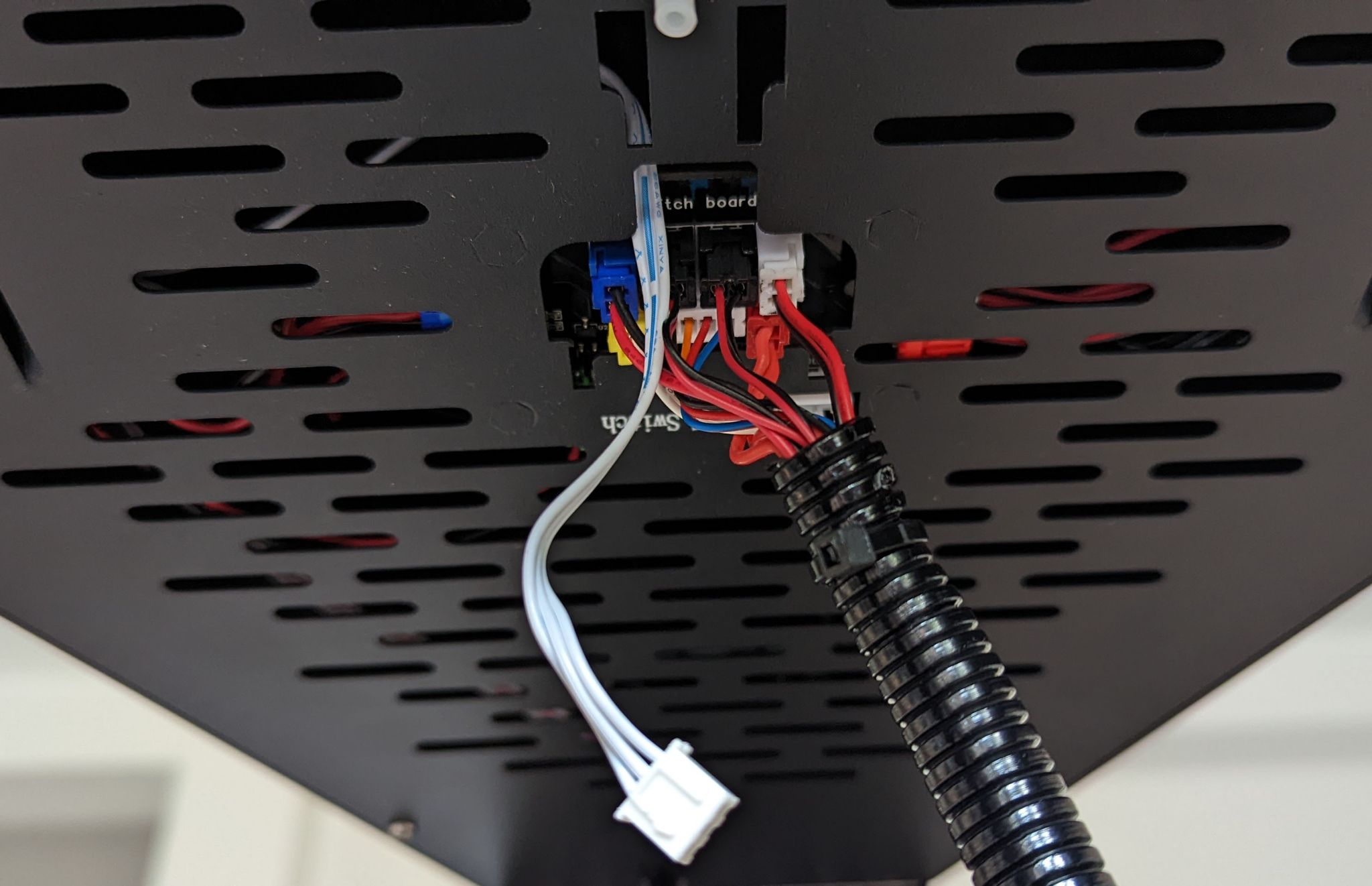
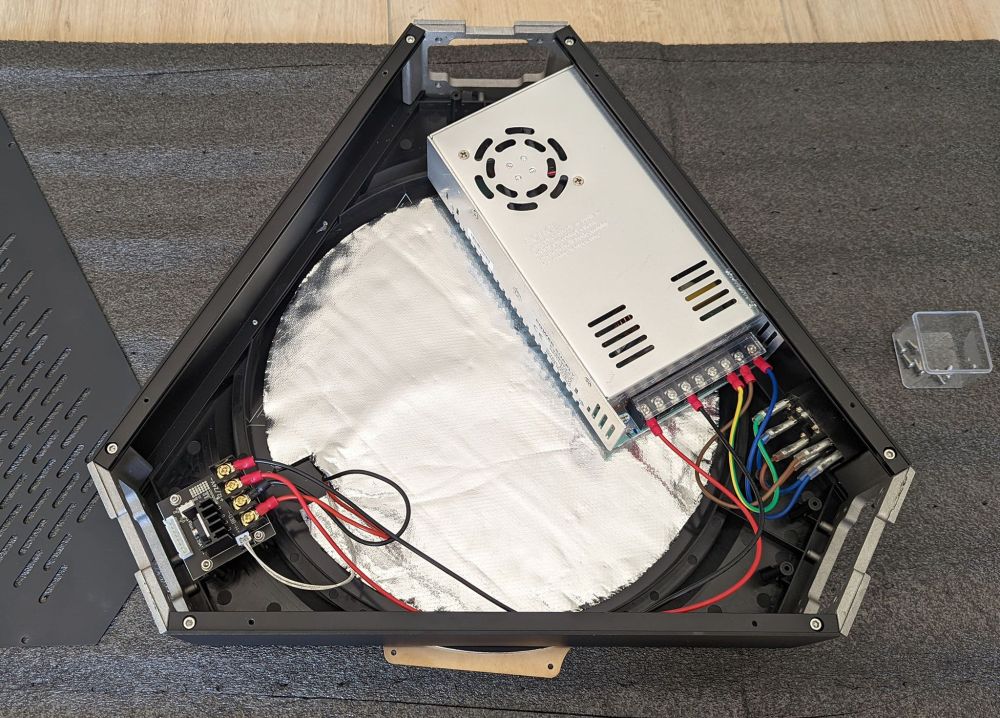
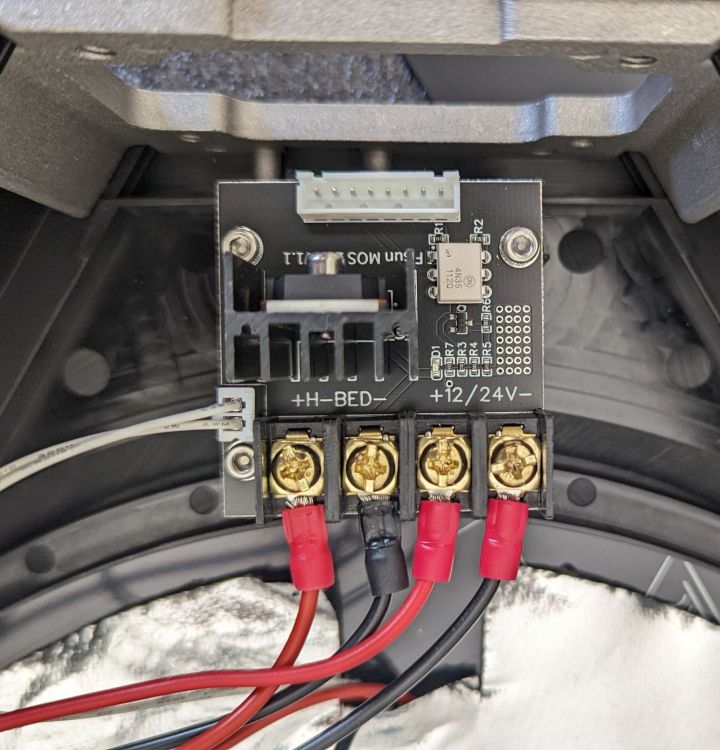
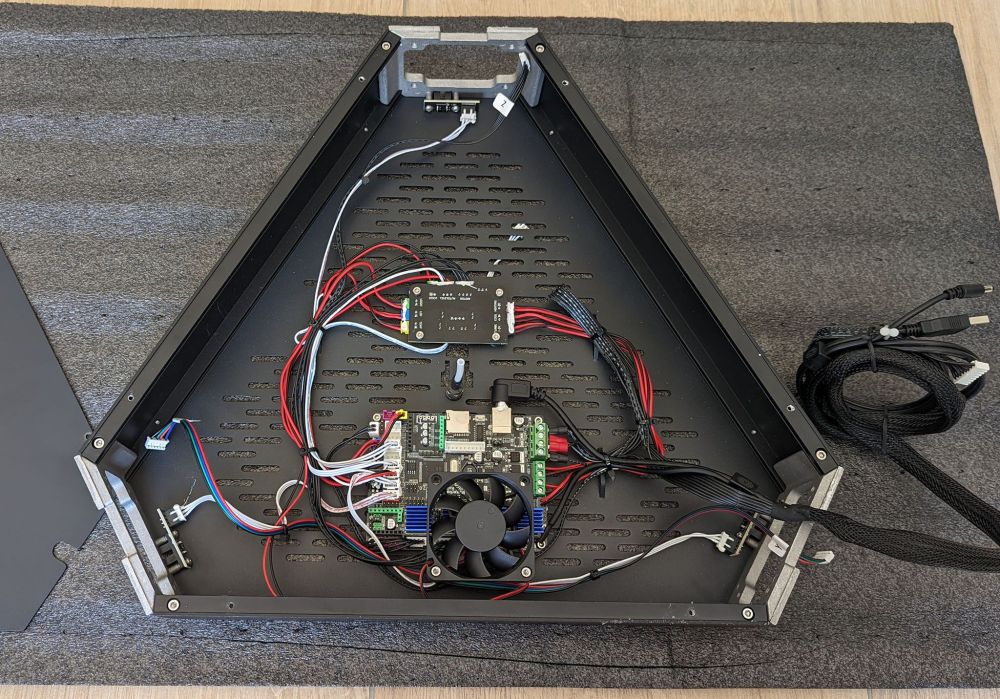
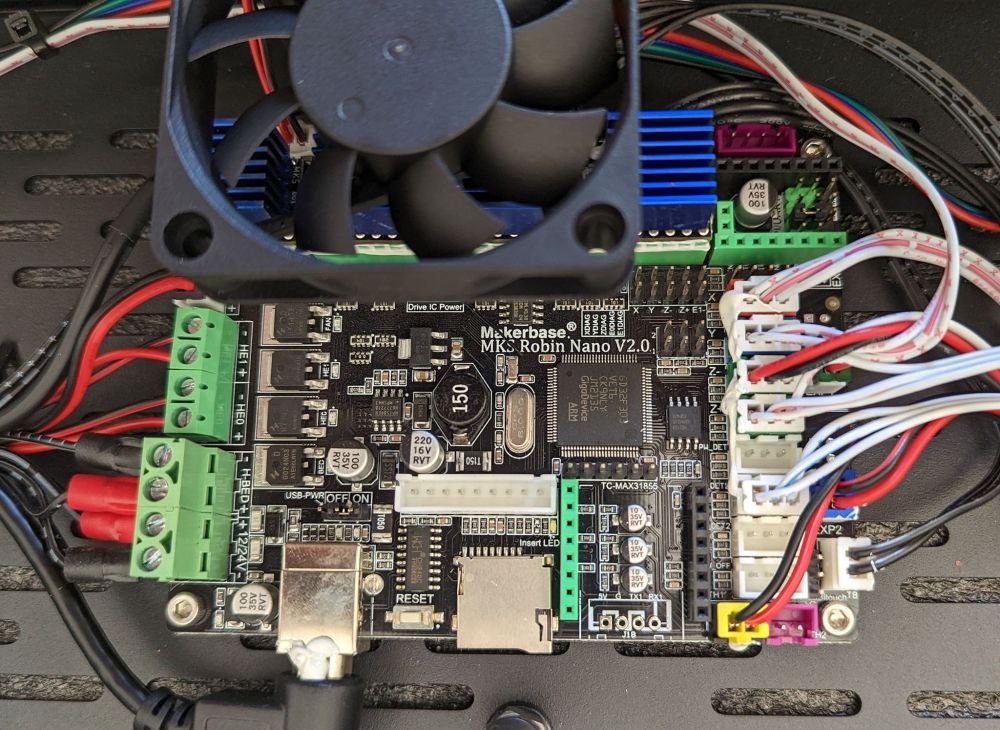
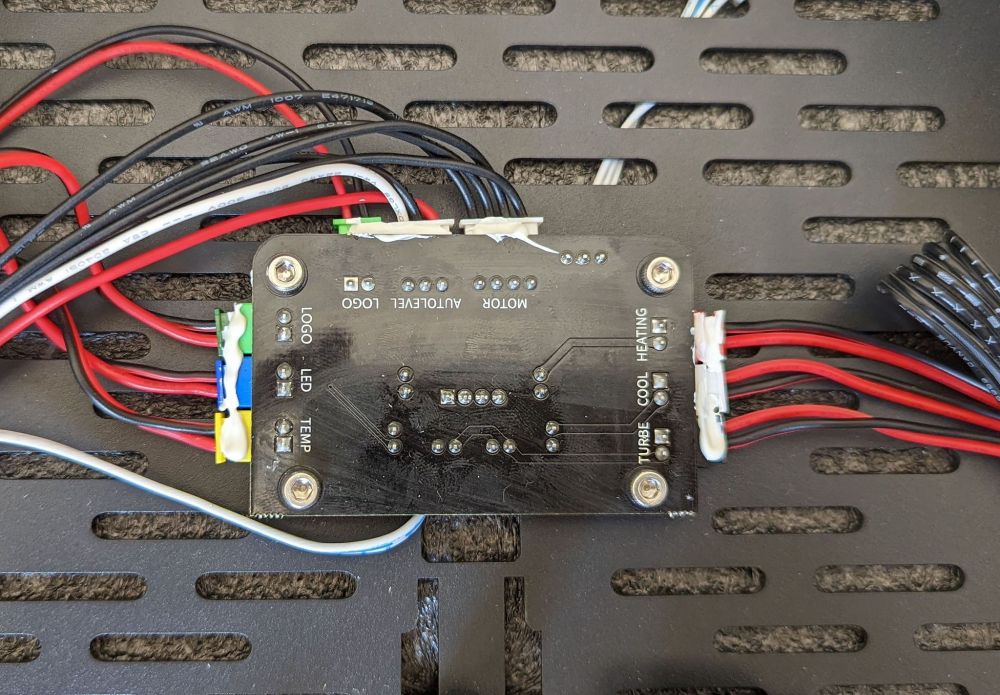
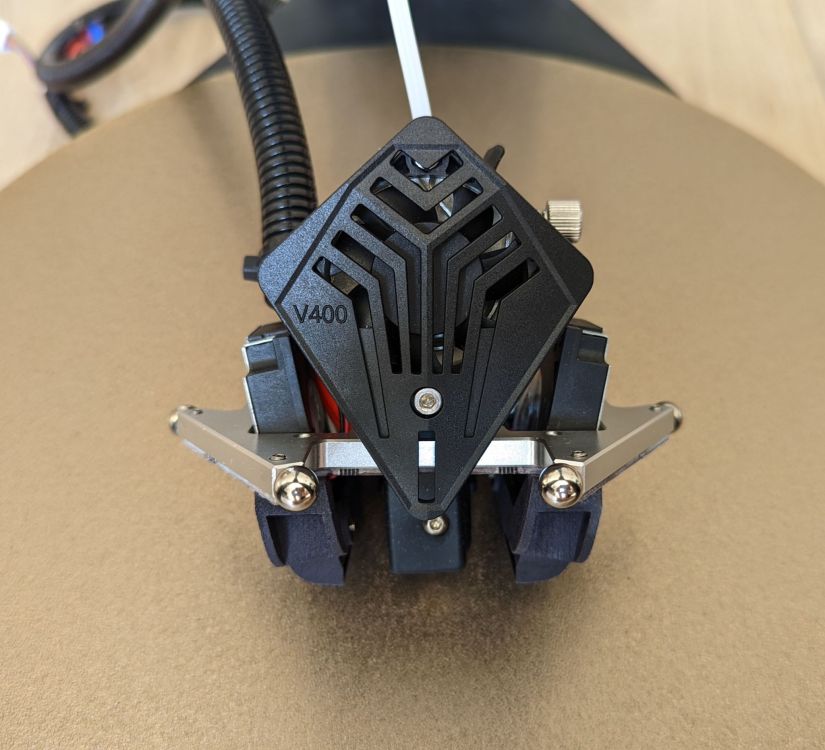
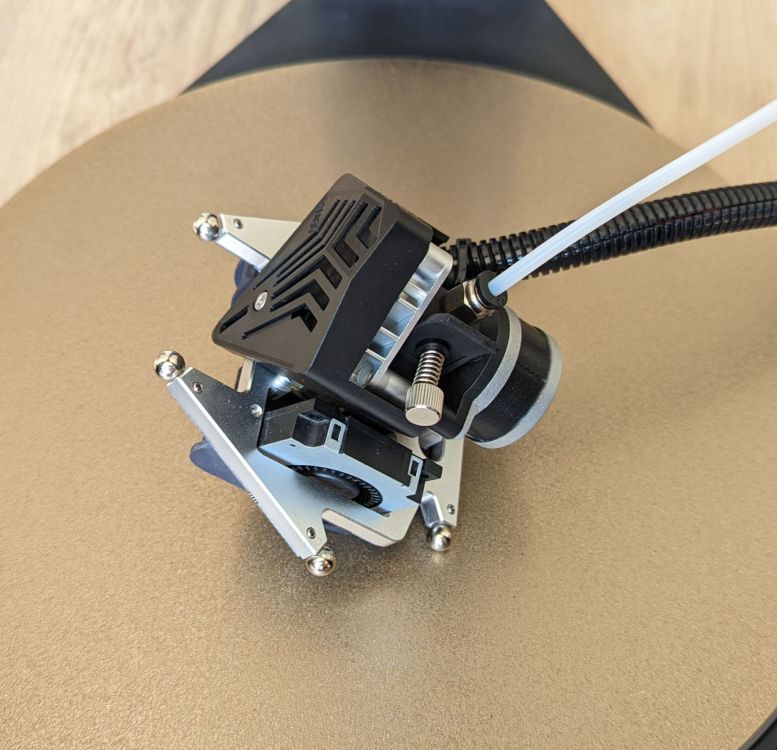
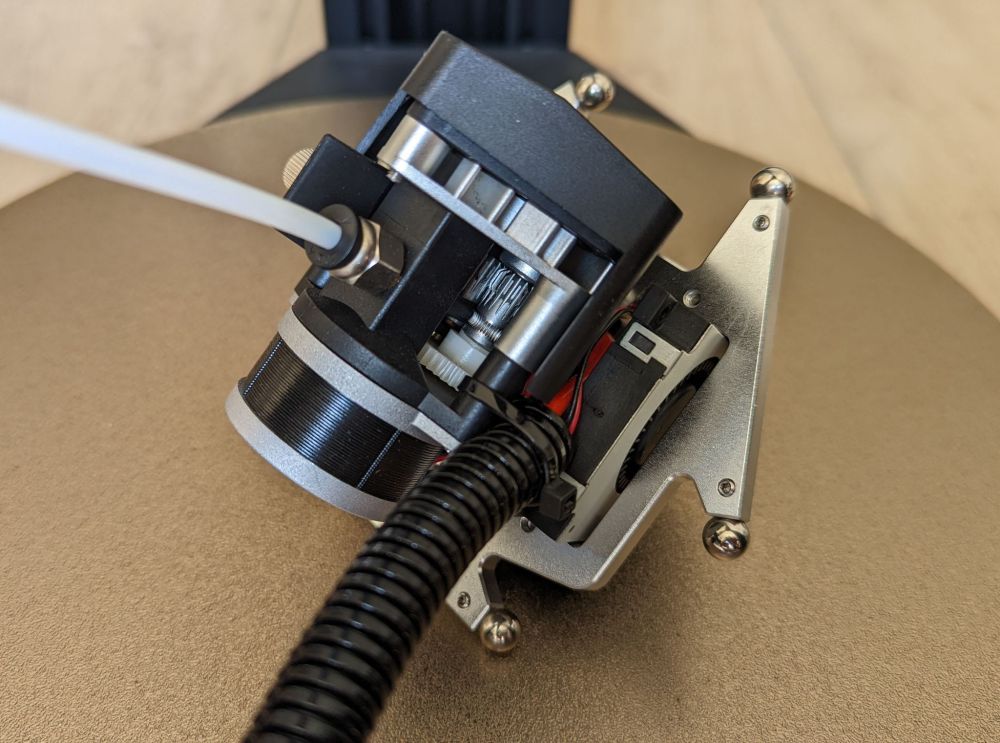
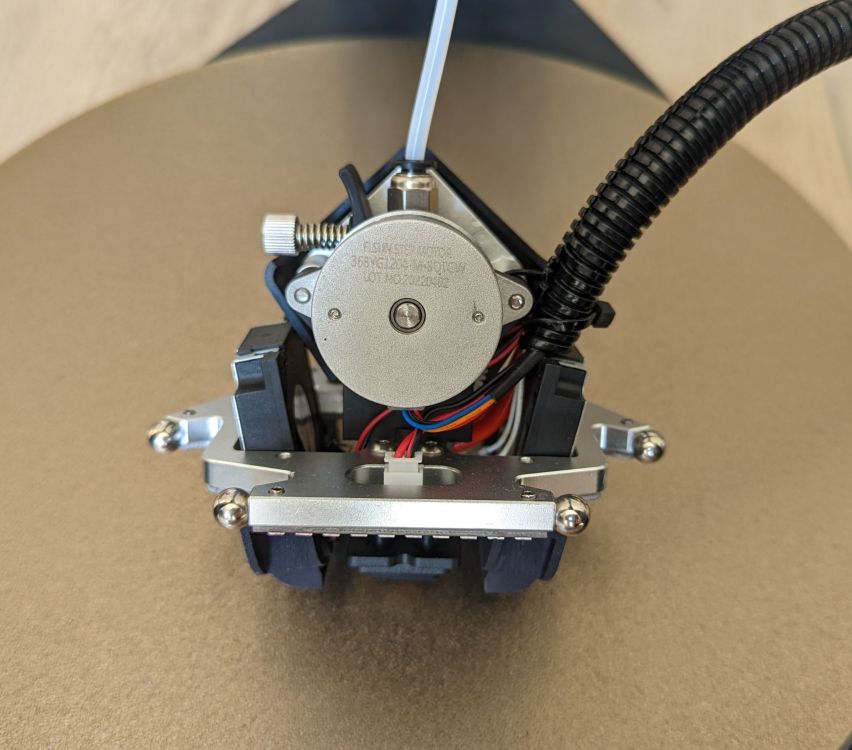
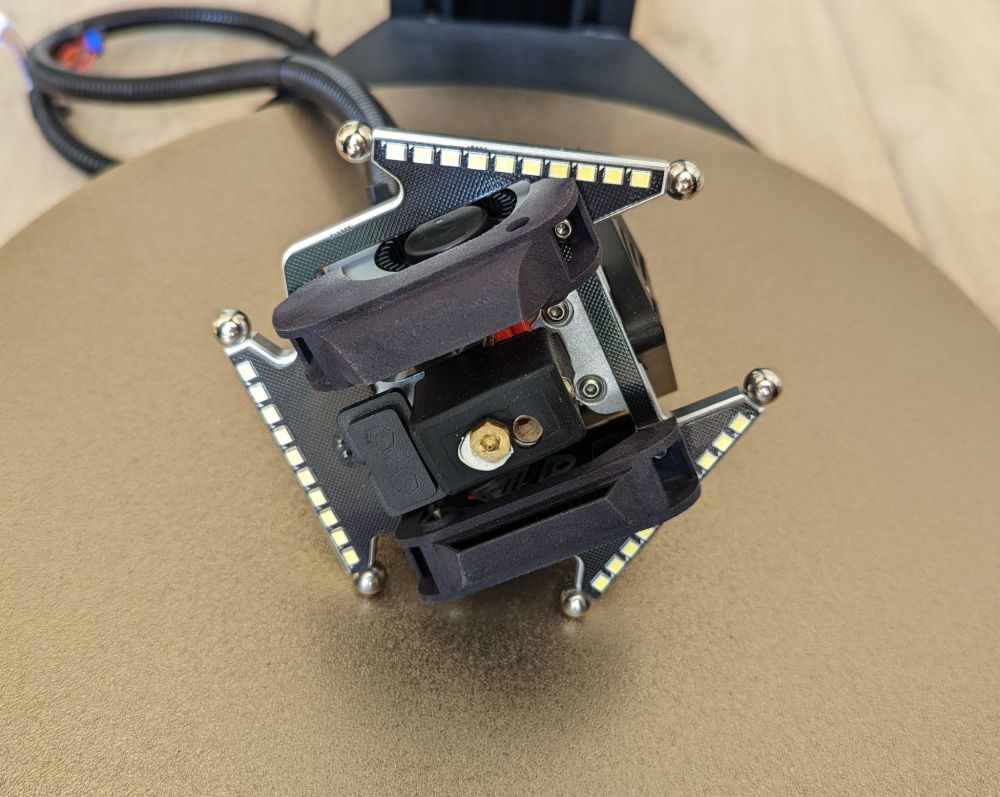
Les revendeurs En France : • Atome3D • Octogone3D (-10% avec le code Li3D) En Chine : • Site officiel FLSun3D • Tomtop • Banggood Préambule Entre les vacances et la livraison, je n'ai pas pu avoir mon précieux plus tôt et malheureusement, comme je repars bientôt, je ne vais pas avoir le temps de beaucoup jouer avec J'ai quand même procédé au déballage du gros carton dont le contenu a très vite été trouvé dans le topic quoi qu'est-ce ! Le carton en impose déjà plus que la Super Racer ! Une fois montée, c'est encore pire Mais avant le montage, place au déballage ! Et si vous cherchez plus de détails sur les caractéristiques techniques, il y a ce topic et surtout la fiche produit dans le comparateur. Unboxing Dans ce gros carton tout est bien protégé. Sur le dessus on retrouve déjà un bout de notice qui explique comment résoudre les problèmes courants ainsi qu'un schéma de la carte mère : L'imprimante, pré-assemblée est répartie sur 2 étages : Sur l'étage du dessus, en plus des 3 énormes profilés et de la notice, on retrouve : les caches pour le haut des profilés le support de bobine le cordon d'alimentation un sachat d'accessoire et pièces de rechange les 3 bras en carbone En dessous, avec la base et le haut de l'imprimante : une petite bobine de PLA l'extrudeur Direct Drive le capteur de filament l'écran le trépied pour l'écran Dans le petit pochon on retrouve : Il y a donc des outils pour le montage et la maintenance (pince coupante, tournevis plat, jeu de clef allen, pinceau, chiffonnette microfibre, colliers de serrage et aiguille à déboucher), des pièces de spare (thermistance et cartouche chauffante), une vraie (pas un adapateur) clef USB porte-clés de 4Go et surtout, un étiquete qui indique que la machine a passé le contrôle qualité ! Ensuite, avant le montage, il y aussi... le démontage Dans les entrailles de la V400 Dans la base, on retrouve le plateau chauffant bien isolé et alimenté en 24V : Et la petite carte qui renvoie l'alim au lit mais aussi à la carte mère ainsi que l'écran : Dans la partie supérieure du châssis, on retrouve en toute logique la carte mère équipée de drivers silencieux et bien ventilée ainsi qu'une autre petite carte dont j'ignore l'utilité (piloter le LED témoin peut-être ) : On peut remarquer que toutes les connectiques sont "collées" pour éviter qu'elles ne finissent par se débrancher avec les vibrations, c'est un bon point. Une fois que j'ai refermé tous les caches, j'ai attaqué l'assemblage. Montage de la FLSun V400 Le montage de la V400 est aussi simple et bien documenté (papier et vidéos) que celui de la SR. Il faut dans un premier temps installer les 3 gros profilés, en prenant soin de brancher le moteur X sur le connecteur X, le Y sur le Y et le Z sur le Z... Sur le haut c'est facile car étiqueté. Pour la partie inférieur du châssis, l'illustration du manuel aide bien avec le QR Code comme point de repaire : En parlant des profilés, les 3 axes ne naviguent plus sur un seul rail linéaire mais 2, entre lesquels "roule" une poulie : La finition des profilés est soignée puisqu'en plus des caches supérieurs vus plus haut durant le déballage, une petite pièce en plastique souple vient en protégér le bas, surement pour ne pas se blesser en les manipulant : Vous noterez au passage que les pieds sont déjà installés et pas réglables. Cependant, vu le poids de la machine, ils s'écraseront surement d'eux-même pour tous toucher terre. Ensuite, il faut faire passer les câbles qui partent du haut de la machine au travers d'un profilé pour les faire arriver en bas de la machine et brancher le connecteur blanc. Après 2 essais infructueux, j'ai été chercher une aiguille en nylon (si vous avez un simple câble pas trop épais et surtout un peu rigide genre RJ45 ça fait l'affaire aussi) pour les guider : L'étape suivante consiste à fixer les beaux bras en carbone dont les rotules sont déjà graissées : Pour ensuite y installer la tête d'impression baptisée effector dans la doc. J'en ai profité pour peser cette dernière et la prendre en photo sous toutes ses coutures : Ce n'est pas facile d'être précis avec la gaine mais en main c'est clairement plus léger que mon montage à base de LGX Lite sur la SR. C'est vraiment une très belle pièce : Les LED éclaireront bien les prints. En ce qui concerne l'extrudeur dual-gear je regrette juste le levier du Bondtech que je trouve plus pratique (bien qu'offrant moins de granularité sur le réglage et serrant parfois un peu fort le PLA) et surtout cette roue crantée en plastique... J'espère qu'elle durera bien dans le temps ! Je n'ai pas démonté la hotend mais je sais déjà qu'on est sur un heatbreak bi-métal avec une buse proprio capable de chauffer jusqu'à 300°. Cependant, le clone du volcano a une taille "normale", ça devrait aller vite. Les 2 ventilateurs de la buse ne sont "que" des 4010 mais les conduits ont l'air plutôt bien. A voir donc à l'usage et sur les porte-à-faux. Pour finir l'installation de la tête, on retrouve quelques connecteurs au bout de la guaine. Ils se connectent sous la partie supérieure du châssis. Entre leurs couleurs et leurs tailles différentes, on ne peut pas se tromper de trou : Le connecteur mal qui pendouille sert au capteur de filament. Le support de ce dernier vient maintenir la gaine afin de ne pas forcer sur les connecteurs (et éviter qu'ils se débranchent) : C'est bien pensé (et nécessaire) ! Pour finir, il ne reste plus qu'à connecter l'écran à poser sur son trépied : Il n'est pas fixé à la machine. Au début je trouvais ça dommage mais étant donné que ce Speeder Pad peut contrôler 2 autres machines en même temps, c'est finalement pas mal ! Vous aurez peut-être remarqué au passage que le tiroir bien pratique de la Super Racer a disparu Va falloir trouver un endroit pour stocker le capteur de nivellement automatique du plateau du coup Une dernière photo de la face lisse (non recouverte de PEI) du lit amovible, aimanté et flexible : (va falloir y passer un cool d'alcool pour virer ces traces de doigts de cochon ) C'est tout pour aujourd'hui, la suite au prochain épisode





















 2 points
2 points -
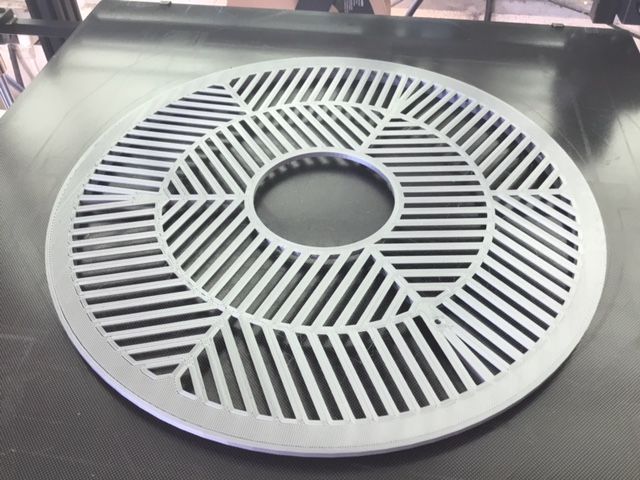
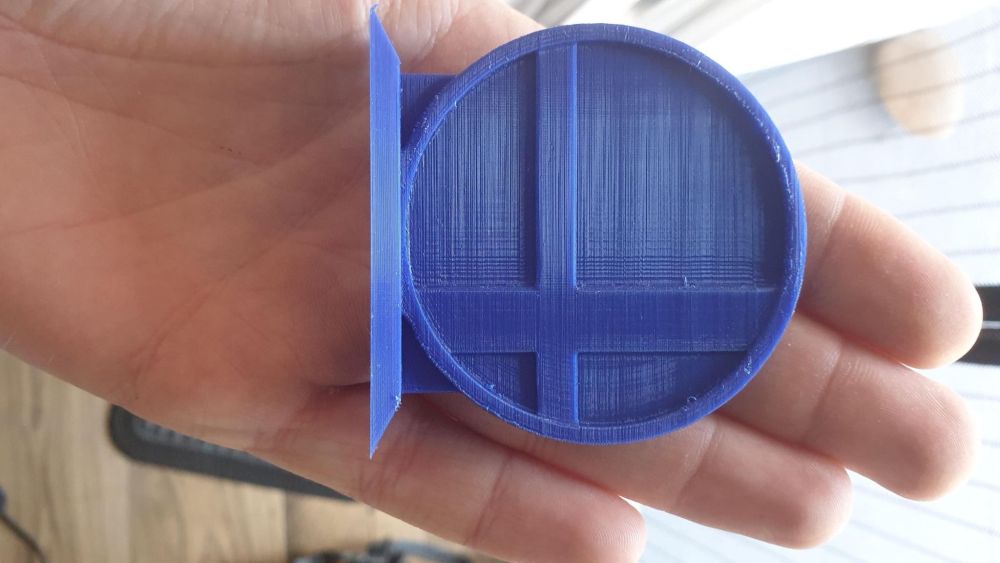
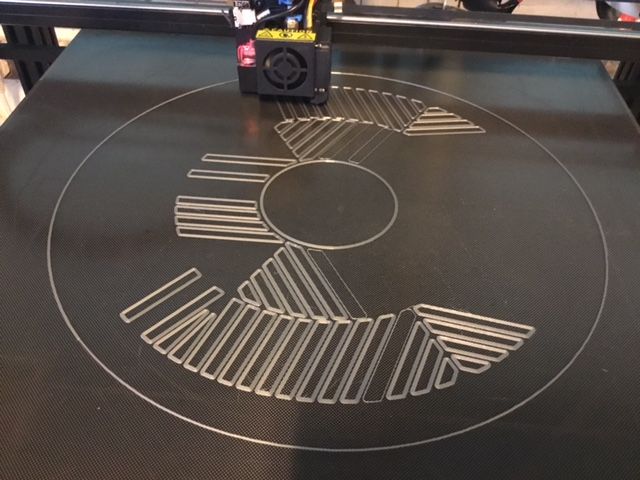
Et le silence qui suit c'est encore du Mozart... Et voilà le travail, la photo, parle d'elle même, hormis quelques poiluchons dérisoires qui s'évaporent au premier souffle, c'est nickel chrome, je suis en admiration devant le résultat. Alors bien sûr tout est perfectible... mais ce n'est plus que de l'ajustement par petites touches qui se règleront avec l'expérience au fil du temps, mais la base est excellente et laisse entrevoir toutes les potentialités de la bécane... Et je me rends compte que je vais devoir aussi tenir compte des mesures précises de l'objet, voire de rectifier mes dessins pour que la corrélation se fasse au mieux avec les paramètres... par exemple, je peux jouer sur la largeur de ligne ou le chevauchement, mais je peux aussi modifier légèrement l'espace entre les barres pour que celles-ci soient un poil plus étroites de manière à resserrer un peu les lignes pour supprimer le petit espace résiduel... sinon il m'a semble voir aussi une commande pour rajouter une liaison et combler les vides... Tout ça relève du domaine de l'exploration, mais au moins je pars sur du concret, l'objet apparaît enfin pour de bon et l'analyse fine du résultat est enfin possible, le stade du "le fera-le fera pas" est enfin dépassé, ne reste à gérer que le détail... et de la galère on passe enfin au plaisir de faire... je dis souvent "enfin" mais c'est vraiment pour traduire le ressenti... ouf!... Alors un grand merci @Yellow T-pot et @fred5976 pour toute l'aide apportée et le soutien amical dans les moments de déprime... Si ce retour peut servir à d'autres c'est aussi le but, d'ici peu je ferai un petit fil résumé pour ne pas avoir à relire tous les détails et digressions diverses, je me garderai bien de conseils directs sur l'impression, je ne m'en sens pas encore vraiment compétent, mais juste un avis sur les considérations liées directement à ce qui concerne la machine elle même car j'en ai appris beaucoup et ça n'est pas dans le manuel marketing de l'outil magique... ça n'est magique qu'après de pénibles efforts que l'on pourrait largement s'épargner en grande partie. Allez, je vais enfin pouvoir m'attaquer aux pièces plus sérieuses, après que j'aurai refait la série des masques qui vont me permettre d'ajuster les paramètres aux petits oignons... Je me sens comme l'oiseau qui sort du nid pour prendre son envol... à presque 70 ans ça me rajeunit...


 2 points
2 points -
Il n'y a que ceux qui font rien qui ne se trompent jamais. Bravo et merci pour ton retour d'info2 points
-
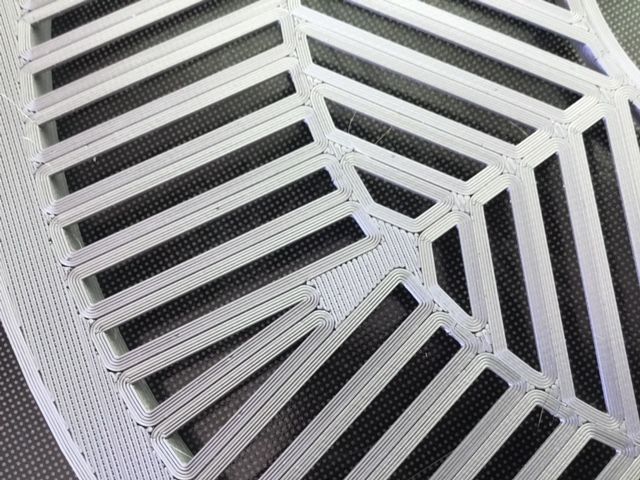
Bien chers @Yellow T-pot et @fred5976, je vous dois une fière chandelle, je vend peut être la peau de l'ours un peu tôt, mais je ne résiste pas au plaisir que j'ai de partager avec vous cette avant première grande réussite... Alors bien sûr la pièce n'en est qu'au début, mais rien à voir avec tout ce que j'ai fait jusqu'à présent... c'est plus que top niveau, tout est absolument parfait, et moi qui aime la conjugaison j'irai jusqu'à dire qu'on est dans le plus que parfait du subjectif... ça me rend euphorique... non seulement ça se déroule à merveille, aucun défaut d'aucune sorte, mais en plus esthétiquement c'est magnifique... et doux au toucher... rien à voir avec tout ce que j'ai pu faire avant... même sur ms meilleures pièces... et même si pour une raison ou une autre l'impression n'allait pas à son terme, je ne vois d'ailleurs pas pourquoi mais sait-on jamais, je ne serai absolument pas déçu car étant déjà parvenu à ça, tous les espoirs sont plus que permis pour la suite... Je n'ai donc aucune inquiétude sur la suite, je vais pouvoir aller me coucher et dormir comme un bébé, de toute manière la nature m'y poussant je ferai quand même un petit saut au bureau au cours de la nuit... ne serait-ce que pour me régaler de la douce musique ronronnante... là pour moi c'est déjà du Mozart...
 2 points
2 points -
Ok bah je me sen bête, le problème était simplement dû à l'"isolant en caoutchouc, que je n'avais pas remis une fois...2 points
-
Salut tout le monde, Nouveau projet en cours, une extrudeuse à filament à partir de lamelles de bouteilles en PET. Je suis entrain de faire la modélisation, et je me demandais si des membres du forum avait déjà fabriqué leurs propres extrudeuse ? Au plaisir de voir les votres, bonne soirée à tous ! <EDIT> Le projet étant terminé, vous pouvez vous rendre à la page 5 pour prendre connaissance du rapport du projet ainsi que la liste (BOM) du matériel et des pièces à imprimer. </fin>1 point
-
Salutation ! Je viens de recevoir la "Boîte à lumière UV 3D pour résine SLA/DLP/LCD, modèle d'imprimante, boîte de durcissement secondaire UV, boîtes polyvalentes" ou "Curing box station for resin 3d printing miniatures" (vendu sur ChituSystems https://chitusystems.com/product/3d-uv-resin-curing-light-box-for-sla-dlp-lcd-3d-resin-printer-model-uv-secondary-curing-box-enclosure-versatile-boxes/ AliExpress "ChiTu Systems Store" https://fr.aliexpress.com/item/1005003776287097.html On la retrouve nommé "eCure Curing Box" sur le site de eSun https://www.esun3d.com/ecure-product/ , gagné grâce à un concours organisé par Chitubox ) Le câble USB ( mâle USB type A - mâle USB type micro B) fait environ 122 cm ( bouts des connecteurs USB inclues ) câble de charge uniquement (n'est pas un câble de transfert de données) Mini documentation (très très succincte, en anglais) Assemblage on ne peut plus simple Ils ont même pensé à mettre une poche pour y ranger le câble USB et la mini-documentation. Quand on alimente / branche le câble USB cela affiche "30" pour 30 secondes d'exposition. Un appui "court" sur le seul bouton permet alors d'allumer les UV pour les délais affichés. Quand en fonctionnement, cela décompte et alors un autre appui court permet de mettre en pause. Quand le décompte se termine l'affichage s'éteint, (il n'y a pas de bip) et il suffit d'appuyer sur le bouton pour se retrouver comme si on venait de brancher l'USB. Pour ajuster la durée, il faut faire un appui long ( au moins de l'ordre de 3 secondes ) et cela affiche "1" pour minute et alors, si on continue d'appuyer ( sans relâcher le bouton ), on voit s'incrémenter le compteur. ( le compteur monte au maximum a 16 minutes et cela recommence a une minute ... ) Et quand on lâche l'appui, après trois clignotements, les minutes sont convertie en seconde et les UV allumé pour cette durée.












 1 point
1 point -
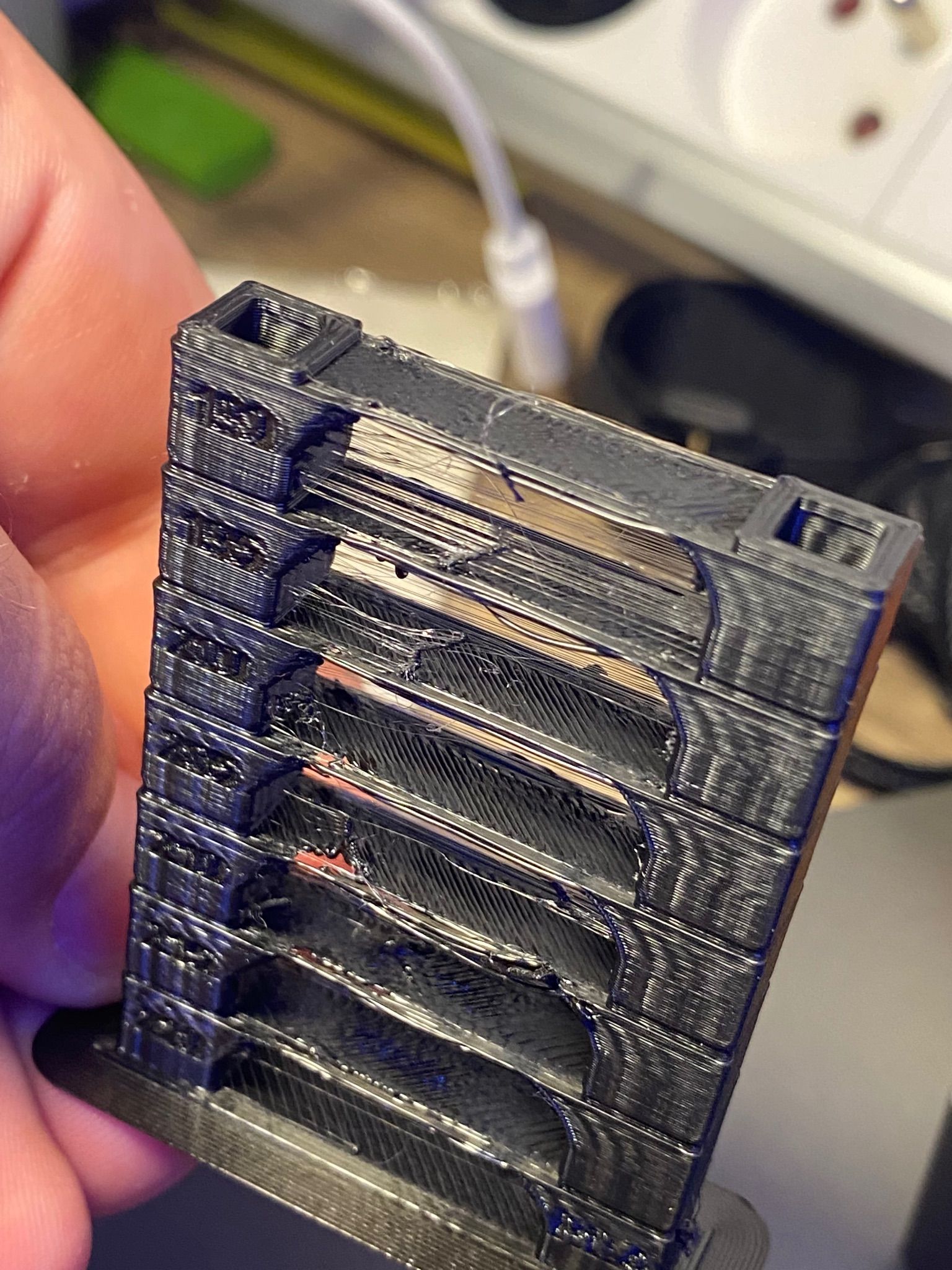
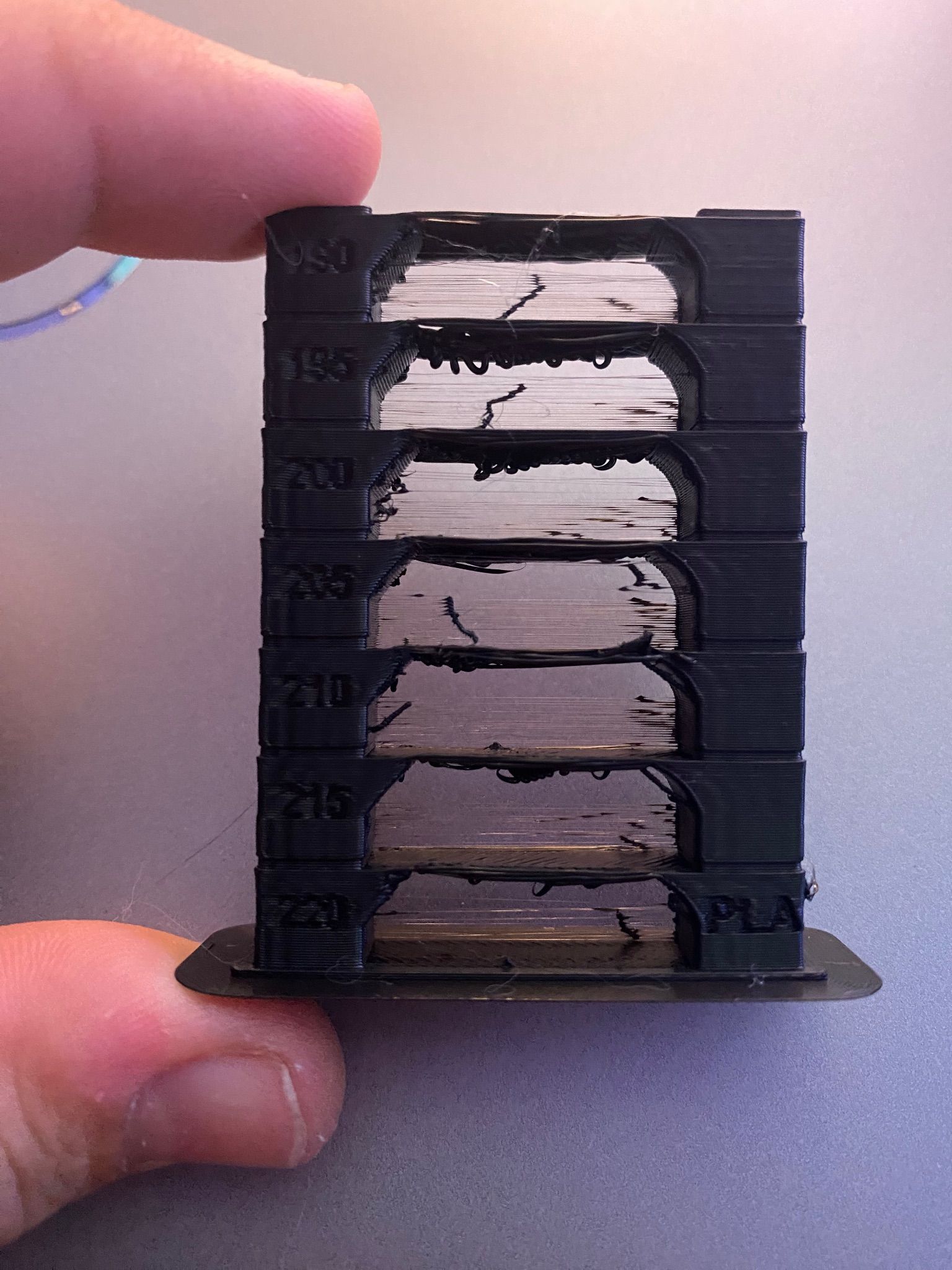
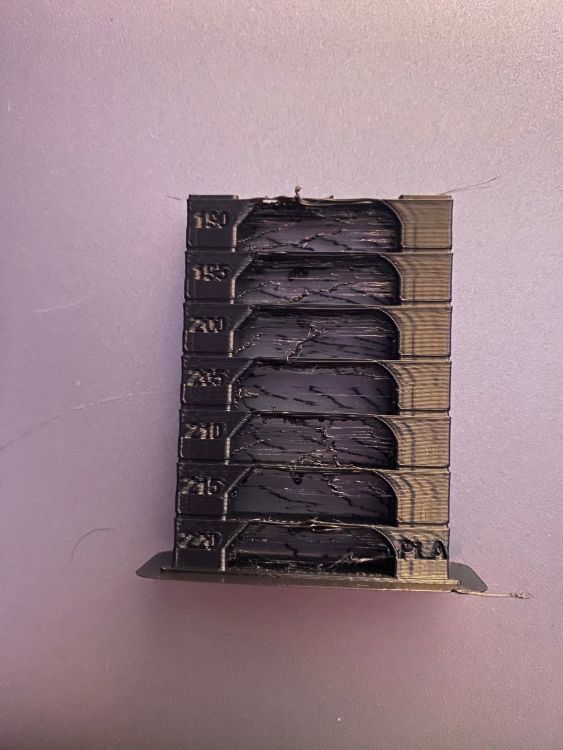
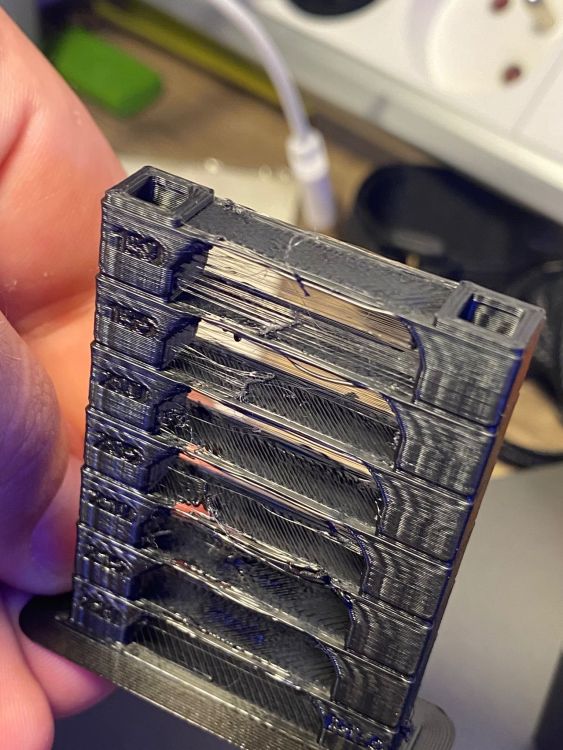
La tout de température c’est une catastrophe ^^’ J’ai changé les paramètres de rétractation sur 1.2 et 35mm/s et j’obtiens un résultat un peu meilleur mais pas digne de ce qu’on les autre num de l’installation de base ^^’
 1 point
1 point -
Bonjour Kanette, J'ai comme toi, démonté toute l'imprimante S1 pro car je me suis aperçu qu'elle n'était pas fiable au niveau de l'impression. Les équerres supportant les écrous T8 qui ne sont pas à 90° (normal car tôle pliée) jeu dans un écrou T8 faisant claquer l'imprimante au démarrage, portique pas d'équerre avec le plateau, barre de l'extrudeur pas parallèle au plateau, réglage des excentriques du chariot du plateau, de l'extrudeur et du portique. J'ai remarqué que le plateau Alu se déforme si tu comprime trop les ressorts sous le plateau ! plateau Alu moulé chewing-gum! Une chose qu'aucune chaine Youtube ne précise lorsqu'il font des tutos sur les imprimante, c'est de bien choisir ton équerre car tu peux vite te perdre dans tes réglages si elle n'est pas à 90°, les équerres ont un degré de précision suivant leur fabrication (Maçon, Bricolage, usinée) Bon courage1 point
-
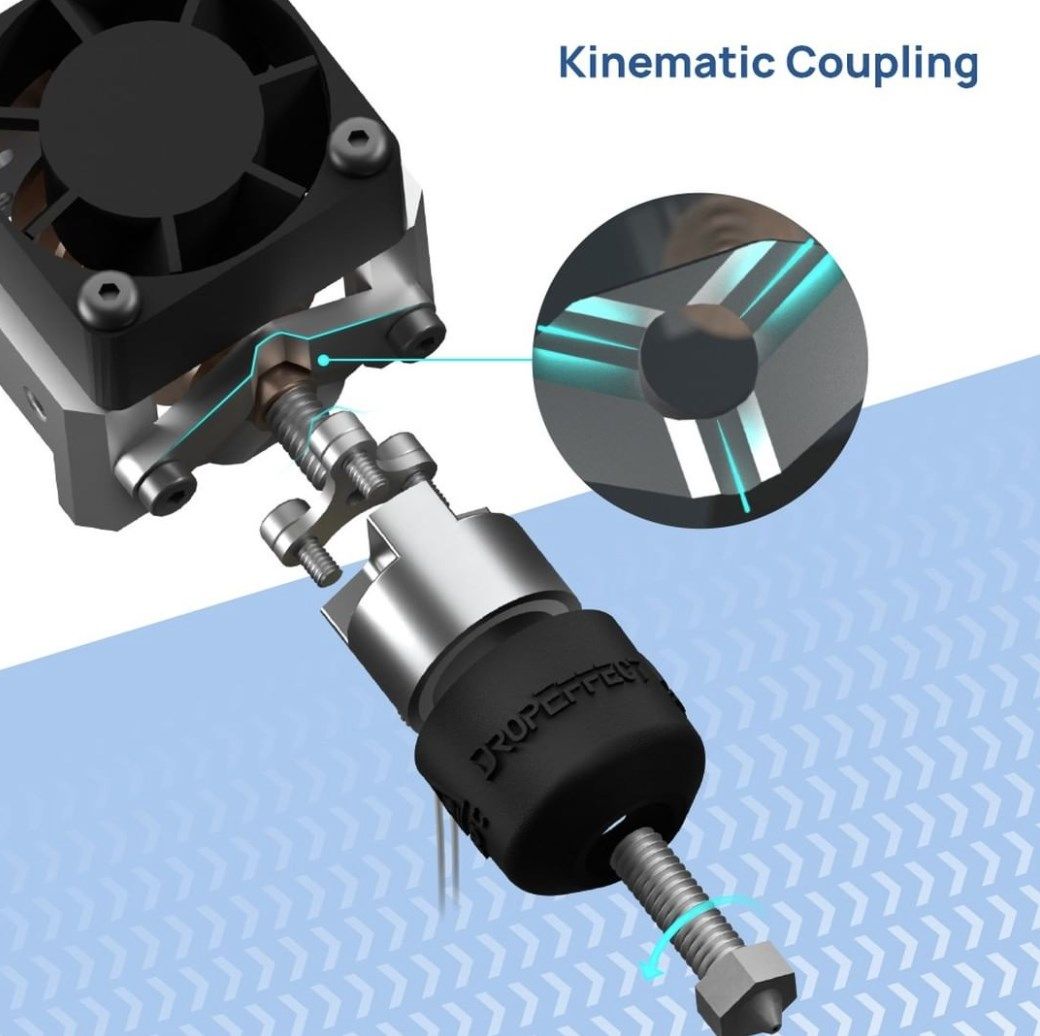
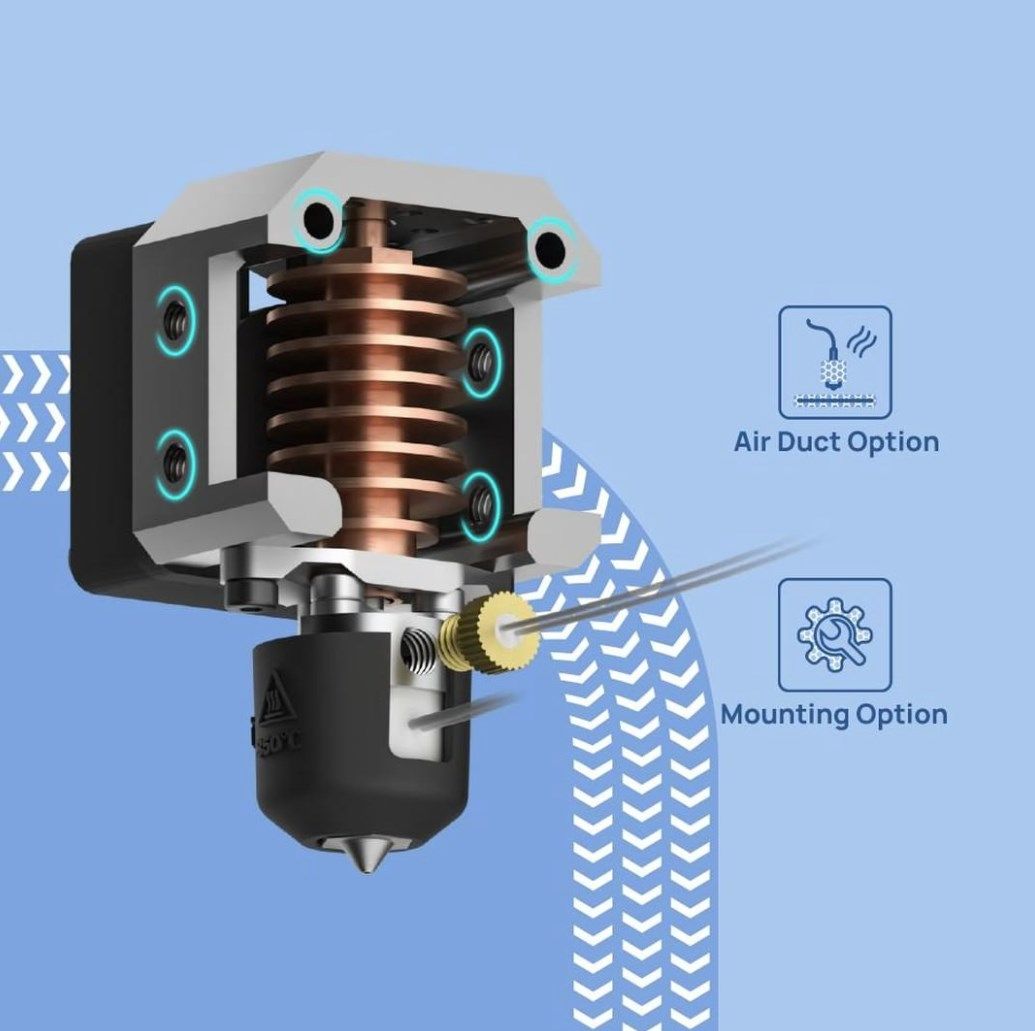
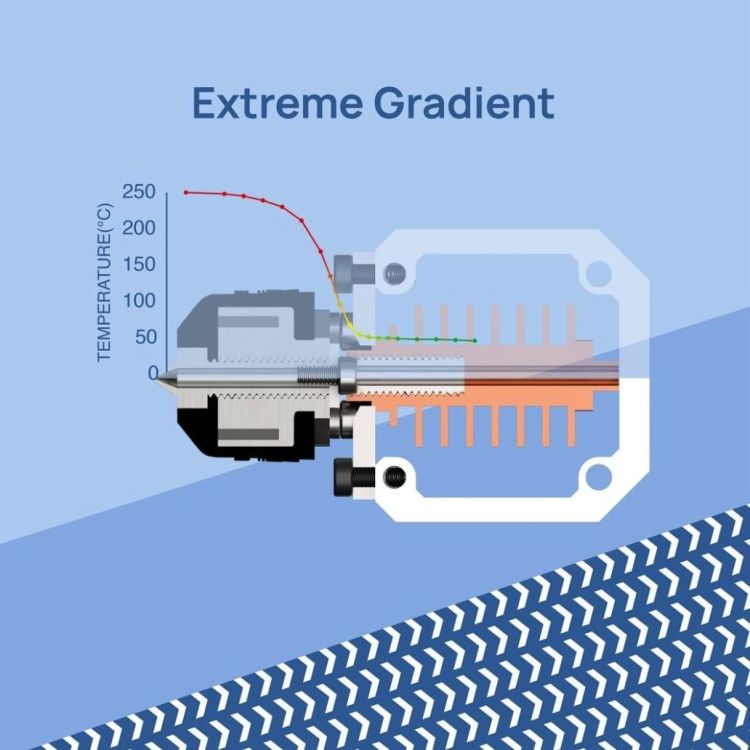
Bonsoir, Vous connaissez DropEffect ? J'ai découvert la "marque" avec la promo de leur nouvelle hotend : Aucune info niveau spec dans la vidéo mais visuellement c'est sexy Par contre sur leur compte insta on en apprend un peu plus : A priori ils ont à voir avec Phaetus qui me parle beaucoup plus avec la Dragon !
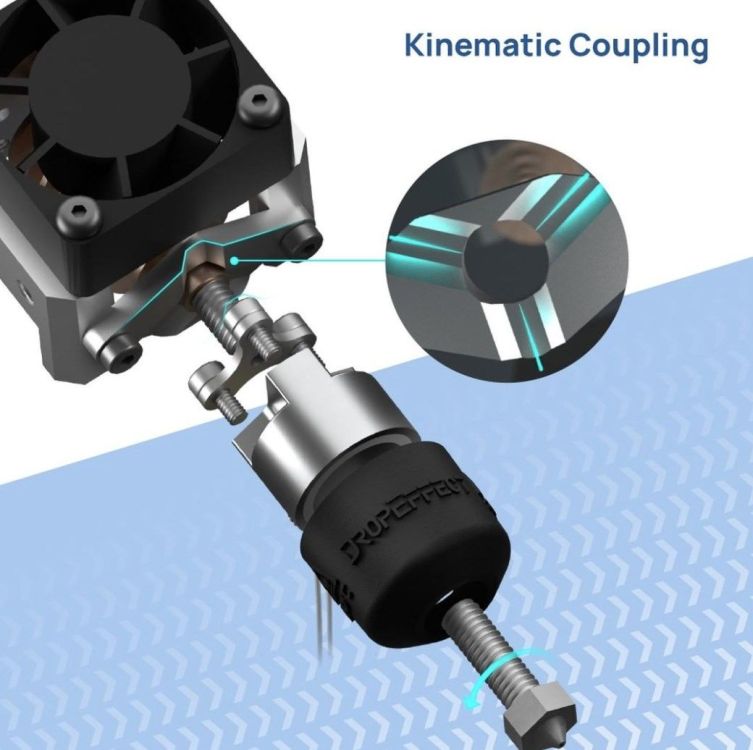
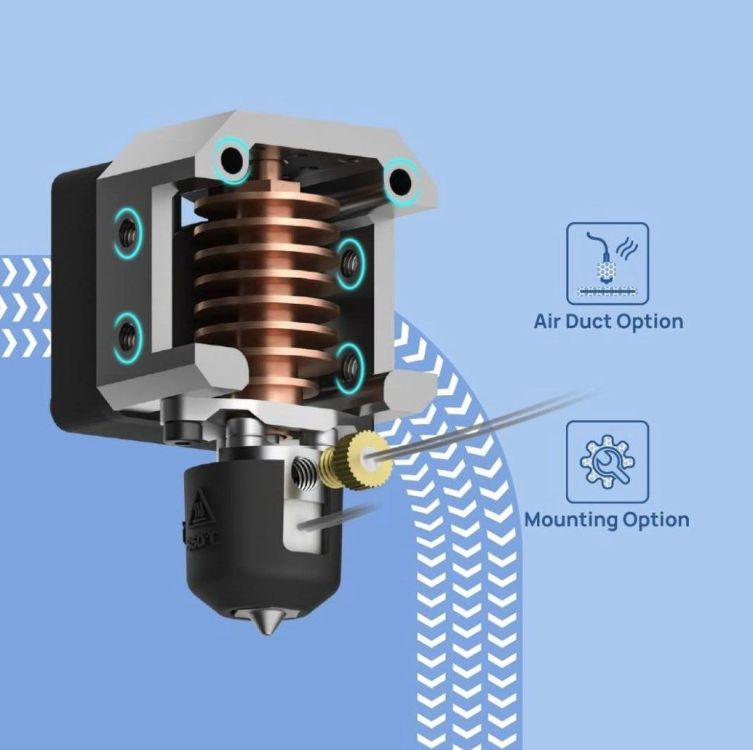
 1 point
1 point -
@Pegotipegoton, il te faut faire les test pid bed et buse et test extrudeur. Il y beaucoup de tuto. Il te faut installer un outil style octoprint pour dialoguer depuis un PC. Après tu peux faire un cube test et une tour de chauffe1 point
-
Tu peux mettre une photo du problème actuel1 point
-
@Pegotipegoton réglage extrudeur https://youtu.be/8XrRJMTJjP41 point
-
@Pegotipegoton il te faut pouvoir encore les serrer, pour pouvoir regler1 point
-
Salut, Dans le dernier export HTML de tes paramètres, la fonction "supprimer tous les trous" n'est pas activée. En la cochant, tu pourras combler certains trous. En contre-partie, le temps d'impression sera plus long . Pour info, mon "Pourcentage de chevauchement de la couche extérieure" est à 30%. Pour la largeur de ligne, Simplify3D calcule ce paramètre à 120% du diamètre de buse, soit 0.48 pour une buse de Ø0.4. Si tu joues sur ce paramètre (entre 100% et 120%), tu pourrais peut-être avoir un meilleur remplissage des parois étroites. La simulation t'aidera à affiner ce paramètre. PS: désolé, je fais un peu tâche avec mon message de quelques lignes dans ce roman-fleuve1 point
-
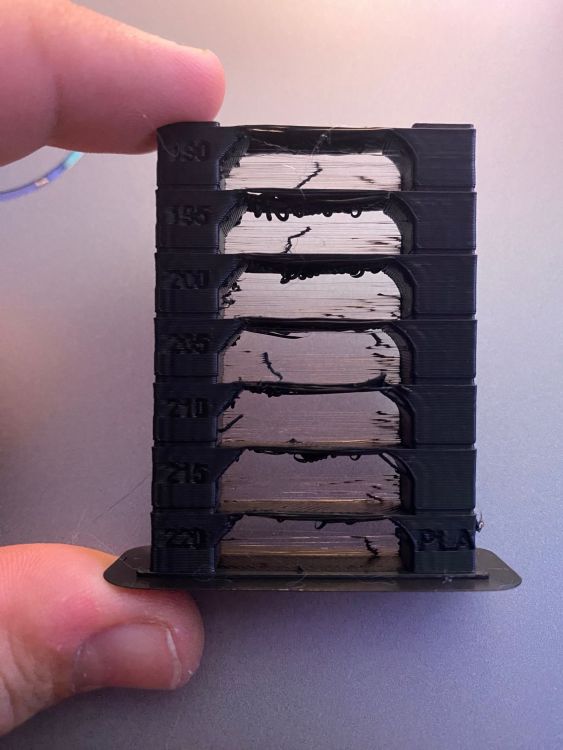
ENFIIIIIINNNNNNNNN REUSSI ! Bon sang ce fut un sacré combat mais j'ai enfin reussi a avoir un print + que correct ! Il suffisait d'augmenter les températures au lieu de l'inverse pour le coup au vu de la buse + heatbreak bi metal qui demande a ce qu'on chauffe + que d'habitude ! Du coup en réglant la température + la distance et la vitesse, j'ai pu éliminer le Stringing ! Merci à vous tous de m'avoir aider ! Dernier conseil, avez vous quelques recommandations pour le post traitement? Pour les imperfections restante par exemple, ou rendre la pièce plus brillante ou autre... Bref, les choses que vous faites après l'impression pour rendre vos pièces plus belle, plus clean Je reviendrai par là si j'ai d'autres questions ! En tout cas vous êtes au top
 1 point
1 point -
Vérifier que les vis Z ne sont pas tordues. Pour cela il faut les démonter pour les faire rouler sur une surface plane (plan de travail de la cuisine ou table) . Les redresser du mieux possible avant de les remonter car le faux rond fait forcer. Vérifier que les noix en laiton des vis z ne soient pas trop serrés sur la structure . Elles doivent pouvoir coulisser pour absorber le faux rond restant des vis Z. As tu toujours du jeux sur le chariot du X ou du Y? As tu vérifié la fixation de la tête d'impression sur le chariot du X ?1 point
-
J'avais pris connaissance de ces impératifs et j'ai essayé de m'y conformer au mieux, mais comme c'est la première fois je ne peux garantir d'avoir tout bon... j'ai pris la longueur exacte sur le modèle démonté, et il dépasse bien d'un poil du heatbreack, de toute manière il n'y a pas le choix, une fois en place... j'ai serré la buse à chaud à la fin elle est donc bien serrée sur le PTFE qui dépasse du heatbreack, et avec la clé dynamométrique à 2.5 Nm. Ce qui m'a pris le plus de temps c'est ces saloperies de micro-vis mal placées pour refixer le capot avec les ventilos et surtout dont les têtes étaient foirées, j'ai dû les remplacer par celles récupérées sur le modèle Bowden. je n'ai pas encore lancé l'impression car j'attends d'être tranquille pour la surveillance, là j'ai de la famille de passage et je risque d'être dérangé. J'espère aussi que je n'aurai pas de fuite... Je remplacerais bien le heatbreack par un tout métal ou un bi-métal, oui mais quel modèle? Car l'équivalent en forme et dimensions n'existe pas à ma connaissance, (je n'en ai pas trouvé) il faut donc aussi que je remplace le dissipateur de chaleur dans lequel il vient se loger, mais comment savoir lequel sera compatible? je me perd un peu dans la jungle et je jargon des normes et acronymes... Pour le moment mon projet se cantonne essentiellement au PETG et un peu au PLA, on verra par la suite pour l'ABS... ou le flexible... Bon alors je viens de lancer l'impression, tout semble parfait, je vais surveiller ça régulièrement... Toutefois je me pose une question... dans le GCode, j'ai entré tous les paramètres convenus, dont le débit à 110 pour la première couche puis à 105 ensuite... également pour la ventilation à 50 %, or l'affichage du tableau de la machine me renvoie 100% pour le débit et 100 je ne sais pas quoi (puisque l'unité n'est pas précisée) pour la ventilation... Alors la question est: qui prend la main? le GCode que j'ai inséré avec la carte ou un système automatique de la machine? Et dois-je intervenir pour rectifier sur l'affichage? Quant au pourcentage de la case du milieu en haut de l'écran, je ne sais pas à quoi il correspond... 100% de quoi? mystère, je ne comprends pas le petit logo ni à quoi il renvoie... en fait ce qui est décevant c'est cette sensation très nette d'un manque de sérieux... la seule bonne note que j'attribue à cette marque concerne son service marketing, hyper efficace et réactif, on les sent prêts à promettre n'importe quoi pour vendre... et ça marche car on en espère autant de l'après vente... tant qu'à être aussi réactifs, ils pourraient aussi y ajouter un peu de compétences... la machine est potentiellement bonne, mais c'est pas le tout d'en vendre, il faut aussi s'assurer que le client est satisfait, et avoir conscience des imperfections évidentes de fabrication pour nous avertir de ces éventualités afin qu'on ne perde pas des semaines à galérer avant de s'apercevoir qu'en fait ils ont totalement merdé sur des détails importants qui altèrent le bon fonctionnement du produit. Ce qu'ils font de parfait se trouve ainsi anéanti par ce qu'ils ne font pas, font mal, ou ne disent pas... bref un manque de sérieux total... et préjudiciable tant au client qu'à leur réputation... c'est très dommage un tel gâchis...
 1 point
1 point -
Tous les tutoriels officiels Après coup, j'ai regardé le contenu de la clef USB et on y trouve une playlist de 5 vidéos qui expliquent tout ce qu'il faut pour débuter ! Installation Bed leveling Lancer une impression 3D Impression 3D à distance Connecter une caméra1 point
-
Donc la feuille de papier n'est pas assez 'serrée' sous la buse. Tu peux aussi essayer avec un ticke de cb qui est plus fin. N'oublie pas que le réglage du plateau se fait avec le plateau et la buse à température d'impression.1 point
-
ah, la peinture à la bombe, ma préférée1 point
-
Ce n'est pas très pratique, Porsche ne livre pas ses modèles dans un carton et pour le quoi qu'est-ce ça va poser un gros problème1 point
-
si en moins de 500 passes mais ça va faire couler de la lave sur le plan de travail ...1 point
-
Alors là ... je ne sais vraiment pas. je ne m'attendais pas à ce que cela noircisse ... il y a peut-être des résidus d'huile ou d'autres trucs organiques comme elle a été trouvé sur le bord de la route ... Et donc on ne peut pas la couper en deux avec le 10W quel dommage1 point
-
J'espère que depuis le temps il a réussi à régler correctement les exentriques et penser à contrôler le serrage des 2 vis de fixation de la tête d'impression1 point
-
et/ou bien tu as toujours un axe instable cela peut jouer également sur l'adhérence.1 point
-
Je pense que justement il y a un problème d adhérence sur certaines zones du plateau (revêtement usé ou gras) et que en faisant une bordure cela permet de fixer la pièce sur une zone qui accroche mieux1 point
-
Tu a surement raison. Ma piste de sur-extrusion n'est pas vraiment justifié.1 point
-
@PPAC Si c'est de la sur extrusion sur l'image alors je ne comprends pas pourquoi ce n'est pas partout. Pour moi c'est plus un problème d adhérence dans une zone du plateau. Un bon nettoyage dégraissage devrait régler le problème1 point
-
Si c'est comme sur Alors c'est probablement que tu te trouve en sur-extrusion. Je dirais de tester de réduire le "débit" de disons au pif de 5% mais pour bien faire il faut regarder calibrage de l'extrudeur et ajustement du débit du tuto suivant1 point
-
T'inquiète pas, je l'ai pas pris mal Puis comme ça, je pourrais vraiment partager mon expérience sur cette technique, j'ai pas trouvé grand chose à part des vidéos YouTube... Merci ! Franchement, je sais pas si je suis à côté de la plaque, mais ça m'a l'air faisable, sans trop de difficultées Sur base de tiges filetées, (et avec une technique d'accroche des élements sur des petits plateaux), ça offre une grande modulabilité, parfait pour les ajustements à prévoir (et oui, ça fait longtemps que je l'ai pas vu notre @Jean-Claude Garnier) (Oui, bachelier avec mention "assez-bien", et merci @fran6p! Oui c'est sûr, collège, lycée, et à partir de septembre BUT GMP, c'est sûr que je ne suis plus la même personne haha)1 point
-
Si tu dis ne pas avoir de problème sur un cube... As tu essayé avec un autre trancheur ou un autre profil. Mais sans être un pro si le problème survient au même niveau, perso je contrôlera si il n'y a pas de point dur. Vis sans fin ôtée.1 point
-
Oui je te confirme la retraction ne doit pas dépasser 2.5mm et la vitesse 40mm/s sur ce direct drive au grand maxi. la a 6.5mm tu est sur de bouché ton heatbreak a coup sur, surtout sur un heatbreak bi metal. Après pour les recommandations de l'ami Abrege, les coupleurs type araigne n'apporteront rien de plus en qualité tous comme les roues polycarbonates qui apport juste une durée de vie supérieur. les blocs silicones le heatbreak bimetal (si tu as pris un bon modèle de qualité est bien pour le PETG), passer en ventilation 5015 pour les bridge c'est un plus. Par contre ne jamais faire la connerie de supprimer la courroie de synchronisation comme il le préconise, c'est une connerie sans nom.1 point
-
Et voilà, j'ai encore osé sortir les feutres et marqueurs et faire un truc simpliste niveau déco Imprimé avec des couches de 0.05 mm avec de la résine "Anycubic Craftsman White" a 60% de l'échelle pour rentrer dans le volume d'impression de ma Photon Ultra DLP Il y a des défauts d'impression car j'ai utilisé un FEP bien trop usé et patché avec du scotch ... et j'ai cassé quand j'ai enlevé les supports d'impression et recollé des parties fragiles de l’antenne.



 1 point
1 point -
Salut...;) Je lance ce petit topic pour vous parler de mon ressenti sur ces techniques que je viens de tester récemment... Je commence par le lissage a chaud : Ce qui me dérange avec le lissage a chaud est sa dangerosité !... Faire chauffer de l acétone sur son plateau d imprimante... je pensse que c est une très mauvaise idée...! Le faire a l extérieur avec un matériel adapté... la ... ok ... mais cela reste tout de même délicat... Ensuite j ai constater que le lissage a chaud , puisque le contact avec l acétone est bref... la pièce perd moins de détails qu avec un lissage a froid... Mais également qu il ne permet pas de corriger les défauts importants... Et donc je passe au lissage a froid : certes... c est beaucoup plus long !!! mais je pense que c est sont seul inconvénient... Dejas, c est terriblement moins dangereux !!! ensuite... pas besoin de matos spécifique... un pot de peinture acrylique vide, du sopalin... et une grille en métal... et enfin gros avantage pour qui... comme moi... cherchent à obtenir des pièces mécaniques solides... le lissage a froid étant beaucoup plus long, l acétone pénètre au coeur de la pièce et solidarise parfaitement toutes les couches... apres 3 heures ... la pièce est légèrement molle mais non déformée ( en plus d etre lisse) ... et après séchage complet, elle deviens incroyablement résistante et impossible à delaminer !!! cela peut même sauver une pièce issue d impression ratée ayant une légère delamination ou un petit warping !!! donc en ce qui me concerne...mais ce n est que mon avis... le vainqueur est le lissage a froid !!!!1 point
-
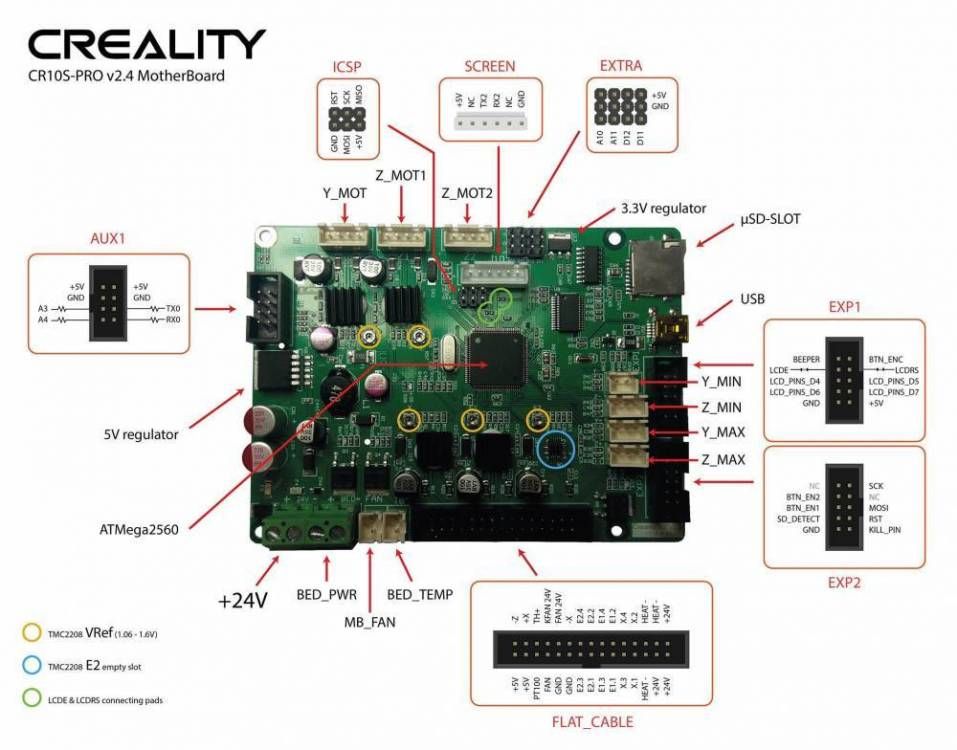
Salut, Ce schéma devrait t'aider. Attention, c'est coté câble et non carte, il y a donc une symétrie dans mes repères (je te conseille de tester les broches de masse pour valider l'orientation
 1 point
1 point -
Oui, il faut du PTFE mais il n'est pas amené à chauffer car il ne va pas jusqu'à la buse (dont la jonction avec le heatbreak est parfaite). Cependant, il faut quand même un truc qui glisse bien, genre capricorne. Pour la longueur, faut que ça arrive juste au guide sous les roues crantées qui poussent le filament. Y'a déjà plein de docs et tutos sur Internet à ce sujet, la vignette de cette vidéo dit tout :
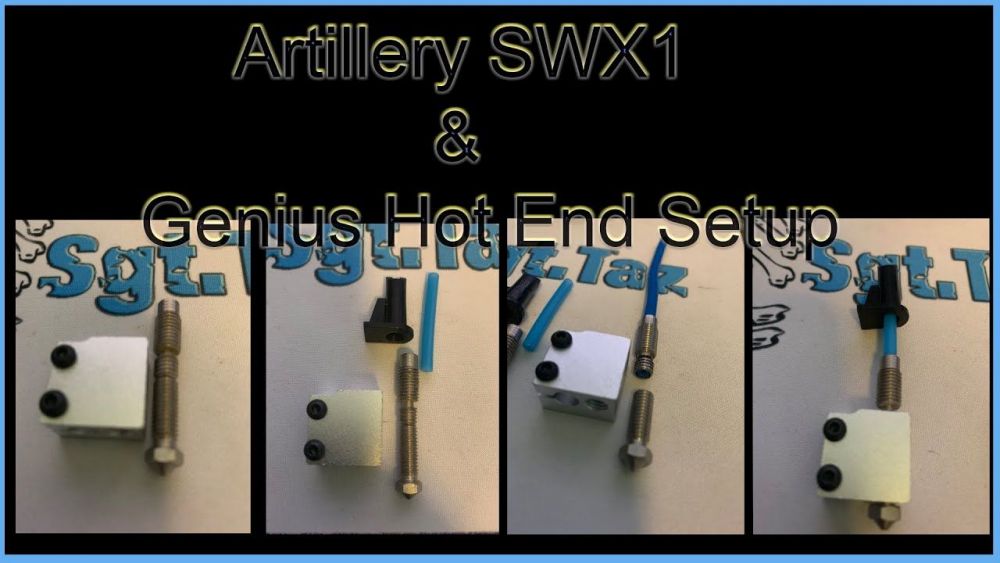 1 point
1 point -
Ça semble être compliqué pour démarrer la production... https://blog.prusa3d.com/fr/mise-a-jour-du-developpement-de-la-xl-nextruder-retravaille-nouvelles-fonctionnalites-et-informations-dexpedition-mises-a-jour_69967/0 points