Classement




Contenu populaire
Contenu avec la plus haute réputation dans 06/09/2022 Dans tous les contenus
-
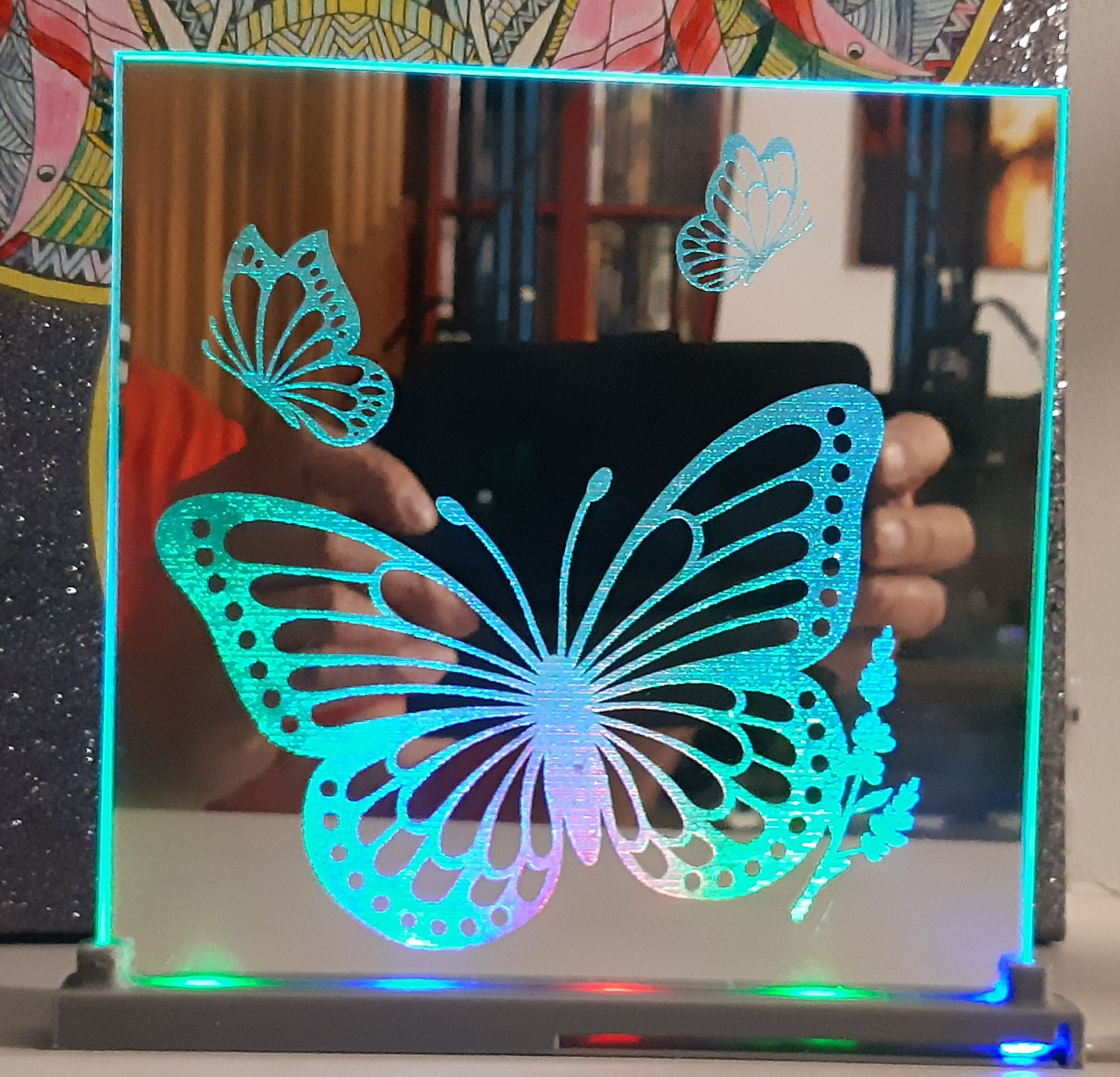
Bonjour, Voici un essai de gravure sur un miroir selon les réglages de @fran6p vitesse 1500 et puissance 35% Le résultat est bon et facile à réaliser. Sans préparation il suffit de graver au dos du miroir. Je recommande soit d'utiliser un aspirateur de fumées ou graver à l'extérieur çà sent très fort Le montage des leds est facile il suffit de réaliser un montage pour tenir l'ensemble vertical. Les photos ne sont pas dans leur meilleur effet mais c'est l'essentiel. a+

 3 points
3 points -
Je fus bien occupé durant ces mois d'été que j'en ai loupé des choses oh zut ^^. Etant un utilisateur qui a fini par se procurer le bltouch je peux dire pour moi quel intérêt il a et aujourd'hui je ne m'en passerai pour rien au monde. Tout simplement a mes débuts, la galère a été de régler ces fichues molettes sous le bed (un coup on est bon au centre mais un peu trop haut a gauche et trop bas a droite, on règle on refait le tour et un coup c'est bon a gauche, trop proche au centre etc etc...). Bref pour moi le gros avantage est que l'on doit juste être a peu près bon partout avec les molettes et le BLTOUCH viendra compenser les écarts de réglages afin de parfaire et uniformiser la couche (pas celle où on dort ou autre hein ). Donc oui le bltouch a un réel intérêt mais oui malheureusement beaucoup se le procure sans savoir que derrière il y'a du travail et que ce n'est pas du plug and play pour nos machines chinoises qui ne sont pas livrées avec, donc le problème ne vient pas de l'accessoire mais encore et toujours de l'utilisateur3 points
-
A peine sortie déjà testée, la nouvelle #imprimante3D Photon D2 d'Anycubic dont on parlait déjà dans ce topic https://www.lesimprimantes3d.fr/test-anycubic-photon-d2-20220906/3 points
-
ils sont en chine donc fin d'apres c'est la nuit pour eux. Alors dans ce cas c'est ok avec ces écran si c'est bien les STM32 (et oui c'est des F107 pas F103 j'ai le cerveau en marmelade)2 points
-
@PPAC, c'est effectivement ce lien que j'avais regardé avant, et d'autres. J'ai dû faire une fausse manip pour le lien. Je ne remets pas en cause ni la technique, qui est fiable. Quant à mon interprétation, je l'ai bien précisé dès le début. Ce qui est décrit justement dans ce poste, on prend la largeur obtenu, et on ajuste le débit pour que la largeur corresponde à la largeur de buse. Toutefois, en ayant consulter la vidéo de tamtam (à partir de 17min11). On le voit faire toutes les manip déjà décrite, jusque-là, rien d'anormal, mais pour une buse de 0.4, il demande une largeur de ligne de 0.5, et obtient un cordon de 0.49. Et il ajuste son débit pour obtenir 0.5 de cordon avec une buse de 0.4. Mais, au regard de cette vidéo, si il avait mis 0.49 de largeur de ligne, il n'aurait pas eu besoin de changer le débit, donc rester à 100%. (Je précise dans la vidéo, il a l'air d'utiliser PrusaSlicer) D'où mon approche différente et peut être erroné d'avoir voulu faire de même avec Cura. Si je reprends le cas 0.56 de largeur de ligne, obtention d'un "vase" d'épaisseur 0.65, j'aurai du passer le débit à 86.15% pour obtenir les 0.56. Mais personnellement, déjà pour obtenir 0.5 de largeur pour 0.5 de buse, je trouvais le résultat faiblard en terme de solidité à 91% alors 86%. De même, mon dernier cas 0.65, obtenu 0.83, on descend carrément à 78,31 de débit. Je comprends que Cura, pour donner une largeur demandée, augmente (de manière cachée) son débit, que l'on change pour obtenir la valeur souhaitée. Mais effectivement, tu as raison, en remettant tout dans l'ordre, ça me parait plus clair. Maintenant, j'ai toute une série de cube en mode vase. Et j'en aurai 1 de plus à chaque fois que je voudrais changer de largeur de ligne.1 point
-
oui, le jour ou j'ai voulu tendre mes courroies au delà du raisonnable. Cela fait travailler les roulement sup des moteurs on dirait. Après réduction de la tension, le bruit a été réduit. Le passage aux courroies renforcées a peut-être favorisé le défaut.1 point
-
Dans l'actualité : Transformation du PET en diamant ! Des scientifiques transforment du plastique en diamant ! (futura-sciences.com)1 point
-
Un peu à manger pour le troll. J'ajoute, même en ayant un bed ultra plat, rectifié poli chromé miroir et tout, il se produira toujours une déformation au centre par rapport aux coins, tout simplement à cause de la dilatation thermique. Et même si c'est rectifié à 60°C, ça ne sera toujours pas bon à 85, 110 ou même 120°C selon la matière à imprimer. Un bed parfaitement fixé dans les coins, sans possibilité de mouvement, va forcément bomber sous la contrainte. Sur les bed de prusa mk3, il y a neuf points de fixation et les pistes chauffantes sont sur les deux faces, pour éviter au maximum l'effet bilame, et la chauffe est répartie de manière à compenser cet effet (chauffe plus fort dans les coins qu'au centre). La tôle d'impression (qui contribue à l'effet bilame par asymétrie de matière) étant collée magnétiquement, peut glisser pour libérer la contrainte. Alors il n'y a pas de bl touch, mais il y a une sonde capacitive pour mesurer l'offset avant chaque impression. Et je peux dire que ce n'est pas du luxe. D'ailleurs sur les relevés, je remarque que souvent le coin où il y a le cable est le plus déformé, peut-être dû à un pont thermique avec le cable en cuivre. Aucun problème cependant pour imprimer de bord à bord sans se poser de question, grâce à la compensation logicielle. Sur la prusa xl la techno est encore améliorée en utilisant de plus petites unités de chauffe, avec un espace de dilatation entre chaque tuile. Et encore malgré ça, il y a une mesure de l'offset très précise qui est faite avec une jauge de contrainte. C'est la buse qui sert de palpeur. Pour l'anecdote, Jo lui-même évoquait la possibilité de mesurer des milliers de points, et de pouvoir imprimer sur une planche, bien loin de la tole rectifiée. Mais ce n'est plus le sujet du débat. Concernant l'usure, continuez, ce sujet est encore très loin d'user mon stock d'éclats de rires.1 point
-
Le test est sortie ! https://www.lesimprimantes3d.fr/test-anycubic-photon-d2-20220906/1 point
-
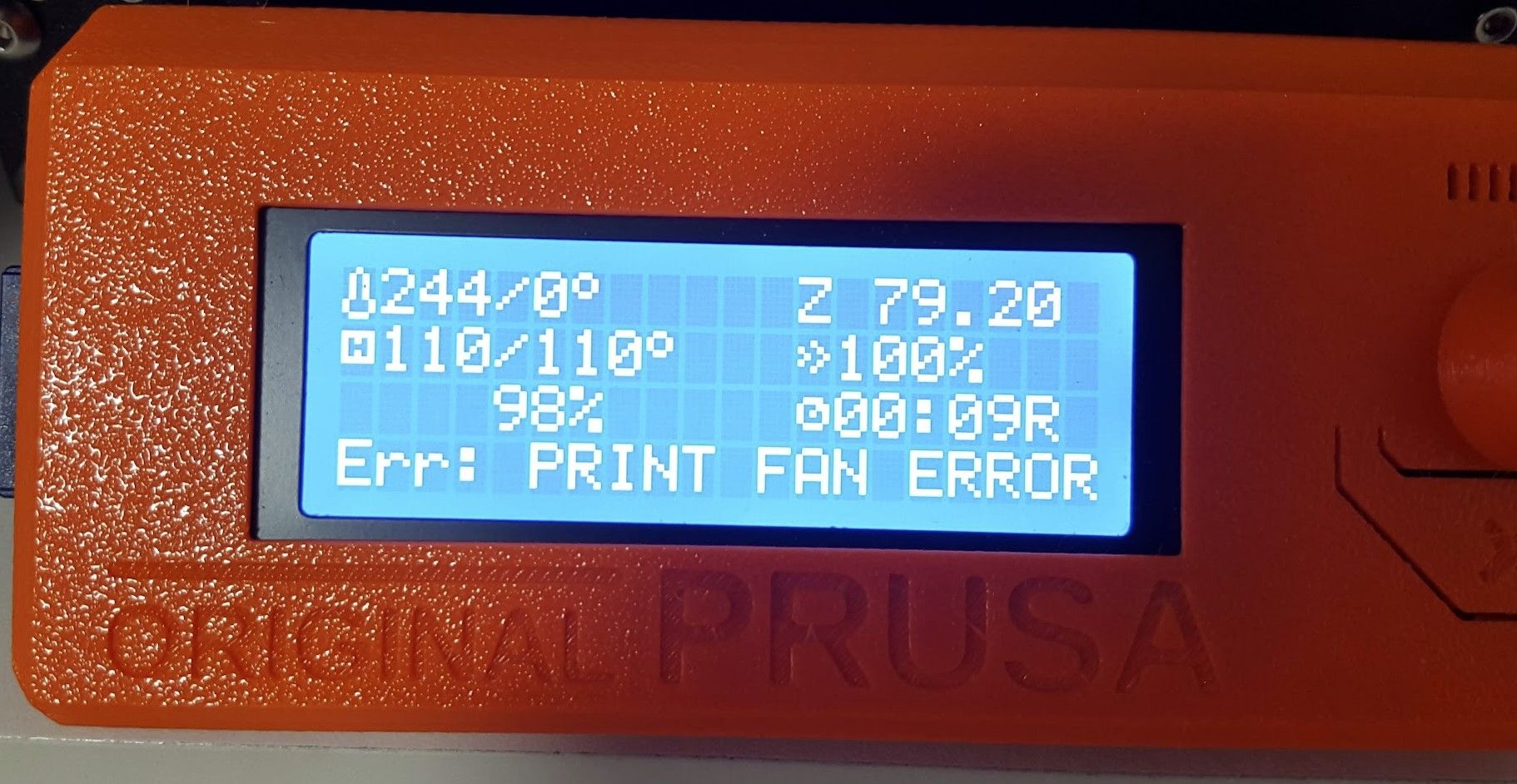
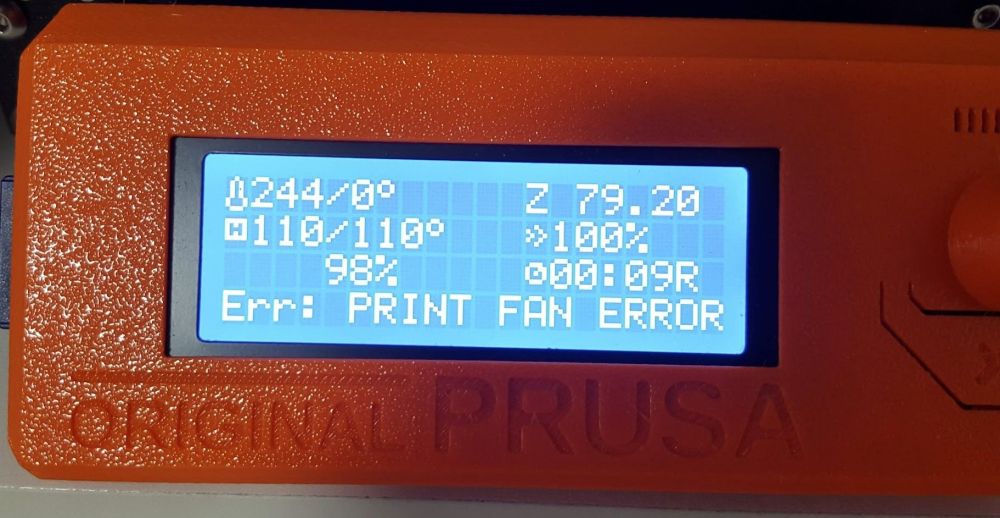
C'est dans le firmware, mais la Prusa possède un ventilateur à trois fils, et contrôle le signal de retour de vitesse. Elle peut ainsi savoir si le ventilo tourne correctement et le booster si nécessaire. A défaut, elle met l'impression en pause et alerte l'utilisateur que le ventilo est en panne. Vécu sur une impression de 8h, à 9 min de la fin le fil du retour de vitesse s'est cassé à force de flexion. L'imprimante s'est mise en pause une bonne partie de la nuit et au petit matin, j'ai désactivé le check du ventilo puis repris l'impression comme si de rien n'était. Au moment de la photo j'avais tenté de reprendre une première fois l'impression sans rien toucher, d'où la buse encore chaude.
 1 point
1 point -
Fais un essai avec une torche, tu verras la différence. L'idéal serait de fixer l'éclairage latéralement sur un bloc de l'axe Z1 point
-
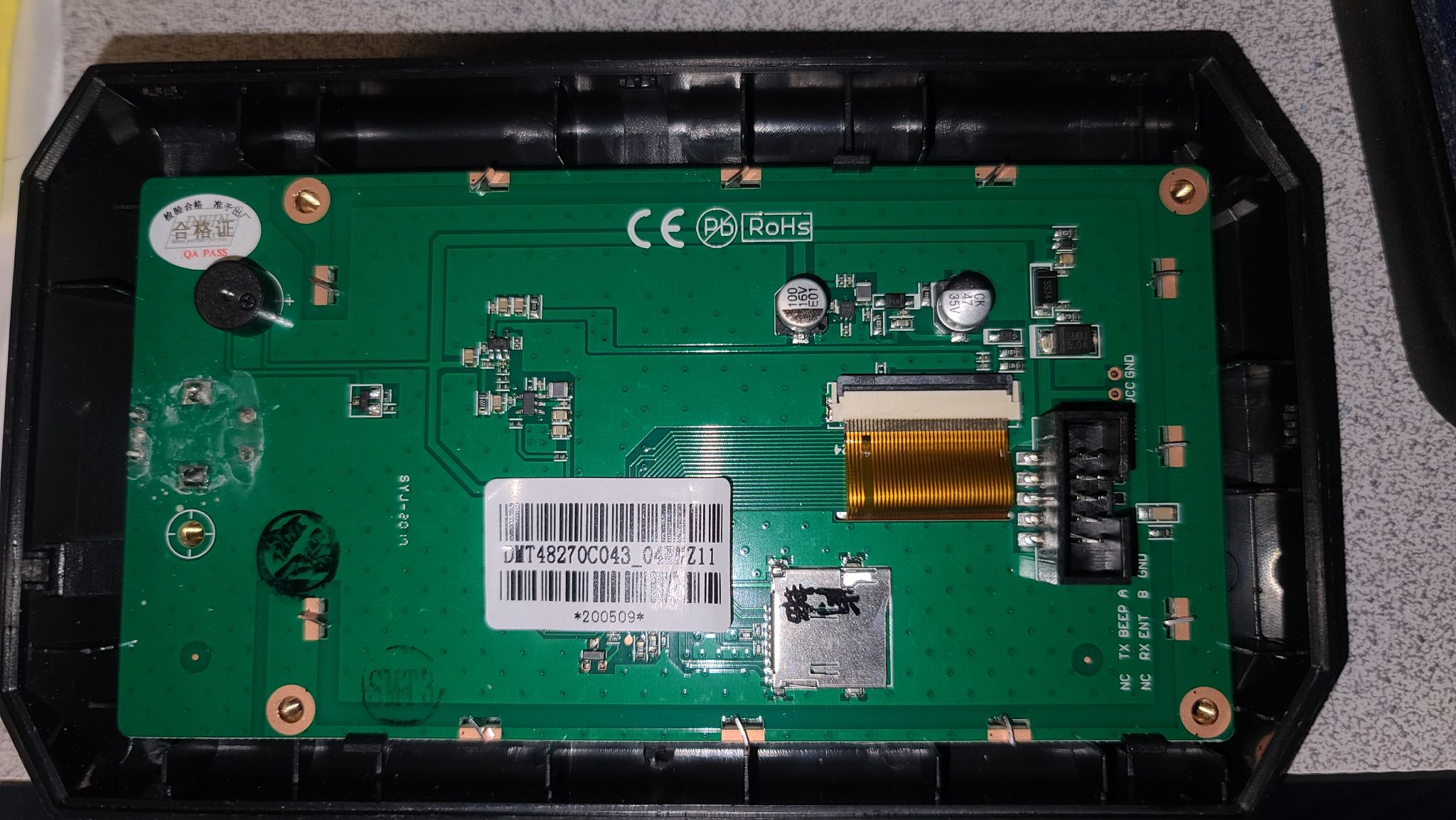
Salut, Voici de nouveaux firmwares à tester. Ils ont été compilés à partir des sources dites "Jyers". Pour la carte mère: firmwareV2.bin Pour l'écran: si c'est un DACAI, l'arrière doit correspondre à cette photo: le firmware est celui-ci, il suffit de décompresser le fichier sur la carte µSD:private(blue).zip 2. si c'est un DWIN, l'arrière doit correspondre à cette photo: le firmware est celui-ci, il suffit de décompresser le fichier sur la carte µSD: DWIN_SET (Blue).zip Je te conseille de tester manuellement l'imprimante: déplacement des moteurs en manuel pour vérifier le sens de rotation faire une prise d'origine (Home) en mettant le doigt sous la touche pour l'enfoncer à la place du plateau. Si le plateau ne s'arrête pas, il faut éteindre l'imprimante. Tu trouveras des explications sur les menus dans cette vidéo.

 1 point
1 point -
Pour redéfinir les formes de ta pièce, tu peux prendre du papier cartonné quadrillé et en découpages successifs tu te rapprocheras des profils de ta pièce. Après, il te restera à prendre des mesures sur une feuille quadrillée c'est bien plus facile.1 point
-
Pour l'écran, il faut le démonter pour pouvoir accéder à son lecteur de carte μSD. Suivant le contrôleur de l'écran (DWIN ou DACAI), le processus de flashage n'est pas le même: Ecran DWIN, copier le dossier «DWIN_SET» avec tout son contenu sans le renommer à la racine de la carte μSD, insérer la carte dans le lecteur de l'écran, reconnecter la nappe de connexion sur l'écran, allumer l'imprimante et attendre que le processus de flashage se fasse. Ecran DACAI, la manière de procéder est identique sauf pour le dossier (et son contenu) à recopier: il se nomme «private». Souvent ça fonctionne mieux avec des cartes SD de petites capacités (8 Go par exemple) qu'avec celles de 32 Go, bien vérifier que la carte a été formatée en FAT32 avec une sectorisation de 4 ko).1 point
-
Ca ne me parait pas anormal, 30% c'est la limite basse en général pour qu'un ventilo démarre. Il vaut mieux le lancer d'abord à pleine vitesse puis ensuite descendre. C'est ce qui est fait sur les Prusa. Je pense que si tu lui donne une petite pichenette avec le doigt, il se mettra à tourner, à 30% il n'a pas assez de couple pour s'arracher à sa position statique. Mais s'il est déjà lancé, il tiendra le régime. Tu peux déterminer par essais successifs à partir de combien ton ventilo accepte de démarrer tout seul, 40, 50% peut-être, et ajuster en conséquence le réglage du minimum de ventilation dans le slicer.1 point
-
Sauf que le scanner 3D ne prendra pas l'intérieur...et pour modifier , ce sera encore pire... Donc la seule solution , c'est d'avoir la pièce près de soi , et prendre des cotes, dessiner ,comparer, reprendre des cotes...etc... y'a pas de secret, à part connaitre parfaitement son logiciel..et y aller avec méthode. A+1 point
-
Je leur ai posé la même question (j ai fait tout les vendeurs. Ali), à hier fin d apm ils ne m avaient pas répondu1 point
-
Tel que je le comprend : Avec deux vis et la taille du plateau il doit probablement bouger comme ça : en 'rallongeant' les noix ça doit réduire le mouvement possible du plateau. ps : oui j'ai fait dessin en deuxième langue
 1 point
1 point -
j'ai aussi remplacé les courroies d'origine. J'étais parti pour les changer cette fois ci par des Gates. La version blanche renforcée par un fil d'acier est aussi une alternative. Il va falloir que je me décide1 point
-
certains ventilateurs brushless sont un peu flemmards et ne démarrent pas à faible vitesse. Le ventilateur tourne-t-il lorsque tu envoies le gcode M106 S85 (que tu as dans ton fichier)?1 point
-
Un shadok n'est point un poulet1 point
-
Merci @Yellow T-pot, tu m'en avais déjà parlé et j'ai bien suivi ce conseil, effectivement en vérifiant sur l'aperçu comme tu me l'as expliqué c'est parfaitement évident, jusqu'ici vu que par défaut on n'est seulement à 10%e n'ai osé aller que jusqu'à 25% pour ne pas risquer la sur-extrusion, avec le PETG c'est délicat, et ça marche bien, mais je tenterai 30% à l'occasion. Désolé pour mon long silence de ces derniers temps, je suis un peu le forum discrètement de loin en loin car j'ai assez peu de temps, et surtout j'ai été bien en panne avec cette histoire de courroies... pas moyen de les régler correctement et surtout le fichier et la méthode prise sur Thingiverse ne marche pas. Donc j'ai refait un modèle d'octogone de calibration, et commandé un palmer 175-200 pour calibrer sur un format raisonnable, mais entre temps j'ai une courroie qui s'est déformée grave... j'ai donc remplacé les deux par un jeu de meilleure qualité (blanches et armées acier). Le temps que cela arrive, j'ai également fait quelques améliorations sur l'extrudeur et le hotend, et depuis quelques jours j'imprime à fond les manettes, ça marche du tonnerre de Brest. j'ai résolu tous mes problèmes et je prépare un petit compte rendu global pour le retour, donc patience, car je veux terminer le jeu d'impression et le montage pour tout mettre au propre avec les photo, les fichiers STL et les explications. Pour résumer, en plus des nombreuses malfaçons sur cette pauvre imprimante la dernière en date c'est la médiocrité des courroies d'origine... Il est imératif de les virer dès le départ et de partir avec des vraies bonnes courroies, même mal réglées, le résultat est nettement meilleur, les courroies d'origine sont extensibles et donc aucun réglage sérieux n'est possible, j'ai imprimé pas moins de 14 octogones de calibration de la méthode prise sur Tingiverse avec les corrections de steps/mm sans aucun résultat probant... avec les courroies neuves, un seul essai pour prendre la mesure de base puis un second pour la correction et c'est absolument parfait au premier coup..., sur le X, le Y et même sur le A et B... avec ça et le changement de filament pour éliminer cette daube de Overture et tout marche comme sur des roulettes, chaque modification de réglage est aussitôt traduite par un résultat évident et petit à petit on peut affiner à la demande, avant ça aucune corrélation entre les réglages et le résultat, c'est comme pisser dans un violon. Là j'attends la livraison d'un gros onduleur de 2000VA (1200W), pour mettre tout mon système (Workstation écrans et Tronxy X5SA) à l’abri des surprises avant d'attaquer les grosses pièces (68heures d'impression)... je veux au moins en sortir une avant de publier le bilan compte rendu de l'aventure... La machine est censée pouvoir reprendre une impression interrompue, mais j'ai eu des coupures cet été qui n'ont pas pu reprendre... alors prudent je suis... Mais déjà je confirme que c'est une excellente machine... si on la customise un tant soit peu et surtout si on n'a pas peur du bricolage... et j'ajoute... si on a la chance de bénéficier des bons conseils du forum, encore mille merci, j'espère payer un peu de ma dette en renvoyant l’ascenseur pour d'autres aventureux téméraires... Bonne journée et à bientôt. salut @fred5976, as-tu essayé les courroies armées acier (blanches)? à peine installées on voit direct la différence... je n'ai pas encore terminé l'impression des tendeurs que j'ai dessinés et j'ai donc commencé mes réglages et impressions avec elles, juste tendues à la main et appréciation au doigté... pour le réglage des steps/mm X Y au gabarit octo (le mien), c'était réglé en une seule passe, rien à voir avec les "élastics à slip" d'origine... donc a priori je n'aurai même pas besoin des tendeurs réglables ultra fins, mais comme en même temps ils seront sur les renforts d’équerrages arrière, je les mettrai quand même (sans le noyau de réglage pour le moment), je ne vais pas refaire le dessin très compliqué que j'ai élaboré, et qui peut le plus peut le moins, sait-on jamais... là je suis en train d'imprimer à donf en PTEG, et ça marche au poil... Pour le gabarit de calibrage, j'ai dessiné ça: OctoCalib-200.stl la mesure sur 200 permet de réduire la marge d'erreur et ne ne pas multiplier l'imprécision de la mesure pour les grosses machines comme la 500. je l'ai dessiné au plus juste pour qu'il reste assez rigide et utilisable sans consommer trop de temps et de filament... mais avec les bonnes courroies un seul suffit, alors qu'avec les courroies pourries d'origine et la mesure en encoche au pied à coulisse, après 14 essais je n'ai rien eu d'acceptable... donc j'ai tout repris à zéro et maintenant ça fonctionne comme sur des roulettes. Le mieux c'est aussi d'avoir un palmer de 175-200, (55 balles sur aliexpress) le pied à coulisse c'est pas aussi précis... ou alors faut vraiment y mettre le prix... Bonne rentrée-reprise, mais tu verras plus tard à la retraite, tu n'auras pas plus de temps libre...1 point
-
Bonsoir, Alors pour commencer, tu prends une équerre de mécanicien, ton axe x point être perpendiculaire à l'axe Z, donc tu fixe ton équerre sur l'axe z et tu ajustes les excentriques de chaque côté de l'axe X pour que les galets soient en contact avec le rail Z, avec un jeu minimum, tu dois pouvoir tourner les galets à la main en appliquant quand même un peu de force pour les faire tourner. A la fin tu contrôle que ton axe x est bien perpendiculaire au Z, ensuite lorsque tu es sur que tout est d'aplomb, tu règles le niveau de ton bed avec les roulettes, ensuite tu règle ton zoffset et tu peux faire un premier print de contrôle et ajuster l'état de la première couche avec le menu babaystep si il existe sur la Ender. Cordialement. Aldo1 point
-
Contre toute attente, FLSun a déjà fait mieux que la Super Racer avec la FLSun V400 qui est encore plus grande, plus rapide et plus précise ! https://www.lesimprimantes3d.fr/test-flsun-v400-20220904/1 point
-
Dans ce sujet, tu verras que si tu ne veux pas activer le sensorless (détection de la butée mécanique par le driver du moteur et non un détecteur de fin de course), alors il faut couper la broche DIAG1 point
-
quand tu dis l'axe avance : vers le endstop ou dans l'autre sens ? Sinon, pour te simplifier la vie (et les réglages) tu devrais mettre le 2209 sur l'extrudeur et le 2208 de l'extrudeur à la place du 2209. Tu as bien réglé la vref du nouveau driver (sauf si la carte est paramétrée pour fonctionner en mode uart) ?1 point
-
belle réalisation ! En plus y'a tout le rangement nécessaire une petite remarque, à la fin de l'impression, le plateau vient en position maximale sorti, as-tu assez de place dans ton caisson ? Je te dis ça car je me suis fait avoir avec le miens, il me manquait 2cm j'ai rajouté un tasseau sur ma porte pour décaler le plexi !1 point