

Classement



Contenu populaire
Contenu avec la plus haute réputation dans 13/04/2023 Dans tous les contenus
-
Bonjour à tous, Voici les gagnants du concours ! Lot 1 : @Akyelle -> ici Lot 2 : @Maxence010 -> ici Lot 3, le vote du public : @Ironblue -> ici (chaque proposition comptait individuellement) Bravo à vous trois et à toutes les personnes qui ont participé ! C'était un concours un peu différent, qui demandait un investissement plus important, mais vous avez bien joué le jeu et vos STL ont aussi plu à Creality ! Clin d'œil à ceux qui ont intégré le nom du site sur leur modélisation Chaque gagnant est prié de m'envoyer ses coordonnées complètes (adresse postale, e-mail, téléphone mobile) en MP pour la suite des opérations7 points
-
Il a bien mérité sa pelle en or
 6 points
6 points -
Félicitations @flix09 tu es devenu le champion du monde du déterrage avec un score de huit ans. Malheureusement, je ne pense pas que "The daaark" lise ta réponse car il n'est pas intervenu sur le forum depuis cette époque. J'ai des nouvelles de ce garçon, il faut savoir que depuis huit ans beaucoup de choses ont changées dans sa vie. Il a eu son diplôme d'ingénieur, il a trouvé un boulot, il a rencontré une nana sympa dans sa boite, ils se sont mariés et la bonne nouvelle ils attendent leur second enfant, ce sera une petite fille qui s'appellera Léa. Ps: il ne s’intéresse plus à l'impression 3D car il n'a pas assez de temps libre.6 points
-
Creality comme pour la plupart de ses imprimantes a fait un demande de certification auprès de la FCC. On peut déjà récupérer les manuels et quelques photos (PDF). Bonnes lectures.2 points
-
UPDATE : A priori le problème est résolu, c'était bien l'équerrage qui à lâché entre deux plaques de découpe, ce qui explique le changement brutal de comportement au niveau du focus et de la justesse. Je run encore quelques essais, et back in business ! Merci de vos réponses qui m'ont redirigé vers un problème mécanique et non logiciel ! Merci2 points
-
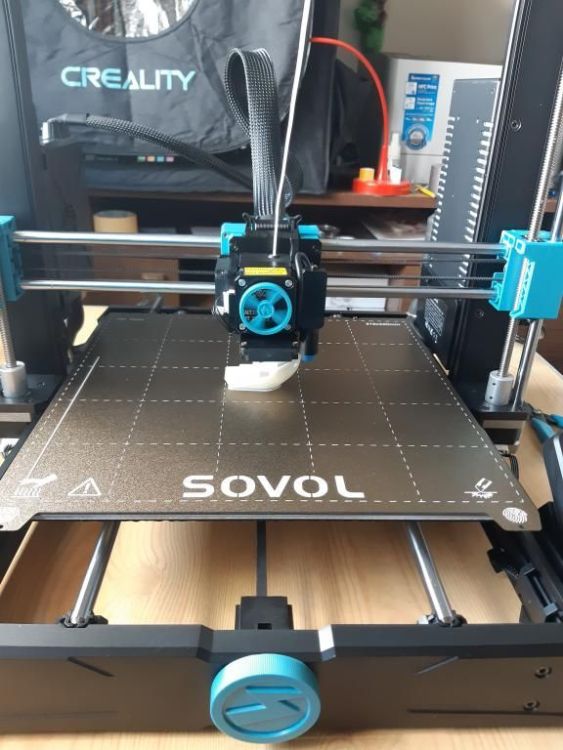
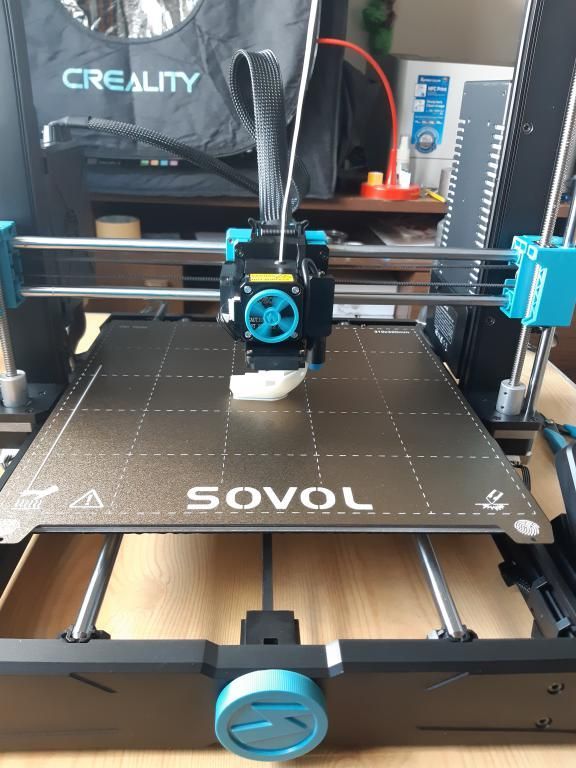
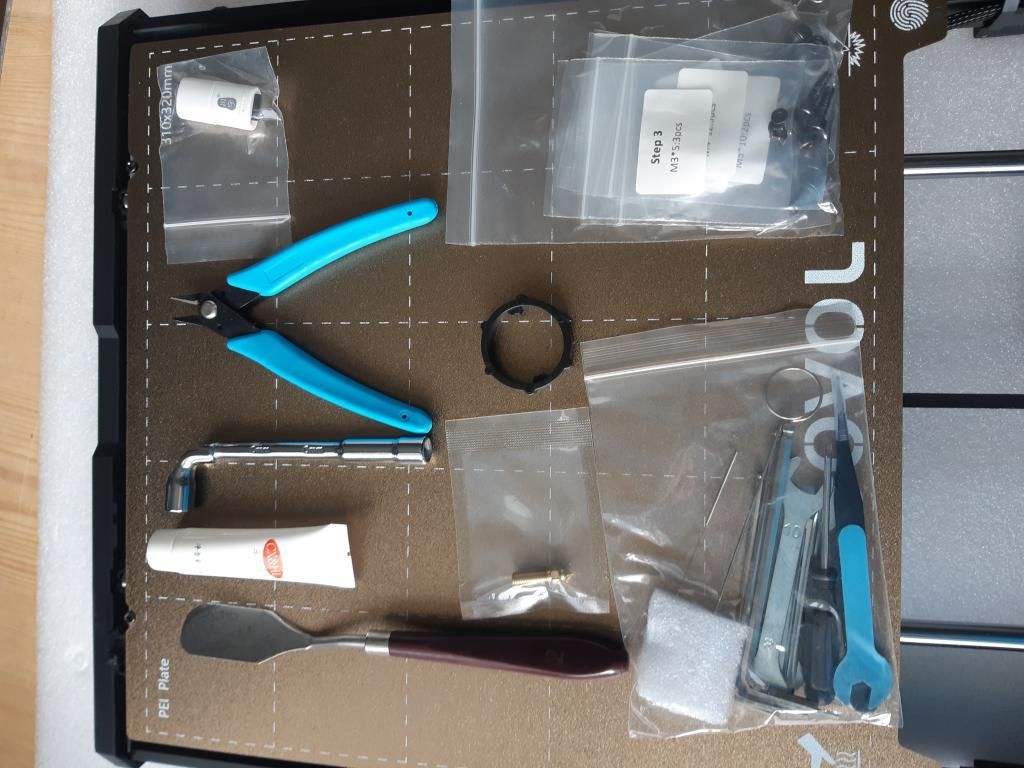
Bonjour, @mich0111 J'ai reçu la SOVOL sv06 Plus ce matin, le colis est arrivé sans dommage provenance d'Allemagne. Le montage est terminé avec la mise en place des 7 roulements lineaires en Polymère. Tout c'est bien passé sans aucune difficulté le seul moment il faut juste forcer pour désolidariser les deux tiges pour l'axe X. Il faut être méthodique c'est tout; c'est très facile à faire... Quelle différence entre le montage initial et les roulements en polymère c'est très doux en déplacement et sans bruit. J'ai réalisé des photos et vidéos pour l'aide aux utilisateurs. Je vous donnerai des conseils pour le remontage car il faut procéder par étape pour l'alignement des roulements. L'impression est de qualité et très silencieuse dans les déplacements. L'utilisation le l'écran tactile est très bien fait avec une utilisation très facile. nota tous les petits défaut ont été corrigées (montage des roulements sur les vis sans fin pour les axes Z, soution consolidé pour le câble qui alimente le BED, isolation thermique en dessous du Bed) j'enregistre les vidéos ce soir.

 2 points
2 points -
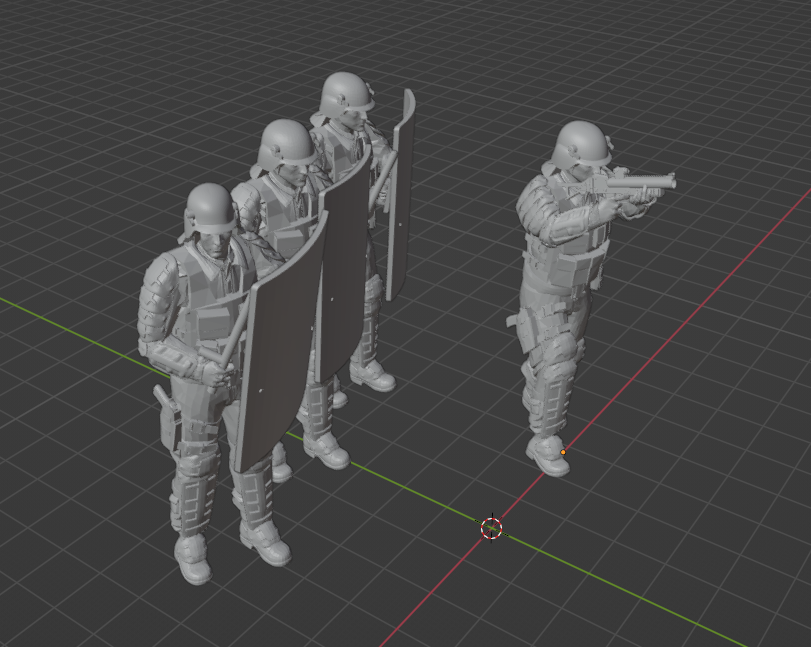
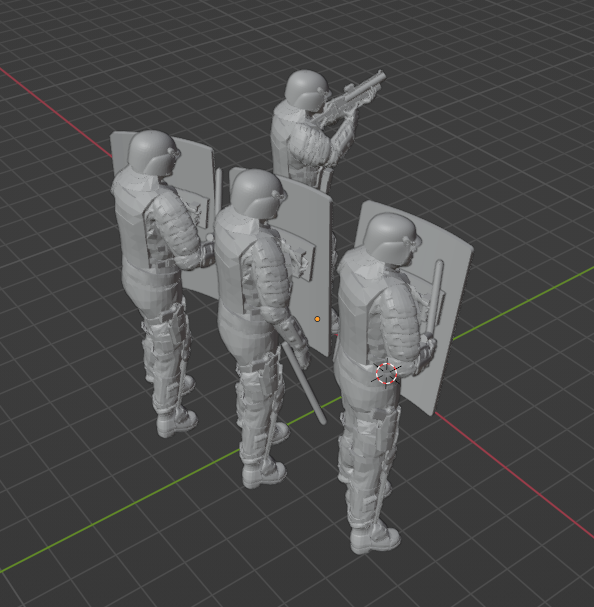
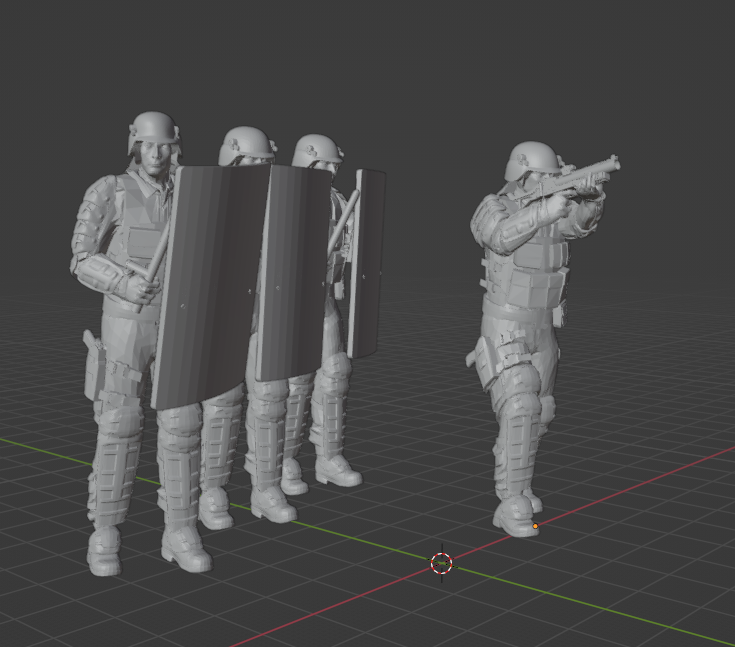
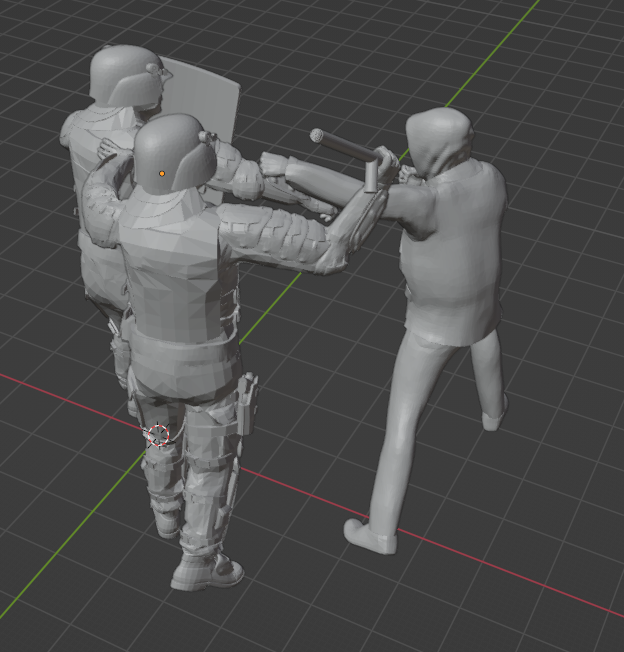
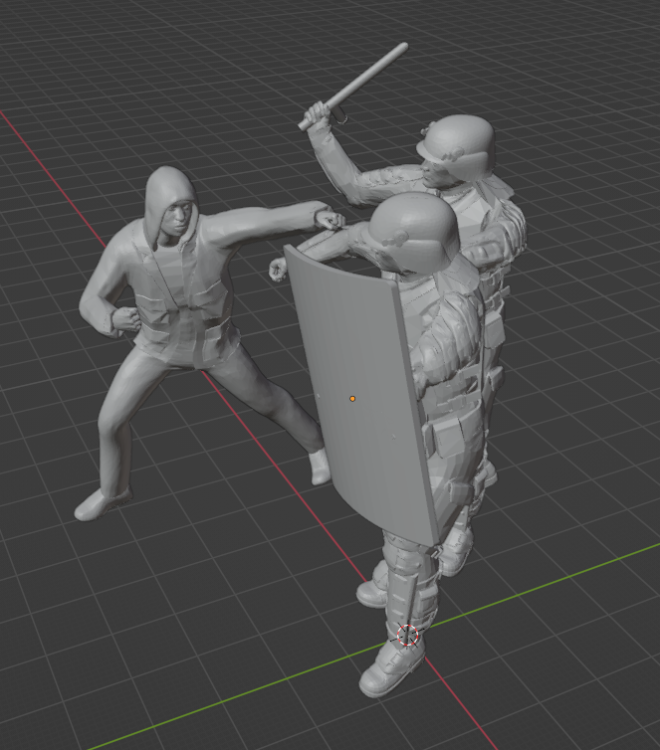
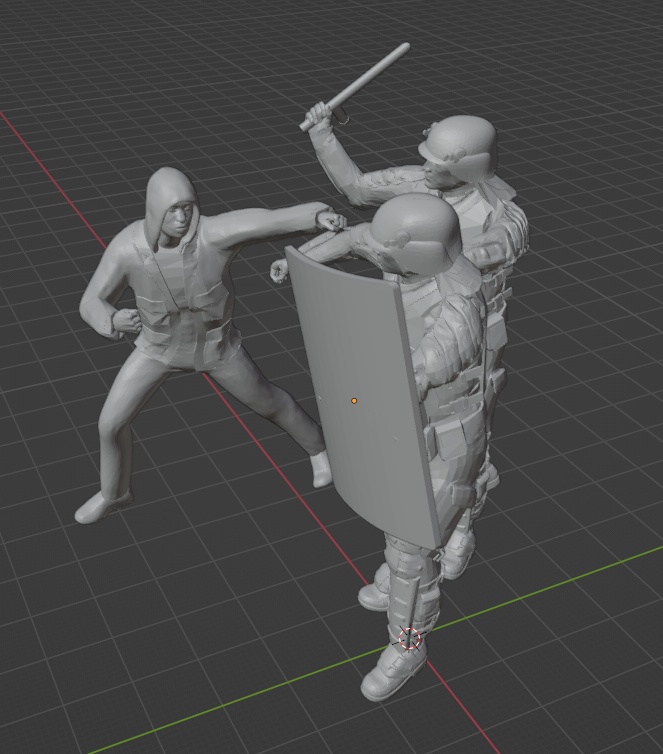
Quelques nouvelles modélisations (c'est une commande d'après des photos c'est pas moi qui ai choisi le thème), les visières ne sont pas sur les captures d'écrans mais elles sont bien la.
 2 points
2 points -
Bonsoir @Fourmi , Je tenais à te remercier pour la rapidité de traitement de ma commande FMXTTQVDI . Je ne sais pas si ça se fait , mais quand les gens sont sérieux , il faut le dire !!! Au plaisir de se lire sur le forum ! Georges2 points
-
Bonjour à toutes et tous. Petit passage pour pousser un coup de gu... contre Creality EU. Je viens de commander une graveuse laser 22W à près de 1000€. 1) lors de l'achat, il était précisé livraison le 08/04. La machine a été livrée le 12/04. 2) leur livreur est DPD. J'ai été prévenu de la livraison le jour même 3 heures avant la livraison (on fait commande quand on travaille ?) 3) Toutes leurs pubs montrent qu'un support nid d'abeille est fourni avec la machine. FAUX... seulement une tôle de 320x320 mm alors que la surface de gravure est de 415x400... 4) ils ne répondent à aucun mail, alors que Creality France à un numéro d'appel et qu'ils sont très sympa. Voilà, si vous pouvez, passez par Creality France. Au moins, vous aurez des interlocuteurs. Bonne journée à toutes et tous.1 point
-
Merci pour vos votes et pour la troisième place.1 point
-
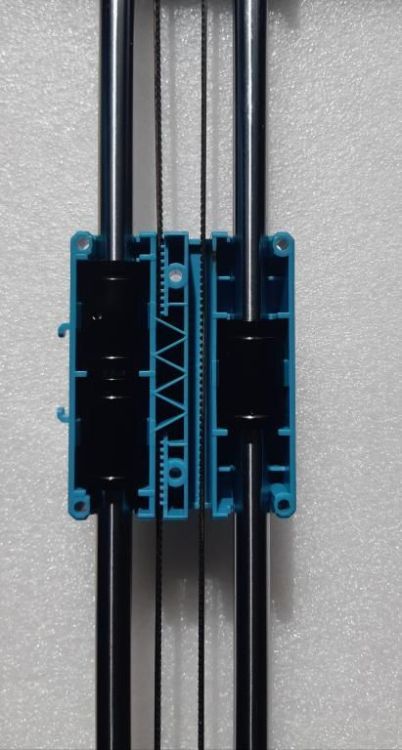
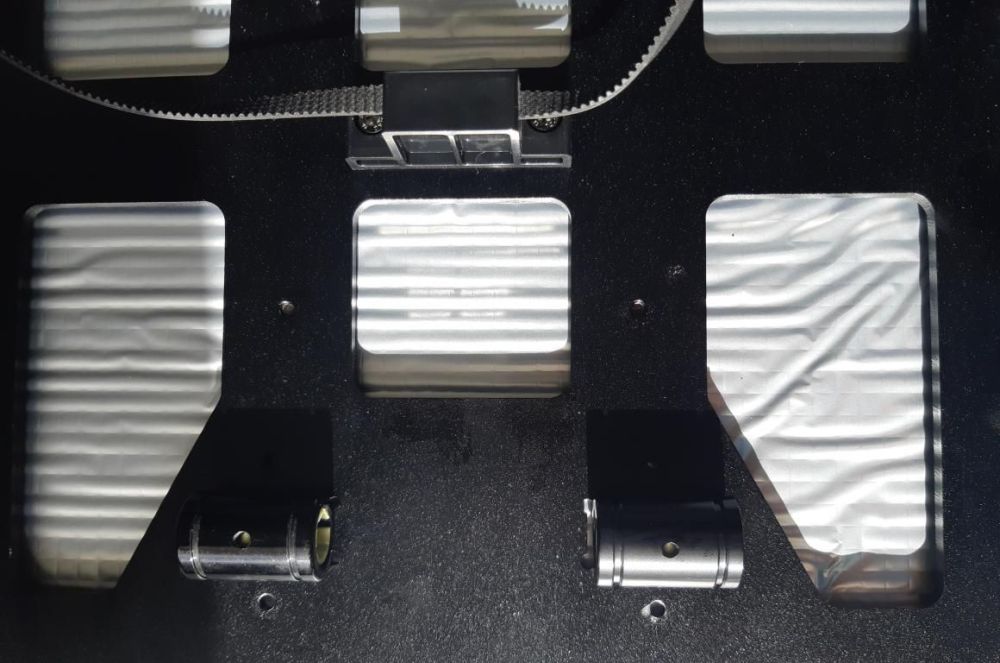
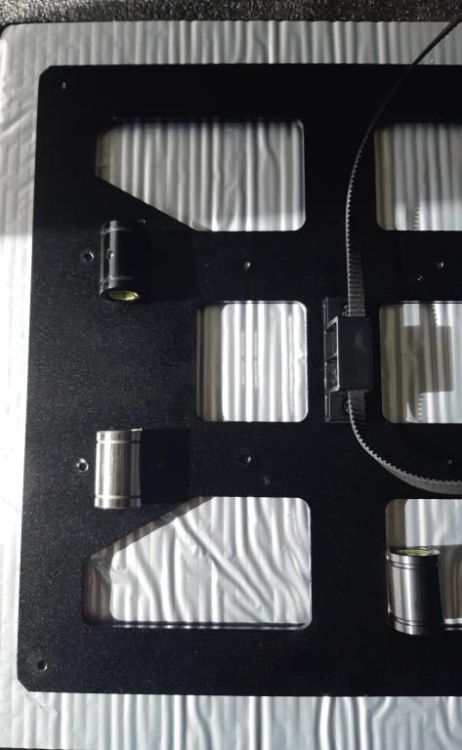
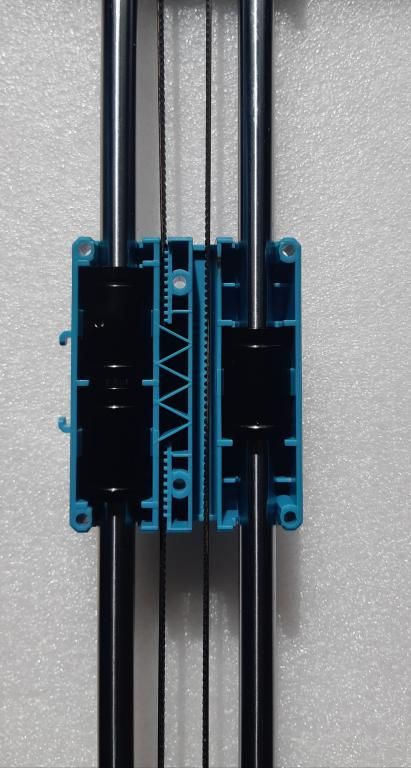
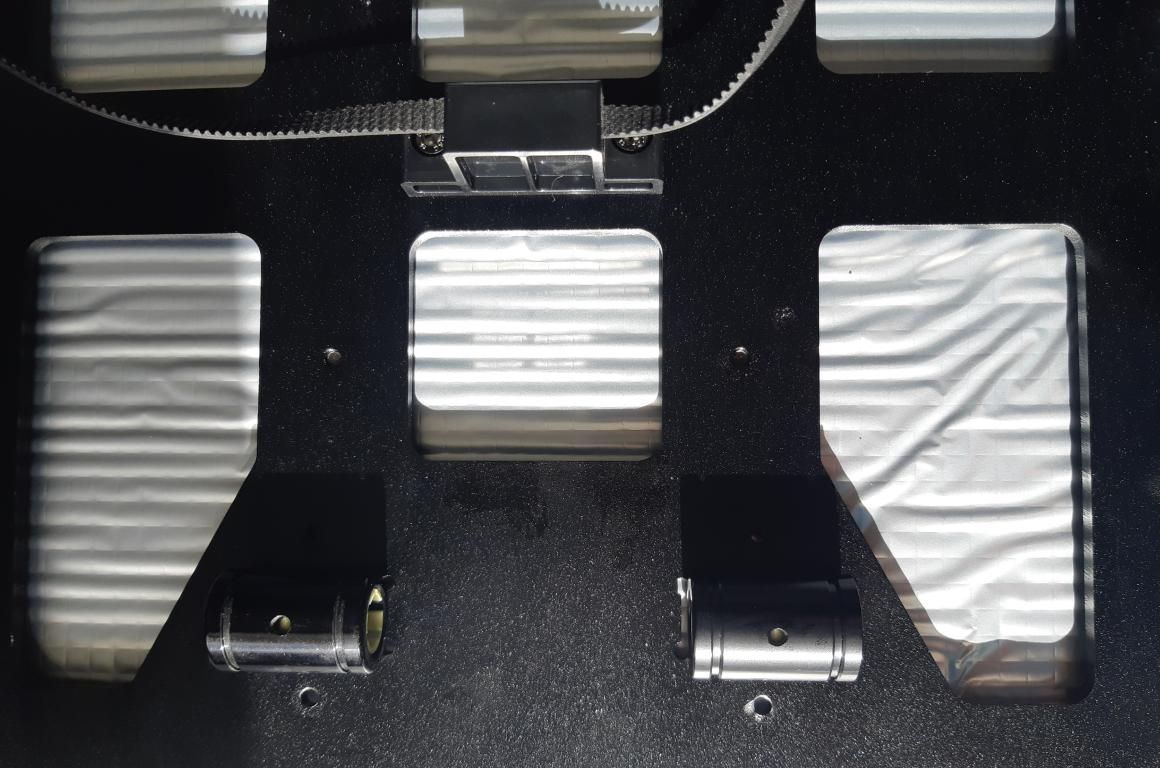
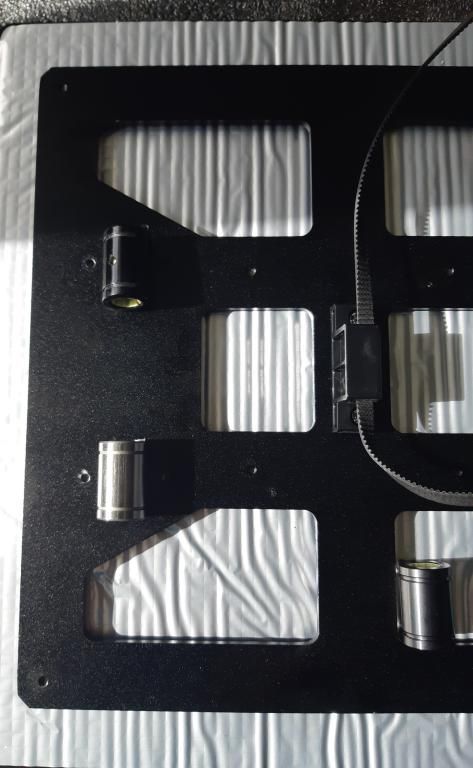
le montage AXE Y des roulements en polymère Voici le test comparatif du montage des roulements en polymère tige de gauche. Test 1 le glissement est doux et parfait sans bruit, pas de résonnance des bruits pendant le déplacement. Test 2 tige de droite montage d'origine avec les billes; le bruit est soutenu avec les déplacements des billes, le bruit est amplifiée par une résonnance métallique. Conclusion : je pense que le montage des roulements en polymère est concluant. Comment effectuer le montage axe Y : - dévisser complétement le bouton de tension de la courroie axe Y (enlever le plateau en PEI) - dévisser les quatre vis qui maintiennent le carter en plastique avant - dévisser les deux vis du support de palier à gauche et à droite pour désolidariser les deux tiges avec précaution. Il suffit d'extraire les deux paliers, ensuite tirer vers vous chaque tige sans trop les lever. - dégager le tendeur avec sa courroie et basculer le BED face vers le sol en faisant attention de ne pas faire tomber les deux axes. - dévisser les deux vis qui maintiennent chaque roulement (répéter 4 fois cette opération) - enlever les anciens roulements après avoir enlevé les deux axes et placer les nouveaux roulements en polymère (opération très facile) - remonter les deux axes et les glisser dans les nouveaux roulements - resserrer chaque support en croisant modérément le serrage tout en donnant des mouvements alternatif pour bien centrer les tiges sans point dure. - serrer le tout et remonter en sens inverse tout en évitant de faire tomber les axes. - essai de manœuvre à la main et test de déplacement avec mise sous tension. Conclusion le fonctionnement est doux sans bruit...1 point
-
@Funboard29 Merci du retour. J'ajouterai probablement cette possibilités d'ajouter la gestion différenciée des accélérations par axes dans mon dépôt github (probablement avec le script shell qui va bien) mais je ne le ferai qu'après tests avec ma Ender3-S1 avec le SonicPad. Ça va attendre un peu car la E3S1 est actuellement en attente de réparation suite à sa volonté de tester la future loi sur la fin de vie (sa carte électronique a décidé de se faire seppuku). En attendant. je vais tester cette cinématique sur ma CR10V2 qui elle fonctionne derrière un BTT RPiPad5 + carte CM4 Raspberry (avec à l'intérieur du Klipper, Moonraker, Klipperscreen, Mainsail, tous officiels et non dénaturés). En recherchant le lien du BTT RPiPad5, j'ai vu que le Pad7 était en pré-vente (à un prix plus qu'intéressant).1 point
-
Un petit retour sur l'implémentation du fork limited_cartesian. Je ne parlerais que de la cr10S pro en BoundTech, c'est celle qui bénéficie le plus de cette fonction. J'ai imprimé pas mal de pièces de toutes sortes, petites ou grosses. Le bruit, l'imprimante ne fait pas du tout le même bruit à grande vitesse. Il n'y a aucun à-coup de fonctionnement sur les deux axes. Tout se fait en souplesse, c'est assez impressionnant. J'ai changé mon mode de paramétrage, plutôt que perdre du temps en essayant des profils à différentes vitesse, je laisse la vitesse du profil par défaut, 60mm/s en vitesse principale, et j'augmente par saut de 25% en fonction de la pièce jusqu'à 325%. Bien sûr il n'y a pas beaucoup d'impression à cette vitesse, ça ne concerne que le remplissage et encore. Les parois ne se font pas à plus de 160mm/s. Je frôle les limites de débit de ma tête soit 15.4 mm3/s. Et uniquement sur des grandes pièces avec du PETG ou certains PLA+, à cette vitesse la pièce devient mat. Je suis arrivé au bout des capacités de mes imprimantes. Je suis très agréablement surpris du résultat. Le limited_cartesian est clairement une réussite. En ce qui concerne les dimensions je n'ai constaté aucun problème, mes pièces ainsi imprimées s'emboitent comme avant et les cotes ont les mêmes tolérance que sans cette fonction.1 point
-
Bonjour, Si cela peut aider, voilà les paramètres sur ma SATURN2 Environnement identique - Appartement 22 / 23 degrés
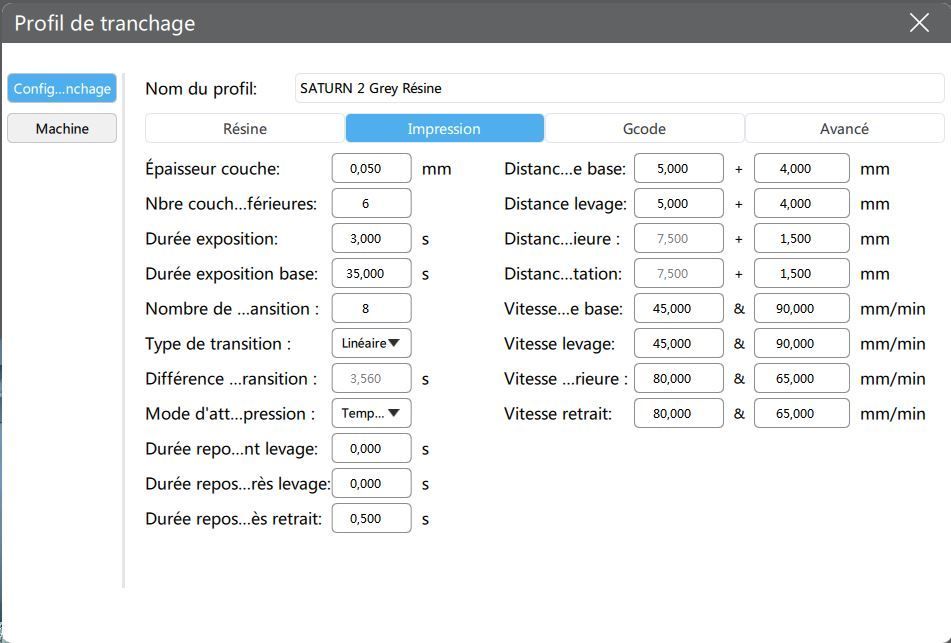
 1 point
1 point -
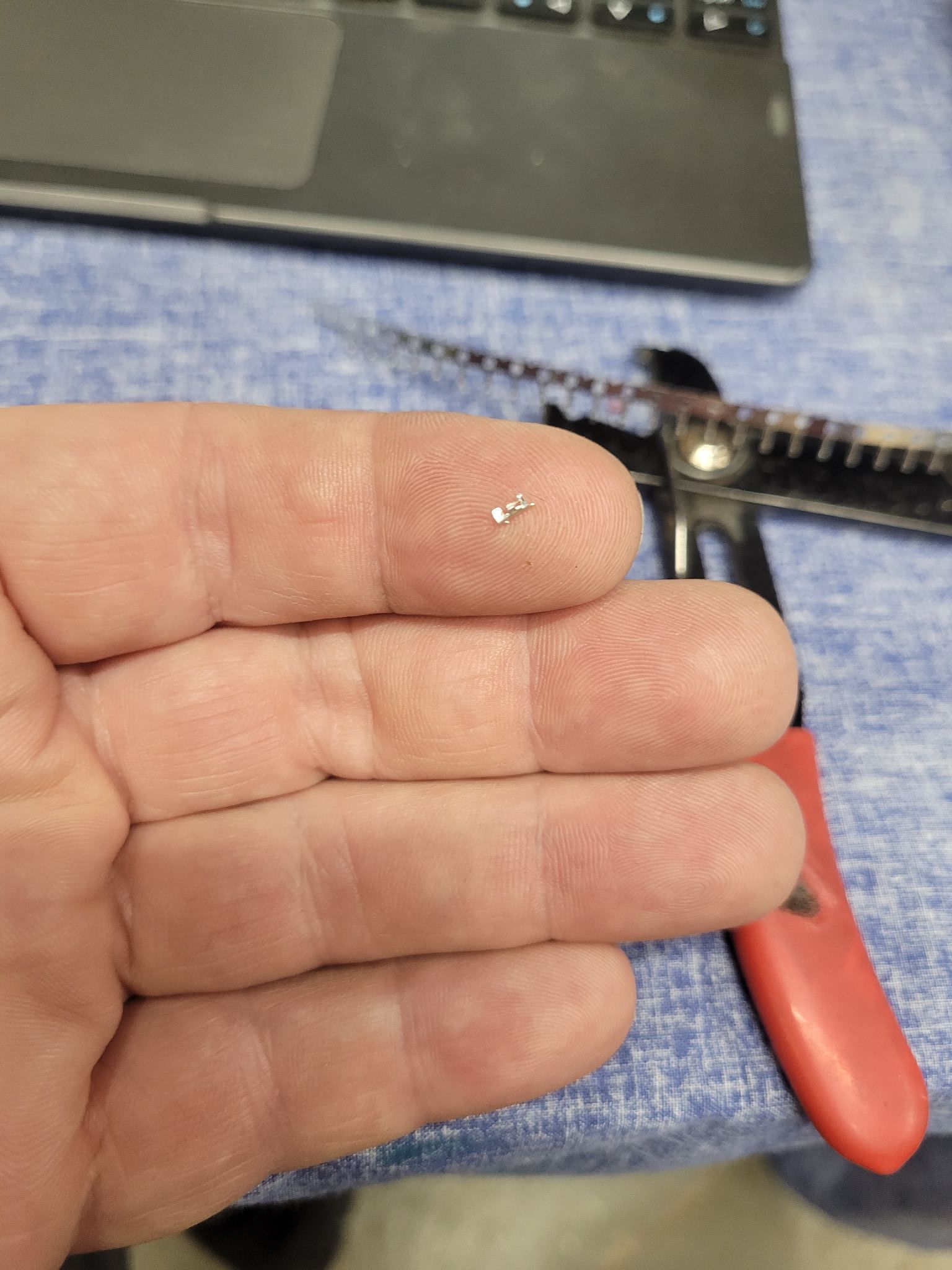
Ces connecteurs ressemblent étrangement aux Molex Picoblade utilisés sur le PCB des têtes des Ender3-S1, Sermoon V1 et autres têtes Sprite des imprimantes Creality Comme toi @PierreG (pour les mêmes raisons: gros doigts et en plus vue qui baisse), j'ai opté pour la facilité des connecteurs déjà sertis.1 point
-
Félicitations aux heureux gagnants.1 point
-
Moi aussi, j'obtiens ce genre de débit (dans les 80%) avec une buse de 0.4 pour 0.4 de largeur de ligne. Quand je tranche, je mets 0.5 de largeur de ligne pour une buse de 0.4, et mon débit est entre 90 et 95% suivant ma vitesse d'impression.1 point
-
merci pour tout tout marche nickel1 point
-
C'est quoi un «mieux» ? Il en existe effectivement quelques qui ajoutent des fonctions supplémentaires que certains trouvent indispensables… En gros ça dépend des goûts et des couleurs de chacun ( Coluche : «Tous les égouts sont dans la nature» ). Utilisant de plus en plus le firmware Klipper sur mes imprimantes, je n'ai pas / plus d'avis sur les firmwares Marlin. Mon conseil que tu es libre de ne pas suivre : avant de changer de firmware, il est préférable de s'adapter à celui originel, de faire de nombreux tests d'impressions puis éventuellement constater les manques et chercher alors à y pallier. Cette remarque est également valable pour les «améliorations» matérielles1 point
-
Je suis ce tuto: Pour le démontage on trouve aussi: https://wiki.bambulab.com/en/x1/maintenance/replace-mc-board-fan Pour le ventilateur de la carte principale: https://cults3d.com/fr/modèle-3d/outil/bambu-x1c-mc-board-fan-main-board-fan-housing1 point
-
@fran6p, je dois avouer que j'avais pas regardé de quelle imprimante, @Stochastique nous parlait. Effectivement rien à voir avec le calibrage de nos imprimantes "conventionnelles"1 point
-
Quand j'ai commandé mon kit, je ne savais pas que je pouvais utiliser ma carte Octopus. J'ai aussi lu a quelques endroits (je ne me rappelle pas ou, j'ai tellement chercher pour reprogrammer ma carte) qu'en utilisant la carte Octopus, il pouvait y avoir un petit délai dans les temps de réponses, en tout cas, un peu plus long que passer direct par l'U2C. Je suis allé finalement pour la facilité et la paresse : Je les recois aujourd'hui, et installerai ca surement ce soir !! À Suirre....
 1 point
1 point -
Salut @PopCut Bon j'y connais rien en découpeuse laser, mais si c'était le cas, je crois que je te demanderais d'indiquer les références de ta machine et de décrire ton problème plus précisément en joignant si possible et si ça a du sens des photos. Tes efforts pour réinstaller ton logiciel et réinitialiser ta machine laissent une porte ouverte à un problème matériel ... @fran6p saura peut-être t'aider ....1 point
-
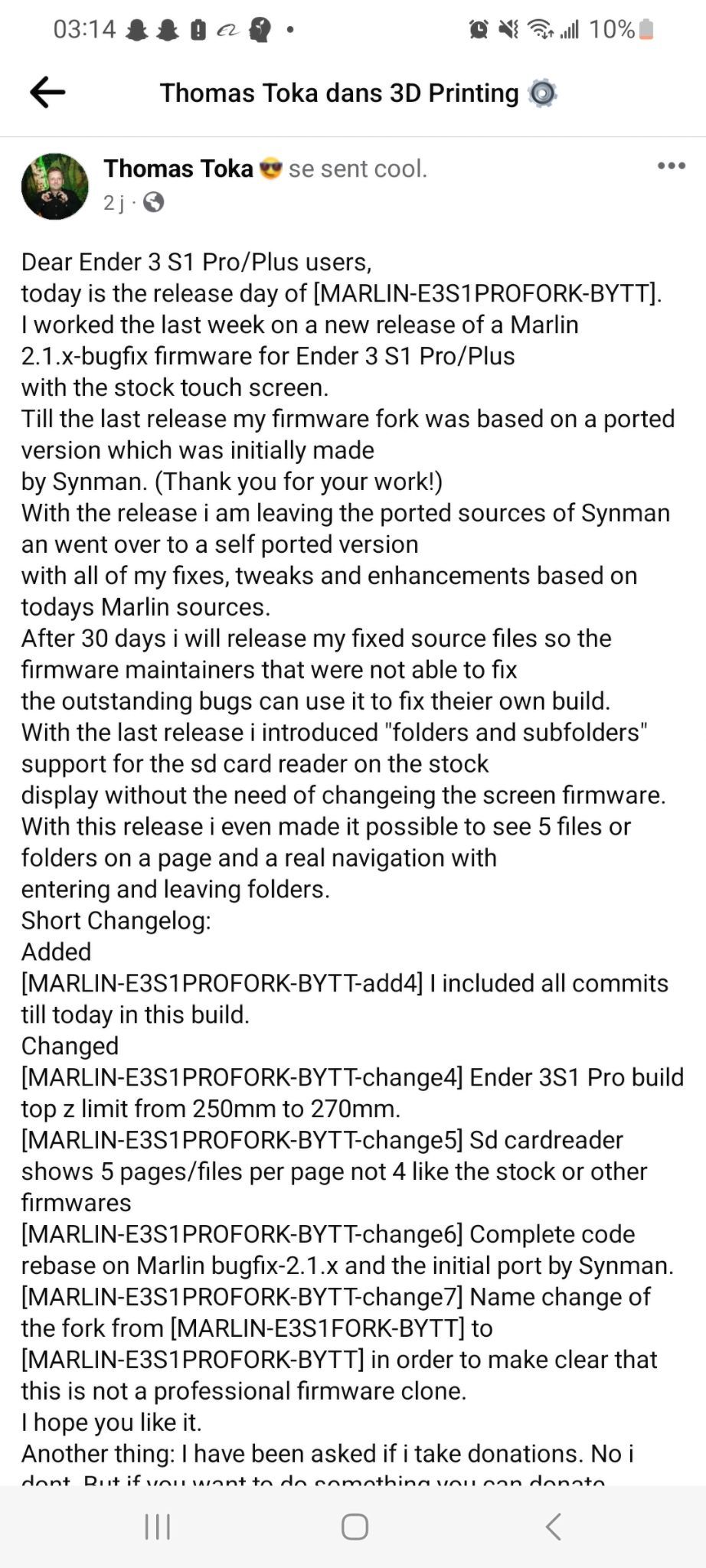
Hello ! Je reviens avec du nouveau, je ne lâche pas l'affaire En cherchant un peu partout, je suis tombé sur ce sujet : Voici le lien de son firmware : https://github.com/ThomasToka/MarlinFirmware Je résume : un mec dit qu'il a modifié/créé un firmware qui prend en compte le M600 (et d'autres fonctionnalités). J'aurais besoin d'un avis expert, est-ce que ça semble cohérent ce qu'il propose ? Est-ce qu'il y a un risque d'appliquer ce qu'il a mis en place ? Est-ce que c'est compliqué à faire ? Est-ce que si je me lance là-dedans je peux revenir en arrière facilement si jamais ? Et enfin est-ce que c'est quelque chose qui semble évident et que j'aurai un peu d'aide de la communauté en cas de soucis si je me lance ?

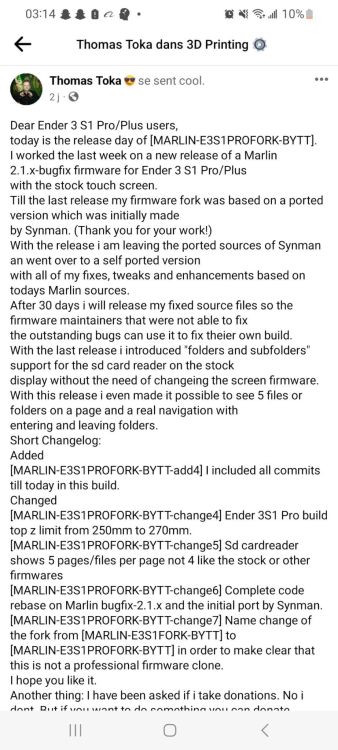 1 point
1 point -
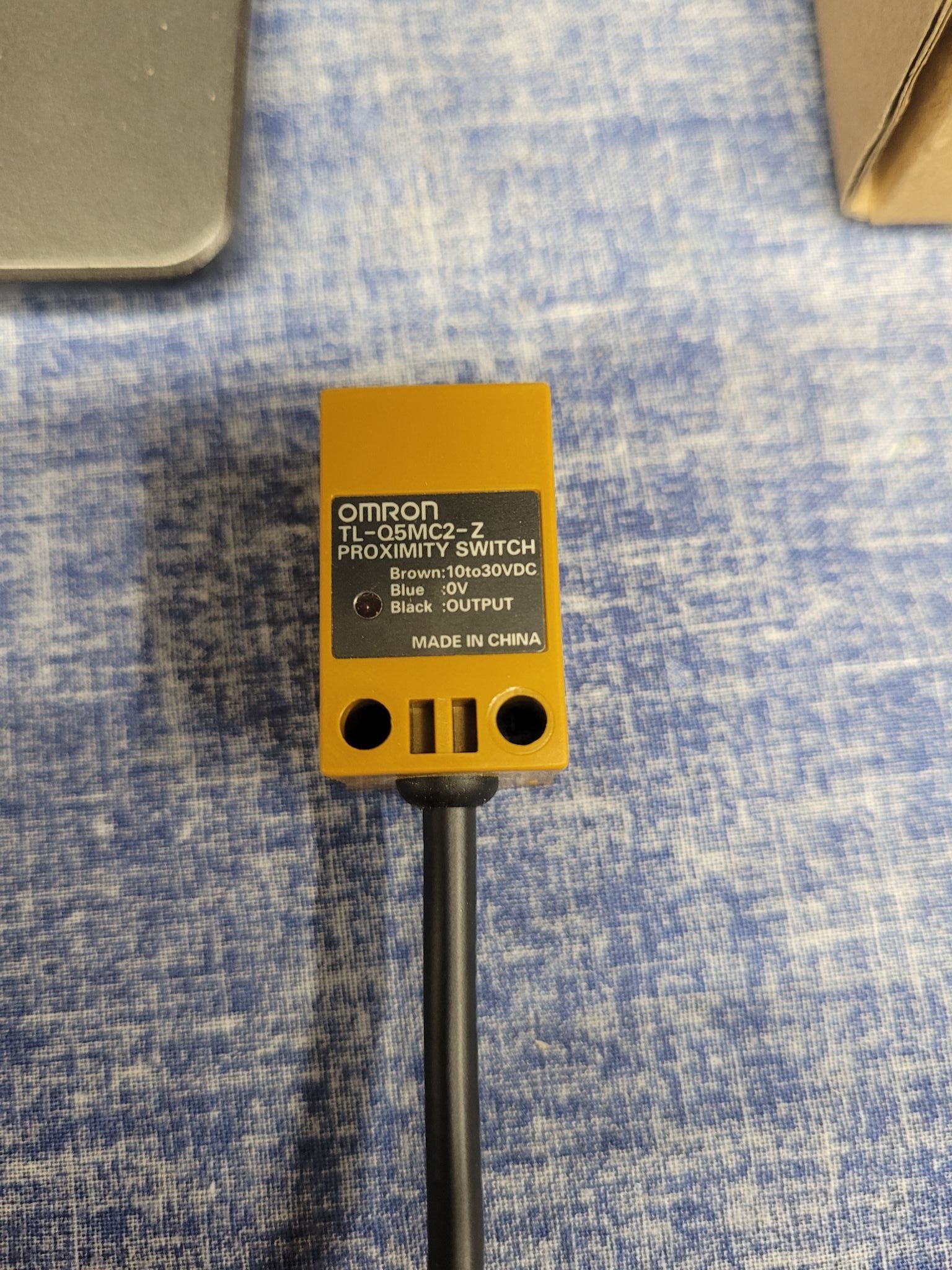
@Savate Merci encore... Mon Capteur Hall, accepte de 10 à 30 volts !!! donc 2 entrée possible.... Mais là j'ai un autre problème, qui va être plus difficile à régler... Réussir à changer le connecteur du capteur pour un connecteur microscopique !!! HAAAAA ces asiatiques avec leurs toutes petites mains... je les envies, moi et mes pattes d'ours !!!

 1 point
1 point -
Pas de problème !
 1 point
1 point -
aaaaahhhhh vivement que je puisse mettre en route mes imprimantes et tester la M3 premium que je me suis offert et pas encore déballer1 point
-
Ils sont vraiment très mauvais, ce n'est pas rassurant pour l'avenir en cas de grosse panne. J'ai regardé chez les revendeurs français et belge, il n'y a aucune pièce de rechange ou accessoire en stock pour l'Artisan. J'ai commandé des buses et un plateau verre en février. Je n'ai aucune nouvelle de ma commande qui a bien été encaissée. Quand je compare avec Bambu Lab c'est le jour et la nuit. Toutes les pièces détachées sont dispo sous quelques jours et sans frais de port.1 point
-
C'est sur qu'en terme de finesse c'est autre chose que du FDM...1 point
-
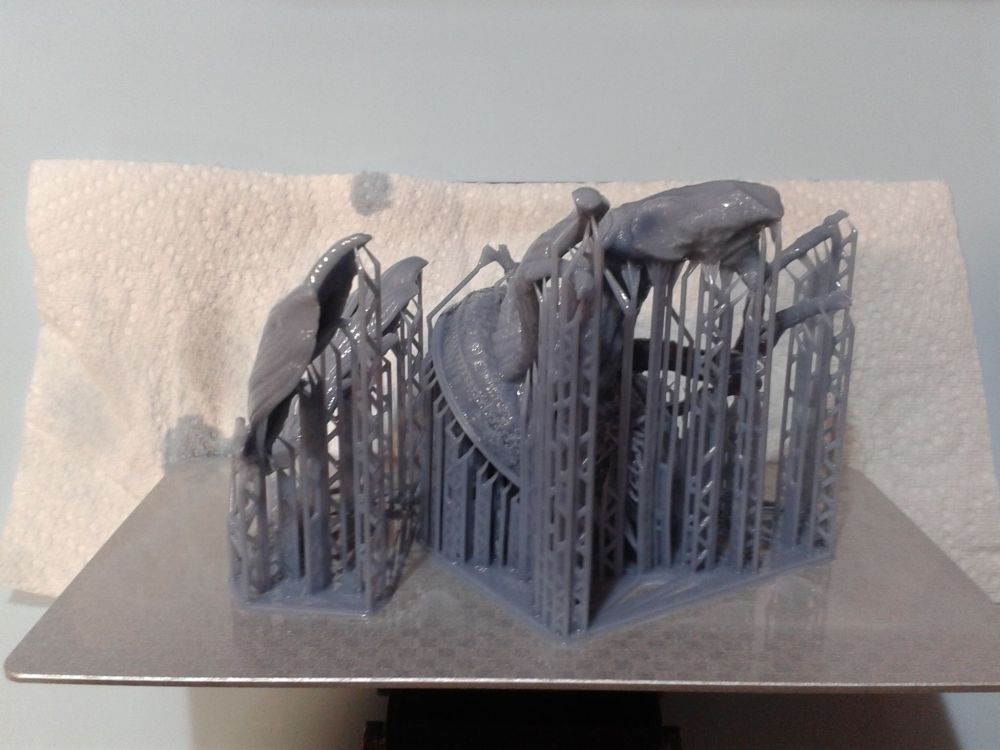
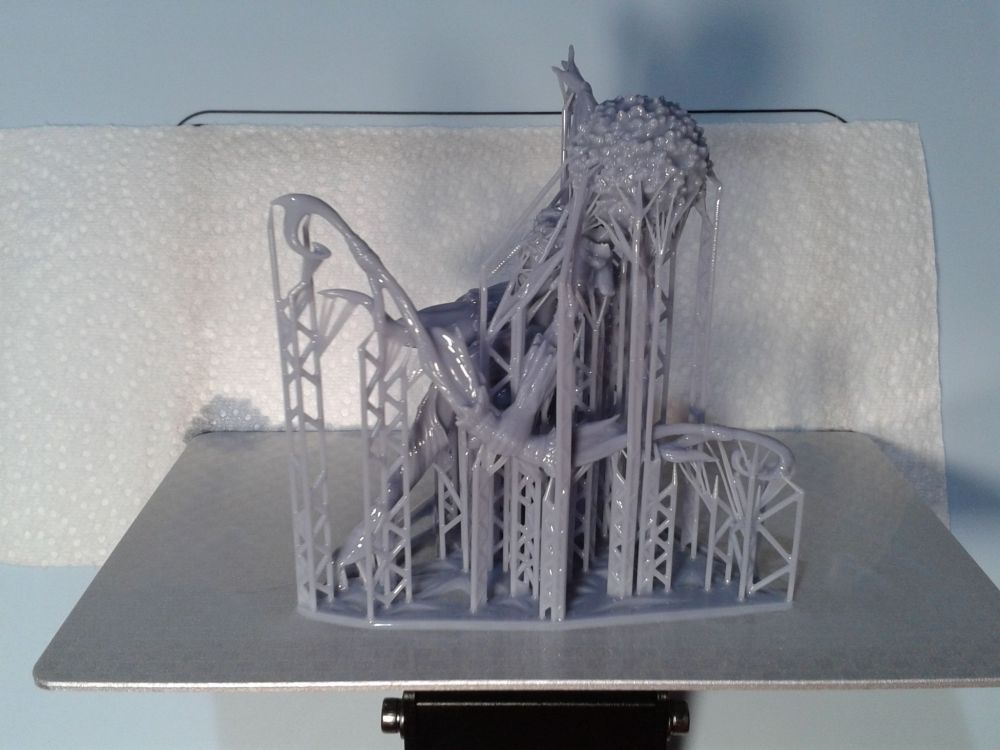
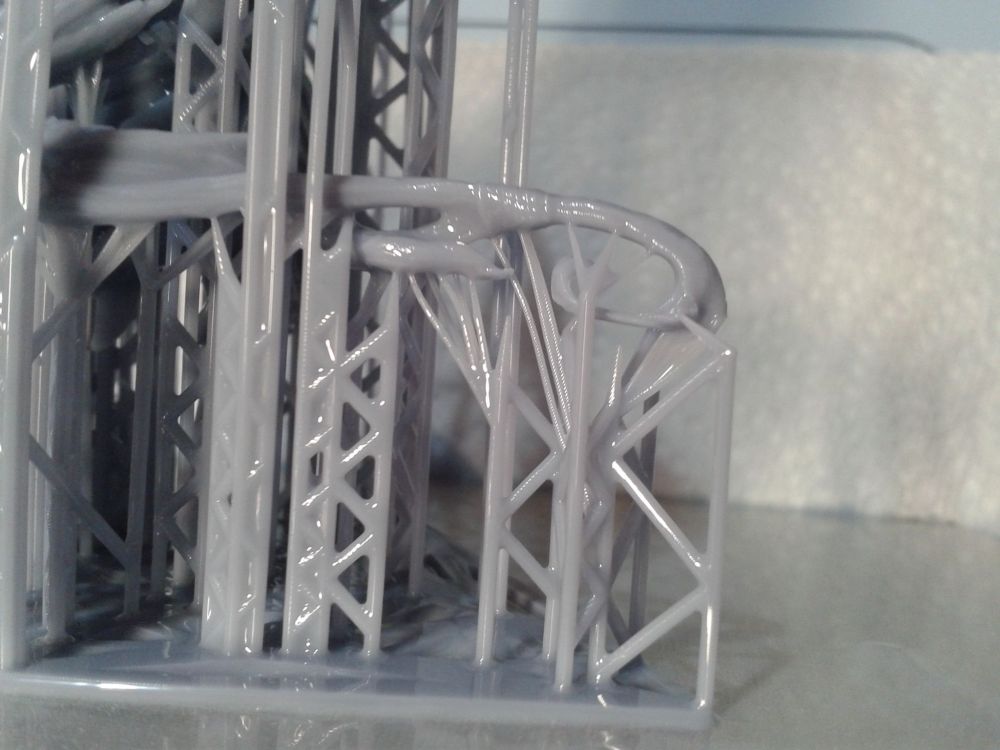
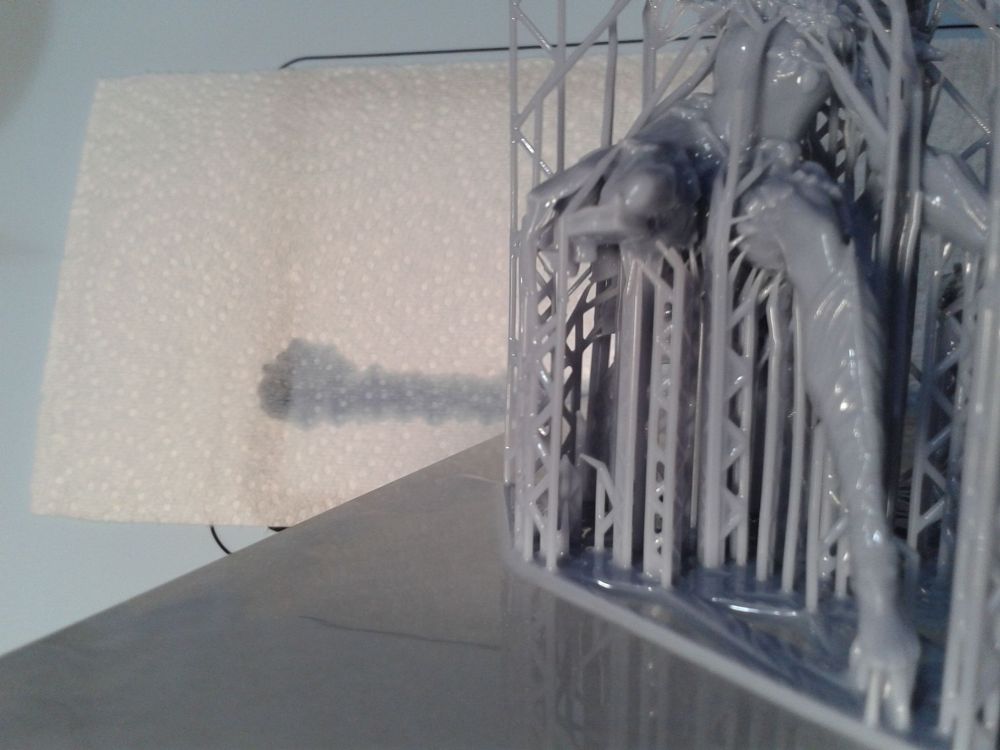
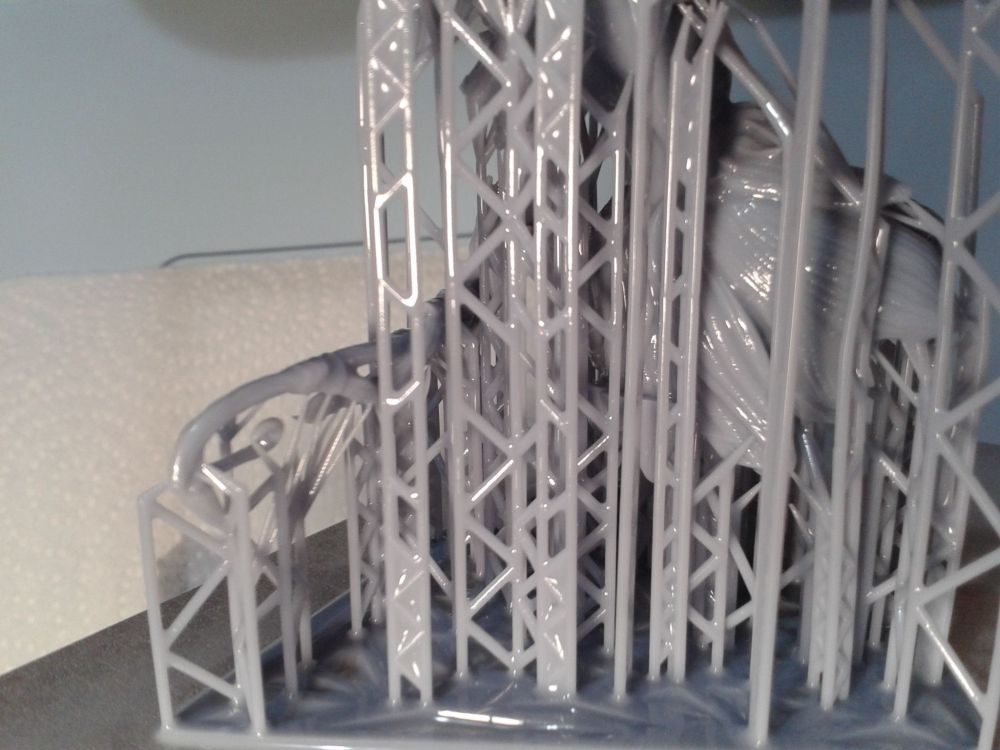
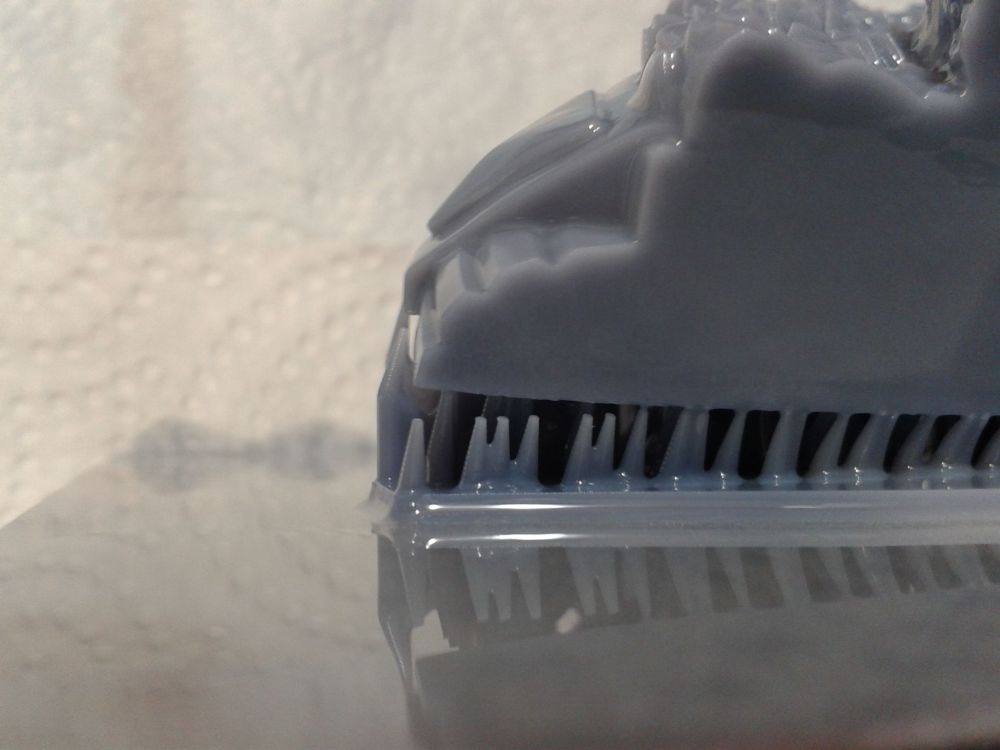
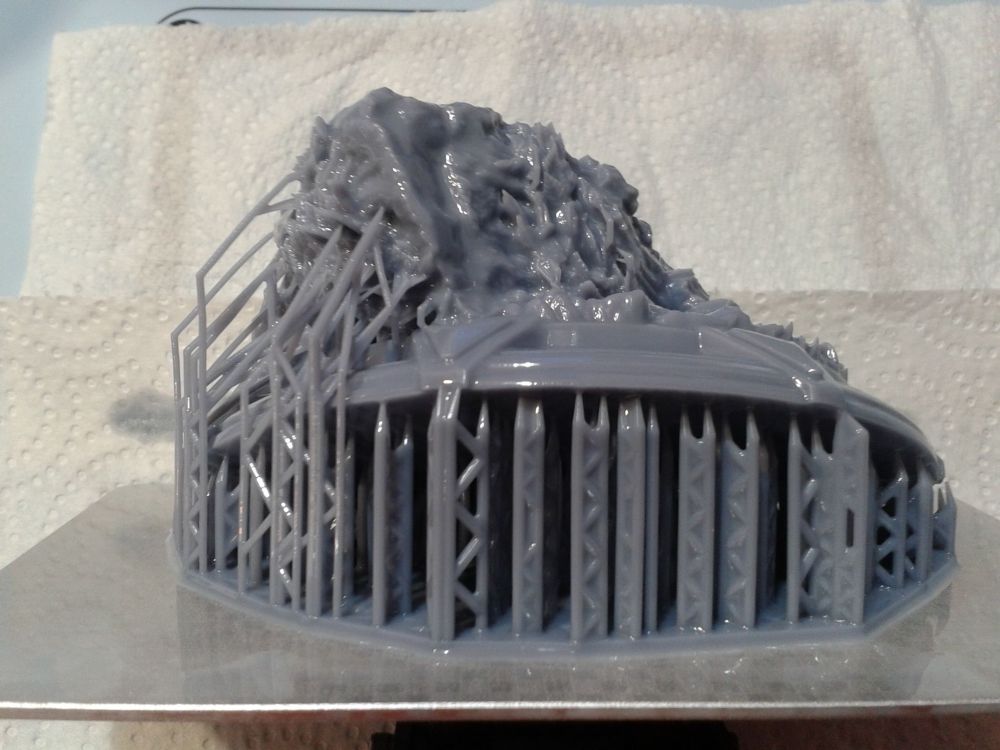
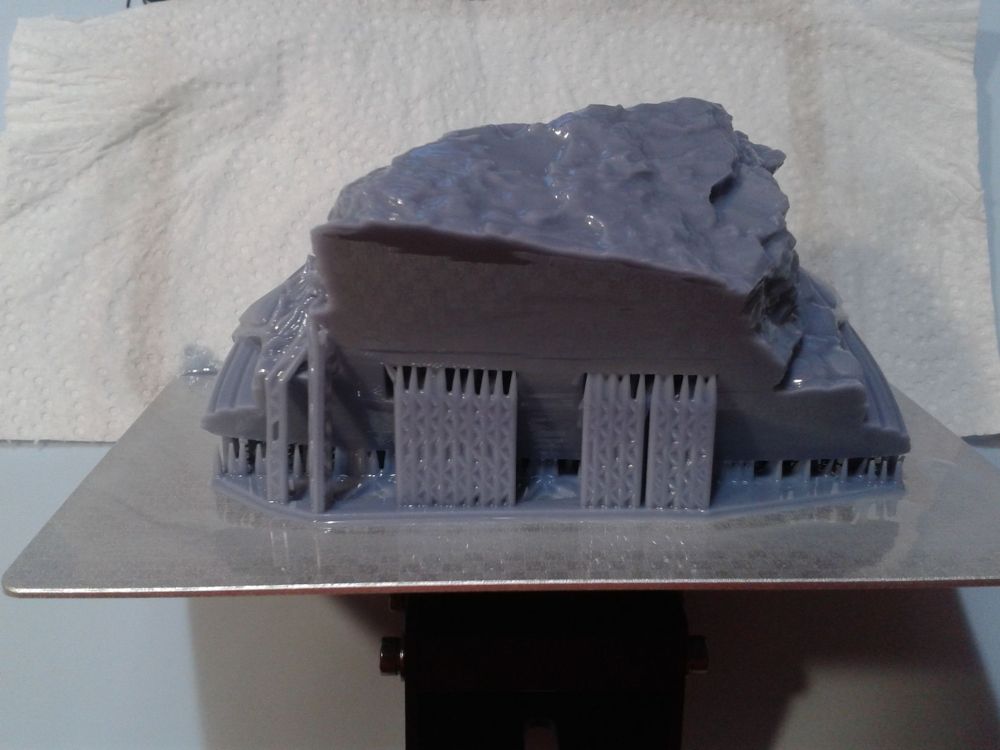
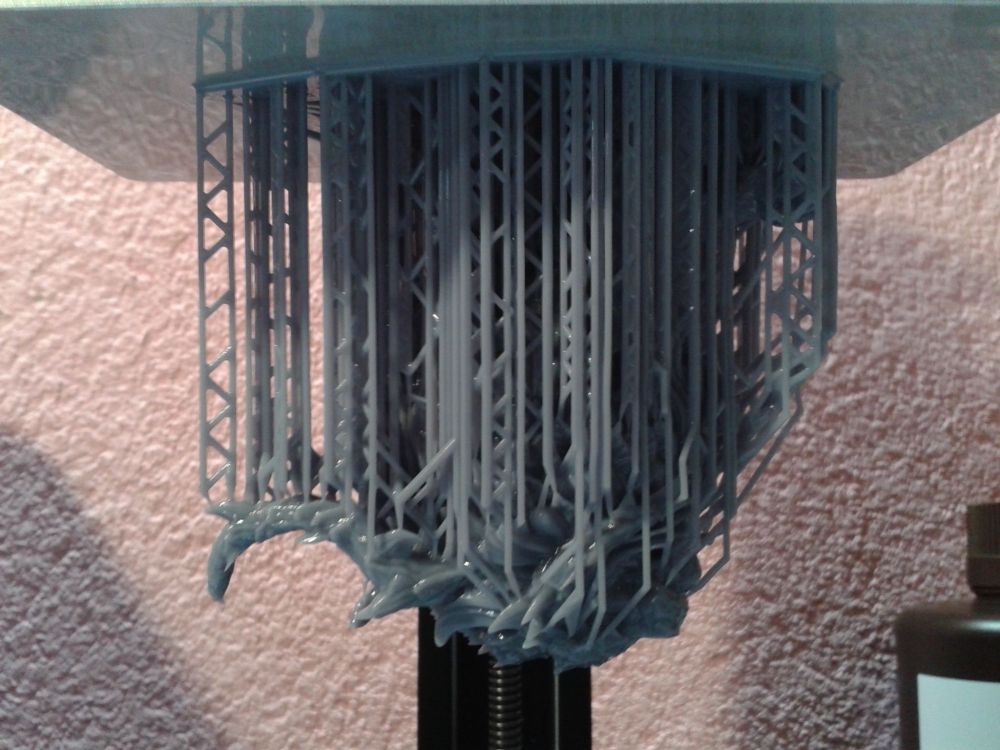
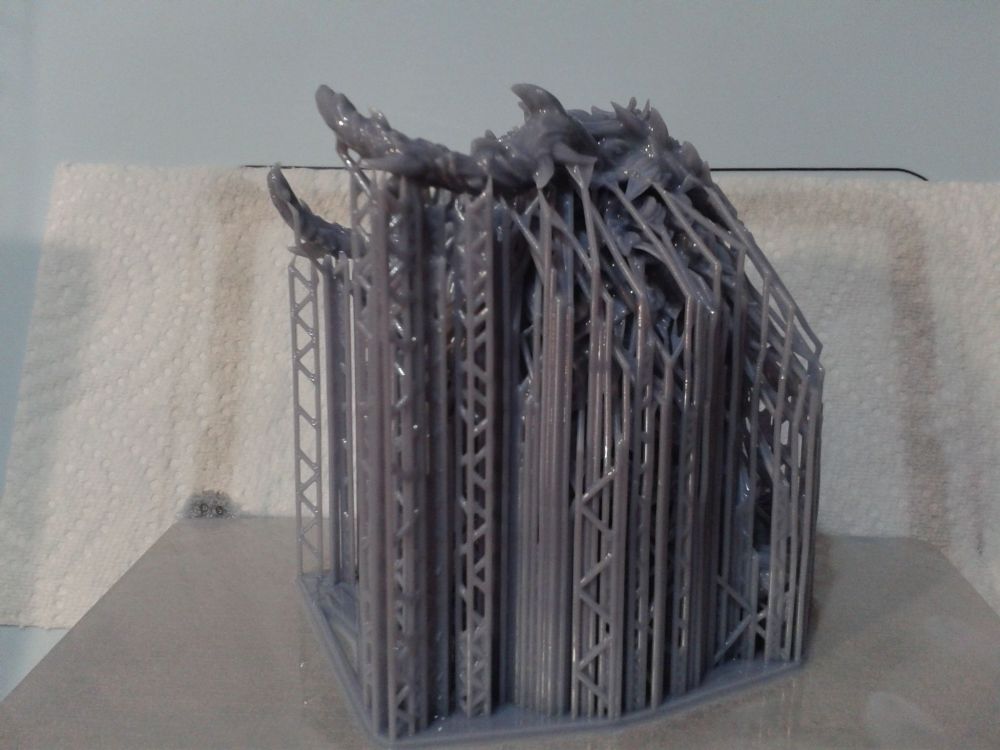
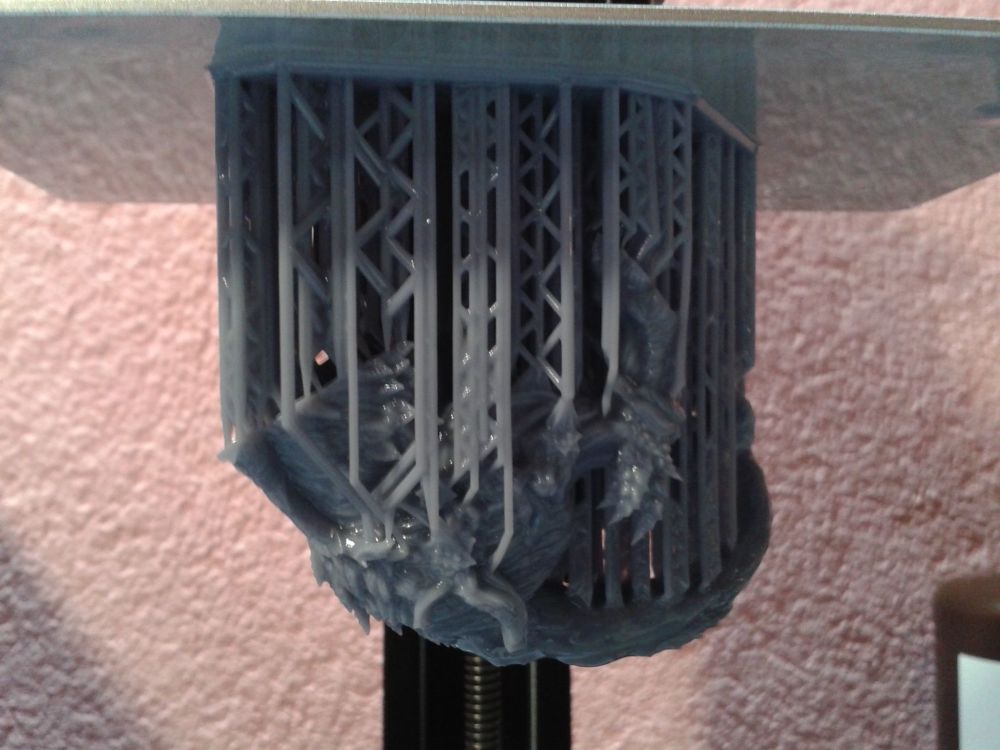
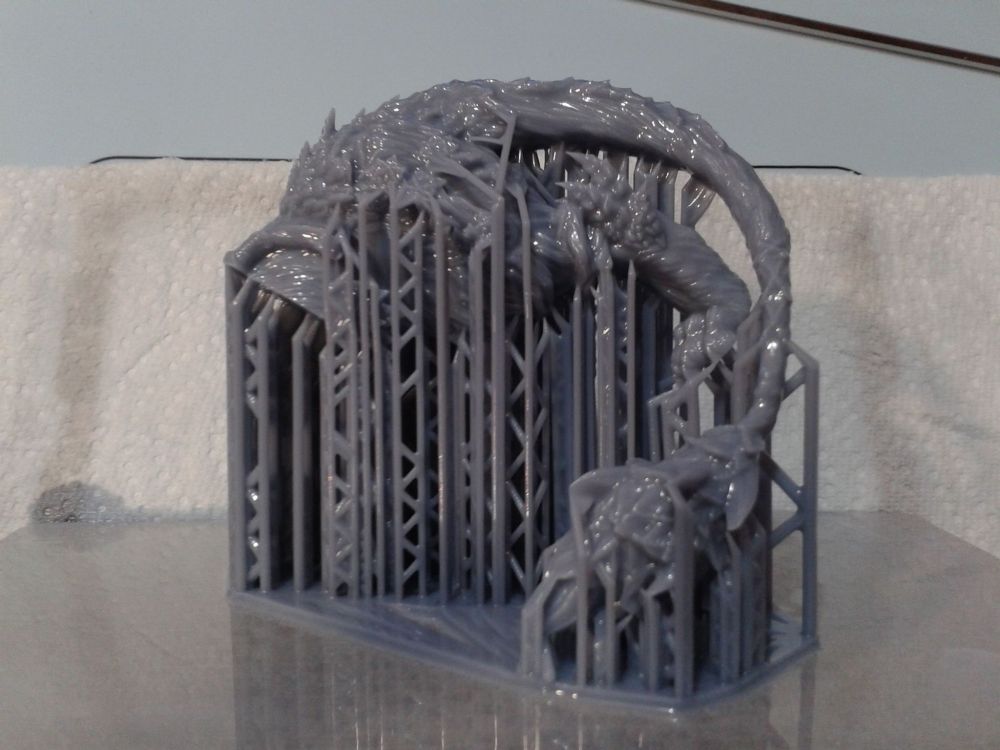
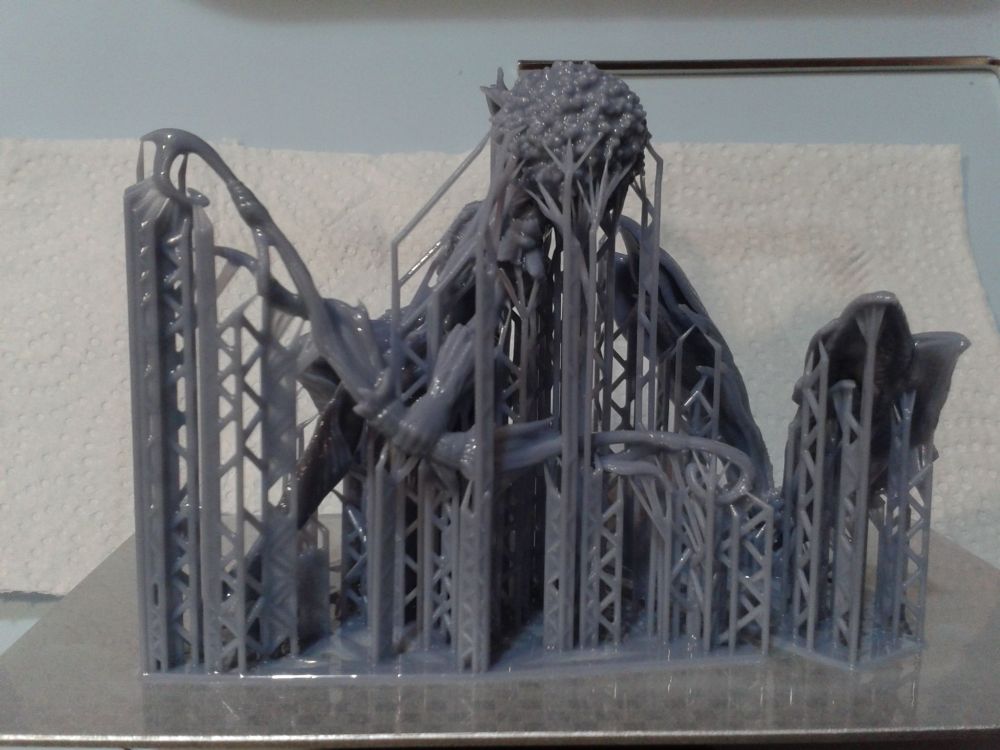
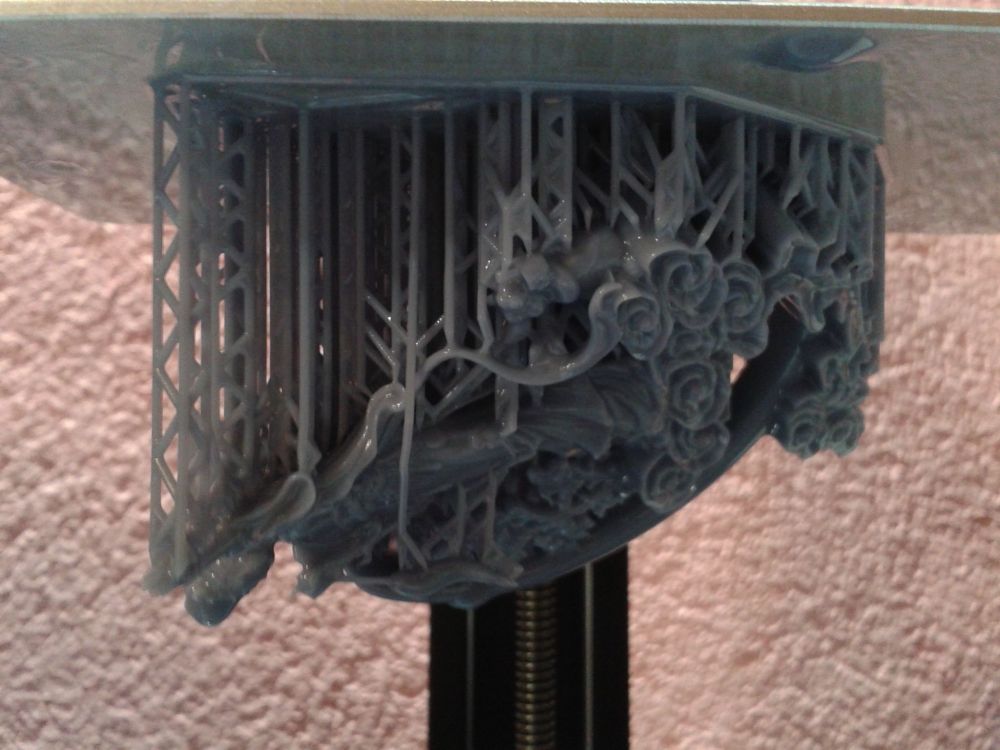
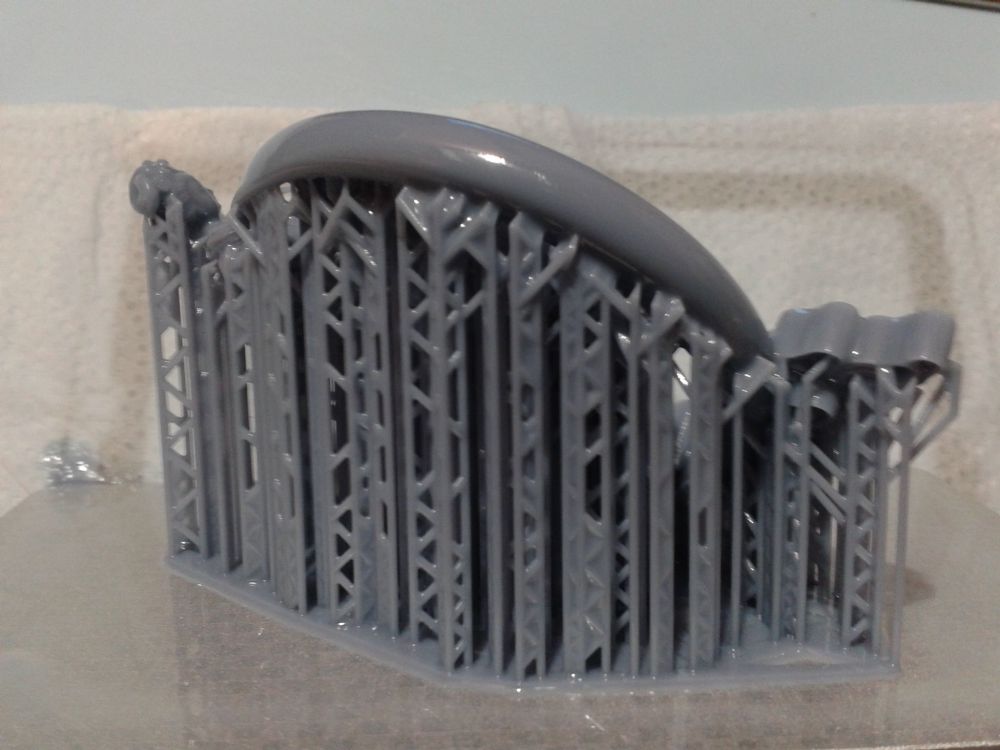
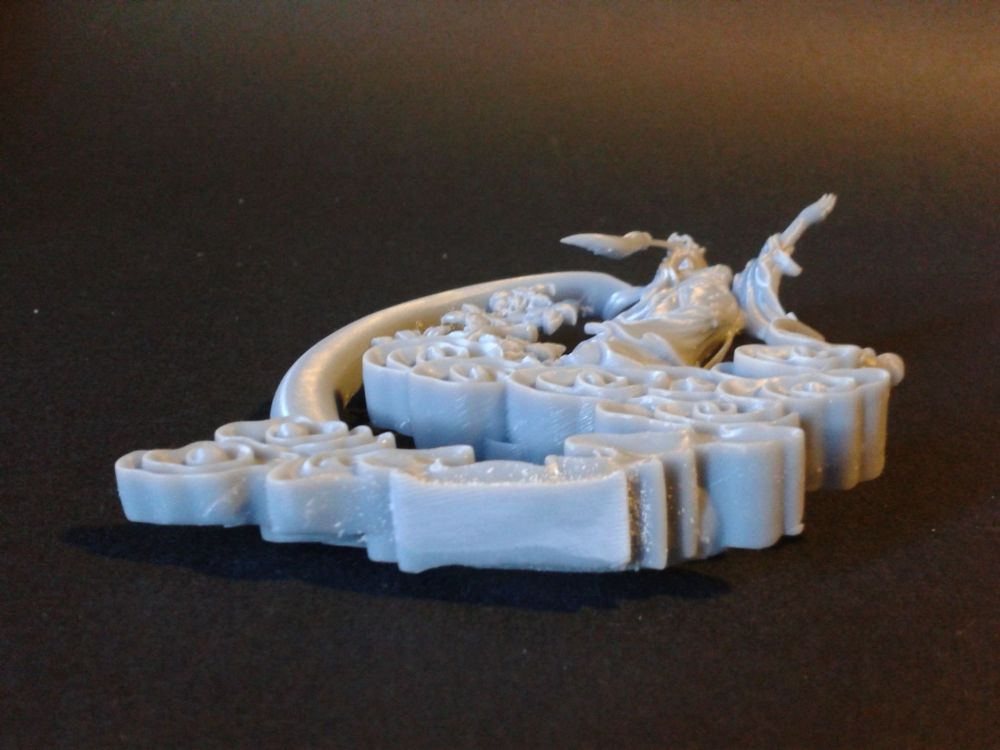
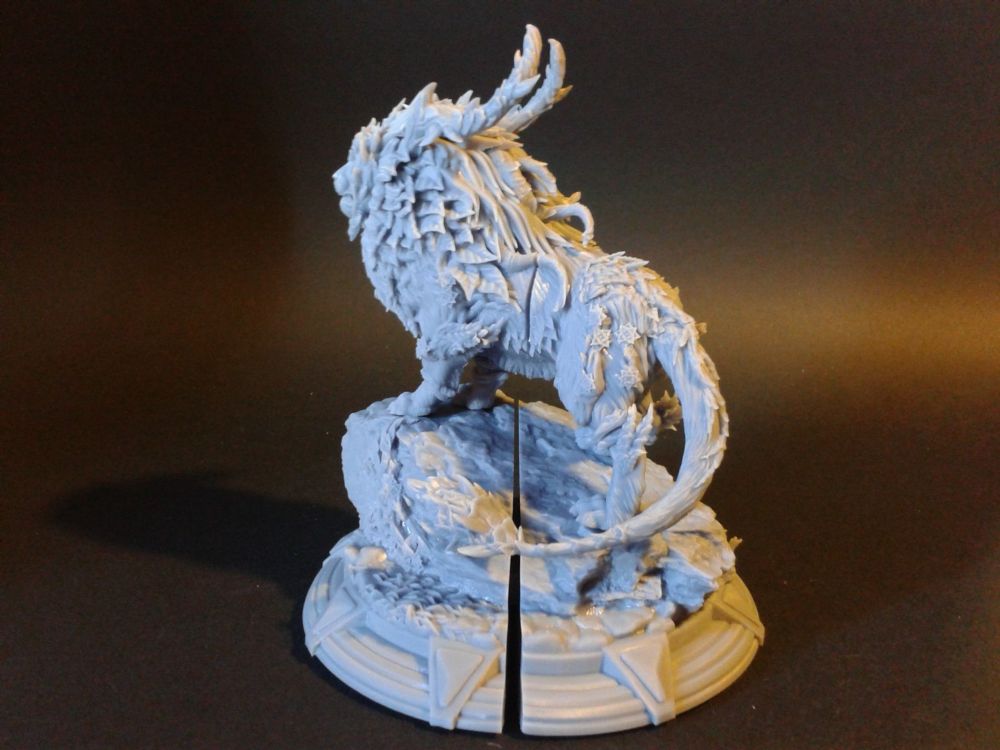
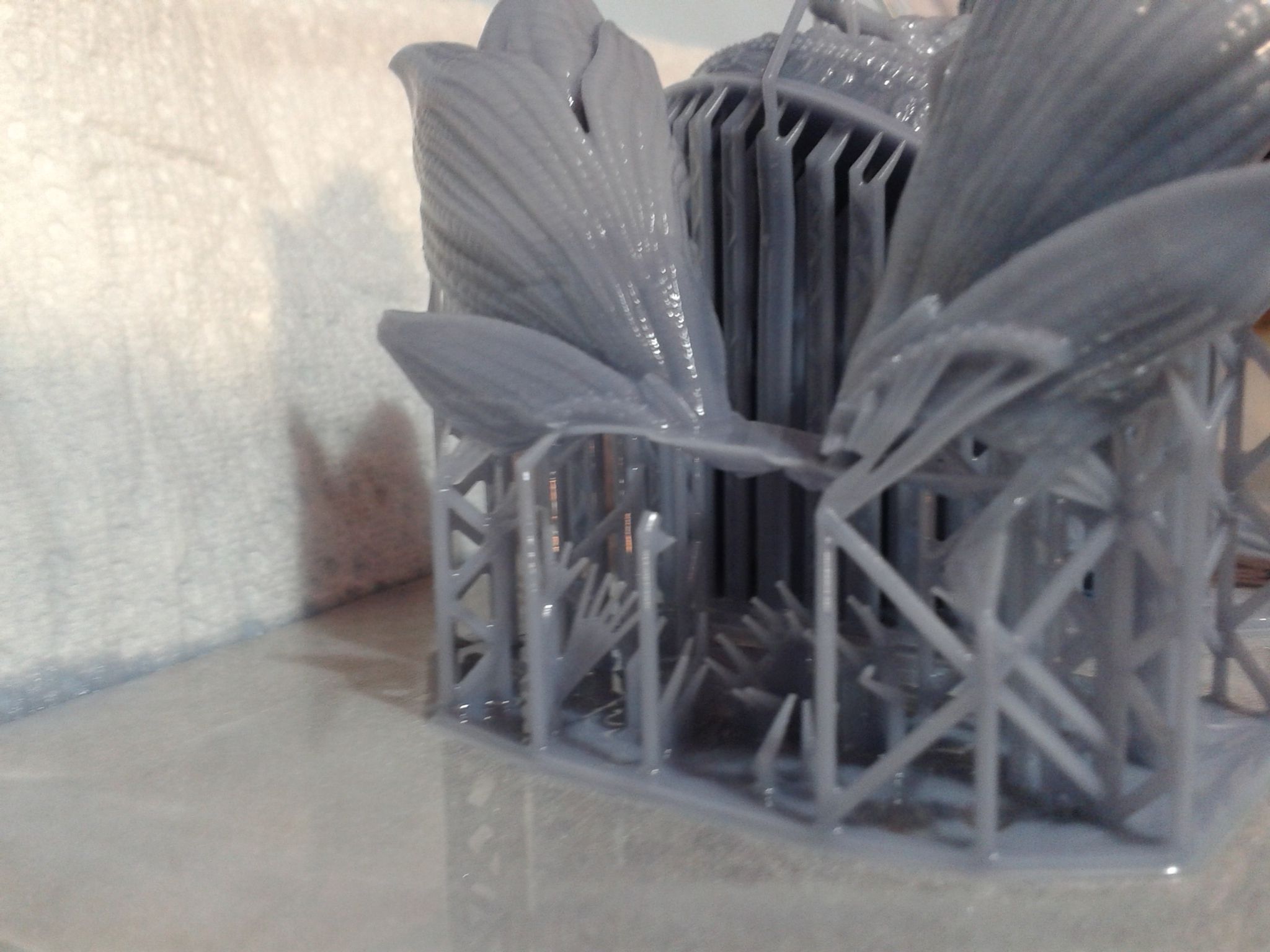
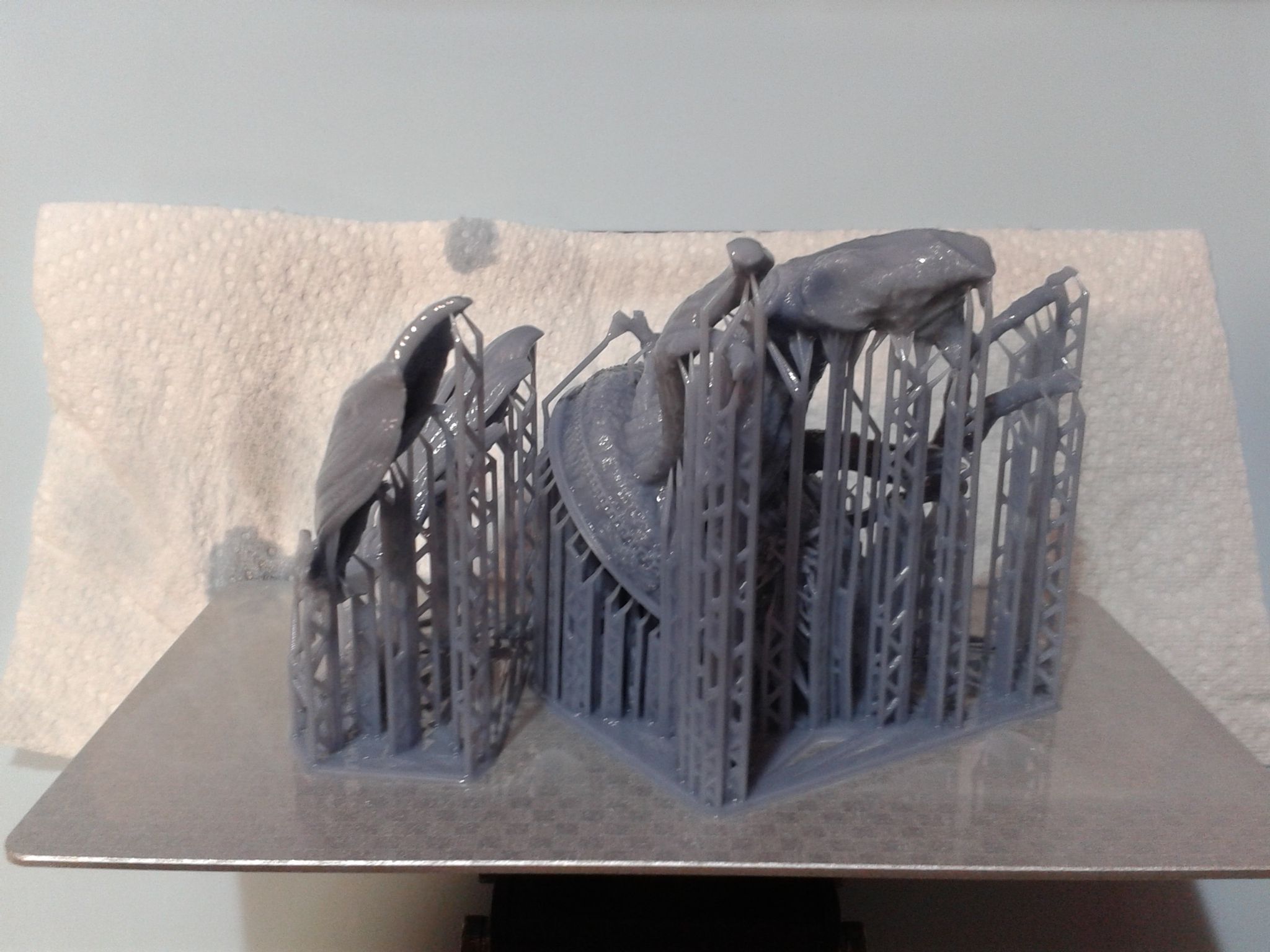
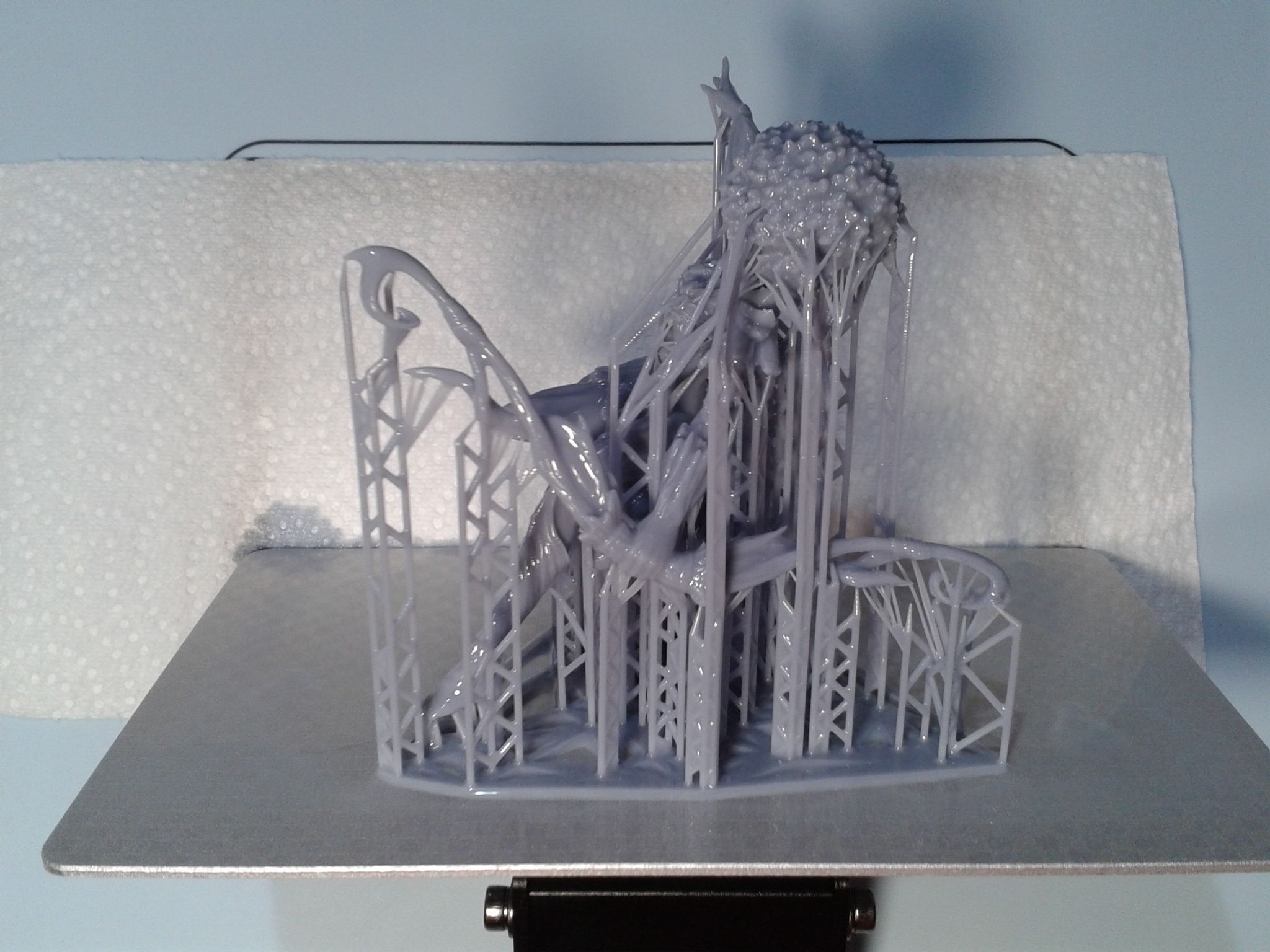
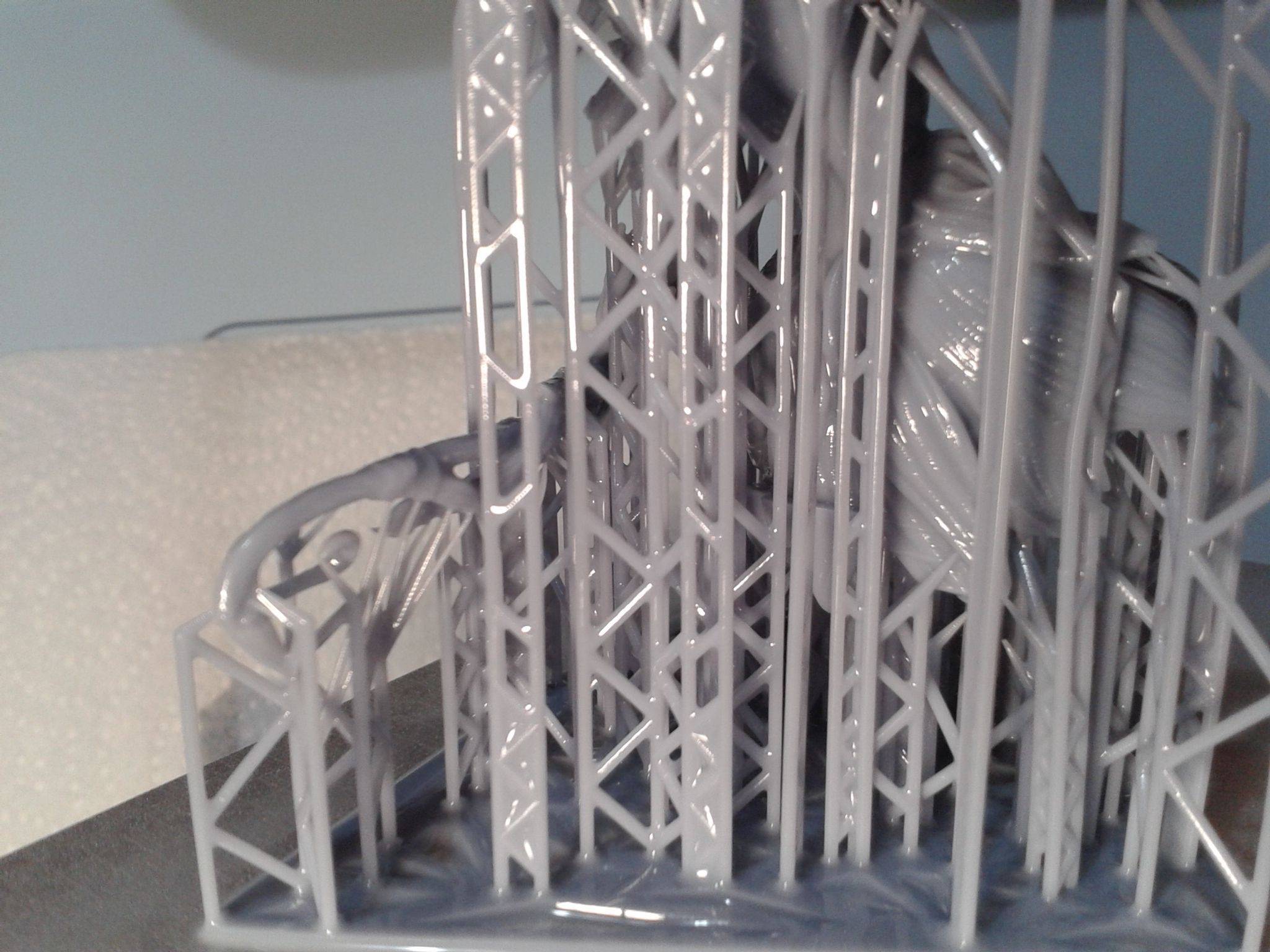
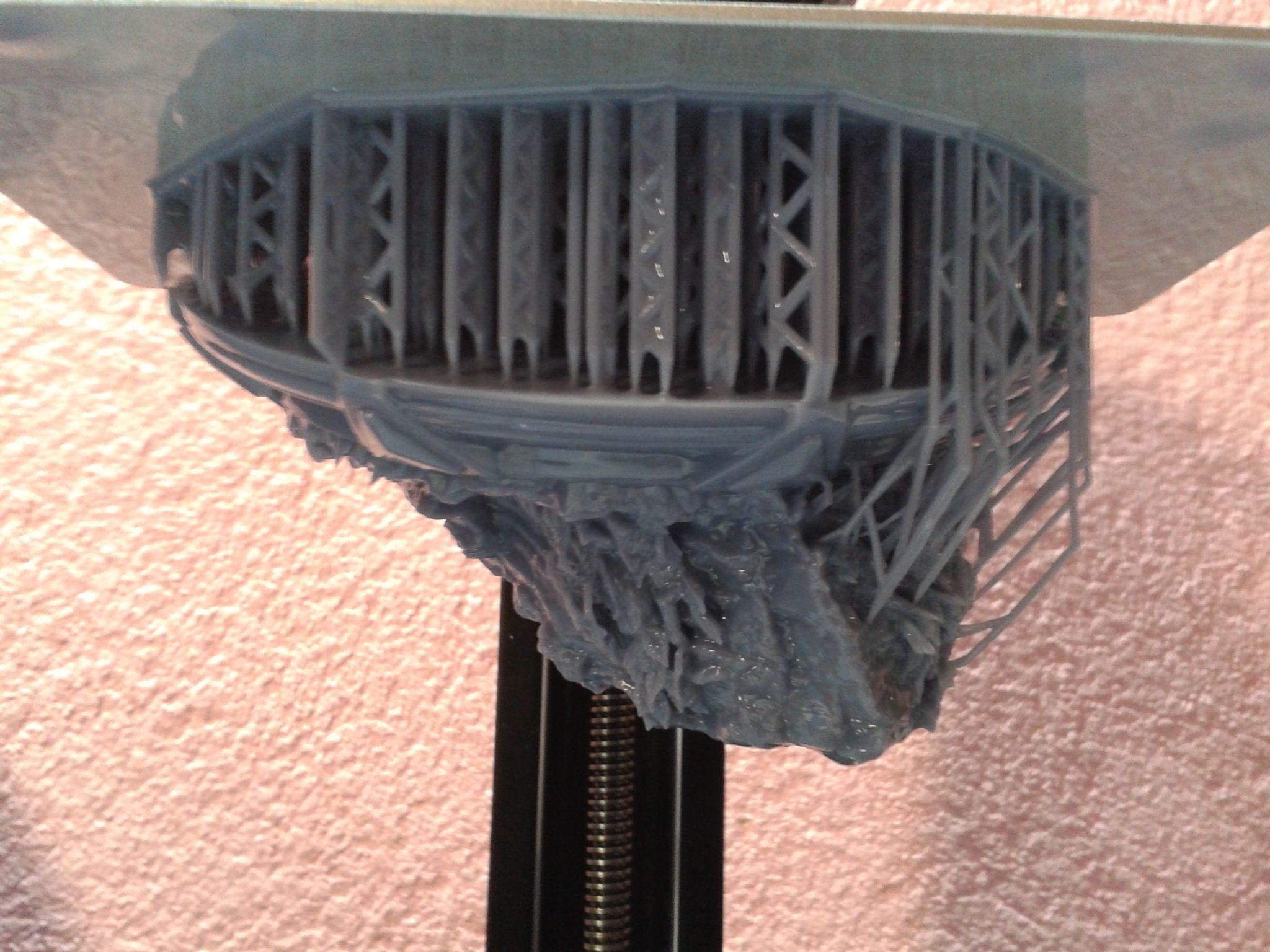
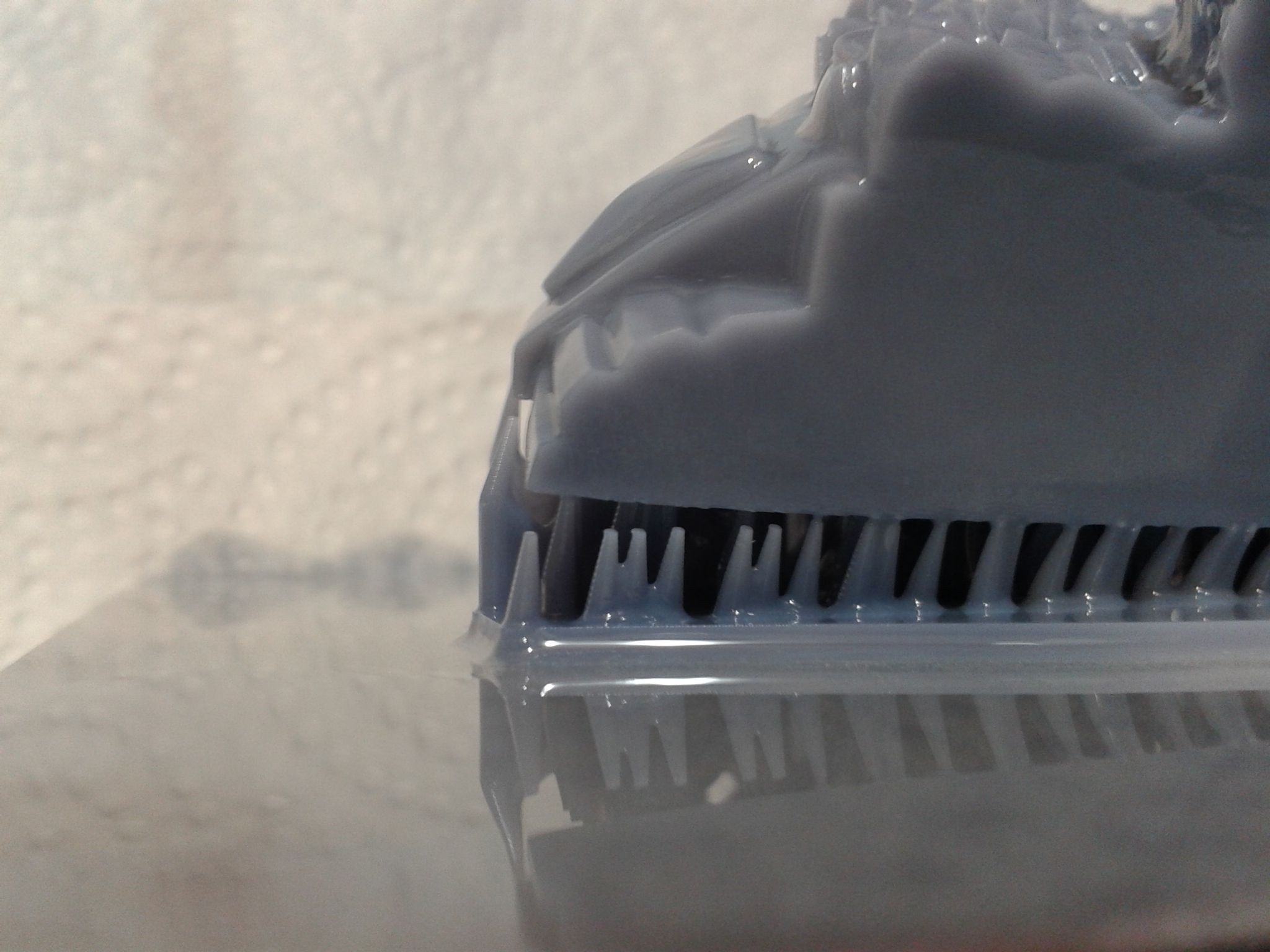
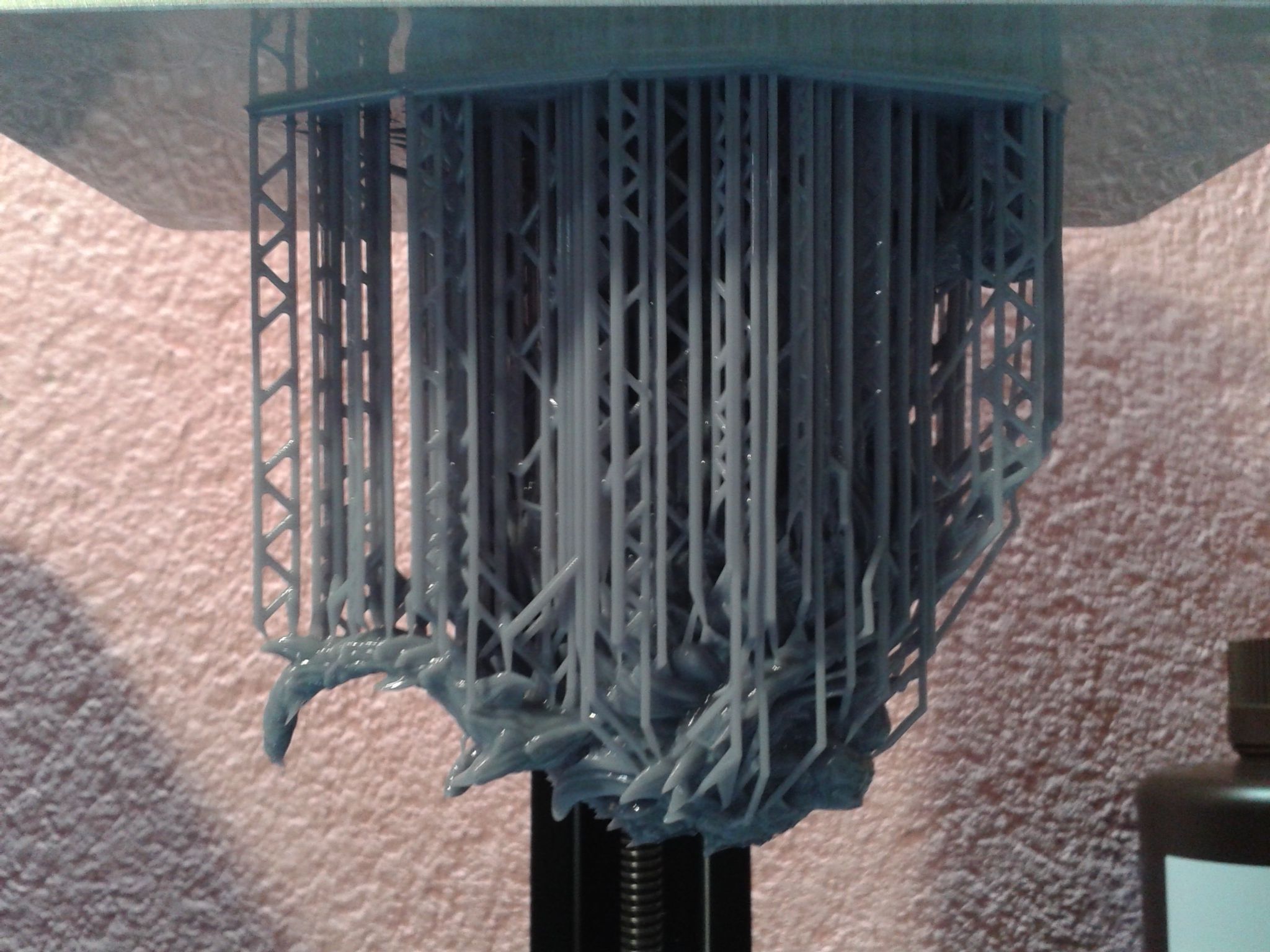
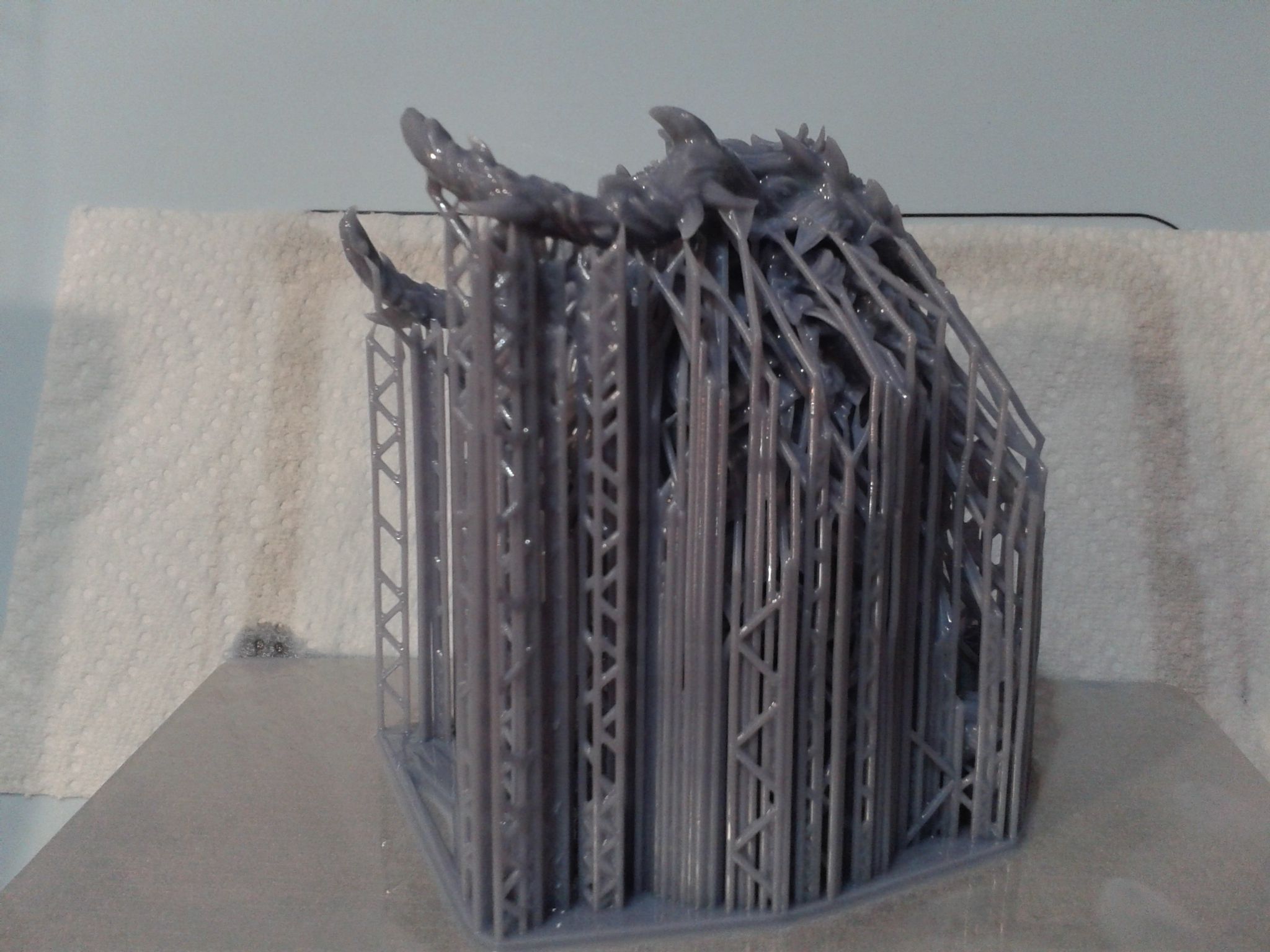
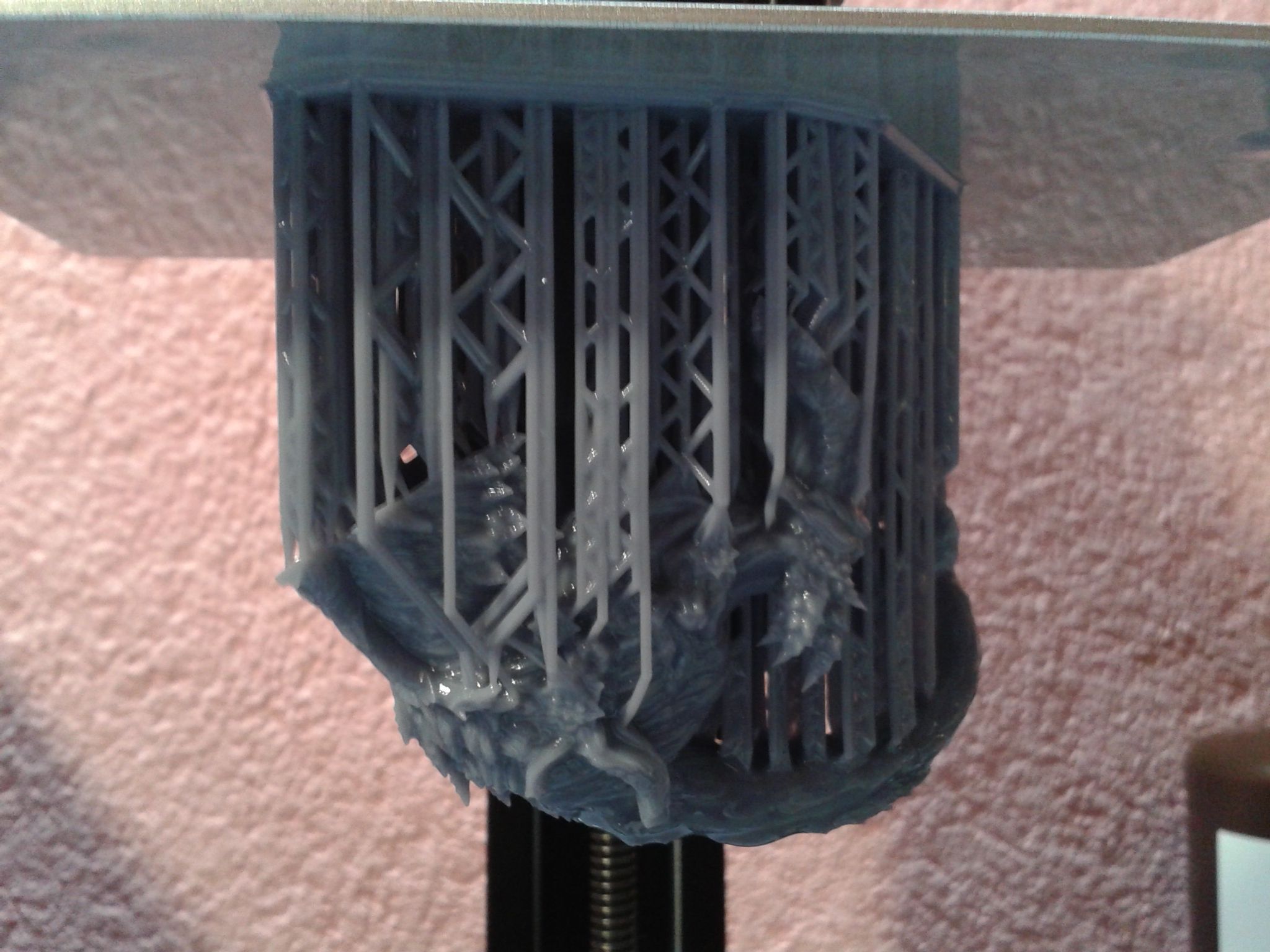
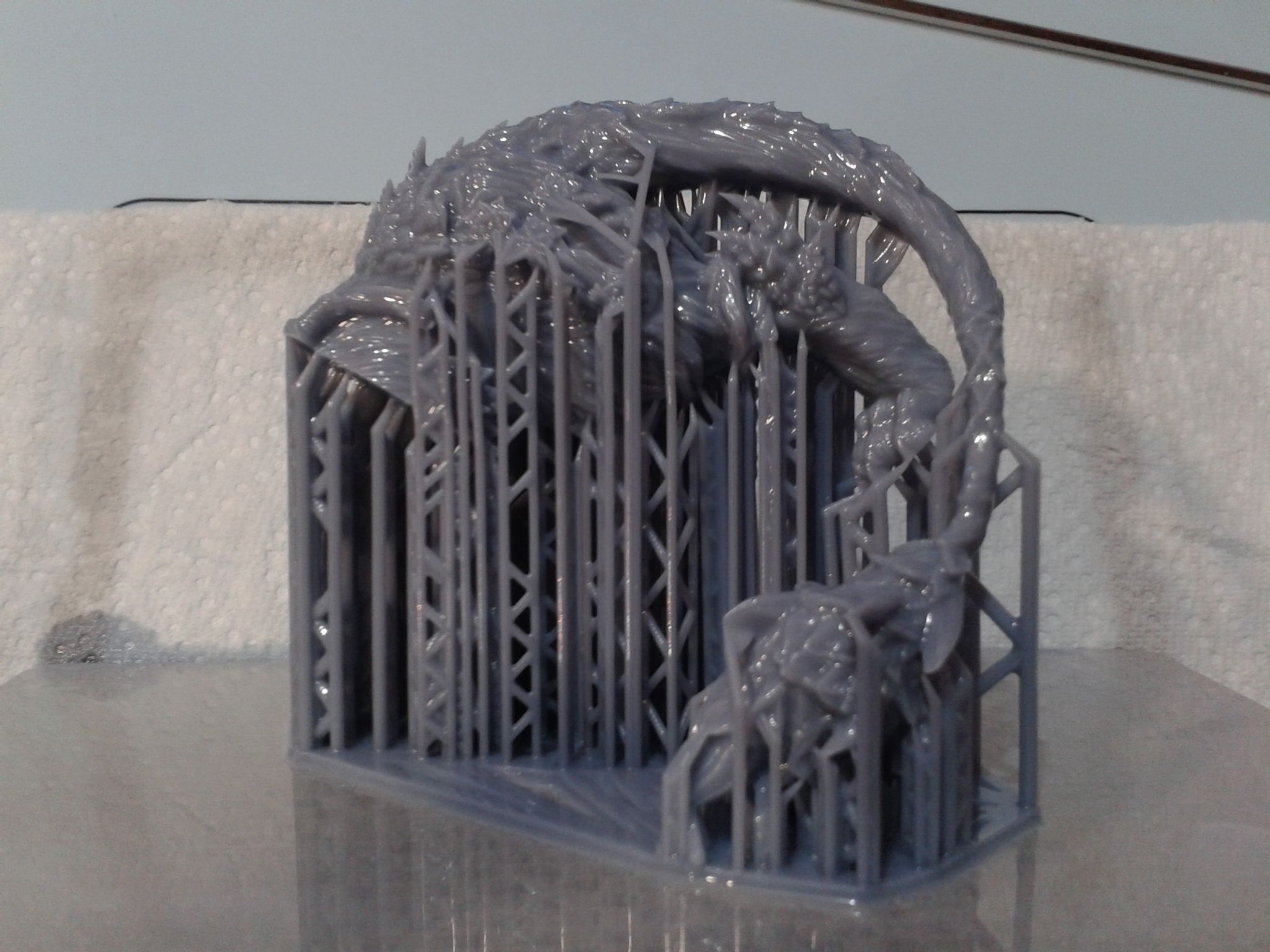
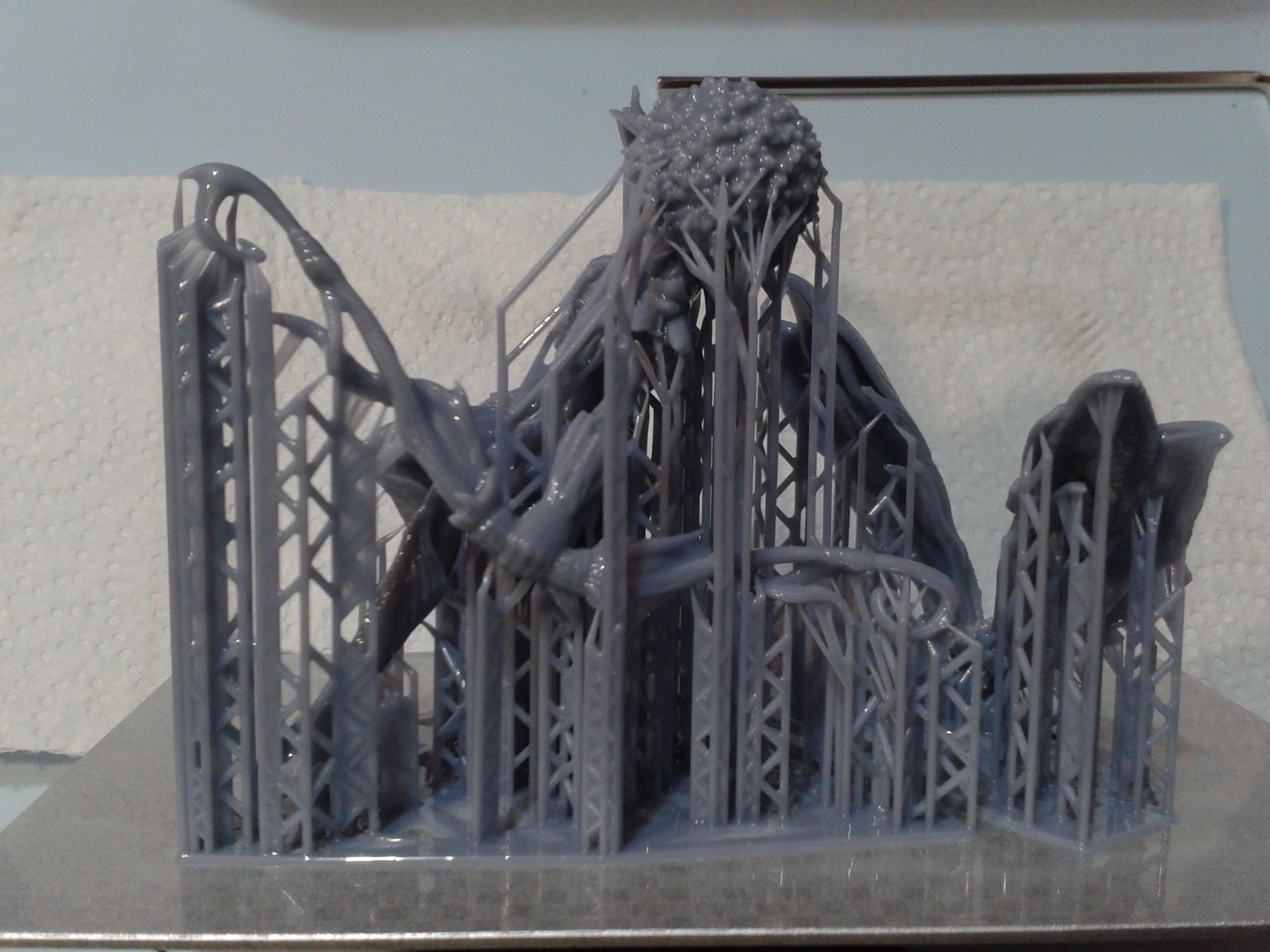
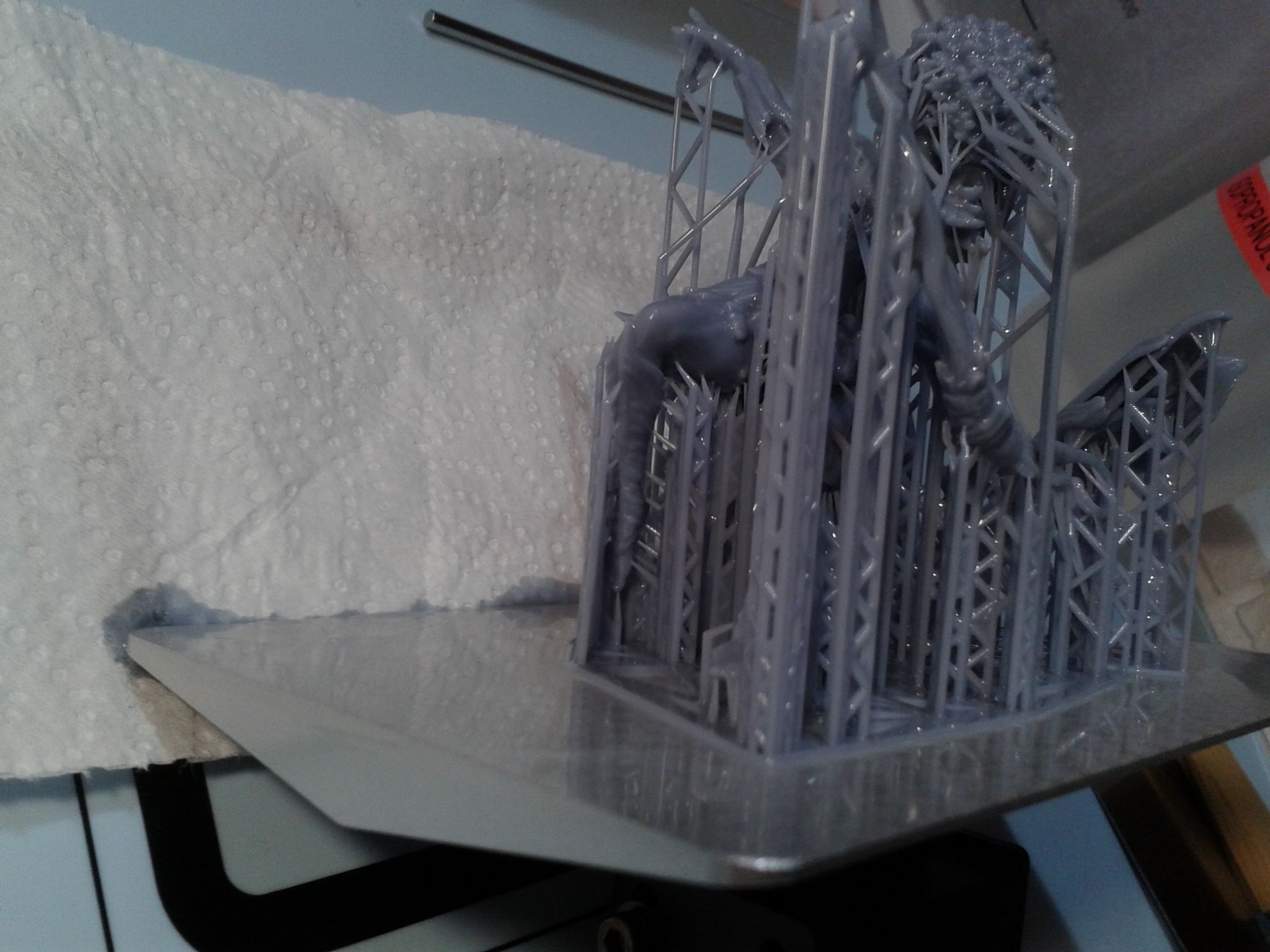
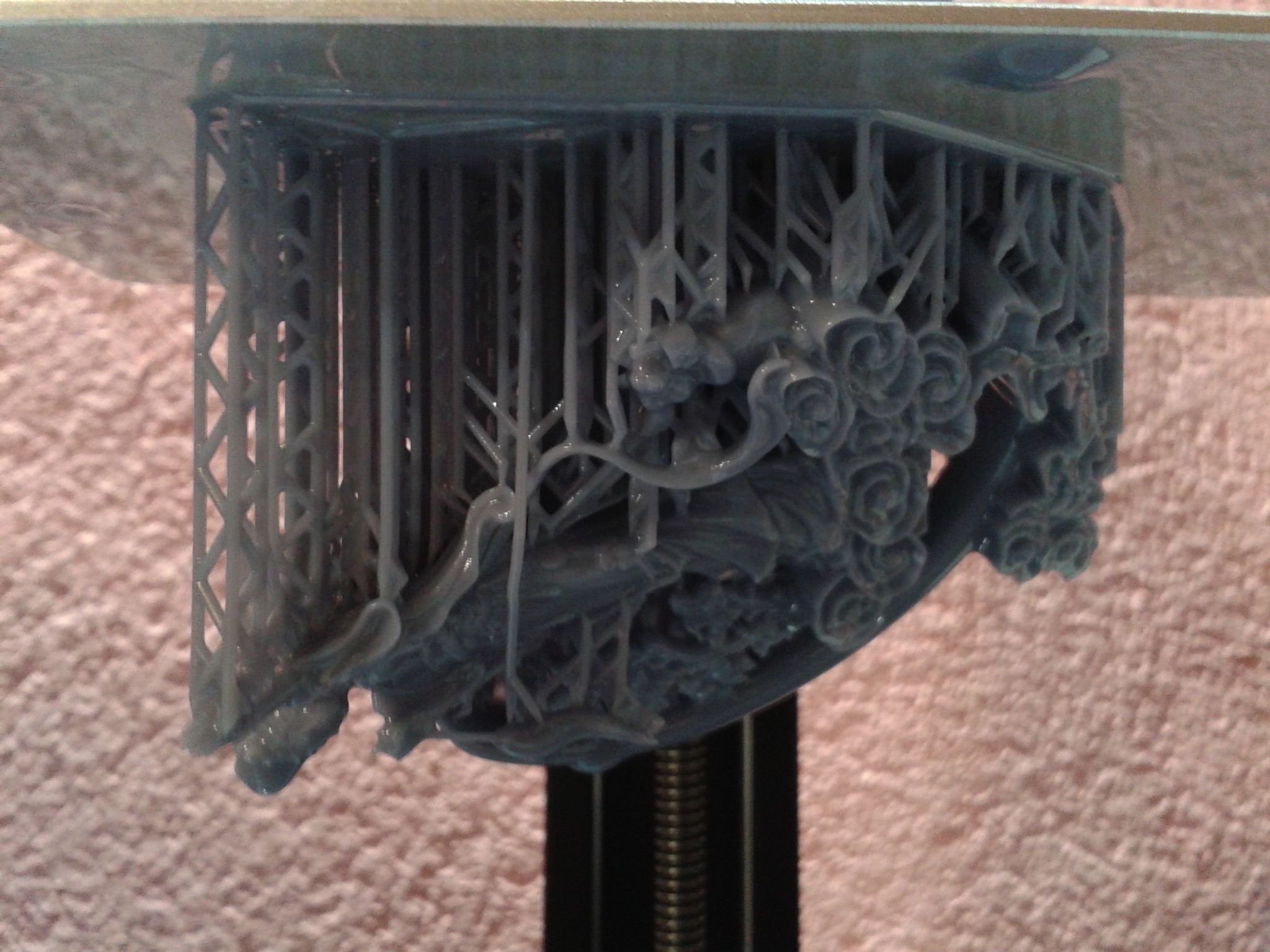
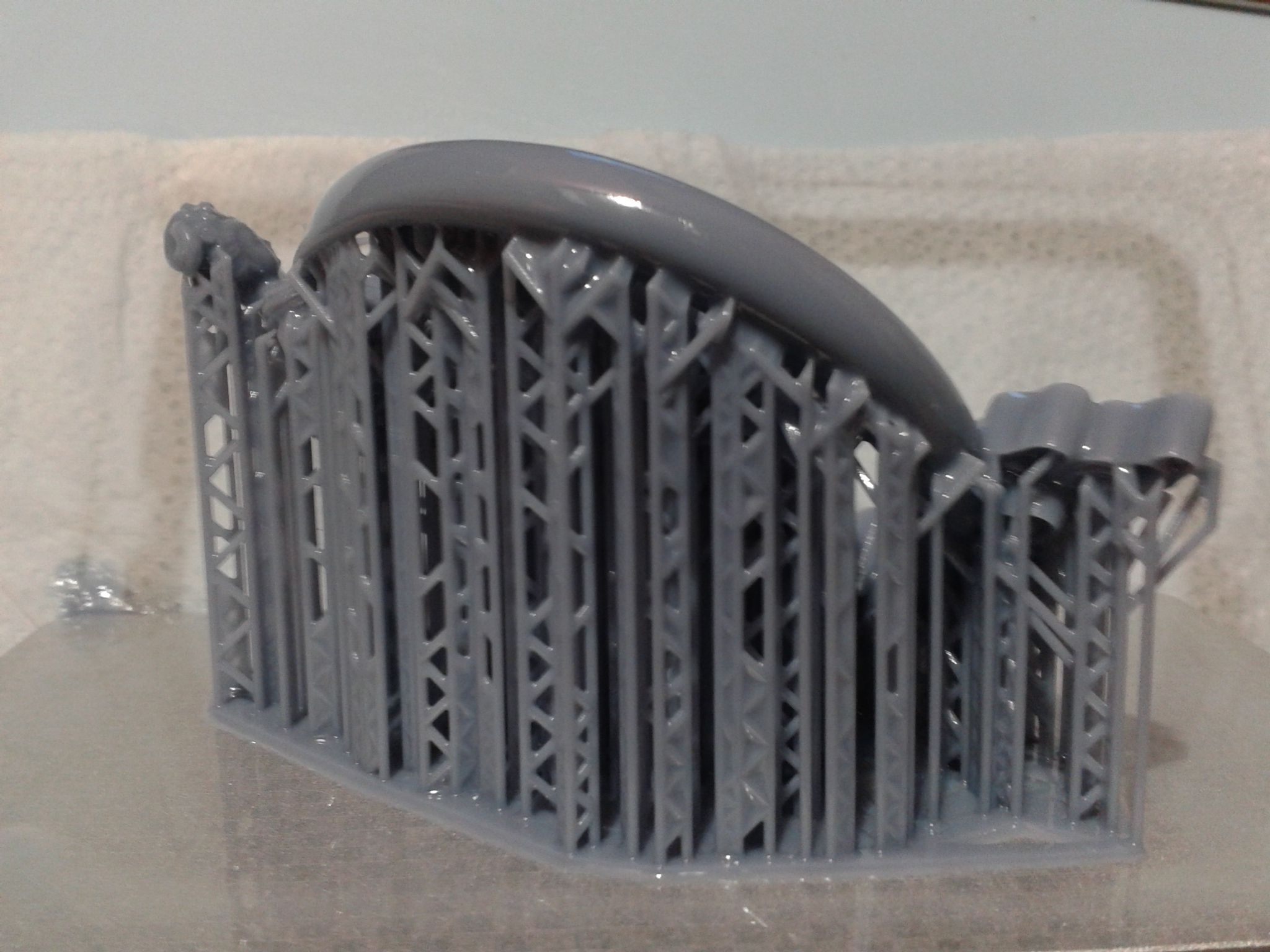
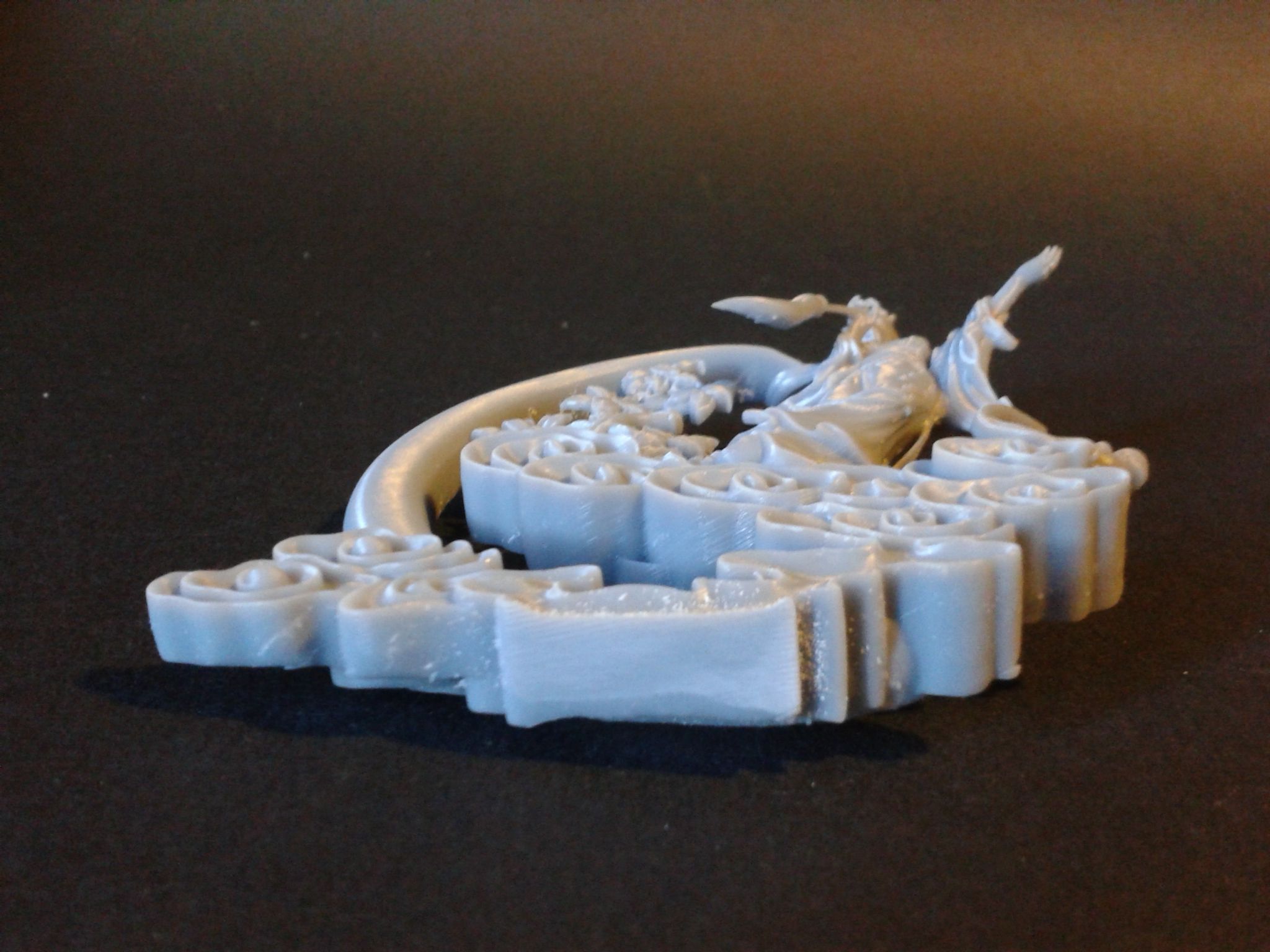
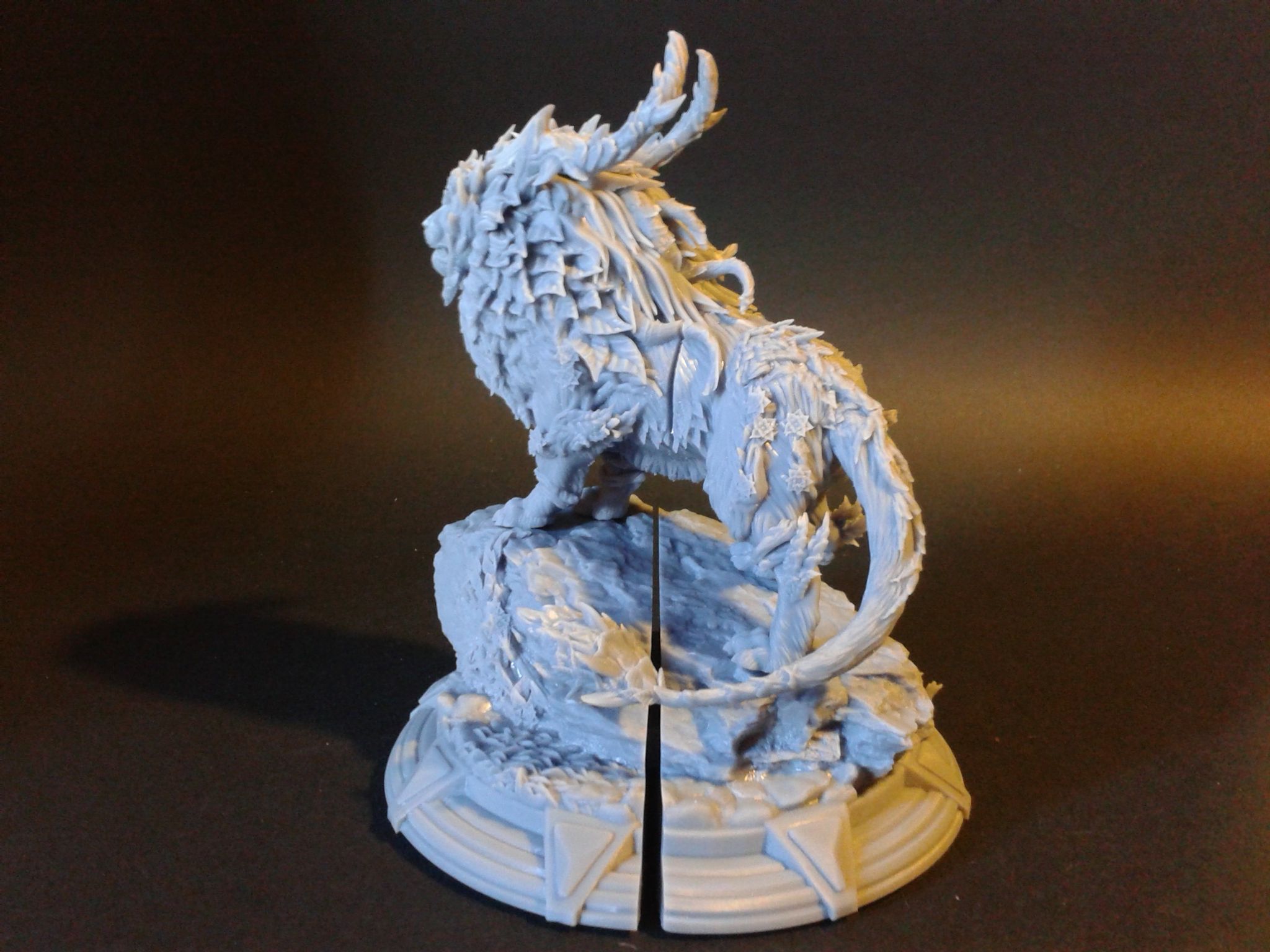
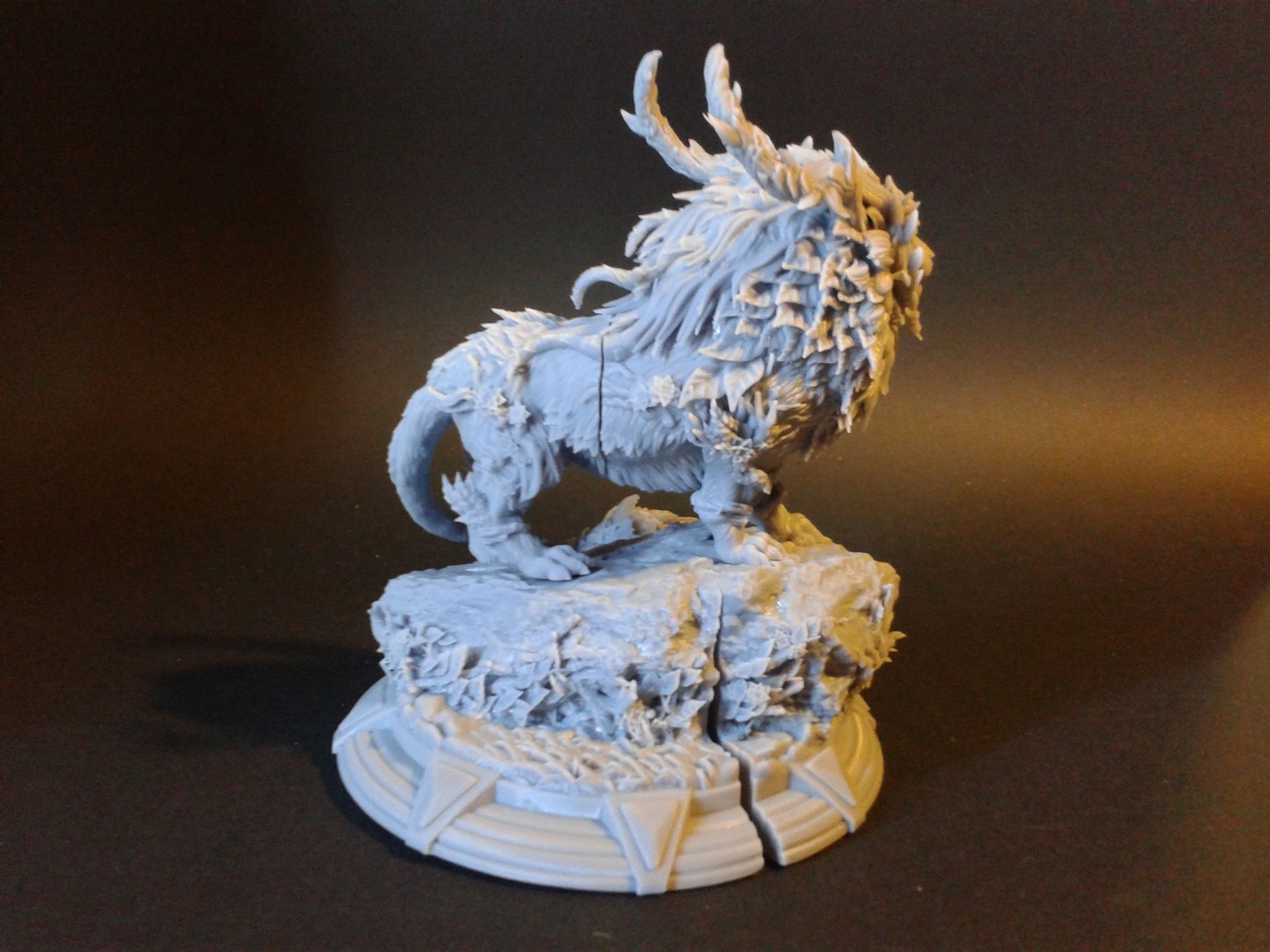
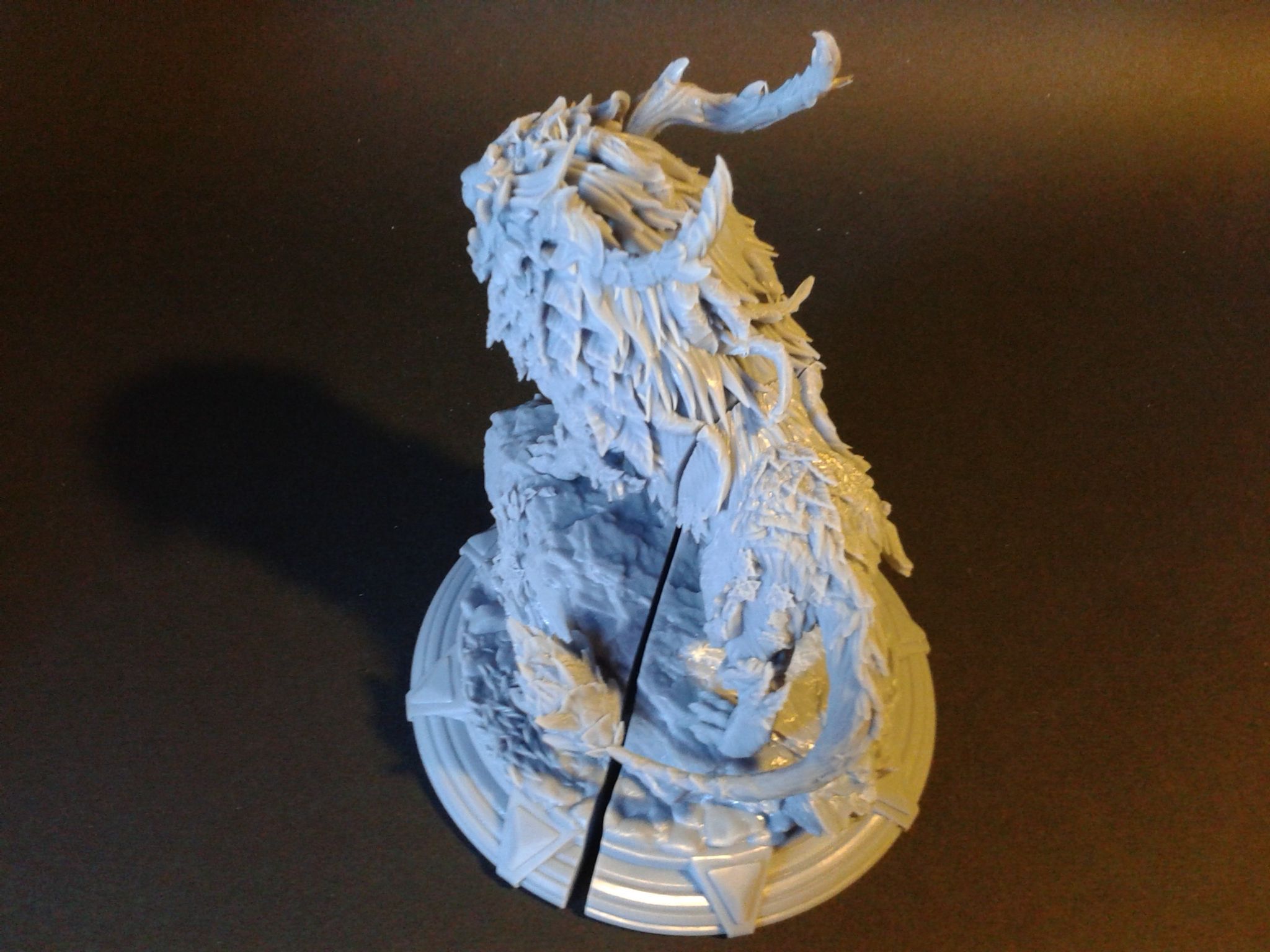
Impressions réalisées (Acte 2) "Lordly Fey Spirit - Torgothrin" par "DM-Stash" (Payant) https://www.myminifactory.com/object/3d-print-lordly-fey-spirit-torgothrin-259424 la version 75 mm fichiers .stl pré-supportés en quatre plateau d'impression Malheureusement pour les deux morceaux de la base, les bords sont déformé ( supports insuffisants ... ) Les deux morceaux du corps sont passé nickel. Là comme les morceau de la base sont un peut déformé, j'ai un gros travaille de ponçage / limage / rebouchage a faire. La version "75 mm" a gauche et a coté la version "32 mm" a droite. "Forest Dryad - Elenil" par "DM-Stash" (Payant) https://www.myminifactory.com/object/3d-print-forest-dryad-elenil-184728 la version 75 mm fichiers pré-supportés (*) en deux plateau d'impression 1er plateau supported-stl-75-elenil-supported-base.stl supported-stl-75-elenil-supported-wings.stl 1411 +1 68.375 ml 5h45m27s 1er essai d'impression 3.4s = échec partiel 2eme essai d'impression 3.6s = légèrement mieux mais reste un échec partiel ( les supports de la version pré-supporté semblent insuffisants sur certaine parties ... ) le corps 1er essai là encore un échec partiel ( il manque une jambe, ... ) 3.6s ré impression du corps et des ailles dont j'ai retravaillé les supports ( utilisation des fichiers .lys (Lychee slicer) pré-supporté pour ajouter des supports sur les parties ratées, puis export en .stl pour trancher sous Photon Workshop) il reste encore des petits défauts pour la "jupe"/"pagne" mais dans l'ensemble il y a tout. Je n'ai pas réimprimer la base ( j'ai réussie en ajoutant une goutte de résine UV et en serrant puis en exposant aux UV a "rattraper" le défaut d'impression du tronc d'arbre ) il me reste a coller les ailles. "Fée 09" par "GeorgesNikkei" (Gratuit) https://cults3d.com/fr/modèle-3d/divers/fairy-09 préparation ( orientation manuel, supports automatique et adaptation/ajout manuel de supports) sous "Lychee Slicer Pro" exporté avec supports en .stl tranché avec Photon Workshop v3.0.2 ( pompon / volant cassé lors du décrochage des supports. Recollé avec une mini goutte de résine UV et exposition aux UV, j'ai eu besoins de limer le dessous sinon ne tien pas debout ... )


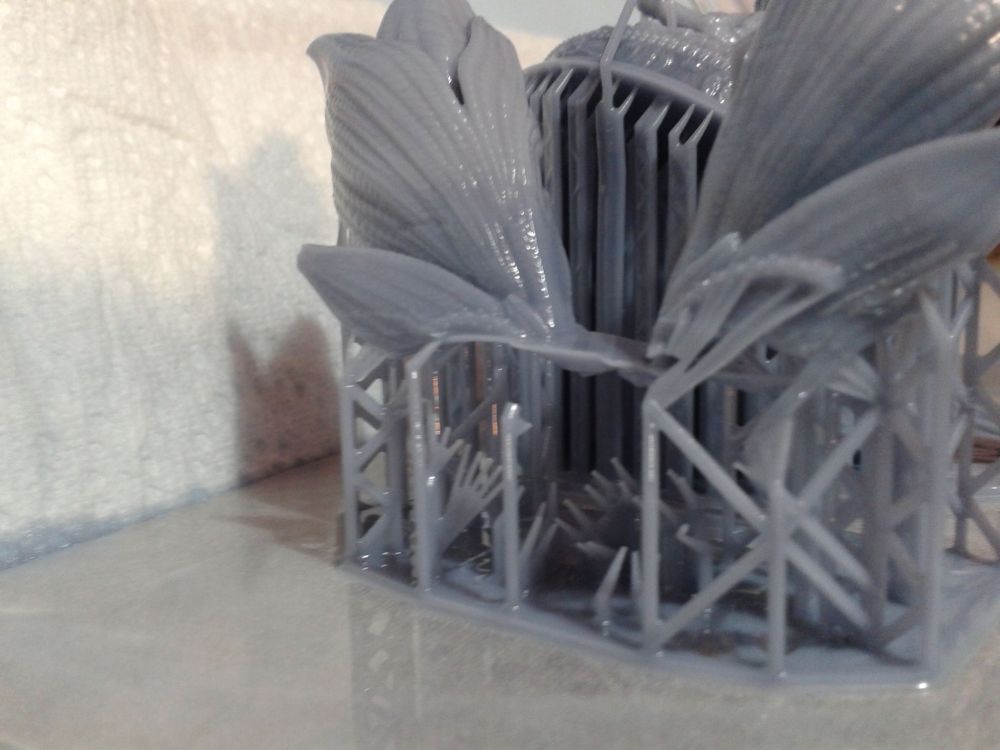


















































 1 point
1 point -
Pour la 3DPrintMill, j'avais procédé aux réglages des pas de l'extrudeur et de l'axe Z (infini) et relaté le tout dans ce sujet : Pour le débit, cela dépend surtout du filament utilisé mais avec la CR30, comme l'impression se fait à 45°, la largeur de la ligne déposée n'est pas tout à fait la même qu'avec une impression où la tête / buse est à 90° par rapport au plateau ( voir ce sujet pour plus d'explications sur la largeur «réelle» du cordon déposé ). Quant aux axes X et Y, je ne procède pas à une calibration de leurs pas.1 point
-
Bonjour, merci de votre participation ! Nous allons créer un dossier complet avec tous les fichiers STL pour réaliser toutes les pièces en impression 3D. Le dossier comportera un manuel de montage PDF afin d'expliquer toutes les phases de l'assemblage. Une liste des différents équipements sera aussi réalisée (moteur, batterie, récepteur, éclairage etc...) Tous les fichiers STL sont réalisés pour optimiser l'impression avec une imprimante pour la dimension d'un BED de 300 x 300mm A vous relire1 point
-
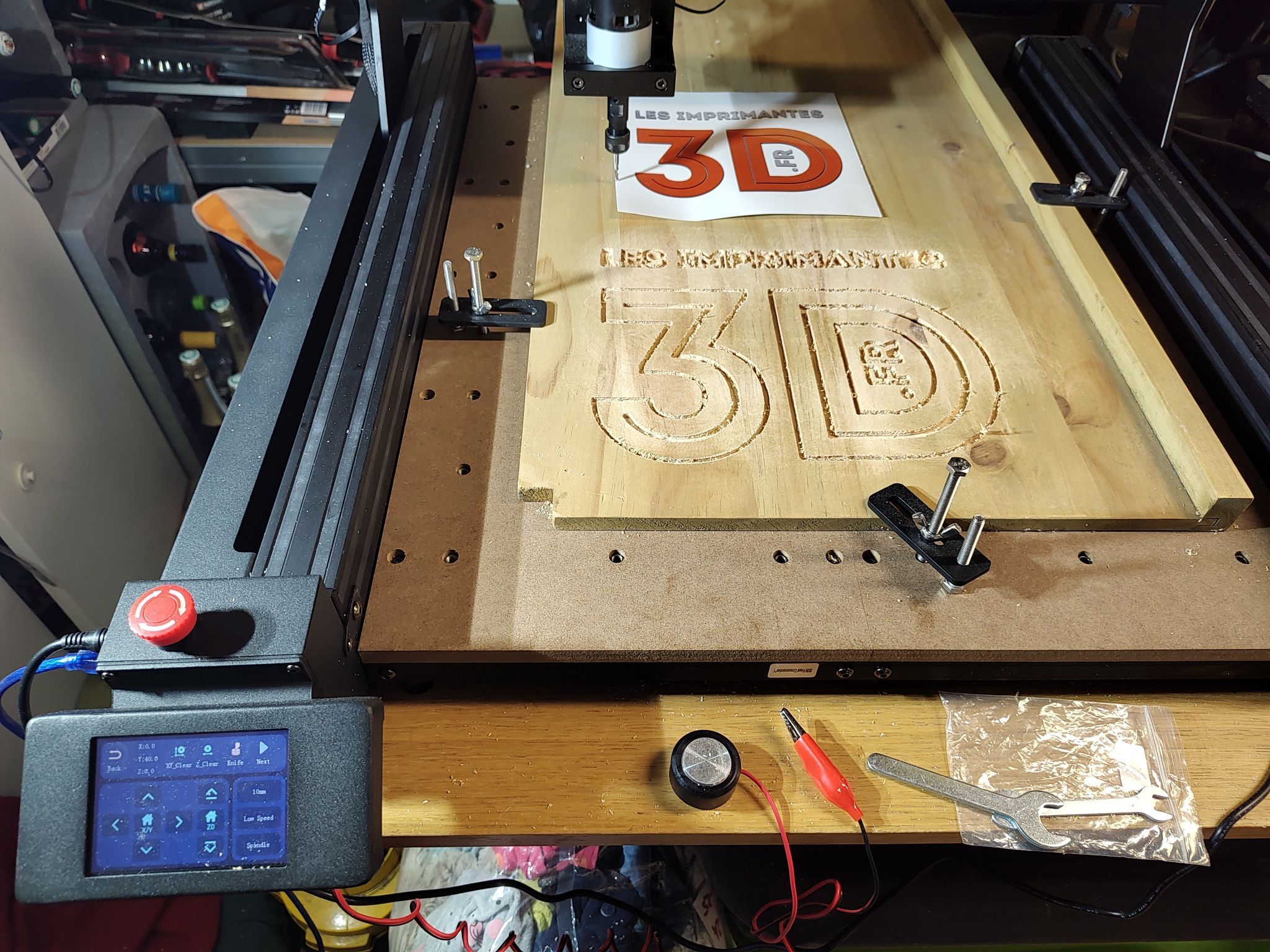
Aujourd'hui, prise en main de la machine, connexion au wifi, très simple en utilisant le clavier tactile de la machine. Bien sûr un test incontournable : logiciel Easel, puis candle fourni dans la microSD Bonne semaine !!

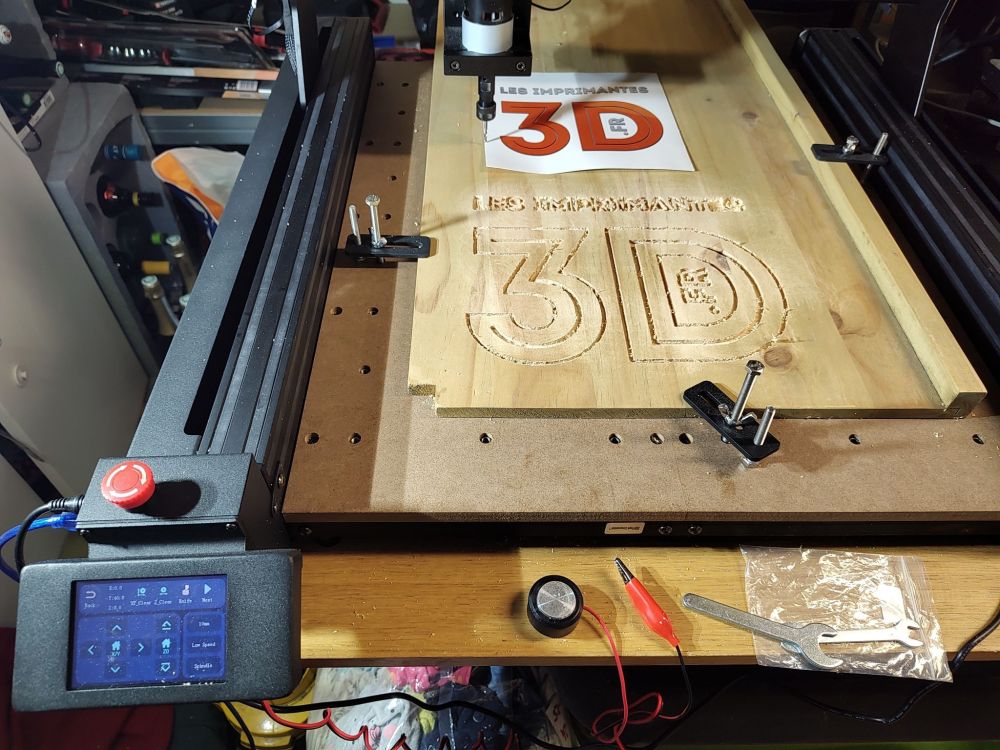 1 point
1 point -
Bonjour, Voici un travail collaboratif avec mon Fils nous avons réalisé une Ferrari F40 en impression 3D ! nous avons respecté tous les détails de la carrosserie ainsi que la structure du châssis. Toutes les pièces ont été imprimées avec une TENLOG nouvelle génération 32 bits. toutes les pièces sont réalisées en PLA de couleur rouge avec un voile de peinture pour l'éclat. cette réalisation à demandé des semaines de travail. à vous relire a+
 1 point
1 point -
Salut, Je suis loin d'être un expert, mais si je me fie aux vidéos Youtube, je serais tenté de dire que: pour l'inox, un laser de minimum 10W optique (sortie de laser) devrait suffire (voir cette vidéo pour le rendu). Le résultat sera plus contrasté en utilisant un feutre (voir ici). La gravure sera également plus efficace en remplaçant le module laser par une version infra-rouge (voir cette vidéo et celle-ci) pour le tissu, non synthétique à priori , il y a cette technique à tester1 point
-
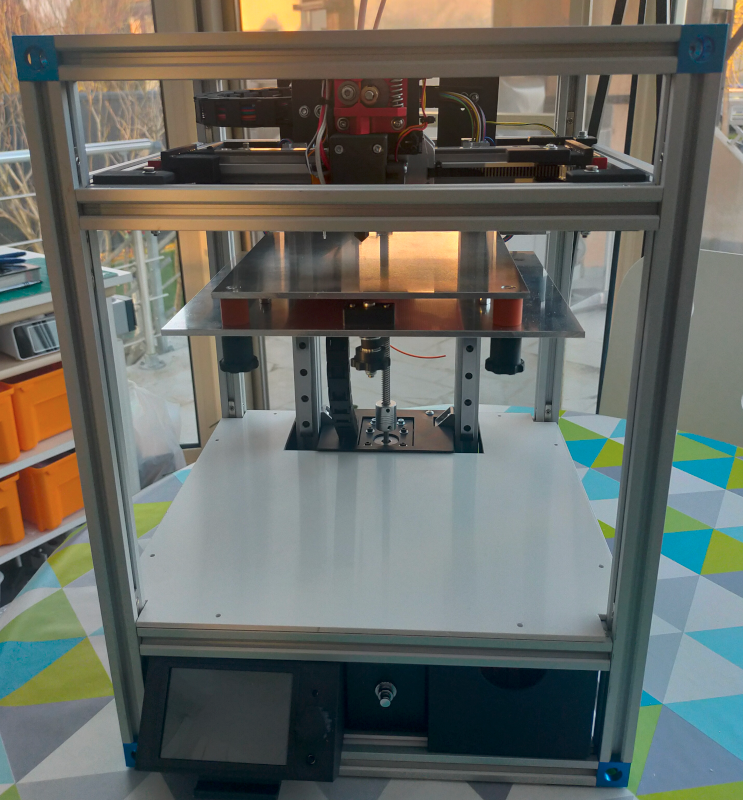
Bonjour, Une photo du projet en cours. Quelques informations : - volume d'impression 120x120x120 mm, - rails linéaires à tous les étages, - coreXY, - écran escamotable, - tiroir de rangement inclus, - molettes de réglage du plateau sur l'avant, - carte SKR V1.4 Turbo + TFT 35, - dimensions hors tout 320x320x440 mm, - etc... Aucun éléments ne dépassent de la structure lorsque l'imprimante n'est pas utilisé Imprimante destinée à la démonstration, tests de firmware et tests de gadgets inutiles (donc absolument nécessaire).
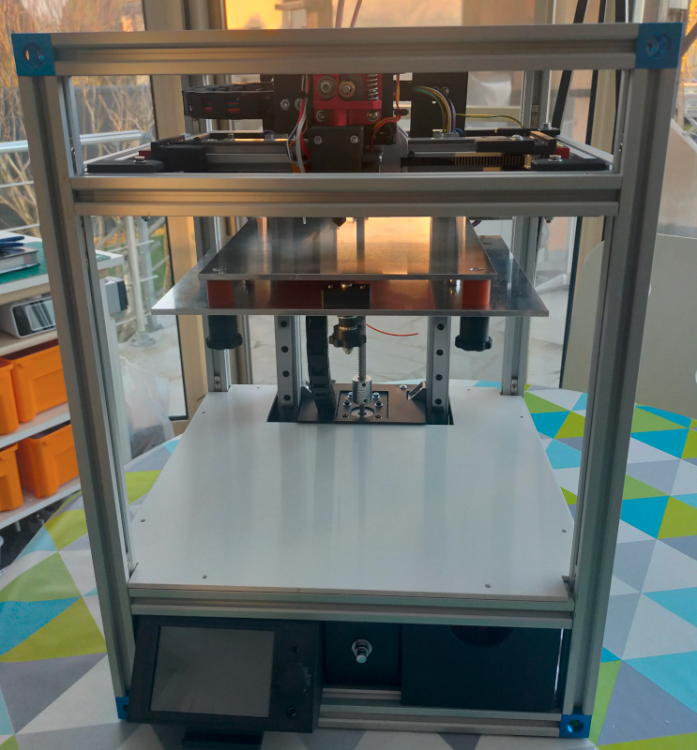 1 point
1 point -
bonjour a tous j'aurais besoin de vos lumière. je suis en train de fabriqué ma machine pour fabriqué mon filament PET en recyclent des bouteilles, j'ai déjà imprimé et monté ma machine maintenant il me reste a programmé ma carte Arduino mega mais je ne sais pas quel firmware mettre. auriez-vous une idée svp je suis bloqué a ce niveau la merci1 point
-
Hello @bigfoot Je résume ici les paramétrages dont j'ai entendu parler (je n'ai pas testé le jerk) pour contrôler le taux d'extrusion aux extrémités des segments. La roue libre/freewheel : arrête l'approvisionnement (avance du filament) avant la fin du segment. La pression résiduelle du filament fondu dans la buse fait que l'écoulement continue encore un peu. On espère que suffisamment de filament fondu coulera, mais qu'il y en aura moins à couler que si l'extrusion avait été prolongée jusqu'au bout du segment, et que la diminution du flux limitera l'excès que l'on peut voir à l'approche de l'extrémité du segment quand la buse ralentie son déplacement. Lorsque la buse repart dans une autre direction l'extrusion reprend normalement. Cependant la pression dans la buse étant sans doute un peu moindre à ce moment à cause de l'arrêt anticipé de l'avance du filament qu'il y a eu précédemment, on peut espérer qu'il y ait moins de matière à sortir durant le début du nouveau segment, et ainsi limiter aussi l'excès de filament qui peut avoir lieu en début de segment quand la tête n'a pas encore atteint sa vitesse de déplacement normale. Dans Cura c'est une option à cocher oui/non La saccade/jerk : en théorie c'est la dérivé de l'accélération (je croie). Dans Marlin c'est pas tout a fait cela mais plutôt une limite que l'on fixe a la capacité qu'aurait l'imprimante de passer instantanément d'un mouvement (vitesse ? accélération ?... c'est pas clair pour moi) à un autre. Ce que je comprends, c'est qu'en augmentant la capacité de l'imprimante à passer d'un mouvement à un autre, on diminue (supprime ?) des ralentissements/accélérations aux extrémités de segments. Du coup la tête passe plus de temps en vitesse de "croisière", dans un régime ou l'extrusion est "stabilisé" et normalement calibré. Dans Cura, activer l'option, donne accès à de nombreux paramètres. Il faut éviter des valeurs extrêmes qui brutalisent l'imprimante : augmentation des vibrations, du bruit... Le "linéare advance" / "K factor" : on accepte l'idée que le filament fondu n'a pas un comportement linéaire, que l'écoulement ne suit pas linéairement la pression appliquée par l'extrudeur. (Comme pour le jerk, avec la physique des fluides non newtonien j'atteins mon niveau d'incompétence...) Ce n'est pas une solution prise en charge côté slicer, dans Cura on se contentera de rajouter dans le gcode de démarrage un M900 K0.8 pour transmettre au firmware (Marlin pour ce que je connais) la valeur du "K factor" ici 0.8. Cette constante est utilisée par marlin pour "ajuster" l'extrusion en fonction de la cinématique de la tête d'une manière "plus physique" moins linéaire. Dans la pratique marlin subdivise (je crois) les segments en segments plus petits et y applique des extrusions différentes. Ce K factor est différent pour chaque filament ( + température d'extrusion ?..) et doit être déterminé expérimentalement. On trouve sur le très instructif http://marlinfw.org une procédure pour l'évaluer. Il y a des implémentations en différentes versions dans marlin, les valeurs de K sont très différentes selon la version. La procédure proposée requière une imprimante calibrée aux petits oignons avec un bed leveling parfait... Aujourd'hui j'utilise le linéare advance V1.5 qu'on trouve dans les marlin > 1.8 J'ai utilisé avant cela la roue libre, mais jamais la modification du jerk. Je crois qu'il vaut mieux ne pas mélanger le linear advance, solution firmware, avec les solutions slicer roue libre et tuning du jerk.1 point





































































.thumb.jpeg.241d8d1e0c799ef9b3d7703652e37525.jpeg)
