Classement



Contenu populaire
Contenu avec la plus haute réputation dans 07/02/2024 Dans tous les contenus
-
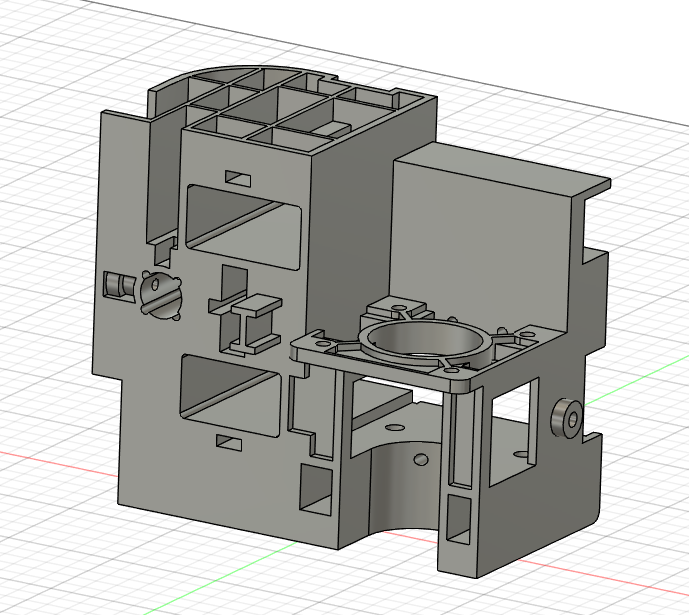
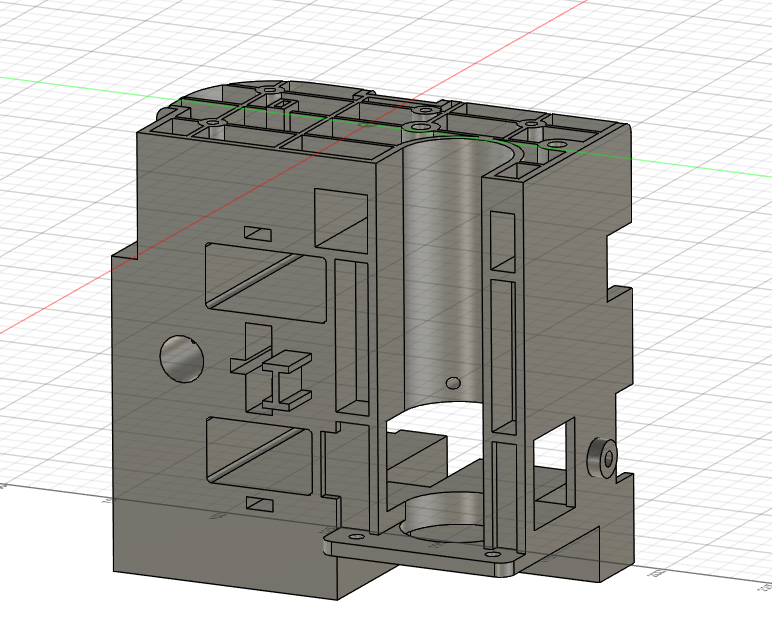
Bonjour à tous ! J'ai ici pour vous divers assemblages pour le X-Max3 et le X-Plus3 au format d'archive Fusion 360. Vous pouvez les modifier et les exporter en STL pour les imprimer. MAX3.rar
 4 points
4 points -
Et voilà du coup les toutes premières impressions avec le chauffage chitu système heater; et aussi mes toutes premières impressions tout cours... Un retour sur le chauffage : je travail dans un environnement froid et humide ( environ 12 degrés en ce moment) 15-20 minutes de préchauffage/ réglage simple/ 75w c'est pas non plus énorme/ sa maintient facilement la température/ sa fait bien le job. Quelques points négatifs : un peut cher (59 Euros) , la fixation n'est pas super a mon gout, et le joint a mettre sur l'enceinte ne tient pas super ( mais c'est aussi lié au profil de la Saturn 2) . Pour les impressions en elle même, ces mes toutes premières alors n'hésitez a me donner conseils critiques ou autres je prends tout. ,( PS : je sais les photos sont pas super...mon téléphone est pas terribles) Merci a tous



 3 points
3 points -
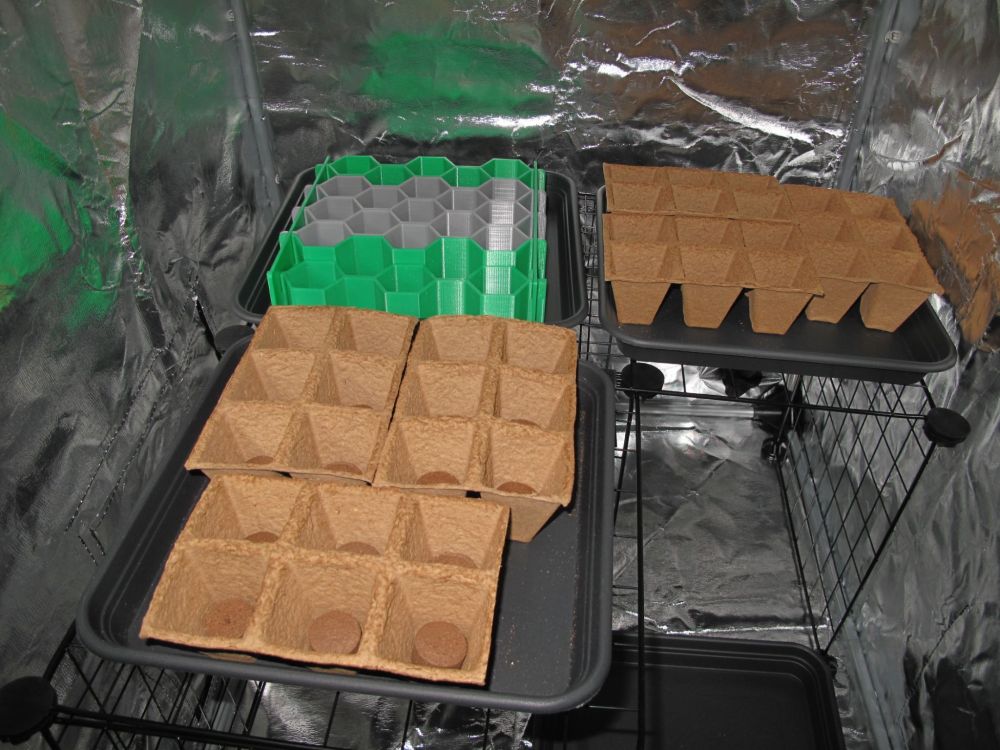
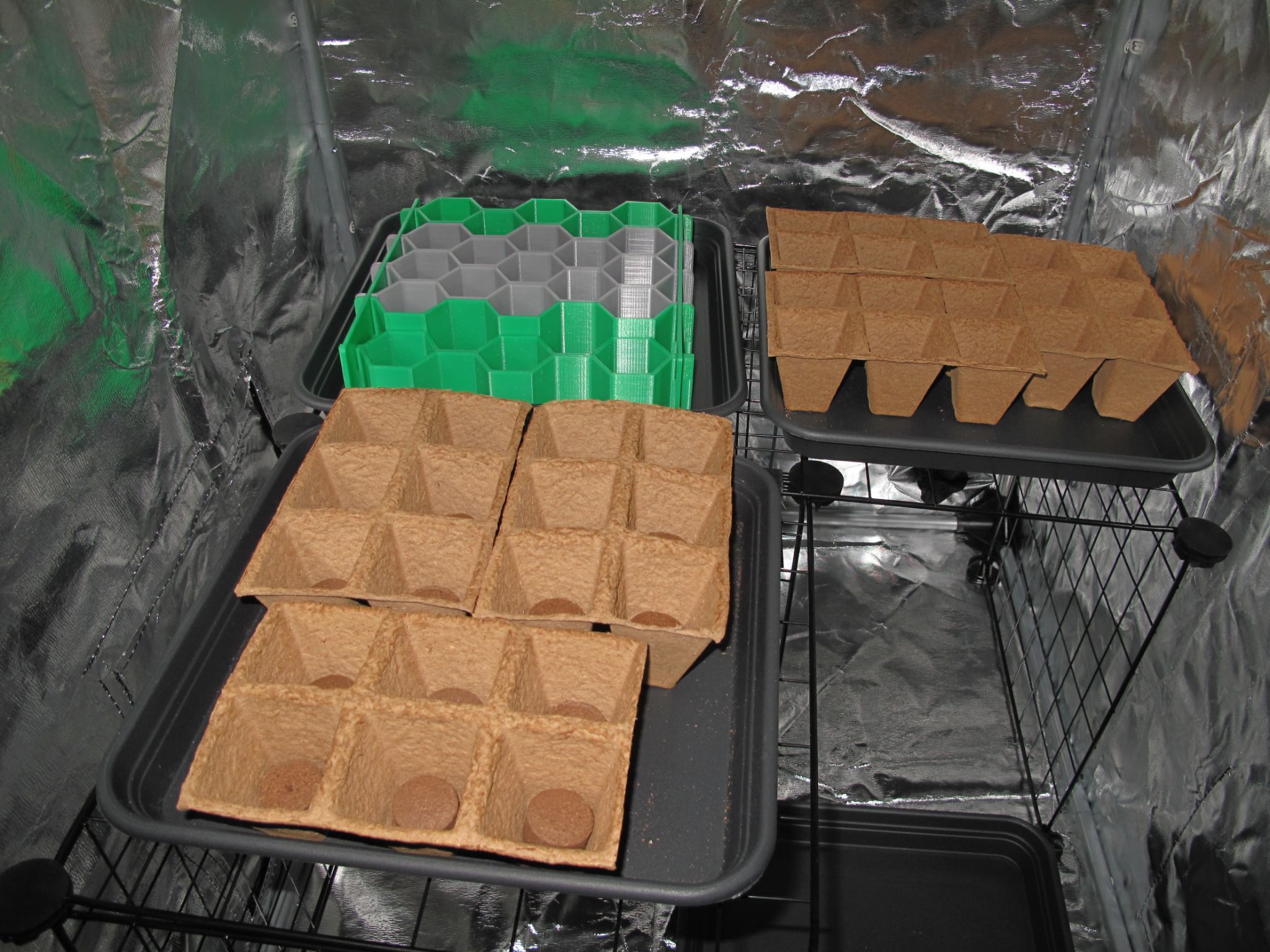
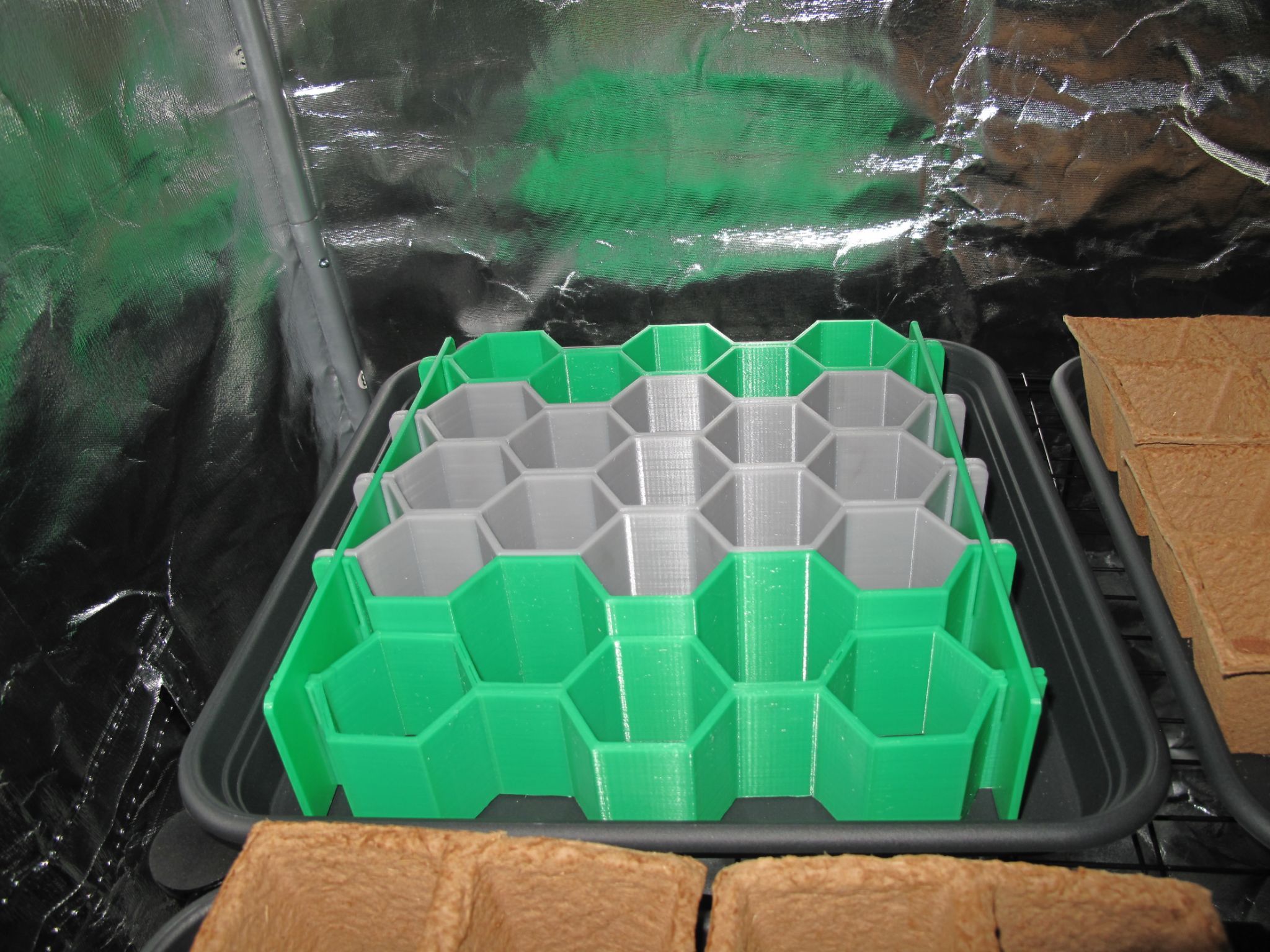
Tous est prêt pour les semis, j'ai imprimée un kit de germination avec des bobines ouverte depuis longtemps avec une couleur qui ne me servait pas. Je me suis inspirée (bon j'ai carrément copiée le concept) du site Germie, avec des dimensions qui me convienne. Les alvéoles en premier plans sont plus petites car c'est l'impression qui a plantée à cause de la coupure de courant, j'allais pas les jeter.... Demain on plante. La boutique qui m'a donnée l'idée : https://www.germiegraines.com/
 2 points
2 points -
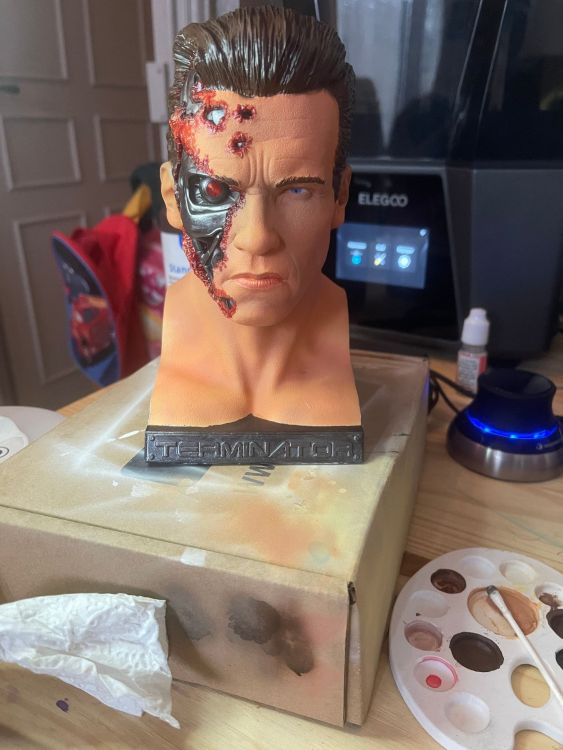
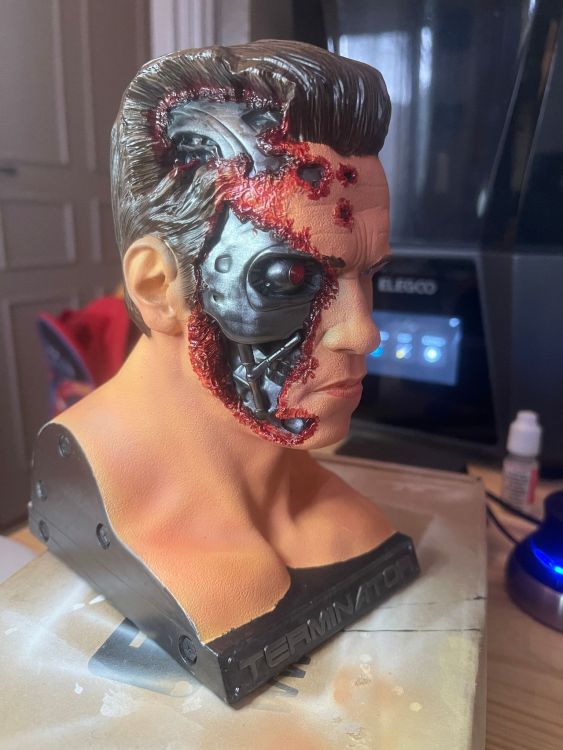
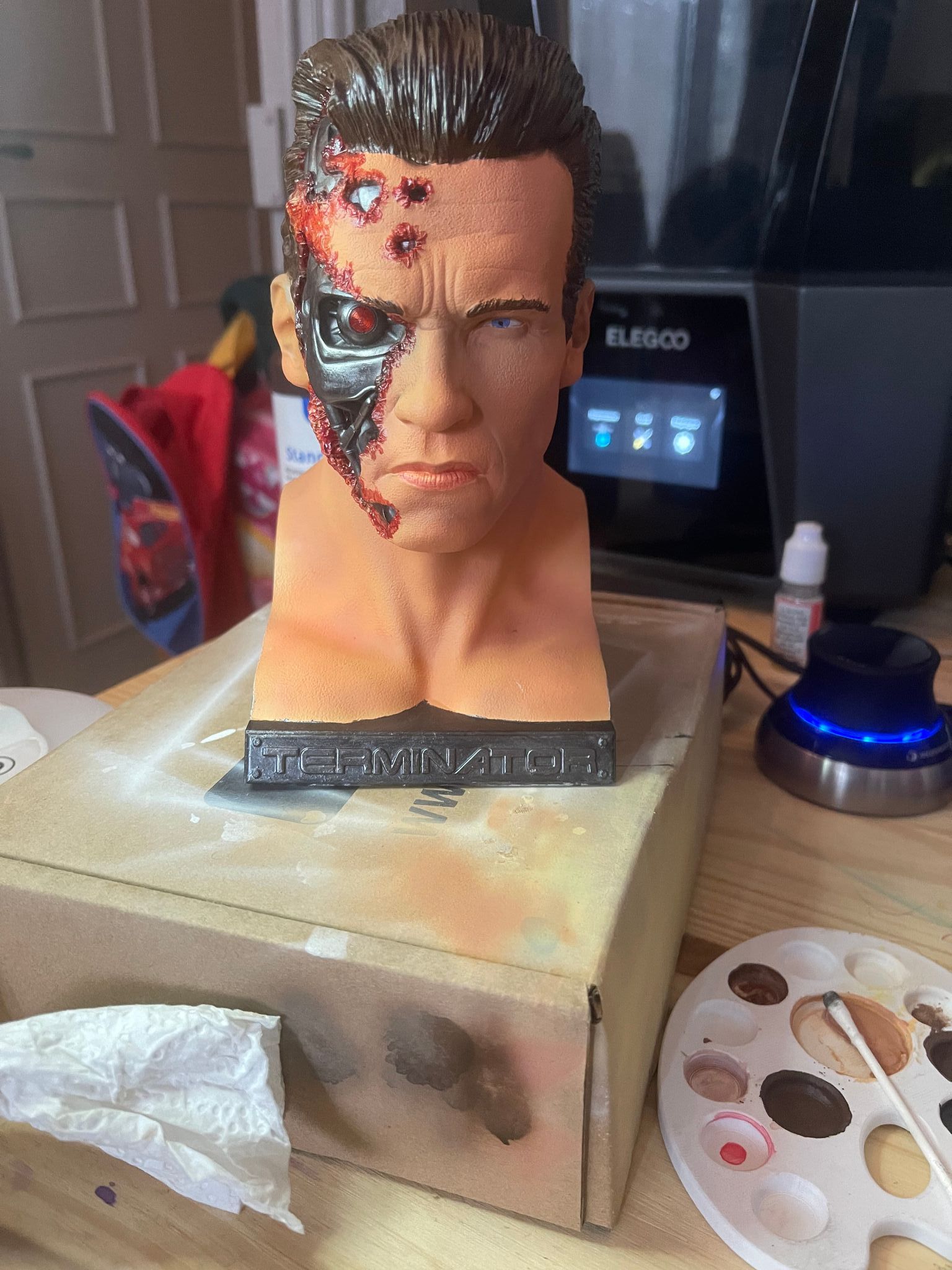
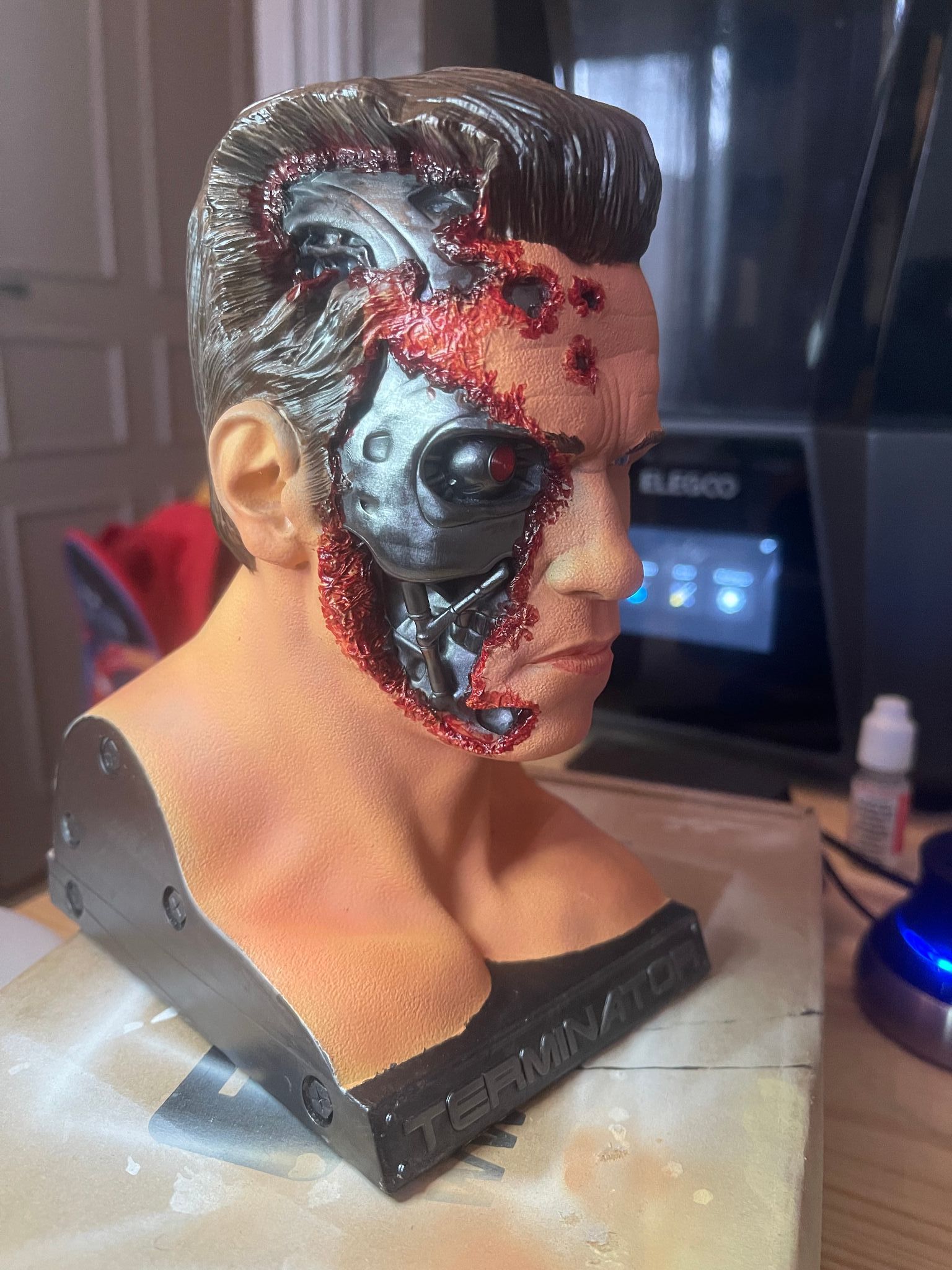
Hello, Alors voici un print un peu spécial, vous l'aurez reconnu il s'agit du T-800 Terminator durant la période Jugement Dernier (Le 2 quoi.. ) Alors je triche un peu, pour le coup celui-ci a était réalisé en résine via la Elegoo Saturne 3 Ultra, mais promis l'oeil rouge du Terminator a été fait sous la P1S en PETG Rouge Translucide Quand au multi color pour la premiere fois les deux AMS était mes deux mains, le pinceau et l'Aérographe Je ne savais pas ou trop posté ça, ayant fouillé un chouilla le sous-forum Elegoo je n'ai pas trouvé d'équivalent alors je le laisse ici et si ça dérange je supprimerai J'ai encore quelque babiole a fignolé mais rien de bien méchant
 2 points
2 points -
ok après une rapide recherche c pas un gros budget , je vais aller voir chez mon pote ali*******s si il a cela en stock , je vais me rencarder sur les buses aussi merci pour les infos je vous remercie à nouveau pour votre temps les test sont au delà de mes espérances . la production est lancée 3 semaines jour et nuit , à la fin de cette production la machine sera payé le filament aussi 3 Kg la conso électrique de même et je serais bénéficiaire pour encore m'amuser avec cette engin ! au plaisir
 2 points
2 points -
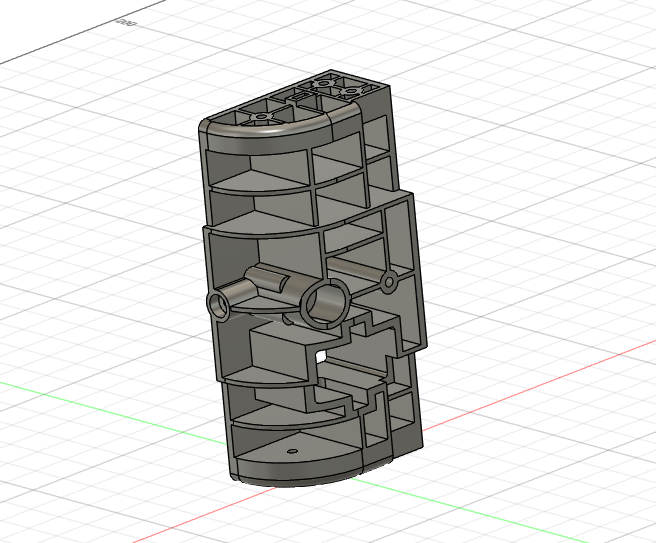
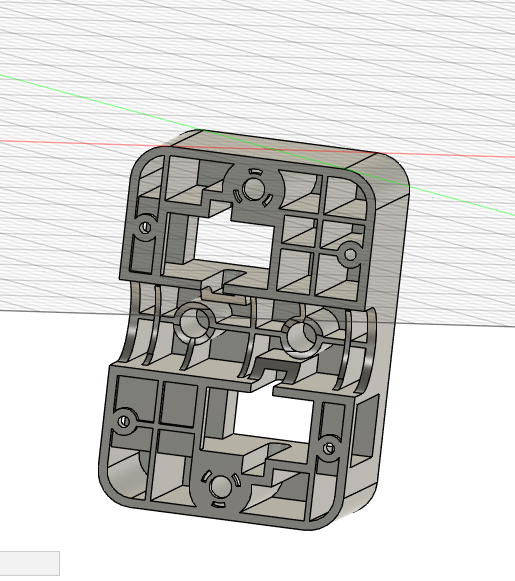
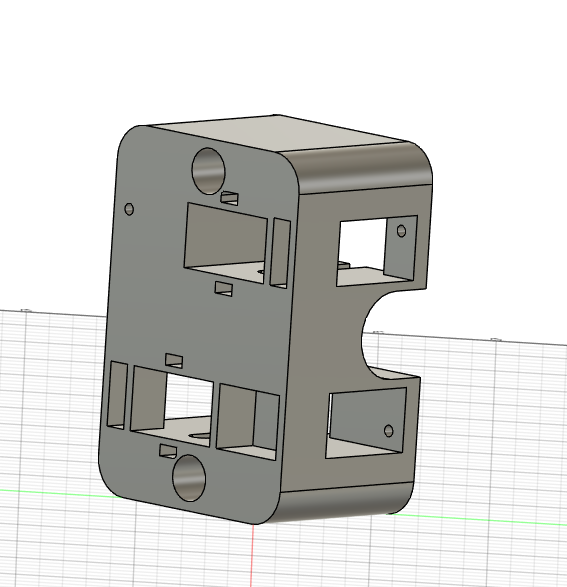
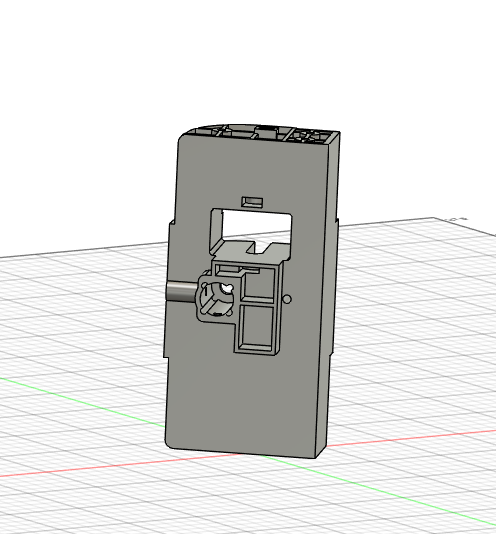
J'ai finalement trouvé la motivation pour sortir les pièces du Galaxy... J'ai commencé par modéliser les supports de l'arceau Ensuite le pare-choc... Puis l'arceau cage... C'est un peu de travail car il faut définir les plans d'appui pour définir les tubes... Et bientôt, on a la structure globale... Ensuite en utilisant les même plans et des projections de la définition de l'arceau, il est facile d'ajouter les détails... Et l'arceau cage est fait... Il me reste à faire sur ce modèle : - amortisseurs - Extensions pour la fixation des amortisseurs avant - Extensions pour la fixation des amortisseurs arrière - Le couvercle de la baignoire, en 3 pièces2 points
-
Pareil. Nettoyage du plateau et colle (d'écolier), une seule fois, et plus aucun décollement depuis. J'en suis à 450 h. d'impression.2 points
-
Bonjour à tous, L'imprimante est bien arrivée lundi, donc longue soirée J'ai effectué ma première impression, raté, car décollé, je l'avais lu quelque part, il est important de nettoyer son plateau à la livraison Après ça, c'est d'une qualité et d'une rapidité, c'est époustouflant Elle est connectée au réseau, pas eu de souci, par contre, je souhaiterais bloquer l'accès avec un compte, parce que j'y accède beaucoup à distance et pour l'instant, elle est open barre Dans klipper, j'ai bien trouvé dans la config pour créer une clef API et un compte, mais je ne trouve pas l'option pour désactiver l'accès Trusted User Utilisateur de Simplify3D, j'ai commencé à reporter les paramètre par rapport à QidiSlicer, mais pour l'instant ce n'est pas concluant. D'un autre côté QidiSlicer, j'ai de très bons résultats, je verrai plus tard, de plus vous en dites beaucoup de bien. Je n'ai pas encore fait la mise à jour de l'imprimante, sur le site (drive) de Qidi, c'est marqué ne pas faire et comme dans le dossier on ne voit pas le numéro de version, je n'ai pas osé. Donc à faire ou non ? Prochain test le mode vase.... Merci à vous,
 2 points
2 points -
Merci à tous pour vos réponses ! Après plusieurs essais, je pense avoir résolu le problème (sur du PLA) en installant le plugin. Je pense que le problème venait de mon modèle 3D qui n'est pas constitué de vraies surfaces courbes, mais de plein de mini faces planes, mais le plugin semble permettre de fluidifier le mouvement de la buse. Merci pour le tuyau ! Je referrai un test en PETG pour voir ce que ça donne. En ce qui concerne la hauteur de couche, l'imprimante a l'air de s'en sortir proprement avec une hauteur de couche entre 0.8 et 1mm ! (en PLA du moins) J'ai encore quelques petites imperfections mais en bidouillant encore un peu la vitesse ça devrait se régler.
 2 points
2 points -
@Kakalaken je te confirme en effet sous Orca comme Bambu slicer tu peux peindre les zones de tes pièces au couleur des filaments définit il te faudra par contre configurer et créer les profils pour ton imprimante car il n'y seront probablement pas. Tu peux en effet utiliser des filaments soluble pour les supports mais comme la dit Savate le PVA et le Hips ne support pas l'humidité ambiante donc des l'impression fini il faut remettre les bobines sous sac scellé avec des sachet de silicat, l'autre soucis vien du prix des filaments soluble le PVA a un tarif de base compris entre 60€ à 70€/kg le Hips ce trouve les 25€/kg lui par contre. Si tu imprime des pièces en PLA et PETG principalement, chose intéressante à savoir le PETG et le PLA ne fusionne pas ensemble donc tu peux utiliser du PETG de base comme matière de support avec une pièce elle en PLa ou l'inverse et en définissant un Z offset d'interface de support nul ou de 0.05mm cela tu sera capable d'avoir des support facile a retirer tout en ayant une pièce comme si la zone en support c'est imprimer sur la surface du plateau.2 points
-
Et voilà le premier résultat

 2 points
2 points -
Matériel expédié à pommeverte.2 points
-
J'ai déjà imprimer du Petg arianne plast au alentour de 210°C, ça passe assez facilement mais le rendu et la liaison de couche est pas top.1 point
-
non cela ne fonctionne pas pour les guêpes ou abeilles les trous sur le tour du cône sont d'un diamètre qui les laisse passer librement , le trou ou sommet fait 8.5mm et empêche les frelons européens de rentrer seul l'asiatique est piégé, pour les guêpes piège cloche/ bouteille classique avec appât alcoolisé , pas sélectif sauf pour les abeilles elles n'aiment pas l'alcool1 point
-
Aucun problème pour ma part. Faut immobiliser le filament sur la bobine avec le doigt, avec juste ce qu'il faut de libre pour l'introduire dans l'AMS et laisser le moteur tirer les quelques premiers centimètres. Faut laisser cet engin tout gérer tout seul. Après tu fais "LOAD" du filament et il s'en occupe. La combinaison dus moteurs de l'AMS pour la bobine et le filament et de celui de l'extrudeur (quand un filament est à l'intérieur) font que le filament est toujours positionné comme il faut. Au début, faut s'habituer par rapport à une imprimante traditionnelle, où on arrange un tas de choses soi-même. De même ne jamais intervenir à l'extrudeur ou sur le plateau dès que l'imprimante est en marche, sous peine de recevoir un coup brutal qui peut même être tranchant. Par contre les bobines carton ou pas tout à fait semblables aux bobines Bambu Lab ont un peu difficile à être bien positionnées ou à tenir sur les moyeux de l'AMS lite.1 point
-
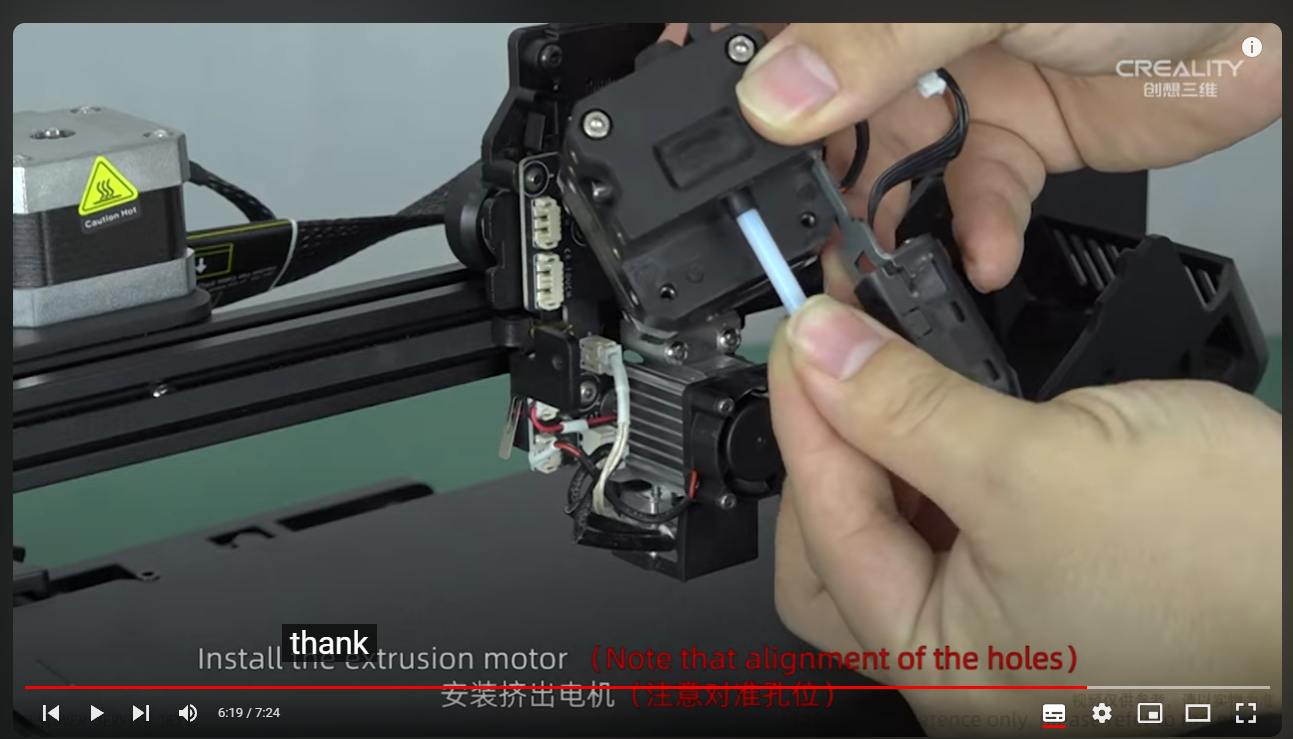
Un consommable oui et non, sur ce type de tête (heatbreak traversant, le bas du PTFE est en contact avec la buse, si tu restes en dessous de 240°C il peut tenir très longtemps. Au dessus de 240 ° il se dégrade à la longue et à 260°C cela va beaucoup plus vite. tu risques un bouchage de la buse, C'est du tube PTFE de taille standard type tube pour Bowden, il suffit d'en couper un morceau bien droit et de la bonne logueur exactement. pour illustrer tu as cette vidéo où on le voit au début et à la fin.
 1 point
1 point -
Je suis en Starlink depuis maintenant quelques jours et je n'ai pas constaté de problème particuliers ou de changements, si ce n'est que c'est beaucoup plus rapide que ce que j'avais avant. Par contre, ma BambuLab est connectée via un routeur perso branché au routeur Starlink (j'ai toujours fait comme cela, car en cas de panne de la box, cela me permettait de remplacer la box sans rien toucher à mon setup réseau).1 point
-
La seule fois où j'ai eu besoin de la colle bâton, c'était avec le Nylon. Jamais eu besoin avec les autres filaments (PLA, PTEG, TPU, ASA, PET). Par contre lors du réglage du Zoffset avec la cale plastique, celle-ci doit être bien pincée entre buse et plaque amovible (plaque dégraissée évidemment).1 point
-
Un petit mot sur ma suite... Je n'ai toujours pas fait de photo ou de vidéo sur ma "guirlande de noël" mais simplement changer de machine. Là, aucun soucis de planéité de l'écran, après un seul réglage, j'enchaine les impression sans aucuns soucis. je suis aussi plus prudent, je filtre mon bac entre chaque impression et je nettoie mon FEP a chaque fois, je passe tout mes fichier dans UVTools avant et ,pour le moment, aucuns fails a signaler. Prudence est mère de Sureté...1 point
-
Je sais pas pour mon ami pantouflard @Savate mais dans mon cas non je suis pas un virtuose de l'impression 3D c'est juste une activité qui me plait et sur laquelle je continue de me documenté régulièrement après y a des personne bien plus calé et pointu que moi1 point
-
Peut-être les filaments expansables type (LW-PLA). mais pas sûr. https://www.filimprimante3d.fr/products/pla-expanse-hautes-temperatures-lw-pla-ht-1-75-mm-blanc-750g-colorfabb1 point
-
Même si la tablette SonicPad est très proche de la Nebula quant au système d'exploitation (dérivé tous deux d'OpenWRT), ce sont deux matériels différents. Les contrôleurs sont d'architecture différents, le «home» lui aussi, …1 point
-
@Aleksw l'intérêt de mettre des couches 0.7 ou 0.8mm avec une de buse de 1mm est d'écraser un peu ta couche pour une meilleure jonction entre les couches. A 1mm d'épaisseur tu sors un cylindre, donc avec une surface de contact entre couches faibles. Oui l'arc Welder marche pas mal.1 point
-
La jonque à donc accosté mon portail et je me suis emparé des belles plaques Creality flambantes neuves. J'en pose une sur mon plateau et..................... découvre lors de mon contrôle de planéité le même défaut, à savoir des creux un peu supérieur à l'épaisseur d'une feuille de papier A4. Alors qu'avec ma vieille plaque rien. J'enlève la plaque neuve, regarde la partie aimanté restant sur mon beau plateau en aluminium, la brave porte des traces d'incrustations diverses et variées dû vraisemblablement à des erreurs d'inattention de ma part, bref, je me dis qu'il est temps de la changer. Le changement de la partie aimantée collée sur la plaque en aluminium appelée honteusement "le plateau", sont épaisseur me rappelant le papier d'emballage pour la cuisine, bon j'exagère un peu mais pas beaucoup.... Alors je me lance, très loin de me douter que j'allais effectuer les travaux d'hercule, cette sa..... est comme une pieuvre, elle reste accrochée à mort. Plateau à 60 °C ou froid, ça ne change rien, si, ont se brûle les pattes dans le premier cas, Comme disait le père Jean, patience et longtemps de temps valent mieux que force et rage , bref il m'a fallu presque un quart d'heure pour l'enlever sans rien casser sur la bestiole. Pas un résidu de colle ! Diable, quand même le plateau fut passé à l'acétone.. Et m'a pris l'idée de le contrôler le poisson m'aidant dans la tache, d'abord me voilà parti à contrôler sa planéité , il est plan ! Etonnant. Et me voilà parti régler mon plateau en faisant le z-offset, les quatre coins, priant le seigneur que les relevés ne se fassent pas dans les vis ben non, mais de peu. Bon les 4 coins sont entre -0.01 à -0.02, Puis je me lance dans un maillage (en 7x7, car en 8x8, sur que la sonde tombe dans une vis...) et voila le CR-Touch palpant vicieusement l'aluminium de mon plateau, je regarde avec attention les résultats s'afficher sur l'écran, il semblerait que mon plateau soit plus haut sur sa partie gauche (vu de face...) comprend pas ! L'outil utilisé pour son contrôle est un équerre à chapeau de précision de 30 cm pesant un âne mort en plus, 1/10 ème de différence avec un éclairage rasant est visible normalement. Bon, il faut maintenant poser la plaque proprement, c'est dans le domaine du faisable et pas de travers, ce qui est plus délicat. Voici ma méthode qui à bien fonctionnée pour les ceusses qui voudrais changer l'aimant. J'ai ôter 2 cm du papier protecteur, aligné l'aimant, sur la tranche, posé deux pinces à clips et ai très doucement enlever le papier tout en laissant l'aimant se poser douuuuuucement... Bilan c'est parfait de chez parfait. Je pose donc la plaque PC neuve, et utilise à nouveau l'équerre magique, plus de jeu ou de jour étrange, plaque autocompensatrice ? , bon je refais tout, le z-offset, les coins et le maillage. J'obtiens toujours une sorte plateau plus haut à gauche mais moins que sur l'Alu................................................ QUID !! Délire CR-Touchesque ? Délire du Poisson ? Voyez vous, j'ai un peu de mal à comprendre que le contrôle CR-Touchesque des quatre coins, me donne un résultat, que que le maillage un autre sur les même emplacement ?1 point
-
Voili ...voilou frelon cone percer_4-5.stl1 point
-
Bonjour, voila ...

 1 point
1 point -
Je n'ai pas l'utilité d'un tel système mais je vais suivre ça pour le fun1 point
-
Salut, Plutôt que de nous laisser jouer aux devinettes , est-ce que tu pourrais nous fournir tes fichiers de configuration (fichiers configuration.h et configuration_adv.h) des 2 versions?1 point
-
Salutation ! Histoire de suivre le sujet ( Je suppose que tu n'imprime pas que du PLA pour avoir besoins de cela ? Car donc si j'ai bien compris, tu vas remplacer, un système relativement simple ( ventilateur et radiateur de refroidissement du heatbreak ), par un système relativement plus complexe ( un radiateur, un circuit pour le liquide de refroidissement (circuit qui doit rester étanche sur le long terme) , avec une petite pompe, un radiateur et ventilateur déporté ... ) et je voudrais savoir si c'est vraiment plus pratique et silencieux et surtout si a long terme tu n'as pas de fuites du liquide de refroidissement ... ) Bonne réception et installation, bonne continuation et tiens nous au jus.1 point
-
J'ai finalement trouvé comment faire fonctionner ma Logitech C170 sur la Ender-3 V3 KE Grâce à certains messages de l'utilisateur `destinal` sur https://www.reddit.com/r/Ender3V3KE/ et sur le serveur Discord https://discord.gg/d3vil-design Après avoir installé Entware via le "Helper Script Installation" ( https://github.com/Guilouz/Creality-K1-and-K1-Max/wiki/Helper-Script-Installation ) de Guilouz ( cf https://github.com/Guilouz/Creality-K1-and-K1-Max/wiki/Entware ) cd && wget --no-check-certificate https://raw.githubusercontent.com/Guilouz/Creality-K1-and-K1-Max/main/Scripts/installer.sh cd && sh ./installer.sh Edit > Après avoir installé Entware, il faut soit exécuter la commande export PATH="/opt/bin:/opt/sbin:$PATH" soit se déconnecter et ré-ouvrir une connexion ssh (pour que la variable d'environnement PATH soit a jour car l'installation a placé un /etc/profile.d/entware.sh qui est automatiquement exécuté a l'ouverture d'une session.) Puis, installer les paquets suivants via la commande opkg opkg install mjpg-streamer opkg install mjpg-streamer-input-uvc opkg install mjpg-streamer-output-http Vérifier après avoir connecté la Webcam sur un port USB du NebulaPad qu'on la retrouve dans le résultat d'un lsusb Vérifier que v4l (video for linux) trouve alors un périphérique vidéo v4l2-ctl --list-devices Pour n'avoir que le/les périphériques vidéos dont on a besoin ici v4l2-ctl --list-devices|grep -A1 usb|sed 's/^[[:space:]]*//g'|grep '^/dev' Dans mon cas cela donne /dev/video4 Pour connaitre les résolutions et format disponible pour ce périphérique vidéo ici `/dev/video4` (mais cela peut changer chez vous donc commande suivant a adapter au besoin) v4l2-ctl -d /dev/video4 --list-formats-ext Enfin adapter le script https://openk1.org/static/k1/scripts/multi-non-creality-webcams.sh et le mettre en temps que /etc/init.d/S50non_creality_webcam ou copier coller le bloc suivant pour créé un fichier /etc/init.d/S50non_creality_webcam adapté pour ma Logitec C170 ( changement de la résolution cf -r 640x360 ) cat > /etc/init.d/S50non_creality_webcam<<'===EOF===' #!/bin/sh # S50non_creality_webcam - by destinal # Start up mjpg-streamer on port 8080 for non-creality cameras (where cam_app doesn't autostart) # Notes PPAC : pré-requis # lsusb # Dois avoir une ligne en plus quand on branche la WebCam sur l'un des ports USB du NebulaPad # ... # installer EntWare via le script de Guilouz pour avoir la commande opkg cf https://github.com/Guilouz/Creality-K1-and-K1-Max/wiki/Entware # ... # opkg install mjpg-streamer # opkg install mjpg-streamer-input-uvc # opkg install mjpg-streamer-output-http # ... Adapter la resolution cf argument '-r' de mjpg_streamer ( cf "v4l2-ctl --list-devices|grep -A1 usb|sed 's/^[[:space:]]*//g'|grep '^/dev'" et "v4l2-ctl -d /dev/video4 --list-formats-ext" ) case "$1" in start) # V4L_DEV=$(v4l2-ctl --list-devices|grep -A1 usb|tail -1|sed 's/^[[:space:]]*//g') V4L_DEVS=$(v4l2-ctl --list-devices|grep -A1 usb|sed 's/^[[:space:]]*//g'|grep '^/dev') CREALITY_CAMS=$(v4l2-ctl --list-devices|grep CREALITY|wc -l) if [ "x$V4L_DEVS" = "x" -o $CREALITY_CAMS -gt 0 ]; then echo "No third party webcams found or we have a creality camera. Bailing!" exit 1 fi # Otherwise we're all set up and have a device ID PORT=8080 for V4L_DEV in $V4L_DEVS; do /opt/bin/mjpg_streamer -b -i "/opt/lib/mjpg-streamer/input_uvc.so -d $V4L_DEV -r 640x360 -f 15" -o "/opt/lib/mjpg-streamer/output_http.so -p $PORT" PORT=`expr $PORT + 1` done ;; stop) killall mjpg_streamer ;; restart|reload) "$0" stop "$0" start ;; *) echo "Usage:" echo " $0 {start|stop|restart}" exit 1 esac exit $? # Fin de mon ficher /etc/init.d/S50non_creality_webcam ===EOF=== puis chmod u+x /etc/init.d/S50non_creality_webcam /etc/init.d/S50non_creality_webcam restart En principe lors du restart, s'il n'y avait pas de flux vidéo déja servi par "/opt/bin/mjpg_streamer", cela fait un message car la commande "killall mjpg_streamer" ne tue aucun processus. C'est normal. Et là normalement l'on devrait obtenir un flux vidéo à l'adresse ( remplacer 192.168.1.23 par l'adresse IP de votre imprimante dans votre réseau local) http://192.168.1.23:8080/?action=stream ou, si vous avez au préalable installé mainsail (+ nginx et moonraker) http://192.168.1.23:4409/webcam/?action=stream1 point
-
@Poussin3D je déplace dans la bonne section Je ne sais pas si c'est une bonne idée car on a eu une expérience de ce type il y a quelques années et ça c'est terminé en pugilat1 point
-
Panne de courant (plutôt grosse baisse de tension) ce matin et pas de reprise de l'impression sur la 4 max (ça ne fonctionne plus je ne sais pas pourquoi ) à 80% de la fin sur une impression de 14h.... Du coup j'ai mis la 4 max sur l'onduleur avec la mono X, l'ordi + 2 écrans et la box, ça passe nickel (essais sans la mono X en marche), je suis à 62% de charge de sortie de l'onduleur lors de la chauffe du plateau et ça tombe entre 34 et 38% lors de l'impression, je pense que même avec la mono X en marche ça passe sans souci car ça doit pas consommer un max une sla et je peux virer un des deux écrans. Contente d'avoir prit un onduleur bien au dessus de mes besoins de départ car au final ça me coûte moins cher que de devoir racheter un autre onduleurs.1 point
-
Bonsoir, je recherche le fichier pdf du tuto au départ car le lien n'est plus valide Ok il fallait être connecté pour le récupéré Merci1 point
-
Bin du coup va falloir que tu arrête de faire à manger.... https://www.plusmagazine.be/fr/sante/cuisiner-une-source-sous-estimee-de-pollution-de-lair-interieur/ https://science.gc.ca/site/science/fr/blogues/science-sante/tempete-dans-cuisine https://www.sudouest.fr/redaction/insolite/apres-la-cuisson-d-un-roti-l-air-dans-votre-maison-est-cinq-fois-plus-pollue-que-celui-de-paris-2810570.php#:~:text=Le taux acceptable de particules,à 200 dans une maison.1 point
-
En dehors de réduire l'épaisseur de couche, ( elle s'en sort pas mal l'imprimante avec 1mm à 35mm/s) as-tu activé dans le trancheur "Arc Welder" normalement cela évite les ralentissements dans les courbes.1 point
-
C'est trop haut, fait un test entre 0.75 et 0.50 As tu modifier la taille de ta buse dans ton trancheur ?1 point
-
Cela me semble bcp une hauteur de couche de 1mm même avec buse de 1mm. Sauf à dire des bêtises, il est courant d'utiliser une hauteur de couche moitié du diamètre de la buse. Cela doit faire un gros volume à fondre d'autant que la température est élevée avec du PETG. PS @ScotchE67 m'a devancé Et en réduisant la vitesse d'impression de moitié ?1 point
-
D'après mon expérience, il est préférable d'avoir une hauteur de couche un peu inférieure au diamètre de la buse afin d'assurer une bonne adhérence. Pour moi les micro-pauses sont plus liées à un soucis de contrôleur débordé. En réduisant la vitesse le problème s'amplifie ou diminue ?1 point
-
Salut, Effectivement après une réinstallation c'est de nouveau OK. merci pour l'info a+1 point
-
Essayer avec une autre thermistance car celle remplacée pourrait être défectueuse (ça s'est déjà vu ) donc le test de @pascal_lb est une excellente idée.1 point
-
1 point
-
Avec nos thermistances CTN, une température négative indique une résistance «infinie». Soit un des fils est coupé soit elle n'est pas branchée.1 point
-
Hola tu es monté à 260 °C avec une ender3 V3 SE, ne le fait pas trop souvent et longtemps le morceau de PTFE dans la Hotend va se dégrader très vite. Dans ta tour de température on ne voit quasiment pas d'écart, tu as surveillé l'affichage de la température pour t'assurer que celle-ci changeait bien à chaque ètage ?0 points
-
salut , je sais pas pour vous mais depuis que j'ai mis la main sur ce Ender 5 plus... bon j'ai fais comme ce mec et plusieurs autres , mais ma machine ne veux pas ce leveller .. l'ajustement du plateau avec les roulettes c'est un calvaire.. quand je suis rendu a la scratch de papier ... sois mes roulettes d'un côté deviennent sois trop serrée ou sois trop lâche sur au autre .. mon plateau a presqu'un angle de 30 degré surtout plus a droite.. et j'entend déjà ..'' a tu ajuster les deux vis sans fin !!'' ouiii comme dans la vidéo... je sèche! ah oui j'ai déjà réussi a faire quelque print mais a chaque fois que je part en weekend et que je reviens ou tout suite après une impression .. je doit réajuster sois que cela fais du spag ou la pièce ce cogne donc je refais l'ajustement et la buse fais n'importe quoi ! .. bon alors oui j'ai changer les ressorts et oui j'ai même changer la buse et etc.. donc voila ! je sais plus quoi faire ...( frimware 1.70.3) si quelqu'un demande et j'ai un CRtouch venue avec la machine que j'ai remplacer car elle a heurter sur un axe .. longue histoire . merci d'avance et désoler pour mes fautes... sa fais 3 jours que j'essais comprend ce problème et je trouve Pas!!!!0 points
-
b'soir une ouverture j'avais le même problème avec mes supports de canne mais pas que, un problème qui s'apparente avec mes gonds sur mon caisson imprimante sla; j'ai résolu le problème: pour les gonds : j'ai fait un trou au milieu de ma pièce, lors de la conception de la pièce (pas à la perceuse ) de 1.5 de diamètre et j'y ai mis une vis de 2 par 25, je casse plus les gonds. pour les supports de cannes: qui sous l'action de la chaleur en cas de canicule et sous le poids de la canne se déformaient, une tige filetée de 4 sur toute la longueur, ils restent bien droit, idem que les gonds, trou fileté de 4 avec une tolérance, ça n'a jamais plus bougé ça fait deux ans, pourtant il en voit le bidule. une ouverture peut-être .... mais rien que de faire des trous de 2 avec une paroi , ça rigidifie l'ensemble, mais dans mon cas pas suffisamment pat0 points








.thumb.jpg.a89185c51e968cdbd1f963de54fdbc8a.jpg)