Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/04/2024 Dans tous les contenus
-
Il me reste encore quelques réglages, mais elle est déjà très bien. En tout cas j’ai aimé l’imprimer et l’assembler ! Bambucaster en PLA


 4 points
4 points -
Salut tout l'monde... Voila terminé et testé, un RISE (Planeprint) en version 2m35... Bon sang quelle super machine !!! Il ne veut juste pas se poser... Il faut imperativement les AF (Ou comme moi le regarder flairer sur 200m !) :lol: Imprimé sur ma 3V3SE. Une premiere fois avec des reglages "rapides" qui m'on donné un résultat impossible a centrer (trop lourd de l'arrière) La version 2 apres tous les essais necessaires aux bons reglages du PLA LW Bref... Content, reste a regler ma radio (vintage vous avez vu !!!!) surtout les AF. L'impression 3D m'a redonné envie de voler en planeur RC !!! A+, Lolo
 3 points
3 points -
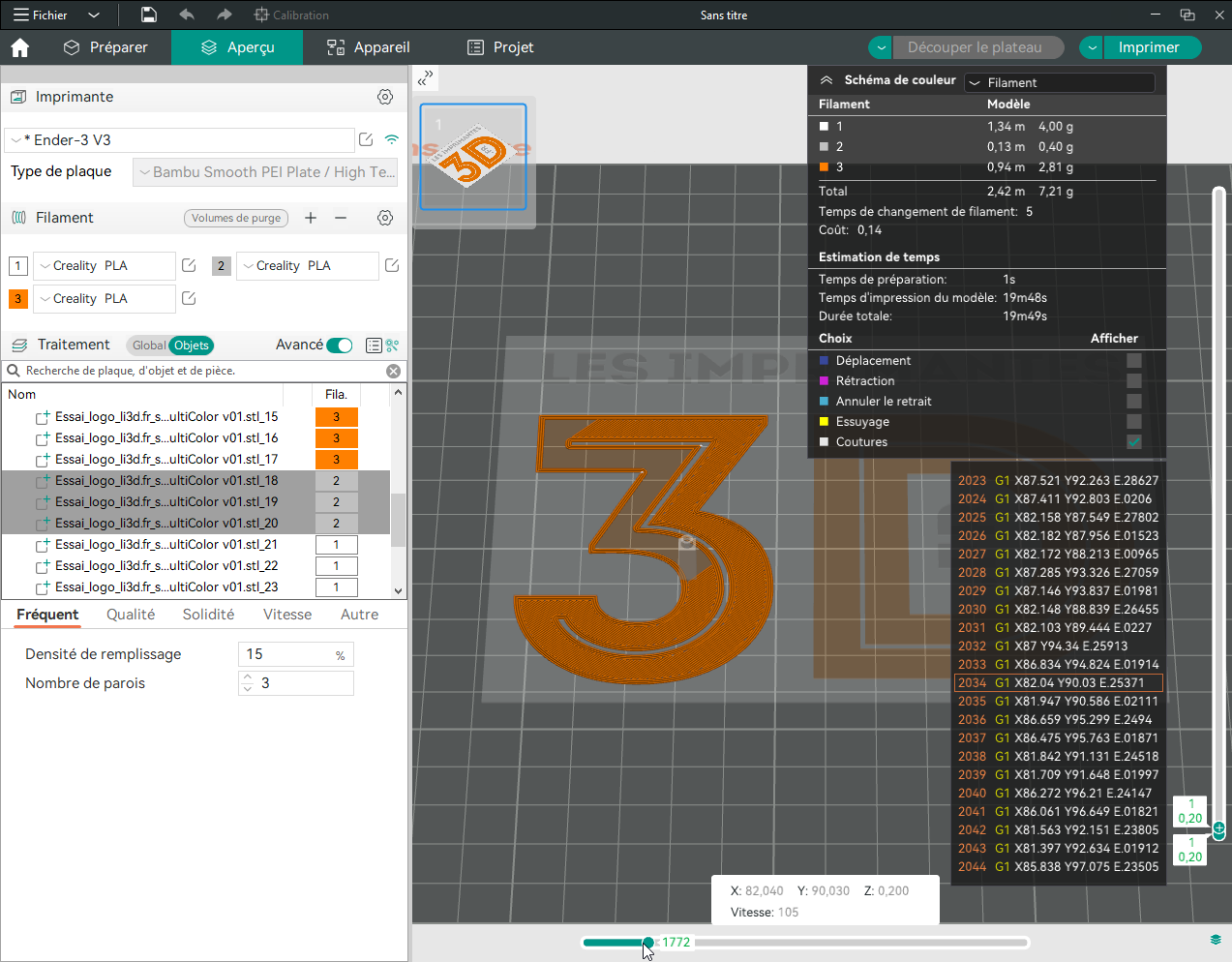
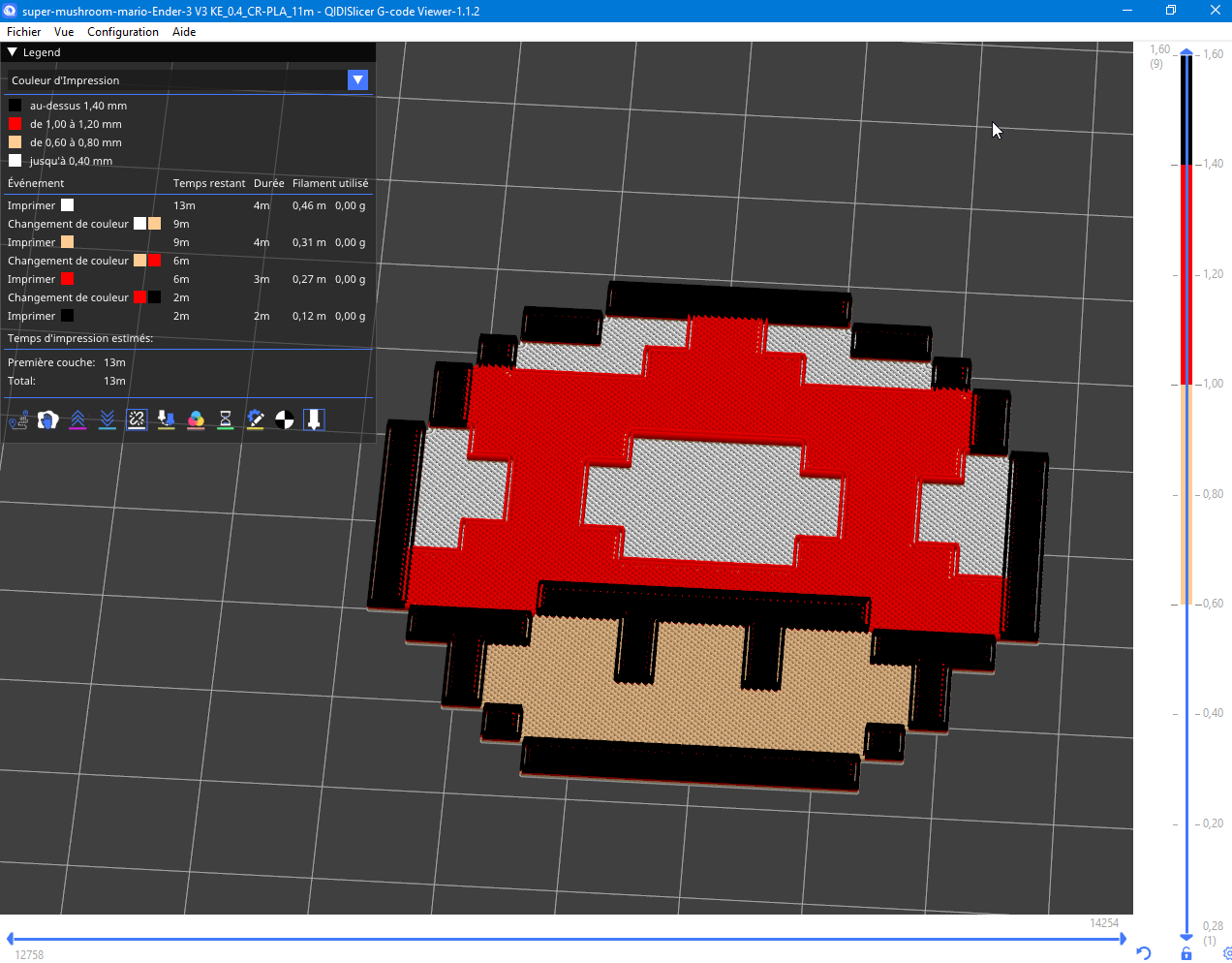
Salutation Je cherche à regrouper l'ensemble des techniques et méthodes ( et les bons mots pour les nommer ) pour le Multi-Couleurs en impression 3D. Je me focalise sur le côté modélisation et tranchage pour en une impression 3D FDM, obtenir un objet Multi-couleurs. Je mets donc de coté les techniques qui demande des posts-traitements comme Peinture, "hydro dipping", Anodisation, ... d'assemblage et collage en post-impression d'objet de différentes couleurs Utilisation de filament a dégradé ou rupture de couleurs ("Arc-en-ciel" ou ... ) ou de filament "Multi-Couleurs" (plusieurs couleurs dans une même section du filament) ( Et j'écarte aussi l'impression résine UV. Car sauf mettre en pause pour changer la résine ou ajouter au goûte a goûtes une résine d'une autre couleur ou un colorant lors de l'impression, pas d'autre méthode a ma connaissance que la peinture post-impression l'assemblage post-impression ou éventuellement pour une résine transparente, prévoir des cavités a remplir en post-traitement avec une autre résine. ) Pour l'instant coté trancheur, (si j'écarte les machines avec des têtes d'impression qui permettent de mélanger plusieurs filaments avec par exemple une "buse diamant multicouleur" ) il semble n'y avoir que deux approches que l'on peut éventuellement mixer lors d'une impression (mais les trancheurs comme Orca Slicer ne permettent pas encore le mix). Changement de filament au changement de couche ( donc une couche sera entièrement imprimé avec une seul couleur. ) Il faut avoir un trancheur qui permet en début ou fin d'une couche d’insérer un changement de filament selon la couche ou hauteur Z. (HueForge génère des modèles 3D à trancher avec des couches de l'ordre de 0.08 mm pour arriver a des nuances de couleurs selon les transparences des filaments utilisés) Si l'on regarde l'impression par transparence certains enchaînements de couleurs, ne fonctionne pas, on obtient des mélanges non souhaités ( Il faut préférer commencer par les teintes blanches, puis en dernier les teintes noirs) Changement de filament par objet ou sous-objet d'un modèle ( donc une couche pourra être composé de plusieurs couleurs) Il faut avoir un trancheur qui permet d'affecter un filament à un objet ou sous objet sur le plateau. Et un système qui automatise les changements de filament devient vite indispensable. Là par transparence comme il n'y a pas de superposition de couleurs selon la couche, si les purges sont suffisantes lors des changements de filaments durant l'impression, il n'y a pas de risque de "mélange" Avez-vous d'autres approches ? ( même dans celles que je mets de côté, par exemple prévoir que l'on va couler de la résine UV de couleur dans un sous-relief, ... ) et les bons mots et termes pour nommer chaque méthode ? ( Je ne sais pas si il faut par exemple écrire "multicouleur" ou "multi-couleur" ) (Edit > Il me faut ajouter la technique où on imprime avec un filament blanc que l'on teinte, ou encore, celle où après chaque couche, on passe un feutre de couleur, ou encore où l'on utilise une tête d’imprimante jet d'encre pour colorer le filament ou la couche terminé.) Merci.






 3 points
3 points -
Ça dépend de l'épaisseur de la pièce, si c'est 3 ou 4mm, il est clair qu'il vaut mieux la laisser refroidir pour éviter toute déformation2 points
-
Et oui J'sais pas ils veulent pas écrire en phonétique
 2 points
2 points -
De la résine jamg he ?2 points
-
Du blanc de boeuf ? Miam.2 points
-
Des pains de C4 ?2 points
-
Bonsoir @Rafale01 As- tu vu le test de la KE sur le forum ?2 points
-
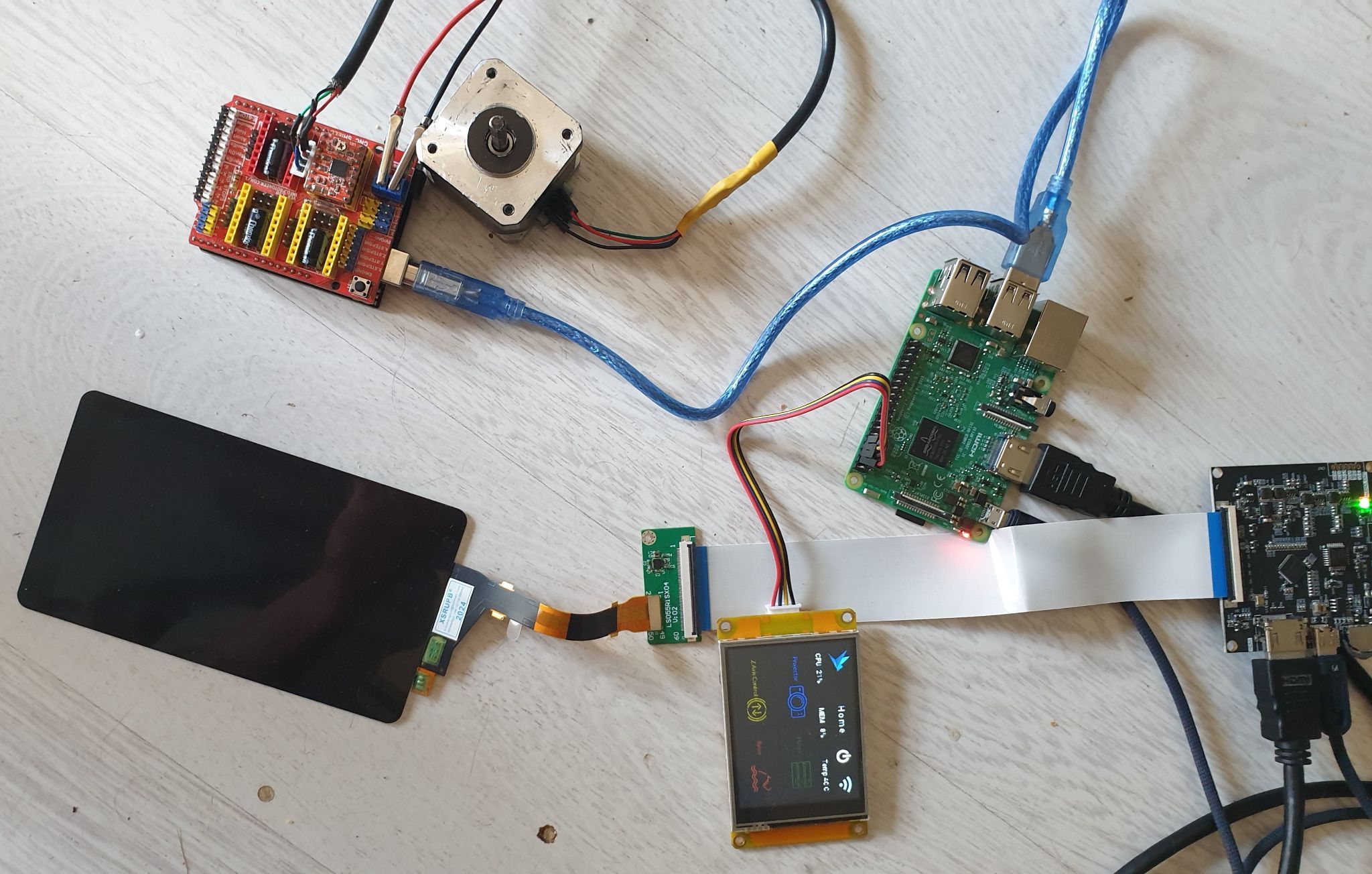
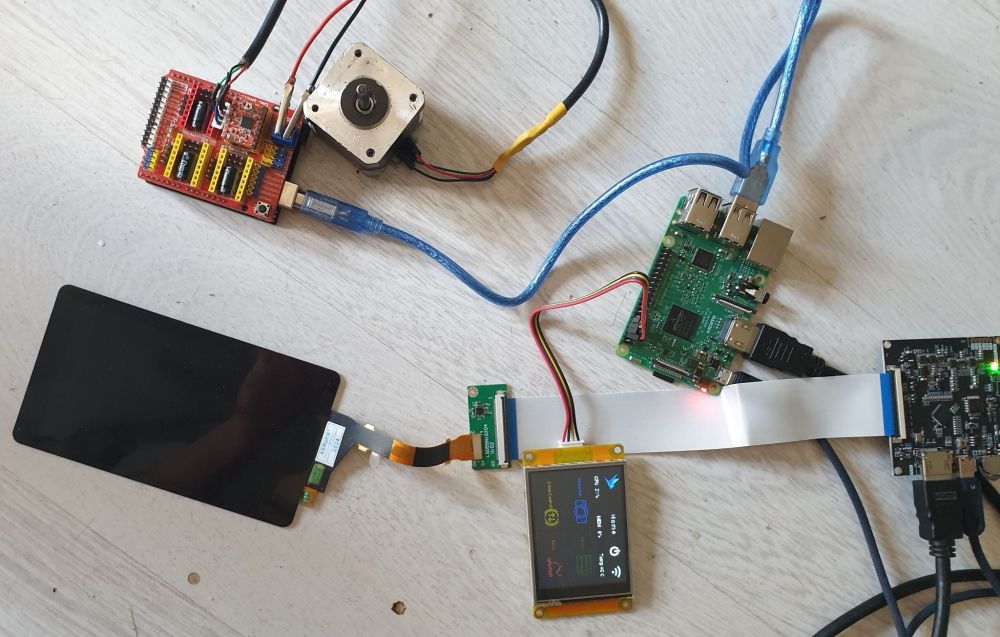
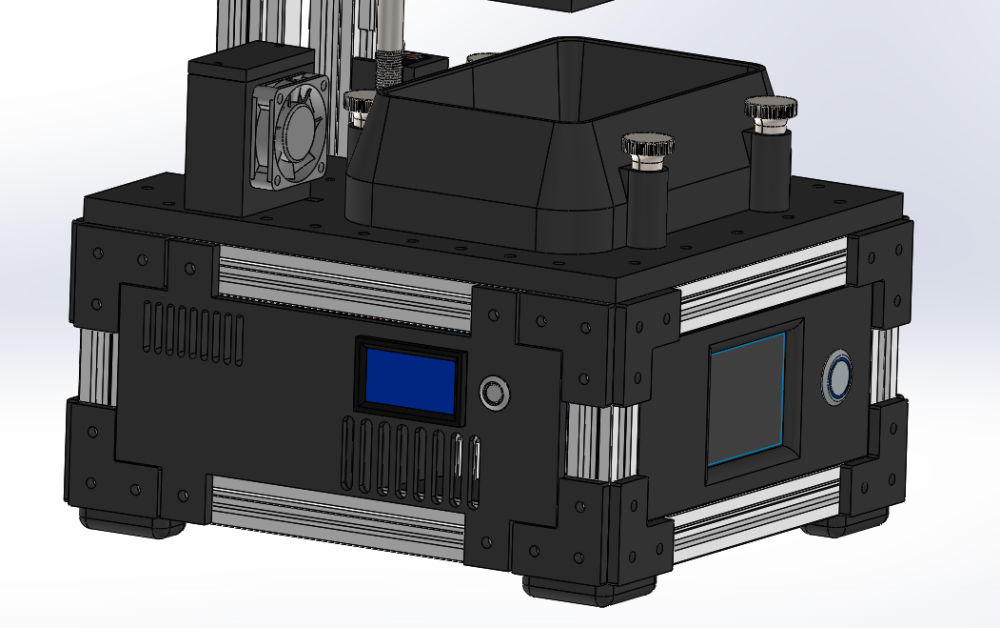
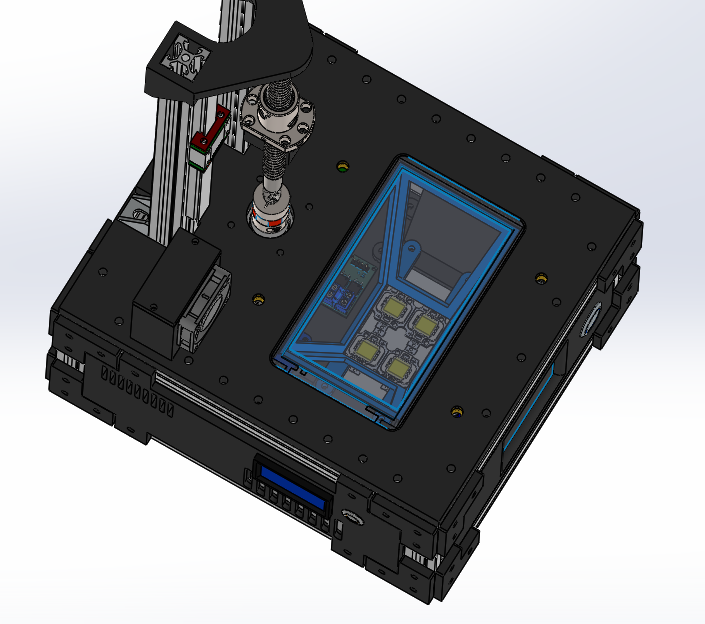
L'électronique est terminée et est entièrement fonctionnelle après beaucoup d'heures passées dessus, c'était la première fois que j'utilisais une carte Raspberry La Raspberry donne les instructions gcode au shield et gère l'écran tactile + l'écran d'impression par HDMI. Le shield Arduino s'occupe du moteur, de l'endstop et de l'allumage des UV en PWM (commande M3 S///). (l'écran semble noir car le rétro-éclairage a été enlevé, mais il est parfaitement fonctionnel) Niveau configuration : Grbl v0.9 modifié sur le shield Arduino v3, et NanoDLP sur la Raspberry PI 3B, écran tactile Nextion 2.8" et écran 2k 5.5" (LS055R1SX04) J'ai eu beaucoup de problèmes pour faire fonctionner l'écran tactile et encore plus de problèmes pour faire fonctionner l'écran d'impression par HDMI. Les paramètres à modifier sont principalement dans le "config.txt" du raspberry. Je le poste ici au-cas-où, vu que c'est un écran assez commun mais avec peu de documentation pour NanoDLP. Je ferais sûrement un tuto complet sur l'installation de NanoDLP sur Raspberry une fois que mon imprimante sera construite, car ça a été très complexe pour un novice comme moi Grosso-modo pour l'électronique, soit on utilise CreationWorkshop et un pc doit être branché en permanence à l'écran HDMI et au shield, soit on utilise une Raspberry pour remplacer le pc. L'avantage du Raspberry c'est qu'on a pas besoin d'un pc dédié à l'imprimante (oui, merci...), mais surtout qu'on peut lancer des impressions hors-réseau, sans slicer supplémentaire vu que NanoDLP en comporte un. On peut directement lancer des impressions depuis l'écran tactile, avec un .stl présent sur une clé USB, c'est ce que je voulais absolument pour mon imprimante. --- EDIT: Une station de lavage (agitateur magnétique) et une station de polymérisation ont aussi étés modélisés
 2 points
2 points -
Salut, vraiment merci, ça fonctionne, sourire tu es le Luky Luke des forums merci encore pour tout. Bonne soirée.1 point
-
Pour moi PEI texturé sans colle bien sur. Aucun problème avec un TPU de chez amazon1 point
-
Bonjour, je me sers de l'engineering. Ca colle assez fort mais on arrive à décoller sans rien abîmer en y allant doucement .1 point
-
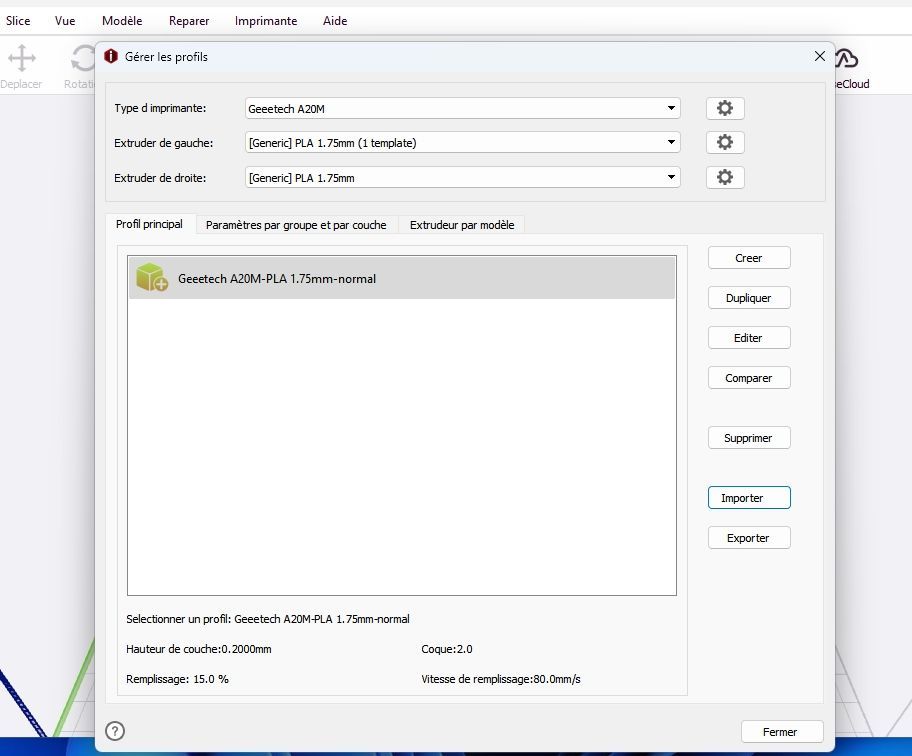
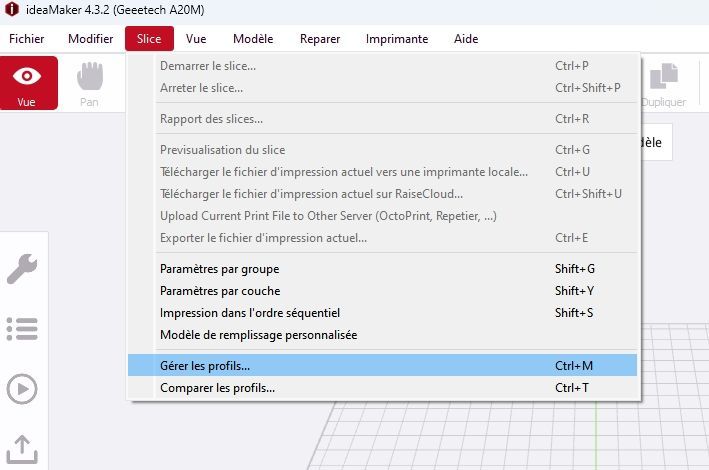
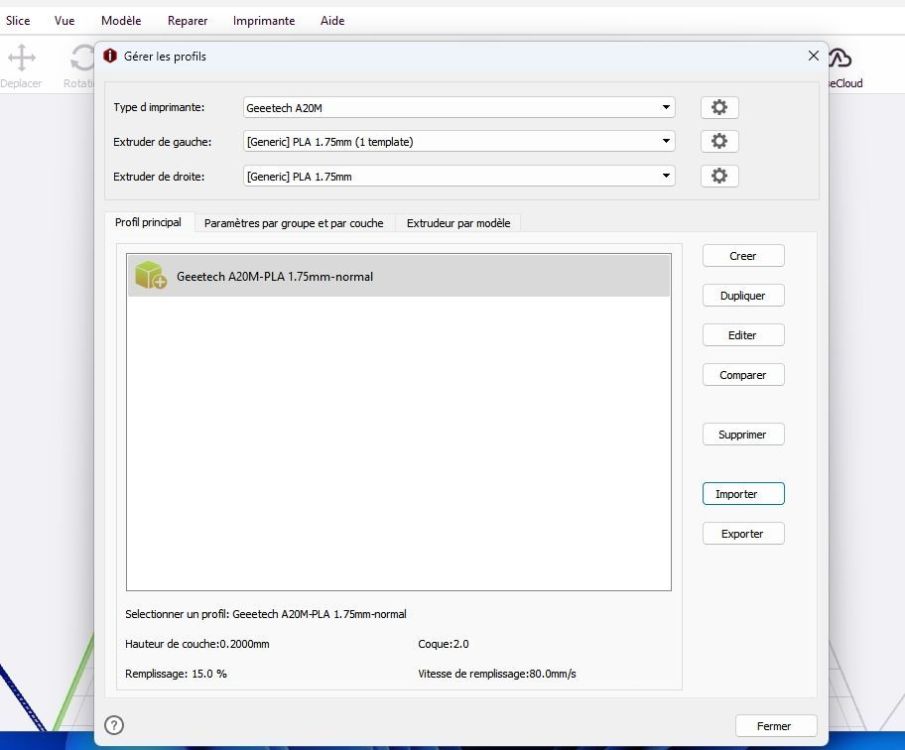
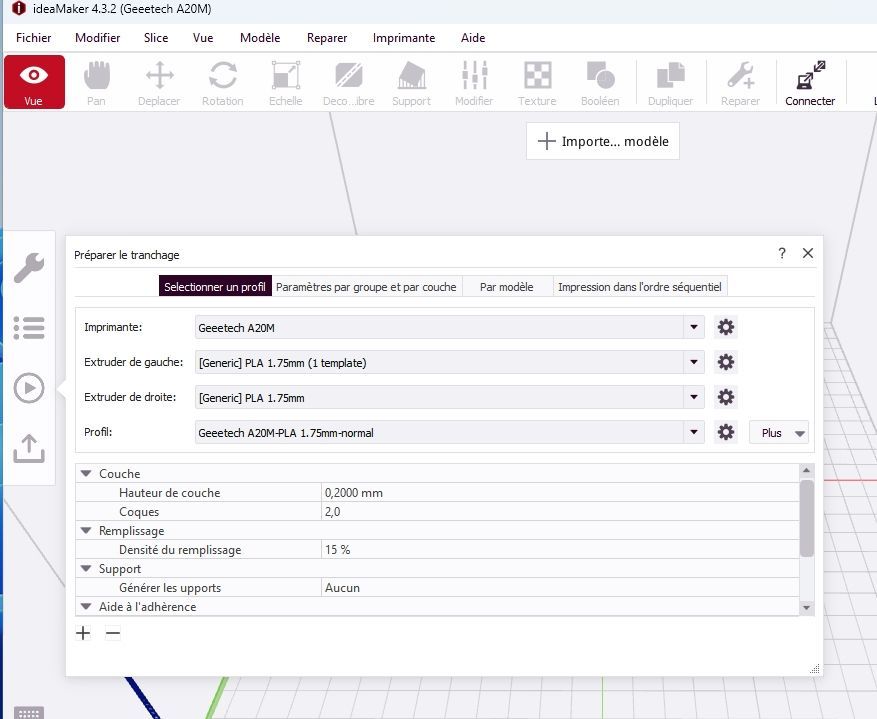
Ça commence à ressembler a quelque chose.. Lance un benchy. J'ai oublié de te dire comment installer le profil sur Ideamalker. Tu vas sur l'onglet slice/gérer les profils. J'ai modifié le Gcode de début et de fin. À surveiller à la première impression
.jpg.c0f05016b174e9ac73e5883ca0f9c5a5.jpg)
.jpg.a1e8ca02e460fc2c9a53bc25f67d7b1a.jpg)
 1 point
1 point -
J'utilise la cool plate aussi ça passe même sans glue quand c'est propre avec le TPU J'ai fait un test de débit volumétrique maximum avec Orca et on atteint bien la vitesse annoncée !1 point
-
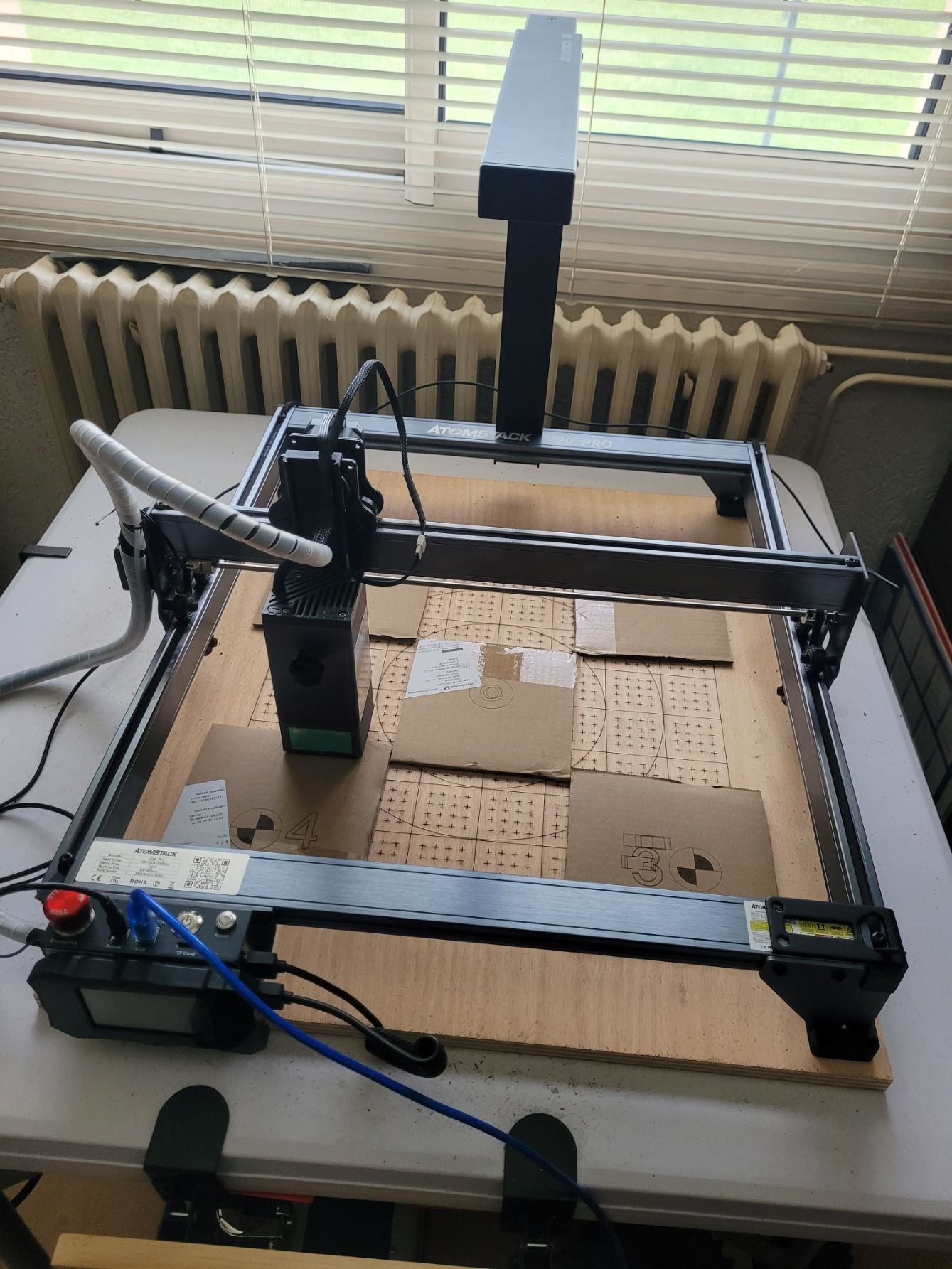
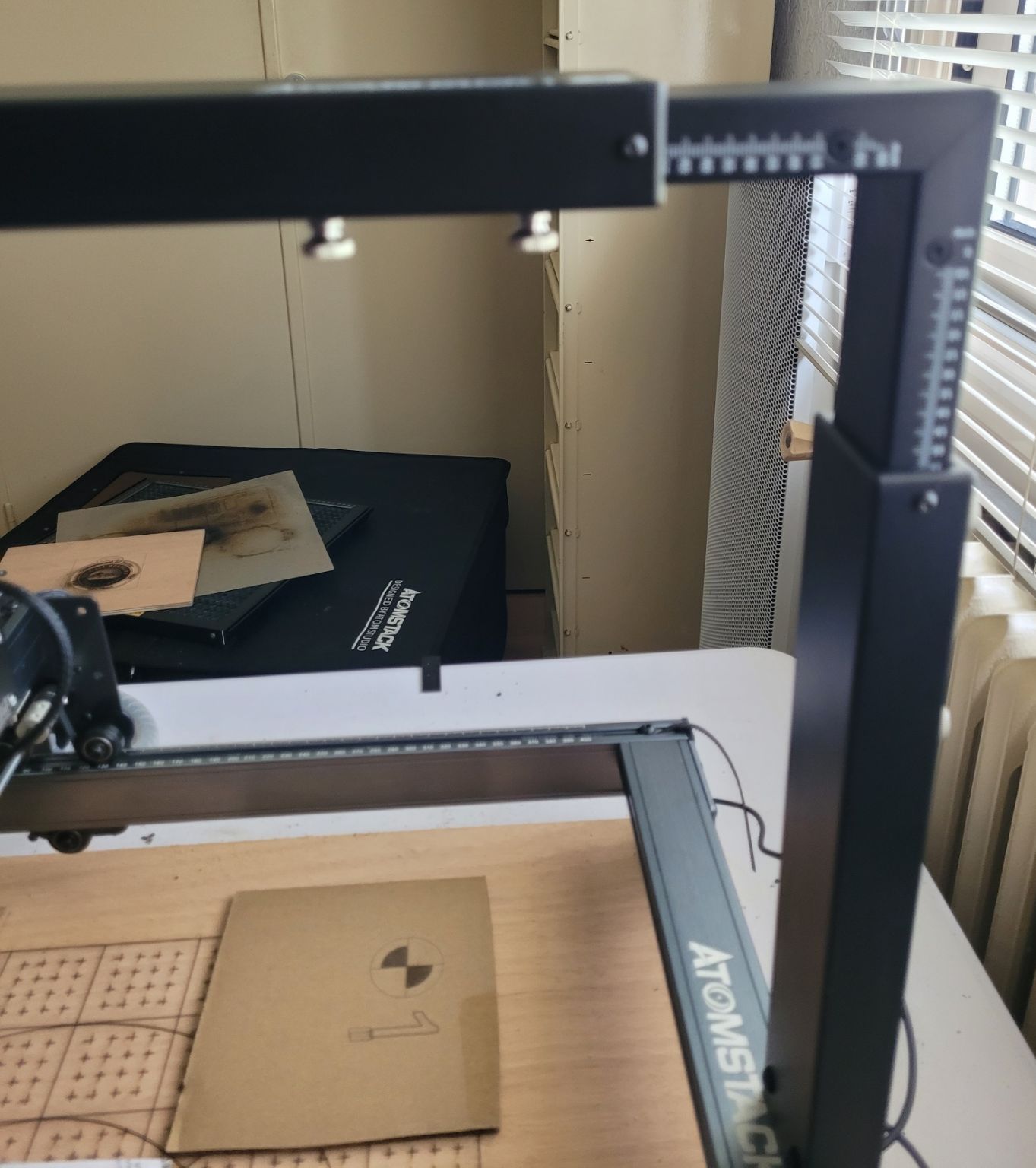
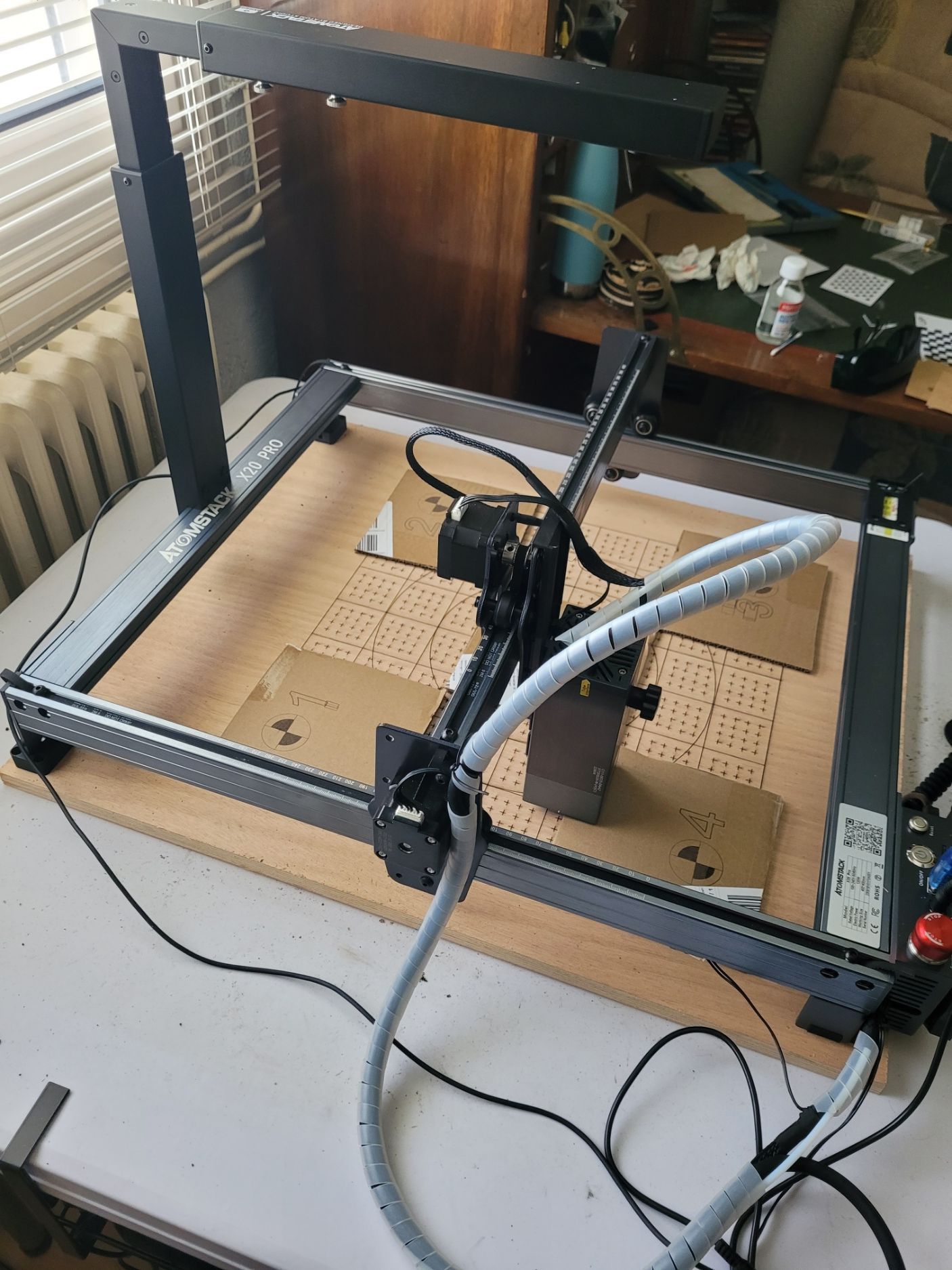
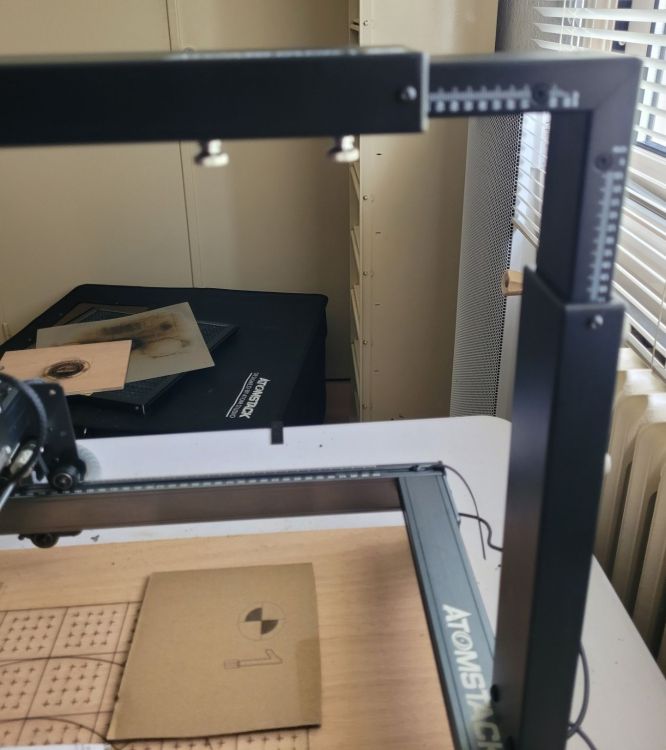
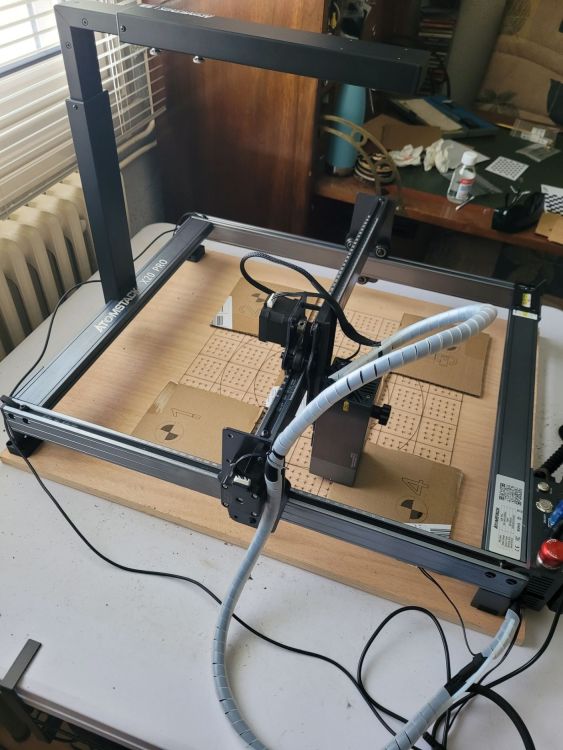
Bonjour, ayant quelques problèmes pour centrer mes pièces à découper et graver sur mon Atomstack X20 Pro, j'ai décidé de m'équiper d'une caméra. La plupart de celles que je voyais avaient des rotules de réglage et ne me paraissaient pas très stable pour maintenir les réglages. Je suis tombé sur l'AC2, elle m'a semblée pas mal donc je l'ai commandé. Au déballage, elle semble sérieuse, c'est 2 tubes rectangulaire télescopique (ils comportent des graduations qui sont je pense sensés retrouver les réglages en cas de démontage) , il n'y a qu'a mettre 3 petites vis pour en former une équerre très rigide. Ensuite, on la fixe au cadre à l'aide de 2 inserts dans les rails du laser (pour les lasers de la marque) ou à l'aide d'une pièce qui fait serre joint (pour les lasers d'autre marque). L'ensemble est hyper rigide et ne bouge pas. La caméra dispose de 2 fiches USB, une pour l'alimentation (adaptateur secteur livré) et une pour les données (elle est déclarée sur son PC comme n'importe que webcam). Elle est aussi wifi pour voir le déroulement de la gravure à partir de l'appli Atomsrack sur smartphone. La notice est beaucoup trop succincte à mon goût, elle ne parle pas du tout de la connection WiFi. En fait, il faut brancher la caméra, démarrer l'appli Atomstack, aller dans l'onglet caméra (en haut à gauche) et se laisser guider par l'appli. C'est le même principe d'appariage que pour les caméras de vidéosurveillance WiFi, l'appli demande la clé WiFi de la box internet et demande de scanner un Qrcode qui apparaît sur le Smartphone à l'aide de la caméra du laser. Le bas de l'objectif (réglable en netteté par rotation) doit être à 42 cm de la surface à graver. Ca porte la hauteur totale du laser à 50 cm, il va donc falloir que je réhausse mon caisson de 30 cm (afin d'avoir de la marge pour les gravures sur des pièces hautes ou lorsque je veux utiliser la rotative sans avoir à tout démonter) Pour le paramétrage de LightBurn, rien n'est expliqué sur la notice mais il suffit de suivre les instructions que LightBurn donne pas à pas. Ca prends une dizaines de minutes. Attention de ne pas faire mon erreur, bien faire le calibrage à la hauteur d'utilisation habituelle. Au début, j'avais fait mon calibrage sur un carton fin posé sur ma table sans mettre mon nids d'abeille (3 cm). Lorsque j'ai voulu faire un test sur une planche de 10 mm posée sur mon nids d'abeille (total 4cm de la table), le calibrage n'était plus bon. Conclusion, je trouve cette caméra très bien, elle aide a positionner les pièces à graver facilement (pour peu que l'on grave toujours des pièces de même épaisseur, sinon recalibrage obligatoire) et elle permets en même temps de surveiller à distance grâce à son Smartphone (en pratique on peut visualiser sa caméra depuis n'importe ou, en réalité, c'est juste lorsque on s'absente quelques minutes dans la pièce d'à côté vu les risques d'incendie avec les lasers). Cette caméra est très rigide, je ne pense pas qu'elle se dérègle suite à un petit choc, elle permets aussi de faire des timelaps et est livrée avec une carte microSD de 32 Go. Comme pour les laser de leur marque, Atomstack écrit qu'elle est sans fil mais il n'est pas possible (à part bidouille informatique je pense) de la faire fonctionner sans fil avec LighBurn. Edit : J'ai oublié de parler de la précision qui est d'environ 2 mm

 1 point
1 point -
Pourtant en y regardant de plus près (bien que ce soit flou), de la boite multi-bobines semblent bien partir plusieurs tubes PTFE, le haut de la tête semblant lui aussi en accueillir plusieurs alors que sur le système BB, un seul PTFE sort de leur boite et va jusqu'à la tête. On verra bien quand elle sortira officiellement, ça nous évitera de faire des supputations1 point
-
Bonjour Juste pour faire une réponse sur ce sujet, après test et sans changer mes paramètres d'impressions, le Gcode pour le plateau m'aide bien pour éviter délaminage en ABS en base des pièces et j'arrive tout de même à décoller sans soucis M140 S85 ; Set bed target temperature to 85°C, no waiting G4 S300 ; attendre 300 secondes M140 S80 ; Set bed target temperature to 80°C, no waiting G4 S300 ; attendre 300 secondes M140 S75 ; Set bed target temperature to 75°C, no waiting G4 S300 ; attendre 300 secondes M140 S70 ; Set bed target temperature to 70°C, no waiting G4 S300 ; attendre 300 secondes M140 S65 ; Set bed target temperature to 65°C, no waiting G4 S300 ; attendre 300 secondes M140 S60 ; Set bed target temperature to 60°C, no waiting G4 S300 ; attendre 300 secondes M140 S55 ; Set bed target temperature to 55°C, no waiting G4 S300 ; attendre 300 secondes M140 S50 ; Set bed target temperature to 50°C, no waiting G4 S300 ; attendre 300 secondes M140 S45 ; Set bed target temperature to 45°C, no waiting G4 S300 ; attendre 300 secondes M140 S40 ; Set bed target temperature to 40°C, no waiting G4 S300 ; attendre 300 secondes M140 S35 ; Set bed target temperature to 35°C, no waiting G4 S300 ; attendre 300 secondes M140 S30 ; Set bed target temperature to 30°C, no waiting G4 S300 ; attendre 300 secondes M140 S25 ; Set bed target temperature to 25°C, no waiting G4 S300 ; attendre 300 secondes M140 S0 ; Set bed target temperature to 0°C, no waiting1 point
-
https://store.anycubic.com/pages/kobra-3-combo-new-launch définitivement cela y ressemble.

 1 point
1 point -
Je t'ai créé vite fait un profil pour ideamaker Geeetech A20M-PLA 1.75mm-normal.bin1 point
-
Jamy c'est ça : ou encore c'est Jamy Rock Why1 point
-
Je préfère le jaune.
 1 point
1 point -
Hello @MrMagounet A propos de la première page qui s'enrichi encore, je veut te remercier pour le tuto input shaping ADXL que j'ai suivi, et qui m'a donné entière satisfaction. J'ai utilisé 35cm de rallonge servo (d'aéromodèle réduit) et une petite patte qui m'a permis de fixer l'ADXL au niveau de la vis droite de la tète d'impression pour le X, puis vissée sur un des trous du plateau pour le Y. Bonne fusion
 1 point
1 point -
Bon bien voila cela explique ton soucis, j'ai déjà avertie plusieurs fois de ne pas effectué de MaJ via Kiauth, la raison est lié au fait que cette version de klipper utilise quelques librairie spécifique et différente de la version officiel de klipper. Cela a conduit donc a ton soucis, Kiauth est utilisable pour mettre a jours certain service uniquement, mais je déconseille de le faire car dans 90% des cas cela finira mal. /***********************************************/ J'en profite pour indique que en 1er page j'ai mis le liens pour DL de Gcode pour le fanduct d'origine de nos SW X4 c'est fournit par Artillery j'ai pas le STL, mais ce serait assez simple a reproduire, mais on a déjà au moins le Gcode et on peux donc réimprimer la pièce si besoin1 point
-
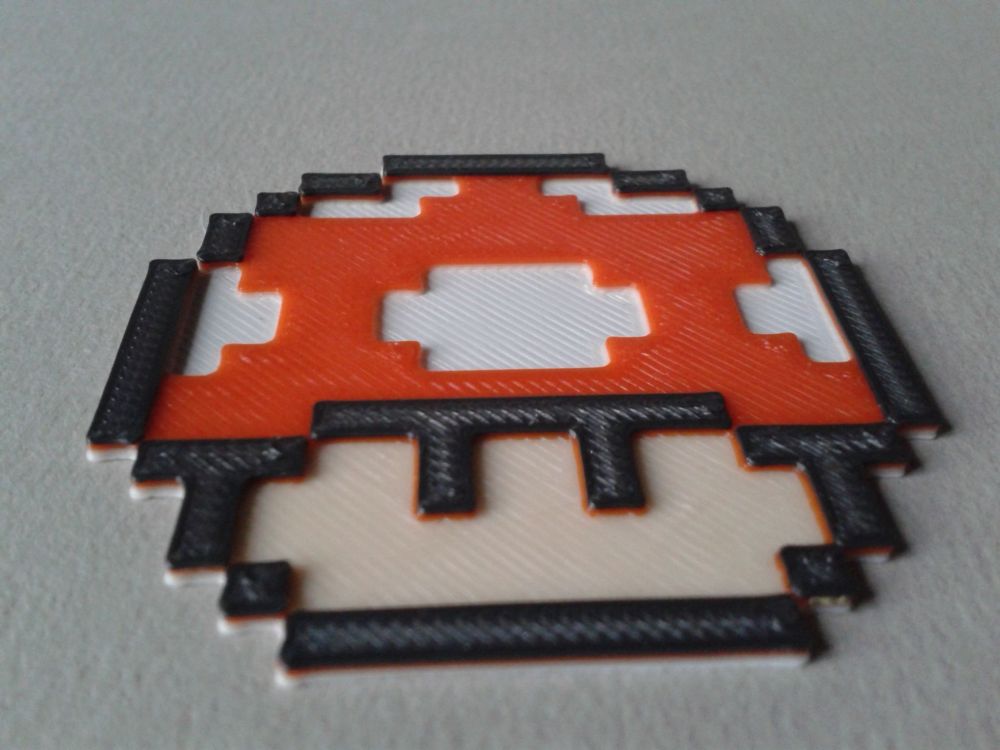
Alors si on imprime la partie en blanc sans emprunte, ça force un peu et le blanc peut traverser les couleurs précédentes si les boudins de filament ne sont pas bien soudées entres elles. J'avais imprimé la dernière pièce en faisant des réservations dans la partie blanche, le résultat était meilleure, même si cela avait pour conséquence que le détourage des réservations ne donnait pas un fond homogène1 point
-
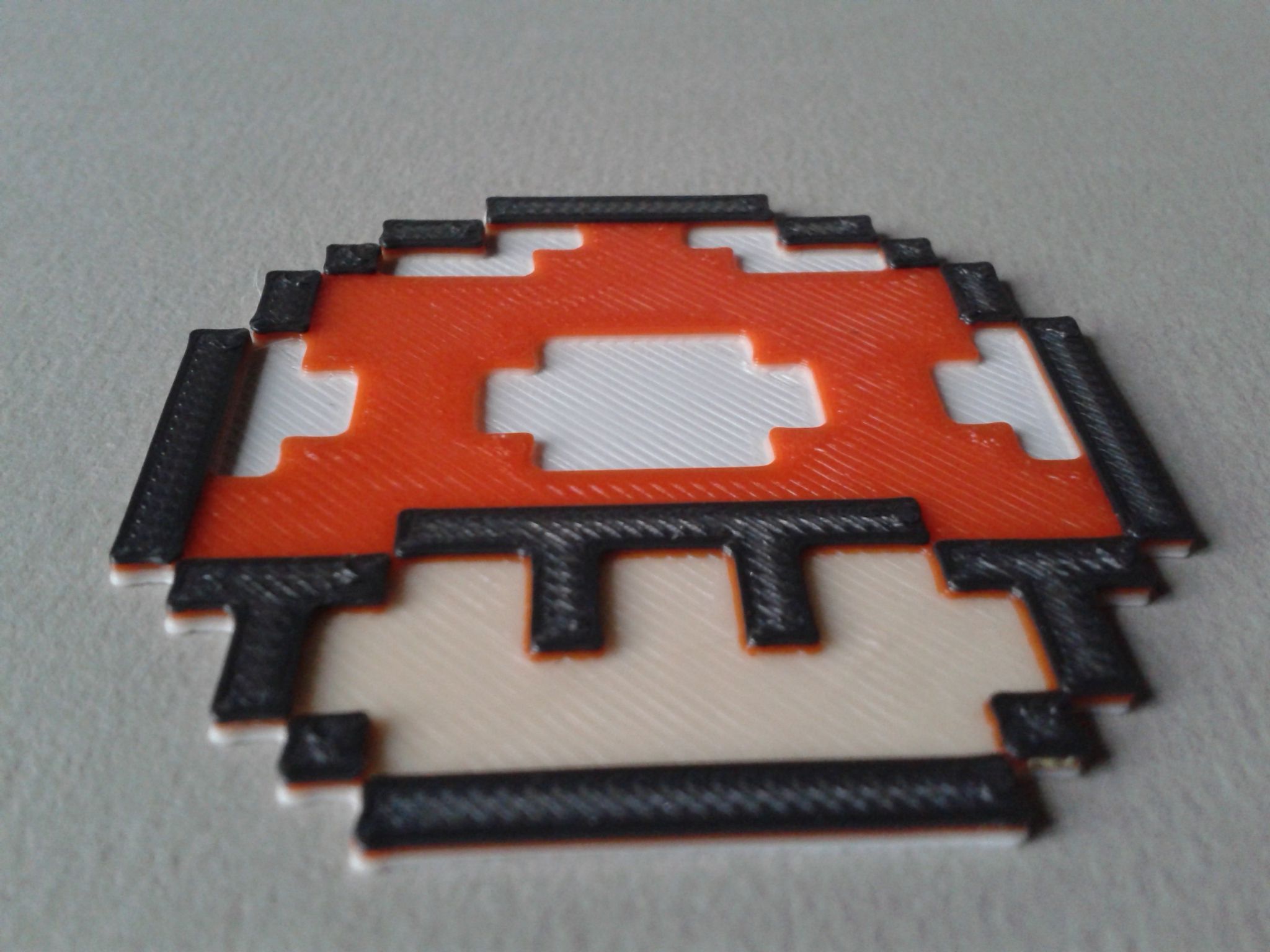
Il y a aussi cette technique de changement de couleur pour imprimer une face lisse côté bed :1 point
-
ça me parait plutôt exhaustif1 point
-
Et non Et non Oh ça chauffe1 point
-
J'ai faillu oublier de poster ça ici : Allez c'est assez facile vu que le carton est ouvert, c'est une marque que j'aime beaucoup et que j'ai déjà utilisé, je vous laisse deviner
 1 point
1 point -
Comme je ne sais pas ce qui ne va pas avec tes ressorts, il est difficile de te répondre. Le ressort sert à mettre en pression les pignons qui entrainent le filament. Il faut une bonne pression sans pour autant écraser le filament. La vis sert à régler cette pression en mettant plus moins en tension le ressort.1 point
-
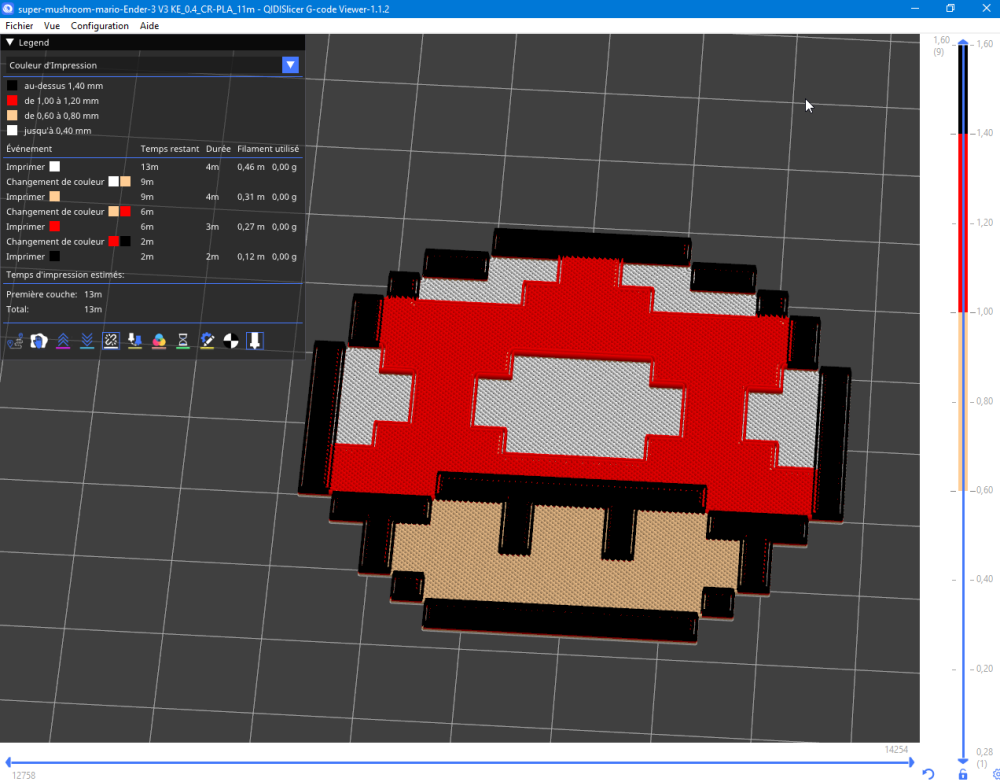
c'est normal, le logiciel ne modélise pas les couches de la tour de purge, mais ca fait une tour normale durant l'impression. pour le deuxième point, je ne crois pas qu'il y ai d'autres solutions que plusieurs lignes (avec bambu studio)1 point
-
Dejà il faut savoir si tu es sûr de ce que tu veux. Passer en direct drive, n'est pas compliqué en soi. Cependant, ce qui rend la tâche ardue, c'est l'adaptation nécessaire du système de fixation pour le rendre compatible avec l'extrudeur et les ventilateurs. Il va falloir aussi modifier le firmware. Regarder comment faire le chemin de câbles, la connectique. Bref pas mal de choses. Le problème est que tes connaissances sont limitées dans le domaine à ce jour. Ce qui impliquera un investissement conséquent en temps pour rechercher des tutoriels, des plans et des méthodes sur internet. Dans le contexte actuel, avec l'émergence de nouvelles imprimantes, Klipper, etc.. La pertinence de cette démarche est à questionner. De surcroît, la carte mère 8 bits de l'imprimante est aussi obsolète. Cela étant dit, la décision t'appartient. Engager ce projet ne sera pas du tout révolutionnaire en termes de qualité d'impression, mais représentera sans aucun doute une occasion d'acquérir une bonne expérience dans le domaine de l'impression 3D à condition d'aller au bout du projet. Modifier ma Geeetech c'est fait sur plusieurs années et au fil de mes connaissances acquises durant ces années.1 point
-
Non, il n'y a aucune information à ce jour. Il faut suivre : Bambu Lab sur TWITTER pour être averti des pré-annonces : https://twitter.com/BambulabGlobal le forum officiel pour tous les détails : https://forum.bambulab.com/c/announcements/101 point
-
@MLS3D Inscrit il y a 7 heure pour mettre 1 message même pas une présentation et c'est pour faire de la pub d'un filament dans un poste de 2017 d'une marque concurrente.... rien que pour ça, je n'achèterai pas de ton truc...1 point
-
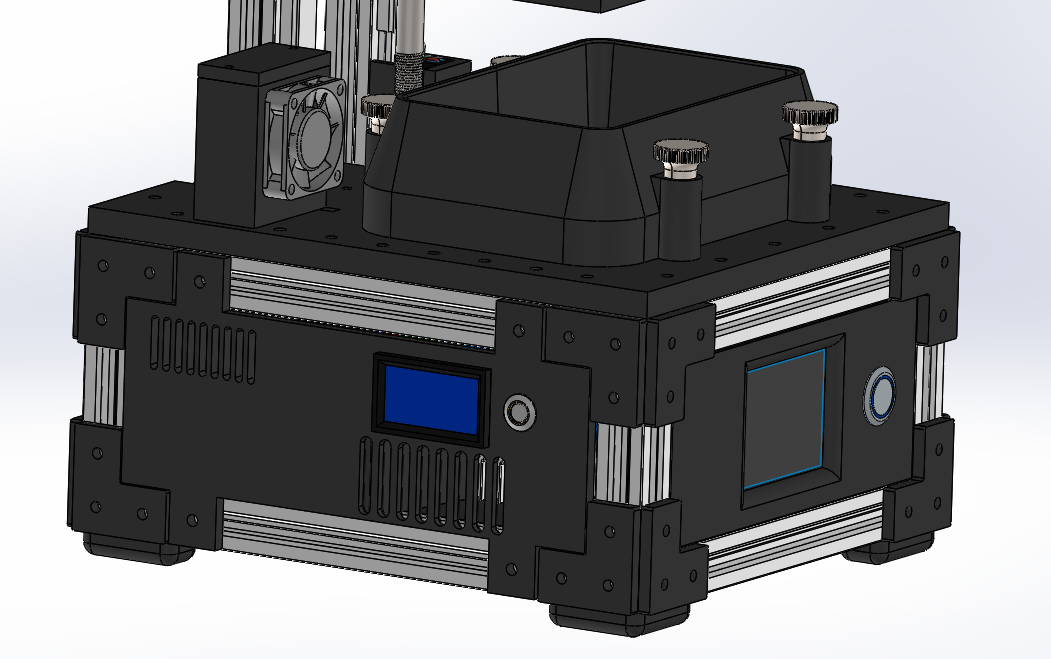
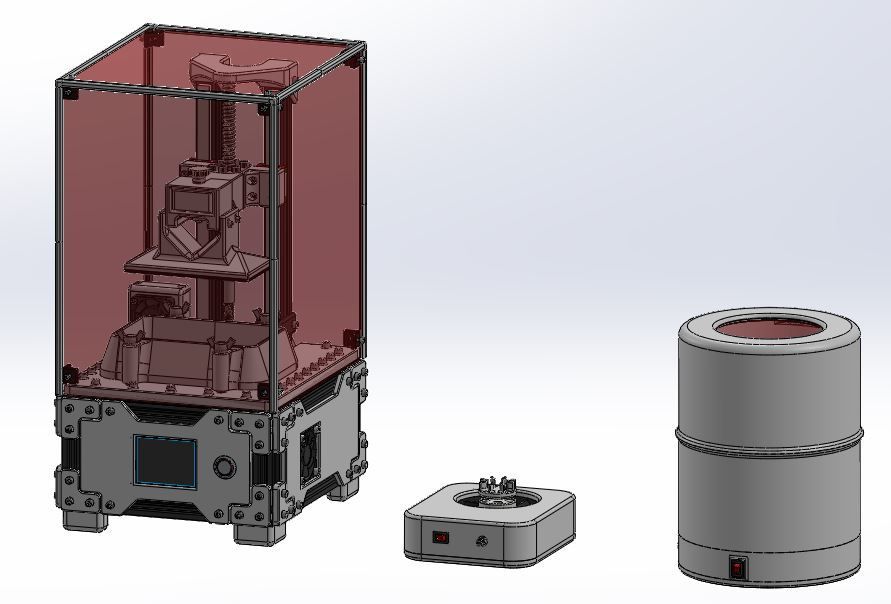
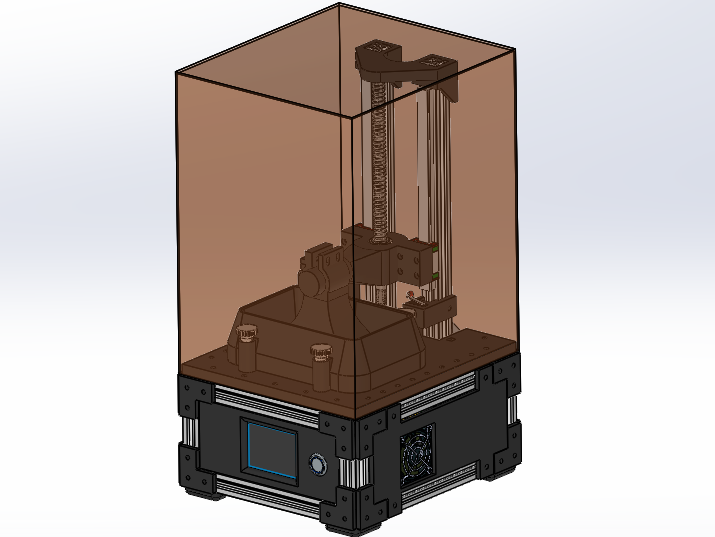
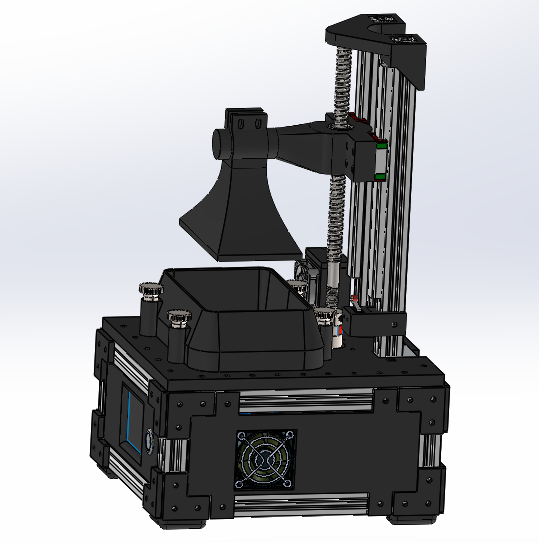
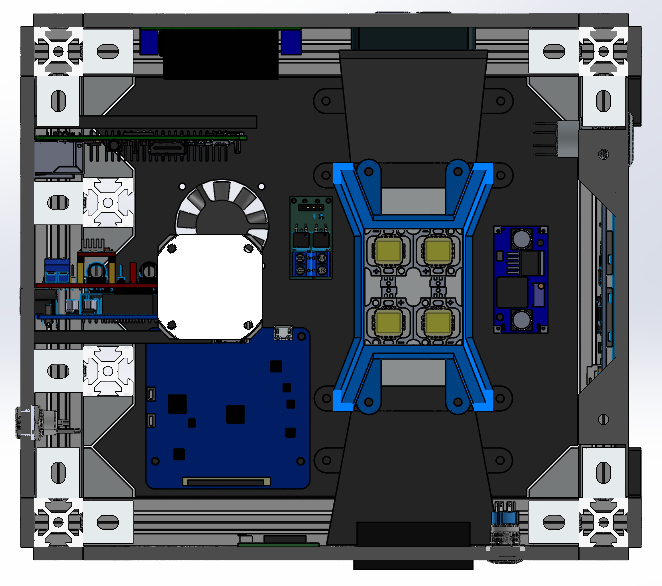
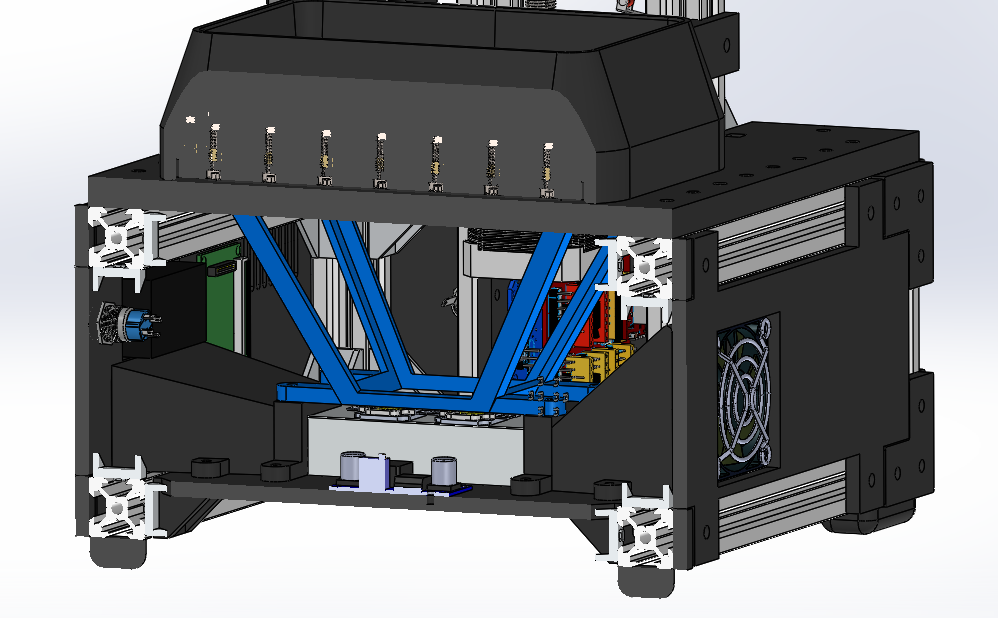
Bonjour à tous, J'ai terminé l'ébauche de la conception d'une imprimante 3D de type MSLA (il ne me reste plus qu'à améliorer la partie design). A première vue, avez-vous des remarques, ou voyez vous des problèmes de conception ? Merci beaucoup (fonctionnement sous RPI NanoDLP + Arduino Uno sous GRBL, lumière UV de 40W et écran 2K 5.5") J'ai été contraint de placer les vis du bac de résine en avant et en arrière de celui-ci par manque de place, car je veux pouvoir imprimer chaque pièces composant la machine. Budget estimé : un peu moins de 300 euros. Il y a un système de purification d'odeurs à gauche du profilé Z gauche, et un écran indiquant la température de certains composants sur la face latérale gauche.
 1 point
1 point -
Bonjou @robin26i je n'ai pas cette imprimante, si tu ne l'as pas, je te joins le manuel utilisateur : cela peut t'aider à bien positionner le z switch end-stop, ou voir si il fonctionne, Dans Cura 5.6 (et sûrement dans d'autres versions) la longer LK4 pro est configurée, donc pas besoin de prendre le vieux slicer tel qu'indiqué dans le manuel. Arrives-tu à faire le home XY et le home Z ? LK4-Pro-User-Manual.pdf1 point
-
C'est une adresse locale, donc sans connaitre l'adresse IP de ma box, ça va pas etre simple de rentrer dans mon HA1 point
-
Tu as de la chance, ça a été rapide, j'ai envoyé les photos dimanche et je n'ai toujours rien reçu :(0 points