Classement




Contenu populaire
Contenu avec la plus haute réputation depuis 02/03/2026 Dans tous les contenus
-
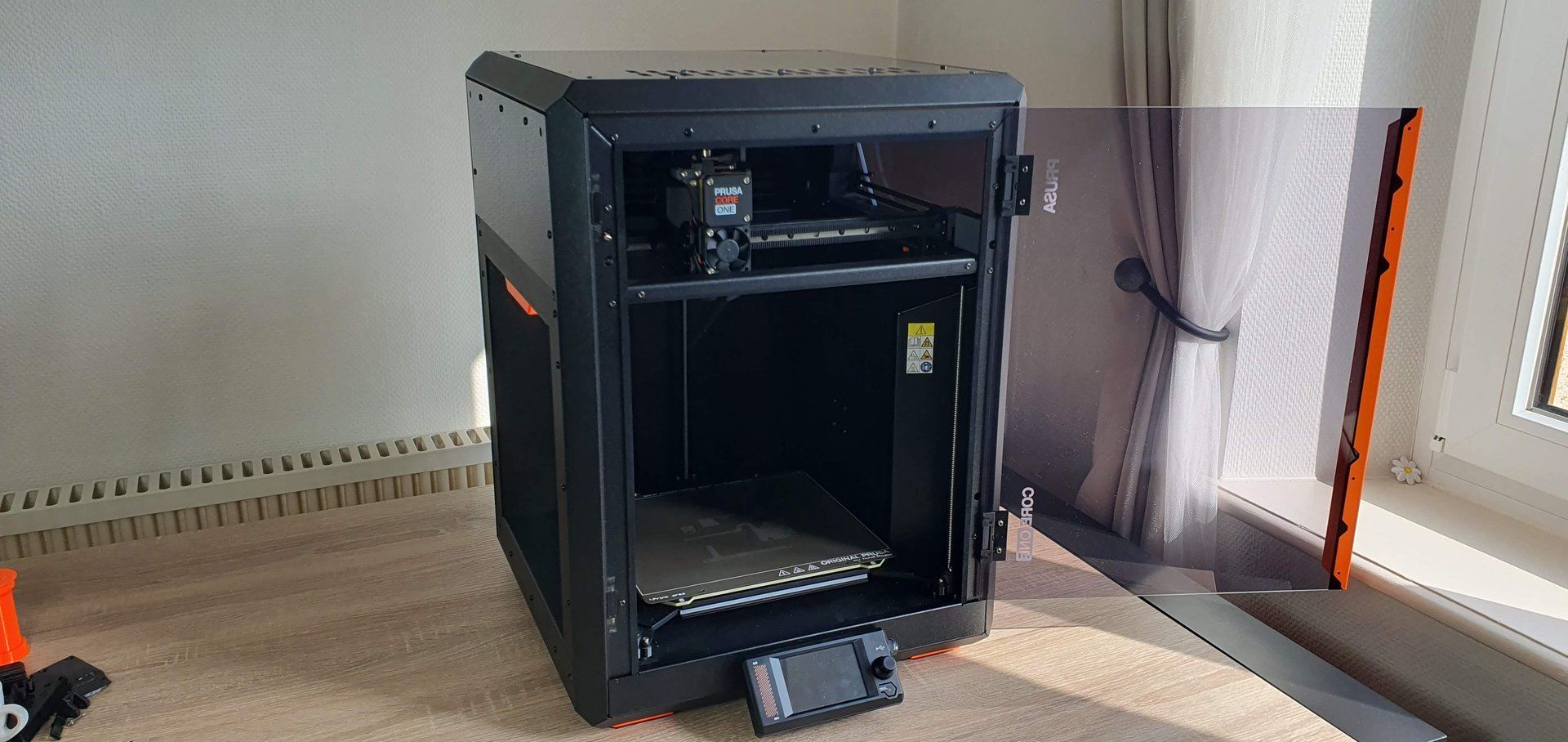
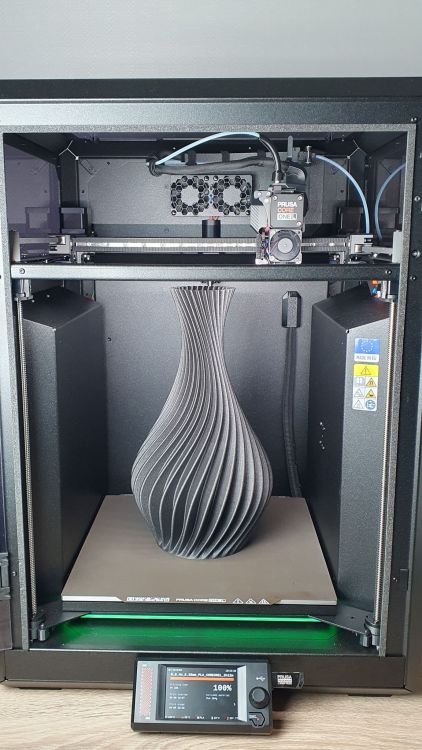
Bonjour à tous, Une fois n'est pas coutume, Prusa nous a envoyé sa Prusa CORE One L afin que nous la testions. Et on va se faire un plaisir de la décortiquer. Ce n'est pas à proprement parler une remplaçante, elle ne succède pas à la Prusa CORE One. Il s'agit plutôt d'un modèle avec des caractéristiques qui répondent à des besoins (et porte-monnaies) différents. Elle est annoncée pour une dimension seulement 10% supérieure, mais avec un volume d'impression doublé. Comme d'habitude, n'hésitez pas à me faire part de vos questions, interrogations, envies d'impressions, j'essaierai d'y répondre. Fiche technique des points clés qui diffèrent avec la CORE One+ standard : Dimensions de la machine 469×521×635mm pour 21,9kg Volume imprimable 300x300x330mm Plateau chauffant AC en aluminum épais, jusqu'à 120°C avec moins de 2°C de variation sur 99% de la surface. Extrudeur Nextruder avec buse de 0.4mm HF en laiton + 0.4mm durcie pouvant monter jusqu'à 290°C Chambre chauffée de manière semi-passive (deux ventilateurs sous le plateau chauffant) jusqu'à 60°C Caméra de série Accéléromètre de série Pour le reste, on retrouve les mêmes caractéristiques. Elle parait impressionnante sous cet angle, mais elle n'est pas tellement plus grosse, surtout elle fait le même poids ! Bon c'est vrai que la CORE One parait petite à côté. On voit bien le volume d'impression doublé, on aurait presqu'envie de jouer aux poupées russes. Je vous passe l'unboxing, vous l'aurez sur le blog. Le déballage est facile et rapide, un QR code nous renvoi sur une vidéo montrant toutes les étapes. Enlever les protections de transport, "clipser" l'écran (magnétique), le porte bobine à clipser également, et sélectionner la langue. C'est tout, la machine est prête à imprimer sortie du carton, avec sa bobine incluse de 1kg de PLA. Ah qu'il est loin le temps des kits, c'est moins fun mais c'est pas plus mal. En premières impressions (ressenties), bien que très similaire je trouve que la Prusa CORE One L fait "plus fini". Lorsqu'on est habitué on remarque tout de suite les petits détails, la poignée de porte rivetée, les tiges trapézoïdales lubrifiées, la grille des ventilateurs de chambre moins cheap, le capot supérieur clipsé (plus de rivets) et plein de petites pièces différentes. Ce n'est clairement pas un simple upsizing. Ne vous inquiétez pas je reviendrai sur tous ces petits détails, certains sont intéressants. Pour le moment j'ai effectué quelques petites impressions test en PLA juste pour voir si tout allait bien, et devinez quoi... tout va bien. Actuellement elle est en train de monter sa première pièce de 33cm de haut, un tiers d'une bobine est en train d'y passer, je vous poste le résultat tout à l'heure (4h d'impression). Je peux juste vous dire que ça me fait un peu le même effet qu'avec la XL les premières fois, les pièces imprimées paraissaient beaucoup plus petites sur le slicer qu'en vrai. EDIT: Et voilà le résultat, près de 300g en 3h25, couches de 0.25mm, paroi de 1mm avec la buse 0.4HF d'origine. Vous vous souvenez de Hulk, l'impression Zmax de la CORE One ? Il est pas bien grand finalement. Maintenant qu'on sait quelle marche bien, on va pouvoir passer à des tests plus conséquents.



 8 points
8 points -
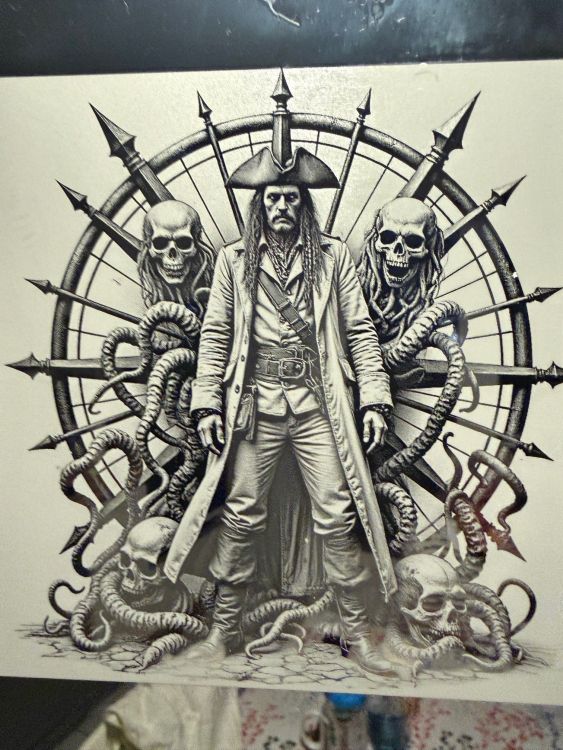
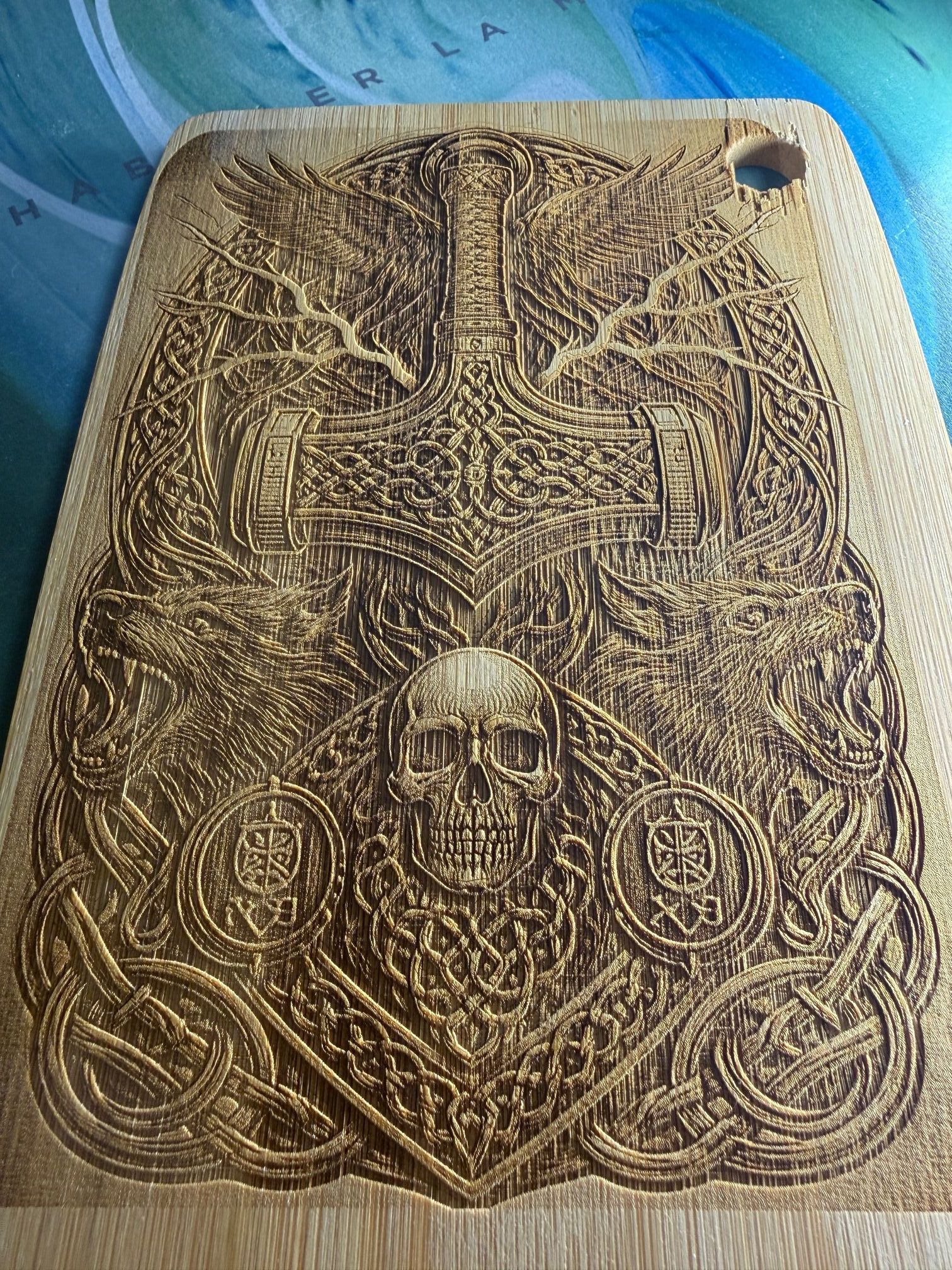
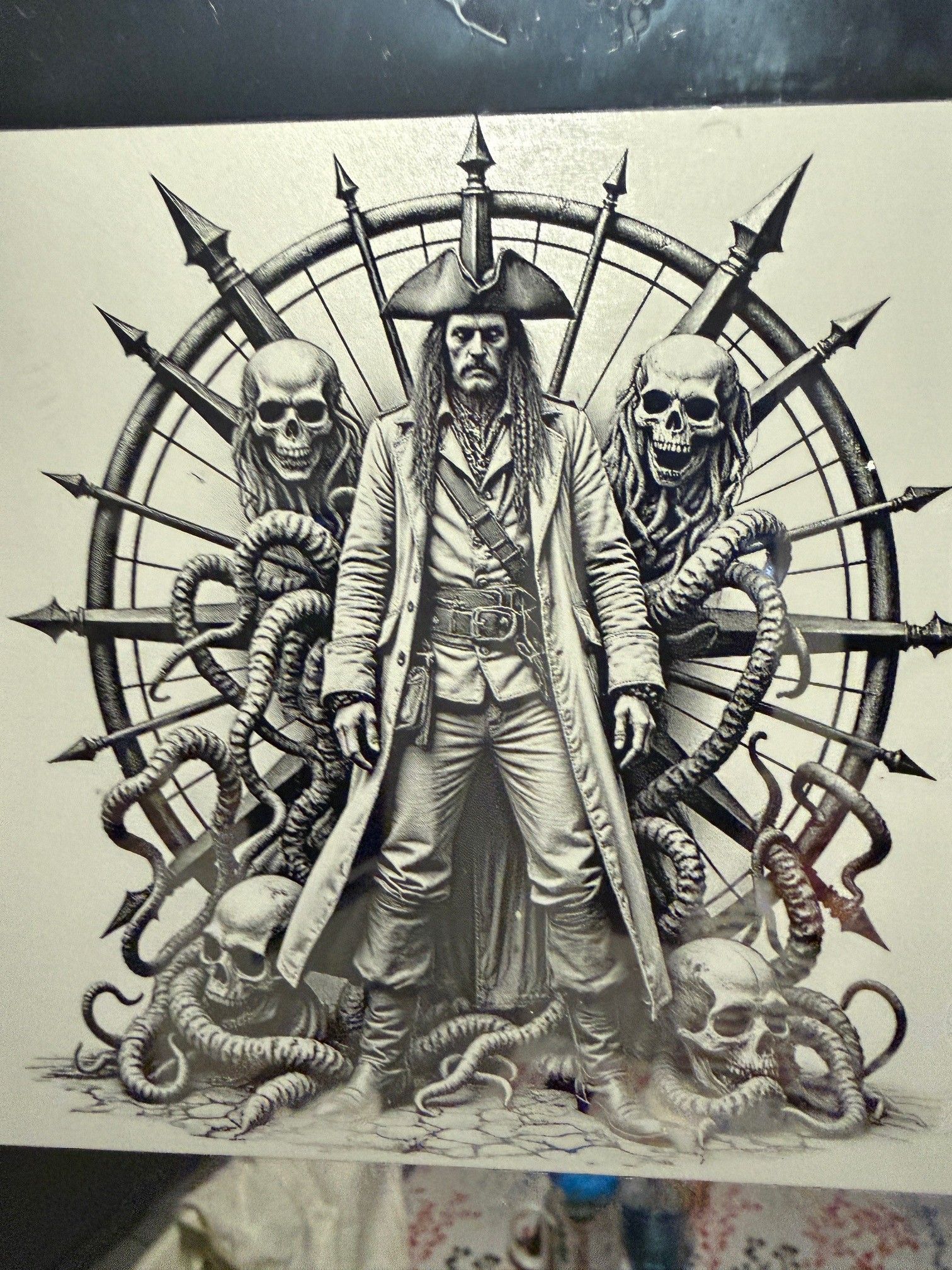
Pirates en relief au laser.
 8 points
8 points -
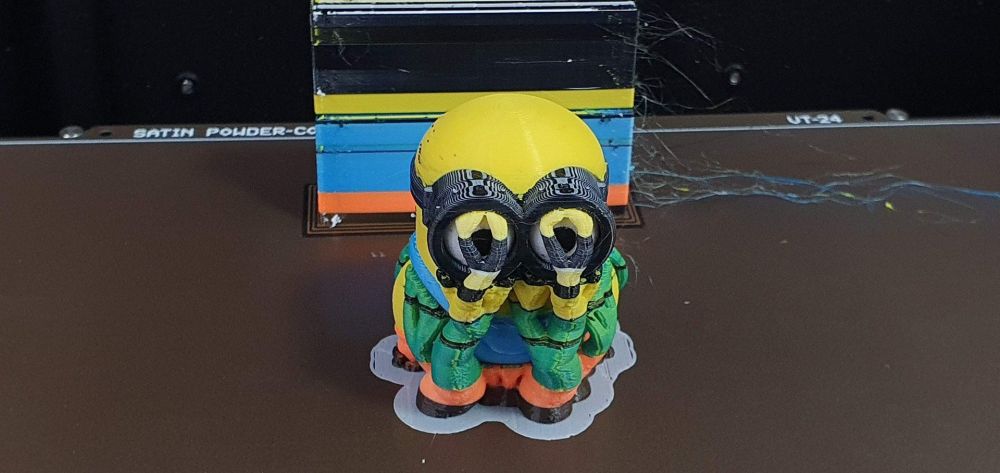
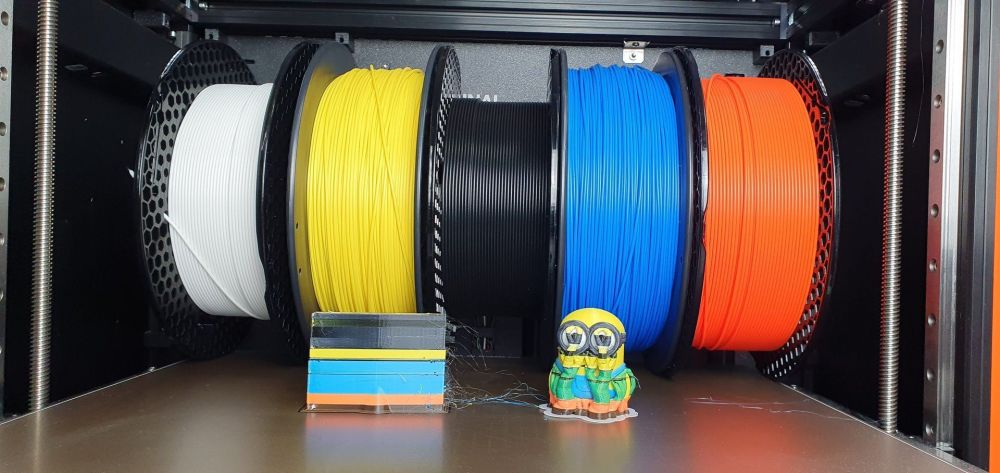
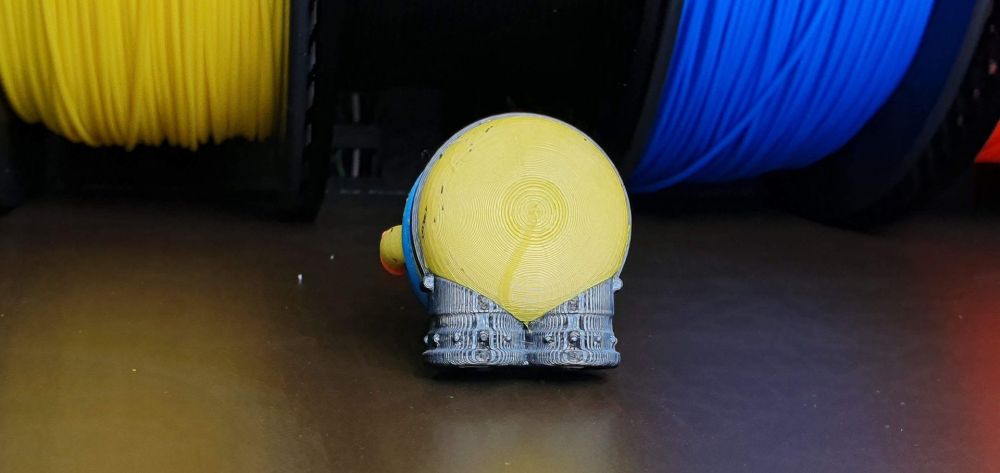
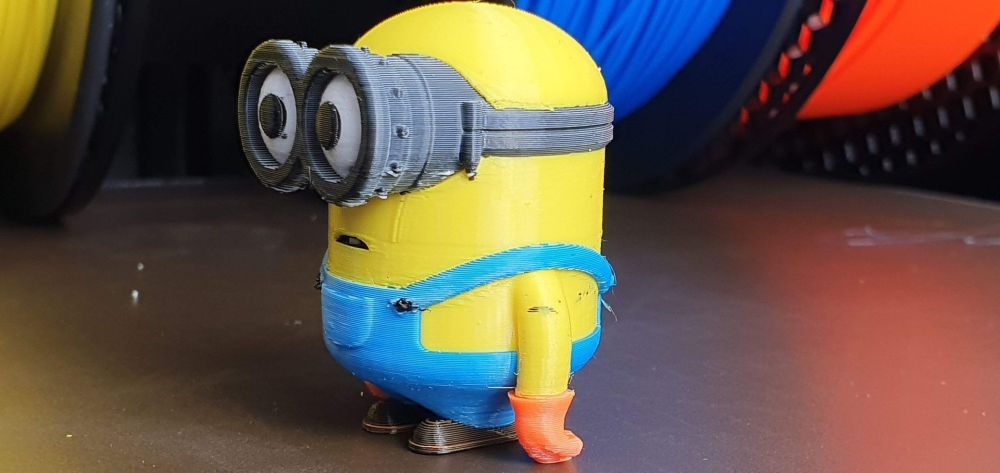
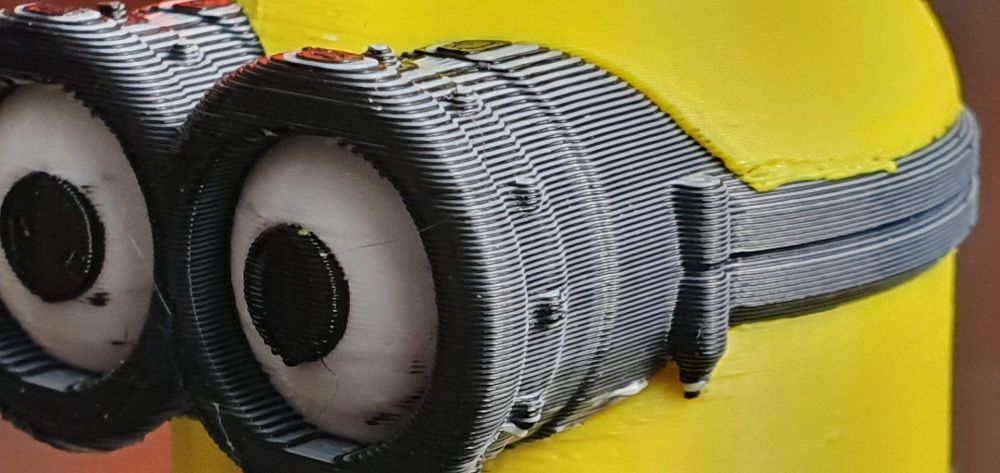
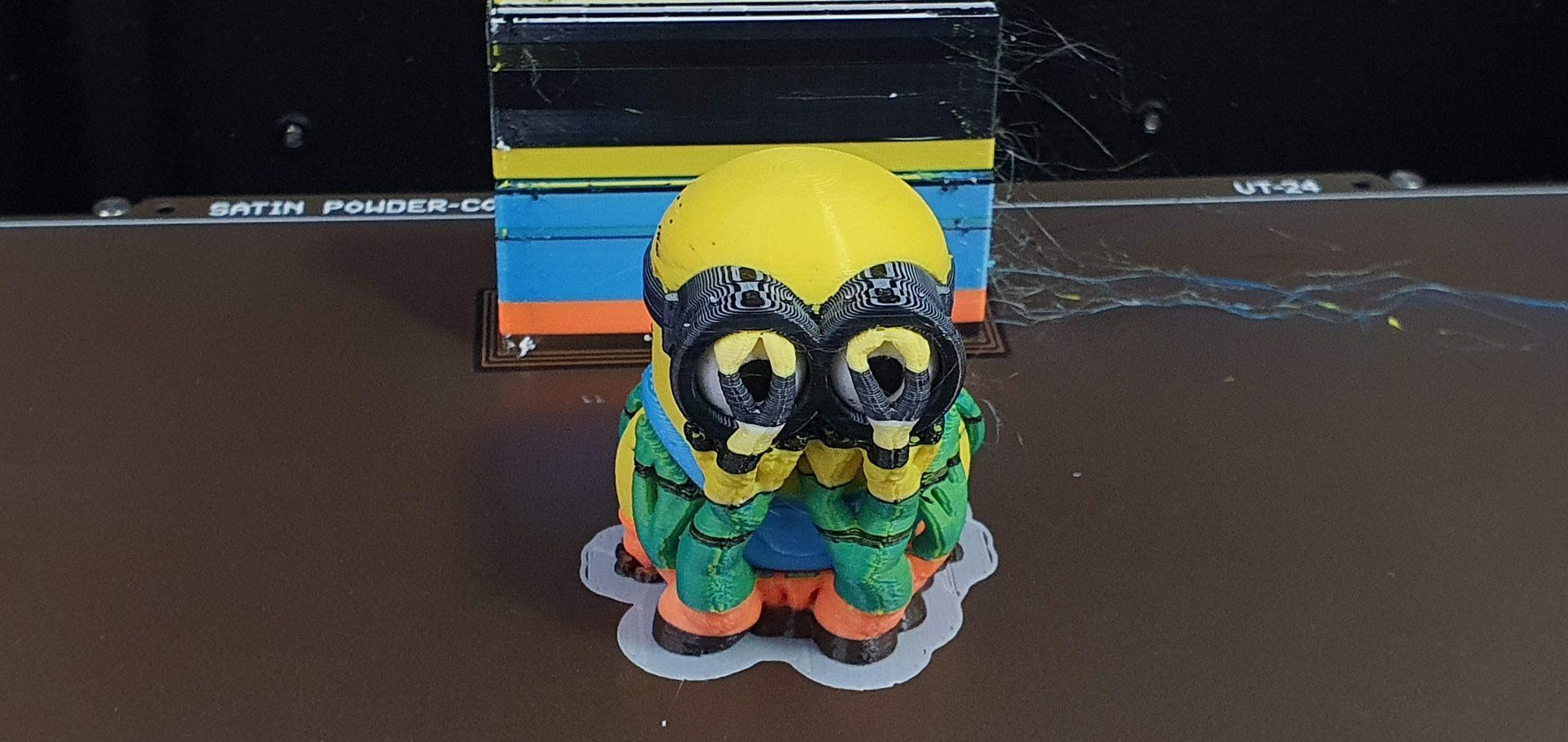
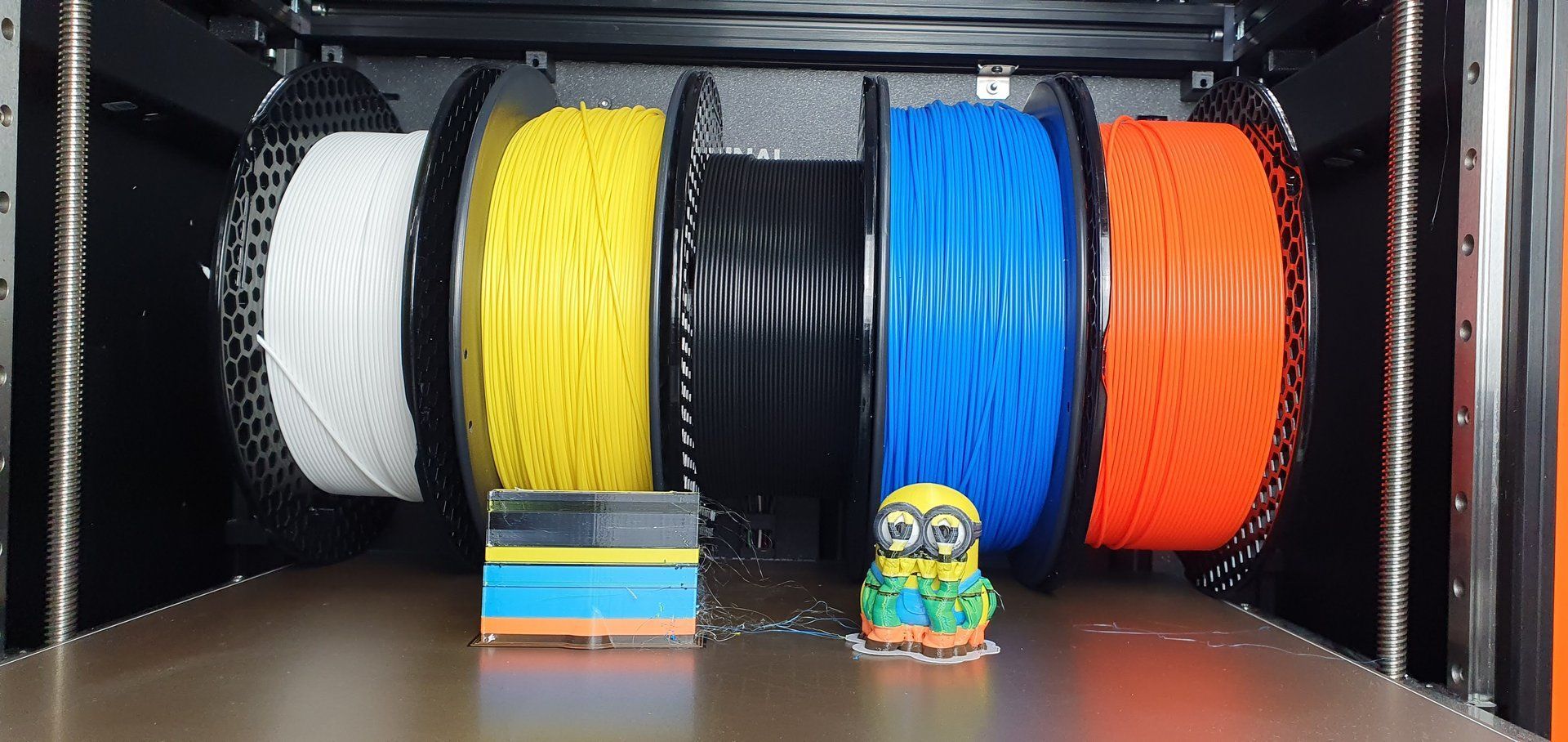
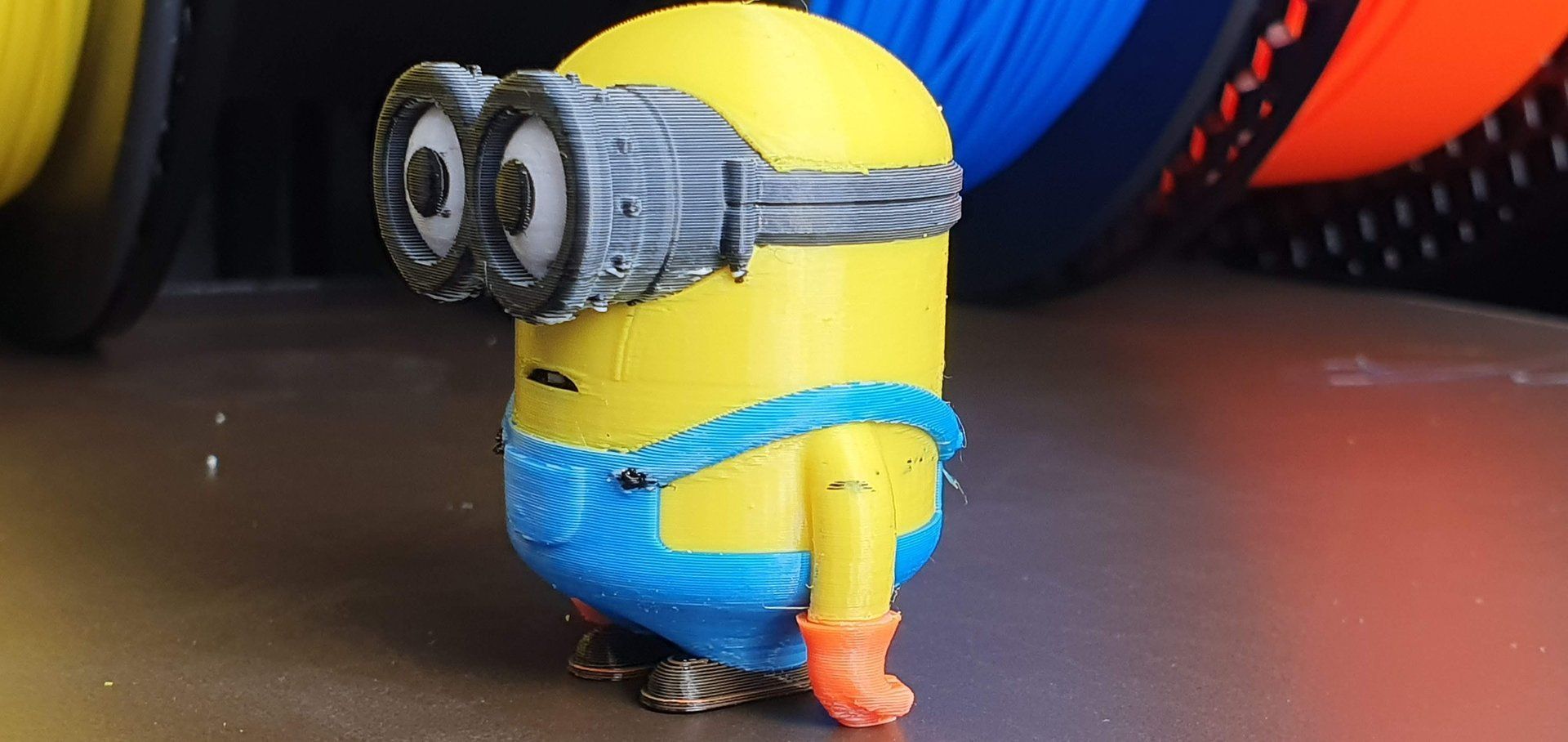
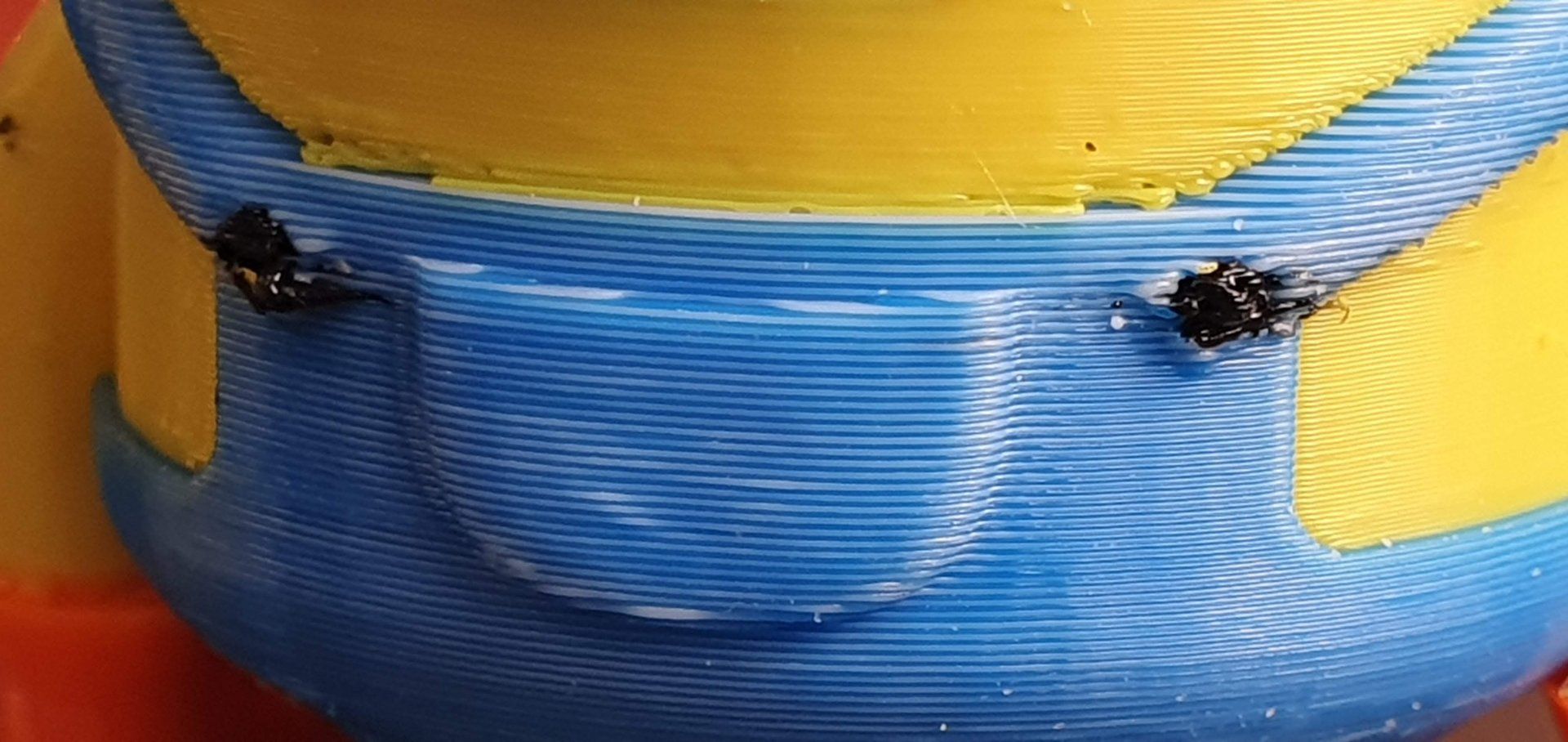
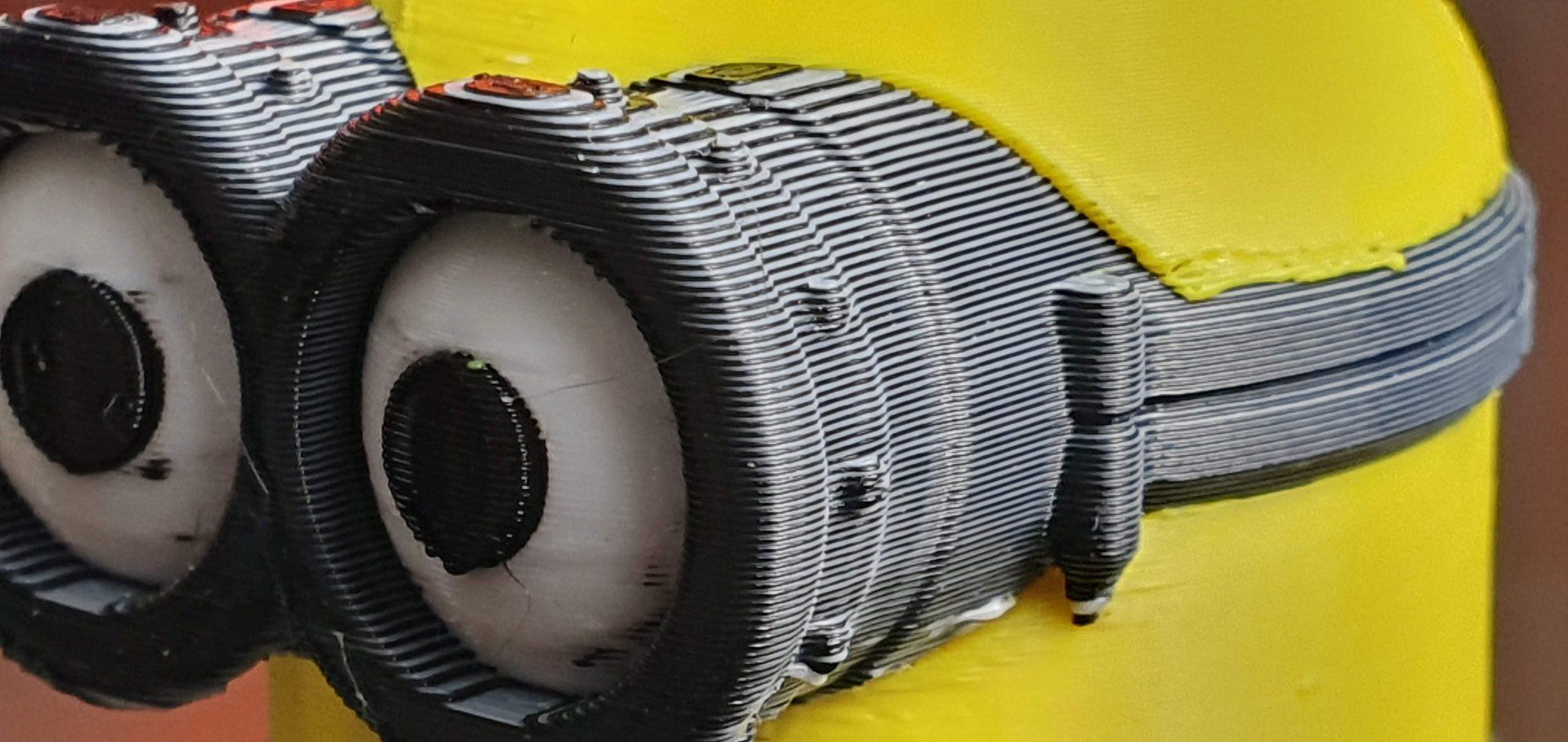
Allez hop, voici le résultat. Assez pourri les réglages du profil par défaut de OrcaSlicer pour la XL je dois dire. Ca file, y'a des pétouilles partout, et j'ai un gros problème d'extrusion et/ou de cohésion des couches (ça délamine tout seul comme si j'avais mélangé du PETG, j'ai vérifié c'est bien du full PLA). Mais on va dire que c'est secondaire, faut garder le focus sur la technique d'empilement des couches. Résultat brut : Le même avec les bobines utilisées derrière et un éclairage diffus neutre pour apprécier les différences de nuances de couleurs (on note du vert dans les supports, mais il n'y en a pas dans le modèle) : Le minion sans les supports, on commence à apprécier le gris des lunettes : Le dessus où on voit bien les marches d'escalier : De profil : Zoom sur les chaussures, le noir prédomine, je m'attendais à un marron plus clair et les gants plus beige : Zoom sur la salopette, on distingue à peine les alternances blanc/bleu. Il s'agit de "bleu france", ici il est bien éclairci : Zoom sur les lunettes, là on distingue parfaitement les alternances noir/blanc : Franchement pour un premier résultat, c'est plutôt prometteur, mais un peu déçu du rendu. Je pense qu'il y a un gros travail à faire pour étalonner les couleurs selon les bobines qu'on a, et le rendu sur écran. Sinon ça s'éloigne vite de ce qu'on souhaite obtenir. En conclusion je dirais que le résultat obtenu est du niveau du "Chicken 1.0", ce qui est cohérente puisque rien n'est étalonné/optimisé sur ma config (sauf mon écran qui est calibré). Qu'en pensez-vous ?


 8 points
8 points -
Je veux bien partager ton message mais je remarque qu'une fois @pascal_lb a mis plus de 12 minutes à proposer une solution (12 minutes 34 exactement)... Une vie de famille je veux bien, mais quand même, il y a des limites.8 points
-
Les cheveux vont être compliqués à imprimer
 8 points
8 points -
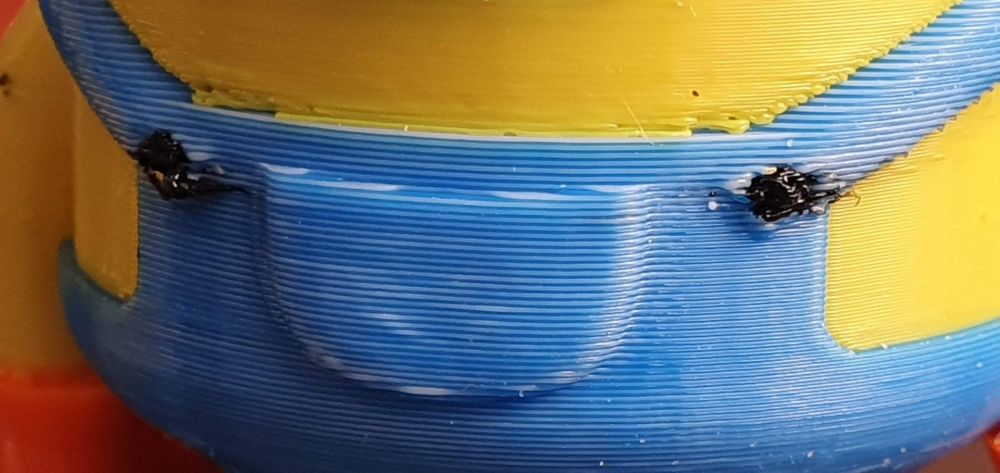
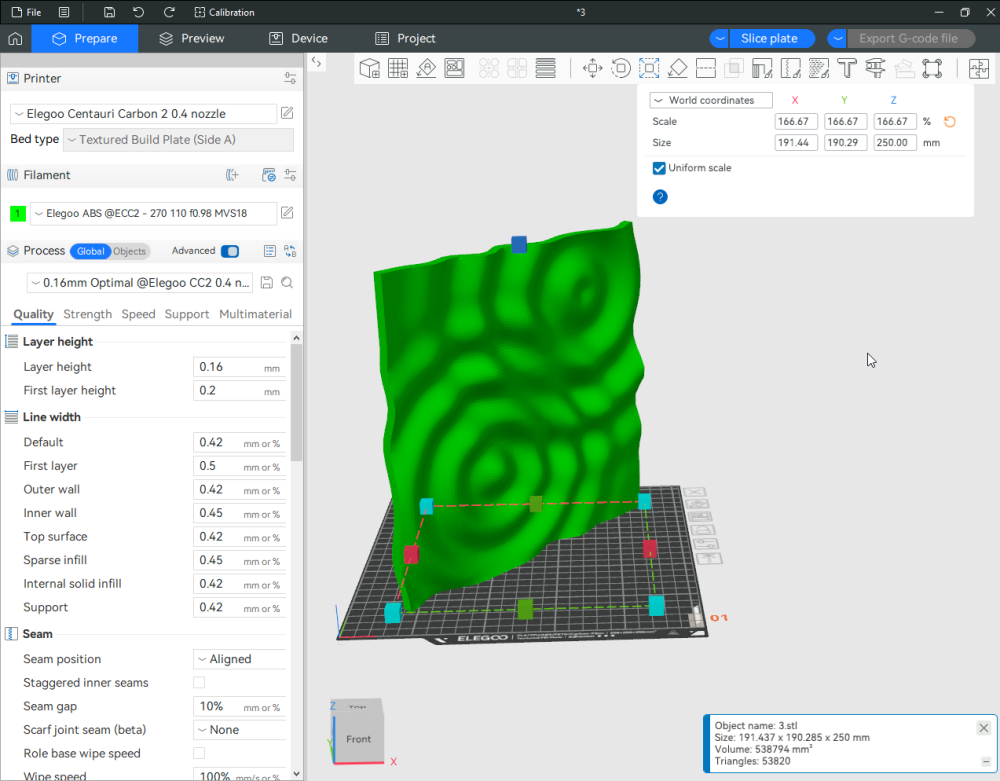
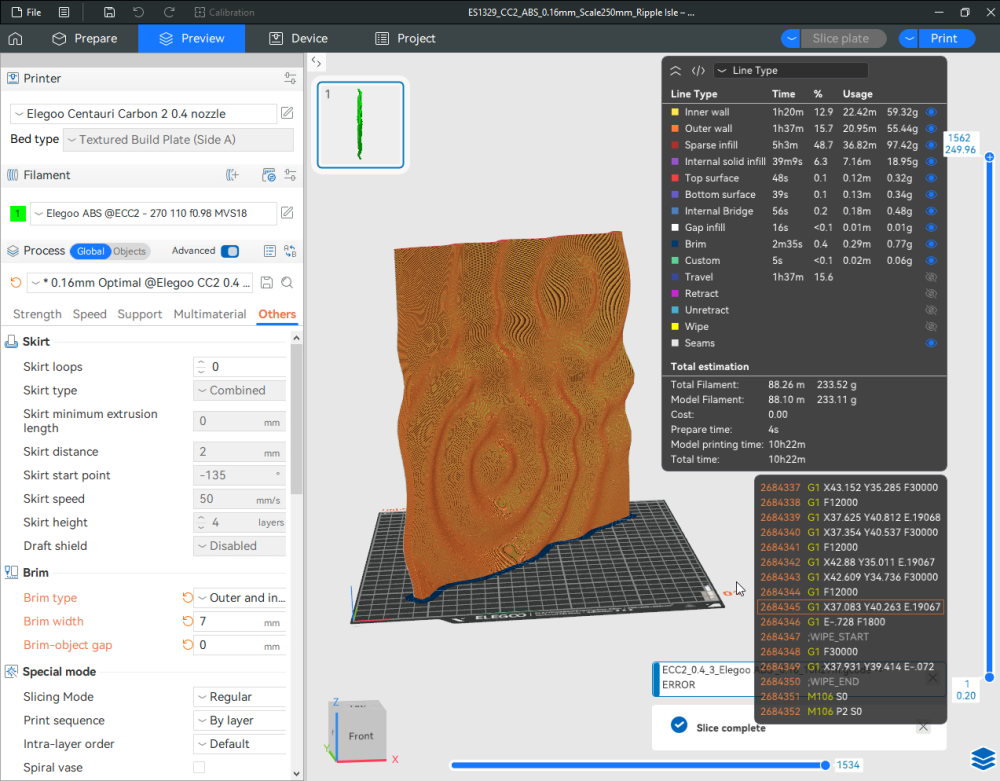
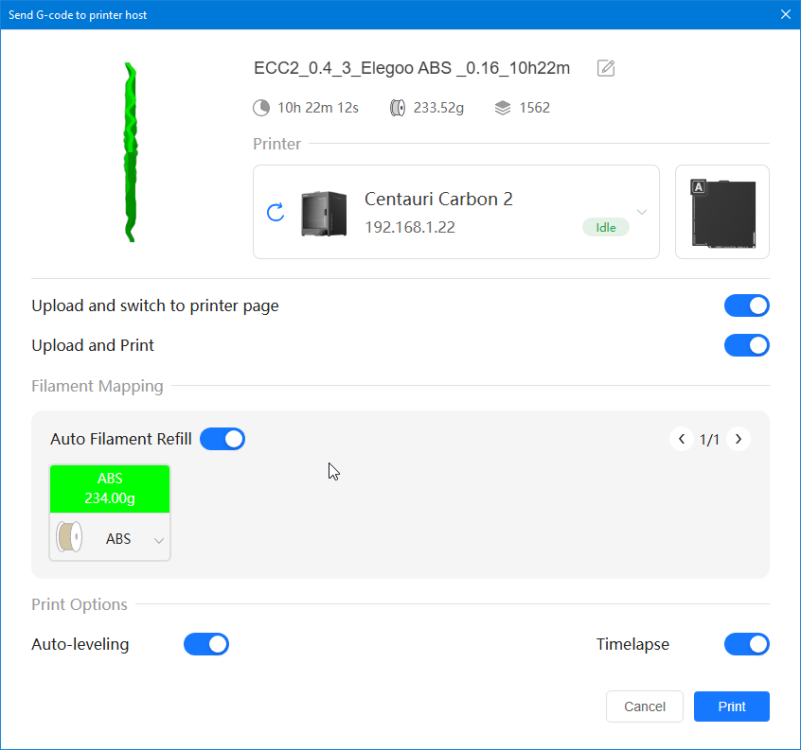
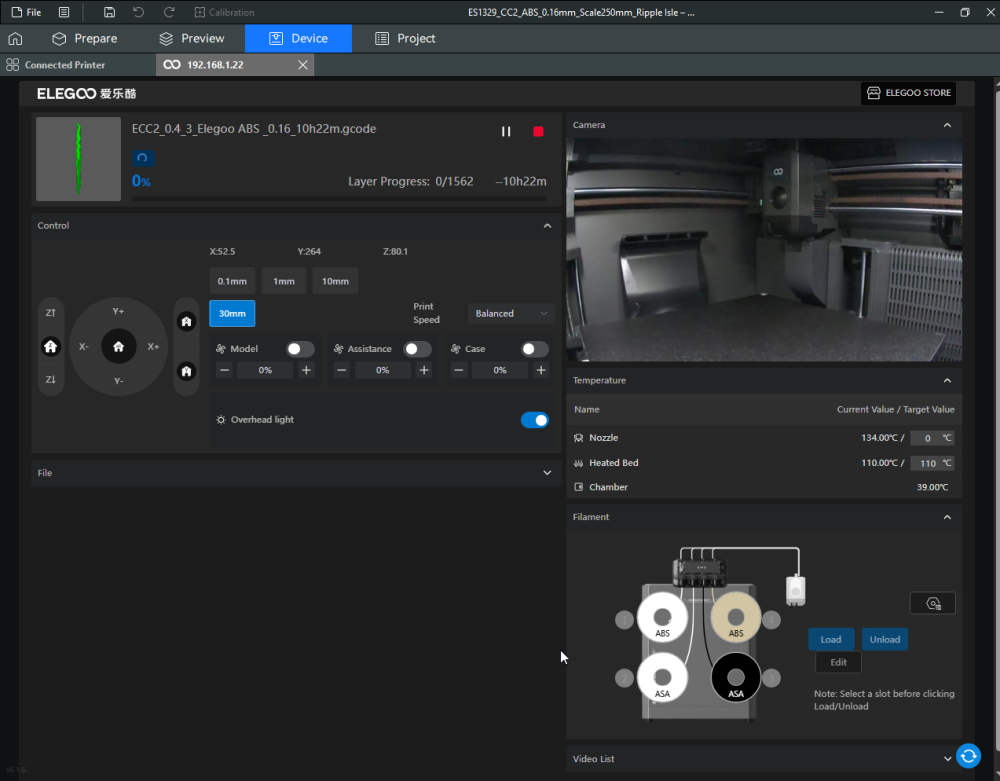
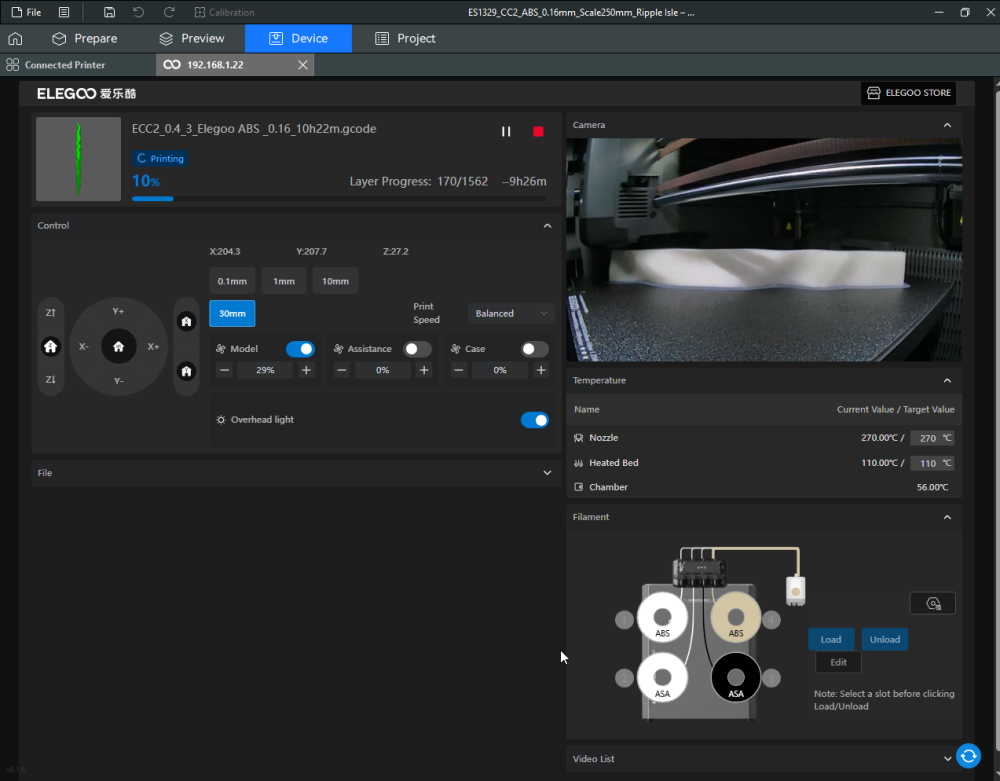
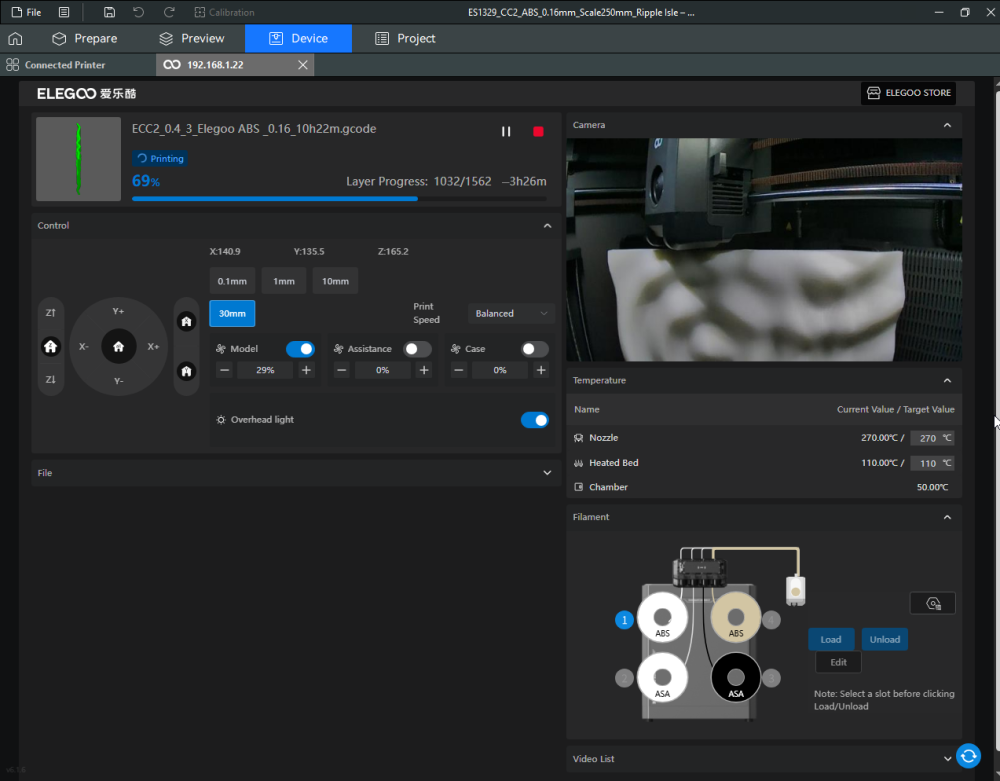
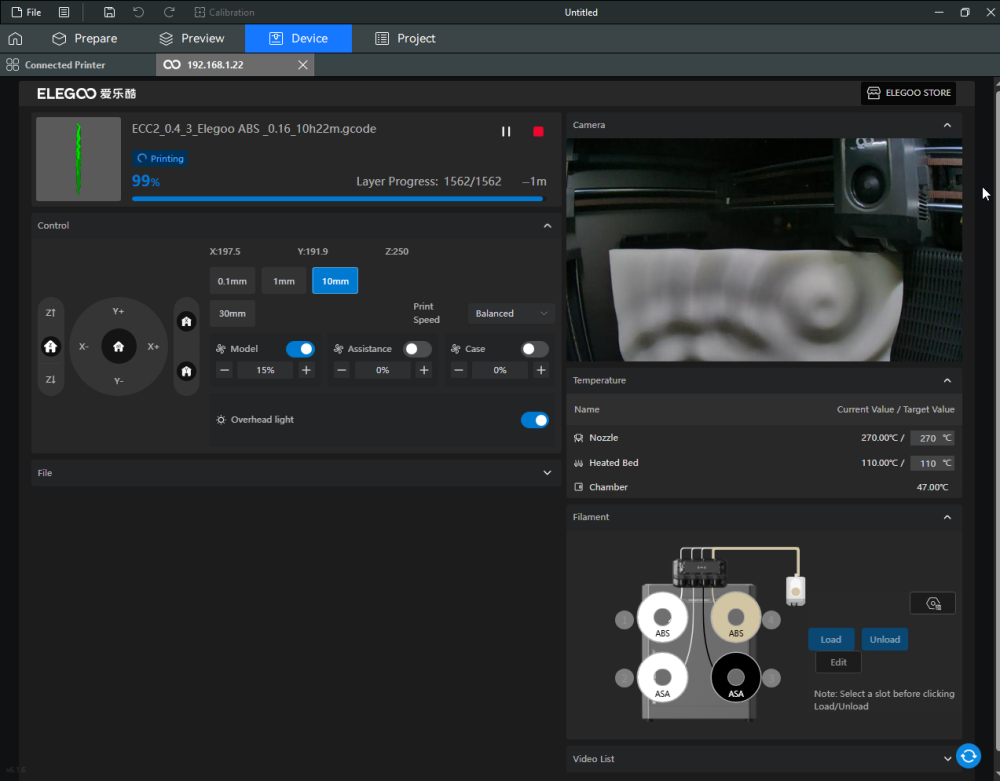
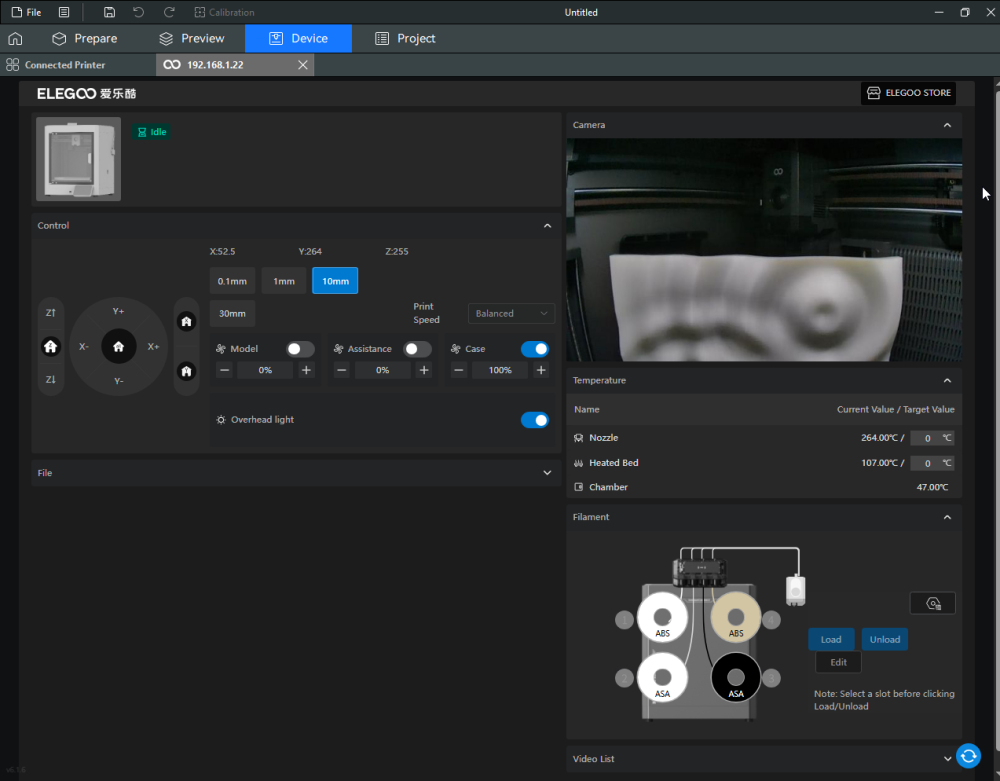
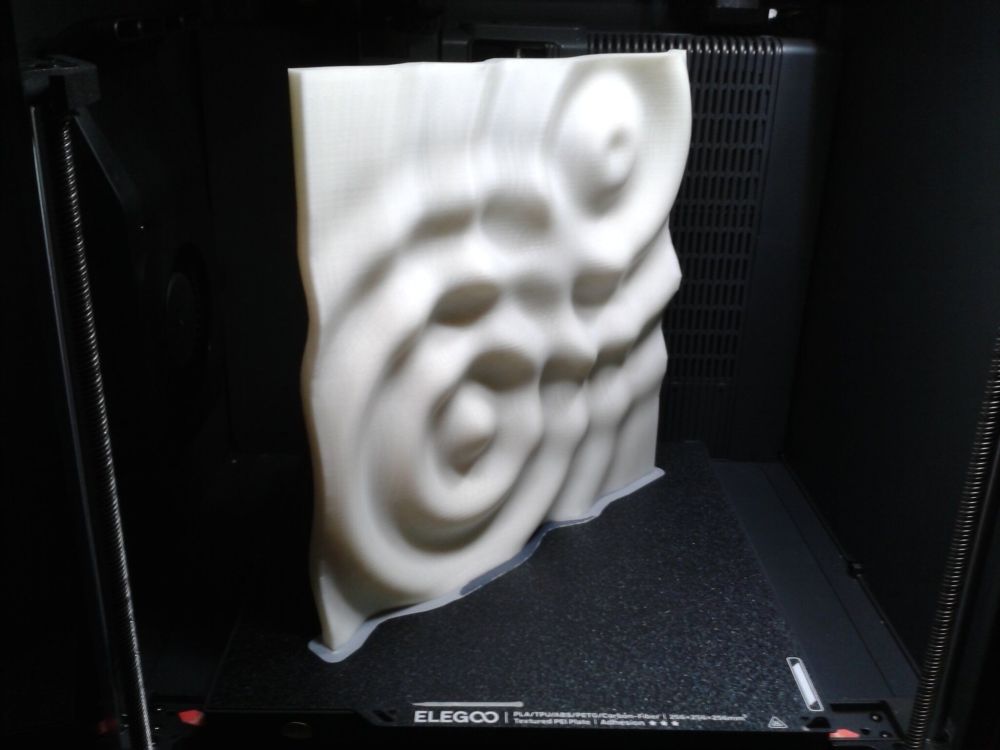
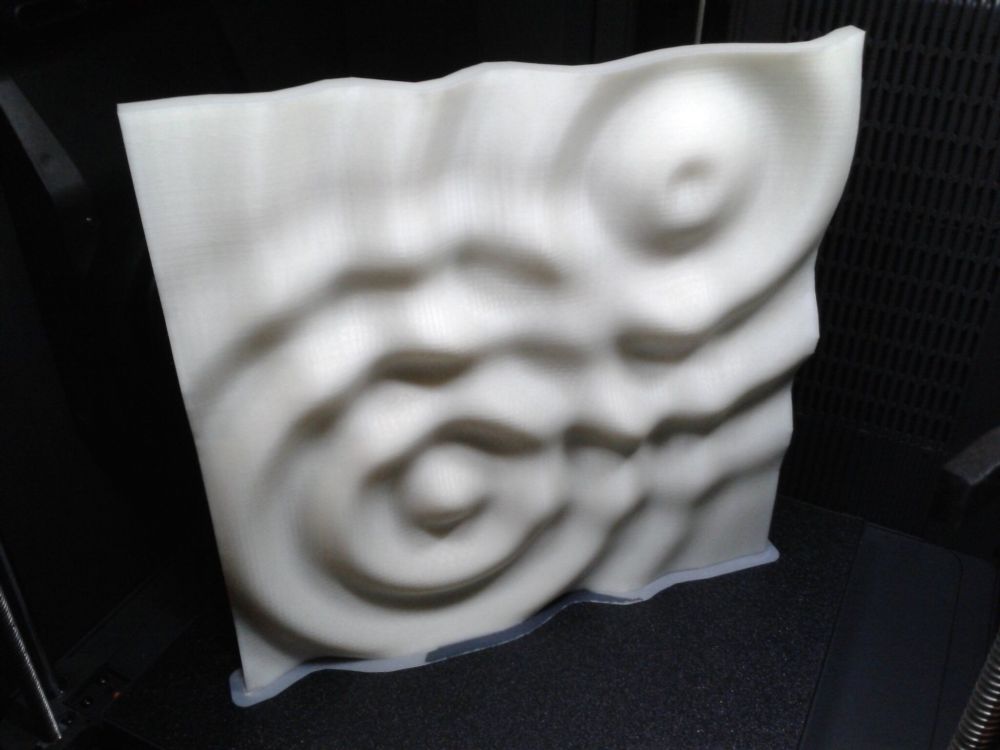
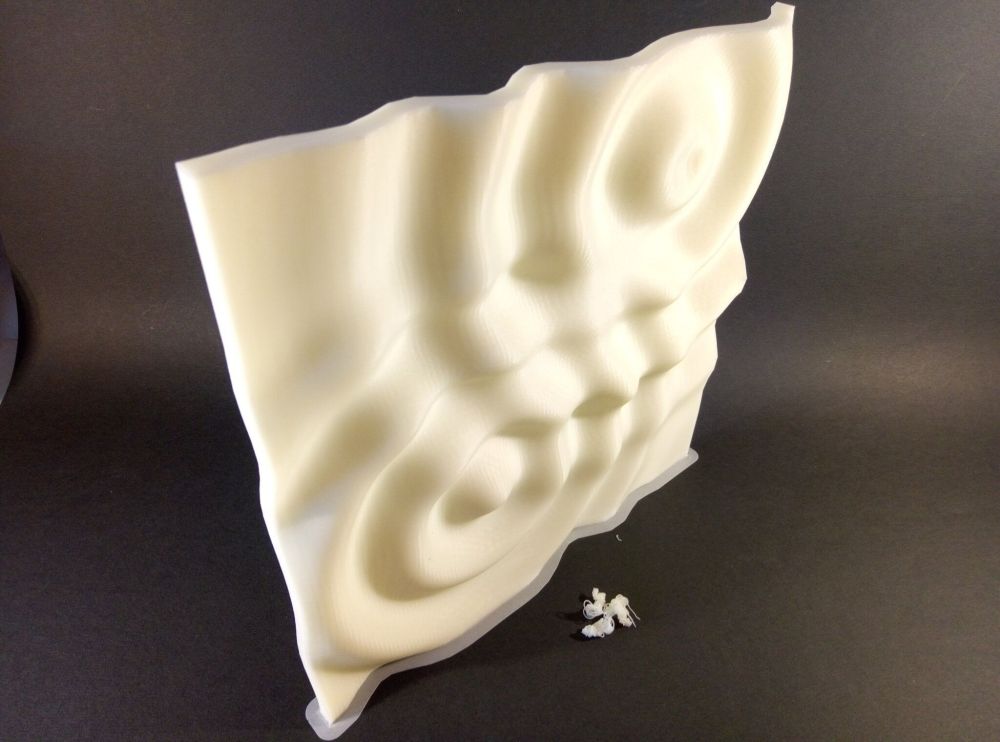
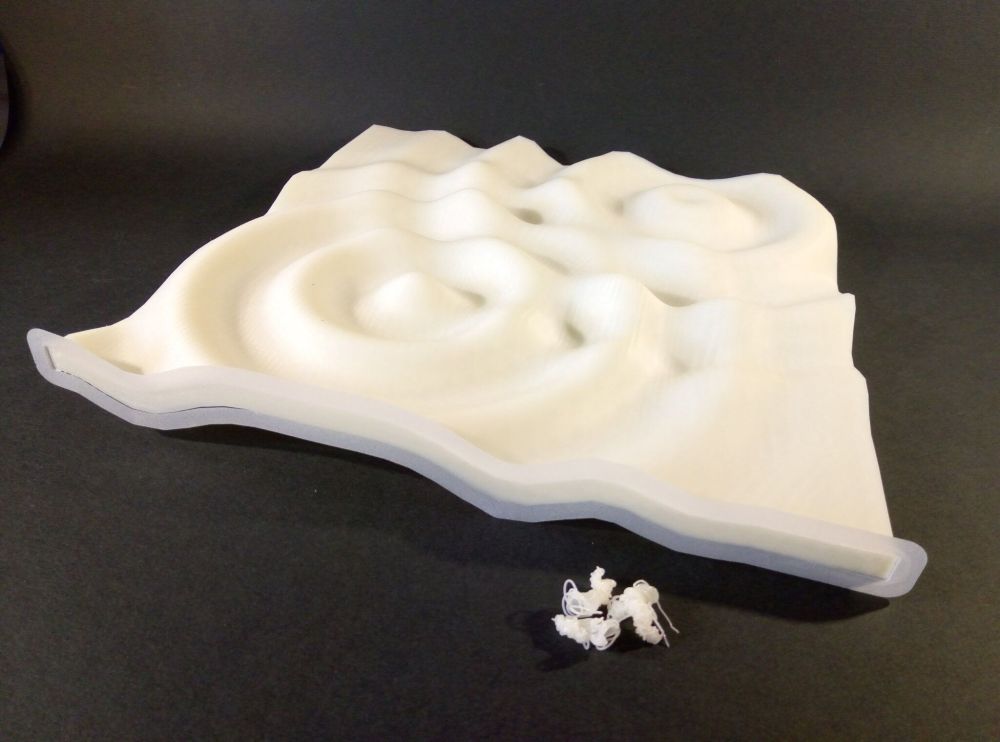
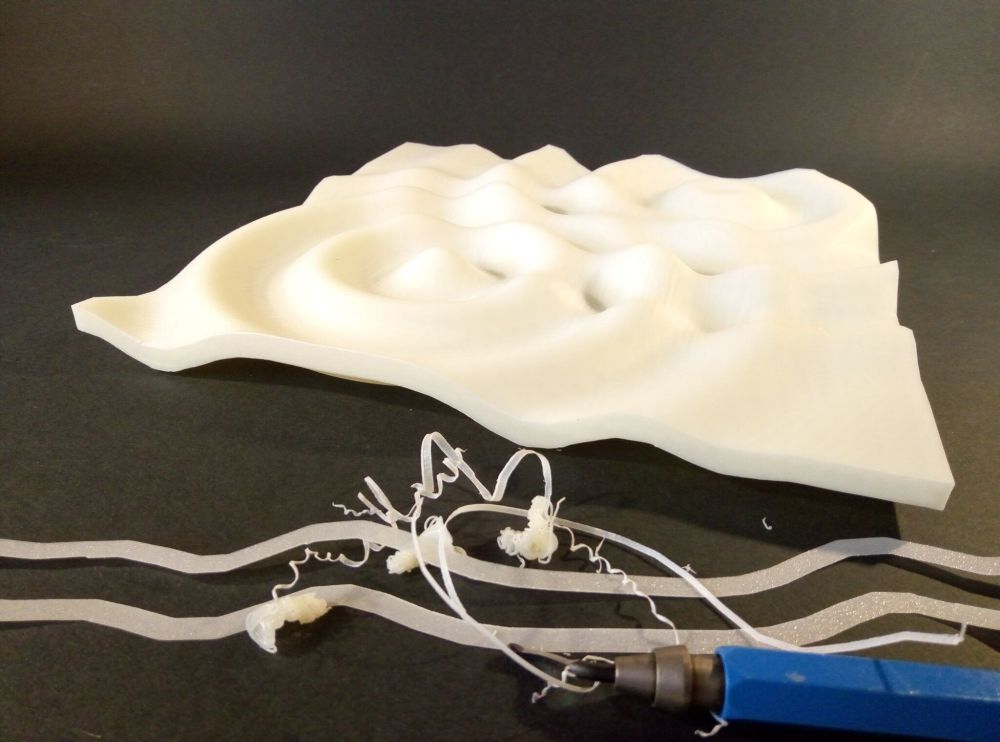
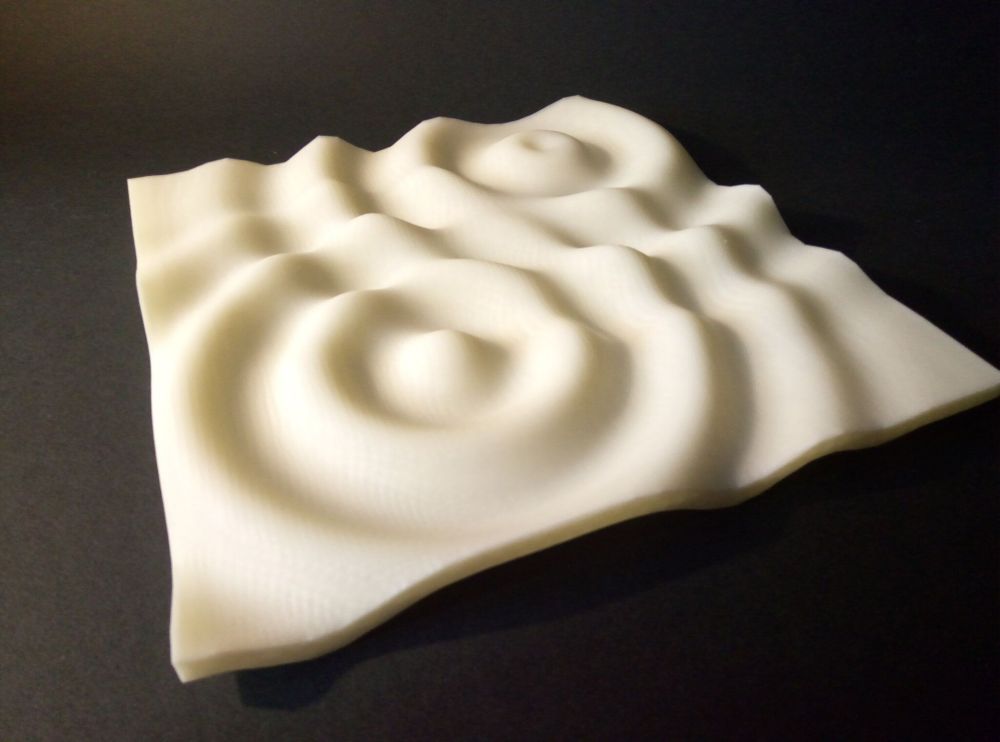
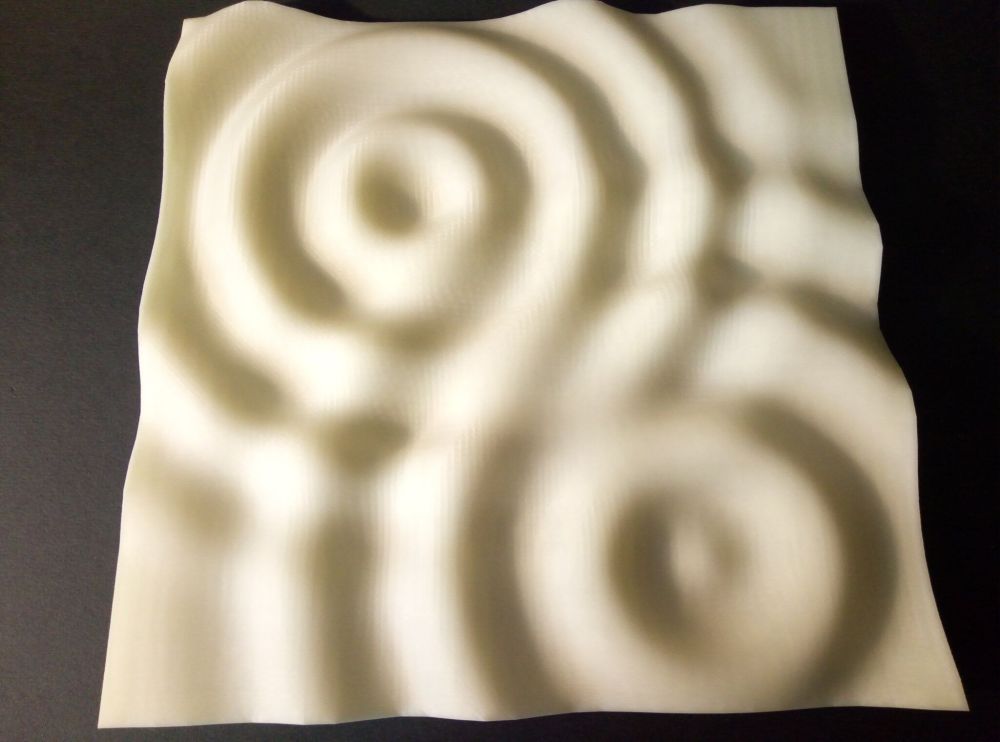
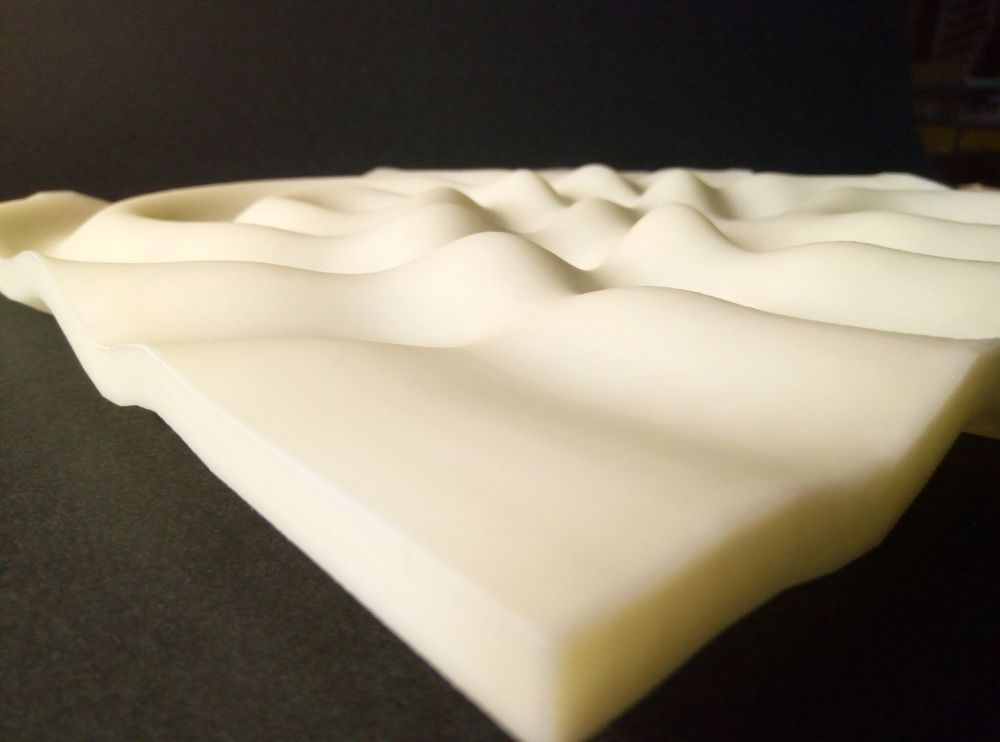
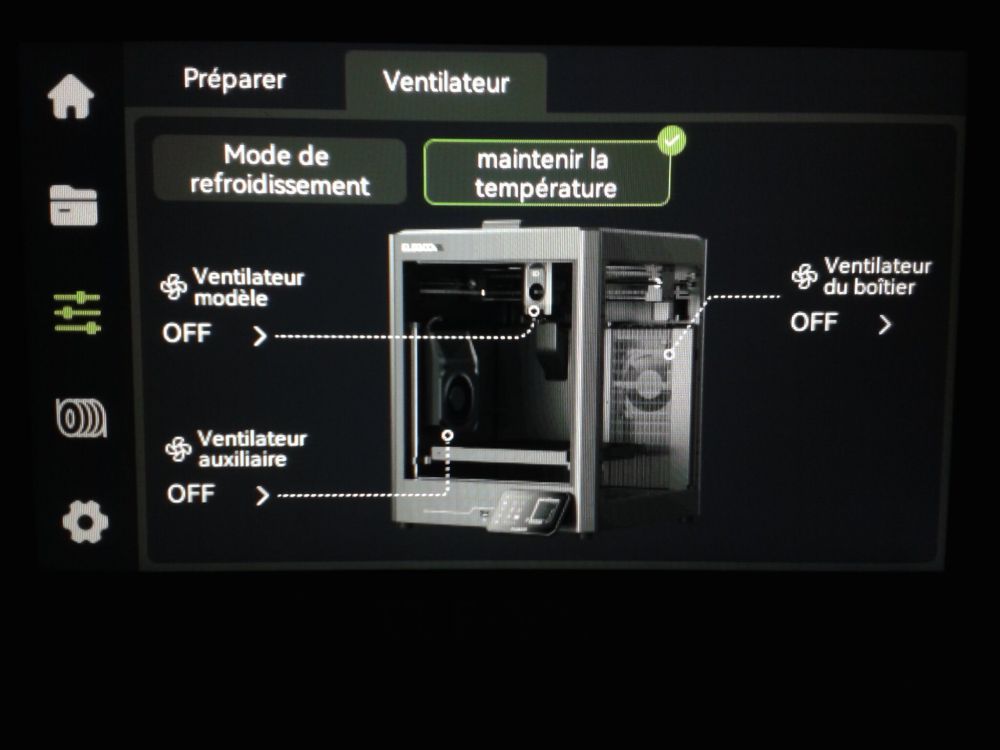
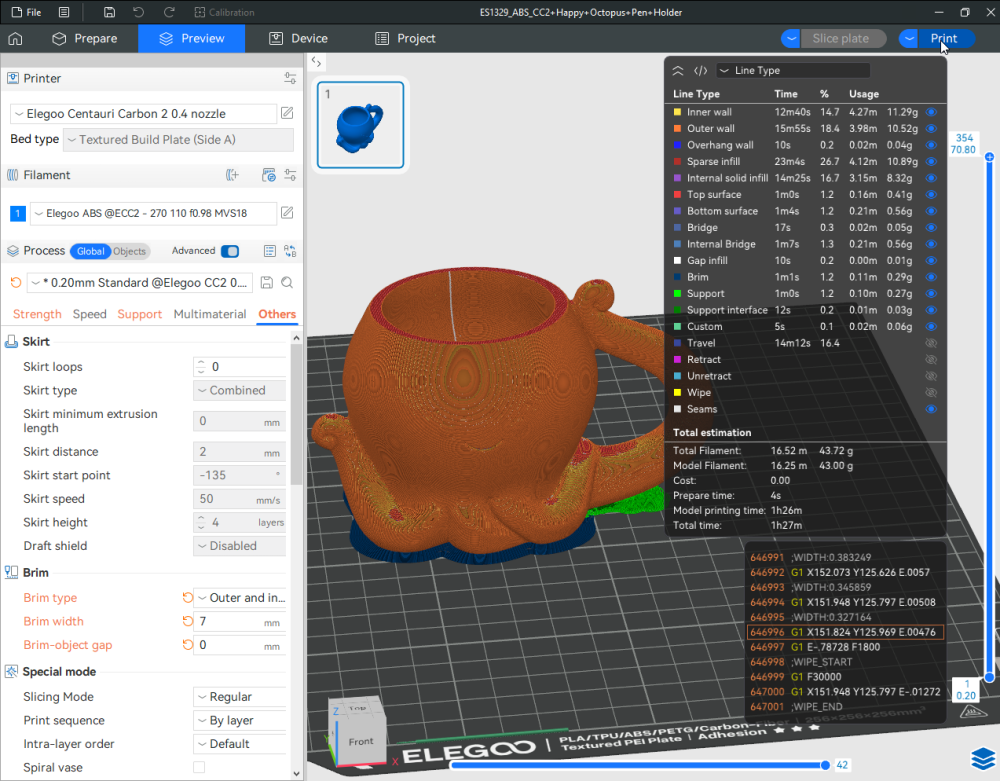
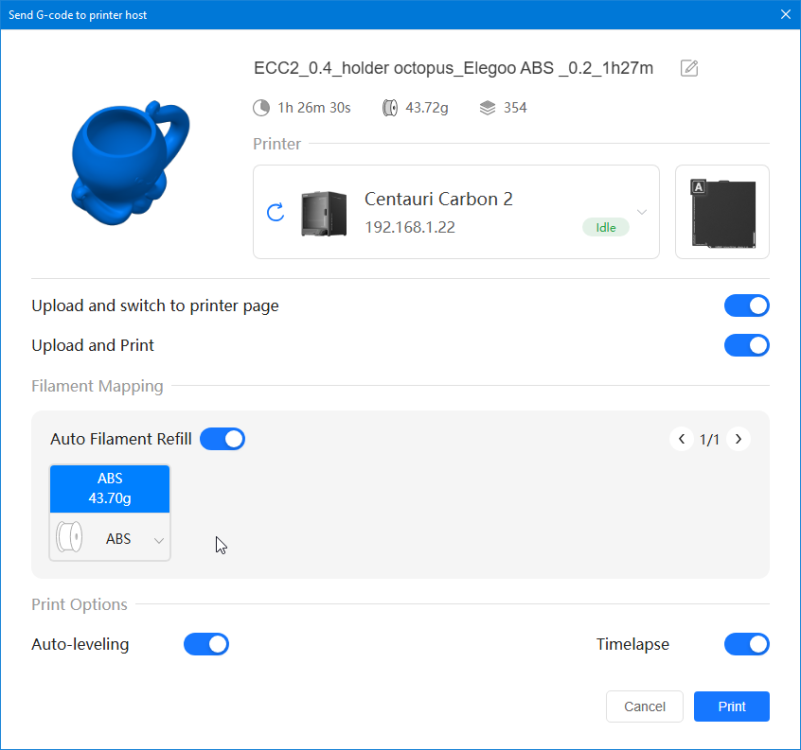
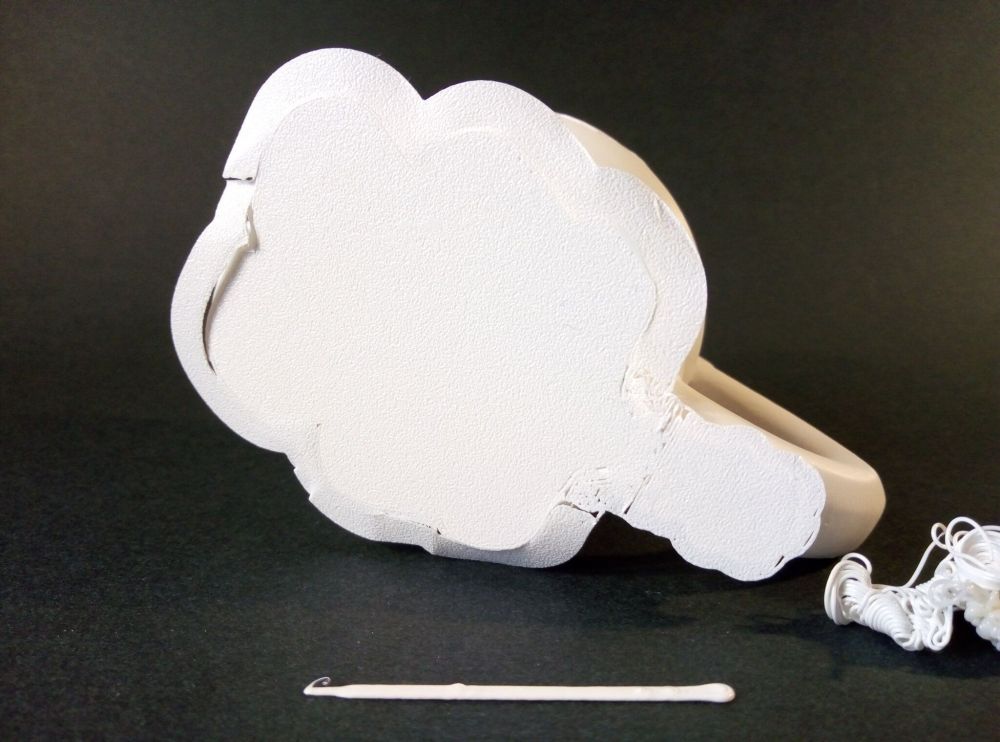
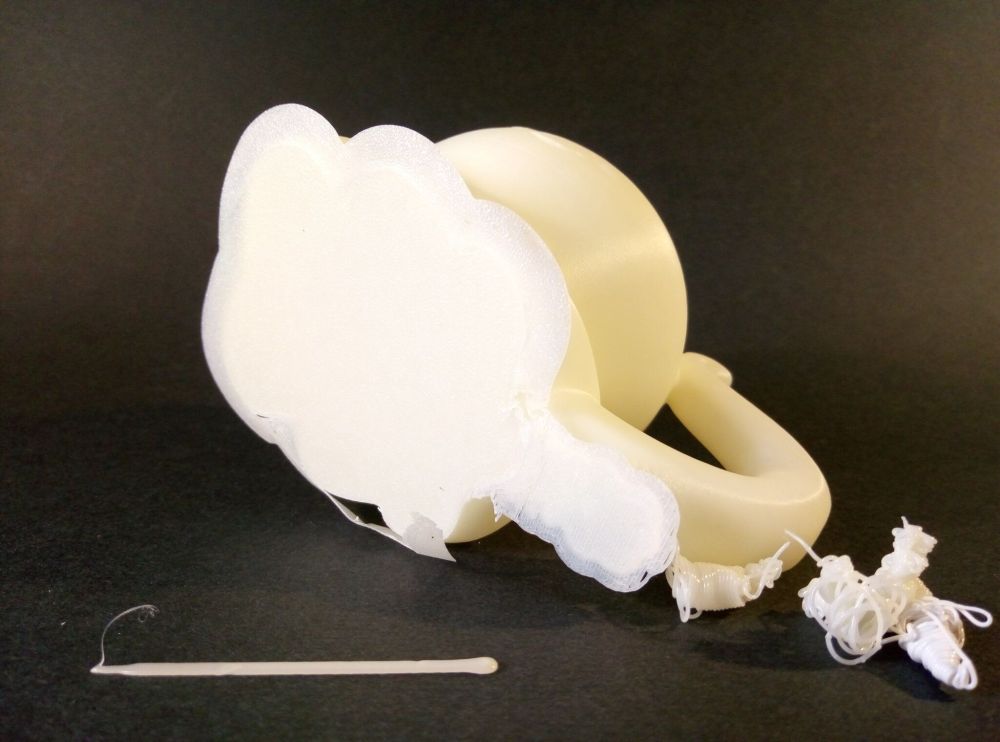
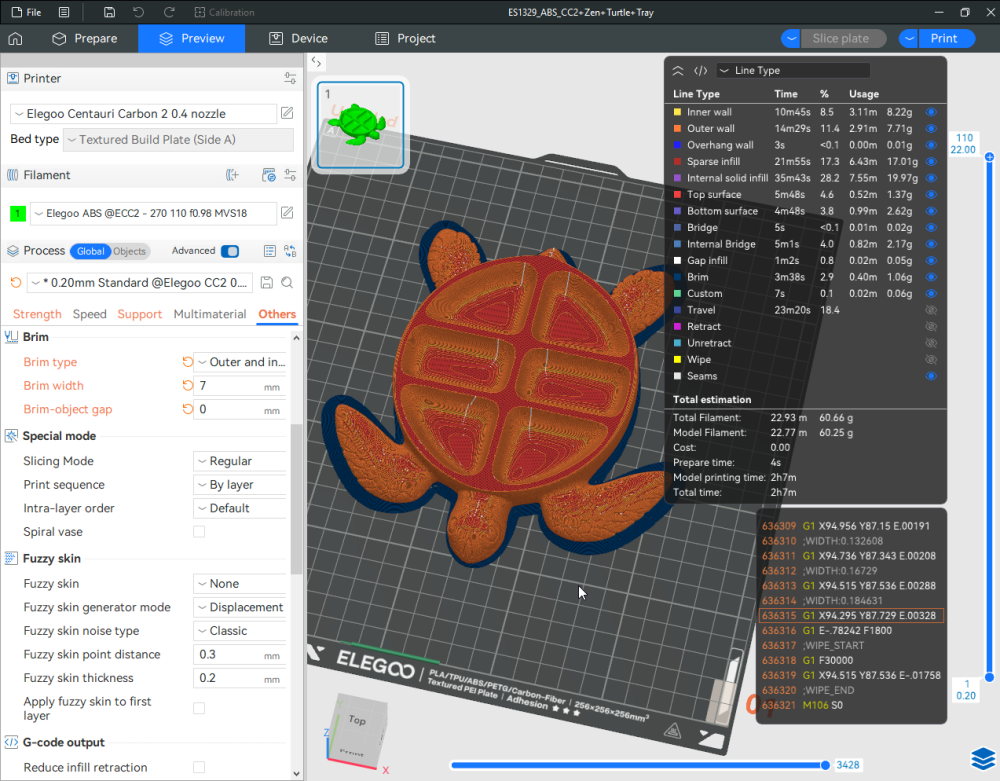
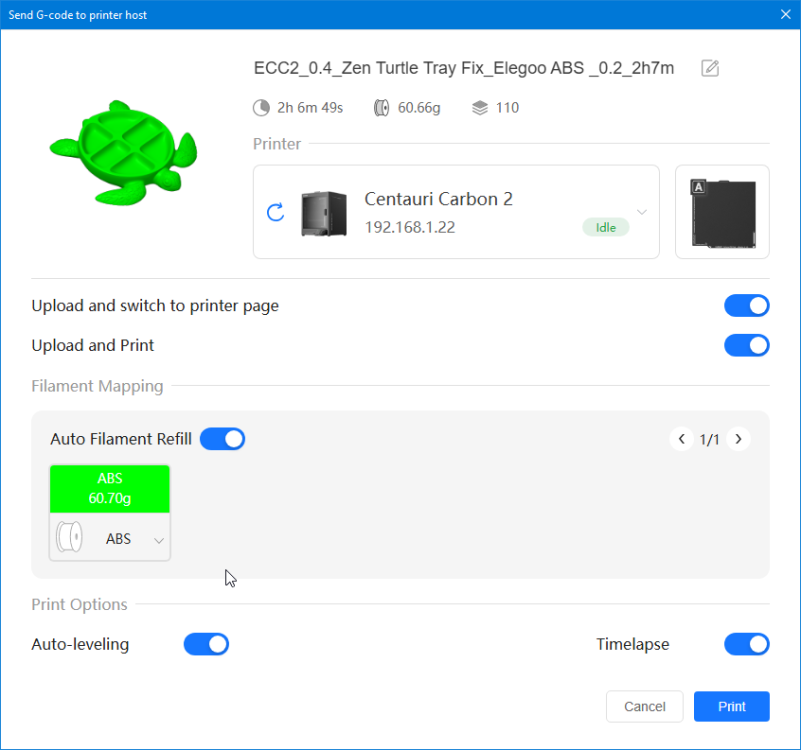
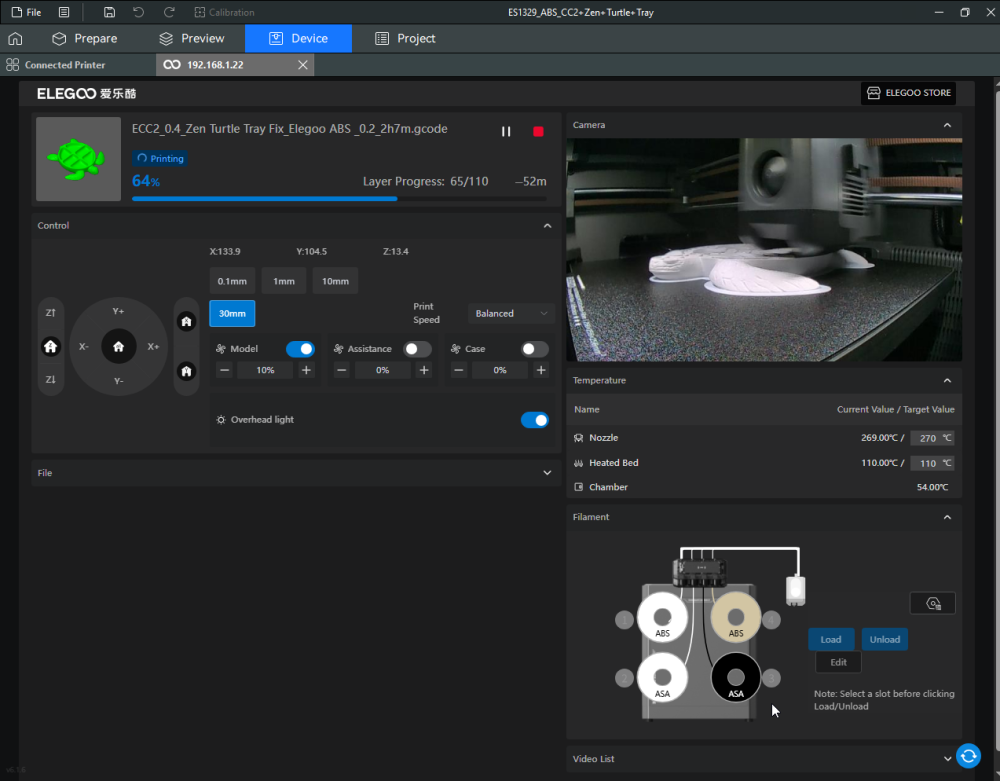
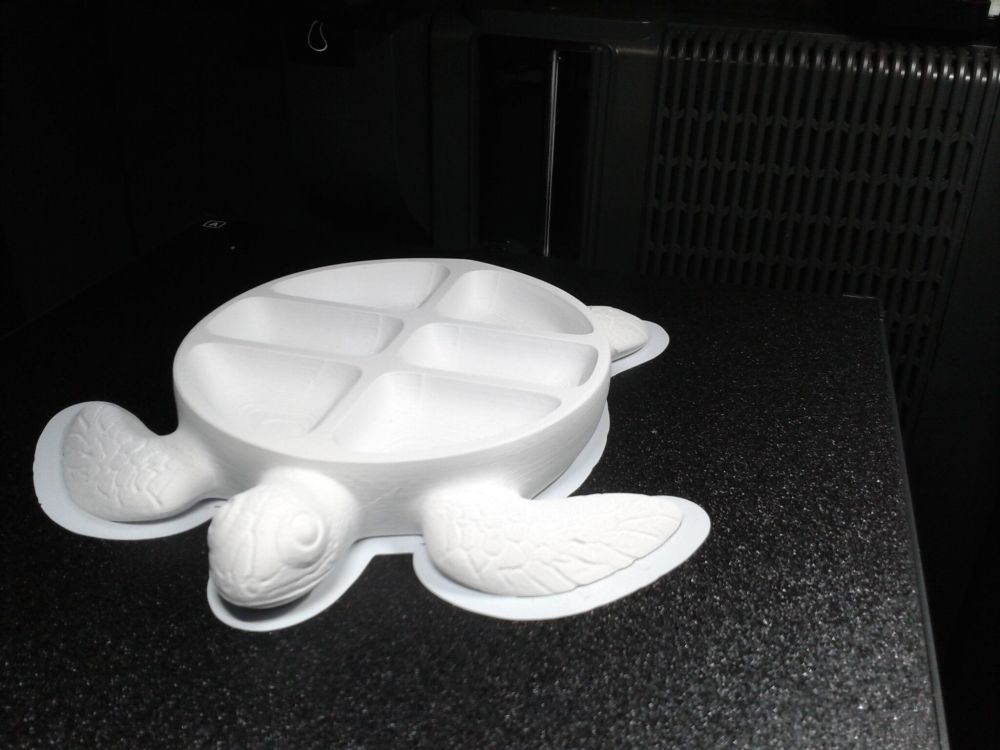
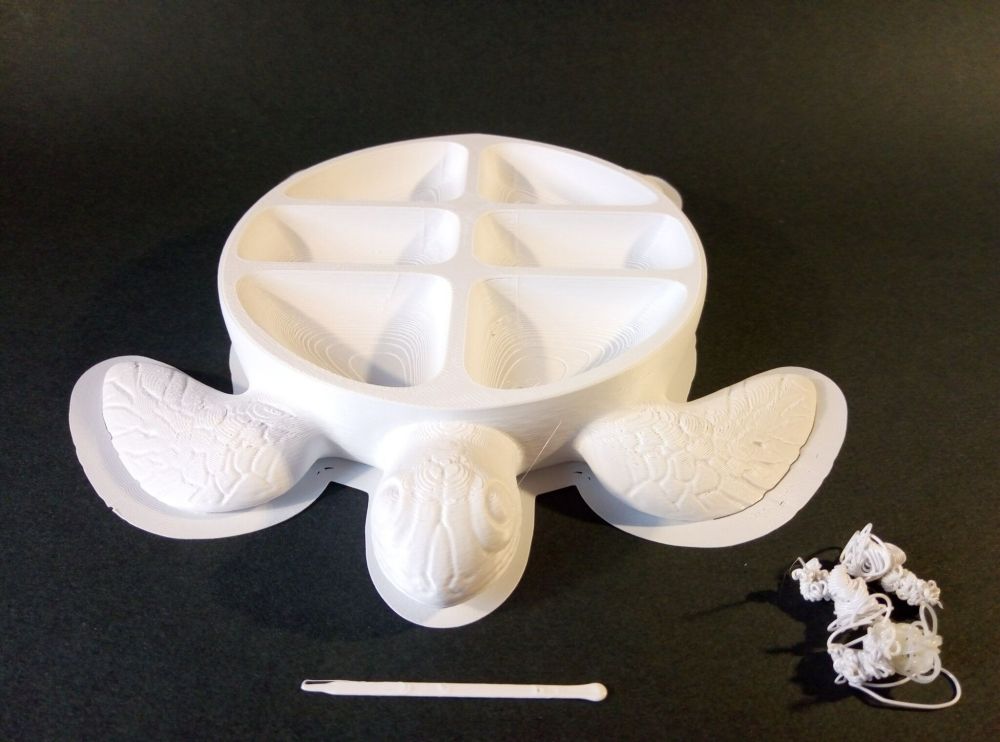
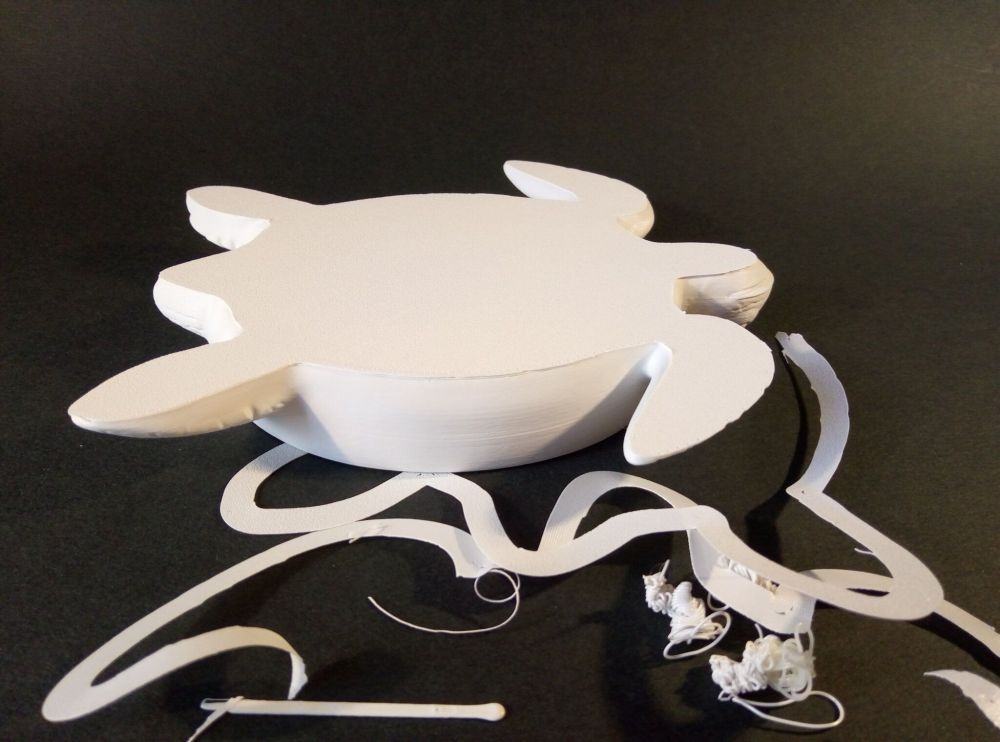
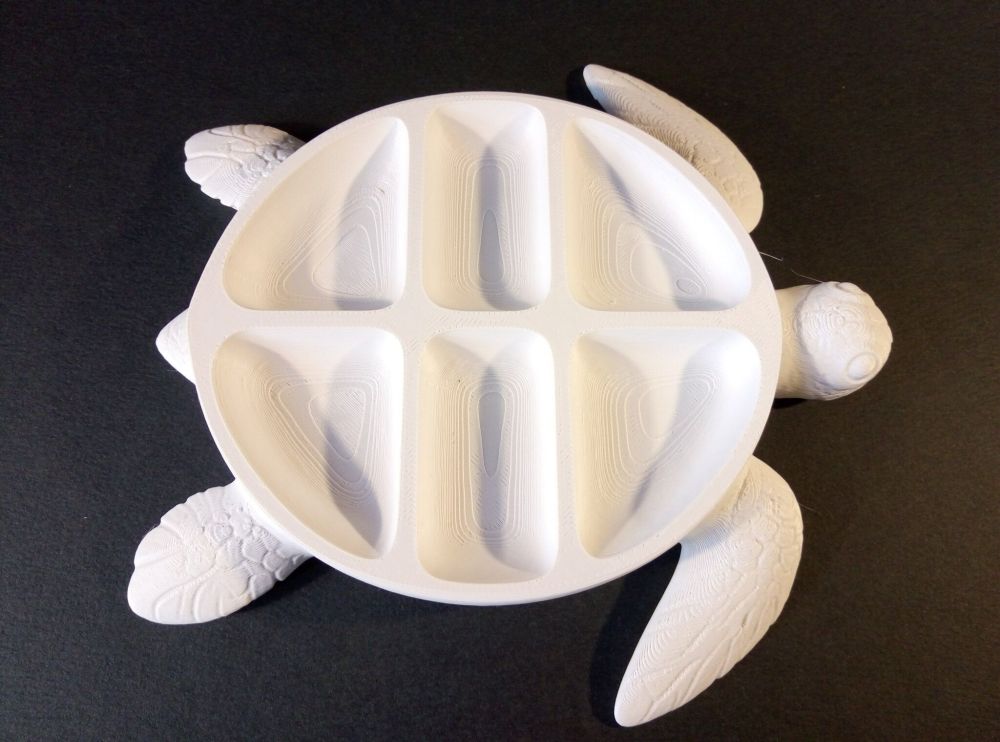
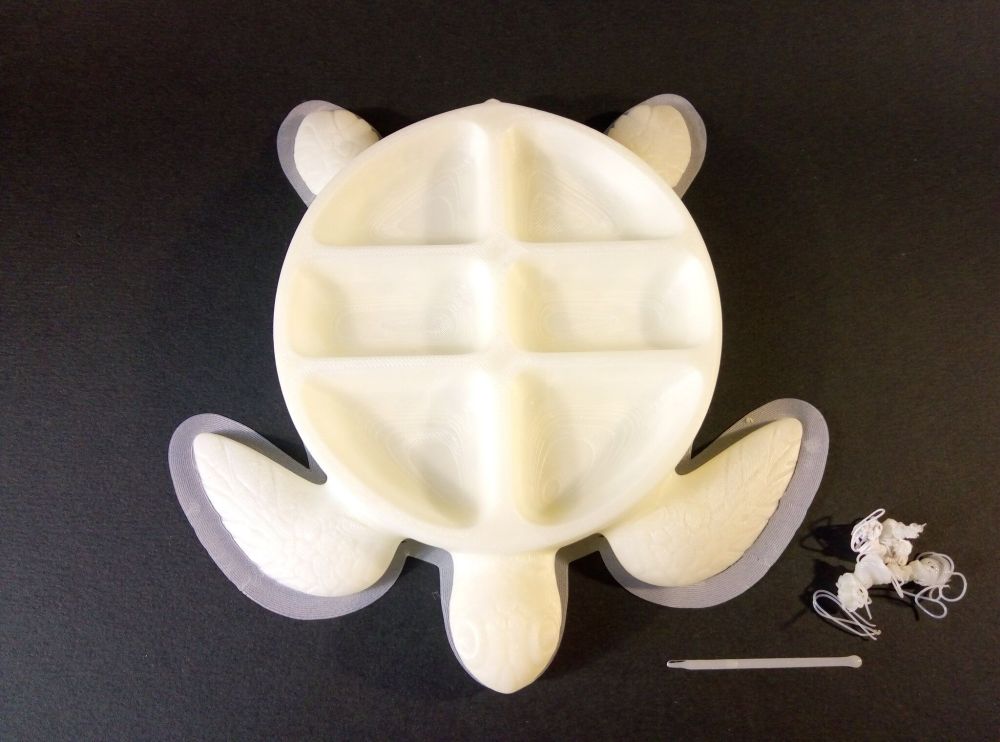
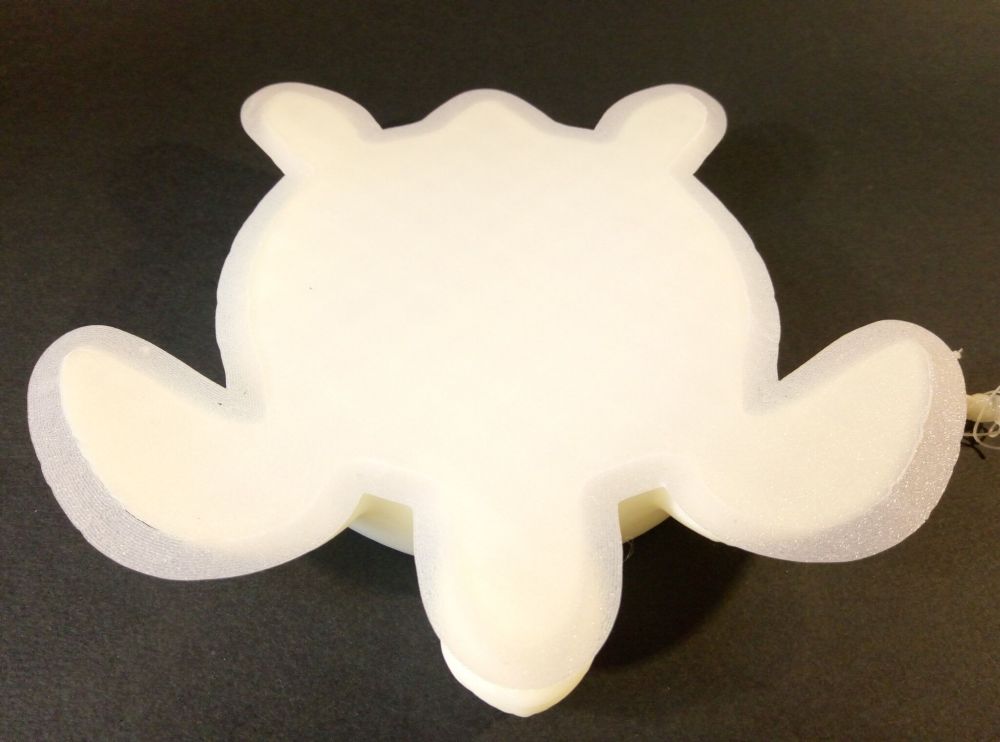
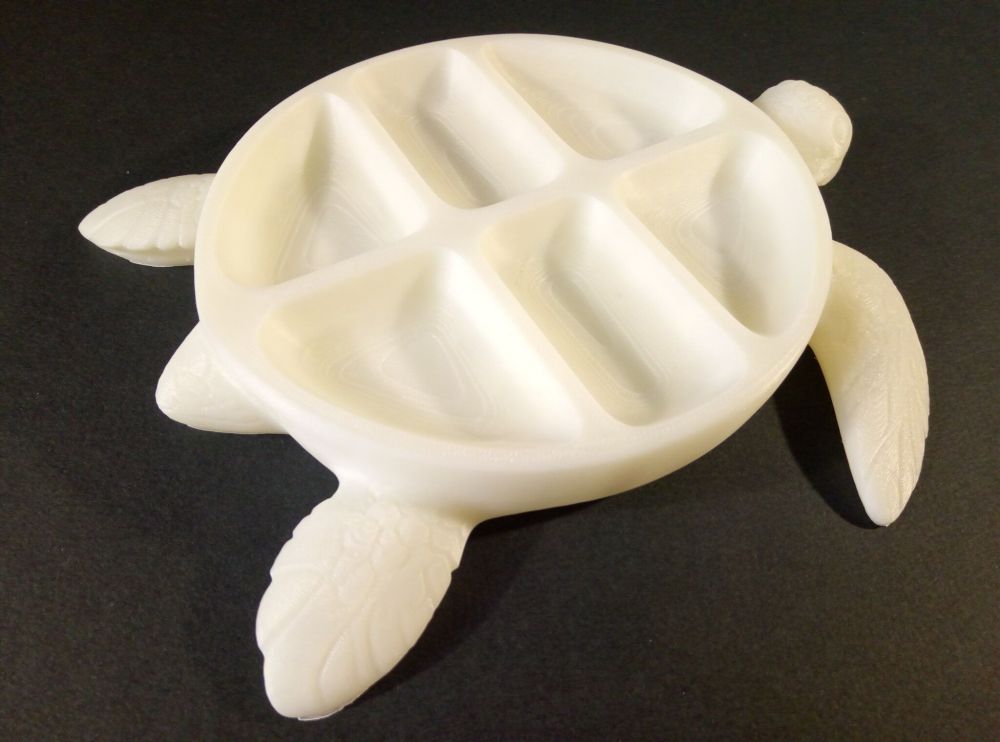
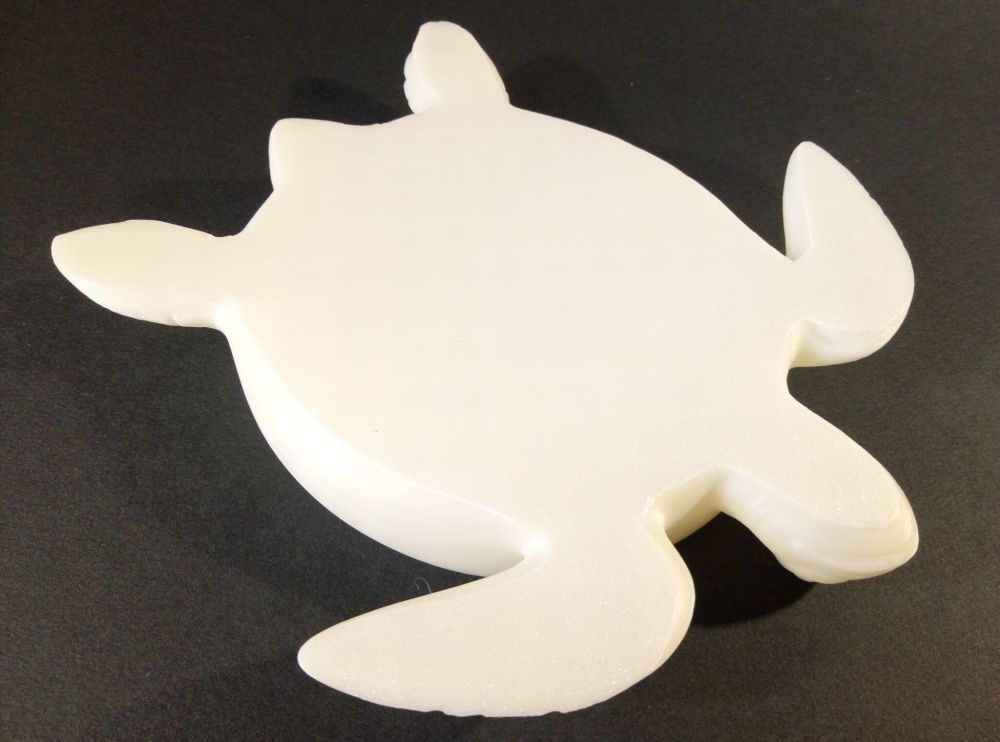
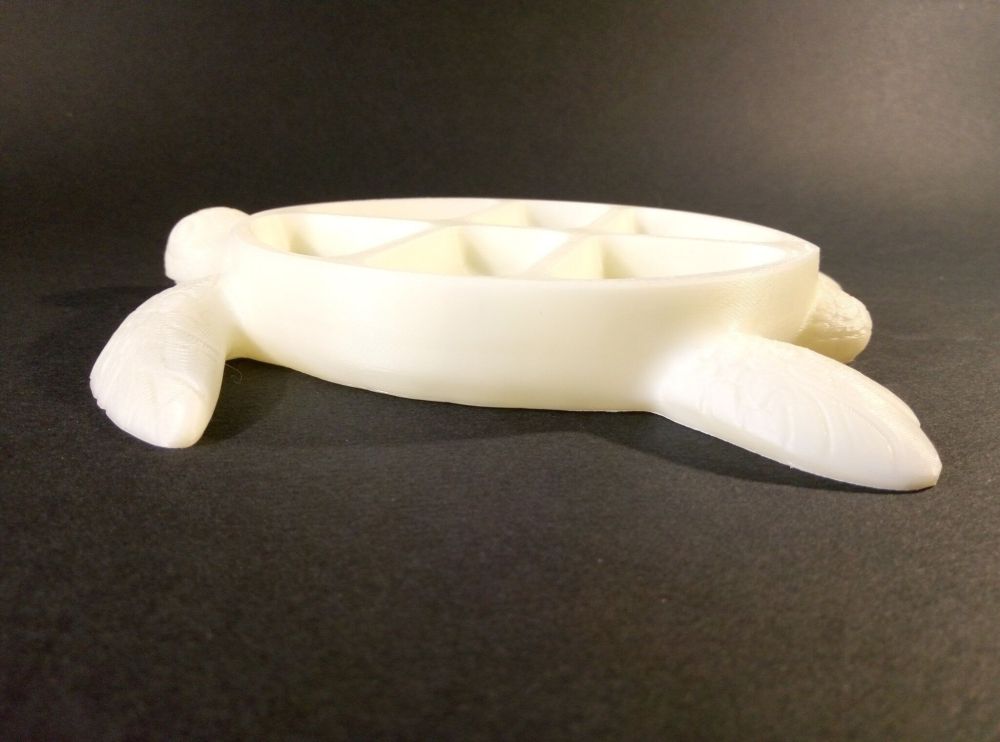
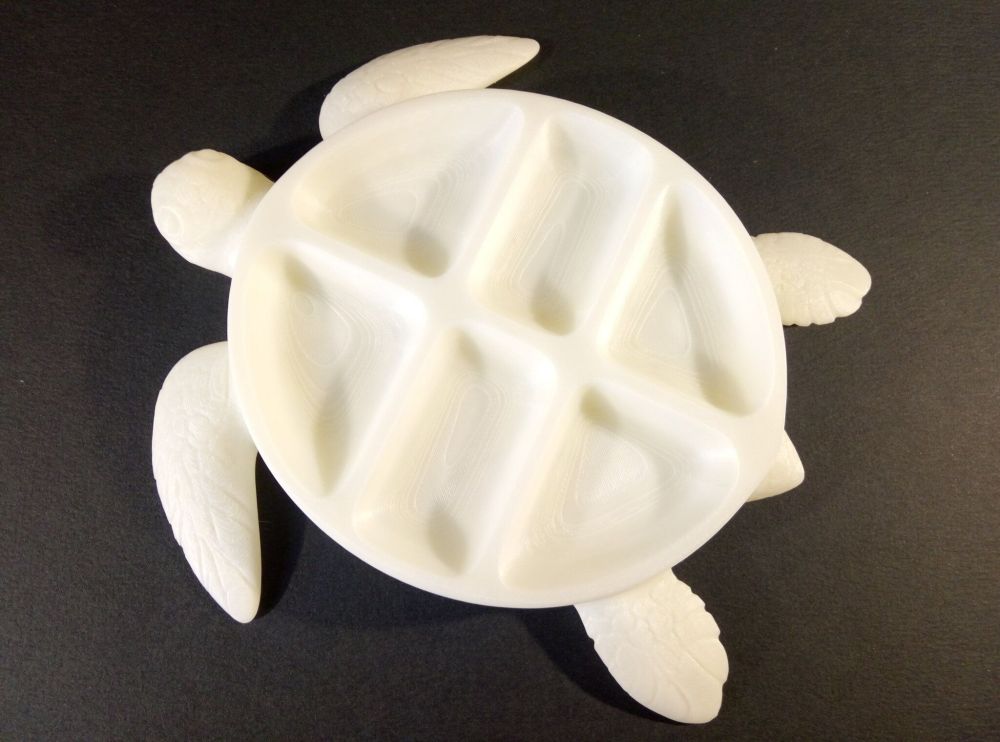
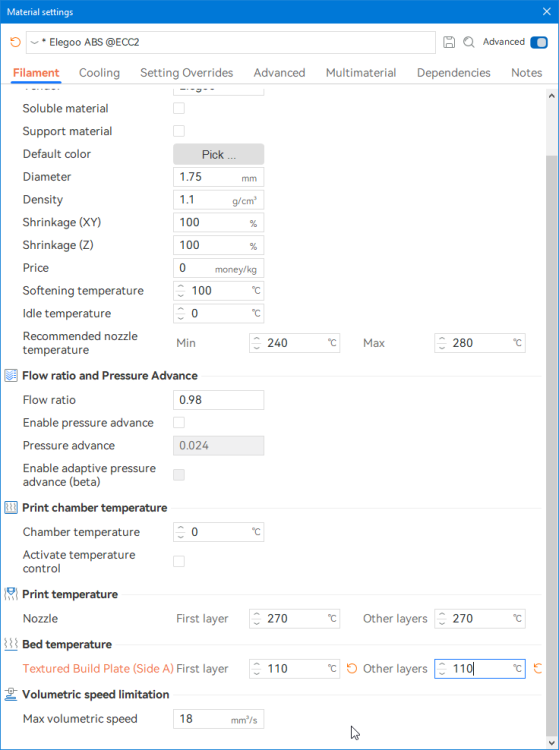
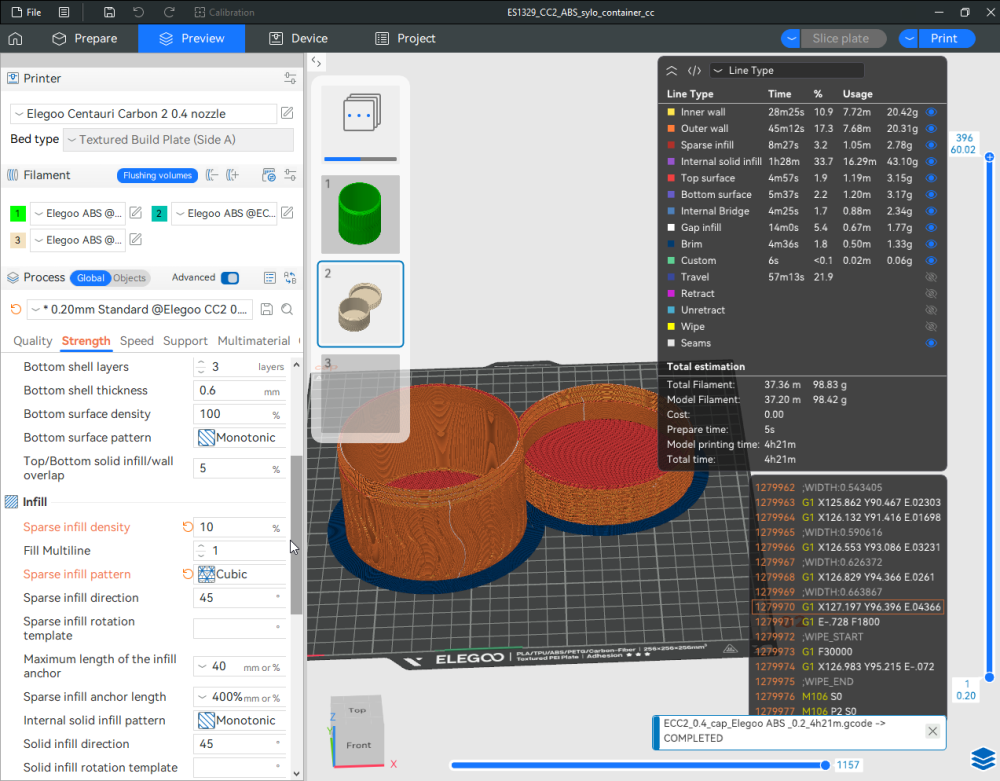
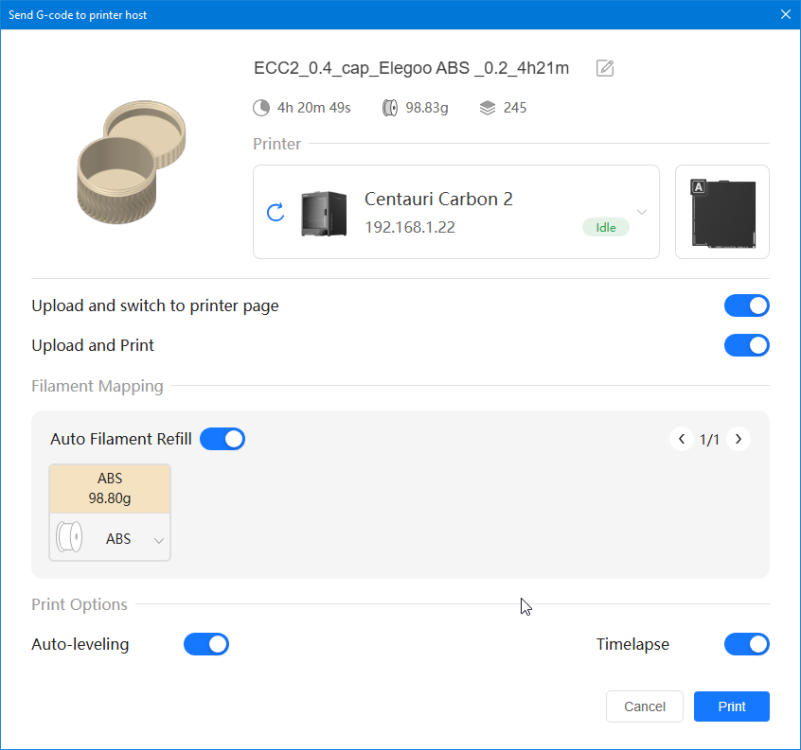
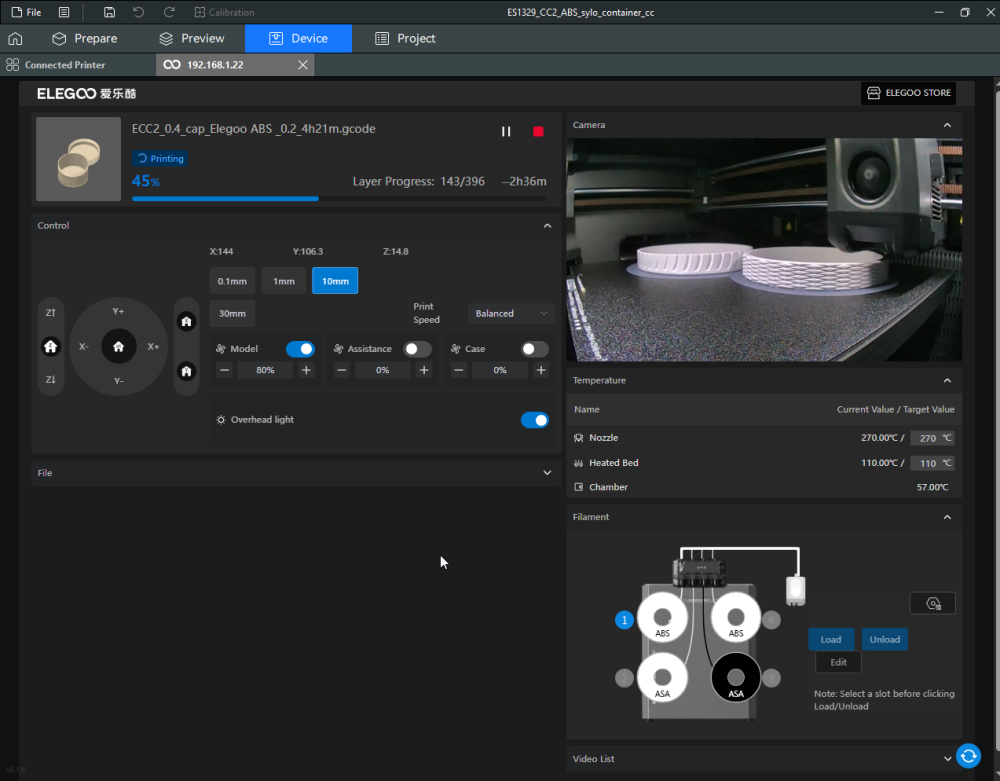
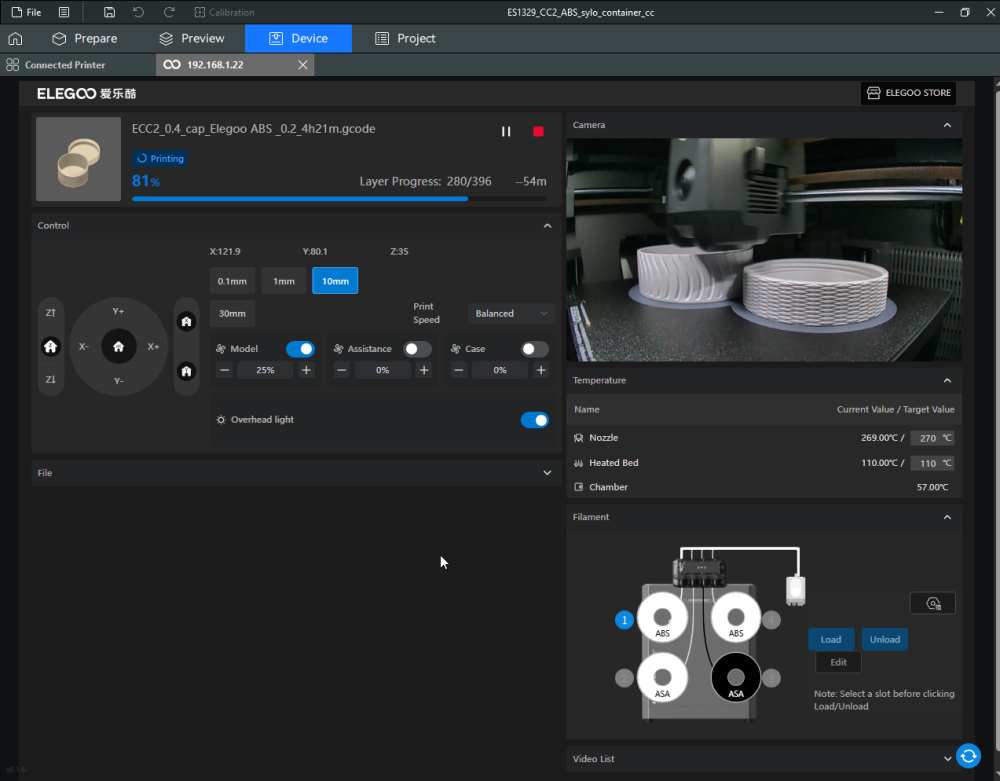
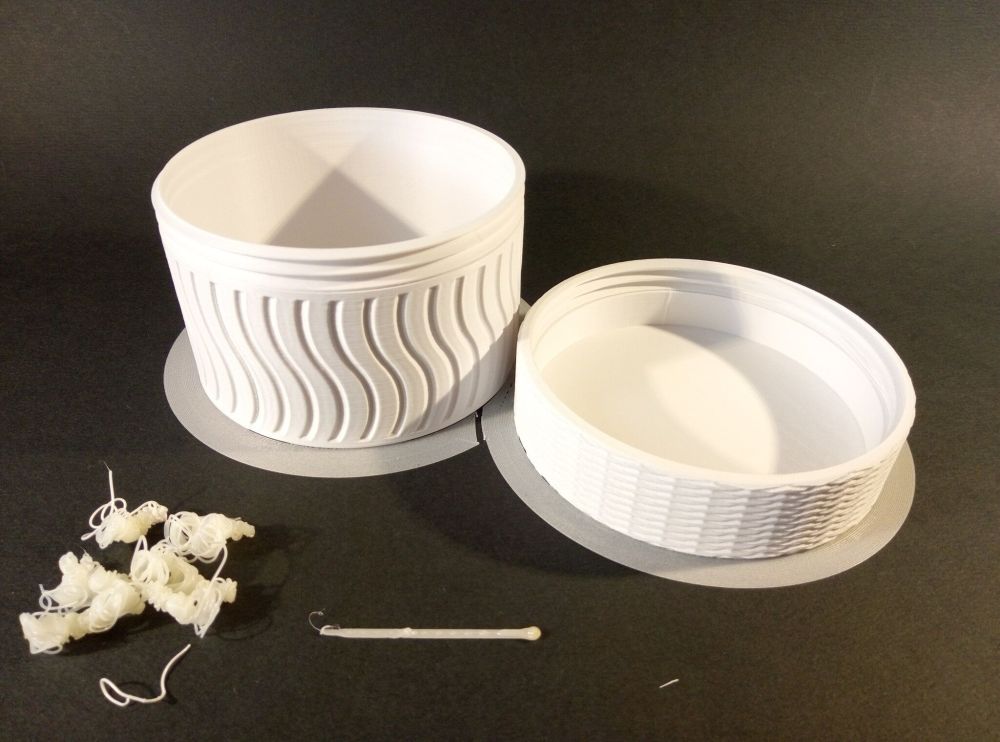
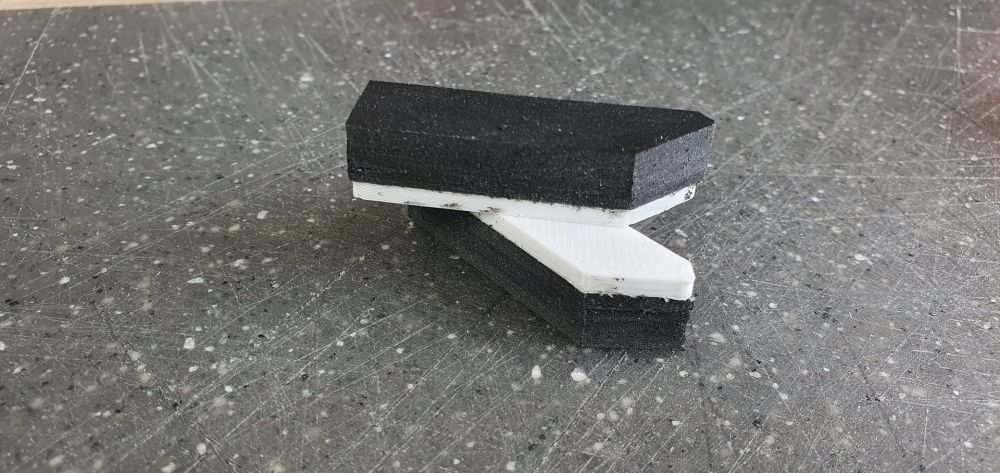
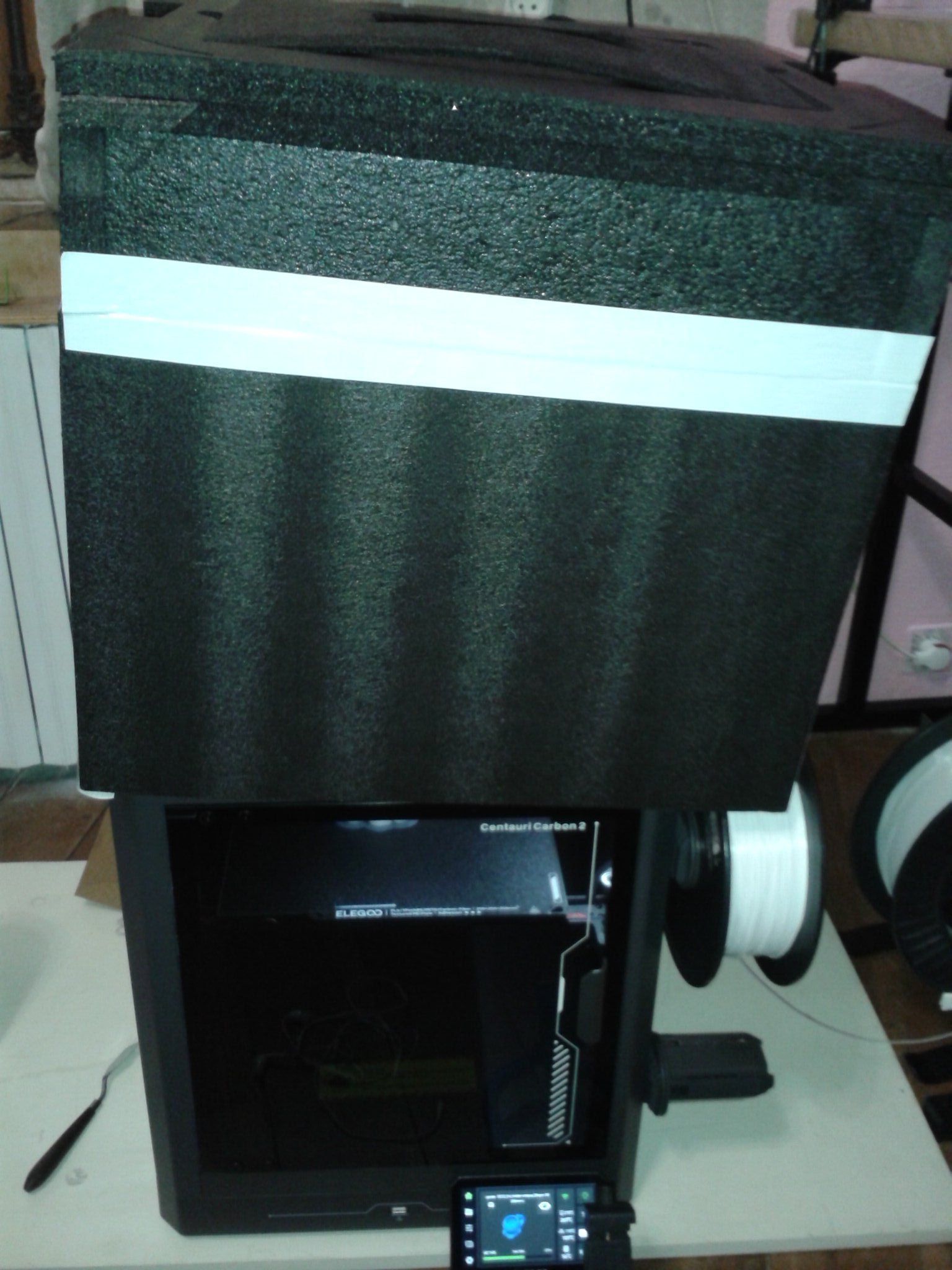
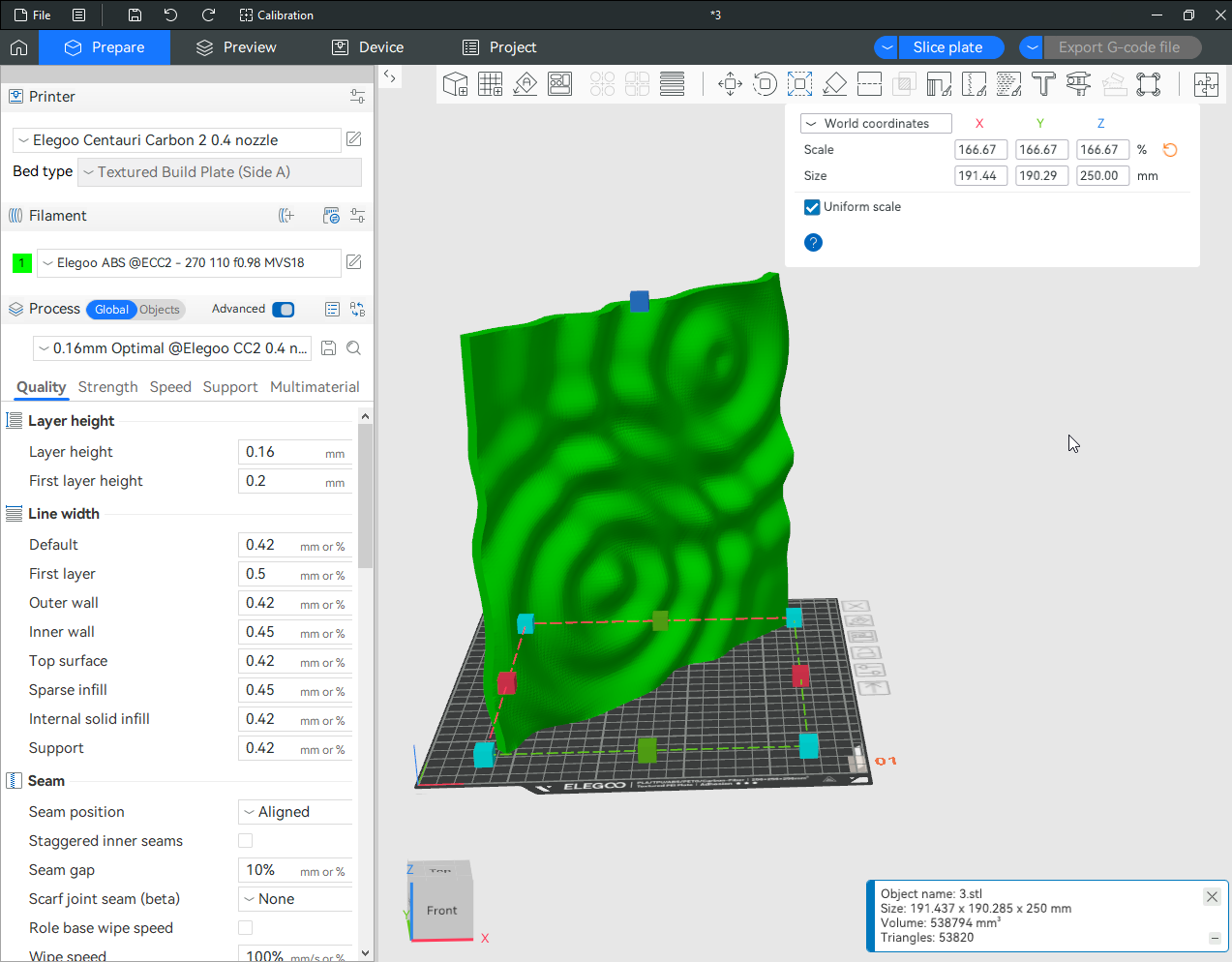
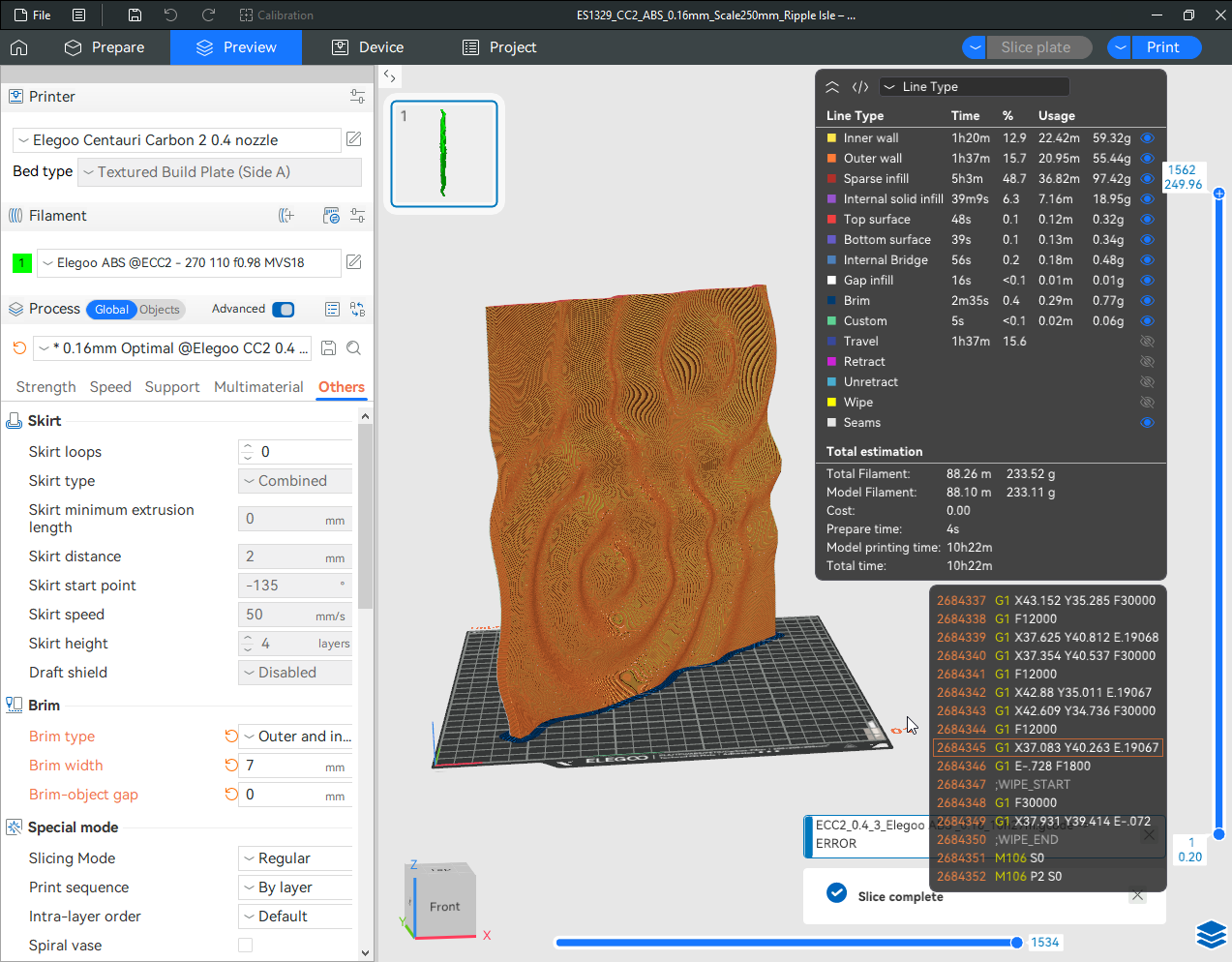
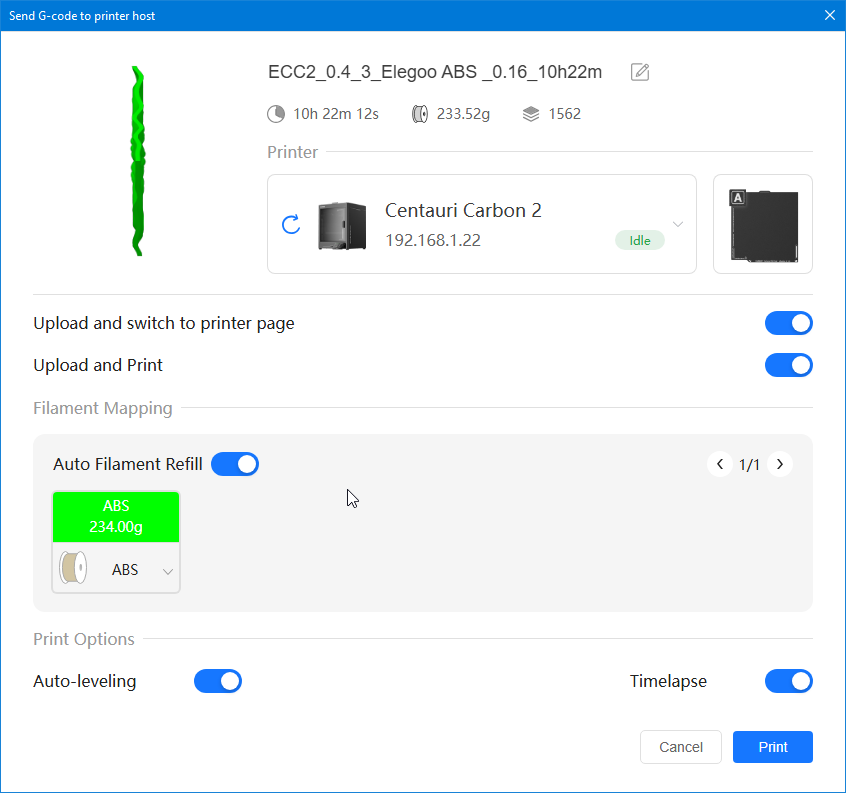
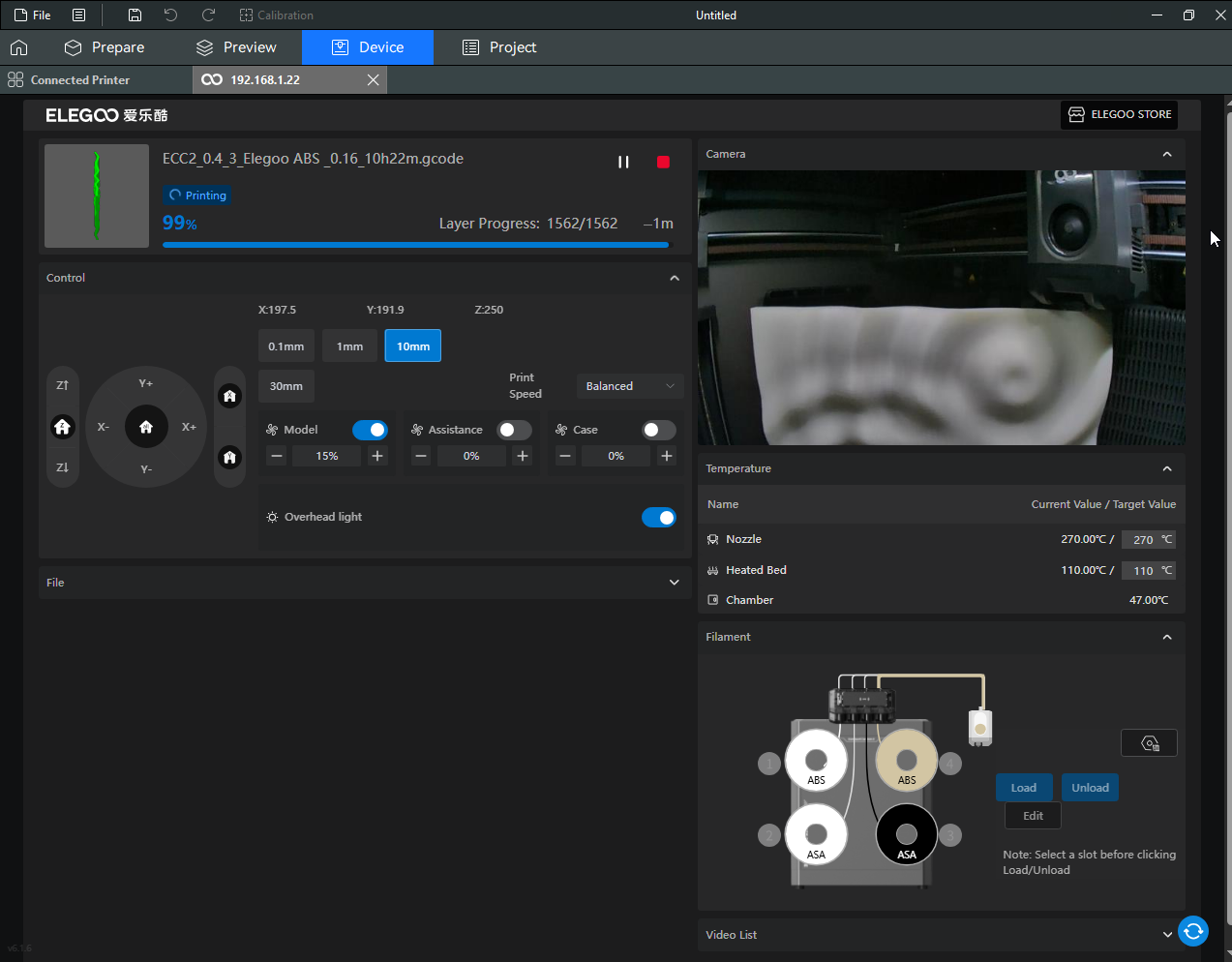
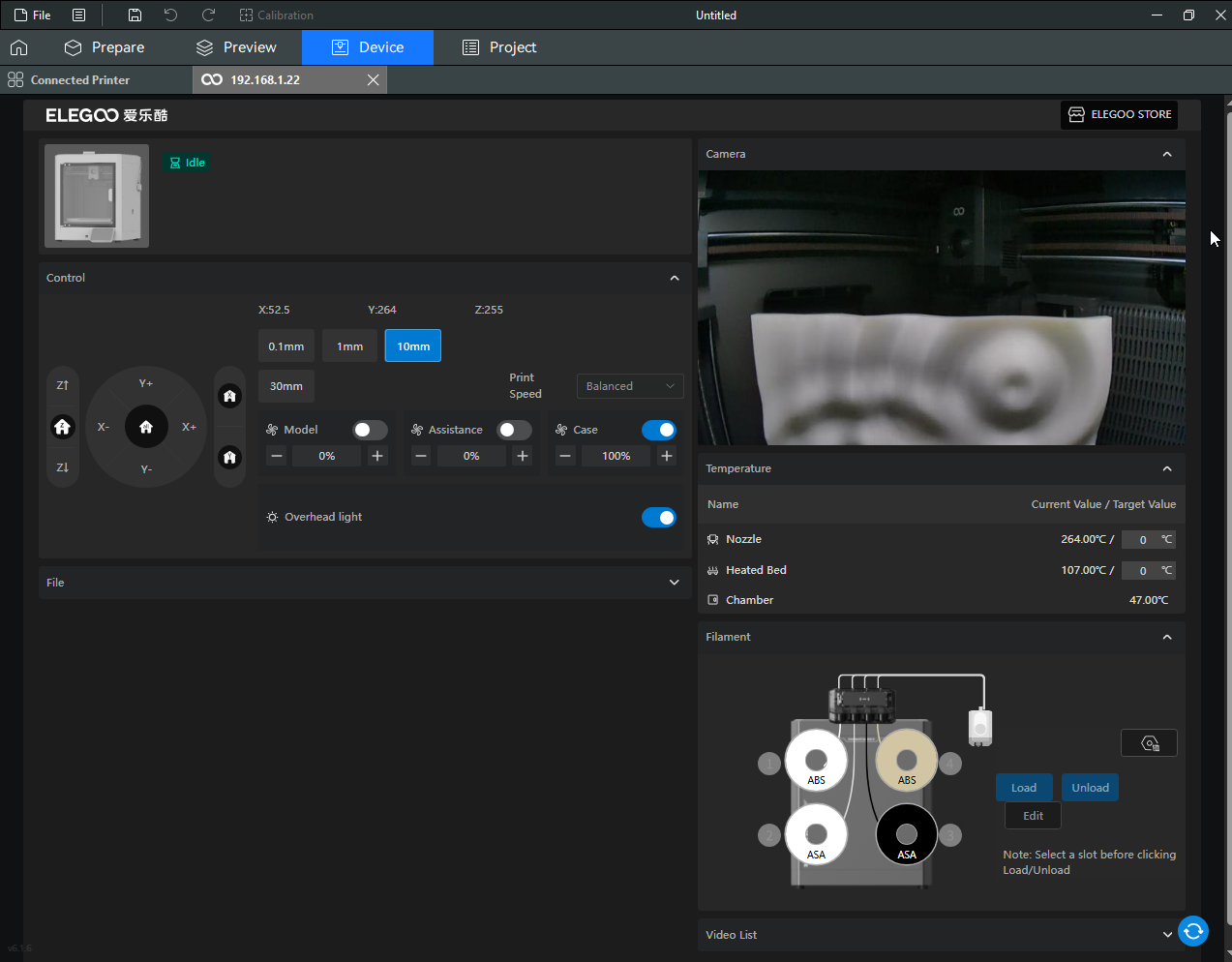
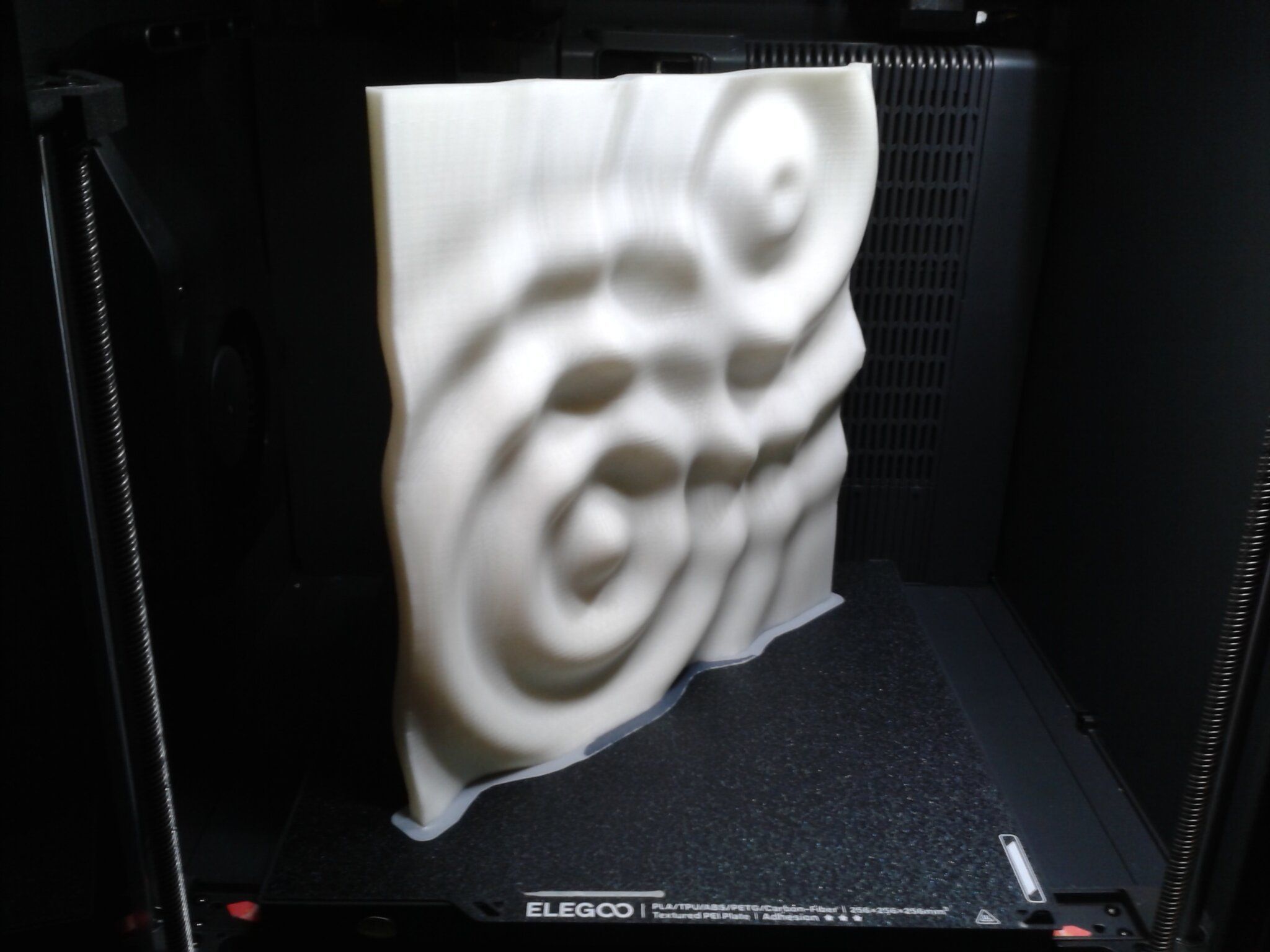
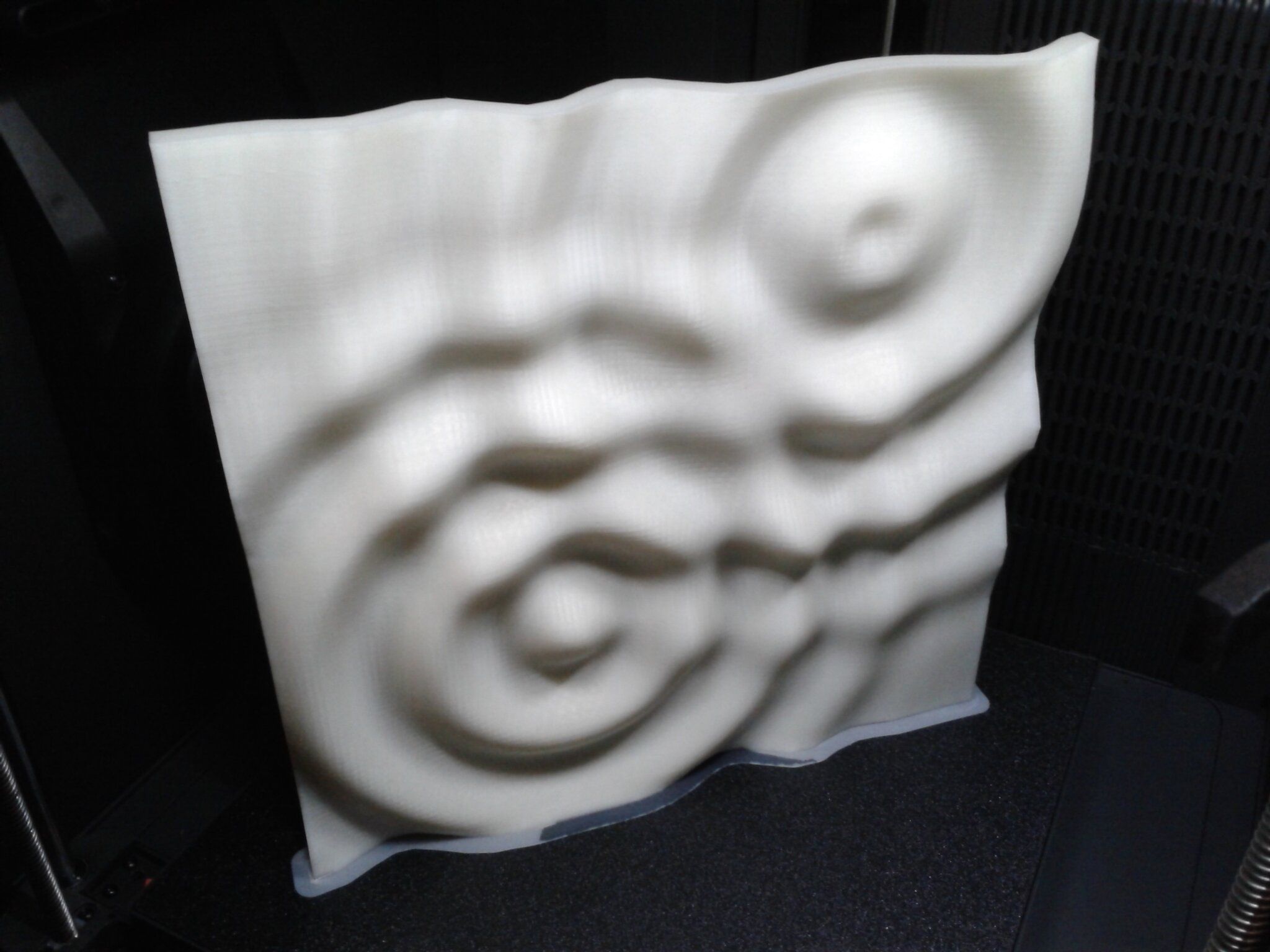
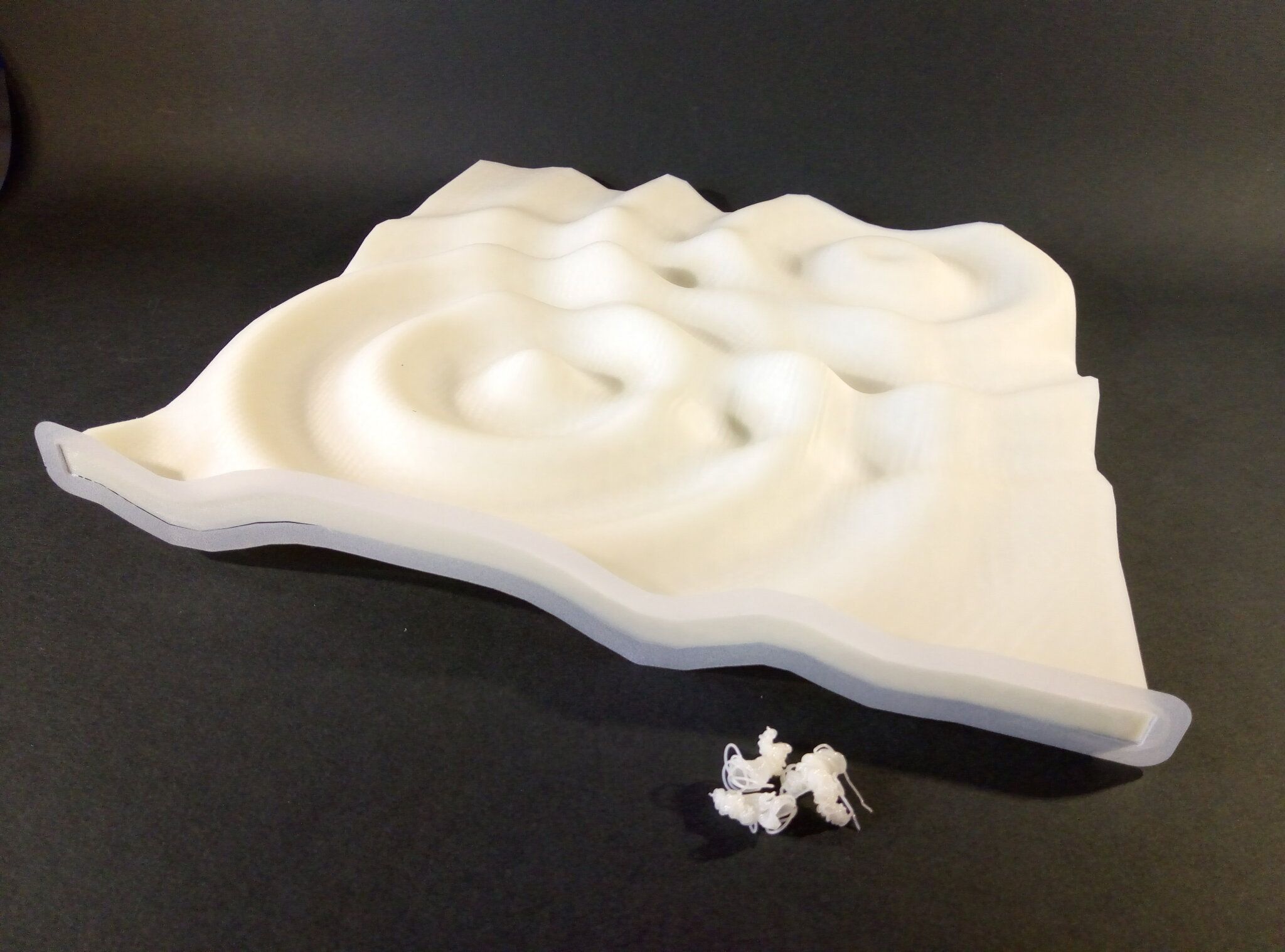
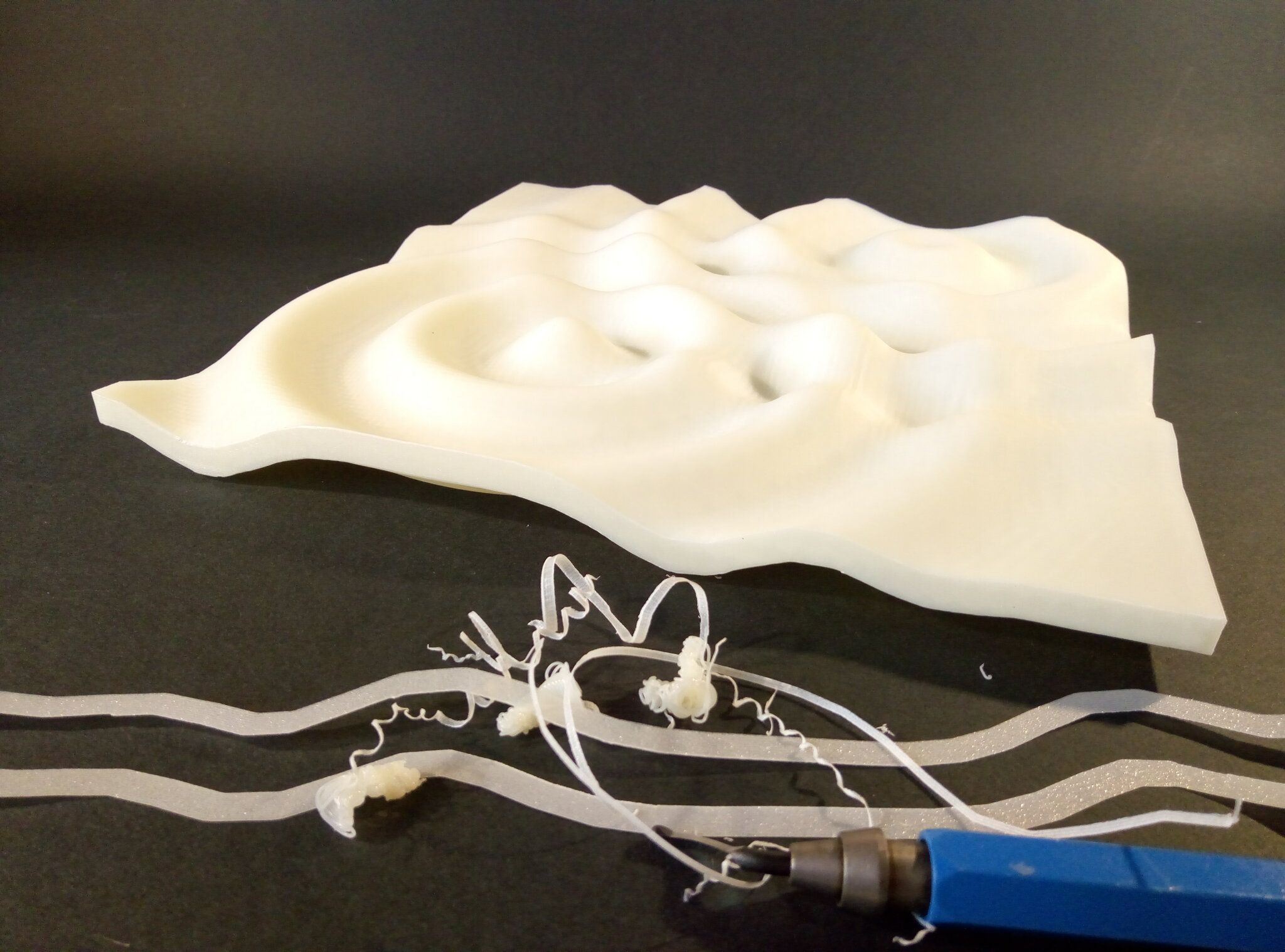
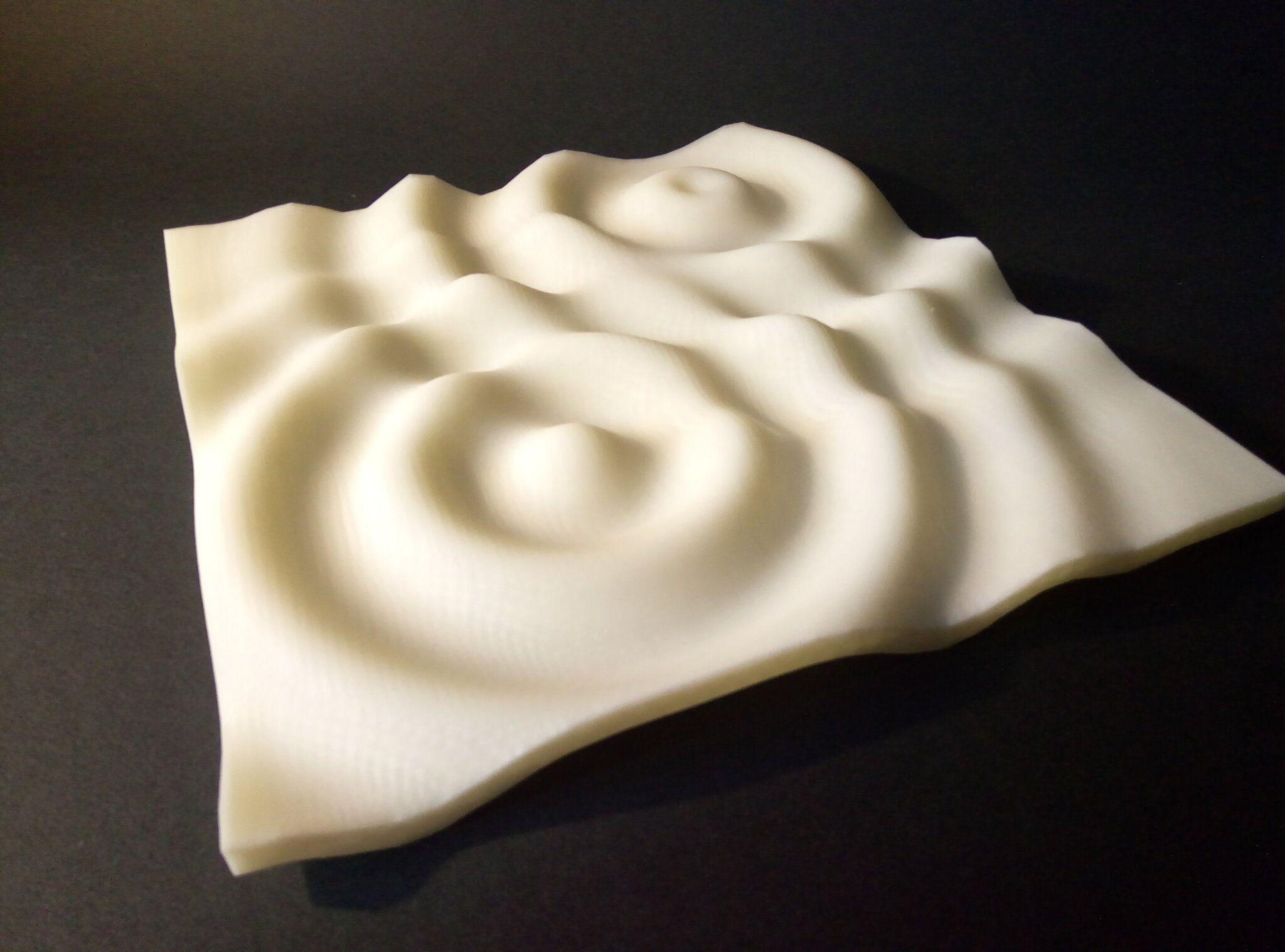
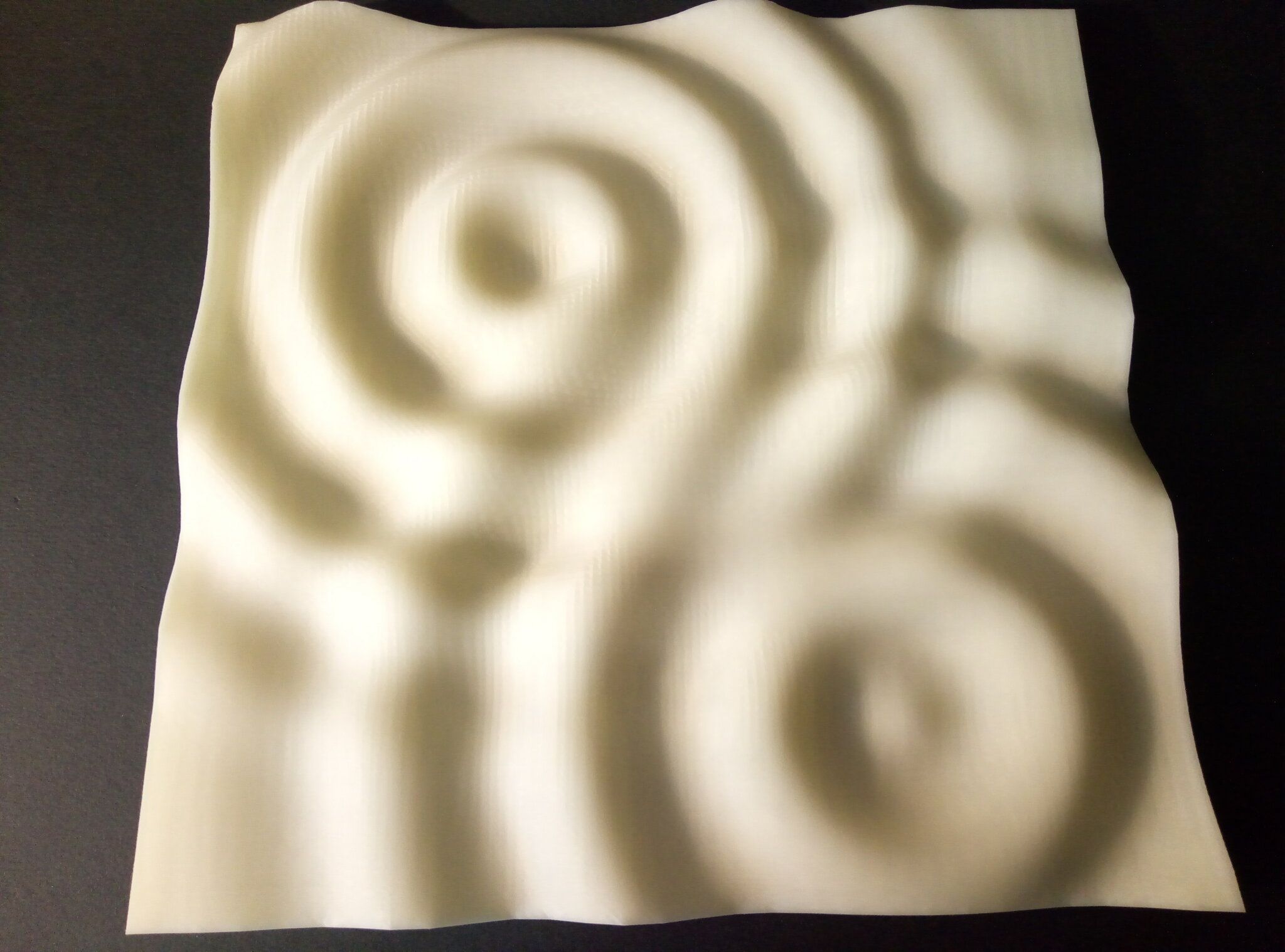
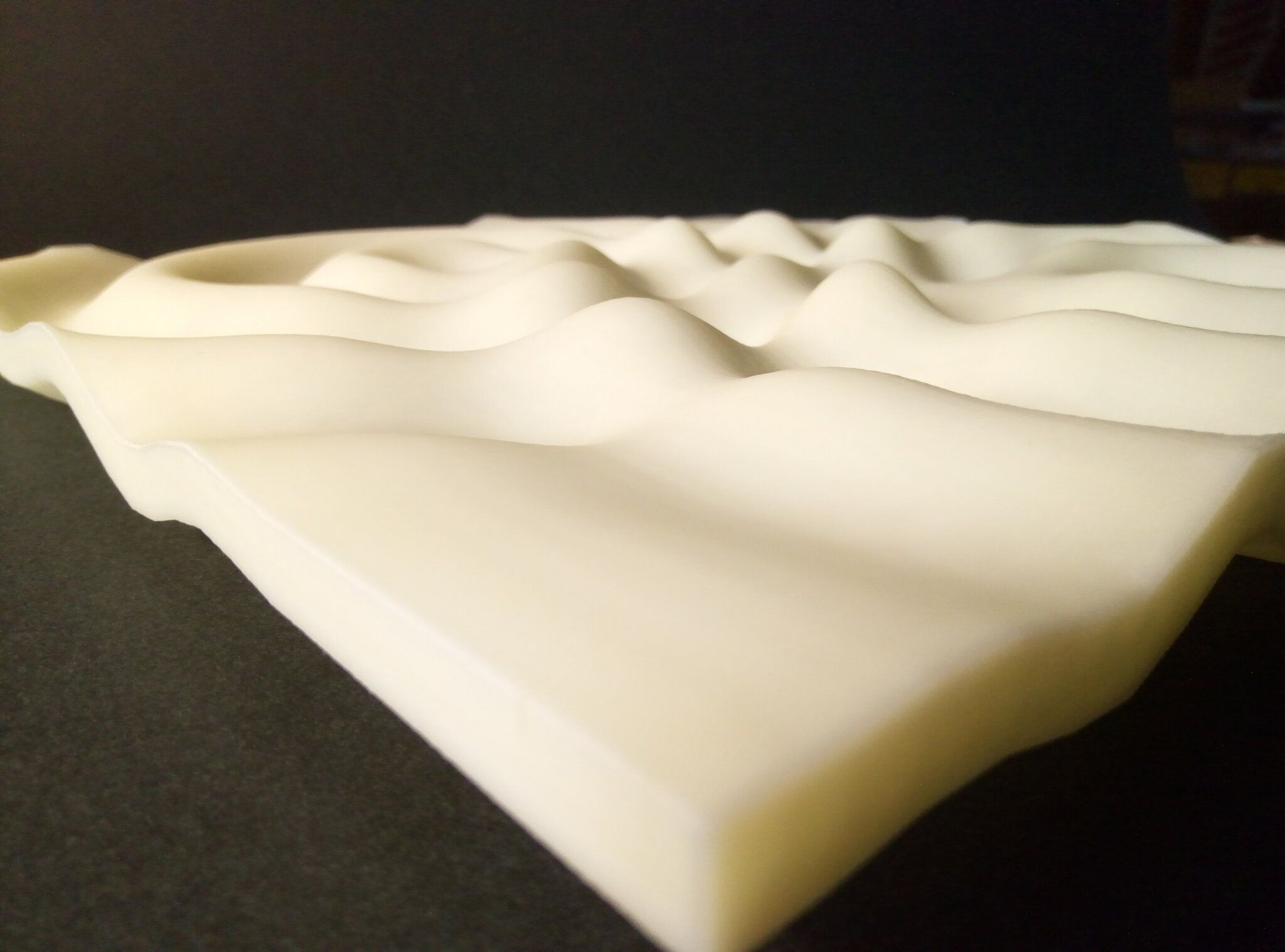
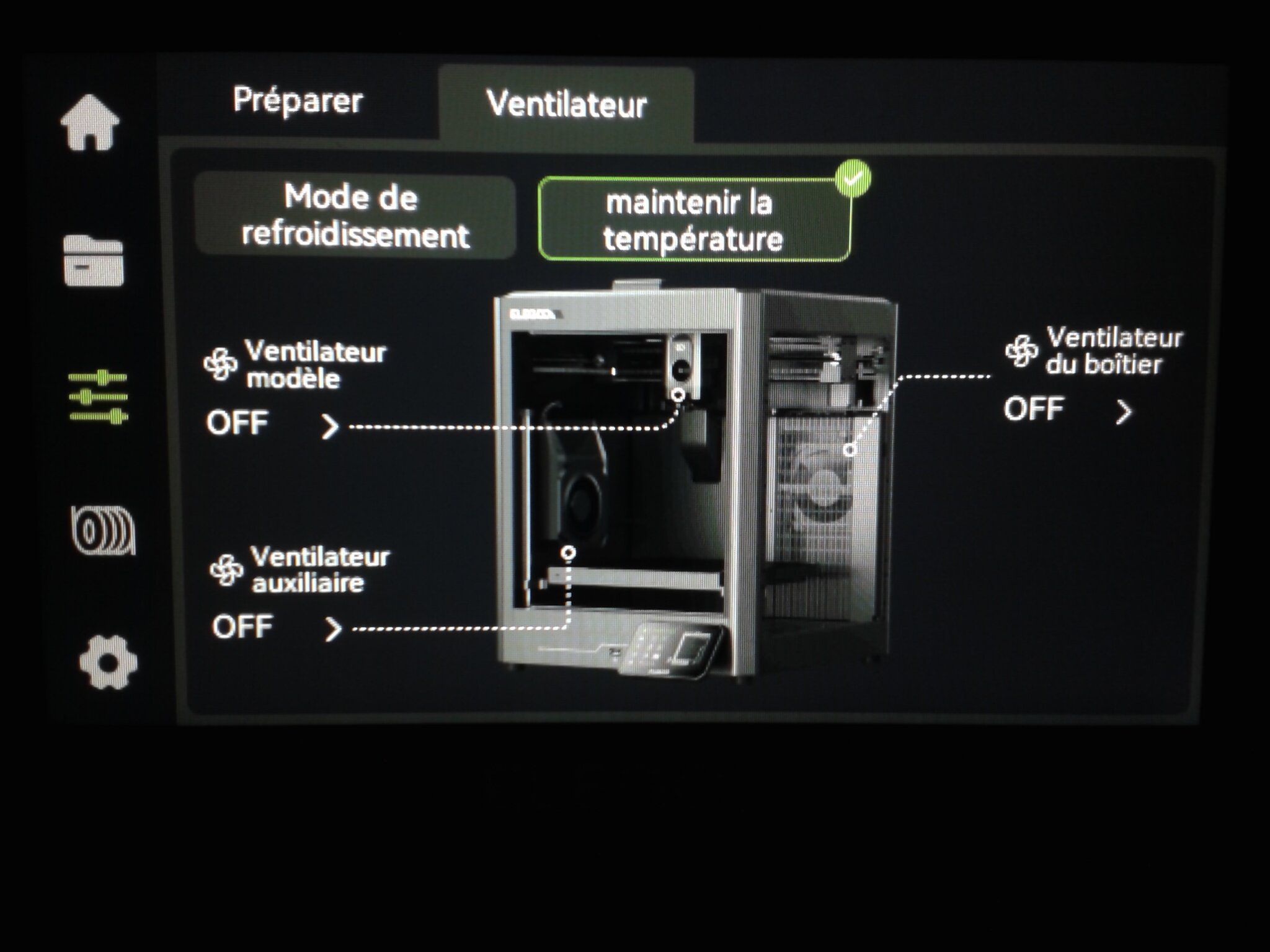
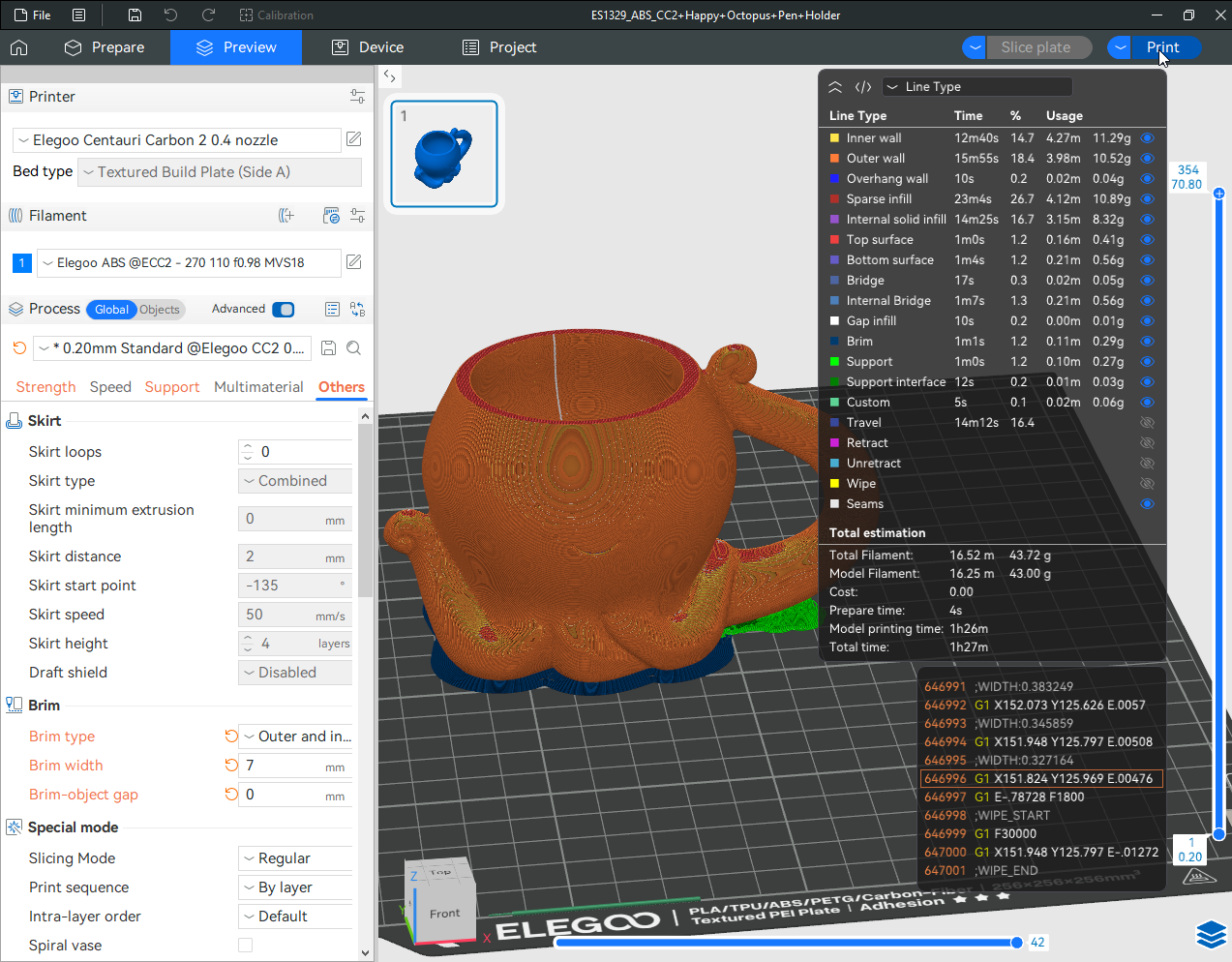
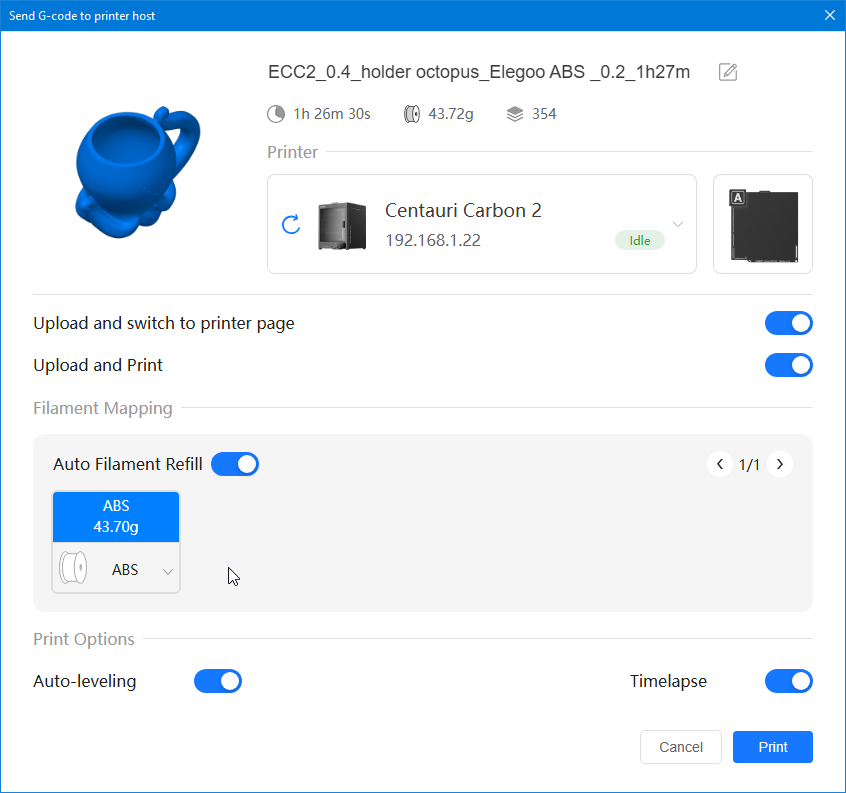
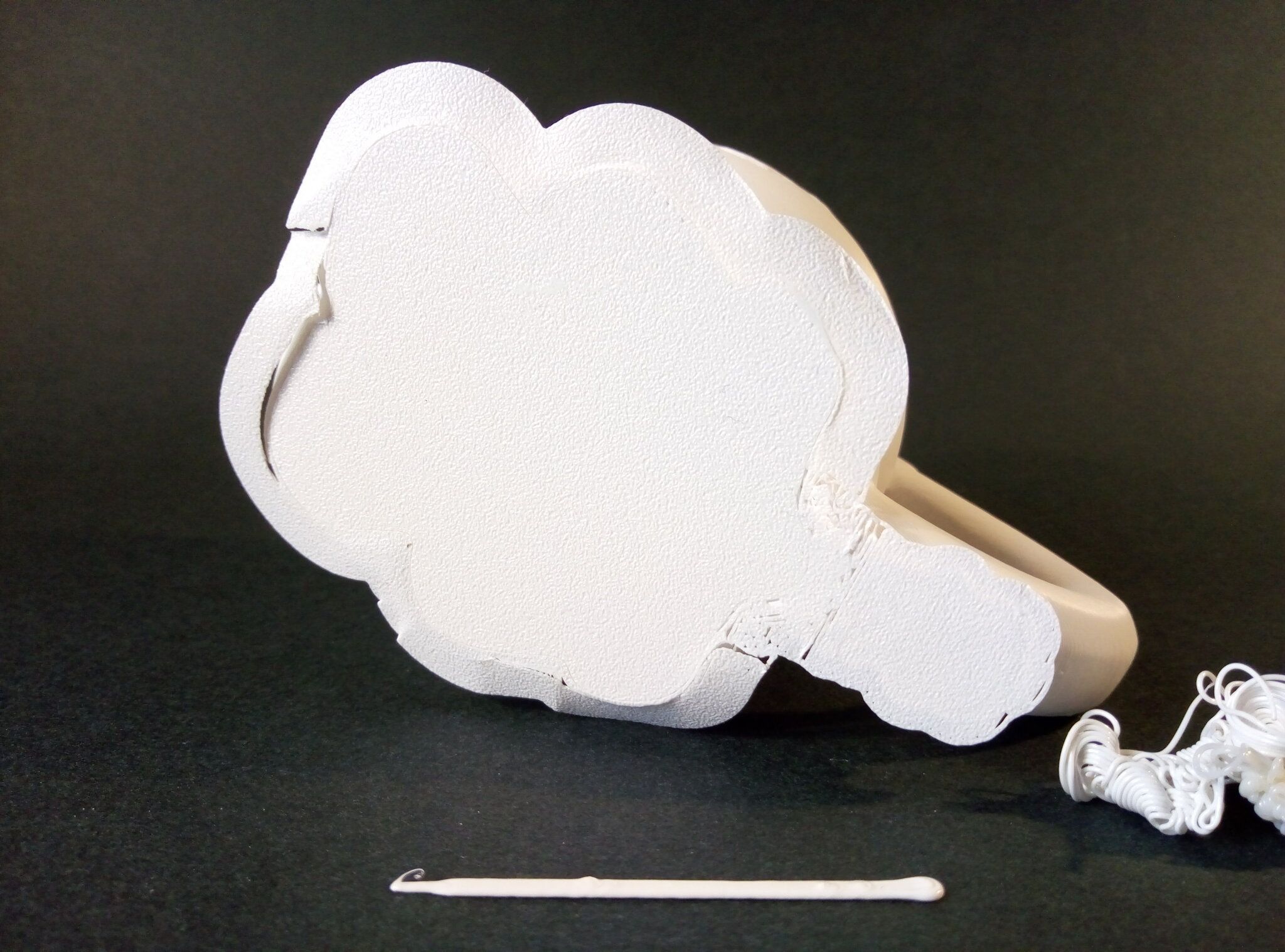
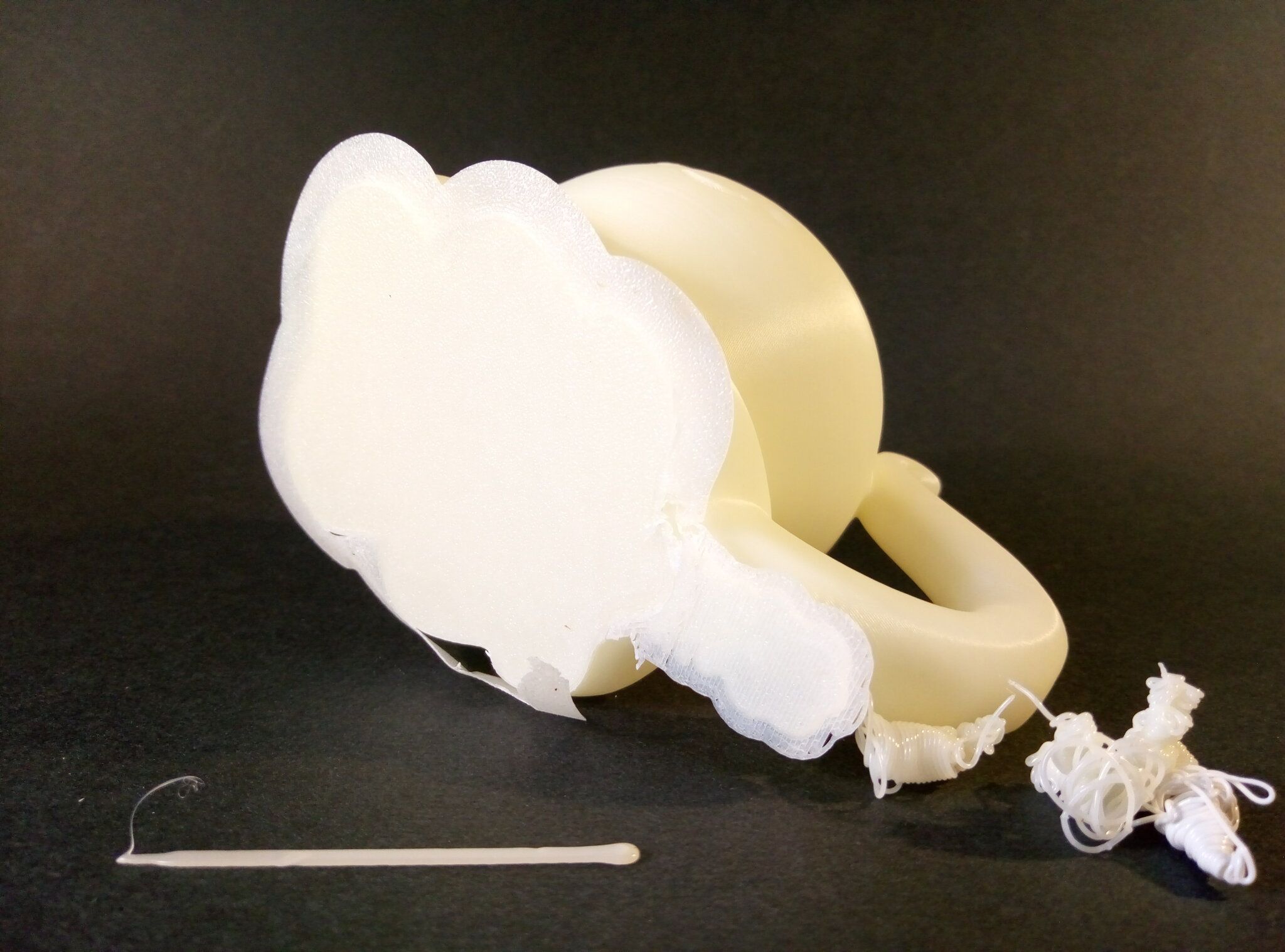
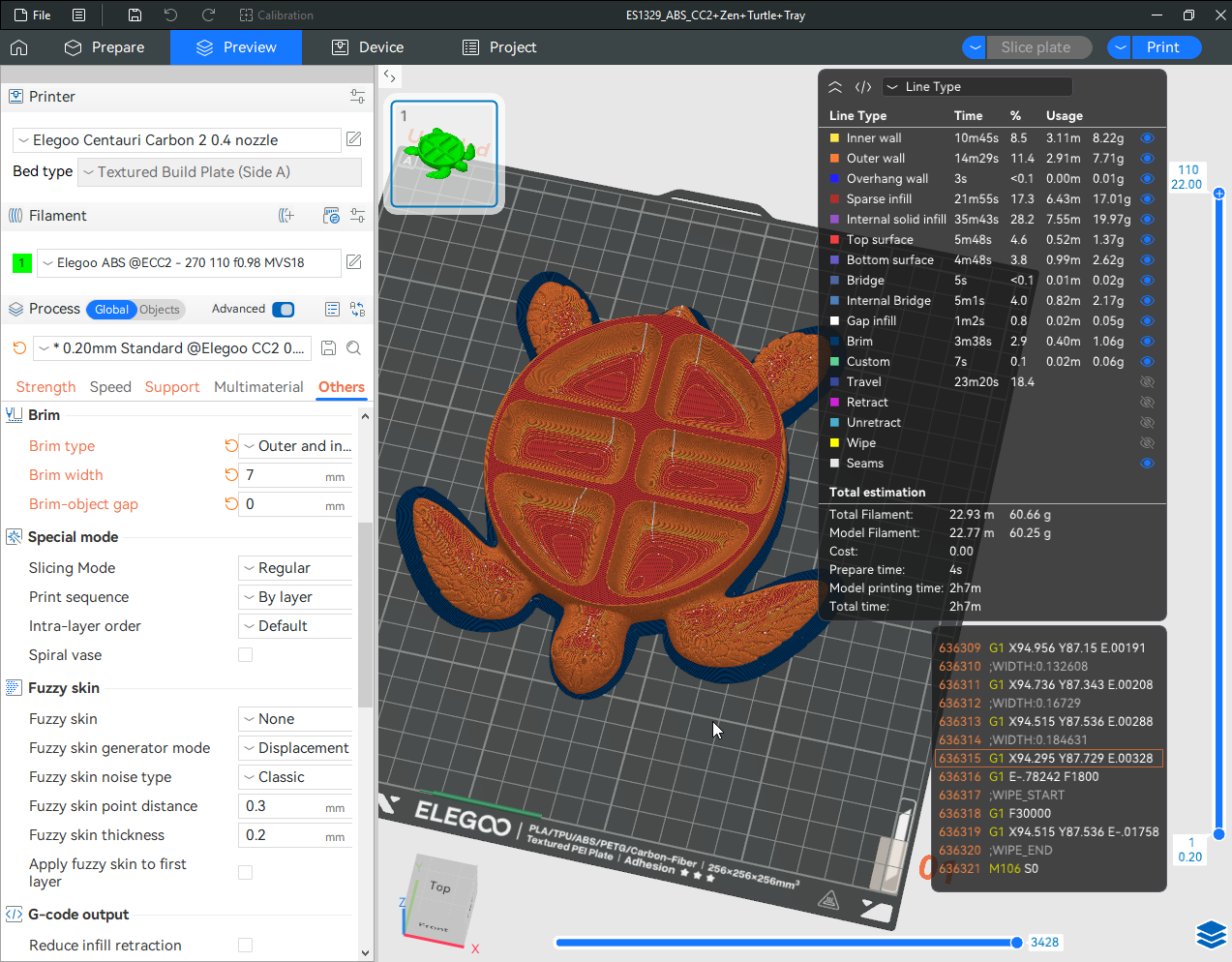
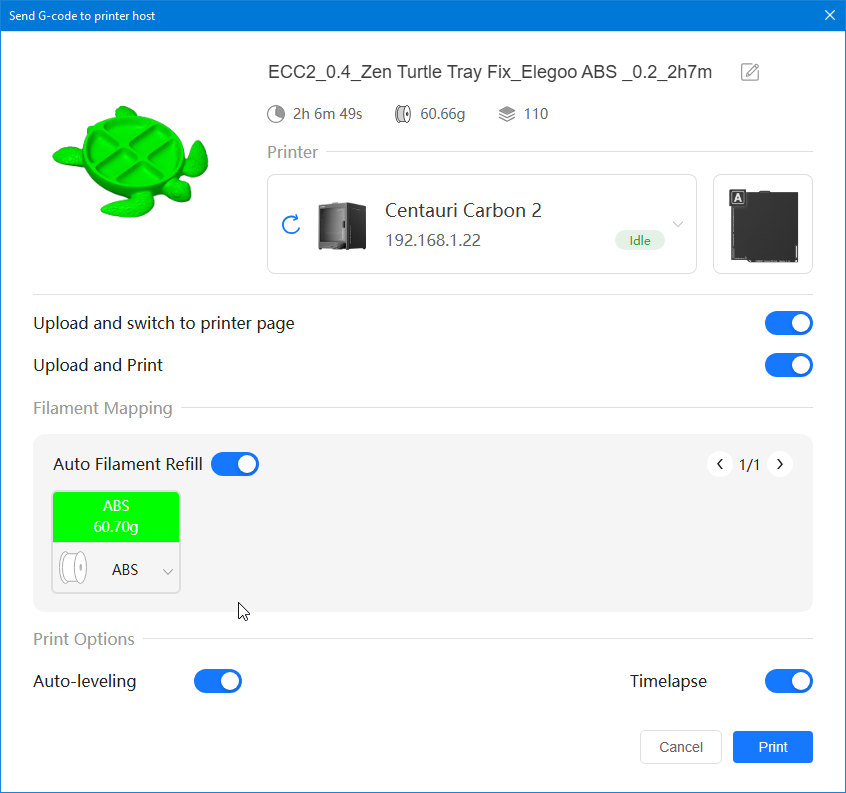
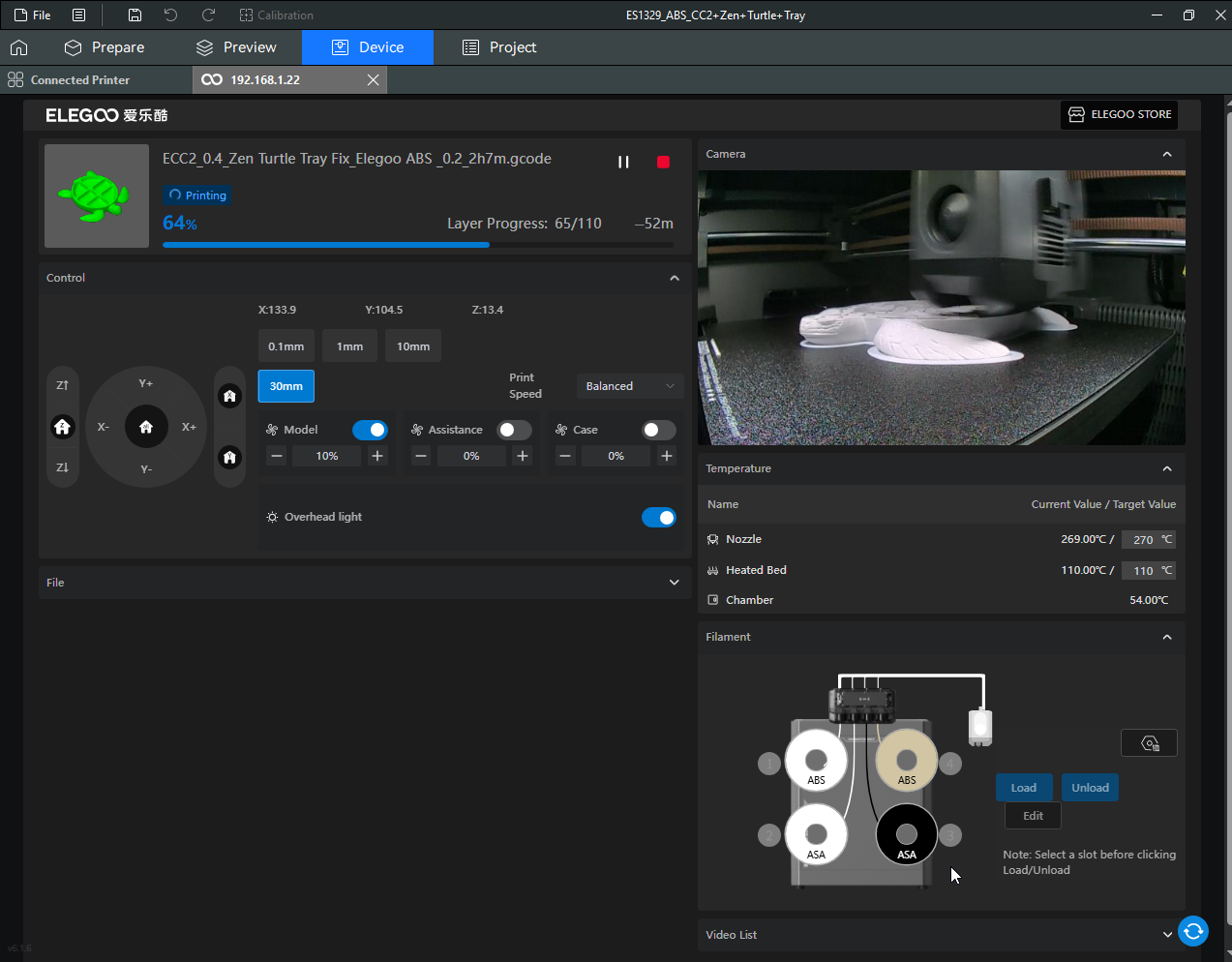
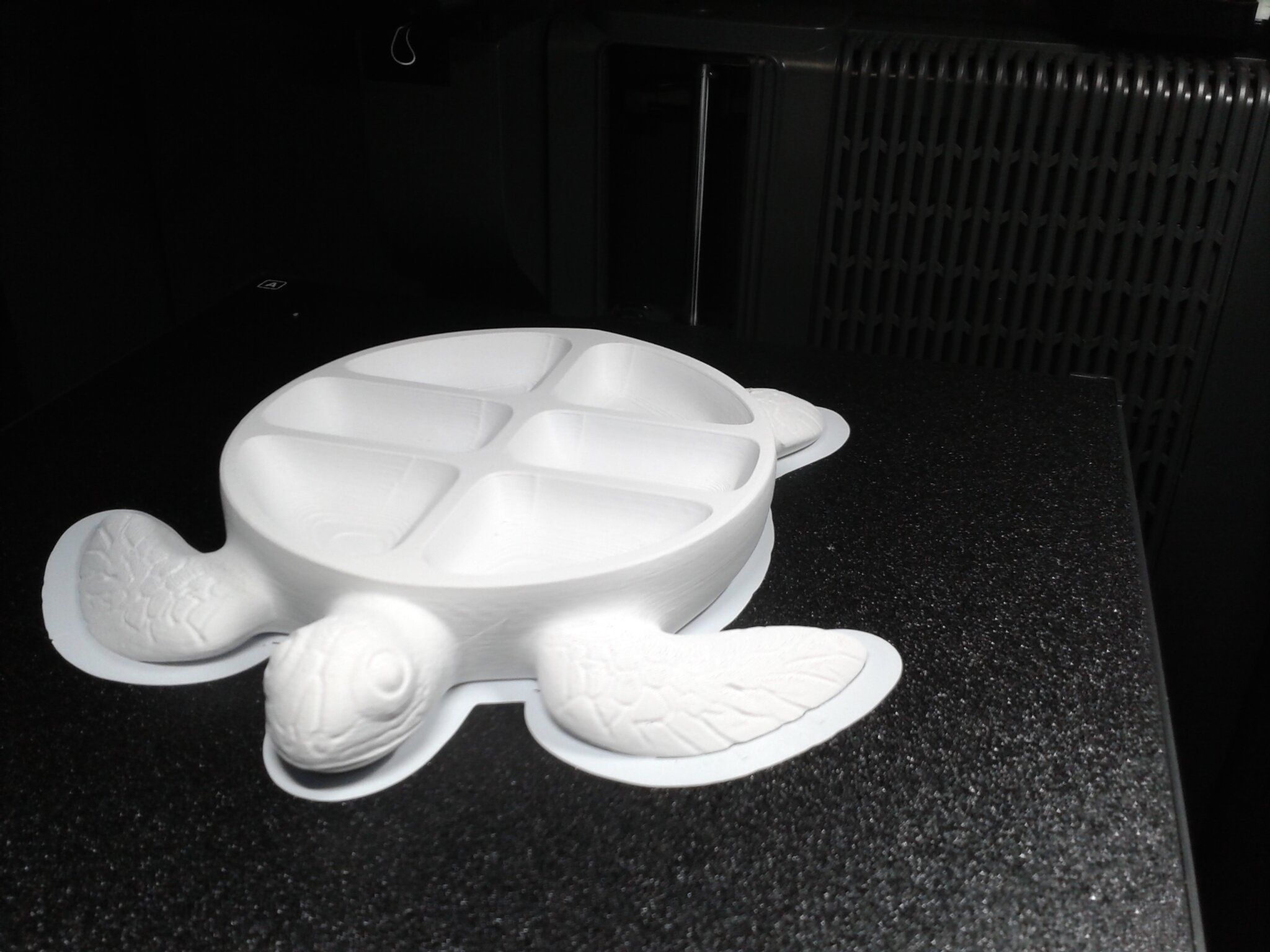
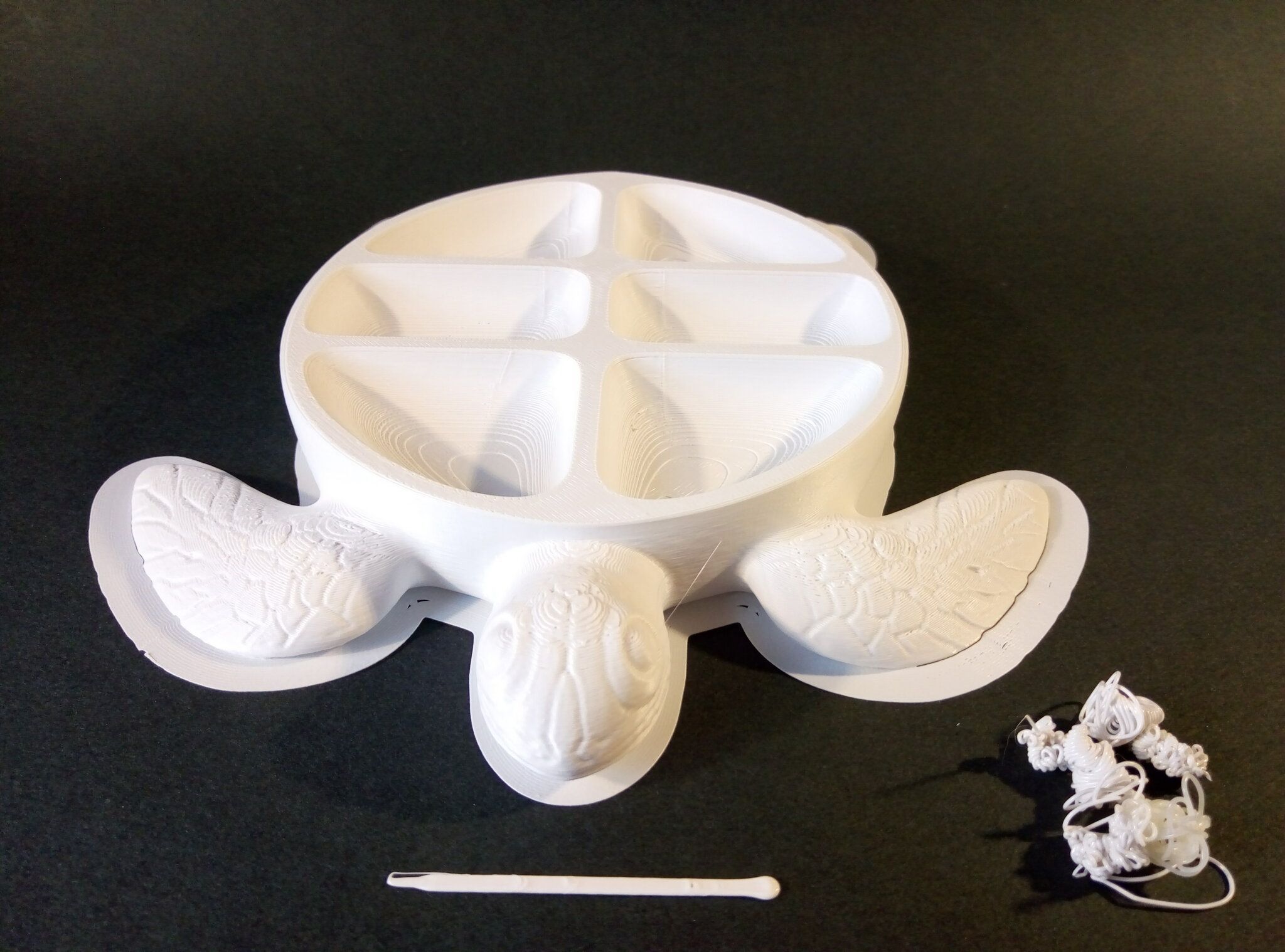
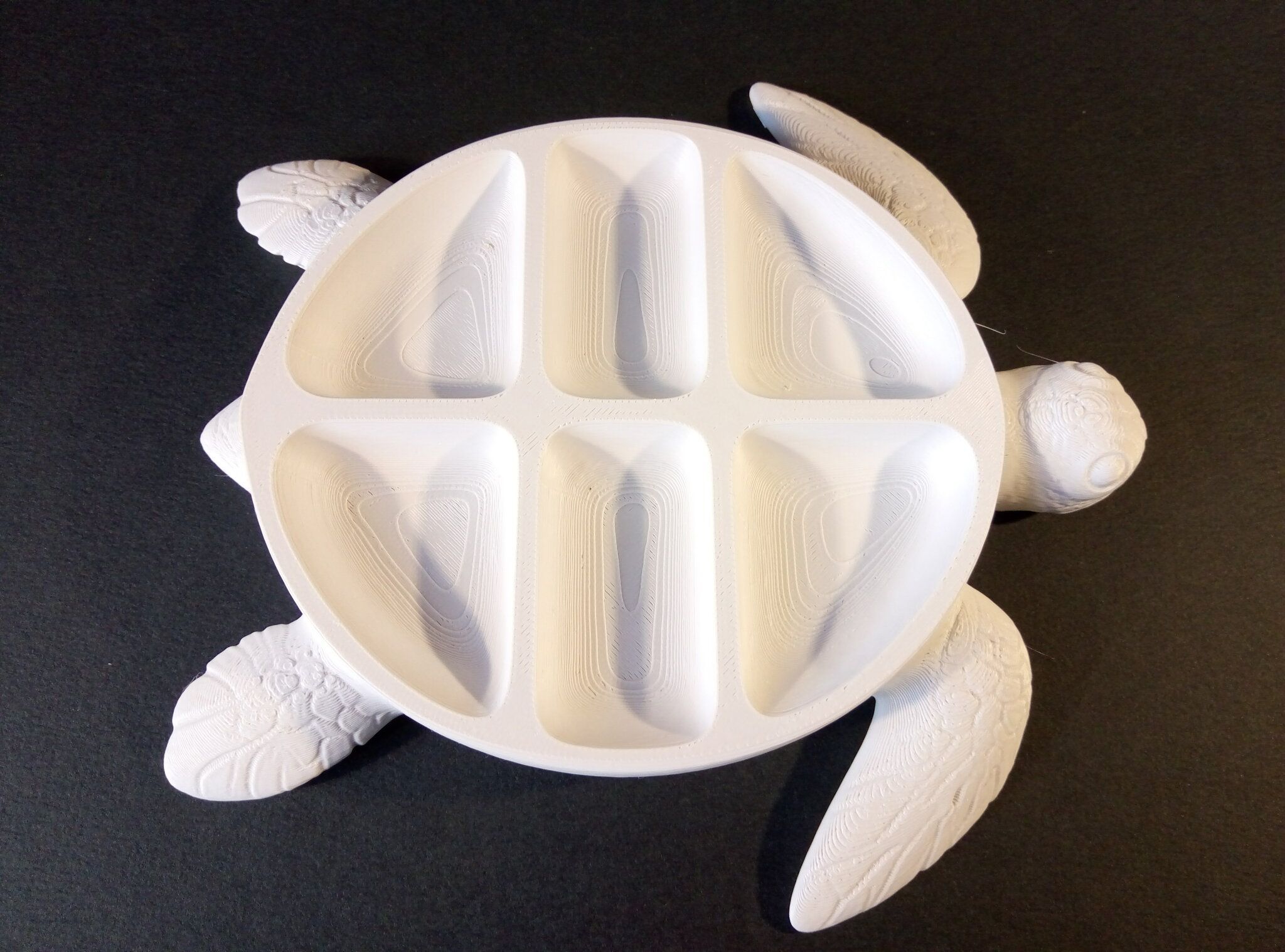
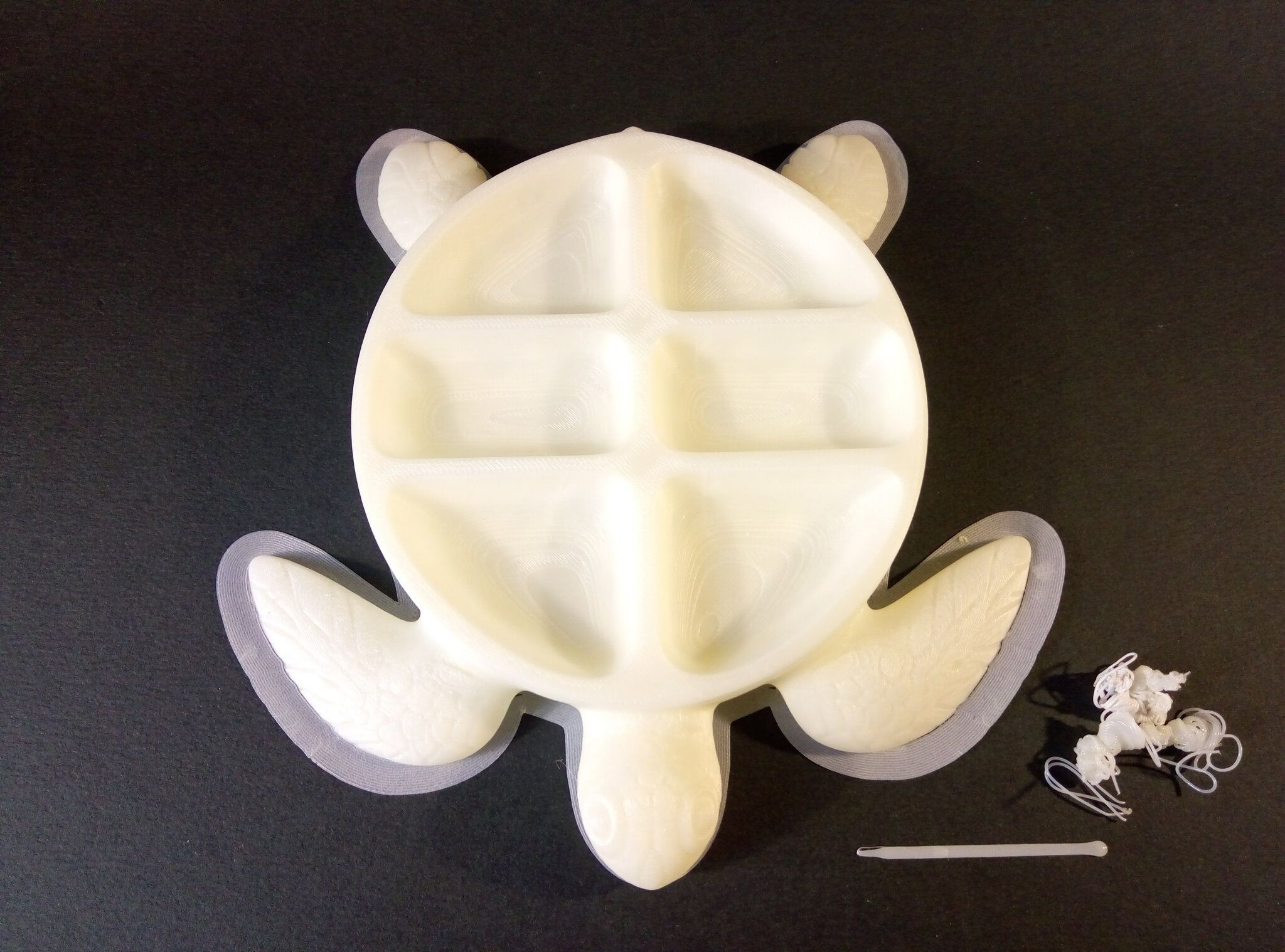
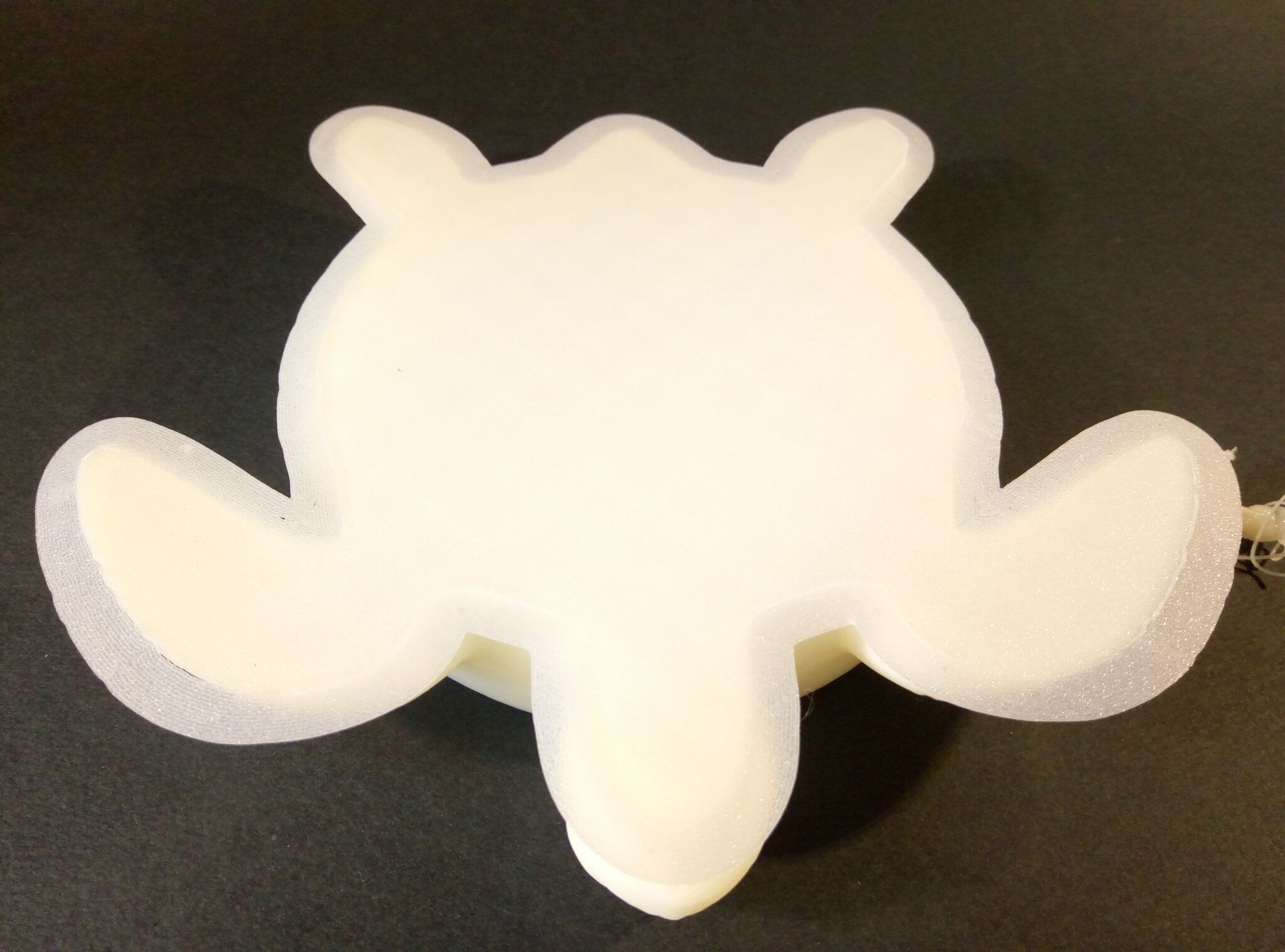
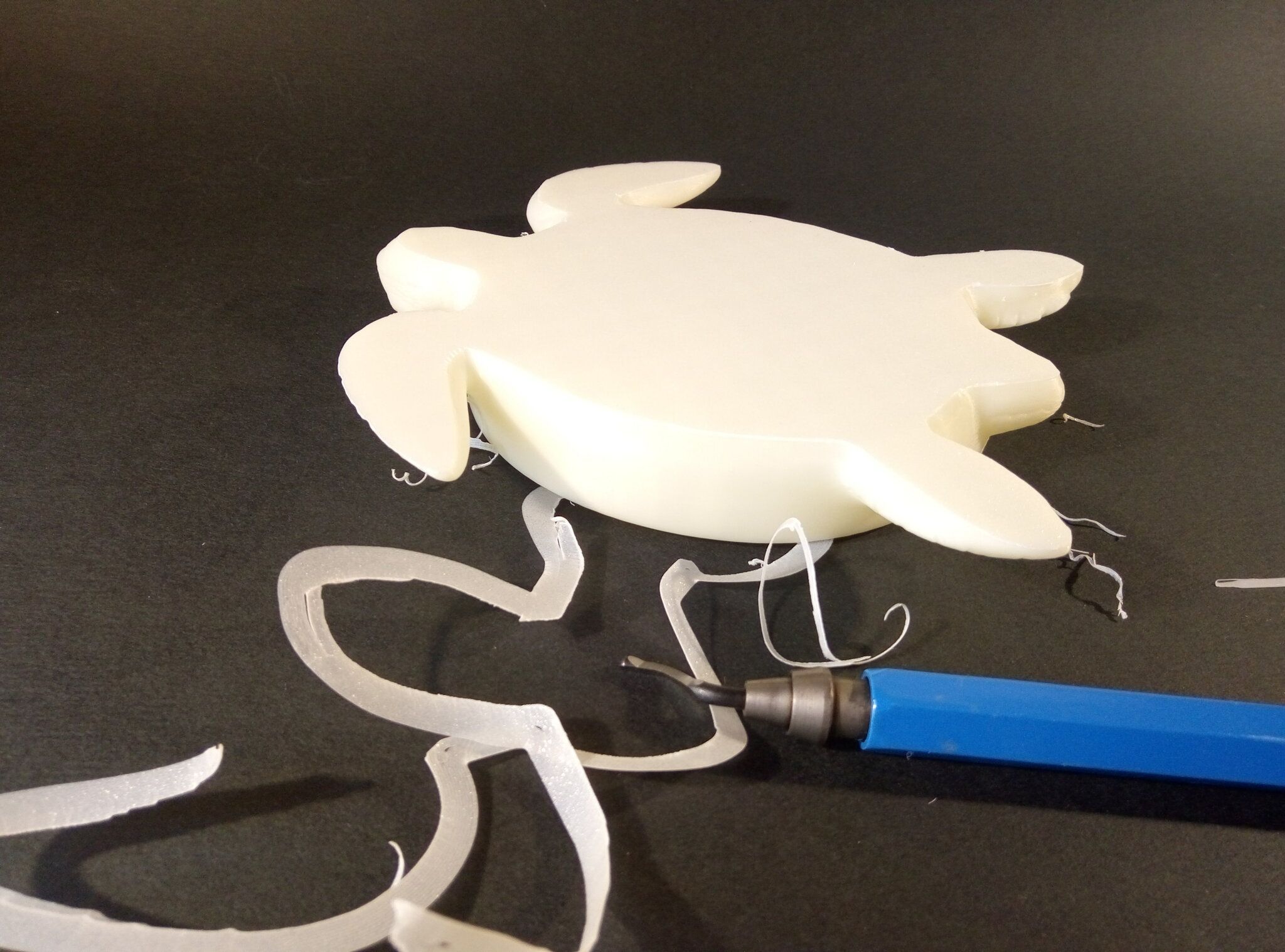
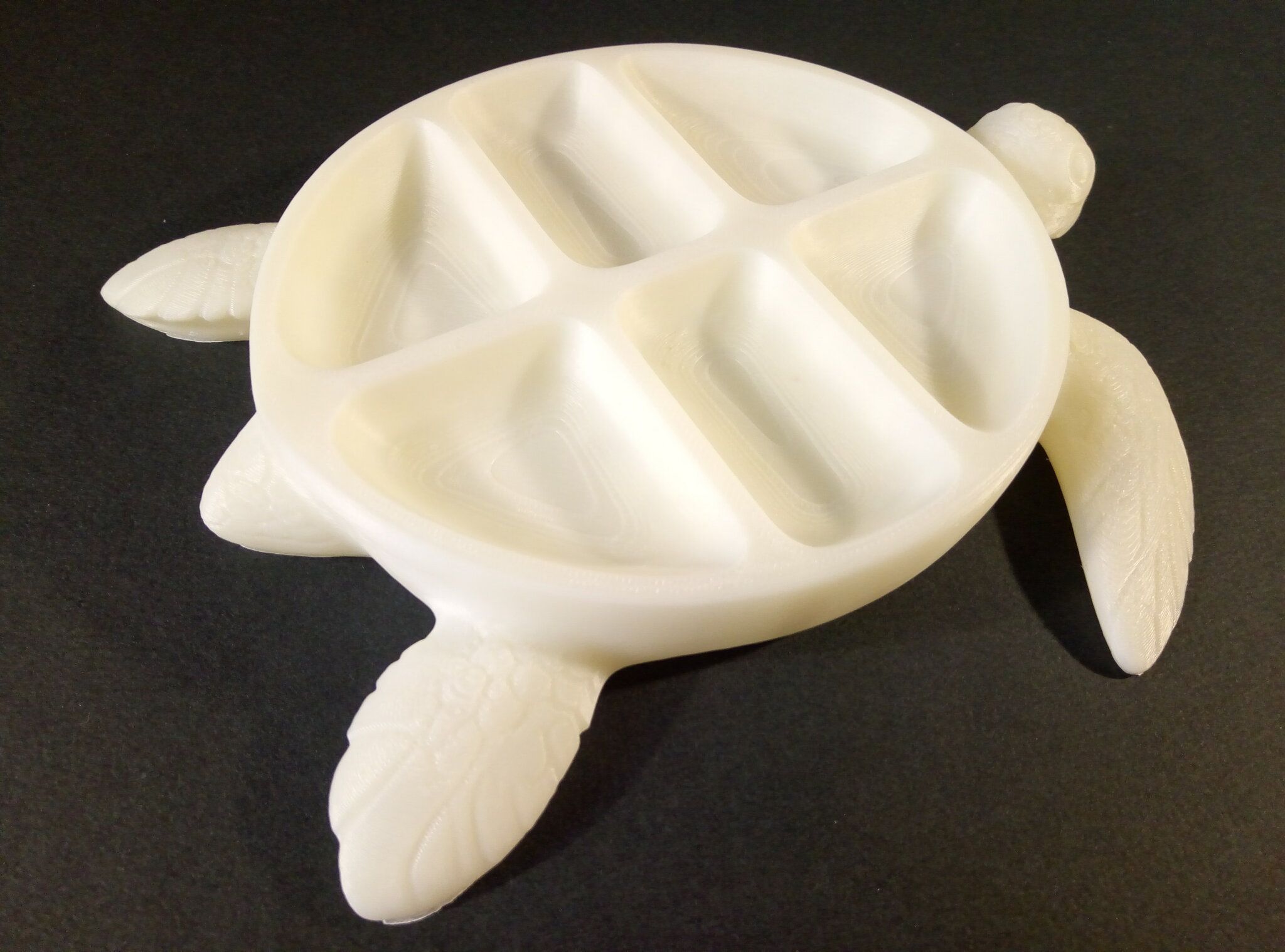
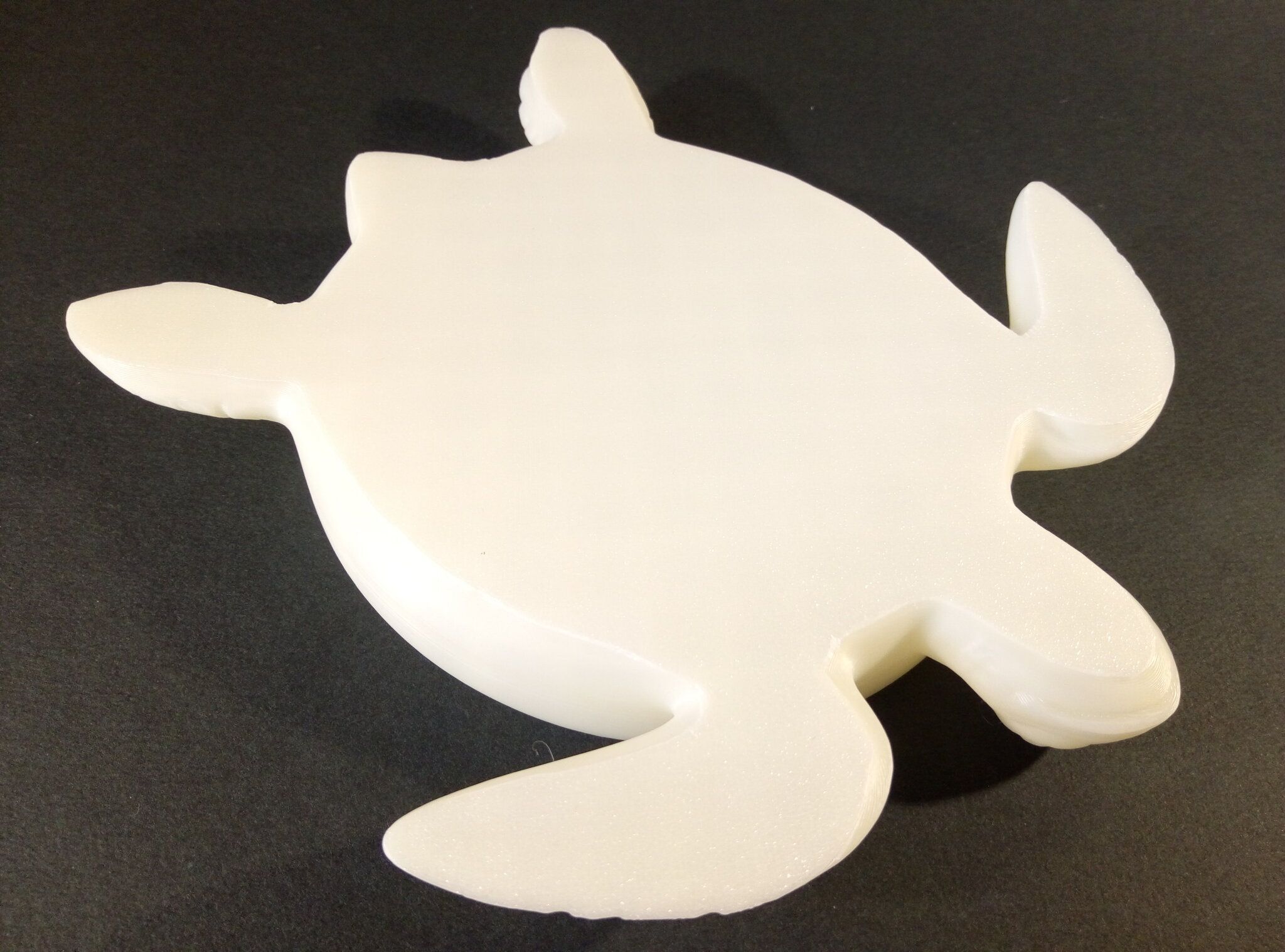
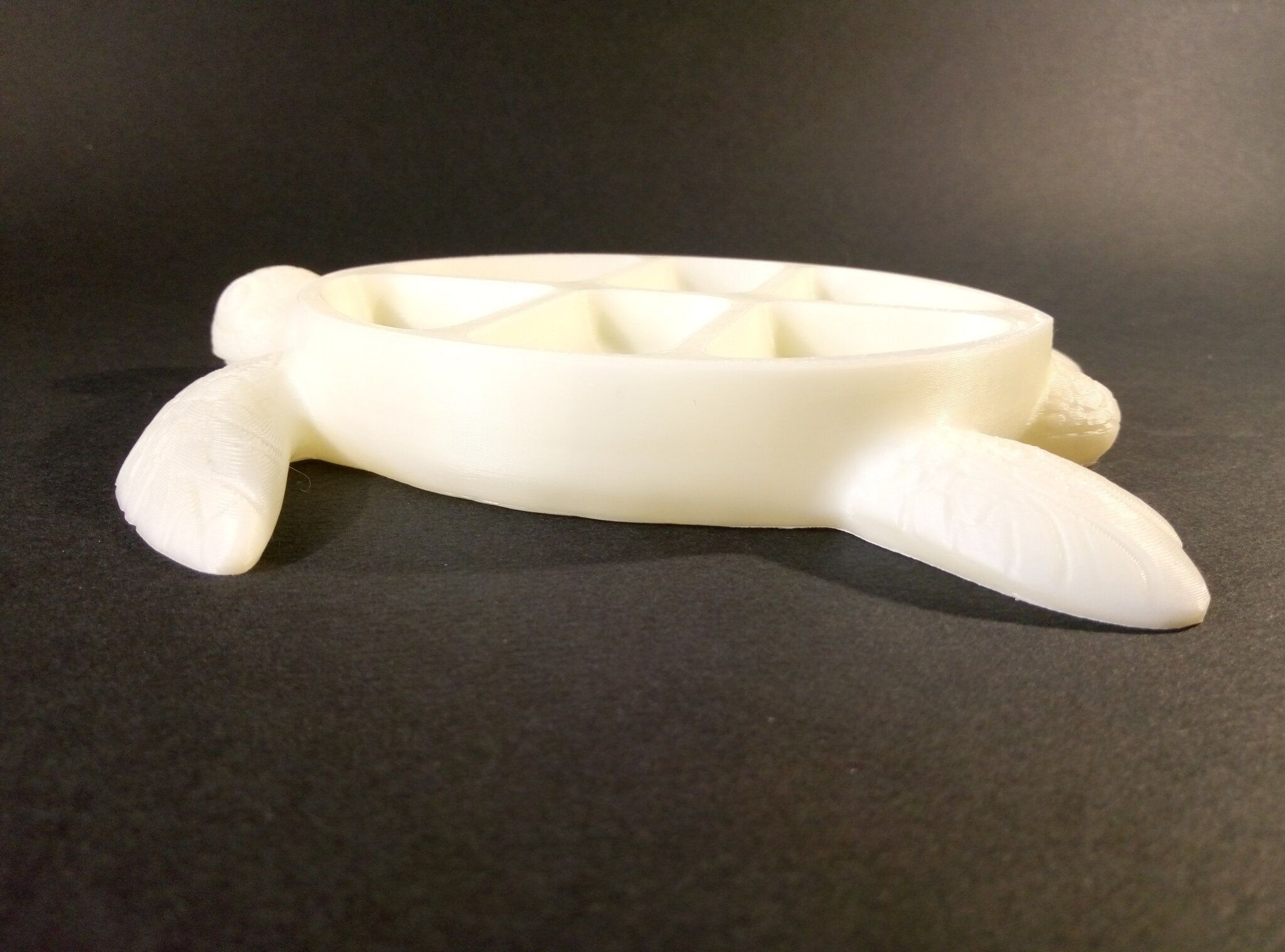
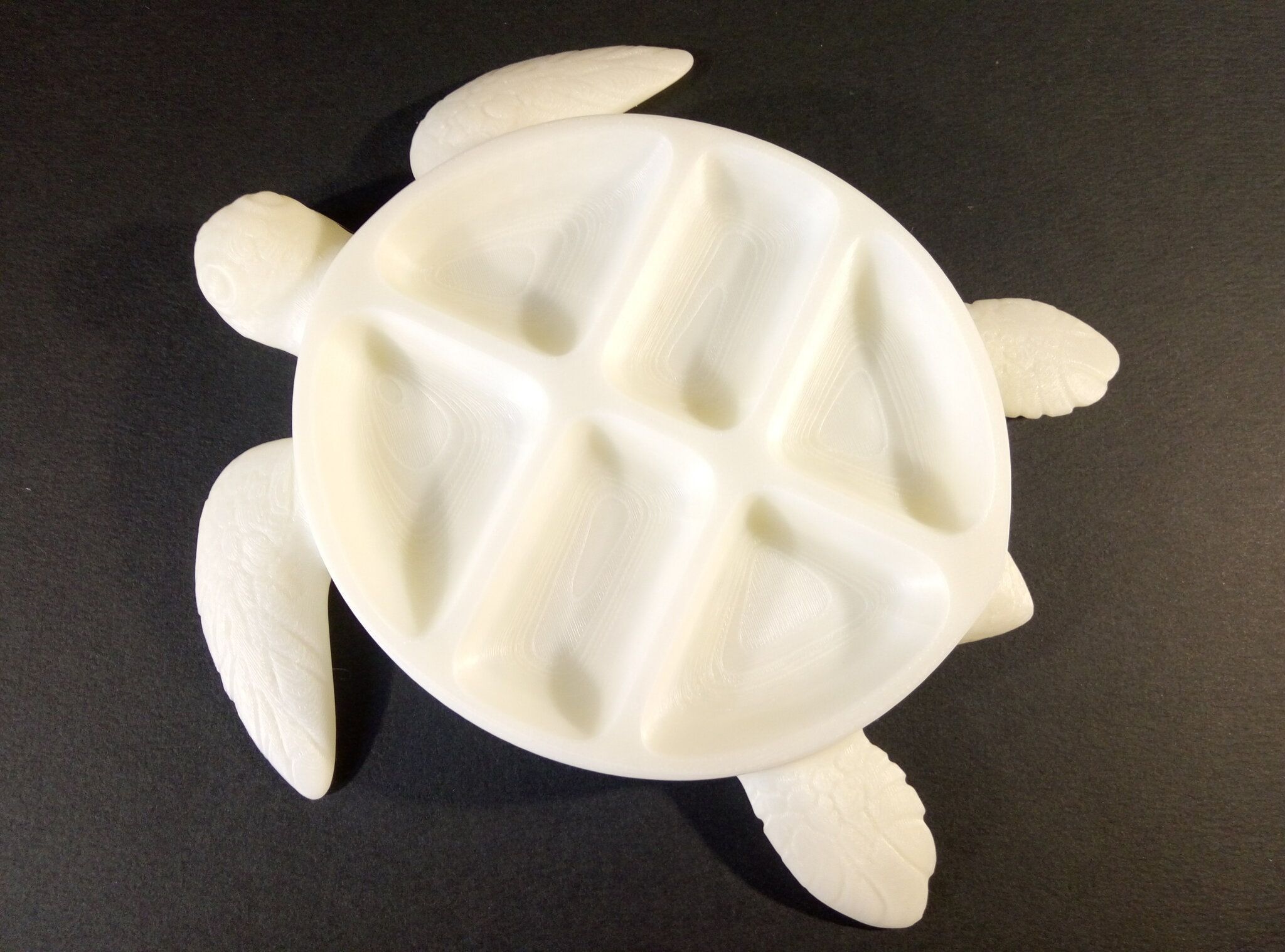
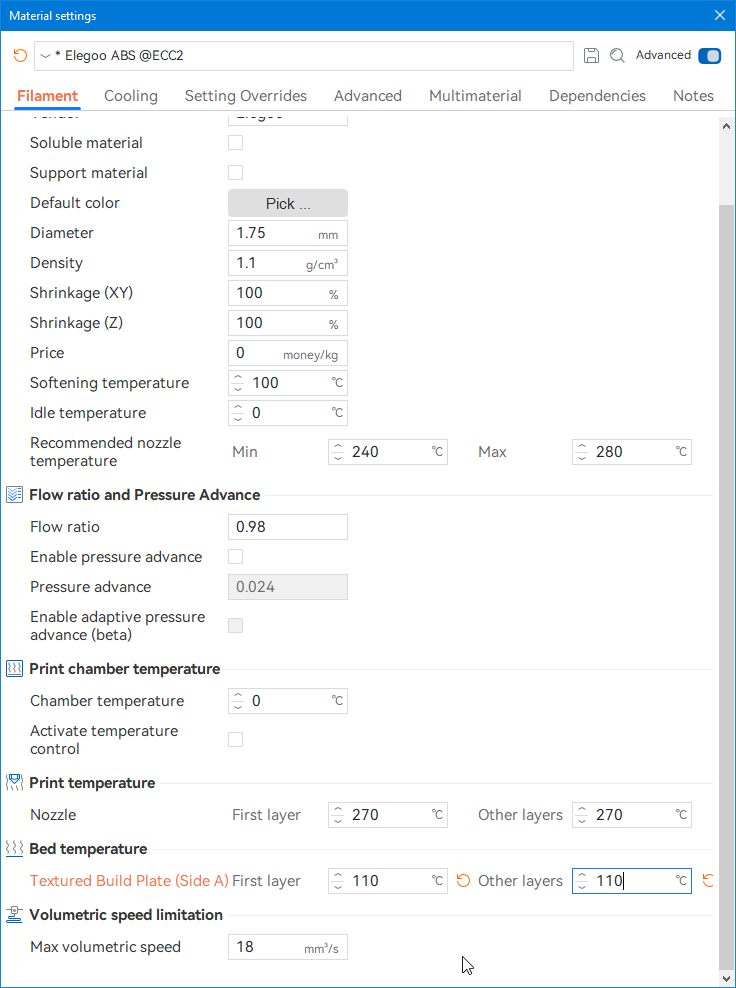
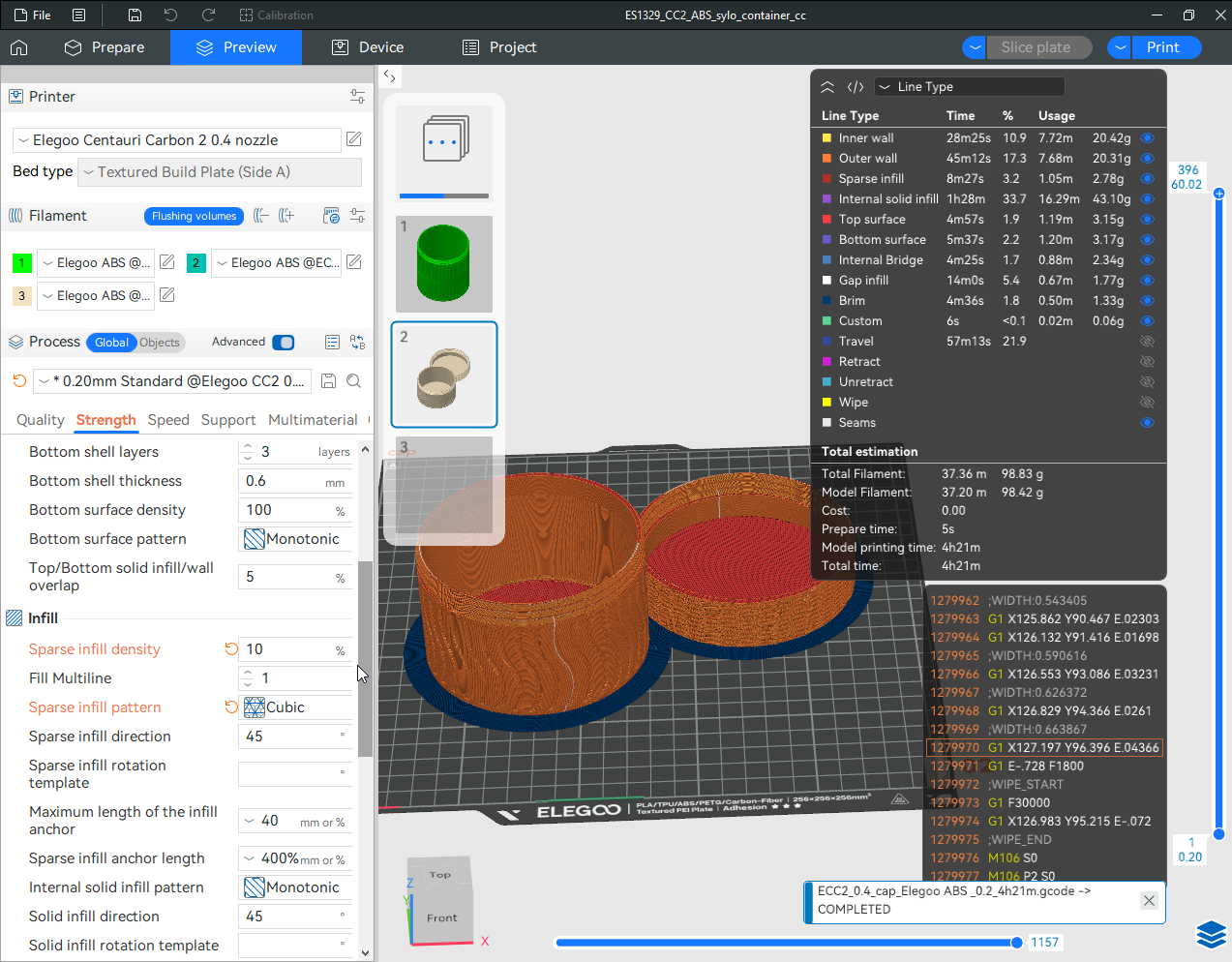
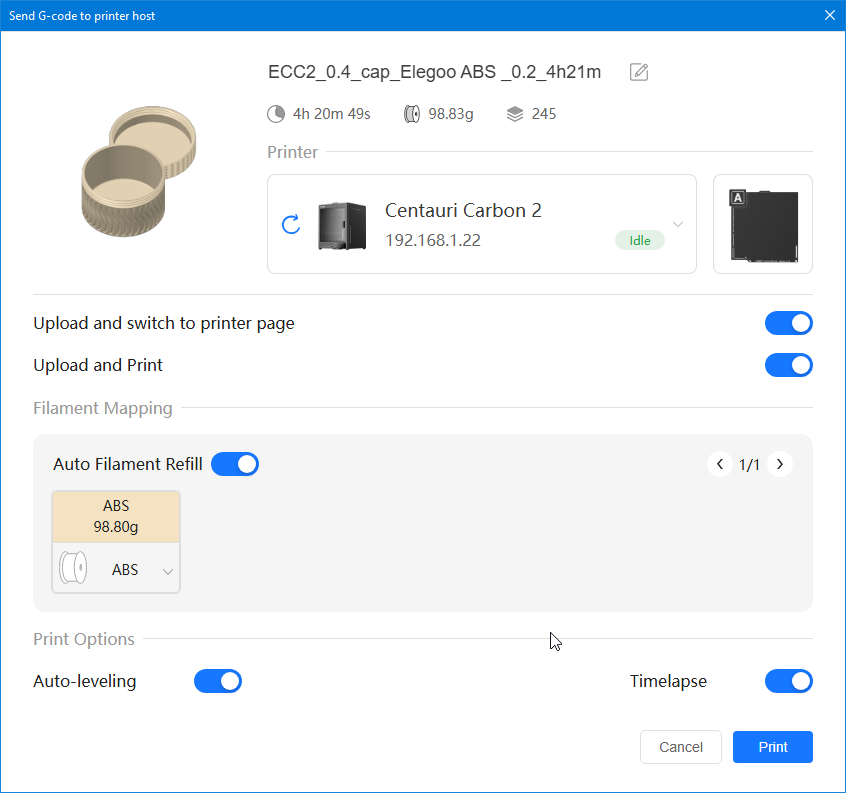
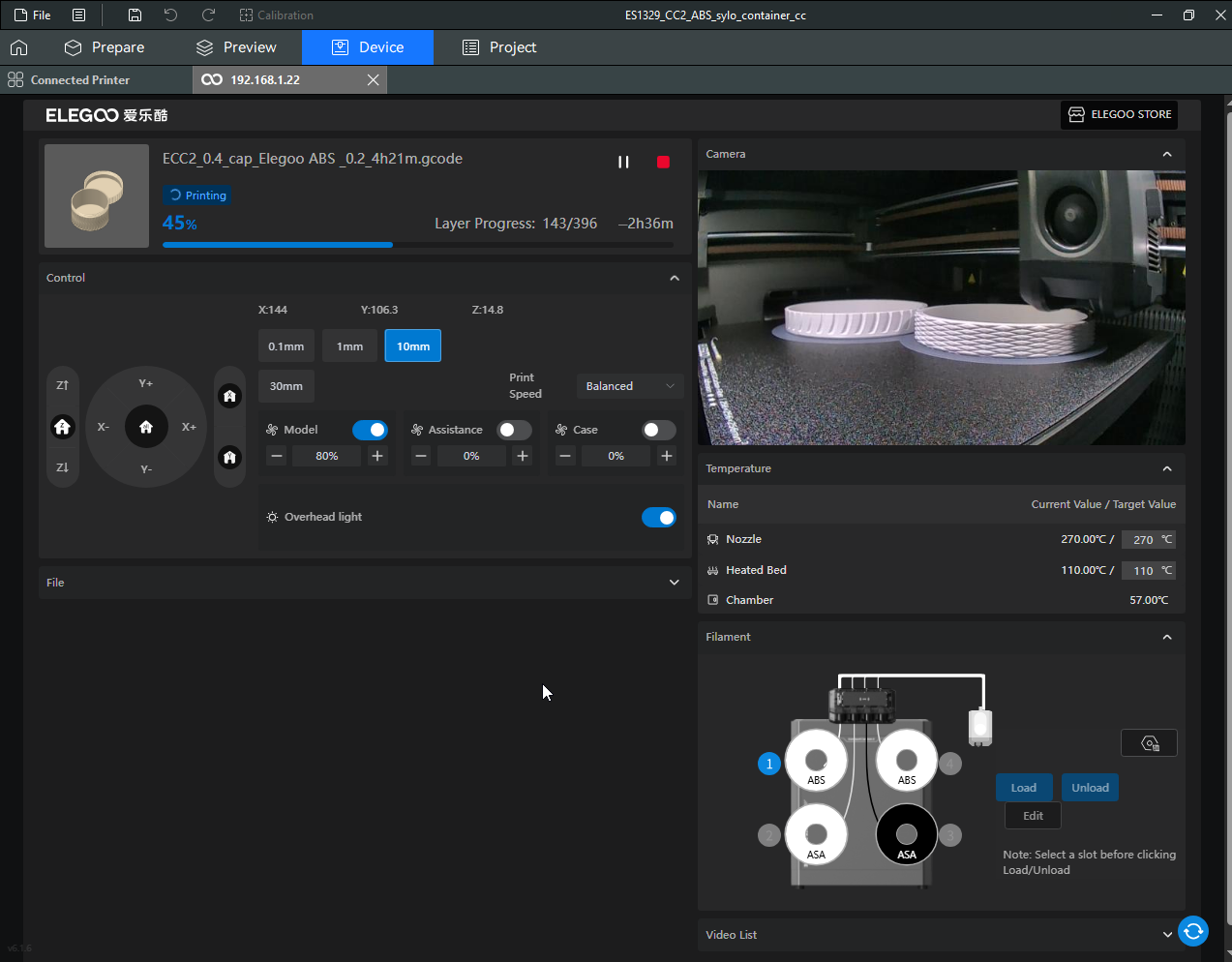
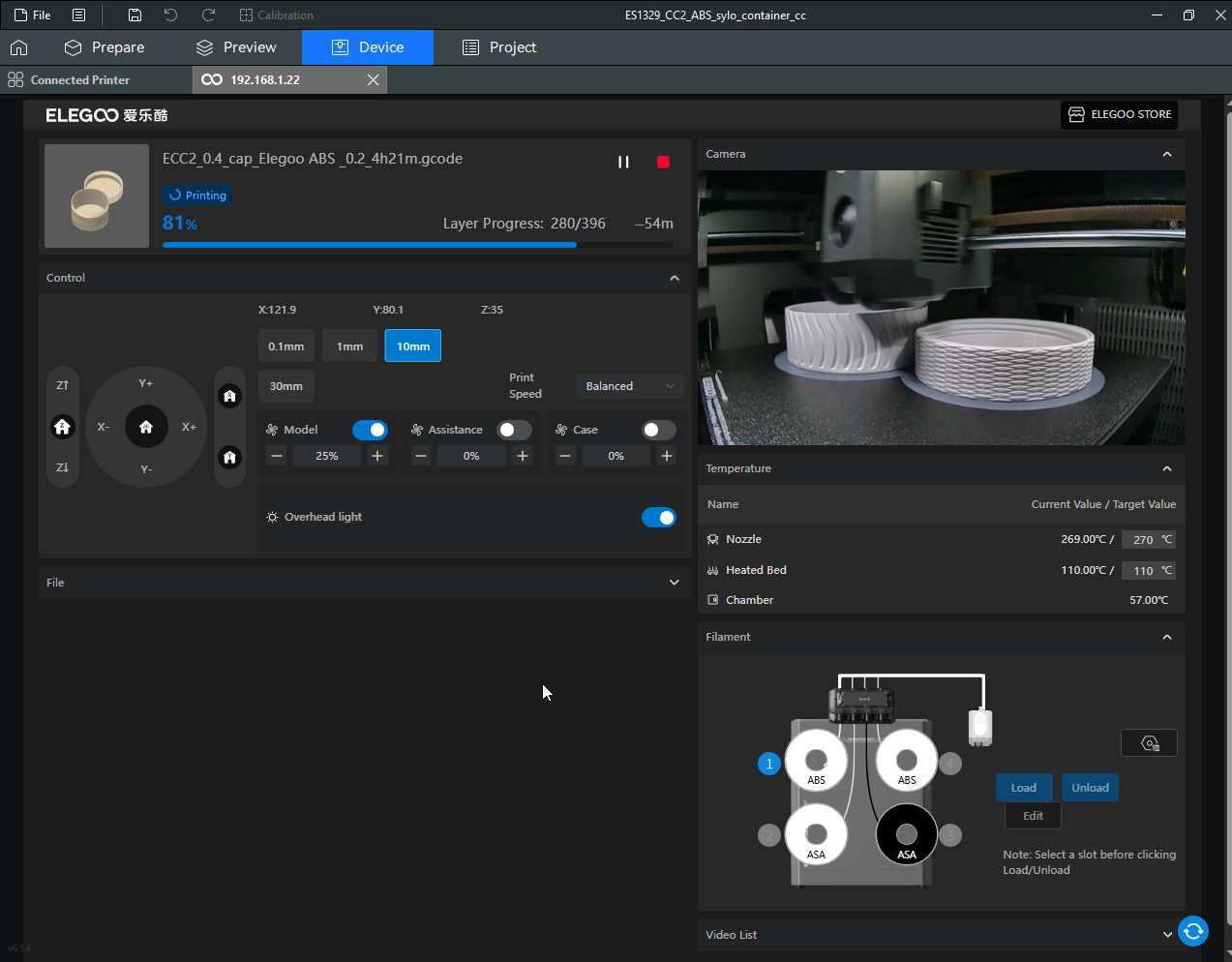
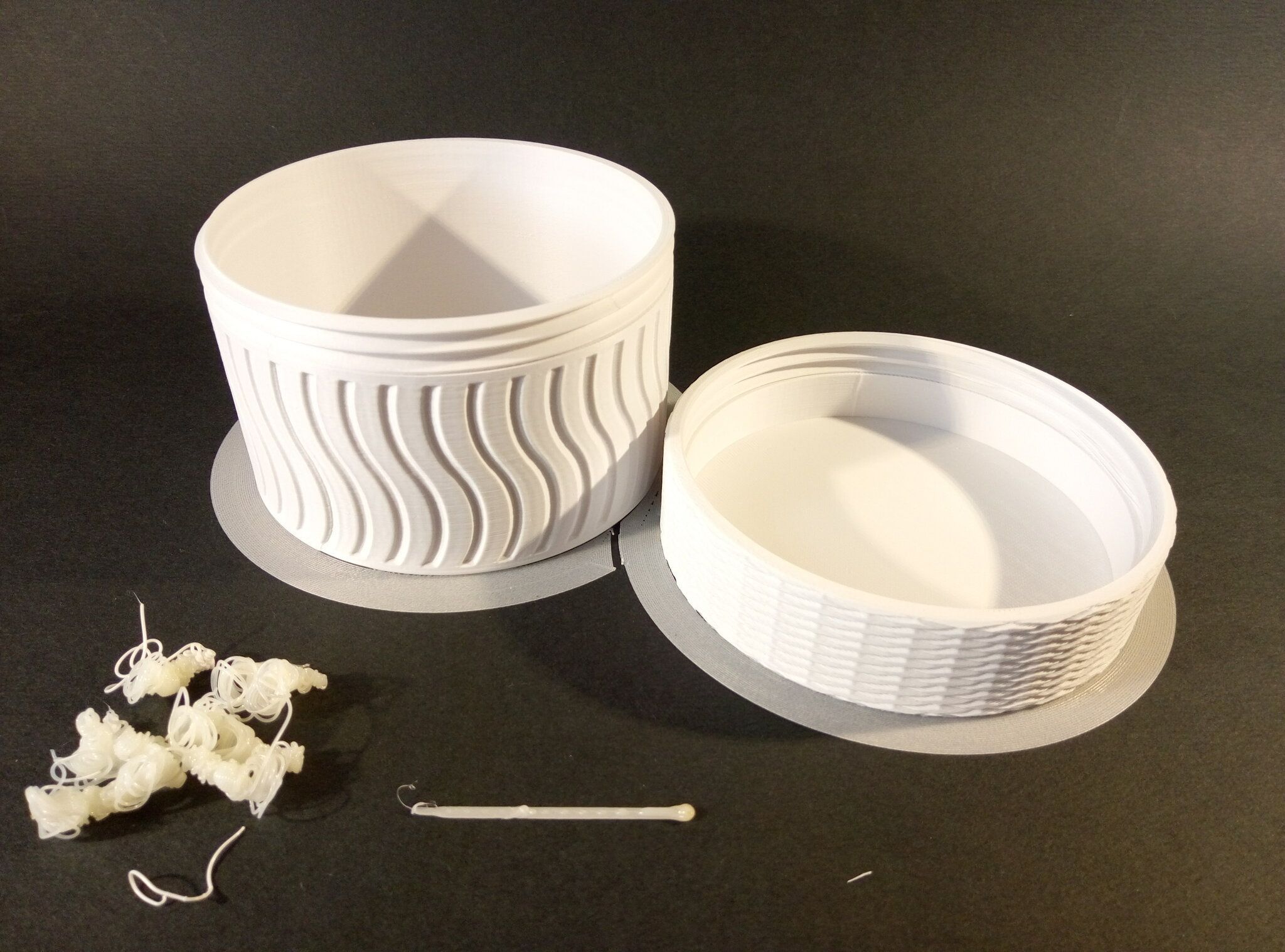
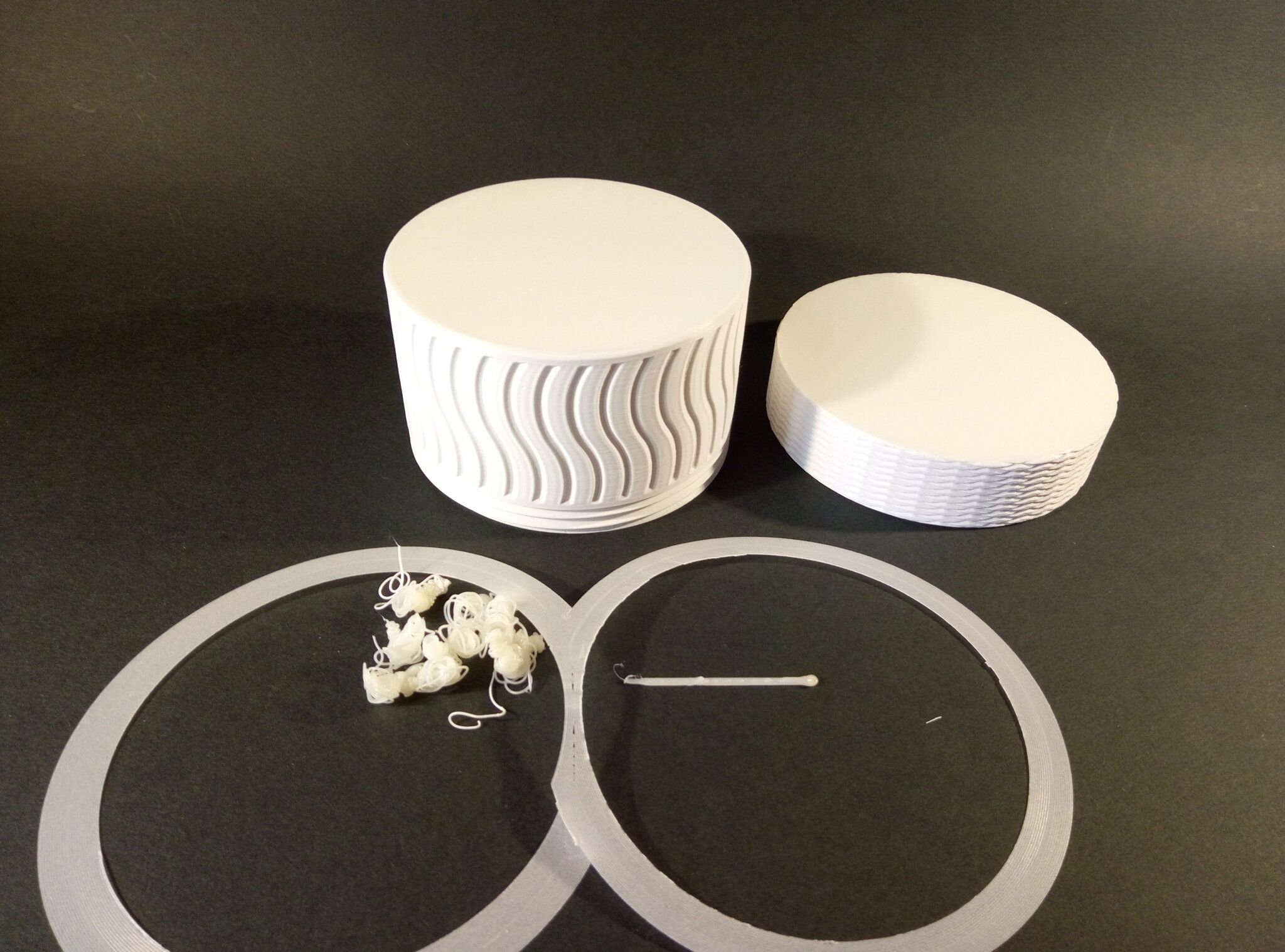
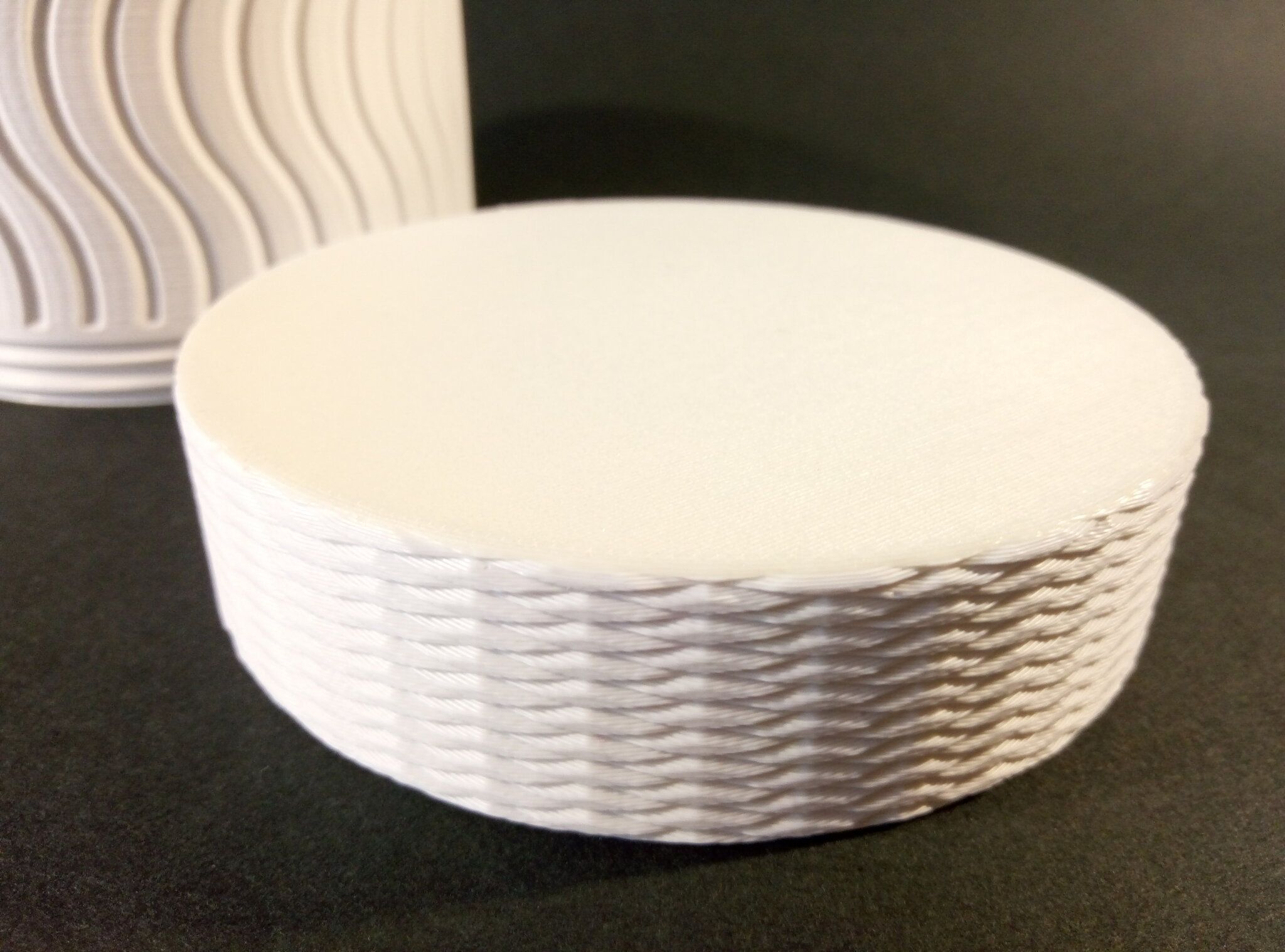
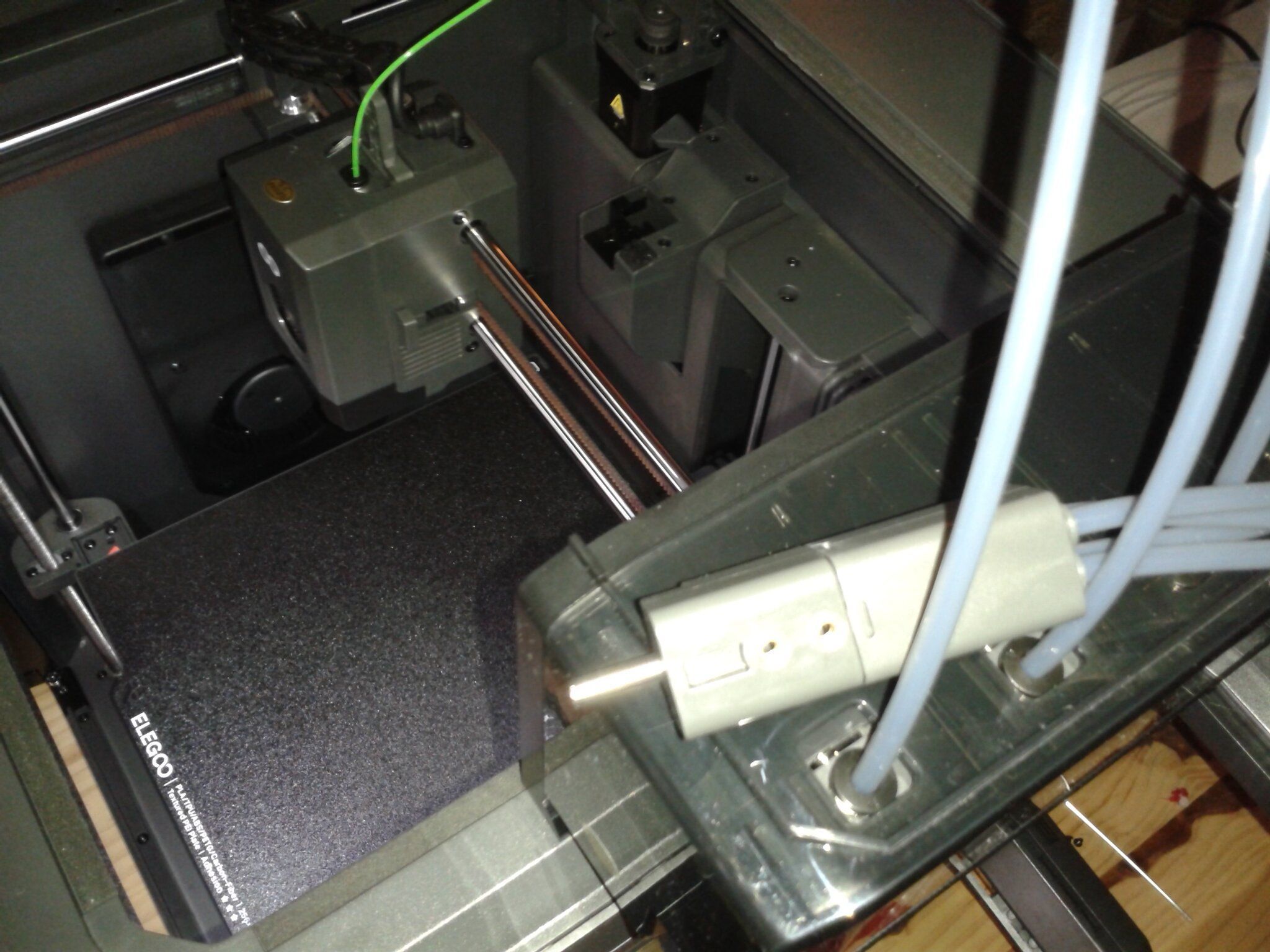
Autres impressions - ABS Je n'ai pas vraiment l'habitude d'imprimer de l'ABS. Mais je sais d'expérience que c'est un matériau bien moins facile à imprimer que le PLA. Il me semble que généralement l'ABS requiert un plateau parfaitement dégraissé car a une forte tendance à se décoller du plateau, Il faut un plateau bien chaud et une large bordure ("brim") d'impression. et préfère une enceinte chauffée pour ne pas gauchir (se déformer) et/ou avoir des délaminations des couches (les couches imprimées se séparent les unes des autres) lors de l'impression ou lors du refroidissement de ce matériau (préférer laisser l'impression refroidir lentement encore sur le plateau de l'imprimante après fin de son impression). Et il dégage une relativement forte odeur quand on l'imprime. (Être dans un espace bien ventilé et/ou avec un système de filtration de l'air et/ou avec un système d'extraction de l'air vers l'extérieur) J'ai donc préféré pour mes essais, me faire une sorte de surcaisson d'isolation thermique pour recouvrir le "capot thermique" plastique d'origine, pour tenter de gagner quelques degrés dans l'enceinte de l'imprimante lors de l'impression car sur la Centauri Carbon 2, l'enceinte n'a pas de système de chauffage dédié et c'est la chaleur diffusée par le plateau et la tête d'impression lors de l'impression qui chauffe indirectement l'enceinte. Si vous prenez le temps de préchauffer l'imprimante (buse et plateau), notez que la température cible de la buse se remet à 0 au bout de ~10 min (si imprimante inactive) avant de faire une impression en ABS. Vérifier de bien avoir sélectionné "maintenir la température" sur l'écran de contrôle de l'imprimante (cela ferme les clapets qui donnent sur le ventilateur d'extraction). Je n'ai pas trouvé comment faire l'équivalent de "maintenir la température" depuis l'onglet "Device" sous Elegoo Slicer v1.3.2.9 ( Firmware 01.03.01.89) Pour l'ensemble des impressions ABS suivantes, j'ai utilisé le profil filament "Elegoo ABS @ECC2" modifié (buse 270°C, plateau 110°C au lieu de 90°C, MVS 18 mm³/s, Flow 0.98 %) Filaments utilisés : ABS White Velleman, ABS Natural Velleman. Happy Octopus Pen Holder - Kumy https://www.nexprint.com/en/models/G2140368 Filament utilisé : ABS White Velleman Même fichier d'impression Filament utilisé : ABS Natural Velleman Zen Turtle Tray - Kumy https://www.nexprint.com/en/models/G8779612 Filament utilisé : ABS White Velleman Même fichier d'impression Filament utilisé : ABS Natural Velleman Ripple Isle – Wave-Textured Desktop Organizer - Yuki&Nan https://www.nexprint.com/en/models/C0328495 avant tranchage, modification de l'échelle, uniforme, pour obtenir un objet ayant une hauteur Z = 250 mm Filament utilisé : ABS Natural Velleman Vidéo du timelapse : sylo • container - h3liØ https://www.nexprint.com/en/models/G2102568 Mais avant de découper, sous le trancheur ElegooSlicer (v1.3..2.9), j'ai mis sur le même plateau le corps de la boite la moins haute avec un couvercle ( chaque élément est seul sur un plateau dans le fichier .3mf fourni par l'auteur) On peut remarquer quelques petits défauts d'impression du filetage du couvercle (avoir imprimé le corps et le couvercle de la boîte en même temps sur le même plateau et donc avoir pour chaque couche des déplacements entre le corps et le couvercle sont probablement la raison de ses petites imperfections d'impression du filetage du couvercle) Ici, j'ai utilisé la fin de ma bobine d'ABS Natural Velleman avec en "auto-refill" ( initialement paramétré avec la même couleur sur l'onglet "CANVAS" de la machine pour que l'"auto-refill" fonctionne sans intervention) une bobine d'ABS White Velleman. La fonction "auto-refill" a bien fonctionné sans avoir besoin de mon intervention. La quantité de filament restant sur la fin de la bobine d'ABS Natural Velleman n'a permis d'imprimer que quelques-unes des premières couches de cette impression. (Comme les couleurs de filaments utilisés sont relativement proches, cela ne se voit pas vraiment sur les photos, sauf quand on regarde à l'œil et avec une lumière adaptée les faces imprimées en contact avec le plateau.) Malgré les petits défauts d'impression du filetage du couvercle, le couvercle se visse et se dévisse bien du corps de la boîte. Pour l'ensemble de ses impressions en ABS On peut noter que grâce au surcaisson d'isolation thermique fait "à l'arrache" avec les mousses de transport, placé sur le "capot thermique" d'origine, dans mon environnement d'impression à ~17°C, buse 270°C, plateau 110°C, l'enceinte arrive à atteindre les ~57°C.



















































 7 points
7 points -
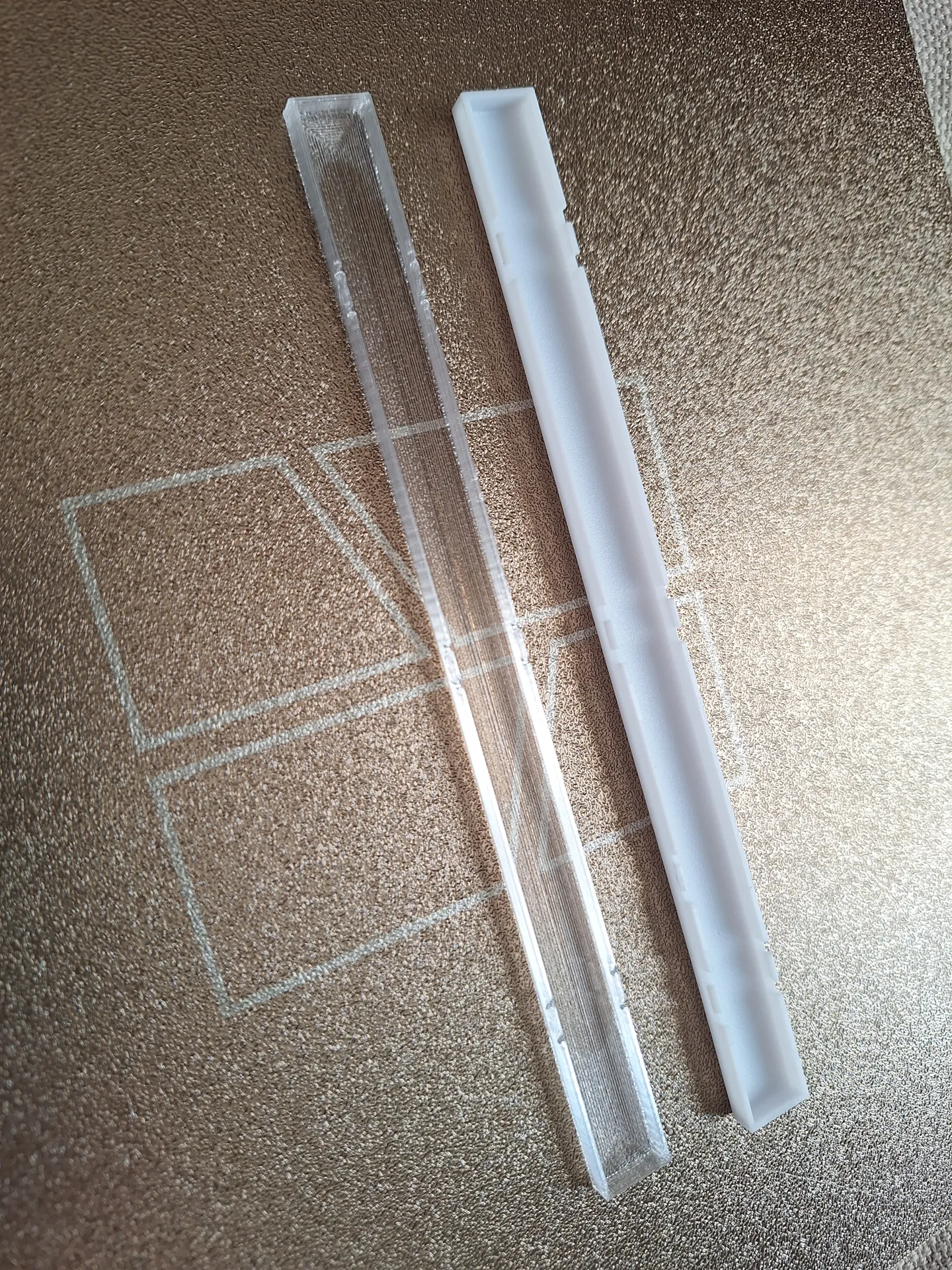
J'ai gravé quelques bricoles très facilement sur du PMMA légèrement teinté, le résultat est très propre (normal sur cette matière). j'ai fait la même chose sur du PC, le résultat est aussi propre. Je vais faire des tests sur du PC noir, ABS noir, PP blanc, bleu, noir et d'autres matières en cherchant dans mes stocks. Sur le PMMA, Largeur de la gravure 100 mm environ (il y a des reflets car pris rapidement d'une main avec l'iphone dans l'autre avec une lampe au dessus (nul le photographe). .
 7 points
7 points -
Je n'ai pas eu la patience d'attendre le retour Isidon. C'est bien le laser XTOOL F2 Ultre U.V. Sur l'emballage, il est bien inscrit 69 Kg. Je ne l'ai pas pesé, mais comme je l'ai déballé et installé seul à bientôt 68 ans et que je ne suis pas le fils de Batman, Hulk, Superman ou tout autre super-héros. On doit être nettement en dessous des 69 Kg. Une partie de la famille est maintenant réunie sur le bureau dédié. Essais sur du PMMA transparent légèrement teinté, le résultat est superbe dès le premier test. Autres points positifs, aucune fumée ni odeur pour du plastique, c'est génial. Le couvercle vertical est plus qualitatif que son cousin le F1. Quel bonheur d'avoir un seul logiciel pour piloter tous ces lasers Point négatif : il est très bruyant, surtout que je suis assis juste à côté sur le second bureau (mesuré 68 db), c'est principalement l'aspiration, pour les prochains essais, je baisserai la puissance de l'aspiration. Il faut faire un support pour incliner le petit pupitre, car à plat sur une table, on ne voit rien (comme le F1 Ultra). PS: j'avais mis un indice, si vous regardez sous mon avatar, j'avais déjà inscrit la ref. du nouveau laser.
 7 points
7 points -
bonjour, je viens d'entrer dans ma 80eme année depuis le 26 frévrier., je passe encore beaucoup de temps (un peu trop peu être) mais que faire quand la terre devient de plus en plus basse dans le jardin? La découverte de l'impression 3D m'a permis d'apprendre un peu plus chaque jour grâce aux contributeurs du forum et des créateurs des tutoriels en vidéo que je consulte réguliérement. Mes enfants et petits enfants sont continuellement sur leurs écrans et réseaux sociaux (C'est leur monde). La 3D ou Hobby manuel ne les instresse pas. C'est plus facile de recevoir.7 points
-
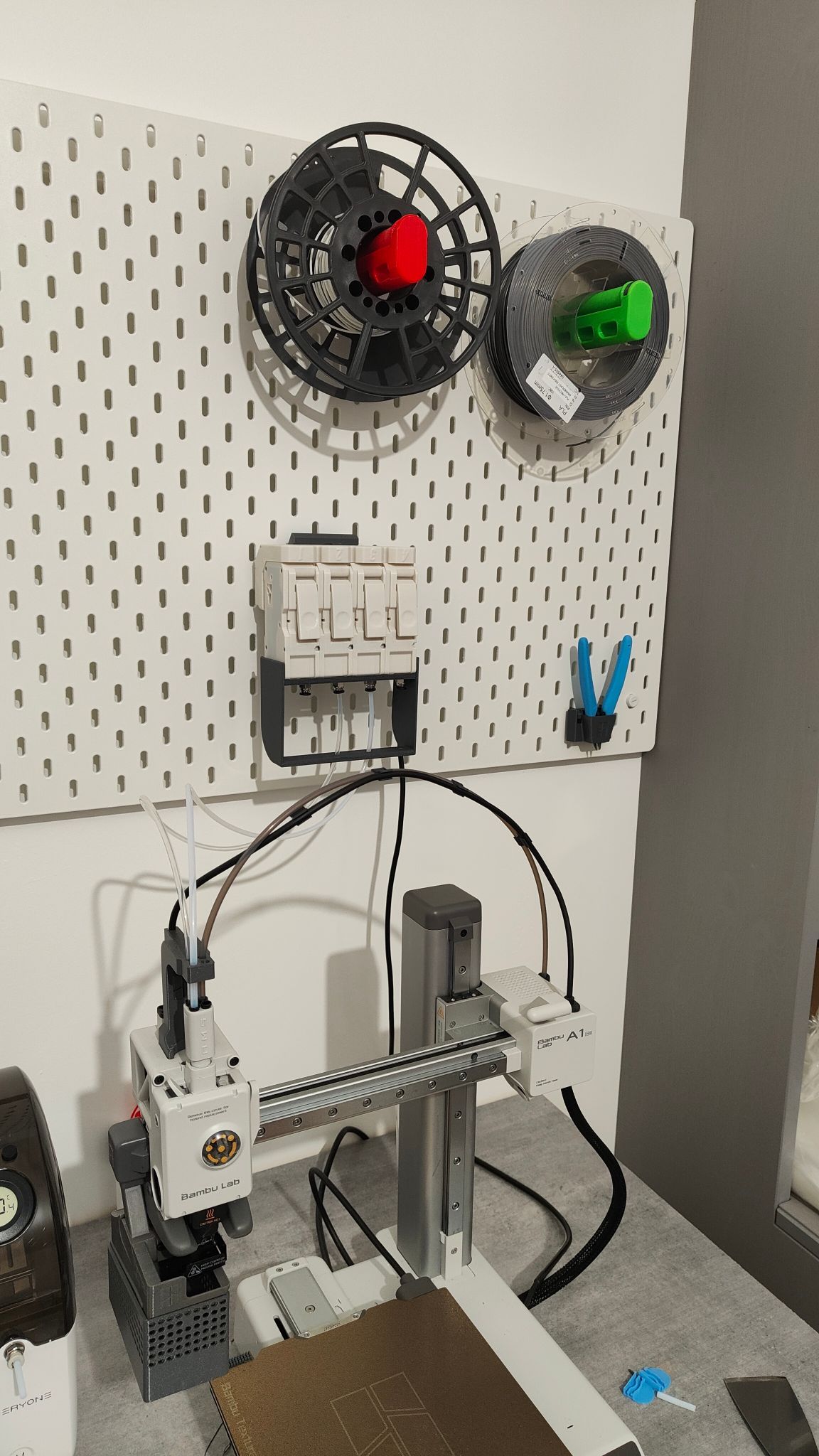
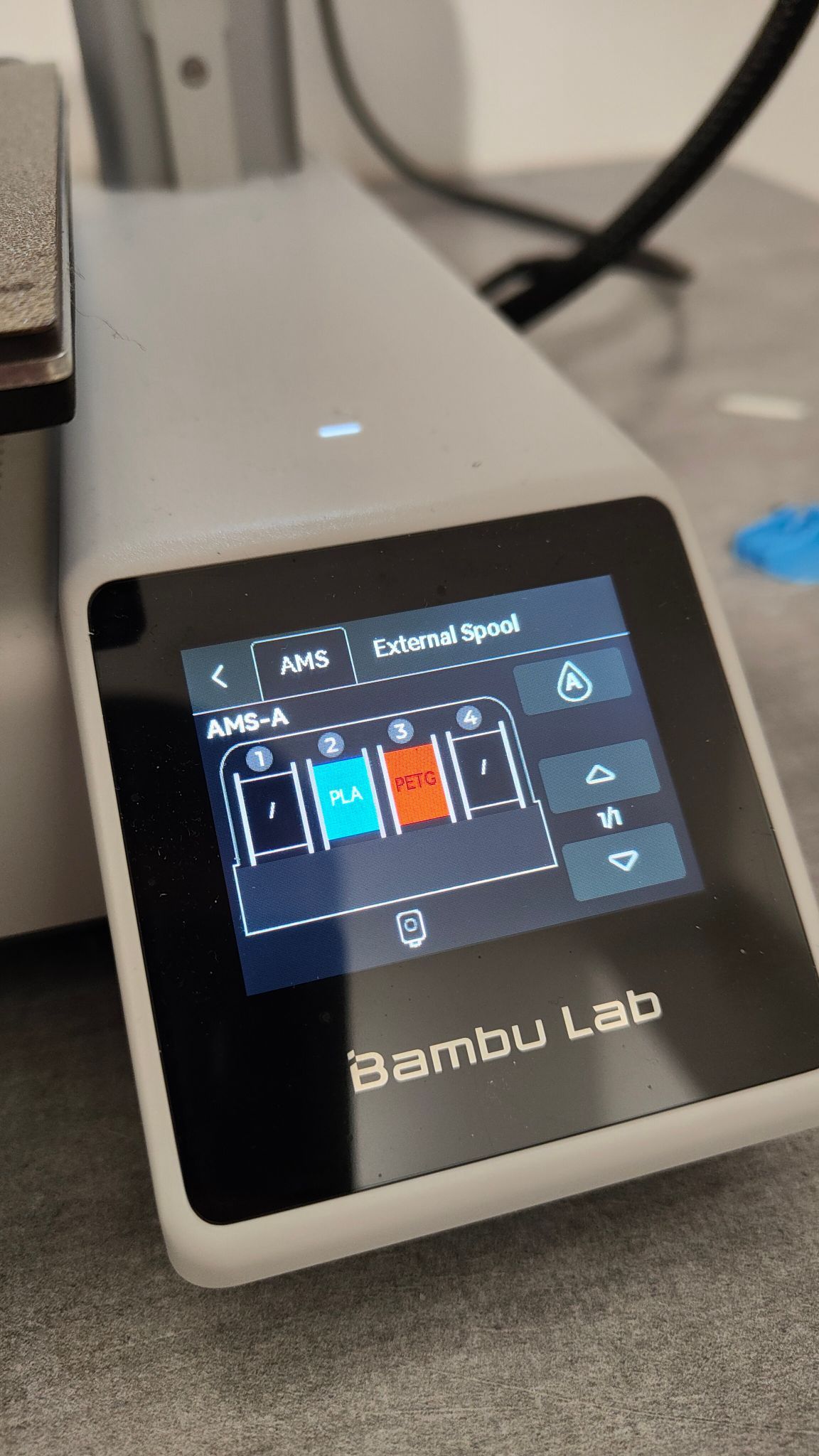
Bonjour à tous, ça fait un petit moment qu'existe le BMCU, un AMS Open source mais quand je m'y était intéressé il était difficilement disponible. Je m'y suis re-intéressé dernièrement, largement disponible sur nos sites de vente chinois préférés entre 70 et 80€ monté. C'est un peu moins cher en kit et il existe quelques variantes. Il agit comme un AMS-Lite mais sans support de filament. On trouve 2 milliards de possibilités d'intégration, de supports, de configurations à la faux AMS-lite etc. C'est compact, j'aime bien son look et après mes quelques tests ça marche très bien. Je ne compte pas imprimer des pièces multicouleurs complexes, mais rien que pour charger/décharger du filament c'est impeccable. On met son/ses filament(s )dans ma machine, on choisi sa ou ses couleurs et on ne touche plus à rien. Fini de devoir attendre la couche X devant la machine pour changer de couleurs, de pousser le filament etc.. Bref rien que pour ça ça vaut le coup mais sinon ça fait tout ce que fait l'AMS lite. Fonctionne avec le dernier firmware à ce jour (1.07.02), Points négatifs: -L'assistant donne un message d'erreur et la led respire en permanence, mais le message n'est pas intrusif et il n'y a aucun impact sur le fonctionnement. -Il ne faut pas laisser de filament engagé quand on éteint l'imprimante, sinon il faut le décharger au redémarrage. -annoncé comme ayant du mal à détecter les filaments translucides. -Avec ma version j'ai dû sélectionner AMS 2 dans les paramètres de l'imprimante, avec AMS-Lite sélectionné ça se déconnecte-reconnecte sans arrêt mais je ne trouve que peu de cas identiques. Pourtant le firmware du BCMU date de plusieurs mois et avec le firmware 1.05.00 de l'imprimante mon BCMU n'était pas reconnu. Pas vraiment un point négatif en fait, sauf quand on a eût du mal à trouver la solution. Mon installation provisoire, tête en bas:.


 7 points
7 points -
Il n'y a pas de meilleur cadeaux que la reconnaissance du travail et des efforts accomplis... Après un retour appréciable de Bambu Lab sur mon chassis ST-1, c'est au tour de Makera...
 7 points
7 points -
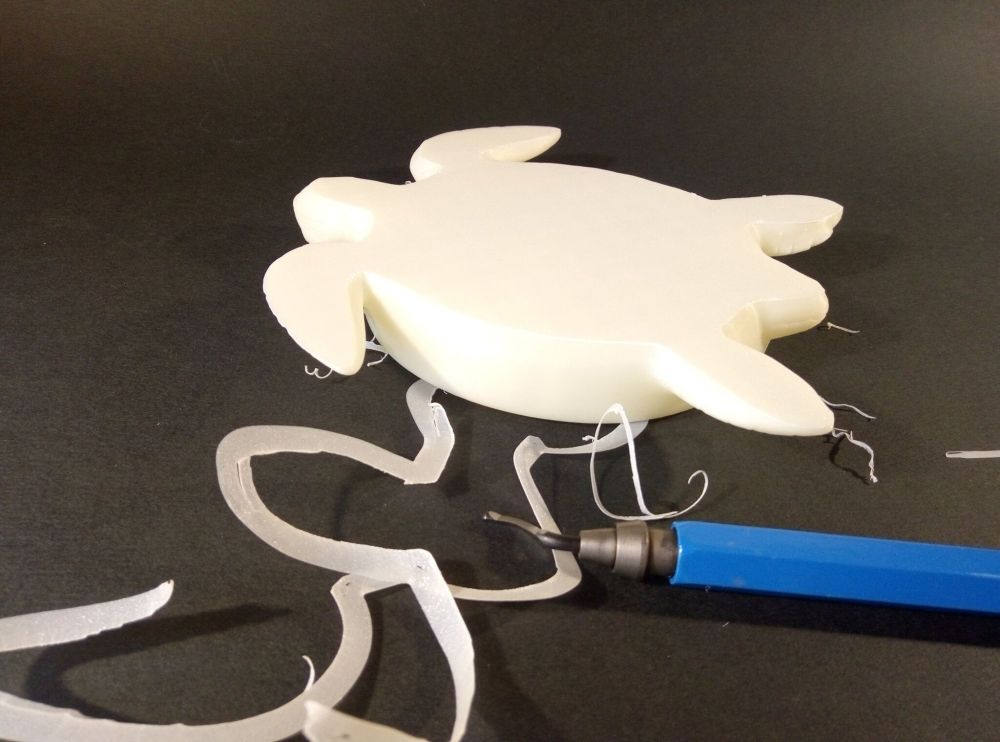
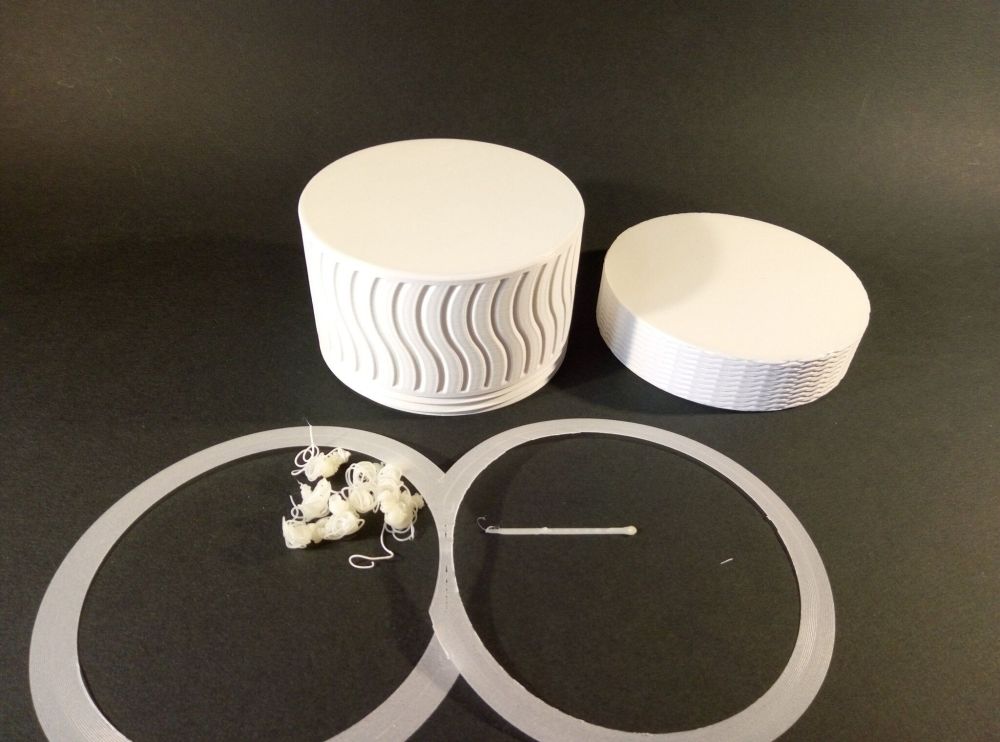
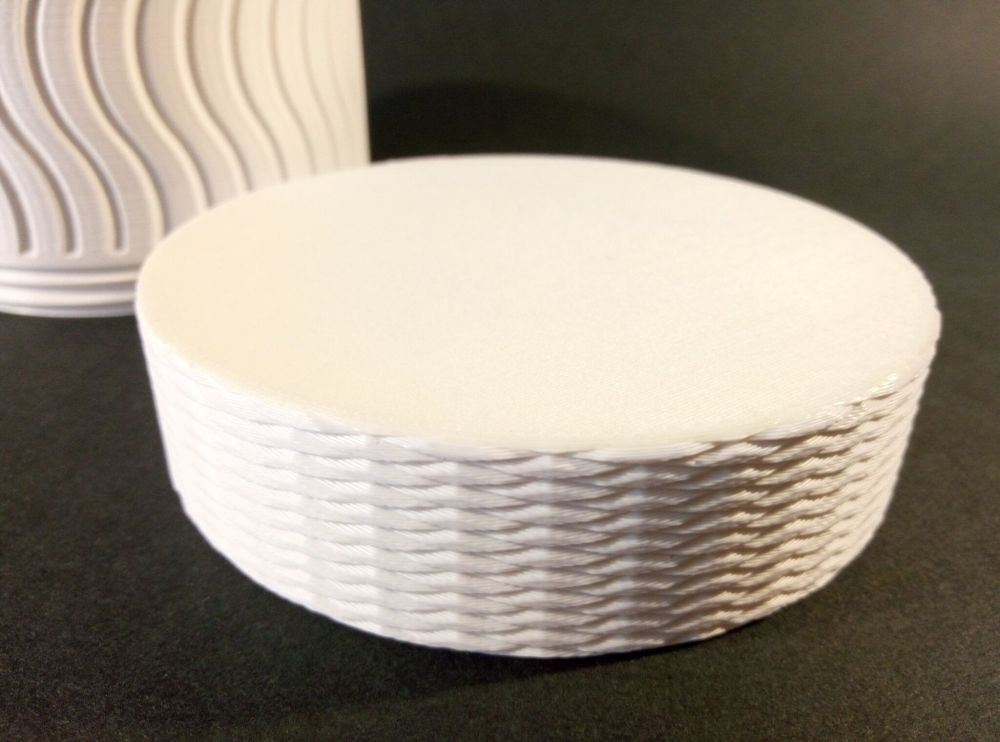
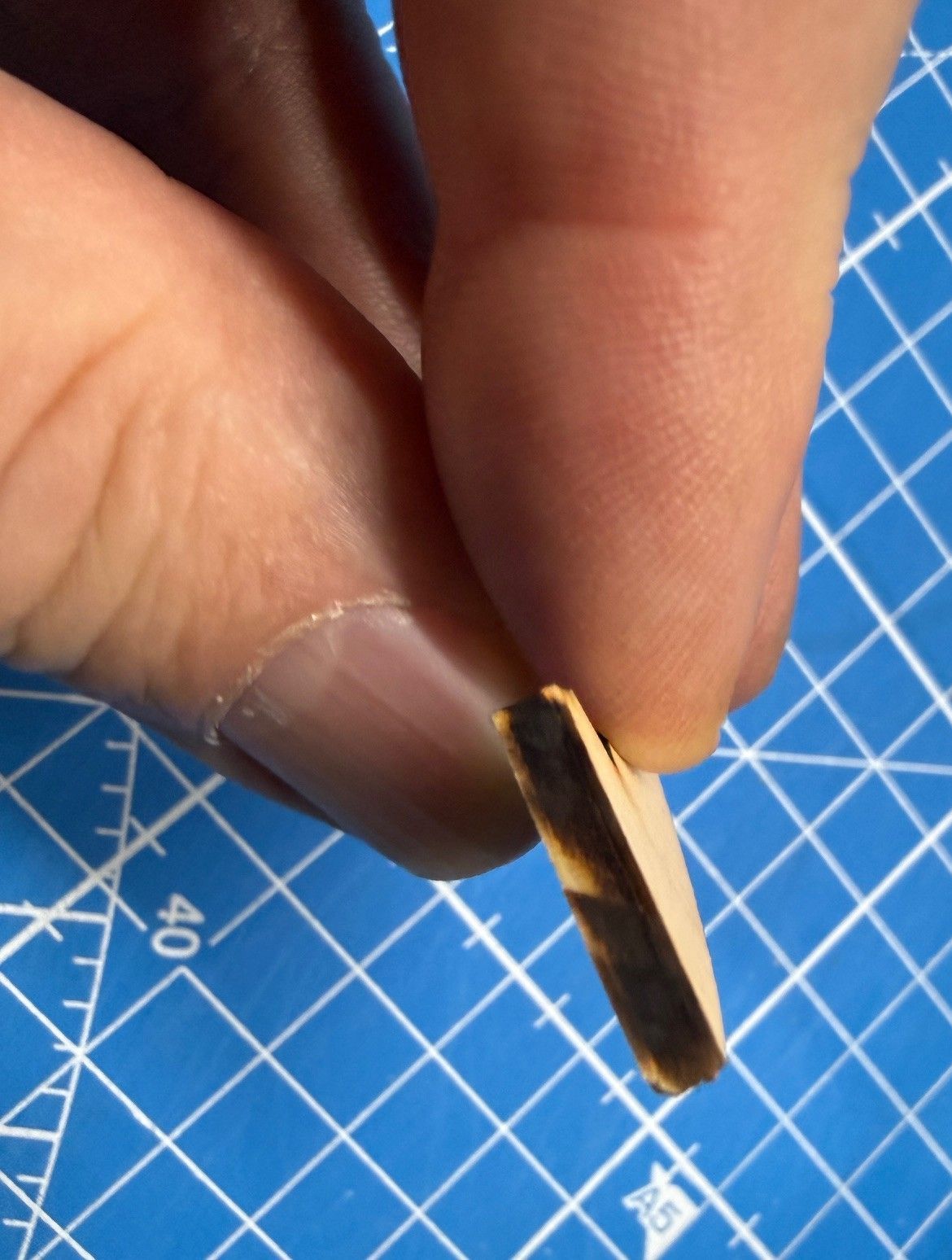
Je viens de recevoir le cutter à ultrason de TWO Trees vendu par 3DJake. Délai de livraison conforme au délai annoncé par 3DJake Une seule photo de la boite, je vous fais grâce des traditionnelles photos de déballage Il n'y a que 5 petites lames fournies, quand on sait qu'ils vendent les 24 pour 10€, je trouve que le fabricant aurait pu être plus généreux. La fixation des lames est assez délicate, le principe aurait pu être amélioré. J'ai testé la coupe dans différents matériaux : - Dans du tilleul de 3 mm d'épais, Il faut mettre le variateur au max et forcer sur le cutter, j'ai de forte craintes pour des bois plus durs. Comme vous pouvez le voir sur la photo ci-dessous la tranche du bois est brûlée par la haute fréquence, ce n'est pas très esthétique, mais sur une pièce découpée au laser cela se marie bien. Sur des plastiques, on retrouve les mêmes différences que vous constatez en découpant au cutter simple les S/cristallins (PP, POM) par rapport aux Amorphes (ABS, PC, PMMA) plus difficiles à couper. J'ai découpé des plaques de PP en épaisseur 2mm et comme il y a beaucoup d'échauffement cela a généré un petit bourrelet au-dessus et au-dessous de la plaque. Bizarrement, j'ai découpé du carton sans traces de brulure sur la tranche, mais je le découpe presque aussi facilement avec un cutter ordinaire. Pour conclure, je pensais que la découpe serait plus facile en regardant les vidéos de promo (il faut forcer et s'y prendre en deux fois pour des plaques de 2 mm). Cet appareil ne fait que 40W, il faut peut-être des puissances plus importantes pour faciliter la coupe (je n'en sais rien). Il me semble, que ce modèle sera utile pour les personnes qui font de la stéréolithographie, à ceux qui usinent en CNC du plastique et laissent de petites accroches pour maintenir les pièces et probablement pour mon épouse pour couper des tissus délicats. Je ne suis pas persuadé qu'il sortira souvent de sa boite.

 7 points
7 points -
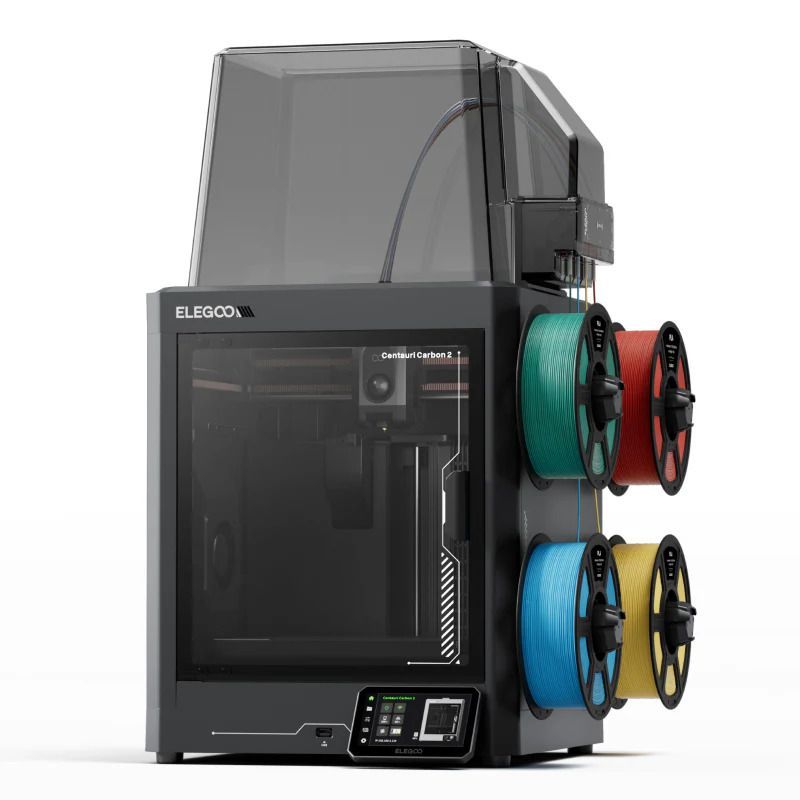
Salutations J'ai le plaisir d'avoir reçu pour la tester une Elegoo Centauri Carbon 2 Combo. Félicitations à @Kachidoki pour l'avoir identifié lors du "Quoi qu'est-ce ?" de son carton. Une imprimante FDM core XY, vitesse maximale d'impression de 500 mm/s, accélération maximale des déplacements X et Y de 20000 mm/s². enceinte fermée et ventilée une tête d'impression avec une buse de 0.4 mm de diamètre en "Acier trempé au laiton" pouvant monter à 350°C coupe filament mécanique, détection de fin de filament un plateau chauffant avec une plaque flexible magnétique double face (face texturée spéciale haute température et face plus finement texturée spéciale adhérence PLA) pouvant monter à 110°C un système de nivellement automatique en 121 points de mesure (quatre capteurs type jauge de déformation répartis sous chaque coin du plateau) un système CANVAS qui permet le chargement et changement automatisé d'un maximum de quatre bobines fixé sur le côté droit de la machine "Sur le papier", un volume d'impression de 256 x 256 x 256 mm (L x P x H), mais il faut noter qu'il y a une zone de 10 x 20 mm sur le coin avant droit de cette surface d'impression, qui ne sera pas utilisable car réservée pour les déplacements qui déclenchent/poussent le levier du coupe-filament mécanique sur la tête d'impression un système d'exploitation "Elegoo OS" qui embarque un dérivé de Klipper (verrouillé, configuration Klipper non accessible ou modifiable), une caméra pour surveiller l'impression dans le coin avant droit de la machine Wi-Fi ... Liens utiles La Elegoo Centauri Carbon 2 Combo sur le comparateur https://www.lesimprimantes3d.fr/comparateur/imprimante3d/elegoo/centauri-carbon-2-combo/ Page wiki de la Centauri Carbon 2 Combo sur le wiki d'Elegoo https://wiki.elegoo.com/en/centauri-carbon-2-combo Manuels utilisateur et fichiers de tests de la Centauri Carbon 2 Combo sur le site d'Elegoo https://www.elegoo.com/pages/download ("3D Printers (Firmware, Manual, Model)" -> Serie "Centauri 3D Printer" -> Model "Centauri Carbon 2 Combo") Manuel utilisateur en Anglais (en) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Centauri Carbon 2 Combo User Manual-(Multilingual)-V1.4.pdf Manuel utilisateur multilingue (en, es, fr, it, de, zh) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Centauri Carbon 2 Combo User Manual-English-V1.4.pdf modèles 3D (.stl) et fichiers d'impressions pré-tranchées (.gcode) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/3DBenchy.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/CC2 MINI.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/ELEGOO Nameplate.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/The Buddha.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Spool adapter.zip (pour les bobines ayant une ouverture centrale d'un diamètre de ~72-73 mm comme certaines bobines Anycubic, JAYO, ... en plastique) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Scraper.zip (lame et vis fournis dans les accessoires de l'imprimante) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/PTFE Tube Tool.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Otter.zip Invitation Discord "ELEGOO Official" https://discord.gg/ywHDszeTZy Dans "Salon et rôles", à la question "What printer models are you interested in?" activer le bouton "Centauri" pour avoir de visible les salons de discussion sur la série des Centauri Carbon. Pour contacter le SAV / support technique, d'Elegoo https://www.elegoo.com/pages/contact-us OpenCentauri https://docs.opencentauri.cc/ (documentation et firmware open source en cours de développement pour la "Centauri Carbon" et "Centauri Carbon 2" ) Documentation sur le matériel de la "Centauri Carbon 2" https://docs.opencentauri.cc/hardware/CC2/ Documentation sur les mises à jour du firmware (avec liens vers anciennes versions du firmware) de la "Centauri Carbon 2" https://docs.opencentauri.cc/software/updates-cc2/
 6 points
6 points -
Je suis surpris par la finesse de découpe de ce laser U.V. On arrive à faire de la bijouterie bois avec des parois inférieures à 0,5 mm dans du contre-plaqué de 3 mm, la preuve en images : Le trou de l'œuf est tellement petit que je n'arrive pas à passer un fil. J'enlève les découpes intérieures avec une aiguille qui est parfois trop grosse pour sortir les plus petites découpes


 6 points
6 points -
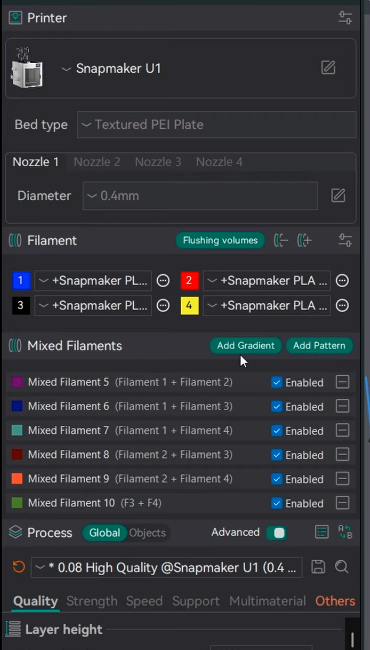
Salutations Pour ceux qui ont des imprimantes multi-têtes ( ou éventuellement mono-buse avec un système de changement de filament automatisé (AMS like) mais alors la quantité de purges doit exploser ...) Un fork d'OrcaSlicer https://github.com/ratdoux/OrcaSlicer-FullSpectrum/releases qui permet de virtuellement créer des pseudo-couleurs "Mixed Filaments" / mixe de filaments ( via empilage de couches de différents filaments Image extraite de la vidéo mentionnée plus bas ). pour par exemple avec une bobine de filament rouge et de filament blanc faire différentes pseudo-nuances de rose. Et une vidéo qui présente cela en détail Comme je n'ai pas de machine multi-têtes, je n'ai pas encore testé. N'hésitez pas à partager ici vos remarques et essais si vous testez cet "OrcaSlicer-FullSpectrum".
 6 points
6 points -
Bonjour amis makers, Aujourd'hui je cherchais un point de comparaison du prix de la RAM avec une "référence" connue. En effet pour le taf je viens de mettre sous clés des barrettes de RAM à 600€HT pièce, et je me suis demandé combien ça coutait au gramme. J'ai donc demandé à l'IA qui m'a dit qu'une barrette de ce type faisait entre 20 et 30g. De là je suis parti sur une base de 25€/g. J'ai donc demandé (à Brave) qu'est-ce qui coûte environ 25€/gramme, et voici ça réponse : Sachez donc que la RAM coûte actuellement le même prix que le cannabis de luxe, et surtout que le cannabis est un produit standard. Passez une bonne journée ensoleillée.
 6 points
6 points -
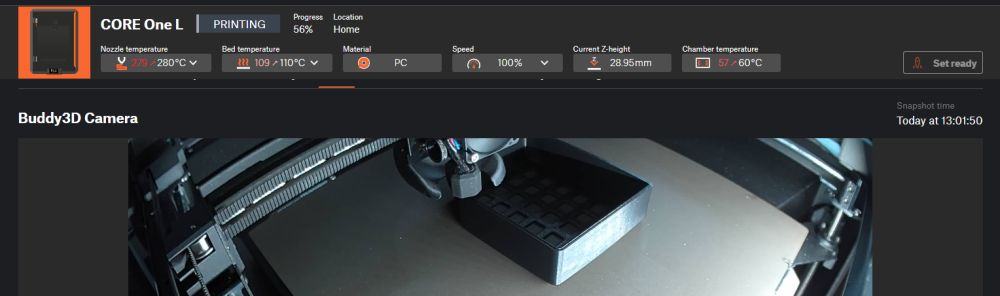
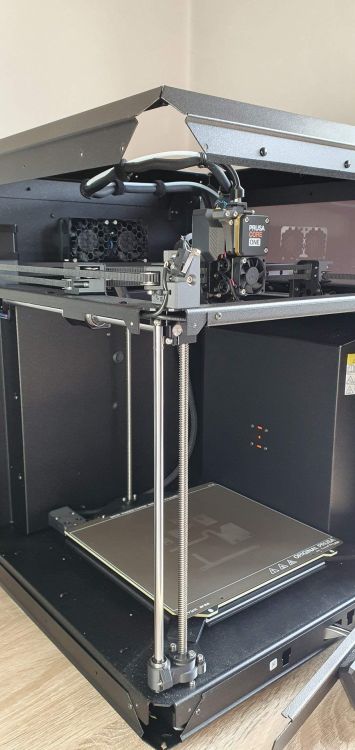
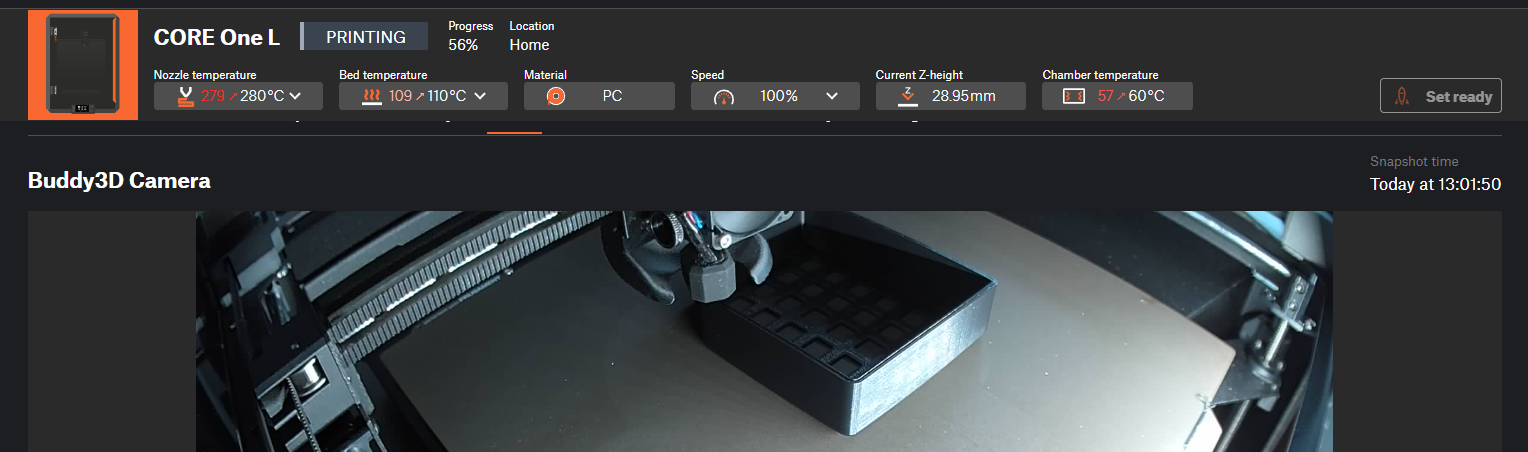
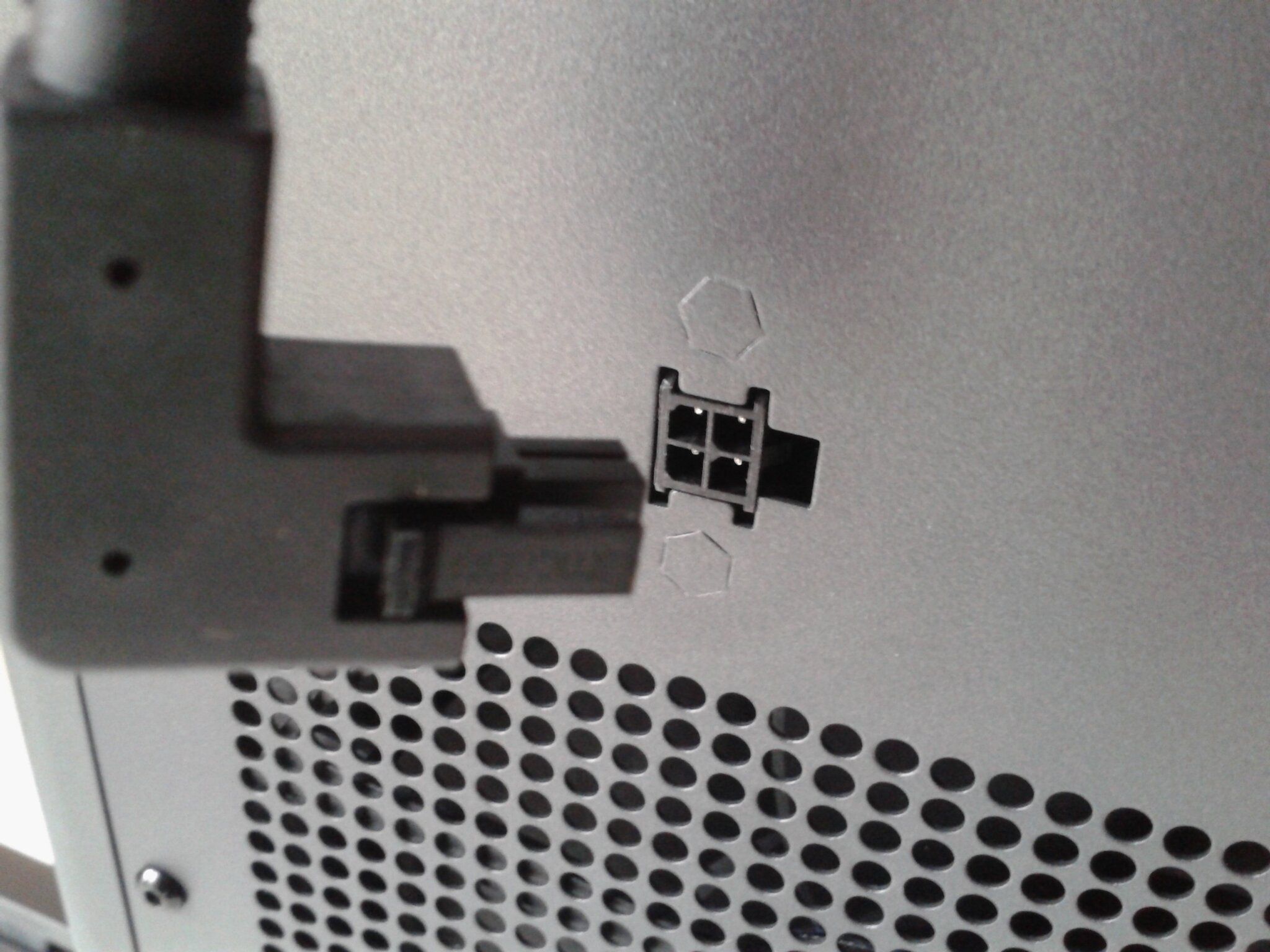
Bonjour, Un petit retour pour pas que vous pensiez que j'ai abandonné le test, au contraire j'ai un peu trop secoué la machine apparemment. J'ai attaqué les tests avec l'ASA et le PC-ABS, on tape pratiquement les limites de la machine sur les specs de température. Avec une buse à 280°C et le bed à 110°C, la chambre semi-passive monte facilement à plus de 55°C, et surtout beaucoup plus vite que la One+. Sur l'impression en cours en PC-ABS elle est à 58°C, limite configurée au max (60°C), pour 18°C ambiant. Il a suffit que je le dise pour qu'elle passe à 57°C au moment du screenshot. ^^ Cependant j'ai remarqué un petit cliquètement d'une des poulies idler lorsque la température monte au delà de 50°C. En refroidissant le bruit disparait. J'ai contacté le support dimanche après midi, et je devrai recevoir 6 nouvelles poulies, de quoi remplacer la moitié du CoreXY. Le support a été au top, livraison en express mais je n'ai pas reçu de suivi, on est déjà au deuxième jour ouvré, ça m'inquiète un peu. J'ai continué d'imprimer malgré le bruit, c'est énervant mais ça ne semble pas provoquer de point dur, du moins je ne le sens pas à la main. Comme le nouveau firmware était disponible, j'ai effectué les calibrations de l'Input Shaper et du Phase Stepping. Ce sont des calibrations qui mettent à rude épreuve la machine, avec des vibrations intenses et des résonnances à en faire trembler la maison. C'est certainement cela, combiné au fait que je sois constamment en train d'imprimer avec le plateau à >=110°C ces derniers temps, qui a fait que le plateau ait pris du jeu en X/Y. Je l'ai remarqué immédiatement en manipulant le plateau flexible après une impression de 7h en ASA. Il a suffit de refaire un huitième de tour sur les trois points de fixation (ceux avec les ressorts), pour régler le problème. Le jeu est maintenant inexistant, sauf en Z+ ce qui est normal. A surveiller donc. J'essaierai de vous mettre quelques photos des pièces terminées. C'est pas évident de se dégager du temps lorsqu'on est pas dans la tranche d'âge majoritaire du forum.
 5 points
5 points -
Honnêtement, entre faire confiance au code du stagiaire à qui on a donné un projet qu'on avait pas le temps de faire, celui du prestataire à qui on a dit qu'on ne prolongera pas la mission, ou encore celui du dev senior qu'on ne sait même pas comment il est encore dans la boite à copier du code de stack overflow parce qu'il ne sait toujours pas coder un tableau de pointeurs de fonction sans faire de casts partout, l'IA n'est pas pire, loin de là. Comme il a déjà été dit plus haut, le code produit reste de la responsabilité du développeur. C'est lui qui est garant de son livrable. S'il utilise l'IA, c'est à lui de s'assurer que les résultats correspondent aux specs. Après que l'IA fasse if( (a>=0) && (a=<0) ) au lieu de if (a==0), c'est moche, ça ressemble à du code de stagiaire, mais le compilo l'optimise et le résultat est le même. Ce n'est pas pire que lorsque je fais de tête 8x9=8x8+8=64+8=72 parce que je ne me souviens plus que 8x9=72 (j'aime pas les impairs sauf les 5). C'est un exemple exagéré bien sûr. Dans l'autre sens, certains développeurs produisent du code ultra optimisé qui fonctionne mais qui est imbitable. Là t'arrive à la réunion de review, personne n'a rien compris mais comme ça passe les tests unitaires et la validation fonctionnelle, l'avis métier passe au vert. Je connais un spécialiste du genre lorsqu'il s'agit d'écrire des scripts shell Posix. C'est un peu ce que dit l'article, l'IA ne dégrade pas la sécurité, c'est le développeur qui fait trop confiance. Pour moi c'est là que le professionnalisme des devs fait toute la différence. Coder un petit outil de timelapse sans lire le code oui, coder un algorithme de régulation de température qui se retrouve dans les thermostats chez les clients sans tester, non. Je remarque souvent que ce type d'article me fait penser aux comportements des "anciennes" IA. Ceux qui ont l'habitude de jongler entre les modèles remarquent tout de suite la différence entre un GPT-4 et un GPT-5, ou un Claude Sonnet et un Claude Opus. L'ancien modèle est toujours plus c*n que le nouveau.5 points
-
Ce n'est pas forcément mieux avec un vrai frère.5 points
-
C'est fait, j'aime bien rendre service... Inutile de me remercier, c'est un plaisir !5 points
-
Avec le F2 Ultra UV. La précision et la finesse sont incroyables. Sur la photo ci-dessus, j'ai des parois d'environ 0,2 mm.
 5 points
5 points -
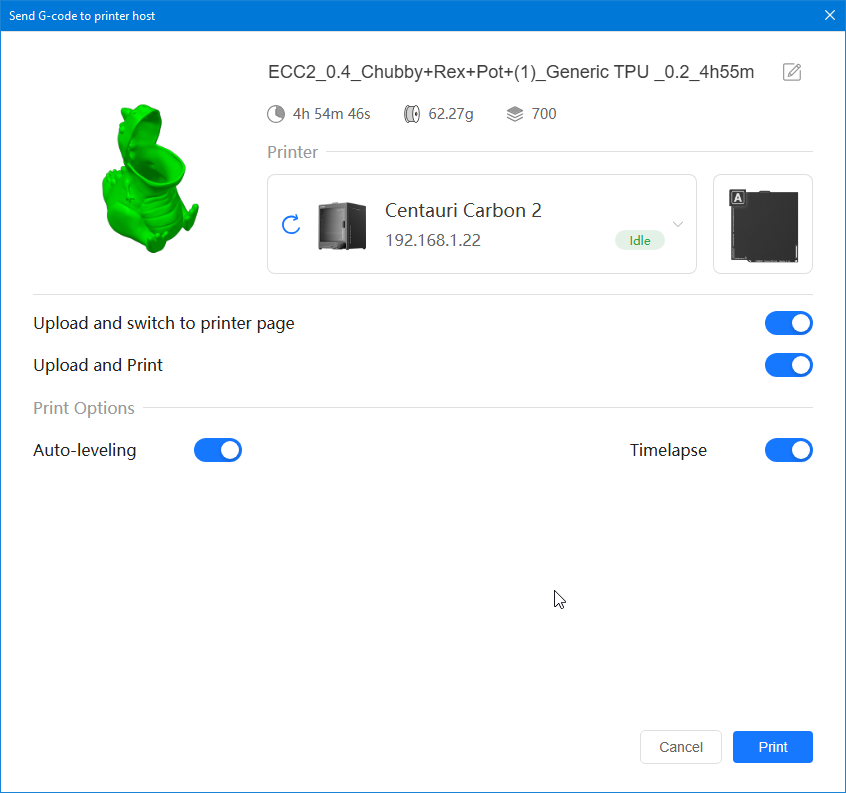
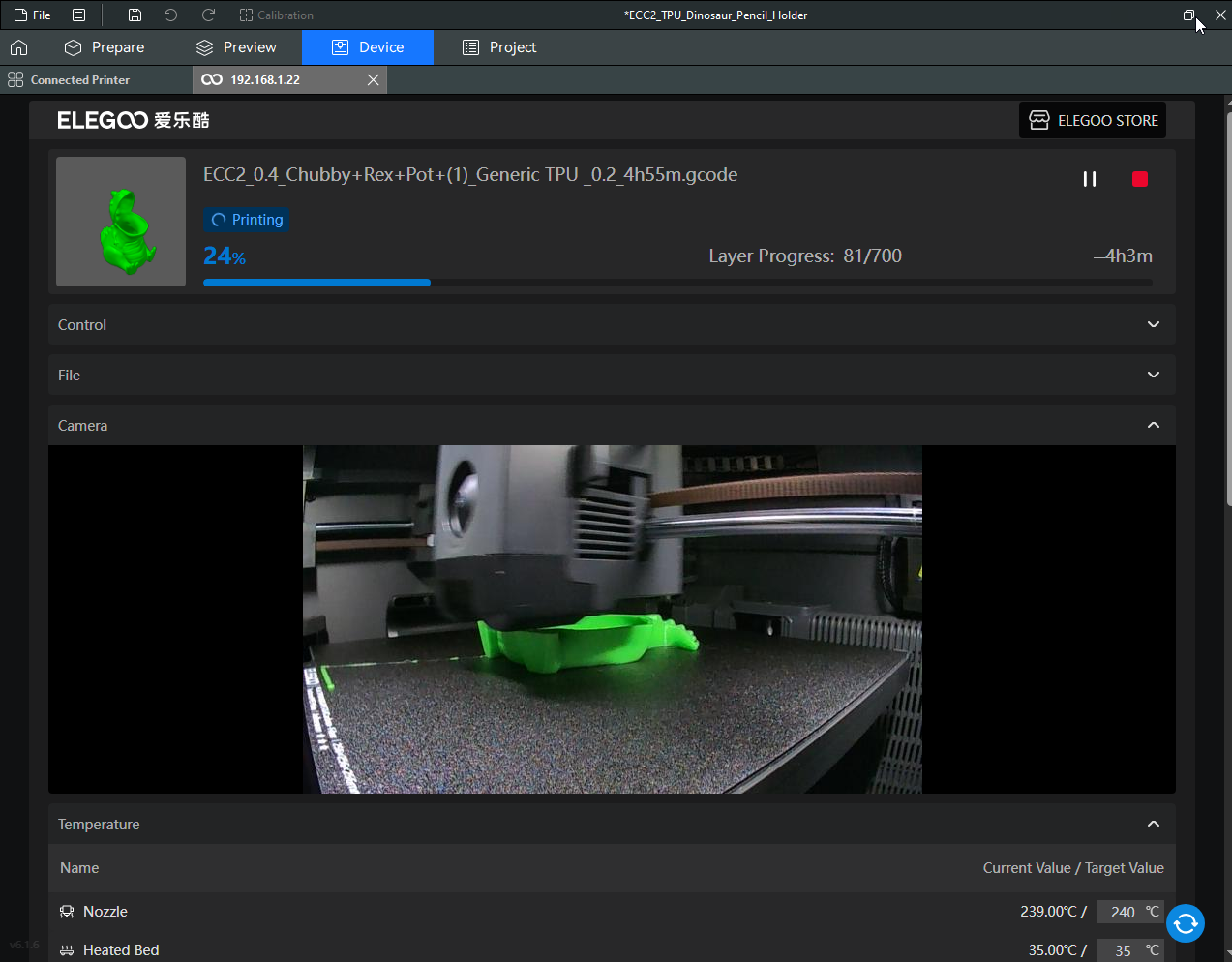
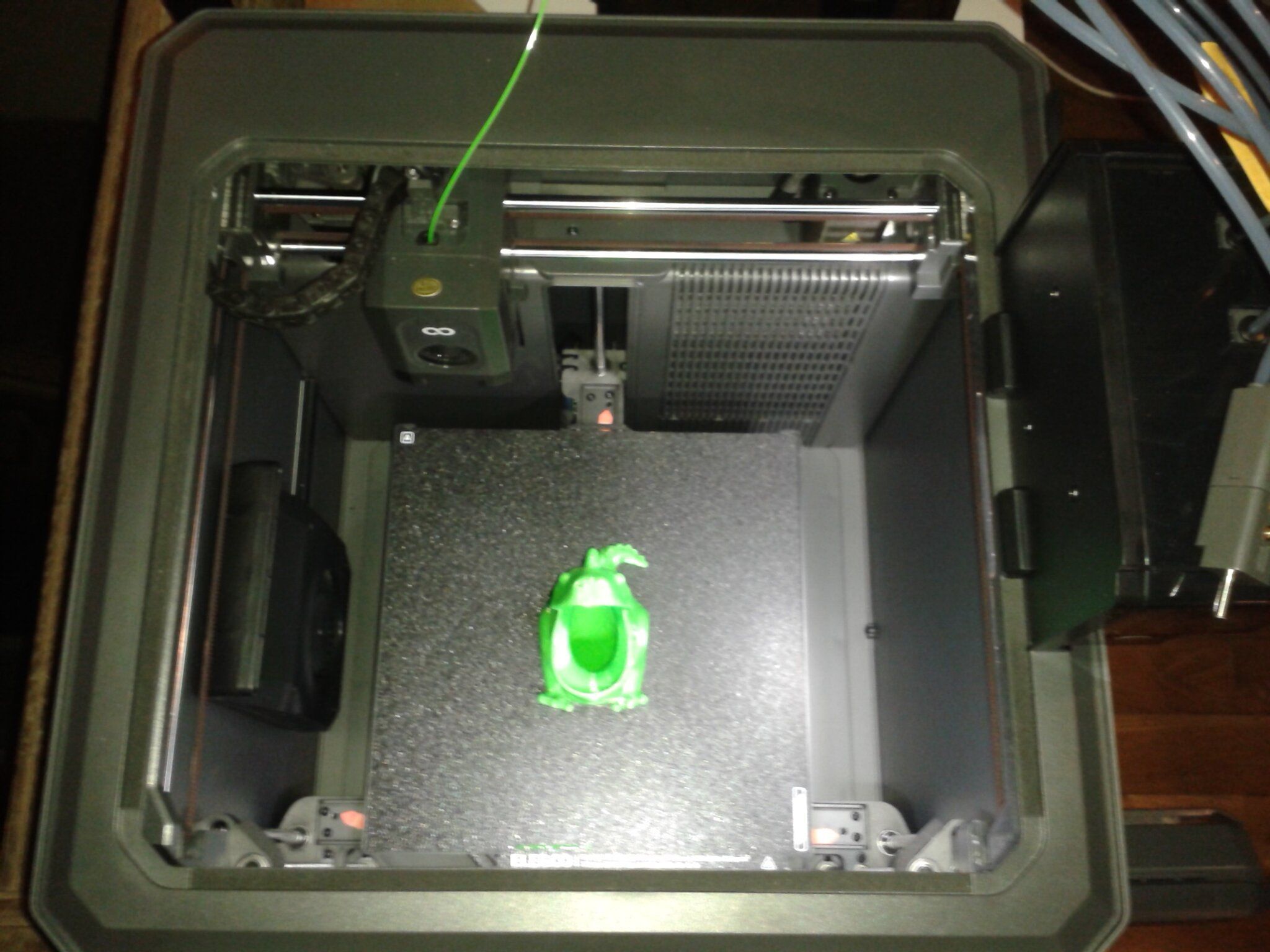
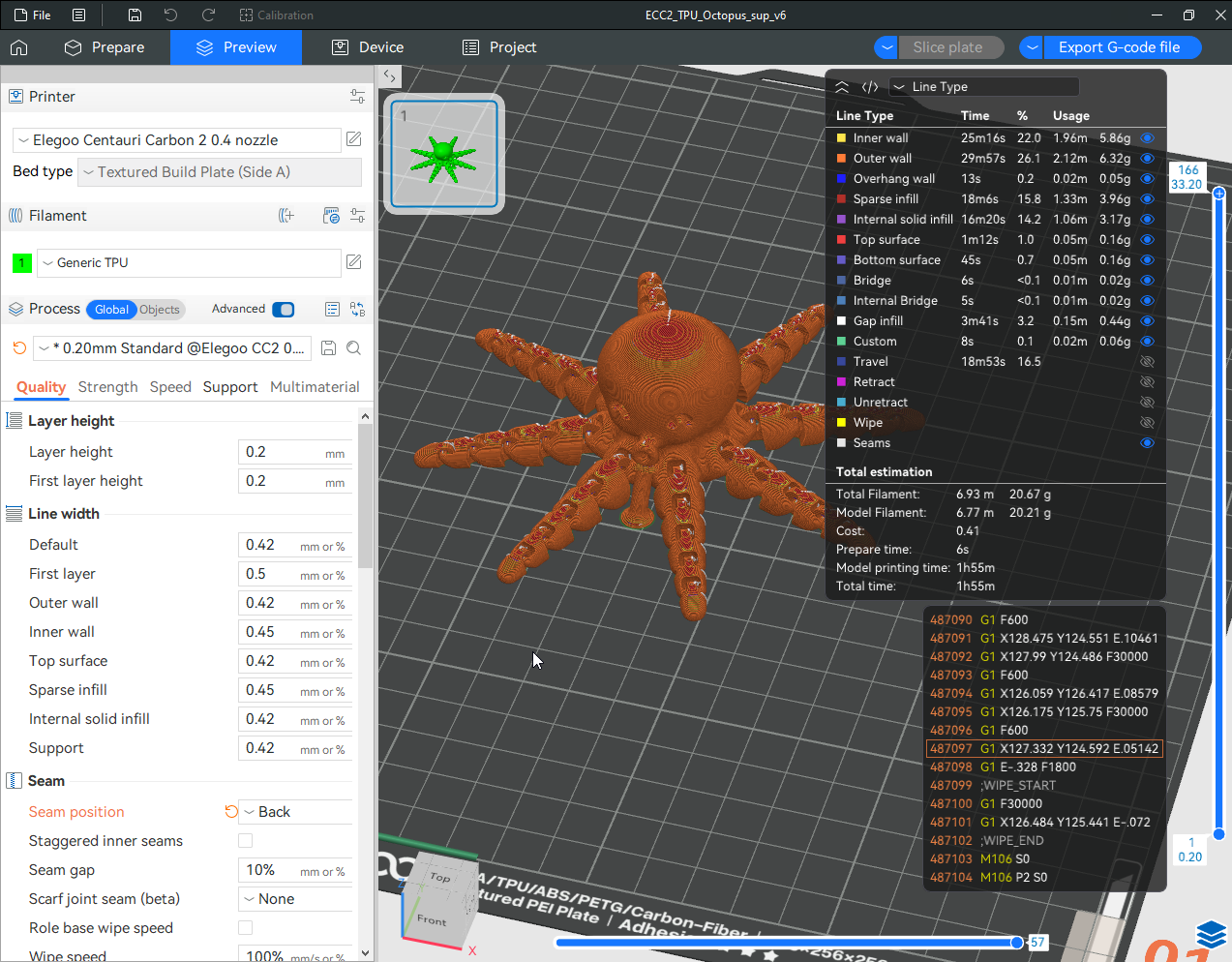
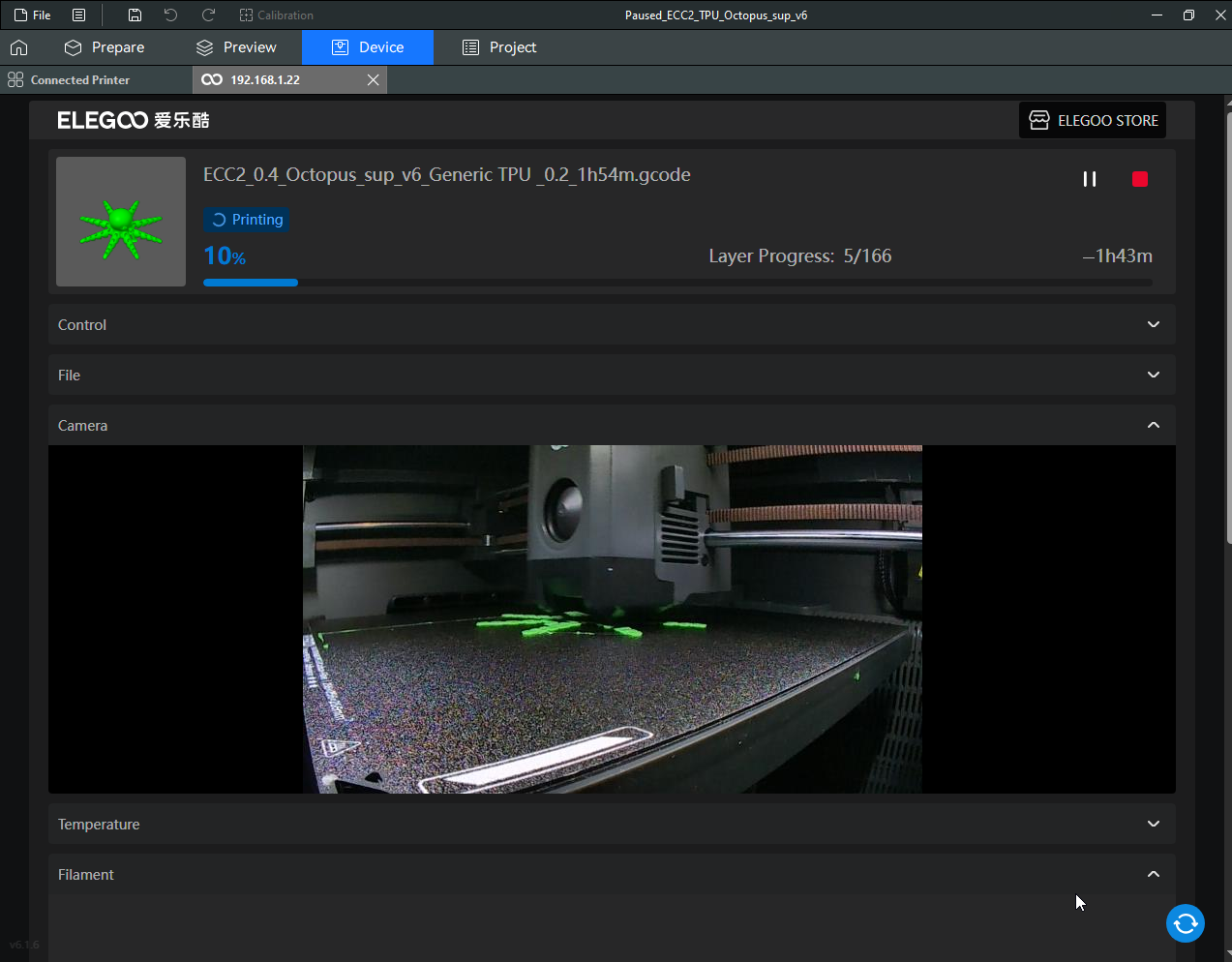
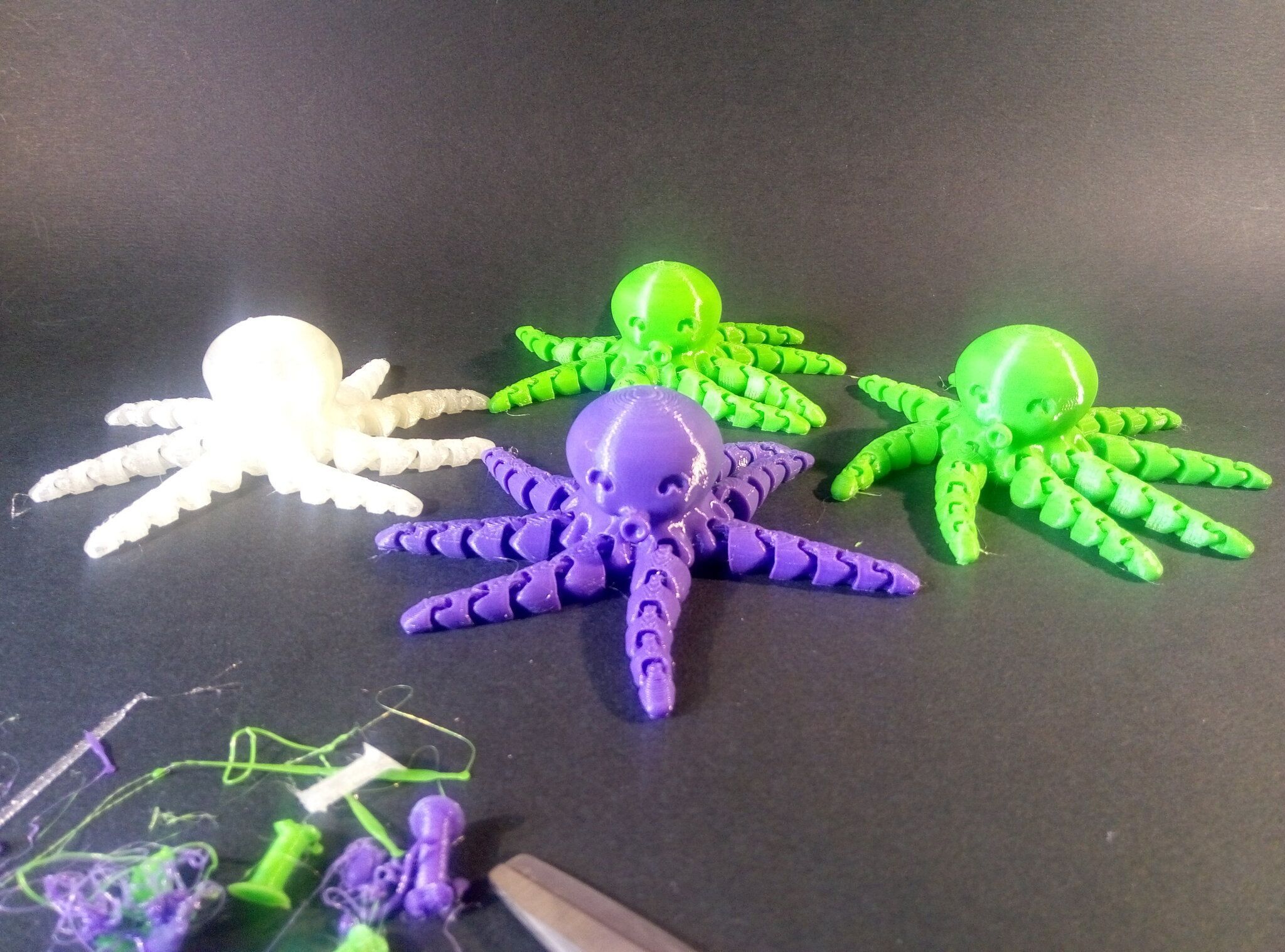
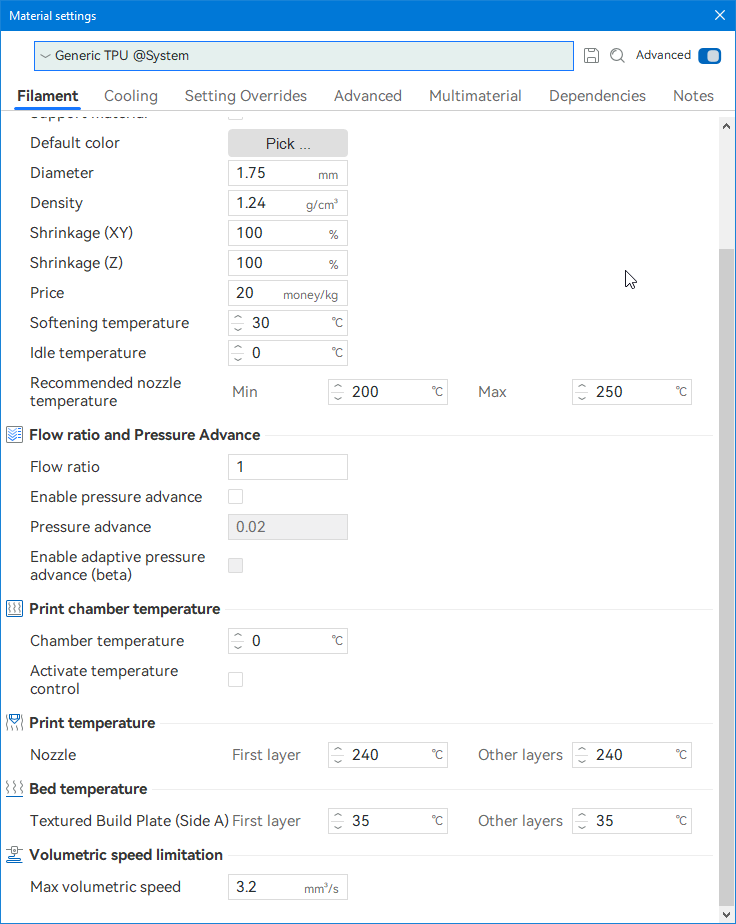
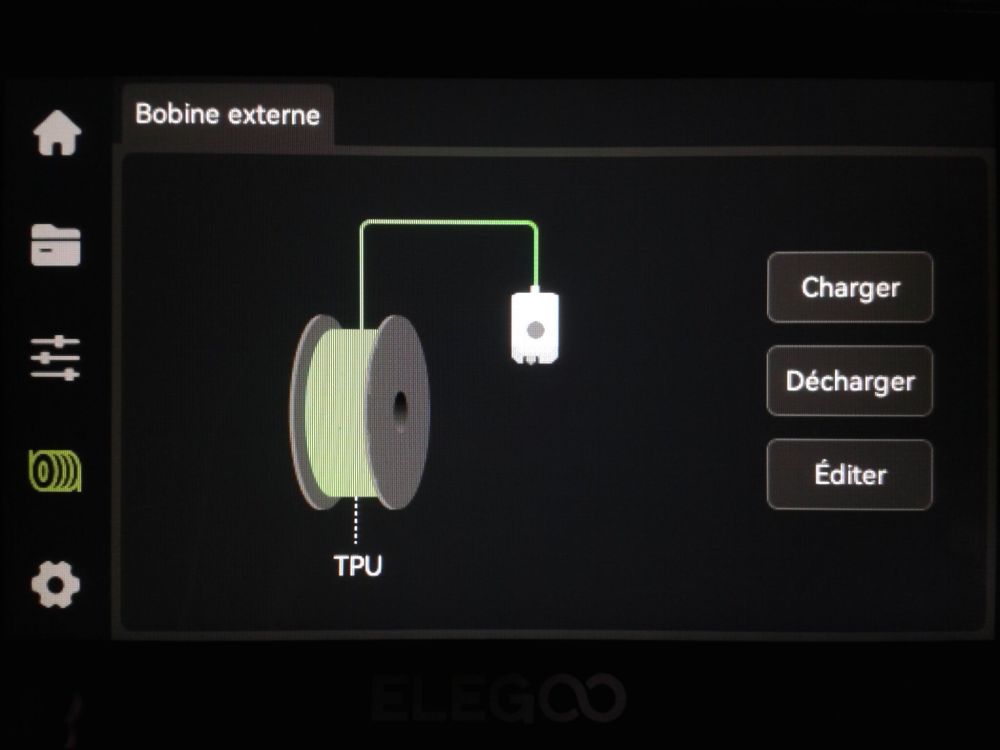
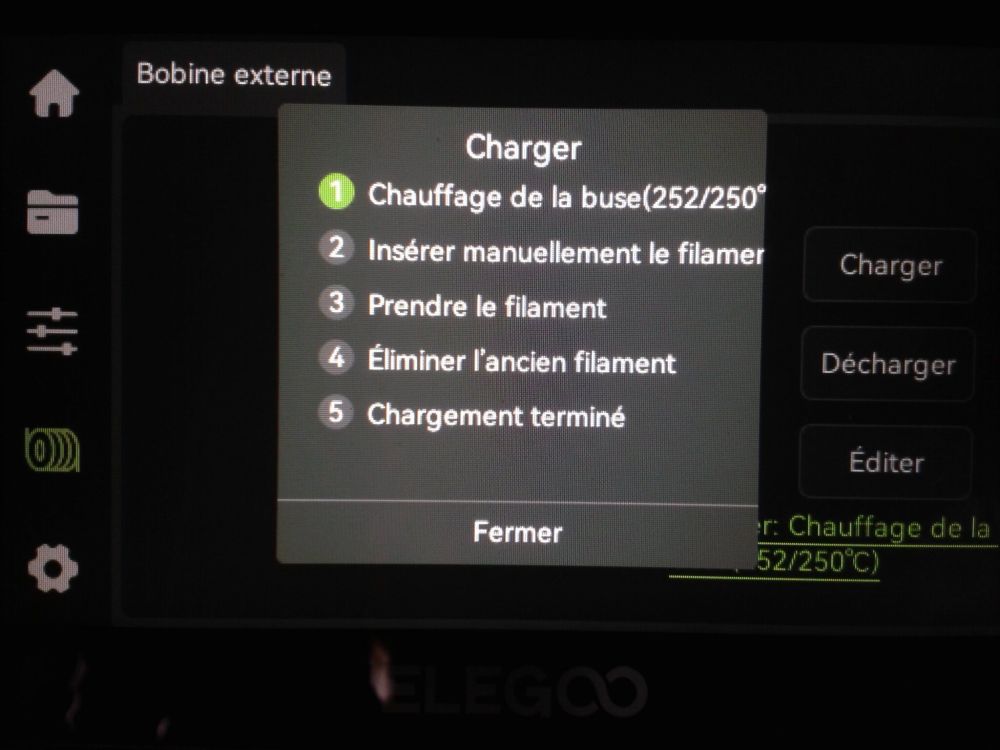
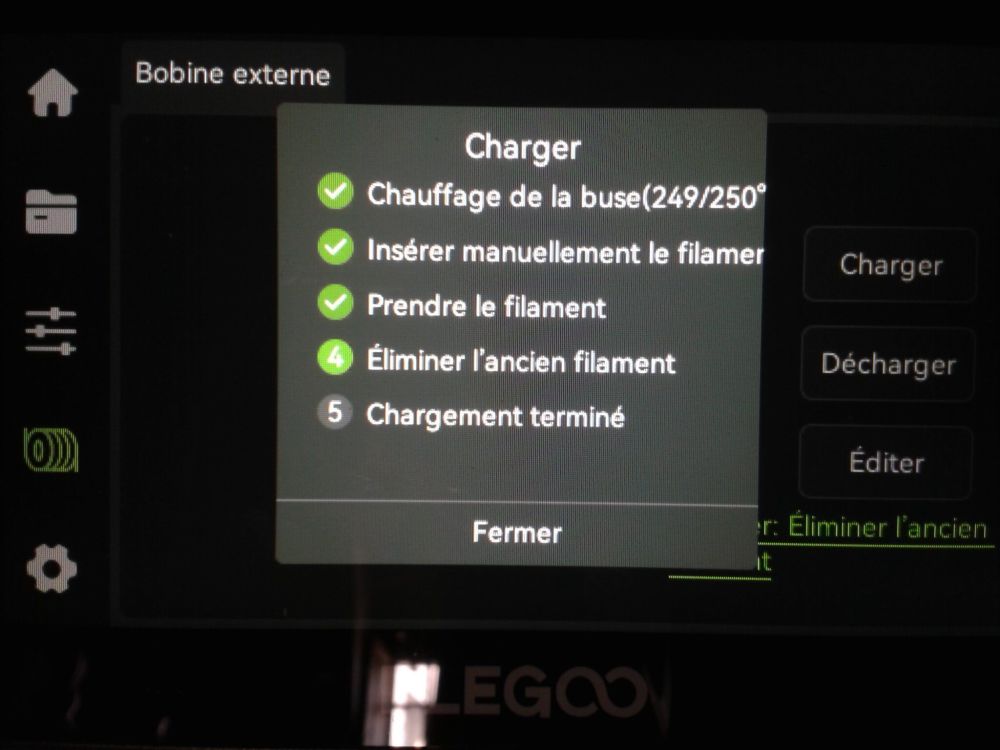
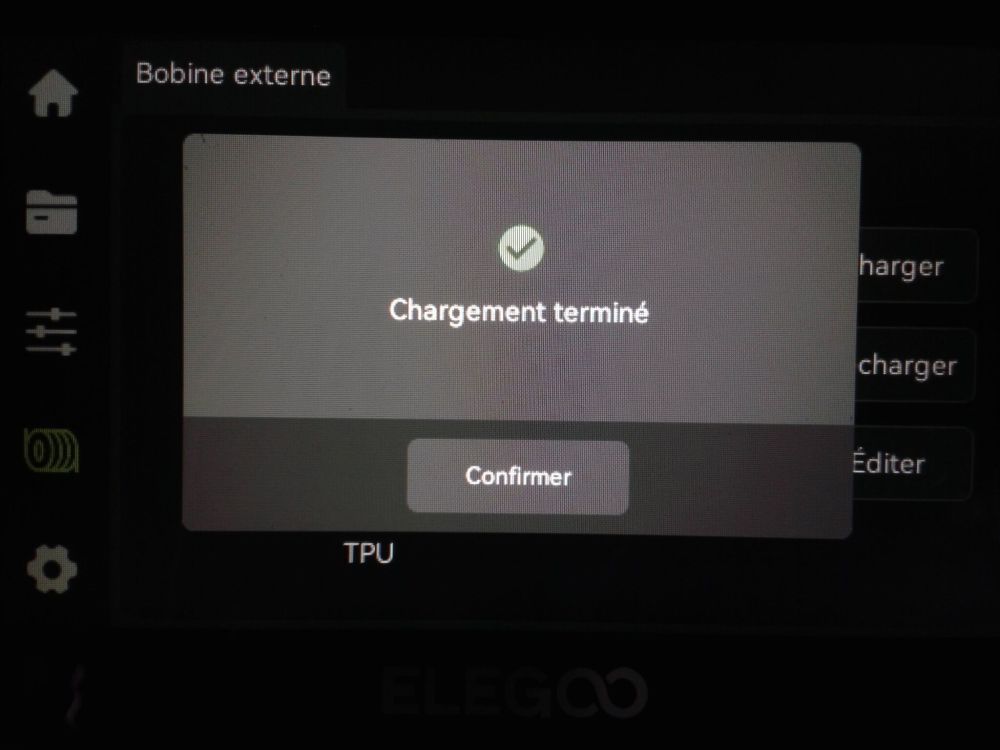
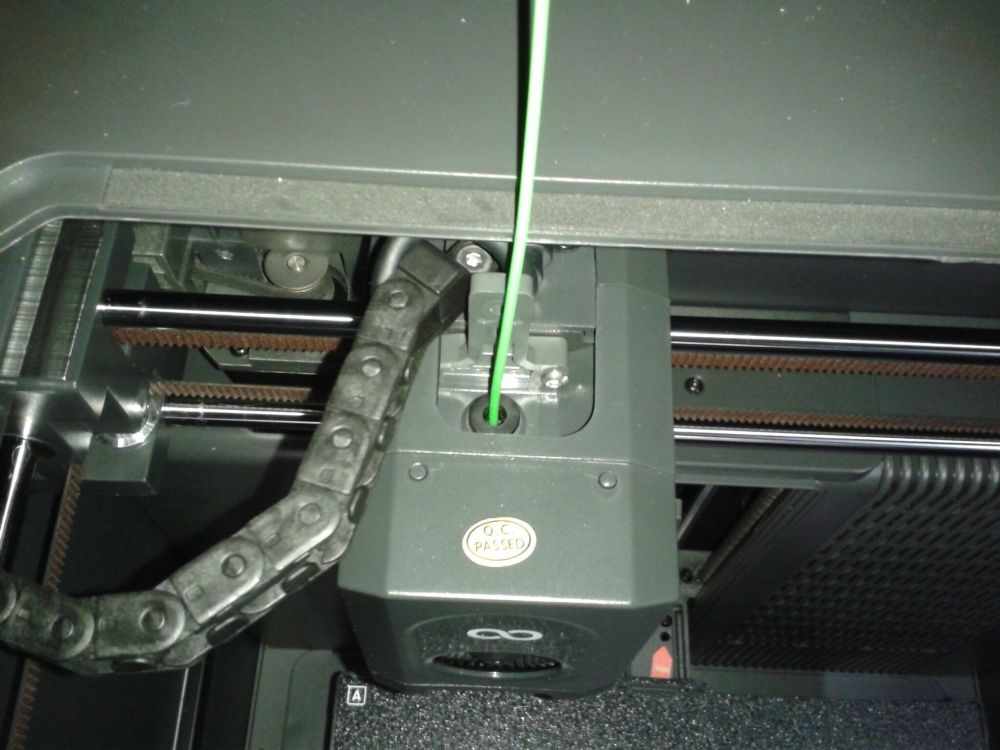
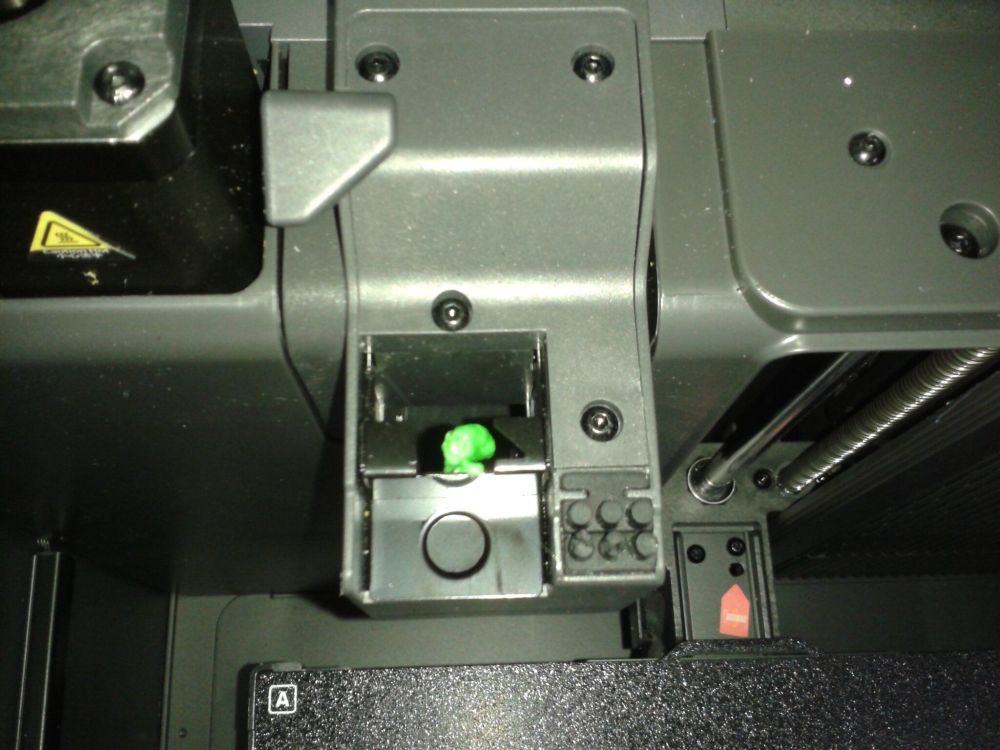
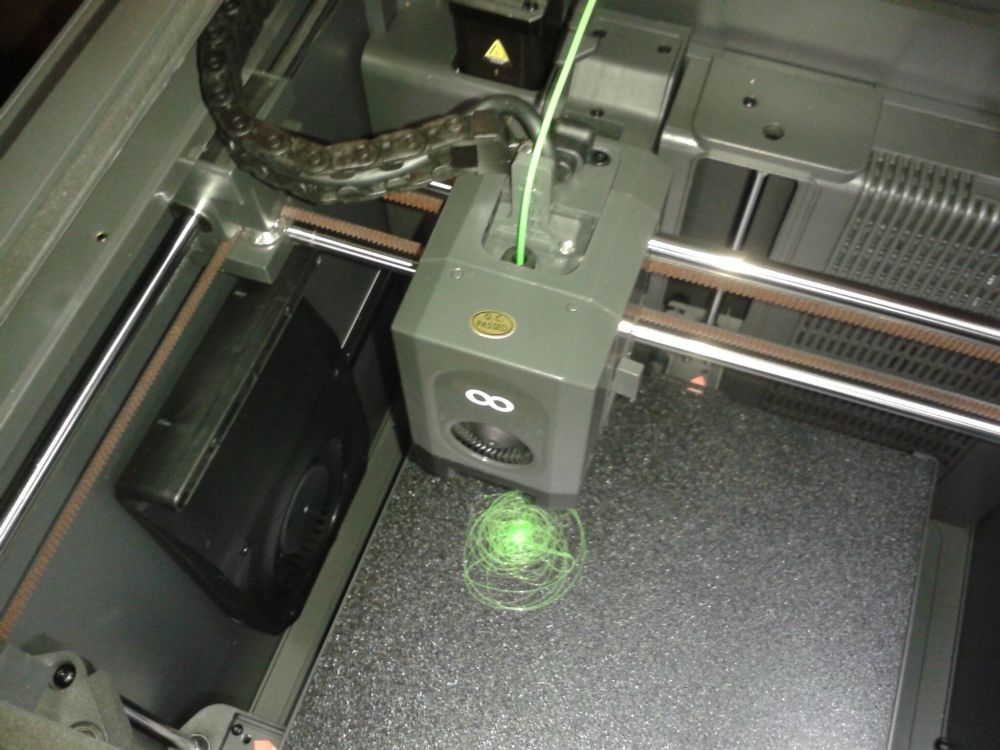
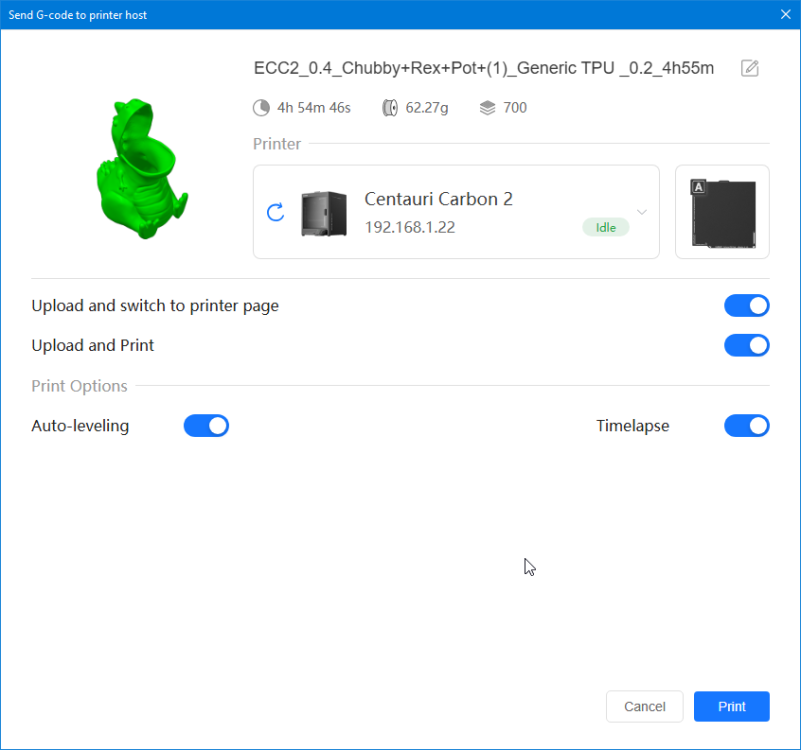
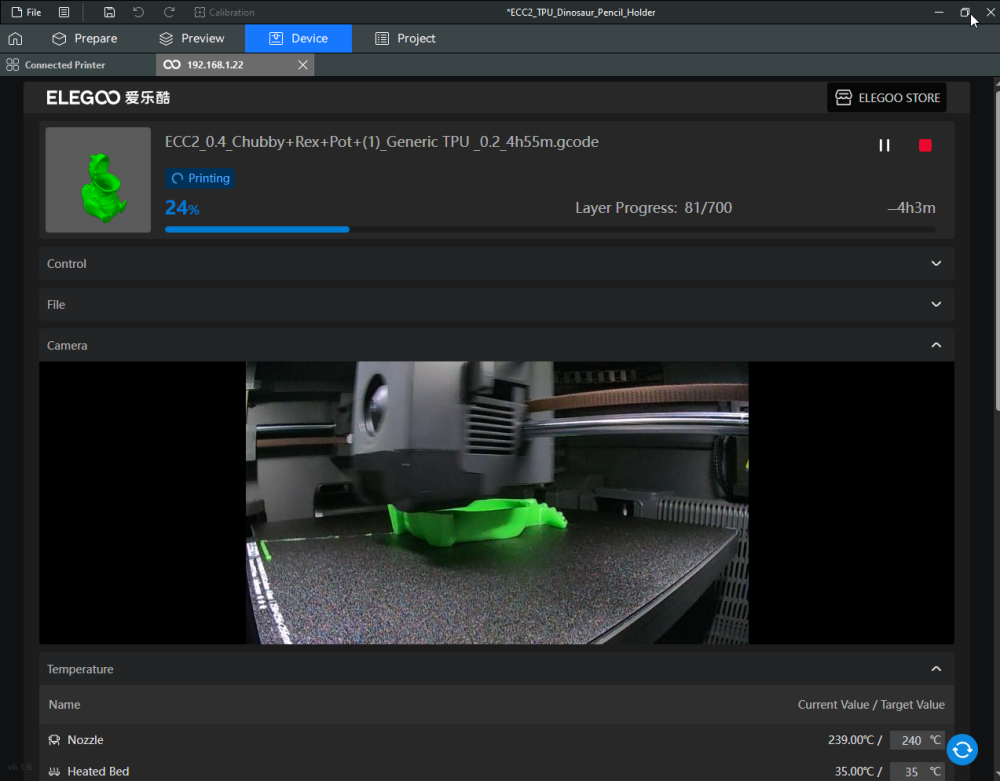
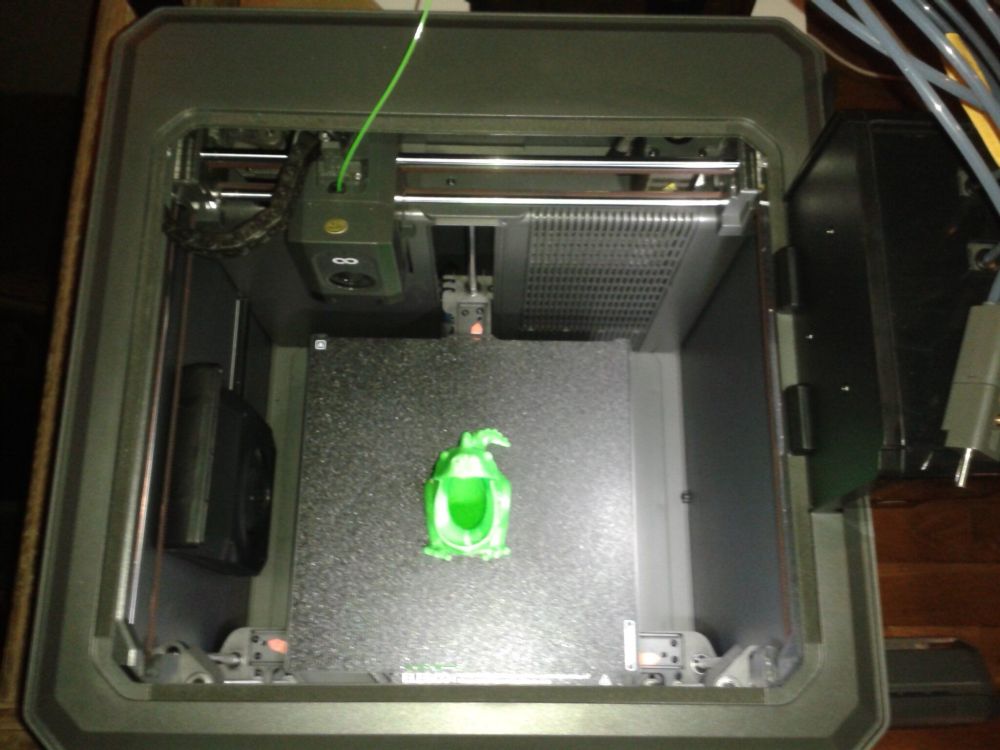
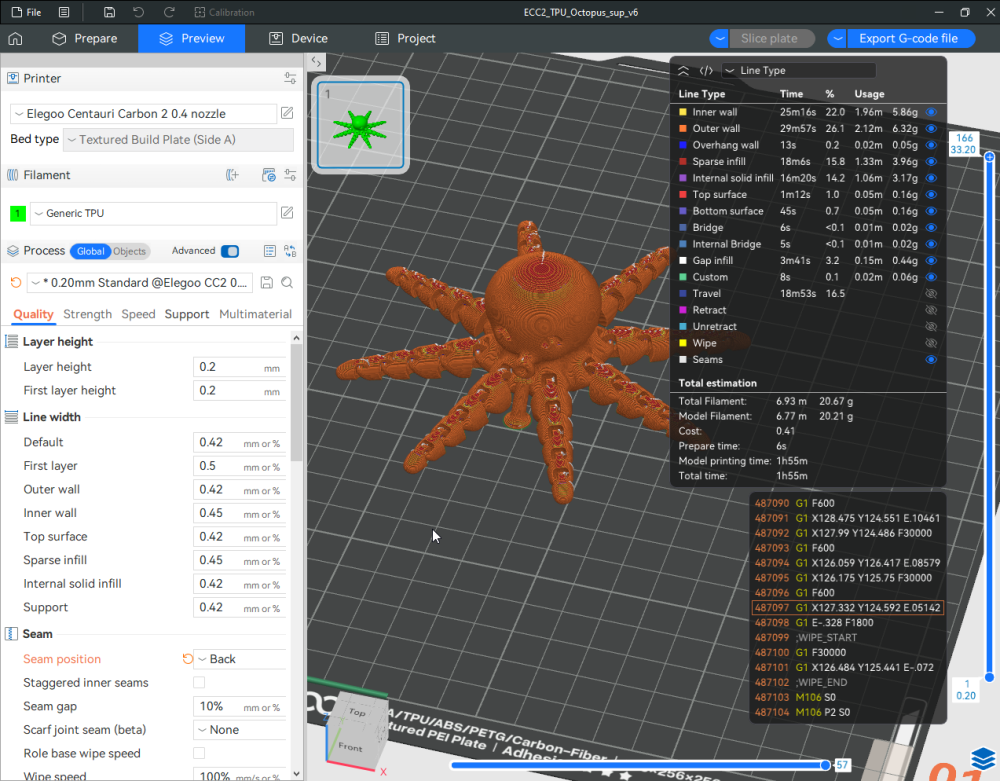
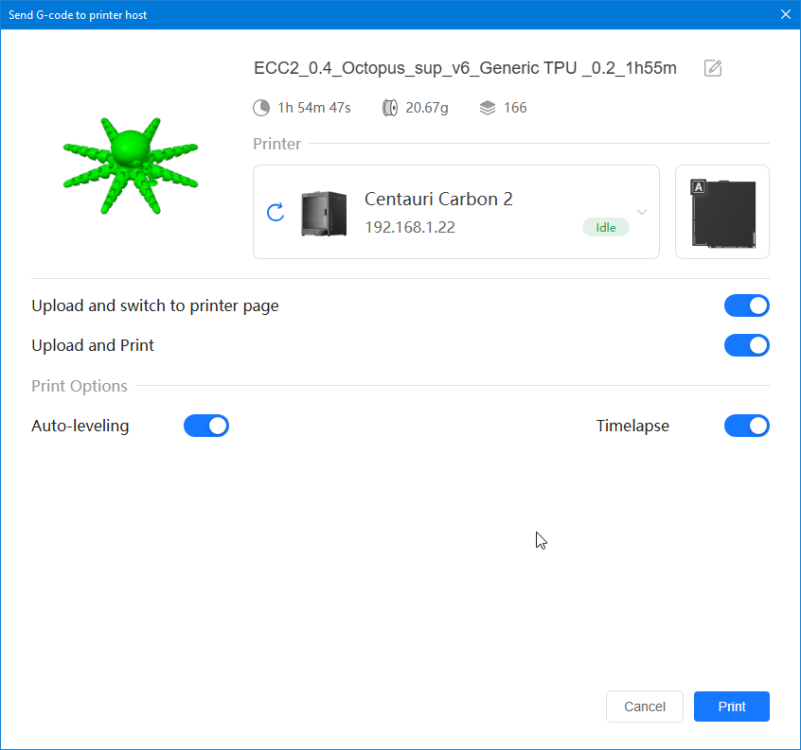
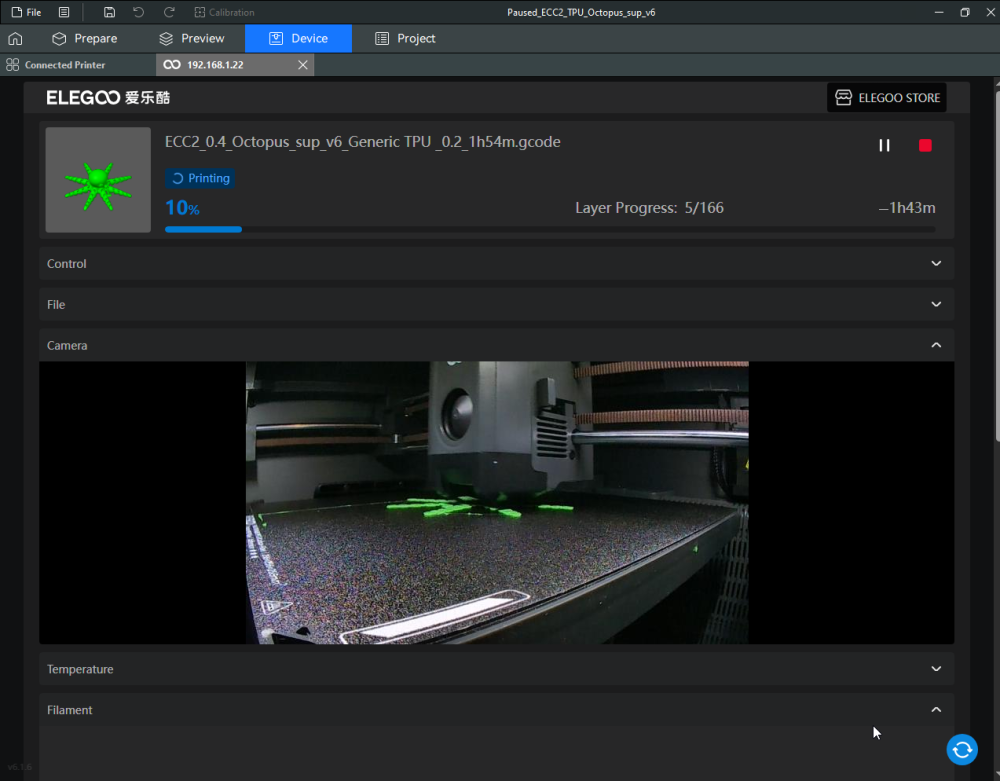
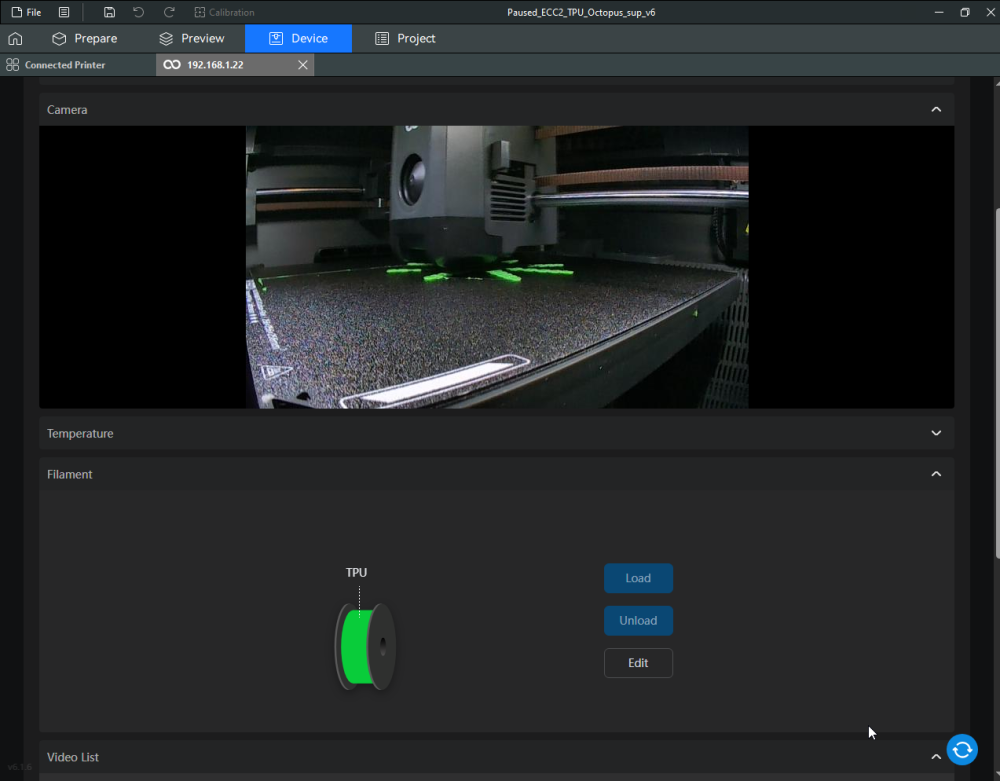
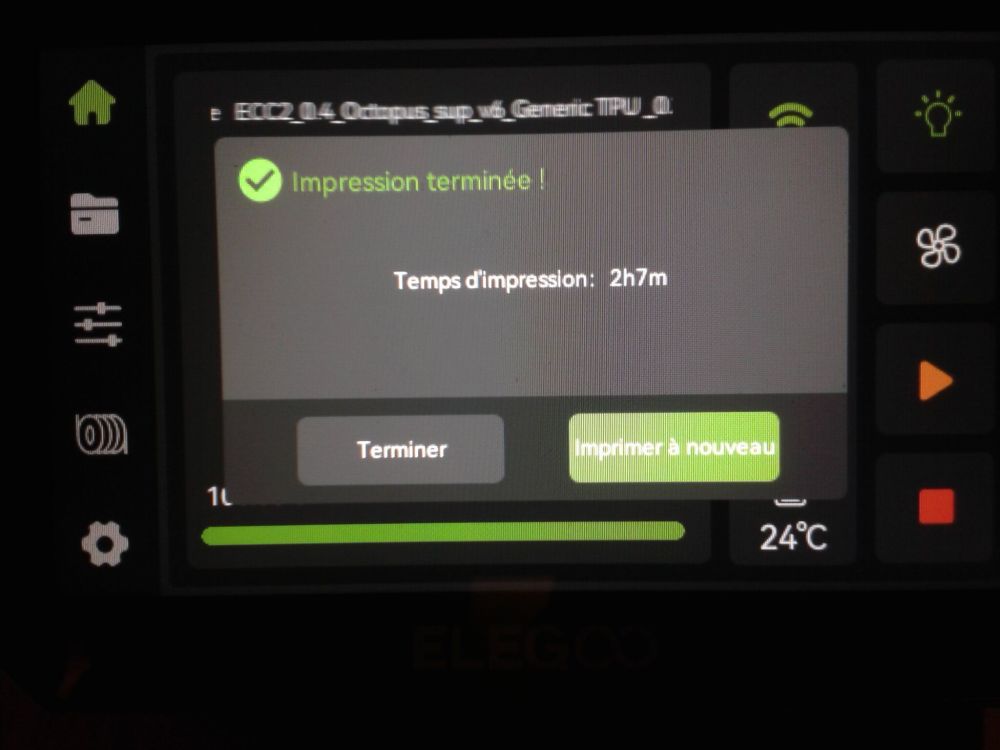
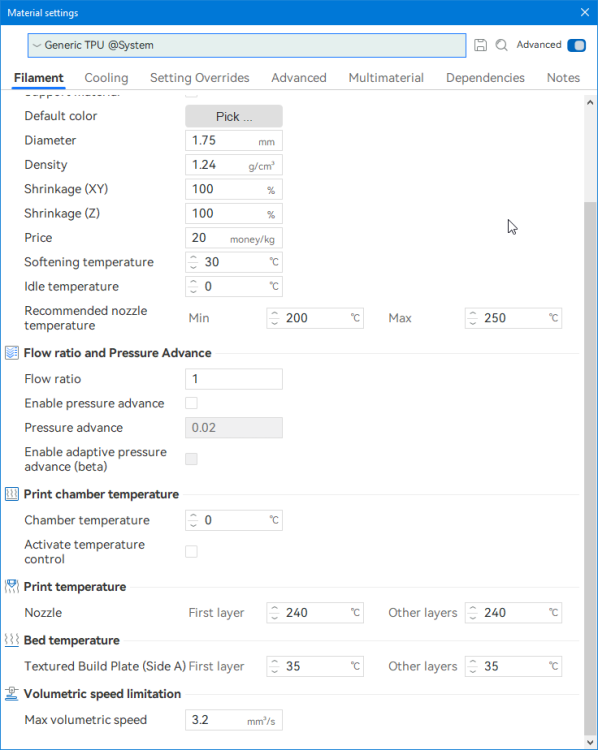
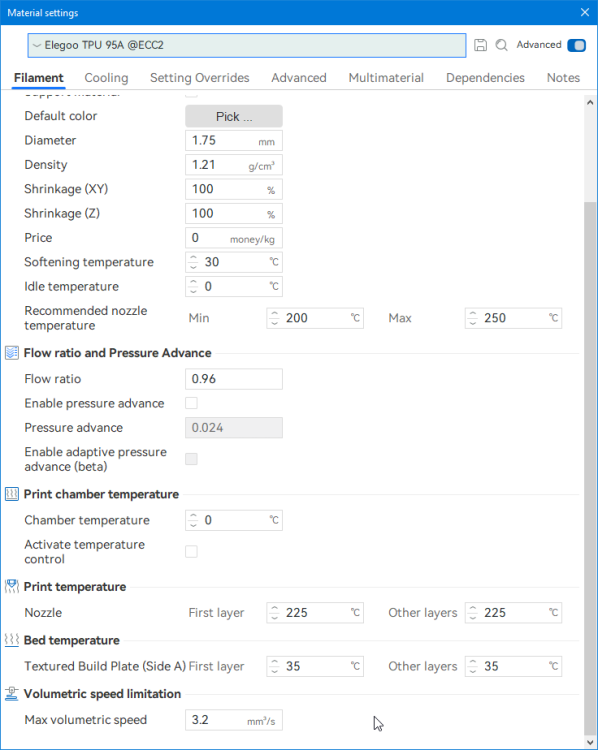
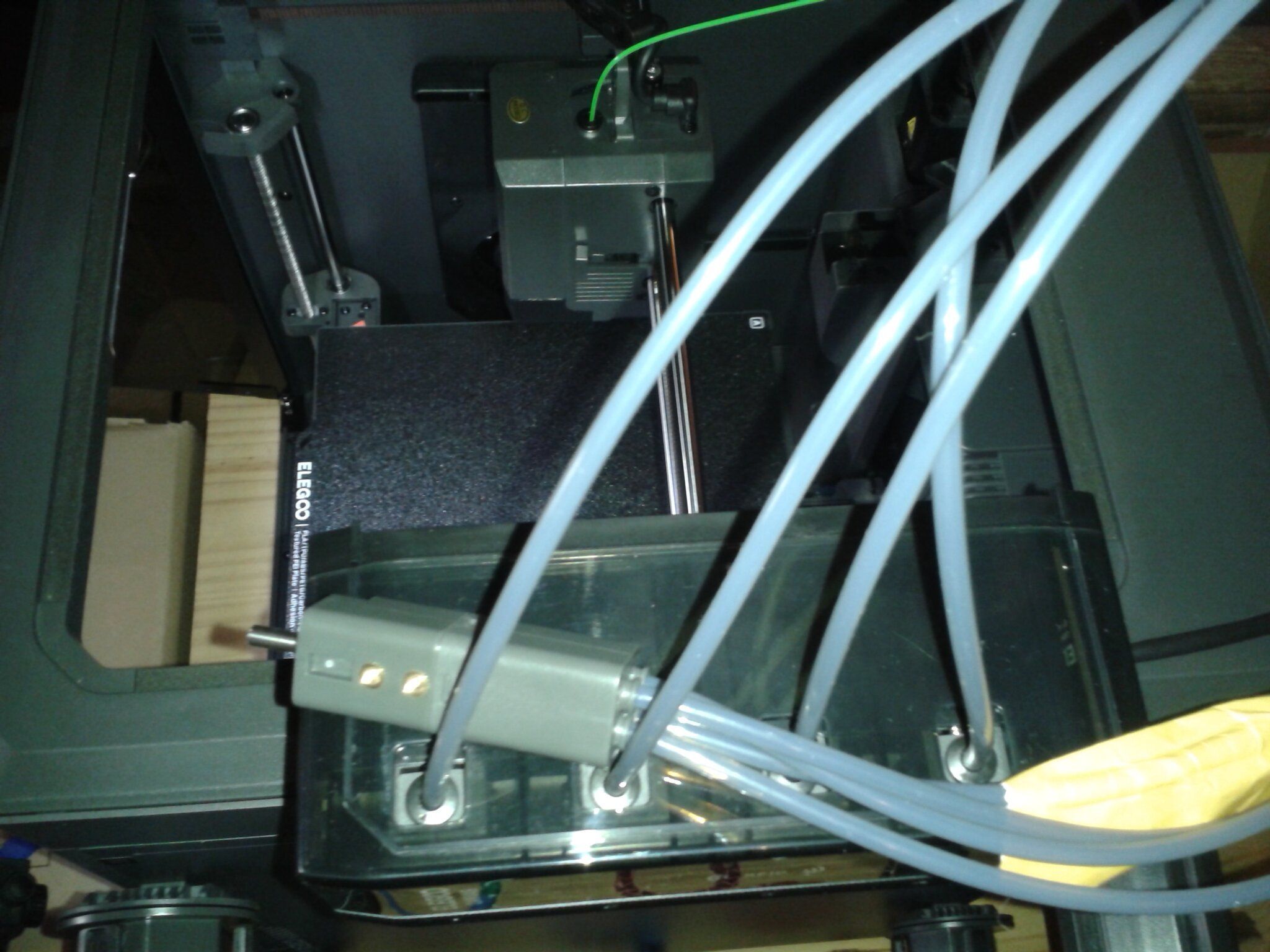
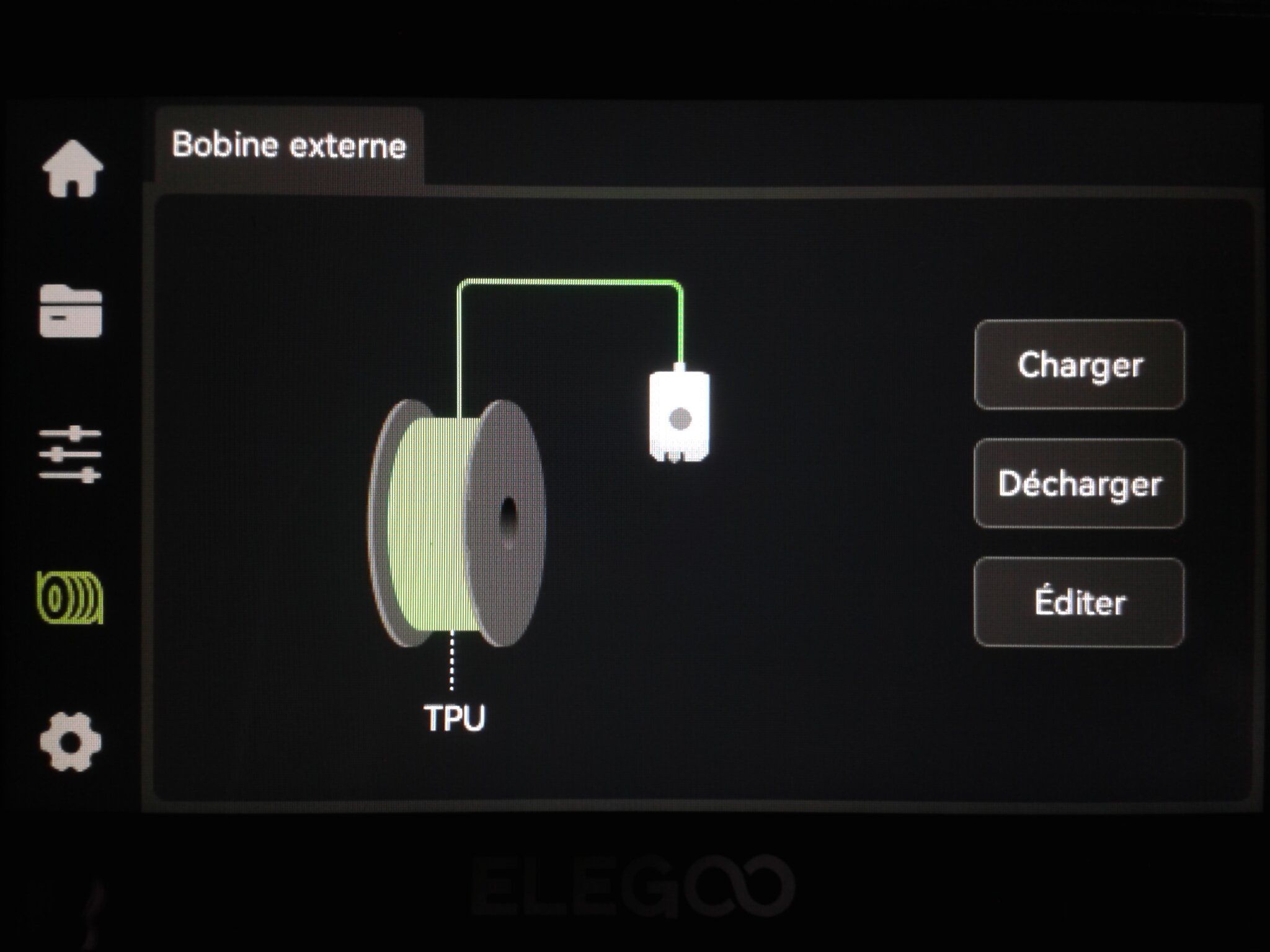
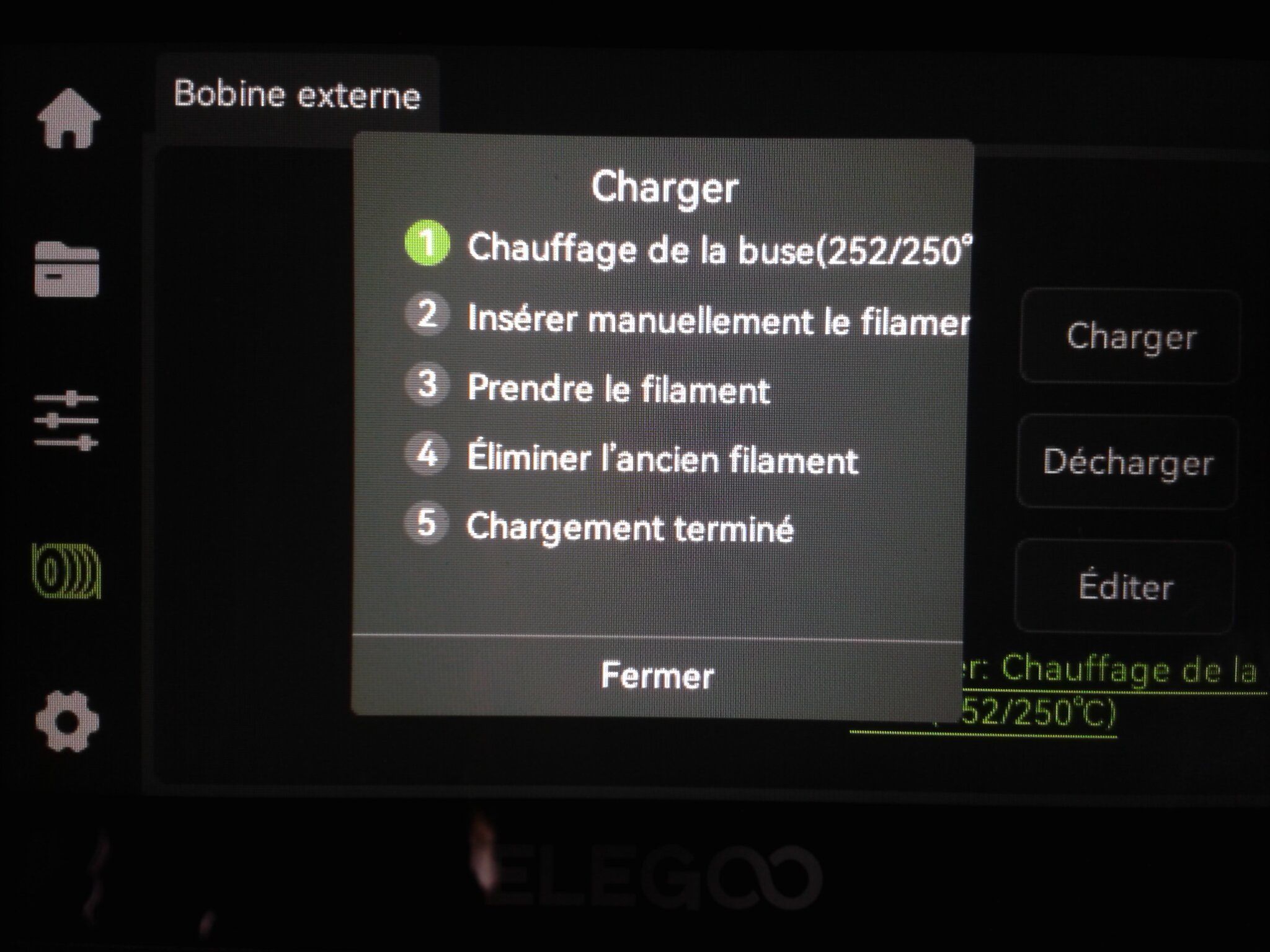
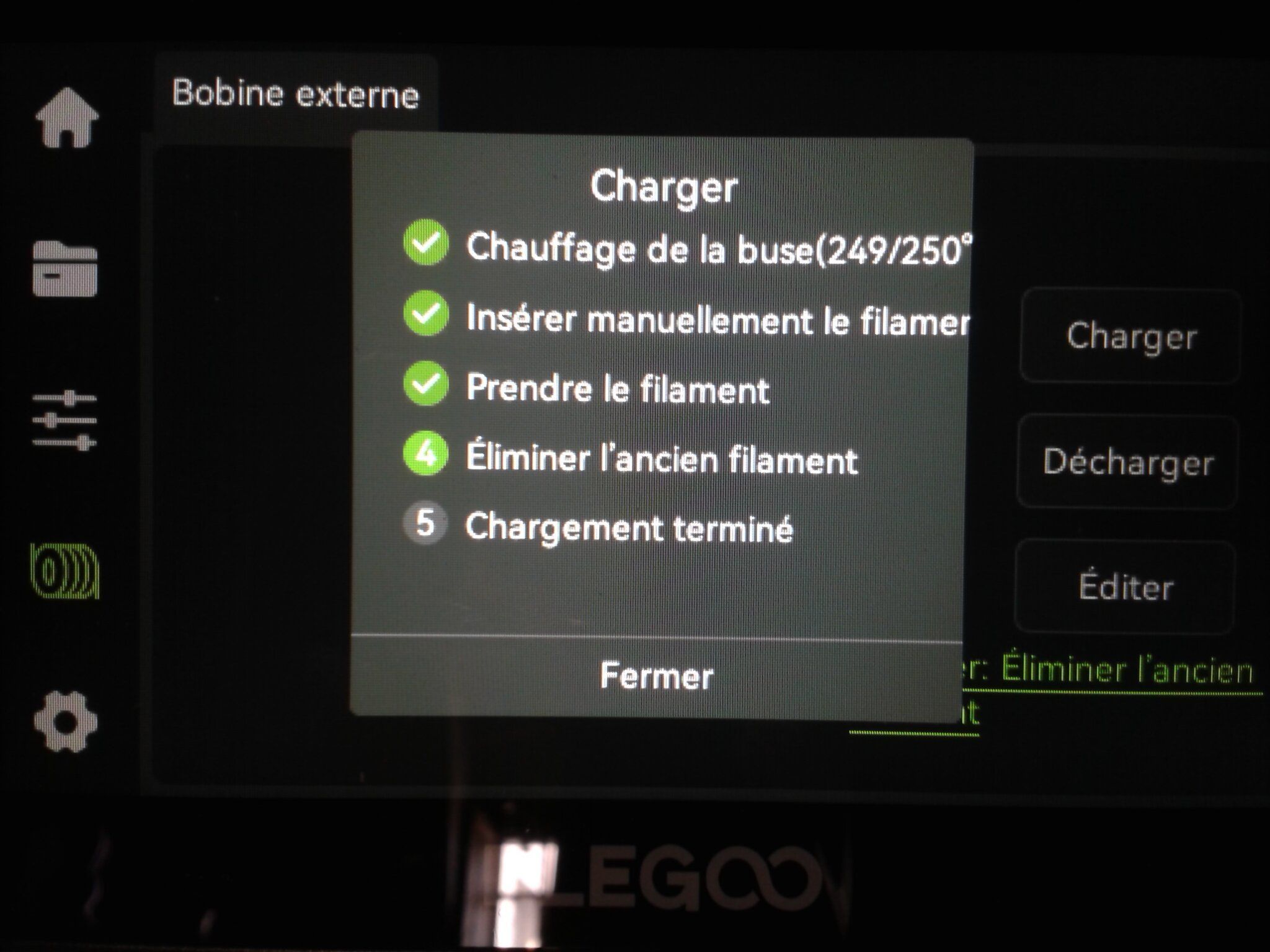
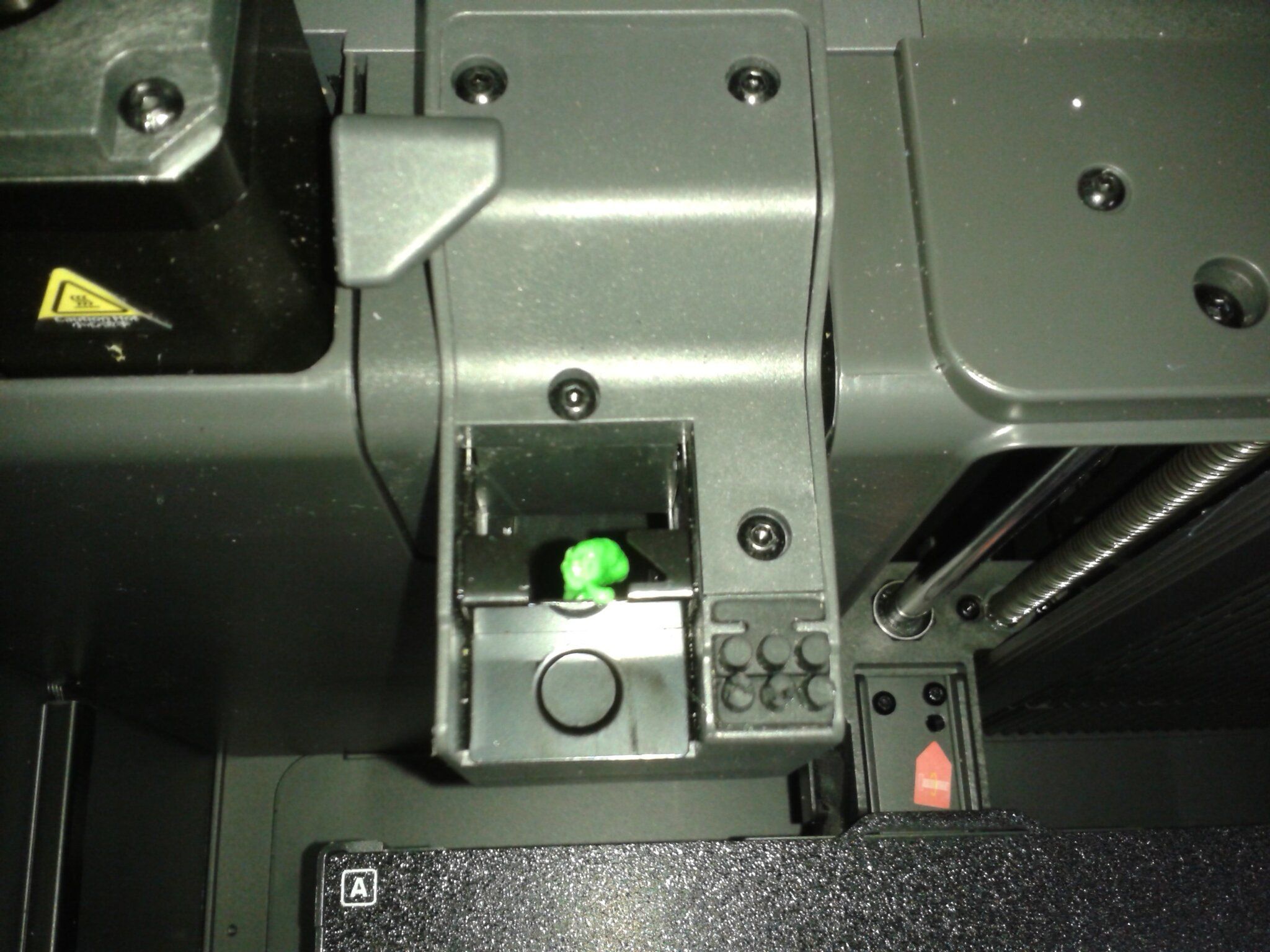
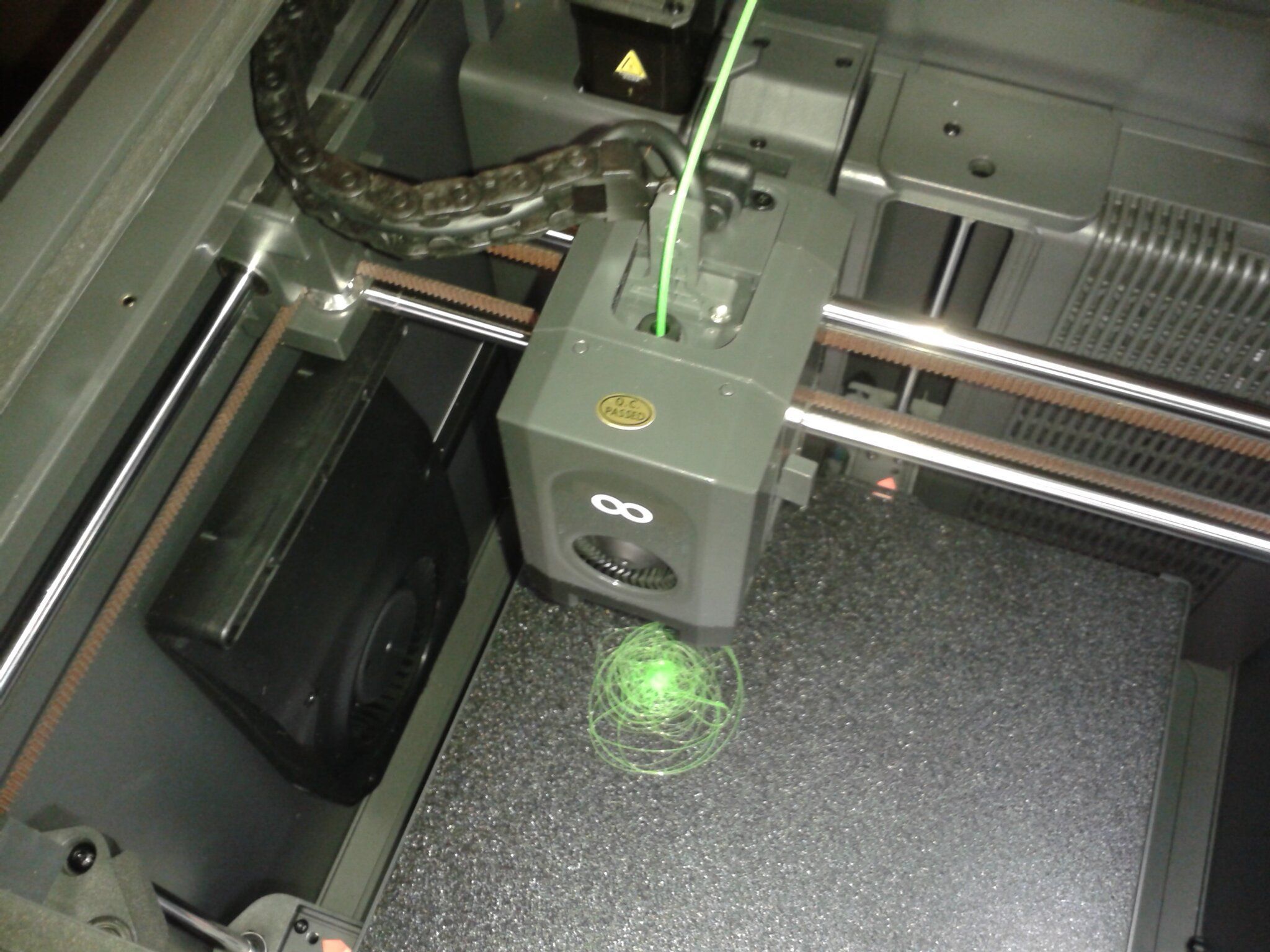
Autres impressions - TPU Je n'ai pas essayé l'outil à imprimer, à utiliser pour les filaments flexibles, proposé par Elegoo pour contourner le système CANVAS. ( Edit 31/03/2026 > Page sur le wiki d'Elegoo qui explique comment imprimer du TPU avec le Centauri Carbon 2 Combo https://wiki.elegoo.com/centauri-carbon-2-combo/how-to/print-tpu ) D'expérience, pour éviter les soucis d'impression avec les filaments TPU qui, selon leur dureté Shore, sont plus ou moins souples et élastiques, il faut Alimenter au plus direct le filament de la bobine à la tête d'impression. (sans détours ou passages qui pourraient être source de frottements) Utiliser un support de bobine qui laisse la bobine se dérouler avec le plus de facilité possible (lubrifier les roulements ou le manche du porte-bobine utilisé s'il en a). L'idée, c'est que comme le filament est élastique, il faut qu'il arrive avec le moins de frottement ou de tension d'étirement possible à l'entrée de l'extrudeur. (Il faut donc préférer un extrudeur de type "direct drive" comme c'est le cas sur la CC2 et éviter les extrudeurs montés en "bowden" où l'extrudeur doit pousser le filament dans un tube PTFE qui guide le filament jusqu'à la tête d'impression.) ce qui, sauf pour le filament TPU ayant une forte dureté Shore, fait que les systèmes automatisés de chargement de filament type AMS, CFS, ... et donc ici le système CANVAS sont à éviter, tout comme des hub filament, car le filament flexible y sera possiblement coincé, bourré ou étiré avant d'arriver à la tête d'impression, ce qui ne permettra pas un débit correct. Les filaments TPU ont vite tendance à prendre l'humidité (en moins de 24 h à l'air libre), ce qui augmente les cheveux d'ange ("stringing") et l'aspect rugueux des parois à l'impression. Il faut donc préférablement les sécher plusieurs heures à ~45-50°C avant usage (mais avoir laissé le temps au filament de revenir à température ambiante pour éviter qu'il soit plus mou et/ou élastique s'il est encore chaud). Pour mes essais, j'ai donc, machine éteinte, après avoir enlevé le capot de protection thermique déconnecter le système CANVAS Démonter le hub filament 4-1 ( 4 entrées, une sortie) maintenu par deux vis, à l'entrée de la tête d'impression, pour le temps de mes impressions avec du TPU le "coincer" dans les tubes PTFE au-dessus du système CANVAS. Cela afin d'alimenter directement la tête d'impression sans le hub 4-1, avec mon filament TPU. placer ma bobine de filament sur un système porte-bobine qui laisse la bobine se dérouler le plus facilement possible porte-bobine, lui-même placé sur un plateau d'une étagère, à plusieurs centimètres au-dessus de la machine. (pour que quand il y ait de rapides déplacements de la tête d'impression sur l'ensemble de la surface d'impression, il y ait un jeu angulaire de la partie déroulée du filament afin que cela ne tire pas d'un coup sec sur la bobine ... ) Pour ces impressions TPU, il n'y aura pas le capot de protection thermique en place sur l'imprimante. (Je ne voulais pas le percer ...) Et donc, malheureusement, les bruits de déplacements de la tête d'impression et de ses ventilateurs de refroidissement ne seront pas étouffés par la présence du capot thermique ) Bien noter que les supports de bobine d'origine fournis avec la CC2 ont un système de ressort qui permet de réenrouler partiellement la bobine afin que, quand on utilise le système CANVAS, lors des changements de filament, le filament soit légèrement sous tension et ainsi éviter l'enchevêtrement / les nœuds du filament sur la bobine suite à de multiples chargements / déchargements de celle-ci. Les supports de bobine d'origine fournis avec la CC2 ne sont donc pas recommandés avec un filament élastique comme le TPU car ils vont ajouter une tension sur le filament TPU et possiblement étirer le filament et risquer de gêner son passage dans l'extrudeur de la tête d'impression. Comme le système CANVAS n'est pas connecté, dans le menu Filament, il n'y a qu'une bobine et l'onglet est nommé "Bobine externe" ( au lieu de "CANVAS" quand ce dernier est connecté ) Les purges TPU ont tendance à se coincer dans le système de la chute des purges, j'ai donc ensuite évité d'utiliser "Charger" du menu Filament. J'ai préféré faire l'équivalent à ma sauce de "charger" mais de manière à ce que la tête reste à plusieurs centimètres au-dessus du plateau et en son centre. En allant dans le menu de préparation, pour mettre en chauffe la buse (240°C pour du TPU), (éventuellement faire un home XYZ si pas déjà fait depuis l'allumage de la machine), abaisser le plateau, placer la tête grossièrement au milieu du plateau, et quand buse à température, extruder plusieurs fois de suite via l'icône flèche vers le bas "V" de Extrudeuse, ... En paramètre filament, j'ai utilisé le profil "Generic TPU @System" ( buse 240°C, plateau 35°C, MVS 3.2 mm³/s ) sous ElegooSlicer v1.3.2.9 car le profil filament "Elegoo TPU 95A @ECC2" ( buse 225°C, plateau 35°C, MVS 3.2 mm³/s ) sous ElegooSlicer v1.3.2.9 me semblait avoir une température de buse trop basse pour mes filaments TPU ... J'ai testé du CR-TPU Green Creality (dureté Shore 95A) TPU 95A Translucide ArianePlast (dureté Shore 95A) TPU 85A Violet ArianePlast (dureté Shore 85A. Donc ce dernier est plus souple et élastique qu'un filament de dureté Shore 95A) Cute Mini Octopus - McGybeer https://www.nexprint.com/en/models/G1718064?keyword=cute+mini+octopus&printConfigId=G3350337 Chubby Dinosaur T-Rex Dino Pencil Holder - IK3D https://www.crealitycloud.com/model-detail/chubby-dinosaur-t-rex-dino-pencil-holder Lors de mes essais, le firmware alors sur ma machine en test (firmware v01.03.01.89) ignore les commandes G-code "M600", "M0" et bug (freeze/gèle de la machine) sur le G-code avancé "PAUSE". Il n'est donc pas possible (firmware v01.03.01.89) de faire un fichier d'impression avec une pause interactive pour effectuer un changement de filament quand le système CANVAS est déconnecté. (Quand le système CANVAS est connecté, faire un changement de filament vers un slot n'ayant pas de bobine de chargée au moment du changement du filament permet de faire l'équivalent d'une pause interactive… pour par exemple insérer un écrou ou un aimant dans une impression à un moment donné)






-ElegooSlicer.thumb.png.792e0138b4aeb2f72d795b4b166f085c.png)































 5 points
5 points -
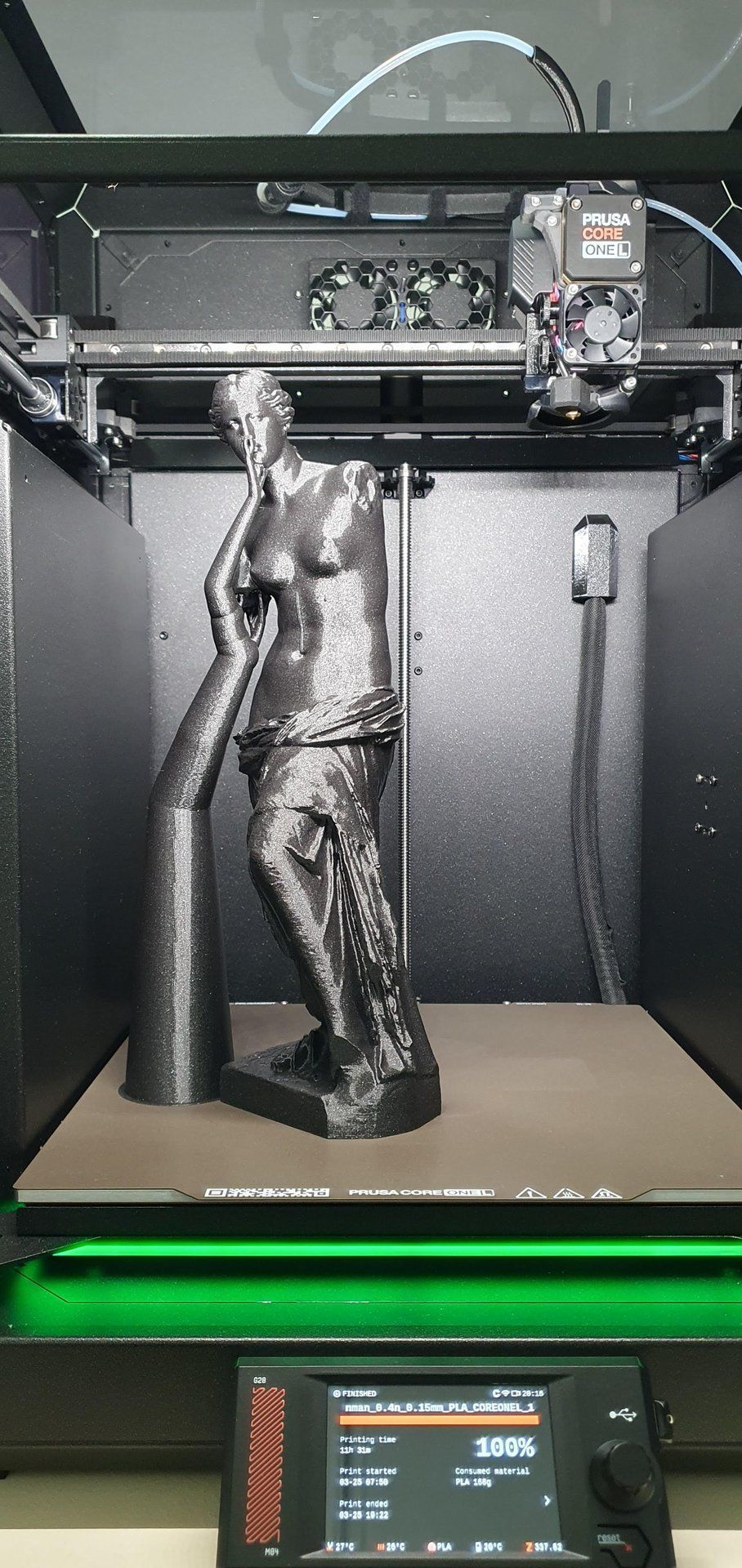
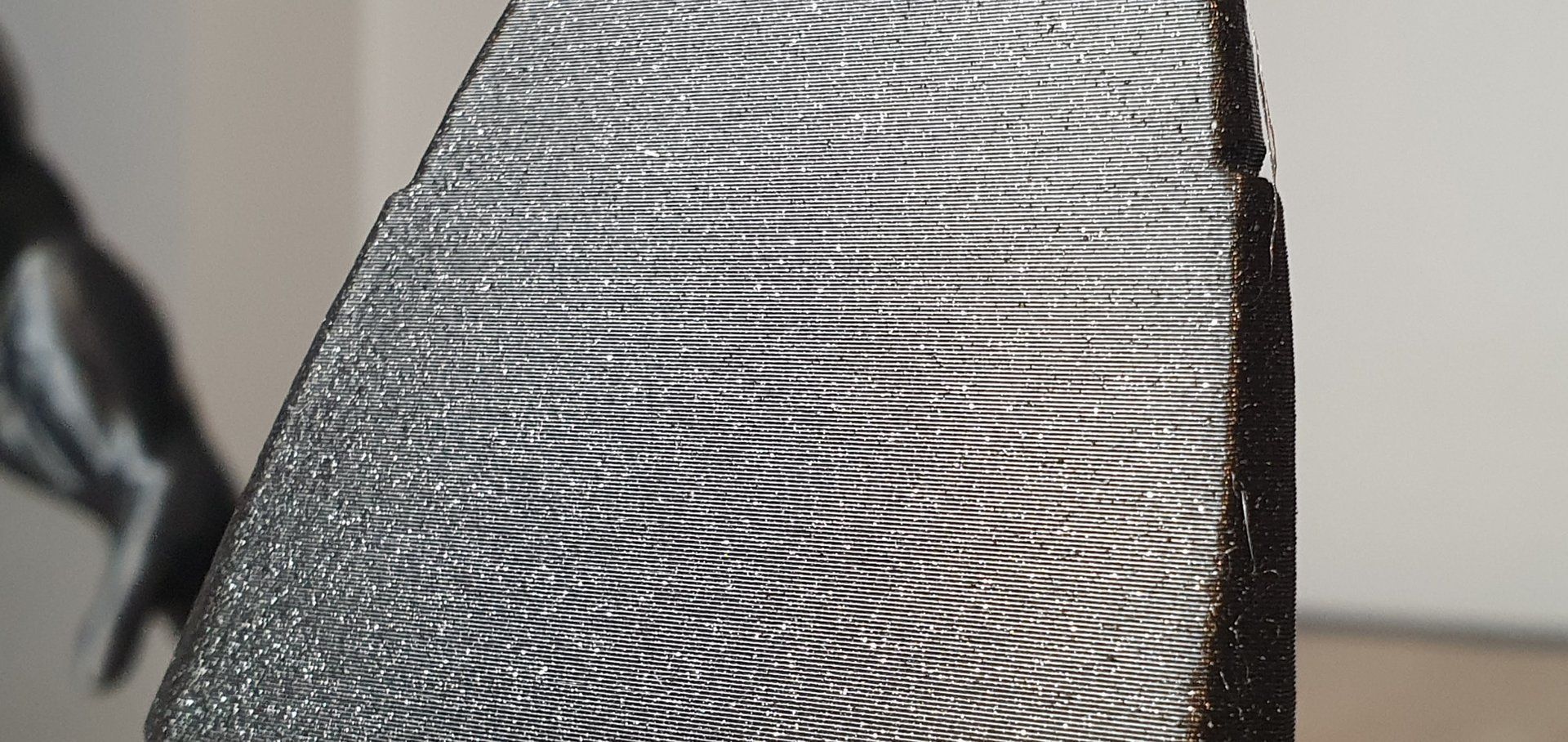
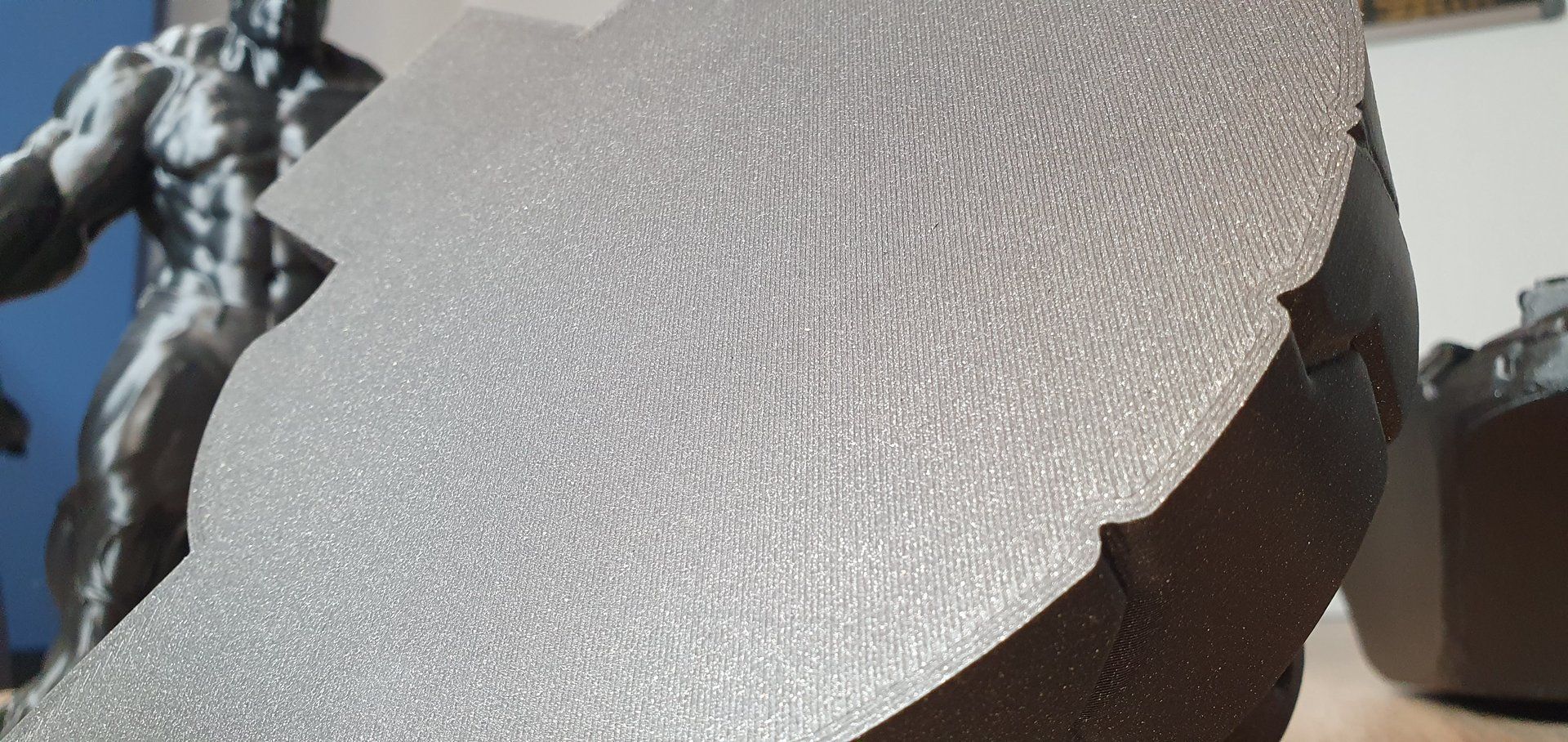
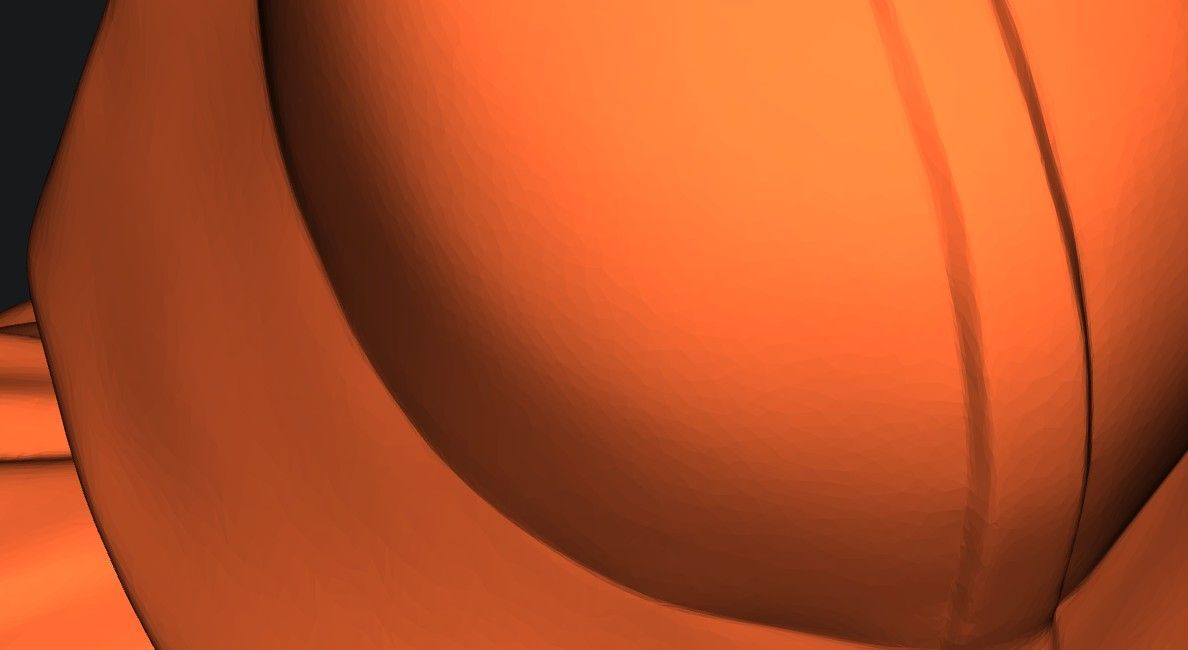
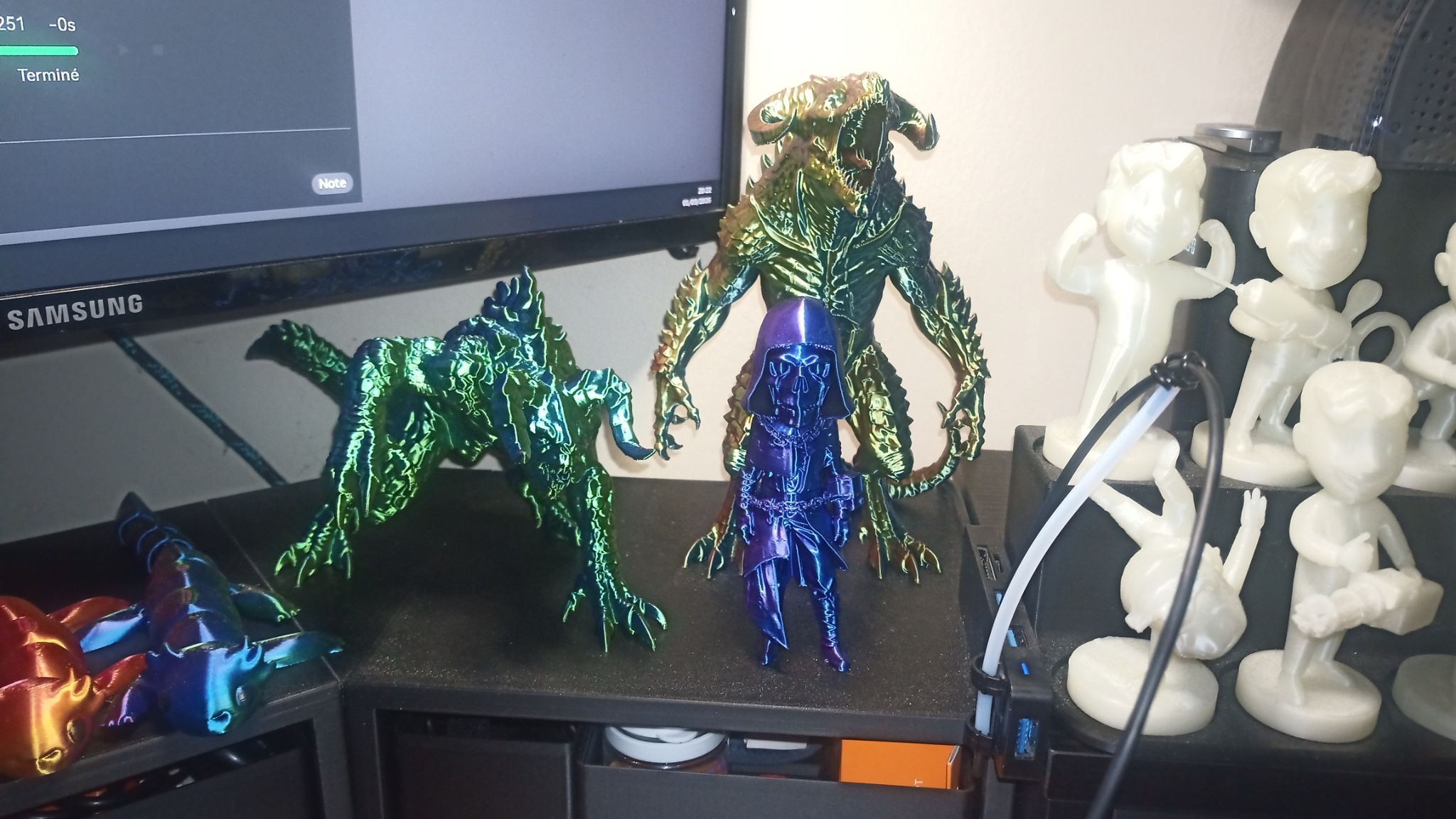
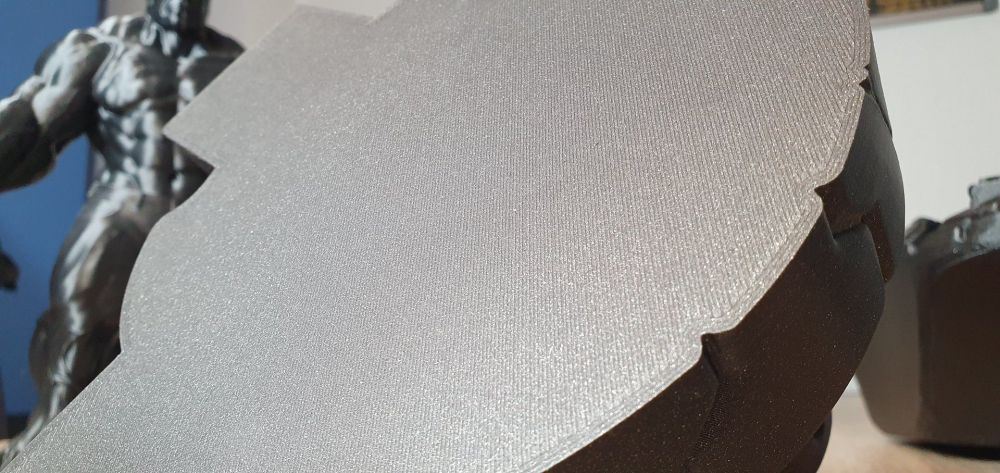
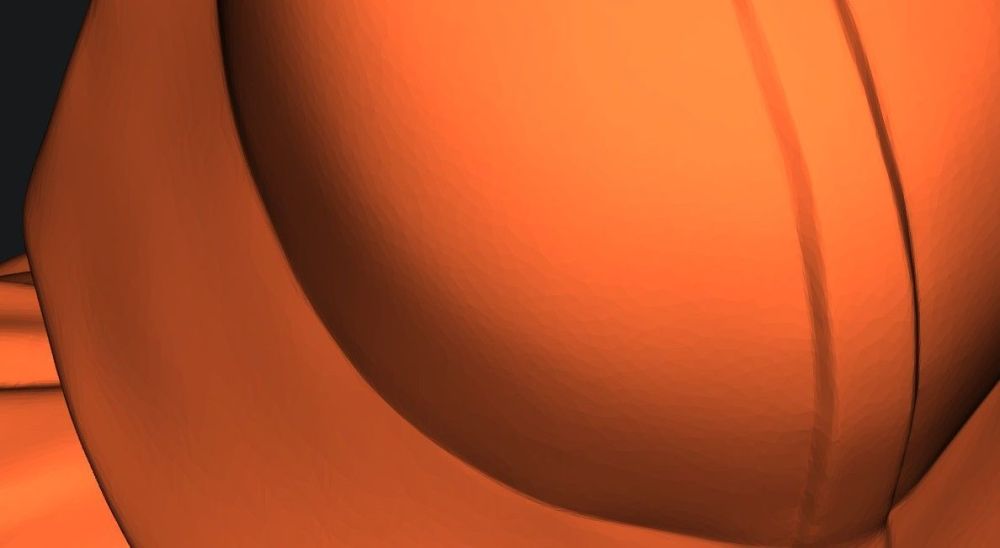
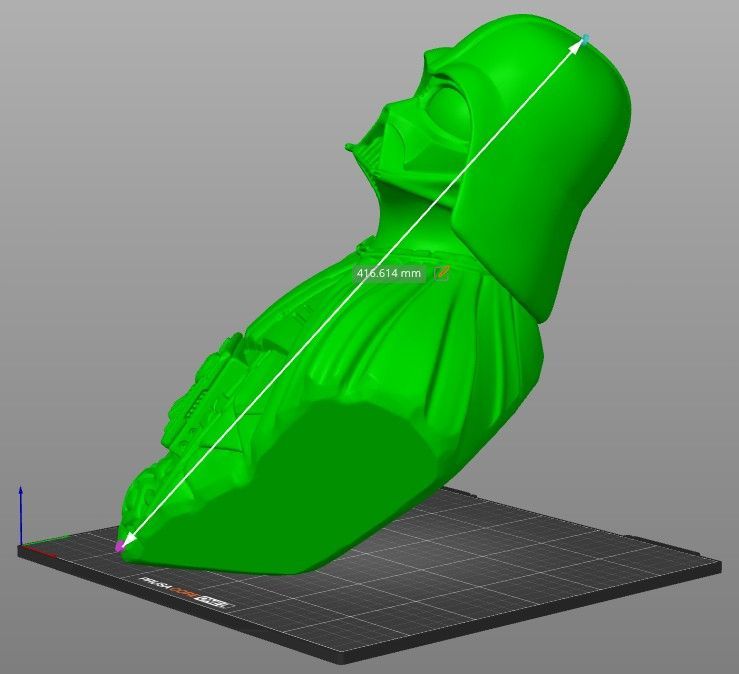
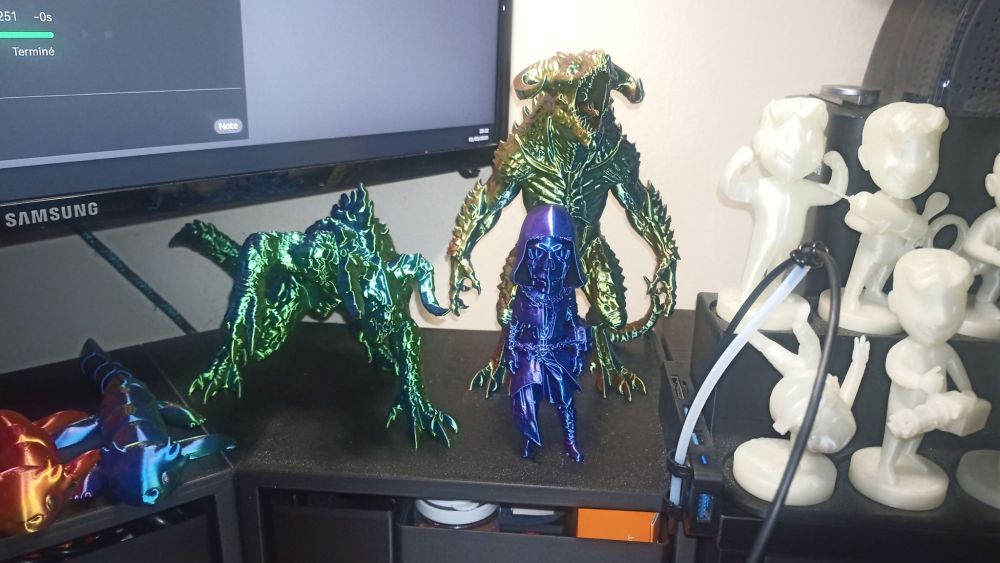
Salut, Quelques jours sont passés depuis le dernier retour, mais à part aujourd'hui où la machine s'est reposée (mais pas moi ), elle n'a pas chômé ! Au programme quelques impressions Zmax dont une qui exploite presque le volume max de cette One L. On commence par un petit print tout simple et tout en hauteur, une Venus De Milo. Buse de 0.4mm HF, couches de 0.15mm profil structural, Zmax de 330mm, 160g. Easy. Passons à une autre impression en deux parties, le fameux buste de Dark Vador par Eastman. Première partie le socle, qui est en fait la partie 2, mais gardons le meilleur pour la fin. Buse de 0.6mm HF, couches de 0.2mm profil structural, 260g. Aucun problème non plus, c'est une impression très simple. Et enfin le buste lui-même, déjà un peu plus challenging. Buse de 0.6mm HF, couches de 0.15mm profil structural, 700g et 35h d'impression. Ici le porte-à faux est assez impressionnant avec une surface au sol assez petite, remarquez que j'ai utilisé du Magigoo pour assurer mes arrières, vu la taille et le poids, je ne voulais pas risquer un décrochage sur la dernière heure. Allez on repasse tout ça en revue avec des photos de près. En commençant par la Venus De Milo. Mais d'abord remarquez le support sur pratiquement toute la hauteur, qui a très bien joué son rôle sans tomber. D'ailleurs une fois détaché on obtient un joli Baobab. Détails du visage, c'est parfaitement lisse et brillant, les traces de support sur le menton et le nez sont quasi invisibles. ici on remarque la couture au dessus du nombril. Je me suis maudit d'avoir ENCORE UNE FOIS oublié de cocher l'affichage de la couture dans la prévisualisation. Je l'aurais mise à l'arrière sinon. Je suis à deux doigts de proposer aux devs de cocher cette option par défaut. Mis à part ça, j'ai vraiment poussé sur les reflets pour chercher les défauts, je vois rien. Du coup pas de couture sur le dos mais cet état de surface vraiment excellent et brillant... Zoom sur le socle, malgré la texture irrégulière du sol on ne voit pas trop les layers, c'est globalement excellent. Passons au socle du Vador. C'est la pièce avec la plus grande surface au sol, donc regardons admirons sa première couche, toujours aussi parfaite chez Prusa. Pour rappel ici c'est une buse de 0.6mm. Petite vue sur la grande surface inclinée, les seuls petits "défauts" qu'on voit sont des petits points dans le PLA, c'est propre à ce filament qui a un toucher plutôt rugueux. On distingue peut-être un très très léger ringing à gauche, mais c'est chipoter là. Enfin le tant attendu buste dont on notera qu'il occupe bien l'espace, et avec un très joli porte-à-faux sur l'arrière. J'avoue que j'étais un peu nerveux que ça tienne, mais au moment de décrocher la pièce, bien que le plateau ait eu le temps de refroidir, en fait la pièce était encore très très bien collée au plateau. Magigoo ou PEI ou les deux, en tout cas la One L a fait son job sans sourciller. Ici le haut de l'impression, j'avais séché la bobine avant, mais j'ai remarqué que ça filochait un peu vers les 2/3 de l'impression, après 24h et 1/2 bobine de passée. En revanche pour une buse de 0.6mm, c'est très très propre. Par contre j'ai remarqué quelque chose, j'ai un effet peau de saumon pas mal visible sur les grandes surfaces lisses, notamment le casque. Je parle de cet effet là que j'ai réussi à accentuer un max avec l'éclairage. A priori on est déjà dans la résolution les facettes du STL. Je n'ai vu cet effet qu'avec la buse de 0.6mm en couches de 0.15mm (buste). En couches de 0.2mm (socle) je le décèle à peine comme du ringing. Avec la buse de 0.4mm en couches de 0.15mm (Venus), c'est absolument lisse mais le modèle a une résolution beaucoup plus élevée. Faut y penser avant de lancer un print à 200 ou 300% de la taille originale. Photo de famille, avec le Hulk qui était le test Zmax de la CORE One+ standard (270mm), la Venus De Milo qui est le Zmax de la One L (330mm), et le buste de Vador qui montre le volume de la One L, ~415mm du bas du buste (hors socle) au sommet du casque (imprimé en diagonal). J'ai mis un benchy que tout le monde connait pour avoir l'échelle de référence. Bon tout ça c'est bien beau, mais ce n'est que du PLA, normalement toutes les machines du marché sont capables de telles impressions. Alors maintenant que j'ai passé deux bons kilos, il est temps de passer à plus technique, c'est là que ça va devenir intéressant. A savoir que le nouveau firmware 6.5.3 final vient de sortir. Je dois d'abord faire quelques vérifications autour de l'Input Shaper, et le re-calibrer selon les recommandations.










 5 points
5 points -
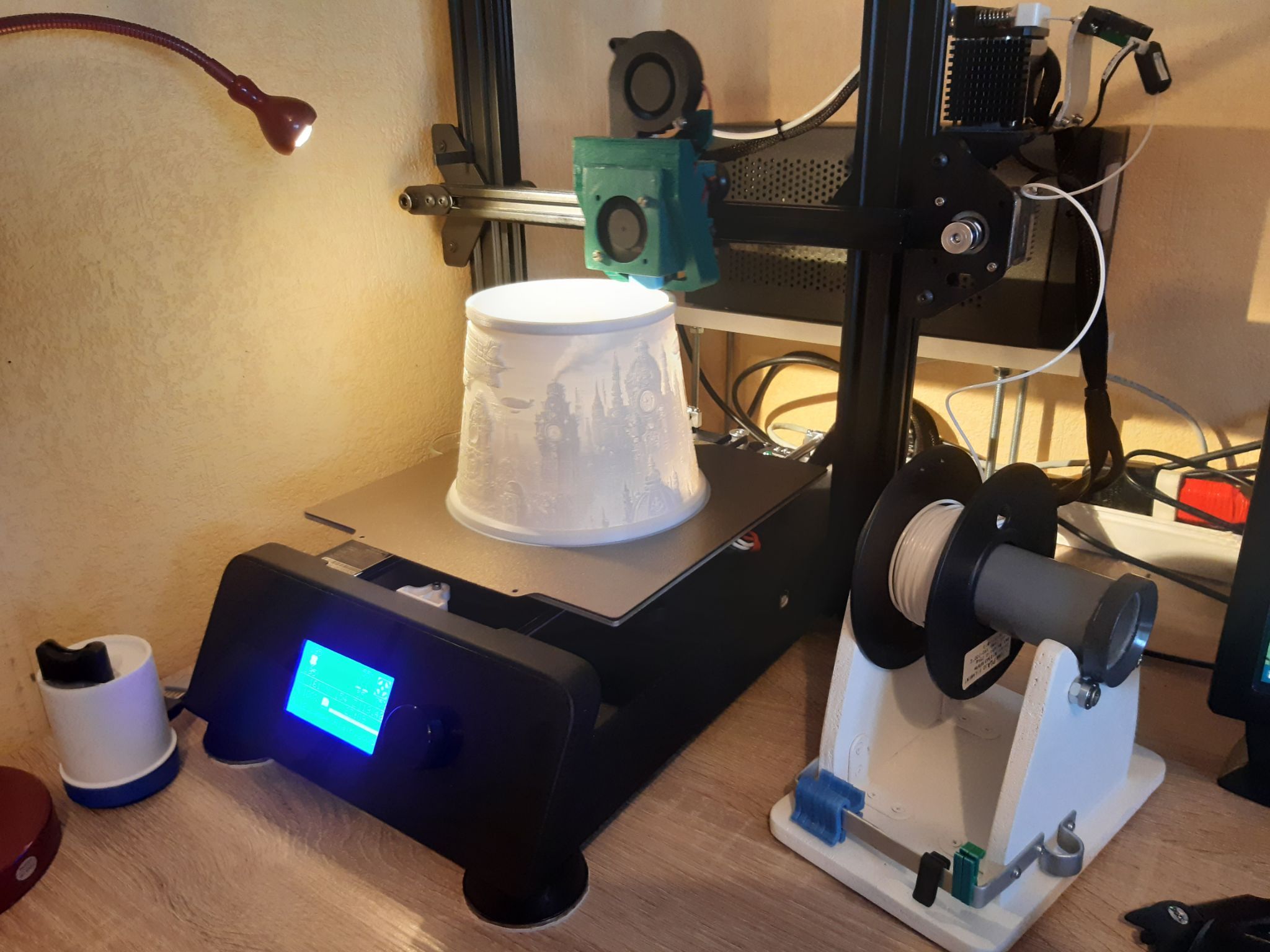
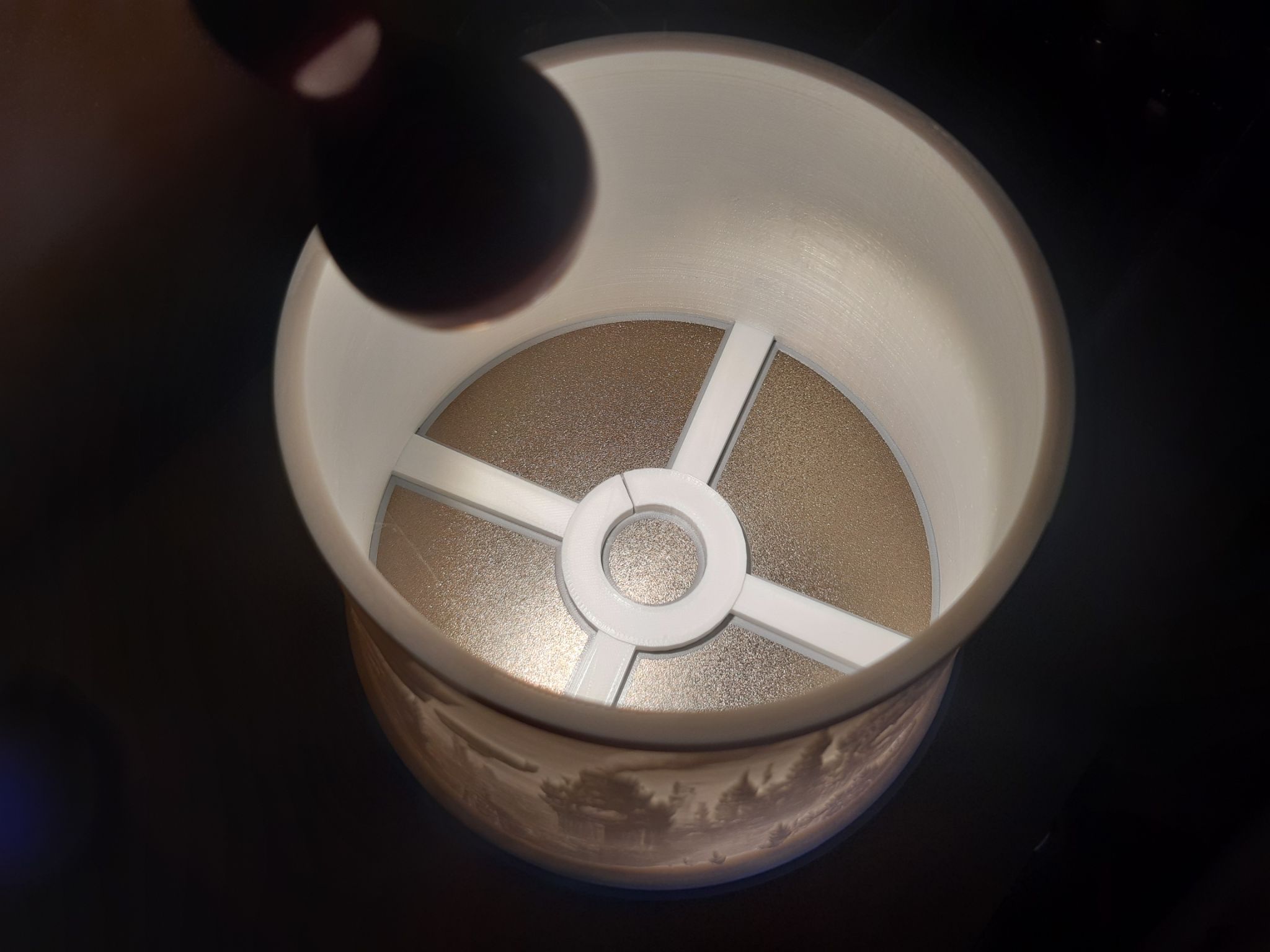
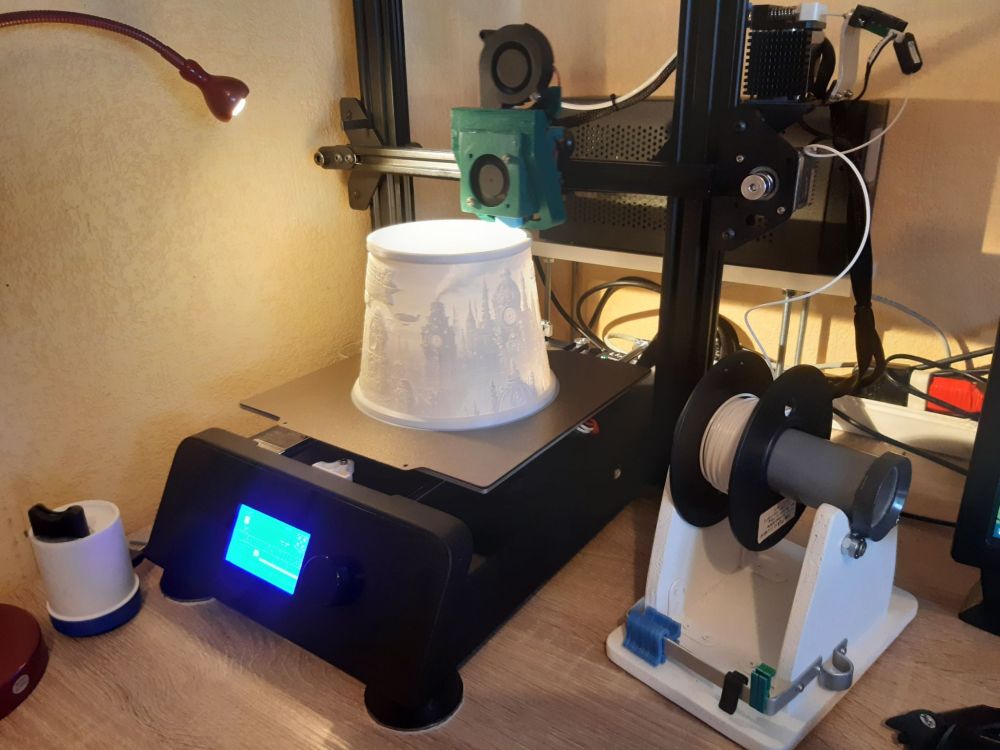
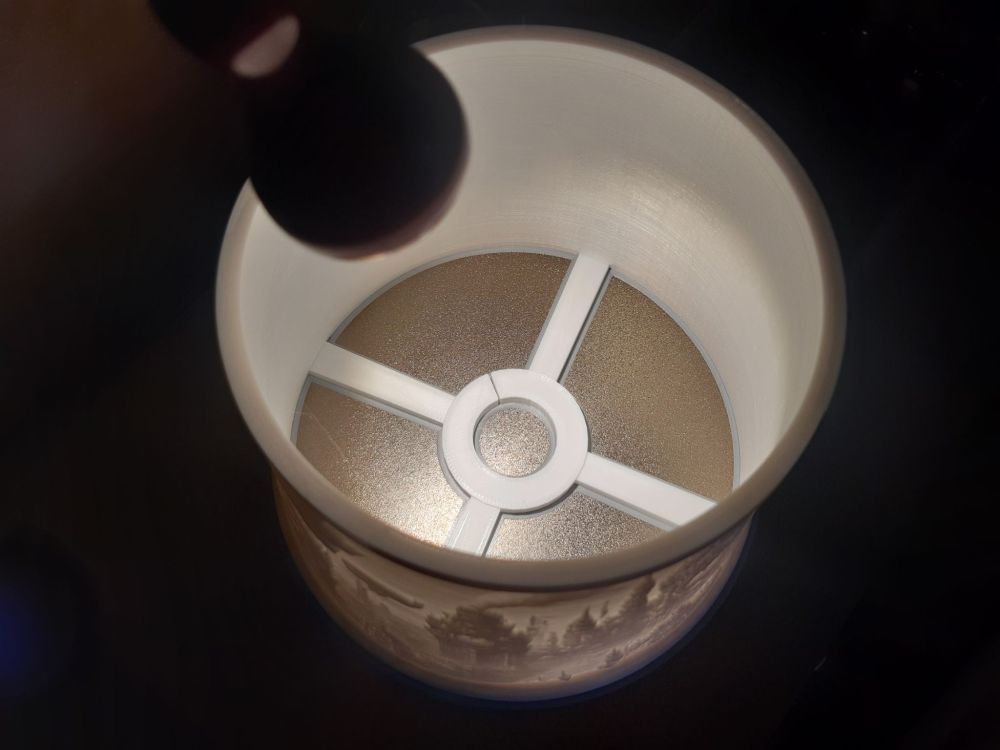
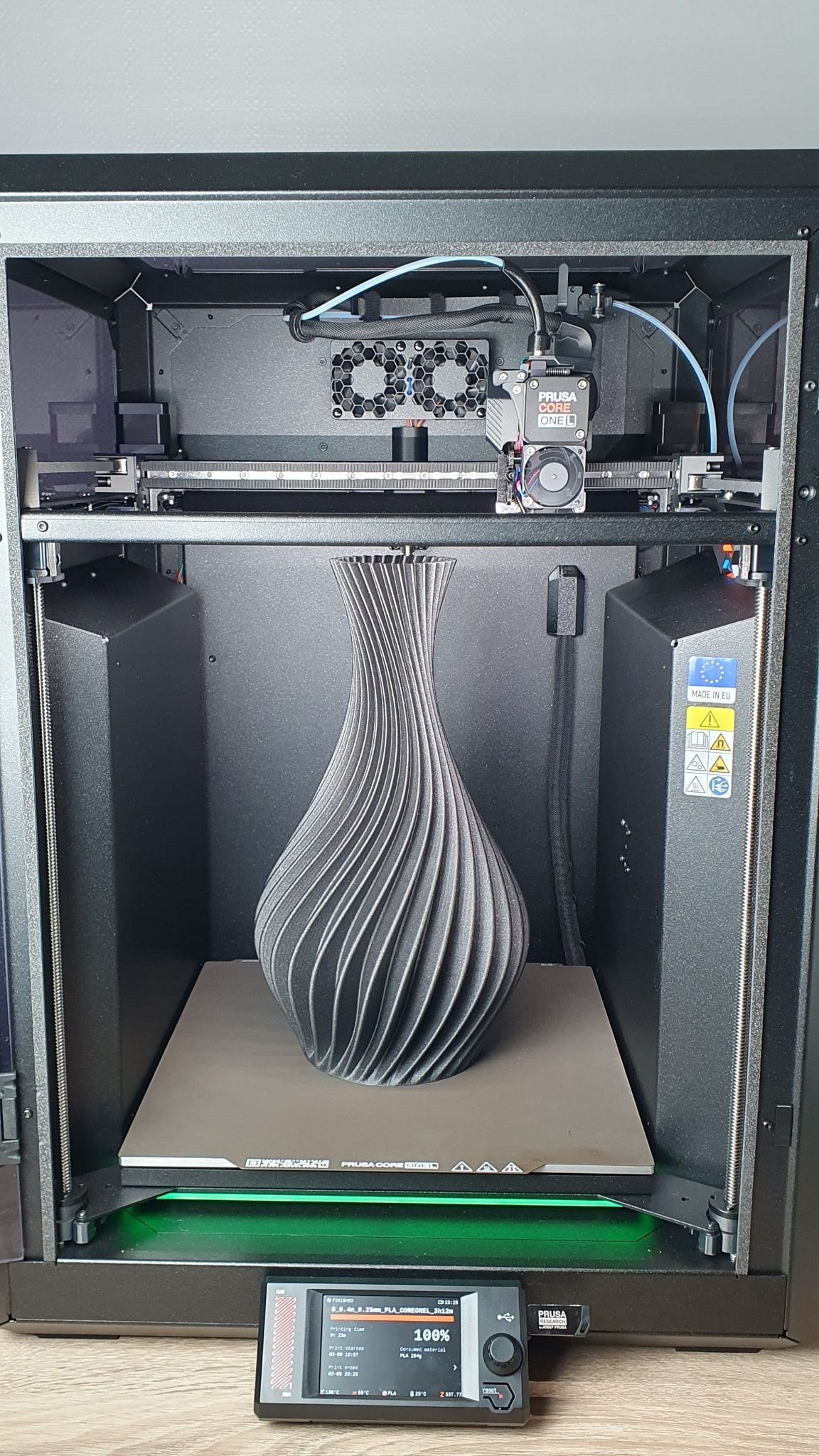
Site utilisé : https://lithophanemaker.com/Lamp Lithophane.html Image de base : Image source : Diamètre supérieur : 120mm Diamètre inférieur : 160mm Hauteur : 120mm Hauteur de couche : 0.12mm Temps d'impression : 23h12 (long et stressant... ) La lampe (base+douille+fil) vient d'un vide-grenier pour quelques euros : Un grand merci à @lariflette77 qui m'a incité (sans le savoir) à persévérer, le résultat est superbe !!! (et ma douce et tendre très heureuse. C'est le principal, non ?)




 5 points
5 points -
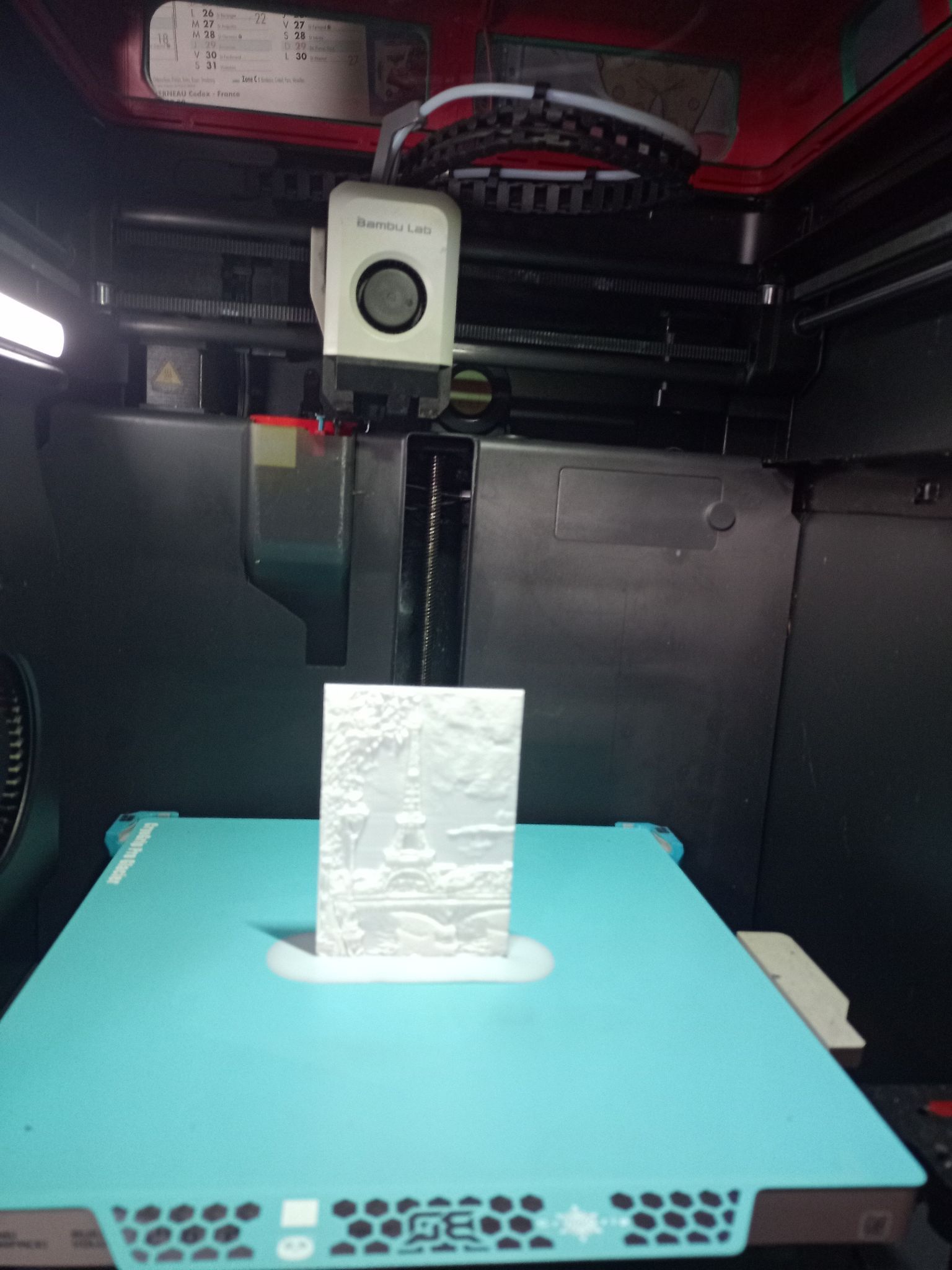
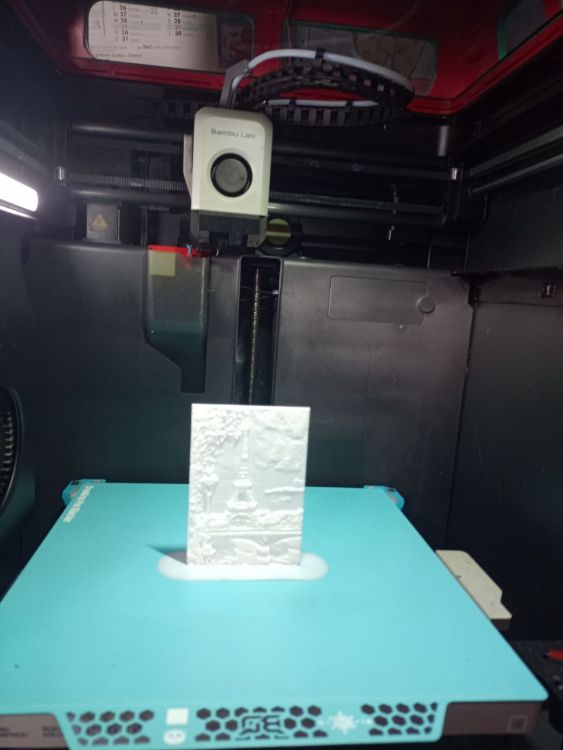
Ca y est, j'ai reçu en début de semaine mon imprimante ! Après avoir regroupé tous les conseils que j'ai trouvé à gauche et à droite, j'ai investi dans un Bambu Lab P2S : Mon environnement ne me permet pas de faire de la résine, et je pense qu'il m'oblige aussi à avoir un caisson fermé (courants d'airs et fortes variations de température). Comme mon objectif est quand même de pousser les capacités de la machine, je pense aussi que le caisson fermé m'aidera. Je suis complètement néophyte, donc forcément mes premières productions sont aussi émouvantes que dégueulasses. 1 Le bateau évidement (pas du tout dégueu pour le coup) 2 Premier essai de figurine sans aucun réglage (couches de 0.2 avec une buse de 0.4) 3 Deuxième essai avec une augmentations de la taille (je passe du 28mm au 32) et quelques réglages personnels pour voir si j'ai bien compris Je suis en train d'essayer avec les réglages de Bambu Studio en "high quality", toujours avec la buse de 0.4, mais donc des couches de 0.08 maintenant. Bref, je fais joujou, c'est super et très encourageant ! J'ouvrirai un autre post plus adapté quand j'aurai de nouvelles questions sur les réglages ! ^^


 5 points
5 points -
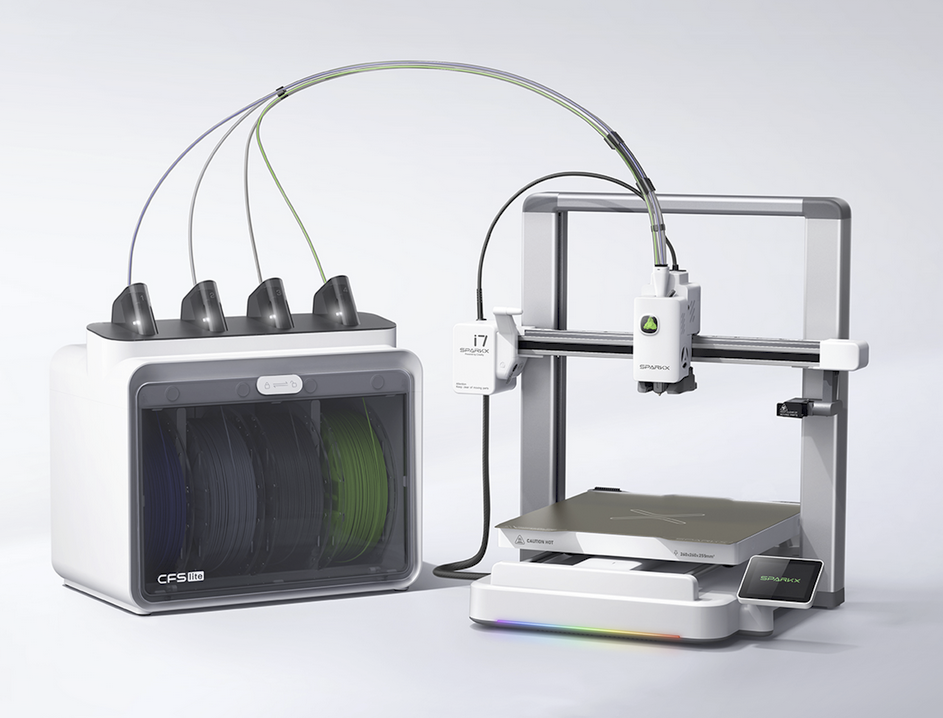
Salut Comme certains ont pu le voir dans un "Quoi Qu'est-ce", j'ai reçu la nouvelle Creality SPARKX i7 Color Combo pour la tester. Merci à @Julien et @Motard Geek de m'avoir fait confiance pour réaliser ce test. Je vous propose donc à travers ce post de découvrir et de suivre le test de cette belle imprimante. Au sommaire : Spécifications Déballage Montage Mise en route 1ᵉʳ test + à suivre Liens utiles : Je rajoute ici quelques liens en rapport avec cette imprimante : Présentation de la SPARKX i7 sur le site Les Imprimantes 3D --> https://www.lesimprimantes3d.fr/creality-sparkx-i7-color-combo-presentation-20260312/ La SPARKX i7 sur le comparateur du site Les Imprimantes 3D --> https://www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/sparkx-i7-combo/ Le CFS Lite sur le comparateur du site Les Imprimantes 3D --> https://www.lesimprimantes3d.fr/comparateur/accessoires/creality-3d/cfs-lite/ La SPARKX i7 sur le site de Creality --> https://store.creality.com/fr/products/sparkx-i7-color-combo-imprimante-3d Le Wiki Creality --> pour la i7 https://wiki.creality.com/en/sparkx/i7 et pour le CFS Lite --> https://wiki.creality.com/en/sparkx/cfs-lite Le blog Creality --> https://www.creality.com/blog Trancheur/Slicer Creality Print --> https://www.creality.com/download Plateforme de téléchargement de modèles 3D Creality Cloud --> https://www.crealitycloud.com/ La Playlist des tutos pour les SPARKX i7 sur YouTube Interagir avec ce sujet : Enfin, pour la clarté de ce sujet, je vous propose d'utiliser le Topic unique SPARKX i7 sur le forum pour poster vos commentaires et questions. A+ JC PS : Ce sujet est en cours de rédaction et mis à jour régulièrement. "Suivez" le pour ne rien manquer
 5 points
5 points -
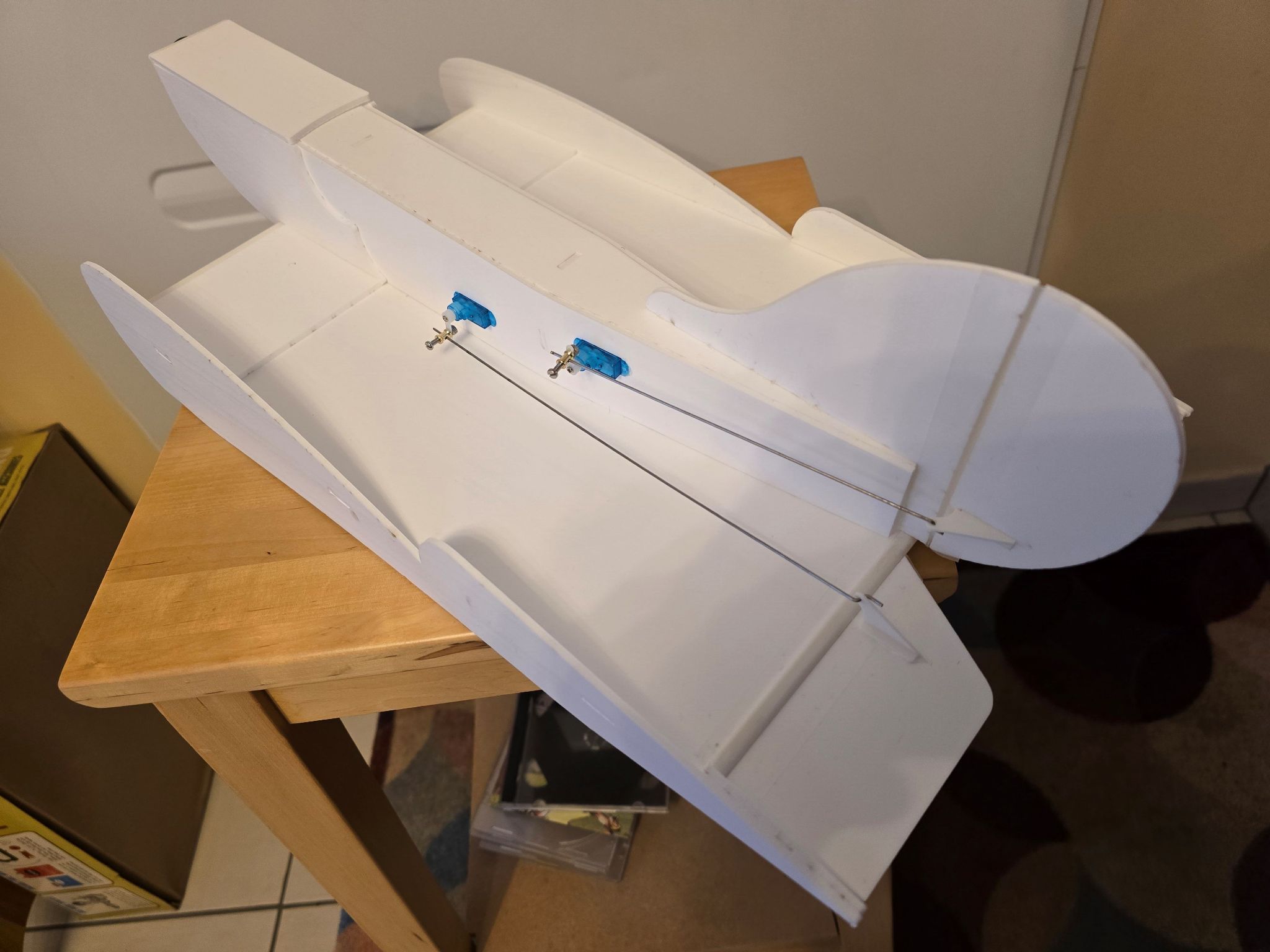
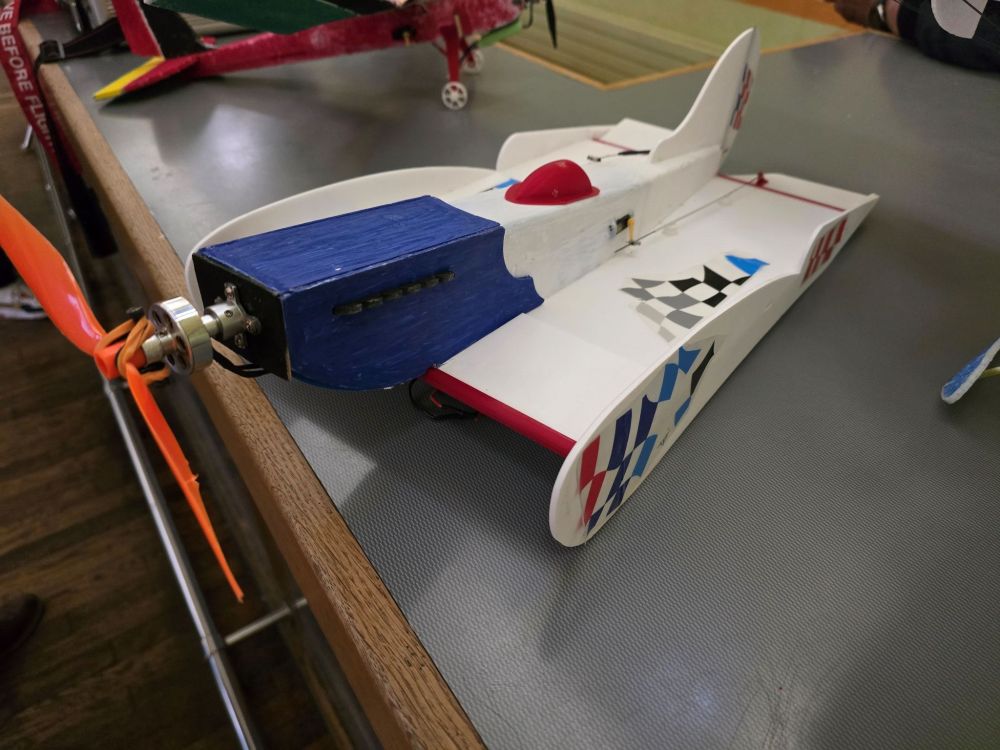
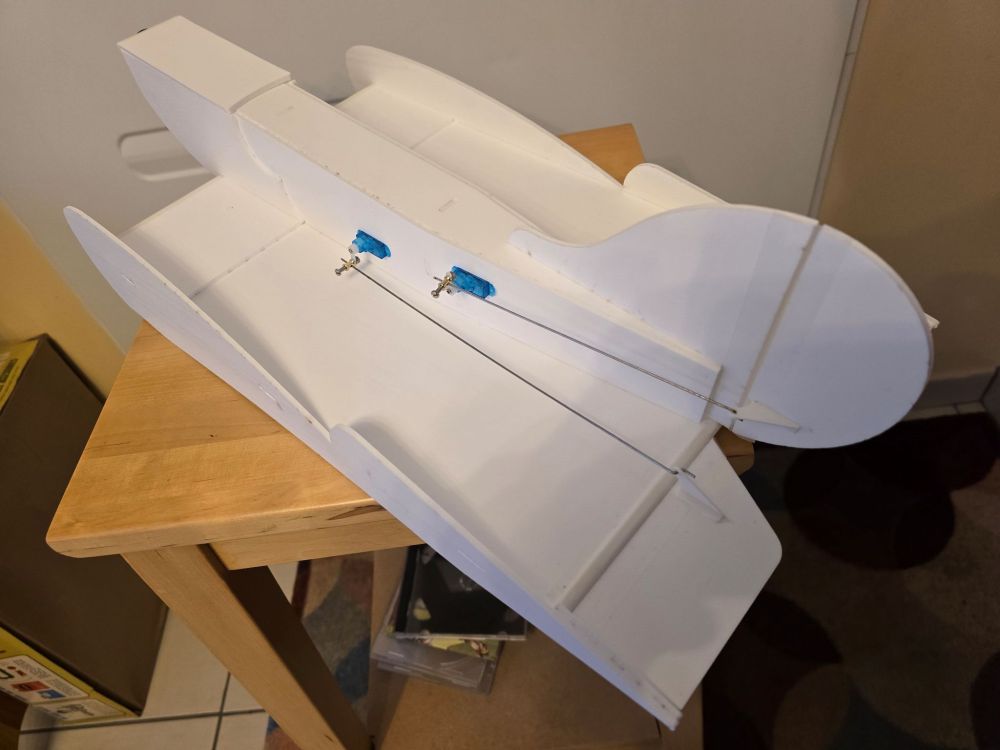
Un engin radiocommandé découpé dans des plaques de polystyrène (Super Boards Pichler) conçu à partir d'un autre trouvé sur Facebook. Cela se monte comme un kit traditionnel, tenons mortaises + colle. Le Skycart glisse sur le sol et vole (un peu mais pas "trop" dans l'air, disons que c'est compliqué). J'en ai découpé 2 autres pour des copains du club d'aéromodélisme. Certaines pièces ont été imprimées 3D comme les guignols, le support moteur, le cockpit, le bord d'attaque et celui de fuite. Conçu avec Solidworks - Machine laser : JAMP78 - Logiciel de découpe : RDCAM V8 Skycart 08 ASS.pdf



 5 points
5 points -
J'ai publié une "petite" vidéo bilan après 200 heures d'impression avec la H2C : Je ne suis pas le plus grand ni le plus sexy des YouTubers, mais ce genre de contenu demande beaucoup de temps, surtout à mon niveau Alors si le coeur vous en dit, n'hésitez pas à interagir avec la vidéo (like, commentaire, boost, partage, etc.)5 points
-
Meshy, le test du service de génération 3D https://www.lesimprimantes3d.fr/test-meshy-ai-generation-modele-3d-20260320/5 points
-
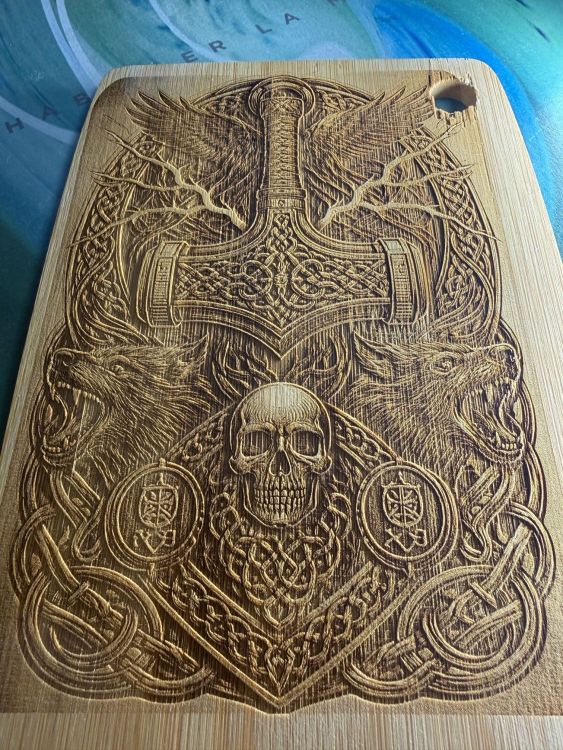
Je restaure avec et pour ma fille une Peugeot 203 qui était son cadeau de ses 18ans. Après réfection complète du compteur et en gise de clin à son anniv, j'ai gravé ses initiales et l'année de ce cadeau hors du commun. Pas évident car la surface n'était vraiment pas plane ni facile à cadrer.

 5 points
5 points -
Ça c'est un bon sondage, vu les votes on va finir par imprimer des cannes5 points
-
Respect à nos modérateurs et admins, je trouve que vous faites un travail remarquable. Ca doit pas être facile tous les jours dans l'ombre, mais vous avez tout mon soutien.5 points
-
Re, c'est fait depuis quelques temps déjà, ça pousse doucement , la bobine est encore petite.... et ça fonctionne plutôt bien cette année

 5 points
5 points -
Ca me rappelle une ex...5 points
-
Bingo. Ca n'a pas trainé Elle va bientôt rejoindre ses copines derrières pour un test complet A+ JC
 5 points
5 points -
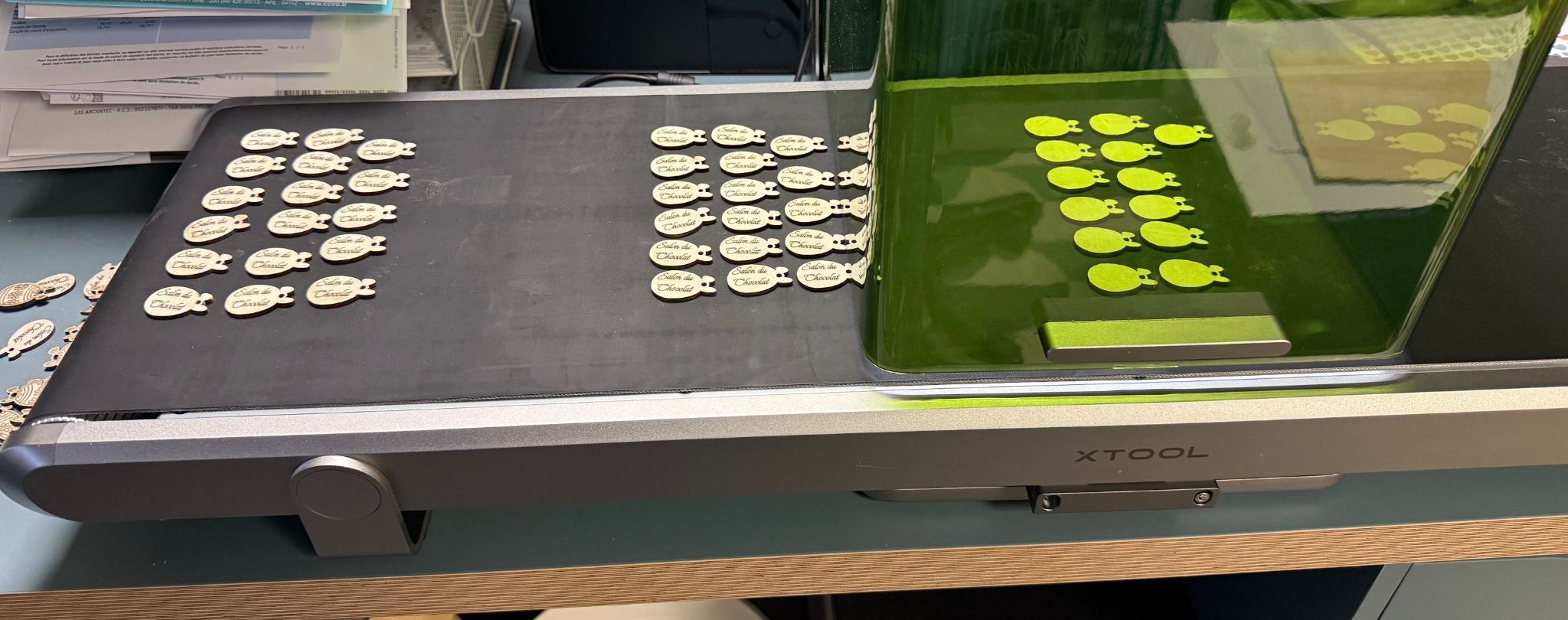
Un exemple d'utilisation du convoyeur sur le F2 ultra, gravure du dos de petits œufs de pâques que j'avais gravés et découpés sur le S1 par planches complètes. Je les passe dans un bracelet brésilien pour en offrir 300 aux enfants lors du salon du chocolat que nous organisons ce week-end. La programmation est très assistée, pas besoin de notice pour la mettre en application.
 5 points
5 points -
J'aime beaucoup celle là, elle est mignonne. Jolie trouvaille !5 points
-
Nous avons un gagnant ! Bientôt le test à suivre !
 5 points
5 points -
PLA soie 3 couleurs Conjure
 5 points
5 points -
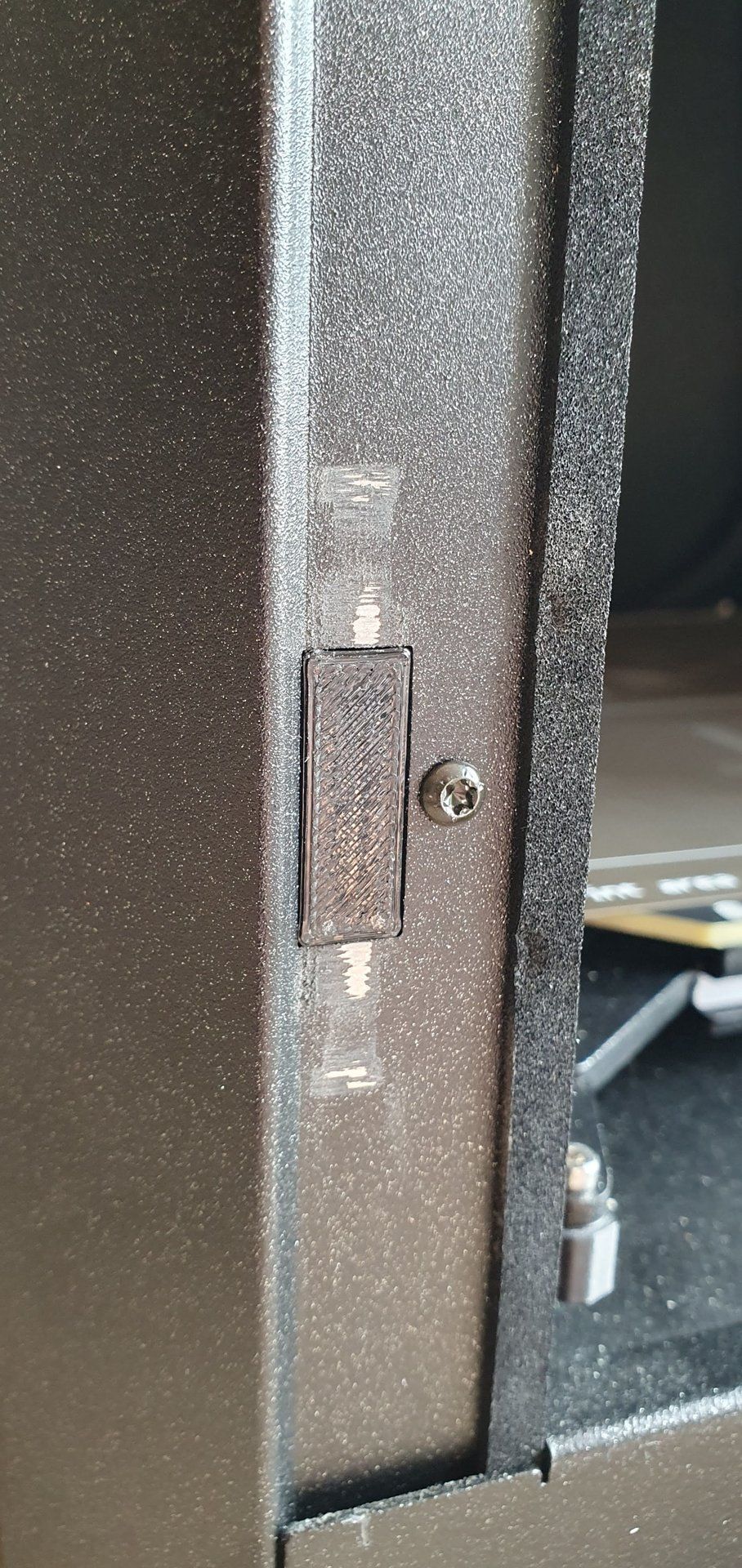
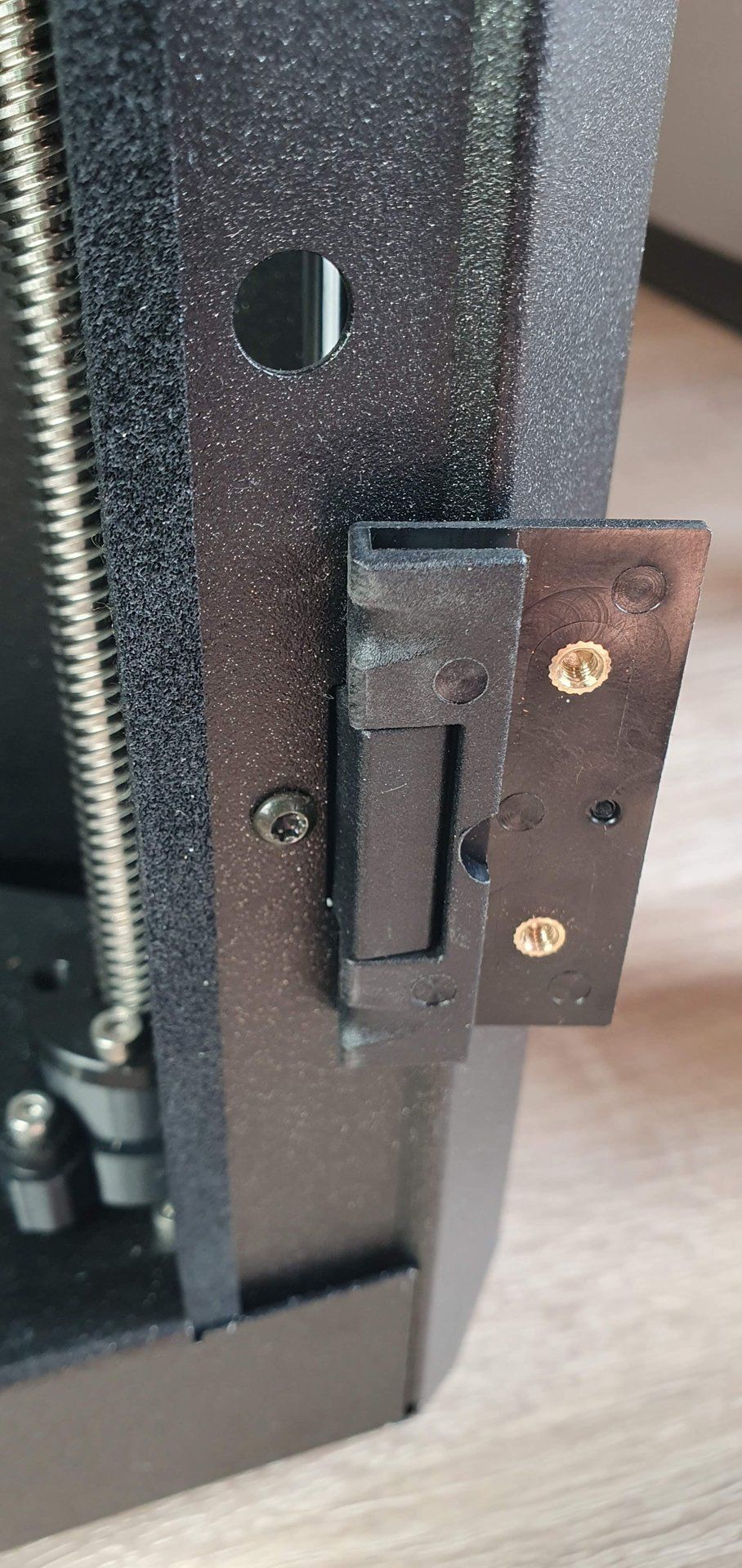
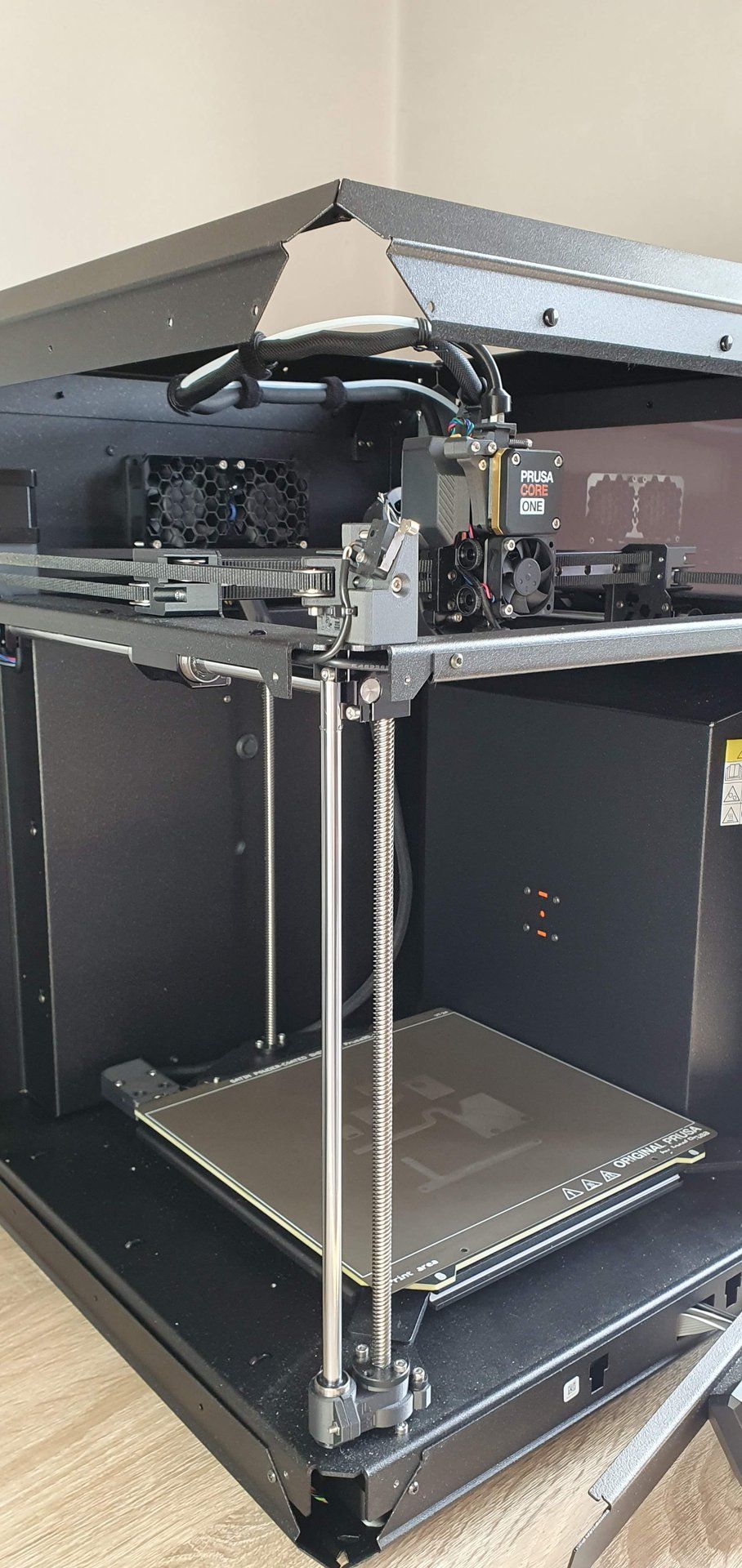
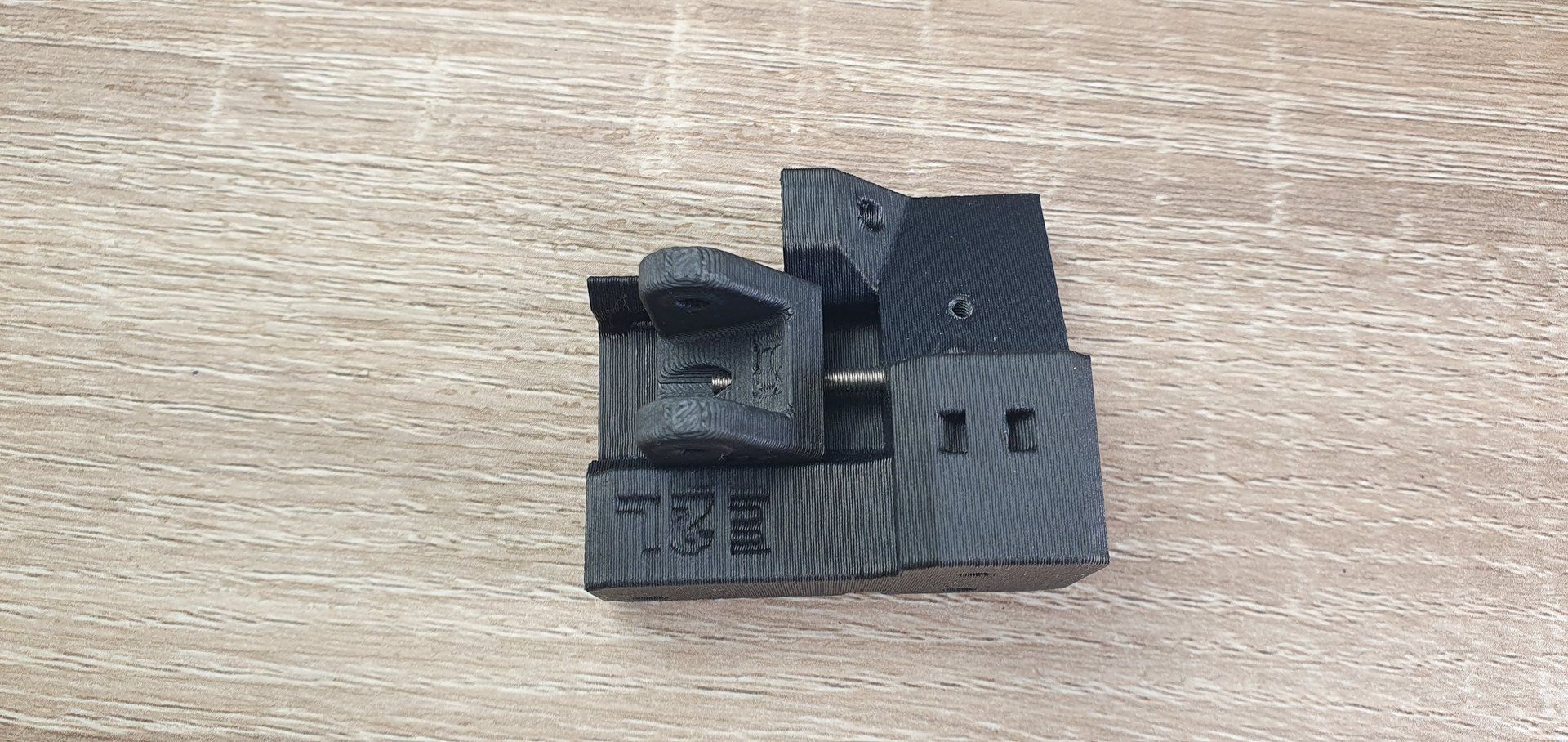
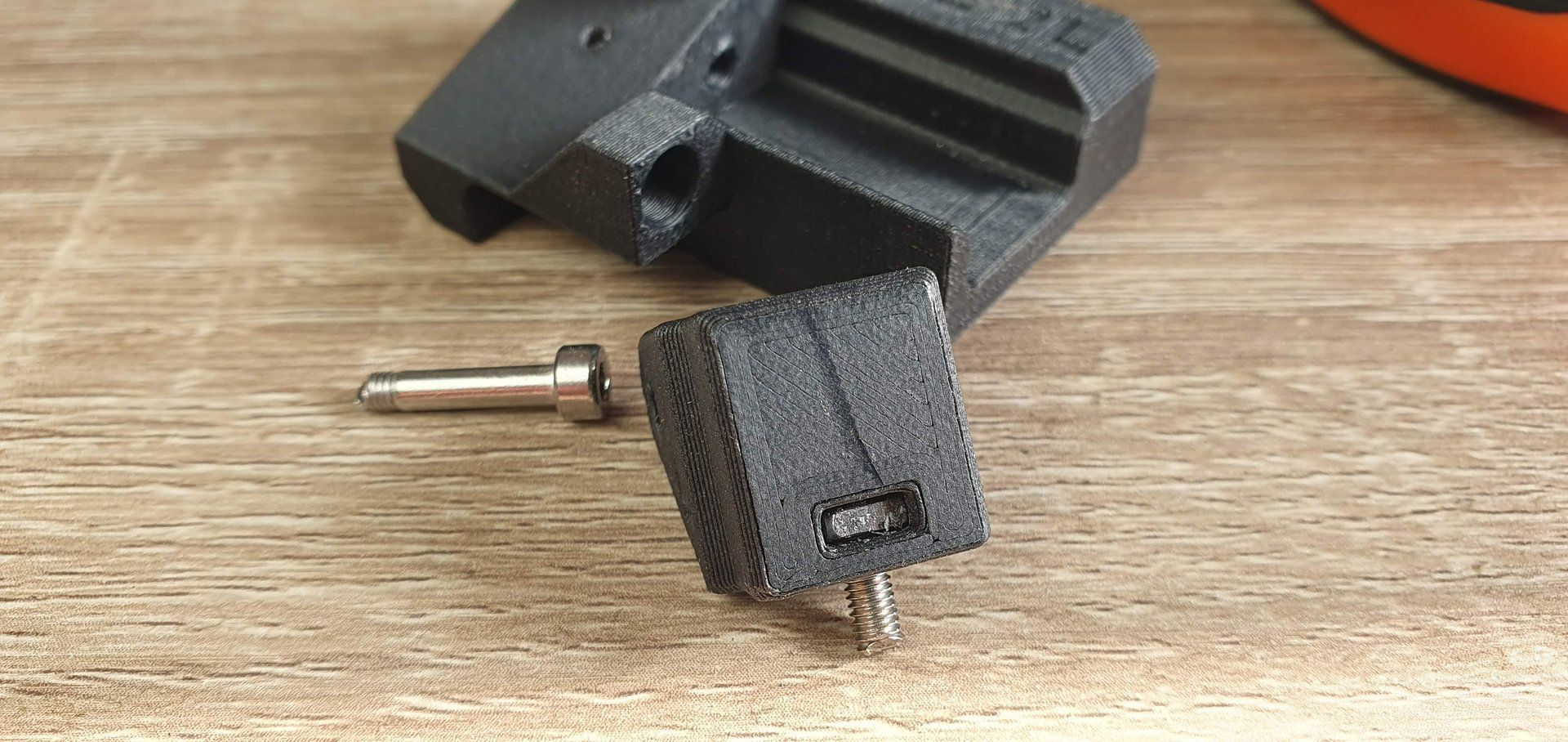
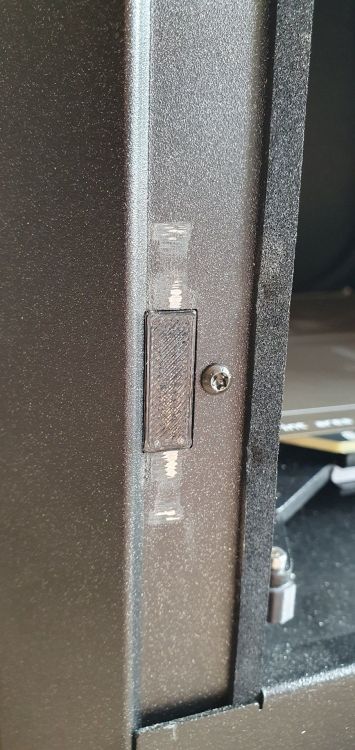
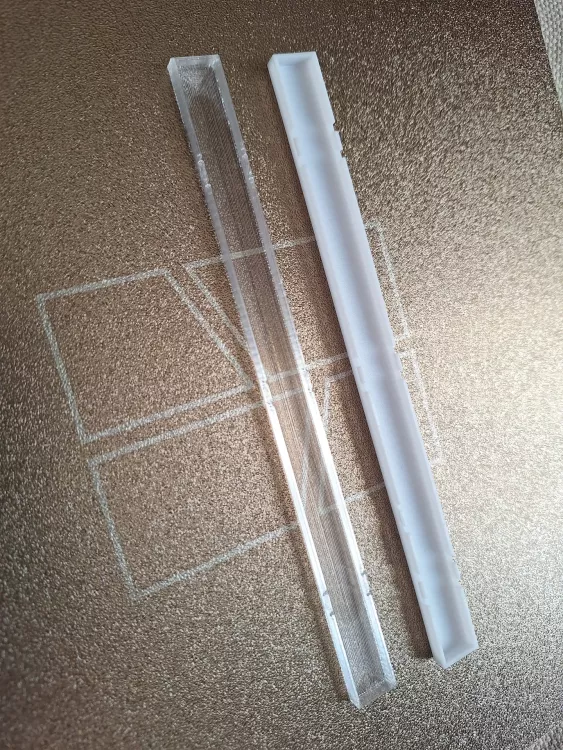
Salut, Ca fait longtemps que je n'avais pas donné de nouvelles de la Prusa CORE One. Un an après l'avoir reçue, il était temps que je m'occupe un peu de l'entretien et updates en attente. ^^ Sur cette photo on peut voir la machine dans son jus, un kit de filtration à installer, des tendeurs à remplacer, des pieds à modifier et l'upgrade vers la CORE One+ à effectuer. Ce qu'on ne voit pas c'est la porte à retourner. On va commencer par le kit de filtration. Rien de très sorcier, il suffit de suivre la notice de montage très simpliste. J'ai cependant noté trois points d'attention : Le ventilateur est livré dans le mauvais sens, la sortie d'air ne pointe pas vers la grille. Il faut bien penser à le sortir pour le replacer selon la notice. Un bout de ruban velcro est fourni pour le cable management à l'intérieur du compartiment technique de la machine, mais la notice précise de réutiliser le petit lien du ventilateur (fil de fer plastifié). Résultat j'ai tout assemblé et fermé, et je me retrouve avec ce ruban en trop. Le boitier en tole plié ne peut pas se plaquer correctement contre la machine à cause d'un rivet : Ca ne se voit pas bien sur la photo (floue), mais soit on déforme la tole pour passer sous le rivet, soit on laisse un jour et bonjour l'efficacité de la filtration. La solution simple, retirer le rivet : L'étape suivante consiste à démonter la porte et préparer le terrain pour son remontage de l'autre côté à la fin. Très simple à faire, il suffit de permuter les aimants d'un côté avec les charnières de l'autre côté. Et c'est là que je tombe sur une petite surprise : La peinture est bouffée là où il y avait les charnière avant. Manque de pot les montants ne sont pas symétriques sinon je les aurais permutés. C'est là je que j'ai compris comment fonctionne le système de "crans" qui permet de tenir la porte à 90° et presque à 180° : La charnière frotte tout simplement sur la tole, c'est son élasticité qui fait le point dur, sauf pour le presque 180° où la charnière bute sur le profil de la cornière. Un peu moyen, mais faut dire que ça fonctionne puisque je n'avais rien remarqué jusque là. Il faudra seulement que je trouve une solution pour arranger un peu la peinture bouffée à gauche. Je profite que la porte soit démontée pour passer au remplacement des tendeurs. Alors en fait j'ai remplacé les 4 pièces par prévention, mais seul une petite partie mobile était nécessaire. En effet lors d'un réglage de la tension des courroies, j'ai été confronté au grippage du tendeur de gauche. Impossible de dévisser ou de visser le tendeur. A priori un problème connu, corrigé par l'ajout d'une touche de graisse sur le filetage dans la notice de montage. Pour le tendeur droit, un jeu d'enfant, ça se fait sans rien démonter de plus que le tendeur lui-même. Pour le tendeur gauche, là faut démonter toute une cornière et les panneaux de gauche. En plus ce tendeur supporte le capteur de porte. Et là pour le coup je suis vraiment très très content d'avoir pondu mon petit outil pour démonter les rivets des panneaux latéraux (20 rivets en tout ici) : Dispo ici => https://www.printables.com/model/1276439-prusa-core-one-rivet-tool En effet la notice indique d'utiliser une pince coupante pour ça, et c'est vraiment pas pratique en plus de risquer de rayer la machine. Après avoir démonté le tendeur défectueux, je peux enfin voir ce qu'il a : Je m'attendais à un double filet, mais vu comment la vis dépasse, il y a du avoir un autre problème. J'ai essayé de glisser un tournevis plat en dessous pour bloquer l'écrou et forcer le démontage, sans succès. Je n'ai eu d'autre choix que de couper la vis. L'écrou carré est bloqué, il tourne fou dans le logement. Bref, c'est remplacé et lubrifié, tout va bien. Enfin il me restait à remplacer les pieds par la V2. En effet ma version de CORE One étant parmi les premières, la forme et l'emplacement des pieds a été révisé depuis. Mon modèle avait deux grandes bandes de 15x300m disposées à gauche et à droite : La V2 utilise des pieds d'angle de 12mm et 50mm de côté (estimé depuis le modèle imprimé). Normalement collé directement sur la machine, mais apparemment l'adhésif utilisé est de piètre qualité, ce qui a poussé des makers à concevoir cette pièce plastique pour les maintenir en place. A savoir que l'adhésif de la V1 collait encore parfaitement. J'ai donc du concevoir un petit gabarit (en blanc ici) pour recouper mes bandes afin de les adapter aux nouvelles pièces. Ca se coupe très bien au cutter. Et là je sais pas ce qu'il s'est passé, j'ai oublié de faire une photo des pieds finis ainsi que de toute l'upgrade vers la version +. Concernant la version +, il s'agit en fait d'une upgrade mineur. Le support de filament est nouveau. Par rapport à l'ancien, il est composé d'une base fixe et d'une partie amovible. On suppose que la partie amovible pourra accueillir un lecteur NFC (il y a un trou au centre et dans la tole, assez gros pour un cable, trop petit pour un connecteur, wait'n'see. En utilisant des mods communautaires il est possible de changer le support pour des bobines plus étroites ou plus larges, on pense aux 2kg de la marque qui ne sont pas compatibles avec le support d'origine. L'autre évolution qu'apporte cette upgrade, c'est l'ouverture/fermeture automatique de la grille de ventilation. Bien que la machine pouvait nous prévenir s'il fallait ouvrir ou fermer la grille, c'est plutôt agréable de ne plus avoir à le faire manuellement. Et enfin le nouveau capteur de filament latéral est débrayable, afin de faciliter le passage de filaments TPU très souples. (Je n'ai jamais eu de problème avec le 95A). J'ai bien entendu fait un petit contrôle technique complet, graissé les axes, retendu les courroies (avec la nouvelle méthode stroboscopique), passé un coup de chiffon sur la poussière des plexis etc... Tout ça pour me retrouver avec presque la même machine qu'avant, mais en mieux (la porte dans ce sens, c'est moins commun) : Oui, il manque le petit + en bas à droite, je m'en occuperai plus tard. Il était temps que je m'occupe de cette brave bête. Il me reste à tester l'efficacité de la filtration qui est somme toute la seule vraie évolution hors maintenance. A+












 4 points
4 points -
"Je paie mes mots : j’ai été patient," Heureusement que ce ne pas le cas de @electroremy, car avec ses messages à rallonge cela lui couterait la peau des fesses et du reste.4 points
-
C'est probablement la bonne saison pour faire ses semis de bobines ?4 points
-
Mes excuses (ou nos excuses) de ne pas être à ta disposition pleine et entière, dorénavant je ferai passer ma vie personnelle après les questions sur le forum... Entre-temps, pour patienter, as-tu fait des recherches, des essais, essayé de mettre tes photos dans le bon sens (c'est vrai que c'est galère par moment, j'ai compris le pourquoi du truc récemment), etc... ?4 points
-
Arrêtez de vous plaindre, je viens de claquer 2 x $40 d'ESTA pour avoir "potentiellement" le droit d'aller de France à.... France. Mais comme y'a une escale aux US bien que restant en zone de transit (donc internationale), faut bien qu'ils se gavent, et potentiellement ils ont le droit de me raccompagner "à la frontière" . Et là je peux bien payer les frais de dossier, rien n'y changera. Avec la taxe à 2€ au moins on ne vous demande pas votre passeport, un selfie, votre mail, votre téléphone, vos réseaux sociaux (facultatif, pour le moment), votre employeur, une personne à contacter etc... Bon maintenant faut que j'analyse ce que j'ai le droit de mettre en soute et pas le droit de mettre en cabine, parce que les appareils contenant une batterie c'est pas simple de nos jours, et j'en ai déjà un sur chaque oreille que je dois charger pendant le vol... Peut-être que ça va me revenir moins cher de me faire livrer depuis la Chine ce dont j'ai besoin, que de l'emmener avec moi.4 points
-
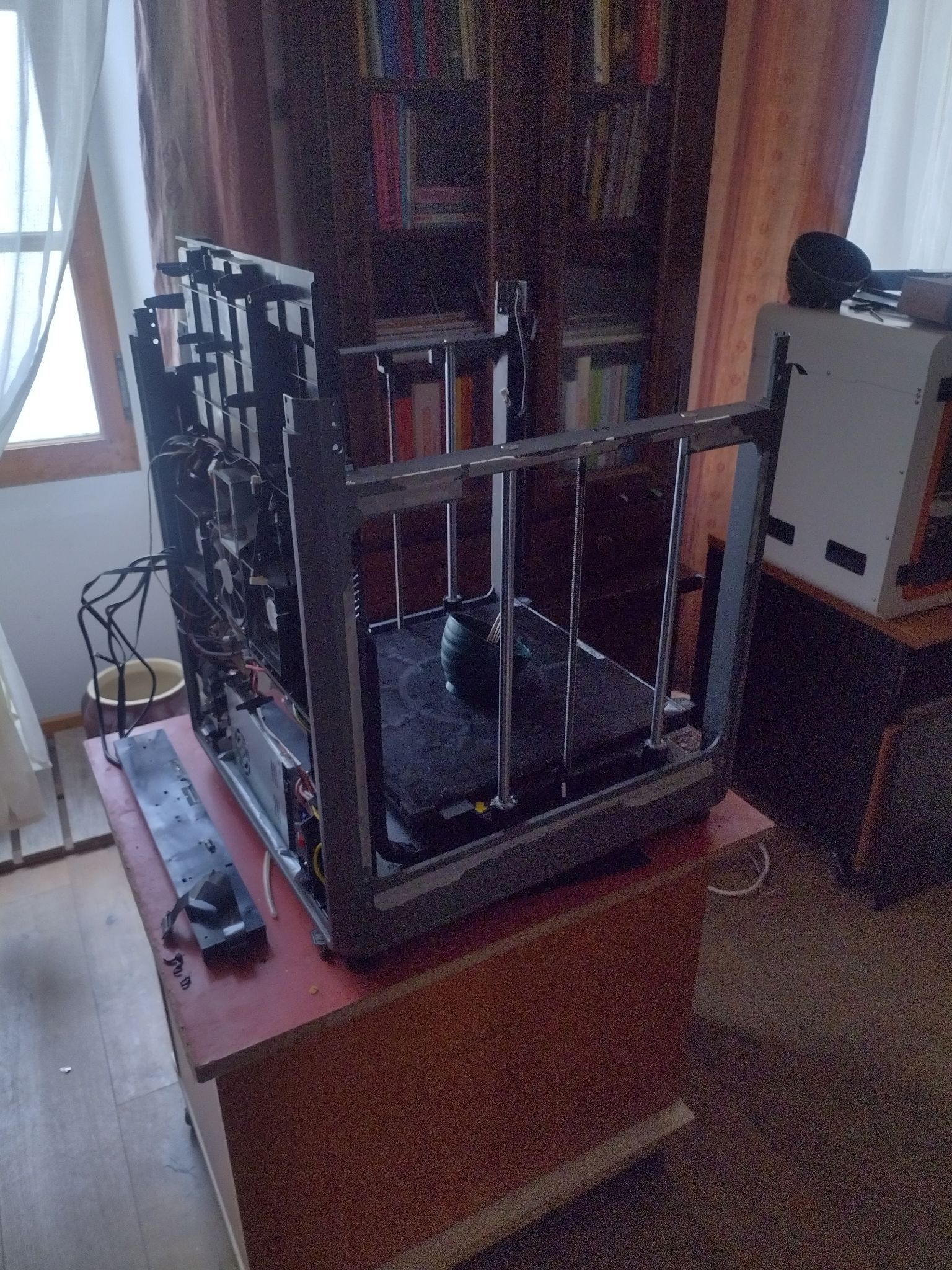
Bonsoir Le remontage est en bonne voie. Bon Print

 4 points
4 points -
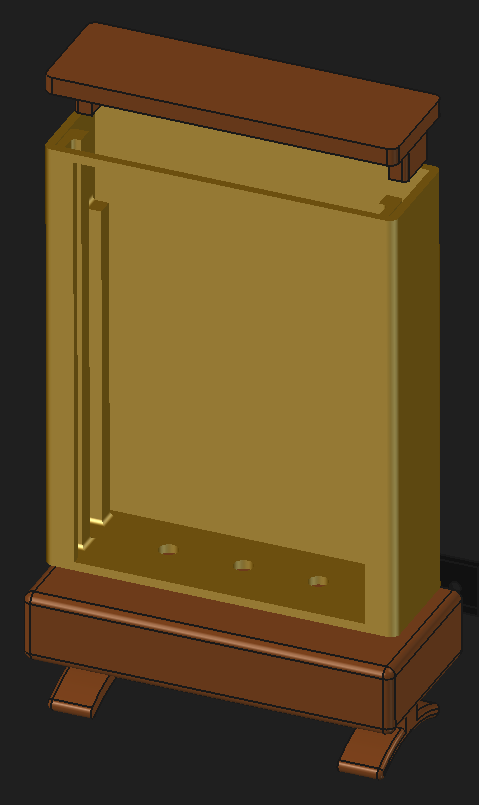
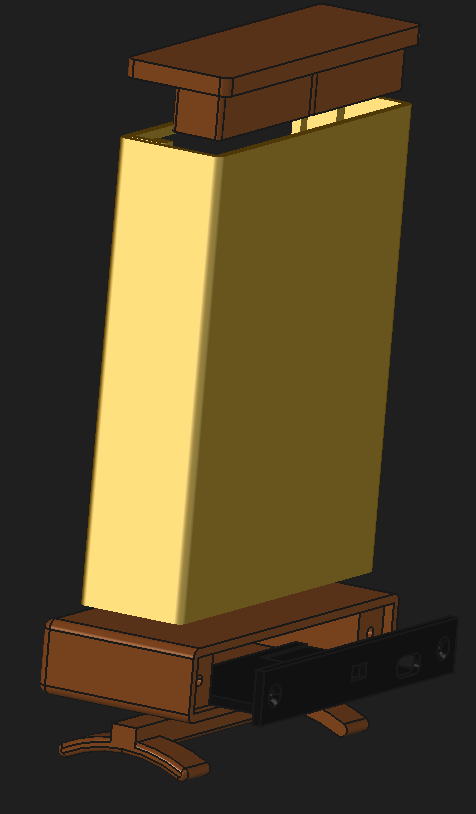
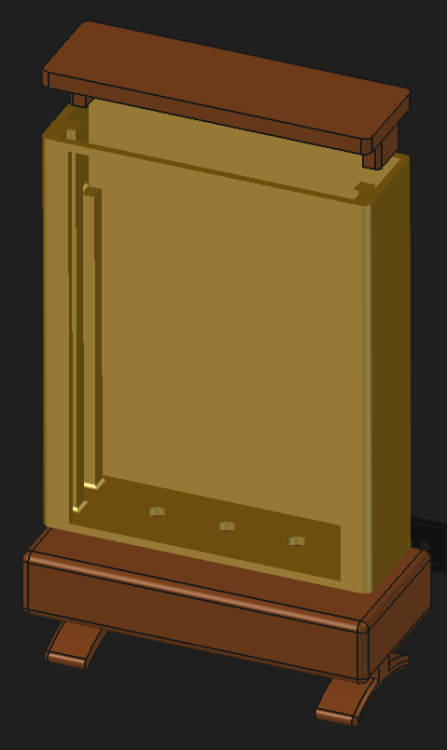
Bonjour les freecadiens, Pour les debutants en freecad une boitier autonome pour lithophanie 70X100. Des liens pour l'alimentation sont dans un fichier text Les fichiers freecad sont en partage et sur https://www.thingiverse.com/thing:7309238 Boitier_SupportL_Lithophanie.zip


 4 points
4 points -
Salut Pour compléter ces premières infos, je rajouterai que pour avoir un résultat "transparent" il y a quelques réglages à faire en fonction du matériau utilisé PETG ou PLA. J'ai imprimé un cache pour le bandeau led de ma P1S avec du PETG transparent de chez Arianplast et voilà le résultat. * Je m'étais inspiré de https://www.printables.com/model/15310-how-to-print-glass Il y a ça aussi mais jamais testé https://www.printables.com/model/69331-transparent-window-printing-petg-pvb-composite-pro Une petite recherche dans cette section du forum te donnera pas mal de pistes --> https://www.lesimprimantes3d.fr/forum/search/?&q=transparent&type=forums_topic&quick=1&nodes=13&search_and_or=or&sortby=relevancy A+ JC
 4 points
4 points -
Bonjour les dernières nouvelle de ma K2+ Quelle galére pour en arriver là. j'ai ben reçu les pièces en garanti mais pour moi elles présentent le même défaut la suite prochainement Bon Print
 4 points
4 points -
Super, pense à nous donner des nouvelles en 2030 qu'on sache ce qu'il en est. On pourra fêter les 10ans du topic.4 points
-
Résine Elegoo ABS like translucide rouge, ponçage puis vernis candie rouge.

 4 points
4 points















































































-ElegooSlicer.png.ba2f13ca0194e14aa0e3ff97dbceb7cc.png)